Инструкция по технике безопасности и методические указания по ручной электродуговой сварке
advertisement

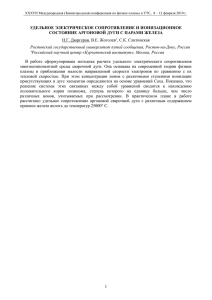
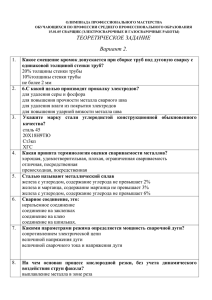
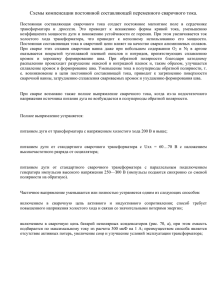
Министерство образования и науки Украины Национальный горный университет Инструкция по технике безопасности и методические указания по ручной электродуговой сварке для слушателей курсов «Технология сварочных работ» Днепропетровск 2016 1 Содержание 1. Инструкция по технике безопасности при ручной электродуговой сварке 1.1 Общие требования 1.2 Обязанности сварщика перед началом работ 1.3 Обязанности сварщика во время работы 1.4 Обязанности сварщика после окончания работы 2. Ручная электродуговая сварка 2.1 Общая характеристика источников сварочного тока 2.2 Устройство источников сварочного тока 2.3 Вольтамперная характеристика источников питания сварочной дуги 2.4 Сущность процесса ручной дуговой сварки 2.5 Расчет режимов ручной сварки 2.6 Возбуждение дуги и поддержание ее горения 2.7 Сварка стыковых швов 2.8 Сварка угловых швов Контрольные вопросы Список литературы 2 2 2 2 4 4 5 5 6 11 13 14 16 16 18 19 20 1. Инструкция по технике безопасности при ручной электродуговой сварке. 1.1 Общие требования - К электросварочным работам допускаются лица, достигшие 18-летнего возраста, прошедшие предварительный медицинский осмотр, соответствующее обучение, инструктаж и проверку знаний по технике безопасности с оформлением в специальном журнале, имеющие квалификационную группу электробезопасности не ниже II-й степени и соответствующее удостоверение. - К верхолазным сварочным работам на высоте более от поверхности грунта или перекрытия с применением предохранительного пояса допускаются специально обученные и прошедшие медицинский осмотр рабочие, имеющие стаж работы не менее одного года и разряд не ниже III-го. Женщины к этим работам, а также к работам в замкнутым пространствах (колодцы, тоннели, внутри трубопроводов, котлов, закрытых емкостей) не допускаются. - Сварщикам, работающим в замкнутых пространствах или выполняющим сварку цветных металлов, необходимо раз в год проходить медицинский осмотр с рентгенографией грудной клетки, исследованием крови и мочи. - Сварку на временных рабочих местах можно производить только с письменного разрешения лиц, ответственных за пожарную безопасность на данном строительстве. А в замкнутых и труднодоступных пространствах, вблизи газопроводов, в действующих пожаро- и газоопасных цехах к варке могут быть допущены рабочие, прошедшие дополнительное обучение, сдавшие экзамен и получившие письменный наряд-допуск. - Выполнять можно только ту работу, которую поручил непосредственный начальник (мастер, прораб) и при условии, что Вам известны безопасные методы ее выполнения. Запрещается выполнять распоряжения, если они противоречат правилам техники безопасности и охраны труда. 1.2 Обязанности сварщика перед началом работ - Перед началом работы необходимо пройти у своего руководителя инструктаж о правилах безопасного выполнения конкретной работы, изучить рабочую документацию, получить средства защиты и, если необходимо, наряд-допуск, указание о местах крепления карабина предохранительного пояса. Убедитесь, что Ваше рабочее место оборудовано в соответствии с требованиями проекта производства работ и правил техники безопасности. - Рабочее место следует оградить; если оно на проезжей части или в проходах, установить сигнальные указатели. Сварку можно производить не меньше, чем на от газовых баллонов, горючих и взрывоопасных ацетиленовых генераторов. - Перед выполнением работ на высоте более от уровня земли перекрытия или яруса необходимо убедиться, что рабочее место оборудовано исправными лесами, люлькой или подмостями с перилами высотой не менее и бортовой доской высотой ; деревянные поручни перил должны быть отрезаны, а металлические - не иметь заусенцев, острых кромок, незачищенных сварных швов. Бортовые доски должны быть установлены на настил, а элементы перил - прикреплены к стойкам с внутренней стороны. - Для выполнения незначительного объема работ на высоте до можно воспользоваться специальной (монтажной) приставной лестницей длиной не более . - Должны быть приведены в порядок спецодежды и спецобувь. Костюм, рукавицы с крагами из парусины брезентовой с комбинированной пропиткой должны быть целыми, сухими, непромасленными; ботинки с боковыми застежками, подошва - клееная. Брюки - без отворотов, внизу - одеть только навыпуск. Карманы куртки закрыть клапанами, концы рукавов завязать тесемками. Голову укрыть обычным головным убором или, при необходимости, 3 каской с наплечниками. При работе на металлических поверхностях используйте резиновый коврик, наколенники и налокотники, подшитые войлоком, а также резиновые галоши. - Защитный щиток (или маска) должен быть без трещин, щелей. Защитное стекло следует выбрать в зависимости от намечаемого режима сварки: при силе тока 60 - 15 А - С-5; 150 - 275 А - С-6; 275 - 350 А - С-7. Запрещается применять светофильтры, изготовленные способом окраски. - Помните, что пришедшие раньше времени в негодность рукавицы, спецодежда, спецобувь, щиток или маска и другой защитный инструмент должны быть своевременно отремонтированы или заменены целыми и исправными. - Для работы следует применять легкий и удобный штатный электрододержатель с изолированной ручкой, обеспечивающий надежное зажатие и быструю смену электродов без прикосновения к токоведущим частям, обеспечив прочное соединение со сварочным проводом. - Проверить, чтобы вблизи рабочего места были средства пожаротушения. - Необходимо так организовать рабочее место, чтобы для проводов между питающей электросетью и передвижным источником тока была не менее. - Убедитесь, что источник тока технически исправен, о чем должны быть соответствующие записи в журнале его регистрации. На аппарате не должно быть явных повреждений, клеммы должны быть закрыты клемменными коробочками и т.д. - Корпус источника тока (в том числе агрегата для сварки в полевых условиях, зажим вторичной обмотки трансформатора должны быть надежно заземлены или занулены /в сетях глухо заземлены/. Заземляющий провод - медный сечением не менее 6мм2 (железный 12мм2). Если нет штатной цепи заземления, в качестве заземления можно использовать стальную трубу диаметром 37- или полосу толщиной более и сечением 48-50 мм2, длинной 1-, закопав ее в землю и присоединив к ней заземляющий провод. Запрещается использовать контур заземления, ж.д. пути, технологическое оборудование, трубопроводы и другие не свариваемые конструкции в качестве обратного провода. - Сварочный и обратный (“сварочная земля”) провода надежно заизолируйте, обеспечьте прочное подсоединение их к клеммам источника тока. Помните, что провода не должны переплетаться с газовыми рукавами и тросами (расстояние между ними должно быть не менее). - Не разрешается самому подключать к сети или отключать сварочное оборудование, производить ремонт его. Эту работу должны выполнять лица электротехнического персонала. - Перед работой на сосудах, бывших в употреблении, необходимо уточнить, чем они были заполнены. Если это была горючая жидкость, нужно потребовать, чтобы сосуд был очищен, промыт водой и пропарен или промыт раствором каустической соды с последующей продувкой. Затем во всех случаях сосуд должен быть заполнен водой до максимально возможного уровня, а все верхние люки и вентили - открыты. - Перед пуском в работу агрегата с приводом от ДВС Проверить исправность и натяжение ремней вентилятора и регулятора (между шкивами генератора и вентилятора прогиб должен быть не более 12-15 мм2, а между шкивами вентилятора и регулятора - 10-12мм2). Категорически запрещается работать с агрегатом при ненадежных соединениях тяги регулятора оборотов с рычагов и дроссельной заслонкой, трещине или поломке кронштейна регулятора, ослаблении крепления ступицы вентилятора к валику водяного насоса, а также без защитного кожуха на щите генератора со стороны коллектора. Горючее заливать в бак можно только при не работающем двигателе. Нужно проверить, нет ли течи топлива из бака и бензопровода. - В местах, где возможно образование и скопление вредных газов, должна быть установлена вентиляция или необходимо использовать респиратор, противогаз, шланговый противогаз (с подачей воздуха в зону дыхания). - Категорически запрещается приступать к сварке сосудов, находящихся под давлением. - Требуйте, чтобы металл перед сваркой был очищен от краски, масла, грязи, ржавчины. 4 - Рабочие места должны быть оборудованы, кроме общего, местным освещением: стационарным освещением на 36 В и переносным на 12 В. 1.3 Обязанности сварщика во время работы - Сварку на открытых местах во время дождя, снега и грозы не производить. - Сварка на открытом воздухе разрешается при температуре ниже минус 30°С. Требуйте возможности обогрева вблизи рабочих мест. Не допускается работа на высоте при силе ветра 6, а на монтаже глухих панелей - 5 баллов, а также при гололеде. - При сварке в замкнутых и труднодоступных пространствах на Вас должен быть предохранительный пояс со страховочным канатом, второй конец которого находится у одного из рабочих контрольного поста с квалификационной группой не ниже II-й. Рабочие контрольного поста должны быть обучены оказанию помощи сварщику в случае аварии или нарушения нормальной работы. Рабочие контрольного поста должны осуществлять постоянный контроль за работой сварщика. Запрещается одновременная работа в этих условиях электро- и газосварщиков (газорезчиков). Сварочная установка должна иметь ограничитель холостого хода, понижающий напряжение на держателе до 12 В при обрыве дуги. Работа в таких условиях должна производиться только при наличии наряда-допуска и всех необходимых средств защиты (диэлектрических калош, перчаток, коврика). - Если Вам приходится сваривать оцинкованный металл, необходимо, чтобы отсос или сдувание дыма ветром происходило в сторону. Рекомендуется перед сваркой (за 15-20 мин) нанести на свариваемые кромки флюс-пасту ФП-Ц, разведенную в жидком стекле в соотношении 1:1. От воздействия окиси цинка предохраняют также респираторы (ШБ-1 “Лепесток” и другие). - При работе с другим сварщиком в одной кабине она должна быть перегорожена щитами. При работе на различных высотах по одной вертикали нужно поставить перегородки, защищающие расположенных внизу рабочих от брызг металла, от случайного падения огарков и других предметов. Запрещается перемещать сварочные аппараты, находящиеся под напряжением. 1.4 Обязанности сварщика после окончания работы - Обивку шлака и брызг металла производить только в защитных очках с бесцветными стеклами. - Отключить источник тока, отсоединить от источника и убрать сварочный провод. Привести в порядок рабочее место, тщательно проверить отсутствие источников пожара. - Известить мастера (прораба) об окончании работы, обнаруженных неисправностях, сдать рабочее место сменщику. 5 2. Ручная электродуговая сварка. Сварка - технологический процесс получения неразъемных соединений материалов посредством установления прочных межатомных и (или) межмолекулярных связей. Физическая сущность процесса сварки заключается в образовании прочных связей между атомами или молекулами на соединяемых поверхностях заготовок. Для получения сварного соединения необходимо сблизить соединяемые поверхности на расстояния, при которых начинают действовать межатомные силы сцепления. Указанные условия реализуются путем нагрева или расплавления металла в зоне сварки. В результате поверхностные атомы металлов соединяемых деталей образуют общие кристаллические решетки. Металл, идущий на изготовление сварных конструкций, предварительно очищают и выправляют. Очистка должна производиться до сборки узла. В месте сварки кромки тщательно очищают от ржавчины, масла, влаги, окалины, загрязнений, наличие которых приводит к образованию пор и других дефектов. Особенно следует обратить внимание на зачистку в зазоре между кромками. Если в зазор уже собранного узла попали загрязнения, его следует тщательно продуть сжатым воздухом или прожечь пламенем горелки. Очистка производится ручными и механическими проволочными щетками, иглофрезами, гидропескоструйным и дробеметным способами, пламенем многофакельной горелки, абразивными кругами, травлением в растворах кислот и щелочей, промывкой растворителями. В крупных цехах для очистки стальных листов после их правки применяют поточный струйный метод последовательной обработки листов 15%-ным раствором ингибированной соляной кислоты при 40-45°С, промывку водой и нейтрализацию 3-5%-ным раствором кальцинированной соды, промывку и обработку 10%-ным пассивирующим раствором специального состава. Скорость перемещения листа в потоке - 0,5 м/сек. Машинная кислородная резка является более производительным, дешевым и распространенным способом подготовки кромок под сварку, особенно при большой толщине свариваемого металла (деталей станин, листов котельных барабанов и др.). Машинная кислородная резка должна применяться в тех случаях, когда это допустимо по техническим условиям на изготовление изделия. Для ускорения процесс резки и скоса кромок выполняют одновременно несколькими резаками, установленными на одной машине под соответствующими углами наклона. На кромках не должно быть зарезов глубиной более 1,5 мм; прямолинейность кромок проверяется с помощью рейки и измерительной линейки, а углы скоса - шаблонами. Литые заготовки перед сваркой должны быть тщательно очищены от остатков формовочной земли, а имеющаяся на поверхности литейная корка снята наждачным камнем в местах наложения сварных швов. 2.1 Общая характеристика источников сварочного тока Источники сварочного тока можно разделить на две группы по виду применяемого тока: - источники переменного тока (сварочные трансформаторы); - источники постоянного тока (сварочные преобразователи, полупроводниковые выпрямители и инверторы). Источники питания сварочной дуги должны удовлетворять следующим требованиям: - напряжение холостого хода должно быть достаточным для зажигания дуги, но не превышать безопасную для человека величину (60–65 В); - мощность источника тока должна быть достаточной для питания дуги необходимой величиной сварочного тока; - источники сварочного тока должны иметь устройства для плавного регулирования тока в нужных для сварки пределах; - источники сварочного тока должны быть устойчивыми к коротким замыканиям; 6 - источники питания должны иметь небольшой вес, размеры и эксплуатационную надежность; - источники сварочного тока должны иметь определенную внешнюю (вольтамперную) характеристику. 2.2 Устройство источников сварочного тока Сварочные трансформаторы. В зависимости от конструкции магнитоэлектрической системы сварочные трансформаторы делятся на две большие группы. 1. Трансформаторы с увеличенным магнитным рассеиванием. Эти источники питания в свою очередь делятся на три подгруппы: с подвижными катушками (рис. 3.1), с магнитным шунтом (рис. 2, 3) и со ступенчатым (витковым) регулированием. Рис. 1 Общий вид и электрическая схема трансформатора типа ТС500 (ТСК500) 1 – магнитопровод; 2 – вторичная (понижающая) обмотка; 3 – сетевая обмотка; 4 – конденсатор; 5 – механизм перемещения вторичной обмотки. В трансформаторах с увеличенным магнитным рассеиванием вторичная обмотка может перемещаться по магнитопроводу. При нагрузке вокруг обмоток трансформатора образуются магнитные потоки Φ1 и Φ2, проходящие в основном по сердечнику и складывающиеся в общий поток Φ0. Часть магнитных силовых линий рассеивается и не проходит через сердечник, а замыкается через воздух. Потоки Φ1 и Φ2 называют потоками рассеивания. С увеличением нагрузки на трансформатор потоки Φ1 и Φ2 возрастают, индуктируют в обмотках ЭДС самоиндукции, противодействующую основной ЭДС. При этом напряжение падает до нуля. Регулирование силы сварочного тока производят изменением расстояния между обмотками. При увеличении этого расстояния магнитные потоки Φ1 и Φ2 увеличиваются, в результате чего основной поток и сила тока на дуге уменьшаются. Трансформаторы с нормальным магнитным рассеиванием и дополнительной реактивной обмоткой (СТЭ, РСТЭ, СТН) (рис. 2, 3). Рис. 2. Схема сварочного трансформатора типа СТЭ 34 I, II, III – первичная, вторичная и реактивная обмотки; П – подвижный пакет сердечника дросселя; S – воздушный зазор в сердечнике. 7 При работе трансформатора обмотки создают в сердечнике магнитные потоки: Φ1 — поток первичной обмотки; Φ2 — поток вторичной обмотки; Φ3 — поток реактивной обмотки. Потоки Φ1 и Φ2 направлены навстречу друг другу и образуют равнодействующий поток трансформатора Φ0=Φ1–Φ2. При нагрузке магнитный поток реактивной обмотки Φ3 размагничивает общий поток, так как имеет одинаковое с Φ2 направление. При коротком замыкании магнитныйпоток Φ3 становится большим, а общий поток Φ0=Φ2–Φ3 минимальным. Напряжение на дуге будет равным нулю, а ток — току короткого замыкания. Таким образом, взаимодействие магнитных потоков обеспечивает падающую внешнюю характеристику. Регулирование силы сварочного тока осуществляется изменением магнитного потока реактивной обмотки Φ3, который меняется при изменениизазора между подвижной частью магнитопровода и основным магнитопроводом. Увеличение зазора ведет к уменьшению потока Φ3 и, следовательно, к возрастанию силы сварочного тока и наоборот. Рис. 3. Схема сварочного трансформатора типа СТН I, II, III – первичная, вторичная и реактивная обмотки; П – подвижный пакет сердечника дросселя; S – воздушный зазор в сердечнике. Рис. 4. Схема сварочного трансформаторов типа СТАН I – первичная обмотка; II – вторичная обмотка основная; II*– вторичная обмотка реактивная; 1 – магнитный шунт; 2 – винтовой механизм регулятора сварочного тока. Сварочный преобразователь. Наибольшее распространение получили генераторы с падающими внешними характеристиками, работающие по трем основным магнитоэлектрическим схемам: - сварочный преобразователь с генератором независимого возбуждения и последовательной размагничивающей обмоткой (рис. 5); - сварочный агрегат с генератором с намагничивающей параллельной и размагничивающей последовательной обмотками возбуждения (рис. 6); - сварочный выпрямитель (рис. 7). 8 Преобразует механическую энергию электродвигателя в электрическую напряжением и током, необходимыми для сварки. Конструктивно состоит из трехфазного электродвигателя и сварочного генератора с независимым возбуждением. Сварочный агрегат. Преобразует механическую энергию двигателя внутреннего сгорания (бензиновый или дизельный) в электрическую напряжением и током, необходимым для сварки. Конструктивно состоит из двигателя внутреннего сгорания и сварочного генератора с самовозбуждением. Генератор работает следующим образом. Магнитный поток Φн, создаваемый обмоткой, противоположен по направлению магнитному потоку Φр. На холостом ходу, когда сварочный ток равен нулю и размагничивающая обмотка (РО) не действует, ЭДС генератора создается только магнитным потоком Φн. Рис. 5. Сварочный преобразователь 1- медные пластинки коллектора; 2 – щетки генератора; 3 – регулировочный реостат; 4 – распределительное устройство; 5 – зажимы подсоединения сварочного кабеля; 6 – вольтметр; 7 – вентилятор; 8 – трехфазный асинхронный двигатель; 9 – тяга; 10 – магнитные полюсы; 11 – корпус; 12 – якорь; ОН – обмотка намагничивающая; ОР – обмотка размагничивающая. Рис. 6. Сварочный агрегат 1 – генератор; 2 – двигатель; 3- регулятор скорости вращения; 4 – бак с горюим; Фн – магнитный потокнамагничивающей обмотки; Фр – магнитный поток размагничивающей обмотки. При нагрузке сварочный ток начинает создавать магнитный поток Φр, направленный навстречу потоку Φн. Результирующий магнитный поток генератора Φрез равен разности потоков Φн и Φр: Φрез=Φн–Φр. Благодаря этому с увеличением сварочного тока результирующий магнитный поток, ЭДС и напряжение генератора уменьшаются. Силу сварочного тока генератора можно регулировать реостатом (плавная регулировка) и переключением числа витков обмотки РО (грубая регулировка). 9 Сварочный выпрямитель. Преобразует переменный ток промышленной частоты в постоянный напряжением и величиной, необходимыми для сварки. Конструктивно состоит из понижающего трансформатора и выпрямительного блока. В отличие от преобразователей, сварочные выпрямители просты в изготовлении и надежны в эксплуатации, имеют более высокий КПД и меньшие потери холостого хода. Основные узлы выпрямителей: понижающий трансформатор, выпрямительный блок из селеновых, кремниевых или германиевых полупроводниковых вентилей; регулирующее устройство и система принудительной вентиляции. Полупроводниковые диоды включаются по различным схемам, наиболее распространенные схемы включения показаны на рис. 8. Рис. 7. Сварочный выпрямитель. 1 – выпрямительный блок; 2 – выдвижные ручки для передвижения выпрямителя; 3 – предохранители; 4 –блок аппаратуры; 5 – вентилятор; 6 – ветровое реле; 7 – силовой трансформатор; 8 – вторичная обмотка; 9 – первичная обмотка; 10 – амперметр; 11- сигнальная лампа; 12 – кнопки включателя; 13 – скобы; 14 – рукоятка регулирования тока; 15 – переключатель диапазонов тока; 16 – шина заземления; 17 – токовые разъемы; 18 – болт заземления; 19 – разъем для подключения сети. а) б) Рис. 8. Электрические схемы неуправляемых выпрямителей постоянного сварочного тока. а) при однофазной схеме включения; б) при трехфазной схеме включения. ТС = трансформатор сварочный; ВБ = блок выпрямителя. При однофазном токе и включении диодов по мостовой схеме (рис. 8а) получается пульсирующий ток постоянного направления. При использовании трехфазного тока (рис. 8б) получают выровненный сварочный ток постоянного направления. Эта схема чаще всего применяется в сварочных выпрямителях. Выпрямительный блок состоит из силовых диодов (неуправляемый выпрямитель), Регулировка режимов сварки комбинированная: - ступенчатая за счет переключения обмоток с треугольника на звезду; - и плавная за счет изменения зазора между обмотками трансформатора рис. 9. 10 Выпрямительный блок состоит из силовых тиристоров (управляемый выпрямитель), Регулировка режимов сварки комбинированная: - ступенчатая за счет переключения обмоток с треугольника на звезду; - и плавная блоком управления рис. 10. Регулирование сварочного тока осуществляется регулятором понижающего трансформатора или дополнительными балластными реостатами (сопротивлениями), включенными последовательно в цепь сварочной дуги. Инверторные источники питания сварочной дуги. Преобразуют переменное напряжение и ток сети в величины необходимые для сварки. Технологические преимущества: - минимальное разбрызгивание расплавленного металла; - устойчивое горение при сварке короткой дугой; - сварка плохо сваривающихся металлов; - минимальный перегрев металла; - высокое быстродействие; - высокие характеристики, КПД = 95…98%, cosφ = 1.0 Рис. 9. Неуправляемый выпрямитель 1 – вторичная обмотка; 2 – ходовой винт; 3 – сердечник трансформатора; 4 - первичная обмотка. Рис. 10. Управляемый выпрямитель СТ – сварочный трансформатор; ВБ – выпрямительный блок; БУ – блок управления; БЗН – блок задания напряжения. 11 Рис. 11. Инверторный источник питания НВ – низкочастотный выпрямитель; ИН – инвертор; Тр – трансформатор; ВВ – высокочастотный выпрямитель; Rш – шунт; БУ – блок управления. Дополнительное сварочное оборудование. Балластный реостат. Формирует падающую вольтамперную характеристику источника питания. Ступенчато регулирует режим сварки. Состоит из набора нихромовых проволок различного сопротивления, соединенных параллельно. Осциллятор. Обеспечивает бесконтактное зажигание дуги и стабилизирует ее горение при сварке. а) б) Рис. 12. Балластный реостат (а) и осциллятор ОССД -300.2 (б). 1 – корпус; 2 – Тумблеры диапазонов регулирования сварочного тока; 3 – рубильники секций сопротивления; 4 – клеммы подключения сварочного кабеля; 5 – секции нихромовой проволоки. П1 – сетевой предохранитель; П2 – предохранитель трансформатора Тр2; Тр1 – прансформатор, овышающий напряжение до 3…10 кВ; Р,С5,Тр2 – колебательный контур, повышающий частоту до 200…400 Гц; С6 – фильтр низких частот; С3, С1, С2, С4, L1, L2 – помехозащитный фильтр. 2.3 Вольтамперная характеристика источников питания сварочной дуги. Сварочной дугой называют дугу, представляющую собой длительный устойчивый электрический разряд в газовой среде между электродом и изделием, отличающуюся выделением большого количества тепловой энергии и сильным световым излучением. Одной из важнейших характеристик источника питания сварочной дуги является внешняя (вольтамперная) характеристика, представляющая собой зависимость между напряжением и силой тока при постоянной длине дуги (установившемся горении). В зависимости от назначения источники питания имеют различные внешние характеристики (рис.3.13). Источник тока для ручной сварки обладает крутопадающей внешней характеристикой для маломощной 12 дуги, при сварочном токе менее 50 А и плотности тока на электроде 10…12 А/мм2. При автоматической сварке под флюсом внешняя характеристика пологая для повышения устойчивости процесса соответствует сварочным токам 50…1000 А и плотности тока на электроде 12…80 А/мм2. Если же сварка ведется в защитных средах с применением тонких электродных проволок, источник тока должен иметь жесткую или пологовозрастающую характеристики с плотностью тока на электроде более 80 А/мм2. Важной характеристикой сварочной дуги является статическая (вольтамперная) характеристика, представляющая собой зависимость между падением напряжения в сварочной дуге от силы тока при постоянной длине дуги (установившемся горении). Рис. 13. Внешние вольтамперные характеристики источников питания Рис. 14. Статическая вольтамперная характеристика сварочной дуги Устойчивое горение дуги возможно при условии пересечения ее статической характеристики с внешней характеристикой источника, т.е. когда Uдуги = Uист На рис. 15. показана крутопадающая внешняя характеристика источника питания и пересекающие ее статические характеристики сварочной дуги различной длины. Точки пересечения характеризуют устойчивое горение дуги, т.к. Uдуги = Uист. Так для сварочной дуги длиной lд = 5 мм устойчивое горение будет обеспечено при сварочном токе J = 145 А и Uист = 25 В . В случае увеличения сварочного тока до J =160 А напряжение источника, как видно из графика, станет Uист = 18 В меньше напряжения дуги, условие Uдуги = Uист не выполняется, однако при таком токе устойчивой будет дуга длиной lд = 3 мм. Из рис. 15. видно, что диапазон регулирования устойчивого режима сварки (тока и напряжения) для изменения длины дуги от 7 до 1 мм составляет для J = 130…170 А, для напряжения U = 33…8 В. Другим показателем работы источника сварочного тока является продолжительность работы (ПР) или продолжительность включения (ПВ). Эти величины характеризуют повторнократковременный режим работы, на который рассчитаны источникипитания. 13 Рис. 15. Вольтамперные характеристики сварочной дуги 2.4 Сущность процесса ручной дуговой сварки Источником теплоты при дуговой сварке служит электрическая дуга. Дуга – мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе ее горения. Рис. 16. Схема процесса зажигания дуги Процесс зажигания дуги в большинстве случаев включает три этапа (рис.3.16): короткое замыкание электрода на заготовку (рис. 3.16а) отвод электрода на расстояние 3-6 мм (рис. 3.16 б) и возникновение устойчивого дугового разряда (рис.3.16в). Без короткого замыкания дугу можно зажечь с помощью осциллятора (генератор высокочастотных колебаний). Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом (рис.3.17) дуга 8 горит между стержнем электрода и основным металлом. Стержень электрода плавится, и расплавленный металл каплями стекает в металлическую сварочную ванну. 14 Рис. 17. Схема процесса сварки Вместе со стержнем плавится покрытие электрода, образуя газовую защитную атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и формируется сварной шов. Жидкий шлак после остывания образует твердую шлаковую корку. Покрытия электродов предназначены для обеспечения стабильного горения дуги, защиты расплавленного металла от воздействия воздуха и получения металла шва заданного состава и свойств. В состав покрытия электродов входят стабилизирующие, газообразующие, шлакообразующие, раскисляющие, легирующие и связующие составляющие. Электродные покрытия могут быть: кислыми А (SiO2, MnO); основными Б (CaO, CaF2, MgCO3); целлюлозными Ц (целлюлоза и др.); рутиловыми Р (TiO2, CaCO3). Электроды с кислыми и рутиловыми покрытиями применяют для сварки стали обычной и повышенной прочности, с основными – для повышенной и высокой прочности. По назначению электроды для сварки конструкционных сталей делят на типы Э38, Э42, ..., Э150. Цифры в обозначении типа электрода означают предел прочности (σв ) наплавленного металла в кГ/мм2. Тип электрода обозначает прочностные и специальные свойства наплавленного металла. Каждому типу может соответствовать одна или несколько марок. Кроме того, электроды подразделяются на марки. Марка электрода (МР-3, УО-НИ-13/45, ЦЛ-11, ЦТ-15 и т.д.) определяет вид и состав покрытия, его технологические свойства: род и полярность тока, возможность сварки в разных пространственных положениях и др. 2.5 Расчет режимов ручной сварки Режимом сварки называют совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, формы и качества. При ручной сварке такими характеристиками являются: диаметр электрода, сила сварочного тока, длина сварочной дуги, напряжение горения дуги. Диаметр электрода выбирают в зависимости от толщины металла и типа сварного соединения. Толщина металла, мм Диаметр электрода, мм 1–2 1,5–2,0 2–5 3,0–4,0 6–12 4,0–5,0 Свыше 12 5,0–8,0 Величина сварочного тока зависит от толщины свариваемого металла, типа соединения, скорости сварки, положения шва в пространстве, толщины и вида покрытия электрода, его 15 диаметра. Практически величину сварочного тока при сварке электродами из малоуглеродистой стали можно определять: Iсв= (20 + 6d)*d где, d — диаметр электрода, мм. Величина сварочного тока влияет не только на глубину проплавления, но и на форму шва. При ширине шва, равной 3–4 диаметрам электрода, форма шва наиболее благоприятна. От длины дуги зависит качество шва: чем короче дуга, тем выше качество наплавленного металла. Длина дуги: lд = 0,5 (d+2) При сварке на токах более 100 А, напряжение горения дуги Uд зависит только от длины дуги: Uд = α + β·lд где α - коэффициент, характеризующий падение напряжения на электродах, (функция внешней характеристики источника тока) α = 10…12; β — коэффициент, характеризующий падение на 1 мм длины столба дуги, (функция статической вольтамперной характеристики сварочной дуги) β = 2…2,5. Рассчитываемое значение скорости сварки υсв применительно к ручной дуговой сварке носит рекомендательный характер и используется при нормировании труда, так как в конечном итоге процесс сварки происходит под контролем сварщика и им же корректируется. Однако существенное отклонение от расчетного значения скорости сварки может привести к формированию некачественного сварного шва и появлению дефектов сварного соединения. Влияние величины сварочного тока, напряжения дуги и скорости сварки на форму и размеры сварного шва. 16 2.6 Возбуждение дуги и поддержание ее горения Для возбуждения дуги сварщик концом электрода прикасается к металлу, а затем быстро отводит его на 2-4 мм. В этот момент образуется дуга, постоянную длину которой поддерживают во время сварки путем постепенного опускания электрода по мере его расплавления. До момента образования дуги сварщик должен закрыть лицо щитком или шлемом. Другой способ заключается в следующем: сварщик проводит (чиркает) по поверхности свариваемого металла концом электрода и затем быстро отводит его на небольшое расстояние, возбуждая дугу. Дугу необходимо поддерживать возможно короткой. При короткой, дуге около шва образуется небольшое количество мелких капель металла, электрод плавится спокойно, давая равномерный - пучок искр, глубина проплавления свариваемого металла получается больше. Длинная дуга не обеспечивает достаточной глубины проплавления основного металла, а электродный металл при плавлении окисляется и сильно разбрызгивается; в результате получается неровный шов с большим количеством включений окислов. О длине дуги можно судить по звуку, издаваемому ею при горении. Дуга нормальной длины издает равномерный звук одного тона, слишком длинная дуга - более резкий и громкий звук, часто прерывающийся и сопровождающийся хлопками. В случае обрыва дугу возбуждают вновь, тщательно заваривают кратер в том месте, где произошел обрыв дуги, и продолжают сварку шва. При сварке особо ответственных узлов, работающих в условиях знакопеременной нагрузки и подверженных явлению "усталости", не разрешается возбуждать дугу на основном металле вне зоны шва, так как это может привести к "ожогу" поверхности металла и явиться причиной начала последующего разрушения шва в данном месте. 2.7 Сварка стыковых швов При сварке швов без скоса кромок валик накладывается с небольшим уширением с одной или с обеих сторон стыка. Во избежание непровара необходимо обеспечить расплавление металла обеих кромок по всей толщине (Рис. 18). Провар металла толщиной до 6мм по всему сечению шва при сварке встык без скоса кромок зависит от правильного выбора тока и диаметра электрода. При соответствующих диаметрах электрода и величине тока обеспечивается полный провар и высокая производительность сварки без скоса кромок металла толщиной от 4 до 8мм. Подбирать величину тока рекомендуется опытным путем (сваривая пробные планки). а) Рис. 18. Сварка стыковых швов. а – двухсторонний; б – односторонний. б) Соединения встык с V-образной подготовкой кромок в зависимости от толщины металла сваривают однослойными или многослойными швами. При сварке в один слой дугу возбуждают в точке на грани скоса, затем электрод перемещают вниз, проваривают корень шва и выводят дугу на вторую кромку. На скосах кромок движение электрода замедляют для обеспечения достаточного провара, а в корне шва, во избежание сквозного прожога, ускоряют (Рис. 19 а). В ответственных конструкциях, корень шва проваривают с обратной стороны, 17 металл корня шва перед заваркой предварительно вырубают зубилом или зачищают резаком для поверхностной резки с целью удаления возможных дефектов (Рис. 19 б). Иногда с обратной стороны шва ставят подкладку из стали толщиной 2-3 мм (Рис. 19 в). В этом случае можно повысить сварочный ток на 20-30% по сравнению с нормальной величиной, не опасаясь сквозного проплавления. Стальная подкладка при наложении валика шва приваривается и ее оставляют, если конструкция и назначение изделия это позволяют. а) б) в) Рис. 19. Сварка стыковых швов. а - соединения встык с V-образной подготовкой кромок; б - соединения встык с Vобразной подготовкой кромок и проваром обратной стороны шва; в - соединения встык с Vобразной подготовкой кромок и прокладкой из стали. При сварке многослойных стыковых швов сначала тщательно проваривают корень шва электродом диаметром 4-5мм, затем наплавляют последующие слои уширенными валиками электродами большего диаметра (Рис. 20). Перед наложением последующих слоев поверхность предыдущих очищают от шлака и окалины. Необходимо расплавлять и проваривать кромки, хорошо заваривать кратеры, не допускать в шве шлаковых прослоек. Чтобы при наплавке вышележащих слоев достаточно прогревался и отжигался нижележащий слой, толщина каждого слоя не должна превышать 4-5мм. Практически для многослойных швов установлены следующие соотношения между площадью поперечного сечения металла, наплавленного за один проход, и диаметром электрода: - для первого прохода (провар корня шва) F1 = (6-8) dэл - для последующих проходов Fn=(8-12) dэл, где F, - площадь сечения шва при первом проходе, мм2; Fa-площадь сечения шва при последующих проходах, мм2; dэл - диаметр проволоки электрода, мм. Рис. 20. Сварка стыковых многослойных швов. Швы с Х-образной подготовкой кромок сваривают так же, как и швы с V-образной подготовкой кромок (Рис. 21). Необходимо во всех случаях принимать меры, способствующие уменьшению и выравниванию сварочных деформаций и напряжений. 18 Рис. 21. Двухсторонний стыковой шов с двумя симметричными скосами двух кромок. 2.8 Сварка угловых швов При сварке угловых швов жидкий металл стремится стекать на нижнюю плоскость. Поэтому сварку таких швов в нижнем положении лучше производить "в лодочку", а изделие располагать так, чтобы шлак не затекал на металл перед дугой (Рис. 22, а). Однако не всегда возможно установить деталь в нужное положение. Рис. 22. Сварка угловых швов. При сварке углового шва, нижняя плоскость которого расположена горизонтально, возможен непровар вершины угла или одной из кромок. Непровар может образоваться на нижнем листе, если начинать сварку с вертикального листа, так как в этом случае расплавленный металл стечет на недостаточно нагретую поверхность нижнего листа. Поэтому сварку таких швов следует начинать, зажигая дугу на нижней плоскости в точке А, и вести электрод так, как показано на Рис. 22, б. Электрод следует держать под углом 45° к поверхности листов, слегка наклоняя его в процессе сварки то к одной, то к другой плоскости (Рис. 22, в). Угловые швы при соединении не "в лодочку" выполняют однослойными при катете шва до 8мм; при катете шва свыше 8мм - в два слоя и более. При сварке многослойного углового шва сначала накладывают узкий валик электродом диаметром 3-4мм, чем обеспечивается провар корня. Определяя число проходов, исходят из площади поперечного сечения шва. Для каждого слоя эта величина должна составлять 30 40мм2. На Рис. 22, г показаны однослойный и многослойный угловые швы с разделкой кромок и полным проваром. 19 Контрольные вопросы 1. Как называют источники переменного и постоянного сварочного тока? 2. Что называют электродуговой сваркой: ручной, механизированной? 3. Какую дугу называют сварочной? 4. Что характеризует внешняя характеристика источника сварочного тока? 5. Что характеризует статическая вольтамперная характеристика сварочной дуги? 6. Какова внешняя вольтамперная характеристика сварочного трансформатора? 7. Какова статическая вольтамперная характеристика сварочной дуги? 8. Как регулируют ток в сварочных трансформаторов, генераторов, выпрямителей? 9. Каково напряжение холостого хода сварочных трансформатора и генератора? 10. Каково напряжение горения дуги и короткого замыкания при ручной сварке? 12. Как устроен сварочный трансформатор с отдельным регулятором? 13. Как устроен сварочный трансформатор с встроенным регулятором? 14. Чем отличаются конструкции сварочных трансформаторов от конструкций обычных трансформаторов? 15. Чем характеризуется режим работы источника питания сварочной дуги? 16. Что такое – прямая и обратная полярность сварочного тока? 17. Назначение балластного реостата? 18. Для каких целей предназначены осцилляторы? 19. Особенности инверторного источника питания сварочной дуги. 20. Классификация электродов для ручной сварки по типам и маркам? 21. Основные параметры ручной сварки. 20 Список литературы 1. Технология конструкционных материалов./Под ред. А.М. Дальского. -М.: Машиностроение, 2003. 2. Материаловедение и технология металлов./ Под ред. Г.П. Фетисова.- М.: Высшая школа, 2006. 3. Справочник технолога-машиностроителя/Под ред. А.Г. Косиловой и Р.К. Мещерякова. М.: Машиностроение, 1986. Т.1. 4. ГОСТ 7829-70 Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах. Припуски и допуски. М.: Издательство стандартов, 1986. 5. ГОСТ 7062-90 Поковки из углеродистой и легированной стали, изготавливаемые на прессах. Припуски и допуски. М.: Издательство стандартов, 1986. 6. Справочник сварщика./Под ред. В.В.Степанова. - М.: Машиностроение,1982. 7. Сварка и резка металлов. Под ред. Глизманенко Д.Л. "", Высшая школа, 1974г. 8. Баранов М.С. "Технология производства сварных конструкций", Машиностроение, 1966г. 21