Материаловедение(Качнова)
advertisement
")
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФГОУ СПО ДАЛЬНЕВОСТОЧНЫЙ ЭНЕРГЕТИЧЕСКИЙ ТЕХНИКУМ
КУРС ЛЕКЦИЙ
по дисциплине
«Материаловедение»
для специальностей
140203-"Релейная защита и автоматизация
электроэнергетических систем"
140206-"Электрические станции, сети и системы»
140208-"Монтаж и эксплуатация линий
электропередачи"
2009
ОДОБРЕНА
Предметной (цикловой) комиссией
Председатель: Бондарева Н,П.
Протокол_№ ______
"___"______________2009г.
Составлена в соответствии с
Государственными требованиями к
минимуму содержания и уровню
подготовки выпускника по специальности
140203,140206, 140208
Заместитель директора по учебной работе
ШевелинаЛ.Н.___________________
"___"____________2009 г.
Составитель: Качнова О.А.– преподаватель ФГОУ СПО ДВЭТ
Рецензенты: 1. Чупина Н.Г.- преподаватель ФГОУ СПО ДВЭТ
2.Степанова И.Т. - преподаватель ФГОУ СПО Владивостокского
судостроительного техникума.
Введение
Научно-технический прогресс связан прежде всего с разработкой и использованием новых,
более совершенных, материалов. Особенно это справедливо для электротехники, одной из
наиболее масштабных областей техники. Надежность, экономичность, верхний и нижний
пределы допустимых при эксплуатации температур, стойкость к ударам, вибрациям,
ремонтопригодность и другие важнейшие параметры электротехнических изделий в конечном
счете определяются не столько конструкцией или электрической схемой, сколько
использованными в них материалами.
Материалы в развитии цивилизации всегда играли очень важную роль. Известный
американский ученый А.Хиппель высказал мнение, что историю цивилизации можно описать
как смену используемых человечеством материалов.
Целые эпохи истории цивилизации были названы по материалам, которые были в то время
определяющими: каменный, медный, бронзовый и железный века. Возможно, что последующие
эпохи будут названы бумажным веком и веком пластмасс.
Необходимым условием успешного развития любой технической отрасли является наличие
хороших материалов. Электротехника не является исключением. Она относится к исторически
молодым отраслям, поэтому в ней трудно выделить периоды господства отдельных материалов.
В развитии материальной базы происходили скачки, которые определили открытие новых
электротехнических материалов. Это и использование в начале века электроизоляционного
материала макромолекулярного характера - бакелита, с которого началась эра пластических
масс, и применение сегнетоэлектриков, ферритов и полупроводников, ускорившее развитие
отрасли.
Электротехника наряду с ядерной, космической и другими подобными отраслями техники
предъявляет наиболее высокие требования к качеству используемых материалов. Для выполнении
таких требований необходимо сотрудничество многих отраслей промышленности, которые
снабжают электротехнику сырьем, полуфабрикатами и готовыми изделиями. Такими отраслями
в настоящее время являются, в частности, химическая промышленность и металлургия. Поэтому
наука об электротехнических и конструкционных материалах представляет собой типичную
комплексную научную дисциплину, которой при подготовке специалистов в средних
профессиональных учебных заведениях уделяется большое внимание.
Настоящий учебник написан с учетом классической серии учебников и адресована студентам,
которые по роду своей будущей деятельности являются потребителями, а не производителями
материалов. После изучения дисциплины студенты должны понимать природу и особенности
основных групп конструкционных и электротехнических материалов, знать физический смысл
параметров материалов, их зависимость от методов получения, понимать материалы справочников и государственных стандартов, уметь сделать выбор наиболее эффективного материала
для конкретной цели.
Основываясь на знаниях, полученных студентами по общеобразовательным предметам и
основам электротехники, это учебное пособие является базой для изучения таких специальных
предметов, как «Электрические машины», «Электрический привод», «Электрические измерения»
и т.д.
ВВЕДЕНИЕ
ОБЩИЕ СВЕДЕНИЯ
О СТРОЕНИИ ВЕЩЕСТВА
Виды связи. Основными элементарными частицами, из которых строятся все известные нам
вещества, являются протоны, нейтроны и электроны.
Из протонов и нейтронов состоит атомное ядро, электроны заполняют оболочки атома,
компенсируя положительный заряд ядра. Строение ядра атома, периодичность заполнения оболочек
электронами можно находить с помощью таблицы Д. И. Менделеева.
Газы, жидкие и твердые тела состоят из атомов, молекул или ионов. Размеры атомов около
0,1 км, размеры положительных ионов, получившихся из атомов, лишившихся части электронов,
меньше, чем размеры атомов, а размеры отрицательных ионов, присоединивших дополнительные
электроны, больше, чем размеры соответствующих атомов. Ионами могут быть и группы атомов,
потерявших или присоединивших электроны.
Молекулы газов содержат различное число атомов. Так, например, гелий, аргон, неон —
одноатомные газы; водород, азот, кислород, оксид углерода состоят из двухатомных молекул;
углекислый газ, водяной пар —из трехатомных. Молекула аммиака построена из четырех
атомов, а метана — из пяти. В зависимости от строения внешних электронных оболочек атомов
могут образовываться различные виды связи.
Наиболее часто встречаются молекулы, в которых существуют ковалентные и ионные
химические связи.
Ковалентная связь возникает при обобществлении электронов двумя соседними атомами.
Химическая связь такого типа осуществляется в молекулах Н 2 , О. 2 и СО), а также наблюдается
в молекулах, образованных металлоидными атомами, наприме р в молекуле хлора и др.
Молекулы, в которых центры одинаковых по величине положительных и отрицательных
зарядов совпадают, являются неполярными. Если же в отдельных молекулах центры
противоположных по знаку зарядов не совпадают н находятся на некотором расстоянии друг от
друга, то такие молекулы называются полярными или дипольными.
Полярная молекула характеризуется дипольным моментом, который определяется
произведением заряда и расстояния между центрами положительного и отрицательного
зарядов.
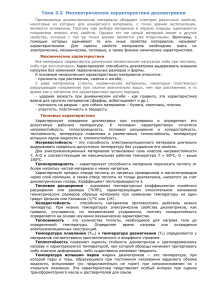
Рис. В-1. Структура и плотная упаковка ионов хлористого натрия (а) и неплотная упаковка ионов хлористого цезия
(б)
Ковалентная связь может быть как в молекулах (в трех агрегатных состояниях вещества), так
и между атомами, образующими решетку кристалла (например, алмаз, кремний, германий),
Ковалентной связью могут удерживаться не только одинаковые атомы, но и различные.
Второй вид связи — ионная связь — определяется силами притяжения между положительными
и отрицательными нонами. Твердые тела ионной структуры характеризуются повышенной
механической прочностью и относительно высокой температурой плавления. Типичными
примерами ионных кристаллов являются галогениды щелочных металлов.
Из рис. В-1 видна плотная упаковка ионов хлористого натрия и неплотная — хлористого
цезия.
Третий вид связи — металлическая связь, которая приводит также к образованию твердых
кристаллических тел. Металлы можно рассматривать как системы, построенные из расположенных
в узлах решетки положительно заряженных ионов, находящихся в среде свободных электронов.
Притяжение между положительными атомными остовами и электронами является причиной монолитности металла. Наличием свободных электронов объясняется высокая электропроводность и
теплопроводность металла, что также является причиной блеска металлов. Ковкость металла
объясняется перемещением и скольжением отдельных слоев атомных остовов.
Четвертый вид связи — молекулярная связь (связь Ван-дер-Ваальса). Такая связь существует в
некоторых веществах между молекулами с ковалентными внутримолекулярными связями. Межмолекулярное притяжение в этом случае обусловливается согласованным движением валентных
электронов в соседних молекулах . В любой момент времени электроны максимально удалены
друг от друга и максимально приближены к положительным зарядам. При этом силы притяжения
валентных электронов положительно заряженными остовами соседних молекул оказываются
сильнее сил взаимного отталкивания электронов внешних орбит. Связь Ван-дер-Ваальса
наблюдается между молекулами некоторых веществ, например парафина, имеющих низкую
температуру плавления, свидетельствующую о непрочности их кристаллической решетки.
Схематическое изображение двух взаимодействующих молекул (связь Ван -дер-Ваальса)
Строение и дефекты твердых тел. Кристаллическая решетка — это присущее
кристаллическому состоянию вещества регулярное расположение частиц (атомов, ионов, молекул),
характеризующееся периодической повторяемостью, в трех измерениях. Полное описание
кристаллической решетки дается пространственной группой, параметрами элементарной ячейки,
координатами атомов в ячейке. В этом смысле понятие кристаллической решетки эквивалентно
понятию атомарной структуры кристалла. Русский ученый Е. С. Федоров почти на 40 лет раньше,
чем были найдены методы рентгеноструктурного анализа, рассчитал возможные расположения
частиц в кристаллических решетках различных веществ. Он подразделил кристаллы на 32 класса
симметрии, объединяющих 230 возможных пространственных групп. Кристаллы могут различаться
по двойному лучепреломлению, по пьезо- и пироэлектрическим свойствам, образованию
адсорбционных центров, работе выхода электронов и т. п.
Причина образования каким-либо элементом или соединением данной пространственной
решетки в основном зависит от размеров атома и электронной конфигурации его внешних
оболочек.
Известно, что наиболее высоким как ближним (в пределах элементарной ячейки), так и
дальним (на больших расстояниях) порядком расположения частиц отличаются химические
соединения, находящиеся в твердом (кристаллическом) состоянии. Гов орить о той или иной
степени ближнего и дальнего порядка расположения частиц можно лишь для твердых растворов
кристаллических веществ, а также стеклообразного состояния. Упорядоченное и неупорядоченное
состояние можно наблюдать и у высокомолекулярных — полимерных материалов. Практически
полное отсутствие порядка в расположении частиц должно быть у аморфных тел.
В электротехнике широко
неупорядоченным строением.
применяются
материалы
как
с
упорядоченным,
так
и
а)
Схематическое двухмерное изображение строениям: а — решетки кристалла; б — стекла
«Дефекты» строения кристаллической решетки, определяющие особые физические свойства
вещества, широко используются для получения преобразователи, светящиеся самых различных
материалов, которые применяются, в частности, в люминесцентной технике (кристаллофосфоры
для осветительных целей, оптические краски и др.).
К дефектам кристаллического твердого тела относятся любые нарушения периодичности
электростатического поля кристаллической решетки: нарушение стехиометрического состава,
наличие посторонних примесей, механически напряженные участки структуры, дополнительные
кристаллографические плоскости (дислокации, трещины, поры) и т. д.
По своей природе перечисленные дефекты могут быть или тепловыми или «биографическими».
Последние связаны с технологическим процессом получения данного материала,
Классификация веществ по электрическим свойствам. Все вещества в зависимости от их
электрических свойств относят к диэлектрикам, проводникам или полупроводникам. Различие
между проводниками, полупроводниками и диэлектриками наиболее наглядно можно показать с
помощью энергетических диаграмм зонной теории твердых тел.
Исследование спектров излучения различных веществ в газообразном состоянии, когда
атомы расположены относительно друг друга на больших расстояниях, показывает, что для
атомов каждого вещества характерны вполне определенные спектральные линии.
Дефекты кристаллической решетки: а — пустой узел и собственный нон в междоузлии; б — посторонний атом
в узле решетки; в — блочное строений кристалла — дислокация
Схема расположения
(справа)
энергетических уровней уединенного атома (слепа) и неметаллического твердого тела
Это говорит о наличии
атомов.
определенных энергетических состояний
(уровней) для разных
Часть этих уровней заполнена электронами в нормальном, невозбужденном состоянии атома,
на других уровнях электроны могут находиться только после того, как атом испытает
внешнее энергетическое воздействие; при этом он возбуждается. Стремясь прийти к
устойчивому состоянию, атом излучает избыток энергии в момент возвращения электронов на
уровни, при которых энергия атома минимальна. При переходе газообразного вещества в
жидкость, а затем при образовании кристаллической решетки твердого тела все имеющиеся у
данного типа атомов электронные уровни (как заполненные электронами, так и незаполненные)
несколько смещаются вследствие действия соседних атомов друг на друга. Таким образом, из
отдельных энергетических уровней уединенных атомов а твердом теле образуется целая полоса
—зона энергетических уровней.
Энергетические диаграммы диэлектриков, полупроводников и проводников различны .
Диэлектриками будут такие материалы, у которых запрещенная зона настолько велика, что
электронной электропроводности в обычных случаях не наблюдается.
Полупроводниками будут вещества с более узкой запрещенной зоной, которая может быть
преодолена за счет внешних энергетических воздействий.
Проводниками будут материалы, у которых заполненная электронами зона вплотную прилегает
к зоне свободных энергетических уровнен или даже перекрывается ею. Вследствие этого
электроны в металле свободны, т. е. могут переходить с уровней заполненной зоны на незанятые
уровни свободной зоны под влиянием слабой напряженности приложенного к проводнику
электрического поля.
При отсутствии в полупроводнике свободных электронов (при нуле Кельвина) приложенная
к нему разность электрических потенциалов не вызовет тока. Если извне будет подведена энергия,
достаточная для переброса электронов через запрещенную зону, то, став свободными, электроны
смогут перемещаться под действием
электрического
поля,
создавая
электронную
электропроводность полупроводника.
В заполненной зоне, откуда ушел электрон, образовалась «электронная дырка», а потому в
полупроводнике начнется другое, «эстафетное», движение электронов, заполняющих
образовавшуюся дырку, причем под воздействием электрического поля дырка будет двигаться в
направлении поля, как эквивалентный положительный заряд.
Энергетические диаграммы диэлектриков (а), полупроводников (б) и проводников (л) при нуле Кельвина в
соответствии с зонной теорией твердого тела
Процесс перехода электронов в свободное состояние сопровождается н обратным явлением, т.
е. возвратом электронов в нормальное состояние. В результате а веществе наступает равновесие,
т. е. число электронов, переходящих в свободную зону, становится равным числу электронов,
возвращающихся обратно и заполненную зону.
С повышением температуры число свободных электронов в полупроводнике возрастает, а с
понижением температуры до абсолютного нуля — убывает вплоть до нуля. Таким образом,
электропроводность веществ при различных температурах может быть существенно различной.
Энергию, необходимую для перехода электрона в свободное состояние или для образования
дырки, может доставить не только тепловое движение, но и другие источники энергии, например
свет, поток электронов и ядерных частиц, электрические и магнитные поля, механические
воздействия и т.
Электрические свойства определяются условиями взаимодействия атомов вещества и не
являются непременной особенностью данного атома, Например, углерод в виде алмаза
является диэлектриком, а в виде графита обладает большой проводимостью.
Примеси и дефекты кристаллической решетки сильно влияют на электрические свойства
твердых тел.
Классификация веществ по магнитным свойствам. По магнитным свойствам материалы
подразделяются на слабомагншпные (диамагнетики и парамагнетики) и сильномагнитные
(ферромагнетики и ферримагнетики).
Диамагнетиками являются вещества с магнитной проницаемостью μr < 1, значение которой не
зависит от напряженности внешнего магнитного поля. К ним относятся водород, инертные газы,
большинство органических соединений, каменная соль и некоторые металлы (медь, цинк,
серебро, золото, ртуть), а также висмут, галлий, сурьма.
К парамагнетикам относятся вещества с магнитной проницаемостью μr > 1, также не
зависящей от напряженности внешнего магнитного поля. К ним относятся кислород, оксид
азота, соли железа, кобальта, никеля и редкоземельных элементов, щелочные металлы,
алюминий, платина.
Диамагнетики и парамагнетики имеют магнитную проницаемость, близкую к единице, и по
магнитным свойствам нашли себе ограниченное применение в технике.
У сильномагнитных материалов μ r > 1 и зависит от напряженности магнитного поля. К ним
относятся железо, никель, кобальт и их сплавы, сплавы хрома и марганца, гадолиний, ферриты
различного состава.
В дальнейшем изложении проводится рассмотрение диэлектрических, проводниковых,
полупроводниковых и магнитных материалов, применяемых в электротехнике.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. В чем состоят основные представления о строении вещества?
2. Классификация материалов с помощью зонной теории твердого тела и по
магнитным свойствам.
ДИЭЛЕКТРИЧЕСКИЕ МАТЕРИАЛЫ
Общие сведения
Диэлектриками называют вещества, основным электрическим свойством которых является
способность поляризоваться в электрическом поле и оказывать большое электрическое
сопротивление прохождению электрического тока. В газообразных, жидких и твердых
диэлектриках электрические заряды прочно связаны с атомами, молекулами или ионами и в
электрическом иоле могут лишь смещаться, при этом происходит разделение центров
положительного и отрицательного зарядов, т.е. поляризация. Используемые диэлектрики
содержат и свободные заряды, которые, перемещаясь в электрическом поле, обусловливают
электропроводность - способность диэлектрика пропускать постоянный электрический ток.
Однако количество таких свободных зарядов в диэлектрике невелико, поэтому ток весьма мал.
Следовательно, для диэлектрика характерным является большое сопротивление прохождению
постоянного тока.
Диэлектрическими материалами называют класс электротехнических материалов,
предназначенных для использования их диэлектрических свойств (большое сопротивление
прохождению электрического тока и способность поляризоваться).
Электроизоляционными материалами называют диэлектрические материалы, предназначенные
для создания электрической изоляции токоведущих частей в электротехнических и
радиоэлектронных устройствах. Электрическая изоляция является неотъемлемой частью
электрической цепи и, прежде всего, нужна для того, чтобы не пропускать ток по не
предусмотренным электрической схемой цепям.
Используемые в качестве электроизоляционных материалов диэлектрики называют
пассивными, Широко применяются так называемые активные диэлектрики, параметры которых
можно регулировать, изменяя напряженность электрического поля, температуру, механические
напряжения и другие параметры воздействующих на них факторов. Например, конденсатор,
диэлектрическим материалом в котором служит пьезоэлектрик. под действием приложенного
переменного напряжения изменяет свои линейные размеры и становится генератором
механических колебаний. Емкость электрического конденсатора, выполненного из нелинейного
диэлектрика - сегнетоэлектрика, изменяется в зависимости от напряженности электрического
поля; если такая емкость включена в колебательный LС-контур, то изменяется и его частота
настройки.
По агрегатному состоянию диэлектрические материалы разделяются на газообразные,
жидкие и твердые. В особую группу могут быть выделены твердеющие материалы, которые в
исходном состоянии, во время введения их в изготовляемую изоляцию, являются
жидкостями, но затем отверждаются и в готовой, находящейся в эксплуатации, изоляции
представляют собой твердые тела (например, лаки и компаунды). По происхождению
различают диэлектрические материалы природные, которые могут быть использованы без
химической переработки, искусственные, изготавливаемые химической переработкой
природного сырья, и синтетические, получаемые в ходе химического синтеза.
По химическому составу их разделяют на органические, представляющие собой соединения
углерода с водородом, азотом, кислородом и другими элементами; элементоорганических, в
молекулы которых входят атомы кремния, магния, алюминия, титана, железа и других элементов;
неорганические, не содержащие в своем составе углерода, многие из них содержат кремний,
алюминий и др. металлы.
Электрические, термические, механические и физико-химические свойства, характеризующие
процессы воздействия на диэлектрики электрического поля, высоких и низких температур,
механических нагрузок, ионизирующих излучений, различных газов и жидкостей,
климатических факторов, а также тропических условий и других факторов, процессы,
происходящие в диэлектрических материалах в ходе технологий их получения, переработки и
эксплуатации, определяются природой сил связей, действующих между частицами, из которых
построен диэлектрик, и строением диэлектрика.
Для газообразных диэлектриков характерным является соотношение размера r частиц и
расстояния l между ними (r «l). Поэтому силы взаимодействия частиц невелики и
обусловливаемая ими потенциальная энергия U невелика по сравнению с их кинетической
(тепловой) энергией kТ: U « kТ.
В жидкостях r > l, между частицами действуют межмолекулярные (с энергией 10-2-10-1 эВ на
одну связь) и водородные связи (1 эВ на одну связь), обусловливающие U> kТ. Однако kТ частиц
достаточна для их хаотического перемещения; для жидкости характерна текучесть.
В твердых телах r > l, действующие между частицами ковалентные (3...5 эВ на одну связь),
ионные (2...4 эВ на одну связь) или межмолекулярные и водородные связи обусловливают такое
соотношение U > kT, что частицы закреплены и совершают лишь тепловые колебания в
закрепленных положениях; для твердого тела характерна жесткость по отношению к сдвигу.
Из многообразия свойств диэлектрических материалов, определяющих их техническое
применение, главными, характерными являются электрические свойства - электропроводность,
поляризация и диэлектрические потери, электрическая прочность и электрическое старение.
Техника, технология производства и эксплуатация электротехнического и радиоэлектронного
оборудования предъявляют самые разнообразные требования к свойствам диэлектрических
материалов. Кроме нужных электрических свойств диэлектрические материалы должны обладать
еще и требуемыми термическими, механическими и многими другими свойствами.
ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ДИЭЛЕКТРИКОВ
ВЛАЖНОСТНЫЕ СВОЙСТВА ДИЭЛЕКТРИКОВ
Электроизоляционные материалы в большей или меньшей степени гигроскопичны, т. е.
обладают способностью впитывать в себя влагу из окружающей' среды, и влагопроницаемы, т. е.
способны пропускать сквозь себя пары воды. Атмосферный воздух всегда содержит некоторое
количество водяного пара.
Абсолютную влажность воздуха оценивают массой т водяного пара, содержащейся о единице
объема воздуха (в одном кубическом метре). Каждой температуре соответствует определенное
значение абсолютной влажности при насыщении mнас. Большего количества воды воздух
содержать не может, и она выпадает в виде росы.. Абсолютная влажность, необходима для
насыщения воздуха, резко возрастает с увеличением температуры, т. е. растет и давление водяных паров.
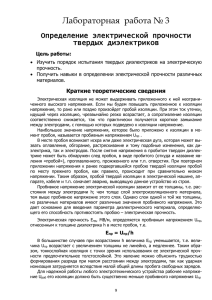
Относительной влажностью воздуха называют выражаемое о процентах отношение:
φ=m/mнас*100%=р/рнас*100%
Абсолютной влажности воздуха (при нормальном атмосферном давлении) соответствуют
различные значения относительной влажности φ. Верхняя кривая соответствует воздуху,
полностью насыщенному водяным паром. При температуре 20 °С и нормальном атмосферном
давлении 0,1 МПа значение mнас составляет 17,3 г/м3.
За нормальную влажность воздуха (для различных испытании, для определения свойств
гигроскопических материалов в стандартных условиях увлажнения и т. п.)
принимают
относительную влажность воздуха φ — 65 %. В воздухе с нормальной влажностью при 20 °С
содержание водяных паров т = 17,3>0,65 = 11,25 г/мэ. Вода является сильно полярным
диэлектриком с низким удельным сопротивлением, около 10 3 —10 4 Ом*м, а поэтому
попадание ее в поры твердых диэлектриков ведет к резкому снижению их электрических
свойств. Особенно заметно воздействие влажности при повышенных температурах (30 -400С)
и высоких значениях φ, близких к 98-100%.
Абсолютная влажность воздуха при нормальном атмосферном давлении и различных значениях относительной
влажности в функции температуры
Подобные условия наблюдаются и странах с влажным тропическим климатом, причем в
период дождей они могут сохраняться в течение длительного периода времени, что неблагоприятно сказывается на работе электрических машин н аппаратов. В первую очередь, воздействие
повышенной влажности воздуха отражается на поверхностном сопротивлении диэлектриков .
Для предохранения поверхности электроизоляционных деталей, выполненных из полярных
твердых диэлектриков, от действия влажности их покрывают лаками, не смачивающимися
водой.
Способность диэлектриков смачиваться водой (или другой жидкостью) характеризуется
краевым углом смачивания θ капли воды, нанесенной на плоскую поверхность тела, Чем
меньше θ, тем сильнее смачивание; для смачиваемых поверхностей θ < 90 0 , ДЛЯ
несмачиваемых θ > 90 0 ..
При наличии в диэлектрике объемной открытой пористости или при неплотной структуре
влага попадает и внутрь материала.
Влажность материалов. Образец электроизоляционного материала, помещенный в среду с
определенной влажностью и температурой, через неограниченно большое время достигает
состояния с равновесной влажностью. Если сравнительно сухой образец материала поместить
во влажный воздух (с относительной влажностью φ), то будет наблюдаться постепенное
поглощение материалом влаги из воздуха, причем влажность материала ψ, т. е. содержание
влаги в единице массы материала, в течение времени τ будет повышаться, асимптотически
приближаясь к равновесной влажности ψ р , соответствующей данному значению φ.
Капли жидкости на смачиваемой поверхности диэлектрика (а) и на
несмачиваемой поверхности (б)
Наоборот, если в воздухе той же относительной влажности φ будет помещен образец того же
материала с начальной влажностью, большей ψр, то влажность образца будет уменьшаться, асимптотически приближаясь к равновесной влажности ψр; в этом случае происходит сушка материала.
Для различных материалов значения равновесной влажности при одном н том же значении
относительной влажности воздуха у могут быть весьма различны. Определение влажности
электроизоляционных материалов важно для уточнения условий, при которых производится
испытание электрических свойств данного материала. Кроме того, определение влажности
гигроскопичных материалов, приемка и сдача которых происходит по массе, важно для их строгого
учета. Для текстильных материалов устанавливается так называемая кондиционная влажность,
соответствующая равновесной влажности материала при нахождении его в воздухе в нормальных
условиях; так, для кабельной бумаги кондиционная - влажность принимается равной 8 %. На
гигроскопичность материала существенное влияние оказывает его строение, наличие и размер
капиллярных промежутков внутри материала, в которые проникает влага. Сильно пористые
материалу, в частности волокнистые, более гигроскопичны, чем материалы плотного строения.
Приводим ориентировочные размеры пор (в нанометрах). встречающихся в различных
электроизоляционных материалах:
Микропоры в керамике ............................... ………….102—105
Капилляры и волокна целлюлозы
................. ……. 100
Поры в стенках волокна ............................... …………1—10
Межмолекулярные поры различных материалов……1—5
Внутримолекулярные поры ................................. …….. < 1
Для сравнения укажем, что эффективный диаметр молекулы воды равен примерно 0,27 нм,
поэтому маленькие по размерам молекулы воды могут проникать даже во внутримолекулярные
поры целлюлозных электроизоляционных материалов.
Определяемая по увеличению массы увлажняемого образца гигроскопичность хотя и дает
некоторое представление о способности материала поглощать влагу, но не полностью отражает
степень изменении электрических свойств этого материала при увлажнении. В том случае, если
поглощенная влага способна образовать нити или пленки по толщине изоляции, которые могут
пронизывать весь промежуток между электродами (или значительную область этого промежутка),
уже весьма малые количества поглощенной влаги приводят к резкому ухудшению
электрических свойств изоляции. Если же влага распределяется по объему материала в виде
отдельных, не соединяющихся между собой малых включений, то влияние влаги на
электрические свойства материала менее существенно.
Наиболее заметное снижение удельного объемного сопротивления под влиянием влажности
наблюдается у пористых материалов, содержащих растворимые в воде примеси, создающие
электролиты с высокой удельной проводимостью.
Зависимость от температуры удельного объемного сопротивления влажного образца материала, содержащего
электролитические примеси
Для подобных материалов получается интересная зависимость р влажного образца от
температуры. При нагревании влажного образца вначале р падает за счет увеличения степени
диссоциации примесей в водном растворе , затем идет удаление влаги — сушка и только при
более высоких температурах наблюдается снижение р по законам.
При переменном напряжении наиболее чувствительным параметром пористых диэлектриков
является tg δ, заметно возрастающий о увлажнением материала. Менее чувствительна величина
εr, однако и она, как правило, увеличивается с поглощением влаги ввиду большого значения
диэлектрической проницаемости воды по сравнению с другими диэлектриками (для воды εr =
80). Поэтому в ряде случаев о гигроскопичности материала судят по увеличению электрической
емкости образца под действием влажности.
Влагопроницаемость. Кроме гигроскопичности, большое практическое значение имеет
влагопроницаемость электроизоляционных материалов, т. е. способность их пропускать сквозь
себя пары воды. Эта характеристика чрезвычайно важна для оценки качества материалов,
применяемых для защитных покровов (шланги кабелей, опрессовка конденсаторов, компаундные
заливки, лаковые покрытии деталей). Благодаря наличию мельчайшей пористости большинство
материалов обладает поддающейся измерению влагопроницаемостью. Только для стекол, хорошо
обожженной керамики и металлов влагопроницаемость практически равна нулю.
Количество влаги m, проходящее за время т сквозь участок поверхности S слоя
изоляционного материала толщиной h под действием разности давлений водяных паров р1 и р.2 о
двух сторон, слоя, равно
т =П(р 1 - р 2 )Sτ/h.
Это уравнение аналогично уравнению, описывающему прохождение сквозь тело
электрического тока: разность давлений р1_ — р2 аналогична разности потенциалов, m/τ — току,
а h/ПS — сопротивлению тела; коэффициент П, аналогичный удельной объемной проводимости,
есть влагопроницаемость данного материала. В системе СИ он измеряется в секундах:
П=кг*м/((кг*м*м2/с2*м2)*с) =с
Для различных материалов влагопроницаемость изменяется в широких пределах:
Церезин .................................. 1,5*10-16
Полистирол
....................... 6,2*10-15
Триацетат целлюлозы ……. 2,1*10 -13
Для уменьшения гигроскопичности и влагопроницаемости пористых изоляционных
материалов широко применяется их пропитка. Необходимо иметь в виду, что пропитка
целлюлозных волокнистых материалов и других органических диэлектриков лишь замедляет
увлажнение материала, не влияя на удельное объемное сопротивление после длительного
воздействия влажности. Это объясняется тем, что молекулы пропиточных веществ, имеющие
весьма большие размеры по сравнению с размерами молекул воды, не в состоянии создать
полную непроницаемость пор материала для влаги, а в наиболее мелкие поры пропитываемого
материала они вообще не могут проникнуть.
При длительном использовании электроаппаратуры, особенно в тропических условиях, на
органических диэлектриках развивается плесень. Появление плесени уменьшает удельное
поверхностное сопротивление диэлектриков, приводит к. росту потерь, может снизить
механическую прочность изоляции и вызвать коррозию соприкасающихся с ней металлических
частей. Плесень развивается чаще всего в канифоли, масляных лаках, целлюлозных
материалах, в том числе и в пропитанных (гетинакс, текстолит). Наиболее стойкими к
образованию плесени являются неорганические диэлектрики: керамика, стекло, слюда,
кремннйорганические материалы и некоторые органические, например эпоксидные смолы,
фторопласт-4, полиэтилен, полистирол.
В тропиках приходится считаться с опасностью повреждения электрической изоляции,
кабельных оболочек насекомыми (термитами) и животными. В некоторых случаях весьма опасны
для электроизоляционных и других материалов даже транспортировка и хранение на складах.
Испытывая на тропикостойкость, электроизоляционные материалы и различные
электротехнические изделия длительно выдерживают при температуре 40—50 °С в воздухе,
насыщенном парами воды, и при воздействии культур плесневых грибков (точные условия этих
испытаний установлены Международной электротехнической комиссией), после чего
определяется степень ухудшения электрических и других свойств исследуемых образцов и
отмечается интенсивность роста плесени на них.
С целью улучшения плесенестойкости органической электрической изоляции в ее состав
вводят добавки фунгицидов, т, е. веществ, ядовитых для плесневых грибков и задерживающих их
развитие, или же покрывают изоляцию лаком, содержащим фунгициды. Имеется большое число
рецептур фунгицидов, пригодных для введения в те или иные электроизоляционные материалы. К
числу сильно действующих фунгицидов принадлежат, в частности, некоторые органические
соединения., содержащие азот, хлор, ртуть.
МЕХАНИЧЕСКИЕ СВОЙСТВА ДИЭЛЕКТРИКОВ
Поскольку детали из электроизоляционных материалов подвергаются воздействию
механических нагрузок, большое практическое значение имеют механическая прочность этих
материалов и способность их не деформироваться под действием механических напряжений.
Прочность при растяжении, сжатии и изгибе. Простейшие вилы статических механических
нагрузок — растягивающих, сжимающих и изгибающих — изучаются на основании
элементарных закономерностей, известных из курса прикладной механики (сопротивления
материалов).
Значения пределов прочности при растяжении σ р, сжатии σс и изгибе σи в системе единиц
СИ выражаются и паскалях .
Для электроизоляционных материалов анизотропного строения (слоистых, волокнистых)
значения механической прочности сильно зависят от направления приложения нагрузки. Важно
отметить, что для некоторых диэлектриков (стекло, керамические материалы, многие пластмассы)
предел прочности при сжатии значительно больше, чем при растяжении н изгибе (в то время как
у металлов σ р,σс и σи имеют один и тот же порядок). Так, например, у кварцевого стекла при сжимающих напряжениях можно получить σ с = 200 МПа, а при растяжении σ р = 50 МПа.
Механическая прочность ряда диэлектриков сильно зависит от площади поперечного сечения
образцов
Предел прочности стеклянного волокна увеличиваете» при уменьшении его диаметра, при
диаметрах порядка 0,01 мы он становится равным пределу прочности бронзы .
Механическая прочность электроизоляционных материалов сильно зависит от температуры,
как правило, уменьшаясь с ее ростом . Прочность гигроскопичных материалов нередко
существенно зависит от влажности.
Определение предела прочности и относительной деформации при разрушении дает
некоторое представление о механической прочности материала а его способности
деформироваться под нагрузкой (о пластических свойствах материала). Однако эти испытания еще
не дают исчерпывающих сведении о поведении материала под действием механической нагрузки.
Так, некоторые материалы (в особенности термопластичные) способны деформироваться при
длительном воздействии. Это так называемое пластическое, или холодное, течение материала.
Пластическое течение весьма нежелательно, если изделие в эксплуатации должно длительно
сохранять нензменными форму н размеры. При повышении температуры н приближении ее к
температуре размягчения данного материала пластическое течение материала сильно уве-
личивается
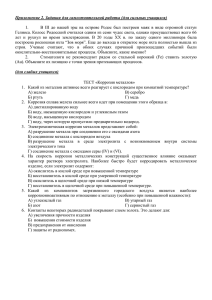
Зависимость от температуры предела прочности при растяжении полиэтилена низкой плотности
1— необлученный материал: 2— облученный л
(кривая 2)
Зависимость относительного удлинения при растяжении от удельной нагрузки для керамики (кривая 1) и
металла
В некоторых случаях большое практическое значение имеют хрупкость, вязкость и другие
механические характеристики электроизоляционных материалов.
Хрупкость — способность разрушаться без заметной пластической деформации. Хрупкость
зависит от структуры материала и условий испытания; увеличивается при увеличении
скорости нагружения и при понижении температуры, при повышении степени концентрации напряжений. Хрупкость материала, наблюдающаяся только при ударных нагрузках, называется
ударной хрупкостью. Многие материалы хрупки, т. е. обладая сравнительно высокой прочностью
по отношению к статическим нагрузкам, в то же время легко разрушаются динамическими
(внезапно прилагаемыми) усилиями.
У керамики предел упругости и предел прочности при статическом растяжении
практически совпадают, а у металла перед разрушением обнаруживается пластическое течение.
Распространенный прием для оценки способности материала выдерживать динамические
нагрузки (хрупкости материала) — испытание на ударный изгиб (определение ударной вязкости).
Ударная вязкость σуд материала — это затраченная на излом образца энергия W отнесенная к
площади поперечного сечения образца S. Ударная вязкость в системе СИ измеряется в Дж/м 2(1
Дж/м2 =10 -3 кгс X X см/см2).
Очень высокой ударной вязкостью обладает полиэтилен, у которого σ уд превышает 100
кДж/м2, для керамических материалов и микалекса σ уд составляет всего 2—5 кДж/м2.
В некоторых случаях проверяют способность электроизоляционных материалов выдерживать
без разрушения длительное воздействие вибраций, т. е. повторяющихся колебаний
определенной частоты и амплитуды. Такая проверка чаще всего производится на готовых изделиях,
которые для этой цели крепятся на платформах (вибростендах), подвергающихся вибрациям по
заданному режиму от соответствующего приводного механизма. Определение вибропрочности
важно, например, для оценки изоляции ракетного н самолетного электрооборудования,
Вязкость. Для жидких н полужидких электроизоляционных материалов, масел, лаков,
заливочных и пропиточных компаундов важной механической характеристикой является вязкость.
Вязкость (внутреннее трение) — свойство жидкостей и газов оказывать сопротивление
перемещению одной их части относительно другой. Количественно вязкость характеризуется
значением величины ŋ, называемой коэффициентом динамической вязкости, или коэффициентом
внутреннего трения. Вязкость представляет собой величину, входящую во многие законы
гидродинамики вязких сред, а именно в закон Пуазейля — истечения вязких жидкостей через
капиллярные трубки, в закон Стокса — движения шарика в вязкой среде под действием
небольшой постоянной силы. Динамическая вязкость ŋ в системе СИ измеряется в паскалях,
умноженных на секунды, а в системе СГС — в сантипуазах:
1 Па*с= 10 П= 1000 сП.
Кинематическая вязкость γ равна отношению динамической вязкости жидкости к ее
плотности р:
γ = η/р,
В системе СИ кинематическая вязкость измеряется в м2/с, а в системе СГС в стоксах (1 м2/с=
10 Ст).
4
Вязкость всех веществ, не претерпевающих при нагреве химических изменений, сильно
уменьшается с повышением температуры.
Как привило, закон изменения вязкости с температурой соответствует уравнению экспоненты:
η = А ехр W/kT,
где А — постоянная, характеризующая данную жидкость; W — энергия активации, равная работе
перехода молекулы из одного устойчивого положения в другое.
ТЕПЛОВЫЕ СВОЙСТВА ДИЭЛЕКТРИКОВ
К важнейшим тепловым свойствам диэлектриков относятся нагревостойкость, холодостойкость,
теплопроводность и тепловое расширение.
Нагревостойкость. Способность диэлектрика выдерживать воздействие повышенной
температуры в течение времени, сравнимого со сроком нормальной эксплуатации, без
недопустимого ухудшения его свойств. В зависимости от значений допустимых в эксплуатации
температур диэлектрики различают по классам нагревостойкости. Нагревостойкость
неорганических диэлектриков определяют, как правило, по началу существенного изменения
электрических свойств, например, по заметному росту tg δ или снижению удельного электрического
сопротивления. Нагревостойкость оценивают соответствующими значениями температуры, при
которой появились эти изменения. Нагревостойкость органических диэлектриков часто определяют по началу механических деформаций растяжения или изгиба, погружению иглы в
материал под давлением при нагреве. Однако и для них возможно определение нагревостойкости
по электрическим характеристикам.
В качестве примера давно существующего способа оценки нагревостойкости
электроизоляционных материалов можно отмстить способ Мартенса. По этому способу
Нагревостойкость синтетических веществ органического происхождения (пластмасс)
характеризуют таким значением температуры, при котором изгибающее напряжение, равное 5
МПа, вызывает заметную деформацию испытуемого образца. При этом скорость повышения
температуры должна составлять около 1К/мин. Как видим, метод Мартенса является
условным методом определения кратковременной нагревостоикости по изменению
механических свойств материала. Для различных диэлектриков по этому методу получаются
следующие численные значения нагревостойкости:
Полистирол…….70—85 0С
Гетинакс…….…150-180 0С
Существуют другие способы оценки температуры размягчении электроизоляционных
материалов, например способ кольца и шара. Испытуемый материал (битум или другие подобный
ему пластичные легкоплавкие вещества) заливают в металлическое кольцо и помещают на него
стальной шарик определенного диаметра; отмечается температура, при которой испытуемый
материал настолько размягчается, что шарик может его продавить и пройти сквозь кольцо. Легко
видеть, что этот способ определения температуры размягчения условный, так как форма и размеры
образца, характер и значение механической нагрузки, скорость возрастания температуры и
предельные деформации выбираются произвольно.
Температурой вспышки называют температуру жидкости, при нагреве да которой смесь
паров ее с воздухом вспыхивает при поднесении к ней небольшого пламени. Температура
воспламенения — еще более высокая температуря, при которой при поднесении пламени
испытуемая жидкость загорается.
Эти характеристики представляют особый интерес при оценке качества трансформаторного
масла, а также растворителей, применяемых в производстве электроизоляционных лаков.
Наивысшая допустимая рабочая температура определяется на основании тщательного изучения
кратковременной и длительной нагревостойкости материала с учетом коэффициента запаса,
зависящего от условий эксплуатации, необходимой степени надежности и срока службы
изоляции. Зависимость продолжительности старения т пленок до появления трещин при изгибе от температуры
масляно-битумного лака (кривая 3), кремнийорганического лака (кривая 2) и полиимидного лака (кривая 1)
Необратимое ухудшение качества изоляции лишь при длительном воздействии повышенной
температуры вследствие медленно протекающих химических процессов называется тепловым
старением изоляции.
Старение может проявляться, например, у лаковых пленок и целлюлозных материалов в
виде повышения твердости и хрупкости, образования трещин и т. п. Для проверки стойкости электроизоляционных материалов к тепловому старению образцы этих материалов длительно
выдерживают при сравнительно невысокой температуре, не вызывающей немедленного разрушения
материала, а затем их свойства сравнивают со свойствами исходного материала.
При прочих равных условиях скорость теплового старения органических и элементоорганических
полимеров значительно возрастает с повышением температуры, подчиняясь общим закономерностям температурного изменения скорости химических реакций (теория Арреннуса —
Эйрннга). Продолжительность старения τ (считая, например, от момента начала снижения
механической прочности до получения заданной доли ее начального значения) связана с
температурой старения Т следующей зависимостью:
In τ=A/T+B
где A и В — величины, постоянные для данного материала и данных условий теплового
старения.
Таким образом, зависимость τ (в логарифмическом масштабе) от величины, обратной
температуре старения, должка выражаться прямой линией. В большинстве случаев наклон этих
прямых таков, что уменьшение вдвое продолжительности старения τ соответствует повышению
температуры старения в среднем на 10 К. Аналогичные зависимости наблюдаются для срока жизни
(т. е. продолжительности работы до выхода из строя) изоляции электрических машин и других
электроизоляционных конструкций.
Помимо температуры существенное влияние на скорость старения могут оказать изменение
давления воздуха или концентрации кислорода, присутствие озона, являющегося более сильным
окислителей, чем кислород, а также различных химических реагентов, ускоряющих или
замедляющих старение. Тепловое старение образца
ускоряется под действием
ультрафиолетовых лучей, электрического поля, механических нагрузок и т. п.
Возможность повышения рабочей температуры изоляции для практики чрезвычайно важна. В
электрических машинах и аппаратах повышение нагревостойкости, которая обычно определяется
нагревостойкостью электрической изоляции, позволяет получить более высокую мощность при
неизменных габаритах или же при сохранении мощности достичь уменьшения габаритных
размеров и стоимости изделия. Повышение рабочей температуры особенно важно для тяговых и
крановых электродвигателей, самолетного электрооборудования и других передвижных устройств,
где, в первую очередь, необходимо уменьшить массу и габаритные размеры. С вопросами о
допустимой температуре тесно связаны меры пожарной безопасности и взрывобезопасности
(масляные хозяйства электрических подстанций, электрооборудование для нефтяной и угольной
промышленности и др.). Наконец, в электрических печах и нагревательных приборах, в
электросварочной аппаратуре, в осветительных устройствах, электронных и ионных приборах
значительной мощности высокая рабочая температура электрической изоляции определяется
особенностями работы всего устройства.
ГОСТ 8865—70 предусматривает в соответствии с рекомендациями Международной
электротехнической комиссии разделение электроизоляционных материалов для электрических
машин, трансформаторов и аппаратов на классы нагревостойкости, для которых фиксируются
наибольшие допустимые рабочие температуры при использовании этих материалов в
электрооборудовании общего применения, длительно (В течение нескольких лет) работающего в
нормальных для данного вида электрооборудования эксплуатационных условиях.
При указанных температурах обеспечиваются технико-экономически целесообразные сроки
службы электрооборудования. В особых случаях (электрооборудование с весьма коротким сроком
службы)
возможно
некоторое
повышение
рабочих
температур
соответствующих
электроизоляционных материалов по сравнению с приведенными.
К классу У относятся волокнистые материалы на основе целлюлозы и шелка (пряжа, ткани,
ленты, бумаги, картоны, древесина), если они не пропитаны н не погружены в жидкий
электроизоляционный материал (наибольшая рабочая температура 90 0С).
К классу А относятся те же самые органические волокнистые материалы, будучи
пропитанными лаками, либо компаундами, или же погруженными в жидкий электроизоляционный
материал, т.е. защищенными от непосредственного соприкосновения с кислородом воздуха,
который ускоряет тепловое старение материалов (провод с хлопчатобумажной изоляцией в
пропитанной лаком обмотке электрической машины или же в погруженной в
электроизоляционное масло обмотке мяслонаполненного трансформатора; лакоткани на
хлопчатобумажной или шелковой основе к масляных или битумно-масляных лаках;
лакобумаги на тех же лаках). К классу А относятся также полиамидные пленки, литые
полиамидные смолы, изоляция эмаль-проводов на масляно-смоляных и поливинилацеталевых
лаках и т. п. (наибольшая рабочая температура 105 0 С)
К классу Е принадлежат пластические массы с органическим наполнителем и термореактивным
связующим типа фенолформальдегидных и подобных им смол (гетинакс, текстолит, пресспорошки с наполнением древесной мукой), полиэтилентерефталатные пленки, эпоксидные,
полиэфирные и полиуретановые смолы и компаунды, изолиния эмалированных проводов на
полиуретановых и эпоксидных лаках и т, д. Таким образом, к классам нагревостойкости V, А и Е
относятся главным образом чисто органические электроизоляционные материалы(наибольшая
рабочая температура 1200С).
В класс В входят материалы, для которых характерно большое содержание неорганических
компонентов, например щепаная слюда, асбестовые и стекловолокнистые материалы в сочетании с
органическими связующими и пропитывающими материалами; таковы большинство миканитов (в
том числе с бумажной или тканевой органической подложкой), стеклолакоткани,
стеклотекстолиты на фенолформальдегидных термореактивных смолах, эпоксидные компаунды
о неорганическими наполнителями и т. п.(наибол ьшая рабочая температура 130 0 С)
К классу F принадлежат миканиты, изделия на основе стекловолокна без подложки или с
неорганической подложкой, с применением органических связующих и пропитывающих
материалов повышенной нагревостойкости: эпоксидных, термореактивных полиэфирных,
кремнийорганических(наибольшая рабочая температура 155 0С).
Материалы класса Н получаются при использовании кремнийорганических смол особо
высокой нагревостойкости (наибольшая рабочая температура 180 0С).
К классу нагревостойкости С относятся чисто неорганические материалы, не содержащие
склеивающих или пропитывающих органических составов (слюда, стекло и стекловолокнистые
материалы, кварц, асбест, микалекс, непропитанный асбоцемент, нагревостойкие (на
неорганических связующих) миканиты и т. п.). Из всех органических электроизоляционных
материалов к классу нагревостойкости С относятся только политетрафторэтилен (фторопласт-4) и
материалы на основе полиимидов (пленки, волокна, изоляция эмалированных проводов и т.
п.), (наибольшая рабочая температура ›180 0 С).
Вопрос об отнесении того или иного электроизоляционного материала или комбинации
электроизоляционных материалов к определенному классу нагревостойкости требует длительных
и трудоемких испытаний образцов материалов на тепловое старение в условиях, наиболее
приближающихся к тем условиям, в которых эти материалы будут находиться в эксплуатации.
Для некоторых электроизоляционных материалов, в особенности хрупких (стекла,
керамические материалы), весьма важна стойкость по отношению к резким сменам температуры
(термоударам), в результате которых в материале могут образовываться трещины.
В качестве примера определения нагревостойкости материала по электрическим свойствам
могут быть использованы зависимости tg δ от температуры. Допустимый для материала или
изделия температурный режим может определяться различными факторами. Например,
температура, при которой наблюдается быстрый рост диэлектрической проницаемости, зависит и
от частоты воздействующего на диэлектрик электрического поля.
Значения коэффициентов теплопроводности некоторых диэлектриков
Материал
Воздух
зазорах)
(в
небольших
Vт, Вт/(м*К)
0,05
Плавленный кварц
1,25
0,07
Фарфор
1,6
0,10
Стеатит
2,2
0,13
Диоксид титана
6,5
0,25
Кристаллический кварц
12,5
0,35
Алюмооксид
30,0
0,58
Оксид магния
36,0
Оксид бериллия
218,0
Битумы
Бумага
Лакоткань
Текстолит
Гетинакс
Вода
Материал
Vт,
Вт/(м*К)
Холодостойкость. Во многих случаях эксплуатации изоляции, скажем, изоляции оборудования
открытых подстанции, полевой аппаратуры связи, важна холодостойкость, т. е. способность изоляции
выдерживать воздействие низких температур (например, от —60 до — 70 °С) без недопустимого
ухудшения ее свойств. При низких температурах, как правило, электрические свойства изоляционных
материалов улучшаются, однако многие материалы, гибкие и эластичные в нормальных условиях, при
низких температурах становятся весьма хрупкими и жесткими, что создает затруднения для работы
изоляции. Испытания электроизоляционных материалов и изделий из них на действие низких температур
нередко проводятся при одновременном воздействии вибраций.
В результате испытаний устанавливается стойкость материала к тепловым воздействиям, причем она
в различных случаях может быть неодинаковой: например, материал, выдерживающий
кратковременный нагрев до некоторой температуры, может оказаться неустойчивым по отношению к
тепловому старению при длительном воздействии даже более низкой температуры и т. п. Как
указывалось, испытании на действие повышенной температуры иногда проводятся при одновременном
воздействии повышенной влажности воздуха (тропические условии) или электрического поля.
Теплопроводность. Теплопроводность — один из видов переноса теплоты от более нагретых
частей к мел ее нагретым, приводящий к выравниванию температуры. Практическое значение
теплопроводности объясняется тем, что теплота, выделяющаяся вследствие потерь мощности в
окруженных электрической изоляцией проводниках в магнитопроводах, а также вследствие
диэлектрических потерь в изоляции, переходит в окружающую среду через различные материалы.
Теплопроводность влияет на электрическую прочность при тепловом пробое и на стойкость материала к
импульсным тепловым воздействиям. Теплопроводность материалов характеризуют коэффициентом
теплопроводности γТ, входящим в уравнение Фурье:
∆Pт=γт*dT/dl*∆S
где ∆РТ — мощность теплового потока сквозь площадку ∆S, нормальную к потоку dT/dl — градиент
температуры.
Значения γт электроизоляционных материалов за исключением оксида бериллия меньше, чем
большинства металлов. Наименьшими значениями γт обладают пористые электроизоляционные
материалы с воздушными включениями. При пропитке, а также при уплотнении материалов давлением γт
увеличивается. Как правило, кристаллические диэлектрики имеют более высокие значения γт чем
аморфные. Кроме того, γт зависит от температуры.емпературные коэффициенты линейного
расширения некоторых диэлектриков
Материал
αl*106, К-1
Материал
αl*106, К-1
Поливинилаца
тат
265
Поливинилформаль
64,0
160
Эпоксидные смолы
55,0
Поливинилхл
орид
145
Слюда
37,0
Полоэтилен
120
Силикатное стекло
9,2
Ацетат
целлюлозы
115
Глиноземистая
керамика
7,0
100
6,6
Стеатит
Нейлон
70
Политетрафто
рэтилен
3,5
Фарфор
68
0,55
Плавленный кварц
Полиметилме
такрилат
Полистирол
Тепловое расширение диэлектриков, как и других материалов, оценивают температурным
коэффициентом линейного расширения (ТК l), измеряемым в К -1:
TKl=αl=1/l*dl/dT
Материалы, обладающие малыми значениями ТКl, имеют, как правило, наиболее высокую
нагревостойкость и наоборот.
В качестве примера в таблице приведены средние ТК l некоторых электроизоляционных материалов
при температуре 20—100 0С. Органические диэлектрики имеют резко повышенные ТК l по сравнению с
неорганическими диэлектриками. Поэтому детали, изготовленные из неорганических материалов,
имеют улучшенную стабильность размеров при колебаниях температуры.
ХИМИЧЕСКИЕ СВОЙСТВА ДИЭЛЕКТРИКОВ И ВОЗДЕЙСТВИЕ НА МАТЕРИАЛЫ ИЗЛУЧЕНИЙ
ВЫСОКОЙ ЭНЕРГИИ
Химические свойства. Знание химических свойств диэлектриков важно для оценки надежности
их в эксплуатации и для разработки технологии.
При длительной работе диэлектрики должны не разрушаться с выделением побочных продуктов и
не вызывать коррозии соприкасающихся с ними металлов; не взаимодействовать с различными
веществами (например, газами, водой, кислотами, щелочами, растворами солей и т. п.). Стойкость к
воздействию всех этих веществ у различных диэлектриков весьма разнообразна.
Материалы в производстве деталей могут обрабатываться различными химико-технологическими
способами: склеиваться, растворяться в растворителях с образованием лаков и т. д. Растворимость
твердых материалов может быть оценена количеством материала, переходящим в раствор за единицу
времени с единицы поверхности материала, соприкасающейся с растворителем. Кроме того, нередко
оценивают растворимость по тому наибольшему количеству вещества, которое может быть растворено в
данном растворе (т. е. по концентрации насыщенного раствора). Легче всего растворяются вещества,
близкие к растворителю по химической природе н содержащие в молекулах похожие группировки
атомов; полярные вещества легче растворяются в полярных жидкостях, неполярные — в неполярных
Так, неполярные или слабополярные углеводороды (каучук, церезин) легко растворяются о жидких
углеводородах, например в бензине; полярные смолы, содержащие гидроксильные группировки
(фенолфор- мальдегидные и другие смолы), растворяются в спирте и иных полярных растворителях.
Растворимость уменьшается с повышением степени полимеризации, высокомолекулярные вещества с
линейной структурой молекул растворяются сравнительно легко, а с пространственной структурой –
весьма трудно. При повышении температуры растворимость обычно увеличивается.
В последующих главах при рассмотрении характеристик материала будут отмечаться наиболее
опасные внешние факторы, оказывающие химическое воздействие на тот или иной материал.
Предел прочности при растяжении (кривая 1) и ударная вязкость (кривая 2) фенольной смолы как функция числа
быстрых нейтронов.
ГАЗООБРАЗНЫЕ ДИЭЛЕКТРИКИ
Среди газообразных диэлектриков прежде всего должен быть упомянут воздух, который в
силу своей всеобщей распространенности даже помимо нашей воли часто входит в состав
электрических устройств и играет в них роль электрической изоляции, дополнительной к
твердым или жидким электроизоляционным материалам. В отдельных частях электрических
установок, например на участках воздушных линий электропередачи между опорами, воздух
образует единственную изоляцию между неизолированными проводами линии. При
недостаточно тщательно проведенной пропитке изоляции электрических машин, кабелей,
конденсаторов в ней могут оставаться воздушные включения, часто весьма нежелательные, так
как они при высоким рабочем напряжении изоляции могут стать очагами образования
ионизации.
Поскольку электроизоляционные свойства воздуха уже рассмотрены ранее, а общие
физико-химические свойства его широко известны из курсов физики н химии, нет надобности
более подробно останавливаться на этих вопросах. Рассмотрим кратко некоторые газы, которые
могут представить интерес для практики.
В таблице приведены свойства воздуха и некоторых широко применяемых в технике
газов, а также свойства тех же газов в сжиженном состоянии, имеющих большое значение для
электротехнических устройств, работающих при весьма низких давлениях (так называемые
устройства криоэлектротехники).
При прочих равных условиях (при одинаковых давлении и температуре, форме электрода,
расстоянии между ними) различные газы могут иметь заметно различающиеся значения
электрической прочности. Азот имеет практически одинаковую с воздухом электрическую
прочность; он нередко применяется вместо воздуха для заполнения газовых конденсаторов н
для других целей, поскольку, будучи близок по электрическим свойствам к воздуху, не
содержит кислорода, который оказывает окисляющее действие на соприкасающиеся с ним
материалы.
СВОЙСТВА ГАЗОВ.
воздух
Азот
Параметр
Водород
Уголь-
Элегаз
Гелий
Неон
Ар-гон
Криптон
Ксенон
ный
ангидрид
Молекулярная
масса
28,961
28,013
2,016
44,011
146,050
4,003
20,183
39,948
83,800
131,300
Температура
кипения Ткип,
К
79,0
77,4
20,4
194,4
209,3
4,2
27,2
87,5
120,2
166,0
Температура
плавления,
Тпл, К
60,0
63,2
14,0
-
-
-
24,5
84,0
115,6
161,0
1,29
1,25
0,09
1,98
6,39
0,18
0,90
1,78
3,47
5,58
-
-
Плотность,
кг/м3 газа
Теплота
испарения
жидкости,
кДж/кг
Коэффициент
теплопроводн
ости
газа,
мВт/(м*К)
Удельная
теплоемкость
газа
при
212
197
458
573
-
21
88
162
110
24,0
24,0
166,0
15,00
-
142,00
45,50
16,30
8,73
5,00
постоянном
давлении,
кДж/(кг*К)
1,005
1,06
14,20
0,82
0,62
5,20
1,03
0,52
0,25
0,16
19
18
9,5
16
15
19
30
21
25
22
Динамическая
вязкость газа,
мкПа*с
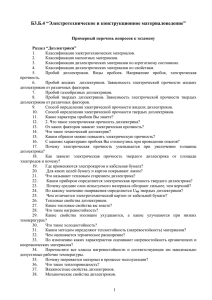
Пробивное напряжение (постоянное напряжение или амплитудные значения переменного напряжений) в элегазе
(кривая 1) и в воздухе (кривая 2) в зависимости от абсолютного давления газа
Однородное поле, расстояние между электродами 3.8 мм
Пробивное напряжение (при частоте 50 Гц, действующее значение) в парах С7F14 (кривая 1), в SF6 (кривая 2) и в
воздухе (кривая 3), в зависимости от абсолютного давления
Электроды—сферы диаметром 12.5 мм, расстояние между ними 5 мм. для сопоставления звездочкой отмечено значение
пробивного напряжения трансформаторного пасла средней степени очистки между теми же электродами при нормальном
атмосферном давлении
Однако некоторые газы, имеющие высокую молекулярную массу, и соединения, содержащие
галогены (фтор, хлор), для ионизации которых требуется большая энергии, имеют заметно
повышенную по сравнению с воздухом электрическую прочность.
Так, гексафторид серы (шестифтористая сера) SF6 имеет электрическую прочность примерно в
2,5 раза выше, чем у воздуха; в связи с этим гексафторbд серы был назван впервые исследовавшим
этот газ советским ученым
Б. М. Гохбергом элегазом (сокращение от слов «электричество» и «газ»). Как видно из
таблицы, элегаз примерно в 5,1 раза тяжелее воздуха и обладает низкой температурой
кипения; он может быть сжат (при нормальной температуре) до давления 2 МПа без сжижения.
Элегаз нетоксичен, химически стоек, не разлагается при нагреве до 800 °С, его с успехом
можно использовать в конденсаторах, кабелях и т. п, Особенно велики преимущества элегаза
при повышенных давлениях .
Дихлордифторметан СС12F2— так называемый хладон-12, имеет электрическую прочность,
близкую к электрической прочности элегаза, но его температура кипения всего лишь 242,7 К (30,50 С), и он при нормальной температуре может быть сжат без сжижения лишь до 0,6 МПа.
Хладон-12 вызывает коррозию некоторых твердых органических электроизоляционных
материалов, что надо иметь в виду при конструировании электрических холодильников.
Многие перфорированные углеводороды, т. е. углеводороды, в молекулах которых все атомы
водорода заменены атомами фтора, имеющие общий состав CxFy при нормальных условиях,
являются газами или жидкостями. Электрическая прочность некоторых из этих газов, а также
паров жидкостей, существенно (в шесть—десять раз) превосходит электрическую прочность
воздуха. Электрическая прочность фторсодержащих газов н паров при нормальных условиях
может быть того же порядка, что и электрическая прочность электроизоляционных жидкостей; в
то же время рассматриваемые газы по сравнению с жидкими диэлектриками имеют такие
преимущества, как значительно меньшая плотность (что приводит к уменьшению массы
заполняемых газом аппаратов), более высокая нагревостойкость и стойкость к старению. Даже
небольшая примесь к воздуху элегаза, фреона, перфторорганических газов или паров заметно
повышает его электрическую прочность, что используется в некоторых электрических
устройствах высокого напряжения.
Фазовая
диаграмма
гелия
Значительный интерес для электротехники представляет водород, Это очень легкий газ,
обладающий весьма благоприятными свойствами (для использования его в качестве
охлаждающей среды вместо воздуха) (как видно из таблицы водород характеризуется высокой
теплопроводностью и удельной теплоемкостью). При использовании водорода охлаждение
вращающихся электрических машин существенно улучшается. Кроме того, при замене воздуха
водородом заметно снижаются потери мощности на трение ротора машины о газ и на вентиляцию,
так как эти потери приблизительно пропорциональны плотности газа. Ввиду отсутствия окисляющего действия кислорода воздуха _замедляется старение органической изоляции обмоток машины
и устраняется опасность пожара при коротком замыкании внутри машины. Наконец, в атмосфере
водорода улучшаются условия работы щеток. Так как водородное охлаждение позволяет
повысить мощность машины и ее КПД, поэтому крупные турбогенераторы и синхронные
компенсаторы выполняются с водородным охлаждением еще более эффективное охлаждение
достигается циркуляцией жидкости внутри 4юлых проводников обмоток статора н даже — что, конечно, технически сложнее — ротора). Применение циркуляционного водородного охлаждения
требует герметизации машины (подшипники уплотняются при помощи масляных затворов). Чтобы
избежать попадания внутрь машины воздуха (водород при содержании его в воздухе от 4 до 74 %
по объему образует взрывчатую смесь — гремучий газ), внутри машины поддерживается
некоторое избыточное давление, сверх атмосферного; постепенная утечка водорода восполняется
подачей газа из баллонов. При прочих равных условиях электрическая прочность водорода
примерно на 40 %, а угольного ангидрида С02 — на 10 % ниже, чем электрическая прочность
воздуха. Для заполнения газоразрядных приборов употребляются инертные газы аргон, неон и
другие, а также пары ртути и натрия. Инертные газы обладают низкой электрической прочностью.
Следует отметить весьма малую теплопроводность криптона и ксенона, это обстоятельство
используется в производстве некоторых типов электрических ламп.
Особо большое значение в качестве низкотемпературного хладагента, в частности для устройств,
использующих явление сверхпроводимости, имеет СЖИЖЕННЫЙ гелий. Гелий представляет собой
исключительно интересный газ, обладающий уникальными свойствами. Так, у него самая низкая
по сравнению с другими газами (если не считать легкого изотопа того же элемента),
температура сжижения (4,216 К при атмосферном давлении). Жидкий гелий имеет очень малую
плотность (примерно в восемь раз меньше плотности воды при нормальной температуре;
однако еще меньшей плотностью обладает жидкий водород). Квантовомеханические явления в
жидком гелии делают его поведение во многом сходным с поведением газов, а не жидкостей.
Диэлектрическая проницаемость жидкого гелия мала (1,047 при температуре кипении и 1,056
при 1,8 К); эти значения того же порядка, что и εr газов. . Весьма мало различие
коэффициентов тел л оп ров од п остей жидкою X газообразного гелия: отношение коэффициентов
теплопроводности жидкости н газа составляет лишь 1,З. Мало и поверхностное натяжение
жидкого гелия. Теплота испарения его чрезвычайно низка, что существенно для криогенной
техники.
При дальнейшем охлаждении нормальный жидкий гелий (гелий I) переходит в новую
модификацию — гелий II. Этот фазовый переход, открытый в 1937 г. академиком П. Л.
Капицей, носит название λ-перехода (точки 1, 2), в точка пересечения границы λ-перехода с
кривой испарения на фазовой диаграмме гелия называется λ-точкой; температура Λ-ТОЧКИ
равна 2,1735 К. Вязкость гелия II практически равна пулю (это состояние П. Л. Капица назвал
сверхтекучестью; так, гелий11 легко проникает сквозь щель между пришлифованными стеклянным» пластинками). Коэффициент теплопроводности гелия 11 практически бесконечно
велик, удельная теплоемкость жидкого гелия при λ-переходе возрастает по много раз.
Теоретическое объяснение необычайных свойств гелия II было дано академиком Л. Д. Ландау.
Твердый гелии может быть получен лишь при давлении не ниже 2,5 Ма. Легкий азоты гелия
Не3 с атомной массой 3, находится в природном гелии, в количестве примерно равном одной
части на миллион частей обычного гелия Не4, имеющего атомную массу, равную четырем. Не3
также может быть получен искусственным путем в атомных реакторах, в частности, из лития.
Легкий гелий сжижается при еже более низкой температуре (3,195 К), чем Не 4; он не
переходит в сверхтекучее состояние вплоть до температуры 0.001 К, однако растворы Не 3 и
Не4 при некоторых соотношениях между компонентами обладают сверхтекучестью. Разделить
изотопы Не 3 и Не 4 можно дробной перегонкой, благодаря различию их температур кипения, а
также используя явление сверхтекучести Не4. Свойства растворов Не3 — Не4 используются в
некоторых системах особо глубокого охлаждения.
Иногда в качестве криогенного хладагента применяется жидкий неон, температура кипении
которого лишь ненамного превосходит температуру кипения водорода. Для неона, как и для
других инертных газов, характерно весьма малое различие между температурой кипения Т кип
и температурой плавления Т пл. Так, для неона разность Ткип — Тпл составляет всего 3.5 К, в то
время как для азота, например, эта разность около 14 К. а для кислорода — около 36 К.
Химическая инертность неона — это его преимущество перед взрывоопасным водородом.
Однако неон очень дорогой газ: если принять относительную стоимость 1 м3 азота за единицу, то
стоимость водорода будет около 2, гелия — 80 и неона — 30 000 единиц.
Жидкий азот легко получается при разделении воздуха на азот н кислород; жидкий водород
производится промышленностью многих стран (как ракетное топливо) в больших количествах.
Для получении умеренно низких температур широка применяется твердый угольный
ангидрид СО2 — «сухой лед».
НЕФТЯНЫЕ ЭЛЕКТРОИЗОЛЯЦИОННЫЕ МАСЛА
Трансформаторное масло, которым заливают силовые трансформаторы, из всех жидких
электроизоляционных материалов находит наибольшее применение в электротехнике. Его
назначение двояко: во-первых, масло, заполняя поры в волокнистой изоляции, а также
промежутки между проводами обмоток и между обмотками и баком трансформатора, значительно
повышает электрическую прочность изоляции; во-вторых, оно улучшает отвод теплоты,
выделяемой за счет потерь в обмотках и сердечнике трансформатора. Лишь некоторые силовые к
измерительные трансформаторы выполняются без заливки маслом («сухие» трансформаторы).
(Еще одна важная область применения трансформаторного масла—масляные выключатели
высокого напряжениями этих аппаратах разрыв электрической дуги между расходящимися
контактами выключателя происходит в масле или в находящихся под повышенным давлением
газах, выделяемых маслом под действием высокой температуры дуги; это способствует охлаждению
канала дуги и быстрому ее гашению. Трансформаторное масло применяется также для заливки
маслонаполненных вводов, некоторых типов реакторов, реостатов и других электрических
аппаратов.
Трансформаторные, а также другие нефтяные («минеральным) электроизоляционные масла
получают из нефти посредством ее ступенчатой перегонки с выделением на каждой ступени
определенной (по температуре кипения) фракции и последующей тщательной очистки от
химически нестойких примесей в результате обработки серной кислотой, затем щелочью,
промывки водой н сутки. Часто электроизоляционные масла дополнительно обрабатываются адсорбентами, т. е. веществами (особые типы глин или же получаемые искусственным путем
материалы-силикагель), которые обладают сильно развитой поверхностью и при
соприкосновении с маслом поглощают поду и различные полярные примеси. Такая обработка
производится или перемешиванием нагретого масла с измельченным адсорбентом с последующим
отстаиванием, или же фильтрованием масла сквозь слой адсорбента (перколяция). Применяются и
другие способы очистки масла.
Трансформаторное масло — это жидкость от почти бесцветной до темно-желтого цвета, по
химическому составу представляющая собой смесь различных углеводородов. Нефти разных
месторождений отличаются из своим параметрам и зависимостям этих параметров от
температуры.
Практически важные свойства трансформаторного масла нормируются стандартом ГОСТ 982—
80. По средним фактическим данным (при различных способах очистки) кинематическая вязкость
этого масла составляет 17—18,5 мм 2/с при 20 0С и 6,5—6,7 м,м 2/с при 50 °С; кислотное число
0,03—0,1 г КОН/кг; температура вспышки ларов 135—1400С; температура застывания около
минус 45 °С. Ограничение вязкости весьма важно, так как слишком вязкое масло хуже отводит
теплоту потерь от обмоток и магнитопровода трансформатора.
Трансформаторное масло — горючая жидкость; большие количества (часто тысячи тонн)
масла, находящиеся в масляных хозяйствах энергосистем, представляют собой большую
пожарную опасность. Поэтому в масляных хозяйствах необходимо тщательно соблюдать все
требования, предписываемые правилами пожарной безопасности. Пожарная опасность масла
оценивается по температуре вспышки .
Температура застывания масла — параметр, особенно важный для масла, заливаемого в
масляные выключатели, устанавливаемые на открытых подстанциях в районах с суровой зимой.
Специальное «арктическое» масло (марки АТМ-65) имеет температуру застывания минус 70 0С.
Помимо температуры застывания, для работающих при низких температурах окружающей
среды электроизоляционных жидкостей, имеющих плотность менее 1 Мг/м3, важна критическая
температура плавучести льда. Ниже этой температуры кристаллики льда, образующегося при
замерзании примесей воды, плавают в электроизоляционной жидкости н таким образом снижают ее
электрическую прочность (иными словами, в этом интервале температур плотность
электроизоляционной жидкости больше плотности льда).
Электрическая прочность масла — величина, чрезвычайно чувствительная к его увлажнению.
Незначительная примесь поды в масле резко снижает его электрическую прочность. Это
объясняется тем, что εг воды (около 80) значительно выше, чем масла (εr чистого масла около 2,2).
Под действием сил электрического поля капельки эмульгированной в масле воды втягиваются в
места, где напряженность поля особенно велика и где, собственно, и начинается развитие пробоя.
Еще более резко понижается электрическая прочность масла, если в нем, кроме воды, содержатся
волокнистые примеси. Волокна бумаги, хлопчатобумажной пряжи легко впитывают п себя влагу из
масла, причем значительно возрастает их εг. Под действием сил поля увлажненные волокна не
только втягиваются в места, где ноле сильнее, но и располагаются по направлению силовых линий,
что весьма облегчает пробой масла.
Вода легко может попасть в масло при его перевозке, хранении, переливке в недостаточно
просушенную тару и т. п. Для сутки масла имеется несколько способов: пропускание под
давлением сквозь фильтровальную бумагу в специальных установках — фильтропрессах;
воздействие на масло центробежной силы в центрифуге, причем вода, имеющая плотность,
большую, чем у масла, отжимается к периферии сосуда и отделяется от масла; уже
упоминавшаяся обработка адсорбентами; распыление нагретого масла в камере, заполненной
азотом, и т. п. При сушке электрическая прочность увлажненного масла восстанавливается.
Согласно «Правилам технической эксплуатации электростанций» (ПТЭ) предусматриваются
наименьшие значения электрической прочности трансформаторного масла . В соответствии с
этими «Правилами» пробой образца масла производят между двумя погруженными в масло
металлическими дисковыми электродами диаметром 25 мм с закругленными краями при
расстоянии между ними 2,5 мм ; определяют действующее значение пробивного напряжения при
частоте 50 Гц (усредняемое для нескольких последовательных пробоев одного и того же образца).
ПТЭ предусматривают различные нормы для чистого и сухого масла, подготовленного к
заливке в трансформатор или иной аппарат, и для масла, находившегося в эксплуатации в
маслонаполненном аппарате (из всякого маслонаполненного аппарата периодически должны
отбираться пробы масла для испытания).
Зависимости tg δ трансформаторных масел от температуры имеют вид, характерный для
неполярных диэлектриков.
Нормы электрической прочности трансформаторного масла.
Для аппаратов с
рабочим
напряжением,кВ
Электрическая прочность Uпр/2,5,
кВ/мм, не менее
Сухого масла
Масла,
находящегося в
эксплуатации
<6
25
20
35
30
25
110 и 220
40
35
>330
50
45
Плотность трансформаторного масла 0,85—0,90 Мг/м3. Его температурный коэффициент
объемного расширения около 0,00065 К-1 (эта величина важна для расчета расширителей
трансформаторов, в которые выдавливается из бака часть масла при
повышении
температуры).
При нормальной температуре удельная теплоемкость масла примерно 1,5 Дж/(кг*К), а
коэффициент теплопроводности — около 1 Вт/(м*К); при росте температуры как удельная
теплоемкость, так н коэффициент теплопроводности масла увеличивается. Масло отводит теплоту
потерь от погруженных в него обмоток и магнитопровода трансформатора в 25—30 раз
интенсивнее, чем воздух (при свободной конвекции).
При работе в трансформаторе или ином маслозаполненном электрическом аппарате масло
постепенно стареет. При старения оно становится более темным, в нем образуются
загрязняющие его продукты — кислоты, смолы, которые частично растворимы в масле, а
частично оказываются нерастворимыми; последние, как более тяжелые, осаждаются на дне
бака и на погруженных в масло деталях в виде слоя «ИЛА», значительно ухудшающего
теллоотвод от нагревающихся детален. Образующиеся в масле низкомолекулярные кислоты
разрушают изоляцию обмоток и вызывают коррозию соприкасающихся с маслом металлов.
При старении увеличиваются вязкость и кислотное число масла, ухудшаются его
электроизоляционные свойства. Обычно температура вспышки паров масла в эксплуатации
постепенно повышается вследствие испарения углеводородов с малой молекулярной массой,
однако при местных перегревах масла в трансформаторах (а также после разрыва
электрической душ в масляном выключателе) может произойти крекинг (разрыв молекул
с образованием углеводородов пониженной молекулярной массы), что приводит к
понижению температуры вспышки.
Скорость старения масла возрастает:
а) при доступе воздуха, так как старение масла в значительной степени связано с его
окислением кислородом воздуха; особенно интенсивно идет старение при соприкосновении
масла с озоном;
б) при повышении температуры (обычно наивысшей рабочей температурой масла
считают 95°С);
в) при соприкосновении масла с некоторыми металлами (медь, железо, сви нец) и
другими веществами — катализаторами старения;
г) при воздействии света;
д) при воздействии электрического поля.
При старении и электрическом поле некоторые сорта масел выделяют газы; это очень
вредно, так как пузырьки газов могут стать очагами ионизации. Способность не выделять
газов при старении в электрическом поле или даже поглощать ранее выделившиеся газы
называется газостоикостью масла.
Масло различного происхождения обладает различной стойкостью к старению, поэтому
перед введением в эксплуатацию трансформаторное масло подвергают испытанию на
ускоренное старение в особо жестких условиях.
Регенерация начавшего стареть масла, т. е. удаление из него продуктов старения и
восстановление исходных свойств, достигается обработкой масла адсорбентами (как
Схема непрерывной термосифонной регенерации масла в работающем трансформаторе.
1-трансформатор; 2-масло в баке; 3-бак; 4-вентили; 5-фильтр с адсорбентом.
говорилось выше, адсорбенты поглощают не только воду, но и другие полярные
вещества; продукты старения масла являются полярными примесями в неполярном масле).
Помимо регенерации определенного количества масла с последующей заливкой его в
трансформатор, возможно, вести непрерывный процесс регенерации масла в работающем
трансформаторе. Для этой цели трансформатор снабжают термосифонным фильтром . Масло,
нагреваясь во время работы трансформатора и уменьшая при этом свою плотность,
поднимается в верхнюю часть бака, попадает в трубопровод термосифона, проходит сверху
вниз сквозь фильтр со слоем адсорбента н поступает в нижнюю часть бака трансформатора.
Фильтр при помощи вентилей можно отключать для смены адсорбента.
Применяют и другие мероприятия для замедления старения масла. Так, воздух над уровнем
масла в трансформаторах (а также в баках, в которых хранится запас масла) сообщается с
наружным воздухом через воздухоочистительные фильтры; эти фильтры заполняются
силикагелем. хлористым кальцием н тому подобными веществами и поглощают из воздуха
влагу, пыль и химически активные загрязнения. Часто заполняют промежуток над маслом в
герметичном баке трансформатора вместо воздуха азотом, чтобы исключить доступ кислорода к
маслу (азотная зашита), Рекомендуется добавление к трансформаторному маслу ингибиторов
(антиокислительных присадок), которые в противоположность катализаторам замедляют
старение масла; таковы ионол. амидопирин н некоторые другие вещества. Для каждого
типа масла необходим подбор соответствующего ингибитора. Применение правильно
выбранных ингибиторов позволяет увеличить срок эксплуатации масла и дает большой
экономический эффект. В стеклянных консерваторах маслонаполненных вводов рекомендуется
покрывать наружную поверхность стекла темной краской, чтобы предохранить масло от
воздействия света.
Помимо трансформаторного масла в электротехнической
применяются и другие виды нефтяных электроизоляционных масел.
промышленности
широко
Конденсаторное масло служит для пропитки бумажных конденсаторов, в особенности
силовых, предназначенных для компенсации индуктивного фазового сдвига. При пропитке
бумажного диэлектрика повышаются как его εr так к Е пр; то и другое дает возможность
уменьшить габаритные размеры, массу и стоимость конденсатора при заданном рабочем
напряжении, частоте и емкости.
Нефтяное конденсаторное масло имеет плотность 0,86—0.89 Мг/м3, температуру
застывания минус 45°С.ε r , = 2,1-2,3 и tg δ 0,002 (при частоте 1 кГц).
Вазелиновое конденсаторное масло по плотности и электрическим свойствам близко к
нефтяному, но имеет более высокую температуру застывания (минус 5 0С). Электрическая
прочность конденсаторных масел не менее 20 МВ/м.
Кабельные масла используются в производстве силовых электрических кабелей,
пропитывая бумажную изоляцию этих кабелей, они повышают ее электриче скую прочность,
а также способствуют отводу теплоты потерь. Кабельные масла бывают различных типов.
Для пропитки изоляции силовых кабелей на рабочий напряжения до 35 кВ в свинцовых или
алюминиевых оболочках (кабели с вязкой пропитой) применяется масло марки КМ-25 с
кинематической вязкостью не менее 23 мм 2 при 100 0С, температурой застывания не выше
минус 10 0С и температурой вспышки не ниже +220 0С. Для увеличения вязкости к этому маслу
дополнительно добавляется канифоль или же синтетический загуститель.
В маслонаполненных кабелях используются менее вязкие масла. Так, масло марки МН4 применяется для маслонаполненных кабелей на напряжения 110— 220 кВ. в которых но
время эксплуатации с помощью подпитывающих устройств поддерживается избыточное
давление 0,3—0.4 МПа. Кинематическая вязкость этого масла при 100 °С не более 3,5 мм 2/с,
при 50 0С не более 10 мм2/с, при 20 0С не более 40 мм2 /с и при О 0С не более 110 мм2/с;
температура застывания не выше минус 45 аС и температура вспышки не ниже +135 0 С.
Для маслонаполненных кабелей высокого давления (до 1,5 МПа) на напряжения от 110
до 500 кВ, прокладываемых в стальных трубах, применяется особо тщательно очищенное
масло марки С-200; оно имеет кинематическую вязкость при 100 0С не более 11 мм 2/с. при
50°С не более 50 мм 2/с, при 20 0С не более 800 мм 2/с и при О 0С не более 5000 мм2/с,
Температура застывания масла С-200 не выше минус 30 0С; температура вспышки не ниже
плюс 200 °С; tg δ (при 50 Гц и 100 0С) не более 0,003; электрическая прочность (при 50 Гц и
20 °С) не менее 20 МВ/м.
СИНТЕТИЧЕСКИЕ ЖИДКИЕ ДИЭЛЕКТРИКИ
Трансформаторное н другие изоляционные масла нефтяного происхождения обладают
преимуществами, которые и обеспечили им весьма широкое применение: они сравнительно
дешевы и могут производиться заводами нефтеперерабатывающей промышленности в
больших количествах; при хорошей очистке tg δ, как это свойственно чистым неполярным
диэлектрикам, мал, а электрическая прочность, достаточно высока. Однако в некоторых
случаях качество этих масел оказывается недостаточно высоким. Например, когда требуется
полная пожарная безопасность и взрывобезопасность, маслонаполненные трансформаторы
и другие аппараты применяться не могут.
Нефтяные масла склонны и к электрическому старению, т. е. они могут ухудшать свои
свойства под действием электрического поля высокой напряженности. Для пропитки
конденсаторов с целью получения повышенной емкости в данных габаритных размерах
конденсатора желательно иметь полярный жидкий диэлектрик с более высоким, чем у
неполярных нефтяных масел, значением εr .
Имеются синтетические жидкие диэлектрики, по тем или иным свойствам превосходящие
нефтяные электроизоляционные масла. Рассмотрим важнейшие из них.
Зависимости tg δ совола разной степени очистки от температуры при частоте 50Гц
Хлорированные углеводороды получаются из различных углеводородов путем замены и их
молекулах некоторых (или даже всех) атомов водорода атомами хлора. Наиболее широкое
применение имеют полярные продукты хролирования дифенила, имеющие общий состав.
Молекула дифенила С|12Н10 (или Н5С5 — С5Н5) состоит из двух фенильных остатков. Чаще всего
применяются смеси различных изомеров хлорированных дифенилов со средней степе
пью хлорирования п от 3 до 6.
Хлорированные дифенилы (ХД) обладают εr, повышенной по сравнению с неполярными
нефтяными маслами; так, пентахлордифенил имеет при 50 Гц и 20°С ε r = 5, а при 90 0 С —
ε r = 4,1. Поэтому замена масел на ХД при пропитке конденсаторов уменьшает объем
конденсатора (при тон же электрической емкости) почти в два раза. Преимуществом ХД
является также их негорючесть. Однако ХД имеют н свои недостатки. Они сильно токсичны,
из-за чего применение их для пропитки конденсаторов в некоторых странах запрещено
законом. В связи с сильно выраженной полярностью ХД на их электроизоляционные свойства
весьма значительно влияют примеси ; наличие принесен существенно сказывается па потерях
сквозной электропроводности при повышенной температуре, но практически не влияет на tg δ в
области дипольного максимума потерь. Недостатком ХД является заметное снижение их ε r и,
следовательно, емкости пропитанных ХД конденсаторов при пониженных температурах.
Хлорированные дифенилы обладают сравнительно высокой вязкостью, что в некоторых
случаях вызывает необходимость разбавления ХД менее вязкими хлорированными
углеводородами. Так, при 50 СС кинематическая вязкость совола составляет 75 мм 2 /с, а
трихлордифенила (С 12 Н7 С1 3 ) — 126 мм 2/с; совтол (смесь 90% совела и 10 % трихлорбензола С6Н3Сl3) имеет при той же температуре вязкость 25 мм 2/с, а гексол (смесь 20%
совола и 80 % гексхлорбутадиена С 4Сl6 — всего 1,8 мм2/с. Температура застывания совола
равна +5° С, совтола — минус 7 °С, гексода — ниже минус 60°С.
Кремнийорганические жидкости обладают малым tg δ, низкой гигроскопичностью и
повышенной нагревостойкостью. Для них характерна слабо выраженная зависимость вязкости
от температуры. Как и другие кремнийорганические продукты, эти жидкости весьма дорогие.
В зависимости от характера радикалов, присоединенных к атомам Si различают
полиметилсилоксановые (ПМС), полиэтилсилоксановые (ПЭС), полифенилсилоксановые (ПФС)
и другие кремнийорганические жидкости. Кремнийорганические жидкости имеют ε г от 2,5
до 3,3 и tg δ от 0,0001 до 0,0003 (при 1 кГц и 20 °С); наивысшая допустимая рабочая
температура некоторых из этих жидкостей доходит до 250 °С (длительно) и до 350 °С
(кратковременно). Кинематическая вязкость ж идкости марки ПМС -10 (ГОСТ
13032—77) около 10 мм 2 /с, а марки ПМС-20 — около 20 мм 2/с (при 20 °С),
Фтороорганические жидкости имеют малый tg δ ничтожно малую гигроскопичность и
высокую нагревостойкость. Некоторые фтороорганические жидкости могут длительно работать
при температуре 200 0 С и выше. Пары некоторых фторорганических жидкостей имеют
необычно высокую для газообразных диэлектриков электрическую прочность.
Характерными свойствами фтороргаиических жидкостей являются малая вязкость, низкое
поверхностное натяжение (что благоприятствует пропитке пористой изоляции), высокий
температурный коэффициент объемного расширения (значительно больший, чем у других
электроизоляционных жидкостей), сравнительно высокая летучесть. Последнее обстоятельство
требует
герметизации
аппаратов,
заливаемых
фторорганическими
жидкостями.
Фтороорганические жидкости способны обеспечивать значительно более интенсивный отвод
теплоты потерь от охлаждаемых ими обмоток и магнитопроводов, чем нефтяные масла или
кремнийорганические жидкости. Существуют специальные конструкции малогабаритных
электротехнических устройств с зал никой фтороорганическими жидкостями, в которых для
улучшения отвода теплоты используется испарение жидкости с последующей конденсацией
ее в охладителе н возвратом в устройство (кипящая изоляция); при этом теплота испарения
отнимается от охлаждаемых обмоток, а наличие в пространстве над жидкостью
фторооргайических паров, в особенности под повышенным давлением, значительно
увеличивает электрическую прочность газовой среды в аппарате.
Есть преимущество фтороорганических жидкостей перед нефтяным маслом и, том более,
перед кремнийорганической жидкостью Переход кривой 4 через максимум объясняется
достижением температуры кипения жидкости при повышении нагрузки.
Важным
преимуществом
фтороорганических
жидкостей
по
сравнению
с
кремнийорганическими
является
полная
негорючесть
и
высокая
дугостойкость
(кремнийорганические жидкости, как и нефтяные масла, сравнительно легко загораются
и горят сильно коптящим пламенем). Как и кремнийорганические соединении, фтор
органические жидкости пока еще весьма дорогие.
.
РЕЗИНЫ
Широкое применение в электропромышленности, особенно при производстве кабельных
изделий, получила резина. Резина состоит из многокомпонентной смеси на основе каучуков и
близких к ним по свойствам веществ, называемых эластомерами. Для получения необходимых
свойств резины подвергают процессу так называемой вулканизации.
Натуральный каучук (НК) получают из млечного сока (латекса) растений - каучуконосов.
Высокая эластичность каучука обусловлена тем, что его молекулы имеют зигзагообразную,
«шарнирную» форму. Под действием растягивающих усилий форма цепочки каучука
приближается к прямолинейной, при этом получаются рентгенограммы, характерные для
кристаллических тел, имеющих упорядоченное расположение молекул в пространстве. В
нерастянутом состоянии каучук имеет свойства аморфных тел. Чистый натуральный каучук для
изготовления электрической изоляции не применяется, так как он и его растворители имеют
малую стойкость к действию повышенных и пониженных температур. Эти недостатки
устраняются после проведения процесса вулканизации, т.е. нагревания после введения в каучук
серы. При вулканизации двойные связи некоторых цепочечных молекул разрываются и
«сшивают» цепочки молекул через атомы серы с образованием пространственной структуры.
Зависимости εr и tg δ вулканизированного каучука от содержания в нем серы.
По своим диэлектрическим характеристикам натуральный каучук близок к неполярным
диэлектрикам (р = 1014Ом*м; εr= 2,4; = 0,002). При увеличении в составе резины серы после
вулканизации каучука наблюдается увеличение εr и tg δ, связанное с усилением полярных свойств
материала из-за влияния атомов серы . При высокой степени вулканизации в структуре
молекулы каучука почти полностью исчезают двойные связи и получается твердый
электроизоляционный материал, называемый эбонитом. Эбонит содержит от 30 до 35% серы,
отличается высокой твердостью, не эластичен, имеет малую холодостойкость. Относительное
удлинение перед разрывом для технических резин составляет 150...500%, а для эбонита - 2...6%.
Выпускают эбонит в виде прутков и трубок, которые хорошо поддаются механической обработке.
В электротехнической промышленности эбонит применяется как материал, имеющий
конструкционное и электроизоляционное значение.
Синтетический каучук (СК) широко применяют наряду с натуральным, особенно в кабельной
промышленности. Резины для защитных оболочек кабелей изготовляются исключительно на
основе СК, а в изоляционных смесях более половины НК заменяют на СК. Бутиловый каучук
(бутилкаучук) получают совместной полимеризацией изобутилена с небольшим количеством
изопрена или бутадиена. Бутилкаучук отличается более высокой стойкостью к тепловому
старению, чем натуральный. Резины на основе бутилкаучука отличаются влагостойкостью и
хорошими электроизоляционными свойствами, имеют более высокую озоностойкость, чем
резины на основе НК, что определяет их применение для изготовления резиновой изоляции,
работающей при относительно высоких температурах и высоких напряжениях. К недостаткам
бутилкаучука относятся значительные остаточные деформации при растяжении и сжатии.
Хлоропреновый каучук получают полимеризацией хлоропрена. В нашей стране этот каучук
выпускался под названием наирит, за рубежом - неопрен. Химическое строение хлоропренового
каучука обусловливает его весьма ценные специфические свойства из-за присутствия атомов
хлора в молекуле хлоропрена, который, является полярным диэлектриком и обладает невысокими
электроизоляционными свойствами, но имеет высокую стойкость к действию масла, керосина,
бензина. Резины на основе этого каучука имеют значительно более высокую стойкость к
действию озона и большую устойчивость к старению, чем резины на основе НК. С наличием
хлора связано и другое свойство хлоропренового каучука -негорючесть.
Стойкость наиритовых резин к нефтепродуктам выгодно используется в кабелях,
эксплуатируемых при буровых и разведочных работах. Негорючие резины используются в
кабелях, предназначенных для работы в шахтах и пожароопасных помещениях.
Недостаток хлоропренового каучука и резин на его основе - низкие электроизоляционные
характеристики, повышенная влагопроницаемость. низкая холодоустойчивость, резкое снижение
прочности и относительного удлинения при повышении температуры.
Кремнийорганические каучуки в основе каркаса молекулы имеют полисилоксановую цепочку.
Для получения резиновых смесей на основе кремнийорганического каучука к нему добавляют
наполнители - кремнекислоту (белая сажа), диоксид титана и вулканизующий агент - пероксид
бензоила. Резины на основе кремнийорганических каучуков обладают высокой
нагревостойкостью. Длительная рабочая температура 250°С, разложение полимера наступает
при температуре 400°С. К числу преимуществ кремнийорганических резин относится их высокая
холодоустойчивость: они сохраняют гибкость при температуре от -70 до 100°С и имеют высокие
электроизоляционные свойства.
Недостатками кремнийорганических каучуков и резин на их основе являются невысокие
механические свойства, малая стойкость к растворителям и дороговизна.
В кабельных изделиях находят применение кремнийорганические резины марок
1520, К-673, К-69Т.
К-69, К-
Лаки, эмали, компаунды, клеи
Электроизоляционные лаки представляют собой коллоидные растворы на лаковой основе,
образующие после удаления растворителя пленку, которая обладает электроизоляционными
свойствами.
Лаковая основа представляет собой ту часть лака, которая образует- пленку и состоит из
битумов, высыхающих растительных масел, природных или синтетических смол, а также из их
композиций.
Рассмотрим применяемые для лаковой основы растительные масла и битумы.
Растительные масла, получаемые из семян различных растений, способны при нагревании,
освещении, соприкосновении с кислородом воздуха и под воздействием других факторов
переходить в твердое состояние. Высыхание масел является сложным химическим процессом,
связанным с полимеризационными процессами и поглощением маслом некоторого количества
кислорода из воздуха, поэтому масса льняного и подобного масел при сушке может несколько
увеличиваться.
Наиболее широко применяются льняное и тунговое масла. Если их нанести на поверхность, то
они быстро высыхают с образованием твердой неплавкой пленки. Пленки из тунгового масла не
растворяются в органических растворителях, стойки к действию воды, а пленки льняного масла
почти не растворяются в растворителях.
Наиболее высокими электроизоляционными свойствами обладает тунговое масло, которое
является токсичным продуктом. Катализаторами реакций высыхания масел являются соединения
свинца, кобальта, кальция, вводимые в масла в виде солей, различных кислот. Такие вещества
называются сиккативами.
Битумы - черные, твердые или пластичные вещества с аморфной структурой, состоящие в
основном из сложной смеси углеводородов и продуктов их дальнейшей полимеризации и
окисления. Природные битумы, называемые также асфальтами, содержат различные
минеральные примеси. Битумы при нагревании переходят в жидкое состояние, при охлаждении
затвердевают. При низких температурах они хрупки и дают характерный излом в виде раковины.
Лучшие электроизоляционные свойства, как правило, имеют более тугоплавкие битумы, они
труднее растворяются и более хрупки. Температура размягчения битумов может быть повышена
пропусканием воздуха через расплавленный битум, По своим диэлектрическим характеристикам
битумы могут быть отнесены к слабополярным соединениям. Для электроизоляционной
техники наиболее широко применяют нефтяные битумы марок БН-111, БН-1V, БН-V и более
тугоплавкие спецбитумы марок В и Г.
Растворители - летучие жидкости, применяемые для растворения лаковых основ и
улетучивающиеся в процессе образования пленки. Растворителями могут служить ароматические
углеводороды, спирты, сложные и простые эфиры, скипидар и др. В состав лака, кроме того, могут
входить следующие дополнительные вещества.
Сиккативы вещества, ускоряющие процесс высыхания растительных масел и лаков.
Пластификаторы - вещества, придающие эластичность и ударную прочность лаковой пленке.
Отвердители - соединения, способствующие отвердеванию пленки лака. Инициаторы и
ускорители - вещества, ускоряющие процесс образования полимеров. Ингибиторы-соединения,
препятствующие преждевременному загустеванию.
Электроизоляционные эмали представляют собой лаки, в состав которых входят пигменты высокодисперсные неорганические вещества, повышающие твердость и механическую
прочность лаковой пленки, теплопроводность, дугостойкость. В качестве пигментов часто
применяют диоксид титана, железный сурик и др.
Электроизоляционные компаунды в основном состоят из веществ, которые входят в состав
лаковой основы электроизоляционных лаков, но в Отличие от лаков не содержат растворителей. В
момент применения при нормальной и повышенной температуре компаунды находятся в жидком
состоянии и твердеют после охлаждения или в результате происходящих в них химических
процессов.
В состав компаундов могут входить активные разбавители, понижающие вязкость
компаунда, пластификаторы, отвердители, инициаторы и ингибиторы, назначения которых те
же, что и в лаках. В состав компаунда могут также входить наполнители - неорганические и
органические порошкообразные или волокнистые материалы, применяемые для уменьшения
усадки, улучшения теплопроводности, уменьшения температурного коэффициента расширения и
снижения стоимости. В качестве наполнителей применяют пылевидный кварц, тальк, слюдяную
пыль, асбестовое и стеклянное волокно и ряд других.
Электроизоляционные лаки и компаунды широко применяются в электроизоляционной и
кабельной технике, в производстве электрических машин, турбо- и гидрогенераторов, аппаратов,
трансформаторов, распределительных устройств, в высокочастотной технике.
Выбор электроизоляционных лаков или компаундов для той или иной конструкции
основывается на знании технических требований для данной конструкции и условий ее работы, на
физических и электрических характеристиках лаков и компаундов, определяемых
соответствующими государственными стандартами и техническими условиями (ТУ).
По назначению и выполняемым функциям электроизоляционные лаки принято подразделять на
пропиточные, покровные и клеящие.
Пропиточные лаки предназначены для пропитки изоляции обмоток электрических машин и
аппаратов, а также для пропитки различных электроизоляционных материалов волокнистого
строения - бумаги, ткани, стеклоткани, электрокартона и др.
Покровные лаки используют для создания внешней защитной отделки различных
электроизоляционных деталей, металлических узлов и деталей, покрытия предварительно
пропитанных обмоток электрических машин и аппаратов. К этой группе относятся также эмаль-лаки,
применяемые в кабельной промышленности, и полупроводящие лаки, обладающие повышенной
удельной проводимостью.
Клеящие лаки предназначаются для склеивания различных электроизоляционных материалов и
деталей, слюды, бумаги, картона и т. п.
Приведенная классификация лаков в значительной мере условна, так как один и тот же лак
иногда может служить и пропиточным и клеящим, например бакелитовый лак при производстве
слоистых пластиков.
По способу сушки электроизоляционные лаки делятся на лаки воздушной или холодной
сушки и печной пли горячей.
Лаки воздушной сушки высыхают и образуют пленки требуемого качества при комнатной
температуре. Образование пленки лака воздушной сушки может происходить в результате
удаления
летучих растворителей, окислительных или полимеризационных процессов (в масляных или
битумных лаках), а также при введении соответствующих отвердителей холодного отвердевания
в лаках на основе некоторых синтетических смол.
Лаки печной или горячей сушки содержат в своей основе высококипящие растворители,
медленно улетучивающиеся при нормальной температуре или композиции различных
термореактнвных синтетических смол, в которых во время сушки при высокой температуре (100°С
и выше) происходят реакции окислении, полимеризации или поликонденсации.
По химическому составу лаковой основы электроизоляционные лаки делятся на масляные,
смоляные, эфироцеллюлозные.
Масляные (маслосодержащие) лаки состоят из высыхающих растительных масел и
натуральных, синтетических смол или битумов с добавлением сиккативов. Из высыхающих
масел наиболее часто применяют льняное, тунговое, ойтисиковое или их смеси. Растворителями
являются алифатические углеводороды (керосин, уайт-спирит), ароматические (толуол, ксилол)
или их смеси, а также скипидар. К группе масляных лаков относятся масляно-битумные, масляноканифольные, масляно-алкидные лаки. В состав масляно-битумных лаков входят растительные
масла в композиции с асфальтами и асфальтитами или искусственными нефтяными битумами с
добавлением сиккатива. В состав масляно-канифольных лаков входят, кроме высыхающих
растительных масел, препараты, содержащие канифоль. Масляно-алкидные лаки представляют
собой продукт реакции пол и конденсации многоатомных спиртов с многоосновными
кислотами.
Смоляные лаки получаются на основе синтетических смол. Примером являются
фенолоформальдегидные смолы, растворенные в этиловом спирте, водные феноло- или
крезолоформальдегидные лаки, не содержащие спирта. К этой же группе относятся лаки на
основе полиэфирных, эпоксидных, кремнийорганических смол, лаки на основе натуральных
смол или битумов.
Эфироцеллюлозные лаки представляют собой растворы различных эфиров целлюлозы
(нитроцеллюлоза, этилцеллюлоза) с добавлением пластификаторов - смеси со сложными
эфирами, спиртами, кетонами и ароматическими углеводородами. Они ограниченно
применяются в электротехнической промышленности.
Электроизоляционные компаунды по назначению и выполняемым функциям делятся на
пропиточные и заливочные. Пропиточные компаунды служат для заполнения пор, капилляров и
воздушных включений в электроизоляционных материалах, используемых, главным образом, для
обмоток электрических машин, катушек аппаратов, трансформаторов и других
электротехнических конструкций. После пропитки повышается электрическая прочность материала
и всей конструкции в целом, улучшаются теплопроводность, теплоотдача обмоток, что
позволяет увеличить мощность электрических машин и аппаратов при тех же размерах,
увеличиваются механическая прочность, влагостойкость, срок службы всей конструкции.
По отношению к нагреванию электроизоляционные компаунды делятся на термопластичные
и термореактивные.
Термопластичные компаунды, твердые при нормальной температуре, при нагревании
размягчаются, становятся пластичными и переходят в жидкое состояние, при охлаждении снова
затвердевают. Расплавление и отвердевание компаундов этой группы можно проводить
многократно. Для изготовления этих компаундов часто применяют нефтяные битумы в
сочетании с растительными и минеральными маслами, канифолью и некоторыми термопластичными полимерами.
Термореактивпые компаунды в момент их применения находятся в жидком состоянии, а затем
затвердевают в результате происходящих в них химических реакций. Отвердевание компаундов
этой группы происходит под действием отвердителя или катализатора. После отвердевания
компаунд становится твердым, неплавким и не растворимым в обычных растворителях. Как и
лаки, эти компаунды делятся на компаунды горячего и холодного отвердевания. Компаунды
горячего отвердевания переходят в твердое состояние при специальной термической обработке, а
компаунды холодного отвердевания переходят в твердое состояние под действием отвердителей.
По химическому составу электроизоляционные компаунды делятся на компаунды,
изготовляемые на основе нефтяных битумов, растительных или минеральных масел и канифоли,
и компаунды на основе синтетических смол. В компаунды, изготовляемые на основе различных
нефтяных битумов, иногда добавляют льняное или минеральное масло и канифоль. Компаунды
на основе синтетических смол изготовляют на основе полиэфирных, эпоксидных, эпоксиднополиэфирных кремнийорганических и прочих смол и их композиций.
Пропиточные и заливочные термопластичные компаунды изготовляют на основе битумов,
канифоли и масел. Они используются для заливки кабельных муфт, различных мест соединений
выводных концов обмотки электрических машин с подводящими проводами и в других
электротехнических конструкциях. Перед применением компаунды разогревают до жидкого
состояния и заливают на необходимые узлы и детали. К заливочным электроизоляционным
компаундам относятся битумные компаунды МБ-70, МБ-90, маслоканифольный МК-45 и др.,
которые применяются для заливки соединительных, ответвительных и концевых муфт, заделки силовых и контрольных кабелей. Компаунд МБ-55 применяется для наливки конденсаторных
высоковольтных вводов.
Высокие электрические и механические свойства термореактивных компаундов, которые после
отвердевания не размягчаются и не вытекают при нагревании, позволили создать монолитную и
литую изоляцию. Такой тип изоляции дает возможность получения изделий в виде малогабаритных
блоков (катушки аппаратов, радиосхемы).
Герметическая или литая изоляция хорошо цементирует витки обмотки, обеспечивая высокие
механическую и электрическую прочности, влагостойкость, малые термические
коэффициенты расширения и теплопроводности.
Литая изоляция применяется: для измерительных трансформаторов тока при напряжении от
220 В до 35 кВ, измерительных трансформаторов напряжения до 15 кВ, якорей и катушек
специальных электрических машин, в радиоблоках, выпрямителях, изоляторах, электронных
схемах и т.п.
При работе с эпоксидными компаундами следует помнить, что в неотвердевшем состоянии
смолы, а также пары отвердителей, например полиэтиленполиамина, являются токсичными
веществами, поэтому необходимо защищать от попадания смолы открытые участки кожи лица и
рук, а технологический процесс проводить под вытяжкой. Отвердевшие эпоксидные композиции
не токсичны.
Кремнийорганические компаунды получили распространение благодаря их высокой
нагревостойкости. Широко применяются кремннйорганнческие эластичные заливочные
компаунды на основе кремнийорганических каучуков. Изоляция, выполненная с применением
кремнийорганических материалов надежно работает до температуры 180...200°С, а иногда и
выше, обладает высокими электрическими свойствами, Компоненты кремнийорганических
каучуков малотоксичны.
Волокнистые материалы
Волокнистые материалы состоят преимущественно из частиц удлиненной формы - волокон,
промежутки между которыми заполнены воздухом у непропитанных материалов и природными
или синтетическими смолами у пропитанных. Преимуществами многих волокнистых
материалов являются невысокая стоимость, довольно большая механическая прочность, гибкость
и удобство обработки. Недостатки — невысокие электрическая прочность и теплопроводность,
более высокая, чем у массивных материалов того же состава, гигроскопичность. Пропитка
улучшает свойства волокнистых материалов.
Непропитанные волокнистые материалы по виду исходного сырья можно подразделить на
материалы из: растительных волокон; бумаги, картона, хлопчатобумажной пряжи и ткани;
животных волокон {натуральный шелк); искусственных и синтетических волокон (ацетатный
шелк, капрон и др.); неорганических волокон (стеклянное волокно, асбест).
Дерево является одним из первых электроизоляционных и конструкционных материалов,
получивших применение в электротехнике, чему способствовали его дешевизна и легкость
механической обработки. Основой дерева, как и всякого растительного волокна, является
органическое вещество - целлюлоза, представляющая собой полимерный углеводород (С6Н|10О5)n,
молекулы которого имеют вид длинных цепей с числом звеньев до двух тысяч. В каждом
элементарном звене молекулы содержится по три гидроксильных группы ОН, обусловливающих
полярность целлюлозы. Эти группы смещаются в электрическом поле по отношению ко всей
молекулярной цепи, что создает эффект дипольно-радикальной поляризации. Поэтому
целлюлоза имеет относительно большие диэлектрическую проницаемость и тангенс угла
диэлектрических потерь [ΕR= = (6,5...7); (tg δ = (0,005...0,01)].
Более тяжелые породы деревьев имеют большую механическую прочность, чем легкие.
Прочность поперек волокон у дерева меньше, чем вдоль.
К недостаткам дерева относятся высокая гигроскопичность, нестандартность свойств, низкая
нагревостойкость и горючесть. При пропитке дерева льняным маслом или различными смолами свойства
улучшаются. Если детали из дерева предназначены для работы в трансформаторном масле, то после
сушки они пропитываются тем же маслом.
В электротехнике дерево применяется для изготовления деревянных опор линий
электропередача, крепежных деталей трансформаторов высокого и низкого напряжения, пазовых
клиньев электрических машин и т.п.
Бумага и картон - листовые или рулонные материалы коротковолокнистого строения,
состоят в основном из целлюлозы. Наиболее тонкий и высококачественный вид
электроизоляционной бумаги - конденсаторная бумага, применяемая для изготовления
диэлектрика конденсаторов. Конденсаторную бумагу изготовляют из сульфатной древесной
целлюлозы. В нашей стране был разработан простой способ производства борированной
целлюлозы, обеспечивающий конденсаторной бумаге резко сниженную зависимость tg δ от
плотности бумаги. По новой технологии выпускается бумага марок: КОН - обычная, СКОН специальная, улучшенного качества, МКОН - с малыми диэлектрическими потерями, ЭМКОН - с
высокой электрической прочностью и малыми потерями.
При использовании конденсаторной бумаги в качестве диэлектрика обычно используют
несколько слоев с применением различных пропиточных масс, которыми могут быть различные
неполярные, полярные, жидкие, полужидкие и твердые пропиточные массы. Применение
нескольких слоев обеспечивает перекрытие сквозных отверстий и проводящих включений в
отдельных листах. Бумага не является высокочастотным диэлектриком. На переменном токе она
используется до частоты 10 кГц.
К числу «старейших» материалов, применяемых в качестве электроизоляционных, относится
электрокартон. Это связано с его низкой стоимостью и хорошими технологическими
свойствами. В сочетании с высокой стабильностью и механической прочностью при пропитке
электрокартона трансформаторным маслом можно получить изоляцию с высокими
электрическими параметрами.
Для производства электроизоляционных картонов наиболее широко применяют
сульфатную целлюлозу, а в некоторые виды картонов добавляют хлопковую целлюлозу высокой
степени чистоты. Картон марки АМ, в который добавляется хлопковая целлюлоза, имеет лучшие
электрические характеристики, чем картон марки А. Электроизоляционные свойства картона
улучшаются при пропитке его жидким диэлектриком, поэтому электроизоляционный картон
широко применяется в качестве основного твердого материала в силовых трансформаторах, для
которых он выпускается нескольких различных марок.
Из материалов волокнистого строения в электромашино- и аппаратостроении широко
применяется листовая и трубчатая фибра, в основном в качестве конструкционного и
изоляционного материалов. Так как под действием электрической дуги фибра выделяет большое
количество газов, то в электрических аппаратах она используется также и в качестве
дугогасительного элемента, однако использование фибры для этой цели сокращается из-за
возможности применения других материалов с более высокими диэлектрическими и
механическими характеристиками (органическое стекло, винипласт, феноло-формальдегидные
смолы). Изготовляется фибра из тонкой бумаги, пропускаемой через раствор хлористого цинка.
После намотки на стальной барабан и получения слоя нужной толщины, в котором отдельные
слои бумаги прилипают друг к другу, фибра срезается с барабана, тщательно промывается водой
и прессуется. Промывка необходима для удаления следов хлористого цинка, ухудшающего
электроизоляционные свойства фибры. Листовую электротехническую фибру изготовляют марки
ФЭ толщиной 0,4...12 мм. В зависимости от использованного красителя фибра может быть
красного, коричневого, черного или серого цвета.
Фибра неустойчива к воздействию влаги, поэтому она не применяется для деталей, требующих
сохранения точных размеров, так как при поглощении влаги фибра меняет свои размеры. При
нагревании до температуры 180°С фибра медленно обугливается и при температуре примерно
300°С воспламеняется.
Лакоткани - гибкие электроизоляционные материалы, представляющие собой ткань,
пропитанную электроизоляционным лаком. К пропитанным волокнистым материалам относятся
также лакобумаги и электроизоляционные ленты. Основа пропи танных материалов ткань или бумага - обеспечивает высокую механическую прочность, гибкость и определенную
эластичность. Электроизоляционные лаки, заполняя при пропитке поры ткани, образуют на
поверхности после высыхания прочную пленку, которая обеспечивает хорошие электрические
свойства и стойкость к действию влаги.
Лакоткани изготовляют на основе хлопчатобумажных, шелковых и стеклянных тканей из
синтетических волокон. Они находят применение в электрических машинах, аппаратах,
кабельных изделиях в виде различных лент, прокладок, оберток и др.
В зависимости от типа пропитывающего лака лакоткани подразделяются на светлые
(желтые), изготовляемые на масляных лаках, и черные - на масляно-битумных лаках.
Светлые лакоткани имеют высокие электрические характеристики, устойчивы к воздействию
нефтяных масел, бензина, воды, но имеют повышенную склонность к тепловому старению, в
процессе которого возрастает жесткость при нагревании.
Черные лакоткани обладают более высокими, чем светлые, электрическими характеристиками,
влагостойкостью и меньшим тепловым старением, но не стойки к воздействию масел и бензина.
Лакоткани, в которых в качестве основы используется капроновая ткань, превосходят по своей
эластичности шелковые, но они менее устойчивы к резкому повышению температуры, например
при пайке изолированных проводников.
В производстве лакотканей используется также стеклоткань с различными типами
пропитывающих составов (масляных, кремнийорганических, фторопластовых), многие марки
которых отличаются высокой устойчивостью к воздействию температуры, влажной среды и
других факторов.
Основой лакотканей является, как это было отмечено, различного рода ткань, выполненная
методами специальной обработки длинноволокнистого сырья, называемого волокном. Для
электроизоляционной техники используются различные типы волокон, в том числе асбестовые
волокна, получаемые из минерала асбест сложного состава.
Асбестовые волокна по сравнению с органическими менее прочны и более жестки, поэтому в
ряде случаев к асбестовому волокну добавляют хлопковые синтетические и другие волокна.
Асбестовая пряжа применяется для оплетки нагревостойких проводов и кабелей,
предназначенных для работы при температуре 50...450°С. В электропромышленности
выпускаются асбестовые электро- и теплоизоляционные ленты, шнуры, картоны, доски.
В электромашине- и электроаппаратостроении и других отраслях народного хозяйства
широко используются электроизоляционные гибкие трубки. Наиболее широкое применение
получили лакированные трубки и трубки, изготовляемые на основе каучука, называемые
эластомерными.
Слюда и слюдяные материалы
Слюды представляют собой группу материалов, относящихся к водным алюмосиликатам с
ярко выраженной слоистой структурой, которая обусловливает высокую анизотропию свойств,
т.е. неодинаковость физико-механических и электрических характеристик в направлениях вдоль и
поперек слоев. В качестве электрической изоляции в настоящее время применяют два вида
минеральных слюд: мусковит и флогопит.
Кроме природных слюд применяются также и синтетические, Слюда является весьма ценным
природным минеральным электроизоляционным материалом. Использование се в качестве
изоляции крупных турбо- и гидрогенераторов, тяговых электродвигателей и в качестве диэлектрика
в некоторых конденсаторах связано с ее высокой электрической прочностью, нагревостойкостью,
механической прочностью и гибкостью. В природе слюда встречается в виде кристаллов, которые
способны легко расщепляться на пластинки в параллельных друг другу плоскостях (плоскостях
спайности).
Слюда - достаточно широко распространенный минерал и составляет 3,8% массы земной
коры, однако промышленные месторождения мусковита и флогопита, содержащие кристаллы
достаточно крупных размеров, немногочисленны. В нашей стране крупноразмерный мусковит
добывается в Карелии, Иркутской и Мурманской областях, а флогопит - в Мурманской области
и Якутии. За рубежом крупными слюдяными месторождениями располагает Индия.
Химический состав природной слюды может быть приближенно выражен следующими
формулами: K2O*3Al2O3*6SiO2*2H2O-мусковит; K2O*6MgO*Al2O3*6SiO2*2H2O - флогопит. В
состав слюды могут входить другие химические элементы, оказывающие влияние на ее свойства.
В месторождениях слюду обычно находят вместе с кварцем, полевым шпатом и другими
минералами. Примесь трехвалентного железа придает мусковиту коричневую или красноватую
окраску, причем мусковит с такой окраской считается наилучшим. Мусковит зеленоватого цвета
с примесью двухвалентного железа имеет ухудшенные диэлектрические свойства, в частности
пониженное удельное объемное сопротивление.
Слюдяная изоляция из мусковита или флогопита имеет высокую химическую стойкость,
причем мусковит более стоек, чем флогопит. Сильные кислоты и щелочи действуют на мусковит
и флогопит только при значительной концентрации, нагревании и длительном контакте.
По электрическим свойствам мусковит является одним из лучших электроизоляционных
материалов и превосходит в этом отношении флогопит. Мусковит более механически прочен,
более тверд, гибок и упруг, чем флогопит.
При нагревании слюды до некоторой температуры из нее начинает выделяться входящая в ее
состав вода. При этом в результате вспучивания слюда теряет прозрачность, толщина ее
увеличивается, механические свойства и электрические характеристики ухудшаются. Для
различных слюд температура обезвоживания колеблется в широких пределах: у мусковитов она
обычно не менее 200 °С, у флогопитов - не менее 800°С. Некоторые разновидности флогопита
имеют более низкие температуры обезвоживания (150... 250°С), что связано с повышенным
содержанием воды. Такие слюды находят применение только для малоответственных целей.
Параметр
Нагревостойкость, °С
Удельное электрическое
сопротивление. Ом'м
Тангенс угла диэлектрических
потерь при частоте 1 МГц
Плотность, кг/м1
Мусковит
Флогопит
Синтетическая
слюда
(фторфлогопит)
500... 600
800... 900
1100
10121014
10"...1012
10 14 ...10 15
0,0003
0,0015
0,0002
(2,б...2,8)-103
(2,7...2,8)-103
(2,6...2,8)>103
Температура плавления слюды зависит от химического состава (П45...1400°С). Расплавленная
слюда при застывании не образует расплава стекловидный материал не является слюдой.
Синтетическая слюда получается в процессе расплавления шихты специально подобранного
состава в высокотемпературной печи с последующим весьма медленным охлаждением
расплава, в результате чего кристаллизуется синтетическая слюда. Синтетическая слюда,
называемая фторфлогопитом, обладает более высокой химической стойкостью, нагревостойкостью, радиационной стойкостью, чем природный флогопит.
Зависимость tg δ слюды от температуры
Зависимость электрической проводимости слюды от толщины. 1-мусковит; 2-флогопит; 3-фторфлогопит.
Слюдяные материалы изготовляют на основе так называемой щепаной слюды. После очистки
слюды от посторонних минералов при ее извлечении из горных пород она носит название
забойного сырца. Забойный сырец разбирается вручную, раскалывается ножом на пластинки и
обрезается. Полученная щепаная слюда применяется для производства миканитов.
Миканиты представляют собой листовые или рулонные материалы, получаемые склеиванием
между собой пластинок щепаной (щипанной) слюды. В качестве склеивающих материалов
применяются различные, преимущественно синтетические, смолы или лаки. Часто миканитами
называют листовые материалы на основе щепаной слюды. Гибкие или рулонные материалы
называются микалентой или микафолием.
Разновидностью формовочного миканита является микафолий -один или несколько слоев
щепаной слюды, склеенных лаком между собой с бумажной или стекловолокнистой подложкой,
покрывающей слюду с одной стороны. Он применяется для изготовления твердой изоляции
стержней якорных обмоток машин высокого напряжения, а изготовляется из флогопита или
мусковита с глифталевым, полиэфирным или кремнийорганическим связующим веществом.
Микалента является разновидностью гибкого миканита. Она клеится из щепаной слюды
крупных размеров только в один слой и имеет подложки из стеклоткани, стеклосетки или
микалентной бумаги с двух сторон. Микалента является основной изоляцией обмоток многих
электрических машин высокого напряжения.
Термоупорный (нагревостойкий) миканит не содержит органического связующего вещества.
Изготовляется он на основе флогопита, связующим веществом которого служит фосфорнокислый
аммоний (аммофос). Такой миканит, применяемый для изготовления
изоляции
электронагревательных приборов, можно использовать при температуре несколько сотен
градусов.
Слюдиниты и слюдопласты являются разновидностью слюдяной бумаги, получаемой из
слюдяных отходов без предварительной ручной щепки. Слюдиниты, называемые за рубежом
самикой, изготовляют из мусковита. Слюдопластовая бумага служит для изготовления
слюдопластов (делится по применению на те же группы, что и слюдиниты). Слюдопластовая
бумага изготовляется, как и слюдинитовая бумага, на бумагоделательной машине, но без
применения связующего вещества. Такая технология возможна благодаря тому, что сразу после
расщепления кристаллы (чешуйки) природной слюды способны прочно соединяться благодаря
силам межмолекулярного взаимодействия (силы когезии). По сравнению со слюдинитами
слюдопласты имеют, как правило, более высокую механическую прочность и более высокую
устойчивость к воздействию электрической короны (короностойкость).
Стекла
Стекла — неорганические квазиаморфные вещества — представляют собой сложные
системы различных оксидов. Кроме стеклообразующих оксидов, т. е. таких, каждый из которых
способен сам по себе в чистом виде образовывать стекло (SiO2, B2O3), в состав стекол входят и
другие оксиды: щелочные Na2O, K2O, щелочноземельные СаО, ВaО, а также РЬО, Аl2O3 и др.
Основу большинства стекол составляет SiO2; такие стекла называются силикатными.
СВОЙСТВА СТЕКОЛ
Свойства стекол меняются в широких пределах в зависимости от их состава и режима
тепловой обработки.
Плотность. Стекла имеют плотность, которая колеблется от 2 до 8,1 Мг/м3. К тяжелым
стеклам принадлежат стекла с высоким содержанием свинца (хрустали, флинты). Плотность
обычных силикатных стекол (например, оконного стекла) близка к 2,5 Мг/м 3 .
Механические свойства. Прочность стекол на сжатие много больше, чем прочность на
разрыв: предел прочности при сжатии составляет 6000—21 000 МПа, при растяжении – 100300 МПа.
Тепловые свойства. Как аморфные вещества, стекла не имеют резко выраженное)
температуры плавления. При нагреве вязкость стекол уменьшается постепенно; за температуру
размягчения стекла принимается температура, при которой вязкость его составляет 107—108
Па*с. Температуры размягчения большинства стекол находятся в пределах от 400 до 1600 °С;
последнее значение соответствует кварцевому стеклу (состава 100 % SiO 2 ). Добавки к SiO 2 , в
частности щелочные оксиды, понижают температуру размягчения. Значение α l, стекол различного
состава изменяется в пределах от 0,55*10-6 К-1 (это значение также относится к кварцевому
стеклу) до 15*10 -6 К-1; αl играет большую роль в оценке стойкости стекол к резким сменам
температуры (термоударам). При внезапном нагреве или охлаждении снаружи предмета из
стекла (или другого хрупкого материала) вследствие неравномерного распределения температур
в наружном слое материала возникают механические (температурные) напряжения, которые
могут явиться причиной растрескивания стекла. При быстром нагреве поверхностный слой
стекла стремится расшириться, в то время как внутренние слои еще не успели прогреться, и в
них создаются напряжения сжатия. Если же имеет место внезапное охлаждение поверхности
стекла, то вследствие теплового сокращения поверхностного слоя создается тенденция к отрыву
друг от друга соседних участков этого слоя. Так как у стекол прочность при растяжении
много меньше, чем прочность при сжатии (см. выше), то внезапное внешнее охлаждение более
опасно, чем внезапный нагрев.
Сравнительная стойкость к термоударам изделий из стекла различного состава при одной и той
же толщине приближенно оценивается величиной:
SW=σp/αlE
γr/cp
где σ p—предел прочности при растяжении; α l —температурный коэффициент линейного
расширения; Е --модуль упругости; у г -коэффициент теплопроводности; с—-удельная
теплоемкость; р — плотность стекла.
Из всех величин, входящих в правую часть этой формулы, именно а; меняется для стекол
различного состава в наиболее широких пределах и имеет основное практическое значение для
оценки стойкости стекла к термоударам. Тонкостенные изделия из стекла данного состава
значительно более стойки к термоударам, чем толстостенные.
Температурный коэффициент линейного расширения стекол играет важную роль при спайке и
сварке друг с другом различных стекол, при впайке металлической проволоки или ленты в стекло,
при нанесении стеклоэмали на ту или иную поверхность. Необходимо подбирать значения а, стекла
и соединяемых с ним материалов приблизительно одинаковыми, иначе при смене температур может
произойти растрескивание стекла, нарушение герметичности в месте ввода металлической
проволоки в стекло. Применяемые в практике названия стекла «вольфрамовое» и «молибденовое»
объясняются не составом их, а тем, что значения α l этих стекол близки к α l вольфрама и
соответственно молибдена, что весьма важно для электровакуумной техники.
Оптические свойства. Обычные стекла прозрачны для лучей видимой части спектра.
Некоторые добавки придают стеклам определенную окраску (СоО — синюю, Сг 2O3—зеленую,
UO2 — желтую), что используется при получении цветных стекол, эмалей и глазурей.
Большинство технических стекол, благодаря содержанию примеси оксидов железа, сильно
поглощают ультрафиолетовые лучи. Увиолевые стекла, содержащие менее 0,02 % Fe2O3, обладают
прозрачностью для ультрафиолетовых лучей; весьма хорошо пропускает эти лучи кварцевое
стекло, которое применяется в специальных «кварцевых» лампах, дающих ультрафиолетовое
излучение.
Показатель преломления п различных стекол колеблется от 1,47 до 1,96; высокие значения п
имеют тяжелые свинцовые стекла — хрустали.
Стекла, в состав которых входят элементы с малой атомной массой, весьма прозрачны для
рентгеновских лучей; таково, например, специальное стекло, имеющее состав 83 % В 2 О 3 , 2,5
% ВеО и 14,5 % Li2O; это стекло нестойко к действию влаги и должно покрываться лаком; из
него изготовляют «окошки» в рентгеновских трубках, сквозь которые рентгеновские лучи
выходят из трубки наружу. Напротив, стекла с большим содержанием свинца сильно поглощают
рентгеновские лучи.
Гидролитическая стойкость. Стойкость к действию влаги оценивается массой составных частей
стекла, переходящей в раствор с единицы поверхности стекла при длительном соприкосновении его
с водой; растворимость стекла увеличивается при возрастании температуры. Стекла с низкой
гидролитической стойкостью обладают малым поверхностным удельным сопротивлением в
условиях влажной среды. Наивысшей гидролитической стойкостью обладает кварцевое стекло;
гидролитическая стойкость сильно уменьшается при введении в стекло щелочных оксидов.
Стекла состава Nа2О*mSiO2 {реже K2O*mSiO2 ) c силикатным модулем т от 1,5 до 4,2
являются растворимыми стеклами; при повышенном давлении и температуре они растворяются в
воде, образуя вязкие клейкие растворы щелочной реакции; такой раствор концентрации 30—50% с
плотностью 1,27—1,92 Мг/м э называется жидким стеклом.
Силикатные стекла практически стойки к действию кислот, за исключением лишь плавиковой
кислоты НF, но малостойки к щелочам. Специальные типы стекол с высоким содержанием
В 2 О 3 и Аl2O3 стойки к парам натрия, что важно для некоторые электроосветительных приборов.
Электрические свойства в весьма большой степени зависят от их состава. Для различных
технических стекол при нормальной температуре р — 10 6 -10 1 5 Ом*м; ε r = 3,8-16,2; tg δ =
0,0002-0.01.
Для кварцевого стекла при 20 0 С ε r = 3,8 и tg δ = 0,0002; р при 200 0 С составляет
примерно 10 1 5 Ом*м. Сильно уменьшает р и рs введение в стекло оксидов щелочных металлов;
наличие имеющих меньший размер ионов натрия более вредно, чем наличие ионов калия. При
воздействии на щелочное стекло постоянного напряжения происходит электролиз, который
благодаря прозрачности стекла можно наблюдать непосредственно: при длительной выдержке
стекла под достаточно большим напряжением, в особенности при повышенной температуре,
когда проводимость стекла велика, у катода наблюдаются отложения металла (обычно натрия)
в виде характерных ветвистых образований — дендритов.
Стекла с большим содержанием щелочных оксидов при отсутствии или при малом содержании
оксидов тяжелых металлов имеют значительный tg δ, который при повышении температуры
заметно возрастает. Одновременное присутствие в составе стекла двух различных щелочных
оксидов увеличивает р и уменьшает tg δ по сравнению со стеклом, содержащим только один
щелочной оксид (явление называется нейтрализационным или полищелочным эффектом), .
Стекла, содержащие в больших количествах тяжелые оксиды металлов (РЬО, ВаО), имеют
низкий tg δ даже при наличии в их составе щелочных оксидов.
Содержание щелочных оксидов (Na2O в большей степени, чем К2О) повышает εr силикатных
стекол. Температурный коэффициент диэлектрической проницаемости аεr различных технических
стекол находится в пределах от +30*10 -6 до +500*10 -6 К -1 .
Поверхностная проводимость сильно зависит от состояния поверхности стекла, возрастая при ее
загрязнении. При повышенной влажности окружающей среды поверхностная проводимость также
возрастает, особенно у стекол, обладающих низкой гидролитической стойкостью.
Электрическая прочность стекол при электрическом пробое мало зависит от их состава. Решающее
влияние на Епр оказывают воздушные включения — пузыри в толще стекла. При постоянном
напряжении в однородном электрическом поле электрическая прочность стекла весьма велика и
достигает 500 МВ/м. При высоких частотах (а при высоких температурах — и при низких
частотах и лаже при постоянном напряжении) пробой стекла имеет электротепловой характер.
Получение и обработка стекол.
Стекло получается при быстром охлаждении расплавленною материала. Если вести охлаждение
расплава медленно, то увеличивается вероятность перехода вещества в кристаллическое
состояние; быстрое охлаждение с соответственно быстрым возрастанием вязкости приводит к
тому, что молекулы не успевают образовать кристаллическую решетку и остаются закрепленными
в тех случайных положениях, в которых они оказались к моменту повышения вязкости,
препятствующего молекулярным перемещениям.
Стекла изготовляются в стекловаренных печах («варятся»). В крупном заводском производстве
применяют ванные печи, а дли получения небольших количеств стекла с точно выдержанным
составом — горшковые печи. Сырьевые материалы: кварцевый песок SiO2, соду Nа2С03, поташ
K2СО3, известняк CaСО3, доломит СаСО3ХХМgСО3, сульфат натрия Na2SO4, буру Na2B4O7, борную
кислоту Н3В03, сурик РЬ3О4, каолин, полевой шпат— измельчают, отвешивают в нужных
соотношениях и тщательно перемешивают; полученная при этом шихта загружается в стеклоплавильную печь. В печи шихта плавится, летучие составные части (Н2О, СО2, SОа) удаляются, а
оставшиеся оксиды химически реагируют между собой, в результате чего получается
однородная стекломасса, которая и идет на выработку стеклянных изделий.
Горячее стекло благодаря пластичности легко обрабатывается путем выдувания (ламповые
баллоны, химическая посуда), вытяжки (листовое стекло, трубки, штабики), прессования и
отливки; нагретые стеклянные части приваривают друг к другу, а также к деталям из других
материалов (металлы, керамика и пр.) Листовое стекло получается на машинах Фурко
посредством вытягивания полосы стекла сквозь фильеру в шамотной заслонке, погруженной в
расплавленную стекломассу; бутылки, ламповые баллоны производятся н а машинах-автоматах
чрезвычайно большой производительности. Изготовленные стеклянные изделия должны быть
подвергнуты отжигу, чтобы устранить механические напряжении, образовавшиеся в стекле при
быстром и нера -вномерном его остывании. При отжиге изделие нагревают до некоторой,
достаточно высокой температуры (температура отжига), а затем подвергнет весьма медленному
охлаждению. Механическая обработка стекла в холодном состоянии сводится к резке
(алмазом), сверловке, шлифовке и полировке. Сверловка стекла может производиться
инструментами из сверхтвердых сплавов, например победита, или латунными сверлами с
применением абразивов. Металлизация стекла осуществляется различными путями в зависимости
от особенностей изделия: нанесением металла методом возгонки в вакууме, методом вжигания
серебряной или платиновой пасти, шоопированием и химическим методом осаждения серебра .
ТИПЫ СТЕКОЛ
В зависимости от назначения можно отметить следующие основные виды электротехнических
стекол:
1. Конденсаторные стекла используются в качестве диэлектрика конденсаторов,
применяемых в высоковольтных фильтрах, импульсных генераторах, колебательных контурах
высокочастотных устройств. Они должны иметь по возможности повышенную ε r (для
высокочастотных конденсаторов) и малый tg δ.
2. Установочные стекла служат для изготовления установочных детален, изоляторов
(телеграфных, антенных, опорных, проходных), бус и т. п.
3. Ламповые стекла применяются для баллонов и ножек осветительных ламп, различных
электронных приборов и т. д. К ним предъявляется требование спаиваемости с металлом
(вольфрамом, молибденом и др.), что снизано с подбором нужного значения α l.
4. Стекла с наполнителем; к ним принадлежит пластмасса горячей прессовки из стекла и
слюдяного порошка — микалекс.
По химическому составу технические силикатные стекла могут быть разбиты на три
группы:
1. Щелочные стекла без тяжелых оксидов или с весьма незначительным содержанием их.
К ним принадлежат наиболее распространенные в быту оконные, бутылочные и тому подобные
стекла, а также стекла «пайрекс», имеющие довольно малое значение сц (около 3,3* 10 -6 К-1) и
сравнительно стойкие к термоударам.
2. Щелочные стекла с большим количеством тяжелых оксидов. К ним принадлежат
флинты с содержанием РЬО и кроны с содержанием ВaО, применяемый в качестве оптических и
электроизоляционных стекол. Эти стекла имеют высокую εr и малый tg δ. К флинтам
принадлежат специальные конденсаторные стекла с повышенным значением εr (около 8).
3. Бесщелочпые
стекла с очень малым
применяются
для
различных
стекла — кварцевое стекло, а также
содержанием
щелочных
оксидов
оптических, электроизоляционных и
специальных целей.
Выпускаемые
определенные
промышленностью стекла получают
или марки.
номера
СТЕКЛОЭМАЛИ
Стеклоэмалями или
просто эмалями (не смешивать с
лаковыми эмалями!) называются стекла, наносимые тонким
слоем на поверхность металлических и
других предметов с целью защиты от
коррозии, придания определенной окраски и улучшения внешнего вида, создания отражающей
поверхности (эмалированная посуда, абажуры, рефлекторы, декоративные эмали и т. п.). Эмали
получаются сплавлением измельченных составных частей шихты, выливанием расплавленной
массы тонкой струей в холодную воду и размолом полученной фритты на шаровой мельнице
в тонкий порошок. Иногда к фритте перед ее размолом добавляются небольшие количества глины
и других веществ. Для нанесения эмали на различные предметы нагретый о печи до
соответствующей температуры предмет посыпается порошком эмали, которая оплавляется и
покрывает его прочным стекловидным слоем; если требуется, покрытие повторяется несколько
раз до получения слоя нужной толщины; во время оплавления эмалируемый предмет (например,
трубчатый резистор) может медленно вращаться в печи для более равномерного покрытия. Важно,
чтобы α1 эмали был приблизительно равен α1 материала, на который наносится эмаль, иначе
эмаль будет давать мелкие трещины (цек) при резкой смене температур. При эмалировании
предметов из стали или чугуна для улучшения сцепления эмали с металлом производят
предварительное покрытие металла грунтовой эмалью (с содержанием оксидов никеля или
кобальта); на нее уже наносится основная эмаль любой окраски. Важная область применения
стеклоэмалей в качестве электроизоляционных материалов — покрытие трубчатых резисторов. В
этих резисторах на наружную поверхность керамической трубки нанесена проволочная обмотка (из
нихрома или константана), поверх которой наплавляется слой эмали, создающий изоляцию между
отдельными витками обмотки и окружающими предметами и защищающий обмотку от влаги,
загрязнения и окисления кислородом воздуха при высокой рабочей температуре (примерно 3000
С). Кроме того, стеклоэмали используются в электроаппаратостроении для получения прочного и
нагревостойкого электроизоляционного покрытия на металле, а также для устройства вводов в
металлические вакуумные приборы. Стеклоэмали применяются и в качестве диэлектрика в некоторых типах конденсаторов.
СТЕКЛОВОЛОКНО
Волокна и ткани. Стекло в толстом слое — хрупкий материал, но тонкие стеклянные изделия
обладают повышенной гибкостью. Весьма тонкие (диаметром 4— 7 мкм) стеклянные волокна
имеют уже настолько высокую гибкость, что могут обрабатываться приемами текстильной
технологии. Большая гибкость и прочность стекловолокна объясняется ориентацией молекул
поверхностного слон стекла, имеющей место при вытягивании стекловолокна из расплавленной
стекломассы и его быстром охлаждении.
Зависимости предела прочности при растяжении от диаметра d элементарного стеклянного волокна (кривая 1) и нити,
скрученной из 100 элементарных волокон (кривая 2) Схема вытяжки тонкого стеклянного волокна.
Стекловолокно получают следующим образом: стекло расплавляют в изготовленной из
тугоплавкого сплава лодочке, которая накаливается пропусканием через нее электрического тока.
В дне лодочки имеются отверстии (фильеры) диаметром около 1 мм. Расплавленная стекломасса
под действием собственного веса медленно вытекает сквозь отверстия в виде нитей, диаметр
которых примерно равен диаметру отверстий. Выходящая из фильеры пить наматывается на
быстро вращающийся барабан, увлекается ни с очень большой скоростью (около 30 м/с), и,
пока она еще не успела полностью охладиться и затвердеть, вытягивается в тонкое волокно.
Отдельные волокна
числом до ста — по числу фильер в
лодочке, соединяются в
одну прядь маслом, подаваемым из
эамасливателя.
Благодаря наличию замасливателя
при
дальнейшей
перемотке нити с барабана не
происходит спутывания
волокон из различных прядей.
Из
стеклянных
нитей, скрученных из отдельных
волокон,
ткут
стеклянные ткани, ленты и шланги;
эти
же
нити
используют
для
изоляции
обмоточных проводов.
Ткани и ленты из стеклянного
волокна для целей
электрической
изоляции
имеют
обычно толщину от 0,02
до 0,7 мм. Стеклянные ткани
используются в производстве нагревостойких стеклотканей
и стеклотекстолитов .
Короткое
стекловолокно
употребляется как наполнитель в пресс-порошках. Преимущества стеклянной волокнистой
изоляции по сравнению с органическими волокнами: высокая нагревостойкость, а также высокая
механическая прочность, относительно малая гигроскопичность и хорошие электроизоляционные
свойства. По трем последним показателям стеклянное волокно выгодно отличается и от асбеста.
Поэтому стеклянную изоляцию можно применять для наиболее трудных условий эксплуатации (при
высокой температуре, большой влажности и пр.). Недостатки стекловолокна: малая эластичность
(удлинение перед разрывом всего около 2 %). пониженная по сравнению с органическими
волокнами гибкость, а также малая стойкость по отношению к истиранию — вот почему
стеклянная изоляция может сравнительно легко повреждаться при задевании об острые края
пазов электрических машин.
.
Световоды. Своеобразное применение стекловолокна — изготовление световодов. Это
жгуты, скрученные из волокон, имеющих сердцевину и оболочку из стекал разного состава, с
различными показателями преломлении n1 и n2, причем n1 сердцевины больше n2 оболочки.
Световой луч, падая из среды, оптически более плотной (сердцевина), на поверхность раздели со
средой, оптически менее плотной, под углом, большим предельного угла, испытывает полное
внутреннее отражение и, многократно отражаясь, идет вдоль волокна, не выходя в окружающее
пространство. Изображение целого освещенного объекта передается по изогнутому произвольным
образом световоду в виде изоляции, состоящей из отдельных точек, каждая из которых
соответствует одному стекловолокну. Диаметр двухслойного стекловолокна выбирается 20—30 мкм;
в световоде диаметром 5—6 мм помещается несколько десятков тысяч волокон. Для правильной,
без искажений, передачи изображений по световоду необходимо, чтобы отдельные волокна в
сечении приемного конца световода 2 были фиксированы в таком же порядке, как в сечении
передающего конца 5. Возможно также изготовление световодов из прозрачных органических
полимеров, причем также должно соблюдаться соотношение между показателями преломления
оболочки n2 и сердцевины n1 в виде n2 < n1. Полимерные световоды более гибкие, но менее
нагревостойки по сравнению со стеклянными. Возможно также изготовлен не плоских световодов, в
частности в виде покрытий на соответствующих подложках (печатные платы).
Пояснение к принципу действия световода
СИТАЛЛЫ
Изготовляются путем кристаллизации стекол специального состава (название «ситалл» —
сокращение слов «силикат» и «кристалл»). Они занимают промежуточное положение между
обычными стеклами и керамикой, поэтому иногда их называют стеклокерамикой. Ранее процесс
частичной кристаллизации (расстекловывание) при изготовлении стеклянных изделий, приводящий к
появлению неоднородности строения и ухудшению прозрачности стекла, считался весьма
нежелательным. Однако, если в состав склонного к кристаллизации стекла ввести добавки веществ,
образующих зародыши кристаллизации, удается стимулировать процесс кристаллизации стекла по
всему его объему и получить обладающий ценными химическими и электроизоляционными
свойствами материал с однородной микрокристаллической структурой. В отличие от стекол
ситаллы непрозрачны, но многие из них в тонком слое заметно пропускают свет. Технология
изготовления ситалловых изделий включает в себя несколько операций. Сначала изготовляют
обычными способами изделия из стекломассы специально подобранного состава. Затем их
подвергают двухступенчатой термообработке: на первой ступени (500—700 0С) происходит
образование зародышей кристаллизации, а на второй (900—1100°С) —развитие кристаллической
фазы. Содержание кристаллической фазы в материале после второй ступени термообработки
составляет 80—95 % и даже более; размеры оптимально развитых кристаллов — до 2 мкм.
Усадка при кристаллизации — до 2 %. В качестве стимуляторов кристаллизации применяются
TiO2, FеS, фториды и фосфаты некоторых металлов и другие вещества. Получаемые по описанной
выше технологии ситаллы называют иногда термоситаллами (за рубежом — пирокерамами).
Другой тип ситаллов — фотоситаллы (фотокерамы). Особенность их состоит в том, что
стимуляторами кристаллизации являются мельчайшие (коллоидные) частицы металлов —
серебра, золота, меди, которые выделяются из соответствующих оксидов, входящих в состав
стекла, под влиянием его облучения с последующей низкотемпературной обработкой (процесс
проявления); при проявлении материал, ранее бесцветный, приобретает определенную окраску.
Примерные свойства ситаллов: плотность 2,3-3,0 Мг/м3; температура размягчения 90013000С (в отличие от стекол интервал размягчения ситаллов значительно более узкий ); предел
прочности при изгибе 150-200 Мпа, при сжатии 500-1200 Мпа, коэффициент теплопроводности
0,8-2,2 Вт/(м*К); αl от 0,1*10-6 до 12*10-6 К-1; р=1010-1012 Ом*м; εr=5-7; tg δ от 10*10-4 до 800*10-4
(при 1 МГц); Епр=20-80 МВ/м.
Как
правило,
электротехнические
типы
ситаллов
обладают
более
высокими
электроизоляционными параметрами, чем аморфные стекла того же состава; однако в некоторых
случаях частотные и температурные зависимости ситаллов имеют сложный характер.
Зависимости tg δ ситаллов и исходных стекол от частоты при нормальной температуре.
1-стекло системы SiO2-Al2O3-MgO; 2-ситалл того же состава; 3-стекло системы SiO2-Al2O3-BaO;
4-ситалл того же состава.
Ситаллы применяются для изготовления ответственных изделий. Помимо хороших электроизоляционных
свойств, важную роль играют высокая механическая прочность и пониженная (по сравнению со
стеклами) хрупкость, возможность широкого варьирования значений α 1, высокая точность размеров
изделий. Особую область применения имеют фотоситаллы: после воздействия на заготовки из
светочувствительного стекла (возможно по определенному рисунку, сквозь отверстия в трафарете)
ультрафиолетового облучения и кристаллизации засвеченной заготовки последняя может подвергаться
травлению в кислоте, причем менее кислотостойкая закристаллизовавшаяся часть изделия растворяется;
таким образом, получается изделие сложной формы, которое вновь подвергается всестороннему
облучению и дополнительно кристаллизуется уже при более высокой температуре.
ЭЛЕКТРОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Электрокерамические материалы представляют собой твердые камнеподобные вещества,
которые можно обрабатывать только абразивами (карборунд и др.) и по назначению делят
на три группы: изоляторная, конденсаторная и сегнетоэлектрическая керамика. Все
электрокерамические материалы негигроскопичны и атмосферостойки.
Электротехнический
фарфор
является
одним
из
широко
применяемых
электрокерамических материалов и служит для изготовления различных конструкции
изоляторов высокого и низкого напряжения .
Исходная электрофарфоровая масса состоит из 42—50 % глинистых веществ, 20—25 %
кварца, 22—30 % калиевого полевого шпата и 5—8 % измельченных бракованных
фарфоровых изделий. Для получения тестообразной массы в измельченные компоненты вводят
20—22 % воды. После этого тестообразную фарфоровую массу подвергают вакуумной обработке
для удаления из нее воздушных включений.
Масса, получаемая на вакуум-прессе,
представляет собой монолитный цилиндр, который по выходе из мундштука разрезается на
куски заданной длины (заготовки), из которых формуют прессованием в гипсовых или стальных
формах и другими методами различные типы изоляторов. Извлеченные из форм изоляторы
поступают на токарные станки, где им придают окончательные очертания и размеры. Обточенные
изоляторы, имеющие влажность 16—18 %, поступают в сушилки, где влажность снижается до
0,1—2 %. В связи с удалением воды происходит воздушная усадка - уменьшение объема
изделий.
Высушенные фарфоровые изделия покрывают жидкой глазурной суспензией (глазурью),
состав которой отличается от состава жидкой фарфоровой массы большим содержанием
стеклообразующих компонентов (кварца, полевого шпата, доломита и др.). В цветные
глазури вводят красители — хромистый железняк, пиролюзит и др.
При обжиге электрофарфоровых изделий слой глазури плавится, создавая на их
поверхности ровное стекловидное покрытие. Глазурь повышает механическую прочность
изоляторов, делает их стойкими к влаге и атмосферным загрязнениям. Цветные глазури служат
также для маркировки изоляторов.
Термическую обработку — обжиг изоляторов — производят в туннельных печах непрерывного
действия, которые и отличаются высокой производительностью. Высушенные и покрытые
глазурной суспензией изоляторы, установленные на специальные вагонетки, перемещаются в
туннеле печи, последовательно проходят зоны подогрева, обжига и охлаждения с заданными
температурами. При выходе из печи они представляют собой готовые электрокерамические
изделия. При обжиге электрокерамических изделий пламя и газы не должны непосредственно
действовать на них, поэтому изоляторы и другие изделия помещают в огнеупорные капсели,
которые представляют собой круглые коробки из огнеупорной керамической массы.
Полученные после обжига электрокерамические изделия подвергают механическим и
электрическим испытаниям, отбраковывая дефектные изделия.
Если рассматривать структуру фарфора под микроскопом, то видно, что фарфор состоит из
иглообразных кристаллов муллита 2SiO2*3Al2O3, хаотически расположенных по отношению друг к
другу. Промежутки между этими кристаллами заполнены стеклом, в котором частично
растворились зерна кварца. Сочетание кристаллической и стекловидной фазы обеспечивает
достаточно высокую механическую и электрическую прочность фарфора и отсутствие
гигроскопичности.
Основные характеристики электрофарфора.
Материал
Плотность
кг/м3
Разрушающее
напряжение при
растяжении,
МПа
Разрушающее
напряжение при
изгибе,
МПа
Ударная
вязкость,
кДж/м2
Удельное
объемное
сопротивление,
Ом*м
Диэлектрическая
проницаемость
Тангенс
угла
диэлектрических
потерь
(при 50 Гц)
Электрическая
прочность,
МВ/м
Электрофарфор
2300-2500
30-50
60-100
1,8-2
1010-1012
6-7
0,025-0,030
30-32
Стеатит
2800-3000
50-70
140-170
3-4
1012-1014
7-8
0,006-0,004
35-40
Стеатит также является электрокерамическим материалом и отличается от электрофарфора
повышенной механической прочностью и лучшими электрическими характеристиками.
Стеатитовые электроизоляционные изделия могут работать при температурах до 250 0С,
существенно не изменяя своих электрических характеристик. У изделий же из электротехнического
фарфора наблюдается резкое ухудшение электрических характеристик, начиная от 1 00 0 С и
выше.
Стеатит- материал более дорогой, чем электрофарфор, так как для его изготовления
используется более дорогое сырье.
Исходные стеатитовые массы изготовляют на основе природного материала – талька
3MgO*4SiO2*H2O и углекислого бария BaCO3 или углекислого кальция CaCO3. Для
обеспечения пластичности в стеатитовые массы вводят 15-20% глинистых веществ
(бентонитовые и другие глины). Для стеатитов применяют наиболее чистые сорта природного
талькового камня с содержанием оксидов железа не более 0,5%. Приготовление исходных
стеатитовых пластических масс не отличается от приготовления электрофарфоровых.
Из пластичной стеатитовой массы изготовляют стеатитовые
электроизоляционные изделия методом прессования в гипсовых формах.
изоляторы
и
Наиболее широко распространен метод горячего литья под давлением стеатитовых изделий
на парафиновом связующем (парафиновая связка). По этой технологии вначале получают так
называемый стеатитовый спек – частицы стеатитовой массы, прошедшие предварительный
обжиг в печи, которые затем измельчают.
Очищенный порошок помещают в шаровую мельницу с электрическим обогревом, куда
также загружают 8-16% парафина, 0,6-0,8% олеиновой кислоты и мелящие тела (стеатитовые
шары). Мельницу нагревают до 90 0С и, закрыв люк, пускают. При этом происходит тонкий
помол стеатитового порошка и смешение его с расплавленным парафином. Обычно в этой же
шаровой мельнице литейная стеатитовая масса для улучшения литейных качеств подвергается
вакуумированию. Приготовленная литейная масса поступает в рабочие баки литейных
аппаратов, а оттуда под давлением 0,3-0,8 Мпа – в стальные формы. Этим методом
изготавливают для электрических аппаратов и приборов изделия сложного профиля. Для
удаления из отлитых изделий парафина их помещают в огнеупорные коробки- капсели,
заполняя свободное пространство порошком глинозема. Капсели с изделиями плавно
нагревают до 800 0С и выдерживают при этой температуре. Парафин, удаляя из отлитых
изделий, впитывается порошком глинозема. Затем изделия подвергают обжигу в печах при
конечной температуре 1280-13500С. Стеатитовые изделия, полученные методом горячего
литья под давлением, имеют плотную и гладкую поверхность. Наименьшей объемной усадкой
(5 %) обладают изделия, изготовляемые из литейной массы, в которую предварительно вводят
обожженные минералы, составляющие исходную стеатитовую массу (стеатитовый спек). Основу
стеатита составляют кристаллы клиноэнстатита (МgО-SiO2), которых в нем содержится около 70
%, а остальные 30 % — стекло.
Керамические конденсаторные материалы отличаются от керамических изоляторных
материалов большей диэлектрической проницаемостью (εr= 14-250), что позволяет изготовлять
из них керамические конденсаторы большой емкости и сравнительно малых габаритов.
Керамические конденсаторы не обладают гигроскопичностью и поэтому не нуждаются в защитных корпусах и оболочках, которые необходимы для бумажных и слюдяных конденсаторов.
Технология производства керамических конденсаторов значительно проще, чем бумажных и
слюдяных.
Керамические конденсаторы изготовляют методами керамической технологии — литьем в
гипсовые или стальные формы, прессованием и др., а затем обжигают в печах при конечных
температурах 1450—1700 °С. В результате получают неувлажняемые, механически прочные
заготовки, на поверхность которых наносят (методом вжигания) сплошные серебряные
электроды1 толщиной 15—20 мкм, припаривают к ним медные выводы. Для защиты электродов
от коррозии и исключения возможности замыкания всю поверхность керамических
конденсаторов покрывают сплошным слоем влагостойкой эмали.
Так как конденсаторные керамические материалы должны обладать большой
диэлектрической проницаемостью, в них должны интенсивно протекать процессы поляризации.
Наряду с этим они должны обладать и другими высокими электрическими
характеристиками:
p v=10 12 -10 13 Ом*м; tg δ≈0,0005; Епр=20-25 МВ/м.
Этому удовлетворяют материалы на основе соединений диоксидов титана TiO2, олова SnО2
и циркония ZrО 2, а также оксидов щелочных и щелочноземельных металлов (СаО, МgО, ZrО
и др.). Для получения кон денсаторных материалов порошкообразные оксиды смешивают
друг с другом в определенном соотношении и тщательно измельчают. Для придания пластичности в некоторые исходные конденсаторные массы вводят небольшое количество глинистых
веществ. Это, однако, вызывает ухудшение электрических характеристик керамических
конденсаторов.
Керамические конденсаторные материалы на основе диоксидов титана, олова н циркония
соответственно называют титанатами (титанат магния МgТiO 2), станнатами (станнат кальция
СаSnОз) и цирконатами (цирконат бария ВаZгО 3 ).
Значения диэлектрической проницаемости, а также значение и знак температурного
коэффициента диэлектрической проницаемости зависят от состава и структуры керамического
материала.
Основные характеристики некоторых керамических конденсаторных материалов.
Кристаллическая основа
керамики
Химическая
формула
кристаллической основы
Диэлектрическая
проницае- мость
Температур-ный
коэффициент
диэлектрической
проницаемо-сти,
1/0С
Разрушающее
напряжение при
статичес-ком
изгибе, Н/м 2
Титанат магния
MgTiO3
14
+7*10-5
1,2*108
Титанат кальция
CaTiO3
150
-1,5*10-3
1,500*108
Станнат кальция
CaSnO3
16
+1,1*10-4
9*107
Цирконат бария
BaZnO3
38
-3,5*10-4
8*107
Сегнетокерамические материалы (сегнетокерамика) относятся к группе диэлектриков,
называемых сегнетоэлектриками. В отличие от ранее рассмотренных диэлектрических материалов у
сегнетоэлектриков наблюдаются аномально большие значения диэлектрической проницаемости,
что позволяет применять их в качестве датчиков температуры при измерении ее электрическими
методами. Большая диэлектрическая проницаемость сегнетоэлектриков позволяет изготовлять из
них миниатюрные электрические конденсаторы большой емкости. Диэлектрическая проницаемость
сегнетоэлектриков значительно возрастает с ростом приложенного к ним напряжения, чего не
наблюдается у обычных диэлектриков. Это характерное свойство сегнетоэлектриков используют в
диэлектрических усилителях.
Если пластинку сегнетоэлектрика сжимать или растягивать, прикладывая к ее сторонам
механические усилия, на ее противоположных поверхностях наводятся электрические заряды
разного знака. В результате пластинка сегнетоэлектрика становится источником эдс. Это
явление, называемое прямым пьезоэффектом, позволяет применять сегнетоэлектрики в
электрических датчиках для измерения давления.
Если же к пластине сегнетоэлектрика приложить переменное напряжение, она начинает
вибрировать с той частотой, с какой изменяется переменное напряжение. Это явление называют
обратным пьезоэффектом. Изготовляемые из сегнетоэлектриков пьезоэлементы служат
источником высокочастотных колебаний.
До недавнего времени единственным сегнетоэлектриком была сегнетова соль NaКС4H4 О6 4Н2О — кристаллическое вещество, растворимое в воде и плавящееся при 55 °С, что затрудняло
его использование.
В 1943 г. был синтезирован первый керамический сегнtтоэлектрик — титанат бария ВаТiO3. В
настоящее время создано большое количество керамических сегнетоэлектриков: титанат кадмия
СdТiOз, цирконат свинца РЬZгОз и др. Керамические сегнетоэлектрики не поглощают влагу,
не растворяются в воде и могут работать в достаточно широком интервале температур. Все
сегнетоэлектрики обладают характерными сегнетоэлектрическими свойствами только до
определенной температуры: титанат бария — до 120 °С. а цирконат свинца — до 461 °С. При
превышении этих температур сегнетоэлектрики теряют свои характерные свойства и становятся
обычными диэлектриками.
МАТЕРИАЛЫ ВЫСОКОЙ ПРОВОДИМОСТИ
К наиболее широко распространенным материалам высокой проводимости следует отнести
медь и алюминий.
Медь. П р е и м у щ е с т в а меди, обеспечивающие ей широкое применение в качестве
проводникового материала, следующие:
1).малое удельное сопротивление (из всех материалов только серебро имеет несколько меньшее
удельное сопротивление, чем медь);
2).достаточно высокая механическая прочность;
3) удовлетворительная в большинстве случаев стойкость по отношению к коррозии (медь
окисляется на воздухе даже в условиях высокой влажности значительно медленнее, чем,
например, железо; интенсивное окисление меди происходит только при повышенных
температурах;
4) хорошая обрабатываемость (медь прокатывается в листы, ленты и протягивается в
проволоку, толщина которой может быть доведена до тысячных долей миллиметра);
5) относительная легкость пайки и сварки.
П о л у ч е н и е м е д и . М е д ь п о л уч а ю т ч а щ е в се г о п у т е м переработки сульфидных руд.
После нескольких плавок руды и обжигов с интенсивным дутьем медь, предназначенная для
электротехники, обязательно проходит процесс электролитической очистки. Полученные после
электролиза катодные пластины меди переплавляют в болванки массой 80—90 кг, которые
прокатывают и протягивают и изделия требующегося поперечного сечения. При изготовлении
проволоки болванки сперва подвергают горячей прокатке в так называемую катанку диаметром
6,5—7,2 мм; затем катанку протравливают в слабом растворе серной кислоты, чтобы удалить с ее
поверхности оксид меди СuО, образующийся при нагреве, а затем уже протягивают без
подогрева в проволоку нужных диаметров — до 0,03—0,02 мм.
Марки меди. В качестве проводникового материала используется медь марок М1 и М0. Медь
марки М1 содержит 99,9% Cu, а в общем количестве примесей (0,1%) кислорода ухудшает ее
механические свойства. Лучшими механическими свойствами обладает медь марки М0, в которой
содержится не более 0,05% примесей, в том числе не свыше 0,02% кислорода. Из меди марки М0
может быть изготовлена тонкая проволока. При холодной протяжке получают твердую
(твердотянутую) медь (МТ), которая благодаря влиянию наклепа имеет высокий предел прочности
при растяжении и малое относительное удлинение перед разрывом, а также обладает твердостью и
упругостью при изгибе; проволока из твердой меди несколько пружинит. Если же медь подвергать
ожигу, т.е. нагреву до нескольких сот градусов с последующим охлаждением, то получится мягкая
(отожженная) медь (ММ), которая сравнительно пластична, имеет малую твердость и небольшую
прочность, но весьма большое удлинение перед разрывом и более высокую удельную
проводимость.
Отжиг меди производят в специальных печах без доступа воздуха, чтобы избежать окисления.
Стандартная медь, в процентах по отношению к удельной проводимости которой иногда
выражают удельные проводимости металлов и сплавов, в отожженном состоянии при 20 °С имеет
удельную проводимость 58 МСм/м, т. е. р = 0,017241 мкОм*м. Удельная проводимость меди —
параметр весьма чувствительный к наличию примесей.
Твердую медь употребляют там, где надо обеспечить особо высокую механическую прочность,
твердость и сопротивляемость истиранию (для контактных проводов, для шин распределительных
устройств, для коллекторных пластин электрических машин и пр.). Мягкую медь в виде проволок
круглого и прямоугольного сечения применяют главным образом в качестве токопроводящих жил
кабелей и обмоточных проводов, где важна гибкость и пластичность (не должна пружинить
при изгибе), а не прочность. Медь является сравнительно дорогим и дефицитным материалом.
Поэтому она должна расходоваться весьма экономно. Отходы меди на электротехнических
предприятиях необходимо тщательно собирать; важно не смешивать их с другими металлами, а
также с менее чистой (не электротехнической) медью, чтобы можно было эти отходы переплавить
и вновь использовать в качестве электротехнической меди. Медь как проводниковый материал все
шире заменяется другими металлами, в особенности алюминием.
С п л а в ы м е д и . В отдельных случаях помимо чистой меди в качестве проводникового
материала применяются ее сплавы с оловом, кремнием, фосфором, бериллием, хромом, магнием,
кадмием. Такие сплавы, носящие название бронз, при правильно подобранном составе имеют
значительно более высокие механические свойства, чем чистая медь: σ р бронз может быть
809—1200 МПа и более. Бронзы широко применяют для изготовления то ко про водящих пружин и
т. п. Введение в медь кадмия при сравнительно малом снижении удельной проводимости
значительно повышает механическую прочность и твердость. Кадмиевую бронзу применяют для
контактных проводов и коллекторных пластин особо ответственного назначения. Еще большей
механической прочностью обладает бериллиевая бронза (σр — до 1350 МПа). Сплав меди с цинком
— латунь —обладает достаточно высоким относительным удлинением перед разрывом при
повышенном по сравнению с чистой медью пределе прочности при растяжении. Это дает латуни
технологические преимущества перед медью при обработке штамповкой, глубокой вытяжкой и т. п.
В соответствии с этим латунь применяют в электротехнике для изготовления всевозможных
токопроводящих деталей.
Алюминий является вторым по значению (после меди) проводниковым материалом. Это
важнейший представитель так называемых легких металлов (т. е. металлов с плотностью менее 5
Мг/м3); плотность литого алюминия около 2,6, а прокатанного —2,7 Мг/м 3 , Таким образом,
алюминий приблизительно в 3,5 раза легче меди. Температурный коэффициент расширения,
удельная теплоемкость и теплота плавления алюминия больше, чем меди. Вследствие высоких
значений удельной теплоемкости и теплоты плавления для нагрева алюминия до температуры
плавления и перевода в расплавленное состояние требуется большая затрата теплоты, чем для
нагрева и расплавления такого же количества меди, хотя температура плавления алюминия
ниже, чем меди.
Алюминий обладает пониженными по сравнению с медью свойствами — как механическими, так
и электрическими. При одинаковых сечении и длине электрическое сопротивление алюминиевого
провода больше, чем медного, в 0,028 : 0,0172 = 1,63 раза. Следовательно, чтобы получить
алюминиевый провод такого же электрического сопротивления, как и медный, нужно взять его
сечение в 1,63 раза большим. Отсюда попятно, что если ограничены габариты, то замена меди
алюминием затруднена. Вели же сравнить по массе два отрезка алюминиевого и медного
проводов одной длины и одного и того же сопротивления, то окажется, что алюминиевый
провод хотя и толще медного, но легче его приблизительно в два раза:
8,9/(2,7*1,63) =2.
Поэтому для изготовления проводов одной и той же проводимости при данной длине алюминий
выгоднее меди в том случае, если тонна алюминия дороже тонны меди не более чем в два раза.
Весьма важно, что алюминий менее дефицитен, чем медь. В настоящее время алюминий не только
заменил медь в воздушных линиях электропередачи, но и внедряется в производство
изолированных кабельных изделий.
Для электротехнических целей используют алюминий, содержащий не более 0,5 % примесей,
марки А1. Еще более чистый алюминий марки АВОО (не более 0,03 % примесей) применяют для
изготовления алюминиевой фольги, электродов и корпусов оксидных конденсаторов. Алюминий
наивысшей чистоты АВОСЮО имеет содержание примесей, не превышающее 0,004 %. Разные примеси
в различной степени снижают удельную проводимость У алюминия. Добавки Ni, Si, Zn или Fе
при содержании их 0,5 % снижают у отожженного алюминия не более чем на 2—3 %. Более
заметное действие оказывают примеси Сu, AG и Мg, притом же массовом содержании снижающие у
алюминия на 5—10 %. Очень сильно снижают γ алюминия добавки Тi и Мn.
Прокатка, протяжка и отжиг алюминия аналогичны соответствующим операциям над медью.
Из алюминия может прокатываться тонкая (до 6—7 мкм) фольга, применяемая в качестве
электродов бумажных и пленочных конденсаторов.
Алюминий весьма активно окисляется и покрывается тонкой оксидной пленкой с большим
электрическим сопротивлением. Эта пленка предохраняет алюминий от дальнейшей коррозии,
но создает большое переходное сопротивление в местах контакта алюминиевых проводов и делает
невозможной пайку алюминия обычными методами. Для пайки алюминия применяются специальные
пасты-припои или используются ультразвуковые паяльники. В местах контакта алюминия и меди
возможна гальваническая коррозия. Если область контакта подвергается действию влаги, то
возникает местная гальваническая пара с довольно высоким значением ЭДС, причем полярность
этой пары такова, что на внешней поверхности контакта ток идет от алюминия к меди и
алюминиевый проводник может быть сильно разрушен коррозией. Поэтому места соединения
медных проводников с алюминиевыми должны тщательно защищаться от увлажнения
(покрытием лаками и тому подобными способами).
Иногда, например для замены свинца в защитных кабельных оболочках, используется
алюминий с содержанием примесей не более 0,01 % (вместо 0,5 % для обычного
проводникового алюминия). Такой особо чистый алюминий сравнительно с обычным более
мягок и пластичен и притом обладает повышенной стойкостью по отношению к коррозии.
А л ю м и н и е в ы е с п л а в ы обладают повышенной механической прочностью. Примером
такого сплава является альдрей, содержащий 0,3—0,5 % Мg. 0,4—0,7 % Si и 0,2—0.3 % Fе
(остальное Аl). Высокие механические свойства альдрей приобретает после особой обработки
(закалки катанки—охлаждение в воде при температуре 510—550 0С. волочение и последующая
выдержка при температуре около 150 °С). В альдрее образуется соединение Мg2Si, которое
сообщает высокие механические свойства сплаву; при указанной выше тепловой обработке
достигается выделение М§*51 из твердого раствора и перевод его в тонкодисперсное состояние.
Альдрей в виде проволоки имеет плотность 2,7 Мг/м 3 , его σ р = 350 МПа,∆ l/l= = 6,5 %; α 1 =
23-10-6 К-1 , р = 0.0317 мкОм*м, α p = 0,0036 К -1 / Таким образом, альдрей, практически
сохраняя легкость алюминия и будучи довольно близким к нему по удельной
проводимости, в то же время по механической прочности приближается к твердотянутой меди. В
настоящее время разработаны алюминиевые сплавы типа альдрея, не требующие термической
обработки.
Сталеалюмиииевый
провод,
широко
применяемый
в
линиях
электропередачи, представляют собой сердечник, свитый из стальных жил и обвитый
снаружи алюминиевой проволокой. В проводах такого типа механическая прочность
определяется главным образом стальным сердечником, а электрическая проводимость —
алюминием. Увеличенный наружный диаметр сталеалюминиевого провода по сравнению с
медным на линиях передачи высокого напряжения является преимуществом, так как уменьшается
опасность возникновения короны вследствие снижения напряженности электрического поля на
поверхности провода
Железо (сталь) как наиболее дешевый и доступный металл, обладающий к тому же высокой
механической прочностью, представляет большой интерес для использования в качестве
проводникового материала. Однако даже чистое железо имеет значительно более высокое
сравнительно с медью и алюминием удельное сопротивление р (около 0,1 мкОм*м); значение р
стали, т. е. железа с примесью углерода и других элементов, еще выше.
При переменном токе в стали как в ферромагнитном материале заметно сказывается
поверхностный эффект, поэтому в соответствии с известными законами электротехники активное
сопротивление стальных проводников переменному току выше, чем постоянному току. Кроме
того, при переменном токе в стальных проводниках появляются потери мощности на гистерезис.
В качестве проводникового материала обычно применяется мягкая сталь с содержанием углерода
0,10—0,15% и, имеющая предел прочности при растяжении σр=700—750 МПа, относительное
удлинение перед разрывом ∆ l/l= = 5 —8 % и удельную проводимость Y, 6—7 раз меньшую по
сравнению с медью. Такую сталь используют в качестве материала для проводов воздушных
линий при передаче небольших мощностей. В подобных случаях применение стали может
оказаться достаточно выгодным, так как при малой силе тока сечение провода определяется не
электрическим сопротивлением, а его механической прочностью.
Сталь как проводниковый материал используется также в виде шин, рельсов трамваев,
электрических железных дорог (включая «третий рельс» метро) и пр. Для сердечников
сталеалюминиевых проводов воздушных линий электропередачи применяется особо прочная
стальная проволока, имеющая σ р =1200—1500 МПа и ∆1/1 — 4—5 %. Обычная сталь обладает
малой стойкостью к коррозии: даже при нормальной температуре, особенно в условиях повышенной
влажности, она быстро ржавеет; при повышении температуры скорость коррозии резко
возрастает. Поэтому поверхность стальных проводов должна быть защищена слоем более
стойкого материала. Обычно для этой цели применяют покрытие цинком. Непрерывность слоя
цинка проверяется опусканием образца провода в 20 %-ный раствор медного купороса; при этом
па обнаженной стали в местах дефектов оцинковки откладывается медь в виде красных пятен,
заметных на общем сероватом фоне оцинкованной поверхности провода. Железо имеет высокий
температурный коэффициент удельного сопротивления. Поэтому тонкую железную проволоку,
помещенную для защиты от окисления в баллон, заполненный водородом или иным химическим
неактивным газом, можно применять в бареттерах, т. е. в приборах, использующих зависимость
сопротивления от силы тока, нагревающего помещенную в них проволочку, для поддержания
постоянства силы тока при колебаниях напряжения.
Биметалл. В некоторых случаях для уменьшения расходов цветных металлов в
проводниковых конструкциях выгодно пр именять так называемый проводниковый биметалл.
Это сталь, покрытая снаружи слоем меди, причем оба металла соединены друг с другом прочно и
непрерывно по всей поверхности их соприкосновения.
Для изготовления биметалла применяют два способа: горячий (стальную болванку ставят в
форму, а промежуток между болванкой и стенками формы заливают расплавленной медью;
полученную после охлаждения биметаллическую болванку подвергают прокатке и протяжке) и
холодный, пли электролитический (медь осаждают электролитически на стальную проволоку,
пропускаемую через ванну с раствором медного купороса). Холодный способ обеспечивает
равномерность толщины медного покрытия, но требует значительного расхода электроэнергии;
кроме того, при холодном способе не обеспечивается столь прочное сцепление слоя меди со
сталью, как при горячем способе,
Биметалл имеет механические и электрические свойства, промежуточные между свойствами
сплошного медного и сплошного стального проводника того же сечения; прочность биметалла
больше, чем меди, но электрическая проводимость меньше. Расположение меди в наружном
слое, а стали внутри конструкции, а не наоборот, весьма важно: с одной стороны, при переменном
токе достигается более высокая проводимость всего провода, в целом, с другой — медь
защищает расположенную под ней сталь от коррозии. Биметаллическая проволока выпускается
наружным диаметром от 1 до 4 мм содержанием меди не менее 50 % полной массы проволоки.
Значение σ р (из расчета на полное сечение проволоки) должно быть не менее 550—700 МПа, а
∆l/lне более 2%. Сопротивление 1 км биметаллической проволоки постоянному току (при 20 °С) в
зависимости от диаметра от 60 (при 1 мм) до 4 Ом/км (при 4 мм).
Такую проволоку применяют для линий связи, линий электропередачи и т.п. Из
проводникового биметалла изготовляются шины для распределительных устройств, полосы для
рубильников
н
различные
токопроводящие
части
электрических
аппаратов.
РАЗЛИЧНЫЕ
МЕТАЛЛЫ
Вольфрам — чрезвычайно тяжелый твердый металл серого цвета. Из всех металлов он
обладает наиболее высокой температурой плавления. Вольфрам получают из руд различного
состава; промежуточным продуктом является вольфрамовая кислота Н2 WО4, из которой
восстановлением водородом при нагреве до 900 0 С получается металлический вольфрам в виде
мелкого порошка. Из этого порошка при высоком давлении прессуют стержни, которые
подвергают сложной термической обработке в атмосфере водорода (во избежание окисления),
ковке и волочению в проволоку диаметром до 0,01 мм, прокатке в листы и т. п. Для вольфрама
характерна слабая связанность отдельных кристаллов, поэтому при зернистом строении
сравнительно толстые вольфрамовые изделия хрупки и легко ломаются. При механической
обработке ковкой и волоченном вольфрам приобретает волокнистую структуру; этим объясняется
гибкость тонких вольфрамовых нитей. С уменьшением толщины вольфрамовой проволоки сильно
возрастает и ее предел прочности при растяжении (от 500—600 МПа для стержней диаметром 5
мм до 3000—4000 МПа для тонких нитей; относительное удлинение перед разрывом таких
нитей около 4 %). Вольфрам является одним нз важнейших металлических материалов электровакуумной техники. Применение вольфрама для изготовления нитей ламп накаливания было
впервые предложено русским изобретателем А. Н. Лодыгиным в 1890 г.
Схема излома образцов вольфрама; а- зернистого строения; б- волокнистого строения.
Вследствие тугоплавкости и большой механической прочности при повышенных температурах
вольфрам может работать при высокой температуре (более 2000 °С), но лишь в глубоком вакууме пли
в инертном газе (азот, аргон и т. п.), так как уже при нагреве до температуры в несколько сот
градусов Цельсия в присутствии кислорода он сильно окисляется. Благодаря высокому αр
вольфрам иногда используют для бареттеров. Такие бареттеры из-за тугоплавкости вольфрама
обладают повышенной способностью выдерживать значительные перегрузки током.
Вольфрам применяют также для изготовления контактов. К достоинствам вольфрамовых
контактов можно отнести: устойчивость в работе, малый механический износ ввиду высокой
твердости материала, способность противостоять действию дуги и отсутствие привариваемости
вследствие большой тугоплавкости, малую подверженность электрической эрозии (т. е. износу с
образованием кратеров и наростов в результате местных перегревов и плавления металла).
Недостатками вольфрама как контактного материала являются: трудная обрабатываемость,
образование в атмосферных условиях оксидных пленок, необходимость применять большие
давления для обеспечения малого электрического сопротивления контакта.
Для
контактов
на
большие
значения
разрываемой
мощности
используют
металлокерамические материалы. Заготовку прессуют из порошка вольфрама под большим
давлением, спекают в атмосфере водорода, получая достаточно прочную, но пористую основу,
которую затем пропитывают расплавленным серебром или медью для увеличения проводимости.
Молибден широко применяют в электровакуумной технике при менее высоких температурах,
чем вольфрам; накаливаемые детали из молибдена должны работать в вакууме, в инертном
газе или в восстановительной атмосфере. Механическая прочность молибдена в очень большой
степени зависит от механической обработки материала, вида изделия, диаметра стержней или
проволоки и последующей термообработки. Предел прочности при растяжении молибдена — от
350 до 2500 МПа, а относительное удлинение перед разрывом от 2 до 55 %. Плотность молибдена
почти в два раза меньше, чем вольфрама. В электровакуумной технике наиболее распространены
марки молибдена МЧ (молибден чистый) и МК (молибден с кремниевой присадкой). Последний
обладает повышенной механической прочностью при высоких температурах. Молибден применяется
в качестве материала для электрических контактов.
Золото — металл желтого цвета, обладающий высокой пластичностью (предел прочности при
растяжении 150 МПа, относительное удлинение перед разрывом 40 %). В электротехнике золото
используется как контактный материал для коррозионно-стойких покрытий, электродов
фотоэлементов и для других целей.
Серебро — белый, блестящий металл, стойкий против окисления при нормальной температуре.
Серебро имеет меньшее удельное сопротивление р (при нормальной температуре), чем какой
бы то ни было другой металл. Механические свойства серебряной проволоки: Ор около 200 МПа,
ДШ примерно 50 %. Такую проволоку используют для изготовления контактов, рассчитанных
на небольшие токи. Серебро применяют также для непосредственного нанесения на диэлектрики в
качестве электродов в производстве керамических и слюдяных конденсаторов. Для этой цели
используют метод вжигания или испарения в вакууме. Недостатком серебра является его
склонность к миграции внутрь диэлектрика, на который нанесено серебро, в условиях высокой
влажности, а также при высоких температурах окружающей среды. Химическая стойкость серебра
по сравнению с другими благородными металлами пониженная.
Платина — металл, практически не соединяющийся с кислородом и весьма стойкий к
химическим реагентам. Платина прекрасно поддается механической обработке, вытягивается
в очень тонкие нити и лепты. Значение σ р платины после отжига около 150 МПа, а ∆ l/l
составляет 30-—35 %. Платину применяют, в частности, для изготовления термопар для
измерения высоких температур - до 1600 °С (в паре со сплавом платинородий). Особо тонкие
нити из платины (диаметром около I мкм) для подвесок подвижных систем в электрометрах и
других чувствительных приборах получают многократным волочением биметаллической проволоки
платина — серебро с последующим растворением наружного слоя серебра с азотной кислоте (на
платину азотная кислота не действует). Вследствие малой твердости платина редко применяется
для контактов в чистом виде, но служит основой для контактных сплавов. Сплавы платины с
иридием стойки к окислению и к износу, имеют высокую твердость и допускают большую
частоту, но дороги и применяются только в особых случаях.
Палладий по многим свойствам близок к платине и в некоторых случаях служит ее заменителем.
Палладий используют в электровакуумной технике для поглощения водорода. Палладий и его
сплавы с серебром и медью применяются в качестве контактных материалов. Механические
свойства палладия весьма хорошие: в отожженом состоянии σр равен 200 Мпа при ∆l/l до 40%.
Никель — серебристо-белый металл, широко применяемый в электровакуумной технике; его
достаточно легко получить в очень чистом виде (99,99 % Ni); иногда в него вводят специальные
легирующие присадки (кремний, марганец и др.). Получаемый из руд никель подвергают
электролитическому рафинированию. Очень чистый порошкообразный никель можно получить путем
термического разложения пентакарбонила никеля Ni(CO5), при температуре 220 0 С. Никель
выпускается различных марок {в зависимости от чистоты) в виде полос, пластин, лент, трубок,
стержней и проволоки. К положительным свойствам никеля следует отнести достаточную механическую прочность после отжига (σ р = 400—600 МПа при ∆l/l = = 35—50%). Никель легко
поддается даже в холодном состоянии механической обработке (ковке, прессовке, прокатке,
штамповке, волочению и т. п.). Из никеля могут быть изготовлены различные по размерам,
сложные по конфигурации изделия с жестко выдержанными допусками. Помимо применения в
электровакуумной технике, никель используют в качестве компонента ряда магнитных и проводниковых сплавов, а также для защитных н декоративных покрытий изделии из железа и т. п.
Кобальт получают металлургическим путем с последующей очисткой или восстановлением
оксидов кобальта водородом. В отожженном состоянии кобальт имеет σ р=500 МПа при ∆l/l
более 50 %. Кобальт мало активен химически. Он применяется в качестве составной части
многих магнитных и жаростойких сплавов, а также сплавов с небольшими температурными
коэффициентами линейного расширения.
Свинец — металл сероватого цвета, дающий на свежем срезе сильный металлический блеск,
но затем быстро тускнеющий вслед ствие поверхностного окисления. Он имеет
крупнокристаллическое строение; если протравить свинец азотной кислотой, его кристаллы
становятся видны невооруженным глазом. Свиней—мягкий, пластичный, малопрочный
металл: σ р около 15 МПа при ∆lIl более 55 %. Он имеет высокое удельное сопротивление р.
Преимуществом свинца является его высокая коррозионная стойкость; он устойчив к действию
воды, серной и соляной кислот (при низких температурах) и других реагентов; однако азотная и
уксусная кислоты, гниющие органические вещества, известь и некоторые другие соединения
разрушают свинец. Свинец в больших количествах применяли раньше для оболочек,
защищающих изоляцию кабелей от проникновения в нее влаги. Кроме того, свинец используют
для изготовления плавких предохранителей, пластин свинцовых аккумуляторов и т. п. Свинец
широко употребляют как материал, сильно поглощающий рентгеновские лучи. Рентгеновские
установки с напряжением 200—300 кВ по нормам безопасности должны иметь свинцовую защиту
при толщине слоя соответственно 4—9 мм. Слой свинца толщиной 1 мм по защитному действию в
этих условиях эквивалентен слою стали 11,5 мм или слою обычного кирпича толщиной 110 мм.
Свинец поставляют в чушках, т. е. продолговатых слитках массой до 50 кг. Сплавы свинца с
малыми количествами сурьмы, теллура, кадмия, меди, кальция и олова имеют мелкозернистое
строение, повышенную механическую прочность и стойкость к вибрациям; однако коррозионная
стойкость этих сплавов несколько ниже, чем у чистого свинца. Они находят применение в
кабельной технике. В некоторых случаях свинец для кабельных оболочек заменяется очень чистым
алюминием (имеющим высокую пластичность, что важно для опрессовки кабелей при
сравнительно невысоком давлении) или используются пластмассовые оболочки, значительно
более дешевые н легкие, чем свинцовые. Свинец и его соединения ядовиты.
Олово — серебристо-белый и металл, обладающий ясно выраженным кристаллическим
строением. При изгибе прутка олова слышен треск, вызываемый трением кристаллов друг о
друга. Олово — мягкий, тягучий металл, позволяющий получать путем прокатки тонкую
фольгу. Предел прочности при растяжении белого олова колеблется от 16 до 38 МПа. Кроме
обыкновенного белого олова, кристаллизующегося в тетрагональной системе, существует серое
порошкообразное олово (плотность 5,6 Мг/м3). При сильном морозе на белом олове появляются
серые пятна (выделение серого олова), получившие название оловянной чумы. При нагреве серое
олово снова переходит в белое. Если нагреть олово до температуры выше 160 0 С, оно переходит
в третью (ромбическую) модификацию и становится хрупким. При нормальной температуре
олово на воздухе не окисляется, вода на него не влияет, а разведенные кислоты действуют очень
медленно. Олово используют в качестве защитных покрытий металлов (лужение); оно входит в
состав бронз и припоев. Тонкая оловянная фольга (6—8 мкм), применяемая в производстве
некоторых типов конденсаторов, обычно содержит присадки: до 15 % свинца и до 1 % сурьмы —
для облегчений прокатки и улучшения механической прочности. Оловянно-свинцовую фольгу
толщиной 20 — 40 мкм применяют в качестве электродов в слюдяных конденсаторах.
Цинк — светлый металл, получаемый металлургическими методами и очищаемый
электролитически. Цинк марки ЦВ (высокоочищенный) содержит не менее 99,99 % Zn и не
более 0,01 % примеcей (РЬ, Fе, Сd, Сu). При комнатной температуре цинк хрупок; при нагреве
до 100 0С он становится тягучим и пластичным, а при дальнейшем нагреве {свыше 200 0 С) —
снова хрупким. Цинк применяется в качестве защитных покрытий, составной части латуней. из
него изготовляются электроды гальванических элементов. Кроме того, он используется в
фотоэлементах и для металлизации бумаги в малогабаритных металлобумажных конденсаторах.
Нанесение металлического слоя на бумагу производят путем испарения цинка в вакууме при
температуре 600 0 C.
Кадмий — серебристо-белый металл, являющийся постоянным спутником цинка в его рудах
и добываемый как побочный продукт при металлургии чинка; подвергается электролитической
очистке. Кадмий выпускается нескольких марок, в зависимости от чистоты (наиболее высокая
степень чистоты 99,997 %). Кадмий применяется в электровакуумной технике для изготовления
фотоэлементов. Он входит а состав припоев, бронз, используется в производстве гальванических
элементов и как замедлитель в атомных реакторах.
Индий — металл с низкой температурой плавления, использующийся в качестве
акцепторной примеси и контактного материала п производстве транзисторов и
полупроводниковых диодов.
Галлий интересен тем, что плавится при комнатной температуре. Как и индий, он
применяется в полупроводниковой технике в качестве легирующей примеси для германия и
кремния.
Ртуть — единственный металл, находящийся в жидком состоянии при нормальной
температуре. Ее добывают из киновари НgS путем термического разложения при
температуре около 500 0С и затем подвергают многократной очистке, заканчивающейся
вакуумной перегонкой при температуре около 200 °С. Ртуть легко испаряется н имеет
значительное давление паров при комнатной температуре. Пары ртути отличаются более низким
потенциалом ионизации по сравнению с обычными и инертными газами, что и обусловливает
применение ртути в газоразрядных приборах. Ртуть окисляется на воздухе лишь при
температурах, близких к температуре ее кипения.
Щелочные, щелочно-земельные металлы,
магний, алюминий, цинк, олово, свинец,
кадмий, платина, золото и серебро растворяются в ртути, образуя амальгамы. Слабо
растворяются в ртути медь и никель.
Поэтому приборы, содержащие ртуть, должны иметь металлическую арматуру из
вольфрама, железа или тантала, так как эти металлы нерастворимы в ртути. Ртуть применяют в
качестве жидкого катода в ртутных выпрямителях, в ртутных лампах и газоразрядных приборах,
в лампах дневного света, а также используют для ртутных контактов и реле и т. п. Ртуть и ее
соединения весьма ядовиты; очень вредны пары ртути.
РАЗЛИЧНЫЕ
СПЛАВЫ,
ПРИПОИ,
НЕМЕТАЛЛИЧЕСКИЕ ПРОВОДНИКИ
СПЛАВЫ ВЫСОКОГО СОПРОТИВЛЕНИЯ
ДЛЯ РЕЗИСТОРОВ И НАГРЕВАТЕЛЬНЫХ ПРИБОРОВ
Общие сведения. При использовании этих сплавов для электроизмерительных приборов и
образцовых резисторов, помимо высокого удельного сопротивления р, требуются высокая
стабильность р во времени, малый температурный коэффициент удельного сопротивления αр и малый
коэффициент термо-ЭДС в паре данного сплава с медью. Сплавы для электронагревательных
элементов должны длительно работать на воздухе при высоких температурах (иногда до
1000 0 С и даже выше). Кроме того, во многих случаях требуется технологичность сплавов возможность изготовления из них гибкой проволоки, иногда весьма тонкой (диаметром порядка
сотых долей миллиметра). Наконец, желательно, чтобы сплавы, используемые для приборов,
производимых в больших количествах,— реостатов, электроплиток, электрических чайников,
паяльников, — были дешевыми н по возможности не содержали дефицитных компонентов.
Манганин. Это наиболее типичный и широко применяемый для изготовления образцовых
резисторов сплав. Примерный состав его: Сu —85 %, Мn —12 %, Ni—3 %; название
происходит от наличия в нем марганца; желтоватый цвет объясняется большим содержанием
меди. Значение р манганина 0,42— 0,48 мкОм*м; αр весьма мал, (5— 30)*10 -6 К-1; коэффициент
термо-ЭДС в паре с медью всего лишь 1 —2 мкВ.К. Манганин может вытягиваться в тонкую
(диаметром до 0,02 мм) проволоку: часто манганиновая проволока выпускается с эмалевой
изоляцией. Для обеспечения малого значения αр и стабильности р во времени манганиновая
проволока подвергается специальной термообработке (отжиг и вакууме при температуре 550—
600 0С с последующим медленным охлаждением; намотанные катушки иногда дополнительно
отжигаются при 200 0С. Предельно длительно допустимая рабочая температура сплавов манганина
не более 200 0 С; механические свойства: σ р = 4 5 0 - 6 0 0 М П а , ∆ l / l = 1 5 — 3 0 % . П л о т н о с т ь
м а н г а н и н а 8,4 Мг/м3.
Константин — сплав, содержащий около 60 % меди и 40 % никеля; этот состав отвечает
минимуму ар в системе Си — Ni при довольно высоком значении р. Название «константан»
объясняется значительным постоянством р при изменении температуры (для сплавов типа
онстантина α р при нормальной температуре составляет минус (5 — 25)*10 - 6 К -1 при р =
0.48-0,52 мкОм*м ). По механическим свойствам константан близок к манг а н и н у ( σ р = 4 0 0 —
5 0 0 МП а , ∆ l / l = 2 0 - 4 0 %) . Е г о п л о т н о с т ь 8,9 Мг/м3.
Нагревостойкость константана выше, чем манганина: константан можно применять для
изготовления реостатов и электронагревательных элементов, длительно работающих при
температуре 450 0С.
Существенным отличаем константана от манганина является высокая термо-ЭДС
константана в паре с медью, а также с железом: его коэффициент термо-ЭДС в паре с медью
составляет 45—55 мкВ/К. Это является недостатком мри использовании константановых резисторов
в измерительных схемах; при наличии разности температур в местах контакта константановых
проводников с медными возникают термоэлектродвижущие силы, которые могут явиться
источником ошибок, особенно при мостовых п потенцио-метрических методах измерений. Зато
константан с успехом может быть использован при изготовлении термопар, служащих для измерения температуры, если последняя не превышает нескольких сотен радусов.
Широкому применению константана препятствует большое содержание в его составе
дорогого и дефицитного никеля.
Сплавы на основе железа. Эти сплавы в основном применяются для электронагревательных
элементов. Высокая нагревостойкость таких элементов объясняется введением в их состав
достаточно больших количеств металлов, имеющих высокое значение объемного коэффициента
оксидации К, потому при нагреве на воздухе образующих практически сплошную оксидную
пленку. Такими металлами являются никель, хром и алюминий. Железо, как уже отмечалось
выше, имеет объемный коэффициент оксидации меньше единицы и потому при нагреве легко
окисляется; чем больше содержание железа в сплаве, например, с Ni и Сг, тем менее
нагревостоек этот сплав.
Сплавы системы Fе —Ni — Сг называются нихромами или (при повышенном содержании Fе)
ферронихромами; сплавы системы Fе— Сг — А1 называются фехралями н хромалями.
Происхождение названий этих сплавов не требует разъяснения. Следует отметить, что для самых
различных сплавов часто применяются условные обозначения, составляемые из букв и чисел.
Буквы эти обозначают наиболее характерные элементы, входящие в состав сплава, причем буква
входит в название элемента, но не обязательно является первой буквой этого названия
(например, Б обозначает ниобий, В — вольфрам. Г - марганец, Д — медь, К — кобальт, Л —
бериллии, Н - никель, Т - титан, X —хром, Ю — алюминий и т. п.), а число — приблизительное
содержание данного компонента в сплаве (о процентах по массе); дополнительные цифры в
начале обозначения определяют повышенное (цифра 0) или пониженное качество сплава.
Помимо скорости окисления того или иного чистого металла или компонента сплава большое
влияние на срок жизни нагревательного элемента, работающего на воздухе, оказывают свойства
образующегося оксида. Если он летуч, то он удаляется с поверхности металла и не может
защитить оставшийся металл от дальнейшего окисления. Так, оксиды вольфрама и молибдена
легко улетучиваются, а потому эти металлы не могут работать в накаленном состоянии при
доступе кислорода. Если же оксид нелетуч, то он при окислении образует слой на поверхности
металла.
Стойкость хромо-никелевых сплавов при высокой температуре в воздушной среде
объясняется близкими значениями температурных коэффициентов линейного расширения этих
сплавов и их оксидных пленок. Поэтому растрескивание оксидных пленок имеет место только
при резких сменах температуры; тогда при последующих нагревах кислород воздуха будет
проникать в образовавшиеся трещины и производить дальнейшее окисление сплава.
Поэтому при многократном кратковременном включении электронагревательного элемента из
нихрома он может перегореть значительно скорее, чем при непрерывной работе элемента при
той же температуре.
Срок жизни элементов из нихрома н других нагревостойких сплавов существенно
укорачивается также при наличии колебании сечения проволоки: в местах с уменьшенным сечением
(«шейки») нагревательные элементы перегребаются и легче перегорают.
Длительность работы электронагревательных элементов из нихрома и аналогичных сплавов
может быть во много раз увеличена при исключении доступа кислорода к поверхности проволоки.
В трубчатых нагревательных элементах спираль из сплава высокого сопротивления проходит по
оси трубки из стойкого к окислению металла; промежуток между проволокой и трубкой
заполняется порошком диэлектрика с высокой теплопроводностью (например, магнезией MgО).
При дополнительной протяжке такой трубки ее внешний диаметр уменьшается, магнезия
уплотняется и образует механически прочную изоляцию внутреннего проводника. Такие
нагревательные элементы применяются, например, в электрических кипятильниках; они могут
работать весьма длительно без повреждений.
Нихромы весьма технологичны, их можно легко протягивать в сравнительно тонкую проволоку
или ленту, они имеют высокую рабочую температуру. Однако, как и в константане, в этих сплавах
велико содержание дорогого и дефинитного компонента — никеля.
Хромо-алюминиевые сплавы (фехраль, хромаль) намного дешевле нихромов, так как
хром и алюминий сравнительно дешевы н легко доступны. Однако эти сплавы менее
технологичны, более тверды и хрупки, из них могут быть получены проволоки и ленты лишь
большего поперечного сечения, чем из нихромов. Поэтому Эти сплавы в основном используются в
электротермической технике для электронагревательных устройств большой мощности и
промышленных электрических печей
ПРОВОДНИКОВЫЕ (КАБЕЛЬНЫЕ) ИЗДЕЛИЯ
ОБМОТОЧНЫЕ ПРОВОДА
Обмоточные провода служат для изготовления обмоток электрических машин, аппаратов и
приборов и выпускаются с жилами из проводниковых меди и алюминия, а также сплавов большого
удельного сопротивления (манганина, константана, нихрома и др.). Жилы обмоточных проводов
могут иметь эмалевую, пленочную, волокнистую и эмалево-волокнистую изоляцию.
Провода с эмалевой изоляцией. Эмалевая изоляция по сравнению с пленочной и
волокнистой имеет меньшую толщину (0,003—0,070 мм), что позволяет в тот же объем обмотки
заложить большее количество проводов и тем самым увеличить мощность электрической машины
или аппарата. Эмалевая изоляция представляет собой гибкое лаковое покрытие, полученное в
результате отверждения сплошного слоя эмаль-лака, нанесенного на провод на специальных
эмалировочных машинах.
К основному типу обмоточных проводов нагрева-стойкости класса А (105°С) относятся
ПЭВ-1, ПЭВ-2 и ПЭМ-1, ПЭМ-2 с механически прочной эмалевой изоляцией на основе
поливинилацеталевых смол. Эти провода широко применяют для изготовления обмоток
электрических машин общепромышленного назначения. Так как изоляция проводов ПЭМ-1 и
ПЭМ-2 стойка к нефтяному маслу, то их применяют также для изготовления обмоток
маслонаполненных аппаратов.
Изоляцию нагревостойкости класса Е (120 °С) имеют обмоточные провода ПЭВТЛ-1 и
ПЭВТЛ-2, эмалированные полиуретановыми термопластичными эмаль-лаками. Эмаль-лаки
образуют механически прочное изоляционное покрытие проводов, размягчающееся при 160° , что
ограничивает их область применения (обмотки электрических машин и аппаратов малой мощности).
Основной сортамент обмоточных проводов с эмалевой изоляцией.
Марка провода
Диаметр жилы без
Наружный диаметр
Общая
изоляции, мм
провода, мм
характеристика
ПЭВ-1
0,02-2,5
0,035-2,6
Провод медный,
изолированный
лаком ВЛ-931
ПЭВ-2
0,05-2,5
0,08-2,63
То же, но слой
эмаль-лаковой
изоляции большей
толщины
ПЭВА
0,08-2,44
0,105-2,55
То же, но с
алюминевой жилой
ПЭМ-1
0,05-2,12
0,07-2,22
Провод
медный,
изолированный
лаком ВЛ-941
ПЭМ-2
0,05-2,12
0,08-2,25
То же, но слой
эмаль-лаковой
изоляции большей
толщины
ПЭВТЛ-1
0,02-1,6
0,027-1,64
Провод
медный,
изолированный
полиуретановым
лаком, лудящийся
ПЭВТЛ-2
0,02-1,6
0,03-1,67
То же, но слой
эмаль-лаковой
изоляции большей
толщины
ПЭТВ
0,06-2,5
0,07-2,57
Провод
медный,
изолированный
полиэфирным
лаком ПЭ-943
ПЭТВА
0,08-24
0,14-2,55
То
же,
но
алюминиевой
жилой
ПЭТ-155
0,06-2,5
0,08-2,63
Провод
медный,
изолированный
теплостойким
лаком
на
полиэфиримидной
основе
ПЭТ-200
0,05-2,5
0,057-2,63
Провод
медный,
изолированный
теплостойким
полиимидным
лаком
ПНЭТ-имид
0,03-2,5
0,035-2,6
Провод
медный,
никелированный,
изолированный
нагревостойким
полиимидным
лаком
с
Особенность этих проводов — возможность лужения и пайки без. предварительной зачистки
изоляции, которая при пайке размягчается и в расплавленном виде является флюсующим
веществом, обеспечивающим применение оловянно-свинцовых припоев.
Более высокой нагревостойкостью (130°С) и хорошими электроизоляционными свойствами
обладают провода ПЭТВ, эмалированные полиэфирным лаком на основе лавсана.
Повышенная механическая прочность эмаль-лаковой изоляции этого типа позволяет
механизировать намотку обмоток электрических машин и аппаратов, т. е. она хорошо
выдерживает многократные перегибы и растяжения.
Изоляцию класса нагревостой кости Р (155° С) имеют провода ПЭТ-155 с эмальлаковой изоляцией на полиэфиримидной основе, обладающей хорошими изоляционными
свойствами.
Для механизированной намотки катушек выпускаются провода марки ПЭТМ с эмальлаковой изоляцией той же нагревостойкости, обладающей повышенной механической
прочностью.
Эмаль-лаковую изоляцию для работы при температуре 180—200 °С имеют провода марки
ПЭТ-200. Эта изоляция изготовляется на основе полиимидов, которые обладают высокими
электрическими и механическими свойствами.
Для работы при температуре 220 0 С предназначены провода ПНЭТ-имид, имеющие медную
никелированную жилу, покрытую эмаль-лаковой изоляцией на полиимидной нагревостойкой
основе, обладающей высокими электрическими свойствами.
Разработаны и применяются обмоточные провода ПЭЖБ с неорганической изоляцией
(стеклоэмаль), которые могут работать при температуре 300 ° С, а кратковременно — до 600 0 С.
Провода с бумажной изоляцией изготовляют из медных и алюминиевых жил, имеющих
изоляцию в виде обмотки из кабельной бумаги толщиной 0,10—0,12 мм. Основной областью
применения этих проводов являются обмотки трансформаторов с внутренней масляной
изоляцией. Бумажная изоляция, пропитанная маслом, обладает большой электрической
прочностью (порядка 80 МВ/м). Толщина бумажной изоляции во много раз превосходит
толщину эмаль-лаковой и имеет в пропитанном виде большую электрическую прочность.
Провода с волокнистой изоляцией изготовляют из медных и алюминиевых жил круглого и
прямоугольного сечения. Изоляция жил представляет собой одинарную или двойную обмотку
из хлопчатобумажной, шелковой пряжи, пряжи из синтетических (лавсан, капрон) или
стеклянных волокон. Наибольшей нагревостой костью обладают провода со стекло волоки
истой изоляцией.
Основной сортамент обмоточных проводов с волокнистой изоляцией.
Марка провода
Диаметр жилы без
изоляции, мм
Наружный
диаметр провода,
мм
Общая
характеристика
ПБД
0,35-5,2
0,60-5,35
Провод медный,
изолированный
двумя
слоями
хлопчатобумажно
й пряжи
АПБД
1,35-8,0
1,62-8,35
То же, но
алюминевой
жилой
с
ПЛБД
0,38-5,2
0,59-5,53
Провод медный,
изолированный
одним
слоем
лавсанового
волокна и одним
слоем
хлопчатобумажно
й пряжи
АПЛБД
1,35-8,0
1,62-8,35
То же, но
алюминевой
жилой
ПЛД
0,38-1,3
0,57-1,52
Провод медный,
изолированный
двумя
слоями
лавсанового
волокна
ПСД
1,0-5,0
1,25-5,38
Провод медный,
изолированный
двумя
слоями
стекловолокна,
пропитанного
нагревостойким
лаком
АПСД
1,65-5,2
1,90-5,52
То же, но
алюминевой
жилой
ПСДК
1,0-5,0
1,45-5,35
Провод медный,
изолированный
двумя
слоями
стекловолокна,
пропитанного
нагревостойким
кремнийорганиче
ским лаком
с
с
Толщина волокнистой изоляции намного превосходит толщину эмаль-лаковой, но
электрическая прочность такой чистой изоляции, пропитанной лаками или компаундами,
значительно больше. Обмотки, изготовленные из проводов с волокнистой изоляцией, требуют
тщательной сушки и пропитки изоляционными лаками или компаундами.
Провода с эмалево-волокнистой изоляцией имеют эмалированную медную жилу круглого
сечения поверх слоя эмали, который состоит из хлопчатобумажной, шелковой, лавсановой или
стеклянной пряжи. Такая двойная изоляция обеспечивает повышенную механическую и
электрическую прочность проводов. Провода с эмалево-волокннстой изоляцией широко
применяют для изготовления обмоток электрических машин н аппаратов, в которых могут быть
повышенные механические нагрузки на обмоточные провода как в процессе изготовления обмоток,
так и в процессе эксплуатации.
Основной сортамент обмоточных проводов проводов с эмалево-волокнистой изоляции.
Марка провода
Диаметр жилы
без изоляции, мм
Наружный
диаметр провода,
мм
Общая
характеристика
ПЭЛБО
0,38-2,1
0,55-2,4
Провод медный,
изолированный
масляной эмалью
и двумя слоями
хлопчатобумажно
й пряжи
ПЭЛШО
0,05-1,56
0,14-1,74
Провод медный,
изолированный
масляной эмалью
и одним слоем
натурального
шелка
ПЭТЛО
0,2-1,3
0,33-1,5
Провод,
изолированный
лаком
повышенной
нагревостойкости
и одним слоем
лавсанового
волокна
ПЭТКСОТ
0,33-1,56
0,48-1,74
Провод,
изолированный
кремнийорганичес
ким лаком и одним
слоем утоненного
стекловолокна,
пропитанного
нагревостойким
кремнийорганичес
ким лаком
Наибольшими механической прочностью и сопротивлением истиранию обладает изоляция из
лавсановых н капроновых волокон, а наиболее высокой нагревостой-костью — изоляция из
стеклянной пряжи, наложенной на слой кремнийорганической эмали.
МОНТАЖНЫЕ ПРОВОДА И КАБЕЛИ
Монтажные провода и кабели предназначены для выполнения различных соединений в
электрических аппаратах, приборах и других электротехнических устройствах. Токопроводящие
жилы монтажных проводов и кабелей изготовляют лужеными из проводниковой меди. Жилы могут
быть однопроволочными и многопроволочными соответственно для фиксированного и нефиксированного монтажа. Сечения жил монтажных проводов от 0.05 до 2,5 мм2, а кабелей от 0,35 до 2,5
мм2. Количество жил кабелей от 1 до 52.
В монтажных проводах высокой нагревостойкости (200—250 °С) применяют никелированные
медные жилы. Изоляция этих проводов выполняется из фторопласта или фторопластовых лент в
комбинации с оплеткой из стекловолокна. Наибольшее число марок монтажных проводов и
кабелей предназначено для работы в интервале температур от —50 до +70 °С. Жилы этих
проводов имеют гибкую влагостойкую
поливинилхлоридного пластиката.
пластмассовую
изоляцию
из
полиэтилена
или
В некоторых конструкциях монтажных проводов и кабелей поверх основной изоляции
наносится капроновая защитная оболочка. Эти провода и кабели применяют при напряжениях от
50 до 1000 В переменного или 150—400 В постоянного тока (соответственно). Монтажные
провода изготовляют также с волокнистой изоляцией из капроновых или стеклянных нитей. Эти
провода могут работать при температуре от -60 до + 105 °С, но в атмосфере нормальной
влажности. Рабочие напряжения их от 24 В (МГШ) до 220 В (МШДЛ).
Монтажные провода с двойной изоляцией из волокнистой и пластмассовой (полиэтилен или
пластикат поливинилхлоридный) изоляций могут работать при температурах от -50 °С
(изоляция из пластиката) и -60 °С (изоляция из полиэтилена) до +70 °С при влажности до 98 %
(не выше 40 °С). Рабочие напряжения проводов в зависимости от их марки от 380 до 1000 В
переменного тока или соответственно до 500 и 1500 В постоянного тока.
Выпускаются также монтажные провода на напряжения до 4 кВ с изоляцией из фторопласта4.
УСТАНОВОЧНЫЕ ПРОВОДА
Установочные провода предназначены для распределения электрической энергии в силовых
и осветительных сетях при неподвижной прокладке внутри и вне помещений. Установочные
провода выпускаются с медными и алюминиевыми токопроводящими жилами, которые могут быть
однопроволочными и многопроволочными (гибкие).
Установочные провода могут иметь изоляцию из резины или гибких пластмасс (полиэтилен,
поливинилхлоридный пластикат).
Основная резиновая изоляция установочных проводов некоторых типов заключена в оплетку
из хлопчатобумажной пряжи, пропитанной противогнилостным составом. В зависимости от вида
и толщины изоляции установочные провода изготовляют на напряжения 380 и 660 В
переменного тока.
Интервал рабочих температур проводов с резиновой на основе бутилкаучука изоляцией от —
40 до + 65 °С и от -40 до +85°С, с пластмассовой изоляцией от -50 до + 70 °С и с изоляцией
из кремнийорганической резины от -60 до + 180 °С (провод РКГМ и др.).
Установочные провода.
Марка провода
Сечение жилы, мм2
Основная
характеристика
Область применения
ПРИ
0,75-120
Провод
с
медной
однопроволочной
жилой с резиновой
изоляцией
в
пропитанной
хлопчатобумажной
оплетке
Для
неподвижной
прокладки
внутри
помещений (на роликах)
и вне помещений (на
изоляторах) в сетях
напряжением до 660 В
переменного тока
АПРИ
2,5-120
То же, но с алюминевой
однопроволочной
жилой
То же
ПРГИ
0,75-120
Провод
гибкий
с
многопроволочной
медной
жилой
с
резиновой изоляцией в
пропитанной
хлопчатобумажной
оплетке
То же
ППВ
0,75-4,0
То же, но в оболочках
То же, и в помещениях с
из
поливинилхлоридного
пластиката
повышенной
влажностью
АППВ
2,5-6
То же, но с алюминевой
жилой
То же
ПВ1
0,5-95
Провод
с
медной
однопроволочной
жилой с изоляцией из
поливинилхлоридного
пластиката
Для
неподвижной
прокладки внутри и вне
помещений в сетях
напряжением 380 В и до
660 В (в зависимости от
толщины изоляции)
АПВ
2,0-120
То же, но с алюминевой
жилой
То же
ПГВ
0,5-95
Провод
гибкий
с
многопроволочной
медной
жилой
с
изоляцией
из
поливинилхлоридного
пластиката
То же
ПП
0,5-95
Провод
с
медной
однопроволочной
жилой с изоляцией из
полиэтилена
То же
АПП
2,5-120
То же, но с алюминевой
жилой
То же
РКГМ
0,75-120
Провод
гибкий
с
многопроволочной
медной
жилой
с
изоляцией
из
нагревостойкой
кремнийорганической
резины в оплетке из
стеклянной
пряжи,
пропитанной локом
Для
выводов
в
электрических машинах
и
аппаратах
нагревостойкого (1800
С)
исполнения
на
напряжения до 660 В
В зависимости от сечения жил установочные провода на напряжение 380 В имеют толщину
резиновой изоляции 0,6—0,8 мм, на напряжение 660 В—1,2—1,8 мм. Толщина изоляции из
поливинилхлоридного пластиката и полиэтилена проводов на напряжение 380 В составляет 0,6—
1,6 мм, на напряжение 660 В — 0,8—1,8 мм также в зависимости от сечения токопроводящих
жил.
Конструкционные материалы
С древнейших времен люди пользуются металлами для изготовления орудий труда и оружия.
Эти времена восходят к началу бронзового века, когда мастера-умельцы освоили изготовление
различных предметов из сплавов на основе меди. Поиски новых более прочных материалов и
дальнейшее развитие способов получения высоких температур привели к освоению производства
железных изделий и наступлению продолжающегося до сих пор железного века.
Во все времена мастера искали способы сделать металлические изделия более прочными,
надежными, красивыми и удобными в пользовании.
В XVIII в. на основе анализа предшествующего опыта и догадок стала зарождаться научная
теория, объясняющая причины поломок изделий и показывающая способы улучшения качества
металла. Создатели подлинно научной теории впервые начали увязывать качество металла, его
прочностные свойства с особенностями его строения. Такой подход в настоящее время является
единственно правильным.
Одним из выдающихся исследователей того времени, раскрывшим секрет булатной стали и
написавшим по этому поводу сразу же переведенный на немецкий и французский языки
знаменитый труд «О булатах», был русский ученый-металлург А. А. Аносов (1799—1851). Для
достижения поставленной цели он кроме особенностей химического состава упомянутой стали
изучал также специфику ее видимого наружного строения -— узора (макроструктуры), а также
внутреннего строения — микроструктуры, впервые в мире применив для этого микроскоп.
Большое значение для развития мировой науки о металлах имели работы другого русского
ученого — Д. К. Чернова (1839— 1921). Разработав четкую теорию кристаллизации и строения
слитков, он указал и поныне актуальные пути улучшения качества выплавляемой стали.
Открыв в 1868 г. так называемые критические точки стали, Д. К. Чернов раскрыл не
известный еще секрет ее закалки и тем самым заложил научную основу под теорию и практику
термической обработки сплавов, имеющей целью изменение их строения и свойств без
изменения состава.
По признанию выдающегося французского металлурга и металловеда Ф. Осмонда (1849—1912),
Д. К. Чернов является отцом современного металловедения.
Металловедение — наука, изучающая строение и свойства металлов в их строгой взаимосвязи.
Она исходит из того основополагающего принципа, что свойства любого материала зависят от
его строения, которое, в свою очередь, зависит от состава, способа получения и последующей
обработки материала.
В настоящее время этот принцип получает дальнейшее более глубокое и всестороннее
развитие. Дело в том, что современная металлосберегающая технология может быть реализована
не только в результате поисков прямых путей экономии металла при изготовлении изделий, но и за
счет существенного улучшения его качества, благодаря чему может быть уменьшена масса
расходуемого металла.
Все сказанное выше полностью относится и к конструкционным и электротехническим
материалам, применяемым для изготовления электротехнических устройств.
Таким образом, при изучении данного раздела надо четко уяснить, что понимается под
строением металла, от чего оно зависит и как можно его целенаправленно изменять, чтобы при
необходимости получить требуемые свойства.
ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
Строение и свойства металлов и сплавов
Посмотрим, как «устроены» реальные металлы, каковы детали и особенности их
внутреннего строения, от которых зависят их важнейшие служебные свойства. Под служебными
будем понимать такие свойства материалов, от которых зависит нормальная работа изготовленных
из них изделий: прочность, пластичность, электропроводность, магнитные свойства и т. д.
Кристаллическое строение металлов и его деффекты. За редким исключением, металлы в
твердом состоянии представляют собой тела, состоящие из огромного количества мелких,
различимых только в микроскоп зерен — кристаллитов. В свою очередь, эти зерна состоят из
атомов, упорядочение расположенных друг относительно друга в пространстве,
Располагаясь в пространстве, ближайшие друг к другу атомы образуют контур какогонибудь геометрического тела, например куба. Таким образом, каждое зерно металла состоит из
множества таких одинаково ориентированных геометрических тел, называемых элементарными
ячейками. В соседних зернах металла эти. ячейки ориентированы по-другому.
Находясь в узлах кристаллической решетки, атомы колеблются относительно своего среднего
положения с частотой около 1013 Гц, не покидая (за исключением некоторых особых случаев) своих
мест.
Что же удерживает атомы на своих местах, т. е. в узлах кристаллической решетки? В чем
состоит природа твердого состояния металлов и их прочности?
Схема упорядоченного расположения
атомов в зернах металла
Чтобы понять это, надо вспомнить строение атомов. Известно, что атом любого металла
состоит из положительно заряженного ядра и окружающих его, несущих отрицательный заряд
нескольких электронных оболочек. Каждая оболочка заполнена
строго
определенным
количеством сильно связанных
с
ядром электронов, и только на последней оболочке
находится несколько электронов, слабо связанных с ядром. Их число равно валентности
металла.
С помощью этих электронов, называемых валентными, атомы металлов устанавливают связи,
взаимодействуют с атомами других элементов, в том числе и металлов, а также друг с другом.
По современным научным воззрениям, расположенные в узлах кристаллической решетки атомы
металлов связываются со своими ближайшими соседями при помощи валентных электронов,
находящихся на их внешних оболочках или орбитах. Связь такого вида называется
металлической.
Однако не все валентные электроны участвуют в образовании металлической межатомной
связи. Определенная их часть, покидая ядра своих атомов, уходит в междоузельное пространство и
образует так называемый электронный «газ», состоящий из таких потерявших связь со своими
ядрами электронов и ставших общими или коллективизированными.
Благодаря
коллективизированным
электронам
металлы
обладают
электрои
теплопроводностью, характерным металлическим блеском и некоторыми другими чисто
металлическими свойствами. Например, блеск объясняется отражением световых лучей от коллективизированных электронов.
Тип кристаллической решетки металла определяется формой того геометрического тела,
которое составляет основу его элементарной ячейки. Наиболее распространенными типами
кристаллических решеток металлов являются кубическая объемно центрированная (ОЦК),
кубическая гранецентрированная (ГЦК) и гексагональная плотноупакованная (ГПУ).
У обоих типов кубических решеток по 8 атомов находится в вершинах куба, а остальные — в
центре куба на пересечении его диагоналей — у ОЦК — или на пересечении диагоналей каждой
грани, т. е. в ее центре — у ГЦК.
Ячейка
решетки ГПУ
представляет собой призму, основаниями которой являются
центрированные одним атомом шестигранники. Внутри этой ячейки между основаниями находятся
еще три атома, образующие равносторонний треугольник.
Кристаллические решетки металлов независимо от их типа являются плотноупакованными.
Это означает, что атомы, находящиеся в их узлах, соприкасаются друг с другом своими наружными электронными оболочками.
Металлы отличаются друг от друга
кроме типа
кристаллической решетки еще и ее
параметрами, которые представляют собой характерные размеры геометрического тела,
составляющего ее ячейку.
Параметр — расстояние между центрами соседних атомов по избранному направлению. Оно выражается в нанометрах (нм) или ангстремах [А], причем 1 нм =10А=10-9м.
Как
правило, параметры решеток металлов колеблются в пределах 2—7 А (0,2— 0,7 нм).
Наиболее известные и широко применяемые в промышленности металлы по типам кристаллических
решеток можно разбить следующим образом: ОЦК-решетку
имеют
железо при обычных
температурных условиях, хром, вольфрам, ванадий. молибден, калий и натрий; ГЦК-решетку
имеют никель, медь, алюминий, свинец, серебро, железо при температурах 911 — 1392 °С и
другие металлы.
ГПУ-ре-метку имеют магний, цинк, а также кобальт, цирконий и титан при комнатной
температуре.
Как видно из перечисления, некоторые металлы в зависимости от температурных условий
существуют при разных способах расположения атомов в пространстве друг относительно друга.
Например, железо при температурах до 911 °С .имеет ОЦК-решетку, далее до 1392 0 С
существует в аллотропической форме ГЦК, а затем вплоть до температуры плавления снова
принимает форму ОЦК.
Способность металла изменять тип своей кристаллической решетки в зависимости от
температуры называется аллотропией (полиморфизмом). Полиморфные превращения свойственны
также титану, цирконию, олову и другим металлам.
Аллотропические превращения имеют важное значение в технике; благодаря им, например,
оказывается возможным производить термическую обработку стали и других сплавов, имеющую
целью изменять их структуру и свойства.
Итак, мы разобрали кристаллическое строение металлов и увидели строго упорядоченное
расположение атомов в пространстве относительно друг друга. Из этого вытекает такая важная
особенность, присущая всем кристаллическим телам, как анизотропия свойств.
Под а н и з о т р о п и е й понимается неодинаковость механических и других свойств
монокристаллов по различным направлениям. Так как свойства вдоль какого-нибудь
направления зависят от количества расположенных на нем атомов, то анизотропия является
закономерным следствием кристаллического строения.
Действительно, например, у монокристаллов с ОЦК-решеткой свойства вдоль ребер кубов
отличаются от свойств вдоль их диагоналей, поскольку вдоль ребра в ячейке насчитывается два
атома, а вдоль диагонали — три.
Монокристалл представляет собой как бы одно большое зерно металла, состоящее из огромного
количества одинаково ориентированных ячеек. Реальные металлы являются поликристаллическими телами, состоящими из огромного числа мелких зерен с различной ориентировкой, их ячеек.
Ввиду этого в целом куске металла недостаток свойств в одних зернах по любому из направлений
перекрывается их избытком в других зернах по этому же направлению и «средние» свойства в
поликристаллическом теле по всем направлениям оказываются одинаковыми. Данное явление
присуще реальным металлам, имеющим поликристаллическое строение, и называется
псевдоизотропией или квазиизотропией.
У реальных металлов есть еще одна очень важная для понимания их свойств особенность.
Кристаллическая решетка их зерен не является идеальным геометрическим построением, ей
присущи такие дефекты, как вакансии, внедренные атомы и дислокации.
Вакансией называется незаполненный по той или иной причине узел кристаллической решетки.
В местах нахождения вакансий кристаллическая решетка искажена, там возникают местные
внутренние напряжения, которые обусловлены нарушениями однородности сил межатомного
взаимодействия, существующей в идеальной кристаллической решетке со всеми заполненными узлами.
Если в отдельных ячейках кристаллической решетки между ее узлами по каким-либо
причинам оказываются как бы «лишние» атомы данного или другого элемента, то образующиеся
при этом дефекты называются внедренными атомами. Внедренные атомы также искажают
кристаллическую решетку и создают внутренние напряжения. При внедрении в междоузлия
решетки атомов других элементов эти напряжения оказываются тем больше, чем значительнее
разница между размерами атомов внедрения и данного металла.
Линейные несовершенства кристаллической решетки называются дислокациями. Дислокации
можно представить таким образом: если надрезать идеальный кристалл и сместить края надреза
на величину, кратную периоду решетки, то внутри кристалла у края надреза возникнет некоторое
искажение, которое и является дислокацией.
Основные дефекты кристаллических решеток
Если края надреза сдвинуты параллельно надрезу, то образующаяся дислокация называется
винтовой. Если же края надреза раздвинуть и внутрь образовавшейся щели вставить (или удалить
из нее) лишнюю атомную плоскость того же материала (экстраплоскость), это приведет к
образованию дислокации другого типа — краевой. Чем больше имеется в зерне таких дефектов,
тем сильнее искажена его кристаллическая решетка и тем более значительны в ней внутренние
напряжения. Дислокации возникают при кристаллизации, особенно на границах зерен, при
пластической деформации металла, при его резких нагревах и охлаждениях.
Ознакомившись с. вакансиями, внедренными атомами и дислокациями, очень важно для
понимания прочности металлов уяснить, что все эти дефекты привносят в зерна металла, в их
кристаллическую решетку искажения и внутренние напряжения.
Не менее важное значение для прочностных свойств металла имеют строение и состояние границ
его зерен. Благодаря особенностям кристаллизации металла (т. е. образования зерен из жидкого
металла) кристаллическая решетка в слое, прилегающем к границам
каждого зерна, содержит большое количество вакансий и недостроенных ячеек.
У границ соседних зерен сталкиваются атомы, находящиеся на разных кристаллографических
плоскостях, которые не являются продолжением друг друга, а пересекаются под тем или иным
углом. Последнее обстоятельство очень важно для понимания таких явлений, как наклеп или
упрочнение металла во время пластической деформации, а также зависимость прочности от
размера зерна
металла.
По границам зерен могут находиться в виде включений различные легкоплавкие
неметаллические примеси. Например, в стали между зернами могут находиться включения
сульфида железа FеS. Тугоплавкие включения, например сульфида марганца МnS, наоборот,
находятся внутри зерен.
Кристаллизация металлов. Каждое вещество в зависимости от температуры и давления
может находиться в твердом, жидком и газообразном (парообразном) состоянии.
В обычных атмосферных условиях при комнатной температуре все металлы, за исключением
ртути, являются твердыми телами, Они в отличие от жидкостей сохраняют определенную форму
и размеры и противодействуют внешним силам, чтобы не изменить эти важные их признаки.
Переход металлов, как и всех кристаллических тел, из жидкого состояния в твердое происходит
вследствие естественного стремления любого вещества уменьшить запас своей свободной
энергии при понижении температуры.
Оказывается, когда кристаллическое тело находится в жидком состоянии, то при любой
температуре, превышающей точку плавления Тпл, его свободная энергия меньше, чем если бы оно
при той же температуре находилось в твердом, т. е. кристаллическом, состоянии. Однако когда его
температура окажется ниже точки плавления, то более низкий запас свободной энергии будет у
твердого состояния.
Поэтому, подчиняясь природным законам термодинамики, металлы, как кристаллические тела,
при нагревании до определенных температур плавятся (переходят из твердого состояния в
жидкое), а при охлаждении кристаллизуются (становятся твердыми телами).
Напомним, что твердые металлы состоят из зерен, которые состоят из закономерно
расположенных в пространстве атомов, образующих кристаллическую решетку того или иного
типа в зависимости от рода металла.
Так как свойства металлов зависят также от формы и размера зерен, то очень интересно и
важно знать, каким образом и по каким законам происходит кристаллизация металлов и можно ли
управлять размером зерен, чтобы получать требуемые свойства.
Перед тем как рассмотреть этот вопрос, ознакомимся с кривыми нагрева и охлаждения железа
и уясним их физическую сущность.
Как видно из хода кривой нагрева, присущая железу при низких температурах
кристаллическая решетка ОЦК сохраняется вплоть до 911 °С. При этой температуре ( участок 2)
происходит перестройка ОЦК-ячеек в ГЦК требующая некоторых затрат энергии. Этим и
объясняется прекращение роста температуры, несмотря на то что поглощение нагреваемым
металлом теплоты продолжается .
Решетка ГЦК (у-Fе) существует до 1392°С, после чего она под действием законов
термодинамики снова перестраивается в решетку ОЦК ( участок 3), которая существует вплоть до
температуры плавления 1539 °С, т. е. до разрушения кристаллической решетки. На это и
расходуется вся поступающая в металл тепловая энергия (участок 4) (температура не растет
до тех пор, пока не закончится разрушение решетки).
Переход железа, как и некоторых других металлов (Ti, Zn, Sn), из одной аллотропической
формы в другую происходит вследствие того, что, изменив тип кристаллической решетки, они
снижают запас свободной энергии.
Показанный на кривой нагрева при 768 °С участок 1 означает переход магнитного железа с
ОЦК-решеткой (α-железа) в немагнитное железо (β-железо) с той же решеткой. На кривой
охлаждения
Кривые нагрева и охлаждения железа.
отражен процесс перехода железа из жидкого состояния в твердое, а также превращения,
происходящие в нем после кристаллизации при дальнейшем охлаждении ( участки 1'—4'}.
Наличие участка 4 свидетельствует о том, что, несмотря на охлаждение, т. е. отвод из металла теплоты, его температура не падает, а сохраняется на достигнутом уровне, равном 1539 °С (Тпл).
Здесь надо понять одно очень важное обстоятельство. Если при температуре, соответствующей
участкам 4, 4' (Т пл ), к металлу теплота подводится, то она расходуется на разрушение его
кристаллической решетки и поэтому температура не повышается. Но если металл остывает, т. е.
содержащаяся в нем теплота отводится во внешнюю среду, и если, несмотря на это, достигнутая
температура в течение какого-то времени не снижается, а поддерживается на постоянном
уровне (участок 4'), то это должно означать, что в металле происходит какой-то процесс,
связанный с выделением теплоты. И действительно, в это время металл переходит из жидкого
состояния (при котором его атомы совершают широкоамплитудные тепловые колебания) в
твердое, кристаллическое.
При этом атомы, занимая определенное положение в узлах кристаллической решетки, как бы
«успокаиваются», амплитуда их колебаний резко уменьшается, а освобождающаяся вследствие
этого тепловая энергия поддерживает температуру на постоянном уровне. После того как вся
жидкость закристаллизуется, прекратится выделение «внутренней» теплоты и температура
начнет снижаться, что и отражено кривой между участками 4' и 3'.
При температурах, соответствующих участкам 3' и 2' (1392 и 9110 С), происходят
полиморфные превращения, соответственно δ-Fе в γ-Fе и γ-Fе в железо с решеткой ОЦК.
Показанный на графике участок 1 отражает превращение немагнитного ОЦК-железа (β-железа) в
магнитное (α-железо).
Из сделанного разбора кривых нагрева и охлаждения железа становится ясно, что сущностью
плавления металла является разрушение его кристаллической решетки на блоки, сопровождаемое
значительным увеличением кинетической энергии его атомов, связанное с ростом амплитуды их
колебаний.
При затвердевании происходит самопроизвольно совершающийся процесс построения
кристаллической решетки металла, во время которого резко уменьшается энергия движения его
атомов. Выделяющаяся при этом так называемая скрытая теплота кристаллизации поддерживает
температуру постоянной до исчерпания жидкой фазы, т. е. до конца кристаллизации ( участок
4'). Переход металла из жидкого состояния в твердое происходит по схеме кристаллизации
жидкого металла. По достижении остывающей жидкостью критической температуры (Тпл) в ней
возникают устойчивые центры кристаллизации, состоящие из ячеек кристаллической решетки. С
течением времени они обрастают присоединяющимися к ним из жидкости другими ячейками и
превращаются в зерна металла.
Следует иметь в виду, что центры кристаллизации возникают в жидком металле непрерывно
до тех пор, пока не закончится процесс кристаллизации, и что каждый центр превращается в
зерно. По мере роста возникающих кристаллов они сталкиваются друг с другом и теряют
присущую кристаллам правильную форму. На границах зерен ячейки оказываются
недостроенными. Там образуется много вакансий и других дефектов и, в частности, легкоплавких
неметаллических включений и пор, залегающих между зернами. В тех местах, где имеется четкое
обозначенное направление отвода теплоты, например близ границ формы, зерна получаются вытянутыми вдоль этого направления. Там, где такое направление отсутствует, зерна получаются
равноосными, т. е. они имеют одинаковые размеры по всем направлениям.
Средний размер получающихся при кристаллизации зерен зависит от числа возникающих
центров кристаллизации. Чем больше центров, тем мельче зерно и тем прочнее металл.
При необходимости размером зерна можно управлять. Для получения мелкозернистого металла
его модифицируют, т. е. в расплавленный металл вводят небольшое количество специально подбираемого вещества — модификатора, который во время кристаллизации наряду с основным металлом
образует д о п о л н и т е л ь н ы е центры кристаллизации, вследствие чего общее число центров
и. следовательно, количество образующихся зерен возрастает, а их размеры уменьшаются.
г)
0)
е)
Схема кристаллизации жидкого металла
Другой род модификаторов сам дополнительных центров кристаллизации не создает и даже
замедляет рост зерен из возникших центров, однако в результате этого замедления возрастает
общая продолжительность кристаллизации и, как следствие, увеличивается суммарное количество
зарождающихся в жидком металле центров кристаллизации. А это приводит к измельчению зерен
сплава.
Механические и другие свойства металлов и методы их определения. Используемые для
изготовления различных изделий материалы прежде всего должны иметь определенный запас
механических свойств, обеспечивающих неразрушение изделий эксплуатационными нагрузками.
Другими свойствами материалов являются их различные физические и химические свойства,
например плотность, теплопроводность, электротехнические свойства, способность сопротивляться
коррозии и т. д.
Особо выделяются технологические свойства материалов. От них зависит, каким способом из
данного материала можно изготовить ту или иную деталь. К ним относятся ковкость, литейные свойства, обрабатываемость режущим инструментом, прокаливаемость и т. д.
Наиболее универсальными свойствами являются механические. Это объясняется тем, что
большинство изготовляемых изделий во время эксплуатации подвергается действию нагрузок,
порождающих воздействующие на материал силы, которые могут создавать в материале
растягивающие, сжимающие или касательные (сдвиговые) напряжения и соответствующие им
деформации.
Под механическими свойствами принято понимать комплекс свойств, отражающих способность
материала противодействовать деформации под действием приложенных сил.
Деформация — это изменение формы и размеры изделия, которая может быть растягивающей,
сжимающей и сдвиговой. Растяжение приводит к увеличению размера изделия (или испытываемого
образца) в направлении действующей силы и соответствующему уменьшению размера в поперечном
направлении. При сжатии, наоборот, продольный размер уменьшается, а поперечный — увеличивается. Сдвиг приводит к смещению одной части материала изделия (образца) относительно
другой по какой-нибудь плоскости. Например, при скручивании стержня в нем происходят
деформации сдвига или деформации среза.
В зависимости от поведения деформируемого металла после снятия приложенной силы любая
из описанных видов деформаций может быть упругой или остаточной.
Упругая деформация после снятия вызвавшей ее силы полностью исчезает, и все размеры
изделия (образца), как продольные, так и поперечные, остаются без изменения. При этом не
изменяется и взаимное положение атомов в кристаллической решетке. Объясняется это тем, что
вызванные внешней силой временные изменения расстояний между атомами, равных периоду
решетки, а также смещения соседних атомов относительно друг друга, приводящие к искажению
решетки, устраняются благодаря обусловленному металлической связью межатомному
взаимодействию.
Если действующие силы и порожденные ими напряжения окажутся достаточно большими, то в
изделии (образце) происходят остаточные, т. е. необратимые, перемещения материала, сохраняющиеся после снятия нагрузки. При этом форма и размеры изделия (образца) изменяются. Такая
деформация материала называется пластической.
Развитие пластической деформации может завершиться разрушением детали. Но даже не
достигшая такой стадии, она может металла в его отдельных зернах. При этом зерна вытягиваются, приобретают продолговатую форму.
Пластическая деформация является результатом массового перемещения огромного количества
дислокаций стать причиной выхода из строя всей машины или агрегата.
Суммарная пластическая деформация металла складывается из перемещений, существующих в
зернах и вновь возникающих под действием напряжений.
Дислокации непрерывными скачками величиной в параметр решетки перемещаются к
границам зерен. В результате массового выхода дислокаций в разных местах зерна образуются
ступеньки. вдоль которых зерно как бы расслаивается и происходят сдвиги его частей
относительно друг друга. Дальнейшее развитие этого дислокационного процесса приводит к
необратимой вытяжке зерен, что и составляет сущность пластической деформации металла.
Таким образом, механические свойства в основном отражают способность материала
сопротивляться пластической деформации и характеризуют его поведение в ходе ее развития.
Как правило, к ним относят твердость, прочность, пластичность и ударную вязкость.
Схема замера твердости по методу Бринелля.
Под т в е р д о с т ь ю принято понимать способность материала оказывать сопротивление
внедрению в него под действием силы наконечника из другого более твердого материала. При
внедрении наконечника в материале происходит местная пластическая деформация. Следовательно,
сущность твердости материала — это его сопротивление сосредоточенной (местной) пластической
деформации.
Замер твердости производится при помощи специальных приборов — твердомеров. Наиболее
распространенным методом замера является метод вдавливания какого-нибудь стандартного
наконечника — индентора — в поверхность образца .из исследуемого материала. При замере
твердости по методу Бринелля (прибор ТШ) индентором служит закаленный стальной шарик. При
этом шарик под определенной нагрузкой Р в течение некоторого времени вдавливается в материал,
оставляя на его поверхности лунку диаметром d.
Так как глубина и диаметр лунки зависят от сопротивления материала пластической деформации, вызываемой внедряющимся шариком, то за меру твердости по Бринеллю
принимается число, равное отношению силы Р к площади сферической поверхности лунки
F:
НВ – Р/F или НВ - 2Р/(лD) (D – D 2 -d 2 )
На практике при замере твердости ее величина не вычисляется по приведенной формуле, а
находится по специальной таблице по измеренному специальной лупой диаметру отпечатка d. В
таблице против значений d указаны соответствующие им вычисленные значения твердости НВ.
Твердость по Бринеллю оценивается, в мегапаскалях (МПа) или в кгс/мм 2 (I МПа - 0,1 кгс/мм2).
Если материал имеет очень высокую твердость, особенно когда она тверже шарика прибора
Бринелля, то для замера твердости пользуются прибором Роквелла, наконечник которого оснащен
конусом, изготовленным из самого твердого материала — алмаза.
Схема замера твердости по методу Роквелла.
Прибором Роквелла пользуются также и для замера твердости сравнительно мягких материалов.
В связи с этим в его комплект входит наконечник, оснащенный стальным шариком диаметром
1,5875 мм. Замер твердости по Роквеллу состоит из трех этапов. На первом этапе наконечник
внедряется в материал на глубину h0(мм), создаваемую вручную предварительной нагрузкой Р0,
равной 100 Н (10 кгс). Затем прикладывается основная нагрузка Р, которая включает в себя кроме
предварительной дополнительную нагрузку Р 1 , равную 500, 1400 или 900 Н в зависимости от
рода испытываемого материала. Под этой нагрузкой наконечник в течение определенного
времени внедряется в материал па некоторую глубину h1.
На третьем этапе дополнительная нагрузка Р1 снимается и при сохраняющейся предварительной
нагрузке Р0 производится отсчет твердости. Для этого на приборе имеется индикатор со стрелкой и
двумя шкалами: черной и красной. По черной шкале отсчитывается твердость, замеряемая
алмазным конусом, а по красной - стальным шариком.
Шкалы нанесены на диске по окружностям. Каждое деление шкалы соответствует внедрению
наконечника на глубину 0,002 мм. Числа твердости, отсчитываемые по черной шкале, для полной
нагрузки (P0 + Р1), равной 1500 Н (150 кгс), обозначаются HRС, а для нагрузки 600 Н (60 кгс)
— НRА. Твердость, замеряемая шариком, обозначается НRВ (нагрузка 1000 Н. 100 кгс).
Указываемые на шкалах стрелкой твердости вычисляются по следующим формулам:
НRС(НRА)==100 —(h1—h0)/0,002;
НRВ-130 — (h1— h0)/0,002,
где h1 — остаточная глубина внедрения после снятия дополнительной нагрузки Р1, мм; h0 —
глубина внедрения при предварительной нагрузке Р 0 , мм.
П р о ч н о с т ь характеризует сопротивление материала пластической деформации под
действием приложенной силы. Ее характеристиками являются условные числа — пределы, находимые
при механических испытаниях.
Наиболее часто применяются испытания на растяжение, во время которых специально
изготовляемые цилиндрические или плоские стандартные образцы растягиваются на разрывной
машине.
Диаграмма растяжения образца при механических ипытаниях.
Во время испытания машина вычерчивает диаграмму растяжения в координатах: удлинение
образца ∆l (мм): Р (Н, кгс). В результате обработки этой диаграммы строится диаграмма напряжений
и находятся соответствующие пределы, являющиеся характеристиками прочности.
Диаграмма напряжений при растяжении образца. Характеристики прочности.
Напряжения σ (Па или кгс/мм2) вычисляются путем деления, силы Р на начальную площадь
поперечного сечения образца F0, которые откладываются по оси ординат. По оси абсцисс откладываются относительные удлинения δ (%), вычисляемые делением абсолютного удлинения образца
∆l на его начальную длину l 0.
Абсолютное удлинение находится как разность между длиной образца в момент замера силы 11 и
начальной длиной: ∆l = l1 — l0,
При испытании на растяжение определяются следующие основные характеристики прочности:
пределы пропорциональности, упругости и текучести, временное (предел прочности) и истинное сопротивление разрыву.
Предел пропорциональности σпц является наибольшим напряжением, после которого
деформация хотя и остается еще упругой, но нарушается пропорциональность между нагрузкой и
деформацией: σпц = Рпц/Fo. За условную величину предела упругости σ0,05 принимается
напряжение, при котором остаточное удлинение образца составляет 0,05 % начальной длины l 0:
σ0,05=P0,05/F0.
Физический предел текучести σт является напряжением, при котором образец
деформируется без увеличения нагрузки. Р т: σ т = Р Т/F 0 длины.
Временное сопротивление или предел прочности σв представляет собой напряжение,
создаваемое в образце наибольшей нагрузкой, достигаемой при его испытании перед
разрушением Р= Р ma x σ в =P m ax /F 0.
Истинное сопротивление разрыва S к - напряжение, создаваемое в момент разрушения образца
в его материале в месте разрушения. Для его вычис ЛЕНИЯ НАДО НАГРУЗКУ В МОМЕНТ РАЗРУШЕНИЯ ОБРАЗЦА
Р К РАЗДЕЛИТЬ НА ПЛОЩАДЬ ПОПЕРЕЧНОГО СЕЧЕНИЯ
В МЕСТЕ РАЗРЫВА
F К : S К =P К /F К.
Условный предел текучести σ0,2 является напряжением, при котором остаточное удлинение
образца составляет 0,2 % его начальной длины.
П л а с т и ч н о с т ь ю называется способность материала к пластической деформации. Ее
характеристиками являются относительное удлинение δ (%) и относительное сужение ψ (%), которое
вычисляются по формулам:
δ=lк-lо /lо *100%
ψ=Fо-Fк /Fо *100%
где l к и F к — длина образца в разрушенном состоянии и площадь егоma поперечного сечения в
месте разрушения — шейке.
Ударная
в я з к о с т ь материала
показывает его способность сопротивляться
разрушению при ударном приложении нагрузки. Она оценивается по результатам ударного
разрушения на маятниковом копре специального брусчатого образца с надрезом. При этом
ударная вязкость KCU(МДж/м 2 ) или (кгс*м/см 2) вычисляется как результат деления
затраченной на разрушение образца работы А на его рабочее сечение F: KCU=A/F.
Понятие о металлических сплавах и их свойствах. Сплавом называется сложное вещество,
получаемое путем сплавления нескольких простых веществ, называемых компонентами сплава.
В металлическом сплаве основным компонентом (более 50 %) должен быть металл. У сплавов можно
получить более высокие механические, физические и химические свойства, чем у чистых металлов,
поэтому их так широко применяют в технике. Для понимания природы сплавов и их свойств
необходимо познакомиться с диаграммами состояний простейших сплавов — двойных. Эти сплавы
состоят из двух компонентов.
Диаграмма состояний представляет собой чертеж, в котором отражено изменение структуры
и фазового состава сплавов данных компонентов в зависимости от их содержания (концентрации)
тем- пературы Т. Прежде всего выясним, что такое структура и фазовый состав. Сплавы, как и
чистые металлы, построены из зерен, которые можно наблюдать в оптический микроскоп. В
зависимости от природы сплавляемых компонентов в сплавах могут наблюдаться в виде зерен
следующие фазы:
- смесь зерен чистых компонентов (если последние не вступают друг с другом ни в какое
взаимодействие);
- твердые растворы одного компонента в другом, когда кристаллические решетки в зернах
построены из атомов обоих компонентов, из которых один является растворителем, а другой растворимым ;
- химические соединения компонентов сплава друг с другом, имеющие свою присущую им
кристаллическую решетку, отличную от решеток исходных компонентов.
При образовании твердых растворов компоненты в зависимости от их природы могут
растворяться друг в друге ограниченно или неограниченно. При ограниченной растворимости в
решетке одного компонента может раствориться лишь некоторое, как правило, зависящее от
температуры количество атомов другого компонента. Остальное количество взятого для сплава
компонента при этом или само становится растворителем и образует зерна со своей решеткой, в
которой растворены атомы другого сплавляемого компонента, или вступает со вторым компонентом
в химическое взаимодействие.
Это случай, когда компоненты А и В взаимно растворяются только в жидком состоянии, а в
твердом не растворяются и не вступают в химическое взаимодействие.
В твердом состоянии все сплавы этой системы состоят из зерен чистых компонентов А + В.
Свойства сплавов в данном случае зависят от свойств компонентов и их относительных количеств
в каждом сплаве и изменяются по линейному закону от компонентов А и В.
При неограниченной взаимной растворимости компонентов в твердом состоянии образуется
непрерывный ряд сплавов — твердых растворов а переменной концентрации.
Известно, что при растворении в кристаллической решетке одного компонента атомов
другого она искажается и в ней возникают внутренние напряжения, тем больше, чем больше в
решетке посторонних («чужих») атомов. Все это затрудняет передвижение дислокаций в зернах во
время пластической деформации и повышает прочность сплава.
В связи с отмеченным свойства сплавов неограниченных твердых растворов изменяются по
криволинейному закону.
В данном случае в твердом состоянии наблюдаются три структурно-фазовые области: области
ограниченных α и β растворов и между ними область механических смесей этих растворов (α +
β).
В областях, занятых только одним раствором, свойства изменяются по криволинейным
законам, а в смешанной области — по л и ней ному.
Сплавы железа с углеродом
Сплавы на основе железа и особенно железоуглеродистые сплавы стали и чугуна продолжают оставаться важнейшими материалами. Для правильного понимания природы свойств
разнообразных марок современных сталей и чугунов, включая и специальные, так называемые
легированные, стали, необходимо получить хорошее представление о диаграмме железо—углерод,
разобраться в отраженном на ней структурно-фазовом составе и открытых Д.К.Черновым
критических температурных точках.
Диаграмма состояний железо углерод. В настоящее время наибольшее практическое значение
имеет диаграмма состояний Fе- -С, на которой одной из важнейших фаз, влияющих на
свойства сплавов, указан карбид железа Fе3С пли цементит. Анализ этой диаграммы
показывает, что цементит ведет себя как самостоятельный компонент.
Диаграмма состояний Fe-C.
Поэтому на диаграмме даны две согласующиеся друг с другом шкалы концентраций: одна
показывает содержание углерода, а другая — количество цементита в процентах. Напомним,
что в цементите Fе 3 С содержится 6,67 % углерода. Поэтому если левая ордината соответствует
чистому железу, то правая — цементиту.
Железо может находиться в двух аллотропических формах, которым соответствуют решетки
ОЦК и ГЦК. Если чистое железо претерпевает аллотропическое превращение ОЦК ↔ ГЦК, т. е. αFе↔у-Fе при 911 °С, то при сплавлении с углеродом эта температура может снизиться вплоть до
727 °С ( линия PSK). Температура плавления железа составляет 1539 °С.
Второй компонент рассматриваемой системы сплавов — цементит — имеет более сложную, чем
у железа, кристаллическую решетку и плавится при Т = 1250 °С.
Основными фазами и структурными составляющими данной системы, от которых зависят
свойства сплавов и их поведение при нагружении и нагреве, являются феррит (Ф), аустенит (А) и
цементит (Ц). Аустенит — это фаза и различимая в микроскоп в виде зерен структурная
составляющая, представляющая собой твердый раствор внедрения углерода в у-Fе.
В аустените в зависимости от температуры нагрева может раствориться до 2,14 % углерода (при
Т = 1147 °С). Атомы растворенного в аустените углерода располагаются в центрах ячеек ГЦК.
Обычно аустенит существует при Т > 727 °С. При комнатной температуре он иногда в
небольших количествах может сохраниться только в закаленной стали. Он очень пластичен (δ = 40 50 %), его твердость НВ составляет 1700—2000 МПа (170—200 кгс/мм2).
При Т = 727 °С аустенит может содержать только 0,8 % углерода (точка 5; во всех точках на
линии РSК аустенит также содержит 0,8 % углерода, находясь в равновесии с сопутствующим ему
на участке ЯЗ ферритом, а на участке SK — цементитом).
При повышении температуры растворимость углерода в аустените возрастает по линии SЕ
вплоть до 2,14 % при 114 °С. Очень важно уяснить, что при охлаждении всех сплавов,
содержащих аустенит и лежащие ниже и правее линии его насыщения углеродом Е, из него
вследствие уменьшения растворимости будет выделяться углерод. Выделяющийся углерод
образует цементит, получивший название вторичного—Цп (области ниже и правее линии SЕ).
Для понимания природы свойств равновесных сплавов разбираемой системы при комнатной
температуре наибольший интерес представляют феррит и цементит. Дело в том, что при Т < 727 °С,
включая и комнатную, все сплавы, охватываемые диаграммой Fе—С (Fе—Fе3С) от 0 %
углерода (0 % Fе3С) до 6,67 % углерода (100 % Fе3С), состоят только из этих двух фаз,
находящихся в них в разных количественных сочетаниях.
Легко проследить, что количество цементита в сплавах возрастает от 0 до 100 % при 6,67 %
углерода. В то же время количество феррита соответственно убывает от 100 % до 0. В связи с этим
у сплавов будут возрастать свойства, привносимые цементитом, и снижаться характеристики,
определяемые ферритом.
Твердость феррита зависит от фактического количества растворенного в нем углерода и может
достигать 800 МПа (80 НВ). Феррит, входящий в состав реальной промышленной стали, благодаря
неизбежно попадающим в нее при выплавке и растворяющимся в нем некоторым количествам
кремния и марганца имеет более высокую твердость, доходящую до 1000 МПа (100 НВ). Он очень
пластичен, его относительное удлинение δ = 50 %, а поперечное сужение ψ — 80 %.
Цементит является самой твердой и хрупкой фазой и структурной составляющей в
рассматриваемом ряду сплавов. Его твердость максимальна (второе место после алмаза) и
составляет 8000 МПа (800 НВ), а пластичность равна нулю, так как он способен только к
небольшим упругим деформациям.
Теперь легко понять, что при увеличении в сплаве содержания углерода вследствие возрастания
в нем количества твердого и хрупкого цементита и соответственно уменьшения доли мягкого и пла-
стичного феррита твердость и прочность сплава должны повышаться, а пластичность и вязкость —
уменьшаться. При этом, поскольку в данном случае образуется механическая смесь этих двух
фаз (Ф + Ц), свойства согласно закону Курнакова изменяются по линейному закону
(соответственно для смесей А + В и α+β).
Таким образом, представленные, на диаграмме сплавы охватывают собой широкий и
противоречивый диапазон механических свойств; высокие пластичность, вязкость; сравнительно
небольшая твердость в левой части и огромная твердость с ничтожно малыми пластичностью и
вязкостью — в правой.
Все помещенные на этой диаграмме сплавы принято делить на стали и чугуны. К сталям
формально относятся сплавы, содержащие менее 2,14 % углерода, остальные сплавы причисляются к
чугунам. Перечисленные ранее входящие в состав сталей и чугунов фазы (аустенит, феррит,
цементит) могут находиться в них как отдельные структурные составляющие в виде зерен или
мелких продолговатых включений. Они также образуют характерные структурные составляющие
— механические смеси с некоторыми присущими им признаками — перлит и ледебурит.
П е р л и т представляет собой механическую смесь тонких пластинок цементита и
находящихся между ними более толстых пластинок феррита. Он образуется при 727 °С из
аустенита, содержащего 0,8 % углерода.
Аустенит, находящийся в любой части диаграммы состояний выше 727 °С, остывая и
подходя к 727 °С, т. е. к линии РSК, приобретает концентрацию 0,8 % углерода. Перлит
образуется как в сталях, так и в чугунах и играет важную роль в формировании их свойств.
Ледебурит является механической смесью одновременно кристаллизующихся из
жидкой фазы при постоянной, равной 1147 °С температуре зерен аустенита и цементита.
Ледебурит содержит 4,3 % углерода. Поэтому, когда остывающая жидкая фаза приближается по
температуре к линии ЕС (1147 °С), углерода в ней оказывается 4.3 % и она, затвердевая, превращается
в хорошо перемешанную смесь зерен цементита и аустенита.
При дальнейшем охлаждении содержание углерода в аустените из-за уменьшения
растворимости снижается по линии FS и при 727 °С (линия SK) достигает 0,8 %. Аустенит при
этом превращается в перлит и, таким образом, ледебурит становится смесью зернышек перлита
и цементита. По описанной причине на диаграмме ледебурит с аустенитом обозначен Л А, а с
перлитом — Лп. Ледебурит содержится только в чугунах и отсутствует в сталях.
Понятие о выплавке и формировании качества чугуна и стали. Реальные свойства сталей и
чугунов в значительной степени зависят от неизбежно попадающих в них при выплавке других
элементов, которые могут или растворяться в феррите и цементите, или образовывать в сплавах
твердые или газообразные неметаллические включения. Во всех этих случаях особенно сильно
изменяются свойства сталей и надо четко себе представлять хотя бы схематично процесс выплавки
стали. Основная масса производимой в стране стали получается из чугуна путем его переплавки. В
свою очередь, чугун выплавляется из железной руды в специальных печных агрегатах,
называемых доменными печами. Железная руда представляет собой сложный горный минерал,
содержащий железо в количествах, обеспечивающих экономически рациональное ведение плавки.
Железо в руде содержится в виде оксида (Fе2О3, Fе3О4 или FеО), называемого рудным
минералом. Кроме рудного минерала в руде содержится определенное количество перемешанной с
ним пустой породы, в основном состоящей из кремнезема SiO2. В железной руде, как правило,
содержится небольшое количество марганца в виде минерала пиролюзита МnО2.
Чтобы выплавить чугун, надо прежде всего восстановить железо из его оксида и отделить
получающийся продукт от пустой породы. Но для этого вместе с рудой в доменную печь надо
загрузить топливо— кокс и флюс, (углекислый кальций), известняк СаСО 3. Кокс служит
источником необходимой для хода плавки теплоты и поставщиком оксида углерода СО, являющегося
восстановителем железа. При очень высоких температурах восстановителем служит и
содержащийся в коксе углерод.
Действие флюса — известняка — основано на том, что в сочетании с пустой породой —
кремнеземом SiO 2 — он образует легкоплавкую смесь, которая, плавясь и будучи более легкой,
чем чугун, скапливается над ним в виде шлака. Таким образом, пустая порода надежно
отделяется от металла. Но загружаемые в доменную печь вместе с рудой кокс и известняк всегда
содержат какое-то количество попадающих в чугун, а из него в сталь вредных приме сей, главным
образом серы и фосфора. Сера находится в руде и коксе в виде сульфидов FеS, FеS 2 , а фосфор —
в руде и известняке в виде минералов ЗСаР2О5 и ЗFеОР2О8Н20. Схема восстановления железа из
рудного минерала при получении чугуна:
co
co
c
Fe2O3→Fe3O4→FeO→Fe
На каждой из первых двух ступеней благодаря воздействию СО происходит частичное
восстановление оксидов с образованием СО 2 , а на последней ступени взаимодействуют сильно
разогретые кокс и закись железа, образуя губчатое железо. Последнее, взаимодействуя с
раскаленным коксом и в особенности с СО, науглероживается и образует цементит: ЗFе + 2СО→
Fе 3 С + СО 2 . При увеличении суммарного содержания углерода до 4,3 % образуется легкоплавкая
(ледебуритная) смесь, которая плавится и стекает в колодец доменной печи. Затем по мере
повышения температуры в нижних горизонтах печи и образования новых порций губчатого железа
они плавятся в образующемся чугуне, который скапливается в колодце.
Одновременно с восстановлением железа из пиролюзита и кремнезема восстанавливаются и
растворяются в жидком чугуне марганец и кремний:
co
co
co
c
MnO2→Mn2O3→Mn3O4→MnO→Mn, SiO2+2C+Fe=FeSi+2CO
В образующемся жидком чугуне растворяются также сера и фосфор, находящиеся в руде и во
вспомогательно-технологических шихтовых материалах — коксе и известняке.
Скапливающийся в колодце доменной печи жидкий чугун периодически выпускается,
разливается на чушки или отправляется на специальные склады жидкого чугуна — миксеры, из
которых он транспортируется на переплавку.
Таким образом, выплавленный в доменной печи реальный чугун благодаря ранее отмеченным
особенностям ни по химическому составу, ни по фазовому строению не может соответствовать
изображенной диаграмме состояний и состоять при комнатной температуре только из феррита и
цементита при комнатной температуре только из феррита и цементита, представленных в виде
П + Лп + Цп или Лп + Цп.
В действительности в чугуне будут присутствовать неизбежно попадающие в него при выплавке
примеси. К ним относятся марганец и кремний, которые принято рассматривать как полезные примеси.
К вредным примесям относятся сера и фосфор, а также попадающие из атмосферы кислород, азот и
водород.
Сера находится в виде сульфидов железа и марганца внутри зерен (MnS) и по границам (FeS).
Фосфор в основном растворяется в феррите, делая его хрупким, а избыточный, т. е. сверх предельной растворимости, образует фосфид железа Fе 3 Р.
Кислород образует точечные включения оксидов, а азот и водород частично растворяются, а
частично образуют точечные включения нитридов и гидридов. Все эти примеси при переплавке
чугуна переходят в сталь.
Сущность выплавки стали из чугуна состоит в удалении из него путем окисления излишнего
количества углерода до требуемого марочного уровня, а также примесных элементов, содержание
которых ограничивается определенными пределами.
В зависимости от назначения стали и предъявляемых к ее качеству требований применяется
несколько промышленных способом ее выплавки. При любом способе правильная печь
представляв собой выложенную огнеупорным кирпичом ванну с отлогими стенками. В нее
загружаются так называемые шихтовые материалы, необходимые для выплавки стали: жидкий или
твердый чугун, стальной лом, шлакообразующие и другие материалы, необходимые для ведения
плавки и, в частности, для связывания и удаления в шлак вредных примесей серы и фосфора.
В качестве окислителей при выплавке стали используются закись железа FеО, образующаяся в
ванне в результате окисления железа кислородом воздуха, а также чистый кислород, вдуваемый
в переплавляемый жидкий чугун.
В ходе выплавки стали по достижении в ней заданного марочного содержания углерода
дальнейшее его окисление надо прекратить. С этой целью прекращается подача кислорода и в
металл вводятся раскислители в такой последовательности: ферромарганец FеМn, ферросилиций
FеSi и алюминий. Они должны удалить из ванны закись железа и этим остановить окисление
углерода: FеО +Мn = Fе + М n О .
Полностью раскисленная сталь называется спокойной, а недостаточно раскисленная
(например, только ферромарганцем) продолжает «кипеть» при выпуске, заливке в изложницу и при
кристаллизации, поэтому такую сталь называют кипящей. Процесс окисления углерода в жидкой
стали сопровождается напоминающим кипение бурным выделением из нее пузырей оксида
углерода:
С + FеО = Fе + СО. Большинство марок стали выплавляют спокойными. Во время выплавки
стали из нее при помощи специальных материалов удаляют вредные примеси, особенно серу и
фосфор. После выплавки готовую сталь разливают в специальные металлические сосуды —
изложницы, в которых она кристаллизуется, образуя слитки. Слиток в разрезе состоит из трех
зон кристаллизации: тонкой зоны мелких равноосных зерен 1, широкой зоны столбчатых
кристаллов 2, имеющих вытянутую вдоль направления отвода теплоты форму, и средней зоны
равноосных зерен (равноосные, т. е. в этой зоне нет преимущественного направления отвода
теплоты, вдоль которого могли бы вытянуться зерна) 3.
Схема строения стального слитка.
Таким образом, в затвердевающей стали, т. е. в слитке, металлургические дефекты распределяются
неравномерно. И чем крупнее слиток, тем сильнее выражена эта неравномерность.
Основными металлургическими дефектами, ухудшающими свойства стали, являются сернистые
соединения (сульфиды), оксиды, шлаковые включения, различные газовые пузыри,
рассредоточенная усадочная рыхлость (мелкие поры, образующиеся между зернами вследствие
нехватки жидкого металла). Попавшие в сталь и растворенные в ней азот, водород и кислород также
ухудшают ее механические свойства.
С целью улучшения металлургического качества стали в настоящее время применяют
следующие технологические меры:
1) использование отборных шихтовых материалов с минимальным исходным содержанием
вредных примесей (S и Р);
2) ведение плавки в специальных печах, обеспечивающих наиболее благоприятные режимы для
удаления вредных примесей и исключающих попадание в сталь азота, кислорода и водорода.
Наиболее качественные стали выплавляются в электродуговых и вакуумных печах индукционного
нагрева;
3) обработку стали синтетическим шлаком специального состава с целью раскисления и более
полной очистки от серы и неметаллических включений. Для этого выплавленную в печи сталь
выпускают в ковш, в котором находится заранее подготовленный синтетический шлак;
4) обработку выплавленной стали вакуумом, в процессе которой из нее выделяются растворенные в
ней газы и всплывают на поверхность различные неметаллические примеси;
5) продувку жидкой стали нейтральным газом аргоном, во время которой из нее, так же как и в
предыдущем случае, выделяются газы и всплывают неметаллические примеси.
В настоящее время осваивается и внедряется в производство перспективное направление
получения стали непосредственно из руды минуя доменное производство. При этом прямом способе
выплавки стали в специальную камеру вдуваются строго расчетные количества измельченной
железной руды, оксида углерода и флюсов. В результате протекающих в реакторе реакций
образуется сталь. В заключение подчеркнем, насколько важно для обеспечения высокой
надежности и долговечности изготовляемых из стали изделий добиваться еще при выплавке ее
высокого металлургического качества, поскольку именно от него в решающей степени зависят ее
механические свойства и работоспособность изделий.
Углеродистые стали занимают левую часть диаграммы состояний. Пользуясь
этой диаграммой для оценки свойств отожженных, т. е. находящихся в равновесном фазовом
состоянии сталей, надо помнить отличия химического состава их фаз — феррита и цементита — и
металлургические дефекты, которые привносятся в них при выплавке и которые влияют на их
механические и другие свойства. Марганец и кремний, попадающие в сталь из чугуна, а также
вводимые в нее дополнительно при раскислении, растворяются в феррите, а марганец — в
цементите. Благодаря этому при сохраняющейся пластичности несколько возрастают прочность и
Углеродистые стали.
твердость стали (пластичность и вязкость снижаются при более высоком, чем примесное,
содержании Мп и Si).
Сера и фосфор снижают прочность и пластичность, а также ударную вязкость стали и поэтому
являются вредными примесями. При этом фосфор, растворяясь в феррите, упрочняет его и делает
хрупким, т. е. снижает вязкость стали, особенно при низких температурах. Отсюда принято считать,
что фосфор придает стали хладоломкость.
Сера в фазах, находящихся в стали, растворяться не может. Поэтому в стили она
располагается между ее зернами в виде легкоплавкого соединения FеS. Это соединение, как бы
разъединяя зерна, снижает прочность, пластичность и вязкость стали. Кроме того, соединение FеS
образует с соседними зернами стали плавящуюся при 988 °С смесь. Поэтому сильно пораженная
серой сталь при ковке (Т ≥ 1100°С) разрушается на фрагменты. В связи с этим говорят, что сера
придает стали красноломкость. Плавящиеся при 1620 °С зерна МnS находятся внутри зерен
стали. Они менее вредны, чем оторочки вокруг ее зерен. Кислород, как и сера, в твердой стали не
растворяется, но присутствует в ней в виде различных оксидов, имеющих форму разнообразных
по очертаниям и размерам зерен (SiO2, FеО, МnО и т. д.), называемых неметаллическими
включениями (НМВ). Эти включения делают сталь хрупкой и снижают ее прочность.
Азот и водород способны растворяться в феррите и образовывать мелкие зерна нитридов и
гидридов. Все это приводит к росту твердости и потере пластичности, а также вязкости стали.
Содержание углерода существенно влияет на свойства стали, поскольку от него зависят
относительные количества находящихся в стали мягкого и пластичного феррита и очень твердого,
но хрупкого цементита. В связи с этим тесно переплетается классификация сталей по содержанию
углерода и назначению. Так, низкоуглеродистые стали (до 0.25 % углерода) очень пластичны, но
сравнительно малопрочны и используются для изготовления слабонагруженных изделий.
Среднеуглеродистые стали (0,3—0,6 % углерода) сочетают в себе достаточно высокий комплекс
вязкостно-прочностных свойств и являются основными конструкционными машиноподелочными
материалами. Высокоуглеродистые стали (0,7—1,3 % углерода) обладают очень высокой
твердостью, низкими пластичностью и вязкостью. Из них изготовляются режущий и другой
инструмент, а также изделия с высокой износостойкостью.
По назначению углеродистые стали делятся на конструкционные и инструментальные.
К к о н с т р у к ц и о н н ы м с т а л я м относятся и строительные стали. Вместе они
составляют класс машиноподелочных и строительных сталей, используемых в машиностроении и
строительном деле.
В зависимости от характера и величины нагрузки, прикладываемой к изготовляемым из них
изделиям и конструкциям, эти стали принято делить на стали обыкновенного качества и
качественные,
В сталях обыкновенного_ качества допускается большее количество серы, фосфора, НМВ, газов
и других примесей, чем в качественных. В свою очередь, они делятся на три группы, свойства которых гарантируются ГОСТ 380-71.
У группы А гарантируются только механические свойства. Химический состав не гарантируется.
Поэтому из нее можно делать изделия только применяемые механическую обработку (снятие
стружки). Нагревы, сварку применять нельзя, так как изменяющиеся при этом свойства можно
восстановить только термической обработкой, но для этого необходимо знать содержание углерода в
стали, т. е. ее химсостав.
Стали этой группы маркируются так: СтО, Ст1, ..., Ст6. Гарантируемая прочность σ в находится в
пределах 300—625 МПа, а пластичность δ= 22 -14 %..
Сталь группы Б (БСтО, БСт1, .... БСт6) выпускается с гарантируемым химическим составом.
Поэтому при изготовлении изделий ее можно нагревать, например для ковки, а потом при помощи
термической обработки исправлять нарушенную структуру и придавать необходимые свойства.
Стали группы В (ВСт1, ..-., ВСт6) поставляются по механическим свойствам и химическому
составу. Они идут для изготовления сварных конструкций.
К маркировке недораскисленных («кипящих») сталей прибавляются буквы кп, например,
Ст1кп, БСт1кп.
Качественные углеродистые конструкционные стали выплавляются при более строгом
соблюдении технологии выплавки, а содержание вредных примесей серы и фосфора в них не
должно превышать 0,03 % каждого. Их маркировка состоит из двузначного числа,
означающего содержание углерода в сотых долях процента: сталь 05, 08, 10, 15, 20, ..., 40, 45, ...,
85. Из-за высокой хрупкости конструкционные углеродистые стали не содержат углерода свыше
0,85 %. Буква А в конце марки свидетельствует об улучшенном металлургическом качестве стали:
более полном раскислении, мелком наследственном зерне, более точном химическом составе и мень-
шем содержании серы и фосфора (менее 0,02 % каждого). Из этих сталей делаются детали
ответственного назначения.
Низкоуглеродистые стали могут выплавляться и как «кипящие»: 10кп, 15кп, 20кп. Важным
преимуществом «кипящей» стали является отсутствие у ее слитков сосредоточенной усадочной
раковины, благодаря чему на 10—20 % увеличивается выход годного металла. Что касается
находящихся в слитке многочисленных заполненных оксидом углерода пузырей, то они во время
прокатки или ковки завариваются.
И н с т р у м е н т а л ь н ы е у г л е р о д и с т ы е с т а л и являются высокоуглеродистыми
сталями, содержащими 0,7—1,3% углерода. Это гарантирует им высокую твердость, необходимую
для придания инструменту режущих свойств и износостойкости.
Их маркируют У7, У7А, ..., У13, У13А. Цифра означает содержание углерода в десятых долях
процента, а буква А — улучшенное металлургическое качество.
Чугуны. Показанные в правой части диаграммы состояний чугуны являются
двухкомпонентными белыми чугунами, в которых весь углерод химически связан в цементит.
В реально выплавляемых промышленностью чугунах определенная часть углерода может
находиться в свободном состоянии в виде графита — темного кристаллического вещества с
гексагональной решеткой. В связи с отмеченным чугуны принято делить на белые и серые,
имеющие белый, светлый излом ввиду отсутствия графита и чугуна с графитом, т .е. каким-то
количеством свободного углерода. Чугун с графитом может условно рассматриваться как сталь,
«испорченная» наличием графитных включений, т. е. его можно представить в виде стальной
основы, содержащей графитные включения. Графитными включениями можно управлять, придавая
чугуну те или иные механические свойства в зависимости от формы и размеров этих
включений.
В серых чугунах графитные включения имеют форму кривых пластинок. Такой чугун является
сталью с готовыми трещинами — концентраторами напряжений, заполненными графитом. Чем их
больше и чем они крупнее, тем ниже прочность серого чугуна.
Серые чугуны маркируют буквами СЧ, рядом с которыми ставят двузначное число,
означающее временное сопротивление σв (кгс/мм2 ): СЧ10. СЧ15 СЧ45.
Модифицированием серого чугуна повышают его прочность, для этого в него вводят
силикокальций, измельчающий графитные пластинки-трещинки. Свое название данный чугун
получил благодаря цвету излома. Серый чугун получается при медленном охлаждении отливки в
форме, если при этом в его составе кремний, являющийся графитизатором, преобладает над
марганцем. Он применяется для получения отливок малоответственного назначения (станины
станков, картеры двигателей, коробки, противовесы и т. д.).
Высокопрочный чугун, содержит графит в геометрически правильной шаровидной форме, почти
не концентрирующей напряжений и потому обеспечивающей чугуну наибольшую прочность σ в
(до 120 кгс/мм2), сочетающуюся с удовлетворительной пластичностью δ (2—17 %). В его
маркировке отражены прочность и пластичность: ВЧ38-17. ВЧ70-2, ВЧ120-2 и т. д.
Данный чугун получается в результате модифицирования серого чугуна специального
состава небольшими добавками (0,03— 0,07 %) магния или церия. Из него отливают
ответственные детали, например коленчатые валы автомобильных и судовых двигателей.
Ковкий чугун содержит графит в хлопьевидной форме. Это обеспечивает ему значительно более
высокую, чем у серого, но несколько меньшую, чем у высокопрочного чугуна, прочность, сочетающуюся с некоторым запасом пластичности: КЧЗО-6, КЧ97-12, КЧ63-2.
Его получают путем длительного (70—80 ч) графитизирующего отжига отливок из белого
чугуна специального состава при температуре 970—740 °С, во время которого происходит
частичный или полный распад цементита с образованием свободного углерода - графита в виде
хлопьев.
Ковкий чугун применяется для изготовления литых деталей. подвергающихся в работе
небольшим ударным нагрузкам (рычаги, педали, кожухи и т. д.).
Основы термической и химико-термической обработки стали
Термическая обработка сплавов представляет собой совокупность проводимых по
определенным режимам операций их нагрева и охлаждения с целью придания им такой структуры,
которая бы обеспечила получение требуемых служебных или технологических свойств. Таким
образом, за счет термической обработки можно не меняя химического состава стали изменять ее
свойства в очень широком диапазоне. Например, отожженная сталь 40 имеет твердость 150
кгс/мм 2 НВ, а закаленная — 600.
При помощи химико-термической обработки можно упрочнять только поверхностный слой
металла, насыщая его каким-нибудь компонентом, оставляя при этом сердцевину без
изменения.
Изменение структуры стали при нагреве. Если нагреть сталь до температуры 727 °С, то
входящий в ее структуру перлит превратится в аустенит (1-я точка Д. К. Чернова). При
дальнейшем повышении температуры у доэвтектоидных сталей (содержащих менее 0,8 % углерода)
в аустените будет растворяться сохранившийся при 727 °С феррит, а у заэвтектоидных (>0,8 %
углерода) в нем будет растворяться цементит (Цн). Растворение закончится при температурах,
соответствующих линии GSЕ (2-я точка Д. К. Чернова), и сталь примет аустенитную структуру.
Для ускорения диффузионных процессов, выравнивающих содержание углерода в зернах
аустенита, сталь обычно нагревают до температуры выше линии С55 на 30—50 °С и делают при ней
выдержку, достаточную для выравнивания состава во всех зернах. Нагрев до более высоких
температур нежелателен ввиду роста аустенитных зерен, влекущего ухудшение прочностных свойств
стали.
Нагрев стальных деталей для термообработки производится в специально сконструированных
термических печах, имеющих камеру для загрузки деталей.
Превращение аутенита при различных скоростях охлаждения. Охлаждение деталей при
термообработке производится в газообразных или жидких охлаждающих средах, выбираемых
таким образом, чтобы получить требуемую скорость охлаждения аустенита, необходимую для
превращения его в желаемую структуру.
Самое медленное охлаждение получается в печи с закрытой дверцей при выключенном
отоплении. При открытой дверце охлаждение несколько ускоряется. Еще быстрее идет охлаждение
при выдаче детали на воздух.
Для умеренно ускоренного охлаждения применяется машинное (минеральное) масло, а для
быстрого - вода. Скорость охлаждения в воде можно изменять за счет подбора ее температуры:
чем холоднее вода, тем быстрее охлаждение.
Растворение в воде солей или щелочей повышает ее охлаждающую способность. От скорости
охлаждения аустенита, т. е. от выбора охлаждающей среды, зависят строение и характер получающихся при его распаде продуктов. Возьмем для простоты аустенит, имеющий эвтектоидный состав, т.
е. 0,8 % углерода, и рассмотрим, какие из него будут получаться продукты при разных скоростях
охлаждения.
При медленном охлаждении, например в печи, аустенит распадается на грубую,
крупнопластинчатую смесь, состоящую из пластинок феррита и цементита, именуемую перлитом
— П: А → Ф + Ц = П. Распад происходит при температурах, близких линии PSK (727 °С).
Перлит имеет твердость 180—200 кгс/мм2 НВ.
При ускоренном охлаждении, например на открытом воздухе, распад аустенита произойдет в
интервале более низких температур, и при этом получается более тонкая смесь пластинок феррита и
цементита, называемая сорбитом — С. Твердость сорбита около 250 кгс/мм 2 НВ.
При дальнейшем ускорении охлаждения (например, в минеральном масле) распад аустенита
происходит при еще более низких температурах, а получающаяся смесь феррита с цементитом, называемая троститом, оказывается еще более тонкой и твердой (около 300 кгс/мм2).
Здесь следует заметить, что существует такая достаточно большая скорость охлаждения
аустенита, начиная с которой он уже не успевает распадаться на феррито-цементную смесь, а
переохлаждаясь до вполне определенной температуры, превращается в пересыщенный твердый
раствор внедрения углерода в α-Fе. Этот раствор, называемый мартенситом, очень тверд и хрупок.
Его твердость составляет 600 кгс/мм2 НВ. Мартенситное превращение требует непрерывного
охлаждения от температурной точки Мн (начало мартенситного превращения) до точки М к
(конец мартенситного превращения). Оно происходит в результате бездиффузионного
аллотропического превращения γ-Fе а α-Fе (ГЦК-решетки в ОЦК), при котором вследствие
отсутствия диффузии из-за низкой температуры весь находившийся в аустените растворенный
углерод остается в новой ОЦК-решетке и оказывается растворенным в α-Fе. Но так как
растворимость углерода в α-Fе значительно меньше, то получается пересыщенный раствор с
большими искажениями решетки и внутренними напряжениями. Эти искажения и напряжения
называются закалочными, их появлению способствует очень большая плотность возникающих
дислокаций.
Минимальная скорость охлаждения, при которой обеспечивается превращение аустенита в
мартенсит, называется критической скоростью закалки.
Охлаждение аустенита в воде обеспечивает закритическую скорость и гарантирует получение
мартенситной структуры, характеризующейся высокой твердостью и практически нулевыми
пластичностью и вязкостью.
Виды термической обработки. Из всего вышеизложенного следует, что изменяя скорость
охлаждения аустенита можно получать продукты с различными свойствами — от самых мягких и
пластичных до наиболее твердых и хрупких. На этом и основано применение таких широко и
часто используемых в промышленности видов предварительной термической обработки
углеродистых сталей, как отжиг, нормализация и закалка.
Отжиг служит главным образом для снижения твердости стальных заготовок перед
механической обработкой. Для его проведения заготовки из эвтектоидной и доэвтектоидной стали
нагревают до аустенитного состояния, а из заэвтектоидной — до аустенитно-цементитного, делают
выдержку для выравнивания состава аустенита и медленно охлаждают, выключив источник
теплоснабжения печи, с закрытой, а иногда с открытой дверцей.
Н о р м а л и з а ц и е й может быть достигнут ряд целей: измельчение выросшего по какой-то
причине зерна стали, разрушение затрудняющей механическую обработку цементитной сетки вокруг
зерен заэвтектоидной стали (>0,8 % углерода), а также перекристаллизация грубой и хрупкой
столбчато-дендритной структуры литой стали в мелкозернистую, равноосную.
Для заготовок из мягкой по природе низкоуглеродистой стали нормализация с целью экономии
времени проводится вместо отжига, а для деталей неответственного назначения из любой стали заменяет закалку. При нормализации сталь, нагревают до температуры выше линии GSE на 30—50
°С, затем делают выдержку и охлаждают на спокойном воздухе.
При таком охлаждении низкоуглеродистых сталей получается более тонкая по строению, чем
при отжиге, смесь зерен феррита и перлита, но вследствие небольшого содержания углерода
твердость оказывается не намного выше.
Средне- и особенно высоко углерод истые стали при этом приобретают структуру мелкозернистого,
мелкопластинчатого перлита, называемого сорбитом. Поэтому прочность оказывается выше, чем
при отжиге.
Вокруг зерен высокоуглеродистой (заэвтектоидной) стали цементитная оболочка сформироваться
не успевает, и выделяющийся цементит оказывается внутри зерен перлита в виде изолированных
Друг от друга зернышек. С таким строением она легче обрабатывается режущим инструментом. Но,
чтобы уменьшить ее твердость и дополнительно облегчить снятие стружки, заэвтектоидную сталь
после нормализации следует подвергнуть неполному отжигу с нагревом до температуры выше
линии РSК на 30—50 °С.
З а к а л к а является первой операцией окончательной термообработки изделий. Под
окончательной понимают такую термообработку, которая придает стали ту структуру и свойства,
которые необходимы изделию для выполнения своих эксплуатационных функций.
В этом случае изделию дается так называемая истинная закалка, обеспечивающая получение
мартенситной структуры. Только получив предварительно мартенсит и подвергнув его затем
соответствующему виду отпуска можно получить у стали наилучший комплекс механических
свойств, т. е. наиболее благоприятное сочетание твердости, прочности, вязкости и пластичности,
необходимое для надежной и долговечной работы изделия.
Для закалки на мартенсит сталь нагревается до температуры на 30—50 °С выше линии GSK,
выдерживается для выравнивания аустенита по углероду и другим растворенным в нем элементам
(например, легирующим, если сталь легированная), а затем охлаждается со скоростью не менее
критической. Для углеродистых сталей закалочной средой является вода.
Закалка с меньшей скоростью дает более мягкие, чем мартенсит, структуры — тростит или
сорбит, обеспечивающие более низкие комплексы механических свойств.
Отпуск с т а л и является заключительной операцией термообработки, выполняемой после
закалки. Его основной целью является трансформирование полученного в результате закалки мартенсит в структуру, обладающую оптимальным комплексом вязкостно-прочностных свойств,
способных обеспечить надежную и долговечную работу изделия в заданных условиях
эксплуатации.
Он заключается в нагреве закаленной детали до какой-то определенной, заданной температуры,
лежащей ниже 1-й критической точки Д. К. Чернова (727 °С), выдержке при этой температуре,
достаточной для завершения необходимых структурно-фазовых превращений, и охлаждении с
любой скоростью.
В закаленной стали при отпуске благодаря развитию диффузионных процессов постепенно
устраняются искажения кристаллической решетки, «рассасываются» дислокации и снимаются
внутренние напряжения, вследствие чего устраняется хрупкость, снижается прочность,
повышаются пластичность и вязкость. Полное развитие эти процессы получают при 600—650
°С.
Основой упомянутых процессов является происходящий при нагреве распад мартенсита на
ферритно-цементитную смесь. Пересыщенность кристаллической решетки мартенсита углеродом
порождает в нем все искажения и напряжения и обусловливает его неравновесное состояние с
большим избытком свободной энергии.
Производимый при отпуске нагрев вызывает в закаленной стали диффузионные процессы,
приводящие к выходу атомов углерода из перенапряженной решетки альфа-железа, образованию
сначала (при T<300°С) частичек эпсилон-карбида, а потом (при Т > 300°С) цементита, что и
приводит к постепенному устранению искажений решетки, уменьшению плотности дислокаций,
снижению до полного исчезновения внутренних напряжений и уменьшению запаса свободной
энергии.
Описываемые превращения оказывают влияние на получающуюся при отпуске структуру, а
через нее — на комплекс механических свойств. Так как степень завершенности диффузионных
процессов в основном зависит от температуры, то характер и уровень получающихся свойств
зависят от температуры отпуска. В машиностроении исторически сложились три большие группы
стальных изделий с принципиально различающимися по характеру комплексами механических
свойств:
I группа (режущий и другие виды инструмента) для выполнения своих эксплуатационных
функций должна в первую очередь иметь высокую твердость своего материала. Без этого
невозможны ни снятие стружки резцом с обрабатываемой детали, ни его продолжительная работа
из-за быстрого износа;
II группа (пружины, рессоры, торсионы и другие изделия) требует от своего материала
прежде всего высокого предела упругости, сочетающегося с удовлетворительной вязкостью;
III группа изделий испытывает в работе значительные, как правило, ударные, циклические или
знакопеременные нагрузки. Поэтому для обеспечения их прочности и долговечности решающее
значение имеет высокая ударная вязкость их материала.
В связи с изложенным в практике термической обработки сложились три вида отпуска
соответственно для каждой из перечисленных групп изделий.
Низкий отпуск производится при 150—180 °С (иногда при 220—250 °С). При этих
температурах из решетки мартенсита выходит лишь часть «лишнего» углерода, который образует
высокодисперсные, не видимые в микроскоп частицы эпсилон-карбида.
Получающаяся структура представляет собой смесь малоуглеродистого мартенсита,
называемого мартенситом отпуска, с мельчайшими частицами эпсилон-карбида. Эта структура
обладает высокой твердостью. Однако вследствие хотя и уменьшающихся, но все еще
сохраняющихся искажений и внутренних напряжений ее пластичность и вязкость повышаются
незначительно.
Средний отпуск производится при 350—450 °С (иногда 470 °С). При таком нагреве мартенсит
полностью распадается на ферритно-цементитную смесь, так как весь избыточный углерод покидает
решетку мартенсита (и образуется феррит), а частицы эпсилон-карбида в результате перестройки
и коагуляции превращаются в зернышки цементита. Образующаяся при среднем отпуске тонкая
смесь феррита и зернистого цементита называется троститом отпуска. Она обладает высокими
упругими свойствами и достаточной Для долговечной работы вязкостью.
Высокий отпуск осуществляется при 500—650 °С. Он практически полностью устраняет
искажения кристаллической решетки альфа-железа и снимает закалочные напряжения. Плотность
дислокаций сводится к минимуму.
В результате усиливающейся коагуляции зернышки цементита, объединяясь, укрупняются и
получается смесь более крупных, чем у тростита, зерен цементита с ферритом. Образующуюся
структуру называют сорбитом отпуска. Она имеет наиболее благоприятное сочетание свойств, а
именно: максимальные вязкость, пластичность и вполне удовлетворительный предел текучести. По
этой причине закалку с низким отпуском часто называют улучшением.
Поверхностная закалка и химико-термическая обработка стали. Из сказанного выше
следует, что прочностные и вязкопластические свойства у стали изменяются неоднозначно: если по
какой-либо причине растут пластичность и вязкость, то одновременно уменьшаются твердость и
прочность, и наоборот. Например, если при отпуске твердость оказывается высокой, то вязкость
получается низкой. То же происходит при увеличении содержания углерода в стали:
твердость растет, а вязкость снижается.
Однако в некоторых случаях от материала изделия одновременно требуются высокая
износостойкость (сопротивление истиранию, обеспечиваемое высокой твердостью) и высокая
вязкость (стойкость против разрушения при продолжительных ударных нагрузках).
Это относится, например, к зубьям шестерен, кулачкам распределительных валов автотракторных
двигателей и другим подвергающимся трению с ударами элементам деталей машин.
В подобных случаях вся деталь изготовляется из такого материала, который обладает
достаточно высокой пластичностью и вязкостью, а потом тем ее местам, от которых требуются
высокая твердость и износостойкость, дается дополнительная поверхностная упрочняющая
обработка.
Для указанной цели наиболее часто применяются поверхностная закалка и химикотермическая обработка [ХТО].
При п о в е р х н о с т н о й з а к а л к е деталь изготовляется из среднеуглеродистои стали.
Вначале для придания окончательных свойств сердцевине всю деталь нормалируют или
улучшают, а затем упрочняемому месту дают поверхностную закалку на глубину до 2 м. Нагрев
под закалку производят чаще всего индуктором, имеющим форму контура упрочняемой
поверхности и питающимся током высокой частоты. За очень короткое время обрабатываемая
поверхность прогревается до аустенитного состояния на требуемую глубину, после чего
охлаждается струями воды. После поверхностной закалки деталь проходит низкий отпуск.
Таким образом, твердая, поверхность хорошо противостоит износу, а сохранившаяся вязкой
сердцевина изделия хорошо воспринимает и поглощает ударные нагрузки.
Х и м и к о - т е р м и ч е с к а я о б р а б о т к а имеет целью диффузионным способом
насытить поверхность детали каким-либо элементом-упрочнителем и, таким образом, обеспечить
получение высокой твердости и износостойкости. Чаще всего для этой цели применяются
цементация, азотирование и цианирование.
Цементацией называется насыщение упрочняемой поверхности детали углеродом на глубину до 2
мм с целью получения при последующей закалке с низким отпуском высокой твердости и износостойкости. Чтобы сердцевина детали оказалась вязкой и ударостойкой, деталь изготовляется из
низкоуглеродистой, как правило, легированной стали 18ХГТ, 20Х и т. д.
Хорошие результаты дает газовая цементация оксидом углерода СО или метаном СН4 в
специальной герметичной камере при температуре 900—950 °С.
Образующийся при диссоциации упомянутых газов атомарный углерод С ат диффундирует в
аустенит поверхностного слоя:
СО→1/2О 2 + С ат и СН 4→ 2Н2 + С ат.
После закалки и низкого отпуска упрочненный слой приобретает твердую и износостойкую
структуру мартенсита отпуска с равномерно распределенными в нем зернами карбидов.
Азотированием называется поверхностное упрочнение стали путем ее насыщения азотом.
Наиболее твердыми и термостойкими нитридами, образующимися при азотировании и
обеспечивающими упрочняемому слою высокую твердость и износостойкость не только при
комнатной, но и при повышенной температуре, являются нитриды хрома, алюминия и молибдена
(СгN, А1N, МоN). Поэтому детали, подвергающиеся азотированию, должны изготовляться из
среднеуглеродистой стали, содержащей упомянутые легирующие элементы, например из стали
35ХМЮА. Так как азотирование производится при температуре 500—600 °С в газовой среде
аммиака (NН3→1,5Н2 + Nат) и указанная температура соответствует температуре высокого отпуска, то
по существующей технологии перед азотированием деталь улучшают, получая у ее материала
прочную и вязкую сорбитную структуру.
В результате складывается удачное сочетание состоящего из очень твердых, износостойких и
термостойких нитридов поверхностного слоя и вязкой сорбитной сердцевины. В отличие от цементации азотированию подвергают такие трущиеся детали, которые при эксплуатации испытывают
еще и нагрев (например, гильзы цилиндров некоторых двигателей внутреннего сгорания). Для сравнения заметим, что упрочненный цементацией слой при нагреве свыше 250 °С теряет твердость и
износостойкость, а азотированный слой выдерживает более высокие температуры (свыше 600—700
°С).
Цианирование представляет собой одновременное насыщение упрочняемой поверхности
углеродом и азотом в расплавленной цианистой соли. Однако вследствие опасности обращения с
циан-содержащей средой на заводах более широкое применение нашла нитроцементация —
поверхностное упрочнение стальных деталей в газовой среде, состоящей из смеси около 92 %
цементирующего газа (эндогаз + природный газ) и до 8 % аммиака. Процесс идет в
специальной камере при Т = 870 °С.
В результате закалки и низкого отпуска на поверхности получается твердый, износостойкий
мартенситный слой с зернышками карбонитридов.
Понятие о легированных сталях. Легированной сталью называется такая сталь, в которую
кроме углерода вводятся один или несколько других элементов, называемых легирующими, с целью
улучшения ее механических и технологических свойств или получения каких-либо новых служебных
свойств, не присущих углеродистым сталям. По назначению легированные стали делятся на конструкционные, инструментальные и стали и сплавы с особыми свойствами. В легированных
деталях должно быть не менее 50 % железа, при меньших количествах получаются сплавы с
особыми свойствами.
Для изготовления тяжелонагруженных деталей ответственного назначения у углеродистых
сталей не хватает прочности и вязкости. Компенсировать этот недостаток за счет увеличения
сечения детали нерационально, так как из-за недостаточной прокаливаемости углеродистых
сталей внутренняя часть сечения оказывается непрочной. Под прокаливаемостью понимается
способность стали закаливаться на определенную глубину. Ее можно оценивать, например, по
наибольшему диаметру, при котором деталь из данной стали прокаливается насквозь, приобретая во
всем сечении мартенситную структуру.
Для улучшения механических свойств в к о н с т р у к ц и о н ные л е г и р о в а н н ы е
с т а л и вводятся такие элементы, как хром, никель, вольфрам, молибден, ванадий, титан
и бор, а также марганец и кремний в количествах, превышающих их обычное содержание в
углеродистых сталях.
Оптимальным содержанием вводимых в конструкционную сталь легирующих элементов является
такое, которое обеспечивает сквозную прокаливаемость изготовляемых из данной стали
деталей.
Конструкционные легированные стали маркируются следующим образом: вначале ставится
двузначное число, выражающее среднее содержание углерода в стали в сотых долях процента,
затем русскими заглавными буквами перечисляются находящиеся в стали легирующие элементы.
При этом приняты следующие обозначения: Х-Сr, Н-Ni, М-Мо, Г-Мn, Д-Си, В-W, Ф-V, Б-Nb, РВ, К-Со, С-Si, Т- Ti, Ц-Zr, Ю-А1, П-Р, А-N. Проставляемая после буквы цифра означает среднее
количество данного элемента в процентах. Если элемента менее 1 %, то цифра не ставится.
Стоящая в конце маркировки буква А свидетельствует о высоком металлургическом качестве стали
и прежде всего о том, что в ней серы и фосфора менее 0,02 % каждого.
Конструкционные легированные стали обладают более высокими вязкостно-прочностными
свойствами по сравнению с углеродистыми благодаря следующим преимуществам: все они (кроме
марганцовистых) - природно мелкозернистые стали; они глубже прокаливаются и закаливаются
не в воде, а в масле, а некоторые на воздухе, благодаря чему у них получаются очень малые
закалочные напряжения и следовательно, более высокие пластичность и вязкость; при отпуске
на равные с углеродистыми сталями твердость к прочность требуют более высокой температуры и
большей выдержки, вследствие чего в них полнее снимаются закалочные напряжения и вязкость
оказывается выше. Кроме того, никель (до 5 %) и хром (до 3 %), растворяясь в феррите,
повышают его прочность и вязкость, чем в отличие от других элементов более значительно улучшают комплекс механических свойств стали.
Таким образом, легирование конструкционных сталей благоприятно отражается на
комплексе их механических свойств.
Стали для режущего инструмента должны быть твердыми и износостойкими. Поэтому они должны
содержатъ достаточное количество углерода (0,8—1,0 %) и карбидобразующих элементов, главным образом хрома. Получающаяся у них после закалки и низкого отпуска структура (мартенсит
отпуска с равномерно распределенными карбидами) обеспечивает высокие режущие свойства
инструмента. Наиболее часто используются следующие марки легированных инструментальных
сталей; X, 9ХС, ХГСВФ (стали I группы). В маркировке и н с т р у м е н т а л ь н ы х
с т а л е й содержание углерода указывается в десятых долях процента, а отсутствие цифры
свидетельствует о том, что углерода содержится около 1 %. Отсутствие цифр после символов таких
элементов, как хром, кремний и вольфрам, означает, что их, количество может доходить до 1,5 %.
Из перечисленных выше сталей делаются резцы, фрезы, сверла и другой режущий инструмент.
Высоколегированные инструментальные стали, содержащие до 1 % С и до 25 % W, Сr, V, способны
сохранять высокую твердость и резать металл при разогреве до 600 °С и более. Благодаря этому
они обеспечивают высокую скорость резания (до 50 м/мин) и называются быстрорежущими. Они
обозначаются буквой Р: Р18, Р12, Р9, Р6М5К5 и т. д.
Еще более высокие режущие свойства показывают твердос п л а в н ы е п л а с т и н ы ,
которыми оснащают инструмент. Они превосходят быстрорежущую сталь по скорости резания и теплостойкости, достигающей 900—1000 °С.
Режущие пластины изготовляют методом спекания при температуре до 1400 °С порошков
карбидов, тщательно смешанных с небольшим количеством порошка и кобальта, используемого в
качестве пластичной связки.
Изготовляемые таким образом металлокерамические сплавы делятся на три группы: группа ВК
(ВК2, ВК3) содержит карбид вольфрама WС (В) и кобальт (К), количество которого в процентах
указано цифрой (остальное — WС); группа ТК (Т5К10, Т30К4), включающая карбиды титана (Т),
вольфрама и кобальт. Количество ТiС и Со указаны цифрами, стоящими после букв Т и К (остальное — WС); группа ТТК, например, ТТ7К12, содержащая 7 % карбидов титана и тантала (4 %
ТiС + 3 % ТаС), 12 % Со и 81 % WС. К сталям с особыми свойствами относятся прежде всего коррозионно-стойкие и жаропрочные стали.
Коррозионно-стойкими
называются
стали,
противодействующие
поверхностному
разрушению под действием агрессивных газовых или жидких сред.
Газовой коррозии хорошо противостоят нержавеющие стали, имеющие не менее 12 % Сr: 12X13,
40X13. Они устойчивы на воздухе, в воде, в паровой среде. Из них делают клапаны гидропрессов,
предметы домашнего обихода, хирургический инструмент. Сталь с большим содержанием хрома
12X17 является кислотостойкой. Сталь 08Х17Т, содержащая титан, хорошо противостоит межкристаллитной коррозии (МКK), поэтому годна для изготовления сварных конструкций.
Еще большую коррозионную стойкость имеют хромоникелевые кислотостойкие стали с
аустенитной структурой 12Х18Н9 и 12Х18Н9Т. Последняя противостоит МКК.
Другими способами защиты металла от коррозии являются оксидирование и фосфатирование, т.
е. покрытие оксидными или фосфатными пленками. Применяются также различные металлические
покрытия, например цинкование, лужение (оловом), хромирование, никелирование и т. д.
Жаропрочными называются стали, способные продолжительно работать под нагрузкой при
повышенных (свыше 400 °С) и высоких (свыше 650 °С) температурах. Для этого они прежде
всего должны быть жаростойкими (окалиностойкими). Сопротивление окалинообразованию при
высоких температурах обеспечивается образующейся на их поверхности плотной оксидной
пленкой из Сг203, А!2О3 или SiO2, которая останавливает дальнейшее окисление в глубину. В связи
с этим в жаропрочных сталях нужны хром, алюминий или кремний.
Для упрочнения феррита в стали, работающие при 400—580 °С (котлы, пароперегреватели,
трубопроводы), вводятся молибден, ванадий, хром: 12МХ, 15ХМ, 12Х1МФ.
Для работы при повышенных давлениях и температурах свыше 600 °С применяются стали с
аустенитной структурой 09Х14Н16Б, 08Х18Н10Т и др. Температуры 800—1100 °С выдерживают
лопатки турбин из жаропрочных сплавов на никелевой основе ХН77ТЮР, ХН55ВМТФКЮ, в
которых никеля содержится соответственно 77 и 55 %, а сплавляемыми с ним компонентами
являются Сr, Тi, А1, В, W, Мо, V, Со.
Сплавы цветных металлов. Наиболее распространенными и широко применяемыми являются
сплавы на основе меди и алюминиевые сплавы.
Медные с п л а в ы принято делить на латуни и бронзы. Латунями называются сплавы
меди с цинком. В качестве второстепенных компонентов, улучшающих свойства латунеи, в них
могут добавляться и другие элементы, например олово для повышения коррозионной стойкости,
свинец для лучшей обрабатываемости режущим инструментом, алюминий и никель для улучшения
механических свойств. С добавлением цинка в медь до 32 % Zn одновременно повышаются
прочность и пластичность латуни. Наиболее пластичными являются однофазные латуни, в которых
весь цинк растворен в ГЦК-решетке меди. Предельная растворимость — 39 % Zn. При сплавлении с
большим количеством цинка образуется вторая фазана основе раствора в химическом соединении
СuZn и, таким образом, получаются двухфазные латуни. Эти латуни тверже, но хрупче
однофазных. Латуни маркируются буквами Л с цифрами, указывающими количество меди как более
дорогого, чем цинк элемента. Если латунь содержит другие элементы, то они обозначаются
русскими буквами, проставляемыми после Л: О - олово, А -_алюминий, Н - никель, Ж - железо, С свинец, К - кремний, Мц - марганец и т. д. Однофазные латуни: Л96. Л90, Л80, Л68. Л62. Из них
делают листы, ленты, разные профили.
Из двухфазных латунеи широко известная латунь Л59. Для образования сыпучей стружки в нее
добавляют 1—2 % Рb (ЛС59-1). Они чаще всего выпускаются в виде прутков разного профиля.
Бронзами называются сплавы меди с любыми компонентами, кроме цинка (однако цинк
может входить в состав сложных бронз в качестве второстепенного компонента). Бронзы
существенно отличаются от латунеи тем, что с увеличением содержания второго компонента они
быстро теряют пластичность, в то время как твердость довольно быстро возрастает (у латунеи до 32
% Zn растут оба эти показателя).
Бронзы маркируются буквами Бр, а затем ставится второй компонент с цифрой, указывающей
его среднее содержание в процентах. Если имеются и другие компоненты, то они перечисляются
вслед за вторым, а затем, разделенные дефисами, указываются содержания компонентов начиная со
второго, например Бр010, Бр0Ф10-1, БрА5, БрА7, БрБ2, БрКд 1,5 и т. д. Оловянная и оловяннофосфористая бронзы являются хорошими антифрикционными сплавами для подшипников
скольжения, червячных колес. Алюминиевые бронзы являются дешевыми заменителями
оловянных бронз. Бериллиевая бронза (БрБ2) является твердым и упругим материалом,
служащим для изготовления немагнитных пружин и неискрящего ударного инструмента.
Кадмиевая бронза (БрКд 1,5) является износостойким электропроводящим материалом. Применяется для изготовления троллейбусных и трамвайных контактных проводов.
Основные преимущества алюминиевых сплавов - легкость и сравнительная недефицитность.
В зависимости, от пластичности и деформируемости все они делятся на две группы: деформируемые (способные пластически деформироваться при изготовлении из них изделий) и
литейные (имеющие низкую пластичность, поэтому для получения из них изделия нужного
очертания их следует в жидком виде заливать в специальную литейную форму). Наиболее простые
деформируемые сплавы алюминия содержат до 1,6 % Мn (АМц) или 2—5 % Мg(АМг2 и АМг5). Эти
элементы, растворяясь в кристаллической решетке алюминия, существенно его упрочняют и лишь
незначительно уменьшают пластичность, обеспечивая хорошую деформируемость сплавов.
Термической обработкой эти сплавы не упрочняются. Они стойки против коррозии. Из них
изготовляют малонагруженные детали и легкие сварные конструкции.
К деформируемым алюминиевым сплавам, рачительно упрочняемым термообработкой, относятся
дюралюмины. Основным элементом, вводимым в них для обеспечения возможности упрочняюшей
термообработки, является медь (от 2,8—4,5 %). Другие элементы (Мg, Мn) добавляются для
улучшения комплекса свойств. Дюралюмины маркируются буквой Д с цифрой, означающей
порядковый номер в системе разработки сплава (Д6, Д16, Д18 и т. д.) Для упрочнения их
подвергают закалке, а затем естественному (при комнатной температуре в течение 4—5 сут) или
искусственному (при 150 °С, 18 ч) старению. При старении сплав дополнительно существенно
упрочняются.
Из литейных сплавов алюминия широко применяются силумины-сплавы алюминия с кремнием и
добавками Мg. Мn и других элементов. Наиболее типичен силумин АЛ2, содержащий 10—13 % Si.
Если его перед заливкой в форму модифицировать смесью солей NаСl и NаF, то его эвтектика
становится тонкодисперсной, что упрочняет сплав и повышает его пластичность.
Контрольные вопросы
1.
2.
3.
4.
5.
6.
7.
8.
9.
Что такое металлы? Каково их строение?
Какие характерные свойства присущи металлам?
Как происходит кристаллизация металлов?
Что представляют собой металлические сплавы и каковы их характерные свойства?
Что такое диаграмма состояний? Какие она содержит сведения?
В чем отличие чугунов от сталей?
Какие существуют виды термической обработки металлических сплавов?
В чем состоит сущность легирования стали?
Чем поверхностная закалка отличается от химико-термической обработки стали?
КОРРОЗИЯ МЕТАЛЛОВ И МЕРЫ БОРЬБЫ С НЕЙ
К о р р о з и е й металлов и сплавов называют разрушение их под влиянием внешней
среды. Примером коррозии может служить ржавление железа на воздухе, разъедание подводных
частей судов, порча химической аппаратуры от воздействия разных растворов, а также
концентрированных кислот и щелочей. Коррозия приводит изделия в негодность. Потери железа
от коррозии составляют в среднем 10 % от выплавки, поэтому борьба с коррозией — важная
народнохозяйственная задача.
Основы теории коррозии металлов
По типу коррозионного процесса различают электрохимическую и химическую коррозию;
по виду коррозионной среды коррозию относят к атмосферной, почвенной или в морской воде,
по характеру коррозионных разрушений выделяют сплошную (а), поверхностную местную (б),
межкристаллитную (в) коррозию и коррозионные трещины (г).
Э л е к т р о х и м и ч е с к о й к о р р о з и е й называют такую коррозию, которая
сопровождается появлением электрического тока. Обусловлена она наличием жидкостиэлектролита. Электролитами могут быть всевозможные более или менее электропроводные
жидкости, чаще всего щелочи, водные растворы кислот, солей, газов.
При соприкосновении металла с электролитом ионы с поверх ности металла переходят в
электролит, определяя возникновение между ними электродвижущей силы.
Этот процесс растворения металлов в электролите подобен обычному растворению,
например, соли в воде, которое прекращается тогда, когда раствор станет насыщенным. Однако
при растворении металла в электролит переходят лишь положительно заряженные ионы; в
результате этого электролит, прилегающий к металлической пластинке, заряжается
положительно, а сама пластинка — отрицательно за счет оставшихся на ней электронов.
а)
б)
в)
г)
Металлы
обладают
различной
способностью переходить
в раствор, т.
е. различной упругостью
растворения.
Поэтому если пластинки разных металлов опустить в один электролит, то они будут иметь
различные потенциалы, причем чем больше ионов металла перейдет в раствор, тем больше
будет отрицательный потенциал этого металла. В таблице приведены значения потенциалов
некоторых элементов (измерения сделаны по водородному электроду, потенциал которого
принят равным нулю).
Стандартные значения потенциалов элементов.
Элемент
Золото
Ртуть
Серебро
Медь
Висмут
Сурьма
Нормальный
потенциал
по
отношению к
водороду
1,50
0,86
0,80
0,344
0,226
0,20
Элемент
Водород
Свинец
Олово
Никель
Кобальт
Железо
Нормальный
потенциал по
отношению к
водороду
0
-0,127
-0,136
-0,23
-0,27
-0,439
Элемент
Хром
Цинк
Марганец
Алюминий
Магний
Натрий
Нормальный
потенциал по
отношению к
водороду
-0,51
-0,762
-1,10
-1,30
-1,55
-2,71
Если соединить проводником различные металлические пластинки, находящиеся в
электролите, образуются гальванические пары, где анодом является металл с более низким
потенциалом, а катодом — металл с более высоким потенциалом. В гальванической паре
переход ионов анода в раствор продолжается до полного растворения пластинки анода. Так,
если пластинку цинка и пластинку железа опустить в электролит и соединить их, то цинк
будет растворяться до полного разрушения пластинки.
Структура технических металлов и сплавов в большинстве случаев неоднородна и
состоит из двух фаз (например, феррита и цементита). При погружении такого сплава в
электролит отдельные неоднородные фазы его будут иметь различные потенциалы, а так как
эти зерна соединены друг с другом через массу металла, то сплав будет представлять собой
большое количество отдельных гальванических микропар Из сказанн ого следует, что чистые
металлы и однофазные сплавы должны иметь большую коррозионную стойкость, чем
сплавы, состоящие из смеси фаз. Опыты подтверждают это; например, сталь, закаленная на
мартенсит, разрушается значительно меньше, чем та же сталь после отж ига или отпуска
(состояние перлита, сорбита или троостита). Известно, что мартенсит представляет собой
пересыщенный твердый раствор углерода в α- железе, а перлит, сорбит и троостит - смесь
феррита и цементита. Однако и однофазные металлы имеют дефекты с труктуры:
дислокации, субзерна (блоки), загрязнения и примеси, обладающие иным значением
электродного потенциала; то же относится и к деформированным (наклепанным) участкам
металла. Поэтому электрохимическая коррозия может наблюдаться также и у однофазных
металлов.
Слой электролита при коррозии может быть весьма незначительным: достаточно
небольшой конденсации влаги из воздуха на поверхности металла, как начинается процесс
коррозии, поэтому электрохимическая коррозия наблюдается и в закрытых помещ ениях.
Наличие сплошной прочной оксидной пленки предохраняет металл и от
электрохимической коррозии, так как изолирует его от действия электролита. Этим
объясняется тот факт, что некоторые металлы (например, алюминий, хром), имеющие
весьма низкие потенциалы, обладают хорошей коррозионной стойкостью.
Химической коррозией называют коррозию, не сопровождающуюся появлением
электрического тока. В этом случае действует на металл сухой газ или жидкость – не
электролит (бензин, масло, смола и т.п.). На поверхности металла образуются химические
соединения, чаще всего пленки оксидов. .прочность пленок оксидов различных металлов
неодинакова. Например, пленки оксида железа Fe 2 O 3 непрочны, сплошность их легко
нарушается и железо продолжает ржаветь. У других металлов, например у алюминия,
оксидные пленки весьма прочны, плотно прилегают к поверхности металла и защищают его
от дальнейшего разрушения.
Химическая коррозия в чистом виде наблюдается довольно редко. Примером ее может
служить появление окалины при горячей обработке металлов.
Атмосферная коррозия (коррозия на открытом воздухе) совмещает особенности
химической и электрохимической коррозии.
Мерой коррозионной стойкости металлов является скорость коррозии в данной среде и в
данных условиях, которую обычно выражают массой металла (в граммах), превращенной в
продукты коррозии за единицу времени (1ч) и отнесенной к единице его поверхности (1м 2 ).
На скорость коррозии металлов влияет их состав, механическая и термическая обработка, а
также среда (воздух, вода, растворы кислот и т.д.), температура, давление и характер
нагрузки.
Наиболее опасной для прочности деталей является межкристаллитная коррозия. Она
распространяется по границам зерен и мало заметна при осмотре, однако изделия становятся
негодными, так как нарушается металлическая сплошность их и резко снижается прочность.
Развитию межкристаллитной коррозии спсобствует образование мелкодисперсных
включений по границам зерен и увеличение в связи с этим количества гальванических
микропар. Например, у нержавеющей стали типа Х18Н9 межкристаллитная коррозия связана
с выделением карбидов хрома по границам зерен, дюралюминия – при выделении CuAl 2 в
процессе старения.
Способы предохранения металлов от коррозии.
Сталь и чугун весьма сильно подвержены коррозии, поэтому защита их от коррозии
требует особого внимания.
Производство коррозионностойких сплавов (например, высоколегированной хромовой и
хромоникелевой стали) само по себе уже является способом борьбы с коррозией, причем
лучшим. Нержавеющие сталь и чугун, так же как и коррозионностойкие сплавы цветных
металлов – весьма ценный конструкционный материал, однако применение таких сплавов не
всегда возможно по причине их высокой стоимости или по техническим соображениям.
Применяются следующие способы защиты металлических изделий от коррозии:
1). металлические покрытия;
2). химические покрытия;
3). электрохимическая защита;
4). неметаллические покрытия.
Металлические покрытия. Защита от коррозии нанесением тонкого слоя металла, стойкого в
данной среде, дает хорошие результаты и весьма распространена.
Металлические покрытия могут быть нанесены способами: горячим, гальваническим,
диффузионным, термомеханическим, вакуумным, металлизацией (распылением) и т. п.
Горячий с п о с о б применяют для нанесения тонкого слоя легкоплавких металлов:
олова (лужение), цинка (цинкование) или свинца (свинцевание). По этому способу очищенное
изделие погружают в расплавленный металл, который смачивает изделие.
Лужение применяют в основном в производстве белой жести и для медной посуды
(котлов,
кастрюль и др.), цинкование - для кровельного железа, проволоки, труб;
свинцевание — для химической аппаратуры и труб.
Г а л ь в а н и ч е с к и й с п о с о б заключается в нанесении на изделие цинка, олова,
свинца, никеля, хрома и других металлов электролизом их солей. Различают анодные и катодные
гальванические покрытия.
Анодное покрытие производят металлами, потенциал которых в данном электролите
ниже потенциала покрываемого (основного) металла. Анодное покрытие защищает основной
металл готовых изделий электрохимически. Срок службы анодных покрытий возрастает при
увеличении их толщины. Примером анодного покрытия является покрытие железа цинком.
Катодное покрытие производят металлами, потенциал которых в данном электролите
выше потенциала основного металла. Катодные покрытия создают механическую защиту
основного металла. Нарушение сплошности покрытия (разъедание, механические повреждения и
т. п.) влечет за собой усиленную электрохимическую коррозию основного металла с меньшим
электрохимическим потенциалом. Таким образом, катодные покрытия защищают основной
металл, пока они остаются сплошными. Во многих случаях сплошность покрытия может
сохраняться очень продолжительное время; столь же продолжительной будет и защита
основного металла. Примером катодного покрытия является никелирование железа.
Гальванический способ широко применяют, так как при этом допускается нанесение любого
металла на изделия также из любого металла. Этот способ дает возможность точно
поддерживать заданную толщину покрытия защитным металлом и не требует нагрева изделия.
Т е р м о д и ф ф у з и о н н ы й с п о с о б с о с т о и т в п о г л о щ е нии защитного металла
поверхностным слоем изделий и осуществляется диффузией при высоких температурах. Этим
способом производят алитирование (защитный металл — алюминий); хромирование,
силицирование (защитный элемент — кремний).
Т е р м о м е х а н и ч е с к о е п о к р ы т и е (плакирование) заключается в совместной
горячей прокатке или волочении основного и защитного металлов. Сцепление между металлами
осуществляется в результате диффузии под влиянием совместной деформации при нагреве.
Термомеханическое покрытие — наиболее надежный способ зашиты от коррозии. Сталь
защищают с одной или с обеих сторон медью, томпаком, нержавеющей сталью, алюминием.
Применяют ташке дуралюминий, плакированный чистым алюминием.
Х и м и ч е ск а я з а щ и та з а к л ю ч ае т с я в т о м , ч т о н а п о верхности изделий искусственно
создают защитные неметаллические пленки, чаще всего оксидные за счет окисления
поверхностного слоя металла. Наведение оксидных пленок называют оксидидрованием, а на
железе — воронением в связи с сине-черным цветом покрытия.
При оксидировании стали изделие подвергают действию каких-либо окислителей. Наиболее
распространен способ погружения изделий в растворы азотнокислых солей при температуре
около 140 °С. После оксидирования для большей стойкости изделия обычно покрывают жиром,
растительными и минеральными маслами, которые заполняют поры в оксидной пленке и
препятствуют проникновению влага в металл.
Оксидирование применяют не только для стали и ее сплавов, но и для алюминия, магния и
их сплавов. Этим способом осуществляют защиту изделий от воздуха и осадков. Для изделий, подверженных действию более агрессивных сред, этот способ неприменим.
Кроме оксидных пленок на стальных изделиях для уменьшения коррозии наводят пленки
фосфорнокислых солей железа и марганца. Этот способ называется фосфатированием.
Э л е к т р о х и м и ч е с к а я защита разделяется на протекторную и катодную.
П р о т е к т о р н а я защита применяется для изделий, соприкасающихся с электролитами.
Сущность ее заключается в том, что к поверхности, подлежащей защите, или вблизи нее
прикрепляют протекторы, которые сделаны из металла, имеющего потенциал меньший, чем
потенциал защищаемого изделия. При этом образуется гальваническая пара изделие —
протектор, в которой анодом будет протектор, катодом — изделие, а электролитом — среда. В
таких условиях протектор будет постепенно разрушаться, зашищая тем самым изделие. После
разрушения протектор заменяют Другим. Так, например, с помощью цинкового протектора
защищают от коррозии подводные части судов (винты и киль).
Катодная
защита применяется для подземных металлических сооружений
(трубопроводы, кабели и пр.), которые присоединяется к отрицательному полюсу источника
постоянного тока: положительный полюс заземлен.
Неметаллические покрытия. Неметаллические покрытия производят красками, лаками,
смазкой, эмалями, а также резиной или эбонитом. Лакокрасочные покрытия как средство
защиты от коррозии применяют часто. Это объясняется надежностью данного способа защиты
от коррозии в атмосферных условиях и простотой нанесения покрытия. Недостатками
лакокрасочных покрытий являются их хрупкость при старении и обгорание при высоких
температура
В качестве смазок применяют минеральные масла и жиры. Защита смазкой производится,
как правило, при хранении и перевозках металлических изделий. Смазку периодически
обновляют.
Г у м м и р о в а н и е м называют покрытие металлов резиной или эбонитом для защиты
химической аппаратуры (сосуды, трубопроводы, травильные и гальванические ванны, краны,
цистерны и т.п.) от коррозионного воздействия кислот, щелочей, растворов, солей.
'
Для гуммирования поверхности обезжиривают, обрабатывают пескоструйным аппаратом или
металлическими щетками (для создания шероховатости), покрывают резиновым клеем и листами
сырой резины. Затем производят вулканизацию и отделку. Защиту от коррозии производят также
пластмассами.
Сварка, резка и пайка металлов.
Сваркой называют технологический процесс получения неразъемных соединений деталей; ее
применяют для изготовления сварных конструкций, исправления брака литья и восстановления
деталей.
Свариваемостью называют технологическое свойство материалов давать при установленной
технологии сварки соединения, отвечающее требованиям, обусловленным конструкцией и
эксплуатацией изделия. Свариваются однородные металлы между собой, разнородные металлы
(например, сталь с медью, медь с алюминием ) и сплавы, металлы с неметаллами (керамикой,
стеклом, керметами и др.), пластмассы.
Развитие сварки, особенно в последние годы, привело к появлению новых видов ее и расширило
возможности и области применения.
Сварка может осуществляться: а) без приложения давления, путем расплавления металла
свариваемых частей и слияния его; после затвердевания образуется шов (сварка плавлением); б) с
применением давления, способствующего плотному контакту и взаимной диффузии металла в
месте соприкосновения свариваемых частей (сварка давлением).
В соответствии с видом используемой энергии сварка подразделяется на электрическую
(дуговую, плазменную, электрошлаковую), химическую (газовую, термитную), механическую
(сварка трением, холодная сварка), ультразвуковую, сварку электронным лучом, лазерную сварку.
Для некоторых способов используют два вида энергии, например электрическую и механическую
(электроконтактная сварка), химическую механическую (газопрессовая сварка., кузнечная сварка)
и др.
Сварка плавлением имеет наибольшее применение вследствие ее универсальности.
Для изготовления сварных конструкций применяют следующие основные типы соединений:
стыковые, внахлестку, заклепочные, угловые и тавровые. Стыковые соединения с отбортовкой
применяют при толщине листа до 3 мм, листы толщиной 3—8 мм сваривают без разделки кромок ,
при толщине листов до 15 мм применяют V -образную разделку кромок , при толщине более 15 мм
— Х-образную разделку, при толщине свыше 20 мм — чашеобразную простую или двустороннюю. При соединении внахлестку величина перекрытия кромок равна 3—5-кратной толщина
свариваемых деталей.
Электрозаклепками обеспечивается получение прочных (но не плотных) соединений; для сварки
верхний лист просверливается (или пробивается) и при заварке отверстия приваривается и
нижний лист. Тонкие (до 3 мм) листы проплавляют дугой по целому, без отверстий. Угловые
соединения чаще всего получают без специальной разделки кромок. Тавровые соединения для
конструкций с небольшими нагрузками выполняют без скоса кромок; при больших нагрузках
для элементов толщиной 10-20 мм применяют односторонний скос, при толщине более 20 мм
– двусторонний скос.
Сварка давлением.
П р и с в а р к е д а в л е н и е м ( в п л а стическом состоянии) металл течет вдоль
поверхности раздела свариваемых частей, при этом атомы этих частей сближаются на
расстояние порядка атомного радиуса, чем обеспечивается взаимосвязь электронных: оболочек
атомов.
При сварке в пластическом состоянии химический состав свариваемых частей остается
неизменным и свойства практически остаются постоянными, что является преимуществом этого
вида сварки. Сварка давлением осуществляется чаще всего с нагревом для обеспечения
большей пластичности, а также и без подогрева в зоне; но при весьма высоких удельных
давлениях (холодная сварка). Огневая резка применяется для разделения деталей на
части, прожигания отверстий, поверхностной обработки («строгания»).
Па йка ме тал ло в и зв ес т на с да в ни х вр ем е н. Д ля п айк и не требуется расплавления
основного металла; химический состав соединяемых металлических частей остается неизменным,
а структура изменяется незначительно. Пайка имеет широкое распространение и в некоторых
случаях успешно дополняет сварку.
Электрическая сварка и резка
Электрическая сварка металлов — великое русское изобретение. В 1802 г. акад. В. В.
Петров открыл явление дугового разряда. В 1882 г. русский изобретатель Н. Н. Бенардос
предложил применить электрическую дугу для сварки металлов угольным электродом. В 1888
г. горный инженер Н. Г. Славянов заменил графитовый электрод металлическим. В настоящее
время около 99 % работ, выполняемых дуговой сваркой производится по способу Славянова.
Электрическая дуговая, сварка по распространению занимает место среди других видов
сварки. Ее используют для сварки железнодорожных вагонов и платформ, корпусов, палуб и
других частей морских и речных судов, паровых котлов всех типов (в том высокого давления),
подъемно-транспортных сооружений, едок для газов, жидкостей и сыпучих веществ,
металлических конструкций и арматуры зданий, промышленных сооружений, мостов, узлов
деталей электрических, сельскохозяйственных и других машин и механизмов.
К числу металлов, свариваемых электрической дугой, относятся , почти все конструкционные
стали).серый и ковкий чугуны, медь, алюминий, никель, титан и их сплавы и другие металлы и
сплавы.
Сварка по способу Бенардоса. Электрическая дуга 4 возбуждается между свариваемой
деталью 5 и графитовым электродом 3. Электрод закрепляется в держателе 2, который гибким
кабелем 8 присоединяется к одному из полюсов источника тока 7, как правило, к
отрицательному— катоду. Свариваемые части помещают на металлической плите
6,соединенной со вторым полюсом источника тока.
Сварка по способу Бенардоса.
Дугу зажигают кратковременным
соприкосновением электрода со свариваемой деталью.
Электрическая дуга поддерживается при неизменном расстоянии между свариваемым металлом и
электродом. Это расстояние определяет длину дуги и приблизительно равно диаметру электрода.
Дуга с температурой свыше 5000 °С расплавляет кромки свариваемых частей, и металл кромок
сливается в общую ваночку. При передвижении дуги вдол.ь свариваемых кромок нагреваются и
плавятся частицы металла, ванночка перемещается, а остающийся позади металл затвердевает,
остывает и образует шов, соединяющий свариваемые части в одно целое. Часто ванночка
пополняется присадочным металлом за счет оплавления прутков 1, вносимых в дугу. Сварка
способом Бенардоса имеет ограниченное применение в промышленности. Ею пользуются для
соединения с отбортовкой тонкостенных стальных деталей, где не требуется присадочный
металл, для цветных металлов и чугуна, а также для наплавки порошковых сплавов. При этом
способе сварки обычно применяют постоянный ток, причем для устойчивости дуги и меньшего
расхода электродов, а также для лучшего прогрева стыка при сварке пользуются прямой
полярностью: деталь включают анодом (+), а электрод – катодом(-.)
Сварка по способу Славянова. При этой сварке при меняют металлический электрод 1 в
виде
проволоки. Дуга между электродом и основным металлом плавит их оба, причем
образуется общая ванночка, где перемешивается весь расплавленный металл. Таким образом,
электрод здесь служит одновременно присадочным металлом. Электродная проволока
выпускается диаметром, от 1 до12 мм. Для сварки углеродистой стали чаще всего применяют
мягкую стальную проволоку с 0,1-0,18 % С; а для легированной - проволоку марок Св-10ГС, Св10ГСМ, Св-20ХГСА, Св-15М и др.
Длина дуги при сварке плавящимся электродом должна быть не более 0,6—0,8 диаметра
электрода; практически она чаще составляет 3-4 мм. При ручной дуговой сварке
пользуются электродами, покрытыми обмазкой.
Обмазки бывают стабилизирующие, защитные и легирующие. По толщине покрытия электроды
бывают (ГОСТ 9466— 75) с тонким, средним., толстым и с особо толстым покрытием. Тонкие
покрытия являются стабилизирующими; они состоят из мела с жидким стеклом. Находящиеся в
составе мела ионы кальция испаряются в плазме дуги, способствуя ее устойчивости. Отношение
диаметра электрода D к диаметру стального стержня d и при тонких покрытиях (1,12≤D/d≤1,20).
Средние (1,20≤D/d≤1,45), толстые (1,45≤D/d≤1,80)и особо толстые (D/d≤1.80) покрытия
обеспечивают устойчивость горения дуги, а также защиту и легирование металла. Составы этих
обмазок подбираются ТАК чтобы вокруг дуги создавалась газовая среда, защищающая металл
электрода 1, стекающий в дуге, и металл ванночки 4 от окисления и растворения в нем газов
(например, азота). По мере плавления электродов обмазка шлакуется и шлак 3 равномерно
покрывает шов 2, защищая металл от окисления и насыщения азотом. Кроме того, шлак
замедляет охлаждение металла, что способствует выделению растворенных газов и уплотнению
шва. В случае необходимости в обмазку шва добавляют ферросплавы для легирования. Таким
образом, в состав этих покрытий входят ионизирующие (например, мел), газообразующие (мука),
шлакообразующие (полевой шпат) вещества, а также раскислители (ферромарганец) и
легирующие компоненты.
Во всех случаях, когда сварная конструкция или деталь машины должны выдерживать большие
нагрузки давления газа или жидкости, применяют электроды с толстыми и особо толстыми
покрытиями, обеспечивающими прочность и пластичность шва, не уступающих основному
металлу.
Электрические параметры дуги могут изменяться в широких пределах: применяются токи от 1 до
3000 А при напряжении от 10 до 50 В; мощность дуги – от 0,01 до 150 кВт. Такой диапазон
мощности дуги позволяет использовать ее для сварки как мельчайших, так и больших и тяжелых
изделий.
Напряжение дуги в зависимости от силы тока выражается кривыми, определяющими вольтамперную или статическую характеристику дуги (1- для длины дуги 3 мм, 2- для длины дуги 6
мм). Приведенные кривые показывают, что при токах свыше 50 А (т. е. токах, часто применяемых
при сварке) напряжение горения дуги зависит от силы тока и определяется длиной дуги.
Типичными пороками швов являются: непровар (местное отсутствие сплавления
между наплавленным и основным металлом ),пористость металла швов, шлаковые
включения и трещины, пережег ( окисление металла в шве и прилегаю щей к нему зоне).
В сварном шве и прилегающей к ней зоне структура металла и его механические свойства
изменяются вследствие нагрева при сварке и последующего охлаждения, поэтому в сварном
шве имеются остаточные напряжения. Для устранения напряжений и выравнивания
структуры производят отжиг или нормализацию_сварных деталей.
Аппаратура для сварки. В момент появления дуги, когда электрод касается изделия (короткое
замыкание), сила тока растет, а напряжение падает до нуля; при удлинении дуги напряжение
увеличивается.
Дуговая сварка возможна при постоянном и переменном токах. Для зажигания
электрической дуги необходимо напряжение при переменном токе 55—65 В, а при постоянном
токе 40—-60 В. Дуга на постоянном токе устойчивее, но расход электроэнергии и стоимость сварки
выше. Для питания дуги постоянным током применяют генераторы и выпрямители.
Для сварки используют стандартное напряжение тока (220, 380, 500 В).
Вольт-амперная или статическая характеристика дуги.
Сварочные аппараты и генераторы делят на однопостовые — для питания одной дуги и
многопостовые — для питания нескольких дуг.
Схема включения сварочного аппарата переменного тока типа СТЭ.
Первичная обмотка П трансформатора 4 подключается к сети; ко вторичной обмотке В низкого
напряжения (55-65 В) подключается регулятор тока (дроссель)3, регулирующий ток в сварочной цепи.
Ток регулируется изменением индуктивного сопротивления дросселя. Часть 2 сердечника
может перемещаться с помощью винта от вращения рукоятки 1; при этом воздушный зазор
а и, следовательно, индуктивность обмотки реактора. При увеличении зазора магнитное
сопротивление сердечника возрастает, индуктивность обмотки реактора уменьшается и
сварочный ток увеличивается; при уменьшении зазора сварочный ток уменьшается.
Сварочные генераторы постоянного тока приводятся в действие электродвигателем или
двигателем внутреннего сгорания.
Генераторы, питающие силовую и осветительную сеть, должны обеспечивать постоянное
напряжение независимо от нагрузки (величины тока, идущего потребителям). Внешняя
вольт-амперная характеристика таких генераторов близка к прямой, параллельной
абсциссе (кривая а).
Обмотка сварочных генераторов и трансформаторов должна быть предохранена от
разрушения токами короткого замыкания при возбуждении дуги. Внешняя вольтамперная характеристика этих генераторов и трансформаторов должна быть падающей
(кривая б) т. е. напряжение должно уменьшаться с увеличением тока, а при токе
короткого замыкания напряжение должно уменьшаться до нуля (точка 1); напряжение
холостого хода должно быть достаточным для возбуждения дуги. Сварочные
генераторы и трансформаторы должны обладать хорошими динамическими свойствами,
т. е. мгновенно реагировать на изменение вольт-амперной характеристики сварочной дуги.
Падающая характеристика в сварочных генераторах обеспечивается воздействием
магнитного поля якоря на магнитное поле полюсов генератора, а в сварочных
трансформаторах — последовательным включением индуктивного сопротивления —
дросселя.
Кривая б внешней характеристики источника питания дважды пересекает кривую в
вольт-амперной характеристике дуги; в точке 2 происходит возбуждение дуги, в точке 3
— устойчивое горение дуги.
Для защиты глаз и лица сварщика от действия лучей дуги применяют щитки и шлемы с
темными специальными стеклами, поглощающими ультрафиолетовые лучи.
Автоматизация эдектродуговой сварки. При ручной сварке сварщик должен
поддерживать дугу, подавать электрод по мере расходования и передвигать дугу вдоль
шва. Автоматизация этих приемов приводит к полуавтоматической и автоматической
сварке.
При полуавтоматической сварке механизирована подача электрода в дугу, а при
автоматической механизированы, кроме того передвижение дуги вдоль шва и подача на
него флюса.
Автоматическая дуговая сварка под флюсом.
Сущность способа автоматической дуговой сварки под флюсом состоит в следующем.
Сварочная головка 5 подает в зону дуги электродную проволоку 3 из кассеты 6. Для
питания дуги, образующейся между основным металлом 2 и электродной проволокой
обычно пользуются переменным током. По мере образования головка 5 (а с ней и дуга)
автоматически перемещается вдоль разделки 1. Вместе с головкой перемещается бункер 4,
из которого в разделку шва перед дугой засыпается гранулированный (сыпучий) флюс. Таким
образом, сварка протекает под слоем флюса, защищающего наплавленный металл от воздуха.
Часть флюса расплавляется от соприкосновения с дугой и при остывании образует корку 8,
покрывающую шов и замедляющую охлаждение металла. Сыпучий флюс, оставшийся поверх
корки, отсасывается в бункер через сопло и шланг 7.
Держатель.
Для сварки в струе углекислого газа применяют горелки — держатели. Дуга 4 горит
между изделием 5 и электродной проволокой 1, которая автоматически подается с
постоянной скоростью. Подвод тока к проволоке обеспечивается через контактные
сапожки 2.
Сварка выполняется на постоянном токе с обратной полярностью, что предупреждает
появление пористости в направленном металле. Углекислый газ подается через сопло 3; к
горелке он поступает от балона.
Образующейся при сварке оксид железа раскисляется марганцем и кремнием, которые в
повышенном количестве содержатся в электродной проволоке.
Сварка в углекислом газе широко применяется для углеродистой стали, заварки
дефектов стальных отливок, наплавки и восстановления изношенных деталей.
Сварка в инертных газах – аргоне, гелии или их смесях – применяется для нержавеющих
сталей, титана, алюминия, меди, никеля, их сплавов и сплавов магния. Такая сварка
выполняется плавящимся или неплавящимся электродом, постоянным или переменным
током. Общая схема установки для сварки плавящимся электродом аналогичны установке
при сварке в углекислом газе; электродная проволока применяется того же состава, что и
основной металл. В качестве неплавящегося электрода используют фольфрамовую
проволоку, которую устанавливают в горелку. Для заполнения разделки кромок в зону
дуги вводят присадочный пруток.
Резкой и использованием электрической дуги разделяют металл расплавлением, а не
выжиганием. Этот способ применяют для резки углеродистой и легированной стали,
чугуна, алюминия, меди и их сплавов, отделения прибылей отливок и пр.
Дуговая резка производится угольным или графитовым электродом, который закрепляется
в резаке или в режущей головке (на полуавтоматах). В контактно-сопловой части резака
(головки) имеются отверстия, через которые струи воздуха выдувают расплавленный
металл из реза.
Электрошлаковая сварка.
Электрошлаковая сварка – способ бездуговой электрической сварки плавлением встык в
расплавленном шлаке. Для наведения шлака применяют те же флюсы, что и при
электрошлаковом переплаве стали.
В перегретом шлаке
расплавляется электродная проволока 4 и оплавляются свариваемые
кромки основного металла.
Электродный металл сливается в сварочной ванне с основным, образуя вместе сварной шов.
Медные ползуны, охлаждаемые водой по мере направления шва, автоматически перемещаются
вверх и обеспечивают принудительное формирование сварного шва. Ось шва расположена
вертикально, направление сварки снизу вверх. Зазор на стыке частей нужен в 20-25 мм для
свободного прохода направляющих с электродной проволокой. Сварку можно вести одним
электродом(проволокой) или несколькими, смотря по толщине частей на стыке.
Лучшая по производительности, стоимости и качеству – электрошлаковая сварка при трехфазном
питании. Она впервые позволила соединять части практически неограниченной толщины(чаще все
же сваривают стыки толщиной 150-450 мм), при том за один проход и при малом расходе флюса и
электроэнергии. Этот способ дает возможность заменить трудоемкие цельнолитые или
цельнокованные крупные детали сварнолитыми, сварнокованными и сварнопрокатными,
собранными из удобных в производстве деталей.
Электрошлаковая сварка упростила сооружение уникальных прессов, прокатных станов,
емкостей высокого давления из стали толщиной до 400 мм, кораблей и т.д.
Электрическая контактная сварка.
При электрической контактной сварке для нагрева свариваемых частей используется тепло,
выделяемое при прохождении тока через место сварки. В месте контакта деталей наблюдается
увеличенное электрическое сопротивление по сравнению с другими участками цепи.
После достижения в зоне сварки необходимой температуры свариваемые части для их
соединения сдавливают.
Существует три вида контактной сварки: стыковая, точечная и роликовая.
Стыковая сварка. Для стыковой сварки соединяемые части зажимают в контактных колодках
сварочной машины и пропускают через них ток большой силы, индуктирующийся во вторичной
обмотке трансформатора. При этом в зоне контакта частей выделяется большое количество тепла и
происходит нагрев их до термопластического состояния. Нагретые части сдавливают и в месте их
контакта происходит сварка; этот способ – сварка сопротивлением; он применяется для
низкоуглеродистой стали и цветных металлов.
Другие разновидности стыковой сварки; непрерывным и вистым оплавлением.
При сварке н е п р е р ы в н ы м о п л а в л е н и е м ток вклю чают, имея завор между
частями: при их сближении происходит выбрасывание искр и оплавление поверхностей на стыке.
При последующем сжатии (осадке) частей жидкий металл и шлак, образовавшиеся на стыке
вытесняются и части свариваются. Способом непрерывного оплавления можно сварить
легированную сталь, а также разнородные металлы: медь и сталь, ковкий чугун и сталь, латунь и
сталь, алюминий и медь и др.
При сварке прерывистым оплавлением чередуют кратковременные (плотное и неплотное)
соприкосновения свариваемых частей. После прогрева на нужную глубину части сдавливают. Этот
способ применяют, когда мощность оборудования недостаточна для сварки непрерывным
оплавлением.
Стыковая сварка возможна для сечений до 50 000 мм2 и более, причем формаций стыке может
быть самой разнообразной: круглой, квадратной, фасонной (рельсы, уголки, трубы). Однако
форма и сечение каждой пары свариваемых частей должны быть одинаковыми.. Стыковая сварка
применяется также для соединения щтампованных листов.
Прочность шва стыковой сварки не уступает прочности основного металла, поэтому ст.ыковая
сварка применима для ответственных соединений и очень распространена в массовом и серийном
производстве.
Точечная сварка. Свариваемые части 1 зажимают между электродами 2, по которым
пропускается ток большой силы от вторичной обмотки специального трансформатора. Вследствие
большого сопротивления место контакта 5 свариваемых частей нагревается до термопластического
состояния и над влиянием давления Р электрода происходит сварка. Электроды для точечной
сварки должны иметь хорошую электропроводность и повышенную твердость, сохраняемую при
температуре 350—400 0 С. Их делают из сплавов на медной основе и из электролитической меди
марки М1.
Внутри электроды полые для водяного охлаждения._ При чрезмерном нагреве электрод может
привариться к поверхности детали.
Машины для точечной сварки могут быть переносными и стационарными.
Стационарные машины бывают одно- и многоточечными. У многоточечных машин для сварки
тонких, (до, 1,5 мм) листов имеется до 50 элекродов, расположенных по конуру шва; они весьма
производительны (до 10000 точек в час); производительность одноточечных машин 250—2000
точек в час; напряжение тока при сварке 2—10 В, удельное давление на электроды 20—150 Н/мм2 в
зависимости от толщины и материала; плотность тока в электродах достигает 700 А /мм2.
Точечная сварка легко поддается автоматизации и широко применяется при массовом и
крупносерийном производстве.
Роликовая сварка.
Роликовая (шовная) сварка. Такой сваркой соединяют листы толщиной до 2 мм из
низкоуглеродистой стали и листы толщиной до 1,5 мм из нержавеющей хромоникелевой стали,
латуни, бронзы и алюминевых сплавов. Подготовленные свариваемые части 1 пропускают между
вращающимися роликами-электродами 2 шовной машины, через которые проходит электрический
ток, выделяющий тепло в месте соприкосновения свариваемых частей. В результате этого
образуется шов 3. Давление на ролики достигает 10 кН. Скорость сварки стали колеблется в
пределах 0,5-6 м/мин. Для роликовой сварки применяют стационарные и переносные машины.
Роликовой сваркой сваривают всевозможные баки (например, в автотракторостроении), тару,
трубы, сосуды, работающие под давлением, а также другие герметичные изделия из тонких
металлических листов.
Плазменная сварка, резка и наплавка
Носителем тепловой энергии при плазменной обработке является поток ионов, а также
электрических нейтральных молекул и атомов, образующихся при пропускании аргона,
азота, аммиака, других , их смесей, а также паров воды через дуговой разряд в дуговых
пламенных горелках. Плазменная струя имеет температуру до 3000000 С.
Для плазменной обработки используют горелки с независимой дугой (косвенного действия)
и горелки с зависимой дугой (прямого действия).
По первой схеме дуга образуется между вольфрамовым электродом и водоохлаждаемым
соплом из меди или ее сплавов. Струя ионизирующего газа сжимает столб дуги, придает ей
вытянутую форму; ионизированный столб обеспечивает устойчивость электрического разряда,
стабилизирует дугу. В этом случае плазменная струя вытекает из сопла горелки, образуя
острый факел (подобно газовой сварке), и является независимым источником тепла, поэтому по
такой схеме можно обрабатывать металлы, полупроводники и диэлектрики.
По второй схеме могут обрабатываться только электропроводящие материалы. Плазменная
струя совпадает с токопроводящим столбом дуги, которая образуется между электродом и
обрабатываемой деталью; тепловая мощность плазменной струи при этом выше.
С в а р к а плазменной с т р у е й дает хорошие результаты для тугоплавких металлов,
нержавеющих сталей, ее можно применять для соединения неметаллических материалов.
Возможность широкого регулирования мощности плазменной струи обеспечивает сварку листов
толщиной от 0,08 до 50 мм, при этом шов получается узким с ограниченной зоной термического
влияния.
Р е з к а п л а з м е н н о й с т р у е й д а е т ч и с т у ю п о в е р х ность и точные размеры по резу.
Частицы материала из реза удаляются потоком струи. Разрезают как толстые листы (например,
алюминия до 100 мм, нержавеющей стали до 60 мм), так и весьма т о н к и е . П р и
м и к р о п л а з м е н н о й р е з к е с т р у я и м е е т форму острой иглы; эта резка весьма
эффективна при фигурном раскрое тонкого листового материала взамен механической резки на
станках.
Н а п л ав к а п л а з мен н о й с т р у е й п р и м е н я е т с я г л ав ным образом для тугоплавких
металлов (например, вольфрама, тантала, их карбидов), причем можно получить весьма тонкий
наплавленный слой.
Помимо сварки, резки и наплавки плазменная струя используется д л я н а н е с е н и я
з а щ и т н ы х и д е к о р а т и в н ы х покрытий, получения тонких металлических нитей,
мелкодисперсных порошков металлов,, для термической обработки и других целей.
Газовая сварка и резка
Различают два вида газовой сварки: сварку плавлением и газоп рессовую сварку.
В первом случае кромки свариваемых частей (основной металл) присадочный металл
расплавляются и сливаются в общую ванночку, которая при затвердевании образует шов.
Для расплавления металла используется тепло, выделяющееся при сгорании горючего газа в
струе кислорода.
Газы. В качестве горючих газов при газовой сварке используют ацетилен, водород и другие
газы. Чаще других применяют ацетилен , дающий наибольшую температуру пламени.
Ацетилен (С2 Н2) получают из карбида кальция (СаС 2) в ацетиленовых генераторах, где
карбид кальция взаимодействует с водой по реакции:
СаС2 + Н20 ->С2 Н2 + Са (ОН)2
Схема нормального ацетилено-кислородного пламени.
Реакция протекает очень быстро, причем из 1 кг чистого карбида кальция теоретически должно
получиться 344,5 л ацетилена; практически 1 кг технического карбида кальция выделяет 250 — 300
л ацетилена. Ацетилен может использоваться для сварки непосредственно от генераторов, либо
поставляется к месту сварки в баллонах.
С в а р о ч н о е пламя служит для расплавления металла, а также для восстановления,
науглероживания или окисления ванны. Получение пламени того или иного характера
достигается изменением соотношения горючего газа и КИСЛОрода в смеси.
Нормальное ацетплено-кислородное пламя (О2: С2Н2=1,1— 1,2) восстановительное.
Схема нормального ацетилено-кислородного пламени. В зоне 1, называемой ядром пламени
(белый, ярко светящийся язычок), происходит неполное сгорание ацетилена по формуле:
С2Н2+О2→2СО+Н2
Раскаленные продукты (СО и Н 2) заполняют темную зону 2. В средней части этой зоны (4—6
мм от конца ядра) пламя имеет наивысшую температуру (3200 0 С). Этой частью пламени и
пользуются для и частей 4 металла. Оксид углерода и водород предотвращают поглощение
жидким металлом в ванне азота и кислорода из воздуха.
В зоне 3 (факел пламени) происходит полное сгорание газов третьей зоны за счет кислородного
воздуха:
2CO+O2→2CO2
2H2+O2→2H2O
Нормальное восстановительное пламя применяется для сварки стали и цветных металлов. Пламя
с избытком ацетилена является науглероживающим. Оно применяется при сварке чугуна, так как
за счет пламени пополняется углерод, выгорающий при сварке, и понижается температура
плавления металла в шве.
Газовые горелки служат для дозировки и смешивания кислорода и горючего газа, для получения
устойчивого и концентрированного газового пламени. По принципу действия горелки разделяют
на инжекторные (всасывающие) — низкого давления и безынжекторные — высокого или
среднего давления.
В инжекторную горелку ацетилен или другой горючий газ подается по шлангу. Количество
поступающего ацетилена регулируется краном. Кислород к горелке подается под давлением
200—300 кПа. Вытекая из сопла инжектора, струя кислорода создает разрежение в канале и
засасывает ацетилен в смесительную камеру, откуда эта смесь через трубку и мундштук
выталкивается в атмосферу и образует сварочное пламя. Скорость истечения горючей смеси из
горелки должна превышать скорость ее воспламенения, чтобы пламя не проникло в горелку.
Давление ацетилена для сжигания в инжекторных горелках может быть весьма незначительным (1—2 кПа). Горелки инжекторного типа применяют для использования ацетилена,
поступающего непосредственно от генератора низкого давления.
В безынжекторной горелке кислород и горючий газ подаются по шлангам при повышенном
давлении. Дозировка осуществляется кранами. Безынжекторные горелки могут работать
только при давлении горючего газа 100—150 кПа, поэтому их применяют преимущественно при
питании от баллонов. Кроме одноплеменных горелок с одним мундштуком применяют
многопламенные горелки с несколькими мундштуками, дающие лучшее сварочное соединение и
повышающие производительность сварки.
При сварке горелку продвигают вдоль шва, причем соблю дают необходимый угол
наклона мундштука и горелки к свариваемой поверхности. Этот угол колеблется от 20 ° (для
сварки листов толщиной 1 мм) до 80 ° (при толщине 15 мм и выше).
Присадочный м е т а л л в виде прутков или проволоки вводят в пламя горелки, он
расплавляется и стекает в ванночку, где смешивается с расплавленным основным металлом.
Затвердевая, металл образует сварной шов. Для сварки углеродистой стали в качестве
присадочного металла применяют стальную проволоку с содержанием до 0,18 % С, а для
легированной стали — проволоку, содержащую хром, повышенное количество марганца или
кремния и другие легирующие элементы.
Сварка
чугуна
производится преимущественно с подогревом свариваемых
частей до 400—600 °С для предупреждения от6ела и трещин вблизи сварочного шва.
Для сварки чугуна о подогревам в качестве присадочного мета используют чугунные литые
стержни диаметром 6—12 мм с повышенным содержанием углерода (3,0-3,6%) и кремния (3,0- 4,8
%), а при сварке без подогрева – латунную проволоку с содержанием 37-40% Zn.
При сварке цветных металлов и сплавов применяют проволоку, близкую по своему
химическому составу и основному металлу.
Газовую сварку применяют главным образом для соединения тонкостенные спальных деталей, а
также деталей из цветных металлов. и. сплавов. Газовой сваркой пользуются также для
наплавки твердых сплавов и при ремонтных работах.
Способом газовой сварки обычно пользуются для стыковых и бортовых соедин ений.
Угловые, тавровые соединения и еоединения внахлестку избегают производить методом газовой
сварки ввиду
больших деформаций и термических напряжений в изделиях, образующихся в процессе сварки.
Газопрессовая сварка. Свариваемые части нагревают сварочным пламенем до пластического
состояния и прикладывают усилие, сдавливающее эти части. Газопрессовая сварка применяется
для соединения встык труб. Стыки нагревают кольцевой многопламенной горелкой. Кроме сварки
труб этим способов пользуются для сварки рельсов, бурильного оборудования и
инструментов.
Г а з о в а я р е з к а в струе кислорода применима лишь для тех металлов, у которых
температура воспламенения ниже температуры плавления: железа, стали с содержанием углерода
до 0,7% и некоторых сортов низколегированной стали. Чугун, алюминий, медь и ее сплавы, а также
высоколегированные хромовые стали непосредственно струей кислорода не режутся, для газовой
резки этих металлов применяют порошковые флюсы, состоящие в основном из железного
порошка и кварцевого песка. Флюс сгорает в струе кислорода и повышает температуру в месте
резки настолько, что образующиеся тугоплавкие оксиды шлакуются с оксидами железа и
жидкий шлак выдувается струей.
Резка железа и стали осуществляется специальными режущими горелками — резаками, которые
отличаются от сварочных горелок наличием канала для прохода кислорода. По кольцеобразному
каналу мундштука поступает горючая смесь,. которая сгорает и образует пламя, необходимое для
подогрева металла до температуры горения. Когда металл разогревается, через канал пускают
струю кислорода, сжигающую железо и выдувающую окислы (шлак). Выделяющееся при
горении железа тепло вместе с теплом подогревающего пламени нагревает близлежащие
слои металла, и при перемещении резака в струе кислорода сгорают новые частицы металла,
образуя рез по ходу движения резака.
Перед резкой лист около кромки нагревают до температуры возгорания, затем подают режущую
струю кислорода. Если резку нужно начать не от кромки, то в соответствующем месте
предварительно сверлят отверстие, от которого начинают рез. Чтобы увеличить производительность
при резке листов толщиной до 10 мм„ применяют «пакетную» резку нескольких листов сразу.
Газовая резка разделяется на ручную и машинную. При машинной перемещение резака по линии
реза механизировано и рез я более точным по сравнению с ручной резкой, так как нет вибрации и
скорость передвижения резака равномерна. Универсальные машины режут по прямой линии в
продольном и поперечном направлениях, по кругу и по любой кривой с помощью шаблона.
Газовой резке поддаются детали большой толщины — до 300 мм. Наряду с ацетиленом, нагрев
которым производительнее, применяют водород или пар бензина и керосина.
Помимо резки струей кислорода прожигают отверстия («сверлины») с помощью обычного
резака или кислородного копья.
Прочие виды сварки, контроль сварки.
Сварка электронным лучом. Эту сварку производят в вакуумной камере фокусированным
электронным лучом, при этом поверхность свариваемого материала бомбардируется электронами
и их кинетическая энергия переходит в тепловую. Электронный луч имеет высокую плотность
энергии и обеспечивает глубокое проплавление. Эту сварку применяют для магния, алюминия,
вольфрама, молибдена, других металлов, а также неметаллических материалов; можно сваривать
разнородные металлы и металлы с неметаллами.
Сварку лазером можно производить в любой среде, проводящей свет — на воздухе, в других
газах, в вакууме. Источником для сварки является концентрированный световой луч,
получаемый в установке, называемой лазером (оптический генератор).
Сварка лазером применяется для малогабаритных изделий в приборостении, например, при
производстве микропечатных
схем в радиоэлектронной промышленности. Лазером можно
прошивать отверстия весьма малого диаметра (до 5 мкм) в любых материалах, в том числе в алмазах,
рубинах, твердых, сплавах и пр.
Д и ф ф у з и о н н а я с в а р к а в вакууме производится при нагреве заготовок с помощью
высокочастотных индукторов до температуры рекристаллизации свариваемых металлов и сжатии
заготовок. В результате происходит ,взаимная диффузия в поверхностных слоях контактирующих
материалов и прочное соединение частей. При диффузионной сварке детали не коробятся и
соединения можно получить с высокой точностью размеров;. свариваются разнородные металлы,
металлы и сплавы с неметаллами. Эту сварку применяют при изготовлении электровакуумных
приборов, при производстве инструментов, биметаллических деталей и других изделий.
С в а р к у т р е н и е м применяют чаще всего для стыковых соединений. Нагрев частей до
пластического состояния производится теплом, выделяющимся при взаимном их трении.
Разогретые части сдавливаются (осаживаются) и свариваются. Сваркой трением соединяют
однородные и разнородные металлы, ее используют при изготовлении режущих инструментов
(сверл, фрез и др.), осей, валов, штампов и т. д.
Х о л о д н а я с в а р к а применяется для пластичных металлов. При больших давлениях
(150—1000 МПа) в зоне контакта свариваемых частей возникают деформации, приводящие к
разрушению поверхностных пленок, дроблению кристаллов, сближению материала частей до
межатомных расстояний и образованию металлических связей. Около швов отсутствуют зоны
термического влияния (как при сварке с нагревом), поэтому холодную сварку применяют при
изготовлении радио- и электротехнических деталей. Соединения могут быть стыковыми и
нахлесточными (с непрерывными и прерывистыми швами).
С в а р к а в з р ы в о м применяется в основном для получения биметаллических изделий.
Соединение частей (листов) происходит при направленном взрыве заряда взрывчатого
вещества, вызывающем соударение этих частей. В поверхностных слоях соударяющихся частей
металл течет подобно жидкости, диффундирует и сваривается. Таким образом, сварка взрывом в
принципе аналогична холодной сварке; необходимое для сварки давление здесь
обеспечивается за счет взрывной волны.
У л ь т р а з в у к о в а я с в а р к а основана на преобразовании ультразвуковых
колебаний в механические, которые вызывают в свариваемых частях деформации сдвига с
одновременным нагревом на локальных участках. Это в сочетании с небольшим сдавливающим
усилием от сварочного штифта приводит к срастанию частей и сварке. Этот способ применяют для
соединения однородных и разнородных металлов и пластмасс.
Термитную с в а р к у производят с помощью термита — порошковой смеси алюминия
с окалиной. Алюминий в окалине сгорает:
8А1 + ЗFе3O4 → 4А12O3 + 9Fе
Горение в термите протекает весьма бурно с выделением большого количества тепла, причем
температура возрастает до 3000 °С и выше. Алюминиевый термит широко используют для сварки
рельсов на трамвайных и железнодорожных путях. Помимо алюминиевого применяют также
магниевый термит, например, для сварки стальных проводов связи, причем свариваемые концы
не оплавляются и сварка происходит в пластическом состоянии при сдавливании.
К уз н е ч н ую ( г о р н о в у ю ) с в а р к у п р и м е н я ю т д л я низкоуглеродистой стали. Она
производится при температуре, близкой к точке солидуса (1400—1450 °С), при проковке
свариваемых концов, наложенных один на другой.
Контроль сварки. Качество сварных швов проверяют внешним осмотром, рентгеноанализом,
магнитным дефектоскопом, а также по выборочным образцам с определением макро- и
микроструктуры и механических свойств.
При внешнем осмотре можно заметить в швах поры, трещины, незаваренные углубления
(кратеры), проплавление, прожог и пр.
При рентгеноанализе сварные швы просвечивают на экран или фотографируют на пленку; в
результате этого выявляются внутренние трещины, неметаллические включения, поры. Эти же
пороки могут быть выявлены с помощью магнитного дефектоскопа.
Металлографические исследования, как и механические испытания, производят на образцах,
вырезанных из сварного соединения. Эти образцы испытывают на свариваемость, растяжение и
на ударную вязкость.
Пайка металлов
Пайкой соединяют металлические части, используя при этом более легкоплавкий
присадочный металл — припой. При пайке основной металл твердый, а припой расплавлен.
Части основного металла соединяются вследствие смачивания, взаимного растворения и
диффузии припоя и основного металла в зоне шва. Свинец, например, не смачивает медь и не
может служить для нее припоем. Для диффузии необходимо, чтобы спаиваемые поверхности были
очищены, особенно от пленок окислов. Кроме того, основной металл, как и жидкий припой,
должен быть защищен от окисления. Для удаления окислов и защиты от окисления при пайке
служат флюсы.
Паять можно углеродистую и легированные стали всех марок, твердые сплавы, ковкие и
серые чугуны, а также благородные редкие и цветные металлы и их сплавы. Можно также паять
разнородные металлы и сплавы, например сталь с твердым сплавом.
Преимущества пайки: простота выполнения операции, прочность и чистота спая, сохранение
размеров и формы спаиваемых частей, так как нет оплавления основного металла, возможность
механизации и автоматизации процесса.
Улучшение составов припоев и усовершенствование технологии пайки дают возможность
применять ее в производстве автомобилей, велосипедов, механизмов и приборов.
Различают два вида пайки — мягким и твердым припоями. Мягкие припои имеют невысокую
механическую прочность (σв = 5 - 7) и их плавление осуществляется при температуре ниже 400 °С.
Прочность твердых припоев σв до 50, а температура плавления — выше 550 °С.
Пайка мягким припоем. Шов с мягким припоем не выдерживает больших нагрузок, поэтому
пайку мягким припоем применяют главным образом для плотного соединения деталей, не
подверженных значительным напряжениям (до 100 МПа).
Широко распространены оловянно-свинцевые припои (ПОС). Такие легкоплавкие металлы, как
свинец, олово и их сплавы, паяют легкоплавкими сплавами, представляющими главным образом
многокомпонентные эвтектики.
Химический состав, температура плавления и примерное назначение некоторых мягких
припоев.
Марка
Химический состав, %
Температу Примерное значение
олово
сурьма
ПОС90
89-90
не более
0,15
остальное не более
0,1
-
ПОС40
39-40
1,5-2,0
остальное не более
0,1
-
ПОС18
17-18
2,0-2,5
остальное не более
0,1
-
13
-
Легкоплавки
й сплав
свинец
27
висмут
50
кадмий
10
ра
плавления,
0
С
222
Для пищевой
промышленности и
внутренних швов
хозяйственной посуды
235
Для радиаторов,
электро- и
радиоаппаратуры,
физикотехнических
приборов
277
Для изделий из цинка,
оцинкованного
железа, меди и ее
сплавов, лужения
подщипников
70
Для спайки изделий
из легкоплавких
металлов и сплавов
При пайке железа мягким припоем применяют в качестве флюсов хлористый цинк ZnС12 и
хлористый аммоний NH4С1 (нашатырь) или смесь. Эти флюсы, как все хлориды, ускоряют
ржавление и поэтому после пайки поверхности деталей нужно тщательно очистить. Для пайки
меди и латуни чаще кроме упомянутых флюсов и хлористого олова применяют канифоль, а для
пайки свинца и легкоплавких сплавов — стеарин; они хорошо растворяют оксидные пленки.
Нагрев спаиваемых частей и расплавление припоя производят медными паяльниками,
газовыми горелками, в печах, электрический током и другими способами. Пайку производят также
погружением изделий в расплавленный припой; этот способ является весьма производительным и
экономичным при массовом производстве.
Пайка твердым припоем. Пайка твердым припоем дает возможность получать соединения,
приближающиеся по прочности к сварным и поэтому применяется для многих деталей машин.
Соединения могут быть внахлестку, встык или в «ус». Наиболее распространено соединение
внахлестку, прочность которого может быть повышена за счет увеличения перекрытия. Подготовка
кромок состоит в точной пригонке, в обезжиривании их горячей щелочью и скреплении частей.
Чем меньше зазор, тем прочнее спай. Максимально допустимый зазор 0,1 мм, а наиболее
приемлемый 0,01-0,02 мм.
Стальные детали обычно паяют электролитической медью. Кроме меди для пайки черных и
особенно цветных металлов и сплавов применяют разные медно-цинковые, серебряные,
алюминиевые и другие припои.
Медно-цинковые и серебряные припои стандартизованы. Кроме них применяют латуни марок
Л62 и Л68, силумины и др.
Химический состав, температура плавления и назначение некоторых твердых припоев.
Марка
медь
ПМЦ36
34-38
ПМЦ48
46-50
Химический состав, %
Температу
Назначение
ра
цинк
серебро кремний алюминий
плавления,
0
С
остальное
825
Для пайки
изделий из
латуни с
содержанием
меди не более
68%
остальное
865
Для пайки
медных сплавов,
ПСр45
30+/-0,5 остальное 45+/-0,5
-
-
720
ПСр72
28+/-0,5 остальное 72+/-0,5
-
-
780
10-13
90-87
577
АЛ2
(силумин)
-
-
-
содержащих
более 68% меди
То же, что и
ПМЦ48, но при
более тонких
работах, когда
требуется
высокая чистота
места спая
Для пайки
проводников,
когда место спая
не должно резко
уменьшать
электропроводн
ость
В качестве флюса при пайке твердыми припоями используют чаще всего обезвоженную буру
Nа2В2O7, плавящуюся при 783°; при пайке более легкоплавкими припоями к буре добавляют
хлористый цинк ZnС12, фтористый калий КF и другие соли.
Для пайки применяют индукционные токи, электрические печи сопротивления, пламенные
нефтяные и газовые печи, а также солевые расплавы в печах-ваннах. Солевые расплавы хорошо
защищают от окисления детали при пайке, но затем их тщательно отмывают от солей.
ДИЭЛЕКТРИК В ЭЛЕКТРИЧЕСКОМ ПОЛЕ
Основным, характерным для любого диэлектрика процессом, возникающим при
воздействии на него электрического напряжения, является поляризация — ограниченное
смещение связанных зарядов или ориентация дипольных молекул.
О явлениях, обусловленных поляризацией диэлектрика, можно судить по значению
диэлектрической проницаемости, а также угла диэлектрических потерь, если поляризация
диэлектрика сопровождается рассеянием энергии, вызывающим нагрев диэлектрика. В
нагреве технического диэлектрика могут участвовать содержащиеся в нем немногочисленные
свободные заряды, обусловливающие возникновение под воздействием электрического
напряжения малого сквозного тока, проходящего через толщу диэлектрика и по его по верхности. Наличием сквозного тока объясняется явление электропроводности технического
диэлектрика, численно характеризуемой значениями удельной объемной электрической
проводимости и удельной поверхностной электрической проводимости, .являющимися обратными
соответствующим; значениям удельных объемного и поверхностного электрических
сопротивлений.
Любой диэлектрик :может быть использован только при напряжениях, не превышающих
предельных значений, характерных для него в определенных условиях. При напряжениях выше
этих предельных значений наступает пробой диэлектрика — полная потеря им
диэлектрических свойств.
Значение напряжения, при котором происходит пробой диэлектрика, называется
пробивным напряжением, а соответствующее значение напряженности внешнего однородного
электрического поля — электрической прочностью диэлектрика.
ПОЛЯРИЗАЦИЯ ДИЭПЕКТРИКОВ
И ДИЭЛЕКТРИЧЕСКАЯ ПРОНИЦАЕМОСТЬ
Под влиянием электрического поля связанные электрические з аряды диэлектрика
смещаются в направлении действующих на них сил и тем больше, чем выше напряженность
поля. При снятии электрического поля заряды возвращаются в прежнее состояние. В полярных
диэлектриках, содержащих дипольные молекулы, воздействие электрического поля вызывает
еще и ориентацию диполей в направлении поля; при отсутствии поля диполи дезориентируются
вследствие теплового движения.
Большинство диэлектриков характеризуется линейной зависимостью электрического
смещения от напряженности электрического поля, созданного в диэлектрике. Особую группу
составляют диэлектрики, в которых с изменением напряженности поля смещение меняется
нелинейно, обнаруживая насыщение при некотором значении напряженности поля. Такие
диэлектрики называются сегнетоэлектриками.
Наименование ссегнетоэлектрик» связано с тем, что нелиней ность поляризации впервые
была обнаружена у сегнетовой соли.
Любой диэлектрик с нанесенными на него электродами, включенный в электрическую цепь,
может рассматриваться как конденсатор определенной емкости.
Заряд конденсатора, как известно, равен:
Q=CU,
где С — емкость конденсатора; U — приложенное напряжение.
Заряд Q при заданном значении приложенного напряжения слагается из заряда Q 0 , который
присутствовал бы на электродах, если бы их разделял вакуум, и заряда <Q Д, который обусловлен
поляризацией диэлектрика, фактически разделяющего электроды:
Q=Q 0 +Q д
Одной из важнейших характеристик диэлектрика является его относительная диэлектрическая
проницаемость εr. Эта величина представляет собой отношение заряда Q, полученного
при_некотором напряжении на конденсаторе, содержащем данный диэлектрик, к заряду , который
можно было бы получить в конденсаторе тех же размеров и при том же напряжении, если бы между
электродами находился вакуум:
εr=Q/Q0=Q0+Qд/Q0=1+Qд/Q0
а)
б)
Диэлектрик сложного состава с различными механизмами поляризации
в электрическом поле (а) и его эквивалентная схема (б)
U — источник напряжения; С0 и Q0 - емкость и заряд в вакууме соответственно; С и Q — соответственно емкости и заряды от
электронной, ионной, дипольно-релаксацион.ной, ионно-релаксационной, электронно-релаксационной, миграционной и
спонтанной поляризацией; r — сопротивления, эквивалентные потерям энергии при этих механизмах поляризации; R и.з —
сопротивление изоляции сквозному току через диэлектрик
Из выражений следует, что относительная диэлектрическая проницаемость любого вещества
больше единицы и равна единице только для вакуума.
Относительная диэлектрическая проницаемость любого вещества не зависит от выбора системы
единиц. В дальнейшем для характеристики качества диэлектриков используется именно эта
величина, причем слово «относительная» для краткости опускается.
Соотношение, приведенное выше, может быть представлено в виде:
Q=Q0εr=CU=C0Uεr,
где С0 — емкость, которую имел бы данный конденсатор, если бы его электроды разделял
вакуум.
Из формулы следует, что диэлектрическую проницаемость вещества εr можно определить как
отношение емкости конденсатора с данным диэлектриком к емкости конденсатора тех же
размеров, диэлектриком которого является вакуум.
ОСНОВНЫЕ ВИДЫ ПОЛЯРИЗАЦИИ ДИЭЛЕКТРИКОВ
Переходя к рассмотрению явления поляризации, следует сказать о двух основных видах
поляризации диэлектриков:
-поляризация под воздействием электрического поля практически мгновенная, вполне
упругая, без рассеяния энергии, т. е. без выделения теплоты;
-поляризация, совершаемая не мгновенно, а нарастающая и убывающая замедленно и
сопровождаемая рассеянием энергии в диэлектрике, т. е. его нагреванием. Такой вид поляризации
называют релаксационной поляризацией.
К первому виду поляризации относятся электронная и ионная, остальные механизмы
принадлежат к релаксационной поляризации. Особым механизмом поляризации является
резонансная, наблюдаемая в диэлектриках при весьма высоких частотах.
Емкость конденсатора с диэлектриком и накопленный в нем электрический заряд
обусловливаются суммарным воздействием различных механизмов поляризации. Разные виды
поляризации могут наблюдаться у разных диэлектриков, а также могут быть одновременно у
одного и того же материала.
Эквивалентная схема диэлектрика, в котором существуют различные механизмы поляризации,
содержит емкости, включенные параллельно источнику напряжения U. Емкость С 0 и заряд Q0
соответствуют собственному полю электродов, если между ними нет диэлектрика (вакуум).
Величины Сэ и Qэ соответствуют электронной поляризации.
Электронная поляризация представляет собой упругое смещение и деформацию электронных
оболочек атомов и ионов. Время установления электронной поляризации ничтожно мало (около 10 15
с). Диэлектрическая проницаемость вещества с чисто электронной поляризацией численно
равна квадрату показателя преломления света п. Смещение и деформация электронных
орбит атомов или ионов не зависит от температуры, однако электронная поляризация вещества
уменьшается с повышением температуры в связи с тепловым расширением диэлектрика и
уменьшением числа частиц в единице объема. Изменение диэлектрической проницаемости
диэлектрика с электронной поляризацией при изменении температуры обусловливается лишь
изменением его плотности. Электронная поляризация наблюдается у всех видов диэлектриков
и не связана с потерей энергии.
Ионная поляризация (Си, Qи) характерна для твердых тел с ионным строением и обусловливается
смещением упруго-связанных ионов. С повышением температуры она усиливается в результате
ослабления упругих сил, действующих между ионами, из-за увеличения расстояния между
ними при тепловом расширении.
Время установления ионной поляризации около 10 -13 с.
Дипольно-релаксационная поляризация (Сд-р, Qд-р и rд-р) для краткости называется дипольной,
отличается от электронной и ионной тем, что она связана с тепловым движением частиц.
Дипольные молекулы, находящиеся в хаотическом тепловом движении, частично
ориентируются под действием поля, что и является причиной поляризации.
Дипольная поляризация возможна, если молекулярные силы не препятствуют диполям
ориентироваться вдоль поля. С увеличением температуры молекулярные силы ослабляются,
вязкость вещества понижается, что должно усиливать дипольную поляризацию, однако в то же
время возрастает энергия теплового движения молекул, что уменьшает ориентирующее влияние
поля. Поэтому с увеличение;: температуры дипольная поляризация сначала возрастает (пока
ослабление молекулярных сил сказывается сильнее, чем возраста ние хаотического теплового
движения), а затем, когда хаотическое движение становится интенсивнее, дипольная поляризация
с ростом температуры начинает падать.
Поворот диполей в направлении поля в вязкой среде требует преодоления некоторого
сопротивления, а потому дипольная поляризация связана с потерями энергии. На эквивалентной
схеме диэлектрика это отражено последовательно включенным с емкостью активным
сопротивлением rд.р. В вязких жидкостях сопротивление поворотам молекул настолько велико,
что в быстропеременных полях диполи не успевают ориентироваться в направлении поля, и
дипольная поляризация при повышенных частотах приложенного напряжения может
полностью исчезать.
Промежуток времени, в течение которого упорядоченность ориентированных полем диполей
после его снятия уменьшится вследствие теплового движения в 2,7 раза по сравнению с
первоначальным значением, называют временем релаксации.
Дипольная поляризация свойственна полярным газам и жидкостям. Этот вид поляризации
может наблюдаться также и в твердых полярных органических веществах, но в этом случае
поляризация обычно обусловлена уже не поворотом самой молекулы, ауповоротом имеющихся
в ней радикалов по отношению к молекуле. Примером вещества с этим видом поляризации
является целлюлоза, полярность которой объясняется наличием гидроксильной группы ОН.
В кристаллах с молекулярной решеткой и слабыми Ван-дер-Ваальсовыми связями возможна
ориентация и более крупных частиц.
Ионно-релаксационная поляризация (Си-р, Qи-р, rи-р) наблюдается в неорганических стеклах и в
некоторых ионных кристаллических неорганических веществах с неплотной упаковкой ионов.
В этом случае слабо связанные ионы вещества под воздействием внешнего электрического поля
среди хаотического теплового движения смещаются в направлении поля.
После снятия электрического поля ионно-релаксационная поляризация постепенно
ослабевает по экспоненциальному закону, а с повышением температуры — заметно
усиливается.
Электронно-релаксационная поляризация (Сэ-р, Qэ-р, rэ-р) отличается от электронной и ионной и
возникает вследствие возбуждения тепловой энергией избыточных (дефектных) электронов или
дырок.
Электронно-релаксационная поляризация характерна для диэлектриков с высоким
показателем преломления, большим внутренним полем и электронной электропроводностью;
например, диоксид титана, загрязненный примесями Nb+5, Са +2, Ва+2; диоксид титана с
анионными вакансиями и примесью ионов Тi +3; некоторые соединения на основе оксидов
металлов переменной валентности — титана, ниобия, висмута.
Следует отметить высокое значение диэлектрической проницаемости, которое может быть
при электронно-релаксационной поляризации, а также наличие максимума в температурной
зависимости εr.
Диэлектрическая проницаемость титаносодержащей керамики с электронно-релаксационной
поляризацией в соответствии с теоретическими положениями, уменьшается с возрастанием
частоты электрического поля.
Миграционная поляризация (См, Qм, rм) понимается как дополнительный механизм
поляризации, проявляющийся в твердых телах неоднородной структуры при макроскопических
неоднородностях и наличии примесей. Эта поляризация проявляется при низких частотах и
связана со значительным рассеянием электрической энергии. Причинами такой поляризации
являются проводящие и полупроводящие включения в технических диэлектриках, наличие слоев
с различной проводимостью и т. д.
При внесении неоднородных материалов в электрическое поле свободные электроны и ионы
проводящих и полупроводящих включений перемещаются в пределах каждого включения,
образуя большие поляризованные области. В слоистых материалах на границах раздела слоев и в
приэлектродных слоях может быть накопление зарядов медленно движущихся ионов.
Все емкости эквивалентной схемы шунтированы сопротивлением Rиз, представляющим собой
сопротивление изоляции сквозному току через диэлектрик.
Штриховыми линиями показаны также С сп, Qсп и rсп, относящиеся к механизму
самопроизвольной, или спонтанной, поляризации, существующей у сегнетоэлектриков.
В веществах с самопроизвольной поляризацией имеются отдельные области (домены),
обладающие электрическим моментом в отсутствие внешнего поля. Однако при этом
ориентация электрических моментов в разных доменах различна. Наложение внешнего поля
способствует преимущественной ориентации электрических моментов доменов в направлении
поля, что дает эффект очень сильной поляризации. В отличие от других видов поляризации при
некотором значении напряженности внешнего поля наступает насыщение, и дальнейшее
усиление поля уже не вызывает возрастания интенсивности поляризации. Поэтому
диэлектрическая проницаемость при спонтанной поляризации зависит от напряженности электрического поля. В температурной зависимости εг наблюдается один или несколько максимумов.
В переменных электрических полях материалы с самопроизвольной поляризацией
характеризуются значительным рассеянием энергии, т. е. выделением теплоты.
КЛАССИФИКАЦИЯ ДИЭЛЕКТРИКОВ ПО ВИДУ ПОЛЯРИЗАЦИИ
Все диэлектрики по виду подразделяются на несколько групп.
К первой группе можно отнести диэлектрики, обладающие в основном только электронной
поляризацией, например неполярные и слабополярные твердые вещества в кристаллическом и
аморфном состояниях (парафин, сера, полистирол), а также неполярные и слабополярные
жидкости и газы (бензол, водород и др.).
Ко второй группе относятся диэлектрики, обладающие одновременно электронной и
дипольно-релаксационной поляризациями. Сюда принадлежат полярные (дипольные)
органические, полужидкие и твердые вещества (масляно-канифольные компаунды, эпоксидные
смолы, целлюлоза, некоторые хлорированные углеводороды и т. п.).
Третью группу составляют твердые неорганические диэлектрики с электронной, ионной и
ионно-электронно-релаксационной поляризациями. В этой группе целесообразно выделить две
подгруппы материалов ввиду существенного различия их электрических характеристик:
-диэлектрики с электронной и ионной поляризациями;
-диэлектрики с электронной, ионной и релаксационными поляризациями.
К первой подгруппе преимущественно относятся кристаллические вещества с плотной
упаковкой ионов (кварц, слюда, каменная соль, корунд, рутил). Ко второй подгруппе
принадлежат неорганические стекла, материалы, содержащие стекловидную фазу (фарфор,
микалекс), и кристаллические диэлектрики с неплотной упаковкой частиц в решетке.
Четвертую группу составляют сегнетоэлектрики, характеризующиеся спонтанной,
электронной, ионной и электронно-ионно-релаксационной поляризациями (сегнетова соль, титанат
бария и др.).
Приведенная выше классификация диэлектриков отражает в достаточной степени
основные электрические свойства.
ЭЛЕКТРОПРОВОДНОСТЬ ДИЭЛЕКТРИКОВ
Основные понятия
Поляризационные процессы смещения связанных зарядов в веществе до момента
установления равновесного состояния протекают во времени, создавая токи смещения, в
диэлектриках. Токи смещения упругосвязанных зарядов при электронной и ионной поляризациях столь кратковременны, что их обычно не удается зафиксировать прибором. Токи
смещения различных видов замедленной поляризации, наблюдаемые у большого числа
технических диэлектриков, называют абсорбционными токами. При постоянном напряжении
абсорбционные токи, меняя свое направление, протекают только в моменты включения и
выключения напряжения; при переменном напряжении они протекают в течение всего времени
нахождения материала в электрическом поле.
Наличие в технических диэлектриках небольшого числа свободных зарядов приводит к
возникновению слабых по величине сквозных токов. Ток утечки в техническом диэлектрике
представляет собой сумму сквозного тока и тока абсорбции. Для плотностей токов можно
записать:
Jут=Jск+Jаб
Плотность тока смещения определяется скоростью изменения вектора электрического
смещения D:
J см=дD/дτ≈Jаб
обусловленного мгновенными (электронными, ионными) и замедленными смещениями зарядов.
Как видно, после завершения процессов поляризации через диэлектрик протекает только
сквозной ток. Токи смещения необходимо принимать во внимание при измерениях
проводимости диэлектриков ввиду того, что при небольшой выдержке образца диэлектрика
под напряжением обычно регистрируется не только сквозной ток, но и сопровождающий
его ток абсорбции, вследствие чего может создаться неправильное представление о
большой проводимости.
Зависимость тока утечки через диэлектрик от
времени
Проводимость диэлектрика при постоянном напряжении определяется по сквозному току,
сопровождающемуся выделением и нейтрализацией зарядов на электродах. При переменном напряжении активная проводимость определяется не только сквозным током, но и активными
составляющими абсорбционных токов.
Особенностью электропроводности диэлектриков в большинстве случаев является ее
неэлектронный (ионный) характер.
Истинное сопротивление диэлектрика RИЗ, определяющее сквозной ток, может быть
вычислено по следующей формуле:
Rиз=U/iут-∑iаб=U/iск
где i ут — наблюдаемый ток утечки; U — приложенное напряжение; iаб — суммарный ток
абсорбции.
Поскольку при определении абсорбционных токов даже замедленных видов поляризации
возникают некоторые трудности, сопротивление диэлектрика рассчитывают обычно как частное от
деления напряжения на ток, измеренный через одну минуту после включения напряжения и
принимаемый за сквозной ток.
Для твердых электроизоляционных материалов необходимо различать объемную и
поверхностную проводимость.
Для сравнительной оценки объемной и поверхностной проводимости различных материалов
пользуются значениями удельного объемного сопротивления р и удельного поверхностного
сопротивления рs.
По удельному объемному сопротивлению может быть определена удельная объемная
проводимость, по удельному поверхностному сопротивлению — удельная поверхностная
проводимость.
В системе СИ удельное объемное сопротивление р равно объемному сопротивлению куба с
ребром в 1 м, мысленно вырезанного из исследуемого материала (если ток проходит сквозь куб, от
одной его грани к противоположной), умноженному на 1 м.
Для плоского образца материала в однородном поле удельное объемное сопротивление (омметр) рассчитывается по формуле:
p=RS/h,
где R —объемное сопротивление образца, Ом; S — площадь электрода, м 2 ; h—толщина
образца, м.
Удельная объемная проводимость γ измеряется в сименсах на метр.
Удельное поверхностное сопротивление равно сопротивлению квадрата (любых размеров),
мысленно выделенного на поверхности материала, если ток проходит через квадрат, от одной
его стороны к противоположной.
Удельное поверхностное сопротивление (в омах) рассчитывается по формуле:
p=Rsd/l
где Rs — поверхностное сопротивление образца материала, Ом, между параллельно
поставленными электродами шириной d, отстоящими друг от друга на расстояние l.
Удельная поверхностная проводимость γ s измеряется в сименсах.
Полная проводимость твердого диэлектрика, соответствующая его сопротивлению
изоляции, складывается из объемной и поверхностной проводимостей.
Электропроводность изоляционных материалов обусловливается состоянием вещества:
газообразным, жидким или твердым, а также зависит от влажности и температуры окружающей
среды. Некоторое влияние на проводимость диэлектриков оказывает также напряженность поля
в образце, при которой проводится измерение.
При длительной работе под напряжением ток через твердые и жидкие диэлектрики с
течением времени может уменьшаться или увеличиваться. Уменьшение тока со временем говорит о
том, что электропроводность материала была обусловлена ионами посторонних примесей и
уменьшалась за счет электрической очистки образца. Увеличение тока со временем говорит об
участии в нем зарядов, являющихся структурными элементами самого материала, и о про текающем в нем под напряжением необратимом процессе старения, способном постепенно
привести к разрушению — пробою диэлектрика.
Произведение сопротивления изоляции диэлектрика конденсатора и его емкости принято
называть постоянной времени саморазряда конденсатора:
τ0=RизС
Значение τ 0 определяется из выражения:
U = U 0 ехр (—τ/τ 0 ); Uτо = U0 ехр (—τ0/τ0) = U0/е
где U — напряжение на электродах конденсатора спустя время τ после отключения его от
источника напряжения; U0 — напряжение, до которого был заряжен конденсатор (τ =0); Rиз
— сопротивление изоляции (сопротивление сквозному току); С — емкость конденсатора.
Легко показать, что τ 0 =RизС =pε0εr
Величину т 0 выражают в ом-фарадах или в секундах:
Ом*Ф=В/А*А*с/В=с
Таким образом, определив постоянную времени как время, по истечении которого
напряжение на выводах конденсатора уменьшится вследствие саморазряда в е = 2,7 раза, зная
вид материала (а следовательно, и его диэлектрическую проницаемость) и предполагая наличие
только объемного тока утечки, можно оценить удельное сопротивление использованного
диэлектрика.
ЭЛЕКТРОПРОВОДНОСТЬ ГАЗОВ
Газы при небольших значениях напряженности электрического поля обладают
исключительно малой проводимостью. Ток в газах может возникнуть только при наличии в них
ионов или свободных электронов. Ионизация нейтральных молекул газа возникает либо под
действием внешних факторов, либо вследствие соударений заряженных частиц с молекулами.
Внешними факторами, вызывающими ионизацию газа, являются рентгеновские лучи,
ультрафиолетовые лучи, космические лучи, радиоактивное излучение, а также термическое
воздействие (сильный нагрев газа). Электропроводность газа, обусловленная действием внешних
ионизаторов, называется несамостоятельной.
С другой стороны, особенно в разреженных газах, возможно создание электропроводности за
счет ионов, образующихся в результате соударения заряженных частиц с молекулами газа.
Ударная ионизация возникает в газе в тех случаях, когда кинетическая энергия заряженных
частиц, приобретаемая под действием электрического поля, достигает достаточно больших
значений. Электропроводность газа, обусловленная ударной ионизацией, носит название
самостоятельной.
В слабых полях ударная ионизация отсутствует и самостоятельной электропроводности не
обнаруживается. При ионизации газа, обусловленной внешними факторами, происходит
расщепление молекул на положительные и отрицательные ионы. Одновременно часть
положительных ионов, соединяясь с отрицательными частицами, образует нейтральные молекулы.
Этот процесс называется рекомбинацией.
Наличие рекомбинации препятствует безграничному росту числа ионов в газе и объясняет
установление определенной концентрации ионов спустя короткое время после начала действия
внешнего ионизатора.
Предположим, что ионизированный газ находится между двумя плоскими параллельными
электродами, к которым приложено электрическое напряжение. Ионы под влиянием напряжения
будут перемещаться, и в цепи возникает ток. Часть ионов будет нейтрализовываться на
электродах, часть — исчезать за счет рекомбинации.
На начальном участке кривой (до напряжения насыщения Uн), характеризующей зависимость
тока в газе от напряжения, выполняется закон Ома, при этом запас положительных и отрицательных ионов достаточный и его можно считать постоянным. Ток пропорционален напряжению на
газовом промежутке. По мере возрастания приложенного напряжения ионы уносятся к
электродам, не успевая рекомбинировать, и при некотором напряжении все ионы, создаваемые в
газовом промежутке, будут разряжаться на электродах. Очевидно, что дальнейшее увеличение
напряжения уже не будет вызывать возрастания тока, что соответствует горизонтальному
участку кривой. Ток насыщения достигается для воздуха в нормальных условиях при
расстоянии между электродами, равном 10 мм, и напряженности поля около 0,6 В/м. Реальное
значение плотности тока насыщения в воздухе весьма мало и составляет примерно 10 -15 А/м2.
Поэтому воздух можно рассматривать как весьма совершенный диэлектрик до тех пор, пока не
создадутся условия для появления ударной ионизации. При увеличении напряжения ток остается
постоянным лишь до тех пор, пока ионизация осуществляется под действием внешних факторов.
При возникновении ударной ионизации появляется самостоятельная электропроводность (при
напряжении, большем напряжения ионизации U и ), и ток вновь начинает увеличиваться с
возрастанием напряжения. Для воздуха Е и = 10 5 - 106 В/м.
ЭЛЕКТРОПРОВОДНОСТЬ ЖИДКОСТЕЙ
Электропроводность жидких диэлектриков тесно связана со строением молекул жидкости. В
неполярных жидкостях электропроводность зависит от наличия диссоциированных примесей, в том
числе влаги; в полярных жидкостях электропроводность определяется не только примесями,
но иногда и диссоциацией молекул самой жидкости. Ток в жидкости может быть обусловлен как
передвижением ионов, так и перемещением относительно крупных заряженных коллоидных
частиц. Невозможность полного удаления способных к диссоциации примесей из жидкого
диэлектрика затрудняет получение электроизоляционных жидкостей с малыми значениями
удельной проводимости.
Полярные жидкости всегда имеют повышенную проводимость по сравнению с неполярными,
причем возрастание диэлектрической проницаемости приводит к росту проводимости.
Сильнополярные жидкости отличаются настолько высокой проводимостью, что рассматриваются
уже не как жидкие диэлектрики, а как проводники с ионной электропроводностью.
Очистка жидких диэлектриков от содержащихся в них примесей заметно повышает их удельное
сопротивление. При длительном пропускании электрического тока через неполярный жидкий
диэлектрик также можно наблюдать возрастание сопротивления за счет переноса свободных
ионов к электродам (электрическая очистка).
Удельная проводимость любой жидкости сильно зависит от температуры. С увеличением
температуры возрастает подвижность ионов в связи с уменьшением вязкости и может
увеличиваться степень тепловой диссоциации. Оба эти фактора повышают проводимость.
В отличие от газов в кривой зависимости тока от напряженности поля в жидких диэлектриках
отсутствует горизонтальный участок. Для жидкостей высокой степени очистки на кривой возможен горизонтальный участок, отвечающий току насыщения (как и для газов).
В коллоидных системах наблюдается молионная, или электро-форетическая
электропроводность, при которой носителями заряда являются группы молекул — молионы.
Из коллоидных систем в электротехнике используются эмульсии (оба компонента —
жидкости), суспензии (твердые частицы в жидкости), аэрозоли (твердые и жидкие частицы в
газе). При наложении поля молионы приходят в движение, что проявляется как явление
электрофореза. Электрофорез отличается от электролиза тем, что при нем не наблюдается
образования новых веществ, а лишь меняется относительная концентрация дисперсной фазы
в различных слоях жидкости.
Удельное объемное сопротивление и диэлектрическая проницаемость некоторых жидкостей
при температуре 20 0 С
Жидкость
Бензол
Особенности строения
р, Ом*м
εr
Неполярная
1011-1012
2,2
1010-1013
2,3
Трансформаторное
масло
2,0
Совол
Полярная
108-1010
4,5
4,6
Этиловый спирт
Сильнополярная
104-105
22,0
33,0
Дистиллированная
вода
103-104
81,0
Электрофоретическая электропроводность наблюдается, в частности, в маслах, содержащих
эмульгированную воду, и в органических жидкостях, содержащих смолы.
ЭЛЕКТРОПРОВОДНОСТЬ ТВЕРДЫХ ТЕЛ
Электропроводность твердых тел обусловливается передвижением как ионов самого
диэлектрика, так и ионов случайных примесей, а у некоторых материалов может быть вызвана
наличием свободных электронов. Электронная электропроводность наиболее заметна при
сильных электрических полях. Вид электропроводности устанавливают экспериментально,
используя закон Фарадея. Ионная электропроводность сопровождается переносом вещества. При
электронной электропроводности это явление не наблюдается. В процессе прохождения
электрического тока через твердый диэлектрик содержащиеся в нем ионы примеси могут
частично удаляться, выделяясь на электродах, как это наблюдается в жидкостях.
В твердых диэлектриках ионного строения электропроводность обусловлена главным образом
перемещением ионов, освобождаемых под влиянием флуктуации теплового движения. При
низких температурах передвигаются слабозакрепленные ионы, в частности ионы примесей. При
высоких температурах освобождаются и некоторые ионы из узлов кристаллической решетки.
В диэлектриках с атомной или молекулярной решеткой электропроводность связана только с
наличием примесей, удельная проводимость их весьма мала.
Поверхностная электропроводность твердых диэлектриков
Поверхностная электропроводность обусловлена присутствием влаги или загрязнений на
поверхности диэлектрика. Вода отличается, как указывалось выше, значительной удельной
проводимостью. Достаточно тончайшего слоя влаги на поверхности диэлектрика, чтобы была
обнаружена заметная проводимость, определяемая в основном толщиной этого слоя. Однако,
поскольку сопротивление адсорбированной пленки влаги связано с природой материала, на
поверхности которого она находится, поверхностную электропроводность обычно рассматривают
как свойство самого диэлектрика.
Адсорбция влаги на поверхности диэлектрика находится в тесной зависимости от
относительной влажности окружающей среды. Поэтому относительная влажность является
важнейшим фактором, определяющим значение удельной поверхностной проводимости
диэлектрика. Особенно резкое уменьшение удельного поверхностного сопротивления
наблюдается при относительной влажности, превышающей 70—80 %.
Удельная поверхностная проводимость тем ниже, чем меньше полярность вещества,
чем чище поверхность диэлектрика и чем лучше она отполирована. Наиболее высокими
значениями удельного поверхностного сопротивления обладают неполярные диэлектрики,
поверхность которых не смачивается водой. Полярные диэлектрики характеризуются более
низкими значениями р5, заметно уменьшающимися во влажной среде. Особенно резкое
понижение удельного поверхностного сопротивления можно наблюдать у полярных
диэлектриков, частично растворимых в воде, у которых на поверхности образуется пленка
электролита. Кроме того, к поверхности полярных диэлектриков легко прилипают
различные загрязнения, также приводящие к снижению р S . Низкие значения удельного
поверхностного сопротивления имеют и объемно-пористые материалы, так как процесс
поглощения влаги толщей материала стимулирует также и образование поверхностных
пленок воды.
Удельное поверхностное сопротивление церезина, являющегося неполярным диэлектриком,
существенно выше по сравнению с p S щелочного стекла и фенопласта и не зависит от влажности
окружающей среды.
Зависимость удельного поверхностного сопротивления от относительной влажности для различных диэлектриков /
— церезин; 2 — щелочное стекло; 3'— фенопласт
Загрязнение поверхности некоторых диэлектриков уменьшает их удельное поверхностное
сопротивление.
Стремясь повысить удельное поверхностное сопротивление, применяют разнообразные приемы
очистки поверхности: промывку (водой, растворителями)-, прокаливание при температуре 600—
700°С.
Удельное поверхностное сопротивление некоторых материалов при относительной влажности, равной
70%
Диэлектрик
рS при неочищенной
рS после очистки
поверхности, Ом
поверхности, Ом
Щелочное стекло
2*108
1*1011
Плавленый кварц
2*108
1*1013
9
Микалекс
1*10
1*1013
Наиболее эффективной является очистка поверхности изделия, не впитывающего
воду, продолжительным кипячением в дистиллированной воде. Пропитка поверхностных слоев детали
церезином не обеспечивает достаточной устойчивости значений рS при высокой влажности ввиду возможности проникновения влаги в микропоры поверхности изделия сквозь защитные покрытия.
Покрытие керамики и стекол кремнийорганическими лаками значительно повышает удельное
п о в е р х н о с т н о е с о п р о т и в ле н и е из д е л и й в о в ла ж н о й с р е де . В итоге можно сделать
следующие выводы. Зависимость удельной поверхностной проводимости от влажности
обусловливается наличием на поверхности диэлектрика диссоциирующих на ионы веществ, вода,
адсорбируемая поверхностью, способствует их выявлению. Если эти вещества случайно попали на
поверхность диэлектрика, то путем их удаления можно получать высокие зна чения удельного
поверхностного сопротивления при любой влажности воздуха. Если вещества, диссоциирующие на
ионы, являются составной частью материала, то удельное поверхностное сопротивление будет сильно
снижаться при увеличении влажности.
Диэлектрические потери
Удельные диэлектрические потери и угол диэлектрических потерь. Диэлектрическими
потерями называют мощность, поглощаемую в диэлектрике под действием приложенного
напряжения. Потери мощности вызываются электропроводностью и медленными поляризациями. Если
в диэлектрике имеют место газовые включения (поры), то при работе его на высоких напряжениях и
высоких частотах происходит ионизация газа в порах, что вызывает потери на ионизацию.
При включении на постоянное напряжение конденсатора, между электродами которого
находится диэлектрик, через него протекает падающий со временем ток, равный I = Iс + Iабс
+ Iск .
Ток смещения (емкостный ток) Iс вызван смещением электронных оболочек атомов, ионов,
молекул, т. е. процессом установления быстрых, упругих поляризаций; он спадает в течение10 16
– 10 -15 с, а поэтому практически не вызывает рассеяния энергии в диэлектрике.
Спадающий со временем ток абсорбции Iабс обусловлен смещением связанных зарядов в ходе
медленных поляризаций и вызывает рассеяние энергии в диэлектрике, диэлектрические потери.
Сквозной ток утечки Iск вызван перемещением свободных зарядов в диэлектрике в процессе
электропроводности, не изменяется со временем и вызывает потери, аналогичные потерям по
закону Джоуля — Ленца в проводниках.
Следовательно, на постоянном напряжении потери, вызванные током абсорбции, имеют место
только в период, когда происходит процесс медленных поляризаций, т.е. при включении
конденсатора.
На переменном напряжении /абс имеет место, если время релаксации процесса медленной
поляризации меньше или соизмеримо с полупериодом приложенного напряжения (τ < Т/2). В
этом случае мощность, рассеиваемая в диэлектрике под воздействием на него электрического поля
— диэлектрические потери, обусловливаемые токами Iск и Iабс. наблюдаются в течение всего времени
приложения напряжения.
Емкостный ток Iс опережает напряжение U по фазе на угол 90° и поэтому не создает потерь
мощности в диэлектрике. Ток абсорции Iабс определяется поляризациями, процесс установления
которых связан с потерями энергии. Поэтому он имеет реактивную Iра и активную Iаа составляющие.
Сквозной ток Iск совпадает по фазе с приложенным напряжением. Суммарный ток I имеет
реактивную Iр = == Iс +- Iра и активную Iа = Iаа + Iск составляющие и опережает напряжение на угол φ <
90°. Угол δ, дополняющий до 90° угол фазового сдвига между током и напряжением в емкостной цепи,
называют углом диэлектрических потерь.
Зависимость тока утечки через диэлектрик от времени на постоянном напряжении (и) и векторная диаграмма
токов, протекающих через диэлектрик на переменном напряжении (6)
Из векторной диаграммы токов следует, что
tg δ=Iа / Iр,
где tg δ— тангенс угла диэлектрических потерь, который является важным параметром,
характеризующим качество диэлектрика при работе на переменном напряжении.
Для диэлектриков, применяемых в технике высоких частот и высоких напряжений, значение
tg δ не должно превышать 10 -3 – 10-4. Значение tg δ диэлектриков, предназначенных для работы
в менее ответственных условиях, допускается много большей.
Если емкость конденсатора С (Ф), то реактивный ток равен I р = UωС, где U — приложенное
напряжение, В; ω=2πf — угловая частота, рад/с; f — частота приложенного напряжения, Гц.
Следовательно, активная составляющая суммарного тока Iа равна Iа= IРtgδ=UωCtgδ. Тогда
мощность Ра = UIа (Вт), выделяющихся в конденсаторе диэлектрических потерь равна:
Ра=U2ωCtgδ
Подставив в значение емкости плоского конденсатора и приняв S = 1 м2, h = 1 м, получим
формулу для расчета удельных диэлектрических потерь (Вт/м3);
Pауд=5,56*10-11Е2εrftgδ,
где
Е — напряженность электрического поля,
В/м; ε rtg δ = εr” —коэффициент
-11
диэлектрических потерь; σа — 5,56х10 xxεгftgδ — проводимость диэлектрика на переменном
напряжении частоты f, См*м -1.
Измерение tg δ на частоте 50 Гц производят по той же стандартизованной методике, которая
применяется для измерения электрической емкости с помощью четырех-плечего моста.
Электрическая прочность диэлектриков.
Пробор диэлектриков и электрическая прочность. Если в ходе повышения приложенного к
изоляции напряжения напряженность электрического поля в диэлектрике превышает некоторое
критическое значение, то диэлектрик теряет свои электроизолирующие свойства. Сквозной ток,
протекающий через диэлектрик, резко возрастает до 108 А/м2, а сопротивление диэлектрика
уменьшается до такого значения, что происходит короткое замыкание электродов. Это явление
называют пробоем диэлектрика. Значение напряжения в момент пробоя называют
пробивным напряжением, напряженность в момент пробоя — электрической прочностью.
Если напряжение, приложенное к диэлектрику, достигло Uпр, то сквозной ток резко
увеличивается даже тогда, когда напряжение на электродах уменьшается, так как в диэлектрике под
действием приложенного напряжения происходят необратимые изменения, резко уменьшающие его
электрическое сопротивление.
Типичная зависимость сквозного тока от приложенного напряжения при пробое диелектрика.
В зависимости от свойств изоляции и мощности источника электрической энергии, с помощью
которого подается напряжение на образец, после пробоя в изоляции могут наблюдаться следующие
изменения. Вместе пробоя возникает искра, а при большой мощности источника — даже
электрическая дуга, под действием которой происходят оплавление, обгорание, растрескивание и
тому подобные изменения и диэлектрика, и электродов. В пробитом твердом диэлектрике в месте
пробоя можно обнаружить пробитое, проплавленное, прожженное отверстие — след пробоя. Если к
такому образцу твердой изоляции напряжение приложить повторно, то пробой происходит, как
правило, при значительно меньших напряжениях, чем Uпр первого пробоя. При пробое газообразных и
жидких диэлектриков после снятия приложенного напряжения пробитый промежуток
восстанавливает первоначальные значения Uпр, так как атомы и молекулы газа или жидкости
практически мгновенно диффундируют в объем, который занимали разрушенные в процессе
пробоя частицы.
Если пробой электрической изоляции происходит в однородном электрическом поле, то
Епр=Uпр/h, где Епр- электрическая прочность, В/м; Uпр- пробивное напряжение, В; h- расстояние
между электродами, толщина изоляции, м.
На практике пробивное напряжение удобно выражать в киловольтах, толщину диэлектрика — в
миллиметрах, а электрическую прочность — в киловольтах на миллиметр. В этом случае справедливы следующие соотношения: 106 В/м — 1 МВ/м = 1 кВ/мм.
При определении .Епр твердого диэлектрика может произойти пробой по поверхности —
перекрытие образца, т. е. поверхностный пробой. В этом случае пробиваются воздух или жидкость,
окружающие образец твердого диэлектрика. Напряжение поверхностного перекрытия зависит от
свойств твердого диэлектрика, формы образца, электродов и закономерности пробоя окружающей
среды.
Схема пробоя (1) и перекрытия (2) образца твердого диэлектрика.
Экспериментально определяемая величина Епр зависит от толщины образца диэлектр ика,
формы и площади электродов, скорости подъема и времени воздействия приложенного
напряжения. Значение Епр на постоянном напряжении может сильно отличаться от Епр на
переменном, а также различаются значения Епр на импульсном напряжении при частоте 50 Гц и
при более высоких частотах. На величину Епр, влияют и другие факторы. Определение
электрической прочности проводится стандартизованными методами. Только в этом случае возможны
сравнение диэлектриков между собой и контроль их качества.
Образцы для определения Епр твердых диэлектриков должны обеспечивать пробой в однородном
поле; их размеры задаются в стандартах, и они намного больше размеров электродов для того,
чтобы исключить поверхностный пробой. Для предотвращения поверхностного пробоя можно
проводить определение Епр на образцах, расположенных в жидком диэлектрике, например трансформаторном масле. Если толщина образца не позволяет определить его Епр,, то в нем выполняют
проточку для толстых плоского и цилиндрического образцов.
В качестве электродов могут использоваться массивные металлические нажимные электроды,
изготовленные из нержавеющей стали, меди, латуни и других металлов; притертые на вазелине и
трансформаторном масле фольговые, напыленные в вакууме металлические, графитовые и другие
электроды. Для получения в месте пробоя однородного поля диаметр D1 нижнего электрода
должен быть не менее чем в три раза больше диаметра D верхнего электрода. Могут применяться
и электроды с одинаковыми диаметрами. Однородное поле в тонких пленочных образцах
обеспечивает применение полусферического верхнего электрода.
В керамических образцах полусферический электрод образуется В результате металлизации
полусферической лунки. Для определения Епр жидких диэлектриков используют специальные
ячейки, выполненные из фарфора, стекла, кварца или специальных пластмасс, не реагирующих с
испытуемыми жидкими диэлектриками. Электроды здесь изготовляются из латуни .
Измерение Uпр образцов диэлектриков производится на испытательных установках.
Образцы для определения электрической прочности твердых электроизоляционных материалов
Установка для измерения Uпр при частоте 50 Гц состоит из испытательного трансформатора Т для
повышения напряжения. Напряжение на низковольтной обмотке этого трансформатора плавно или
ступенями изменяется с помощью автотрансформатора AT. Образец 1 подключен с помощью
электродов 2 и 3 к высоковольтной обмотке испытательного трансформатора. Защитный резистор R
служит для ограничения тока, протекающего при пробое по высоковольтной обмотке
трансформатора Т. Напряжение на образце измеряется вольтметром V, который градуируют по
напряжению высоковольтной обмотки. Мощность испытательной установки должна быть
достаточной, чтобы установившийся ток короткого замыкания при пробое со стороны высокого
напряжения был не менее 40 мА при испытаниях твердых и 20 мА жидких диэлектриков. Этот ток
контролируют по амперметру мА, проградуированному потоку короткого замыкания в
высоковольтной обмотке. Напряжение на токоведущих частях высоковольтного трансформатора и
резисторе R опасно для жизни. Поэтому трансформатор Т, резистор R и испытательное поле, на
котором расположены образец 1, электроды 2, 3, размещают в защитной камере ЗК.
В ходе определения Uпр напряжение на низковольтной обмотке плавно или ступенями повышают
и фиксируют напряжение пробоя по вольтметру V. В цепи низкого напряжения предусмотрено авто-
матическое устройство, которое отключает питание установки в момент пробоя. Сигнальная лампа
СЛ указывает на включение и отключение установки.
Для измерения Uпр на постоянном токе в цепь высокого напряжения включают высоковольтный
диод Д и конденсатор Сф, который служит для сглаживания пульсаций тока в этой
однополупериодной схеме выпрямления. Число пробоев при испытаниях оговаривается техническими условиями на свойства материалов. Однако в любом случае число пробоев должно быть не
менее 5, а при испытании узких и ленточных материалов электродами с диаметром 6 мм число пробоев
должно быть не менее 10. В том случае, если отдельные результаты отличаются от среднего
арифметического более чем на 15 %, число пробоев увеличивается в два раза.
Ячейка для определения пробивного напряжения жидких диэлектриков с латунными электродами Э1 и Э2.
Физическая природа пробоя диэлектриков. Различают следующие виды пробоя
диэлектриков.
Э л е к т р и ч е с к и й пробой, в процессе которого диэлектрик разрушается силами,
действующими в электрическом поле на электрические заряды его атомов, ионов или молекул. Этот
вид пробоя протекает в течение 10 -8 — 10 -5 с, т. е. практически мгновенно. Он вызывается ударной
ионизацией электронами. На длине свободного пробега λ электрон в электрическом поле Е
приобретает энергию W = еЕλ, где е — заряд электрона. Если энергия электрона достаточна для
ионизации, то электрон при соударении с атомами, ионами или молекулами, из которых состоит
диэлектрик, ионизирует их. В результате появляются новые электроны, которые также ускоряются
электрическим полем до энергии Wи. Таким образом, количество свободных электронов лавинно
возрастает, что приводит к резкому повышению проводимости и электрическому пробою. Плотность
жидких и твердых диэлектриков больше плотности газообразных, а поэтому длина свободного
пробега электронов в них меньше. Для того чтобы электрон приобрел энергию Wи, в жидком и
твердом диэлектриках нужна большая напряженность электрического поля. Следовательно, в
случае электрического пробоя электрическая прочность жидких и твердых диэлектриков больше, чем
газообразных. Действительно, при нормальных условиях для воздуха Е пр =3*10 6 В/м, для жидких
диэлектриков может достигать 108 В/м, для твердых (монокристаллов) — даже 109 В/м.
Принципиальная схема измерения пробивного напряжения на частоте 50 Гц (а) и на
постоянном напряжении (б)
Электротепловой
пробой,
обусловлен
прогрессивно нарастающим
выделением теплоты в диэлектрике под действием диэлектрических потерь или электропроводности;
его часто называют тепловым пробоем. Тепловой пробой возникает, когда нарушается равновесие
между теплотой, выделяющейся в диэлектрике, и теплотой, которая отводится в окружающую среду.
Если выделяющаяся теплота больше отводимой, то диэлектрик нагревается и в местах наихудшего
теплоотвода температура возрастает до такого значения, что происходит прожог, проплавление, т. е.
пробой. Время развития и величина Uпр электротеплового пробоя зависят от конструкции
электроизоляционного изделия (образца) и условий отвода выделяющейся в диэлектрике теплоты в
окружающую среду. Тепловой пробой развивается в течение 10-3 — 10-2 с, т. е. во много (миллионы)
раз медленнее электрического. Значение Eпр составляет до 107 В/м.
Электрохимический
п р о б о й
(электрическое старение) обусловлен
медленными изменениями химического состава и структуры диэлектрика, которые развиваются под
действием электрического поля или разрядов в окружающей среде. Время развития
электрохимического пробоя составляет 103 — 108 с и называется временем жизни τж. диэлектрика. С
увеличением напряжения или температуры τж, как правило, уменьшается. Процесс электрохимического пробоя развивается в электрических полях, значительно меньших, чем
электрическая прочность диэлектрика.
Возможны и другие разновидности механизмов пробоя, которые имеют место в этих трех типах
пробоя, как отдельные стадии развития процесса потери электрической прочности. Различают
ионизационный, электромеханический, электротермомеханический механизмы пробоя.
И о н и з а ц и о н н ы й п р о б о й возникает в результате действия на диэлектрик
частичных разрядов в газовых порах. Разрушительное воздействие частичных разрядов на
диэлектрик обусловлено многими факторами. Например, полимерные диэлектрики под действием
частичных разрядов окисляются; образующиеся в результате частичных разрядов электроны и
ионы, бомбардируя стенки пор, производят их эрозию, т. е. механически разрушают; образующиеся
оксиды азота и озон химически разрушают полимер; наконец, разрушают стенки поры тепловое
воздействие перегретого разрядом газового включения.
Э л е к т р о м е х а н и ч е с к и й п р о б о й наблюдается в полимерных диэлектриках при
температурах, когда они находятся в высокоэластичном состоянии. Под действием сил
электростатического притяжения, возникающих между электродами при высоком напряжении,
происходит механическое сдавливание диэлектрика, уменьшение его толщины. При достижении
критической деформации происходит механическое разрушение образца.
Электротермомеханический
п р о б о й
является
разновидностью
электротеплового и наблюдается в хрупких диэлектриках, например в керамиках, содержащих поры.
Вблизи ионизированных газовых включений образуются перегретые области диэлектрика. Их
тепловое расширение больше, чем у менее нагретых областей. В результате в диэлектрике
возникают механические напряжения, которые приводят к образованию в хрупком материале
микротрещин и в конечном итоге к механическому разрушению.
Пробой
газообразных
диэлектриков.
Воздух
служит
внешней
изоляцией
электроизоляционных узлов трансформаторов, высоковольтных выключателей, изоляторов линий
электропередачи и других электротехнических устройств. Воздух и другие газообразные
диэлектрики используют в изоляции конденсаторов, кабелей, распределительных устройств
электростанций. Поэтому конструкции таких электротехнических изделий разрабатываются с учетом
электрической прочности газов, в атмосфере которых они работают.
Газообразные диэлектрики обладают высокими электроизоляционными свойствами только при
низких напряжениях. В сильных электрических полях, когда начинается процесс ударной ионизации, проводимость газов резко возрастает. Энергия ионизации молекул или атомов различных
газов изменяется от 4 до 25 эВ. Такую энергию имеет электрон, если скорость его движения
равна 1000 км/с. Вероятность ионизации перемещающимися в газе положительными ионами намного
меньше, чем электронами. Это связано с тем, что положительные ионы обладают меньшей
подвижностью. Если при столкновении с молекулами они производят ионизацию. то
образовавшийся электрон притягивается к положительному иону и рекомбинирует с ним.
Наконец, ускоренный до больших энергий ион при взаимодействии с электроном атома или
молекулы газа передает ему незначительную часть энергии, так как его масса в тысячи раз больше
массы электрона.
Пробой развивается следующим образом. Под действием внешнего ионизатора, например при
фотоэмиссии электронов с катода, в разрядном промежутке образуются электроны. Эти первичные
электроны, перемещаясь от катода к аноду, производят ударную ионизацию, в результате чего
возникает и перемещается к аноду со скоростью 105 м/с первичная электронная лавина. На пути
следования лавины образуется канал, состоящий из электронов и положительных ионов, плотность
которых лавинно увеличивается и она тем больше, чем ближе фронт лавины расположен к аноду.
В ряде случаев ускоренный полем электрон при столкновении с частицами газа передает им свою
энергию, однако ионизации не происходит. Энергия затрачивается на перевод в возбужденное
состояние электронов в атомах или молекулах. В последующем электроны возвращаются в
невозбужденное состояние, а запасенная избыточная энергия излучается в виде кванта света,
фотона. Фотоны образуются и в результате рекомбинации электронов и ионов. Фотоны
распространяются со скоростью света (3-108м/с), и их энергия в некоторых случаях достаточна,
чтобы произвести фотоионизацию других атомов или молекул, расположенных далеко впереди
фронта первичной лавины. В результате появляются вторичные, образовавшиеся за счет
фотоионизации электроны, которые в свою очередь начинают процесс ударной ионизации и
порождают новые электронные лавины, расположенные далеко впереди фронта первичной лавины.
На следующей стадии отдельные лавины нагоняют друг друга, сливаются и образуют сплошной
канал. Более подвижные электроны быстрее перемещаются к аноду, поэтому канал в основном состоит из положительных ионов и его называют стримером. Стример имеет форму острия,
обращенного к катоду. Вблизи острия — головки стримера — напряженность электрического
поля повышена и образующиеся в разрядном промежутке электроны притягиваются к острию. В
результате область близ головки стримера превращается в электропроводящую плазму, состоящую
из положительных ионов и электронов. Часть электронов рекомбинирует с ионами, порождая
фотоизлучение, которое вызывает вторично фотоионизацию. Образующиеся фотоэлектроны рождают
новые, дочерние электронные лавины, и стример перемещается к катоду, а генерируемые фотоэлектроны втягиваются в область, занятую положительными ионами, превращая ее в
электропроводящую плазму. Стример перемещается к катоду со скоростью 106 м/с.
Наконец, стример достигает катода, и электропроводящий плазменный канал замыкает
разрядный промежуток. В результате ударов положительных ионов на поверхности катода
образуется катодное пятно, излучающее электроны, которые со скоростью 107 м/с распространяются
по электропроводящему плазменному каналу к аноду. Этот процесс наблюдается в разрядном
промежутке как искра (искровой разряд). Пробивным напряжением газа является напряжение, при
котором происходит искровой разряд. Если мощность источника напряжения достаточна для
поддержания испарения металла катода и мощного дугового разряда, то между электродами
загорается электрическая дуга (дуговой разряд).
Скорости распространения электронных лавин к аноду, стримера к катоду и электронов с
катодного пятна к аноду большие, поэтому пробой газа в однородном поле развивается весьма
быстро. Например, пробой промежутка 1 см при нормальных атмосферных условиях завершается за
10-8 – 10-7 с. Благодаря большой скорости развития пробой газов на переменном напряжении с
частотой 50 Гц происходит, если амплитудное значение приложенного напряжения достигает
пробивного напряжения промежутка на постоянном токе. При кратковременном воздействии
напряжения разряд в газе может не оформиться и пробивное напряжение повышается. Такое
увеличение характеризуют коэффициентом импульса Кнмп = Uпримп /Uпр50 , где Uпримп — пробивное
напряжение при данном импульсе; Uпр50— пробивное напряжение при постоянном и переменном
напряжении с частотой 50 Гц. Коэффициент импульса зависит от формы импульса и однородности
электрического поля в разрядном промежутке. При пробое промежутков с резко неоднородным
полем Kимп может достигать значения 1,5.
Для пробоя газа в однородном поле характерны зависимости электрической прочности от
плотности газа и расстояния между электродами. Плотность газа прямо пропорциональна давлению
и обратно пропорциональна абсолютной температуре.
Зависимость Е пр воздуха от давления на постоянном напряжении в однородном поле.
Давление 0,1 МПа соответствует нормальному атмосферному давлению при 20 °С (101,3 кПа).
С увеличением давления Е пр растет потому, что наменьшей длине свободного пробега электрон
может набрать энергию, достаточную для ионизации при большей напряженности. При уменьшении
давления Епр снижается, так как уменьшается число молекул в единице объема. Это приводит к
уменьшению числа столкновений электронов с молекулами газа, а следовательно, и вероятности
ионизации. При очень высоком вакууме пробой промежутка происходит за счет холодной эмиссии,
«вырывания» электронов из поверхности катода. Для области, где Епр увеличивается с ростом
давления, Uпр воздушного промежутка рассчитывается по формуле:
Uпр=Uпроδ
где Uпр — пробивное напряжение при данных давлении и температуре; Uпро — пробивное напряжение
при нормальных условиях (давлении Р= 0,1 МПа и температуре. t = 20° С); δ — отношение
плотности воздуха при давлении р и температуре t (°С) к плотности воздуха при нормальных
условиях: δ= 293*10 –3 р /(273 + t).
Зависимость электрической прочности воздуха от давления.
При малых h(расстояние между электродами), электрическая прочность сильно
увеличивается потому, что развитие процессов ионизации затрудняется из-за малой общей длины
свободного пробега электронов.
Характерной для газов является зависимость Епр от произведения рh (закон Пашена). Для
каждого из газов имеет место свое минимальное Uпр , которое зависит от свойств материала катода.
Чем выше работа выхода электрона с металла, тем больше Uпр. Для разных газов минимальное Uпр
лежит в пределах 200—300 В, для воздуха оно равно 330 В (для промежутка с медными
электродами).
Электрическая прочность газа в однородном поле зависит от частоты приложенного
напряжения. При частотах 50—100 Гц Uпр воздуха практически совпадаете Uпр на постоянном
напряжении. При частоте 5-106 Гц оно уменьшается на 25 % от начального значения. Уменьшение
вызвано искажением электрического поля между электродами положительным объемным зарядом
(положительными ионами), образующимся в ходе ионизации. При такой частоте за время
полупериода (10 -7 с) положительный объемный заряд не успевает нейтрализоваться на катоде. В
течение следующего полупериода, где электрическое поле, создаваемое приложенным напряжением,
имеет противоположное направление, положительный объемный заряд усиливает электрическое
поле, и это облегчает ионизацию, а поэтому Uпр снижается. При больших частотах
продолжительность полупериода напряжения становится меньше времени формирования
электронных лавин, и для завершения пробоя необходимо повышать приложенное напряжение, Uпр
растет.
Пробой газа в неоднородном поле отличается от пробоя в однородном. Неоднородное поле
образуется между острием и плоскостью, коаксиальными цилиндрами, между сферическими
поверхностями, если расстояние между ними больше радиуса сферы. В тех местах между
электродами, где напряженность имеет повышенное значение, начинается ударная ионизация уже
при напряжениях, меньших характерного для данного промежутка пробивного напряжения.
Зависимость
пробивного
напряжения от произведения рh в однородном поле:
1 - для воздуха: 2 - для водорода;
3- для аргона; 4- для неона
Зависимость электрической прочности воздуха от расстояния между электродами в однородном поле при нормальных
условиях на частоте 50Гц.
В результате возникает и локализуется в ограниченной зоне разряд в виде короны. Такую форму
разряда называют неполным пробоем газа. Ионизированная плазма является проводником и.
следовательно, продолжением электрода, около которого возникает корона. Из-за этого форма
электрода изменяется так, что электрическое поле около него выравнивается. Максимальная
напряженность электрического поля становится равной напряженности, минимально необходимой
для ударной ионизации. Поэтому корона не распространяется на весь разрядный промежуток. При
повышении напряжения корона переходит в искровой разряд, а при достаточной мощности
источника — в дуговой.
Пробой жидких диэлектриков. Природа пробоя жидких диэлектриков во многом зависит от их
чистоты.
Электрическая форма пробоя наблюдается в предельно чистых жидких диэлектриках.
Электрический пробой развивается за время 10-8—10 -5 с. Другие виды пробоя жидкости
завершаются за более длительное время. Поэтому электрический пробой наблюдается и в
технически чистых жидких диэлектриках при малых временах выдержки образца под напряжением
(малых экспозициях).
Процесс электрического пробоя начинается с инжекции электронов в жидкий диэлектрик с
катода и образования электронных лавин. В ходе распространения лавин возникают стримероподобные образования, которые в результате процессов фотоионизации перемещаются от
анода к катоду со скоростью 105 м/с. Пробой завершается, когда плазменный канал замыкает
электроды. Плотность жидкости существенно больше плотности газа; следовательно, длина
свободного пробега электронов, производящих ионизацию, здесь меньше. Поэтому энергию,
достаточную для ионизации, электрон приобретает при напряженности в 100 раз большей, чем в газах. Электрическая прочность при электрической форме пробоя достигает предельных для жидких
диэлектриков величин —107 В/м.
При экспозициях, больших 10-2с, пробой технически чистых жидких диэлектриков
развивается из-за целого ряда различных процессов, протекающих по тепловому механизму.
В жидкости, содержащей газы, пробой начинается с ионизации газовых включений. В результате
ионизации температура стенок газовых включений возрастает, что приводит к вскипанию микрообъемов жидкости, примыкающих к включению. Объем газа увеличивается, включения сливаются,
образуя между электродами мостик, по которому проходит разряд в газе. Причиной пробоя может
стать трудноудаляемый слой газа толщиной 10-6 м на электродах, которые используются для
определения Епр. Газы имеют малый коэффициент теплопроводности. Следовательно, слой газа на
электродах образует участок с большим тепловым сопротивлением. В результате температура близ
границы раздела жидкость — газ повышается, что приводит к вскипанию жидкости, а далее и к ее
пробою. В процессе пробоя жидкости с большим содержанием газа (газовые включения), которые
первоначально имеют сферическую форму, в электрическом поле деформируются. При деформации
они превращаются в эллипсоиды вращения, удлиняются и сливаются образуя сплошной газовый
канал между электродами, что приводит к пробою. Для жидких диэлектриков с газовыми
включениями Епр увеличивается с ростом давления, так как увеличиваются температура кипения и
растворимость газа в жидкости, что затрудняет рост объема газовых включений.
Механизм пробоя увлажненных жидкостей зависит от содержания и состояния воды в них.
Вода, содержащаяся в жидком диэлектрике в свободном виде, может быть в эмульсионном
состоянии. когда образуются сферические капельки воды с диаметром 10-6 м. В электрическом
поле водяные включения втягиваются в пространство между электродами и деформируются. При
деформации образуются эллипсоиды вращения, которые поляризуются и притягиваются друг к другу
и, сливаясь, замыкают электроды мостиками с малым электрическим сопротивлением, по которым
проходит разряд. Этим процессом объясняется уменьшение Епр трансформаторного масла при его
увлажнении. Электрическая прочность трансформаторного масла зависит от температуры. При
температурах, близких к 0°С, содержащаяся в масле вода находится в эмульсионном состоянии и
Епр имеет минимальное значение. С увеличением температуры вода переходит в растворенное состояние, т. е. отдельную ее фракцию и свободное состояние исчезает. В состоянии раствора примесь
воды в меньшей степени снижает Епр трансформаторного масла. При температурах, больших 70°
С. в трансформаторном масле начинается процесс кипения легких его фракций и количество газов
увеличивается, что снижает Епр. Увеличение Епр при понижении температуры до40°С вызвано тем,
что вода образует отдельную фракцию и замерзает. Электрическая прочность сухого масла имеет
большее значение, чем увлажненного, и практически не изменяется до температуры 70 °С.
В загрязненной твердыми частицами жидкости частички загрязнений — волоконца, сажа,
продукты разрушения твердой изоляции в. электрическом поле — поляризуются, втягиваются в
межэлектродное пространство и, так же как эмульсионная вода, образуют между электродами
сплошные цепочки с пониженным электрическим сопротивлением. По этим цепочкам и проходит
разряд.
Процесс перераспределения частичек примесей в межэлектродном пространстве,
предшествующий пробою жидкости, протекает в течение длительного времени, до 103 с и более.
Поэтому Епр загрязненных жидких диэлектриков при импульсном напряжении, когда
перераспределение не успевает завершиться, больше, чем на постоянном напряжении. Коэффициент
импульса при пробое здесь может быть равным 5—7.
В жидких диэлектриках, содержащих воздушные включения. протекают и процессы химического
разложения жидкости под действием ионизации. Такое явление называют вольтализацией жидкости.
В качестве электроизоляционных широко используются жидкости, состоящие из непредельных
углеводородов. В ходе вольтализации таких жидкостей увеличиваются молекулярная масса и вязкость, выделяется водород, т. е. растет объем газовой фазы. Процесс ионизации газа во включениях протекает в электрических полях, намного меньших Епр жидкости, поэтому такой вид пробоя
относят к электрохимическому. Эти процессы обусловливают электрическое старение
жидких диэлектриков. Время подготовки пробоя в ходе вольтализации достигает 105 с и
более.
Зависимость Епр на переменном напряжении от температуры для сухого (1) и увлажненного (2) трансформаторного
масла.
Электрическая прочность жидких диэлектриков в однородном поле большая, чем в
неоднородном. В неоднородном поле в жидкости может наблюдаться неполный пробой (корона). Под
действием короны происходят процессы интенсивного разложения жидкости. в результате которых
образуются продукты, резко снижающие ее электрическую прочность. Например, при разложении
нефтяных масел образуются горючие газы и сажа. Если коронный разряд переходит в дуговой, то
процессы разложения резко ускоряются. При повышении частоты до 105 Гц Епр
трансформаторного масла — слабополярного жидкого диэлектрика — уменьшается, что вызвано
его разогревом за счет диэлектрических потерь.
Пробой твердых диэлектриков. Развитие той или иной формы пробоя зависит от природы
твердого диэлектрика и условий определения электрической прочности. При испытаниях на
импульсах с длительностью 10 -8 — 10 -5 с в условиях, когда отсутствуют разряды у краев
электродов, имеет место электрический пробой образца. Если проводимость такого диэлектрика
велика и резко зависит от температуры, то при выдержке этого же образца под напряжением в течение
10 -3— 10-2 с в нем развивается тепловой пробой. При воздействии на образец в течение
длительного времени меньшими напряжениями, однако такими, при которых в диэлектрике
происходят частичные разряды в газовых включениях или другие процессы, обусловливающие
электрическое старение, наблюдается электрохимический пробой.
Для электрического пробоя твердых диэлектриков характерными являются следующие
признаки. В сильных электрических полях в зависимости тока, протекающего через диэлектрик, от
напряженности электрического поля отсутствует участок насыщения, характерный для газов к
чистых жидкостей. При увеличении напряженности ток перед пробоем растет экспоненциально.
Для самых различных по свойствам диэлектриков Епр изменяется в довольно узких пределах: 107 —
108 В/м. Величина Епр не зависит от свойств среды, окружающей образец.
Зависимость Епр при
диэлектриков от времени выдержки под
электрическом пробое твердых
напряжением.
Электрическая прочность монокристаллических диэлектриков различается при пробое вдоль
различных осей монокристалла. Величина Епр не зависит от времени выдержки образца под
напряжением и его толщины. Пробой объемных образцов происходит в результате формирования
одной лавины электронов и завершается в течение 10 -8—10 -7 с. Поэтому при меньших временах
выдержки пробой не успевает завершиться и Еир растет. Пробой тонких (толщиной 10-8—10-5 м)
диэлектрических пленок обусловлен формированием многих электронных лавин и поэтому требует
более длительного времени – 10-6 — 10-5 с. В таких образцах Епр увеличивается, уже при
выдержках под напряжением, меньших 10 -6—10-5 с. Для того чтобы в таких пленках
образующиеся при пробое электронные лавины приобрели достаточную для пробоя мощность,
необходимо увеличить напряженность электрического поля. Поэтому Е пр при толщинах образца,
меньших 10-7— 10-6 м, увеличивается и может достигать значений 1010 В/м. При электрическом
пробое Епр не зависит от температуры, что соответствует участку А (зависимость Епр при
электрическом пробое твердых диэлектриков от температуры). Однако в диэлектриках, которые
имеют дефекты, образующие ловушки для электронов, возможна термическая ионизация
ловушек, а следовательно, увеличение концентрации электронов и уменьшение Епр (участок Б).
Электрическая прочность ионных кристаллов при импульсных напряжениях с ростом температуры
может и несколько увеличиваться (кривая 2). Это вызвано торможением электронов в зоне
проводимости при их взаимодействии с ионами узлов кристаллической решетки. При электрическом
пробое в однородном поле Епр больше, чем в неоднородном.
Величина Еау неоднородных по свойствам диэлектриков зависит от площади электродов. Чем
больше площадь электродов, тем большее число дефектов в диэлектрике попадает в объем
между электродами. Такое уменьшение Епр характерно для бумаг, картонов и лакотканей,
которые могут содержать различные включения с незначительным электрическим сопротивлением,
для пористых керамик, где возможна ионизация газа в порах.
Зависимость Епр при электрическом пробое твердых диэлектриков от температуры.
Для электротеплового пробоя характерно следующее. Пробой, как правило, происходит в
том месте образца, где условия теплоотвода наихудшие. Величина Uпр зависит от условий
теплоотвода, т. е. от свойств той среды, в которую при испытаниях помещается образец. За время
более длительной выдержки под напряжением диэлектрик нагревается за счет диэлектрических
потерь больше, поэтому Епр снижается. При пробое толстых образцов теплоотвод от их внутренних
областей затруднен, поэтому они перегреты больше. Следовательно, при увеличении толщины
образца Епр уменьшается.
При тепловом пробое Епр уменьшается с ростом температуры окружающей среды. Уменьшение
вызывается ростом теплоты, выделяющейся в образце за счет диэлектрических потерь, и
уменьшением теплоты, отводимой от образца в окружающую среду. На постоянном напряжении
диэлектрические потери вызываются электропроводностью и определяются электрическим
сопротивлением образца. Для плоского конденсатора их рассчитывают по формуле Р= U 2/R =
U2/(рυh). На переменном напряжении с учетом потери можно рассчитать по формуле Р
=5,56*10 -11хx U2εгftgδS/h. Выделяющаяся в диэлектрике теплота отводится через электроды и
рассеивается с их поверхности, суммарная площадь которой равна 25. Теплоотводом с торцевых
поверхностей обычно пренебрегают. Отводимая мощность рассчитывается по формуле Pотв = σт2S
(Т — T0), где σ т — суммарный коэффициент теплоотвода от диэлектрика в окружающую среду,
Вт/(м*К); Т-температура диэлектрика.
Если Р>Р отв, то под действием приложенного
напряжения температура диэлектрика увеличивается, что с течением времени приводит к его
тепловому разрушению — проплавлению, прожогу, другим подобным явлениям. Пробивное
напряжение рассчитывают из условия, что Р=Ротв .С ростом температуры Т0 уменьшаются рυ и
Ротв, растет tg δ, а поэтому Епр уменьшается.
Механизмы электрохимического пробоя различаются в органических и неорганических
диэлектриках.
Основной причиной электрического старения полимеров являются частичные разряды,
особенно интенсивные на переменном напряжении.
Зависимость Епр при электротепловом пробое твердых диэлектриков от времени приложения напряжения
(а), толщины образца (б) и температуры (в)
Под действием частичных разрядов в газовом включении протекают различные процессы, которые
приводят к разрушению диэлектрика в объеме, примыкающем к газовому включению. Одним из
таких процессов является образование дендритов — ветвящихся тонких (диаметром I мкм)
трубочек, заполненных образующимся в результате разложения полимера газом. Дендриты в ходе
роста ветвятся и с течением времени пронизывают всю толщу диэлектрика, замыкая электроды
заполненным газом каналом, по которому происходит пробой изоляции. Такой механизм пробоя
наблюдается в бумажно-масляной изоляции кабелей, в изоляции на основе эпоксидных смол. Если
изоляция работает в условиях повышенной влажности, то могут развиваться и водные дендриты. В
слоистой изоляции на основе полимерных пленок под действием частичных разрядов происходит
разрушение поверхности пленки. В результате уменьшения толщины уменьшается ее пробивное
напряжение. Старение неорганических диэлектриков протекает более интенсивно на постоянном
напряжении. В процессе ионной электропроводности происходит перенос ионов, т. е. вещества, что
приводит к необратимому изменению химического состава материала в объеме образца или изделия.
Поэтому Епр диэлектрика может уменьшиться и произойдет его пробой. В качестве примера
приведены зависимости Епр фарфора от количества прошедшего через образцы электричества.
Видно, что процесс старения протекает даже и после протекания через образец большого
количества электричества. Если электропроводность неограниченного диэлектрика электронная, то
в электрическом поле в нем развиваются электрохимические процессы, которые подготавливают
инжекцию электронов или дырок с электродов, что приводит к пробою.
Скорость процесса электрического старения возрастает при увеличении напряженности
электрического поля. Время τж развития электрохимических процессов электрического старения
при постоянной температуре органических и неорганических диэлектриков можно рассчитать по
эмпирической формуле:
τж=АЕ-m,
где А – постоянная зависящая от условий старения; m – показатель, определяемый
экспериментально и изменяющийся в широких пределах: 3-14. Время жизни уменьшается
с ростом температуры по экспоненциальному закону:
τж= τ0 exp(W/kT),
где W – энергия активации процесса старения, Дж; k - постоянная
температура, К.
Больц-мана , Дж/К; T –
Изменение электрической прочности при облучении. Электрическая прочность при
электрической форме пробоя не изменяется, если в материале под действием ионизирующих
излучений не произошли необратимые физико-химические процессы деструкции материала.
Ионизирующие излучения большой мощности вызывают нагрев вещества и уменьшают его
теплопроводность, что снижает Е пр при тепловом пробое диэлектрика. При облучении в
диэлектрике могут наблюдаться газовыделение и ионизация газа в порах. Эти процессы ускоряют
разрушение и снижают электрическую прочность диэлектрика, как и частичные разряды,
возникающие в диэлектрике в электрическом поле.
Глубина необратимых превращений в структуре и сопутствующее им снижение электрической
прочности электроизоляционных материалов зависят от поглощенной дозы ионизирующих излучений. Электрическая прочность деструктирующихся при облучении полимеров уменьшается при такой
поглощенной дозе, когда резко ухудшаются их механические свойства. В полимерах, которые при
облучении сшиваются, Eпр уменьшается при такой поглощенной дозе, где образец разрушается в
результате нарастания хрупкости. Например, Епр стеклослюдинитов и стекломиканитов, стеклотекстолитов и стеклотканей, эпоксидных и полиуретановых наполненных компаундов не изменяются
при облучении на воздухе или в вакууме до поглощенных доз 107 Гр. Политетрафторэтилен
(фторопласт-4) при облучении деструктируется, образцы из него разрушаются при наборе дозы 106
Гр и теряют свою электрическую прочность. В структуре полиэтилентерефталата (лавсана) при
облучении происходят сшивания и электрическая прочность такой пленки не изменяется до
поглощенной дозы 108 Гр. Однако образцы облученной пленки настолько хрупки, что разрушаются
при незначительных механических воздействиях. Наиболее стойкими к облучению являются
керамические электроизоляционные материалы.
Поверхностный пробой. Поверхностный пробой или перекрытие наблюдается не только при
испытании образцов диэлектриков с большой электрической прочностью. В электроизоляционных
конструкциях, таких, как всевозможные фарфоровые и пластмассовые электрические изоляторы,
фарфоровые покрышки электрических вводов высокого напряжения и их внутренняя изоляция,
работающая в трансформаторном масле, при неблагоприятных условиях возникают
поверхностные пробои и даже может образоваться поверхностная корона.
Увлажнение и загрязнение приводят к искажению распределения потенциала и тика утечки на
поверхности твердого диэлектрика, вследствие чего пленка влаги в отдельных местах испаряется.
При разрыве проводящей пленки в разных местах на поверхности возникают мощные искры, под
действием которых в материале могут образовываться проводящие каналы — треки.
Повреждение поверхности твердого диэлектрика вследствие поверхностного пробоя,
вызывающего образование проводящих следов, называется трекингом диэлектрика. Способность
диэлектрика выдерживать воздействие поверхностных пробоев без трекинга характеризуется
трекингостойкостью. Трекингостойкость определяется по времени tтр, в течение которого при
стандартных формах электродов и напряжении на них Uтр ток, протекающий между электродами по
поверхности диэлектрика, достигает заданного значения Iтр. Во время испытаний поверхность
диэлектрика, расположенная между электродами, смачивается электролитом путем падения на нее
определенного числа капель или нанесения на поверхность тонкого, медленного стекающего слоя
электролита. Возможны загрязнение поверхности синтетической пылью и последующее ее
увлажнение.
Поверхностный искровой разряд существенно не повреждает поверхность неорганических
диэлектриков. Однако при мощном дуговом разряде происходит оплавление приповерхностных
слоев даже фарфоровых изоляторов, а поверхность органических диэлектриков обугливается и на
ней образуется сплошной проводящий след.
Способность диэлектрика выдерживать воздействие на его поверхность электрической дуги без
недопустимого ухудшения свойств называют дугостойкостыо. Дугостойкость диэлектрика на
переменном напряжении частоты 50 Гц определяется током дуги Iд и временем tд. При определении tд
близ поверхности плоского образца диэлектрика размещают два электрода, к которым приложено
напряжение 1000 В, и горит дуга, ток которой равен Iд. Возникающая дуга воздействует па
поверхность диэлектрика, в результате чего через время tд на поверхности образуется
токопроводящая перемычка.
При разработке многих электроизоляционных изделий их поверхность конструируется такой,
чтобы предотвратить при загрязнении и увлажнении образование поверхностных искровых
разрядов и короны. Например, поверхность изоляторов выполняется ребристой, что удлиняет путь
поверхностного разряда, а следовательно, повышает его напряжение. Ребра изолятора образуют
также и участки на его поверхности, защищенные от смачивания во время дождя.
Напряжение поверхностного перекрытия диэлектрика в газе может быть увеличено, если
повысить давление.
повысить давление.