Эффективный способ повышения качества кирпича
advertisement

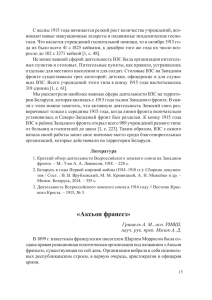
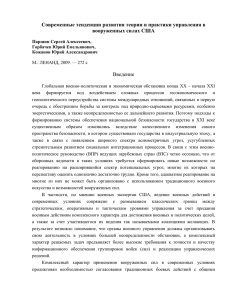
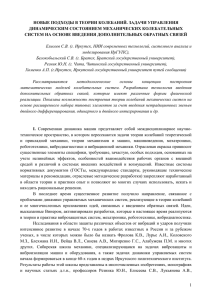
Эффективный способ повышения качества кирпича – нанесение влагозадерживающих составов В современных условиях повышение качества продукции создает предпосылки для победы в конкурентной борьбе и способствует процветанию предприятия. Одним из известных способов повышения качества керамического кирпича является нанесение влагозадерживающих составов (ВЗС) на поверхность формуемого бруса перед его разрезкой [1]. Возникающее при сушке сырца ядро уплотнения вызывает растягивающие деформации, которые приводят к образованию трещин на гранях (рис. 1). Нанесение ВЗС на лицевые грани позволяет вести сушку со стороны плашковых граней, что сопровождается деформациями сжатия, и трещины не образуются. В этом случае можно даже ужесточить режим сушки в определенных пределах. Еще одним положительном фактором такой обработки сырца является устранение высолов на лицевых поверхностях [2], что позволяет получить кирпич равномерного яркого цвета. Рис. 1. Сушка кирпича сырца: а – без обработки; б – с обработкой наружных граней влагозадерживающими составами. Д – направления действия усадочных деформирующих сил. 1 – кирпич сырец; 2 – ядро уплотнения со свилевыми трещинами; 3 – разрывные трещины; 4 – волосяные трещины; 5 – угловые трещины; 6 – обработанные грани Рис. 2. Схема установки ШЛ 347: 1 – смеситель; 2 – эмульгатор; 3, 6 – электрогидроклапан; 4 – накопитель; 5 – мешалка лопастная; 7 – коллектор; 8 – сопло; 9 – валик подающий; 10 – брус глиняный; 11 – ролик приводной; 12 – валик дозирующий; 13 – валик контактирующий; 14 – измерительный блок Так почему же такой эффективный способ повышения качества кирпича не нашел широкого применения на действующих кирпичных заводах? Анализ рекомендованных устройств для реализации способа нанесения ВЗС приводит к выводу об их неработоспособности в условиях действующих предприятий. Например, подача ВЗС непосредственно в мундштук не позволяет получить равномерного покрытия, на брусе остаются не обработанные участки. Нанесение ВЗС напылением через форсунки требует серьезной вытяжной вентиляции, а форсунки часто забиваются. Излишнее нанесение ВЗС приводит к стеканию с тычковых граней на ленту транспортера, загрязняя ее. Изучение опыта предприятий по использованию способа нанесения ВЗС привело нас к неутешительному выводу - в промышленности отсутствует работоспособное устройство для нанесения ВЗС, а применение предприятиями "доморощенных" приспособлений типа масляной тряпки на брусе, приводит к негативному результату и, соответственно, охлаждению интереса к этой теме. Нами была поставлена задача создания надежного и эффективного устройства для нанесения ВЗС, которая была выполнена при разработке установки ШЛ 347 (рис. 2). До начала работы пресса в смеситель 1 заливают компоненты ВЗС и включают эмульгатор 2, который осуществляет диспергирование и циркуляцию компонентов до получения однородного ВЗС. Затем закрывается электрогидроклапан 3 и ВЗС по трубопроводу подается эмульгатором, работающим в данный момент как перекачивающий насос, в накопитель 4 с мешалкой 5 лопастного типа, которая по программе периодически перемешивает ВЗС и предотвращает расслаивание. Запас ВЗС в накопителе ориентировочно рассчитан на 400 тыс. кирпичей. После заполнения накопителя 4 установка готова к процессу нанесения ВЗС на глиняный брус. Для управления установкой ШЛ 347 применен микропроцессор "Logo", три емкостных датчика для контроля уровней и два индуктивных - для управления процессом. Режим работы установки ШЛ 347 полностью автоматический. Питание на установку ШЛ 347 подается одновременно с включением пресса. Подача ВЗС на глиняный брус включается ходом самого бруса за счет контроля его движения измерительным блоком 14. "Logo" управляет работой электроклапанов 6, открывающих каналы поступления ВЗС из накопительной емкости 4 через коллектор 7 и сопла 8 на подающие валики 9. Глиняный брус 10, выходя из мундштука пресса, опирается на два приводных ролика 11 с накаткой и за счет трения вращает их. Вращение приводных роликов 11 через гибкие связи передается на три блока валиков, состоящих из подающего валика 9, дозирующего валика 12 и контактирующего (смазывающего) валика 13, которые одновременно взаимодействуют с тремя поверхностями глиняного бруса. Техническим результатом такого конструктивного решения является равномерность наносимого слоя ВЗС на стороны глиняного бруса, соответствующие ложковой и тычковым граням кирпича. Причем эта равномерность слоя наносимого ВЗС достигается путем использования четырех факторов: - непосредственного контакта валика 13, наносящего покрытие, с поверхностью той стороны бруса, на которую ВЗС наносится; - за счет подачи ВЗС с помощью коллектора 7 и сопел 8, решивших проблему передачи ВЗС на вертикальные валики; - исполнение привода устройства для нанесения ВЗС от перемещения глиняного бруса позволяет синхронизировать вращение всех трех блоков валиков и подачу ВЗС со скоростью перемещения бруса; - измерительным блоком 14 обеспечивается минимальный расход ВЗС, приведенный к единице поверхности глиняного бруса, вне зависимости от скорости перемещения глиняного бруса. Установка ШЛ 347 (рис. 3) встраивается в любую технологическую линию по изготовлению кирпича способом пластического формования без каких-либо переделок. Для этого достаточно иметь свободное пространство в 0,8 м между мундштуком пресса и резательным станком, так как ширина устройства для нанесения ВЗС не превышает 0,6 м. Рис.3. Технические характеристики установки ШЛ 347 Объем смесителя, л Объем накопителя, л Расход ВЗС на 1000 шт. кирпича, л Эмульгатор 100 1000 3-6 мощность, кВт 3 число оборотов, мин.-1 Мешалка 1500 мощность, кВт число оборотов лопастного вала,, мин.-1 2,2 465 Внедрение установки ШЛ 347 повышает качество зделий за счет улучшения сушильных свойств кирпича-сырца, после создания на его ложковой и тычковых поверхностях равномерной пленки ВЗС, при этом чувствительность сырца к сушке уменьшается, благодаря чему сокращается возникновение сушильных дефектов в сырце, а также появляется возможность ускорять сушку, не опасаясь ухудшения качества продукции. Устранение высолов позволяет значительно улучшить качество кирпича и реализовывать его как облицовочный кирпич. На Калачинском ЗСМ для устранения высолов применялся обжиг при повышенной температуре, что приводило к значительному перерасходу газа. После внедрения установки ШЛ 347 был снижен расход газа и увеличена производительность сушилок. Затраты на внедрение установки окупаются не более чем за 1,5 месяца. Список литературы: 1. Хигерович М.И., Байер В.Е. Производство глиняного кирпича. М.: Стройиздат. 1984. 2. Инчик В.В. Высолы и солевая коррозия кирпичных стен. СПб.: СПбГАСУ. 1998.