прикладная механика детали машин - Санкт
advertisement

В.В. З а р е ц к и й
ПРИКЛАДНАЯ МЕХАНИКА
ДЕТАЛИ МАШИН
У ч еб н о е п о с о б и е
С ан к т-П етер б у р г
2012
Министерство образования и науки РФ
Государственное о б р а зо в а те л ь н о е учреж дение
высш его проф ессион альн ого о бр азо ван и я
САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ
ЛЕСОТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ имени С.М. Кирова
Кафедра Теории механизмов,
деталей машин
и подъёмно-транспортных устройств
В .В .З ар ец к и й , кандидат технических наук, п р о ф ессо р
ПРИКЛАДНАЯ МЕХАНИКА
ДЕТАЛИ МАШИН
У чебное пособие
Санкт-П етербург
2012
1
Р ассм о тр ен о и реком ен дован о к изданию
м етодической комиссией
ф ак у л ь тета м еханической технологии древеси н ы
Санкт-П етербургского государственного
лесотехнического университета
О т в.
р е д а кт о р
кандидат технических наук, п р о ф ессо р В.В. З а р е ц к и й
Р е ц е н з е н т ы:
З ав. каф едрой д е т а л е й машин и ОИП
доктор технических наук, п р о ф ессо р В.А. П ронин
(Санкт-Петербургский государственны й университет
низкотем пературны х и пищ евых технологий),
кандидат технических наук, д оц ен т Н.В. П л я с у н о в
(Санкт-Петербургский университет технологии и дизайна),
УДК 621.81(075.8)
З а р е ц к и й В.В. П р и к л а д н а я м е х а н и к а . Д е т а л и м а ш и н :
У чебное пособие д л я студентов всех ф о р м обучения, слу ш ател ей
ФПК. СПб. 3-е п ер ер аб о тан н о е издание: СПбГЛТУ, 2012. - 104 с.
ISBN 978-5-9239-0275-4
Представлено кафедрой теории механизмов и машин, деталей машин
и подъёмно-транспортных устройств.
В соответствии с рабочей программой курсов «Прикладная механика. Де­
тали машин» в данном пособии изложены основные сведения по фундамен­
тальным разделам названных дисциплин. В необходимом объёме освещены
основы взаимозаменяемости, приведены сведения о современных конструкци­
онных материалах и изложены подходы к проектированию машин и их деталей.
Предлагаемая работа содержит также методические указания по изуче­
нию тем и разделов названных курсов и будет полезна для самостоятельного
изучения и контроля полученных знаний.
Темплан 2012 г. Изд. №
ISBN 978-5-9239-0275-4
© Санкт-Петербургский государственный
лесотехнический университет (СПбГЛТУ), 2012
2
Когда-нибудь м ы вспомним снова,
что инженер - всему основа.
ПРЕДИСЛОВИЕ
«Прикладная механика» и «Детали машин» в основном завершают
общетехническую подготовку студентов. Инженер - представитель одной
из самых распространённых профессий. Слово «инженер» имеет в основе
латинское «ingenium» - ум, способности, одарённость, проницательность.
Сущность деятельности инженера - решение конкретных производствен­
ных задач, дающих наиболее эффективный и качественный результат.
Какие качества важны для инженерной деятельности?
Умение по-новому взглянуть на предмет, явление, пробле­
му, то есть быть новатором;
владение методами решения инженерных задач - навыками
научного, логического мышления, математическим аппаратом;
умение делать эскизы и чертежи, слушать и излагать свои
мысли, ибо кто ясно мыслит, - ясно излагает.
И вопрос не в том, что вы делаете, а в том, как вы это делаете.
Даже когда вы не знаете, что именно вы делаете, - делайте это
тщательно. Большинство инженеров остаются верными весьма важ­
ным ценностям, которые не слишком-то популярны в настоящее вре­
мя. Главные из них - это ответственность и объективность.
Инженеры имеют дело не только с людьми со всеми их слабо­
стями и прихотями, но и с физическими явлениями. Если с людьми
можно спорить и в некоторых случаях обмануть, то спорить с физиче­
скими явлениями бесполезно.
Основной задачей курса «Прикладная механика. Детали машин» яв­
ляется приобретение студентами навыков расчёта и конструирования ме­
ханических передач, их деталей, узлов и соединений, развитие умений и
навыков выполнять инженерно-технические проекты соответствующих
специальности производств.
Реализация поставленной задачи предусматривается на конкретных
объектах - транспортирующих и технологических машинах лесного ком­
плекса. Это способствует мотивации изучения курса «Прикладная механи­
ка. Детали машин» и обеспечивает практическую направленность знаний
при изучении студентами профессиональных предметов. Объектом для
выработки навыков решения инженерно-технических задач и закрепления
теоретических знаний служит проектирование электромеханического при­
вода технологических и транспортирующих машин отрасли.
При этом студенты выполняют кинематические расчёты, определя­
ют действующие нагрузки на детали, производят расчёты деталей по кри­
териям их работоспособности, решают вопросы выбора материалов, осве­
щают вопросы сборки узлов и привода в целом. Они также знакомятся с
3
действующими стандартами, нормативными материалами и иной справоч­
ной литературой при конструировании деталей и выполнении конструк­
торской документации.
Основная цель предлагаемого Пособия - помочь студентам усвоить
основное содержание курса, подготовиться к выполнению курсового про­
екта и сдаче экзамена по деталям машин. Пособие рекомендуются в каче­
стве первичной литературы: здесь изложена суть наиболее сложных тем,
приведены контрольные вопросы по изучаемому материалу. Оно не заме­
няют учебную и специальную методическую литературу:
• Иванов М.Н. Детали машин. Учебник для вузов. М., 2003. - 408 с.
• Решетов Д.Н . и др. Детали машин. Под ред. О. Ряховского. М., 2002. 544 с.
• Воскресенский В.Е., Зарецкий В.В. Проектирование электромеханиче­
ского привода конвейера. Учебное пособие по курсовому проектирова­
нию. СПб.: СПбГЛТА, 2006. - 140 с. + Приложение - 92 с.
• Грубе Н .А ., Я ковлев Г.И., Бочарова Т.Г. Проектирование и расчёт при­
водов технологического и транспортного оборудования. Методические
указания по курсовому проектированию. СПб.: СПбГЛТА, 2006. - 64 с.
• Зарецкий В.В. Расчёт и проектирование электромеханического привода
конвейера с гибким тяговым элементом. Методические указания по
курсовому проектированию. СПб.: ИПО ЛТА, 2008. - 48 с.
• Зарецкий В.В. Расчёт и проектирование электромеханического привода
машин и оборудования химической промышленности. Методические
указания по курсовому проектированию. СПб.: ИПО ЛТА, 2010. - 36 с.
• Зарецкий В.В. Расчёт и проектирование электромеханического привода
цепного конвейера. Методические указания по курсовому проектирова­
нию. СПб.: ИПО ЛТУ, 2012. - 48 с.
4
Сначала конструктор делает сложно и плохо,
затем сложно и хорошо,
и лишь потом - просто и хорошо.
1. О СНОВЫ ПРОЕКТИРОВАНИЯ МАШИН И ОБОРУДОВАНИЯ
1.1. С т а н о в л е н и е м е х а н и к и ка к н а у ч н о й д и с ц и п л и н ы
Термин механика происходит от греческого ^s%aviKa - «искусство
построения машин». Механика, как искусство построения машин, является
энциклопедией всех вопросов, теорий и способов расчёта конструкций
машин, механизмов и их деталей. Это обусловлено потребностями про­
мышленности, ибо в настоящее время почти все основные рабочие процес­
сы осуществляются машинами и механизмами.
В XVII - начале XVIII века естествознание рассматривалось как со­
вокупность таких научных дисциплин, как математика, астрономия, меха­
ника, физика и химия. Ведущей наукой в этом перечне в то время оказа­
лась механика. Это было обусловлено бурным развитием мануфактурной
промышленности в основных странах Европы.
Классическую механику называют «ньютоновской механикой», свя­
зывая её с именем великого английского физика и математика XVII века И.
Ньютона, который заложил теоретические основы механики и астрономии,
то есть создал теоретическую механику - раздел механики, формулиру­
ющий общие законы движения материальных точек, их систем, абсолютно
твёрдых тел и сплошных сред.
В период развития классической механики, охватывающий проме­
жуток времени со второй трети XVIII века до первых десятилетий ХХ ве­
ка, произошла промышленная революция и наступила эпоха развития
крупной машинной промышленности. В XIX веке основным двигателем на
фабриках стала паровая машина, которая позволяла регулировать мощ­
ность, и не была привязана к определённому месту в отличие от гидравли­
ческого двигателя. Машины оснащаются сложными исполнительными ме­
ханизмами, возникает станкостроение.
Для решения насущных и разнообразных задач инженерной практи­
ки в XIX веке появилась прикладная м еханика - особая отрасль механи­
ки, занимающаяся применением законов механики к практическим зада­
чам: постройке машин, механизмов и других конструкций. В это время
техника начинает проявлять интерес к расчётам и определению сил реак­
ций связей в машинах, тогда как в XVIII веке ни возможностей для этого,
ни попыток такого расчёта не было.
Механические дисциплины были сориентированы на решение при­
кладных задач: определение сопротивления трения, энергетический расчёт
машин, исследование действия маховых колёс, регуляторов и т.п. Почти
вся исследовательская работа в области механики сосредоточивается в об­
5
ласти специальных механических дисциплин, и материал механики под­
разделяется на отдельные разделы: теория механизмов и маш ин, теория
упругости, строительная механика, сопротивление м атериалов, дета­
ли м аш ин и механизмов.
С овременная механика конца ХХ - н ачала XXI века также слу­
жит потребностям производства, и её значение в настоящее время суще­
ственно возрастает, поскольку сейчас запросы промышленности стали со­
вершенно иными, чем ранее. Вследствие этого механика претерпела серь­
ёзные изменения: в её составе выделились автом атика, робототехника,
мехатроника, вы сокие технологии и другие направления.
Авт омат ика - отрасль науки и техники, разрабатывающая теорию
и методы автоматизации производственных процессов. Слово «автомат» в
переводе с греческого языка означает самодвижущийся - так называется
механическое или электромеханическое устройство, способное без помо­
щи мускульной силы человека или животного выполнять действия или
цикл действий, производя при этом полезную работу.
В развитых странах активно происходит процесс автоматизации тру­
да, то есть замены человека на тяжёлых и вредных производствах маши­
нами. Так, транспортирование грузов оказывается в современном произ­
водстве самой дорогостоящей и трудоёмкой операцией: например, в гор­
нодобывающей и лесной промышленности затраты на транспорт состав­
ляют до 80%, а в металлургии и машиностроении - до 40% стоимости про­
дукции.
Ростом производительности технологического оборудования обу­
словлена также и необходимость автоматизации переместительных опера­
ций. Для серийного и мелкосерийного производства, составляющего в
настоящее время около 80% всего объёма продукции, технологическое
оборудование должно быть восприимчиво к оперативной переналадке, ав­
томатизированные устройства подачи в обрабатывающий узел заготовок и
сырья и подачи готовых деталей и узлов на сборку должны одновременно
ориентировать их в пространстве.
Такими устройствами являются роботы. Робот (согласно ГОСТ
25685-83) - это перепрограммируемая автоматическая машина, применяе­
мая в производственном процессе для выполнения двигательных функций,
аналогичных функциям человека, при перемещении предметов производ­
ства и (или) технологической оснастки.
Компьютеры позволяют обеспечить программирование как матема­
тических вычислений, так и рабочих процессов, которые могут быть запи­
саны в виде алгоритмов. В 70-е годы ХХ века на производство пришли
станки с числовым программным управлением (станки с ЧПУ), а затем и
настоящие роботы. Наиболее активно роботизация протекает в Японии,
где в настоящее время робототехнику изучают в школах и вузах наравне с
6
компьютерной грамотностью. Всего на японских предприятиях в 2002 году
было порядка 150 тысяч самых различных роботов.
М ехат роника родилась в конце ХХ столетия и представляет собой
синтез механики и кибернетики. Она занимается созданием электромеха­
нических станков с весьма высокой точностью обработки деталей. Мехатроника использует компьютерное алгоритмирование технологических
процессов, опирающееся на фундаментальные законы механических дис­
циплин. Посредством теоретической механики рассчитываются оптималь­
ные перемещения подвижных элементов станка. Затем компьютер состав­
ляет алгоритм работы станка и согласует движения всех его частей. ЭВМ
управляет режимами обработки, которая позволяет изготавливать очень
сложные изделия.
Применение высоких технологий на практике можно иллюстриро­
вать работой Инженерного центра прототипирования, организованном на
Уфимском моторостроительном производственном объединении (УМПО)
в 2004 году. Это предприятие разработало и выпустило более 50 базовых и
модифицированных авиационных двигателей, на которых летают Су-25,
Су-27, Су-30, Су-35, Ту-334, самолёт-амфибия Бе-200 и др. Более 25 моде­
лей двигателей было выпущено для ракет различного класса.
Но больше всего учёных привлекают нанот ехнологии, то есть об­
ласть прикладной науки и техники, занимающаяся изучением свойств объ­
ектов размером в 10-9 метра и применением устройств подобных размеров.
По нанотехнологии получают сверхпрочные материалы из углерод­
ных волокон (нанотрубок). Например, корпус авиалайнера Boeing-787 из­
готовляют в виде кокона (углеродное волокно и резина, спечённые при вы­
сокой температуре), в котором затем прорезают иллюминаторы, проёмы
для дверей и т.д. С помощью нанотехнологий увеличивают объём компью­
терной памяти и скорости передачи данных, получают новые полупровод­
никовые приборы и микросхемы.
Н анороботы по своему строению, поведению, формам активности и
деятельности копируют настоящие микроорганизмы. С помощью миниа­
тюрной робототехники можно изготавливать сложнейшие детали, прово­
дить ремонт разнообразных устройств, исследование рабочих циклов ме­
ханизмов, осуществлять тончайшие хирургические операции.
Покрытие из наноматериалов повышают износостойкость деталей,
предотвращают появление ржавчины, помогают материалу самоочищаться
или не смачиваться водой и т.д. В апреле 2010 г. в г. Рыбинске начато про­
изводство металлорежущего инструмента с покрытием из наноматериалов.
В энергетике и электронике используют покрытие из наноматериалов для
солнечных батарей, что увеличивает из КПД.
7
1.2. М а ш и н ы х и м и к о - л е с н о г о к о м п л е к с а и и х п р и в о д
КЛАССИФИКАЦИЯ МАШИН, МЕХАНИЗМОВ И ИХ ДЕТАЛЕЙ
Для выполнения производственных процессов во всех отраслях хо­
зяйства используются машины. М аш ина - устройство для преобразования
энергии, материалов и информации с целью облегчения труда человека.
Машиностроение - техническая база для промышленности, транспорта и
сельского хозяйства.
В зависимости от характера рабочего процесса различают:
- энергетические машины, преобразующие в механическую энергию
иные виды энергии, и наоборот (электродвигатели, паровые двигате­
ли, двигатели внутреннего сгорания, турбины и др.);
- технологические машины, которые изменяют размеры, форму,
свойства или состояние обрабатываемых предметов и материалов
(металлорежущие и деревообрабатывающие станки, роботы и т.д.);
- транспортирующие машины, которые преобразуют энергию дви­
гателя в энергию перемещения масс, изделий, объектов труда (кон­
вейеры, подъёмные краны и др.);
- информационные машины, предназначенные для получения и
преобразования информации (компьютеры и другие машины, выпол­
няющие контрольно-измерительные операции, функции регулирова­
ния и управления технологическими процессами).
Машины преобразуют энергию, однако её нужно сначала получить, а
затем использовать. Ещё Леонард Эйлер установил, что машина обяза­
тельно должна иметь двигатель, который преобразует энергию и произво­
дит движение, а затем посредством механизмов преобразует движение и
передаёт его исполнительному механизму, выполняющему необходимую
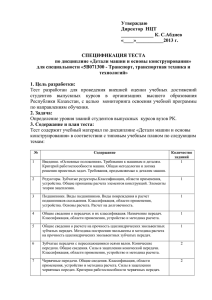
работу. Основными частями т ехнологических и т ранспорт ирую щ их
м аш ин являются двигатель, передаточный и исполнительный механизмы,
а также система управления (рис. 1.1).
I
Технологическая
или транспорти­
рующая машина
Система управления
Двигатель
(электродвига­
тель, ДВС)
—
Передаточный
механизм
(или механиз­
мы)
I
-
Исполнительный
механизм
(или механизмы)
Рис. 1.1. Блок-схема машины
В узком смысле м аш ина - устройство из одного или несколько ме­
ханизмов, осуществляющая механическое движение для выполнения рабо­
чего процесса. Привод м аш ины - устройство, состоящее из двигателя, пе­
редаточного механизма и системы управления, для приведения в движение
исполнительного органа машины. Трансмиссия - устройство для передачи
вращения от одного двигателя нескольким потребителям энергии.
8
Машина состоит из механизмов, узлов, деталей и элементов, обеспе­
чивающих соединение составных частей в функционирующее изделие.
М еханизм - приспособление для передачи и преобразования движе­
ния. Механизмы по функциональному назначению подразделяют на: пере­
даточные и исполнительные; механизмы управления, контроля и регули­
рования; механизмы подачи, транспортирования и др. Здесь рассматрива­
ются только передаточные механизмы, которые по конструктивным при­
знакам можно подразделить на: ры чаж ны е, кулачковы е, механизмы с
гибкими звеньям и, фрикционны е, зубчатые, винтовы е и комбиниро­
ванны е механизмы.
Структура механизма определяет вид закона передачи движения от
ведущего звена к выходному. Например, кривошипно-ползунный механизм
(рис. 1.2) применяют как для преобразования вращательного движения в
возвратно-поступательное движение (механические ножовки, поршневые
насосы и т.д.), так и для преобразования возвратно-поступательного во
вращательное движение (двигатели внутреннего сгорания).
В
Рис. 1.2. Схема кривошипно-ползунного механизма
(0 - стойка, 1 - кривошип, 2 - шатун, 3 - ползун)
Д ет аль - изделие, изготовленное из однородного по наименованию
и марке материала, без применения сборочных операций (винт, гайка,
шайба, литая станина станка и др.). Из существующих примерно 200
наименований деталей можно сконструировать свыше 5000 механизмов.
Узел - сборочная единица, состоящая из ряда деталей, имеющих
общее рабочее назначение (подшипник качения, муфта, редуктор).
По назначению детали и узлы машин подразделяются на:
• детали и узлы передач и соединений - шкивы, шестерни, звёздочки,
валы, подшипники, муфты, болты, винты, гайки, шпонки и др.;
• детали смазочных, защ итны х и предохранительны х устройств сальники, защитные шайбы и др.;
• корпусны е детали - станины, рамы, корпуса, картеры и др.
К онтрольны е вопросы:
1. Чем отличается машина от механизма, деталь от узла.
2. Из каких частей состоит технологическая машина.
3. Что включает в себя привод машины.
9
ТЕХНОЛОГИЧЕСКИЕ И ТРАНСПОРТИРУЮЩИЕ МАШИНЫ
ХИМИКО-ЛЕСНОГО КОМПЛЕКСА
На предприятиях лесной и химической промышленности работают
различные машины и оборудование для производства целлюлозы и бума­
ги, пластиков и плит, а также транспортирующие и грузоподъёмные ма­
шины. Рассмотрим некоторые из них.
Перемеш ивание - один из самых распространённых процессов в
химической технологии, применяемый для получения однородных раство­
ров, приготовления эмульсий, взвешивания суспензий и для интенсифика­
ции процессов нагревания или охлаждения. Во многих технологических
процессах применяют ёмкостные механические смесители.
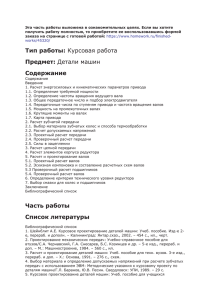
М еханический смеситель (рис. 1.3) состоит из привода и самой ме­
шалки обычно с вертикальным валом. В зависимости от агрегатного состо­
яния перемешиваемых материалов используют различные конструкции
перемешивающих устройств - мешалок. Наиболее распространёнными ви­
дами являются лопастные, пропеллерные, турбинные, якорные и рамные
мешалки. Вал мешалки для обеспечения герметичности вводится в аппарат
через манжетное или торцовое уплотнение.
Привод смесителя включает в себя
электродвигатель 1, редуктор 2, (иногда мотор-редуктор), муфту 4 и крепится на
крышке аппарата с помощью стойки 3 и
опор 6 или рамы. Технологический расчёт
смесителя заключается в определении мощ­
ности на валу мешалки и частоты вращения
этого вала.
Рис. 1.3. Смеситель механический:
1 - двигатель; 2 - редуктор; 3 - стойка;
4 - муфта; 5 - уплотнение; 6 - опора;
7 - крышка; 8 - фланцы; 9 - лапа;
10 - рубашка; 11 - труба передавливания;
12 - днище; 13 - обечайка; 14 - мешалка
Центрифугированием называется метод разделения неоднородных
жидких систем путём отстаивания или фильтрования в поле центробежных
сил. Центрифугирование осуществляют в специальных машинах - цен­
трифугах, которые по принципу действия подразделяют на фильтрующие
и осадительные. Фильтрующие центрифуги применяют для разделения
грубодисперсных суспензий, а также для отделения влаги от штучных
материалов. Осадительные центрифуги предназначены для разделения
10
суспензий и эмульсий. Распространение получили осадительные шнековые
центрифуги непрерывного действия типа ОГШ (рис. 1.4).
2
3
4
5
6
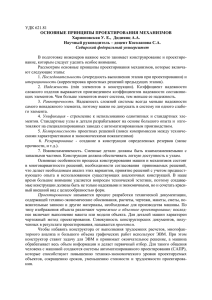
Рис. 1.4. Центрифуга осадительная типа ОГШ
Рабочий орган центрифуги - цилиндроконический барабан 10 за­
креплён с помощью двух цапф 2 в подшипниках качения 7 и 12 и получает
вращение от двигателя через ремённую передачу. Внутри барабана соосно
расположен шнек 9, который получает вращение (в направлении вращения
барабана, но с несколько меньшей скоростью) через специальный плане­
тарный редуктор 13, установленный на опоре 1. Шнек транспортирует оса­
док вдоль барабана к загрузочным окнам 3. Осадок выводится через вы­
грузной штуцер 11. Барабан закрыт кожухом 4 с перегородками, отделяю­
щими камеры для осадки и сбора фугата.
При работе центрифуги суспензия по питающей трубке 5 подаётся
во внутреннюю полость шнека, а оттуда через окна поступает в барабан 10.
Под действием центробежной силы суспензия разделяется, и на стенках
барабана осаждаются частицы твердой фазы, которые шнеком транспорти­
руются к разгрузочным окнам 3 и выводится через штуцер 11. Осветлённая
жидкость выходит из барабана по сливным окнам 6 через штуцер 8. Техно­
логический расчёт центрифуги выполняется с целью определения потреб­
ляемой при её работе мощности.
Д ля вы полнения транспортны х операций в лесной промышлен­
ности применяют конвейеры различных типов: ленточные, цепные, скреб­
ковые, винтовые, роликовые и др.
Лент очны е конвейеры (рис. 1.5) составляют до 90% всех конвейер­
ных установок и предназначены для перемещения преимущественно сы­
пучих, а также и штучных грузов. Конвейер состоит из привода 1 (в него
входят электродвигатель, редуктор и соединительные муфты), подающего
движение на приводной барабан 2 и тяговый элемент 8 в виде бесконеч­
ной ленты, которая является и грузонесущим органом конвейера. Натяже­
ние ленты обеспечивает устройство 13 с барабаном 12 и грузом 14.
11
Рис. 1.5. Конвейер ленточный
Роликовые опоры 9 на рабочей ветви ленты придают ей прямую
или желобчатую форму, а опоры 10 поддерживают холостую ветвь ленты.
Отклоняющий барабан 7 (или роликоопоры) устанавливают на перегибах
ленты. Конвейер имеет загрузочное устройство 11, разгрузочные устрой­
ства 5 и 6 (в нашем случае - плужковые сбрасыватели), разгрузочный жё­
лоб 4 и скребок 3 для очистки ленты. Наклонные конвейеры снабжают
остановом или тормозом. Все элементы конвейера монтируют на раме.
Для транспортирования длинных штучных грузов (брёвен, брусьев,
досок и т.п.) часто применяют цепные конвейеры, которые могут быть
продольными и поперечными, одноцепными и многоцепными. В продоль­
ных конвейерах груз своей продольной осью расположен по направлению
движения, а в поперечных - перпендикулярно движению цепи.
По отношению к горизонту продольные цепные конвейеры выполня­
ют наклонными, горизонтальными или комбинированными с углом подъ­
ёма наклонных участков не более 25°. Поперечные цепные конвейеры (ста­
ционарные и передвижные) могут иметь угол подъёма больше 25°.
Продольный горизонтальный цепной конвейер (рис. 1.6) состоит из
привода, сварной круглозвенной цепи 8 с рабочими траверсами 12, при­
водной звёздочки 6 с осью 7 и подшипниками 5, натяжной звёздочки 10,
установленной на валу 9 с подшипниками 10 и винтовых натяжных
устройств 11.
Привод конвейера включает в себя электродвигатель 1, ремённую
передачу 2, редуктор 3 и соединительную муфту 4 (возможна схема при­
вода без ремённой передачи). Рабочий груз опирается на траверсы (попе­
речины), жёстко соединённые с тяговой цепью. Траверсы 12 перемещают­
ся по направляющим эстакады 13. Эстакаду изготовляют металлическую
12
или деревянную, направляющие деревянной эстакады покрывают сталь­
ными полосами или уголками.
Рис. 1.6. Конвейер цепной горизонтальный
Поперечный двухцепной конвейер (рис. 1.7) состоит из привода, тя­
говых цепей 4, ведущих звёздочек 3,
направляющих звёздочек 5 и натяж­
ного устройства 6. Привод машины
включает в себя электродвигатель
1, редуктор 2 и соединительные
муфты, которые обеспечивают пе­
редачу энергии от двигателя к вход­
ному валу редуктора и от редуктора
к валу с ведущими звёздочками 3.
В горизонтальных секциях по­
перечных конвейеров груз обычно
лежит непосредственно на цепях. В
Рис. 1.7. Конвейер поперечный
наклонных секциях поперечных
с двумя цепями
конвейеров с углом подъёма до 45°
используют цепи с шагом до 250 мм и плоские упоры-толкатели. Расстоя­
ние между упорами при диаметре брёвен до 400 мм выбирают в пределах
от 700 до 1600 мм.
В результате технологического расчёта конвейера определяют
мощность на валу приводного барабана (или звёздочки) и частоту его вра­
щения, необходимые для расчёта и проектирования привода конвейера.
К онтрольны е вопросы:
1. Какие технологические машины применяют в химико-лесном ком­
плексе.
2. Поясните по рисункам устройство транспортирующих машин.
3. Для чего проводят технологический расчёт машины.
13
ТЕОРЕТИЧЕСКИЙ АНАЛИЗ И СИНТЕЗ МЕХАНИЗМОВ
В теории механизмов и машин (ТММ) механизм рассматривают как
систему сопряжённых тел, предназначенную для преобразования одного
вида движения в другой с изменением скоростей, сил и вращающих мо­
ментов, а иногда и законов движения. Теория механизмов решает задачи
анализа и синтеза механизмов. Анализ и синтез механизмов может быть
структурным, кинематическим и динамическим (силовым).
Первые труды по теории механизмов принадлежат французским
учёным Г. Монжу, Г. Кориолису, Ж. Понселе, английскому учёному Вил­
лису и др. Фундаментальное значение для теории механизмов имеют тру­
ды П.Л. Чебышева, который много сил и внимания уделял конструирова­
нию механизмов и созданию их теории, настойчиво сочетая теорию с
практикой. В начале ХХ века появляются работы по динамике механизмов,
принадлежащие Н.Е. Жуковскому. Ученик Н. Жуковского Л.В. Ассур в
диссертации на тему «Исследование плоских стержневых механизмов с
низшими параметрами с точки зрения их структуры и классификации» дал
научную классификацию плоских стержневых механизмов.
ТММ как система знаний выросла из начертательной геометрии
Г аспара М онжа, который систематизировал имеющиеся в то время знания
о машинах.
Гаспар Монж (1746...1818 гг.) - выдающийся математик и ин­
женер-металлург, член Парижской академии наук. Основной труд
Монжа по геометрии - «Начертательная геометрия» опубликован в
1799 г. Он писал: «Мы понимаем под элементами машин приспособ­
ления, с помощью которых можно получить из движения одного вида
движение иного вида, преобразуя, таким образом, движения. Ясно,
что самые сложные машины являются только результатом комбина­
ций некоторых из этих первичных приспособлений, а, следовательно,
надо лишь позаботиться о том, чтобы перечисление последних было
полным». Итак, основная идея Монжа заключается в том, что самое
существенное в машине или механизме - не покой, не статика, а
движение, точнее - преобразование движений.
В ТММ механизм рассматривают состоящим из отдельных твёрдых
недеформируемых тел, называемых звеньями. Звенья в механизме образу­
ют между собой подвижные и неподвижные соединения. От видов звеньев
и способа их подвижного соединения зависит структура механизма, опре­
деляющая вид закона передачи движения от ведущего звена к выходному.
Подвижное соединение двух соприкасающихся звеньев называют кине­
мат ической парой.
Стойка - это звено, принимаемое за неподвижное (например, ста­
нина станка, рама привода, плата механизма и др.). Подвижные звенья ме­
ханизма подразделяют на входные, промежуточные и выходные звенья.
Входное звено —это звено, которому сообщается движение для приведения
в движение других звеньев механизма, выходное - звено, совершающее
14
движение, для выполнения которого предназначен механизм. Остальные
подвижные звенья механизма называются промеж уточными. Входное
звено является ведущим звеном, остальны е звенья - ведомые.
Звенья, составляющие кинематическую пару, сопрягаются по по­
верхности, по линии или в точке. Для уменьшения изнашивания элементов
кинематической пары желательно, чтобы звенья соприкасались по поверх­
ности, то есть площадь контакта была бы максимальной, и соответственно
уменьшились бы удельные давления.
Широкое применение в механизмах машин и приборов получили
вращательные пары, которые допускают только одно вращательное дви­
жение одного звена относительно другого. Номинальные поверхности
элементов вращательной пары обычно цилиндрические (рис. 1.8, а), но мо­
гут иметь и другой вид (например, коническую или сферическую форму).
На структурных и кинематических схемах они имеют условные обозначе­
ния по рекомендациям международных стандартов (рис. 1.8, б).
Рис. 1.8. Обозначение на схемах вращательных пар
В плоских механизмах различают два вида кинематических пар:
низшие и высшие. К низш им парам относятся кинематические пары, в ко­
торой элементы звеньев соприкасаются по поверхности. Наиболее распро­
странённые виды низших кинематических пар и их условные обозначения
приведены на рис. 1.9: вращательная пара (шарнир), поступательная пара
(ползун в направляющих), винтовая пара (винт - гайка) и др.
К высшим парам (рис. 1.9) относятся кинематические пары, в кото­
рых элементы звеньев соприкасаются по линиям или в точках: а - колесо рельс, б - зубья колёс в зацеплении, в - кулачковая пара и др.
Кинемат ическая цепь - система звеньев, связанных между собой
кинематическими парами. В механизмах кинематические цепи могут быть
замкнутыми или открытыми, плоскими или пространственными. Обычно
м еханизм долж ен иметь замкнутую кинемат ическую цепь. Открытые
кинематические цепи применяются в роботах-манипуляторах, воспроизво­
дящих, например, движение руки человека (см. рис. 1.11).
15
Вращ ательная
Поступательная
Винтовая
Рис. 1.9. Кинематические пары плоских механизмов
Структурная схема м еханизм а - схема механизма, содержащая
стойку, подвижные звенья, указывающая виды кинематических пар и их
взаимное расположение.
Структурный анализ механизма предполагает определение коли­
чества звеньев механизма, вида его кинематических пар и расчёт числа
степеней свободы механизма. При структурном анализе механизм изобра­
жают в виде расчётной схемы - замкнутой кинематической цепи, в кото­
рой кинематические пары заменяют условными обозначениями.
Любое твёрдое тело до соединения с другими телами имеет на плос­
кости три, а в пространстве - шесть степеней свободы (рис. 1.10). Если
звенья входят в кинематические пары, число степеней свободы уменьша­
ется.
Число степеней свободы механизма - число независимых вариаций
возможных перемещений механизма.
У
Рис. 1.10. Число степеней свободы тела
на плоскости и в пространстве
16
Для плоских механизмов число Wn степеней свободы механизма
определяется по формуле Чебышева
W„ = 3 п - 2 р и - р в,
где n - число подвижных звеньев механизма;
рн и рв - число низших и высших кинематических пар соответственно.
Например, для кривошипно-ползунного механизма (см. рис. 1.2) число
степеней свободы
Wп = Ъ п - 2 ю
± н
-
D
±
в
=
3-3-2 4 -0
=
1.
На рис. 1.11 приведена
структурная схема манипулятора
промышленного робота, на ко­
торой указаны шесть вращаю­
щихся пар: О (0-1), А (1-2), В (2­
3), С (3-4), D (4-5), Е (5-6), - свя­
зывающих звенья с соответ­
ствующими номерами.
Схват 6 имеет шесть сте­
пеней свободы, что равно числу
одноподвижных пар такой неза­
мкнутой кинематической цепи.
Рис. 1.11. Структурная схема манипулятора
Кинемат ическая схема м еханизм а - структурная схема с указани­
ем видов звеньев, необходимых для кинематического анализа механизма.
Кинемат ический анализ механизма - это определение характера движе­
ния звеньев механизма по заданному движению входного и выходного
звеньев.
Д инам ический анализ механизма - это изучение движения звеньев
механизма под действием заданной системы сил или определение сил по
заданному движению звеньев. Основная цель динамического анализа:
установление общих зависимостей между силами, действующими на зве­
нья механизма, и кинематическими параметрами механизма с учётом масс.
Синтез м еханизм а - это проектирование механизма по заданным
его свойствам, включая выбор структурной схемы и определение парамет­
ров механизма. Если при анализе механизма, например, при исследовании
его структуры, имеется только одно решение, то при синтезе механизма,
при создании нового механизма, решение многозначно.
К онтрольны е вопросы:
1. Что такое звено, кинематическая пара, кинематическая цепь.
2. Как определяется число степеней свободы плоского механизма.
3. Что такое структурная и кинематическая схемы механизма.
17
1.3. М е т о д о л о г и я п р о е к т и р о в а н и я м а ш и н и и х д е т а л е й
Информация к размышлению. По силам ли студентам нема­
шиностроительных специальностей курс «Прикладная механика. Де­
тали машин»? Конечно, да, если учащиеся усвоили основы сопротив­
ления материалов, имеют знания о конструкционных материалах и
умеют выполнять чертежи.
В Средние века многие студенты университетов с трудом до­
бирались до 5-й теоремы первой книги «Начал» Эвклида - о том, что
в равнобедренном треугольнике углы при основании равны. Что ка­
сается последней теоремы той же книги - теоремы Пифагора, до­
ступной теперь 11-летним школьникам, то до неё доходили только
магистры, поэтому она и получила название «магистерской». Таким
образом, люди сумели «приручить» трудные понятия и идеи, сделать
малодоступное постижимым и понятным. Поэтому образование и
наука всегда остаются посильными для новых поколений.
ЭТАПЫ ПРОЕКТИРОВАНИЯ И КОНСТРУИРОВАНИЯ МАШИН
Создание современной машины - это одновременно творчество, ис­
кусство и тяжёлый напряжённый труд, требующий глубоких знаний, прак­
тических навыков и интуиции, что в сочетании с использованием техниче­
ских средств позволяет конструктору принимать верные решения. Разра­
ботка новых изделий осуществляется путём проектирования и конструиро­
вания, при этом проектирование предшествует конструированию.
П роектирование - это процесс создания нового изделия. Проекти­
рование машины состоит из расчётов и конструктивной разработки рабо­
чей схемы, а затем из вычерчивания машины в целом, её узлов и деталей.
Проектирование машин и оборудования следует производить на основе
технологического процесса: перемещения сыпучего или штучного груза
(конвейеры), перемешивания, сушки, измельчения или разделения матери­
алов (смесители, сушилки, мельницы, центрифуги).
Важным и необходимым при проектировании является взаимодей­
ствие конструктора с ЭВМ, выработка навыков диалогового общения с
ЭВМ. Применение автоматизированного проектирования с помощью
ЭВМ многократно уменьшает трудоёмкость расчётов и переводит расчёты
на новый уровень по готовым программам, обеспечивая возможность оп­
тимизации конструкций.
Правила проектирования и оформления конструкторской докумен­
тации стандартизированы. Стандарт устанавливает стадии разработки кон­
структорской документации на изделия и этапы вы полнения работ: тех­
ническое задание или техническое предложение, эскизный проект, техни­
ческий проект, рабочая документация.
Процесс создания машины начинается с разработки технического
задания на проектирование. В техническом задании формулируется
назначение машины, определяются показатели её качества в виде списка
требований, которым будущая машина должна удовлетворять.
18
Эскизны й проект включает в себя эскизную разработку общих ви­
дов основных узлов обычно в нескольких вариантах с расчётом и анали­
зом, в результате которого отбирают вариант для разработки технического
проекта.
Технический проект должен содержать отработанные общие виды
машины и её узлов, готовые для деталирования.
Рабочая документация - это комплект чертежей общих видов, ра­
бочих чертежей оригинальных деталей, спецификаций и других докумен­
тов, необходимых и достаточных для изготовления машины.
По сравнению с предприятием в условиях вуза эти стадии проекти­
рования упрощаются. Объём работ обычно устанавливается решением ка­
федры и указывается в техническом задании на проектирование. При раз­
работке, например, привода машины рабочая документация обычно вклю­
чает расчётно-пояснительную записку, чертежи общего вида привода ма­
шины и рабочие чертежи оригинальных деталей. Документация, получае­
мая в результате проектирования, называется проектом.
Конструирование - это процесс создания конструкции в документах
(главным образом, в чертежах). При конструировании отдельных деталей
рассчитывают нагрузки, напряжения и деформации с помощью соответ­
ствующих расчёт ны х формул. Затем выбирают материал, определяют
размеры детали и разрабатывают технологию изготовления.
Расчёты изделия (детали, узла, механизма, привода машины и т.п.)
необходимо выполнят ь с одновременным вычерчиванием конструкции,
так как некоторые размеры можно получить только из чертежа или при­
нять в соответствии с существующими подобными конструкциями из нор­
мативных и справочных документов, стандартов и пр.
Обратите внимание. Расчётными формулами следует поль­
зоваться осмотрительно. Нужно всегда помнить, что формулы осно­
ваны на определённых допущениях, которые упрощают расчёт и поз­
воляют конструктору выиграть время. Подставляя в формулы соот­
ветствующие величины и размеры, следует убедиться, что они выра­
жены в одной системе единиц, а затем тщательно проделать вычис­
ления. Полученный результат должен выглядеть правильным и ра­
зумным, однако целесообразно повторить вычисления ещё раз.
Многие из инженеров и техников полагают, что чем формула и
её вывод сложнее, тем большего доверия она заслуживает. Инженер
должен помнить слова натуралиста Гексли: «Математика, подобно
жёрнову, перемалывает то, что под него засыпают, и, как засыпав ле­
беду, вы не получите пшеничной муки, так, исписав целые страницы
формулами, вы не получите истины из ложных предпосылок».
Главным средством конструирования является компьютерная гра­
фика, которая позволяет освободить конструкторов от значительной части
трудоёмких графических работ. Чертежи следует выполнять чисто, точно и
красиво. Простановка размеров на чертеже требует большого внимания:
19
необходимо, чтобы размер образовывался только один раз, а главные раз­
меры начинались от конструкторских баз.
Качество м аш ины - это совокупность свойств, определяющих сте­
пень её пригодности для использования по назначению, её технический
уровень. Основные требования, предъявляемые к проектируемой машине:
надёжность, технологичность, экономичность и эргономичность.
Надёж ность (ГОСТ 27.002-89) - свойство объекта выполнять за­
данные функции, сохраняя значения установленных эксплуатационных
показателей в заданных пределах в течение заданного промежутка време­
ни. Надёжность как основной показатель качества изделия является ком­
плексным свойством и оценивается количественными показателями: веро­
ятностью безотказной работы, техническим ресурсом, заданным сроком
службы в часах, числом километров пробега, коэффициентами готовности
и использования и др. Надёж ность м аш ины обеспечивается надёж но­
стью её деталей и и х соединений.
Надёжность характеризуется состояниями (работоспособность, ис­
правность, неисправность) и событиями (отказы и сбои), а также долго­
вечностью, ремонтопригодностью и сохраняемостью. Работоспособ­
ность - это состояние изделия, при котором оно способно выполнять за­
данные функции, сохраняя значения заданных параметров в установлен­
ных документацией пределах. Отказ - событие, заключающееся в полной
или частичной утрате работоспособности. Отказы делят на отказы функци­
онирования (например, в связи с поломкой зубьев колёс происходит вне­
запный отказ) и отказы параметрические (например, постепенная потеря
точности станка).
Долговечност ь (ресурс) - свойство объекта сохранять работоспо­
собность до наступления предельного состояния при установленной си­
стеме технического обслуживания и ремонта. Ремонтопригодность за­
ключается в приспособленности объекта к поддержанию и восстановле­
нию работоспособного состояния путём технического обслуживания и ре­
монта. Сохраняемость характеризует способность объекта выполнять
требуемые функции после его хранения или транспортирования.
Технологичность —это свойство конструкции, для изготовления ко­
торых требуются наименьшие затраты времени, труда и средств при за­
данном объёме выпуска. Детали машин также должны быть простыми по
форме и технологичными в изготовлении. Такие требования могут быть
выполнены при тесном сотрудничестве конструкторов и технологов.
Экономичность —это достижение минимальной стоимости изготов­
ления и эксплуатации детали, узла или механизма. Экономичность опреде­
ляется стоимостью материалов изделий (в машиностроении она доходит до
80%) и тесно связана с совершенствованием технологии. Выбор эффектив­
ного метода изготовления деталей зависит от объёма их выпуска (единич­
ное, мелкосерийное или массовое производство). Наибольшее влияние на
20
стоимость детали оказывают точность изготовления и назначаемые допус­
ки, а также чистота обрабатываемой поверхности и требуемые отклонения
формы.
Эргономичность - это свойство изделия иметь современную эсте­
тичную форму и отделку, а также обеспечивать удобство в обращении при
его эксплуатации и обслуживании.
Проектирование машины, её привода, детали или узла должно про­
водиться с учётом перечисленных показателей качества. Однако полное
удовлетворение всех предъявляемых к изделию требований зачастую не­
возможно, и поэтому ищут компромиссное решение.
Любое изделие может быть выполнено в нескольких вариантах, по­
этому решение технических задач всегда является многовариантным. При
конструировании осуществляют поиск оптимального варианта конструк­
ции в соответствии с требованиями технического задания. О пт имизация выбор наилучшего проектного решения. Разработка оптимальной кон­
струкции - это компромисс противоречивых требований, таких, как проч­
ность, минимальная материалоёмкость, надёжность, долговечность, удоб­
ство при сборке, в эксплуатации и демонтаже.
Совершенствование конструкции машин и механизмов при проекти­
ровании достигается их оптимизацией по одному или нескольким критери­
ям: высокая надёжность, минимальные габаритные размеры, масса и стои­
мость, максимальный КПД и т.д. Самый низкий уровень оптимального
проектирования предполагает оптимизацию по одному-двум критериям,
когда решение можно получить перебором различных вариантов кон­
струкции и выбором из них наилучшего. Решение многокритериальных за­
дач оптимизации значительно сложнее.
В процессе конструирования изделия необходимо руководствоваться
следующими принципами:
• исходным документом является техническое задание; обязательным
является использование рядов норм альны х линейны х размеров
(ГОСТ 6636-69) для выбора номинальных значений размеров изде­
лий и их элементов, что позволяет унифицировать изделия, сокра­
тить номенклатуру режущих и измерительных инструментов и тех­
нологической оснастки;
• в конструкции все детали и сборочные единицы должны обладать
примерно одинаковой степенью надёжности; для обеспечения
надёжности используют инженерные методы расчёта деталей машин
и мероприятия по повышению надёжности: уменьшение напряжён­
ности деталей; применение химико-термической обработки; надле­
жащее смазывание; постановку предохранительных устройств от пе­
регрузок; использование стандартных элементов; параллельное со­
единение элементов и резервирование;
21
• важную роль играет выбор и назначение геометрических параметров
шероховатости поверхности деталей. Ш ероховатость поверхности
- это совокупность неровностей поверхности с относительно малы­
ми шагами на базовой длине. Её назначают по комплексу параметров
ГОСТ 2789-73. От точности обработки и от геометрии шероховато­
сти поверхности деталей зависят эксплуатационные показатели ма­
шин - износостойкость, надёжность и долговечность;
• при создании новых машин необходимо соблюдать конструктивную
преемственность, модульный принцип и рациональную компоновку
сборочных единиц. Агрегатирование - это построение машин из
нормализованных, унифицированных агрегатов, узлов и деталей, ко­
торые изготовляют централизованно;
• конструируемая машина должна отвечать требованиям стандартиза­
ции. Стандартизация - это введение обязательных специальных
нормативных документов (стандартов) как государственных, так и
международных. Стандартизация охватывает: нормы проектирова­
ния (общие нормы проектирования, классификацию и терминоло­
гию, методы расчёта, правила оформления чертежей); конструкции
(основные параметры, присоединительные и габаритные размеры);
параметры производственного процесса (технологический процесс
и инструмент); уровень качества и условия эксплуат ации (матери­
алы, показатели качества, технические требования, методы испыта­
ний).
Информация к размышлению. Естественно, что ни матема­
тика, ни формулы из справочника не «спроектируют» конструкцию.
Проектировать следует на основе собственного опыта, здравого
смысла и интуиции. Однако, из 100% конструкторских разработок
только 25...30% соответствуют заданным требованиям и дают при
внедрении ожидаемый экономический эффект, еще ~ 20% разработок
соответствуют поставленным задачам, но не дают должного эффекта
при реализации, а остальные 50% - являются лишь тренировкой моз­
гов.
К онтрольны е вопросы:
1. Какие документы должен содержать рабочий проект машины.
2. Поясните понятия надёжность, работоспособность, отказ.
3. Что такое оптимизация, стандартизация.
22
ПОВЕДЕНИЕ МАТЕРИАЛОВ И ДЕТАЛЕЙ ПРИ НАГРУЖЕНИИ
Это интересно. У каждой науки или отрасли знания всегда
есть основа - элементарные и первоначальные сведения, как заро­
дыш в произведениях природы, ведущие ко всем другим. Так, основа
арифметики - единица и ноль - первоначальное основание, эле­
менты, необходимые этой науке. Если отнять ноль и единицу, то раз­
рушится вся наука, потому что другие цифры составлены из этих, без
которых арифметика невозможна.
В геометрии точка ведёт ко всему остальному: надо исходить
из точки, чтобы познать эту науку, объемлющую землю и небеса. Точ­
ка есть часть линии, а без линии не может быть поверхностей, как без
поверхностей не может быть тел. Например, круг - это искривлённая
вокруг центра, то есть точки, линия. Если отвергнуть точку и линию
- уничтожится вся геометрия.
Это же применимо и к другим наукам. Механика, как «искусство
построения машин», является энциклопедией всех вопросов, теорий
и способов расчёта конструкций и деталей машин, которые обуслов­
лены потребностями промышленности. В таких дисциплинах как со­
противление материалов, теория упругости и детали машин, основой
являются понятия напряжения и деформации.
При конструировании деталей машин их работоспособность обеспе­
чивается, во-первых, выбором соответствующего материала и, во-вторых,
расчётом размеров изделия, при этом прочностные расчёты следует увязы­
вать с экономическими требованиями. Первоначальная стоимость машины
определяется, главным образом, массой и стоимостью материалов её де­
талей и узлов, а также стоимостью их изготовления. В связи с этим суще­
ственную роль играет выбор конструкционных материалов и вида заготов­
ки для деталей машин.
Рекомендации по выбору материала конкретных деталей будут даны
в дальнейшем. К основным конструкционным материалам (табл. 1) отно­
сятся стали, чугуны, титановые и никелевые сплавы, сплавы цветных ме­
таллов, композиционные и неметаллические материалы. Композиционные
мат ериалы - это сплавы металлов или полимеры, армированные различ­
ными наполнителями в виде частиц или волокон. Материалы, упрочнён­
ные частицами, получают методом порошковой металлургии.
Таблица 1. Конструкционные материалы для деталей машин
Титановые и ни­ Сплавы цветных
металлов: брон­
келевые сплавы.
(р = 4,5 т/м3).
зы, латуни. Баб­
В основном, для биты —сплавы на
авиационной, кос­ основе олова, ни­
мической техники келя свинца, меди,
и др. металлов.
и судостроения.
Композиционные и неметаллические материалы
Сталь (Fe + C < 2%).
р = 7,8 т/м3.
Углеродистые (Ст5),
качественные (45),
легированные (40ХН)
и инструментальные.
Чугун (Fe + C > 2%).
р = 6,3...7,8 т/м3.
Серые (СЧ20), ковкие
и высокопрочные чу­
гуны (для ответ­
ственных деталей).
23
К немет аллическим конст рукционным мат ериалам относятся
пластмассы, ДСП, резина, а также композиционные материалы на неме­
таллической основе, состоящие из термореактивной смолы и наполнителя.
По удельной прочности и жёсткости такие материалы превосходят тради­
ционные материалы. Так, долговечность лопастей вертолёта из компози­
ционных материалов на полимерной основе в несколько раз выше, чем из
металлических материалов.
С 20-х годов XIX века начинается важный период развития учения о
прочности. Наука о поведении материалов и конструкций под действием
нагрузок рассматривает соотношения между силами и смещениями в мате­
риалах и конструкциях и условия их сопротивления разрушению. В ре­
зультате работ Кош и и Н авье на основании понятий о деформациях и
напряж ениях были разработаны новые подходы к расчёту конструкций.
Огюст Луи Коши (1789.1857 гг.) - французский математик,
член Парижской Академии наук. В работах по теории упругости Коши
рассматривал тело как сплошную среду и оперировал напряжением и
деформацией, относимыми к каждой точке тела. Ему принадлежат
также исследования по теории чисел. За работы по теории упругости
Огюсту Коши был заслуженно пожалован титул барона.
Анри Навье (1785.1836 гг.) - французский инженер и учё­
ный, с работ которого в 20-х годах XIX столетия начинается новый
период развития теории упругости, сопротивления материалов и
строительной механики. Выдающейся заслугой Навье является уста­
новление им в 1821 году основных уравнений теории упругости. Навье выводит общие уравнения движения и равновесия упругого тела
на основании молекулярной теории строения вещества Ньютона Бошковича. Согласно этой теории материя состоит из молекул, явля­
ющихся центрами действия сил притяжения и отталкивания. С
уменьшением расстояния между молекулами силы притяжения пере­
ходят в силы отталкивания, чем и объяснялось свойство упругости.
Нагрузки, действующие на детали конструкции во время работы, мо­
гут быть сосредоточенными или распределёнными по поверхности. С та­
тические нагрузки не меняются во времени или изменяются очень мед­
ленно: при их действии оценивают статическую прочность. Д инам иче­
ские нагрузки меняют своё значение в короткий промежуток времени,
они вызывают большие ускорения и силы инерции и могут привести к вне­
запному разрушению конструкции. П овторно-переменные нагрузки
многократно меняют своё значение или вместе значение и знак, вызывая
усталость металла и необходимость расчёта на усталостную прочность.
Задача любой детали или механической конструкции состоит в со­
хранении и поддержании статус-кво. Для решения этой задачи в конструк­
ции должны возникать силы, которые могли бы уравновесить действую­
щие на неё нагрузки. Однако, чтобы оказать сопротивление, материал или
конструкция должны в какой-то степени поддаться нагрузке. То есть
24
прежде чем начать сопротивляться внешним нагрузкам, в конструкцион­
ных материалах должны возникнуть какие-то смещ ения, которые и созда­
ют силы сопрот ивления. Эти силы определяют способность твёрдого тела
сопротивляться внешним нагрузкам. Другими словами, в твёрдом теле ав­
томатически возникают именно такие смещения, которые необходимы и
достаточны, чтобы уравновесить приложенные внешние нагрузки.
Итак, под действием внешних сил (сила тяжести, внешние нагрузки,
центробежные силы и т.д.) детали в той или иной степени меняют свою
форму и размеры, то есть деформируются, поскольку абсолютно твёрдых,
недеформируемых тел в природе не существует. В результате деформации
в телах появляются внутренние силы упругости, распределённые по всей
площади поперечного сечения тела и вызывающие напряж ения.
В то время как напряж ение говорит о том, насколько интенсивно
принуждаются к расхождению атомы в данной точке твёрдого тела, де­
формация свидетельствует о том, как далеко этот процесс расхождения
зашёл, то есть каково относительное растяжение (или сжатие) межатомных
связей. Если стержень длиной L под действием силы F удлинился на вели­
чину AL, то линейная деформация, или относительное удлинение стержня,
составит £ = AL / L.
Различают упругую и остаточную деформации. Деформация, полно­
стью исчезающая после прекращения действия внешних сил, называется
упругой. Если после снятия нагрузки тело не восстанавливает прежней
формы, то говорят об остаточной, пластической, деформации. Характер
деформации зависит от величины действующей силы, размеров тела и ме­
ханических свойств материала.
В реальны х м атериалах напряж ения и деформации всегда воз­
никаю т одновременно.
Если раньше инженеры и учёные вели расчёт конструкций на осно­
вании предельных (разрушающих) нагрузок, то Н авье при изучении рабо­
ты конструкции под нагрузкой, предложил расчёт её по рабочему состоя­
нию. Именно Навье, исследуя напряжённое состояние конструкции, ввёл в
расчёты конструкций понятие напряж ения.
М еханическое напряж ение - это мера внутренних сил, возникаю­
щих в теле под влиянием внешних воздействий (нагрузок, изменений тем­
пературы). Напряжение определяют как отношение силового воздействия
dF на элементарную площадь dA рассматриваемого сечения. Составляю­
щие напряжения по нормали к сечению обозначают а (сигма), а по каса­
тельной к нему обозначают т (тау) и называют соответственно нормаль­
ным напряжением и касательным напряжением, Л например, а = dF/dA. Измеряют напряжение в Паскалях (1 Па = 1 Н/м ) или в МегаПаскалях (1
МПа = 1 Н/мм2).
Новый расчёт сводился к условию обеспечения прочности в виде
условия а тах < [ст], в котором допускаемые напряжения [ст] определяются
25
опытным путём. На основании этого условия были разработаны методы
расчётов машин и механизмов с определением сил взаимодействия деталей
в машинах. Введение понятия напряжения, возможность его вычисления
для практических задач и прямого сопоставления с полученным экспери­
ментально допускаемым напряжением дали инженерам ощущение небыва­
лой до этого надёжности расчёта. С переходом на расчёт по принципу ра­
бочего состояния механика стала прикладной наукой, способной удовле­
творять практическим нуждам техники.
В зависимости от направления действия приложенных сил в мате­
риале могут возникать различны е виды деформаций (рис. 1.12): растя­
жение, сжатие, сдвиг (срез), смятие, кручение, изгиб, контактное сжатие,
которые вызывают соответствующие напряж ения.
Рис. 1.12. Основные виды деформаций:
а - растяжение, б - сжатие, в - сдвиг (срез), г - кручение,
д - изгиб, е - контактное сжатие
Условия прочности можно записать в виде:
на растяжение <
j p - F plА < \ р ,
на сжатие стсж = Fcj/c / А < [гсж,
на срез тср = F / А < \ р
на кручение ткр = T / W Kp<
на смятие стсм = F / A < (гсл,
\кр
на изгиб сгпз = M / W U3 < |г„з
на контактное сжатие сгя < [гя .
К онтрольны е вопросы:
1. Какие виды деформаций и напряжений возникают в деталях при
действии приложенных сил.
2. Какие конструкционные материалы применяют для деталей.
3. В каких единицах измеряют механическое напряжение.
26
КРИТЕРИИ РАБОТОСПОСОБНОСТИ И РАСЧЁТОВ ДЕТАЛЕЙ МАШИН
Работоспособность детали и машины в целом характеризуется ря­
дом критериев, то есть признаков, на основании которых производится
оценка, определение или классификация чего-либо. В нашем случае при­
чины отказа деталей - это и есть критерии их работоспособности.
Основными критериями работоспособности деталей и узлов машин
являются: прочность, жёсткость, износостойкость, точность, а кроме
того - виброустойчивость, теплостойкость, стойкость против коррозии и
старения. В зависимости от функционального назначения и условий рабо­
ты деталей их работоспособность оценивается по одному или нескольким
из перечисленных показателей. Рассмотрим основные критерии.
Прочность - способность детали или сборочной единицы выдержи­
вать внешние нагрузки или другие внешние воздействия без разрушения.
Прочность детали обеспечивается выбором материала и правильно рассчи­
танными размерами. Применение наиболее точных методов расчёта, более
прочных и экономичных материалов даёт возможность получить размеры
деталей без излишних запасов прочности и уменьшить их массу.
Не следует путать прочность конструкции и прочность материала.
Прочность конкретной конструкции определяется разрушающей нагрузкой
(Н), которая приводит к её разрушению. Прочность материала характери­
зуется напряжением (Па), разрушающим сам материал. Обычно величина
прочности материала более или менее постоянна для всех образцов данно­
го вещества.
Ж ёсткость - способность детали или сборочной единицы сопро­
тивляться изменению положения и формы под влиянием внешних нагру­
зок. Особое значение это имеет для таких деталей, как валы, оси и их опо­
ры. В частности, недопустимый прогиб вала нарушает правильность рабо­
ты зубчатого зацепления и подшипников. Оценка жёсткости обеспечивает­
ся проведением расчётов по определению линейных и угловых деформа­
ций при нагружении деталей.
Износостойкость - способность контактирующих деталей при их
относительном перемещении сопротивляться изменению формы и разме­
ров рабочих поверхностей вследствие их изнашивания в процессе трения.
Износостойкость обеспечивается применением специальных материалов и
различными способами поверхностного упрочнения деталей, например,
закалкой с нагревом токами высокой частоты, цементацией и др.
Точность - свойство деталей и машин работать в заданных пределах
возможных отклонений параметров, например, размеров. Точность - один
из важнейших показателей качества, влияющий на работоспособность и
надёжность машин и механизмов. Точность деталей в узлах и механизмах
машин должна быть необходимой и обоснованной: занижение точности
27
ухудшает эксплуатационные характеристики деталей и машин, а завыше­
ние точности увеличивает стоимость конструкции.
Обычно имеется несколько возможных путей разруш ения кон­
струкций и деталей, но ломаются они способом, требующим наименьших
усилий, и именно об этом способе часто никто не догадывается. Конкрет­
ные причины потери работоспособности и критерии расчёта различных де­
талей машин, соединений и передач будут рассмотрены ниже.
Работоспособность для большинства деталей и их сопря­
жений определяется одним из трёх основных факторов или их
сочетанием, а именно: потерей прочности, усталостным разру­
шением, износом при трении (табл. 2).
Таблица 2. Механизмы потери работоспособности деталей машин
Потеря
прочности
При недостаточной
объёмной прочности де­
таль разрушается по всему
сечению. Условие объём­
ной прочности
Усталостное
разрушение
Усталостное разру­
шение проявляется при
циклических нагрузках в
виде образования микро­
трещин внутри кристалли­
ческой структуры металла
в наиболее слабом месте.
где
[о] - допускаемое
Коэффициент запаса
напряжение;
усталостной прочности
n - коэффициент запаса
СТ Т >
прочности; обычно n <1,5.
S =
I
2
2
При недостаточной
i s сгi + s :т
контактной прочности
разрушаются поверхности где s0 и sT- расчётные ко­
контакта деталей. Условие эффициенты запаса проч­
ности на изгиб и на круче­
контактной прочности
ние соответственно. До­
я _•
пускаемое значение [s] =
2,5.
Концентраторами напряжений являются тре­
щины, отверстия, острые углы и т.д. Напряжение в конце
трещины или надреза по К. Инглису
сг конц
Износ
при т рении
При трении до 99% вы­
делившейся энергии идёт на
нагрев и только ~ 1 % на из­
нашивание. Но больше 80%
деталей машин выходит из
строя по причине износа.
На кривой динамики из­
носа h во времени т участок I
- неустановившийся процесс
износа (приработка); II установившийся процесс; III
- период катастрофического
износа. Сокращение времени
приработки (участок I) поз­
воляет значительно увели­
чить ресурс Lh детали по из­
носу. Интенсивность изна­
шивания /* г , = d h J d r .
с г (+ 2 л /L ! г
где о - напряжение без учёта влияния концентратора;
L - длина трещины, надреза или выемки;
r - радиус конца трещины, надреза или выемки.
В правильно сконструированных деталях машин ко­
Эффективн ым
средэффициент концентрации напряжений
ством борьбы с изнашива­
нием является смазывание.
к „ = сг / сг, < 2,0...2,5.
28
Фактор 1-й: прочность конструкции и концентрация напряж е­
ний. Примерно с 1830 г. инженеры начали рассчитывать на прочность от­
ветственные стальные конструкции. Почти столетие (то есть до начала ХХ
века) механики проводили расчёт напряжений в конструкциях, считая
напряжения мало меняющимися от сечения к сечению и не обращая вни­
мания на различные «мелочи»: небольшие отверстия, трещины и пр.
В 1913 г. в Кембридже проф. К. Е. И нглис ввёл понятие «концен­
трация напряжений» и показал, что отверстия, трещины, острые углы и
другие особенности поверхности существенно повышают мест ны е
(локальные) напряж ения.
Вблизи отверстия или надреза местные напряжения могут значи­
тельно превышать величину разрушающих напряжений для данного мате­
риала. Так в случае полукруглой выемки или круглого отверстия наиболь­
шее напряжение растяжения у конца выемки по формуле Инглиса
сгмакс = с г ~^ + 2 л!L
/ r _J>,
v
когда r = L, очевидно, омакс = 3о. При наличии трещины любой длины ра­
диус её кончика может иметь сравнимые с молекулой размеры - менее од­
ной сотой микрометра, а потому величина 4 ь т г оказывается очень
большой.
Например, при длине трещины L = 100 мм и радиусе её кончика r =
0,01 мм напряжение омакс = 200о. Таким образом, напряжение у конца
трещины вполне может в сотни и более раз превышать напряжение в дру­
гих местах. Результаты вычислений по формуле Инглиса применимы к от­
верстиям различной формы: к дверям и люкам на воздушных и морских
судах, к амбразурам и т.д., а также и к материалам всех видов, даже к
пломбам в зубах.
Q
5
Концентрация напряже­
ний, то есть их неравномерное
распределение, возникает в
деталях возле отверстий, гал­
телей, кольцевых выточек, у
шпоночных и шлицевых па­
зов, у основания резьбы и в
других местах, где резко ме­
няется конфигурация детали, а
также там, где одна деталь
Рис. 1.13. Концентрация напряжений:
напрессована на другую.
а - в материале с трещиной;
б - в зубе зубчатого колеса
Максимальные локальные напряжения определяют методами тео­
рии упругости или экспериментально методом фотоупругости (рис.1.13).
Максимальные местные напряжения соответствуют наибольшей частоте
29
полос и находятся у кончика трещины (рис. 1.13, а), на переходной по­
верхности у основания зуба и в зонах соприкосновения зубьев (рис. 1.13,
б).
Обратите внимание. В несколько ином аспекте факт влияния
концентрации напряжений на прочность давно был известен сте­
кольщикам и кондитерам. Иначе, зачем было бы наносить контуры
выкраиваемого стекла алмазным инструментом или делать желобки в
плитках шоколада. Об этом знали также и те, кто имел дело с почто­
выми марками и туалетной бумагой: ведь не для красоты же проби­
ваются на них ряды дырочек. Да и опытный портной, прежде чем ото­
рвать кусок ткани, непременно делает надрез на кромке. А вот инже­
неры до того времени почти не проявляли интереса к вопросам нали­
чия трещин, отверстий и т.д. и не считали, что они имеют какое-то от­
ношение к расчётам прочности конструкций.
Расчёт на прочность обеспечивает стойкость конст рукции к
разруш ению, при расчёт е прочности деталей обязательно следует
учит ыват ь влияние концент рации напряж ений.
Фактор 2-й: усталостное разрушение. Очень коварной причиной,
из-за которой разрушается конструкция, является «усталость». Так назы­
вают постепенно накапливающийся эффект действия циклических нагру­
зок. Первые инженерные знания об усталостных эффектах появились в се­
редине XIX в., когда было замечено, что движущиеся части машин (в част­
ности, оси железнодорожных вагонов) выходят из строя при таких нагруз­
ках, которые были бы совершенно безопасны для неподвижных деталей.
На усталостной кривой для углеродистой стали, показанной на рис.
1.14, а, с увеличением числа циклов нагружения пц разрушающее напря­
жение сначала падает, но после примерно миллиона циклов выходит на
постоянный уровень, называемый «пределом усталости».
Рис. 1.14. Типичная усталостная кривая:
а - конструкционной стали; б - сплавов цветных металлов
30
Миллион циклов нагружения для колёсных осей автомобиля или ва­
гона эквивалентен пробегу порядка 3000 км, а для коленчатого вала двига­
теля машины - примерно 10 часов работы. Если ось вагона или вал маши­
ны не разрушились после 106 ... 107 оборотов, то можно надеяться, что та­
кая деталь не разрушится от усталости никогда.
Существование определённого предела усталости для таких широко
применяемых материалов, как стали, весьма удобно для инженерных рас­
чётов. Однако сплавы цветных металлов или алюминия не имеют опреде­
лённого предела усталости: их усталостная прочность непрерывно падает с
ростом пц (рис. 1.14, б) и вследствие этого такие материалы более опасны в
применении, чем стали.
Расчёт на выносливость мож ет предотвратить уст алост ные
разруш ения под действием циклических нагрузок и многократно изме­
няю щ ихся напряж ений.
Фактор 3-й: износ при трении. Движущиеся тела «расходуют»
свою энергию не только на преодоление сопротивления окружающей сре­
ды, но и вследствие наличия трения в зоне их контакта. Различают следу­
ющие виды трения: т рение покоя, т рение скольж ения и т рение каче­
ния. Трению принадлежит ведущая роль в оценке энергетической эффек­
тивности машин. С одной стороны, идёт борьба за уменьшение потерь на
трение, за увеличение КПД, с другой - совершенствование тормозов,
фрикционов и т.д. - проблемы, которые приходится постоянно решать в
инженерной практике.
И знос - это результат процесса постепенного изменения размеров и
потери массы детали по её поверхности, происходящего при трении под
действием поверхностных сил. Сам этот процесс называют изнаш ива­
нием. Износ является наиболее характерным видом разрушения поверхно­
стей деталей в большинстве машин и механизмов: изнашиваются направ­
ляющие и опоры скольжения, поверхности трения фрикционных муфт и
тормозов; зубья в зубчатых, червячных, цепных и винтовых передачах; ку­
лачки и шарниры, а также многие другие детали машин.
Изнашивание, так же как и трение, является комплексным процес­
сом, не относящимся к основным, базовым закономерностям физики.
Расчёт деталей на изнаш ивание здесь не рассматривается.
К онтрольны е вопросы:
1. В чём отличие прочности детали от её жёсткости.
2. Каковы причины концентрации напряжений в деталях.
3. Как происходит разрушение от «усталости» материала.
31
ТИПЫ РАСЧЁТОВ ДЕТАЛЕЙ МАШИН. ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ
Основные типы расчётов деталей при конструировании - это проек­
тировочный и проверочный расчёты.
Проектировочным называют расчёт , при котором по известным
нагрузкам и характеристикам материала определяют размеры детали или
конструкции при проектировании. Проверочным являет ся расчёт реаль­
ной конструкции или детали, выполняемый с целью проверки прочности,
жёсткости и т.д. или определения величины передаваемой нагрузки, срока
службы и пр. Оба типа расчётов взаимосвязаны.
При расчётах деталей машин нагрузку подразделяют на номиналь­
ную и расчётную. Расчётная нагрузка - это произведение номинальной
(паспортной) нагрузки на динамический коэффициент режима работы:
Трасч = К Тном. Средние значения коэффициента К = 1,1...1,5, предельные
значения К = 1 , 1 . 3,5.
При расчёте больших групп деталей машин важными являются кон­
такт ные напряж ения сж атия. Они возникают в зонах контакта фрик­
ционных катков, соприкосновения зубьев зубчатых и червячных колёс, при
контакте шариков и роликов с кольцами в подшипниках.
Первоначальный контакт без
приложения силы Fn двух цилин­
дров с параллельными осями (рис.
1.15) происходит по линии, то есть
по образующей цилиндров, а при
сжатии силой Fn в результате
упругих деформаций переходит в
контакт по площадке шириной 2b
и длиной l.
Для случая сжатия двух ци­
линдров можно воспользоваться
формулой Г. Герца, которую та­
лантливый немецкий физик в 1881
году предложил для определения
максимального значения контакт­
Рис. 1.15. Сжатие цилиндров
ных напряжений.
Условие контактной прочности
пр
<тя =
2 7 i { \ - j u 2) p iпр
<
Н j>
где q = Fn/ 1 - расчётная удельная нагрузка на единицу длины площадки
контакта, Н/мм;
ц - коэффициент поперечной деформации; для стали ц = 0,3;
Е = 2 Е 1Е 2 1{Е х + Е 2) - приведённый модуль упругости материа­
лов катков, для стальных катков Епр = 2-105 МПа,
32
Рпр = А А / ( А — Р 2 ) ~ приведённый радиус кривизны катков, мм.
То есть деталь испытывает на поверхности контактные напряжения
сжатия, а соблюдение условия сгя < \г п при расчёте обеспечивает рабо­
тоспособность.
Ограничение в детали напряжений и деформаций, вызываемых
нагрузкой, принято обозначать в виде условия: действующие напряжения
и деформации должны быть меньше или равны допускаемым, то есть
напряжение сг < |г и деформация у < |> В квадратных скобках обо­
значены величины допускаемых напряжений и деформаций.
Допускаемые напряж ения устанавливают с учётом материала де­
тали, степени ответственности конструкции, точности задания нагрузок,
срока службы конструкции, точности расчётов и т.д. В общем случае до­
пускаемое напряжение
fr_ =
1 l_.
где а пред - предельное напряжение; для пластичных материалов - это пре­
дел текучести ат, а для хрупких материалов - предел прочности а в;
[n] - нормативный коэффициент запаса прочности, который всегда
больше единицы. Величину нормативного коэффициента запаса прочности
[п] определяют либо расчётом, либо берут по таблицам. Иногда ограничи­
вают расчётный коэффициент запаса прочности по условию п > [п].
В частности, допускаемые контактные напряжения сжатия [аН] в ос­
новном зависят от поверхностной твёрдости материала. Для повышения
контактной прочности материалы подвергают поверхностному упрочне­
нию, повышающему их твёрдость.
Твёрдость - сопротивление материала местной пластической де­
формации, возникающей при внедрении в него более твёрдого тела. Т вёр­
дость по Бринелю (НВ) определяют на твёрдомере Бринеля путём вдав­
ливания стального шарика диаметром 2,5; 5 или 10 мм. Твёрдость по Ро­
квеллу (HRC) определяют путём вдавливания алмазного конуса с углом
120° или стального шарика диаметром 1,59 мм с нагрузками 60, 100 или
150 кгс. Твёрдость по Виккерсу (HV) - путём вдавливания алмазной че­
тырёхгранной пирамиды с нагрузкой от 5 до 120 кгс.
Как сказано, расчёт деталей машин по критериям прочности осу­
ществляется, в основном, методом допускаемых напряжений и деформа­
ций. Однако все основные требования, предъявляемые к конструкции де­
талей машин, можно свести к их надёжности.
Информация к размышлению. Вопрос даже не в том, разру­
шится конструкция или нет, а в том - когда разрушится? Отложить
это на некий приличный срок - задача инженеров. Суть вопроса за­
ключается в том, каков же этот «приличный срок». Каждая конструк­
ция должна быть надёжной в течение определённого времени служ­
33
бы. Для ракеты это могут быть несколько минут, для автомобиля или
самолёта - 1 0 .2 0 лет, для собора - столетия.
В последнее время интенсивно разрабатываются расчёты деталей
м аш ин на надёжность. Надёжность машины обеспечивается надёжно­
стью её деталей и их соединений. Для повышения надёжности используют
следующие мероприятия: уменьшение напряжённости деталей; примене­
ние термической обработки; надлежащее смазывание; постановка предо­
хранительных устройств от перегрузок; использование стандартных эле­
ментов; параллельное соединение элементов и резервирование.
Определение количественной характеристики надёжности - вероят­
ности безотказной работы P(t) - базируется на статистических данных,
которые собираются в процессе эксплуатации машины. Проводят и специ­
альные испытания деталей на надёжность, достоверность которых зависит
от числа образцов, подвергаемых испытанию. Так, при числе испытанных
деталей По вероятность безотказной работы за время испытания t
P( t ) = n t / n о = {n0 - n ' t ) / n 0 = 1 - F i t ) ,
где nt = no - n't - количество деталей, прошедших испытания;
n't - число деталей, по которым были отказы за время t,
F(t) = n't / n0 - вероятность отказов за время t.
Отсюда следует, что вероятность безотказной работы меньше едини­
цы или равна ей, если не было отказов деталей за время испытания.
В соответствии с положением о вероятности нескольких независи­
мых событий надёжность сложного изделия зависит от надёжности от­
дельных элементов, входящих в систему. Например, вероятность безот­
казной работ ы изделия при последовательном соединении n отдельных
независимых элементов выражается произведением
П
P(t) = P ( t \ • P(t)2 -Pit), ■..,P(t)II= n P ( t ) r
Если количестве деталей в механизме n = 100 и вероятности безот­
казной работы каждой детали P(t)i = 0,99, то для всего механизма
п
P(t) = ПРЦ), = 0,991Ш =0,37.
Следовательно, лишь 37% механизмов проработают в течение запла­
нированного срока службы безотказно. Такие изделия не могут быть до­
пущены к эксплуатации вследствие низкой надёжности. Значит, чем боль­
ше элементов, тем меньше надёжность конструкции; а надёжность систе­
мы всегда меньше надёжности самого ненадёжного её элемента.
Из теории долговечности машин известно, что надёжность изделий
со временем эксплуатации уменьшается по экспоненциальному закону
где
Р ( 0 = е л' ,
е = 2,71 - основание натурального логарифма;
34
t - время эксплуатации;
X - интенсивность отказов, то есть число отказов в единицу вре­
мени или на определённый объём выполняемой работы. Величина, обрат­
ная интенсивности отказов, называется наработкой на отказ, m = 1/X.
Информация к размышлению. Утверждают, что одни кон­
струкции поддерживают силы небесные, а другие не разваливаются
благодаря краске или ржавчине. Ответственный проектировщик все­
гда стремится получить объективные данные о надёжности предла­
гаемого сооружения. По самой природе вещей возможны лишь веро­
ятностные оценки надёжной работы изделия.
Ослабив конструкцию сверх меры, её можно сделать лёгкой и
дешевой, но тогда недопустимо возрастает вероятность частых по­
ломок. И наоборот, слишком прочная, «вечная» с человеческой точки
зрения, конструкция может оказаться слишком тяжёлой и дорогосто­
ящей. Поскольку все влияющие факторы учесть невозможно, то для
реальной конструкции в реальной жизни следует примириться со все­
гда существующей вероятностью преждевременного выхода её из
строя.
К онтрольны е вопросы:
1. Чем отличается проектировочный расчёт от проверочного.
2. Почему расчётная нагрузка всегда больше номинальной.
3. Что такое твёрдость материала.
КИНЕМАТИЧЕСКИЙ И СИЛОВОЙ АНАЛИЗ ПРИВОДА МАШИНЫ
Выполнение курсового проекта по деталям машин призвано вырабо­
тать умение использовать ранее полученные теоретические знания при
решении инженерных задач и приобрести навыки конструкторской разра­
ботки. Системный подход при проектировании машин - это учёт принци­
пов взаимодействия деталей в работающем устройстве, действующих на
детали нагрузок и причин отказов, а не оценка свойств отдельных деталей
машин.
Тематике курсового проектирования в качестве комплексной инже­
нерной задачи, отвечают такие объекты проектирования, как электромеха­
нические приводы технологических и транспортирующих машин. Элек­
тромеханический привод - это устройство для приведения в действие
машины, состоящее из электродвигателя как источника энергии, механи­
ческих передач, муфт для соединения валов и аппаратуры управления.
Привод объединяет большую часть изучаемых деталей машин в одно
целостное устройство. При его проектировании необходимо выполнить
энергетические, кинематические и силовые расчёты, произвести выбор ма­
териалов деталей, вид термообработки и выполнить расчёты на прочность,
жёсткость, долговечность, тепловой режим и т.д., решить вопросы кон­
струирования и оформления конструкторской документации в виде габа­
35
ритных, сборочных и рабочих чертежей, составить спецификации, назна­
чить технические условия.
Важную роль при проектировании машины играет правильный вы­
бор вида передач в нём. Требования, предъявляемые к приводу, могут быть
выполнены с использованием различных передач и кинематических схем.
Варианты кинематических схем намечают в зависимости от общего пере­
даточного числа и требуемого взаимного расположения двигателя и ис­
полнительного органа машины в пространстве.
П ередаточны е механизмы вращ ательного движения. Вращ а­
т ельным называется такое движение твёрдого тела или системы, при ко­
тором остаются неподвижными все точки, лежащие на оси вращения. Ис­
полнительный орган технологической или транспортирующей машины со­
вершает обычно вращательное движение, но частота его вращения отлича­
ется от частоты вращения вала двигателя. Поэтому между ними необходи­
мо расположить одну или несколько механических передач.
Передаточным механизмом, и ли механической передачей (далее
- просто передачей), называют механизм, служащий для передачи механи­
ческой энергии от двигателя к исполнительным органам машины, как пра­
вило, с преобразованием скоростей и моментов, иногда - видов и законов
движения. По принципу работы передачи подразделяют на два вида (табл.
3): передачи трением и передачи зацеплением, по конструктивным при­
знакам - на передачи с гибким промежуточным органом (ремённые, цеп­
ные) и передачи с непосредственным контактом (фрикционные, зубчатые,
червячные).
Таблица 3. Механические передачи и их детали
П ередачи трением
ремённая фрикцион­
ная
Д етали передачи
шкивы,
ремень
катки
(колёса)
П ередачи зацеплением
зубчатая
червячная
цепная
шестерня,
зубчатое
колесо
Д етали передачи
червяк,
звёздочки,
червячное
цепь
колесо
зубчато­
ремённая
шкивы,
зубчатый
ремень
В механических передачах валы с насаженными на них деталями,
передающими вращающий момент, называют ведущими, а детали, приво­
димые во вращение от ведущих, - ведомыми. Между ведущими и ведо­
мыми валами могут располагаться промежуточные валы.
Основными характеристиками передач (табл. 4) являются: энерге­
т ические (мощность Р, кВт, и коэффициент полезного действия п), кине­
мат ические (частота вращения n, об/мин, угловая скорость ю, рад/с,
окружная скорость v, м/с, и передаточное число u) и силовые (вращающий
момент Т, Н м , и силы F, Н).
36
Кинематическую схему привода выбирают путём анализа несколь­
ких вариантов, оценивая их конструктивную целесообразность. Основной
задачей при конструировании привода является минимизация его габарит­
ных размеров и стоимости при обеспечении надёжности и технологично­
сти. Это достигается оптимальным соотношением параметров электродви­
гателя и привода по рекомендуемым значениям передаточных чисел его
передач, избегая выбора их предельных значений. Параметрами, опреде­
ляющими размеры передач, являются передаваемая мощность и частное
передаточное число передачи. Для создания компактного приводного ме­
ханизма следует ограничивать количество отдельных передач в приводе.
Таблица 4. Характеристики механических передач
Х арактеристики передаточных механизмов
энергетические
кинемат ические
силовые
Быстроходность пе­
Мощность Р, кВт,
Вращающий,
или
редачи характеризуется ча­ крутящий, момент Т, Нм,
Р = Т п / 9550,
где Т - вращающий (кру­ стотой вращения n, об/мин, на каждом валу привода
угловой скоростью со, рад/с, можно определить по соот­
тящий) момент, Нм,
n - частота вращения
СО = 7Ш/ 3 0 и окружной ношению
вала, об/мин.
скоростью V, м/с,
Т = 9 5 5 0 P l n = F td l 2
Потери
мощности
V = 7vdnl 6 0 0 0 0 .
, где Р - мощность на рас­
оценивают величиной ко­
Передаточное
отно­ сматриваемом валу, кВт;
эффициента полезного
n - частота вращения
шение i = Пх / П2. Если
действия (КПД)
вала,
об/мин.
передаточное отношение i >
Усилия F, H, дей­
ii = p 2 i p v
1, его называют переда­
ствующие
на детали вра­
При последователь­ точным числом и.
ном соединении передач
При последовательном щения, обычно вычисляют
через окружную силу Ft ,
или механизмов общий соединении передач
которую определяют по
КПД
и об — u xu 2 • • Un .
формуле
Лоб =17x172 - - - Л п
F t = 2 0 0 0 7 7 </.
При повреждении приводов машин чаще всего происходят отказы
гибких органов в ремённых и цепных передачах: срок службы ремней со­
ставляет порядка 2...3 тысяч часов, цепей - до 7...10 тысяч часов при пла­
нируемом сроке службы привода порядка 20 и более тысяч часов. Повре­
ждения в подшипниках и разрушение зубьев зубчатых и червячных колёс в
передачах составляют от 20 до 40% случаев отказов привода. Очень редко
случаются разрушения валов, уплотнений и корпусов.
Подбор двигателя для привода м аш ины и определение кинем а­
тических и силовы х парам етров на валах. Исходным документом при
проектировании является техническое задание. Исходными данными для
конструирования привода являются результаты технологического расчёта
машины, для которой проектируется привод, то есть величины мощности
37
на приводном валу Рт.м и частота вращения приводного вала пт.м исполни­
тельного механизма машины.
Последовательность подбора двигателя и анализа привода:
1. Выбирают расчётный вариант кинематической схемы привода
конвейера согласно заданию (рис. 1.16) с указанием соответствующих обо­
значений КПД, передаточных чисел, частоты вращения и мощности на
каждом валу привода.
2. Определяют КПД привода г],:р = ЩГ}гЩ-...-Г]п = П^ , 1
где пь П2 и т.д. - КПД отдельных передач и элементов привода (табл. 5).
3. Определяют расчётную мощность электродвигателя
Рис. 1.16. Кинематическая схема привода ленточного конвейера
4. По каталогу подбирают двигатель с ближайшей большей к расчёт­
ной мощностью (перегрузка допустима не более 6... 7%) с учётом заданно­
го числа пар полюсов двигателя р и выписывают его основные характери­
стики - тип (марку) двигателя, номинальную мощность Р да и асинхронную
частоту вращения «двас.
5. Общее передаточное число привода
между отдельными передачами по условию
и пр — п д
/п
и„„
и^и^
U np —
~ иЛ
разбивают
и,
где u1, u2 и т.д. - передаточные числа отдельных передач привода (см.
табл. 5). Например, разбивку общего передаточного числа между редукто­
ром и дополнительной ремённой передачей согласно кинематической схе­
ме на рис. 1.18, в производят следующим образом. Передаточное число
привода конвейера и пр — и реыи ред — (2 ...3 )и д, при этом расчётное пере­
даточное число редуктора и ред — и пр /(2 ...3 ) округляют до стандартного
38
ближайшего передаточного числа иРед.ст (табл. 5), после чего уточняют пе­
редаточное число ремённой передачи по формуле
и
— и пр / и ред ^ .
Таблица 5. Сравнительная характеристика механических передач
Входная
мощность
Р, кВт
Тип передачи
Передаточное
число и
рекомен­ предель­
дуемое
ное
4
2 .8
1.6,3
2,5
25
3
1,5.10
2 .3
2 .8
3
2 .8
Коэффи­
циент
полезного
действия г|
Окружная
скорость
v, м/с
О3
8
8 7 0
,90, 9,0, 0,,9 ,90,
VO9, 9,5 ,07 29,
,0 ,0 0, ,0
Зубчатая цилиндрическая
до 20
до 100
Зубчатая коническая
до 80
до 15
Червячная
до 70
до 12
Цепная
до 100
до 15
Ремённая
0,95.0,96
до 50
до 80
Фрикционная
0,75.0,95
до 20
до 15
Зубчатые цилиндрические
и ред
2,0 2,24 2,5 2,8
0,98
одноступенчатые
до 100
3,15, 4,0, 4,5, 5,0, 5,6, 6,3
редукторы
Зубчатые цилиндрические
иред = 8, 10, 12,5, 16, 18,
0,97
20, 22,4, 25, 28,
двухступенчатые
до 200
31,5, 35,5, 40
редукторы
Примечания: 1. КПД муфты типа МУВП г | м у в п = 0,99; типа М3 г|мз = 0,98.
2. КПД одной пары подшипников качения п = 0,99; скольжения п = 0,98.
6.
Определяют мощность Р, частоту вращения n и крутящий момент
Т на каждом валу проектируемого привода. Результаты расчётов целесооб­
разно свести в таблицу (табл. 6).
Таблица 6. Сводная таблица расчётных параметров на валах привода
проектируемого ленточного конвейера
Мощность
на валу
Р, кВт
Передат.
число
и
2. Вал
двигателя
Р 1 = Р дв.расч
-
2. Входной вал
редуктора
^2
Номер и
наименование
вала привода
(N
II
Он
t:
II
Он
Он
4. Вал привод­
ного барабана
Он
3. Выходной вал
редуктора
~ Р \П р е м
Частота
вращения вала
n, об/мин
^2
— ^ дв.ас
U рем
n i = r h t u pa,
U ред
П 4 = П 1 i U ped
«5
=
«4
=
Вращающий
момент на валу
Т, Н м
Т х =
Т2
=
Т4 =
Т 5
9550 Р
х /щ
9550Р2 / п2
9550,Р4 /
= 9550 Р
п 4
5 / п 5
Передачи следует рассчитывать в направлении потока мощности от вала двигателя к валу исполнительной машины.
39
Это важно. Парадоксальная особенность решения техниче­
ской инженерной задачи заключается в сочетании подчёркнуто кон­
кретного задания с большой творческой свободой, а, следовательно,
значительной неопределённостью в выборе решения и отсутствии
однозначного ответа при ограниченном времени на её выполнение.
Как беречь время при курсовом проектировании и не
только. Начинайте работу сразу, не откладывая! Шарль Бодлер:
«Самая тяжёлая работа - та, которую мы не решаемся начать: она
становится кошмаром». Один из законов Паркинсона гласит: «Всякую
работу можно растянуть так, чтобы заполнить ею всё имеющееся
время». Работа изнуряет нас, главным образом, в результате разо­
чарований и неудач. Каждый может жить долго и счастливо, работая
интенсивно и не на самых высоких постах до тех пор, пока ему нра­
вится его работа, и он достаточно преуспевает в ней.
К онтрольны е вопросы:
1. Каково назначение передач в приводе.
2. Как осуществляют подбор двигателя для привода.
3. От чего зависит общее передаточное число привода машины.
4. Почему не все передачи привода проектируют.
5. Как влияет количество деталей на надёжность машины.
П оясните виды механических передач, обозначенных на схемах:
а
б
в
г
д
е
40
Если ясность вашего объяснения
исключает ложное толкование,
всё равно кто-то поймёт вас неправильно.
2. РАСЧЁТ И КОНСТРУИРОВАНИЕ МЕХАНИЧЕСКИХ ПЕРЕДАЧ
2.1. Р е м ё н н ы е и ц е п н ы е п е р е д а ч и - п е р е д а ч и г и б к о й с в я з ь ю
Ремённы е передачи плоским ремнём стали применять в конце XIX
века для раздачи энергии от паровой машины в качестве привода транс­
миссионных валов, а затем они становятся частью привода отдельных ма­
шин. В 20-х годах ХХ века началось широкое распространение клиноре­
мённых передач. Теория ремённых передач берёт своё начало от разрабо­
танной Л. Эйлером теории трения гибкой нерастяжимой нити на шкиве.
Теорию работы упругого ремня на шкивах разработал Н.Е. Ж уковский.
Леонард Эйлер (1707...1783 гг.) - великий математик, физик и
астроном немецко-швейцарского происхождения. В 1727 году Эйлер
был приглашен в Петербургскую Академию наук, где и работал до
1741 года, а затем с 1766 года до конца своих дней.
Исследования Эйлера охватывали все разделы современной
ему математики и механики, теорию упругости, теорию машин, опти­
ку, теорию музыки, баллистику, морскую науку и т.д. В возрасте 29
лет учёный опубликовал трактат «Механика, или наука о движении,
изложенная аналитически». Он обладал почти невероятной работо­
способностью и научной продуктивностью: при жизни он опубликовал
несколько десятков объёмистых трактатов, а научные статьи Эйлера
публиковались после его смерти ещё в течение 40 лет.
Эйлера как человека характеризует благородство в науке. Так,
он намеренно задержал публикацию собственной рукописи по вариа­
ционному исчислению, чтобы дать возможность молодому на то вре­
мя Жозефу Луи Лагранжу подготовить для печати важную для его
научной карьеры статью, благодаря которой Лагранж получил всеоб­
щее признание среди ведущих математиков.
ВИДЫ РЕМЁННЫХ ПЕРЕДАЧ И ИХ ХАРАКТЕРИСТИКИ. Ремённые
передачи относятся к механическим передачам с гибкой промежуточной
связью. Гибкой связью является ремень. По принципу работы они являют­
ся передачами трением или передачами зацеплением (зубчато-ремённые
передачи). Ремённые передачи широко применяются в приводах станков,
пильных рам, конвейеров, в целлюлозно-бумажном оборудовании, рубительных машинах и т.д.
Ремённая передача (рис. 2.1) состоит из ведущего 1 и ведомого 2
шкивов, ремня 3 и натяжного устройства 4, обеспечивающего передачу
окружного усилия с помощью трения. По форме поперечного сечения
ремня различают плоскоремённые, клиноремённые и передачи поликлиновым ремнём. Достоинства ремённой передачи: простота конструкции,
бесшумность при работе, предохранение узлов привода от перегрузок. Не41
достатки: малая долговечность ремня, большие габариты передачи и зна­
чительные усилия на валы, необходимость натяжного устройства.
Рис. 2.1. Привод с ремённой передачей:
а - плоским ремнём, б - клиновыми ремнями
Обычно ремённую передачу используют в качестве первой от двига­
теля ступени привода, так как в этом случае её габариты и масса оказыва­
ются сравнительно небольшими. Область применения передач с плоскими
полиамидные ремнями - быстроходные передачи со скоростью ремней до
8 0 .1 0 0 м/с. Клиноремённые передачи имеют универсальное назначение
и устойчиво работают при скорости до 3 5 . 4 0 м/с, передавая мощность до
50 кВт. Передаточное число ирем = ni / n2 ~ d2 / di. КПД передачи Прем =
0,95...0,97. Сечения приводных ремней приведены на рис. 2.2.
Рис. 2.2. Поперечное сечение приводных ремней:
а - плоский прорезиненный, б - плоский кордшнуровый, в - клиновой,
г - поликлиновой ремень
РАСЧЁТ И КОНСТРУИРОВАНИЕ РЕМЁННОЙ ПЕРЕДАЧИ. При ра­
боте передачи ремень нагружен: силой предварительного натяжения F0,
полезной окружной силой Ft, центробежной силой Fv и изгибающим уси­
лием FH, которые создают в ремне соответствующие напряжения.
Наибольшее значение суммарные напряжения имеют при набегании рем­
ня на малый шкив. При движении на ведущем шкиве ремень укорачивает3
42
ся, а на ведомом - удлиняется, что вызывает упругое скольжение его на
шкивах.
Максимальные напряжения в ремне должны удовлетворять усло­
вию:
O'»» = сто +о-,/2 + <т„ +ст,„ = F0 / А + Ft !(2А) + pv2 + Еу t d, < [<7maJ ,
где А - площадь поперечного сечения ремня, мм 2 .
р - плотность материала ремня, кг/м3;
Е - модуль упругости ремня при изгибе, МПа;
у - расстояние от поверхности шкива до нейтрального слоя ремня, мм.
[cmax] ~ 8 МПа - допускаемые напряжения.
Ремни в соответствии с предъявляемым к ним требованиям рассчи­
тывают по тяговой способности, определяемой коэффициентом тяги ф, по
максимальным напряжениям в ремне атах и на долговечность Lh.
Т яговая способность передачи обусловлена силой трения ремня со
шкивами и характеризуется кривыми скольжения и КПД (рис. 2.3). По оси
ординат на графике откладывают относительное скольжение s и КПД пе­
редачи г) (в процентах), а по оси абсцисс - коэффициент тяги передачи ф.
Коэффициент тяги представля­
ет собой относительную нагрузку
передачи ф = Ft / (2F0). С ростом
нагрузки упругое скольжение ремня
возрастает сначала по закону прямой
линии. Коэффициент тяги имеет
критическое значение фк = 0,4...0,6
для плоских ремней и фк = 0,7... 0,9
для клиновых ремней, что соответ­
ствует
наибольшей
допустимой
нагрузке на ремень. С увеличением
Рис. 2.3. Кривые скольжения и КПД нагрузки выше допустимой возрас­
тает проскальзывание ремня на шки­
плоскоремённых передач
вах и
происходит резкое падение КПД передачи. В дальнейшем при фтах насту­
пает полное буксование ремня.
При расчёте плоскоремённой передачи определяют требуемую ши­
рину ремня и её значение согласовывают с ГОСТом.
bр = F1, / $^ р Ж
| гt “
где 5р - толщина ремня, мм;
[ct] - допускаемое расчётное напряжение, учитывающее действитель­
ные условия работы передачи, МПа.
При расчёте клиноремённой передачи в зависимости от передавае­
мого вращающего момента Ть Н м , выбирают стандартное сечение ремня
и, исходя из допускаемой мощности Р0, кВт, на один ремень, определяют
43
необходимое количество ремней zp в передаче. Клиновые ремни выпуска­
ют трёх видов: нормального сечения (Z, A, B, C, D, Е), узкие (УО, УА, УБ,
УВ) и широкие (для вариаторов).
Требуемое число ремней в передаче z p — Рх /(РрасчС z ),
где
Pi - передаваемая мощность на валу малого шкива, кВт;
Cz - коэффициент, учитывающий неравномерную загрузку ремней;
Ррасч - допускаемая расчётная мощность, кВт, передаваемая одним
клиновым ремнём с учётом действительных условий работы передачи.
При расчёте передачи поликпиноеы м рем нём определяют требуемое
количество рёбер ремня z = 10/^ / Ррасч.
Д олговечность ремня существенно зависит от числа пробегов рем­
ня в секунду ш — 1 0 0 0 v / L
, которое не должно превышать допускае­
мого [ ш] . Для обыкновенных плоских ремней [йт] < 5 1/с, для специаль­
ных быстроходных плоских и клиновых ремней [йт] = 10... 15 1/с. Расчёт­
ная долговечность ремня Lh = 7 5 0 .5 0 0 0 часов, а средний ресурс ремней
составляет ~ 2 . 3 тыс. часов.
Конструирование ш кивов передачи. Расчётные диаметры ведуще­
го и ведомого шкивов передачи
d iрасч = C d - \ j T \ ^ > d
1
и
d 2pac4
d xu peM => d 2 округляют до
стандартных значений d1 и d2 из следующего ряда: 40, 45, 50, 56, 63, 71, 80,
90, 100, 112, 125, 140, 160, 180, 200, 224, 250, 280, 315, 355, 400, 450, 500,
560 . мм.
Здесь Cd = 2 0 . 6 4 - коэффициент диаметра, зависящий от типа ремня;
Т 1 - вращающий момент на ведущем шкиве, Н м ;
ирем - передаточное число (обычно ирем = 2 . 4 ) .
Чугунные или стальные шкивы ремённых передач (рис. 2.4) имеют
обод, на который надевают ремни, и ступицу для установки шкива на вал.
Шкивы диаметром до 100 мм выполняют монолитной конструкции, а диа­
метром от 100 до 400 мм изготовляют с диском, соединяющим обод и сту­
пицу. Шкивы диаметром более 400 мм выполняют со спицами.
Общие размеры шкивов для различных типов ремней: расчётные
диаметры шкивов di и d2, толщина обода шкива 5i = 6 ... 12 мм, толщи­
на диска шкива С = (1,2... 1,3)5Ь Посадочный диаметр ведущего шкива d0i,
и длину ступицы /ст1 согласовывают с размерами вала двигателя. Посадоч­
ный диаметр ведомого шкива d02 и длину его ступицы /ст2 согласовывают с
размерами входного вала редуктора или иного механизма. Диаметр ступиц
шкивов определяют по формуле dCT= ( 1 , 5 . 1,6)d0.
Отличия при конструировании шкивов для различных типов при­
водных ремней заключаются в придании необходимой формы ободу шки­
ва. Ширина обода шкива В или Воб определяется формой и размерами по-
44
перечного сечения плоского ремня, или размерами и количеством клино­
вых ремней в комплекте (или числом рёбер поликлинового ремня).
Рис. 2.4. Конструкции шкивов для клиновых и плоских ремней
Внешнюю поверхность обода большего шкива для плоского ремня
с целью лучшей фиксации ремня выполняют сферической формы. На
наружной поверхности обода ш ки ва для клиновы х и поликлиновы х
ремней выполняют канавки стандартного профиля по числу клиновых
ремней в комплекте или по числу рёбер поликлинового ремня.
Для удобства надевания ремней шкивы на валах обычно располагают
консольно. Для создания натяжения ремня конструкция передачи должна
допускать изменение межосевого расстояния.
Предварительное межосевое расстояние передачи принимают в пре­
делах арем = ( 1 , 5 . 2)(d1 + d2) или назначают из конструктивных соображе­
ний. Расчётную длину ремня
0 ,2 5 а 2 - d t Z
L расч = 2 а рем
L
а .рем
также округляют до стандартного значения, а затем уточняют арем.
Нагрузка на валы ремённой передачи Fs = 2F0 sin(ai/2) ~ (2... 3)Ft..
Зубчато-ремённая передача
(рис. 2.5) соединяет в себе достоин­
ства ремённых и цепных передач. По
названию и конструкции тягового ор­
гана эту передачу относят к ремён­
ным, а по принципу работы - к цеп­
ным передачам. Такая передача ком­
пактна, работает плавно и бесшумно.
Рис. 2.5. Привод с зубчатоПринцип зацепления устраняет про-
45
ремённой передачей
скальзывание ремня на шкивах.
ВИДЫ ЦЕПНЫХ ПЕРЕДАЧ И ИХ ХАРАКТЕРИСТИКИ. Для передачи
больших мощностей широкое применение находят цепные передачи вту­
лочными и зубчатыми цепями. Как и передачи ремённые цепные передачи
относятся к механическим передачам с гибкой промежуточной связью (це­
пью). По принципу работы они являются передачами зацеплением и по­
этому не требуют значительного предварительного натяжения цепи, в свя­
зи с чем уменьшается нагрузка на валы и опоры.
Достоинства цепных передач по сравнению с ремёнными: отсутствие
проскальзывания цепи на звёздочках, меньшие габариты передачи, более
высокий КПД. Недостатки: сложный уход за передачей (необходимость
смазывания, точной установки валов), повышенная вибрация и шум при
работе.
Традиционно цепные передачи применяют в химическом машино­
строении, транспортирующих машинах (конвейеры), в станкостроении, в
сельскохозяйственных машинах и транспортных средствах (мотоциклы,
мопеды).
Цепная передача (рис. 2.6) состоит из ведущей и ведомой звёздочек и
цепи. Кроме того, цепные передачи могут иметь смазочные устройства и
ограждение. Приводная цепь как главный элемент цепной передачи состо­
ит из соединённых шарнирами звеньев. Детали цепи: пластины, детали
шарниров (валики и втулки), а также и звёздочки, изготовляют из средне­
углеродистых или легированных сталей и подвергают термообработке.
Основные типы приводных
цепей - роликовые и втулочные це­
пи (ГОСТ 13568-97) и зубчатые це­
пи (ГОСТ 13552-81). В роликовы х
цепях (рис. 2.7, а) зацепление цепи
со звёздочкой осуществляется через
ролик, при этом долговечность цепи
возрастает, однако растёт её масса и
стоимость. Роликовые и втулочные
цепи изготовляют однорядными,
Рис. 2.6. Привод конвейера с цепной двухрядными
и многорядными.
передачей: 1 - двигатель, 2 - муфта, Средняя скорость цепи v ограничена
3 - редуктор, 4 - цепная передача,
величиной 15 м/с.
5 - барабан с лентой
Зубчаты е цепи (рис. 2.7, б) набирают из отдельных пластин. По
сравнению с роликовыми и втулочными цепями зубчатые цепи работают
бесшумно и плавно при скоростях v до 25 м/с, могут передать большие
нагрузки, но сложнее в изготовлении и дороже. Основными расчётными
параметрами зубчатой цепи являю т ся шаг цепи t и ш ирина цепи В.
46
РАСЧЁТ И КОНСТРУИРОВАНИЕ ЦЕПНОЙ ПЕРЕДАЧИ. Долговеч­
ность цепи определяется износостойкостью шарниров. Обычно срок служ­
бы передачи составляет 5.. .10 тыс. часов. Современные методы расчёта
цепных передач основаны на критерии допустимого давления в шарнире
звена [рц] как основного фактора, влияющего на износостойкость цепи.
Условие обеспечения работоспособности цепи рц < [рц]. Допускаемые зна­
чения [рц] = 3 5 . 4 0 МПа.
Рис. 2.7. Приводные цепи: а - роликовая двухрядная; б - зубчатая цепь
Основным расчётным параметром приводной роликовой цепи явля­
ется шаг цепи t - расстояние между осями соседних шарниров (обычно
кратный 1 дюйму). Расчётный шаг цепи определяют из условия износо­
стойкости шарниров по формуле
t „асч = (6 0 0 ...6 5 0 ) • з — -— -— и согласовывают с ГОСТом.
V L p J z л
Здесь Р 1 - мощность на ведущем валу передачи, кВт;
Кэ - коэффициент, учитывающий условия эксплуатации передачи:
динамичность нагрузки, наклон линии центров звёздочек к горизонту, спо­
соб регулирования натяжения цепи, способ смазывания передачи и др.;
z1 - число зубьев меньшей звёздочки, обычно z1 = 29 - 2ицеп;
Ицеп - передаточное число цепной передачи, часто ицеп = 2 . 4 .
Число зубьев ведомой звёздочки z2 = z1•ицеп.
47
Числа зубьев звёздочек рекомендуется принимать нечётными в сочетании
с чётным числом звеньев цепи.
Стандартную роликовую цепь выбирают с шагом t, близким к рас­
чётному шагу, и производят расчёт, проверяя выполнение условия
где
Ft - окружная сила, передаваемая цепью, Н; Ft = 1000Pi/v; 2
Аоп - площадь проекции опорной поверхности шарнира, мм ;
Кт - коэффициент, учитывающий число рядов цепи.
Задаваясь величиной оптимального межосевого расстояния в преде­
лах а опт = ( 3 0 . 50)t, определяют число звеньев цепи
2 a опт
_
Z
—
(z, + z 20)/
V 1
---------1
-------------- .ь
( z 2 - Z x)
2
t
a опт
2п
4
t
2
Конструирование звёздочек. По конструкции звёздочки цепей ана­
логичны шкивам и зубчатым колёсам. Диаметр делительной окружности
звёздочки d — t / sin (l 80° / z ) . Конструкцию звёздочки для роликовой цепи
(рис. 2.8) выбирают в зависимости от соотношения ширины зуба, рядности
цепи и диаметра d, а также от способа получения заготовки. При относи­
тельно небольшой ширине и большом диаметре d звёздочки изготовляют
из диска и ступицы, соединённых сваркой, болтами или заклёпками (рис.
2.8, в и г). Форма профиля зуба звёздочки зависит от конструкции и разме­
ров цепи. Метод расчёта профиля зубьев звёздочек роликовы х цепей опре­
делён ГОСТ 592-81, а звёздочек зубчатых цепей - ГОСТ 13576-81.
Рис. 2.8. Конструкции звездочек роликовых цепей
К онтрольны е вопросы:
1. Из каких материалов изготовляют плоские и клиновые ремни.
2. Для чего осуществляют предварительное натяжение ремня.
3. Почему ограничивают число ремней клиноремённых передач.
4. Назовите основные типы приводных цепей.
5. Какой тип цепи получил наибольшее распространение и почему.
6. Каков главный критерий работоспособности цепных передач.
48
2.2. Фрикционные передачи и вариаторы
Широкое применение ф рикционны х передач «колесо - рельс» и
«колесо - дорожное полотно» в рельсовом и автодорожном транспорте вы­
зывает необходимость краткого рассмотрения истории этого вопроса.
Рельсовы й транспорт начинался с деревянных рельсовых путей для
перемещения шахтных вагонеток вручную или на конной тяге. В 1821 году
в Англии был запатентован метод получения прокаткой железных рельсов
длиной 4,5 м. Дж. Стефенсон применил такие рельсы в 1825 году при
строительстве первой в Англии крупной железной дороги между городами
Манчестер и Ливерпуль. В состоявшемся в 1829 году состязании различ­
ных конструкций паровозов победил паровоз Стефенсона под названием
«Ракета». В гонках должны были участвовать 5 паровозов, однако пятый
«паровоз» оказался лишь макетом: внутри устройства находились лошади.
Джордж Стефенсон (1781.1848 гг.) - выдающийся англий­
ский изобретатель, разработавший в 1814 году первую конструкцию
паровоза. В 1819.1829 годах он настолько усовершенствовал мо­
дели паровозов, что они получили практическое использование на
железнодорожном транспорте.
В 1837 г. была построена первая в России железная дорога от Петер­
бурга до Царского Села. В Западной Европе используется железнодорож­
ная колея шириной 1435 мм, а в России - 1520 мм. В 1851 г. вошла в строй
магистраль Петербург - Москва.
Невероятно, но факт. При открытии магистрали и торже­
ственном проезде царской семьи из Петербурга в Москву Николай I
приказывал останавливать свой поезд при всех больших мостах. При
осмотре Николаем I Веребьинского моста длиной 300 м император
спустился вниз к самой речке, махнул платком и стал смотреть, как
пойдёт поезд через мост. К его удивлению поезд прошёл первый
устой моста и остановился. Что же случилось? Оказалось, что до­
рожный мастер покрасил ржавые рельсы чёрной масляной краской,
которая ещё не успела засохнуть. Сообразительный механик прика­
зал посыпать рельсы песком и золой, и тогда поезд благополучно
проследовал через мост.
А втом обильны й транспорт. Предшественником автомобиля счита­
ется коляска французского изобретателя Кюньо с паровым двигателем, со­
зданная в 1769 г. задолго до изобретения паровоза. Современное значение
слова автомобиль связывают с изобретением двигателя внутреннего сго­
рания (ДВС). Первый ДВС был построен немецким изобретателем Нико­
ласом Отто в 1878 году. В 1897 году Рудольф Дизель изобрёл двигатель,
который мог сжигать тяжёлое топливо, например, нефть.
Скорость автомобиля со сплошными (не надувными) шинами была
ограничена примерно 20 км/ч, а надувная шина была изобретена Р. В.
Томсоном лишь в 1845 году. Такая шина сделала практически возможным
49
быстрый и дешёвый шоссейный транспорт, а также позволила самолётам
подниматься с суши и садиться на неё. Однако к середине XIX века рель­
совый транспорт уже прочно вошёл в жизнь, и железнодорожные компа­
нии законодательно через систему запретов отодвинули развитие автомо­
бильного транспорта до рубежа XIX - XX веков. Пневматические шины и
подшипники качения обеспечили современному автомобилю то лидирую­
щее положение, которое он занимает по распространённости в ряду других
машин массового производства.
ВИДЫ ФРИКЦИОННЫХ ПЕРЕДАЧ И ИХ ХАРАКТЕРИСТИКИ. Про­
стейшая фрикционная передача (рис. 2.9) состоит из двух соприкасающих­
ся между собой катков, прижатых друг к другу силой Fn, создающей силу
трения, соответствующую величине передаваемого окружного усилия Ft.
Область применения фрикционных передач: рельсовый и безрельсовый
транспорт, кинематические схемы приборов, вариаторы и т.д.
Преимущества фрикционной передачи: простота конструкции, бес­
шумность при работе, возможность бесступенчатого регулирования пере­
даточного числа (вариаторы). Недостатки: неизбежное упругое проскаль­
зывание катков, большая нагрузка на валы и опоры, необходимость
нажимного устройства (пружинного, рычажного или иного).
При работе фрикционной пе­
редачи различают упругое сколь­
жение катков (происходит всегда)
и их геометрическое скольжение,
наличие которого зависит от фор­
мы катков.
Материалы катков должны
обладать высокой износостойко­
стью и контактной прочностью,
большим коэффициентом трения
Рис. 2.9. Схемы фрикционных передач:
г
а - цилиндрической, б - конической
и модулем упругости. Катки изго­
товляют из легированных сталей (подшипниковые стали с закалкой до
твёрдости 60 HRC), чугунов и неметаллических материалов. Сочетание
материалов сталь - сталь обеспечивает небольшие габаритные размеры
передачи. Сочетание чугун - чугун или сталь - чугун позволяет работать
как со смазкой, так и без неё (всухую), а сочетание материалов сталь текстолит допускает работу без смазки с коэффициентом трения до 0,4.
Вариатор - передача с плавно изменяемым (регулируемым) переда­
точным числом. Фрикционные вариаторы используют в станкостроении,
химической промышленности, в том числе - при производстве бумаги.
Основная характеристика вариатора - диапазон регулирования, определя­
емый отношением передаточных чисел: Д = umax /umin. Для одноступенча­
тых вариаторов Д < 6. Коэффициент полезного действия вариаторов
п=
50
0 ,7 5 .0 ,8 5 . Различные конструкции вариаторов показаны на рис. 2.10 и
2.11.
Лобовой вариатор (рис. 2.10, а) прост по конструкции и может
обеспечивать изменение направления вращения. Конусный вариатор (рис.
2.10, б) без промежуточного звена и конусный вариатор с параллельными
валами и промежуточным элементом (рис. 2.10, в) передают вращение
только в одном направлении.
Рис. 2.10. Схема лобового и конусных вариаторов
М ногодисковый вариатор (рис. 2.11, а) состоит из пакетов кониче­
ских дисков, прижимаемых пружинами. Регулирование скорости произво­
дится смещением оси ведущего вала относительно оси ведомого, при этом
изменяется величина радиуса контакта и передаточное число. Торовый ва­
риат ор (рис. 2.11, б) содержит торовые чашки и ролики. Изменение ско­
рости на выходе достигается поворотом осей вращения роликов. Торовые
вариаторы наиболее совершенны, их недостаток - сложность конструкции.
Рис. 2.11. Схема дискового и торового вариаторов
Вариаторы с раздвиж ными ш кивами и широкими клиновыми рем­
нями просты и надёжны и применяются в виде самостоятельных агрегатов.
Скорость регулируется изменением расчётных диаметров шкивов при осе­
вом перемещении дисков. КПД таких вариаторов п = 0 , 8 . 0,9.
51
РАСЧЁТ И КОНСТРУИРОВАНИЕ ФРИКЦИОННОЙ ПЕРЕДАЧИ. Гео­
метрическими параметрами передачи являются диаметры di ведущего и d2
ведомого катков, b - ширина катков, а - межосевое расстояние. Переда­
точное число Ифр = n1/ n2 ~ d2 / d1 = 2 . 4 .
Для фрикционных передач основным критерием работоспособности
является контактная прочность. При работе передачи происходит разру­
шение поверхностей катков в виде усталостного выкрашивания от кон­
тактных напряжений стн, и изнашивание катков в результате трения. Рас­
чётные контактные напряжения сжатия определяют по формуле Герца, а
условие прочности для стальных катков приобретает вид
Нормальная сила прижатия катков Fn в зависимости от передаваемой
нагрузки Ft определяется по формуле
Я; x,
Fn = K F t / f = 2000 7 I f d
где
К = 1,3...1,5 - коэффициент запаса;
f - коэффициент трения между катками; f = 0,04...0,05 - стальные
катки при работе со смазкой; f = 0,15...0,20 - стальные или чугунные кат­
ки при работе без смазки.
Для проектировочного расчёта формулу Герца преобразуют, прини­
мая за искомый параметр диаметр катка d или межосевое расстояние а.
Конструирование фрикционных передач. Прижимное устройство
(с помощью пружины, силы тяжести и др.) создаёт постоянную силу при­
жатия катков. Большинство современных вариаторов выполняют с автома­
тическим прижатием катков, когда прижимная сила изменяется пропорци­
онально изменению передаваемого момента.
В цилиндрических фрикционных передачах нажимным выполняют
ведомый каток, в конических - меньший каток.
Ведущий каток изготовляют из менее твёрдого материала, чем ведо­
мый, чтобы при буксовании на рабочей поверхности ведомого катка не об­
разовались задиры. Для надёжной работы передачи необходима высокая
точность изготовления катков и сборки передачи. Ширину обода малого
катка выполняют на 5 . 1 0 мм больше расчётной ширины большого катка
для компенсации возможного осевого смещения катков при сборке.
1
Контрольные вопросы:
1. Назовите основные детали фрикционных передач.
2. Поясните принцип работы вариаторов по рис. 2.10 и 2.11.
3. Почему рельсы запасных путей ржавеют.
52
2.3. Зубчатые передачи
Зубчатые колёса, винты, полиспасты, а также простые расчёты
механизмов - определение передаточных чисел и действующих сил - были
известны ещё во времена Архимеда (3-й век до н.э.).
Архимед (287.212 гг. до н.э.) - древнегреческий учёный, ма­
тематик и механик, один из создателей механики как науки. Родился в
Сиракузах (о. Сицилия) и жил в этом городе в период 1-й и 2-й Пуни­
ческих войн. «Как верно то, что один человек, один разум, надлежа­
ще подготовленный к своему предприятию, стоит целого войска и ра­
ботает необычайно успешно!». Так греческий историк Полибий
(201.120 гг. до н.э.) в своей книге «Всеобщая история» писал о ра­
ботах великого Архимеда, умевшего метать из катапульт огромные
камни во вражеские корабли, строить подъёмные краны, которые за­
хватывали корабли крюками, поднимали их из воды, переворачивая
вверх килем, и бросали обратно в море. Точное описание машин,
придуманных Архимедом, до нас, к сожалению, не дошло.
С появлением механических часов зубчатые передачи получают
быстрое развитие, поскольку качество зубчатых колёс определяет точность
хода часов и их долговечность. При этом форма зубьев играет важнейшую
роль. В 1754 г. Л. Эйлер предложил и разработал теорию эвольвентного
зацепления, получившего повсеместное распространение. В 1954 г. про­
фессором М.Л. Новиковым (Военно-воздушная инженерная академия име­
ни Н.Е. Жуковского) было предложено неэвольвентное круговинтовое
зубчатое зацепление, которое носит его имя - зацепление Новикова.
в и д ы з у б ч а т ы х п е р е д а ч и и х х а р а к т е р и с т и к и . Зубчатая пе­
редача (рис. 2.12) - это механизм для передачи и преобразования движе­
ния с помощью зубчатого зацепления.
Рис. 2.12. Основные виды зубчатых передач.
Цилиндрические: а - прямозубая, б - косозубая, в - шевронная,
г - с внутренним зацеплением, д - реечная.
Конические: е - прямозубая, ж - косозубая, з - с круговыми зубьями
53
Передача состоит из пары сопряжённых зубчатых колёс, меньшее из
которых называют шестернёй, а большее - колесом. Преимущества зуб­
чатых передач: высокая надёжность и долговечность, компактность и уни­
версальность, высокий КПД и постоянство передаточного отношения. Не­
достатки: необходимость высокой точности изготовления и монтажа, шум
и динамические нагрузки при больших скоростях.
Классификация зубчатых передач. По расположению зубьев на
колесе различают прямозубые, косозубые, шевронные колёса и колёса с
круговыми зубьями. В зависимости от формы профиля зубьев передачи
подразделяют на эвольвентные и круговинтовые (передачи Новикова).
Различают также передачи с внешним и внутренним зацеплением.
При параллельном расположении осей зубчатых колёс применяют
цилиндрическую передачу, при пересекающихся осях - коническую переда­
чу, при скрещивающихся осях - винтовую, гипоидную или спироидную пе­
редачу. В основном передачи выполняют закрытыми (в корпусе и со смаз­
кой), открытые передачи работают на воздухе обычно без смазки.
М атериалы зубчатых колёс и точность изготовления передач.
Основные материалы зубчатых колёс - качественные конструкционные
(сталь 45, 50, 65Г и др.) и легированные стали (сталь 40Х, 40 ХН, 12ХН3А
и др.). Обычно колёса подвергают термической или химико-термической
обработке: улучшению (НВ 2 7 0 .3 0 2 ), закалке токами высокой частоты
(HRC 4 5 .5 6 в зависимости от марки стали), цементации и закалке (HRC
5 6 .6 3 ), нитроцементации, азотированию и т.д.
Зубья колёс нарезают (рис. 2.13) методом обкатки, или огибания,
червячной фрезой (а) или долбяком (б), а также методом копирования
модульной дисковой (в) или пальцевой (г) фрезой. ГОСТ 1643-81 преду­
сматривает 12 степеней точности изготовления зубчатых передач. Основ­
ное применение имеют 7, 8 и 9-я степени точности, назначаемые в зависи­
мости от скорости v.
Рис. 2.13. Методы нарезания зубчатых колёс
ГЕОМЕТРИЯ ЗУБЧАТОГО ЗАЦЕПЛЕНИЯ. Прямозубые зубчатые переда­
чи. Главный параметр зубчатого зацепления - модуль m = p/п, где р шаг зубьев. ГОСТ 9563-80 регламентирует ряд модулей: 2; 2,25; 2,5; 2,75;
3; 3,5; 4; 4,5; 5; 5,5; 6; 7; 8 . мм. Геометрические параметры передач
54
стандартизованы и определяются несколькими концентрическими
окружностями. Делительная окружность делит зуб на две части: головку и
ножку (рис. 2.14). Размеры зуба: высота головки ha = m; ножки hf = 1,25m;
следовательно, высота всего зуба h = 2,25m.
Основные параметры зубчатого колеса
могут быть выражены через модуль m.
Диаметр делительной окружности
d = mz, где z - число зубьев.
Диаметр окружности выступов
da = d + 2ha = m(z + 2).
Диаметр окружности впадин
df = d - 2hf = m(z - 2,5).
Межосевое расстояние передачи
aw = 0,5m(z1 +z2). Ширина венца зубчатого
колеса b = y bmm = y bd-d = y ba'aw. Ширина
Рис. 2.14. Геометрия
шестерни b1 = b + 2m.
зубчатого зацепления
Непрерывность работы передачи обеспечена, если последующая па­
ра зубьев входит в зацепление до выхода предыдущей пары, то есть имеет­
ся перекрытие зубьев. Коэффициент торцового перекрытия еа по вели­
чине должен быть > 1.
Передаточное число зубчатой передачи изуб = n1/ n2 = d2 / d1 = z2 / z1,
где Zi и z2 - число зубьев шестерни и колеса. Число зубьев шестерни
обычно z\ = 18...25. Число зубьев колеса z2 = z ru 3y6. При передаточном
числе изуб > 1 передача понижает обороты (редуктор), при изуб < 1 передача
повышает обороты (мультипликатор). Окружная скорость в месте контакта
зубьев колёс v = ndn/60000 ограничена величиной 1 5 .2 0 м/с.
Зубчатые передачи с косозубыми и шевронными колёсами. У ко­
созубых колёс (рис. 2.15) зубья составляют с образующей делительного
цилиндра угол в в пределах 8 . 20°.
С увеличением угла наклона зубьев уве­
личивается длина контактной линии и коэф­
фициент перекрытия, но одновременно возрас­
тает осевое усилие, дополнительно нагружа­
ющее валы и подшипники. Для уравновеши­
вания осевых усилий применяют шевронные
колёса, то есть цилиндрические колёса с вен­
цами, разделённые на участки с правым и ле­
вым зубом (см. рис. 2.12, в). Угол наклона в
зубьев на шевронных колёсах составляет от 25
до 40°. Параметры косозубого колеса измеря­
Рис. 2.15. Схема
ют в торцовом и нормальном (n - n) направ­
косозубых
лениях.
цилиндрических колёс
55
Так окружной модуль mt = pt / п, нормальный модуль mn = pn/ п,
где pt = pn /cosp - окружной шаг зубьев, рп - шаг зубьев в нормальном се­
чении. Делительный диаметр d = mnz /cosp, диаметр вершин зубьев
da
= d + 2mn, диаметр впадин зубьев df = d - 2,5mn.
При работе косозубых передач зубья входят в зацепление не сразу по
всей длине, а постепенно. Поэтому передаваемая нагрузка распределяется
на несколько пар зубьев одновременно. При этом повышается нагрузочная
способность, плавность и бесшумность работы.
Конические зубчатые передачи (см. рис. 2.12, е, ж, з) передают
вращение между валами с пересекающимися обычно под углом 90° осями.
Передаточное число конической передачи икон = z2/zi = d2/di. Такие пере­
дачи сложнее цилиндрических передач, они требуют периодической ре­
гулировки. Для нарезания зубчатых конических колёс требуется специаль­
ный инструмент. При монтаже передачи шестерня закрепляется консольно,
что ведёт к увеличению неравномерности распределения нагрузки. В за­
цеплении действуют также осевые силы. Всё это снижает нагрузочную
способность передачи. Однако конические колёса широко применяют в
механизмах, где валы необходимо располагать под углом друг к другу.
РАСЧЁТ И КОНСТРУИРОВАНИЕ ЗУБЧАТОЙ ПЕРЕДАЧИ. При переда­
че движения зубья колёс сцепляются на линии зацепления А 1А2. Линия
А1А2 (рис. 2.16) образует с касательной, проведенной в полюсе зацепления
П, угол зацепления aw = 20° для цилиндрических колёс. Нормальную силу
Fn при расчёте прямозубой передачи раскладывают на окружную Ft =
2000Т /d и радиальную Fr = Ft-tgaw. Силы в зацеплении рассчитывают че­
рез величину окружного усилия, при этом нормальное усилие
Fn = Ft /cosaw.
Рис. 2.16. К расчёту усилий
в зубчатом зацеплении
Рис. 2.17. Характер нагружения
зубьев и виды напряжений в них
56
Расчётную нагрузку зубчатой передачи задают в виде мощности,
вращающего момента или окружного усилия, умноженного на коэффици­
ент нагрузки К = KaKpKv = 1,3...1,5, например, Трасч = ТШмКаКр^, где
частные коэффициенты К учитывают динамичность нагрузки и неравно­
мерность её распределения по длине зубьев и между ними.
От действия силы Fn на рабочих поверхностях зубьев возникают
контактные напряжения сжатия стн, а у основания зубьев - напряжения из­
гиба a F (рис. 2.17, а). Напряжения в зубьях - величины переменные (рис.
2.17, б). Время контакта зубьев в течение одного оборота очень мало.
Основными критериями работоспособности и расчёта зубчатых пе­
редач (ГОСТ 21354-87) являются: контактная прочность рабочих по­
верхностей зубьев и прочность зубьев при изгибе.
При проектировочном расчёте передачи на контактную прочность
межосевое расстояние aw, мм, получают выводом из формулы Герца после
соответствующих математических преобразований, то есть
где Ка - коэффициент межосевого расстояния; Ка = 49,5 (МПа)113 - для
прямозубых колёс и Ка = 43 (МПа)1/3 - для косозубых колёс;
u - передаточное число;
Т2 - вращающий момент на ведомом валу, Нмм;
КНр = 1 ,05.1,20 - коэффициент расчётной нагрузки;
у ba = b / aw = 0,2.. .0,5 - коэффициент ширины колеса;
[аН] - допускаемое контактное напряжение, МПа, зависящее, в ос­
новном, от твёрдости рабочих поверхностей зубьев сопряжённых колёс.
Определив величину aw, её округляют до стандартного ближайшего
значения, принимают стандартный модуль зацепления m в пределах
(0,01 ...0,02)aw, рассчитывают геометрические параметры колёс и произво­
дят проверочный расчёт передачи.
При расчёте передачи на прочность зубьев при изгибе зуб рассмат­
ривают как консольную балку, работающую на изгиб при нагрузке Fn (рис.
2.17, а). От напряжений изгиба часто происходит выламывание углов зубь­
ев вследствие усталости материала при длительно действующих перемен­
ных нагрузках. Напряжения в основании зуба должны отвечать условию
<УР = 4?1П—<7СЖУ [rF _.
При этом напряжения сжатия невелики, а
именно а сж~ 0,06аиз.
При расчёте на прочность косозубых и шевронных колёс по контакт­
ным напряжениям и на изгиб используют формулы для прямозубого за­
цепления, вводя в них соответствующие коэффициенты, отражающие спе­
цифику работы и расчёта косозубой передачи.
57
Конструирование зубчатых колёс. По способу получения загото­
вок зубчатые колёса подразделяют на литые, кованые, штампованные и
сварные, а по способу соединения с валом - на шестерни, изготовляемые
за одно целое с валом (вал-шестерня) и насадные шестерни и колёса.
Конструкции цилиндрических колёс показаны на рис. 2.18. Форма
зубчатого колеса может быть плоской (рис. 2.18, а, г) или с выступающей
ступицей в одну или в обе стороны (рис. 2.18, б, в). Для снижения массы
колёс их делают с тонким диском (С ~ 0,25b2), в котором выполняют четыре-шесть отверстий.
Установка колёс на валах производится с фиксацией их как в ради­
альном, так и в осевом направлении. В радиальном направлении колёса
фиксируют посадкой (переходной или с небольшим натягом) и дополни­
тельными устройствами в виде шпонок или шлицев. Осевую фиксацию ко­
лёс осуществляют распорными втулками, пружинными кольцами, стопор­
ными винтами и другими способами.
Рис. 2.18. Конструкции цилиндрических зубчатых колёс
Контрольные вопросы:
1. Каковы основные геометрические параметры зубчатых колёс.
2. Сравните нагрузочную способность прямых и непрямых зубьев.
3. Какие из передач (фрикционные, зубчатые, ремённые) обеспечи­
вают постоянство передаточного числа.
4. Передаточное число u ^ = 3, частота вращения ведущей шестерни
n1 = 1440 об/мин. Какова частота вращения колеса?
5. От чего зависит назначение степени точности зубчатой передачи.
58
2.4. Червячные передачи
Несмотря на то, что основные виды деталей машин были известны
ещё во времена Архимеда, за период средневекового застоя часть техниче­
ских достижений была забыта. В эпоху Возрождения (XV. XVI века)
вновь появляются известные ранее и новые механизмы. В литературе эпо­
хи Возрождения, ярким представителем которой является Л. да Винчи,
имеются данные о применении канатных и ремённых передач, грузовых
винтов, муфт и т.д.
Леонардо да Винчи (1452.1519 гг.) - гениальный математик,
механик, инженер, конструктор, архитектор и художник эпохи Возрож­
дения. Сохранилось около 7 тысяч страниц его рукописей по различ­
ным вопросам искусства, науки и техники. Л. да Винчи может считать­
ся первым исследователем в области деталей машин.
В записках Л. да Винчи описаны винтовые зубчатые колёса с
перекрещивающимися осями, глобоидная червячная передача, под­
шипники качения, шарнирные цепи и различные машины. Среди чер­
новиков и моделей да Винчи были парашют, танк, велосипед, не бы­
ло только телевизора. Свои дневники Леонардо зашифровал хитрым
образом: он писал их справа налево в зеркальном отражении. Да
Винчи создал подробный чертёж вертолёта. В 2000 г. в Италии по
разработкам Л. да Винчи был построен летательный аппарат, кото­
рый успешно облетел Рим.
ВИДЫ ЧЕРВЯЧНЫХ ПЕРЕДАЧ И ИХ ХАРАКТЕРИСТИКИ. Червячная
передача (рис. 2.19) состоит из червяка и червячного колеса и относится к
передачам зацеплением с перекрещивающимися обычно под углом 90°
осями вращения.
Червячные передачи при­
меняют в станках, грузоподъ­
ёмных, транспортирующих и
других машинах. Преимущества
передачи: большое передаточ­
ное число ичер = 8...80, бесшум­
ность, плавность работы, компакность. Недостатки: низкий
КПД (п = 0,70...0,92), высокие
требования к точности изготов­
ления и монтажа передачи,
большая стоимость материала
Рис. 2.19. Привод
венцов червячных колёс.
с червячным редуктором
Геометрия червячного зацепления (рис. 2.20). Главные геометри­
ческие параметры передачи: модуль зацепления m = р / п, где р - осевой
шаг червяка, и коэффициент диаметра червяка q = di / m. Оба эти пара­
метра стандартизованы.
59
1
1
V
'0
Z
Размеры витков
червяка и зубьев коле­
са определяют в зави­
симости от модуля т.
Делительный диаметр
червяка di = qm. Диа­
метр вершин витков da1
= d1 + 2m, диаметр
впадин витков червяка
dfl = d1 - 2,4m.
Диаметр делитель­
ной окружности колеса
d2 = mz2, диаметр
вершин зубьев в среднем сечении da2 = d2 + 2m, диаметр впадин зубьев
червячных колёс в среднем сечении df2 = d2 —2,4m. Зубья колёс имеют
вогнутую форму и охватывают червяк по дуге с углом 25. Ширина венца
колеса b2. Наибольший диаметр червячного колеса daw2 < da2 + 6m/ (z1 + 2).
Здесь z1 - число заходов червяка (z1 = 1, 2, 3 или 4).
Передаточное число червячной передачи ичер = n1/ n2 = z2/ z1,
где z2 - число зубьев колеса, обычно z2 = 27...80.
Межосевоерасстояние aw= 0,5(d1 + d2) = 0,5m(q + z2).
М атериалы червяков и червячных колёс, точность изготовле­
ния. Червячные передачи при работе имеют повышенное скольжение за­
цепляющихся элементов и неблагопрятные условия смазывания зацепле­
ния. Повышенное скольжение обусловлено тем, что векторы окружных
скоростей Vi червяка и v2 колеса направлены под углом 90° (рис. 2.21).
Зуб колеса Виток червяка
Скорость скольжения уск
является равнодействующей
скоростей v1 и v2, она
направлена по линии касания
г)
зубьев колеса и витков чер­
вяка и определяется как
,—
L
1
Y
v„- = a/vi2 + v 2 = v , / c o s y .
Неблагоприятные усло­
вия смазывания зацепления
обусловлены направлением
скорости скольжения вдоль
Рис. 2.21. К расчёту скорости
скольжения в червячной передаче
линии контакта витков червяка и зубьев колеса. Высокие скорости сколь­
жения и неблагоприятные условия смазывания требуют, чтобы материалы
колеса и червяка имели низкий коэффициент трения, повышенную износо­
стойкость и пониженную склонность к заеданию.
60
Вследствие большой скорости скольжения зуба колеса по витку чер­
вяка в передаче при работе выделяется значительное количество теплоты.
Поэтому для изготовления деталей передачи применяют разнородные ма­
териалы. Червяк выполняют из легированной стали марок 20Х, 12ХН3А и
др., подвергают термообработке до высокой твёрдости и шлифуют, а ве­
нец колеса - из чугуна (при v№ < 2 м/с) или цветного сплава, например
бронзы, марку которой выбирают в зависимости от скорости скольжения.
ГОСТ 3675-81 предусматривает 12 степеней точности изготовления
червячных передач. Основное применение имеют 7, 8 и 9-я степени точно­
сти, назначаемые в зависимости от скорости скольжения v№.
р а с ч ё т И к о н с т р у и р о в а н и е ч е р в я ч н о й п е р е д а ч и . Расчёт­
ная нагрузка в червячном зацеплении определяется произведением номи­
нальной нагрузки на коэффициент КН= 1,1.. .1,2. Основные причины отка­
за передачи: усталостное выкрашивание, заедание, износ зубьев колеса и
их поломка. В основу расчёта на сопротивление усталостному выкраши­
вании и износу положена формула Г. Герца.
Искомый параметр - межосевое расстояние червячной передачи аМ
!.
Полученную при расчёте величину аw округляют до стандартного
значения. По величине межосевого расстояния определяют геометриче­
ские параметры передачи (принимая, например, модуль передачи m ~
1,6aw /z2, коэффициент диаметра червяка q ~ 0,22z2 и согласовывая их со
стандартными значениями). Расчёты на изгибную прочность выполняют
только для зубьев червячного колеса.
Расчёт передачи на теплостойкость проводят по условию теплово­
го баланса в единицу времени, то есть тепловыделение (ккал/час) должно
быть равно или меньше теплоотдачи за такое же время: Q№W< Q ^ .
По сравнению с цилиндрической червячной передачей глобоидная
передача (рис. 2.22) обладает примерно в 1,5 раза большей нагрузочной
способностью. Это увеличение обусловлено, во-первых, более благопри­
ятным расположением контактных линий, что улучшает образование и
удерживание масляного клина в зацеплении и, во-вторых, увеличением
числа зубьев колеса, находящихся в зацеплении с витками червяка. КПД
глобоидного редуктора выше, чем редуктора с цилиндрической червячной
передачей. Глобоидная передача является наиболее эффективной из чер­
вячных передач.
Конструирование червяков и червячных колёс. Червяки выпол­
няют обычно за одно целое с валом (рис. 2.23, а). Минимальное расстояние
между опорами принимают из эскизной компоновки редуктора. Размеры
61
выступающего из редуктора вала-червяка согласуют с соответствующими
размерами вала двигателя и соединительной муфты.
Червячные колёса чаще всего из­
готовляют составными: центр колеса из чугуна или стали, зубчатый венец - из
бронзы.
Конструкция червячного колеса
зависит от объёма выпуска. При объёме
изготовления меньше 50 штук в год зуб­
чатые венцы соединяют с центром по­
садкой с натягом (рис. 2.23, б, в), а при
диаметре колёс d ^ > 300 мм венец
крепят к центру болтами, поставленны­
ми без зазора (рис. 2.23, г).
При серийном производстве (годо­
вой объём выпуска более 100 штук) эко­
номически выгоднее применять венец,
наплавленный на центр колеса (рис.
с глобоидным червяком
2.23, д).
Остальные конструктивные элементы червячных колёс следует при­
нимать такими же, как и для цилиндрических зубчатых колёс.
Рис. 2.23. Конструкции червяков и червячных колёс
62
з у б ч а т ы е И ч е р в ч я ч н ы е р е д у к т о р ы . Редукторы - это меха­
низмы, служащие для понижения угловых скоростей и увеличения враща­
ющих моментов, выполненные в виде отдельных агрегатов. Передача (или
передачи) размещаются в отдельном жёстком корпусе, не проницаемом
для масла и пыли. Для обозначения типов использованных передач приме­
няют прописные буквы: Ц - цилиндрические, К - конические, КЦ - кони­
ческо-цилиндрические, Ч - червячные и т.д. Чаще других применяют ци­
линдрические одноступенчатые и двухступенчатые редукторы. Некоторые
из распространённых схем редукторов приведены на рис. 2.24.
Рис. 2.24. Наиболее распространённые схемы редукторов.
Зубчатые цилиндрические: a - одноступенчатый, б - двухступенчатый развёрнутый,
в - двухступенчатый соосный. Комбинированные: г - коническо-цилиндрический;
д - червячно-цилиндрический редуктор
При проектировании целесообразно подбирать стандартные зубча­
тые или червячные редукторы по определённым критериям с учётом ре­
жима работы машины. Основные параметры для подбора редуктора: пере­
даточное число иред и вращающий момент на выходном валу Твых, Нм.
Контрольные вопросы:
1. Назовите основные детали зубчатых и червячных передач.
2. Каковы основные геометрические параметры червячных передач.
3. Как определяется передаточное число червячной передачи.
4. Из каких соображений выбирают число заходов червяка.
5. Как влияет скорость скольжения на работу червячной передачи.
6. Сравните критерии расчёта зубчатых и червячных передач.
63
Природа, создавая свои конструкции во флоре и фауне,
очевидно, намного превосходит человека.
Конструкторы вынуждены прибегать к расчётам и догадкам,
а чаще - комбинировать то и другое.
3. РАСЧЁТ И КОНСТРУИРОВАНИЕ ВСПОМОГАТЕЛЬНЫХ
УСТРОЙСТВ ПРИВОДА МАШИН
3.1. В алы и оси, со еди н ен и я « ва л - ст упица», м у ф т ы
НАЗНАЧЕНИЕ, РАСЧЁТ И КОНСТРУИРОВАНИЕ ВАЛОВ И ОСЕЙ.
Валы и оси - это детали, предназначенные для поддержания в простран­
стве вращающихся шкивов, зубчатых и червячных колёс, звёздочек, муфт
и др. деталей. Валы (рис. 3.1, а) передают вращающий момент и подвер­
жены кручению и изгибу. Оси (рис. 3.1, б, в), в отличие от валов, не пере­
дают вращающего момента. По форме поперечного сечения (рис. 3.1, г)
валы подразделяют на сплошные, полые, со шпоночными канавками, шли­
цевые и профильные валы.
Рис. 3.1. Конструкции и форма поперечного сечения валов и осей
Для удобства установки и осевой фиксации деталей на валах, а также
исходя из расчёта на прочность, основное применение находят прямые ва­
лы ступенчатой формы. Концевые опорные участки вала называют цап­
фами или шипами, а при восприятии осевых нагрузок - пятами, проме­
жуточные опорные участки называют шейками.
Переходные участки вала выполняют цилиндрическими или кониче­
скими с галтелями и фасками. Ступенчатые валы имеют меньшую массу,
поскольку по форме приближаются к балке равного сопротивления изгибу,
но они менее технологичны, чем валы постоянного диаметра. В специаль­
ных случаях используют непрямые (коленчатые) валы и гибкие валы.
64
Валы и оси изготовляют из углеродистых (сталь Ст4, Ст5, 45, 50)
или легированных сталей. Выбор материала вала и его термической обра­
ботки определяется его конструкцией и условиями работы. Например, ва­
лы-шестерни изготавливают из легированных сталей 40Х, 40ХН, 12ХН3А,
а валы, вращающиеся в подшипниках скольжения - из сталей 20Х, 18ХГТ
и др., с последующей цементацией опорных поверхностей вала. Посадоч­
ные поверхности валов могут обрабатываться шлифованием.
Валы и вращающиеся оси при работе испытывают циклически изме­
няющиеся напряжения (рис. 3.2) и разрушаются чаще всего в результате
усталости (до 50% случаев). На виброустойчивость проверяют быстровращающиеся валы, например, вал центрифуги.
5
с
,
Рис. 3.2. Циклы напряжений:
а - симметричный при изгибе; б - пульсационный при кручении
Расчёт валов и их конструирование неразрывно связаны. Разра­
ботка валов привода содержит в себе все основные стадии проектирова­
ния: техническое предложение - компоновка вала, эскизный, технический
и рабочий проекты.
Исходными данными для расчёта являются вращающий момент и
силы, действующие на вал, получаемые из кинематического расчёта при­
вода и отдельных передач. Нагрузки от зубчатых и червячных колёс, шки­
вов, звёздочек и других деталей передаются на вал через сопряжённые по­
верхности. Эти усилия являются переменными по величине и распреде­
лёнными по поверхности. Для упрощения в расчётных схемах валов рас­
пределённые нагрузки заменяют сосредоточенными. Оценка прочности
вала проводится в виде проектировочного и проверочного расчётов.
При проектировочном расчёте вала сначала определяют размер
диаметра консольного участка вала из расчёта только на кручение
d
где
Т - вращающий (крутящий) момент на валу, Н м ;
[ткр] - допускаемое напряжение при кручении, [ткр] = 2 0 .3 0 МПа.
Полученное значение диаметра ёконс округляют до большего ближайшего
размера из ряда чисел R40 нормальных линейных размеров. Затем разраба­
тывают эскиз вала как первый вариант его конструкции.
По размерам шкивов, колёс, муфт и подшипников, сидящих на валу,
назначают длину и диаметры посадочных поверхностей вала из ряда но65
минальных линейных размеров с учётом стандартов на подшипники (диа­
метры вала под подшипники качения назначают кратными 5). Сближение
опор и сокращение длины консольных частей валов позволяют уменьшить
изгибающие моменты, а значит, и диаметр вала.
Далее составляют расчётную схему вала (рис. 3.3) и определяют
опорные реакции.
Изгибающие моменты в
сечениях вала при действии
всех внешних сил определяют
в горизонтальной М гиз и вер­
тикальной М виз плоскостях.
Затем строят эпюры изгиба­
ющих и вращающего момен­
тов.
Суммарный изгибающий
момент в расчётном сечении
вала от сил в горизонтальной
и вертикальной плоскостях
определяют по формуле
М
=
^
из
+ <^ /■-иизв
Одновременное
дей­
ствие вращающего и изгиба­
ющего моментов учитывают
расчётом
по
гипотезе
наибольших
касательных
напряжений, определяя экви­
валентный момент в опасном
сечении вала (обычно под
зубчатыми или червячными
колёсами) по формуле
М ж е = JV M из2 + Т 2 .
Диаметр вала в опасном
сечении d
M
--. Его
о д (г —1 из
Рис. 3.3. К расчёту вала на прочность
согласовывают с рядом чисел
основного применения по ГОСТ 6636-69. Здесь [а-1из] - допускаемое
напряжение изгиба, МПа, для выбранного материала вала при симметрич­
ном цикле изменения напряжений.
66
Анализ разработанной конструкции вала требует проверочного рас­
чёта коэффициента запаса усталостной прочности в опасных сечениях.
Опасными являются сечения, в которых действуют максимальные нагруз­
ки и (или) имеются концентраторы напряжений: шпоночный паз, галтель и
т.д. Выносливость вала при совместном действии изгиба и кручения оце­
нивают, определяя коэффициент запаса усталостной прочности в каждом
из опасных сечений по методике курса сопротивление материалов
s=
S (7
rrS Тr
2
>
2
I
s (7i + s ;Т
где sa и sT- расчётные коэффициенты запаса прочности только на изгиб и
только на кручение соответственно;
[s] - допускаемый коэффициент запаса усталостной прочности: [s] =
2 ,5 .3 - для валов привода с неограниченным ресурсом; [s] = 1,7 - для
прочих валов.
При этом полагают, что нормальные напряжения изгиба и касатель­
ные напряжения кручения меняются по симметричному циклу (см. рис.
3.2). При недостаточном коэффициенте запаса прочности следует либо из­
менить конструкцию вала (например, увеличить диаметр), либо выбрать
материал с более высокими механическими характеристиками.
Окончательно конструируют вал, пользуясь вычисленными ли­
нейными размерами, конструктивными и технологическими сообра­
жениями. Типовые конструкции валов показаны на рис. 3.4.
Рис. 3.4. Типовые конструкции валов: а - вал-шестерня цилиндрическая и
коническая, б - выходной вал с цилиндрическим и коническим колесом
Валы следует конструировать с минимальным числом уступов, но так,
чтобы каждая насаживаемая на вал деталь проходила до своей посадочной
поверхности свободно без повреждения других поверхностей. Рекоменду­
ется принимать такую разность диметров соседних ступеней вала, чтобы
при сборке можно было насад
67
чтобы при сборке можно было насадить деталь, не вынимая шпонку,
установленную в пазу ступени меньшего диаметра. Если на валу несколько
шпоночных пазов, их располагают на одной образующей вала. При соеди­
нении валов в приводе муфтой необходимо согласовать размеры соединя­
емых участков валов с размерами отверстий в полумуфтах.
Торцы валов и их уступы выполняют с фасками для удобства посад­
ки деталей. Радиусы галтелей, углы фасок и ширину проточек на одном
валу рекомендуется выполнять одинаковой величины для уменьшения но­
менклатуры режущего инструмента.
СОЕДИНЕНИЯ ВАЛА СО СТУПИЦЕЙ ПОСАДКАМИ. Зубчатые колё­
са, шкивы, звёздочки, полумуфты, подшипники и т.д. с валами и осями
необходимо соединить посадками и закрепить в радиальном направлении
шпонками, шлицами и (или) другими способами. Для закрепления деталей
в осевом направлении применяют концевые шайбы, болты, цилиндриче­
ские и конические штифты и т.д.
Это важно. Создание современных механизмов и машин, их
эксплуатация, ремонт и техническое обслуживание невозможно без
использования принципа взаимозаменяемости. Взаимозаменяе­
мость - свойство независимо изготовленных деталей занимать своё
место в узле или машине без дополнительной обработки их при сбор­
ке и выполнять свои функции в соответствии с техническими требо­
ваниями к работе данного узла или машины. Взаимозаменяемыми
могут быть отдельные детали (гайки, винты, болты и др.), сборочные
единицы (подшипники качения, редукторы), а также изделия в целом.
Взаимозаменяемость обеспечивается Единой системой допусков и
посадок (ЕСДП). Система стандартов «Основные нормы взаимоза­
меняемости» (ОНВ) устанавливает допуски и посадки резьбовых,
шпоночных, шлицевых и др. соединений, допуски зубчатых и червяч­
ных передач, а также допуски несопрягаемых деталей.
Основные положения ЕСДП. Сопрягаемые детали - это вал и от­
верстие, поверхности которых входят друг в друга, образуя подвижное
или неподвижное соединение. Размеры валов и отверстий разделяют на
номинальные, действительные и предельные размеры.
Номинальный размер - размер, относительно которого определяют­
ся предельные размеры и который служит также началом отсчёта отклоне­
ний. Он является общим для отверстия и вала, образующих соединение
(например, 040), и устанавливается либо расчётом, либо из конструктив­
ных соображений. Нулевой линией (рис. 3.5) называется линия, соответ­
ствующая номинальному размеру сопрягаемых отверстия D и вала d. Зна­
чение номинального размера проставляют на чертеже.
Действительный размер - размер, установленный непосредствен­
ным измерением с допускаемой погрешностью (например, 039,98).
68
Рис. 3.5. Построение схемы полей допусков отверстия и вала
Предельные размеры - два предельно допустимых размера (для от­
верстия Dmax и Р щщ, для вала dmax и dmin), между которыми должен нахо­
диться или которым может быть равен действительный размер. Предель­
ные размеры определяют по их отклонениям от номинального размера.
Отклонения могут быть положительными, отрицательными или равными
нулю. Численная величина отклонений в зависимости от номинального
размера назначается из таблиц. Положительные отклонения отклады­
ваются вверх от нулевой линии, а отрицательные - вниз.
Предельные размеры отверстия: наибольший Dmax = D + ES,
наименьший Dmin = D + EI. Предельные размеры вала: наибольший dmax =
d + es, наименьший dmin = d + ei. Здесь ES и EI - верхнее и нижнее пре­
дельные отклонения отверстия, es и ei - верхнее и нижнее предельные от­
клонения вала.
При изготовлении деталей размеры сопрягаемых поверхностей вы­
полняют с определённым допуском, то есть размеры годных деталей
должны выдерживаться в пределах допуска. Допуск T (от латинского Tol­
erance) - это разность между наибольшим и наименьшим предельными
размерами (TD = Dmax - Dmin - допуск отверстия, Td = dmax - dmin - допуск
вала). Величина допуска всегда положительна. Иными словами, допуск
— это алгебраическая разность между верхним и нижним отклонениями:
для отверстия TD = ES - EI, для вала Td = es - ei.
ЕСДП предназначена для выбора рациональных значений допусков,
характеризующих точность изготовления деталей. Малые значения допус­
ков затрудняют процесс изготовления деталей и, соответственно, повыша­
ют себестоимость изделия. Большие допуски снижают точность изготов­
ления и, как следствие, качество изделия, его надёжность и долговечность.
Поэтому рациональными значениями допусков являются максимально
возможные, при которых изделие полностью соответствует своему функ­
циональному назначению и требованиям надёжности, технологичности,
экономичности и др.
69
Квалитет - совокупность допусков с одинаковой относительной
точностью для всех номинальных размеров («квалитет» по смыслу соот­
ветствует понятию «класс точности»). Для нормирования уровня точно­
сти установлены (табл. 7) 19 квалитетов, которые обозначают номерами
01; 0; 1; 2; 3;...; 17 в порядке снижения точности. Для ответственных со­
единений в машиностроении часто используют квалитеты 6, 7, 8.
Таблица 7. Обозначение квалитетов ЕСДП
Квалитеты
ЕСДП
точные
01 0 1 2 3 4
средние
5 6 7 8 9 10 11
грубые
12 13 14 15 16 17
Поле допуска - это поле, ограниченное наибольшим и наименьшим
предельными размерами отверстия или вала. При графическом изображе­
нии (рис. 3.5) поле допуска располагается между верхним и нижним пре­
дельными отклонениями и может размещаться выше, ниже нулевой линии,
касаться или пересекать её.
Расположение поля допуска определяется основным отклонением,
за которое в ЕСДП принято отклонение, ближайшее к нулевой линии, и
обозначаемое буквами латинского алфавита: прописными буквами для от­
верстий и строчными - для валов (табл. 8). Существуют два основных от­
клонения, значения которых равны нулю: основное отверстие Н и основ­
ной вал h.
Таблица 8. Обозначение положения основных отклонений
Основные
отклонения
отверстий
валов
Посадки
переходные
Js K M N
js k m n
с зазором
ABCDEF GH
abcdefgh
с натягом
P R STU VX Z
pr stuvxz
Поле допуска образуется сочетанием основного отклонения с допус­
ком по выбранному квалитету и обозначается буквой основного отклоне­
ния и номером квалитета (например, для вала g6, h7, n9; для отверстия Н7,
P6). На чертеже предельные отклонения размеров указывают одним из
трёх способов: условным обозначением с указанием номинального разме­
ра, положения поля допуска и номера квалитета, например, 085g6; указа­
нием номинального размера и числовых значений отклонений из таблиц,
то есть 0 8 5 1д’оз4 >или комбинированным способом - 085g6 Со’оз •
Посадка - характер соединения деталей (вала и отверстия), опреде­
ляемый величиной зазоров или натягов, то есть посадка характеризует
свободу относительного перемещения соединяемых деталей или степень
сопротивления их взаимному смещению. В зависимости от взаимного рас­
положения полей допусков отверстия и вала посадки разделяют на три
группы: с зазором, с натягом и переходные.
4
70
Зазор - положительная разность размеров отверстия и вала, если
размер отверстия больше размера вала. Посадка с зазором (рис. 3.6, а) посадка, при которой в соединении обеспечивается гарантированный за­
зор. Поле допуска отверстия при этом расположено над полем допуска ва­
ла.
+0,039 мм
в
а
+0.0231
+0,018 1
ffm .
I ''
+0,0061
ш
“1X
*
3
-О,ОООмм
я
Я
-0,016
мм
«TЙ
*нй
ю
ЦЦ1
-l
•*
1
■
I
llssiil
Q
-0,029 мм
А
.
Рис. 3.6. Схемы полей допусков для разных посадок
Посадка с зазором характеризуется величинами наибольшего Smax и
наименьшего Smmзазоров:
*-^тах
^тах
d min
ИЛИ
ES
*^т а х
61 ,
= Дшп - <пах или £ 11Ш
1=EI-es.
Посадки с зазором применяют как для подвижных, так и неподвиж­
ных соединений деталей машин. В подвижных соединениях зазор посадки
обеспечивает размещение слоя смазки и свободу перемещения сопряжён­
ных деталей. В неподвижных соединениях посадки с зазором применяют с
целью обеспечения сборки деталей машин, например, при необходимости
частой разборки (сменные детали). Относительную неподвижность дета­
лей, насаженных на валы и оси (зубчатые колёса, полумуфты, шкивы,
звёздочки и т.д.), в радиальном и осевом направлениях обеспечивают до­
полнительным креплением шпонками, винтами, штифтами, распорными
втулками и т.п.
Натяг - положительная разность размеров вала и отверстия до
сборки, если размер вала до сборки больше размера отверстия. Посадка с
гарантированным натягом (рис. 3.6, б) - посадка, при которой в соеди­
нении всегда обеспечивается натяг. Поле допуска отверстия расположено
под полем допуска вала.
Значения наибольшего Nmax и наименьшего Nmin натягов определя­
ются по формулам:
= d mm.
D
= d min■ - D
max
или
FIJIFI N max
или N -
es - E I ;
—ei
71
ES.
Такие посадки обеспечивают высокую точность центрирования и
неподвижность соединения деталей и предназначены для неразъёмных и
разбираемых лишь в случае ремонта соединений. Сборку деталей при по­
садках с натягом производят под прессом (продольная запрессовка); от
руки с предварительным разогревом охватывающей детали или охлажде­
нием охватываемой детали до определённой температуры (поперечная за­
прессовка или тепловая сборка).
Переходная посадка (рис. 3.6, в) - посадка, при которой в соедине­
нии возможно получение как зазора, так и натяга. Поля допусков отвер­
стия и вала перекрываются частично или полностью.
Максимальные значения зазора и натяга посадки определяются по
формулам:
—d или S„
ES - ei
N max = d max —D min Xили
" AX N max = es —E I .
Переходные посадки обеспечивают хорошее центрирование и пред­
назначены для неподвижных, но разъёмных соединений деталей, подвер­
гающихся сборке и разборке по условиям эксплуатации или при ремонтах.
Натяги в переходных посадках имеют небольшую величину и недо­
статочны для передачи соединением значительных усилий и вращающих
моментов. Поэтому взаимную неподвижность соединяемых деталей обес­
печивают шпонками, винтами, штифтами и пр. Сборку и разборку деталей
производят при помощи прессов, съёмниками, молотками или деревянны­
ми ручниками.
Назначают посадки в ЕСДП по двум системам: системе отвер­
стия и системе вала (рис. 3.7).
Рис. 3.7. Расположение полей допусков для посадок:
а - в системе отверстия; б - в системе вала
72
Посадки в системе отверстия - посадки, в которых различные за­
зоры и натяги получаются соединением различных валов (например, g, m,
p) с основным отверстием H. Посадки в системе вала - посадки, в кото­
рых различные зазоры и натяги получаются соединением различных от­
верстий (например, G, N, S) с основным валом h. По экономическим сооб­
ражениям предпочтительной является система отверстия.
Посадки обозначают на сборочных чертежах указанием номинально­
го размера и сочетанием полей допусков отверстия и вала одним из трёх
Н1
способов: 0 4 0 -----, или 04OH7/g6, или 04OH7-g6. Наиболее часто примеg6
няют первый способ.
Выбор посадок сопряжённых деталей производят либо из расчёта
необходимого зазора или натяга в соединении и опыта проектирования,
либо по рекомендациям справочников. Например, посадки полумуфт,
шкивов ремённых и звёздочек цепных передач на валы: со шпонкой при
спокойной нагрузке H7/h6; H7/k6 или H7/p6; со шпонкой при умеренных
толчках H7/n6 или H7/r6.
Допуски отверстия и вала сопрягаемых деталей в ЕСДП не должны
отличаться более чем на один квалитет (больший допуск, как правило,
назначают для отверстия).
СОЕДИНЕНИЕ ВАЛА СО СТУПИЦЕЙ ШПОНКАМИ ИЛИ ШЛИЦАМИ.
Ш поночные соединения предназначены для передачи крутящего
момента от вала к ступице или наоборот. Ненапряжённые соединения вы­
полняют призматическими (рис. 3.8), сегментными или круглыми шпонка­
ми, а напряжённые соединения - клиновыми шпонками.
Наибольшее применение находят призматические шпонки (ГОСТ
23360-78). Материал шпонок - сталь чистотянутая марок Ст6, 45, 50 с
пределом прочности не менее 600 МПа. Размеры поперечного сечения
шпонки frh выбирают по стандарту в зависимости от диаметра вала d.
Длину шпонки l назначают на 8 . 1 0 мм меньше длины ступицы из стан­
дартного ряда на её длину.
Расчёт соединения с призматиче­
ской шпонкой производят по условию
прочности на смятие выступающей из
вала части шпонки:
2000Г
-
i)
<7СМ = -----------------<
11/1
,
\
dlp( h - t
17
■
см
где [асм] = 6 0 .9 0 МПа;
lp - рабочая длина шпонки, мм;
Рис. 3.8. Шпоночное соединение с принимают 1р = 1- Ъ.
73
призматической шпонкой
Ш лицевые соединения применяют при передаче больших вращаю­
щих моментов при повышенных требованиях к соосности соединяемых де­
талей. Профиль шлицев - прямобочный, эвольвентный или треугольный. В
прямобочных шлицевых соединениях применяют три способа центрирова­
ния (рис. 3.9, а): по наружному диаметру D, по внутреннему диаметру d
(если твёрдости ступицы Н > НВ350) и по боковым сторонам зубьев b. По­
следний способ наиболее экономичен, поэтому его применяют при значи­
тельных и знакопеременных вращающих моментах.
Рис. 3.9. Способы центрирования шлицевого соединения
Применяют три типа шлицевых соединений - лёгкой, средней и тя­
жёлой серии. Лёгкая серия рекомендуется для неподвижных соединений,
средняя - для подвижных соединений (например, коробки перемены пере­
дач), тяжёлая серия - для передачи весьма больших моментов. Выбор
размеров и числа шлицев производят по стандартам в зависимости от диа­
метра вала d и величины вращающего момента T. Рабочую длину шлицев l
принимают равной длине ступицы 1ст.
Работоспособность шлицевого соединения определяется в основном
проверкой на смятие боковых (рабочих) граней шлицев и на износ
Т
СМ
^
ш
_>
S Fl
где Т - расчётный крутящий момент, Нмм;
SF - удельный суммарный статический момент площади рабочих по­
верхностей соединения относительно оси вала, мм3/мм;
l - рабочая длина соединения (длина ступицы), мм;
[асм] - допускаемое напряжение смятия, МПа.
Шлицевые соединения с эвольвентным профилем зубьев (рис. 3.9, б)
являются более технологичными и обладают высокой нагрузочной способ­
ностью. Центрирование в соединениях с эвольвентными шлицами выпол­
няют обычно по боковым поверхностям зубьев. Работоспособность эволь-
74
вентных соединений также оценивают проверкой на смятие боковых по­
верхностей зубьев.
МУФТЫ ДЛЯ СОЕДИНЕНИЯ в а л о в . Муфты - это устройства для
соединения валов и передачи вращающего момента без изменения или с
изменением угловой скорости. Муфты подразделяют на постоянные и
муфты сцепления.
МУФТЫ
Г
М уфты сцепления
1
1
Управляемые Автоматические
(предохрани(кулачковые,
фрикционные
тельные,
обгонные и др.)
и др.)
Постоянные муфты
т
I
I
Упругие
Компен­
Жёсткие
(МУВП, сирующие
(фланцеторои(зубчатые,
вые,
дальные)
цепные) втулочные)
Постоянные муфты. Упругие муфты смягчают толчки и удары,
они надёжны, просты и удобны в эксплуатации и могут компенсировать
небольшие монтажные неточности валов. Муфты содержат упругие метал­
лические или неметаллические элементы.
Муфты упругие втулочно-пальцевые ГОСТ 21424-93 (рис. 3.10, а)
применяют для диаметров валов от 10 до 160 мм и передачи вращающих
моментов до 16000 Нм. Муфты с упругой тороидальной оболочкой
ГОСТ Р50892-96 (рис. 3.10, б) используют для валов диаметром от 14 до 75
мм и передачи моментов до 1250 Нм.
Компенсирующие муфты соединяют валы и компенсируют ради­
альные, осевые и угловые смещения, возникающие вследствие неточно­
стей изготовления и монтажа. Наибольшее распространение получили зуб­
чатые и цепные муфты.
Зубчатая муфта (рис. 3.10, в) состоит из двух обойм 1 с внутрен­
ними зубьями эвольвентного профиля, которые зацепляются с наружными
зубьями втулок 2, насаживаемых на концы соединяемых валов. Обоймы 1
стянуты между собой болтами, поставленными в отверстия без зазора.
Вследствие большого числа зубьев муфты имеют большую несущую спо­
собность и надёжность. Применяют такие муфты для валов диаметром от
40 до 200 мм в широком диапазоне моментов и скоростей вращения. Цеп­
ная муфта (рис. 3.10, г) состоит из двух полумуфт-звёздочек 1 с одинако­
вым числом зубьев и охватывающей их роликовой цепи 2. Защитный ко­
жух муфты заполняют пластичным смазочным материалом. Применяют
цепные муфты для соединения валов диаметром от 20 до 140 мм и переда­
чи значительных вращающих моментов.
75
Жёсткие некомпенсирующие муфты не допускают соединение ва­
лов со смещениями или перекосами валов. Фланцевые муфты (рис. 3.10,
д) наиболее распространены, в них необходимо обеспечить перпендику­
лярность торцовых поверхностей А к оси вала. Втулочные муфты (рис.
3.10, е) требуют строгой соосности валов. Такие муфты просты в изготов­
лении, но их установка (монтаж) связана с необходимостью больших осе­
вых перемещений валов.
Упругие муфты
Компенсирующие муфты
Жёсткие муфты
Рис. 3.10. Основные типы постоянных соединительных муфт:
а - втулочно-пальцевая; б - с торообразной оболочкой;
в - зубчатая; г - цепная; д - втулочная; е - фланцевая
Выбор постоянных соединительных муфт. Выбор муфт произво­
дится по стандартам или нормалям в зависимости от передаваемого рас­
чётного крутящего момента по условию Т ржч = К Т яом < Т табл.
Здесь К = 1,25...3,5 - коэффициент режима работы, принимаемый в зави­
симости от типа машины;
Т н о м - вращающий момент на валу установки муфты, Н-м;
76
Ттабл - передаваемый муфтой момент, указанный в каталоге, Н-м.
При подборе муфты следует учитывать диаметры соединяемых ва­
лов. Допускается расточка ступиц муфты под нужные диаметры валов. То
есть, муфта одного типоразмера может иметь в ступицах полумуфт неоди­
наковые отверстия, что позволяет соединять валы разных диаметров.
Рис. 3.11. Основные типы муфт сцепления:
а, г - кулачковые муфты; б, в - фрикционные муфты
М уфты сцепления. Управляемые муфты служат для соединения
и рассоединения валов. Муфты подразделяются на муфты с профильным
замыканием (кулачковые и зубчатые) и фрикционные.
Кулачковые муфты (рис. 3.11, а, г) применяют для передачи эначительных вращающих моментов, если не требуется плавность соединения.
Фрикционные муфты (рис. 3.11, б, в) используют для плавного соедине­
ния и разъединения валов. Работа муфт основана на создании сил трения
между дисковыми, конусными или цилиндрическими элементами муфты.
При подборе фрикционной муфты определяют расчётный момент трения
Трасч > рТном, где в = 1,3.. .1,5 - коэффициент запаса сцепления.
Автоматические муфты предназначены для сцепления и расцеп­
ления валов при изменении заданного режима работы. Для этого приме­
няют предохранительные, обгонные и центробежные муфты.
Контрольные вопросы:
1. Для чего валы выполняют ступенчатой формы.
2. Каковы причины выхода из строя валов и осей.
3. Для чего проводят проверочный расчёт валов.
4. Поясните основные понятия ЕСДП: номинальный и действитель­
ный размеры, допуск и поле допуска, нулевая линия, посадка, зазор, натяг.
5. Почему посадкам в системе отверстия отдают предпочтение.
77
6. Каковы методы сборки деталей в посадках с натягом.
7. По какому параметру подбирают по ГОСТу шпонки и шлицы.
8. Каковы критерии работоспособности шпоночных и шлицевых со­
единений.
9. Поясните назначение и конструкцию муфт по рис. 3.1 0 .3 .1 1 .
10. Как выбирают стандартные муфты.
3.2. О п оры о се й и в а л о в - подш ипники
Назначение опор - воспринимать нагрузки, обеспечивать опреде­
лённое положение вала в машине и вращение с заданной скоростью при
минимальных потерях на трение. По виду трения различают подшипники
качения и скольжения; по направлению воспринимаемой нагрузки - ради­
альные, упорные и радиально-упорные подшипники.
ПОДШИПНИКИ СКОЛЬЖЕНИЯ И ИХ РАСЧЁТ
История радиальной опоры скольжения начиналась с оси и
ступицы колеса. При передвижении силой тяги быков или ослов де­
ревянные оси и опоры работали удовлетворительно. С применением
конной тяги и увеличением скоростей передвижения такие опоры
сильно нагревались и даже воспламенялись. Поэтому возчикам при­
ходилось заливать огонь и охлаждать подшипник.
Было замечено, что вода не только охлаждает, но и способ­
ствует лучшей работе опоры. Чья-то светлая голова придумала и
устроила специальное приспособление: кожух с водой прилаживался
так, чтобы вода непрерывно капала на подшипник. Таким образом,
выявилось значение смазывания для работы подшипника, а кожух,
наполненный водой, стал прототипом автоматической смазки.
Подшипник скольжения - опора, в которой опорная поверхность
вала скользит по поверхности подшипника. Такой подшипник (рис. 3.12)
состоит из корпуса 1, вкладыша 2 и смазывающего устройства 3 и 4.
Основным элементом подшипника является
вкладыш. Материалы вала и вкладыша должны
составлять антифрикционную пару, задача кото­
рой уменьшать износ вала и коэффициент трения
при работе. Втулки и вкладыши изготовляют из
металлических материалов (бронза, баббит, анти­
фрикционный чугун), металлокерамики (железо- и
бронзографит, то есть пористые материалы, насы­
i
щаемые минеральным маслом и способные долго
работать без подвода смазки) и неметаллических
Рис. 3.12. Подшипник
материалов (текстолит, пластмасса).
скольжения
Преимущества подшипников скольжения: высокая надёжность при
переменных и динамических нагрузках; такие подшипники легче и проще
в изготовлении, бесшумны, хорошо гасят колебания. Недостатки: большой
расход цветных металлов, повышенные пусковые моменты.
78
Различают работу подшипника в режиме граничной I, смешанной II
или жидкостной III смазки (рис. 3.13). Подшипники скольжения в режиме
смешанной смазки используют для валов больших диаметров, на которые
отсутствуют стандартные подшипники качения, или когда скорости вра­
щения превышают допустимые для подшипников качения на данный диа­
метр вала (ручной шлифовальный инструмент). Применяют подшипники
скольжения в разъёмных опорах (шейки коленчатых валов), при работе с
ударными и вибрационными нагрузками (паровые и газовые турбины,
насосы, компрессоры, прокатные станы).
Рис. 3.13. Режимы работы подшипника скольжения
(диаграмма Герси-Штрибека)
Подшипники, работающие в режиме жидкостного трения, проекти­
руют на основе гидростатической или гидродинамической теории смазки.
Гидродинамическая теория смазки подшипников скольжения и других де­
талей, работающих со смазкой, была разработана проф. Н.П. Петровым.
Расчёт подшипников при их работе в режиме жидкостного трения является
предметом специальных курсов и здесь не рассматривается.
Критериями работоспособности и расчёта подшипников скольже­
ния являются износостойкость и теплостойкость. Исходными данными
для проектирования подшипника скольжения являются: диаметр опорного
участка вала d, мм; частота вращения вала n, об/мин; наибольшая из ради­
альных опорных реакций вала Fr, Н; материал вала с указанием твёрдости
поверхности скольжения.
Последовательность расчёта опор скольжения:
1. Определяют скорость скольжения в подшипнике v, м/с,
v = 7vdn/ 60000.
2. Из таблиц справочника выбирают материал вкладыша по условию v <
[v] и выписывают характеристики допустимых величин удельного давле­
ния [р], МПа, и удельной работы сил трения [pv], МПа*(м/с).
3. По величине допустимого удельного давления [p] определяют мини­
мальную длину вкладыша lmin = Fr / ([p]d). Конструктивную длину вкла­
дыша l и ширину корпуса подшипника назначают по условию l > lmin.
4. Проверяют износостойкость подшипника по условию р = Fr / (d'l) < [p],
где l и d - длина и внутренний диаметр вкладыша, мм; и теплостойкость
79
подшипника по условиям pv < [pv] и t < [t], где t —температура смазки в
подшипнике, °С.
5. Зазор в подшипнике согласовывают с одной из посадок ЕСДП (см. с.
85). Выбирают из таблиц стандарта разъёмный или неразъёмный корпус
подшипника скольжения и оформляют чертёж подшипникового узла.
ПОДШИПНИКИ КАЧЕНИЯ, ИХ ПОДБОР И РАСЧЁТ
История подшипников качения уходит в древние века (пе­
ремещения грузов при помощи подкладывания под груз брёвен или
роликов). Великий Л. да Винчи изобрёл подшипники качения, но тех­
нических возможностей для изготовления их в то время не было. В
конце XIX - начале ХХ века с началом массового производства вело­
сипедов и автомобилей возникла потребность в подшипниках не­
больших размеров и массы, с минимальным сопротивлением враще­
нию, но достаточно прочных и износостойких, что и привело к массо­
вому изготовлению подшипников качения. Были разработаны различ­
ные конструкции и типы подшипников, созданы методики их подбора
и расчёта, регламентированные специальными стандартами.
В Европе заводы по массовому изготовлению подшипников ка­
чения появились в Германии в 90-х годах XIX в., в Англии - в 1906 го­
ду. В Швеции в 1907 году была основана крупнейшая фирма Svenska
Kullagerfabriken (SKF) по производству подшипников. В 1931 г. в
СССР был построен Первый Государственный подшипниковый завод.
Подшипники качения позволяют снизить потери на трение, заме­
нив трение скольжения в режиме смешанной смазки (коэффициент трения
f « 0,10...0,15) на трение качения (коэффициент трения « 0,010...0,015).
Преимущества подшипников качения: меньшие моменты при пуске,
экономия цветных металлов, высокая степень стандартизации и взаимоза­
меняемости, большая долговечность и КПД. Недостатки: высокие кон­
тактные напряжения при работе, большие диаметральные размеры, мень­
шая способность гасить колебания и вибрации. Материалы колец и тел ка­
чения - легированные стали марок ШХ9, ШХ15 и др. Твёрдость колец и
тел качения составляет 58...66 HRC3, шероховатость 0,05...0,1 мкм.
Шариковые радиальные под­
шипники (рис. 3.14, а) воспринимают
значительную радиальную нагрузку и
небольшую осевую нагрузку в обоих
направлениях. Они недороги и находят
очень широкое применение в различ­
ных машинах и механизмах.
Шариковые и роликовые ради­
альные сферические подшипники (рис.
3.14, б, ж ) предназначены для восприя-
80
Рис. 3.14. Основные типы
подшипников качения
тия больших радиальных нагрузок, они
допускают значительный (до 4°) прогиб
вала без заклинивания в опорах.
Шариковые радиально-упорные и роликовые конические подшип­
ники (рис. 3.14, в, е) отличаются большой грузоподъёмностью, предназна­
чены для восприятия комбинированных нагрузок одного направления, но
требуют регулировки опор при сборке.
Шариковые упорные подшипники (рис. 3.14, г) воспринимают
только осевые нагрузки, хорошо работают на вертикальных валах.
Роликовые радиальные подшипники обладают большой радиальной
грузоподъёмностью. Их выпускают с короткими цилиндрическими роли­
ками (рис. 3.14, д) и с длинными цилиндрическими роликами (игольчатый
подшипник - рис. 3.14, з).
Для одного и того же диа­
метра выпускают подшипники
различных серий (рис. 3.15), от­
личающиеся габаритными разме­
рами и грузоподъёмностью. Се­
рии по диаметру: особо лёгкая,
лёгкая, средняя, тяжёлая; серии
по ширине: лёгкая широкая,
Рис. 3.15. Серии подшипников качения
средняя широкая и др.
по диаметру и по ширине
^
^
^
Условное обозначение подшипника может содержать до восьми
цифр: О - О ОО О О ОО,
где две первые цифры (считая, справа налево), умноженные на 5, показы­
вают внутренний диаметр подшипника в пределах от 20 до 495 мм. Третья
цифра - серия подшипника по диаметру, четвёртая - тип подшипника, пя­
тая и шестая - конструктивная разновидность подшипника, седьмая цифра
- серия подшипника по ширине.
Восьмая цифра (проставленная через тире) указывает на класс точ­
ности подшипника. Основные классы точности изготовления подшипни­
ков качения в порядке возрастания точности обозначают цифрами: 8, 7, 0,
6, 5, 4, 2. Обычно применяют подшипники нормального класса точности,
обозначаемого 0. Для назначения повышенного класса точности требуется
техническое и экономическое обоснование, поскольку стоимость подшип­
ника возрастает с увеличением точности в геометрической прогрессии.
Нули в условном обозначении подшипника до первой значащей циф­
ры не проставляют.
Пример обозначения подшипника № 2306. Тип 2 - роликовый ради­
альный с короткими цилиндрическими роликами, 3 - средней серии с
внутренним диаметром d = 30 мм (06 х 5), нормального класса точности.
81
Элементы подшипников качения (шарики, ролики и дорожки колец)
испытывают контактные напряжения при циклически меняющейся нагруз­
ке. Основная причина отказов - усталостное выкрашивание рабочих по­
верхностей колец и тел качения, при работе в абразивной среде - износ.
При проектировании машин подшипники качения не конструиру­
ют, а подбирают из числа выпускаемых либо по статической грузо­
подъёмности, либо по динамической грузоподъёмности.
Подбор подшипников по статической грузоподъёмности произ­
водят при частоте вращения вала n < 1 об/мин. Из каталога выбирают тип
подшипника, а по диаметру цапфы dn его типоразмер сначала лёгкой се­
рии. Выписывают для него значение базовой статической грузоподъёмно­
сти С0г, кН, и производят оценку подобранного подшипника по условию
С Or >
— Р
1 05
где
P0 = X 0Fr + Y 0Fa - действующая статическая нагрузка, кН\
Х и Y - коэффициенты соответственно радиальной Fr и осевой
нагрузки Fa; их принимают по каталогу на подшипники.
Если условие не выполняется, переходят на типоразмер подшипника
средней (затем - тяжёлой) серии.
0
0
Подбор подшипников по динамической грузоподъёмности.
Исходные данные - усилия, действующие на опоры валов: Fr - мак­
симальная из двух радиальных опорных реакций вала, кН; Fа - осевая сила,
действующая на подшипник, кН; dn - диаметр шейки вала под подшипни­
ком, мм.
Последовательность подбора и расчёта подшипников для приводов и
редукторов общего назначения при требуемых ресурсах Lh > 12000 ч.
1. Выбирают тип подшипника в зависимости от характера нагрузок
и особых требований к подшипнику, вытекающих из условий его эксплуа­
тации (самоустанавливаемость, способность обеспечить осевое перемеще­
ние вала, условия монтажа).
Рекомендации по выбору типа подшипника качения:
• при Fa < 0,3Fr принимают радиальный подшипник с углом контакта тел
качения Р = 0;
• при Fa > 0,3Fr принимают шарикоподшипник радиально-упорный или
роликоподшипник конический (угол контакта Р = 1 0 . 17°).
2. Подбор типоразмера подшипника из стандарта по диаметру цап­
фы dn под подшипником начинают с лёгкой серии. Выписывают из таблиц
значение базовой динамической грузоподъёмности Сг, кН, и базовой ста­
тической грузоподъёмности C0, кН.
При установке на валу радиально-упорных подшипников необходи­
мо рассчитать осевую нагрузку, действующую на подшипник в зависимо­
сти от схемы установки подшипников («враспор» или «врастяжку»). Эта
82
дополнительная осевая сила реакции Ба вызвана наличием угла наклона
тел качения р.
Определяют отношение Fа / Fr, а также отношение Fa / C0 и по табли­
цам справочника принимают коэффициент осевого нагружения ех в зави­
симости от величины отношения Fa / C . При этом осевая сила на подшип­
ник по направлению действия осевой силы в зацеплении может составлять
Fa = Fa + Ба. Далее рекомендуется проведение расчёта каждого подшип­
ника с конкретными нагрузками, действующими на него, то есть величи­
нами Fa и Fr.
3. Рассчитывают эквивалентную нагрузку на подшипник РЭ, кН.
Эквивалентная нагрузка для радиальных и радиально-упорных подшип­
ников - это условная постоянная радиальная нагрузка, при приложении
которой к подшипнику с вращающимся внутренним кольцом и неподвиж­
ным наружным подшипник будет иметь такую же долговечность, что и
при действительных условиях нагружения.
Осевая сила не оказывает влияния на величину эквивалентной
нагрузки Рэ, пока отношение Fa / Fr не превысит величины ех, то есть
• если отношение Fa/F r < ех, то Рэ = V F rK БК Т,
0
• если отношение Fa / Fr > ex,
то Рэ = СCVFr +YFAJ EK T,
• для упорных подшипников величина P3 = F aK EK T.
В этих формулаз: Х и Y - коэффициент радиальной и осевой нагрузки со­
ответственно (по таблице справочника); V - коэффициент вращения коль­
ца: при вращении внутреннего кольца с валом V = 1, в противном случае
V = 1,2; КБ - коэффициент безопасности; КБ = 1 ,0 .2 ,5 в зависимости от
характера нагрузки; КТ = 1 ,0 .1 ,0 5 температурный коэффициент.
4. Проверяют ресурс подобранного подшипника по условию
L
10б ( С, v
>Ь,
60 п К р1 э J
где Lh - потребный ресурс в часах; р - показатель степени (для шарико­
подшипников р = 3, для роликоподшипников р = 3,33).
Если L ^p^ < Lh, следует выбрать подшипник с большим значением
динамической грузоподъёмности, то есть поменять серию подшипника с
лёгкой серии на среднюю или тяжёлую.
При небольших ресурсах, когла требуемая величина Lh < 8000 ча­
сов, можно подбирать подшипник качения по условию Рэ ^ Сп
КОНСТРУИРОВАНИЕ ПОДШИПНИКОВЫХ УЗЛОВ
Работоспособность подшипников качения во многом определяется
рациональностью конструкции подшипникового узла. Подшипниковые
узлы (см. рис. 3.16) кроме подшипников включают в себя корпусы с
крышками, детали для крепления колец подшипников, защитные и сма­
83
зочные устройства. Высокая надёжность подшипников достигается лишь в
том случае, если для них обеспечен точный монтаж, правильное смазыва­
ние и тщательное уплотнение узла.
Для установки подшипников применяют неразъёмные и разъёмные
корпуса из серого чугуна марок СЧ21, СЧ24. Сборка узла с неразъёмным
корпусом не всегда удобна. Разъёмные корпуса облегчают монтаж валов и
корпусом не всегда удобна. Разъёмные корпуса облегчают монтаж валов и
допускают регулировку зазоров в подшипнике. К рыш ки подшипников
изготавливают из стали или чугуна. Различают крышки привёртные и за­
кладные, глухие и с отверстиями для установки уплотнения. Размеры
крышек определяются в зависимости от наружного диаметра подшипника.
Размеры корпусов и крышек подшипников стандартизованы.
Подшипниковый узел можно сконструировать так, что он станет
фиксирующим или плавающим. Фиксирующие опоры ограничивают осевое
перемещение вала в одном или обоих направлениях. Плавающие опоры
допускают осевое перемещение в одну или обе стороны, за счёт свободы
смещения наружного кольца подшипника.
Рис. 3.16. Ведущий вал ленточного конвейера
Например, фиксирующая опора (правая на рис. 3.16) ограничивает
перемещение вала в обоих направлениях. В плавающей (левой) опоре
внутреннее кольцо подшипника жёстко закреплено на валу, а наружное свободно смещается в корпусе вдоль оси вала. Такая конструкция приме­
нима при любом расстоянии между опорами и значительных температур­
ных деформациях вала. Её широко применяют для валов зубчатых передач,
для приводных валов ленточных и цепных конвейеров и т.д.
В зависимости от осевой нагрузки, скорости вращения и принятой
конструкции подшипникового узла внутренние кольца подшипников на
валу крепят различными способами. А именно: посадкой с натягом, круг­
лыми шлицевыми гайками, концевыми шайбами, упорными пружинными
84
кольцами (ГОСТ 13942-86, 13943-86), которые закладывают в канавки в
разведённом состоянии и другими способами
Совершенствование смазывания и высокое качество уплотнений это наиболее дешёвое средство для повышения долговечности машин. Ос­
новным видом смазочного материала для подшипников являются жидкие
смазки (очищенные минеральные масла) и пластичные смазки (например,
литиевые смазки ЦИАТИМ-201.ЦИАТИМ-203). Пластичную смазку в
полость подшипника набивают через пресс-маслёнку. Для предотвращения
вымывания консистентной смазки жидким маслом подшипник изолируют
от внутренней части корпуса редуктора мазеудерживающими кольцами.
При картерном смазывании колёс в редукторах подшипники качения могут
смазываться брызгами масла.
Уплотнительные устройства (рис. 3.17) предназначены для защи­
ты подшипника от загрязнений, влаги и предотвращения вытекания сма­
зочного материала. Применяют манжетные, центробежные, лабиринтные и
др. уплотния или их комбинацию.
Рис. 3.17. Некоторые виды уплотнений
Манжетные уплотнения из маслостойкой резины (севатина) приме­
няют при скоростях вала до 15 м/с в комбинации с маслосбрасывающим
кольцом 1 (рис. 3.17, а), которое предотвращает вымывание пластичного
смазывающего материала из подшипника. Щелевые уплотнения (они при­
менимы при любых скоростях) целесообразно сочетать с другими уплот­
нениями, например, с кольцом 1 (рис. 3.17, б), на внешней поверхности ко­
торого нарезана винтовая канавка, отводящая масло внутрь корпуса, или с
упругими шайбами и кольцом 1 (рис. 3.17, в), перекрывающим канавку.
Посадки колец подшипников качения на вал и в корпус стандартизо­
ваны. Рекомендуются такие посадки деталей подшипниковых узлов с под­
шипниками качения: подшипника на вал L0/k6 или L0/m6, подшипника в
корпус - H7/10; стакана в корпус H7/k6, крышки в корпус H7/d10.
Валы в опоре скольжения устанавливают во вкладыш с зазором по
посадкам H7/f7; Н7/е7; Н7/е8, а вкладыши в корпус - с натягом по посад­
кам Н7/р6; H7/r6; H7/s6. Параметры шероховатости поверхностей сколь­
жения валов: R = 0 ,6 3 .1 ,2 5 , отверстий втулок R = 1,25.2,5.
85
Контрольные вопросы:
1. Поясните по рис. 3.14 устройство основных видов подшипников.
2. Каковы критерии расчёта подшипников скольжения.
3. Каковы критерии подбора и расчёта подшипников качения.
4. Назовите основные детали подшипниковых узлов вала (рис. 3.16).
5. Почему одна из опор вала (рис. 3.16) называется «плавающей».
3.3. С оеди н ен и я д ет а л ей маш ин и ап п арат ов
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ И ИХ РАСЧЁТ
Долговечность механизмов и машин в значительной степени
определяется качеством соединения деталей. В 1840 г. англичани­
ном Витвортом была разработана система крепёжных резьб, сыграв­
шая большую роль в применении резьбовых соединений и явивша­
яся первым объектом стандартизации в машиностроении. Резьбовые
соединения относятся к разъёмным соединениям.
Виды резьб и резьбовых деталей. По назначению различают сле­
дующие виды резьб (рис. 3.18): крепёжные резьбы (метрическая и дюймо­
вая), обеспечивающие прочность соединения; кинематические резьбы
(трапецеидальная, прямоугольная и упорная) - для преобразования враща­
тельного движения в прямолинейное; трубные и арматурные резьбы (ци­
линдрическая и коническая резьба) - для обеспечения герметичности со­
единений труб и арматуры. Резьбы подразделяют на правые и левые, однозаходные и многозаходные, резьбы с крупным и с мелким шагом.
Рис. 3.18. Основные профили и геометрические параметры резьбы:
а —треугольная метрическая; б - трубная; в - трапецеидальная;
г - упорная; д - прямоугольная; е - круглая
Геометрические параметры резьбы (рис. 3.18): d и D - наружный
диаметр резьбы винта и гайки соответственно; d1 и D 1 - внутренний диа-
86
метр резьбы; d2 n D 2 - средний диаметр резьбы; р - шаг резьбы; p h = п-р ход резьбы, где п - число заходов; а - угол профиля резьбы.
При обозначении резьбы указывают её вид, наружный диаметр и шаг
резьбы. Например, метрическая резьба М20*1,5 - с номинальным
наружным диаметром 20 мм и мелким шагом, равным 1,5 мм, трапеце­
идальная резьба: Tr30*4, упорная резьба: S30*4, трубная резьба: G1 цилиндрическая трубная резьба, размером 1 дюйм.
Резьбовые детали - болты, винты, гайки, шпильки - изготовляют из
стали марок Ст3, Ст5, 35, 45, 40Х, 40ХН, 30ХНМА, титановых сплавов.
Для повышения коррозионной стойкости резьбовые детали оцинковывают,
омедняют или оксидируют.
Различают (рис. 3.19) болты общего назначения для постановки в
отверстие с зазором (а) и без зазора (б) и болты специального назначе­
ния: фундаментные (в), рым-болты (г) и др. Шпильки (рис. 3.19, д) имеют
обычно одинаковый диаметр резьбы на обоих концах. Винты подразде­
ляют на крепёжные и установочные. Форма головок болтов и винтов пока­
зана на рис. 3.19, е. Гайки изготовляют (см. рис. 3.19): шестигранными с
одной или двумя фасками (ж ), прорезными (з), корончатыми (и) и круг­
лыми (к).
Рис. 3.19. Резьбовые детали общего и специального назначения
Соединения деталей винтом и шпилькой показаны на рис. 3.20, а.
Для предупреждения самоотвинчивания применяют различные способы
стопорения, например, постановку контргайки или пружинной шайбы
(рис. 3.20, б) и др.
87
Рис. 3.20. Резьбовые соединения: а - винтом и шпилькой;
б - способы стопорения; в - опасные сечения в резьбе
Основным критерием работоспособности крепёжных деталей явля­
ется прочность. Выход из строя винтов, болтов и шпилек происходит
вследствие разры ва стержня по резьбе или переходному сечению под го­
ловкой болта, а также смятия или среза витков резьбы (рис. 3.20, в). В
зависимости от способа сборки деталей резьбовых соединений их выпол­
няют без предварительной затяжки и с предварительной затяжкой.
Расчёт болтов для крепления кры ш ек цилиндров (рис. 3.21).
Для обеспечения плотности стыка и
жёсткости соединения болты затягивают. За­
тянутый болт испытывает напряжения растя­
жения и кручения вследствие сил трения в
резьбе и под головкой болта. Расчёт болта
при совместном действии растяжения и кру­
чения сводится к расчёту на растяжение по
увеличенной растягивающей силе. При этом
полная расчётная нагрузка на болт составляет
_
..
F расч = 1 3 Fза т + ЛyF
/
5
’
Рис. 3.21. К расчету
затянутого болта
где F ^ - сила предварительной затяжки болта, определяемая из условия
нераскрытая стыка;
%- коэффициент внешней нагрузки, учитывающий деформации де­
талей стыка; %= 0,4...0,5 при соединении деталей с упругой прокладкой
(резина, картон), %= 0,2.. .0,3 при соединении без прокладки;
F = Fs / z - часть внешней силы, приходящаяся на один из z болтов.
Расчётный внутренний диаметр резьбы болта d x >
4 F.расч
пТ
Т
.
Л
округляют до стандартного значения из ряда d1 = 5, 6, 8, 10, 12, 14, 16, 18,
2 0 . мм.
88
Расчёт болта при нагружении соединения сдвигающими силами.
Случай 1-й. Болт установлен в отверстие с зазором (рис. 3.22, а). Боко­
вой зазор в соединении должен сохраняться при нагружении, для этого си­
ла трения должна быть больше внешней силы F, то есть FTp = Fn-f > F.
Рис. 3.22. Методы постановки болтов в отверстие:
а - с зазором; б - без зазора
Нормальное давление Fn обеспечивают за счёт монтажной затяжки
гайки усилием затяжки F ^ = K^F / f,
где Ксд = 1,2...2,0 - коэффициент запаса по сдвигу;
f = 0 ,1 5 . 0,25 - коэффициент трения деталей в стыке.
Расчёт болта ведут на растяжение по эквивалентным напряжениям
где i - число плоскостей трения. Значение d1 округляют до стандартного.
Случай 2-й. Болт установлен в отверстие без бокового зазора
(рис. 3.22, б). При возрастании нагрузки F может произойти срез стержня
болта в плоскости сдвига деталей. Условие прочности
здесь i - число плоскостей среза болта. Принимают внутренний диаметр
резьбы d1 = 0,85dc с округлением его значения до стандартной величины.
Возможно также смятие на боковых поверхностях болта, которое
предотвращается при соблюдении условия стсм < [асм].
Внимание. При одинаковой нагрузке диаметр болта, установ­
ленного в отверстие с зазором, оказывается больше примерно в 1,5
раза. Масса такого соединения также больше, чем при постановке
болта в отверстие без зазора.
Клеммовые соединения (рис. 3.23) представляют собой фрикцион­
но-винтовые соединения по цилиндрической поверхности. Они предназна­
чены для передачи вращающего момента Т или осевой силы F. Относи­
тельному сдвигу ступицы 1 и вала 2 препятствуют силы трения на поверх­
ности контакта. Необходимое нормальное давление создаётся затяжкой
винтов 3.
89
Рис. 3.23. Распределение давления по окружности вала в соединении
При затяжке винта ступица деформируется. Вид распределения дав­
ления на вал по окружности зависит от жёсткости ступицы, а также от ве­
личины начального зазора или натяга. Рассмотрим два основных случая
распределения давления.
Случай 1-й. Давление на вал (рис. 3.23, а) распределяется на не­
большой площади и его условно можно заменить равнодействующей си­
лой N. Такое распределение возникает при жёсткой ступице с большим
первоначальным зазором.
Случай 2-й. Давление на вал распределяется равномерно (рис. 3.23,
б). Это происходит при постановке ступицы на вал с небольшим первона­
чальным натягом.
При конструировании клеммового соединения определяют силу за­
тяжки болта Бзат в зависимости от метода сопряжения вала и клеммы.
Усилие затяжки для первого случая (рис. 3.23, а) распределения давления
F'
=
1000Г
1
для второго
случая
(рис. 3.23,> б)у
А
^
Fза”aтm =
1000Г
р
г
'
2 zja
TTzja
где z = 1 . 2 - число болтов в одном ряду; обычно принимают z = 1;
f = 0 ,1 5 .0 ,2 5 - коэффициент трения.
Затем рассчитывают внутренний диаметр резьбы болта из условия
его прочности на растяжение
5,2F
dx
71
и величину d1 округляют
FР —
до стандартного значения. Здесь [ар] - допускаемое напряжение при рас­
тяжении для материала болта.
Размеры ступицы выбирают из конструктивных соображений. При
этом обычно диаметр ступицы D = ( 1 ,5 .1 ,8)d. Длину ступицы назначают
из условия размещения болтов необходимого диаметра или определяют с
90
учётом допускаемого среднего удельного давления [р] = 40 МПа по фор­
муле /ст > 2Еза1г / (d[p]).
Болты, как наиболее напряжённое звено соединения, рекомендуется
выполнять из высокопрочной стали. Наименьший диаметр болтов при од­
ной и той же нагрузке имеет клеммовое соединение с посадкой клеммы на
вал без предварительного зазора.
Контрольные вопросы:
1. Поясните основные типы крепёжных и кинематических резьб.
2. Дайте сравнительную оценку стандартных крепёжных деталей.
3. Какими методами предотвращают самоотвинчивание деталей.
3. Сравните методы расчёта болтов на прочность при различных
случаях их постановки в отверстие.
4. Поясните работу клеммового соединения.
91
ЗАКЛЁПОЧНЫЕ СОЕДИНЕНИЯ И ИХ РАСЧЁТ. Заклёпочные соеди­
нения (в паровых котлах, железнодорожных мостах и т.д.) находят широ­
кое применение. Соединение (рис. 3.24) состоит из деталей, соединённых с
помощью заклёпок, вставленных в отверстия, и образуется расклёпывани­
ем стержня заклёпки. При формировании замыкающей головки стержень
заклёпки плотно заполняет отверстие.
Достоинства заклёпочных соединений: хорошо работают в кон­
струкциях, подверженных вибрациям и повторным динамическим нагруз­
кам, пригодны для соединения не поддающихся сварке материалов. Недо­
статки: ослабление сечения листов отверстиями; повышенная металлоём­
кость (масса заклёпок составляет до 5% массы конструкции); невысокая
технологичность - процесс клёпки сложнее сварки и требует большого
числа подготовительных операций.
Рис. 3.24. Форма головок заклёпок: а - полукруглая, б - потайная;
виды заклёпочных швов: нахлёсточный и стыковые швы
Заклёпочные соединения разделяют на прочные и прочно-плотные,
последние обеспечивают также герметичность шва. По конструкции раз­
личают нахлёсточные соединения (рис. 3.24, в) и соединения с одной и
двумя накладками (рис. 3.24, г и д), а также однорядные, двухрядные и
многорядные швы. Заклёпки могут устанавливаться в шахматном порядке
для увеличения прочности шва. Размеры заклёпок стандартизованы.
Диаметр заклёпки назначают по условию d > 2 V s , где s - толщина
соединяемых листов, мм, и округляют до стандартного размера. Расстоя­
ние между рядами заклёпок t = 2d + 8; расстояние от центра заклёпки до
края листа e > 2d. Для повышения прочности шва под заклёпки сначала
пробивают отверстия меньшего размера, а затем их рассверливают.
Обычно заклёпочное соединение нагружено продольными силами,
стремящимися сдвинуть соединяемые детали относительно друг друга. За­
клёпочные швы имеют три возможных вида разрушения: срез заклёпок,
вырыв заклёпкой материала из одной пластины или разрыв материала
пластины вдоль линии заклёпок. При центрально действующей силе счи­
тают, что внешняя нагрузка распределяется между заклёпками равномер­
но. Заклёпки рассчитывают на срез, а трение в стыке не учитывают.
92
СВАРНЫЕ СОЕДИНЕНИЯ И ИХ РАСЧЁТ
В начале ХХ столетия происходит постепенное вытеснение за­
клёпочных соединений сварными соединениями (табл. 9). Основ­
ными видами сварки являются: сварка плавлением (электродуговая и
газовая сварка) и сварка давлением (контактная сварка и сварка тре­
нием). При сварке плавлением детали соединяют с помощью рас­
плавления материала электрода и местного расплавления элементов
соединяемых частей. При сварке давлением поверхности соединяе­
мых деталей в зоне сварки испытывают местную упругопластическую
деформацию с разрушением поверхностного слоя. Атомы поверхно­
стей сближаются на расстояние активного взаимодействия, в резуль­
тате чего образуется металлическая связь деталей.
Таблица 9. Виды сварных соединений и обозначение швов
Вид соединения
и
характер шва
Форма кромок и
поперечного сечения
шва
Толщина
деталей
s (мм)
Обозначение
шва
2...5
С7
2. Стыковое, со скосом
одной кромки;
шов односторонний
3 .6 0
С8
3. Стыковое, с двумя
скосами одной кромки;
шов двухсторонний
8 .1 0 0
С15
4. Нахлёсточное,
без скоса кромок;
шов односторонний
2 .6 0
Н1
5. Нахлёсточное,
без скоса кромок;
шов двухсторонний
2 .6 0
Н2
1. Стыковое, без скоса
кромок;
шов двухсторонний
Преимущества сварных соединений в сравнении с заклёпочными:
уменьшение трудоёмкости; возможность механизации и автоматизации
процесса сварки и контроля качества шва; рациональное использование
металла. Недостатки: вероятность возникновения при сварке дефектов (непровар шва, его подрезание, шлаковые включения); возникновение оста­
точных напряжений в деталях конструкции; изменение механических
свойств металла в зоне термического влияния. В зависимости от взаимного
93
расположения свариваемых элементов различают следующие сварные со­
единения: стыковое, нахлесточное, угловое и тавровое.
Соединения стыковыми швами. Стыковые швы (1, 2, 3 - табл. 9)
являются наиболее рациональными, близкими по прочности к целому из­
делию. Г еометрической характеристикой стыкового шва является толщина
s свариваемых элементов. Стыковые сварные соединения при статическом
нагружении растягивающей силой F чаще всего разрушаются в зоне тер­
мического влияния или по сварному шву. Условие прочности:
° Р = F I A = F / ( s - l ) < [ c r p \,
где А - площадь опасного сечения, мм ;
/ длина сварного шва, мм;
[стр] = 120 МПа - допускаемые напряжения для разрушаемого металла.
Соединения угловыми швами. В зависимости от расположения от­
носительно направления внешней силы угловые швы подразделяют на ло­
бовые, фланговые и комбинированные. Лобовой шов расположен перпен­
дикулярно, а фланговый - параллельно линии действия силы F. Комбини­
рованный шов состоит из лобовых и фланговых швов.
В зависимости от формы поперечного сечения различают угловые
швы (рис. 3.25, а): 1 - нормальные, 2 - выпуклые и 3 - вогнутые. На прак­
тике чаще применяют нормальные швы, которые в поперечном сечении
имеют форму равнобедренного прямоугольного треугольника. Геометри­
ческой характеристикой углового шва является катет к. По условиям тех­
нологии сварки минимальное значение катета должно составлять 3 мм. В
большинстве случаев к = s.
Рис. 3.25. Параметры углового шва; виды угловых (б) и тавровых (в) швов
Угловые швы выполняют при сваривании деталей нахлёсточных,
тавровых и угловых соединений, кромки которых могут не иметь скосов,
что упрощает технологию.
Прочность нахлёсточных соединений угловыми швами (4, 5 - табл.
9) зависит в основном от ширины соединяемых элементов и почти не за­
висит от длины их взаимного перекрытия. Однако расположение соединя­
94
емых элементов внахлёстку приводит к значительном концентрации
напряжений на концах соединения.
Разрушение угловых швов происходит в опасном сечении - по бис­
сектрисе а - а прямого угла. В этом сечении расчёт швов на прочность
ведут по касательному напряжению среза, которое считают равномерно
распределённым в опасном сечении. Условие статической прочности при
действии центральной силы F можно записать в виде:
тср = F / А = F /(0,7 klz ) < I ;, _= 60.. .80 МПа
где
/v - суммарная длина угловых швов в соединении, мм.
Из приведенного условия можно получить зависимости для проект­
ного расчёта сварного шва, то есть для определения его размеров.
Стыковые соединения, нагруженные силами и моментами. При
совместном действии внешней силы F и изгибающего момента М (рис.
3.26, а) нормальное напряжение в опасном сечении сварного соединения
■^тах = F /(Si) + М / W < \ 'р _,
где W - момент сопротивления опасного сечения при изгибе.
Расчёт сварных стыковых швов при действии центральной силы F,
изгибающего М и вращающего Т моментов (рис. 3.26, б) проводят по экви­
валентным напряжениям а эк в опасном сечении, испытывающем сложное
напряженное состояние. Для определения а эк обычно используют четвёр­
тую теорию прочности, согласно которой эквивалентные напряжения в
опасном сечении (зона А) и условие прочности можно записать в виде:
сгэк =
'р +
(7из
+ 3ткр <
4F
где
У
нормальные
° р = п t> 2 - d ~ ^
напряжения растяжения, МПа
М_
W
сг
М
нор-
0, \ D 3{ - d 4 / D \
мальные напряжения изгиба, МПа;
ткр —
Рис. 3.26. К расчёту сварного
соединения стыковым швом
при комбинированной нагрузке
Т
W„
Т
0,2 D 3i - d 4/ D ‘
- каса­
тельные напряжения кручения, МПа;
[а,/] - допускаемое напряжение для
материала сварного шва, МПа.
Контрольные вопросы:
1. Почему сварные соединения постепенно вытесняют заклёпочные.
2. В зависимости от чего назначают диаметр заклёпки.
3. Каковы критерии работоспособности и расчёта заклёпок.
95
4. Поясните расчёт сварных швов по рисункам табл. 9.
КОРПУСНЫЕ д е т а л и . Корпусными называют детали, обеспечива­
ющие взаимное расположение деталей и узлов и воспринимающие основ­
ные силы, действующие в машине. Такие детали являются основными не­
сущими частями, на которых монтируют остальные узлы, механизмы и де­
тали машин, приборов и аппаратов. Корпусная деталь может иметь эле­
менты в виде стенок, рёбер, бобышек, фланцев и др. Значительные разме­
ры и непростая конфигурация делают процесс изготовления таких деталей
достаточно сложным и трудоёмким. На долю корпусных деталей прихо­
дится до 80% всей массы изделия.
В зависимости от выполняемых функций корпусные детали (рис.
3.27) условно подразделяют на следующие группы:
• станины, рамы (шасси), основания, фундаментные плиты;
• колонны, кронштейны, стойки;
• коробки, крышки, защитные кожухи;
• столы, салазки, суппорты, направляющие.
Рис. 3.27. Корпусные детали: а - станины; б - рамы; в - основания, плиты;
г - стойки, кронштейны; д - коробки; е - столы, суппорты, салазки
Изготавливают корпусные детали литьём, сваркой или комбиниро­
ванным способом. При большом объёме выпуска однотипных изделий
предпочтительно изготовлять их методом литья, а для единичного и мел­
косерийного производства - методом сварки. Весьма эффективным явля­
ется комбинированный способ, позволяющий значительно упростить и
удешевить изготовление корпусных деталей сложной конфигурации.
Назначение того или иного способа изготовления производят после срав­
нительного технико-экономического расчёта.
96
Основным материалом при литье корпусных деталей является се­
рый чугун, реже высокопрочные чугуны и сталь или литейные сплавы
цветных металлов (алюминиевые, магниевые, цинковые и др., в частности,
в космической технике применяются титан и его сплавы). Для отливок из
серого чугуна, углеродистой стали, алюминиевых сплавов толщину стенок
5 (мм) можно определять по графику на рис. 3.28 в зависимости от приве­
дённого габарита детали
# = 0,3(2Z+ £ + //) ,
где L, B и H - соответственно длина, ширина и высота отливки (м).
Толщина внутренних рё­
бер должна быть в пределах
(0,6...0,7)5, а внешних - 0,85.
Высота рёбер не должна пре­
вышать пятикратной толщины
стенки. Толщину краёв стенок
отливок у окон рекомендуется
увеличивать для образования
платиков, приливов, бобышек и
Рис. 3.28. Гоафик для определения
фланцев.
толщины стенки литой детали:
При изменении толщины
1 - из углеродистой стали;
стенок необходимо предусмат­
2 - из серого чугуна;
ривать плавные переходы.
3 - из алюминиевых сплавов
Для сварных корпусных деталей используют углеродистые стали
(ГОСТ 380-94) и углеродистые качественные стали (ГОСТ 1050-88) в виде
швеллеров, листов, полос и других форм проката. При проектировании
сварных конструкций необходимо учитывать появление остаточных де­
формаций как в отдельных частях, так и во всём изделии. Толщину стенок
сварных корпусных изделий принимают 5св = 0,85 , где 5 - толщина стенки
литой детали, выбираемой по рис. 3.28.
Весьма перспективными материалами для корпусных деталей явля­
ются пластмассы и композитные материалы. Изделия из этих материалов в
условиях массового производства оказываются дешёвыми, лёгкими, доста­
точно прочными и отвечающими требованиям современного дизайна.
Основными критериями надёжности корпусных деталей являются
прочность, жёсткость, износостойкость и долговечность. Ввиду сложной
конфигурации корпусных деталей с наличием усиливающих элементов
(рёбер, бобышек и др.) значительно усложняются их расчёты на прочность
и жёсткость, поэтому в ответственных случаях прочность и жёсткость та­
ких деталей определяют экспериментально. Работоспособность корпусных
деталей с направляющими (столов, суппортов и т.д.) определяет их долго­
вечность по износу. Сведения по расчётам таких деталей приводятся в
специальных курсах.
97
КОНСТРУИРОВАНИЕ РАМЫ ПРИВОДА. Несущая конструкция слу­
жит для связи в единое целое отдельных частей привода, она воспринима­
ет и передаёт на фундамент действующие нагрузки и обеспечивает пра­
вильность расположения узлов при монтаже и в процессе эксплуатации.
Сварная несущая конструкция привода называется рамой, а литая фундаментной плитой. Форма и габаритные размеры рамы или плиты
определяются общей компоновкой привода. Согласно заданной схеме при­
вода и размерам соединяемых узлов (двигатель, муфта, редуктор, дополни­
тельная передача и др.) вычерчивают контур всего привода, уточняют ко­
ординаты опорных платиков и разность уровней между двигателем и ре­
дуктором. Контур рамы в плане может получиться различной формы: пря­
моугольной, Г-образной, Т-образной и т.д.
Сварные рамы экономически выгодно изготовлять при единичном и
мелкосерийном производстве: металлоёмкость сварных рам примерно в
два раза меньше чем литых плит. При этом используют различные профи­
ли проката: швеллеры, уголки, листы, полосы. По величине отверстий в
лапах двигателя или редуктора из сортамента проката подбирают размер
профиля, чаще всего швеллера. Точная установка агрегатов по высоте
обеспечивается металлическими подкладками (платиками) или подставка­
ми из швеллеров, поставленных на полку или положенных на стенку.
Рамы, сваренные из профильного проката, имеют достаточную жёст­
кость, поэтому необходимость в специальных рёбрах жёсткости обычно
отпадает. Для удобства монтажа и демонтажа прокатные профили, состав­
ляющие раму, устанавливают полками наружу. Крепёж рамы к фундамен­
ту осуществляется фундаментными болтами.
Это важно! Преподаватели ВУЗов обязаны учить и готовить
специалистов, которых можно было бы послать на предприятие на
соответствующую самостоятельную работу. Достижимо ли это? Надо
прямо сказать - нет. Никакая школа не может дать готового специа­
листа, но она обязана дать основные познания, принципы, навыки и
умение прилагать знания к делу. Тогда практическая работа будет
для молодого специалиста той школой, в которой он и станет кон­
структором, технологом или руководителем производства.
На Западе и в США много времени тратят на дополнительную
подготовку к конкретной работе. В России готовят специалистов ши­
рокого профиля, поскольку им приходится решать задачи из разных
областей. При этом люди либо владеют только тем, чему их научили
в университете, либо доучиваются самостоятельно, приобретя навык
к учебе, который пригодится, когда человек внутри и вне стен ВУЗа
станет образовывать сам себя.
Настоящее образование - только САМОобразование. Любое
обучение - только стимул к САМОобучению. Как бы ни трудились
преподаватели, преподнося учащимся духовные деликатесы, как бы
ни разжёвывали, усвоить их или извергнуть - дело обучающихся и
98
только их. Восточная мудрость гласит: «Можно кнутом подогнать
ишака к воде, но пить его не заставит даже шайтан».
99
З ак л ю ч ен и е. О сн о в н ы е м ето д ы п о в ы ш ен и я р е с у р с а д е т а л е й
1. Оптимальное конструирование и упрочняющие технологии - общие
методы повышения прочности:
• выравнивание напряжений по площади поперечного сечения и по
объёму детали;
• применение многопоточности передачи сил (шлицы вместо тттпонок, планетарный редуктор вместо последовательного ряда зубчатых
колёс, редуктор с раздвоенной быстроходной передачей и т.д.);
• создание напряжений обратного знака путём предварительного
напряжения поверхностного слоя (дробеструйная обработка, обка­
тывание шариками и роликами, наклёпывание и др.);
• механические отделочные операции (чистовое точение, шлифова­
ние, полирование и др.);
• термическая и химико-термическая обработка (закалка поверхно­
сти, цементация, азотирование, нитроцементация, цианирование и
др), а также обработка ультразвуком, взрывом и т.д.
2. Оптимизация конструкции по усталостной прочности - исключе­
ние концентраторов напряжений:
• при конструировании валов предусматривать галтели; в месте
напрессовки деталей целесообразно увеличивать диаметр вала на
5%;
• шпоночные канавки выполнять дисковой, а не торцовой фрезой;
применять эвольвентные, а не прямобочные шлицы;
• при конструировании зубчатых колёс выполнять плавные переход­
ные кривые; применять фланкированные и бочкообразные зубья;
• для болтового соединения предусматривать галтели у головки и
схода резьбы, поднутрение гаек и высверливание длинных болтов;
• в сварных соединениях предусматривать разделку кромок, в угло­
вых швах давать плавные галтели.
3. Борьба с изнашиванием сопряжений - меры по замедлению износа:
• разделение поверхностей смазкой (жидкой или твёрдой);
• компенсация износа (сближение деталей при износе);
• самоустановка деталей в процессе изнашивания (колодки тормоза).
4. Мероприятия по повышению надёжности:
• разработка технологического процесса, дающего близкую к опти­
мальной шероховатость и направленность следов обработки;
• повышение точности изготовления и увеличение прилегания по
макроповерхности, например, с помощью отделочных операций хонингования, шевингования, притирки и др.;
• придание поверхности пары трения формы естественного износа.
100
Экзаменационные вопросы и задачи
1. Классификация машин, механизмов и их деталей
2. Механические процессы и машины лесохимического комплекса
3. Теоретический анализ и синтез механизмов
4. Этапы проектирования и конструирования машин
5. П оведение м атериалов и детал ей при нагружении
6. Критерии работоспособности и расчётов детал ей машин
7. Типы расчётов деталей машин. Допускаемые напряжения
8. Кинематический и силовой анализ привода машины
9. Виды ремённых передач и их характеристика
10. Расчёт и конструирование ремённой передачи
11. Виды цепных передач и их характеристика
12. Расчёт и конструирование цепной передачи
13. Виды фрикционных передач и вариаторов
14. Расчёт и конструирование фрикционной передачи
15. Виды зубчатых передач и их характеристика
16. Расчёт и конструирование зубчатой передачи
17. Виды червячных передач и их характеристика
18. Расчёт и конструирование червячной передачи
19. Зубчаты е и червячные редукторы
20. Назначение, расчёт и конструирование валов
21. Соединение сопряжённых деталей посадками
22. Соединения вала со ступицей шпонками и шлицами
23. Муфты для соединения валов - устройство и подбор
24. Подшипники скольжения и их расчёт
25. Подшипники качения, их подбор и расчёт
26. Конструирование подшипниковых узлов
27. Резьбовы е и клеммовые соединения и их расчёт
28. Заклёпочные соединения и их расчёт
29. Сварные соединения и их расчёт
30. Корпусные детали. Конструирование рамы привода
101
102
Приложения. ЕСДП. РЕКОМЕНДУЕМЫЕ ПОСАДКИ
И ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ
ЕСДП. Система отверстия
Рекомендуемые посадки при размерах от 10 до 500 мм
Основное
отверстие
ь
а
с
d
*
Основные отклонения валов
т
:-*Й; . ш м js
л
Переходные
посадки
Н5
Н5
Ш Н5 Н5 ш
Ь4
g4
is4 к4 т 4 п4
Нб
Н6 Н6 ш
Н6
Нб
h5
g5
js5 к5 т 5 п5
'
Посадки с зазором
Н5
М6
fS
Н6
Н7
Н8
Ш
ш
с8
d8
Н8
с8
Н8
d8
Н8
d9
Н9
d9
Н9
Н12
е7
Н7
е8
Н7
а
Н8 ш
те
f7
Н8
Н8
е8
Ш
е9
Н9
е8
Н9
е9
Н9
fS
Н9
f9
d!0
Ш
all
ш
ш
НИ
Ы1
ell
dll
Н7
Ьб
Ш
g6
гао
НЮ
НИ
ш
Ш
Ы2
Н7
Н8 gg ш
Ь7 h8 ь.7
Н8
Ь9
Н9 ш
Ь8 h9
НЮ ШР
Ь9 ЫО
НИ
Ь11
Н12
Ь12
Н7
Ш
кб
тб
ш
Ш
к7
т7
Н7
пб
s
г
Р
*
и
х
z
Н8
х8
Н8
z8
Посадки с натягом
Ш
Р5
ВТ
рб
Нб
г5
Нб
s5
Н7
гб
Н7
s6
Н8
п7
Н7
t6
ш
Н7
и7
Н8
и8
s7
П рим ечание. Предпочтительные посадки выделены полужирным.
ЕСДП. Система вала
Рекомендуемые посадки при размерах от 10 до 500 мм
Основ­
ной вал
А | В
С
Ь4
Ь5
Ьб
Ь7
Ь8
Ь9
МО
h ll
hl2
АН ВЦ с ц
hll hll hll
В12
Ы2
Основные отклонения сггверстий
| G
H
Js | К | M | N
Переходные
Посадки с зазором
посадки
S5
Ш
1 4 K5 M5 N5
h4
h4
h4 h4 h4 h4
G6
H6
П
Кб M6 N6
u
bS
h5
h5
h5 h5 h5 h5
D8
Б8
F7 F8 G7
H7
I d K7 M7 N7
Ьб
h6
h6 Ьб h6
h6
h« h6 h6 h6
D8
E8
E8
K8 M8 Ш
ffi
h7
h7
h7
h7
h7 h7 h7 h7
D9 E8 E9 ES F9
H8
H9
Ш
h8
hS Ь8 h8 h8 h8
h8
h8
D9 Ш
E9
F9
H8 Б9 HlO
h9
h9
h9
h9
h9 h9
h9
DIP
H10
ЫО
hlO
D ll
H ll
h ll
h ll
H12
Ы2
D
|
В
|
F
Примечание. Предпочтительные посадки выделены полужирным.
103
P
R
S
T
U
Посадки с натягом
Её
h5
Р7
Ьб
R7
Ьб
S7
h6
И
h6
Ш
h7
ЕСДП. Предельные отклонения разм еров от верст ий (мкм)
Номиналь­
ные раз­
меры (мм)
Свыше 10
до 18
Свыше 18
до 30
Свыше 30
до 50
Свыше 50
до 80
Свыше 80
до 120
Свыше 120
до 180
Свыше 180
до 250
Поля допусков отверстий
Н7
+18
0
+21
0
+25
0
+30
0
+35
0
+40
0
+46
0
Н8 Н9 Н11 J s7
+27 +43 +110 +9
0
0
0
-9
+33 +52 +130 +10
0
0
0
-10
+39 +62 +160 +12
0
0
0
-12
+46 +74 +190 +15
0
0
0
-15
+54 +87 +220 +17
0
0
0
-17
+63 +100 +250 +20
0
0
0
-20
+72 +115 +290 +23
0
0
0
-23
J s8 K7 N7
+13 +6 -5
-13 -12 -23
+16 +6 -7
-16 -15 -28
+19 +7 -8
-19 -18 -33
+23 +9 -9
-23 -21 -39
+27 +10 -10
-27 -25 -45
+31 +12 -12
-31 -28 -52
+36 +13 -14
-36 -33 -60
N8
-3
-30
-3
-36
-3
-42
-4
-50
-4
-58
-4
-67
-5
-77
P7 F8
E9
-11 +43 +75
-29 +16 +32
-14 +53 +92
-35 +20 +40
-17 +64 +112
-42 +25 +50
-21 +76 +134
-51 +30 +60
-24 +90 159
-59 +36 +72
-28 +106 +185
-68 +43 +85
-33 +122 +215
-79 +50 +100
ЕСДП. Предельные отклонения размеров валов (мкм)
Номиналь­
ные раз­
меры (мм)
Свыше 10
до 18
Свыше 18
до 30
Свыше 30
до 50
Свыше 50
до 65
Свыше 65
до 80
Свыше 80
до 100
Свыше 100
до 120
Свыше 120
до 140
Свыше 140
до 160
Свыше 160
до 180
Поля допусков валов
h6 h9 f6
0
0 -16
-11 -43 -27
0
0 -20
-13 -52 -33
0
0 -25
-16 -62 -41
0
0 -30
-19 -74 -49
0
0 -30
-19 -74 -49
0
0 -36
-22 -87 -58
0
0 -36
-22 -87 -58
0
0 -43
-25 -100 -68
0
0 -43
-25 -100 -68
0
0 -43
-25 -100 -68
e9
k6
g6 f8
-6 -16 -32 +12
-17 -43 -75 +1
-7 -20 -40 +15
-20 -53 -92 +2
-9 -25 -50 +18
-25 -64 -112 +2
-10 -30 -60 +21
-29 -76 -134 +2
-10 -30 -60 +21
-29 -76 -134 +2
-12 -36 -72 +25
-34 -90 -159 +3
-12 -36 -72 +25
-34 -90 -159 +3
-14 -43 -85 +28
-39 -106 -185 +3
-14 -43 -85 +28
-39 -106 -185 +3
-14 -43 -85 +28
-39 -106 -185 +3
104
m6
+18
+7
+21
+8
+25
+9
+30
+11
+30
+11
+35
+13
+35
+13
+40
+15
+40
+15
+40
+15
n6
+23
+12
+28
+15
+33
+17
+39
+20
+39
+20
+45
+23
+45
+23
+52
+27
+52
+27
+52
+27
P6
+29
+18
+35
+22
+42
+26
+51
+32
+51
+32
+59
+37
+59
+37
+68
+43
+68
+43
+68
+43
r6
+34
+23
+41
+28
+50
+34
+60
+41
+62
+43
+73
+51
+76
+54
+88
+63
+90
+65
+93
+68
s6
+39
+28
+48
+35
+59
+43
+72
+53
+78
+59
+93
+71
+101
+79
+117
+92
+125
+100
+133
+108
Оглавление
Предисловие
1. Основы проектирования машин и оборудования
1.1. Становление механики как научной дисциплины
1.2. Машины химико-лесного комплекса и их привод
1.3. Методология проектирования машин и их деталей
2. Расчёт и конструирование механических передач
2.1. Ремённые и цепные передачи
2.2. Фрикционные передачи и вариаторы
2.3. Зубчатые передачи
2.4. Червячные передачи
3. Расчёт и конструирование вспомогательных устройств привода
3.1. Валы и оси, соединения «вал - ступица», муфты
3.2. Опоры осей и валов - подшипники
3.3. Соединения деталей машин и аппаратов.
Заключение. Методы повышения эффективности конструкций
Экзаменационные вопросы и задачи по курсу
Приложения. ЕСДП. Предельные отклонения размеров
105
3
5
5
8
18
41
41
49
53
59
64
64
78
86
98
99
101