технологическая часть
advertisement

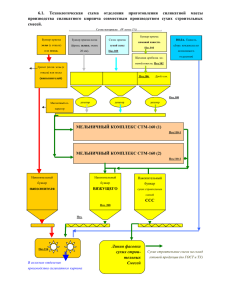
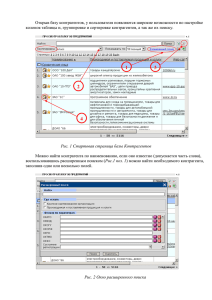
Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ ПРОЕКТА « Дробильно-сортировочный завод по производству кубовидного щебня с производительностью Q =180т/час (по загрузке)» Пояснительная записка От редакции сайта: В связи с введением законодательной ответственности дорожников за качество построенных дорог на весь срок их эксплуатации, возобновляется интерес к технологии производства кубовидного щебня. Центробежно-ударные дробилки являются признанным мировым стандартом в производстве щебня для верхних слоев асфальта. Только на центробежно-ударном оборудовании можно получить лещадность щебня на граните не выше 5-7% во всех классах крупности, включая отсевы, которые поэтому можно использовать в качестве искусственного песка. Лещадность на сланцеподобных материалах (сланец, геллефлинт и т.п.) не превышает 11-13%. Приводимая ниже пояснительная записка, составленная проектным отделом компании, будет интересна и полезна предпринимателям, заинтересованным в инвестициях в производство щебня. Содержание 1.Общая часть………………………………………………… 2.Технологическая часть………………………………….…. 2.1 Режим работы…………………………………………… 2.2 Объем производства и номенклатура изделий……… 2.3Сырьевые материалы и его характеристика 2.4 Технологическая схема 2.5 Краткое описание технологической схемы производства………………………………………… 2.6 Качественно-количественная схема 2.6.1 Технологический баланс продуктов 2.7 Склад для готового продукта……………………… 2.8 Производственные потери 2.9 Производственный контроль 2.9.1 Контроль параметров основного технологического оборудования………………… 2.9.2 Контроль качества готовой продукции 3. Охрана недр и окружающей среды 3.1Мероприятия по охране окружающей среды 3.1.1 Газоочистка и пылеулавливание 3.1.2 Гидрообеспыливание 3.1.3 Герметичное укрытие мест пыления 4.Промышленная безопасность и охрана труда 4.1 Механизация трудоемких процессов 5. Промышленная санитария………………………………… 6. Пожаробезопасность 7. Мероприятия по предупреждению, локализации и ликвидации аварийных ситуаций Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru 1.Общая часть 1.1 1.1 1.2 1.3 1.4 1.5 Технологическая часть проекта « Дробильно-сортировочный завод с производительностью Q =180т/час (по загрузке)» разработана в соответствии с техническим заданием, пожеланиями заказчика. Оборудование, установленное в данном объекте, предназначено для получения щебня кубовидной фракции фр.(+20-40)мм, фр.(+10-20)мм, фр.(+510)мм, песка фр.(0-5)мм и при необходимости фр.(+40-70)мм, Полученные крупные кубовидные фракции (20-40 и 40-70) будут использоваться, как сырье для дорожного строительства. Кубовидность снижает объем железнодорожного полотна и усиливает его устойчивость к вибрациям. Для получения кубовидного щебня в технологической линии установлена центробежно-ударная дробилка «Титан-Д-160», а также серийное оборудование, выпускаемое предприятиями России. Технологическая часть проекта разработана в соответствии с «Нормами технологического проектирования предприятий промышленности нерудных строительных материалов », «Едиными правилами безопасности при дроблении, сортировке, обогащении полезных ископаемых и окусковании руд и концентратов» (ПБ 03-571-03) и другими стандартами. По взрыво – пожароопасности данное производство относится к категории «Дн ». Для обеспечения производительности завода, заданной в техническом задании, принят существующий режим работы: круглогодичный, 250 рабочих дней в году, 3-х сменный 2.Технологическая часть 2.1 Режим работы – Число рабочих дней в году Суточный режим работы Количество часов в смену Коэффициент использования оборудования во времени Годовой фонд чистого времени работы оборудования круглогодичный 250 3 смены в сутки 7 часов 0,85 4462 часа 2.2 Объем производства и номенклатура изделий Часовую производительность линии по получению кубовидного щебня рассчитываем исходя из 180т/час по загрузке линии. I вариант – получение щебня фр.(+5-10)мм - 23 т/час фр.(+10 - 20)мм - 35 т/час (или фр.(+5-20)мм- 58 т/час) фр.(+20 - 40)мм - 59 т/час песок фр.(0 - 5)мм - 47 т/час отсев фр.(0-10)мм - 16 т/час II вариант – получение щебня фр.(+5-10)мм - 21 т/час фр.(+10 - 20)мм - 33 т/час Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru фр.(+20 - 40)мм - 54 т /час фр.(+40 - 70)мм - 11,5т/час песок фр.(0 - 5)мм отсев фр.(0 – 10)мм - 44,5т/час - 16 т/час В таблице 1 приведен перечень выпускаемой продукции и расчетные объемы при дроблении исходной фракции менее 680мм. Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru Производительность Выход, % Наименование продукта т/час м3/час I вариант 1.Щебень для строительных работ ГОСТ 826793 -фр.(+5-10)мм 1,37-1,4 13 23 16,6 -фр.(+10-20)мм 1,37-1,4 19 35 25 245 175 156 170 111 550 59 42 413 294 263 258 187 404 Насыпная плотность т/м3 т/смену т/год м3/смену м3/год 161 116 102 626 74 069 -фр. (+20-40)мм 1.37-1,4 33 Песок фр.(0-5)мм 1,37-1,5 26 47 33,6 329 235 209 714 149 923 Отсев фр.(0-10)мм 9 16 11,4 112 80 71 392 50 867 Итого II вариант 1.Щебень для строит. работ ГОСТ 8267-93 -фр.(+5-10)мм 100 180 128,6 1260 900 803 160 573 813 21 11,7 15 147 105 93 702 66 930 33 18,2 23.6 54 30 38,6 11.5 6,4 8,2 231 165,2 378 270 80,5 57,4 147 246 105 303 240 948 172 233 51 313 36 588 Отсев фр.( 0-10)мм 44,5 24,7 31.8 16 9 11,4 311,5 222,6 112 79,8 198 559 141 892 71 392 50 867 Итого 100 1260 1061 803 160 352 332 -фр.(+10-20)мм фр.(+20-40)мм -фр.(+40-70)мм Песок фр.(0-5)мм 180 128,6 Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru 2.3 Сырьевые материалы и его характеристики Основным сырьевым материалом для получения кубовидного щебня являются гранит прочностью (120 – 140) МПа с размером исходного куска менее 680мм. Грансостав исходного материала Фр.(0 – 5)мм Фр.(5 - 10)мм Фр.(10 – 20)мм Фр.(20 – 40)мм 6% 3% 4% 3% Фр.(0 – 70)мм Фр.(70 – 100)мм Фр.(100 – 200)мм Фр.(200 – 300)мм Фр.(300 – 680)мм 4% 6% 25% 24% 25% Потребность в сырье составляет: Таблица 2 Наименование Исходный продукт гранит фр.(-680)мм Количество, тонн год смену час Количество, м3 год смену 806 060 180,7 575 598 1265 904 Примечание: Расход сырья дан с учетом коэффициента потерь =0,4 согласно нормам (потери на транспортных путях от карьера до завода). час 129 Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru Технологическая схема Исходный материал — фр. до 680мм (гранит, прочн.120-140МПа) 180т/ч (100%) Бункер V=30м3 Питатель вибрационный ДРО-683 (с решеткой) N=22квт поз.1 фр.(+60-680)мм 144т/ч (80%) Агрегат крупного дробления ДРО-721 , щ.120мм N=132квт поз.2 Фр. (0-60)мм. 36т/ч (20%) Конвейер ленточный В=650мм,L=15м N=5,5кВт поз.20 Конвейер ленточный В=800мм, L=5,98м N=7,5квт поз.18 Агрегат сортировки фр. (10-60) ДРО-656 N=5,5квт поз.10 20т/ч (11%) Конвейер ленточный В=1000мм, L=20,3м N=11квт поз.3 Фр. (0-10)мм Конвейер ленточный В=650мм,L=35м N=11квт поз.22 Агрегат сортировки СМД-513А фр. (+100)мм N=18,5квт поз.4 50,5 т/ч (28%) фр. (0-60)мм 43т/ч (24%) (9%) фр. (60-100)мм 50,5т/ч (28%) Конвейер ленточный 144т/ч (0-10)мм отсевы 16т/ч (9%) (80%) В=800мм,L=24,97м N=11 квт поз.26 Конвейер ленточный Конвейер ленточный Конвейер ленточный В=800мм,L=24,95м N=11 квт поз.11 В=650мм, L=19,78м N=9квт поз.5 В=650мм, L=19,78м N=9квт поз.5 фр.+40мм 33т/ч (18%) 197т/ч (109%) Дробилка центробежная «Титан Д-160» N= (250+37)квт поз.12 Таль г/п2т поз.24 Агрегат ср. дробления СМД-511, щ.25мм N=90квт поз.6 Агрегат ср. дробления СМД-511, щ.35мм N=90квт поз.6 Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru Конвейер ленточный фр. (0-60)мм В=800мм, 101т (56%) L=25,02м, N=11квт поз.13 197т/ч (109%) фр.+60мм Конвейер ленточный В=650мм,L=10м N=11квт поз.7 106т/ч (59%) 5 т/ч (3%) Агрегат сортировки АС-895 N=15квт поз.14 фр. (0-40)мм Конвейер ленточный Конвейер ленточный В=650мм, L=24,13м N=11квт поз.8 В=650мм, L=9,58м N=5,5квт поз.19 Фр. +40мм Конвейер ленточный фр.+60мм 5 т/ч (3%) В=650мм, L=10,82м N=5,5квт поз.15 164т/ч (91%) Конвейер ленточный Конвейер ленточный В=650мм, L=34.28м N=11квт поз.22 В=800мм, L=35м N=15квт поз.16 Агрегат сортировки СМД-513А-10 N=18,5квт поз.9 фр.(0-60)мм 101 т/ч (56%) Фр. (0-40)мм 164т/ч (91%) Фр.(40-60)мм 11,5т/ч Агрегат сортировки ДРО-669 N=23квт поз.17 Агрегат сортировки ДРО-669 N=23квт поз.17 Фр.(0-5)мм Фр. (+20-40)мм Фр. (+5-10)мм Фр. (+10-20)мм Фр. (+10-20)мм Конвейер ленточн. Конвейер ленточн. В=650мм, L=10м В=650мм, L=10м N=5,5квт поз. 21 N=5,5квт поз.21 Конвейер ленточн. В=650мм, L=10м N=5,5квт поз.21 Конвейер ленточный В=650мм L=10м N=5,5квт, поз.21 Фр. (5-20)мм Фр. (5-10)мм Конвейер ленточный В=650мм, L=35м N=11квт поз.22 Фр. (0-5)мм Конвейер ленточный В=650мм, L=35м N=11квт поз.22 Фр. (20-40)мм Конвейер ленточный В=650мм, L=35м N=11квт поз.22 Фр. (10-20)мм Конвейер ленточный В=650мм, L=35м N=11квт поз.22 Фр. (5-10)мм или (5-20)мм Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru 47т/ч (26%) 59т/ч (33%) 35т/ч (19%) (44,5т/ч) (54т/ч) (33т/ч) 2.5 23т/ч (13%); (5-10)мм или 58т/ч (32%); (5-20)мм (21т/ч) Краткое описание технологической схемы Исходное питание, куски гранита прочностью (120-140) МПа размером менее 680мм, автосамосвалом подаются в приемный бункер, а затем питателем вибрационным в агрегат крупного дробления ДРО-721. Под питателем установлена колосниковая решетка с размером щели 50мм. Из-под колосниковой решетки материал фр. (0-60)мм конвейером ленточным подается на агрегат сортировки ДРО-656 (размер сита 10х10)мм, на котором выделяется загрязненная фр. (0-10)мм, которая подается в конус. Фр. (+10-60)мм из-под грохота поступает на измельчение в дробилку центробежную «Титан Д160». Основной поток материала фр. (60-340)мм после агрегата крупного дробления ДРО-721(щель 120мм) подается конвейерами на грохочение в агрегат сортировки СМД-513А с ситами (100х100)мм и (60х60)мм. Фр.(0-60)мм из-под грохота конвейерами подается на измельчение в дробилку центробежную «Титан Д-160». А фр. (+100)мм и (+60-100) поступают в два агрегата среднего дробления СМД-511 с установленными щелями разгрузки 25мм и 35мм. Из-под двух агрегатов СМД-511 дробленый материал конвейерами подается на рассев на агрегат сортировки СМД-513А-10 с установленной сеткой (60х60)мм. Материал фр.(0-60)мм идет на измельчение в дробилку центробежную «Титан Д160», а фр.+60мм возвращается на додрабливание в агрегат СМД-511. Измельченный материал после дробилки центробежной «Титан Д-160» поступает на агрегат сортировки АС-895 (сетка 40х40мм). Фр.(+40-70) может либо поступать в конус, как готовый продукт, либо посредством перекидного устройства подаваться на додрабливание конвейерами в дробилку центробежную. Фр. (0-70)мм конвейером подается на товарное грохочение на 2 агрегата сортировки ДРО-669, где и происходит выделение щебня готовых фр.(+5-10), (+1020) и (+20-40)мм, а также отсев фр.(0-5)мм. По желанию заказчик может получать фр.(+5-20)мм, объединив фр.(+5-10)мм и фр.(+10-20)мм. РАСЧЕТНЫЙ ГРАНСОСТАВ ДРОБЛЕНОГО ПРОДУКТА Таблица 3 Фракция,мм +40 +20 - 40 +10-20 Выход фракций,% 0 33 19 Суммарный остаток, % 0 33 52 Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru +5 - 10 0-5 13 26 65 91 2.6 Качественно-количественная схема линии 1 Q=180т/час Y=100% фр.(0-680)мм 2 3 Q=36т/час Y=20% фр.(0-60)мм Q=144т/час Y=80% фр.(60-680)мм Грохочение 1 Агрегат 18 сортировки Дробление 1 Агрегат крупного Отсев ДРО-656 Q=144т/час дробления ДРО-721 Фр.(0-10)мм Y=80% 4 Q=16т/час Y=9% фр.( 0-340)мм 5 Грохочение 2 Агрегат сортировки СМД-513 Q=50,5т/час Q=50,5т/час Y=28% Y=28% фр.(+60-100)мм фр.(+100)мм 10 9 6 7 Дробление 2 Агрегат среднего Q=106т/час дробления СМД-511(2 шт) 8 Y=59% фр.(0-60)мм Грохочение 3 Агрегат сортировки Q=43т/час Y=24% фр.(0-60)мм СМД-513А Q=5т/час Q=101т/час Y=3% Y=56% фр.(+60)мм фр.(0-60)мм Дробление 3 Центробежная дробилка Q=197т/час «Титан-Д-160» Y=109% 11 фр.(0-70)мм Грохочение 4 Агрегат сортировки АС-895 Q=164т/час 13 Q=33т/час Y=91% Y=18% 12 фр.(0-40)мм фр.(+40)мм Q=20т/час Y=11% фр.(10-60)мм Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru Товарное грохочение 5 Агрегат сортировки ДРО-669(2шт) 15 16 17 14 Щебень фр.(+5-10)мм Щебень Щебень фр.(+10-20)мм фр.(+20-40)мм Q=23т/час Y=13% Q=35т/час Y=19% Q=59т/час Y=33% ХАРАКТЕРИСТИКА ПОТОКОВ № потока Таблица 4 Размер фракции, мм 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 0-680 +0-60 +60-680 0-340 +10-60 +60-100 +100 0-100 +60-100 0-60 0-70 0-40 +40-70 +5-10 +10-20 +20-40 0-5 0-10 Производительность, т/час 180 36 144 144 20 50,5 50,5 106 5 43 197 164 33 23 35 59 47 16 2.6.1 Технологический баланс продуктов Y % 100 20 80 80 11 28 28 59 3 24 109 91 18 13 19 33 26 9 Отсев фр.(0-5)мм Q=47т/час Y=26% 64,2 т/смену Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru Таблица 5 м3/час т /смену м3/смену т/сутки м3/сутки т/год Щебень: - фр. (+5-10)мм -фр. (+10-20)мм -фр. (+20-40)мм 13 19 33 23,1 35,1 59,2 16,5 25,1 42,3 161,6 245,8 414,4 115,5 175,7 296,1 323,2 491,6 829,8 231 351,4 592,2 103072 73623 156616 111996 264150 188743 Всего 65 117,4 83,9 821,8 587,3 47,19 33,7 330,3 235,9 1174, 6 471,8 523838 374362 Песок фр(0-5)мм 26 Отсев: -фр. (0-10)мм 9 1643, 6 660,6 16,06 11,4 112,4 80,3 224,8 160,6 71660 1265 904 2530 1807 806060 575598 Исходное 88,6 88,6 сырье: -фр.(0-680))мм Вода (на обеспыливание) м3/год т /час Количество (с учетом потерь) Выход, % Наименование продукта 210562 150369 50867 64,2 100 180,7 3,6 129 25,2 50,4 16063 2.7 Склад для готового продукта Тип склада готовой продукции, а именно щебня фр.(+5-10)мм, фр.(+10-20)мм и фр.(+20-40)мм, открытый, конусный. Подача продукции на склад – конвейерами с точечным сбросом. Отгрузка – экскаватором в автомобильный транспорт. Необходимый запас на складе согласно нормам – 4-5 суток. Расчет емкости склада при заданной высоте конуса H=10,5м следующий: B = 2∙H/tg β = 2∙10,5/ tg 400 = 25м V = π∙B2∙H/12 = 3,14∙252 ∙10,5/12 = 1717м3, где B – диаметр конуса в м, Н – высота конуса в м, β – угол естественного откоса в 0, V – объем склада в м3. Общая емкость склада в одном конусе ≈ 1700м3 Необходимые площади под склады на готовую продукцию: Таблица 6 Наименование продукта Фракция (+5-10)мм Площадь, занимаемая конусом 490 м2 Размер площадки Запас в днях (25х25)м 7 суток Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru Фракция (+10-20))мм Фракция (+20-40))мм Фракция (+40-70))мм Фракция (0-5))мм Фракция (0-10))мм 490 м2 490 м2 490 м2 490 м2 490 м2 (25х25)м (25х25)м (25х25)м (25х25)м (25х25)м 4,5 суток 3 суток 7 суток 3,5 суток 14,5 суток Для сохранения качества продукта в конусах предусмотреть: основание для складов из хранимого материала, укладываемого в корыто глубиной 0,5м с дренажем всей площади склада; размещение рядом смежных по крупности фракций; самые мелкие фр.(0-5)мм и (0-10)мм необходимо оградить по месту с 3-х сторон, что бы исключить смешивание данных фракций, а также значительно снизить пыление продукта. 2.8 Производственные потери Производственные потери, согласно «Общесоюзным нормам технологического проектирования предприятий нерудных строительных материалов» ОНТП 18-85, возникают при складировании и погрузке готовой продукции. Предельные значения потерь представлены в таблице 9. Таблица 7 Марка прочности готовой продукции 600 и более Производственные потери в % от массы готовой продукции Всего в том числе при: складировании погрузке 0,4 0,25 0,15 2.9 Производственный контроль Для обеспечения необходимого качества на предприятии введена система контроля качества выпускаемой продукции согласно ГОСТ. На линии для производства кубовидного щебня необходимо проводить контроль следующих параметров: 1) Контроль параметров основного технологического оборудования. 2) Контроль качества готовой продукции. 2.9.1 Контроль параметров основного технологического оборудования Контроль основного технологического оборудования, периодичность и методы контроля производятся согласно «Карт контроля технологического процесса производства». ДРОБИЛЬНОЕ ОБОРУДОВАНИЕ Для получения однородных продуктов дробления необходимо обеспечить эксплуатацию дробилки в соответствии с Руководством по эксплуатации ДЦ-1,6.024.00.00.000 РЭ. СОРТИРОВОЧНОЕ ОБОРУДОВАНИЕ Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru Качество рассева и гранулометрический состав зависит от состояния сит, установленных на грохотах. Не допускается работа с порванными ситами, залипшими или забитыми отверстиями в ситах. Распределение материала по площади сита должно быть равномерным. При замене и установке сит размеры отверстий ячейки должны соответствовать размерам, принятым в технологических картах. 2.9.2 Контроль качества готовой продукции Текущий производственный контроль обеспечивает соответствие качества выпускаемой продукции принятым стандартам. Текущий производственный контроль качества готовой продукции осуществляется ОТК или лицами, на которых возложен технический контроль качества продукции. ОТК осуществляет: пооперационный контроль за качеством продукции, включая отбор средних проб от сменной переработки технологической линии; приемочный контроль продукции, поступающей на склад и отгружаемой потребителям; проведение испытаний отобранных проб в соответствии с действующими стандартами и заполнением журналов текущего контроля. Контроль качества готовой продукции подразделяется на текущий и периодический. При ежедневном контроле определяется: 1. 2. 3. 4. Зерновой состав; Содержание глинистых и пылевидных частиц; Содержание глины в комках; Содержание зерен слабых пород. При периодическом контроле определяется: 1. Дробимость при сжатии в цилиндре; 2. Содержание зерен пластинчатой и игловатой формы; 3. Истираемость в полочном барабане; 4. Морозостойкость; 5. Наличие органических примесей; 6. Насыпная плотность и пустотность; 7. Влажность; 8. Удельная эффективная активность естественных радионуклидов. Определение показателей, указанных выше, осуществляют в соответствии с ГОСТ 8269-97, ГОСТ 8735-88. Конечным этапом работы системы контроля качества продукции является отсутствие рекламаций от потребителя. 3. Охрана недр и окружающей среды. Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru Данный проект разработан в соответствии с «Правилами охраны недр при переработке минерального сырья» (ПБ 07-600-03). В соответствии с правилами, предлагаемая схема в данном проекте обеспечивает рациональную переработку исходного сырья фр.(0-680)мм в кубовидный щебень фр.(+40-70)мм, фр.(+20-40)мм, фр.(+10-20)мм, фр.(+5-10)мм. Этот вид продукции пользуется высоким спросом, имея низкую лещадность. С целью оптимального использования отходов в виде отсева фр.(0-5)мм, рекомендуем руководству предприятия установить линию для классификации отсевов, которая позволит получать мелкие фракции. Это предложение рассматривалось заказчиком как перспективное. ПРИМЕНЕНИЕ МЕЛКИХ ФРАКЦИЙ Отсев щебня крупностью менее 5мм при традиционных технологиях является мало применяемым продуктом, который чаще всего идет в отвал. Но учитывая то, что наши дороги стали делать с применением европейских стандартов, мелкие классы стали использовать в качестве наполнителя в дорожных технологиях с применением катионных битумных эмульсий. Мелкие классы фракции менее 6 мм используются: 1. при поверхностной обработке дорожных покрытий автомобильных дорог общего назначения (из опыта дорожного строительства) наибольшим спросом пользуются фракции (+4-6.3) мм,(+6,3-10) мм и (+2-4) мм); 2. при получении гравийно-эмульсионных смесей (в состав входит песок из отсевов дробления ГОСТ 8736); 3. при получении асфальто-бетонных смесей и асфальтобетонов (в состав входят пески только из отсевов дробления). 4. при получении литых асфальтобетонных смесей. Применение фракций менее 5мм при дорожном строительстве снижает уровень шума во много раз, увеличивает коэффициент сцепления в 1,6-1,7 раза по сравнению с поверхностными обработками на щебне крупных фракций. Фракция (0-0,16)мм также используется для получения товарных продуктов с заданным фракционным составом (песок заданного модуля крупности, мелкие наполнители для цементо-бетонов и асфальто-бетонов, и т.д.). В соответствии с ТУ может использоваться в качестве наполнителя при изготовлении тротуарной плитки, бордюров. 3.1 Мероприятия по охране окружающей среды Раздел разработан в соответствии с нормативными документами: - Федеральный закон РФ от 10.01.2002г. №7-ФЗ «Об охране окружающей среды»; - Инструкция о порядке разработки, согласовании и утверждении и составе проектной документации на строительство предприятий, зданий и сооружений (СНиП 11-01-95) и другие. - СанПиН 2.1.6.1032-01 «Гигиенические требования к обеспечению качества атмосферного воздуха населенных мест» - СанПиН 2.2.1/2.1.1.1200-03 «Санитарно-защитные зоны и санитарная классификация предприятий, сооружений и иных объектов». Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru В проекте предусмотрен комплекс природоохранных мер. В части охраны атмосферного воздуха рассмотрены проектные решения по снижению уровня воздействия на воздушный бассейн. 3.1.1 Газоочистка и пылеулавливание Основным источником загрязнения окружающей среды для данного производства является выделение пыли при дроблении, грохочении и транспортировке различных фракций щебня. Снижение поступления вредных веществ в атмосферу достигается за счет очистки запыленного воздуха в аспирационной системе. Аспирация будет разработана по месту. В задание на проектирование эта часть проектных работ не включена. Выполненные работы по аспирации пылящих мест совместно с гидрообеспыливанием должны обеспечить в атмосферном воздухе населенных мест ПДК=0,5мг/м3. 3.1.2 Гидрообеспыливание Для уменьшения количества пыли на проектируемой линии следует предусмотреть смачивание материала в летнее время года. Рекомендуемое увлажнение для данного вида сырья составляет (4-5)%. Ниже приводится расчет по воде. Расчет общего количества воды производится согласно нормам по формуле: Qрасч. = G ( a2 – a1 ) / 100 где: Q – расчетное количество воды, л /час; G – производительность линии, кг/час a1, а2 – соответственно, начальная и допустимая влажность материала, %. Qрасч. = 180000 ( 8 – 6 ) / 100 = 3600 л /час Рекомендуемое распределение воды (по отдельным участкам технологического процесса в %). - Предварительное увлажнение в приемном бункере - увлажнение на конвейере (поз.18) (выгрузка из дробилки ДРО-683 поз.2) -15%=540л/час увлажнение перед вторичным дроблением на конвейере (поз.5) (2 точки) 20%=720л/час - - увлажнение перед третичным дроблением - увлажнение мест перегрузки в конуса(6 точек) -15%=540л/час 20%=720л/час 30%=1080л/час В системе гидрообеспыливания рекомендуется применять форсунки центробежного типа У – 1М с диаметром сопла не менее 2 мм. Расход воды на Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru одну форсунку 150 – 250 л /час, давление воды на выходе из форсунки – не менее 2 кг/см2. Угол распыления воды – 700. Разводку водопроводной сети выполнить по месту. Концентрация пыли в аспирируемом воздухе после гидрообеспыливания уменьшается в 2 раза, что значительно уменьшит пылевыделение. 3.1.3. Герметичное укрытие мест пыления. 1. Для снижения интенсивного пылеобразования обеспечить по месту (по договоренности с заказчиком) герметичное укрытие над грохотами. 2. Укрыть места пересыпок материала по месту. 3. Для уменьшения вредного воздействия на окружающую среду склад фр.(0-5) и фр.(0-10)мм выгородить с 3-х сторон защитными стенками. 4. В проекте заложены ленточные конвейера с укрытием по всей длине, что также снижает пылевыделение при транспортировке материала. 4. Промышленная безопасность и охрана труда В соответствии с требованиями ФЗ «О промышленной безопасности опасных производственных объектов» дробильно-сортировочное производ-ство относится к опасным производственным объектам. Поскольку на дробильно-сортировочной линии при ее эксплуатации не используются, не перерабатываются, не образуются и не хранятся вещества в количествах, указанных в Приложении 2 к ФЗ «О промышленной безопасности опасных производственных объектов», разработка декларации промышленной безопасности не обязательна. Безопасные условия труда на производстве кубовидного щебня обеспечиваются проектными решениями, принятыми в соответствии с действующими нормами и правилами по безопасному ведению работ. Проектные решения и мероприятия по охране труда и технике безопасности отражены в следующих материалах: в чертежах в виде принятых конкретных инженерных решений, обеспечивающих безопасность эксплуатации оборудования, а также безопасность труда при его монтаже. в пояснительной записке в разделе 4. Все работы должны производиться в соответствии с требованиями следующих основных документов: Единые правила безопасности при дроблении, сортировке, обогащении полезных ископаемых и окусковании руд и концентратов (ПБ 03-571-03). Общих правил безопасности для организаций, осуществляющих деятельность в области про0мышленной безопасности опасных призводственных объектов (ПБ 03-517-02). Санитарных норм и правил СанПиН 2.2.1/2.1.1-567-96. Безопасные условия труда обеспечиваются за счет принятых технических решений: компоновка оборудования соответствует очередности операций; обеспечены проходы между оборудованием при работе, обслуживании Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru и ремонте; площадки высотой более 1м ограждены перилами; вращающиеся и движущиеся части машин и механизмов закрыты ограждениями. в местах прохода людей под эстакадами для ленточных конвейеров пол эстакады зашить сплошным листом согласно нормам. 4.1 Механизация трудоемких процессов В производстве предусмотрена максимальная механизация основных и вспомогательных процессов. Для монтажа и замены быстро изнашиваемых узлов над дробилкой «Титан-160-Д» предусмотрена электрическая таль грузоподъемностью 3,2 тонны. Для ремонта щековой дробилки, грохотов и приводных головок конвейеров необходимо использовать автомобильный кран г/п 15/3т. 5. Промышленная санитария Технологическая часть проекта выполнена в соответствии с Р 2.2.755-99 «Гигиенические критерии оценки классификации условий труда по показателям вредности и опасности производственной среды, тяжести и напряженности трудового процесса» и СП 1.1.11058-01 «Организация производственного контроля за соблюдением санитарных правил и выполнением санитарно-противоэпидемических (профилактических) мероприятий». Промышленная санитария обеспечивается : компоновкой оборудования и транспортных средств с минимально возможной высотой пересыпок; максимальной автоматизацией, механизацией технологических процессов и блокировку их с системами аспирации; герметичным укрытием мест выделения пыли от технологического оборудования, конвейерного транспорта и подключения к этим укрытиям местных отсосов (укрытие грохотов, по договоренности с заказчиком, выполняет сам заказчик); сухую уборку помещений и оборудования от вторичной пыли; очисткой воздуха, собранного местными отсосами, в аспирационной системе, разработанной и установленной заказчиком; фракцию (0-5)мм, как наиболее пылящую, хранить в емкости , огороженной с 3-х сторон, что обеспечит снижение пыления. 6.Пожаробезопасность Содержание производственных помещений, противопожарного оборудования и порядок ведения огневых работ должны соответствовать требованиям «Правил пожарной безопасности на предприятиях и объектах РФ» (ППБ-01-03). В целях надежной противопожарной защиты на предприятии предусматриваются: Россия, 193318,Санкт-Петербург Ул.Ворошилова д.6 Тел./факс: +7(921) 882-39-51 E-mail:office@ntds.ru Сайт:www.ntds.ru обучение персонала обращению с первичными средствами пожаротушения и пожарной безопасности; организация сварных, огневых и газопламенных работ с учетом требований правил пожарной безопасности; оснащение зданий и сооружений первичными средствами пожаротушения согласно действующим нормам. Пожарная безопасность обеспечивается первичными средствами пожаротушения: - огнетушитель ручной порошковый емкостью 10л - 18шт. - огнетушитель пенный емкостью 10л - 9шт. - ящик с песком - 1шт. 7. Мероприятия по предупреждению, локализации и ликвидации аварийных ситуаций Возможными причинами, способствующими возникновению и развитию аварий и чрезвычайных ситуаций, могут являться такие внешние виды воздействия, как пожар, попадание молнии, диверсия и т.д. Также к возникновению аварий и чрезвычайных ситуаций может привести отказ оборудования, вызванный физическим износом, коррозией, температурными деформациями оборудования, прекращение подачи электроэнергии, воды. Для ликвидаций аварий и чрезвычайных ситуаций предусматриваются: на предприятии должен быть разработан для таких случаев план ликвидации аварий; мероприятия по ликвидации должны выполняться в строгом соответствии с планом ликвидации; согласно плану производится обучение специалистов порядку организации и проведения аварийно-спасательных работ; подготовка средств для спасения людей и ликвидации аварий. На предприятии предусмотрена система сигнализации и оповещения на случай аварийной ситуации, автоматическое регулирование, блокировка и отключение питающих линий электропередач.