Кинематика ротационного точения многогранными резцами
advertisement

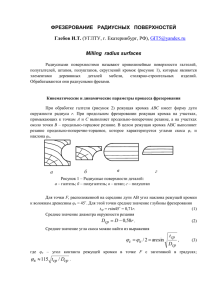
КИНЕМАТИКА РОТАЦИОННОГО ТОЧЕНИЯ МНОГОГРАННЫМИ РЕЗЦАМИ Н.С. Индаков, к.т.н. доц., А.С. Бинчуров, аспирант. Сибирский Федеральный Университет. Политехнический институт, 660041, г. Красноярск, пр. Свободный, 79, тел.89135209800 E-mail: mexanixs@mail.ru Важнейшей характеристикой эффективности процесса резания является кинематика. Именно кинематические особенности позволили выделить такой вид инструмента как ротационный. При токарной обработке валов из жаропрочных, высоколегированных, труднообрабатываемых сталей, а также вязких и пластичных материалов известными [1,2] методами точения: вершинными резцами, безвершинными резцами и ротационными резцами, имеют недостатки по стойкости режущего инструмента, по формированию стружки, по ограничению скорости резания и требуют поиска альтернативных методов точения. Одним из перспективных, с точки зрения указанных недостатков, является разработанный в Красноярском политехническом институте метод ротационного точения многогранными резцами [3,4], при котором ось вращения инструмента устанавливается перпендикулярно оси вращения заготовки, а многогранная режущая кромка резца совершает принудительное вращение. Представляемый метод сочетает в себе элементы безвершинного косоугольного точения со сдвигом срезаемого слоя вдоль режущей кромки и ротационного точения с постоянным обновлением участков режущей кромки [2,5]. В формировании обрабатываемой поверхности участвуют три движения: главное движение V р , прямолинейное движение или продольная подача S пp и круговая подача Sкр [5]. Главным движением является вращение инструмента. Причем скорость вращения инструмента должна быть как минимум на порядок больше скорости вращения заготовки [2-5]. Скорость резания находится по формуле: Vр 2 n p 1000 ; (1) где: радиус-вектор контура режущей кромки, [мм]; n р число оборотов резца, об / мин ; При сложном сочетании трех и более одновременно осуществляемых движений дополнительное движение определяет специфику формообразования. Скорость дополнительного движения формообразования или круговая подача Sкр определяется по формуле: Sкр d3 n3 ; где: d3 диаметр заготовки, мм ; nз число оборотов заготовки, об / мин . (2) Рис. 1. Схема определения вектора скорости результирующего движения резания. Многогранная форма режущей кромки приводит к изменению скорости резания на гранях профиля резца. V р max V р min 2 max n p 1000 2 min n p 1000 ; (3) ; (4) Так как точки режущей кромки находятся во время ротационного точения на разном удалении от оси вращения заготовки, возникает необходимость выявить максимальную и минимальную круговые подачи: Sкр max d 3 max n3 ; (5) Sкр min d 3 min n3 d д nд ; (6) где: d3 max диаметр обрабатываемой заготовки, мм ; d 3 min диаметр обработанной заготовки, мм ; Одновременно действующие главное, вспомогательное и дополнительное движения при данном методе точения в совокупности определяют пространственную траекторию результирующего движения резания. Скорость результирующего движения резания определяется по формуле: е з s р; е (0; S kp S пр n3 ;0;0) (V р sin ;V р cos ;0) 1000 1000 S пр n3 S kp ( V р sin ;V р cos ;0); 1000 1000 ;0) ( (7) (8) e ( S пр n3 1000 V р sin ) 2 (V р cos S kp 1000 )2 ; (9) где: з вектор скорости круговой подачи заготовки, [м/мин]; s вектор скорости продольной подачи инструмента, [м/мин]; р вектор скорости главного движения (движения формообразования), [м/мин]; угол наклона между вектором скорости главного движения и и координатной осью у . Так как вектор скорости главного движения и практически во всех случаях находится под углом к координатным осям, возникает необходимость определить угол наклона между ними. sin Skp max (10) ; Исходя из расчетов и рис. 1 видно, что процесс резания происходит в одной плоскости. Но в тоже время плоскость резания в каждый момент времени изменяет свое расположение, перемещаясь касательно к заготовке, это является следствием возникновения резания как выше, так и ниже оси центров. Угол подъема винтовой траектории связан с круговой подачей и результирующей скорости резания следующей зависимостью [6]. cos V р cos S kp e 1000 ; (11) Так как различные точки режущей кромки находятся на разном удалении от оси вращения заготовки, то согласно уравнению (11) в точках режущей кромки вектор результирующего движения резания е имеет различные значения по величине и углу подъема. При ротационном точении вектор окружной скорости резца является переменным по величине и направлению. Во всех точках лезвия скорости будут иметь разнонаправленный характер, и лежать в разных плоскостях. Выводы: 1. В процессе осуществления единичного среза происходит изменение скорости резания за счет изменения радиус вектора режущей кромки. 2. При данном методе точения вектор скорости главного движения изменяется по величине и направлению. 3. Отсутствует необходимость использования СОТС при обработке конструкционных материалов. Библиографический список 1. Ящерицын, П.И. Основы резания материалов и режущий инструмент [Текст]: учеб./ Ящерицын, П.И. Еременко, М.Л. Жигалко, Н.И. – Мн.: «Вышэйн школа», 1975. – 528с. 2. Индаков, Н.С. Бинчуров, А.С. Исследование метода ротационного точения многогранными резцами// Станки инструмент (СТИН). – 2013. - №6. – С. 21-24. 3. А.с. CCCР 1126375; МКИ3 В 23 В 1/00. Способ лезвийной обработки валов с профилем “равноосный контур” / Рыжов, Э.В. Индаков, Н.С. Петровский, Э.А. и др. Опубл. 30.11.1984г. 4. Пат.2463130 РФ, МПК В23В 27/12. Ротационный резец/ Индаков, Н.С. Гордеев, Ю.И. Бинчуров, А.С. Опубл. 10.10.2012г. 5. Индаков, Н.С. Бинчуров, А.С. Особенности ротационного точения многогранными резцами // Вестник машиностроения. – 2013. - №10. – С. 56-58. 6. Индаков, Н.С. Бинчуров, А.С. Особенности геометрии многогранных резцов для ротационного точения// Вестник машиностроения. – 2013. - №11. – С. 38-41.