ЛЕКЦИЯ №4 IV ОТРЕЗКА ЛИСТОВОГО МАТЕРИАЛА НА ДИСКОВЫХ НОЖНИЦАХ И ШТАМПАХ
advertisement

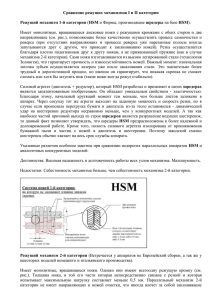
ЛЕКЦИЯ №4 IV ОТРЕЗКА ЛИСТОВОГО МАТЕРИАЛА НА ДИСКОВЫХ НОЖНИЦАХ И ШТАМПАХ План лекции 1. Типы дисковых ножниц. Область применения. 2. Схема действующих сил. Выбор геометрии ножей. 3. Способы отрезки материалов на штампах. 4.1 РЕЗАНИЕ НА ДИСКОВЫХ НОЖНИЦАХ 4.1.1 Схема резания, усилие Для отрезки полос толщиной до 30 мм широко применяются дисковые ножницы. Они бывают с одним наклонно расположенным ножом или с двумя ножами, расположенные под углом. Отрезка полосы (рис. 4.1) осуществляется двумя дисковыми ножами одинакового диаметра, которые вращаются в разные стороны с одинаковой скоростью. Отрезка начинается, когда материал будет захвачен ножами, и силой трения втянут между ними. Рис. 4.1. схема действующих сил при отрезки В точках 1-1 ножи действуют на материал с силой N и направленными по радиусам 01 и 0,1. Равнодействующая этих сил направлена в сторону, обратную направлению движения металла и стремится вытолкнуть материал. Однако ей противодействуют силы трения Т и Т1 , которые направлены в обратную сторону. Равнодействующая Rт ножей больше равнодействующей этих сил при правильном выборе диаметре R p P P1 . Для подсчета усилия при отрезке на дисковых ножницах пользуются формулами: 0,5 а 2 tg m k ; Р cos (4.1) 0,78 а 2 m k e Р , (4.2) 2 tg 2 где - сопротивлению срезу, Мпа; D - диаметр ножа, мм; a - толщина материала, мм; - угол створа ножа; m - число пар дисковых ножей; k 1,2 1,5 - коэффициент; е - величина перекрытия ножей. Наиболее точные результаты дает формула (4.1). 4.1.2 Геометрия ножей Применение дисковых ножниц зависит от формы ножей. Типы ножей представлены на рис. 4.2. Рис. 4.2. Типы дисковых ножниц Ножи выполнены по типу а) применяются при отрезки полос с прямолинейной кромкой. Ножи типа в) служат для вырезки круглого и криволинейных контуров по шаблону или разметке. Дисковые ножницы с ножами типа а) делают с одной или несколькими парами ножей. Тогда лист режется сразу на несколько полос. Точность отрезки полос на дисковых ножницах соответствует 7 квалитету точности. Точность при отрезке и вырезки криволинейных контуров и кругов на дисковых ножницах по шаблону соответствует 8 квалитету точности, а по разметке 9 квалитету точности. 4.1.3 Перекрытие ножей, угол створа, диаметр роликов. Величина перекрытия ножей рекомендуется: е 0,2 0,4 для стали и е 0,65 0,7 для меди. Дисковые ножницы (рис. 4.2) изготавливаются только с одной парой ножей. Ножи смещены по вертикали на величину b 0,3 а 0,5 а ; по горизонтали ножи смещены на величину с 0,25 а . Смещение ножей позволяет легко поворачивать заготовку и вырезать разнообразные детали по кривым с небольшими радиусами. Отрезка на дисковых ножницах возможна только тогда, когда равнодействующая сил трения ножей о металл будет больше равнодействующей силы выталкивающей металл, из-под ножей. Это выполнимо при условии, если угол створа ножей будет меньше 150, т.е. в том случае, когда диаметр ножей будет больше 30-40 толщин разрезаемого металла. для определения диаметра ножей с учетом их уменьшения при переточке пользуются следующей формулой, при этом задаваясь углом створа , определив D . Из треугольника AOB OB R cos , но OB R тогда S e , 2 R cos R отсюда 2 R и D S e , 2 S e 1 cos S e . 1 cos (4.3) 4.1.4 Минимальный радиус кривизны Наименьшей радиус кривой при резании дисковыми ножами типа б) (рис. 4.2) зависит от диаметра ножей и толщины металла (табл. 4.1) rм 0,4 0,7 D . (4.4) Таблица 4.1 Диаметр ножей D 75 90 100 125 Толщина материала S a до 1 мм от 0,1 до 2,5 от 3 до 6 Минимальные радиусы кривизны в мм, rм 40 45 50 50 75 85 50 75 90 50 90 90 4.1.5 Типы дисковых ножниц а) дисковые ножницы с параллельными осями (рис. 4.2, а). На этих ножницах производят резку листов на полосы, а также резку круглых (дисковых) заготовок с выходом на край листа. Толщина материала до 30 мм. Заход ножей b 0,2 0,3 S . Угол захвата 14o . Диаметр ножей для тонких материалов S 3 мм D 35 50 S , для толстых D 25 30 S ; б) дисковые ножницы с одним наклонным ножом (рис. 15, б). На ножницах этого типа режут полосы, круглые, дисковые и кольцевые заготовки. Толщина о разрезаемого материала до 30 мм. Угол наклона 30 40 . Для тонких материалов S 3 диаметр ножей D 28 S , h 15 20 мм; для толстых материалов S 10 ; диаметр ножей D 20 S , h 50 80 мм; в) дисковые ножницы с наклонными ножами (рис. 15, в). Такие ножницы применяются для резки круглых, дисковых, кольцевых и криволинейных заготовок с малым радиусом. Криволинейная поверхность задней режущей грани обеспечивает свободный проворот материала. Толщина материала до 20 мм. Зазор z 0,2 S , b 0,3 S , D 12 S для толстого материала S 10 h 40 60 ; для тонкого материала S 5 D 20 S h 10 12 мм; г) ножницы многодисковые с параллельными ножами (рис. 15, г). Такие ножницы применяются для одновременной резки полос, а также для обрезки полос и лент по ширине. Толщина материала до 10 мм. Угол резания 90 0, D 40 125 S , h 15 30 мм. Зазор z (0,1 0,2) S . 4.2 ДРУГИЕ ВИДЫ РЕЗАНИЯ МАТЕРИАЛОВ 4.2.1 Резание вибрационными ножницами Ножницы (рис. 4.2, д) служат для резки криволинейных заготовок по разметке или шаблонами с малым радиусом до r 15 мм. Ход ножа 2-3 мм. o o Передний угол 6 7 . Угол створа 24 30 . Ножницы имеют два ножа специальной формы, из которых один нижний закреплен неподвижно, а верхний получает до 2500 вибрирующих движений в минуту. Перекрытие ножей е 0,25 толщины материала, позволяет вырезать контуры по кривым малым радиусам (12-15 мм), а при вырезки внутренних контуров не прибегать к предварительному сверлению. Недостаток этих ножей: быстрый износ, наличие заусенцев и зарубов. Точность вырезки на вибрационных ножницах соответствует 10-12 квалитету точности. 4.2.2 Отрезка на штампах Простые формы штучных заготовок и с точностью грубее 8-9 квалитета точности изготавливают в штампах как с одно-, так и двухсторонней отрезкой. Отрезка на штампах ведется двумя способами: без отхода и с отходом. Односторонняя отрезка без отходов (рис 4.3, а) применяются для заготовок с прямолинейным контуром (прямоугольник, квадрат, ромб). Отрезка в штампах с отходом, или так называемая двухсторонняя отрезка, особенно широко применяется при отрезки заготовок, у которых отрезаемая часть имеет криволинейный контур, а ширина или длина равна ширине полосы. Рис. 4.3. Схемы отрезки на штампах а - односторонняя; б - двусторонняя На рис. 4.3, б приведены схемы двухсторонней отрезки на штампах. Ширина удаляемого отхода k зависит от толщины ножа, составляющей от двух до четырех толщин разрезаемого материала. При материале толщиной ширина отхода k 3 мм. S 1 мм


![инструкцию по эксплуатации [197 Кб]](http://s1.studylib.ru/store/data/003758083_1-632842407682501acd926aa7cce3ad57-300x300.png)