Износостойкий твёрдый сплав ВК8УДП для
advertisement

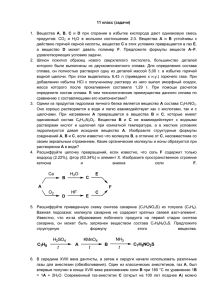
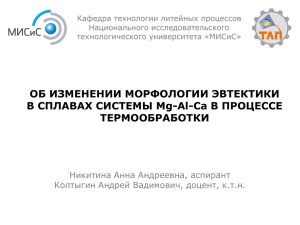
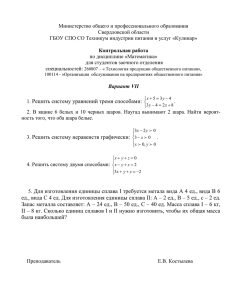
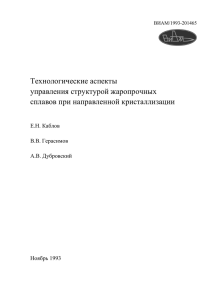
Секция 9 «ТЕХНИЧЕСКАЯ ФИЗИКА». Износостойкий твёрдый сплав ВК8УДП для подшипников скольжения и режущего инструмента к.т.н.,доц. Борисенко Н.И., Чичиро Е.А. ЭПИ НИТУ "МИСиС" Для изготовления подшипников скольжения, работающих в абразивных средах, например в потоке сырой нефти, содержащей до 30% кварцевого песка, применяют твёрдые сплавы, как правило, на основе карбида вольфрама. Интенсивность износа твёрдых сплавов напрямую связана с размерами зёрен карбида вольфрама. Однако получение мелкозернистых сплавов требует применения ещё более мелкозернистых порошков карбида вольфрама, получение которых сопряжено со значительными трудностями. В Студенческой конструкторской исследовательской лаборатории М-30 ЭПИ МИСиС в течение ряда лет проводятся эксперименты по применению добавок нанопорошков карбидов тугоплавких металлов для модификации структуры твёрдых сплавов с целью повышения прочности и сопротивления изнашиванию [1]. В СКИЛ М-30 разработан способ уменьшения размеров зерна твёрдого сплава, получаемого из шихты «обычной крупности». На рисунке 1 показаны микроструктуры твёрдых сплавов ВК8 и ВК8 УДП. Рисунок 1 - Сравнение микроструктур твёрдых сплавов. А - ВК8, размер зёрен 1-8 мкм; Б - ВК8УДП, размер зёрен 0,8-1,3 мкм. (СКИЛ М-30 ЭПИ МИСиС) Добавлением небольших количеств наночастиц карбида вольфрама можно добиться измельчения размеров зёрен спечённого твёрдого сплава [2-7]. Основной трудностью при модификации твёрдого сплава наночастицами была невозможность смешивания наночастиц с частицами «обычной» крупности. Выход был найден применением ультразвукового смешивания в кавитационной области с высокой интенсивностью энергии [15]. Причиной измельчения зёрен карбида вольфрама при рекристаллизации является избыточная поверхностная энергия, свойственная наночастицам. При спекании в присутствии наночастиц, наночастицы полностью переходят в жидкую фазу, в результате чего, высвобождается избыточная поверхностная энергия, которой обладают наночастицы. Поверхностная энергия затрачивается на формирование новых поверхностей частиц, а её избыток – на уменьшение самих зёрен твёрдого сплава ВК8.Таким образом, сначала более крупные частицы слегка уменьшаются в размерах. А далее, при кристаллизации, крупные частицы растут медленнее, а более мелкие – быстрее, что приводит к выравниванию размеров частиц в сплаве. Как показывают эксперименты величина избыточной энергии такова, что не только снижается температура спекания, но Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 18 Секция 9 «ТЕХНИЧЕСКАЯ ФИЗИКА». и размеры получаемых зёрен на порядок меньше исходных. При спекание стандартного твёрдого сплава зерно увеличивается в 2…5 раза. При спекание модифицированного твёрдого сплава – всего на 10…20%. (рис.2) Рисунок 2 - Относительное увеличение размеров частиц разной величины при рекристаллизации. Например, из стандартной шихты с размером зёрен 1-3 мкм получается твёрдый сплав с размером зерна 0,8 – 1,0 мкм, причём доля таких зёрен в сплаве составляет до 90%, в то время как для серийных мелко- и особомелкозернистых сплавов доля зёрен минимальных размеров установленная стандартом составляет 60-65 %. Но это явление наблюдается только при определённом количественном соотношении добавки и основного материала. В результате исследования рассчитаны пределы процентного содержания добавки ультрадисперсного порошка карбида вольфрама, которые составили 1,5 - 5,7% в зависимости от размеров ультрадисперсных частиц в интервале 10-100 нм (рис.3). Рисунок 3 - Микроструктура твёрдого сплава ВК8. А- стандартный сплав, размер зёрен до 4 мкм, Б - сплав с 1,1% нанопорошка карбида вольфрама, средний размер зёрен 2,8 мкм, В - добавлено 2,2% УДП карбида вольфрама, средний размер зёрен 1,6 мкм. (СКИЛ М-30 ЭПИ МИСиС) Прямое применение нанопорошков для получения мелкодисперсной структуры твёрдых сплавов не дало результатов - получаемые композиции были хрупкими, пористыми и трещиноватыми [8]. Заготовки из нанопорошков разрушаются по всем трём осям, что говорит об избыточной поверхностной энергии наночастиц (рис.4). Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 19 Секция 9 «ТЕХНИЧЕСКАЯ ФИЗИКА». Сравнение физико-механических свойств твёрдых сплавов показывает, что добавление наночастиц улучшает качество стандартного сплава ВК8. Присадка наночастиц карбида вольфрама, равномерно распределённая в объёме связующей фазы, приводит к упрочению сплава, и увеличивают способность сопротивляться деформациям. Сверхвысокие прочность и ударная вязкость таких материалов объясняются тем, что между частицами разных фаз (WC и Co) формируются трехмерные контакты. С уменьшением размеров зёрен твёрдого сплава увеличивается его твёрдость - она становится такой, как у сплавов групп М и ОМ, но прочность на изгиб не снижается, оставаясь на уровне исходного твёрдого сплава [9-13]. Резко возрастает ударная вязкость. Рисунок 4 - Разрывы заготовки, спечённые из нанопорошка твёрдого сплава ВК8. А - разрыв по радиальной оси, Б - разрывы по нормальным и тангенциальным направлениям. (СКИЛ М-30 ЭПИ МИСиС) При добавлении избыточного количества наночастиц карбида вольфрама получается игольчатая микроструктура твёрдого сплава ВК8 (рис.5). Рисунок 5 - Микроструктура твёрдого сплава ВК8 с избыточным количеством наночатсиц карбида вольфрама. (СКИЛ М-30 ЭПИ МИСиС) Некоторые физико-механические свойства модифицированного твёрдого сплава ВК8, обозначенного нами ВК8УДП, приведены в таблице 1 [13,14]. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 20 Секция 9 «ТЕХНИЧЕСКАЯ ФИЗИКА». Таблица 1 Физико-механические свойств твёрдых сплавов Плотность γ, г/см3 Прочность при поперечном изгибе σизг, МПа Твёрдость HRA, кг/мм2 Ударная вязкость K1c, кгс м/мм2 ВК8, ГОСТ 3882-74 14,4 - 14,8 1600 87,5 0,25 ВК8УДП, СКИЛ М-30 14,3-14,6 1800 89-90 1,5-2,0 Марка сплава В СКИЛ М-30 получены определённые технические результаты, показавшие возможность применения модифицированного твёрдого сплава ВК8УДП для подшипников скольжения работающих в абразивной среде. Изнашивание модифицированных твёрдых сплавов происходит значительно медленнее по сравнению со стандартными твёрдыми сплавами и подшипниковыми сталями. Испытания на износостойкость показали, что в абразивной среде подшипники, изготовленные из сплава ВК8УДП, изнашиваются в 2,6 раз медленнее, чем подшипники из серийного твёрдого сплава ВК8 и в 27 раз медленнее, чем из стали ШХ15, применяемой в настоящее время для изготовления таких подшипников (рис.6). 27,0 25,0 17,0 20,0 15,0 7,0 3,0 2,6 10,0 1,0 5,0 0,0 ШХ15Т63НМВ ВК30 ВК15 ВК8 ВК8УДП Относительный износ 30,0 Рисунок 6 - Результаты изнашивания материалов (по данным ИМАШ Ресурс) Партия подшипников из модифицированного твёрдого сплава прошла успешные испытания на нефтепромыслах в составе погружных насосов. Следует отметить, что и режущий инструмент, изготовленный из модифицированного твёрдого сплава ВК8 УДП, имеет от двух до десяти раз большую размерную стойкость при обработке жаропрочных сплавов, чем резцы из сплавов ВК8ОМ и ВК6ОМ на режимах обработки, установленных технологическим регламентом для инструмента из упомянутых сплавов. При этом прочность сплава ВК8УДП остаётся на уровне стандартного сплава ВК8, что позволяет применять резцы для обдирочных и черновых операций механической обработки жаропрочных сплавов, то есть на операциях, для выполнения которых твёрдые сплавы до настоящего времени не применяются. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 21 Секция 9 «ТЕХНИЧЕСКАЯ ФИЗИКА». Была проведена серия испытаний режущего инструмента на примере точения. Испытания проходили в МВТУ им.Н.Баумана, ЦНИИТМаш-е, Ульяновском ГТУ и ряде промышленных предприятий. Существенное повышение стойкости токарного резца наблюдается при работе на режимах резания, установленных для резцов из стандартного твёрдого сплава ВК8. Увеличение скорости резания для повышения производительности снижает стойкость резца, поскольку красностойкость материала ВК8УДП и ВК8 одинаковы - связкой и в том и в другом случае является кобальт, а его свойства не изменяются. Это показано на рисунке 7. Из рисунка видно, что при повышении скорости резания кривые стойкости сходятся при некоторой температуре максимальной как для сплава ВК8, так и для ВК8УДП. Испытания, проведённые ранее [9-11] показали, что кромки режущего инструмента из модифицированных твёрдых сплавов сохраняют свою форму в течение всего срока службы. Рисунок 7 - Зависимость стойкости инструмента от скорости резания при точении жаропрочного сплава ХН73МБТЮ-ВД. Подача S = 0,2 мм/об, глубина t = 0,5 мм. (по данным ЦНИИТМаш) Испытания подтвердили высокую устойчивость режущей кромки. Результаты этой серии опытов показаны на рисунке 8. Рисунок 8 - Износ передней (внизу) и задней (вверху) поверхностей резца их твёрдых сплавов с различным содержанием наночастиц карбида вольфрама при точении сплава ХН62ВМЮТ-ВД. А - содержание наночастиц в шихте 1%, Б - 2%, В - 5%, Г - 10%. (МГТУ им. Н.Баумана). Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 22 Секция 9 «ТЕХНИЧЕСКАЯ ФИЗИКА». Как видно из фотографий износ по поверхностям резца почти не зависит от содержания наносоставляющей в шихте и составляет: для задней поверхности от 0,12 0,15 - 0,14 - 0,09 мм и для передней поверхности - 0,09 -0,11 - 0,14 - 0,07 мм для концентрации наносоставляющей 1 - 2 - 5 -10% соответственно. Износ стандартного твёрдого сплава при тех же условиях обработки составил по задней поверхности 0,5 мм и по передней - образовалась лунка глубиной 0,2 мм и шириной 2 мм (рис.9.). Рисунок 9 - Износ резца из твёрдого сплава ВК8 после обработки сплава ХН62ВМЮТ-ВД. (СКИЛ М-30 ЭПИ МИСиС) Выводы 1. Добавлением определенных количеств наночастиц карбида вольфрама можно добиться измельчения размеров зёрен спечённого твёрдого сплава, что приводит к резкому увеличению удельной вязкости до 1,5-2,0 кгс м/мм2, увеличению прочности на изгиб – до 1800 МПа и твёрдости HRA – до 89-90 кг /мм2 . 2. Износостойкость подшипников скольжения работающих в абразивной среде, изготовленных из модифицированного твёрдого сплава ВК8УДП в 2,6 раза больше, чем подшипники из серийного сплава ВК8 и в 27 раз больше, чем подшипники из стали ШХ15. 3. Стойкость токарных резцов из модифицированного твёрдого сплава ВК8УДП при черновом и получистовом точении жаропрочных сплавов повышается до 10 раз, а при точении нержавеющей сталь - до 1,5 - 2 раз, если используется режим резания, задаваемые технологическими регламентами, то есть без увеличения скорости резания, принятой при обработке упомянутых сплавов. Литература 1. Борисенко Н.И., Молдавер В.А., и др. Опыт применения наноразмерных порошков в технологии твёрдых сплавов. Сб трудов VI Всероссийской (международной) конференции "Физикохимия ультрадисперсных (нано-) систем. М. МИФИ, 2003. 2. Борисенко Н.И., Демидова С.Ю., Пушкин В.В. Опыт наблюдения за поведением добавок нанопорошков карбида вольфрама при спекании твёрдых сплавов. Журнал Технический прогресс в атомной промышленности. №1,.Москва - Электросталь, АТОМПРЕССА.2001г. 3. Афанасьев А.А., Борисенко Н.И., Борисенко О.Н., Калмыков В.И., Рягузов С.А. Управление структурой твёрдого сплава ВК8 добавлением наночастиц карбидов Журнал "Конструкции из композиционных материалов" №3, М:. ВИМИ. 2007г. 4. Борисенко Н.И, О.Н. Борисенко, П.А. Лисин Моделирование структуры твёрдого сплава с наночастицами карбида вольфрама Сборник научных трудов и инженерных разработок. Ориентированные фундаментальные исследования – федеральные целевые программы, наукоёмкое производство. Под ред. ак.АН РАН Фролова К.В. – М: Эксподизайн. 2007. -462с. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 23 Секция 9 «ТЕХНИЧЕСКАЯ ФИЗИКА». 5. Борисенко Н.И, О.Н.Борисенко, П.А. Лисин, В.В.Сербин, Е.В.Сербина Моделирование при разработке твердосплавных нанокомпозиций Сборник трудов Конференции "Нанотехнологии - производству.2007" 28-30 ноября 2007г. Фрязино. 6. Борисенко Н.И, В.И.Калмыков, И.А.Сергеев, М.В.Кондратьева, И.Ф.Чернова, Е.А. Чичиро Модифицирование твёрдого сплава для режущего инструмента в технологии утилизации автопокрышек Труды VI Московской Международной конференции "Теория и практика технологий производства изделий из композиционных материалов и новых металлических сплавов (ТПКММ). 21-24 апреля 2009, МГУ.Знание. г. Москва. 7. Борисенко Н.И, Калмыков В.И., Башков В.М., Петровская Т.М., Кобицкой И.В. Способ определения оптимального состава твёрдого сплава Патент РФ 2365465 Заявка №2007146937 от 20.12.07/27.08.2009. 8. Пушкин В.В., Борисенко Н.И., Демидова С.Ю. Опыт наблюдения за поведением добавок нанопорошков карбида вольфрама при спекании твёрдых сплавов. журн. Технический прогресс в атомной промышленности. Январь-июнь 2001, №1, Электросталь, Атомпресса. 9. Борисенко Н.И., Рягузов С.В. Износ резцов из твёрдого сплава ВК8 модифицированного УДП карбида вольфрама Сборник научных Трудов Научной сессии МИФИ-2004, том 9, М.,2004г. 10. Афанасьев А.А., Борисенко Н.И., Рягузов С.В., Смирнов Н.И., Смирнов Н.Н., Прожега М.В. Изнашивание твёрдого сплава, модифицированного наночастицами карбида вольфрама. Труды 5-й международной конференции "Теория и практика применения композиционных материалов",29-30 ноября. Москва, МГУ, Знание. 2007г. 11. Борисенко Н.И., Борисенко О.Н., Молдавер В.А., Лебедев А.В., Кобзарёв Н.В., Пушкин В.В. Режущая кромка резца как объект нанотехнологии (ФОРМИРОВАНИЕ, ПОЛУЧЕНИЕ, ИСПЫТАНИЕ), Журн."Нанотехника" № 4(12) .2007г. М.; Знание. 12. А.А.Афанасьев, Борисенко Н.И, О.Н.Борисенко, В.И.Калмыков, П.А.Лисин, С.В. Рягузов, В.В.Сербин, Е.В.Сербина, Н.И.Смирнов, Н.Н.Смирнов, М.В. Прожега Повышение надёжности деталей технологической оснастки с использованием твёрдых сплавов, модифицированных наночастицами карбида вольфрама Журнал "Ремонт, восстановление, модернизация" №12, М.;"Наука и технологии". 2007г. 13. Борисенко Н.И., В.И.Калмыков, И.А.Сергеев, М.В.Кондратьева, И.Ф.Чернова, Е.А.Чичиро Применение твёрдого сплава, модифицированного присадкой наночастиц в технологи утилизации автопокрышек. Труды XI Международной научно-практической конференции "Ресурсосберегающие технологии ремонта, восстановления и упрочнения деталей машин и механизмов, оборудования, инструмента и технологической оснастки от нано- до макроуровня".14-17 апреля 2009г. Санкт-Петербург. 14. SANDVIK H10F. Extraline grain Cemented Carbide Grade for Rotary Tools. Реферат № Н-2062 PD ENG. SANDVIK. 2001г. 15.Борисенко Н.И., Сербин В.В.,Булынко А.В. Смешивание УДП кар-бидов вольфрама и тантала с шихтой твёрдого сплава из порошков "обычной" крупности Сборник научных Трудов Научной сессии МИФИ-2004, том 9, М.,2004 Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 24