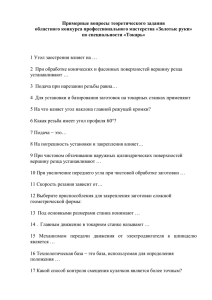
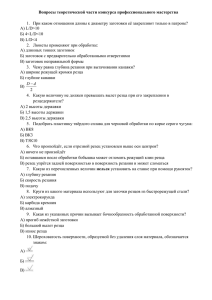
Контрольная РАСЧЕТ РЕЖИМА РЕЗАНИЯ
advertisement

РАСЧЕТ РЕЖИМА РЕЗАНИЯ Исходные данные: 1. Заготовка - сталь 20 2. Предел прочности стали 20 - σ = 412 МПа, твердость по Бринеллю НВ = 163 МПа 3. Диаметр заготовки D = 80мм 4. Диаметр детали (после обработки) d = 75 мм 5. Длина обрабатываемой поверхности l = 150 мм 6. Требуемая шероховатость Ra = 1 мкм 7. Квалитет - 7 8.Станок-1К62 При расчете режима резания необходимо: 1) выбрать тип, размеры и геометрические параметры резца; 2) выбрать станок; 3) рассчитать элементы режима резания; 4) провести проверку выбранного режима резания по: а) по мощности привода шпинделя станка, б) по прочности механизма подач, в) по прочности державки резца и г) по прочности пластинки твердого сплава. 5) произвести расчет времени, необходимого для выполнения операции; 6) произвести расчет необходимого количества станков; 7) провести проверку эффективности выбранного режима резания и выбранного оборудования. 1 Содержание 1. Выбор токарного резца………………………………………………………….стр. 3 1.1. Выбор материала режущей части резца…………………………………..стр. 3 1.2. Назначение размеров резца…………………………………………………стр. 3 1.3. Назначение геометрических параметров режущей части резца……….стр. 3 2. Назначение глубины резания…………………………………………………...стр. 3 3. Назначение величины подачи…………………………………………………..стр. 3 4. Определение скорости резания…………………………………………………стр. 4 4.1. Определение скорости резания …………………………………………….стр. 4 4.2. Определение частоты вращения шпинделя по расчетной скорости резания………………………………………………………………….стр. 5 4.3. Уточнение частоты вращения шпинделя по паспорту станка………...стр. 5 4.4. Определение фактической скорость резания ……………………………стр. 5 5. Проверка выбранного режима резания………………………………………стр. 5 5.1. Проверка по мощности привода шпинделя станка……………………...стр. 5 5.2 Проверка по прочности механизма продольной подачи станка………..стр. 6 5.3 Проверка по прочности державки резца…………………………………...стр. 7 5.4. Проверка по прочности пластинки твердого сплава резца……………..стр. 7 6. Расчет времени выполнения операции………………………………………...стр. 7 6.1. Расчет основного времени……………………………………………………стр. 7 6.2. Расчет штучного времени……………………………………………………стр. 8 7. Расчет потребности в оборудовании……………………………………………стр. 8 8. Технико-экономическая эффективность………………………………………стр. 8 8.1. Коэффициент основного времени…………………………………………..стр. 8 8.2. Коэффициент использования станка по мощности……………………...стр. 8 9. Факторы, влияющие на режимы резания……………………………..………стр. 9 9.1. Смазочно-охлаждающие жидкости (СОЖ)………………………………..стр. 10 9.2. Вид токарной обработки……………………………………………………...стр. 11 9.3. Подача и глубина резания……………………………………………………стр.12 9.4. Сечение державки резца……………………………………………………...стр. 13 9.5. Допустимая величина износа резца…………………………………………стр. 14 9.6. Состояние поверхности обрабатываемого материала и химический состав………………………………………………………………...стр. 14 9.7. Скорость резания и стойкость……………………………………………….стр. 14 Список литературы………………………………………………………………….стр. 16 ПРИЛОЖЕНИЯ……………………………………………………………………...стр. 17 2 1. Выбор токарного резца 1.1 Выбор материала режущей части резца Исходя из общего припуска на обработку и требований к шероховатости поверхности обработку проводим в три прохода (черновое - 1 и чистовое точение - 2). По табл.2П выбираю материал пластинки из твердого сплава: для чернового точения - Т5К10, для чистового точения - Т15К6. 1.2. Назначение размеров резца Для станка 1К62 с высотой центров 200 мм размеры сечения державки резца принимаю: НхВ = 25х16 мм. Для обработки выбираю проходной прямой отогнутый резец с пластинкой из твердого сплава, размеры которого приведены в табл.3П: резец 2102 - 0055 ГОСТ 18877-73. 1.3. Назначение геометрических параметров режущей части резца В зависимости от материала режущей части резца и условий обработки выбираю одинаковую форму передней поверхности резцов (для чернового и чистового точения) по табл. ЗП: номер ІІ б - плоская, с отрицательной фаской. Согласно ГОСТ на токарные резцы по таблицам 5П - 7П выбираю геометрические параметры резцов: ф 50 , 10 0 , черн 80 , чист 10 0 , 450 , 1 45 0 , 0 0 2. Назначение глубины резания Глубину резания t следует брать, равной припуску на обработку на данной операции. Dd t , 2 где D – диаметр заготовки, мм; d – диаметр после обработки, мм. При черновом точении: 80 76 t1 2 мм 2 При чистовом точении: 76 75,4 t2 0,3 мм ; 2 75,4 75 t3 0,2 мм 2 3. Назначение величины подачи При черновой обработке подачу выбираю по таблице 10П в зависимости от обрабатываемого материала, диаметра заготовки и глубины резания в пределах 0,6-1,2 мм/об. Принимаю S 1 = 0,8 мм/об. При чистовой обработке подачу выбираю по таблице 9П в зависимости от шероховатости поверхности и радиуса при вершине резца, который принимаю равным 1,2 мм, S 2 0,246 K S 0,246 0,45 0,11мм / об. , S 3 0,15 K S 0,15 0,45 0,07 мм / об. 3 Выбранные подачи уточняю по паспортным данным станка. 1К62 по приложению. Назначаю следующие подачи S1 = 0,78 мм/об, S 2 = 0,11 мм/об., S 3 = 0,07 мм/об. 4. Определение скорости резания 4.1. Определяю скорость резания v, м/мин. по формуле: C m x y K T t S где C - коэффициент, зависящий от условий обработки (по табл.11П для черновой обработки C 1 = 340; для чистовой - С 2 С 3 = 420); Т - стойкость резца, мин (принимаем T1 T2 T3 = 30 мин); х, у, m - показатели степени (табл. 11П); K v - общий поправочный коэффициент, представляющий собой произведение отдельных коэффициентов, каждый из которых отражает влияние определенного фактора на скорость резания. Для резцов с пластиной из твердого сплава K v равно: K K K n K u K K l K r K q K o где K - общий поправочный коэффициент, учитывающий влияние физикомеханических свойств обрабатываемого материала табл. 12П, K r и n находим по табл. 1ЗП: K 750 K r B n 1 750 K 1 1,82 412 K n - поправочный коэффициент, учитывающий состояние поверхности заготовки, по табл.14П — при черновой обработке K n 1 = 0,8, при чистовой обработке - K n 2 K n 3 = 1,0; K u - поправочный, коэффициент, учитывающий материал режущей части, по табл. 15П - K u 1 = 0,65; K u 2 K u 3 = 1,0; K - поправочный коэффициент, учитывающий главный угол в плане резца, по табл. 16П - для φ = 45° K 1 K 2 K 3 = 1,0; Kl K r K q - только для резцов из быстрорежущей стали; K o - поправочный коэффициент, учитывающий вид обработки, по табл.17П K o = 1,0. Общий поправочный коэффициент для резцов (чернового и чистового) равен: K 1 1,82 0,8 0,65 1 1 0,9464 K 2 1,82 1 1 1 1 1,82 Показатели степени х, у и m по табл.11П для черновой обработки - x1 0,15; y1 0,43; m1 0,2 (при S св. 0,7 мм/об), для чистовой обработки - x2 x3 0,15; y2 y3 0,2; m2 m3 0,2 (при S до 0,3 мм/об). Скорость резания, м/мин, равна: 340 1 0, 2 0,15 0,9464 172,7 м / мин. 30 2 0,78 0, 43 420 2 0, 2 0,15 1,82 395 м / мин. 30 0,3 0,110, 2 4 3 420 461,5 м / мин. 30 0,2 0,150,07 0, 2 0, 2 4.2. Определяю частоту вращения шпинделя, об/мин, по расчетной скорости резания: 1000v1 1000 172,7 687,5об / мин. D1 3,14 80 1000v2 1000 395 n2 1683об / мин. D2 3,14 76 1000v3 1000 461,5 n3 1949об / мин. D3 3,14 75,4 n1 4.3.Уточняю частоту вращения шпинделя по паспорту станка Для черновой обработки выбираю 19 ступень коробки скоростей n1 630 мин 1 , для чистовой обработки выбираю 23 ступень коробки скоростей n2 1600 мин 1 , и 24 ступень коробки скоростей n3 2000 мин 1 . 4.4.Определяю фактическую скорость резания ф (м/мин): vф1 vф 2 vф3 D1n1 1000 D2 n2 1000 D3 n3 1000 3,14 80 630 158,3м / мин. 1000 3,14 76 1600 381,8 м / мин. 1000 3,14 75,4 2000 473,5 м / мин. 1000 5.Проверка выбранного режима резания Выбранный режим резания необходимо проверить: а) по мощности привода шпинделя станка, б) по прочности механизма подач, в) по прочности державки резца и г) по прочности пластинки твердого сплава. 5.1. Проверка по мощности привода шпинделя станка Мощность, затрачиваемая на резание N p , должна быть меньше или равна мощности на шпинделе N шт : N p N шт N э где N э - мощность электродвигателя токарного станка, кВт; для станка 1K62, N э = 7,5 кВт; η - КПД привода токарного станка, для станка 1К62 η = 0,75. Мощность резания определяется по формуле: 5 Np Pz vф 1020 60 , где Pz - сила резания, Н; v ф - фактическая скорость резания, м/с. Для определения мощности резания определяю силу резания при черновой обработке. Силу резания при точении рассчитываю по следующей формуле: Pz 10 C p t x S y vфn K p , где C p - коэффициент, учитывающий свойства обрабатываемого материала, материал режущей части резца, а также условия обработки, по табл.18П C p = 300; K p - общий поправочный коэффициент, численно равный произведению ряда коэффициентов, каждый из которых отражает влияние определенного фактора на силу резания: K p K м р K p K p K p K rp где K м р - поправочный коэффициент, учитывающий влияние качества обрабатываемого материала, определяется по таб.19П: K мр 750 n 0.75 412 K мр 0,638 750 K p — поправочный коэффициент, учитывающий главный угол в плане резца, по табл. 21П K p = 1,0; K p - поправочный коэффициент, учитывающий передний угол резца, по табл.21П K p = l,0; K p - поправочный коэффициент, учитывающий угол наклона главного лезвия, по табл.21П K p = 1,0. Поправочный коэффициент K rp , учитывающий радиус при вершине резца, определяется для резцов из быстрорежущей стали. Тогда, общий поправочный коэффициент равен: K p 0,638 1 1 1 0,638 Показатели степени х, у и n принимаю по табл.18П для черновой обработки: х = 1,0; у = 0,75; n = - 0,15. Сила резания при точении равна: Pz1 10 300 21 0,780.75 158,30.15 0,638 1493H Мощность резания, кВт, 1493 158,3 Np 3.68кВт 1020 60 Мощность на шпинделе равна: N шт 7,5 0,75 5,625кВт Так как N p N шт (3,68 5,625кВт ) , то выбранный режим резания удовлетворяет условию по мощности на шпинделе станка. 5.2. Проверка по прочности механизма продольной подачи станка Осевая сила Px которая оказывает непосредственное влияние на прочность механизма продольной подачи станка, должна быть меньше или равна наибольшему усилию, 6 допускаемому механизмом продольной подачи станка: Px Pxдоп где Px - осевая сила резания, Н, принимаем Px 0,4 Pz ; Pxдоп - наибольшее усилие, допускаемое механизм продольной подачи станка, Н. По паспортным данным станка 1К62 наибольшее усилие, допускаемое механизмом продольной подачи станка, равно 3600 Н. Осевая сила Px 0,4 1493 597,2H . Так как (597,2 < 3600 Н), выбранный режим резания удовлетворяет условию прочности механизма продольной подачи станка. 5.3. Проверка по прочности державки резца Условие по прочности державки резца выражается следующей формулой: изг изг где изг - наибольшее напряжение в теле резца, зависящее от воспринимаемой нагрузки, материала тела резца и размеров его поперечного сечения, M l изг изг , W где M изг - изгибающий момент, Нм; l - вылет резца из резцедержателя, м; вылет резца принимаем l = 1,5 H (H- высота державки резца, H = 25 мм); W— осевой момент сопротивления или момент сопротивления при изгибе, м 3 (для прямоугольного сечения W = ВН²/6); [ изг ] — допустимое напряжение для державки резца, МПа (для стали изг = 200 - 250 МПа). Принимаем изг = 200 МПа. Тогда напряжение в теле резца определяется по формуле: P l 6P l 9 1493 изг z z 2 33.6МПа W 16 25 BH Так как (33,6 < 200 МПа), выбранный режим резания удовлетворяет условию по прочности державки резца. 5.4. Проверка по прочности пластинки твердого сплава резца Условие прочности пластинки твердого сплава резца выражается следующей формулой: Pz PZ где Рz - фактическая сила резания, Н, Рz = 1493 Н; PZ - величина силы резания, допускаемая по прочности пластинок твердого сплава в зависимости от их толщины в мм. В соответствии с табл. 20П толщину пластинки твердого сплава следует брать 4мм. 6. Расчет времени выполнения операции 6.1. Расчет основного времени Основное время To на изменение формы и размеров заготовки определяем по формуле Li To , nS где L - длина рабочего хода резца, мм, 7 L l l1 l 2 l3 где l - длина обрабатываемой поверхности, мм, l = 150 мм; l1 - величина пути врезания, мм, l1 = t ctg φ + (0,5...2) = 2 ctg 45º +2 = 4 мм; l 2 - величина перебега резца, мм, l 2 = 1-3 мм, принимаем l 2 = 3 мм; l 3 - величина пути для снятия пробных стружек, мм. В массовом производстве при работе на настроенных станках l 3 не учитывается; i - число рабочих ходов резца, i = 1. Основное время, мин, равно: 150 4 3 1 0,32 мин. Li To1 n1 S1 630 0,78 150 4 3 1 0,89 мин. Li To 2 n2 S 2 1600 0,11 150 4 3 1 1,12 мин. Li To 3 n3 S 3 2000 0,07 6.2. Расчет штучного времени Штучное время, затрачиваемое на данную операцию: Т шт Т о Т всп Т обс Т пер где Т всп - вспомогательное время, мин. состоит из: — время на установку и снятие детали по табл.22П — 1,10 мин; — время на рабочий ход по табл. 23П принимаем 0,8 мин; — время на измерение детали по табл.24П принимаем 0,16 мин; Т всп = 1,10 + 0,8 + 0,16 = 2,06 мин. Оперативное время Т оп Т о Т всп = (0,32 + 0,89 + 1,12) +2,06 = 4,39мин. Время обслуживания рабочего места Т обс = (3-8 %)· Т оп ; время перерывов в работе Т пер = (4-9 %)· Т оп . Штучное время Т шт = 4,39 + 0,05·4,39 + 0,05·4,39= 4,83мин. 7. Расчет потребности в оборудовании Расчетное количество станков z для выполнения определенной операции при массовом производстве равно: Т П z шт , Т см 60 где П- программа выпуска деталей в смену, шт., принимаем П = 500шт; Т см - время работы станка в смену, ч, Т см = 8 ч, 4,83 500 z 5,03станка 8 60 8. Технико-экономическая эффективность. 8.1. Коэффициент основного времени Коэффициент основного времени Ко То Т шт 8 2,33 0,48 4,83 Данные говорят о том, что при выполнении операции точения относительно много времени отводится для вспомогательных действий, поэтому следует провести организационные или технологические мероприятия по механизации процессов, сокращению вспомогательного времени и т.д. Ко 8.2. Коэффициент использования станка по мощности KN Np , N ст где K N — коэффициент использования станка по мощности; N p — мощность резания, кВт, N p = 3,68 кВт; N тс - мощность главного привода станка, кВт, N тс = 7,5 кВт; η - КПД станка, η = 0,75. 3,68 KN 0,654 7,5 0,75 Чем ближе K N к 1, тем более полно используется мощность станка. В моем случае коэффициент использования станка по мощности не высок. 9. Факторы, влияющие на режимы резания. Основные положения теории резания металлов используются как при конструировании и расчете станков и инструментов, так и при их эксплуатации. В последнем случае это сводится в основном к назначению элементов режима резания с наиболее полным использованием режущих свойств инструмента и кинематических и динамических данных станка, при непременном условии получения доброкачественной обработанной поверхности. Назначить основные элементы режима резания — это значит определить глубину резания, подачу и скорость; при этом оптимальными из них будут, те, которые обеспечивают на данном станке наименьшую себестоимость процесса обработки. Такой порядок назначения элементов режима резания, когда для заданного инструмента сначала выбирается максимально возможная и целесообразная глубина резания t (ширина среза), затем максимально возможная подача s, а потом уже подсчитывается (с учетом оптимальной стойкости и других конкретных условий обработки) скорость резания v, объясняется тем, что для обычных резцов ( 1 > 0 при t > s) на температуру резания, а, следовательно, на износ и стойкость резца наименьшее влияние оказывает глубина резания, большее — подача и еще большее — скорость резания. Для назначения элементов режима резания необходимо знать: материал заготовки и его физико-механические свойства; размеры заготовки; размеры детали и технические условия на ее обработанные поверхности; материал и геометрические элементы режущей части инструмента, его размеры, максимально допустимый износ и оптимальную стойкость; кинематические и динамические данные станка, на котором будут обрабатывать данную заготовку. В стружку уходит от 60 до 86% общего количества теплоты, причем, чем больше скорость резания, тем выше этот процент. В среднем при токарной обработке: в стружку уходит 50—86% общего количества теплоты, в резец 40—10%, в заготовку 9—3% и 9 в окружающую среду около 1%. На распределение теплоты между объектами влияет ряд факторов, наиболее важными из которых являются скорость резания и толщина среза. При чистовой обработке в заготовку уходит теплоты больше, чем при черновой обработке. Теплота, переходящая в резец, размягчает его (снижает твердость) и делает менее износостойким. На стойкость инструмента в основном влияет высокая температура, создаваемая в тонких поверхностных слоях , подвергающихся износу. Под действием высокой температуры (температуры резания) в этих слоях могут происходить отпуск и соответствующие структурные изменения, сильно влияющие на твердость, а, следовательно, и на интенсивность износа режущего инструмента. Так, твердая структура мартенсит (HRC 62—65), получаемая в результате соответствующей термической обработки быстрорежущей стали, начиная с температуры 550—600°С, интенсивно распадается на менее твердые и износостойкие структуры (троостит, троосто-мартенсит), что делает инструмент из быстрорежущих сталей неработоспособным (быстроизнашивающимся), если его поверхности трения будут нагреваться в процессе резания до 600°С и выше. Выделяясь в зоне стружкообразования и в местах контакта стружки с инструментом и инструмента с заготовкой, теплота влияет на состояние трущихся поверхностей (изменяя коэффициент трения), на точность обработки, на весь процесс резания и связанные с ним явления (деформации, наростообразование, упрочнение, износ инструмента и др.). Исследования показывают, что для любого обрабатываемого металла и даже вида обработки есть своя наиболее оптимальная смазочно-охлаждающая жидкость и что наибольшую эффективность смазочно-охлаждающие жидкости обеспечивают при резании вязких, высокопластичных и сильно упрочняющихся при деформации металлов; с увеличением толщины среза и скорости резания эффект облегчения стружкообразования от применения смазочно-охлаждающих жидкостей уменьшается. Титановольфрамовые твердые сплавы обозначаются буквами ТК и цифрами, стоящими после каждой цифры, которые указывают конкретное содержание карбида титана и кобальта. Так, Т15К6 содержит 15 % карбида титана, 6 % кобальта, остальное карбид вольфрама. Теплостойкость сплавов группы ТК – до 900-1000 °С. 9.1. Смазочно-охлаждающие жидкости (СОЖ). К смазочно-охлаждающим жидкостям, применяемым при резании, предъявляются следующие основные требования: высокая охлаждающая и смазочно-режущая способность, стойкость, антикоррозионность и безвредность для работающего. Все применяемые смазочно-охлаждающие жидкости можно разбить на две основные группы: охлаждающие и смазочные. К первой группе относятся жидкости с малой вязкостью, большой теплоемкостью и теплопроводностью: водные растворы минеральных электролитов и водные эмульсии. Ввиду большой теплоемкости их применяют в тех случаях, когда основной целью является охлаждающее действие — для повышения стойкости режущего инструмента (например, при обдирочных работах, когда происходит большое тепловыделение и шероховатость обработанной поверхности не имеет особого значения). Широко распространенные водные эмульсии приготовляют из эмульсолов, представляющих собой коллоидные растворы мыл и органических кислот в минеральных маслах, стабилизированных водой или водой и спиртом. При смещении с водой получается эмульсия цвета от молочно-белого до коричневого (2—20% масла и 0,3—2% мыла). 10 Лучшей жидкостью будет та, которая наряду с высокими охлаждающими свойствами обладает и хорошей маслянистостью, что достигается введением в жидкость поверхностно-активных веществ. В связи с этим в промышленности широкое распространение находят активированные эмульсолы, к которым относится, например, осерненный эмульсол следующего состава: 25% сульфированного касторового масла; 13,5% осерненного соевого масла; 17% минерального масла; 32% воды и 20%-ный раствор каустической соды — остальное (до получения прозрачного масла). Часто используют и активированные эмульсолы на окисленном петролатуме (на синтетических жирных кислотах) следующего состава: 20% окисленного петролатума, 70% минерального масла — индустриального 3% и 10% воды. К жидкостям второй группы, обладающим высокой маслянистостью, относятся минеральные, растительные, животные и компаундированные масла (смесь минеральных масел с растительным или животным), а также керосин и растворы в масле или керосине поверхностно-активных веществ. Жидкости этой группы применяют при чистовых и отделочных работах, когда требуются шероховатость высокого класса чистоты и высокая точность обработанной поверхности. В промышленности широкое распространение нашли так называемые осерненные масла (сульфофрезолы), содержащие в качестве активированной добавки серу. При обильном охлаждении (8—12 л/мин) сверху при обдирочных работах резцами из быстрорежущей стали, скорость резания повышается на 20—30%, а при чистовых работах (тонких стружках, когда тепловыделение меньше) — на 8—10% по сравнению с обработкой всухую. Расход жидкости при чистовой обработке меньше, чем при черновой, и может составлять 4—6 л/мин. Скорость резания при обработке стали с охлаждением может быть повышена на 40—45% по сравнению с обработкой всухую, если смазочноохлаждающую жидкость (эмульсию) предварительно охладить до 4-2°С. Чем ниже температура охлаждающей жидкости, тем большую скорость резания допускает резец при одной и той же стойкости. Скорость резания для резцов из быстрорежущей стали может быть повышена на 43%, по сравнению с обработкой стали всухую, и в том случае, если смазочно-охлаждающую жидкость подводить в зону резания снизу в распыленном состоянии. По сравнению с обычным охлаждением сверху такой способ подвода жидкости в условиях проведения испытаний позволил повысить скорость резания на 14,5%, а стойкость резцов (при одной и той же скорости резания) в 3,2 раза. Охлаждение инструмента и зоны стружкообразования распыленной жидкостью (воздухо-жидкостной смесью) эффективно и для твердосплавных резцов, особенно при резании высокопрочных и труднообрабатываемых сталей. Наряду с повышением стойкости инструмента (в 2 — 6 раз по сравнению с обработкой всухую и в 1,5 — 3 раза по сравнению с обычным охлаждением — поливом) повышается и качество обработанной поверхности при одновременном снижении расхода эмульсии в 10—20 раз, а масла — в сотни раз. Применять метод распыления жидкости для твердосплавных резцов по сравнению с методом обильного полива целесообразно и потому, что при высоких скоростях резания (с которыми обычно работают твердосплавные резцы) при обильном поливе жидкость сильно разбрызгивается вокруг станка. Для твердосплавного инструмента особенно необходимо постоянное охлаждение, так как в случае прерывистого охлаждения сильно разогреваемая в процессе резания, а затем резко охлаждаемая пластинка твердого сплава может иметь трещины, и резец выйдет из строя. 11 9.2. Вид токарной обработки. В зависимости от вида токарной работки (наружное точение, растачивание, подрезка торца, отрезка) изменяются условия, в которых находится резец в процессе стружкообразования. Так, при растачивании резец находится в более тяжелых условиях, чем при наружном продольном точении. Наряду с тем, что вершина расточного резца работает с наибольшей скоростью, что в данном случае затруднен подвод свежей охлаждающей жидкости и хуже теплоотвод, отрицательным моментом является и то, что расточным резцам, имеющим меньшее сечение державки и большой вылет, приходится работать в менее жестких условиях. Это вызывает прогиб резца и вибрации, а потому при растачивании снимается обычно меньшее сечение среза и снижается скорость резания. Чем меньше диаметр растачиваемого отверстия, тем больше поверхность соприкосновения резца с заготовкой, тем больше износ по задней поверхности за одно и то же время, тем меньшую скорость резания будет допускать расточной резец по сравнению с резцом для наружного продольного точения: При поперечном точении (подрезке торца) условия работы для резца более благоприятны, чем при продольном точении, так как резец при подаче от периферии к центру находится под действием наибольшей скорости резания небольшой промежуток времени. По мере перемещения резца к центру заготовки эта скорость уменьшается, и в центре она равна нулю. Следовательно, по сравнению с резцом для наружного продольного точения (который находится под действием постоянной, максимальной для поперечного точения скорости резания вдоль всей длины обрабатываемой поверхности) резец для поперечного точения будет изнашиваться менее интенсивно, а потому скорость резания для него можно назначить более высокой. В тяжелых условиях работают отрезные (прорезные) резцы, так как процесс стружкообразования протекает здесь в менее благоприятных условиях. Малые углы при вершине в плане и незначительные размеры сечения головки отрезных резцов обусловливают плохой теплоотвод. Особенно нагруженными в температурном отношении оказываются уголки резца, что приводит к их сильному износу и, следовательно, к значительному уменьшению скорости резания по сравнению со скоростью резания, допускаемой резцами для наружного продольного точения. Для упрочнения отрезного резца у него делается переходная кромка. Вследствие специфичности условий резания при отрезке рекомендуется обязательно применять смазочно-охлаждающие жидкости, способствующие как повышению стойкости резцов и облегчению выхода стружки из канавки, так и снижению сил резания (что особенно важно для малопрочных и маложестких отрезных резцов). Для твердосплавных отрезных резцов при резании сталей применение охлаждения способствует повышению скорости резания на 40%. 9.3. Подача и глубина резания. Чем больше подача и глубина резания, тем выше силы, действующие на резец, и температура резания, тем интенсивнее износ резца, тем меньшую скорость резания будет допускать резец при одной и той же стойкости. Увеличение подачи более резко сказывается на уменьшении скорости резания, чем увеличение глубины резания. Это вызывается более интенсивным износом резца при увеличении s, чем при увеличении t, что объясняется большей термодинамической нагрузкой на единицу длины режущей кромки, так как при увеличении s при неизменной длине активной части режущей кромки увеличивается и толщина среза. Чем больше задний угол резца, тем меньше трение резца о заготовку, меньше его износ и выше стойкость. Однако стойкость повышается до определенного значения угла а, так как с увеличением заднего угла уменьшается одновременно угол заострения, резец становится менее прочным и, начиная с некоторого значения а, режущая кромка (особенно из твердых сплавов) начинает выкрашиваться и стойкость резко падает; будет уменьшаться, следовательно, и скорость резания (при одной и той же стойкости). 12 Одним из геометрических элементов, сильно влияющих на допускаемую резцом скорость резания, является главный угол в плане. Чем больше этот угол, тем выше температура резания, выше термодинамическая нагрузка на единицу длины кромки, интенсивнее износ резца и, следовательно, меньше его стойкость. Поэтому резцы с малыми углами в плане допускают (при прочих одинаковых условиях) большую скорость резания (рис.107). 107. Зависимость скорости резания от главного угла в плане при постоянных значениях t и s (сталь 45, сплав Т15К6 t × s = 2×0,3) Рис. 108. Зависимость скорости резания вспомогательного угла в плане Вспомогательный угол в плане также влияет на износ резца, а, следовательно, и на его стойкость. При малом вспомогательном угле в плане ( 1 < 5°) вспомогательная режущая кромка принимает большое участие в побочном резании, что вызывает большие тепловыделение и износ резца, а следовательно, понижает его стойкость. По мере увеличения угла 1 работа резания от вспомогательной режущей кромки уменьшается, что приводит к некоторому повышению стойкости и, вследствие этого, к повышению скорости, допускаемой резцом при одинаковой стойкости (рис. 108). Однако, начиная с 1 = 5 -10°, в большей степени сказывается уменьшение объема головки резца, приводящее к ухудшению теплоотвода и к большей температурной концентрации на поверхностях трения резца, что снижает допускаемую скорость резания. При увеличении радиуса закругления (сопряжения) при вершине резца в плане температура резания уменьшается, что приводит к некоторому повышению стойкости и допускаемой скорости резания. Положительное значение угла наклона главной режущей кромки оказывает большое влияние на упрочнение режущей кромки резца, что особенно важно при ударном (прерывистом) резании, при работе по корке и при работе с неравномерным припуском. В связи с этим по мере перехода от отрицательного знамения угла к положительному (от —15 до +40) стойкость резца повышается. В диапазоне углов = 0 - 10° изменение стойкости незначительно, и им можно пренебречь. Форма передней поверхности резца также влияет на скорость резания. Если для резца, оснащенного пластинкой из твердого сплава, с плоской формой передней поверхности 13 (форма /, см. рис. 111) скорость резания принять равной единице, то для плоской или радиусной формы с фаской (формы // и ///) коэффициент на скорость резания будет 1,15, а для плоской с отрицательным передним углом у = -10° (форма IV) этот коэффициент равен 1,2. 9.4. Сечение державки резца. Чем больше площадь сечения державки резца, тем ниже температурная концентрация. Жесткость резца повышается, а потому резец, имеющий большее сечение державки, допускает и более высокие скорости. Для резцов, оснащенных пластинками из твердых сплавов, влияние сечения державки незначительно, и им можно пренебречь. 9.5. Допустимая величина износа резца. Чем больше допустимый износ, тем большую скорость резания можно назначить для резца. 9.6. Состояние поверхности обрабатываемого материала и химический состав. На скорость резания, допускаемую режущими свойствами резца, влияет состояние обрабатываемого материала и поверхности заготовки. Так, если для горячекатаной стали скорость резания принять за единицу, то для холоднотянутой стали необходимо ввести коэффициент 1,1, т. е. принять скорость резания на 10% выше. Для нормализованной стали этот коэффициент будет 0,95, для отожженной 0,9 и для улучшенной 0,8. Если при обработке стальной заготовки из проката или поковки без корки (корка срезана на предыдущем проходе или протравлена) скорость резания принять за единицу, то в случае обработки стальной отливки скорость резания уменьшается (коэффициент 0,9). Твердая корка, получившаяся на чугунной заготовке после литья, окалина после поковки и горячего проката стали - резко повышают износ инструмента и в связи с этим снижают скорость резания (окалина на 10 - 20%, корка на 20-40%). На скорость резания влияет химический состав стали, ее термическая обработка и характер структуры, получаемой при термической обработке. Так, при уменьшении 14 содержания углерода в конструкционной углеродистой стали, допускаемая скорость резания повышается, а при введении легирующих материалов (Сг, Мn и др.) понижается; для стали 40Х наибольшая допустимая скорость резания будет при отжиге с 900°С, для стали 40 — при нормализации с 900—950°С, а для быстрорежущих сталей — при изотермическом отжиге. Наибольшая допустимая скорость резания наблюдается при зернистом перлите, когда цементит имеет форму мелких шарообразных зерен, равномерно распределенных в феррите, а из структур наибольшую скорость резания допускает феррит, затем (в порядке уменьшения допустимой скорости резания) перлит (точечный, зернистый, пластинчатый, сорбитообразный), сорбит и троостосорбит. Мелкозернистые стали обрабатывать легче, чем крупнозернистые, и небольшим введением некоторых элементов (например, до 0,1% S и до 0,2—0,25% Pb) можно повысить обрабатываемость стали, почти не изменяя ее механических свойств. 9.7. Скорость резания и стойкость. Увеличение скорости резания приводит к уменьшению машинного времени Тм. Однако скорость резания нельзя назначать без учета конкретных условий обработки, так как при ее увеличении резко возрастет износ инструмента, т. е. снизится его стойкость — машинное время работы инструментом от переточки до переточки (или до определенной величины износа). Это вызовет более частую переточку инструмента, а следовательно, и затрату труда заточника, затрату времени на снятие и установку инструмента (станок в это время будет простаивать) и перевод в отходы (при заточке) определенного количества материала, идущего на изготовление режущей части инструмента. Таким образом, стойкость инструмента влияет на производительность, и на себестоимость обработки. Чем большую скорость резания допускает инструмент при одной и топ же стойкости, тем выше его режущие свойства, тем он более производителен. На скорость резания, допускаемую резцом, влияют следующие факторы: стойкость режущего инструмента; физико-механические свойства обрабатываемого металла; материал режущей части инструмента; подача и глубина резания; геометрические элементы режущей части резца; размеры сечения державки резца; смазочно-охлаждающая жидкость, максимально допустимая величина износа резца; вид обработки. Для инструмента, оснащенного твердым сплавом зависимость между скоростью резания и стойкостью более сложная. При увеличении скорости резания стойкость твердосплавного резца сначала уменьшается, затем увеличивается и вновь уменьшается (рис. 102, кривая 3); при этом, чем больше твердость обрабатываемого металла, тем меньше величина критических скоростей, соответствующих точкам перегиба (см. рис. 102 и 103). 15 Такая зависимость между скоростью резания и стойкостью для твердосплавных резцов объясняется тем, что при малых скоростях вследствие низкой температуры резания износ протекает медленно. По мере увеличения v температура на поверхностях соприкосновения резца с заготовкой и стружкой увеличивается, что содействует слипанию (свариванию) в местах контакта и соответственно повышению интенсивности износа и снижению стойкости резца. При дальнейшем увеличении v (начиная с v = 10 м/мин, рис. 103) повышение температуры способствует размягчению (и даже микроплавлению) поверхностей стружки и заготовки, что уменьшает слипание, облегчает относительное скольжение и снижает интенсивность износа (повышает стойкость); этому содействует также повышение ударной вязкости твердого сплава (особенно в интервале температур 600—800° С) и уменьшение сил, действующих на резец. При дальнейшем же увеличении скорости (v 20 м/мин) и соответственно температуры резания резко снижаются твердость и прочность твердого сплава, что (при все возрастающем пути трения за один и тот же промежуток времени) приводит к повышению интенсивности износа резца и соответствующему снижению стойкости. Потому зоной рационального использования твердого сплава следует считать участок, расположенный вправо от точки перегиба максимальной стойкости. 16 Список литературы: 1.Байкалова В.Н., Колокатов A.M. Методические указания по расчету (назначению) режимов резаний при точении. М.: МИИСП, 1989. 2. «Резание материалов» Косенко А.И. Методические указания для самостоятельной работы студентов НовГУ 3.Справочник технолога машиностроителя. В.2-х т. / Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. М.: Машиностроение, 1985. 4. Косенко А.И Оптимизация процессов резания, В. Новгород, 2006 г. 5. Барановский Ю.В. «Режимы резания металлов» справочник, Изд. 3-е, переработанное и дополненное. М., «Машиностроение», 1972г. 17 ПРИЛОЖЕНИЯ 18 19 20 21 22 23 24 Мощность электродвигателя главного движения, КПД станка, значения продольных и поперечных подач, а также значения допустимых усилий подач токарных станков. Модели станков: 1А62,1А62Б, 1А62Г Мощность электродвигателя главного движения Nэ = 7 кВт; КПД станка η = 0,75. Продольные подачи: 0,082; 0,088; 0,10; 0,11; 0,12; 0,13; 0,14; 0,15; 0,16; 0,18; 0,20; 0,23; 0,24; 0,25; 0,28; 0,30; 0,33; 0,35; 0,40; 0,45; 0,48; 0,50; 0,55; 0,60; 0,65; 0,71; 0,80; 0,91; 0,96; 1,00; 1,11; 1,21; 1,28; 1,46;1,59. Поперечные подачи станка: 0,027; 0,029; 0,033; 0,038 0,040; 0,042; 0,046; 0,050; 0,054; 0,058; 0,067; 0,075; 0,079; 0 084; 0,092; 0,10; 0,11; 0,12; 0,13; 0.15; 0,16; 0,17; 0,18; 0,20; 0,22; 0,23; 0,27; 0,30; 0,32; 0,33;'0,37; 0,40; 0,41; 0,48; 0,52. 1В62Г Мощность электродвигателя главного движения Nэ = 7,5 кВт; КПД станка ц = 0,786. 25 Продольные подачи станка; 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,4; 2,8. Поперечные подачи станка 1/2 от Sпрод., т.е. 0,025-1,4. Наибольшее усилие, допускаемое механизмом продольной подачи - 7500 Н, поперечной подачи - 2600 Н. 1К62 Мощность электродвигателя главного движения Nэ = 7,5 кВт; КПД станка η = 0,75. Продольные подачи станка: 0,070; 0,074; 0,084; 0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0;28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,61; 0,70; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21'; 1,4; 1,56; 1,74; 1,9; 2,08; 2,28; 2,42; 2,8; 3,12; 3,48; 3,8; 4,16. Поперечные подачи станка; 0,035; 0,037; 0,042; 0,048 0,055; 0,06; 0,065; 0,07; 0,074; 0,084; 0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,6; 0,7; 0,78; 0,87; 0,95; 1,04; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08; 1,14; 1,21; 1,4; 1,56; 1,74; 1,9; 2,08. Наибольшее усилие, допускаемое механизмом продольной подачи - 3600 Н, поперечной подачи 5500 Н. 16К20 Мощность электродвигателя главного движения Nэ = 10 кВт, КПД станка η = 0,75. Продольные подачи станка: 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,4; 2,8. Поперечные подачи станка, мм/об: 1/2 от Sпрод., т.е. 0,025-1,4. Наибольшее усилие, допускаемое механизмом продольной подачи - 6000 Н. 26