Лекции_Теория фаз.равновесия_лекции
advertisement

Рост твердой фазы.
Формирование заданной структуры при затвердевании возможно путем
управления движением межфазной границы. Строение границы раздела S-L
значительно влияет на кинетику и морфологию роста твердой фазы при
заданной величине переохлаждения расплава вблизи границы.
Кинетика межфазной границы определяется уровнем свободной
энергии атомов в жидкой и твердой фазах. При переходе атома из жидкой
фазы на поверхность твердой фазы уровень свободной энергии понижается,
но степень этого понижения зависит от места встраивания атома на
поверхности и от количества соседних атомов.
Это вполне понятно, так как чем больше соседей у атома, тем больше
его энергия связи, ниже уровень свободной энергии и устойчивее положение
атома.
При затвердевании идет постоянный обмен атомами между жидкой и
твердой фазами. Кинетику и морфологию межфазной границы определяют
два фактора: структура границы и движущая сила движения границы.
Считают, что в общем случае можно выделить два основных механизма
продвижения поверхности раздела в расплав:
- ступенчатый или боковой рост, при котором поверхность
передвигается за счет роста ступенек на поверхности, к которым
присоединяются атомы из жидкой фазы. Высота ступеньки а > 1, то есть
является межплоскостным расстоянием. Твердая фаза растет за счет
прохождения ступенек по поверхности;
- непрерывный рост, при котором поверхность раздела движется за
счет присоединения атомов из жидкой фазы к любой точке поверхности
твердой фазы.
Скорость роста твердой фазы (v) определяется переохлаждением
жидкости. Рассматривают три механизма роста твердой фазы:
1. Рост при двухмерном образовании зародыша:
где - свободная энергия поверхности в расчете на атом; Т пл температура плавления; Q - теплота плавления; ∆Ткр - критическое
переохлаждение. При этом механизме для обеспечения роста твердой фазы за
счет продвижения ступеней по поверхности раздела необходимо создать
двухмерные зародыши на атомно-гладкой (сингулярной) поверхности.
2. Рост за счет присоединения атомов к ступеньке на поверхности,
например, выходу винтовой дислокации. Ступенька, образованная винтовой
дислокацией, за один оборот вокруг выхода дислокации будет перемещать
растущую поверхность на один атомный слой:
3. Рост на шероховатой поверхности. При малых переохлаждениях
будет наблюдаться линейный рост поверхности раздела:
Диаграмма состояния системы, кристаллизующейся
с образованием смеси из чистых компонентов
(диаграмма с образованием эвтектики)
Данный тип диаграмм, когда компоненты в твердом состоянии
практически не растворяются один в другом, встречается сравнительно
редко. В большинстве сплавов имеет место определенная ограниченная
взаимная растворимость компонентов. Однако целесообразно начать
рассмотрение диаграмм состояния именно с этого наиболее простого случая.
В связи с предполагаемым отсутствием взаимной растворимости
компонентов в твердом состоянии, они выделяются при кристаллизации
жидкого сплава в виде чистых компонентов А и В.
Прибавление одного компонента к другому вызывает понижение
температуры затвердевания жидкости. Такое понижение происходит при
прибавлении как металла В к металлу А, так и металла А к металлу В. В
результате снижения температур начала кристаллизации для сплавов
различной концентрации на диаграмме состояния появятся кривые линии
txE и t2E, направленные книзу от точек А и В; в точке Е эти кривые
пересекаются.
Можно дать следующее объяснение понижению температуры начала
кристаллизации.
Известно, что давление паров, насыщающих пространство над
кристаллами какого-либо вещества и его жидкой фазой, в точке плавления
этого вещества равны. Это означает, что температура плавления
определяется точкой пересечения кривых давления насыщенных паров
жидкой и кристаллической фаз.
Кривая упругости пара над кристаллами 1 с повышением температуры
поднимается круче, чем кривая упругости над жидкостью того же
компонента 2. В точке к эти кривые пересекаются. Это значит, что в точке к
жидкая и кристаллическая фазы находятся в состоянии равновесия и,
следовательно, температура t является температурой плавления
(кристаллизации) чистого компонента.
Добавление одного компонента к другому, находящемуся в жидком
состоянии, ведет к образованию жидкого раствора.
Как известно, кривая упругости пара над жидким раствором должна
лежать ниже кривой упругости пара над чистым компонентом в жидком виде
3.
Так как в процессе кристаллизации из жидкого раствора выделяются
кристаллы чистого компонента, то, следовательно, в точке пересечения к' в
состоянии равновесия находятся кристаллы чистого компонента и жидкий
раствор. Такое состояние соответствует температуре t2 — начала
кристаллизации чистого компонента из жидкого раствора.
Так как температура t2 расположена ниже температуры t1, то отсюда
следует, что добавление одного металла к другому, являющемуся
растворителем, в случае их выделения при кристаллизации в чистом виде,
вызывает понижение температуры начала кристаллизации.
Таким образом, сплавы, составы которых будут лежать между точками
А и х, начнут кристаллизоваться с выделения кристаллов компонента А, а
сплавы, расположенные по составу между точками В и х — с выделения
компонента В. Только сплав состава точки х будет кристаллизоваться с
одновременным выделением того и другого компонента, так как точка Е
принадлежит двум кривым начала кристаллизации.
Линии t1E и t2E являются не только линиями начала кристаллизации; их
физический смысл заключается в том, что они в то же время представляют
собой линии насыщения жидкой фазы соответствующими компонентами,
или .линии растворимости. В этом легко убедиться, рассматривая движение
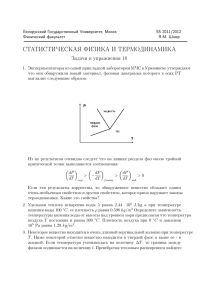
фигуративной точки по замкнутому контуру abcda (рис.2).
Рис. 2
В точке а в системе в состоянии равновесия присутствуют две фазы:
кристаллы чистого компонента А и жидкий раствор состава точки п.
При движении фигуративной точки от а к b происходит растворение
кристаллов компонента А в жидкой фазе в связи с увеличением
растворимости при повышении температуры по линии Et1
В точке к все кристаллы А должны раствориться, и при дальнейшем
повышении температуры от к до b сплав будет представлять собой жидкий
раствор, т. е. однофазное состояние определенного состава.
При движении фигуративной точки от b к с (при постоянной
температуре) изменяется состав сплава; пусть это изменение происходит за
счет добавления кристаллов компонента В. Кристаллы металла В будут
растворяться в жидком сплаве, и состав последнего будет непрерывно
изменяться от b до I. В точке I жидкий раствор становится насыщенным и
дальнейшее добавление компонента В ведет лишь к изменению состава
сплава, тогда как состав жидкого раствора остается неизменным.
Следовательно, при движении от I к с добавляемый металл В просто остается
в жидком сплаве в твердом состоянии. В точке с сплав состоит из жидкости
состава точки I и кристаллов компонента В.
При движении фигуративной точки от с к d состав сплава не
изменяется (средний состав сплава), тогда как количество кристаллов
компонента В увеличивается в связи с уменьшением его растворимости в
жидком сплаве при понижении температуры и выделением при изменении
состава жидкого раствора по линии t2E от точки I к точке т.
В точке d сплав состоит из жидкого раствора состава точки т и
кристаллов компонента В.
При движении фигуративной точки от d к т происходит изменение
состава сплава при неизменной температуре. Пусть это изменение
происходит за счет добавления кристаллов компонента А, которые будут
растворяться, так как жидкость остается ненасыщенной компонентом А
вплоть до точки m. Но это растворение должно вызвать изменение состава
жидкости и нарушить равновесие между кристаллами компонента В и
жидким раствором.
Для сохранения равновесия кристаллы компонента В должны
растворяться в жидкости и поддерживать ее состав неизменным и
соответствующим точке т.
Таким образом, добавление кристаллов А уменьшает количество
кристаллов В, а количество жидкости состава точки т увеличивается.
Когда состав сплава будет находиться в точке т, останется одна
жидкая фаза. Последующее добавление кристаллов А и их растворение будет
изменять состав жидкого раствора от точки т до точки п.
В точке п жидкий раствор становится насыщенным компонентом А и
дальнейшее увеличение количества кристаллов этого компонента, не изменяя
состава жидкого раствора, будет изменять средний состав сплава.
В точке а сплав будет иметь те же фазы, что и в исходном состоянии,
но количество каждой из них увеличится за счет произведенного при
движении по контуру abcda добавления некоторого количества компонентов
А и В.
2. Кристаллизация твердых растворов
Особенности образования зародышевых центров
При кристаллизации сплавов возникающие зародышевые центры
обычно существенно отличаются по химическому составу от исходного
состава жидкой фазы. Это связано с тем, что при образовании новой фазы
того же химического состава, что и состав жидкой фазы,
свободная
энергия системы может не понижаться, а, наоборот, повышаться. В этих
условиях возникающие зародышевые центры твердой фазы должны
отличаться по химическому составу от состава жидкой фазы и для их
образования необходимы не только флуктуации энергии,. как это имело
место в случае однокомпонентных систем, но и флуктуации концентрации.
Последние представляют собой случайные временно существующие
отклонения состава отдельных микрообъемов от среднего состава фазы в
целом. Путем расчетов, основанных на теории вероятности, было показано,
что в любой макроскопически однородной фазе всегда существует целый
«спектр» таких флуктуации состава, которые отличаются друг от друга как
размерами, так и своим химическим составом. Так же как и в
однокомпонентных системах, не всякая твердая частица, возникающая в
жидком сплаве, оказывается способной к росту. Чтобы частица с течением
времени могла расти, она должна иметь размер не менее критического. Если
для однокомпонентных систем критический размер частицы данного
вещества определяется только температурой переохлаждения, то
критический размер частиц в сплавах существенно зависит еще и от
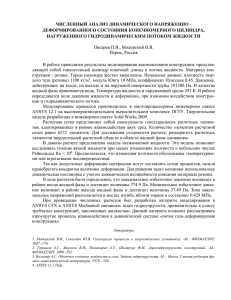
концентрации жидкого раствора. Легко показать, что при данной
температуре критический размер зародыша будет тем меньше, чем
больше степень пересыщения жидкого раствора относительно
равновесной линии ликвидуса.
Действительно, если учесть, что растворимость частиц различного
размера при данной температуре должна быть различной, то линии
ликвидуса для этих частиц будут смещаться вниз. Поэтому при
возникновении частиц различного размера в сплаве С1 температура Т1 будет
располагаться либо выше, либо ниже соответствующей смещенной линии
ликвидуса. Так как для частиц размером r«, ru r2t г3 эта температура
находится ниже соответствующих линий ликвидуса, то все эти частицы
способны к росту, т. е. их размер больше критического.
Для частицы размером г5 температура Тх находится выше
соответствующей линии ликвидуса и, следовательно, эта частица расти не
может, т. е. она имеет размер менее критического (увеличение размеров
такой частицы возможно только за счет флуктуационных процессов). Для
частицы г* температура Т\ совпадает с температурой соответствующей
линии ликвидуса, и потому такая частица будет находиться в равновесии с
жидкой фазой состава С\. Частица г4 как раз и соответствует критическому
размеру.
Аналогичными рассуждениями можно показать, что для сплава Сг при
температуре способными к росту будут частицы размером rw и г,, в то время
как частицы г3, г4 и г5 имеют размер меньше критического и к росту
неспособны. Очевидно, что критический размер частицы в этом случае будет
соответствовать г% и что он больше, чем для сплава С при той же
температуре.
Таким образом, критический размер возникающих зародышей в
сплавах оказывается тем меньше, чем больше степень переохлаждения
или пересыщения жидкого раствора относительно равновесной линии
ликвидуса. Соответственно этому меняется и количество зародышей,
возникающих за единицу времени в единице объема жидкой фазы. Оно
оказывается тем больше, чем больше степень переохлаждения или
больше степень пересыщения жидкой фазы относительно ее
равновесной линии ликвидуса1.
Рис. 366. Изменение условий равновесия между жидкой и твердой
фазами в зависимости от размера частиц твердой фазы (г да > /ч > г2 >
г3 > >4>rs).
Следует иметь в виду, что возникновение зародышевых центров в
сплавах, так же как и в однокомпонентных системах, может происходить не
только
самопроизвольным,
но
и
несамопроизвольным
путем.
Несамопроизвольное образование зародышей облегчается в тех случаях,
когда:
1)
поверхностное натяжение на границе раздела между
посторонними частицами и вновь образующейся фазой меньше
поверхностного натяжения на границе раздела между исходной и новой
фазами;
2) на поверхности частиц имеются микропоры, микроканалы, в
которых находятся микроскопические кусочки нерасплавившейся
твердой фазы, образующейся при кристаллизации;
3) вследствие присутствия посторонних частиц контактирующие
с ними участки жидкой фазы имеют измененный химический состав в
сторону большей степени пересыщения по отношению к вновь
образующейся фазе.
Последнее обстоятельство специфично для сплавов и должно
учитываться при их модифицировании, когда в жидкую фазу специально
вводят посторонние частицы для получения мелкозернистой структуры.
В случае растворения примесей в жидкой фазе может изменяться
поверхностное натяжение на границе раздела старой и новой фаз. В
зависимости от характера этого изменения образование зародышей будет
также облегчаться или, наоборот, затрудняться.
Диффузионное передвижение границы раздела фаз
Современная теория рассматривает процесс роста зародышей как
частный случай диффузионного передвижения границы раздела фаз.
Предполагается, что на границе раздела, благодаря «междуфазовой»
диффузии, заключающейся в переходе атомов (ионов) из одной фазы в
другую, довольно быстро устанавливается равновесная концентрация фаз,
определяемая природой контактирующих фаз, температурой и кривизной
межфазовой поверхности раздела.
Для установления равновесных концентраций на границе раздела фаз
требуются ничтожно малые перемещения атомов, и поэтому это равновесие
достигается крайне быстро. В это время внутренние объемы
контактирующих фаз еще имеют исходный химический состав, благодаря
чему внутри фаз создается перепад концентраций.
Передвижение границы раздела фаз в ту или иную сторону происходит
вследствие диффузии внутри соприкасающихся фаз.
Процессы диффузии стремятся выравнять состав каждой из фаз и
тем самым нарушают пограничные концентрации на границе раздела.
Это нарушение пограничных концентраций обусловливает протекание
«междуфазовой диффузии», т. е. переход определенных атомов (ионов) из
одной фазы в другую, быстро восстанавливающей равновесные
концентрации на границе раздела фаз.
Таким образом, процесс диффузии внутри фаз, прилегающих к
границе раздела, так называемый процесс «объемной диффузии»,
приводит к переходу атомов, (ионов) из одной фазы в другую, т. е. к
«междуфазовой
диффузии».
Но
«междуфазовая
диффузия»,
заключающаяся в переходе определенных атомов из одной фазы в
другую, неизбежно вызывает перемещение границы раздела фаз в
обратном направлении и стремится восстановить равновесные составы
на границе раздела.
В результате одновременного протекания процессов «объемной» и
«междуфазовой» диффузии на передвигающейся границе раздела фаз
устанавливаются пограничные составы, которые в какой-то мере отличаются
от равновесных значений. Это отличие определяется соотношением
скоростей протекания указанных двух процессов. Чем медленнее протекает
объемная диффузия и чем быстрее развивается междуфазовая диффузия, тем
меньше отличаются пограничные составы соприкасающихся фаз от
равновесных концентраций. В первом приближении можно считать, что на
границе раздела соприкасающихся фаз устанавливаются и поддерживаются
постоянными равновесные концентрации растворенного компонента.
Нетрудно убедиться в том, что если диффузия внутри контактирующих
фаз стремится понизить пограничную концентрацию какого-нибудь
элемента, то (независимо от того, с какой стороны имеется такое стремление)
граница раздела должна передвинуться в сторону фазы с более высокой
пограничной концентрацией данного элемента.
Если диффузия внутри фаз стремится
повысить концентрацию какого-нибудь
элемента на границе раздела фаз, то для
сохранения пограничной равновесной
концентрации граница раздела должна
перемещаться в сторону фазы с более
низкой
концентрацией
данного
элемента.
В более сложном случае, когда к
границе раздела с одной стороны
подводятся атомы компонента В, а с
другой
стороны
—отводятся,
направление передвижения границы
раздела
будет
определяться
соотношением скоростей подвода и
отвода атомов (ионов) компонента В.
Если скорость подвода атомов В
будет
превышать
количество
отводимых атомов (ионов), то граница
раздела должна передвигаться в
сторону фазы; имеющей меньшую
пограничную
концентрацию
компонента В.
Если скорость подвода атомов В
будет меньше количества отводимых атомов (ионов) от границы раздела фаз,
то граница раздела будет передвигаться в сторону фазы, имеющей более
высокую пограничную концентрацию компонента В. В случае равенства
скоростей подвода и отвода атомов (ионов) компонента В к границе раздела и
от нее, она передвигаться не будет, т. е. ни одна из фаз не будет расти за счет
другой.
Путь, проходимый границей раздела в сторону одной из фаз dL,
определяется количеством атомов, подводимых к границе раздела или
отводимых от нее, и разностью пограничных концентраций данного
элемента, или, как говорят, величиной перепада концентраций на
границе раздела фаз (рис. 367). Математически эта связь может быть
представлена в следующем виде:
Следовательно, скорость передвижения границы раздела равна
Естественно, что при отсутствии перепада (градиента) концентрации
внутри фаз, прилегающих к границе раздела, объемной диффузии не будет,
не будет и междуфазовой диффузии, а следовательно, и скорость
передвижения границы раздела фаз окажется равной нулю.
Чем больше градиент концентрации внутри контактирующих фаз и чем
больше
коэффициент
диффузии,
тем
интенсивней
развиваются
диффузионные процессы и тем быстрее происходит передвижение границы
раздела фаз. Чем больше перепад концентраций на границе раздела фаз, тем
меньше, при прочих равных условиях, скорость передвижения границы
раздела.
Диффузионный рост зародышей новой фазы
После возникновения в жидкой фазе зародышей на образовавшейся
поверхности раздела сравнительно быстро устанавливаются равновесные
концентрации, определяемые в первом приближении природой фаз,
температурой и степенью кривизны поверхности раздела.
Если не учитывать степень кривизны поверхности раздела фаз, т. е.
считать ее плоской, то пограничные составы контактирующих фаз могут
быть легко определены по соответствующим линиям равновесной диаграммы
состояния.
Но возникающие зародыши всегда малы, вследствие чего межфазовая
поверхность раздела оказывается выпуклой в сторону исходной, материнской
фазы» и равновесные концентрации на границе раздела фаз должны
определяться по ранее приведенному уравнению. Это уравнение, дающее
зависимость равновесных концентраций соприкасающихся фаз от степени
кривизны межфазовой поверхности раздела, может быть выражено
графически серией кривых, как было, показано на рис. 364 и 366.
При возникновении зародышевых центров критического размера
состав прилегающих участков жидкой фазы должен соответствовать ее
исходному составу. При образовании зародышевых центров размером
более
критического участки прилегающей жидкой фазы оказываются
обогащенными компонентом В по сравнению с исходным составом жидкой
фазы (рис. 366). Поэтому появление зародышей твердой фазы размером
более критического обусловливает возникновение в жидкой фазе некоторого
градиента концентраций (рис. 368).
Это приводит к развитию процессов диффузии в жидкой фазе,
стремящихся понизить концентрацию компонента В на границе раздела фаз.
Отвод атомов (ионов) компонента В от границы раздела в глубь жидкой фазы
неизбежно приводит к передвижению границы раздела в сторону жидкой
фазы, т. е. к росту зародышевого центра.
Если возникающие образования новой фазы — твердого раствора—
будут иметь размеры меньше критического, то концентрация компонента В в
жидкой фазе, контактирующей с ними, будет меньше, чем концентрация
компонента В во всей массе жидкой фазы. В этом случае процессы диффузии
в жидкой фазе будут подводить атомы компонента В к границе раздела и,
следовательно, граница раздела должна передвигаться в сторону новой фазы,
т. е. она будет растворяться.
Совершенно ясно, что способной к росту будет такая частица новой
фазы, размер которой обеспечит более высокую концентрацию компонента В
в примыкающих к ней участках жидкой фазы по сравнению с исходной
концентрацией этого элемента в жидком растворе.
В первые моменты роста, с увеличением частицы новой фазы и
уменьшением кривизны границы раздела, степень пересыщенности жидкого
раствора возрастает, так как известно, что чем крупнее частицы, тем меньше
их растворимость (рис. 368, б, в). Повышение концентрации компонента В в
жидкой фазе на границе раздела, обусловленное укрупнением частицы новой
фазы, приводит к увеличению перепада концентраций внутри жидкой фазы
и, следовательно, возрастает скорость диффузии в жидкой фазе и скорость
роста частиц новой фазы.
Когда частицы новой фазы становятся достаточно крупными и границу
раздела фаз практически можно считать плоской, дальнейшее укрупнение
частиц не изменяет пограничных концентраций и, следовательно, не
изменяет скорости роста.
В дальнейшем, по мере развития процесса кристаллизации,
концентрация компонента В в глубинных слоях жидкой фазы начинает
заметно повышаться, градиент концентрации уменьшается, скорость
кристаллизации понижается.
В тот момент, когда концентрация компонента В во всем объеме
жидкой фазы станет равна пограничной, т. е. такой, какую должна иметь
жидкая фаза, находящаяся в равновесии с твердым раствором при данной
температуре, процесс кристаллизации прекратится.
Как видим, скорость роста новой фазы, в изотермических условиях не
является постоянной величиной. Вначале она возрастает, достигает какого-то
максимального значения, а затем постепенно
убывает
и,
наконец,
становится равной нулю (рис. 369).
Понижение температуры превращения приводит не только к
уменьшению критического размера зародышей, но и сказывается на
линейной скорости их роста. При понижении температуры превращения, с
одной стороны, возрастает градиент концентрации в жидкой фазе, что
способствует росту новой фазы, а с другой — уменьшается коэффициент
диффузии D (изменение
коэффициента
диффузии с температурой
носит экспоненциальный характер D = Aexp( –U/RT), что препятствует
процессу роста).
При увеличении степени переохлаждения скорость роста новой
фазы твердого раствора возрастает за счет увеличения градиента
концентраций в жидкой фазе. Непрерывному увеличению линейной
скорости роста новой фазы с понижением температуры препятствует
уменьшение коэффициента диффузии. Поэтому, достигнув какого-то
максимума, при дальнейшем понижении температуры скорость роста
должна начать понижаться.
Таким образом, в общем случае зависимость средней линейной
скорости роста новой фазы от температуры превращения должна выражаться
кривой, имеющей максимум.
Будет ли в действительности наблюдаться максимум линейной
скорости роста новой фазы, зависит от ряда факторов и прежде всего от
наличия широкого температурного интервала кристаллизации, заключенного
между линиями ликвидуса и солидуса.
При наличии узкого интервала кристаллизации увеличение степени
переохлаждения обычно приводит только к увеличению линейной скорости
роста твердой фазы.
Скорость роста новой фазы зависит не только от температуры, но и от
химического состава сплава.
Нетрудно убедиться в том, что при одинаковой температуре
превращения линейная скорость роста кристаллов твердого раствора
будет тем больше, чем ниже концентрация компонента В в исходной
жидкой фазе, так как при этом увеличивается градиент концентрации в
жидкой фазе (рис. 370). Кривые линейной скорости роста новой фазы для
различных концентраций жидкого раствора схематически могут быть
представлены так, как это показано на рис. 371.
Линейная скорость роста а-фазы для сплавов
зависимости от степени переохлаждения.
различного
состава
в
Объемная скорость изотермической кристаллизации
Закономерности образования и роста зародышевых центров при
изотермической кристаллизации твердых растворов приводят к тому, что
нарастание количества твердой фазы в процессе затвердевания
характеризуется кривыми рис. 372, а. Соответственно этому и кривые
объемной скорости изотермической кристаллизации должны иметь вид,
показанный на рис. 372, б.
Следует обратить внимание на наличие инкубационного периода, в
течение которого кристаллизация хотя и развивается, но очень медленно и не
приводит к образованию заметных количеств твердой фазы. Как и в случае
чистых металлов, наличие инкубационного периода объясняется тем, что
первые участки твердой фазы растут из очень маленьких твердых частиц, и
потому на начальной стадии процесса нарастание количества твердой фазы
происходит сравнительно медленно и она не обнаруживается обычными
методами исследования. Продолжительность инкубационного периода будет
тем меньше, чем более чувствителен метод определения количества твердой
фазы.
Следует указать, что кристаллизационные параметры (п\ с) для сплавов
имеют обычно меньшие значения, чем для чистых металлов, и потому для
сплавов инкубационный период выражен более ярко.
Характерной особенностью кристаллизации твердых растворов,
отличающихся от чистых металлов, является то, что они могут
кристаллизоваться описанным путем только в пределах межкритического
интервала температур.
При каждой данной температуре в межкритическом интервале может
возникать только вполне определенное количество твердой фазы, которое
определяется условиями равновесия и может быть вычислено по правилу
рычага. Иными словами, при каждой температуре, лежащей внутри
межкритического интервала, кристаллизация не может обеспечить полного
исчезновения жидкой фазы даже при установлении состояния равновесия.
По мере развития кристаллизации не только уменьшается объем
жидкой фазы, но и изменяется ее химический состав, что приводит к
уменьшению как количества возникающих зародышей, так и линейной
скорости их роста. Следствием этого является то, что момент достижения
равновесного состояния системы
при
данной температуре сильно
затягивается и кривые объемной скорости кристаллизации имеют
асимметричный вид (рис. 372, б).
Таким образом, если при кристаллизации чистых металлов уменьшение
объемной скорости кристаллизации было обусловлено постепенным
уменьшением объема жидкой фазы, то при кристаллизации сплавов большое
значение имеет также изменение состава жидкой фазы. Состав жидкой фазы
изменяется в тем большей мере, чем больше степень переохлаждения, а при
данной температуре переохлаждения — чем ближе система к состоянию
равновесия.
Чем больше количество возникающих зародышей и выше линейная
скорость их роста, тем интенсивнее должна развиваться кристаллизация, тем
меньше величина инкубационного периода и тем быстрее наступает момент
установления равновесного состояния при данной температуре. В первом
приближении можно считать, что для каждой температуры переохлаждения
имеется какая-то средняя объемная скорость кристаллизации, определяемая
значением кристаллизационных параметров п и с. Последние в зависимости
от степени переохлаждения изменяются так, как это схематически показано
на рис. 373. Ясно, что увеличение степени переохлаждения должно
приводить к закономерному увеличению средней объемной скорости
кристаллизации до тех пор, пока не будет достигнут максимум на кривой
линейной скорости роста. Начиная с этого момента, понижение температуры
уменьшает линейную скорость роста, в то время, как количество
возникающих зародышей продолжает увеличиваться. Таким образом, с этого
момента изменение кристаллизационных параметров п и с оказывает
диаметрально противоположное влияние на объемную скорость
кристаллизации. При этом следует учитывать, что объемная скорость
кристаллизации изменяется пропорционально лс3. Поэтому на кривой
объемной скорости кристаллизации может появиться максимум, лежащий
при более низких температурах по сравнению с максимумом на кривой
линейной скорости роста. Величина этого расхождения зависит от
интенсивности изменения п и с при этих температурах.
Описанный случай может быть иллюстрирован диаграммой кинетики
кристаллизации в изотермических условиях при различных температурах
переохлаждения. Эти диаграммы обычно строятся в координатах:
температура превращения —длительность изотермической выдержки.
Процент превращения в этом случае указывается на кривых (рис. 374).
В реальных условиях затвердевания металлических сплавов обычно не
удается наблюдать максимума на кривой объемной скорости кристаллизации.
Это может быть обусловлено как большой кристаллизационной
способностью этих сплавов, так и относительно узким интервалом
кристаллизации, когда вообще отсутствует максимум на кривой линейной
скорости роста.
Кроме того, как мы увидим ниже, начиная с некоторых степеней
переохлаждения, одновременно с описанным механизмом кристаллизации,
может получить развитие и другой механизм затвердевания, который,
накладываюсь на первый, существенно осложняет все кинетические
закономерности.
Коэффициент
распределения.
Важной
количественной
характеристикой равновесия жидкой и твердой фаз является равновесный
коэффициент распределения, например, примеси В в основе А9 т.е.
коэффициент распределения В в А при условии такого затвердевания
(медленного), при котором успевают пройти диффузионные процессы как в
жидкости, так и в твердом теле. Коэффициент распределения для
определенной (любой) температуры имеет вид:
Как видно из рис. 6.21, равновесный коэффициент распределения для
выбранного сплава состава С0 равен отношению концентрации компонента В
в А в твердой фазе Cs к концентрации в жидкой фазе CL.
Для диаграмм состояния, когда добавление компонента В понижает
температуру плавления основы (рис. 6.21,а), К0 < 1, а когда добавление
компонента В повышает температуру плавления основы (рис. 6.21,6), К0> 1.
В случае равенства концентраций CL = С0 (при температуре Т1)
получаем, что Cs = С0К0. При равенстве концентраций Cs = Сс (при
температуре Т2) справедливо соотношение CL = C/K0.
Если условия неравновесные, что чаще всего и происходит, то вводят
эффективный коэффициент распределения В в А:
где v - скорость движения фронта затвердевания; d - толщина
приграничного слоя; DL - коэффициент диффузии В в жидкости.
Затвердевание с искривленной поверхностью раздела
Морфология поверхности раздела
Большинство процессов затвердевания протекают в таких условиях,
что поверхность S-L нестабильна и не плоская, т.е. имеет определенную
кривизну. При наличии кривизны поверхности (радиусом r) равновесная
температура Тн границы S-L будет отличаться от температуры плавления
на некоторую величину ∆T, т.е. Тн= Тпл± ∆T , причем, как показано
теоретически:
где L - скрытая теплота плавления.
Для выпуклой поверхности в жидкость Тн= Тпл - ∆T. В этом случае
твердая фаза стабильнее жидкой фазы (идет затвердевание). Для вогнутой
поверхности в жидкость Тн= Тпл +∆T . В этом случае более стабильна жидкая
фаза (расплавление твердой фазы).
Чем больше Тн отличается от Тпл т.е. больше∆T , тем выше скорость
процесса плавления или затвердевания.
Давно установлено экспериментально, что скорость затвердевания
определяется не только величиной ∆T, но и кристаллографией поверхности,
т.е. степенью упаковки атомов (координационным числом) на поверхности.
Важную роль играет реальная температура поверхности, определяемая
теплоотводом в системе затвердевания. Так как в поверхностном слое при
затвердевании выделяется теплота плавления расплава (L), то температура
поверхности твердой фазы отличается от средней температуры твердой и
жидкой фаз. В силу флуктуации плотности атомов на поверхности и,
следовательно, флуктуации поверхностной энергии, а также различий в
условиях теплоотвода на поверхности и диффузионной подвижности атомов
могут возникнуть условия для разной скорости роста твердой фазы в
различных точках поверхности. Все это будет определять сложную
морфологию растущей поверхности.
Кроме этого важную роль в процессе затвердевания, как показано
выше, будет играть степень переохлаждения расплава. При определенном
переохлаждении расплава реализуется дендритная форма затвердевания. Как
показал Д.К. Чернов, для металлов типичной является дендритная форма
затвердевания.
Особенности дендритного роста кристаллов. Свободный дендритный
рост возникает в том случае, когда зародыши твердой фазы растут в
переохлажденном расплаве, т.е. всегда Ts > TL. Установлено, что дендритный
рост идет в соответствии с кристаллографическими направлениями твердой
фазы. Дендриты имеют ветвление приблизительно через одинаковые
промежутки, которые сокращаются с повышением порядка ветвей. По
механизму дендритного роста затвердевает не более 40 % расплава. Как
известно из металловедения, дендрит состоит из центрального ствола (первая
ветвь) с определенным радиусом кривизны и ветвей второго, третьего и
более высоких порядков, определяемых предпочтительными направлениями
роста в соответствии с кристаллографическими особенностями сплава. В
обычных условиях кристаллизации наблюдается свободный дендритный
рост. Известны три стадии дендритного роста: неустойчивость сферических
центров кристаллизации при их росте; рост центрального ствола дендрита;
неравновесный рост ветвей дендрита.
Неустойчивость сферических центров кристаллизации при их росте.
Сферический центр кристаллизации растет устойчиво только до
определенного размера (радиуса). Принимая во внимание то, что
критический радиус образования центров затвердевания определяется (6.44),
получают абсолютный критерий неустойчивости сферического образования
при
равенстве
теплопроводностей
твердой и жидкой фаз
. Сферическая форма зародыша по мере
роста нарушается при r> 11 r кр вследствие анизотропии свободной энергии
поверхности а. На поверхности образуются выступы - бугорки - как будущие
ветви дендритов. Достаточно изменения а на 1 % чтобы появились бугорки.
У основания бугорка из-за выделения теплоты плавления при затвердевании
жидкости переохлаждение будет меньше, чем на кончике бугорка. Поэтому
скорость затвердевания у основания бугорка будет слабее, чем у вершины.
Но на некотором расстоянии от возникшего выступа зародится новый
бугорок (бугорки), каждый из которых может стать ветвью дендрита.
Условия роста центрального ствола дендрита. Растущий бугорок - это
ветвь дендрита. Скорость перемещения кончика дендрита зависит от
скорости отвода тепла в жидкости, которая зависит от формы ветви, объема
расплава, температуры кончика дендрита и определяется величиной общего
переохлаждения жидкости.
Неравновесный рост дендритов. На этой стадии наблюдается ветвление
дендрита. Периодическое ветвление - признак того, что распределение
температуры и объем кончика дендрита изменяются периодически.
После прекращения роста ветвей дендрита междендритные
промежутки постепенно заполняются затвердевающим расплавом. На этой
стадии образуется междендритная пористость. Причем, чем больше
температурный интервал между линиями ДСС (диаграммы состояний
сплавов) ликвидус-солидус, тем больше пористость.
Следует особо подчеркнуть, что при очень больших переохлаждениях
расплава ∆T скорость зарождения новых кристаллов настолько велика, что
процесс роста дендритов можно прервать, что приводит к измельчению
зерна.
Механизм кристаллизации эвтектики в условиях переохлаждения
Сплав эвтектического состава выше точки Е представляет собой
жидкий раствор компонентов А и В (рис.3). В точке Е этот жидкий раствор
становится насыщенным компонентами А и В, но самопроизвольная
кристаллизация его при температуре, соответствующей точке Е, происходить
не может.
Для зарождения центров кристаллизации необходимо некоторое
переохлаждение жидкого раствора.
Пусть жидкий раствор переохлажден до температуры точки 2 и
выдерживается в переохлажденном состоянии. В этом случае раствор будет
пересыщен компонентами А и В и в некоторый момент, определяемый
степенью переохлаждения, в нем возникнут центры кристаллизации.
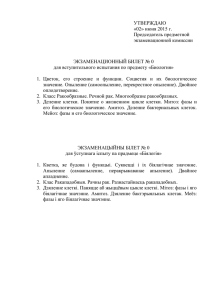
Рис. 3
Образование кристаллов компонентов А и В будет вызывать местную
неоднородность химического состава жидкого раствора.
Жидкость, имеющая средний состав, отвечающий точке 2, в контакте с
кристаллами компонента А будет иметь равновесный состав, определяемый
точкой b, а жидкость, находящаяся в состоянии равновесия с кристаллами
В,— точкой а, расположенными на линиях ликвидуса, продолженных за
точку Е.
Следовательно, жидкость вблизи кристаллов компонента А будет
обогащена компонентом В, а жидкость вблизи кристаллов В будет обогащена
компонентом А по сравнению со средним составом жидкого раствора.
В связи с неоднородностью химического состава жидкости начнется
диффузионный перенос атомов обоих компонентов из мест с большей
концентрацией в места с меньшей концентрацией. Процесс диффузии должен
понизить концентрацию компонента В в жидкости, расположенной около
кристаллов компонента А, а это нарушит равновесие и вызовет рост
кристаллов А и вновь приведет к восстановлению прежней концентрации
жидкости.
С другой стороны, повышение концентрации компонента В в
жидкости, находящейся в контакте с кристаллами В и смещение ее вправо от
точки а приведет к пересыщению компонентом В, дальнейшему его
выделению и восстановлению нарушенного равновесия.
То же можно сказать по отношению изменения концентрации
компонента А в жидкости около кристаллов В, где она падает, влечет за
собой пересыщение компонентом В и его кристаллизацию. Повышение
концентрации компонента А в жидкости состава b должно привести к
дальнейшей кристаллизации компонента А.
Пока существуют все три фазы, имеют место химическая
неоднородность жидкости и диффузионное ее разделение с образованием
обеих твердых фаз.
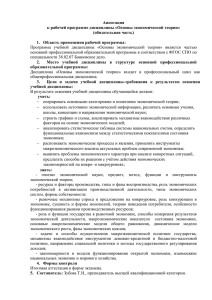
Схематическое изображение распределения компонентов в жидкости,
находящейся в равновесии с кристаллами А и В. представлено на рис. 4.
Левая часть схемы относится к распределению концентрации компонента В в
пограничных слоях жидкости с кристаллами А и В (I), а правая — к
концентрации компонента А (II)1.
Конечная структура эвтектики будет зависеть от степени
переохлаждения. При незначительном переохлаждении вместо обычной
эвтектики будет образовываться грубая смесь из кристаллов А и В.
Согласно теории кристаллизации, разработанной А. А. Бочваром1, при
увеличении степени переохлаждения сначала должны выделяться порознь
кристаллы обеих фаз и в момент их соприкосновения должна начаться
собственно эвтектическая кристаллизация.
Образуются эвтектические колонии, врастающие в жидкий сплав. При
этом одна из фаз является ведущей, а ведомая фаза выделяется между
кристаллами ведущей. Перед врастающей в жидкую фазу колонией
эвтектики имеется фронт «исчезающей» жидкости с неоднородным
химическим составом.
В контакте с кристаллами А жидкость будет иметь состав точки b, а в
контакте с кристаллами В она должна иметь состав точки а.
Рис. 4. Схематическое изображение распределения компонентов А и В в
жидком растворе вблизи кристаллических фаз.
Эта неоднородность состава жидкой фазы перед эвтектической
колонией вызывает непрерывный процесс диффузии компонентов,
пересыщающий жидкость обоими компонентами и вызывающий
непрерывный процесс кристаллизации эвтектики.
Так происходит диффузионное разделение жидкости у поверхности
растущих кристаллов эвтектики.
При
увеличении
степени
переохлаждения
число
центров
кристаллизации растет и дисперсность фазовых составляющих эвтектики
увеличивается. Несмотря на то, что скорость диффузии при этом
уменьшается, скорость кристаллизации эвтектики увеличивается, так как
перекрывается сокращением диффузионных путей в процессе образования
дисперсных фаз растущих колоний эвтектики.
Эвтектические структуры подразделяют на пластинчатые (обе фазы
существуют в виде пластин), стерженьковые (стерженьки одной фазы
образуют включения в матрице другой фазы) и прерывистые (изолированные
кристаллы одной фазы образуют включения в матрице другой фазы).
Существуют различные модификации этих трех основных видов эвтектик,
иногда обусловленные тем, что поверхность раздела между фазами проходит
избирательно по конкретным плотно упакованным плоскостям той или
другой фазы. Отметим, что в достаточно чистых металлах многие эвтектики
приобретают весьма правильную пластинчатую форму.
Экспериментальные работы по затвердеванию «чистых» двойных
эвтектик показали, что обе фазы образуются практически одновременно и
каждая пластинка имеет свою собственную поверхность раздела между
жидкой и твердой фазами, т.е. поверхность раздела между пластинами
перпендикулярна границе раздела твердой и жидкой фаз. Отсюда следует,
что жидкая фаза перед каждой пластинкой обогащается основным
компонентом соседней пластинки, как это показано на рис. 6.35, и что в этих
условиях происходит поперечная диффузия обоих компонентов. Если
расплав имеет точно эвтектический состав, то оба компонента должны
переходить в твердую фазу в той же пропорции, в какой они существуют в
расплаве. В этом случае поперечная диффузионная миграция атомов А и В
ограничена участком, по толщине сопоставимым с толщиной пластинок.
Оценки и эксперимент показывают, что пластинчатая структура
позволяет формироваться кристаллам обеих фаз сплошными. В этом случае
полностью сформировавшийся кристалл, состоящий из многих слоев обеих
фаз, может развиваться из единого зародыша для каждой фазы.
Предположительно сначала образуется зародыш одной фазы, он начинает
расти, благодаря чему состав прилегающего расплава изменяется до тех пор,
пока не возникнут условия, при которых на поверхности первой фазы
возникает
зародыш
второй
фазы,
способный
предопределить
ориентационную зависимость. Образования новых зародышей не требуется,
поскольку процесс роста позволяет существующим пластинкам расти вокруг
краев пластинок другой фазы, обеспечивая чередование двух фаз.
Во многих пластинчатых эвтектиках, где на участках пластинки
прямолинейны и параллельны, обе структурные составляющие имеют почти
постоянную ориентацию, причем эти ориентации связаны друг с другом
простыми кристаллографическими зависимостями. Например, для эвтектики
системы Sn-Zn (100) Sn||(0001) Zn и [001] Sn ||[0110] Zn, для эвтектики
системы Al-Cu (111) Al || (211) СиА12 и [101] А11| [120] СиА12.
Типичная форма поверхности раздела жидкой и твердой фаз в случае
пластинчатых эвтектик определяется степенью переохлаждения расплава (см.
п. 6.3.2), поверхностной энергией фаз и концентрацией примесей в расплаве.
Ширина пластинок фаз зависит от скорости их роста (а ~ v ) и определяется
величиной изменения свободной энергии при затвердевании как движущей
силой процесса (AG = AG„0B + AG06 —> min). Чем толще пластинки, тем
больше расстояние, на которое должны перемещаться диффундирующие в
поперечном направлении примеси и, следовательно, тем больше должна быть
требующаяся движущая сила (AGQ^). Величина же свободной энергии,
связанной с существующими межфазными границами (AGIIOB), становится
тем больше, чем меньше толщина пластинок.
Таким образом, диффузии благоприятствуют тонкие пластинки, тогда
как энергия поверхности раздела способствует утолщению пластинок. В
общем, большая скорость роста, оставляющая меньше время на диффузию,
должна давать более тонкие пластики. В целом и теория, и эксперимент
показывают, что толщина пластинок эвтектики d связана со скоростью
затвердевания R следующим простым соотношением:
При постоянном размере толщины пластин (d = const) скорость роста
зависит от коэффициента диффузии D, температуры плавления 7~пл и
толщины пластин d следующим образом:
Следует подчеркнуть, что пластинчатая структура эвтектик типична
для очень широкого интервала скоростей затвердевания «чистых» эвтектик.
Однако, при очень малых скоростях затвердевания (меньше, например, 0,01
м/ч) структура вырождается и напоминает процесс сфероидизации, который
обычно происходит при длительном отжиге пластинчатых структур. Это
вырождение в процессе затвердевания (а не после него) показано на рис. 6.36
в системе Си—А1 (на примере эвтектики СиАЬ—А1) для скорости затвердевания 0,008 м/ч.
Загрязняющие примеси способствуют вырождению пластинчатой
структуры в так называемые колонийную (рис. 6.37) и стер-женъковую (рис.
6.38) структуры. Обычно это в том случае, когда
коэффициент К0 разный в разных фазах. Когда К0A » К0B , то фаза А
будет раньше врастать в расплав, чем фаза В так, что пластинки отстающей
фазы В будут распадаться на очень мелкие ячейки, отделенные фазой А.
Механизм перитектического превращения при образовании
неустойчивого химического соединения АтВп .
Пусть сплав / (рис. 5) находится при температуре, соответствующей
линии перитектического превращения (точка 2). Система находится в
состоянии равновесия и состоит из двух фаз: кристаллов В и жидкого
раствора состава точки М. Образование химического соединения при
температуре, точно соответствующей перитектическому превращению,
произойти не может, оно начнется лишь при некотором переохлаждении.
Допустим, что система находится в переохлажденном состоянии,
возникшем вследствие быстрого охлаждения от точки 2 до точки 3, Состав
жидкого раствора, находящегося в состоянии переохлаждения, будет
определяться точкой а, кристаллы же компонента В находятся в
метастабильном равновесии с жидкостью состава точки b, лежащей на
продолжении ликвидуса.
В переохлажденной жидкости состава точки а должны возникнуть
кристаллы химического соединения. Равновесный состав жидкости при
плоской границе раздела кристаллов АтВп будет определяться точкой с.
В начальный момент переохлаждения собственного перитектического
превращения может и не произойти. Так как равновесная концентрация
жидкой фазы с кристаллами В передвинулась в точку b, то жидкость состава
а может выделять не только кристаллы химического соединения, но и
кристаллы В.
Рис.5
Начальная стадия превращения может быть представлена схемой (рис.
5), в которой показано повышение концентрации компонента А как в
жидкости на границе с кристаллами АтВт так и на границе с кристаллами В.
Та и другая концентрации оказываются выше состава исходной
переохлажденной жидкости, обозначенной точкой а.
Так как различие концентраций в жидкости должно вызвать диффузию
компонента А в жидкую фазу состава а, то количество той и другой твердой
фазы вначале будет увеличиваться. Это, однако, будет продолжаться только
до того момента, пока существует жидкая фаза состава точки а. Как только ее
состав поднимется до уровня точки 6, выделение кристаллов В прекратится.
Начнется диффузионный перенос компонента А от пограничного слоя
жидкости вблизи кристаллов химического соединения к пограничному слою
у кристаллов В.
Обеднение жидкости состава с компонентом А нарушит равновесие с
химическим соединением, и из жидкости будут выделяться кристаллы АтВп.
Повышение концентрации жидкого раствора b компонентом А нарушит
равновесие с кристаллами В, и для его поддержания кристаллы В должны
растворяться в жидкости.
Так будет протекать превращение до тех пор, пока не растворятся все
ранее выпавшие кристаллы компонента В. В итоге перитектического
превращения система должна состоять из кристаллов химического
соединения и жидкости состава, близкого к точке М.
В этом и будет заключаться сущность перитектического превращения,
схематически обозначенного реакцией
B+L↔AmBn.
При перитектическом образовании твердого раствора процесс
превращения может протекать двумя путями.
Кристаллы -твердого раствора могут выделяться на ранее выпавших
кристаллах р и развиваться (расти) как в направлении жидкой фазы, так и при
помощи жидкой фазы в направлении передвижения границы раздела между
фазами и р в сторону р-фазы, за счет ее перехода в -состояние.
Процесс перитектического превращения может также протекать путем
растворения кристалликов одного рода —в жидкости и параллельного
выделения из жидкости кристалликов другого рода —. Эти два процесса —
выпадение кристаллов и растворение кристаллов р, протекают как одна
перитектическая реакция, состоящая в том, что кристаллы р под действием
жидкой фазы перестраиваются в кристаллы . Рассмотрим кристаллизацию
сплава II, линия фигуративных точек которого проходит между точками М и
D,
До линии перитектического превращения кристаллизация будет
протекать так же, как и в сплаве I. Когда температура опустится до
перитектической горизонтали, в равновесии будут находиться две фазы:
жидкий раствор состава точки D и кристаллы р состава точки N. При
некотором
переохлаждении
из
жидкой
фазы
должна
начать
кристаллизоваться вторая кристал сталлы р состава точки N. При некотором
переохлаждении из жидкой фазы должна начать кристаллизоваться вторая
кристаллическая фаза — а, состава точки М. Это превращение и будет
перитектической
реакцией,заключающейся
в
непосредственном
взаимодействии кристаллов р и жидкости и выделении кристал лов а или
протекающей посредством а-твердого раствора,. выделяющегося на
кристаллах р-фазы. В данном сплаве, в отличие от предыдущего, в итоге
перитектического превращения исчезает не жидкая фаза, а кристаллы
твердого раствора р. Когда останутся две фазы — жидкий раствор состава
точки D и кристаллы твердого раствора а состава точки М — система будет
кристаллизоваться обычным путем.
В точке 3 кристаллизация закончится образованием кристаллов
твердого раствора а состава точки 3. От точки 3 до точки 4 происходит
простое физическое охлаждение. В точке 4 должно начаться выделение
кристаллов твердого раствора {J в связи с уменьшением растворимости
компонента В в а-твер-дом растворе. В условиях равновесия состав твердого
раствора а должен изменяться по линии Mm, a твердого раствора р — по
линии Nn,
В точке с, лежащей на коноде bd9 сплав будет состоять из двух твердых
растворов аир составов, определяемых точками b и d.
Сплав III кристаллизуется с образованием твердого раствора а уже
известным нам способом.
Механизм перитектического превращения сплавов подобного рода
можно представить в следующем виде.
Рассмотрим превращение сплава I (рис. 168)Выше точки 2 он будет состоять из кристаллов твердого раствора (3 и
жидкой фазы. При понижении температуры до точки 2 происходит
увеличение количества кристаллов р и уменьшение количества жилкой фазы.
На линии DMN в равновесии будут присутствовать две фазы: р и
жидкий раствор L состава точки D. Для образования зародышей третьей
фазы а необходимо переохлаждение.
Представим себе, что сплав переохлажден от перитектиче-ской
температуры до температуры, соответствующей точке а. Переохлажденный
жидкий раствор будет иметь состав, обозначенный точкой р. Кристаллы р
будут иметь состав точки q и находиться в состоянии метастабильного
равновесия с жидким раствором состава точки т.
В переохлажденной жидкости при данной температуре должны
возникнуть зародыши а-фазы и должно начаться перитек-тическое
превращение. Это превращение может протекать двумя путями.
Если поверхностное натяжение между двумя твердыми фазами будет
меньше, чем между новой твердой и жидкой фазами, то процесс
превращения будет происходить посредством кристаллизации новой фазы а
на уже имеющихся кристаллах р-фазы.
При обратном соотношении поверхностных натяжений будет
наблюдаться процесс самопроизвольного зарождения кристаллов а
непосредственно в самой жидкости.
Рассмотрим первый случай. Переохлажденная жидкость, выделяя
кристаллы твердого раствора а на ранее выделившихся кристаллах р-фазы,
изолирует их от жидкости. Твердый раствор а будет граничить с жидкой
фазой и кристаллами р. На границах этих фаз должны установиться
равновесные концентрации, определяемые точками с и е—на границе а-фазы
и жидкого раствора и точками / и d— на границе р-фазы и а-фазы.
Перепад концентраций компонента А в а-твердом растворе и
пограничных фазах показан на схеме рис. 169, а. Этот перепад вызывает
диффузионный перенос компонента А от жидкости через твердый раствор а к
р-твердому раствору. Уменьшение концентрации компонента А в жидкости
нарушает ее равновесие с кристаллами а и обеспечивает непрерывное выделение а-фазы. Увеличение же концентрации компонента А в твердом
растворе а в контакте с р-фазой также нарушает равновесие и для его
поддержания требуется переход р-фазы в твердый раствор а.
Таким образом, а-фаза контактирующая с жидкостью и с 0-фазой,
будет расти как в сторону жидкости, так и в сторону кристаллов р-фазы. Это
превращение в направлении роста кристаллов а-фазы за счет жидкости и рфазы будет происходить до тех пор, пока не исчезнет р-фаза. В результате
перитектиче-ского превращения в сплаве данного состава I останутся две
фазы: а-фаза и жидкость состава точки с.
Скорость перитектического превращения при описанном механизме
определяется скоростью диффузии компонента А через а-фазу. Скорость
перитектического превращения с момента образования оболочки а-фазы
вокруг кристаллов р резко падает.
Во втором случае механизм перитектического превращения будет
отличаться от первого. Вместо зарождения а-фазы на р-кристаллах будет
происходить ее образование и рост в самой жидкости вне р-фазы.
Распределение концентраций компонента А между фазами в период
перитектического превращения для рассматриваемого случая представлено
на рис. 169, б.
Состав жидкой фазы будет неоднородным: на границе с а-фазой она
будет иметь состав точки с, а на границе с р-рас-твором — состав точки т. В
начальный момент переохлаждения и превращения количество
обеих
твердых фаз несколько увеличится. Однако вскоре начнется непрерывный
диффузионный поток компонента А из участков жидкости, граничащих с uфазой, в участки, граничащие с 0-фазой. Этот поток вызовет пересыщение
жидкости компонентом В и выделение а-фазы.
С другой стороны, обогащение жидкого раствора компонентом А на
границе с (5-раствором изменит ее равновесный состав и для восстановления
нарушенного равновесия кристаллы (J-фазы должны раствориться в
жидкости. Процесс выделения а-фазы из жидкого раствора и растворение в
нем р-фазы будет продолжаться до тех пор, пока существует трехфазное
состояние. С исчезновением р-фазы система перейдет в двухфазное
состояние,
характеризуемое
наличием
а-фазы
и
жидкости,
с
соответствующими равновесными концентрациями.
При охлаждении сплава от температуры точки а (рис. 168) до
температуры точки 3 будет происходить дальнейший процесс образования
кристаллов твердого раствора а и кристаллизация закончится в точке 3.
Превращение в сплаве II будет протекать в следующем порядке.
Переохлаждение
сплава
от
температуры
перитектического
превращения до температуры точки Ъ вызывает кристаллизацию твердого
раствора а. Равновесный состав {S-фазы будет определяться точкой q, а
жидкого раствора—точкой т.
В переохлажденной жидкости состава точки р будут образовываться
кристаллы а-фазы состава точки е, обычно выделяющиеся на кристаллах рфазы. Как только кристаллы (5 покроются оболочкой а-фазы, начнется
перитектическое превращение, описанное при рассмотрении предыдущего
сплава.
В отличие от сплава I процесс перитектического превращения в сплаве
II закончится исчезновением жидкого раствора, как фазы, и сплав будет
состоять из а и р-твердых растворов.