Познакомиться - WordPress.com
advertisement

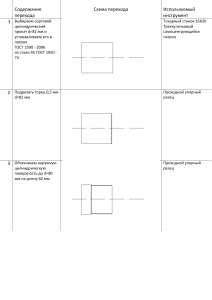
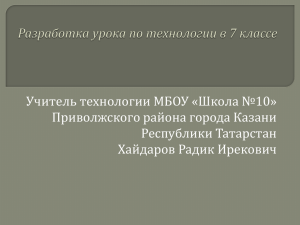
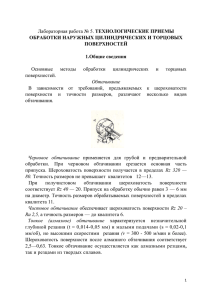
ПЛАН УРОКА ПО ТЕХНОЛОГИИ в 8 КЛАССЕ (РАЗДЕЛ МЕТАЛЛООБРАБОТКА) Тема: Изготовление специального винта для крепления и регулировки лезвия рубанка. Тема урока: Проект технологии механической обработки винта. Расчеты, связанные с обоснованием выбранного проекта и получения изделия в условиях школьных мастерских. Цель урока: привить учащимся практические навыки в решении задач, связанных с разработкой технологических процессов на производстве. Ознакомить и заинтересовать учащихся работой инженерно-технических работников на производстве. Воспитывать у учащихся стремление к исследовательской деятельности и способность решать поставленные технические задачи. Оборудование урока: образец изделия, карточки-задания, чертежные инструменты, бланки операционных карт, таблицы с необходимыми техническими сведениями. 1. Организационный момент. Проверить присутствующих на уроке учащихся, наличие рабочей формы, чертежных принадлежностей. 2. Провести беседу с учащимися по вопросам: Что такое технологический процесс, производственный процесс, операция, переход? Какая технологическая документация сопровождает технологический процесс? (отвечая на вопросы, учащиеся показали хорошие умения при работе со справочной литературой и умения грамотно использовать технические термины). 3. Учащиеся получают задание на разработку технологического процесса механической обработки винта. (Учителем объявлены цель и тема урока, разъяснено задание предстоящего занятия.) А. Вводный инструктаж: -проверить наличие чертежных инструментов; -раздать бланки операционных карт. Б. Текущий инструктаж: - проверить правильность составления технологического процесса; -провести расчеты, связанные с обоснованием технологического процесса механической обработки (проводит учитель математики). -проверить расчеты; -провести анализ технологического процесса и основных способов получения заготовки; -спроектировать способ получения заготовки в условиях школьных мастерских; - спроектировать литейную форму открытого типа (металлическую). (При выполнении задания учителем проводилась проверка правильности составления технологического процесса. Расчеты, связанные с обоснованием технологического процесса механической обработки проведены учителем математики. Под руководством учителя технологии проведен анализ технологического процесса и основных способов получения заготовки, спроектирован способ получения заготовки в условиях школьных мастерских). (В машиностроении существует несколько видов получения заготовок: штамповка, ковка, литье, прокат и т.п. После расчетов и обоснованных доказательств в целях экономии времени и материала учащиеся пришли к выводу, что в условиях школьных мастерских можно изготовить комбинированную заготовку. Рабочую часть винта с резьбой М-8 можно заменить обыкновенным болтом М-8, а ручку винта можно отлить из алюминия, который можно расплавить в муфельной печи в условиях школьной мастерской. Для этого учащиеся под руководством учителя технологии проектировали литейную форму открытого типа (свободной заливки металла). Ученики пришли к выводу, что этим способом можно получить заготовку, не требующую дополнительной механической обработки, или с минимальным расходом металла при механической обработке.) 4. Заключительный инструктаж: - подвести итоги занятия; - домашнее задание - рассчитать размеры литейной формы с припусками на усадку и механическую обработку. - объявить и обосновать оценки; - привести рабочие места в порядок. (Ученики получили необходимую информацию о работе инженернотехнического персонала предприятия при подготовке производственного процесса. Приобрели необходимые навыки в технологических расчетах, связанных с анализом процесса и его нормированием). 40 Наименование операции 1) Зажать заготовку в патрон и зацентровать 2) Поджать заготовку вращающимся центром и проточить 20 на длину 37мм Инструменты и оборудование 3-х кулачковый патрон, центровачное сверло, сверл. Патрон, станок ТВ-6 40 ОПЕРАЦИОННАЯ КАРТА Графическое изображение Вращающийся центр, резец проходной прямой, шт. циркуль, станок ТВ-6 37 Резец проходной прямой, штангенциркуль, резец проходной отогнутый, станок ТВ-6 40 8 3) Проточить 8 мм на длину 16мм 16 Плашка м 8, плашкодержатель, станок МВ-6 40 м8 4) Нарезать резьбу м8 на длину 16 мм 16 35 5) Проточить 35 мм на длину 13 мм Резец проходной отогнутый, штагенциркуль, станок ТВ-6 13 6) Подрезать торец в размер 8 мм и снять фаску 1×45 8 13 Резец проходной отогнутый, штангенциркуль, станок ТВ-6 ОПЕРАЦИОННАЯ КАРТА Наименование операции Графическое изображение Инструменты и оборудование Расчет количества деталей, которое можно изготовить за 40 минут. 1. Расчет нормы времени на изготовление одной детали. Формулы: TМ = l . n S. N Tоп = Tм + Tвсп Т = Топ + Торм Тм - машинное время Т оп – время оперативное Tвсп – вспомогательное время на переходы (0,1 Тм) Торм -- время обслуживания рабочего места (4,5 % Т оп) l– длина прохода (мм) n – число проходов S – подача (мм) N – число оборотов заготовки в минуту 2. Определение машинного времени по каждой операции. Операция l n S N 1. 37 5 0,1 600 Машинное время Тм Тм1 = 3,1 м 37 ∗ 5 0,1 ∗ 600 ≈ 3,1 м 𝑇м1 = 2. 16 2 0,1 600 Тм2 = 0,5 𝑇м2 = = 3. 16 1 1,5 40 16 ∗ 2 0,1 ∗ 600 32 ≈ 0,5 м 60 Тм3 = 0,3 𝑇м3 = 16 1,5∗40 ≈ 0,3 м 4. 13 1 0.1 600 Тм4 = 0,2 𝑇м4 = 5. 17,5 1 0,15 400 13 60 ≈ 0,3 м Тм5 = 0,3 17 0,15 ∗ 600 ≈ 0,2 м 𝑇м5 = Тм = Тм1 + Тм2 + Тм3 + Тм4 + Тм5 = 4,4 м Вспомогательное время на переходы Твсп. = 0,1 х 10 = 1,0 м Топ = 4,4 + 1,0 = 5,4 м Торм = 5,4 х 0, 045 = 0,3 м Т = Топ + Торм = 5,4 + 0,3 = 5,7 м Время на изготовление одной детали – Т = 5.7 м *Количество деталей за 40 минут: n = 40 : 5,7 = 7 (деталей). Механический способ получения деталей в условиях школьных мастерских вполне осуществим, но вызывает сомнение то, что большое количество материала уходит в отходы. Расчет количества материала, уходящего в отходы (%) 𝑉= 𝜋𝑑2 4 ∗ℎ 𝑉детали 𝜋 ∗ 402 ∗ 50 𝑉заготовки = 4 𝑉детали = 𝑉1 + 𝑉2 + 𝑉3 𝜋 ∗ 16 ∗ 82 𝑉1 = 4 2 𝜋 ∗ 18 ∗ 21 𝑉2 = 4 𝜋 ∗ 352 ∗ 8 𝑉3 = 4 𝜋 = (16 ∗ 82 + 21 ∗ 182 + 8 ∗ 352 ) 4 𝜋 ∆𝑉 = (402 ∗ 50 − 16 ∗ 82 − 21 ∗ 182 − 8 ∗ 352 ) 4 𝜋 = (1600 ∗ 50 − 16 ∗ 64 − 21 ∗ 324 − 8 ∗ 1225) 4 𝜋 = (80000 − 1024 − 6804 − 9800) 4 𝜋 = ∗ 62372 (мм2 ) 4 𝐾= ∆𝑉∗10020 𝑉 62372 ∗ 10020 ≈ 78% 80000 78% материала в соответствии с расчетами уходит в отходы. При таком количестве отходов серийное производство невыгодно. Следует рассмотреть другие методы обработки. Учащимся предлагается рассмотреть метод литья в металлические формы на следующем уроке. 𝐾=