Абсолютная деформация при садке определяется по формуле
advertisement

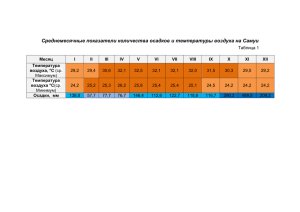
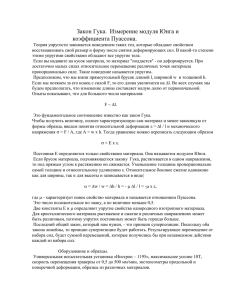
Министерство образования и науки Российской Федерации Федеральное агентство по образованию Саратовский государственный технический университет Балаковский институт техники, технологии и управления КОВКА МЕТАЛЛОВ Методические указания к выполнению лабораторных работ по курсам «Технологические процессы машиностроения», «Технология конструкционных материалов» для студентов специальностей: 120100, 150200, 170900, 060800 всех форм обучения Одобрено редакционно-издательским советом Балаковского института техники, технологии и управления Балаково 2007 Лабораторная работа №1 Определение удельного усилия деформации при осадке цилиндрических заготовок Цель работы: определить экспериментально силу и удельное усилие деформирования образца при осадке и сравнить их с расчетными значениями этих величин. Основные понятия Ковкой называют процесс горячей обработки металлов давлением при помощи удара или нажатия инструмента (бойков). Нагретую заготовку укладывают на нижний боек и верхним бойком деформируют ее. Металл свободно течет по поверхности бойков. Ковкой получают из слитков или из кусков проката заготовки для последующей механической обработки. Эти откованные заготовки называют поковками. Ковка является единственно возможным способом изготовления тяжелых поковок (масса до 250т и более) валов гидрогенераторов, турбинных дисков, коленчатых валов судовых двигателей и т.д. Проводится ковка либо на ковочных молотах (ударами), либо на гидравлических ковочных прессах (нажатиями). При ковке металлов различаются следующие основные операции: осадка, высадка, прошивка, протяжка, раскатка, разрубка (отрубка), гибка, кузнечная сварка и т.д. К простым операциям относится осадка, высадка и прошивка. Осадка – операция уменьшения высоты заготовки с одновременным увеличением площади ее поперечного сечения (рис.1). Осадку применяют: а) для получения поковок с большим поперечными размерами при относительно малой высоте (диски, зубчатые колеса и т.д.); 2 б) как предварительную операцию перед прошивкой с целью уменьшения глубины прошивки при изготовлении пустотелых поковок (колец); в) для уничтожения литой дендритной структуры слитка и улучшения механических свойств изделия; г) для обеспечения соответствующего расположения волокон в будущей детали (например, в детали типа шестерня, когда радиальное расположение волокон обеспечивает повышенную прочность зубьев). P Do T T Ho T T Рис. 1 Схема осадки: Н0 – высота заготовки; D0 – диаметр заготовки; P – усилие осадки; T – сила трения Абсолютная деформация при осадке определяется по формуле: Н Н 0 Н1 , (1) где Н0 – высота заготовки до осадки; Н1 – высота заготовки после осадки. Степень деформации ( ) при осадке определяется по формуле: Н 0 Н1 100 % . Н0 (2) Деформация при осадке может быть выражена величиной уковки (у) 3 У= F1 , F0 (3) где F0 – площадь поперечного сечения заготовки до осадки, мм2; F1 – площадь поперечного сечения заготовки после осадки, мм2. Очевидно, чем больше уковка, тем лучше прокован металл слитка, тем выше его механические свойства. При изготовлении деталей ковкой весьма важно знать потребное усилие деформирования для правильного выбора ковочного оборудования (пресс для молота). Усилие деформирования Рдеф в общем случае определяется по формуле: Pдеф q Fi , Н, (4) где q – удельное усилие деформирования, МПа; Fi – площадь поперечного сечения образца, мм2. В начале операции осадки за площадь поперечного сечения образца принимают площадь торца осаживаемой заготовки, соприкасающейся с бойком. В дальнейшем площадь поперечного сечения заготовки Fi вычисляют, исходя из изменения высоты заготовки по формуле: Fi F0 H0 , мм2. H1 (5) Следовательно, удельное усилие осадки экспериментально можно найти, зная Рдеф и Fi в любой момент осадки q Pдеф , МПа. Fi (6) Теоретически удельное усилие q при осадке можно вычислить по формуле: 4 1 Дi ) , МПа, 6 Н1 q = в (1 (7) где в - предел прочности металла, МПа; Дi – приведенный диаметр образца после осадки. Дi = Д 0 Н0 , мм, Н1 (8) где Д0 – диаметр образца до осадки, мм. ' Теоретически усилие осадки ( Рдеф ) определяют по формуле: ' Рдеф = q Fi , Н. (9) На усилие осадки большое влияние оказывают силы трения на конH тактных поверхностях заготовки бойки и соотношение 0 заготовки. Д0 Методика эксперимента В настоящей работе используются три образца свинцовых (или медных): Д0 = 28; Н0 = 45 мм. Осадка цилиндрических образцов производится на гидравлическом прессе типа П-250 с развиваемым максимальным усилием 2500 кН. Осадка образцов производится в специальном приспособлении (рис.2) с использованием подкладных плиток, имеющих шероховатость рабочих поверхностей Rz = 10 мкм. Рабочие поверхности плиток протираются ацетоном. В качестве измерительного инструмента применяется штангенциркуль. Осадку 3-х образцов поочередно производят до Н1 = 20 мм, за перемещением сжимающей плиты следят по мерной линейке, имеющейся на приспособлении. В конце осадки берут показания с отсчетного устройства силоизмерителя пресса усилие осадки (Рдеф) и измеряют высоту образца Н1 5 после осадки. Результаты эксперимента заносят в табл. 1 и далее производят расчеты. 3 6 4 5 2 1 Рис. 2 Приспособление для сжатия образцов: 1 – нижняя плита; 2 – верхняя плита; 3 – направляющая втулка; 4 – палец; 5 – подкладная плита; 6 – образец Таблица 1 Размеры образца № п/п до деформации Д 0 , мм Н 0 , мм Степень деформ. ,% после деформации Д i , мм Н i , мм Абслют. деформ. , мм Удельное усилие, МПа Усилие осадки, кН q q Р Р’ экс- тео- экс- тео пер. рет. пер. рет. 1 2 3 Искомая величина после 3-х измерений Удельное усилие осадки экспериментальное ( q ) подсчитывают по формуле (6), теоретическое удельное усилие ( q ) по формуле (7). В конце работы находят среднее значение q и q и делают выводы о сопоставимости полученных значений удельных усилий деформации при осадке. 6 Порядок выполнения работы 1. Получить у лаборанта три свинцовых (медных) цилиндрических образца с размерами: Д0 = 28 мм; Н0 = 45 мм. 2. Произвести первоначальный обмер образцов и данные занести в табл.1. 3. Установить образец в приспособлении между двумя подкладными плитками с шероховатостью Rz = 10 мкм. 4. Поместить приспособление с образцом на стол пресса и подвести траверсу пресса до контакта с верхней плитой приспособления. 5. Установить защитный щиток пресса. 6. Произвести осадку образца до Н1 = 20 мм. 7. Записать усилие осадки Рдеф по показанию силомера пресса. 8. Снять приспособление со стола пресса, предварительно поднять траверсу и, разобрав приспособление, извлечь деформированный образец. 9. Произвести замер высоты образца после осадки Н1, занести в табл.1 результаты измерения. 10.Для второго, а затем третьего образца проделать все операции по пунктам 3, 4, 5, 6, 7, 8, 9. Обработка результатов наблюдения 1. Вычислить диаметры Дi образцов после осадки (5), степень деформации (2), абсолютную деформацию (1) и занести значения полученных параметров в табл. 1. 2. Определить удельное усилие экспериментальное q для 3-х образцов (6), удельное усилие теоретическое q (7) и усилие теоретическое (9) и занести полученные значения в табл. 1. 3. Найти среднее значение q и q и сделать вывод о сопоставимости полученных значений удельных усилий. 7 Содержание и оформление отчета по работе Отчет по работе должен включать: 1. Цель работы. 2. Оборудование, приспособление. 3. Инструмент. 4. Основные понятия и расчетные формулы. 5. Результаты эксперимента и расчетные значения (табл. 1). 6. Выводы по сравнению результатов исследования по экспериментальному и теоретическому значению удельного усилия q и q . Вопросы для самоконтроля 1. В чем состоит сущность процесса ковки металлов ? 2. В каких случаях применяют осадку заготовки ? 3. Как найти степень деформации при осадке ? 4. Как подсчитать величину абсолютной осадки ? 5. Как определить уковку при осадке ? 6. Для чего необходимо знать потребное усилие на осадку ? 7. Как вычислить удельное усилие при осадке ? 8. Что влияет на усилие осадки ? 9. Какие правила техники безопасности необходимо соблюдать при работе на гидравлическом прессе ? Время, отведенное на работу Подготовка к работе 1,0 акад. час Выполнение работы 1,0 акад. час Обработка результатов эксперимента и оформление 2,0 акад. часа отчета 8 Правила техники безопасности 1. К выполнению лабораторной работы студенты допускаются в надлежащей одежде, с заправленными волосами, убрав, развевающиеся концы одежды – шарфы, рукава, галстуки и т.п. 2. Категорически запрещается пуск оборудования без разрешения преподавателя или учебного мастера. 3. Разрешается выполнять только порученную работу. 4. Использовать инструмент и приспособления только по назначению. 5. Перед включением оборудования необходимо установить щиток ограждение или надеть защитные очки. 6. Работать внимательно, не отвлекаться и не вводить руки в опасную зону работающего оборудования. 7. Во время работы станка не допускается: производить какие-либо ремонтные работы, смазочные работы, убирать стружку. 8. После работы убрать свое рабочее место. 9 Лабораторная работа №2 Изучение характера течения металла при осадке цилиндрических образцов Цель работы: экспериментально изучить характер течения металла при осадке, определить зоны деформации цилиндрического образца при осадке на плоских бойках. Основные понятия При осадке цилиндрической заготовки между параллельными с определенной шероховатостью плитами она принимает бочкообразную форму в результате действия сил трения Т (рис. 1) на контактных поверхностях. Если бы трение отсутствовало на контактных поверхностях, то напряженное состояние было бы линейным и бокообразности не было бы. Трение меняет схему напряженного состояния на схему встроенного неравномерного сжатия. Внешнее трение затрудняет скольжение металла по инструменту, причем действие его не одинаково по объему заготовки, оно наиболее сильно проявляется вблизи контакта металл-инструмент. Это приводит к неравномерности деформации к бочкообразности. Весь объем заготовки при осадке можно разбить на три зоны деформации (рис. 3): 1*- состоит из двух областей «затрудненной» деформации, прилегающих к торцам заготовки; 2*- зона наиболее интенсивной деформации, она в осевом сечении заготовки имеет крестообразную форму; 3*зона промежуточной интенсивности деформации. Кроме названных зон деформации на каждом торце заготовки различают две зоны: 1- внутреннюю, в которой металл практически не перемещается, и 2- наружную кольцевую, в которой происходит интенсивное течение металла в радиальном направлении. Затруднение скольжения металла по инструменту (зона 1) приводит к переходу боковой цилиндрической поверхности заготовки на контактную торцевую. 10 1 2 3* 3* 2* 1* Рис. 3 Зоны деформации при осадке цилиндрической заготовки: 1*- зона затрудненной деформации; 2*- зона наиболее интенсивной деформации; 3*- зона промежуточной интенсивности деформации; 1- внутренняя зона на торце заготовки; 2- кольцевая зона на торце заготовки. Методика эксперимента В данной работе используются цилиндрические свинцовые образцы диаметром 30 мм и высотой 45 мм, разрезанные по меридиональной плоскости. Свинец обладает почти постоянным пределом текучести для широкого диапазона деформации. Предварительная обработка этого металла (отжиг или деформация) почти не влияют на усилие деформации. Выбор свинца в качестве материала образцов в различных лабораторных работах по обработке металлов давлением обусловливается еще и тем, что он при комнатной температуре имеет сравнительно низкий предел текучести и по своим пластическим свойствам в известной степени моделирует сталь при деформировании в области ковочных температур. Характер течения металла при различных методах обработки металлов давлением изучают, используя метод координатной сетки, причем этот метод следует считать лучшим методом, в полной мере отражающим характер течения металла. Метод координатных сеток дает возможность изучать деформации в любом сечении свинцовой модели, склеенной специальным клеем или спаянной специальным сплавом Вуда. Прослойка спла- 11 ва Вуда получается тонкой, а сам сплав обладает пластическими свойствами, сходными со свойствами свинца. Характер взаимного перемещения частиц металла в деформационной зоне при осадке цилиндрического образца хорошо иллюстрируется изменением формы линейных размеров ячеек или линий квадратной или прямоугольной координатной сетки, нанесенной на плоскости симметрии образца (рис. 4). Параметры ячеек координатной сетки 5х5 мм. Глубина рисок 1 мм. После нанесения чертилкой координатной сетки на одну половинку образца, обе половинки свинцового цилиндра припаивают друг к другу и образец деформируется в специальном приспособлении (см. рис. 2) на прессе до Н1 30 мм. Затем образец распаивают и изучается измене- ние угловых и линейных размеров ячеек координатной сетки и делаются выводы о характере течения металлов при осадке. В качестве вспомогательного инструмента используются тиски, напильник плоский, электропаяльник, линейка металлическая, чертилка, штангенциркуль. Рис. 4 Образец, разрезанной по плоскости симметрии, с нанесенной координатной сеткой Порядок выполнения работы 1. Получить у лаборанта две половинки свинцового образца с размерами: Д0 = 30 мм; Н0 = 46 мм. 2. Произвести опиловку торцов до высоты 45 мм и плоскостей сечения образца с помощью напильника. Снять фаску 1х45 по всему периметру сечения образцов. 12 3. На плоскость сечения одного образца нанести с помощью линейки и чертилки координатную сетку с размерами ячеек 5х5 мм. 4. Обе половинки образца припаять друг к другу с помощью электропаяльника. 5. Установить образец в приспособлении для осадки между плитками с шероховатостью Rz = 10 мкм и произвести осадку до Н1 30мм. 6. Произвести измерение осажденного образца. 7. Распаять образец и изучить изменение угловых и линейных размеров ячеек координатной сетки. Сделать выводы об интенсивности деформации в тех или иных зонах образца. Обработка результатов наблюдения 1. Рассчитать абсолютную деформацию H , используя (1), степень деформации - (2) и деформацию при осадке (3). 2. Изучив изменения размеров ячеек координатной сетки на сечении образца после осадки, сделать вывод об интенсивности деформации в тех или иных зонах образца. 3. Зарисовать координатную сетку в сечении образца до и после осадки. Содержание и оформление отчета по работе 1. Название работы. 2. Цель работы. 3. Оборудование, приспособление, инструмент. 4. Основные понятия и расчетные значения. 5. Результаты эксперимента и расчетные значения. 6. Вывод об интенсивности деформации в продольном сечении образца при осадке. Вопросы для самоконтроля 1. Почему при осадке цилиндрического образца образуется бочкообразность ? 13 2. В каком месте образца наиболее сильно проявляется действие сил трения ? 3. На какие зоны деформации можно условно разбить объем загoтовки ? 4. Из-за чего наблюдается переход боковой поверхности цилиндрической заготовки на торцевую поверхность образца ? 5. Почему в качестве материала образцов лабораторных работ по обработке металлов давлением часто берут свинец ? 6. В чем сущность метода координатных сеток, применяемого при изучении характера течения металла при деформации ? Время, отведенное на работу Подготовка к работе 1,0 акад. час Выполнение работы 2,0 акад. часа Обработка результатов эксперимента и оформление 1,0 акад. час отчета Правила техники безопасности 1. К выполнению лабораторной работы студенты допускаются в надлежащей одежде, с заправленными волосами, убрав, развевающиеся концы одежды – шарфы, рукава, галстуки и т.п. 2. Категорически запрещается пуск оборудования без разрешения преподавателя или учебного мастера. 3. Разрешается выполнять только порученную работу. 4. Использовать инструмент и приспособления только по назначению. 5. Перед включением оборудования необходимо установить щиток ограждение или надеть защитные очки. Работать внимательно, не отвлекаться и не вводить руки в опасную зону работающего оборудования. 6. Во время работы станка не допускается: производить какие-либо ремонтные работы, смазочные работы, убирать стружку. 7. После работы убрать свое рабочее место. 14 Литература: 1. Дубинин Н.П. и др. Технология металлов и других конструкционных материалов. – М.: Высшая школа, 1969. 2. Дальский А.М. и др. Технология конструкционных материалов. – М.: Машиностроение, 1977. – 663 с. Содержание 1. Лабораторная работа № 1 2 2. Основные понятия 2 3. Методика эксперимента 5 4. Порядок выполнения работы 7 5. Обработка результатов наблюдения 7 6. Содержание и оформление отчета по работе 8 7. Вопросы для самоконтроля 8 8. Правила техники безопасности 9 9. Лабораторная работа № 2 10 10. Основные понятия 10 11. Методика эксперимента 11 12. Порядок выполнения работы 12 13. Обработка результатов наблюдения 13 14. Содержание и оформление отчета по работе 13 15. Вопросы для самоконтроля 14 16. Правила техники безопасности 14 17. Литература 15 15 КОВКА МЕТАЛЛОВ Методические указания к выполнению лабораторных работ по курсам «Технологические процессы машиностроения», «Технология конструкционных материалов» для студентов специальностей: 120100, 150200, 170900, 060800 всех форм обучения Составила ПЕРЕЛЫГИНА Татьяна Ивановна Рецензент Редактор Л. В. Максимова Корректор И. Т. Мальчикова Подписано в печать Бумага тип. Усл. печ. л. Тираж экз. Заказ Саратовский государственный технический университет 410054, г. Саратов, ул. Политехническая, 77 Копипринтер БИТТиУ, 413840, г. Балаково, ул. Чапаева, 140 16 Формат 60х84 Уч.-изд.л. Бесплатно 1/16