ПРОИЗВОДСТВО ДРЕВЕСНО СТРУЖЕЧНЫХ ПЛИТ
advertisement

Г М. ШВАРЦМАН
Д. А. ЩЕДРО
ПРОИЗВОДСТВО
ДРЕВЕСНО­
СТРУЖЕЧНЫХ
ПЛИТ
Издание 4-е
переработанное
и дополненное
М осква
"Лесная пром ы ш ленность"
1987
ВВЕДЕНИЕ
Д ревесноструж ечны е плиты (Д С тП ) применяются в мебель­
ной промышленности, строительстве, а т а к ж е в других отраслях
народного хозяйства. Они имеют р яд преимуществ перед д р у ­
гими древесными м атери алам и . Д л я их получения используются
низкокачественная древесина и отходы деревообрабатывающих!
производств. В условиях переменной влаж ности размеры плит
меняются незначительно. В озмож но получать плиты с одинако­
выми и различны ми свойствами вдоль и поперек пласти (ани­
зотропные и и зо тропн ы е), с повышенной огнестойкостью и
устойчивостью к действию дереворазру ш аю щ и х грибов и насекомых-вредителей, пониженными показател ям и водо- и влагопоглощения. Процесс производства плит характеризуется высо­
кой экономичностью и почти полной автоматизацией.
Р азвити ю производства Д С т П способствует высокая э ф ф ек ­
тивность их применения. П о данны м Г осплана С ССР, 1 м3
Д С тП эквивалентен 2—2,5 м3 пилом атериалов высших сортов.
В то ж е время капитальны е влож ения на производство Д С т П
ниже, чем на производство эквивалентного количества пилом а­
териалов, на 30— 50 %.
Производство Д С тП , организованное первоначально лишь
для использования отходов деревообработки, превратилось в с а ­
мостоятельную отрасль промышленности.
Исследования возмож ности использования древесных отхо­
дов д ля изготовления плит проводились ещ е в конце XIX в.
Промы ш ленное производство таких плит началось и р а зв и в а ­
лось по мере повышения дефицитности деловой древесины. Так,
в За п а д н ой Европе первые предприятия по выпуску плит из
древесных частиц возникли в сороковых годах нашего столетия.
Однако основной рост промышленности по производству плит
из древесных частиц относится к пятидесятым годам, когда бы­
ло создано специализированное оборудование и улучшена тех­
нология, обеспечивш ая хорошее качество плит. В 1950 г. миро­
вое производство плит составл ял о 20 тыс. м3, а в дальнейшем
росло исключительно быстрыми темпами и к н ачалу 80-х годов
превысило 4 млн. м3 плит.
В С С С Р научно-исследовательские работы в области произ­
водства Д С т П начались в 1952 г., а первый экспериментальный
цех был пущен в 1955 г. З а прошедшие 30 лет годовой объем
производства Д С т П достиг примерно 8,5 млн. м3. О трасль про­
д о л ж а е т быстро разви ваться и уже значительно обогнала по
объему производства некоторые отрасли д ерев о о б р аб аты ва ю ­
щей промышленности, выпускаю щ ие традиционные плитные м а ­
1*
3
териалы (столярные и полутвердые древесноволокнистые плиты
и др.).
XXVII съездом поставлена зад ач а — увеличить объем п роиз­
водства древесноструж ечных плит в 1,3 р аза по сравнению
с 1985 г. Д л я этого производится реконструкция действую щих
предприятий, н ап р авл ен ная на увеличение объема производства
и повышение качества продукции при условиях снижения ее
материалоемкости и комплексного использования сырья. О дно­
временно осущ ествляется строительство и освоение мощности
новых предприятий.
В дальнейш ем производство Д С т П будет разви ваться еще
быстрее на основе рационального и комплексного и сп ользова­
ния сырья. Это позволит в большей степени, чем в настоящ ее
время, удовлетворять потребность в плитах различны х отраслей
народного хозяйства. В настоящ ее время в С С С Р основная
масса выпускаем ых Д С т П используется в производстве мебели,
в то врем я ка к в ряде стран З а п а д н о й Европы использование
плит в строительстве составляет значительную часть в общем
объеме их потребления.
Глава
1
КЛАССИФ ИКАЦИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ
Д С т П можно классифицировать по способу прессования,
конструкции плиты, виду измельченной древесины, типу приме­
няемого связующего, физико-механическим свойствам и другим
признакам.
По способу прессования Д С т П подразделяю тся на плиты
плоского и экструзионного прессования. П литы плоского прес­
сования изготовляют с приложением прессующего усилия п ер­
пендикулярно пласти (рис. 1, а ) , плиты экструзионного прессо­
вания — путем вы д ав л и ван и я осмоленной струж ки между двум я
обогреваем ыми плитами с приложением прессующего усилия
п арал л ел ьн о пласти (рис. 1, б).
При плоском прессовании древесные частицы расположены
в плоскости плиты. Такие плиты в зависимости от степени ор и ­
ентации стр уж ек имеют одинаковую или разную прочность
вдоль и поперек плиты, н аибольш ее разбухание при у в л а ж н е ­
нии в направлении прессования, т. е. по толщине плиты. При
экструзионном прессовании древесные частицы расположены
перпендикулярно плоскости плиты. Прочность таких плит вдоль
пласти (в направлении прессования) ниже, чем поперек, и з н а ­
чительно меньше в обоих направлениях, чем прочность плит
плоского прессования. О днако при облицовывании д аж е одним
слоем шпона или бумагой прочность плит экструзионного прес­
сования значительно возрастает.
Д С т П выпускаю т ш лифованны е с двух сторон или н еш ли ­
фованные, необлицованные и облицованные. Плиты плоского
прессования могут быть однослойными, трехслойными, п яти ­
слойными и многослойными, плиты экструзионного прессова­
н и я —од н о с л о й н ы м и , сплошными и многопустотными (с внут­
ренними к а н а л а м и ) и облицованны ми лущ ены м или строганым
шпоном или бумагой.
В однослойных плитах разм еры древесных частиц и содер­
ж ани е связую щ его одинаковы е по всей толщ ине плиты. В трех ­
слойных и пятислойных плитах один или оба наруж ны х слоя
изготовляются из более тонких частиц с повышенным с о д е р ж а ­
нием связующего. Внутренний слой в трехслойных плитах и з­
готовляют из более грубых частиц с меньшим содерж анием
связую щ его по сравнению с остальными слоями плит, а в п яти ­
слойных плитах в среднем слое используют самы е грубые ч ас­
тицы с корой. Эти плиты имеют гладкие н ар уж н ы е поверхности
и характеризую тся высокой прочностью. В многослойных п л и ­
тах р азм ер частиц постепенно в о зрастает от поверхности к сере5
плиты. Поверхностные слои многослойных плит ф орм и­
руют из тонких частиц с большим содерж ан ием связующего, а
ппутрспний слой — из грубых частиц с меньшим содерж анием
связующего. Однако в отличие от трехслойных плит, в которых
границы меж ду н аруж ны м и и внутренними слоями резко в ы р а ­
жены, в многослойных плитах таких гран и ц нет.
Выпускают так ж е Д С т П плоского прессования с ф р ак ц и о ­
нированными древесными частицами, у которых в н аруж н ы х
слоях разм ер древесны х частиц по толщ ине слоя уменьш ается
постепенно от поверхности к середине плиты. В Д С т П плоского
прессования древесные частицы в основном расположены вдоль
дш к -
Рис.
1. Направление усилия прессова­
ния при изготовлении ДСтП:
а — плоского п р ессо вани я; б — экструзи он н ого
п рессо ван и я
пласти плиты. П ри этом направление волокон древесных
частиц является произвольным (хаотическим) по отношению
к длине или ширине плиты. М еж ду тем прочность плит главны м
образом определяется прочностью древесны х частиц. Прочность
древесины в различны х н ап равлен иях различна. Так, прочность
хвойных пород при сж ати и вдоль волокон больше, чем при с ж а ­
тии поперек, в 6— 20 раз, лиственных — в 3— 6 раз. С учетом
этого выпускаю т Д С т П с ориентированными на ее поверхности
в задан н ом направлении древесными частицами.
Д л я о б ла го р аж и в ан и я поверхности, а т а к ж е д л я повышения
прочности плиты облицовывают. П литы облицовываю т одним
или двум я слоями лущеного или строганого шпона, бумагой,
пропитанной синтетическими смолами, синтетическими плен­
ками (поливинилхлоридными, полиэтиленовыми и др.), б у м а ж ­
ным слоистым пластиком.
Д л я получения плит применяют специально изготовленную
стружку, стр.ужку-отходы и опилки. Специально изготовленную
струж ку получают на струж ечны х станках. Плиты из специ­
ально изготовленной струж ки имеют наиболее гладкую поверх­
ность и самую высокую прочность. Плиты из стружки-отходов
имеют менее гладкую поверхность и уступаю т по прочности
плитам из специально изготовленной стружки. Плиты из опилок
имеют сравнительно гладкую поверхность, но отличаются н а и ­
меньшей прочностью.
Д л я получения прочной, гладкой и плотной поверхности,
обеспечивающей возможность облицовывать плиты листовыми
матери ал ам и при минимальном расходе последних, в ы п уск а­
ются плиты с н аруж ны м и слоями из волокна, волокнистой
стружки, древесной и ш лифовальной пыли. Волокно получают
путем измельчения древесной щепы в д еф и б р а то р ах или р а ф и ­
нерах по технологии, принятой в производстве древесноволок­
6
нистых плит. О днако из-за высокой стоимости получения в о ­
л о кн а вследствие большого расхода тепла и электроэнергии
применение его д л я получения наружного слоя Д С т П огран и ­
ченно. Волокнистую стр уж ку изготовляют путем переработки
специально изготовленной струж ки в р аф и н ер ах или специаль­
ных мельницах.
Д л я изготовления плит применяю т связую щ ие на основе карб амидоформальдегидны х, ф енолоформальдегидны х и карбамид ом елам ин оф орм альд еги дн ы х смол.
Д С т П с применением карбам и до ф ор м ал ьд еги д ны х связую ­
щих считаются гидрофобными. О днако они сохраняю т прочность
и восстанавли ваю т первоначальны е р азм еры лишь при в о з­
действии холодной воды или теплой (температурой не более
60 °С) и теряю т ее при дальн ей ш ем нагревании во влаж ной
среде. Кроме того, эти плиты не сохраняю т прочность в пере­
менных влаж ностно-тем пературны х условиях (увлажнение —
суш ка — ув л аж н ен и е — суш ка и т. д.). Вследствие наличия сво­
бодного ф орм альдегида плиты более устойчивы к действию н а ­
секомых и грибов, чем древесина.
П литы с применением ф енолоформальдегидны х связую щ их
характери зую тся высокой водоупорностью. В отличие от плит
на карбам и доф орм ал ьд еги д ны х связующ их они д а ж е при о д н о ­
временном воздействии влаги и тепла (кипячение) и последую­
щей сушке практически теряю т свою прочность незначительно.
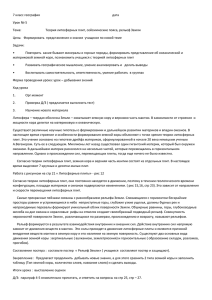
Кроме того, их можно эксп л уати р овать в переменных влаж ностно-температурных условиях. Н а рис. 2 приведены результаты
циклических испытаний Д С т П , изготовленных на феноло- и
карбам и доф о рм ал ьд еги д ны х связующих. Испы тания проводили
в течение 24 мес по следую щ ему циклу: в течение первой недели
плиты в ы д ер ж и в ал и при тем пературе воздуха 70 °С и относи­
тельной в л аж н ости 2 0 %, в течение второй недели — при т е м ­
пературе 27 °С и относительной влаж ности 9 0 %, после чего
цикл повторялся.
И з рисунка видно, что прочность плит на ф ен олоф орм альде­
гидных связую щ их в течение первых трех месяцев испытаний
несколько снизилась, а в дальнейш ем почти не изменялась.
Прочность плит на карбам и доф орм ал ьд еги д ны х связующ их не­
прерывно ум еньш алась в течение всего двухлетнего срока испы­
таний. П оэтому плиты д л я эксплуатации в переменных в л а ж ­
ностно-температурных условиях рекомендуется изготовлять на
ф ен олоформальдегидны х связующих.
Н али чие в плитах кроме свободного ф орм альд еги да т ак ж е
и свободного фенола обеспечивает их еще более повышенную
стойкость к воздействию насекомы х и грибов. О днако при при­
менении фенолоф орм альдегидны х смол происходит пятнистое
потемнение древесины и создаю тся вредные условия работы.
П родолж ительность прессования плит на ф ен олоф орм альдеги д­
ных связую щ их больше, чем на карбамидоформальдегидных..
Вследствие указан ны х недостатков, а т а к ж е из-за дефицитности
7
и высокой стоимости ф енола плиты на ф енолоформальдегидны х
связую щ их изготовляют в ограниченном количестве на о тд ел ь­
ных предприятиях.
Плиты на ка рбам и дом елам и н оф орм альдегид н ы х связую щ их
имеют высокие прочность и гидрофобность при нормальной тем ­
пературе и кипячении. К а к и плиты на ф ен о лоф орм альдеги д­
ных связующих, эти плиты можно эксп луати ровать в перем ен­
ных влаж ностно-тем пературны х условиях. К арбам и дом елам ин оформальдегидны е смолы не меняют цвета древесины, менее
токсичны, не имеют зап ах а . Ш ирокое их применение огран и чи ­
вается вследствие дефицитности и высокой стоимости меламина.
Поэтому на ка рбам и дом елам и н оф орм альдегидн ы х см олах из-
Рис. 2. Изменение прочности ДСтП:
а — при стати ческ о м и зги бе; б — при р а ст я ж е н и и п ер п ен д и ку л я р н о п ласти; 1 — п ли ты
на основе ф ен о л о ф о р м ал ь д еги д н о й см олы ; 2 — п ли ты на основе кар б а м и д о ф о р м а л ьд е ги дн ой см олы
готовляют только плиты специального назначения в ограниченном количестве. С ростом выпуска м елам и на и снижением его
стоимости выпуск плит на таких см олах мож ет быть зн ач и ­
тельно увеличен.
П о п л о т н о с т и (р) плиты мож но разделить на плиты
малой плотности (до 550 кг/м3), средней плотности (550—
750 кг/м 3) и высокой плотности (свыше 750 кг/м3). П литы м а ­
лой плотности используются ка к изоляционный м атери ал или
в изделиях не несущих нагрузки, и их выпускаю т в небольших
количествах. Основным видом Д С т П явл яю тся плиты средней
плотности, применяемые в изделиях, несущих нагрузки. Плиты
высокой плотности выпускаю т в малом количестве и используют
д ля устройства полов и других специальных целей.
П литы выпускают двух типов: с нормальны м и пониженным
разбуханием. Д л я уменьш ения разб ух ан и я и водопоглощения
в плиты в процессе изготовления вводят специальные ги дро­
фобные добавки. П литы с такими д обавк ам и назы ваю т гидрофобированными.
В С С С Р выпускаю т плиты следую щих марок:
Плоского периодического прессования:
П-1 — многослойные
пятислойные
трехслойные
П-2 — трехслойные
однослойные
П-3 — трехслойные
Плоского непрерывного прессования:
НП — трехслойные
однослойные
Экструзионного прессования:
ЭС — сплошные
ЭМ — многопустотные
Кроме этого, Д С т П плоского прессования марок П-2 и Н П
д ел ятс я по п о казател ям физико-механических свойств на две
группы: А и В. П литы группы А имеют более высокие п о к а за ­
тели физико-механических свойств.
П литы рекомендуется использовать в качестве конструкци­
онного и отделочного м атери ал а.
П литы м арок П-1, П-2 групп А и Б используются д л я изго­
товления элементов мебели, причем плиты м арки П-1 п ред наз­
начены под облицовку п ленкам и на основе терм ореактивных и
термопластичных полимеров и покрытия лакокрасочны м и м а те­
риалами. П л и ты марки П-2 не рекомендуется облицовывать
пленками на основе терм ореактивн ы х полимеров, но их облицо­
вываю т шпоном и декоративны м бумаж нослоисты м пластиком.
Плиты м арки П-3 используются в отделанном виде в элементах
конструкций полов, кровли, стеновых панелей, антресолей и
других несущ их элем ен тах в строительстве, при изготовлении
автофургонов, вагонов и других изделий. Д л я отделки могут
использоваться д екоративны е бумаж нослоисты е пластики, шпон,
л ако красочн ы е м атери алы и линолеум.
Однослойные Д С т П плоского прессования рекомендуется
использовать облицованны ми д ву м я слоями шпона для после­
дующего полирования или одним слоем шпона д л я последую­
щего л аки р ов ан и я, а трех-, пяти- и многослойные плиты — об ли ­
цованными одним слоем шпона.
О блицовы вать бумагой, пропитанной синтетическими смо­
лами, рекомендуется плиты, поверхность которы х сформ ирована
из волокна, волокнистой струж ки, мельчайших частиц и пыли.
Размеры древесностружечных плит. Д л и н а и ширина плит
определяю тся р азм ер ам и прессового оборудования. Д л и н а плит
прессов периодического действия достигает 30 м, ширина 2,8 м.
По толщ ине выпускают Д С т П плоского прессования — от 3 до
40 мм, экструзионного прессования — от 13 до 100 мм. П ри этом
плиты экструзионного прессования толщиной до 22 мм сплош ­
ные, толщ иной 25 мм и более — многопустотные.
Р а зм е р ы Д С т П и нормы допускаемы х отклонений, р е г л а ­
ментированные в С С С Р , приведены в табл. 1. Помимо размеров
плит, ук а зан н ы х в таблице, разр е ш ае тся по соглашению с по9
1. Размеры ДСтП, мм
Толщ ина
Ш ирина
н еш л и ф о ван н ы х
2440
2750
3500
3660
5500
± 0 ,5
1220
1500
1750
1830
2440
± 3 ,0
П-3
НП
От
1800
ном инальная
От 10 до 25
включительно
через 1
± 0 ,2
—
—
От 10 до 25
включительно
через 1
± 0 ,3
От 10 до 18
включитель­
но через 2
От 20 до 26
включитель­
но через 2
± 0 ,5
ном инальная
П-1
П-2
д о п у ск ае м ы е
отклонения
д о п у ск ае м ы е
отклонения
н ом инальная
д о п у ск ае м ы е
отклонен ия
М ар к а
п ли ты
ном инальная
ш л и ф о ван н ы х
д о п у ск аем ы е
отклонения
Д лина
± 0 ,6
От 16 до 22
включительно
через 1
± 0 ,3
От 16 до 24
включитель­
но через 2
± 0 ,5
± 5 ,0
1220
± 3 ,0
От 10 до 25
включительно
через 1
± 0 ,3
От 12 до 26
включитель­
но через 2
± 0 ,7
± 4 ,0
625
1220
± 3 ,0
—
—
От 15 до 24
включитель­
но через 3
± 0,5
—
—
От 27 до 52
включитель­
но через 5
± 0 ,5
До
3000
ЭС
ЭМ
От
1500
до
3000
1250
требителем изготавливать плиты других форматов, а т а к ж е в ы ­
пускать нешлифованные плиты марок П-2, П-3 и Н П с откл о ­
нениями ± 0 , 9 мм от номинальной толщины.
Глава
2
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ
Физические свойства Д С т П . При применении Д С т П в р а з ­
личных отрасл ях народного хозяйства большое значение имеют
такие показатели свойств Д С тП , ка к плотность, разбухание,
водопоглощение, гигроскопичность, равновесная влаж ность, ог­
10
не- и биостойкость. Так ка к наибольшее распространение п олу­
чили плиты плотностью 650— 750 кг/м3, ниж е будут рассмот­
рены основные свойства главны м образом этих плит.
Ц в е т п л и т зависит от породы древесины, вида связую ­
щих, наличия коры в древесны х частицах, условий обработки и
других факторов. При применении карбам и до- и карбамидомелам и н оф орм ал ьд егид н ы х смол плиты сохраняю т естественный
цвет древесины. Применение фенолоформальдегидны х смол при­
д ает им коричневый (пятнистый) оттенок. Н аличие коры, осо­
бенно крупных частиц, н ару ш ает однородность цвета плиты.
Д л и тел ь н ая терм ическая о б работка готовых плит приводит
к потемнению их поверхности.
Ш е р о х о в а т о с т ь поверхности явл яется следствием того,
что поверхность Д С т П образуется большим количеством д р е ­
весных частиц, меж ду которыми имеются неплотности (щ ели).
Кроме того, частицы, л е ж а щ и е на поверхности плит, не сплош ­
ным слоем зак р ы в аю т частицы, л еж а щ и е под ними. В р езул ь ­
тате поверхность плит получается чешуйчатой.
Ш ероховатость поверхности плит х арактери зуется п ар ам ет ­
ром R m — наибольшей высотой неровностей профиля, вычислен­
ной по формуле:
У Рт ах
У °т а х »
где Уртах — расстояние от средней линии профиля до высшей точки профиля
в пределах базовой длины; {/vmax — расстояние от средней линии профиля до
низшей точки профиля в пределах базовой длины.
Н аибольш ую высоту неровностей измеряю т с помощью м ик­
роскопов МИС-11 или ТСП-4.
Ш ероховатость поверхности Д С т П зависит от вида и р а з м е ­
ров древесных частиц, из которых они изготовлены, способа
прессования и вида обработки. Плиты, изготовленные из тонкой
и плоской стружки, отличаю тся более гладкой и ровной поверх­
ностью, чем плиты, изготовленные из толстой стружки. Н а и б о ­
лее г л а д к а я поверхность у плит, нару ж н ы е слои которых и з­
готовлены из волокна, волокнистой струж ки или мельчайших
древесных частиц и пыли. Поверхность необлицованных плит
плоского прессования менее шероховата, чем экструзионных.
Поверхность облицованных плит определяется гладкостью о б ­
лицовочного м атери ала. В табл. 2 приведены принятые в С С С Р
нормы шероховатости Д С тП .
П о к о р о б л е н н о с т ь Д С т П является следствием н аруш е­
ния симметричности их слоев относительно нейтральной плос­
кости. К таким нарушениям относятся разли чи я толщины, в л а ж ­
ности, плотности и фракционного состава струж ки в симмет­
рично располож енны х слоях, а т а к ж е неправильное хранение
плит. Покоробленность определяю т на о б р а зц а х разм ерам и
1 2 0 0 х 6 5 0 х / г мм, где h — тол щ и н а плиты. О б р азе ц нужно р а с ­
полагать длинной стороной вдоль короткой стороны полнофор11
2. Шероховатость поверхности ДСтП
П а р а м е т р ш е р о х о в а т о ст и R m по ГО С Т 7016—82, м км ,
не б о л е е, д л я п л и т
М а р к а п ли ты
ш лиф ованны х
п ер во й к а т е г о р и и
к а ч е с тв а
н еш л и ф о в а н н ы х
П-1
П-2А
П-2Б
П-3
200
63
63
320
—
200
—
80
320
500
320
ш л и ф о ва н н ы х
вы сш ей к а т е г о р и и
к а ч е с тв а
матной Д С тП . Прибор д л я контроля покоробленности пред­
ставл яет собой ж есткую б ал ку с трем я опорами д ля к аж д ой
базы (продольной и поперечной) и индикатором часового типа.
И спы ты ваемы й о б разец плиты у ста н а вл и в аю т на стенде под
углом 3— 7° к вертикали, после чего к нему п риклады ваю т при­
бор и измеряю т значение прогиба по двум взаимноперпендику­
лярны м линиям, проходящим посередине образца. Среднее з н а ­
чение прогиба f x и f y, мм, по каж дой проверенной линии опре­
дел яю т по формулам
fx = T t
( f Xl + fX2 + f x8)/3, f y = T t - ( f yi + f y2 + /„,)/3,
где Tt — показания индикатора при тарировке прибора на поверочной ли­
нейке; fx , f X2, fx — величина прогиба в трех точках вдоль поверяемого об­
разца, f y , f , f — соответственно поперек образца.
Величина покоробленное™ со, мм, определяется по формуле:
ti> =
где If*| и |Ы
| fx | +
| fy | .
— абсолютные значения прогиба вдоль и поперек плиты.
П р и соблюдении технологии производства Д С т П покоробленность не превыш ает 1— 2 мм.
П л о т н о с т ь существенно влияет на физико-механические
свойства Д С тП . Ее определяю т на о б р азц ах разм ерам и 100Х
ХЮОХЛ мм, где п — толщ ина плиты. Толщину измеряю т в че­
тырех точках: посередине длины и ширины на расстоянии 25 мм
от центра образца. Плотность вычисляю т с точностью до
10 кг/м 3 (0,01 г/см3) по формуле:
р — m/lbh,
где т — масса образца, кг (г); / — длина образца, м (см); b — ширина о б ­
разца, м (см); h — толщина образца, м (см).
В трехслойных и многослойных плитах свойства н аруж н ы х
и внутренних слоев плит различны. Д а ж е в однослойных п ли ­
тах к середине плотность уменьшается, а в трехслойных и мно­
гослойных плитах это различие еще больше (рис. 3). П лотность
12
Рис. 3.
Послойное
I — од н ослой ны х;
изменение плотности
различных ДСтП:
2 — м н огослойны х;
3 — трех­
слойны х
плиты в целом зависит от плотно­
сти слоев и мож ет быть определена
по следующей формуле:
р = рВ Н
(PH• Рв) I
Расстояние от поверхности
плиты, пп
где р — плотность плиты, кг/м3; рп — плот­
ность внутренних слоев, кг/м3; рп — плот­
ность наружных слоев, кг/м3; т — доля наружных слоев в общей толщине
плиты, %.
П ри определении плотности плиты исходя из послойной
плотности (и наоборот, послойной плотности исходя из плотно­
сти плиты) погрешность составляет ± 1 %, что допустимо.
С учетом этой зависимости мож но изготавливать плиты с з а р а ­
нее зад ан н ы м и свойствами.
А бсолю тная в л а ж н о с т ь Д С т П , ( W ) %, определяется по
формуле:
W = \{т1— т 0)/т0] 100,
где гп\— начальная масса плиты (перед определением
т 0 — масса плиты в абсолютно сух.ом состоянии, кг (г).
влажности, кг
(г);
Абсолютную вл аж н о сть Д С т П определяю т на образц ах р а з ­
мерами ЮОХЮОХЛ мм. Р азр е ш а е т с я использовать образцы
любой формы и размеров, но их масса д о л ж н а быть не менее
20 г. О б разц ы высуш ивают до абсолютно сухого состояния в су­
шильном ш к аф у при тем пературе 1 0 3 ± 2 °С .
В л аж н ость Д С т П обычно составляет 5— 10% . В связи
с большим влиянием в л аж н ости плит на показатели их ф изико­
механических свойств рекомендуется вы д ерж ивать плиты перед
испытаниями при тем пературе 2 0 ± 2 ° С и относительной в л а ж ­
ности воздуха 6 5 ± 5 % в течение 120 ч. Д опускается проводить
испытания плит без указан ной выдерж ки, но не ранее чем через
24 ч после выгрузки их из пресса.
3. Равновесная влажность ДСтП
Равновесная влаж ность.
О т н о с и те л ь н ая
влаж ность
воздуха,
%
п л и т п р и с о д е р ж а н и и с в я зу ю щ е го ,
6
40
60
80
100
5,0
7,0
11,5
27,5
8
4,5
6,5
10,5
26,0
10
4,3
6,0
9,5
24,0
%
%
12
4,0
5,5
9,0
22,5
н ат у р а л ь н о й
древесины
(сосны)
7,5
11,0
15,5
28,0
13
26
24
Рис. 4.
Изменение
влажности
трехслойных
ДСтП
различной
плотности при
выдержке
во
влажной среде (содержание свя­
зующего 10 %):
/ — Р —600 кг/м 3; 2 — Р =700 кг/м 3; 3 —
р= 8 0 0 кг/м 3
Н а рис. 4 п оказано и з­
менение влаж ности трех ­
5 L —I— 1— I__ I__ I__ I__ I__ I___I__ I__ I__ I__ L
слойных Д С т П в процессе
0 4 8 12 16 20 24 26 32 36 40 44 48 52 56
в ы держ ки их во влаж ной
Продолжительность выдержки >сут
среде. С одерж ан и е карбамидоформальдегидной смолы в стр у ж ке по сухому остатку —
1 0 %. М ак си м ал ь н а я влаж н ость плит (без гидрофобных д о б а ­
вок) 23— 25 %, в то врем я ка к влаж н ость натуральной д р ев е­
сины в таких ж е условиях составляет 28 % •
В лаж ность Д С тП , вы д ерж ан ны х в течение длительного в ре­
мени в условиях постоянных влаж ности и температуры воздуха,
н азы вается равновесной ( W p). Р езул ьтаты исследования р ав н о ­
весной влаж ности Д С т П при температуре 20 °С приведены
в табл. 3.
И з таблицы видно, что равновесная влаж н ость Д С т П при
100 %-ной влаж ности воздуха в среднем на 3 % ниже, чем д р е ­
весины. Это можно объяснить тем, что древесные частицы под­
вергаю тся термической обработке в процессе изготовления плит,
и главны м образом наличием на древесны х частицах защитной
пленки связующего. П ри увеличении содерж ан ия связующ его
в плитах с 6 до 12 % равновесная в л аж н ость плит сниж ается
почти на 2 0 %. С повышением температуры среды равновесная
влаж н ость плит уменьшается. Ее определяю т по следующей
эмпирической формуле:
где ср — относительная влажность воздуха, %; t — температура воздуха, °С.
Влагопоглощение,
или
гигроскопичность,
Д С т П является п оказателем их способности поглощ ать пары
воды из воздуха. Величина влагопоглощ ения, ка к и водопоглощения, определяется отношением массы впитавшихся в плиту
паров воды к первоначальной массе плиты. Степень поглощ е­
ния паров воды из воздуха зависит от его температуры и отно­
сительной влажности, а та к ж е от вида Д С т П , плотности и массы
плит, количества связующего, вида измельченной древесины и
от наличия гидрофобных добавок. Чем больше плотность плит
и содерж ание в них связующего, тем меньше влагопоглощение.
Влагопоглощ ение определяю т на об р азц ах разм ером 100Х
XlOOX/z мм, горизонтально у к л ад ы ва ем ы х над водой в герм е­
тическом сосуде.
14
Рис. 5. Влияние плотности ДСтП на
водопоглощение (сплошные линии)
и разбухание (пунктирные линии):
1 — при с о д е р ж а н и и связу юицего
щ его 8о %
то;* *2 —
—
10%; 3 - 1 2 %
-■S'/A
ность Д С т П поглощать воду и
600
700
800
Плотность гмит^г/п3
определяется
отношением
массы впитавш ейся в плиту
воды к начальной массе плиты. Водопоглощение плит опре­
деляю т на о б р азц ах р азм ер ам и ЮОХЮОХА мм и погружаю т
их в вертикальном положении в воду при тем пературе 2 0 ± 1 ° С .
Высота слоя воды над о б р азц ам и д о л ж н а быть 20 мм. Обычно
водопоглощение проверяю т в течение 24 ч и вычисляют с точ­
ностью до 1 % по формуле:
АИ^вд = [(ttix— т)/т] 100,
где m t — масса образца после увлажнения, кг (г); т — масса образца до
увлажнения, кг (г).
Величина водопоглощения Д С т П зависит от плотности плит,
размеров струж ки, вида и количества связующ его и от н а л и ­
чия гидрофобных добавок.
Н а рис. 5 показано влияние плотности плит плоского прессо­
вания на водопоглощение и разбухание. И з рисунка видно, что
с увеличением плотности плит водопоглощение снижается. Это
объясняется тем, что в плитах большей, плотности количество
пор (внутренних пустот) меньше, чем в плитах меньшей плот­
ности. П оэтому водопоглощение плит высокой плотности проис­
ходит главны м образом вследствие проникновения влаги внутрь
клеток, а этот процесс протекает значительно медленнее, чем
заполнение влагой пор.
Водопоглощение плит из специально изготовленной стружки
выше, чем плит из стружки-отходов. Это о бъясняется тем, что
толстая струж ка-отходы в большей степени покрыта пленкой
связующего, затрудн яю щ его проникание влаги в древесину, чем
тонкая специально изготовленная струж ка, имею щ ая зн ач и ­
тельно большую поверхность. Вследствие несовершенства кон­
струкции смесителей не обеспечивается равномерное распреде­
ление связую щ его по всей поверхности древесны х частиц. П о ­
этому при смешивании со связую щ им смеси струж ки различной
фракции и пыли, основная часть связую щ его попадает на м е л ­
кую струж ку, а крупная остается недостаточно покрытой плен­
кой связующего.
И з рисунка видно, что с увеличением расхода связующего
водопоглощение резко уменьш ается, так к а к древесные частицы
в большей степени об волаки ваю тся пленкой связующего. При
введении в стружечную массу гидрофобных д обавок еодопоглощение плит уменьш ается примерно в два р а за и более.
15
Водопоглощение плит экструзионного прессования выше,
чем плит плоского прессования, вследствие разницы в с о д е р ж а ­
нии связующего в них.
Оно т а к ж е уменьш ается с увеличением их плотности а н а л о ­
гично уменьшению водопоглощения плит плоского прессования.
Так, при увеличении плотности плит экструзионного прессова­
ния с 600 до 800 кг/м 3 водопоглощение уменьшается со 100— 125
до 70— 95 %.
Разбухание
(набухание)
(Д h ) — свойство конди­
ционированных плит увеличивать свои разм еры после выдерж ки
в воде или во вл аж н ой среде. Р азб у х ан и е измеряется на тех ж е
образц ах, что водо- и влагопоглощ ение, и рассчиты вается по
формуле:
ДА = [(А1— h)/h] 100,
где h — размер плиты (длина, ширина или толщина) после кондиционирова­
ния, м (см ); hi — размер плит после выдержки в воде или влажной среде, м
(см).
В отличие от натуральной древесины, которая при сушке
почти полностью восстанавли вает первоначальные разм еры ,
Д С т П не восстанавливаю т первоначальные размеры , т. е. в них
н аблю дается остаточная д еф орм ация и снижение компактности
(плотности) м атер и ал а. Это связано с условиями изготовления
плит. При прессовании древесные частицы приближ аю тся друг
к другу. П ри этом раб ота затрачи вается на деформацию частиц
(изгиб и сж ати е). Эта д еф ор м аци я в процессе прессования (под
влиянием пьезотермической обработки) становится остаточной.
К леевые связи м еж д у древесными частицами препятствуют их
отходу друг от друга, фиксируя тем самы м приданные им при
прессовании форму и размеры. При вым ачивании в воде эти
связи ослабевают, а т а к ж е имеет место распрессовка древесных
частиц. Кроме того, п оглощ аем ая древесными частицами вода
проникает в пространство между молекулами и р аздвигает их,
б ла го д а р я чему древесные частицы р азб ух аю т и меняют форму.
При высыхании древесны е частицы, а соответственно и плиты
не восстанавливаю т форму и размеры, которые они имели до
увлаж нения. В связи с этим разбухание и связан ная с ним по­
теря монолитности плит в условиях переменной влаж ности яв ­
л яю тся их серьезным недостатком.
Р азб ух ан и е плит в различны х нап равл ен иях происходит поразному. Это зависит от строения плиты, определяемого спосо­
бом их прессования. Экструзионные плиты разбухаю т в основ­
ном в направлении прессования, а плиты плоского п рессова­
ния — по толщине.
Р а зб у х ан и е Д С т П плоского прессования по длине и ширине
со ставляет 0,3— 1,0% (при в ы держ ке в воде в течение 24 ч).
Экструзионные плиты разбухаю т по длине больше, чем плиты
плоского прессования. О днако разб ухан и е и этих плит после их
облицовывания шпоном находится в п ределах 1— 4 %.
16
Р азб у х ан и е Д С т П зависит от их плотности и содерж ания
в плитах связую щ его (рис. 5). П ри увеличении содерж ания с в я ­
зующего ум еньш ается разб ухан и е вследствие большего обво­
л аки в ан и я древесных частиц пленкой связующего, препятствую­
щего проникновению воды внутрь древесных частиц. Таким
образом, влияние связую щ его на разбухан и е идентично его
влиянию на водопоглощение. С увеличением плотности водопо­
глощение плит уменьш ается, а разбухание возрастает. В плитах
с высокой плотностью в процессе их прессования деф ор м и р ова­
ние и упрессовка древесных частиц больше, чем в плитах с м а ­
лой плотностью. П од влиянием воды, поглощенной плитами,
изменяю тся ф орм а древесных частиц и их расспрессовка. Тем
самы м н аруш ается их первоначальн ая структура, что в ы р а ж а ­
ется увеличением толщины плит.
Зави си м ость разб ух ан и я Д С т П плоского прессования от их
плотности и содерж ания связую щ его может быть в ы р аж ен а сл е­
дующим корреляционным уравнением:
Д/г = 0 ,0 1 р — 4,83рсв + 0,185рсв + 36,8,
где Ah — разбухание плит после выдержки их в воде в течение 24 ч, %; р —
плотность плит, кг/м3; рсв — содержание связующего в плитах, %.
При характери сти ке свойств плит различной плотности их
приводят к единой плотности (700 кг/м3) по формуле
Д/!7оо = Д/г/(0,00079р + 0,447),
где Д/1700 — разбухание плит, %, при плотности 700 кг/м3; Ah — разбухание
плит, %, при плотности р, кг/м3.
Если в процессе изготовления Д С т П вводят гидрофобные д о ­
бавки, то величина р азб у хан и я таких плит по толщине резко
падает и составляет примерно 5— 1 5 % , т. е. находится на о д ­
ном уровне с разбуханием Д В П и д а ж е ниже.
Т е п л о в ы е с в о й с т в а Д С т П характеризую тся коэффи­
циентами теплопроводности и температуропроводности, у д ел ь ­
ной теплоемкостью и коэффициентом теплоусвоения.
Перечисленные коэффициенты связаны меж ду собой у р а в ­
нениями:
а = К/ср,
Q
= 0,051 д/рсХ,
где а — коэффициент температуропроводности, м2/ч; ^ — коэффициент тепло­
проводности, кДж/м-ч-°С; с — удельная теплоемкость, к Д ж /к г -°С ;р — плот­
ность, кг/м3; Q — коэффициент теплоусвоения, кДж /м2-ч-сС.
Коэффициент теплопроводности Д С т П возр астает с увели ­
чением их плотности и в л аж н ости (рис. 6).
При повышении температуры плит наб лю д ается повышение
коэффициента их теплопроводности, особенно в интервале тем ­
пературы 20— 60 °С. Последнее можно объяснить тем, что вода,
н аход ящ аяся в гигроскопической области (физико-химическая
в л а г а ), способствует р азбуханию древесины и тем самым повы­
шает теплопроводность м а тер и ал а клеточных стенок. Коэффи-
--^7
iiim'Iii iг м iir| >;1 1у |><*11poподпости плит плотностью 500—800 кг/м1*
1111 n icmik‘|);i iy|ii‘ -О 'С и влажности 6— 10% находится в преm v u x !<,'/'• К) к - 11 - 10 -8 м2/с, а удельн ая теплоемкость 1,68—
I.HH кД ж /кг*°С . С повышением в л аж н ости плит их удельная
теплоемкость возрастает. Влияиие влаж ности на удельную теп­
лоемкость может быть вы раж ен о следую щим уравнением:
с=
0,331Ц7°'88 + 1,51.
Увеличение удельной теплоемкости Д С т П по мере повы ш е­
ния их влажности объясняется различной теплоемкостью дреi
16’8
| Щ 7
£ >
сэ ■J' с
|д Г 4 *
2 §0,34
й$
О- Сь
г*=>
300 т
500 600 700 800 900
Плотность плит, и г/п 3
____I_____ I_____ I_____ I
5
10
15
20
Влажность плит, %
iifij
300 400 500 600 700 800 900
,
Плотность нг/м 3
Рис. 6. Графики зависимостей коэффициента теплопроводности ДСтП:
/ — от плотности; 2 — от влажности
Рис. 7. Влияние плотности ДСтП па коэффициент теплоусвоення:
/ — влаж ность
п ли т 0 % ; 2 — 4 % ;
3 — 8% ;
4 — 12 % ; 5 — 1 6 %;
5 — 20%
весины и воды. К ак известно, у д ел ьн ая теплоемкость воды
значительно выше, чем древесины. В резул ьтате этого при по­
вышении влаж ности плит, соответствующем увеличению в них
количества воды, увеличивается удельн ая теплоемкость.
С увеличением температуры растет удельная теплоемкость
древесины — основной составляющей плит, а соответственно и
всей Д С т П . В лияние температуры на удельную теплоемкость
плит мож ет быть вы р а ж ен о следующей корреляционной за в и ­
симостью:
с = 0,00965*4-1,55.
Н а рис. 7 п оказана зависимость коэффициента теплоусвоения Д С т П от их плотности и влаж ности при непрерывной р а ­
боте отопления в течение 24 ч. И з рисунка видно, что коэф ф и ­
циент теплоусвоения плит растет при увеличении их плотности
и влажности. Вместе с тем он не превыш ает 18,9 к Д ж / м 2-ч-°С.
Требованиями строительных норм и правил (С Н иП ) установ­
лен на уровне 21 к Д ж / м 2-ч-°С максим ально допустимый к оэф ­
фициент теплоусвоения м атериалов покрытия пола в жилы х
комнатах, в отапливаемы х помещениях с повышенными эксп л у ­
18
атационными требованиями или с долговременным п реб ы ва­
нием в них людей. Т аким образом, Д С т П по своим тепловым
свойствам отвечают требованиям С Н и П и могут быть рекомен­
дованы в качестве м а тер и ал а покрытия пола.
З в у к о и з о л и р у ю щ а я с п о с о б н о с т ь Д С т П (R) х а ­
рактер и зу ет снижение зв ука при его прохождении через плиту
и определяется по формуле
£ = 20 lg m f —47,5,
где т — масса 1 м2 плиты, кг; f — частота звука, Гц.
Д С т П плотностью 500— 700 кг/м3 в пред ел ах нормируемого
спектра частот (100— 3200 Гц) имеют звукоизолирую щ ую спо­
собность, плиты плотностью 800 кг/м3 при высоких частотах
(3100— 3200 Гц) не имеют такой способности.
Б и о с т о й к о с т ь ю Д С т П н азы вается способность их про­
тивостоять р азруш аю щ ем у действию грибов и насекомых. Б и о ­
стойкость определяется по проценту потери массы образцов,
вы д ер ж иваем ы х в контакте с культурой домового гриба Coniophora cerebella в течение 3 мес. Стойкость Д С т П к воздействию
различны х грибов и насекомы х зависит от биостойкости д р е ­
весины и связующего, из которых изготовлены плиты, а так ж е
от вида разруш ителей.
Д ревесны е породы, применяемые в производстве Д С тП , о т­
личаю тся низкой стойкостью к воздействию грибов, особенно
береза и осина. Биостойкость связую щ их зависит от со д ер ж а­
ния в них токсичных веществ. Н аиболее распространенные
в производстве плит связую щ ие на основе карбам и доф о рм ал ьдегидных смол содер ж ат ка р б а м и д и формальдегид. К арбам ид
не является токсичным веществом, а ф ормальдегид в основном
находится в связанном состоянии. Количество свободного ф ор ­
мальдегида, ка к правило, не превыш ает 0,3 %, что недостаточно
д ля придания Д С т П биостойкости. Значительно большей биостойкостыо отличаются связую щ ие на основе фенолоформальдегидных смол. В этих связую щ их содерж ится некоторое
количество свободного фенола, об ладаю щ его значительной то к­
сичностью. О днако связую щ ие на основе фенолоформальдегидных смол сравнительно м ало применяются в производстве плит.
Таким образом, хотя биостойкость Д С т П выше биостойко­
сти н атуральной древесины и Д В П , она все ж е недостаточна и
ограничивает применение Д С т П в народном хозяйстве. Д л я по­
вышения биостойкости в древесную массу в процессе производ­
ства вводят антисептики. П отеря массы неантисептированных
плит составляет 31— 4 8 % , а у антисептированных плит — не
больше 1 %•
О г н е с т о й к о с т ь Д С т П рекомендуется определять двумя
дополняю щ ими друг друга методами: огневой трубы и ф ан ер­
ных образцов (рис. 8). "Метод огневой трубы (рис. 8, а) преду­
см атри вает испытание образцов форматом 150X 35 мм, влажно19
Рис. 8. Приборы для опреде­
ления огнестойкости матери­
алов:
а — м етодом
огневой тр у б ы ; б —
м етодом «ф ан ерн ы х о б разц ов»
стью 7—9 %. Испытуемый
образец 1 подвешивают
в трубе 2 из черной ж е ­
сти. Д л и н а трубы 165 мм,
диаметр 50 мм. П о д о б р а ­
зец,
выступающий
из
трубы на 5 мм, подводят
п лам я спиртовой горелки 3. Горелку устанавл и ваю т под о б р а з ­
цом на расстоянии 10 мм. Д иам етр отверстия спиртовой го­
релки 5 мм. Высота пламени д о л ж н а быть 55 мм, п р о д о л ж и ­
тельность выдерж ки о б разц а в пламени 90 с. Огнестойкость
плит, %, оценивается по потере массы при огневом испытании
по следующей формуле:
П = 1{т0— т к)/т0] 100,
где т 0 — начальная масса образца, кг (г); nik — масса образца после испыта­
ния, кг (г).
П ри испытании методом фанерны х образцов о б р азец 1
(рис. 8, б) форматом 7 0X 1 4 0 мм
устанавл и ваю т под углом
35° к горизонтальной плоскости меж ду двум я ж елезны м и стен­
ками 4. П од о б разец на расстоянии 20 мм от нижнего торца
подводят пламя спиртовой горелки 3. Р асстояние от горелки до
об разц а 10 мм, продолжительность в ы д ерж ки о б р азц а в п л а­
мени спиртовой горелки 150 с.
П литы считаются трудносгораемыми, если потеря массы при
испытаниях по обоим методам не превы ш ает 9 % . П ри потере)
массы от 9 до 30 % плиты считаются трудновоспламеняемы ми,
а при потере массы более 30 % — сгораемыми.
Огнестойкость Д С т П выше, чем натуральной древесины и
Д В П . Это объясняется наличием на древесных частицах тон­
кой пленки связующего, б лагодаря чему детали из Д С т П мо­
гут более длительное время, чем н ату р ал ь н ая древесина, проти­
востоять огню. Д л я повышения огнестойкости в древесные
частицы вводят антипирены, хотя большинство из них от р и ц а­
тельно влияет на прочность плит. При введении антипиренов
Д С т П становятся трудновоспламеняемы ми и д а ж е трудносго­
раемыми. Чтобы сохранить прочность при одновременном по­
вышении огнестойкости, применяют поверхностное покрытие
плит огнезащитными составами. П литы с такими покрытиями
могут быть отнесены к трудносгораемым м атериалам.
Механические свойства ДСтП в основном определяю т об­
ласть их применения. В настоящее время из этих свойств стан ­
дартом нормируют только пределы прочности при статическом
изгибе и растяж ении перпендикулярно пласти д ля всех плит
20
4. Предел прочности при статическом изгибе ДСтП
П р едел п р о ч н о сти п р и стати ческ о м и зги б е. МПа» п лит
П р е сс о в а н н о е
н еоблицованны х
ф а н е р о в а н н ы х одним слоем ш пона
вд о ль
поперек
вд о л ь
п о п ер ек
Плоское
1,6—2,6
1,6—2,6
36—40
15—24
Экструзионное
0,7— 1,2
6— 14
21—32,5
8— 15
плоского прессования, а д л я плит П-3 еще и твердость. Д л я
ряд а ж е областей применения плит большое значение имеют
модуль упругости при статическом изгибе, пределы прочности
при растяж ени и и сж атии, сопротивление плит выдергиванию
шурупов и гвоздей и др. П оэтому ниже рассматриваю тся не'
только механические свойства, нормируемые стандартом, но и
другие, представляю щ ие определенный интерес д ля потребите­
лей плит.
П р е д е л прочности при с т а т и ч е с к о м
изгибе
Д С т П (0И) определяется на об р азц ах длиной, равной 25 т о л ­
щ инам плюс 50 мм, но не менее 150 мм, шириной 75 мм, т о л ­
щиной равной толщине плиты. Д опускается использовать об­
разцы шириной 50 мм, длиной равной 10-кратной номинальной
толщине плиты плюс 50 мм, но не менее 250 мм. О б р азец у к л а ­
дываю т на две опоры, расстояние между которыми равно 10
толщ инам плиты, но не менее 200 мм и н агр у ж а ю т посередине.
Д л я образцов шириной 50 мм расстояние м еж д у опорами д о л ­
жно быть равно 10 толщ инам плит, но не менее 200 мм.
П редел прочности при статическом изгибе, М П а, о п ределя­
ется по формуле
аи = l3Pl/(2bh2)] 10-®,
где Р — разрушающая нагрузка, Н; / — расстояние между опорами, м; Ь —
ширина образца, м; h — толщина образца, м.
П редел прочности при статическом изгибе считается н аи бо­
лее в аж н ы м п оказателем механических свойств плит, так как
в большинстве случаев плиты работаю т на изгиб. П редел проч­
ности при статическом изгибе зависит от р яд а факторов,
прежде всего от способа прессования плит. В табл. 4 проведено
сравнение прочности Д С т П плоского и экструзионного прессо­
вания (по средним п о к аза тел ям ).
Из табл. 4 видно, что прочность необлицованны х плит э к с­
трузионного прессования значительно меньше прочности плит
плоского прессования. О днако в результате облицовки плит од ­
ним слоем шпона прочность их вдоль волокон облицовочного
слоя п р и б л и ж ается к прочности плит плоского прессования,
хотя и значительно уступает последним по прочности поперек
21
полокон. Д л я повышения прочности плит экструзионного прес­
сования вдоль и поперек плит их облицовываю т двум я слоями
шпона с каждой пласти.
Существенно влияет на прочность Д С т П их плотность и вид
д ревесны х частиц, из которых они изготовлены (рис. 9). При
увеличении плотности плит предел их прочности повышается,
т а к к а к увеличивается количество древесных волокон на еди­
ницу объема плиты. Таким образом, наиболее прочные плиты
получаю тся из специально изготовленной плоской стружки. Н е ­
сколько уступаю т им по прочности плиты, изготовленные из от-
а
Л ло т н о ст ь п л а т , k s/ m j
_
о
Рис. 9. Влияние плотности ДСтП на предел их прочности:
<3 — при стати ческ о м и зги бе; 6 — при р а стя ж е н и и п ер п ен д и ку л я р н о п ласти ; / — плиты
из с п ец и ал ьн о изготовлен ной с т р у ж к и ; 2 — п ли ты из др о бл ен и и (ш п он а-рван и н ы без
к о р ы ); 3 — плиты из с т р у ж к и -о т х о д о в ; 4 — п ли ты из опилок
ходов фанерного производства. В этом случае дробленка, как
и специально изготовленная струж ка, имеет плоскую форму, но
имеет большую толщину. Прочность плит из стружки-отходов
и особенно из опилок намного ниже, что объясняется зн ач и те л ь ­
ным перерезанием в них древесных волокон, которые придают
плитам прочность.
При сравнении п оказателей прочности плит различной п лот­
ности рекомендуется предварительно привести их к единой
плотности (700 кг/м 3) по форм улам приведения. В частности,
д ля плит из специально изготовленной струж ки эта форм ула
имеет вид
(Ти700 = ст„/(0,0036р — 1,5);
д ля плит из стружки-отходов:
Ститоо = сги/ (0,0029р — 1,0 7),
где сГц7оо — приведенный предел прочности при статическом изгибе (МПа)
при плотности 700 кг/м3; сти — фактический предел прочности при статическом
изгибе (МПа) при плотности р (кг/м3).
22
Эти ф ормулы применимы при плотности плит от 500 до
900 кг/м3. По ним можно т а к ж е рассчитать предел прочности
при статическом изгибе д ля плит заданной плотности.
З начительное влияние на прочность плит при статическом
изгибе ока зы в ае т их влаж ность. Если принять прочность плит
при в л аж н ости 8 % за 100 %, то уменьшение в л аж н ости до 2 %
приводит к увеличению их прочности на 8 % , а повышение
влажности до 1 6% — к снижению прочности на 2 2 %.
Н а прочность плит влияет т а к ж е конструкция Д С тП (число
слоев). П редел прочности при статическом изгибе многослой­
ных плит выш е примерно на 13 %, а трехслойных на 19 %, чем
однослойных (при прочих равны х условиях). Поэтому выпус­
кают в основном трехслойные и многослойные Д С тП . В аж н о
т а к ж е располож ение струж ки в плоскости плиты. Приведенные
выше дан ны е относятся к основной массе выпускаемых промы ш ­
ленностью Д С т П , в которых струж ка не ориентирована в плос­
кости плиты, в результате чего создается почти равн ая проч­
ность вдоль и поперек пласти. Исследования, проведенные
в С С С Р и за рубежом, подтвердили целесообразность ориента­
ции древесных частиц в плите д л я повышения ее прочности при
статическом изгибе. Установлено, что предел прочности плит
при статическом изгибе вдоль нап равлен ия ориентации больше
примерно на 5 0 % , а поперек меньше на 10% по сравнению
с плитами, изготовленными при тех ж е условиях, но без ори­
ентации.
М о д у л ь упру го сти при с т а т и ч е с к о м
изгибе
Д С т П ( Еи) определяется на так и х ж е о б р азц ах и с такой ж е
укл ад ко й на опоры испытательны х машин, ка к при определении
предела прочности при статическом изгибе. П ри определении
модуля упругости необходимо вычертить г р аф и к прогиба об ­
разц а до !/з разр уш аю щ ей нагрузки. Д л я этого производят одно­
кратное нагруж ени е о б р азц а со скоростью 1— 2 мм/мин и сни­
мают несколько показаний (не менее 8) прогиба образца от
нагрузки. П ри ращ ен и е н агрузки долж но производиться через
равную величину. Прогиб измеряю т в середине длины образца
с погрешностью не более 0,01 мм. Д л я зам ер а прогиба прибор
устан авл и в аю т так, чтобы место сж ати я об р азц а не оказы вало
влияния на измерения прогиба.
М одуль упругости при статическом изгибе (М П а) опреде­
ляю т по ф ормуле
Abh3 (S 2 — S,)
где Я2—Р\ — приращение нагрузки на прямоугольном участке зависимости
прогиба от нагрузки (с погрешностью не более 1 %), Н; 1 — расстояние
между опорами, м; Ь — ширина образца, м; h — толщина образца, м; S 2—S i—
увеличение прогиба.
П ри подсчете величины S 2 — Si из последних трех п о к а за ­
ний по индикатору вычисляю т среднее арифметическое резуль23
Рис. 10. Зависимость величины дефор­
мации ДСтП от нагрузки:
/ — общ ая
деф орм ация;
2 — у п р у га я ;
3 — о с­
т а то ч н а я
татов отдельно д л я верхнего и
нижнего пределов нагрузки. Р а з ­
ность меж ду этими величинами
принимается за величину стрелы
прогиба (S 2— S i).
Нагрузка,Н
Зн ач ен и я модуля упругости
Д С т П при статическом изгибе (тыс. М П а ) приведены ниже.
Плиты трехслойные периодического прессования:
средней п л о т н о с т и ..................................................................................
высокой плотности
..................................................................................
Плиты однослойные непрерывного прессования:
средней п л о т н о с т и ......................................................................................
высокой плотности
..................................................................................
Плиты экструзионного прессования сплошные, облицованные шпо­
ном ........................................................................................................................
Плиты экструзионного прессования многопустотные, облицованные
шпоном ...............................................................................................................
2,2—2,8
2,5—3,5
1,5—2,3
2,0—2,8
1,7—2,2
1,2— 1,8
Д л я характеристики упругих свойств Д С т П представляет
интерес зависимость величины и вида деформации от нагрузки,
представленная на рис. 10. Остаточные деформации появляю тся
в плитах с самого н а ч а л а прилож ения нагрузки, т а к же, как
и в большинстве пластмасс. Из этого ж е гр аф и ка видно, что
предел пропорциональности при статическом изгибе плит сос­
т а в л я е т примерно '/з— V2 р азр уш аю щ ей нагрузки.
У д а р н а я в я з к о с т ь Д С т П (а) характеризует их спо­
собность сопротивляться динамическим нагрузкам. Н еобходи ­
мость знания этого п оказа тел я в ы яви л ась в связи с рас ш и р е­
нием области применения плит и особенно в связи с их ш и ро ­
ким использованием в строительстве в качестве м а т ер и ал а д л я
полов. В последнем случае плиты подвергаю тся не только с т а ­
тическим, но и ударны м нагрузкам. Д л я испытания м атериалов
динамической нагрузкой наибольшее распространение получил
изгиб ударом вследствие простоты проведения испытаний и
точности результатов.
Испытание на ударный изгиб (определение ударной в я зк о ­
сти) Д С т П производится на маятниковы х копрах. О бразц ы п р я ­
моугольного сечения д олж ны иметь следующие разм еры : для
плит толщиной до 30 м м — 130Х 20Х Й мм, д ля плит толщиной
свыше 30 м м — 1 8 0 Х 3 0 Х ^ мм, где 130 и 180 — д ли н а образца,
мм, 20 и 30 — ш ирина об разц а, мм, h — высота об разц а, р а в н а я
толщине плиты, мм. О б р азе ц располагаю т на опорах так, чтобы
удар был направлен по его середине перпендикулярно плоско­
сти плиты. Расстояние меж ду центрами опор долж но быть
(м м): д л я плит толщиной от 10 до 35 м м — 100 мм, д л я плит
толщиной свыше 35 м м — 140 мм. П ри испытании многопустот­
24
ных плит экструзионного прессования нож и опоры не долж ны
распо л агаться напротив пустот.
У дарную вязкость Д С т П ( Д ж /м 2) определяю т по формуле
a = A/bh,
где А — работа, затраченная на излом образца, Д ж ;
м; h — толщина плиты, м.
b — ширина
образца,
У дарная вязкость плит зависит от их типа. У дарная в я з ­
кость трехслойных плит плоского прессования в основном ко­
леблется в интервале 2900— 8800 Д ж / м 2, а у д а р н а я вязкость
сплошных плит экструзионного прессования, облицованных о д ­
ним слоем шпона, немного ниж е и колеблется в интервале
3400—7350 Д ж / м 2.
П р е д е л пр очности при р а с т я ж е н и и п е р п е н ­
д и к у л я р н о п л а с т и Д С т П ( а р) х арактер и зует качество
склеивания м е ж д у собой древесны х частиц. И спы тания на р а с ­
тяж ение перпендикулярно пласти проводят на о б разц ах р а з м е ­
ром 5 0 X 5 0 X h мм, где h-— тол щ и н а плиты, мм. К плоскостным
поверхностям образцов, отобранны х д ля испытаний, приклеи­
ваю тся под давлением 0,1— 0,2 М П а колодки из древесины
твердых лиственных пород. Испы тание ведется путем р а с т я ж е ­
ния образцов плит, причем р астяги ваю щ и е усилия п р иклады ­
ваются к колодкам . П редел прочности при растяж ени и перпен­
д икулярно пласти плиты (М П а ) определяю т по формуле
стр = [Р/(Я>)]10-в,
где l a b — поперечные размеры образца, м; Р — разрушающая нагрузка, Н.
П оскольку при растяж ени и перпендикулярно пласти р еш аю ­
щим условием является прочность склеивания древесных ч ас­
тиц, необходимо учитывать влияни е на это разли чн ы х техноло­
гических факторов. П редел прочности плит плоского прессова­
ния при растяж ени и перпендикулярно пласти в большой
степени зави си т от их плотности (см. рис. 9, б ), с повышением
которой резко возрастает. Т а к а я закономерность объясняется
увеличением площ ади ко н такта струж ки по мере повышения
степени с ж а ти я стружечного ковра при получении плит высокой
плотности. П ри сравнении п оказателей прочности при р а с т я ж е ­
нии перпендикулярно пласти плит разной плотности рекоменду­
ется привести их к единой плотности (700 кг/м 3) по формуле
сгртоо = стр/(0,00197р — 0,38),
где <Тр7 оо — приведенный предел прочности при растяжении перпендикулярно
пласти (МПа) при плотности 700 кг/м3; а р— фактический предел прочности
при растяжении перпендикулярно пласти (МПа) при плотности р (кг/м3).
И з рис. 9, б мож но т а к ж е видеть влияние вида древесных
частиц на предел прочности Д С т П при растяж ени и перпенди­
кулярно пласти. Н а и б о л ьш ая прочность обеспечивается при ис­
пользовании специально изготовленной струж ки, а наимень­
ш а я — опилок. С труж ка-отходы зан и м ает промежуточное поло­
25
жение между специально изготовленной стружкой и опилками.
П редел прочности плит при растяж ени и перпендикулярно п л а ­
ста зависит от вида древесны х частиц меньше, чем предел проч­
ности при статическом изгибе. Это мож но объяснить тем, что
при статическом изгибе основную разруш аю щ ую нагрузки при­
нимают на себя волокна древесины. П оэтому значительное пере­
резание волокон в струж ке-отходах и особенно в опилках, резко
сн и ж ает предел прочности при статическом изгибе. П ри р а с т я ­
жении перпендикулярно пласти основные разру ш аю щ и е усилия
направлены на разры в клеевых соединений древесных частиц и
в значительно меньшей степени воспринимаю тся древесными
волокнами, так ка к б ольш ая часть древесных частиц в плитах
плоского прессования располож ена п ар ал л ел ьн о плоскости
плиты.
Одним из основных технологических факторов, влияю щ их на
предел прочности Д С т П при растяж ени и перпендикулярно п л а ­
сти, является сод ер ж ан ие связующего в плитах. Зависимость
п редела прочности плит от содерж ан ия связующего и плотно­
сти мож ет быть в ы р а ж ен а следующим корреляционным у р а в ­
нением:
стр = 0,00123р + 0,015рсв — 0,295,
где р-— плотность плит, кг/м3; рсв — содержание связующего (по сухому ве­
ществу), % от массы абсолютно сухой стружки.
Уравнение действительно только при плотности плит от 500
до 800 кг/м 3 и при содерж ании связую щ его от 6 до 12 %•
Н а прочность плит при р астяж ении перпендикулярно пласти
существенно влияет их влажность. Если принять прочность
плит при 8 % за 1 0 0 % , то как при уменьшении в л аж н ости до
2 %, т а к и при повышении ее до 16 % прочность плит снижается
примерно на 15 %.
Удельное сопротивление
нормальному
от­
р ы в у н а р у ж н о г о с л о я имеет большое значение при об­
лицовы вании Д С т П различны ми листовыми м атери ал ам и и осо­
бенно при ламинировании. Это объясняется тем, что в облицо­
ванны х плитах при перераспределении влаж ности внутри их и
при изменении в л аж н ости н аруж н ы х (облицовочных) слоев
возникаю т значительные касательны е н апряж ения, приводящие
к отрыву наруж ны х слоев плит вместе с облицовочным м ате­
риалом.
Удельное сопротивление нормальному отрыву наружного
слоя плит определяется на прямоугольных о б разц ах разм ером
6 0 x 5 0 мм. В центре о б разц а д ел аю т спиральным сверлом
с центром и п одрезателем (по ГОСТ 22053— 76 внутренний д и а ­
метр подрезателя 30 мм, наружны й диаметр сверла 35 мм) коль­
цевую к а н а вк у глубиной 0,5— 0,7 мм. К ан ав ку заполняю т анти­
адгезивом (парафином, воском и т. п.), после чего к ограничен­
ному канавкой кругу приклеивают испытательную головку под
давлением не более 0,1— 0,2 М П а. О б разец с испытательной
26
головкой устанавл и ваю т в испытательную маш ину с приспособ­
лением, аналогичны м применяемому д ля определения прочно­
сти при растяж ени и перпендикулярно пласти. Удельное сопро­
тивление нормальном у отрыву (сгуд, М П а) определяю т по ф ор­
муле
С7уд= ( Р / .Р ) 1 0 - в,
где Р — нагрузка на образец в момент разрушения, Н; F — рабочая площадь
испытательной головки, м2.
Предел
прочности
при
растяжении
вдоль
п л а с т и Д С т П (сгРц ) определяется на о б р азц ах длиной 225 мм,
шириной 30 мм и толщиной, равной толщине плиты. Д л я полу­
чения стабильны х показателей р астяж ени я в средней части по
длине образцов ширину их уменьш аю т до 10 мм на участке д л и ­
ной 60 мм с плавным переходом к концам (головкам) образца
по радиусу, равному 60 мм. Испытуемый о б разец устан авл и ­
ваю т в зах в аты разрывной испытательной машины так, чтобы
его ось с о в п ад ал а с осями головок машины, а клинья за х в а т ы ­
вали головки вплотную до закругленной части образца. Предел
прочности при растяж ении вдоль плиты (М П а) определяю т по
формуле:
где Р — нагрузка, Н \ b — ширина образца в средней его части, см; h — тол­
щина образца, см.
Н а предел прочности при растяж ении вдоль пласти плиты
большое влияние о казы ваю т ее плотность и вид измельченной
древесины, из которой она изготовлена. Зн ач ен ия предела
прочности при р астяж ении вдоль пласти плиты (М П а) приве­
дены ниже.
Для плит из специально изготовленной стружки:
при плотности, кг/м3, 500—600 ............................................................
то же
600—700 ............................................................
»
700—800 ............................................................
Для плит из стружки-отходов:
при плотности, кг/м3, 500—600 ............................................................
то же
600—700 ............................................................
*
700—800 .............................................................
7— 10;
10— 13;
13— 16.
5—7;
7—9;
9— 12.
Т в е р д о с т ь Д С т П (М П а ) имеет большое значение при их
применении е качестве м а тер и ал а д ля пола, а т а к ж е при обли ­
цовывании плит бумагами, пропитанными синтетическими смо­
лами. О пред еляется на о б р азц ах разм ером 50х50хЛ, где 50Х
Х50 — д ли н а и ш ирина о б разц а, мм, a h — толщ ина образца,
р ав н ая толщине плиты, мм. Д л я испытаний на твердость плит
применяют испытательные маш ины с приспособлениями д ля
в давл и ван ия ш а р и к а в образец, обеспечивающие равномерное
возрастание нагрузки и в ы д ер ж к у ее в течение 1 мин. П риспо­
собление д л я вдавл и ван ия зак ал ен н о го стального ш арика с по­
лированной поверхностью д о л ж н о иметь индикаторную головку
27
д л я измерения глубины отпечатка. Твердость Д С т П (М П а) оп­
ределяется по формуле
Н = PIF,
где Р — нагрузка при вдавливании шарика в образец на глубину 2 мм, Я;
F — площадь проекции отпечатка, м2.
Твердость в основном зависит от плотности плиты, особенно
плотности нару ж н ы х слоев плит. Твердость Д С т П плоского
прессования составляет (М П а ): при плотности 600— 700 кг/м 3
0,2— 0,4; при плотности 700— 800 кг/м3 0,3— 0,5.
Истираемость
(t ) характери зуется способностью по­
верхности плит сопротивляться постепенному царапанью , что
особенно в аж н о при использовании Д С т П в качестве м а тери ал а
д л я полов. П литы испытывают на истираемость путем опреде­
ления толщины слоя, истертого на испытательной машине.
Д л я испытания на истираемость берут образцы форматом
2 0 0 x 2 0 0 мм. Толщ ина образцов д о л ж н а быть равн а толщине
плиты, но не более 20 мм. При определении истираемости плит
толщиной более 20 мм их разр е заю т так, чтобы толщ и н а об ­
р а зц а была не более 20 мм. Толщину о б разц а измеряю т с по­
мощью индикаторной подставки до и после испытания в 12 точ­
ках, 4 из которых на расстоянии 100 мм от центра образц а
(против его углов), 4 — на расстоянии 50 мм и 4 — на рассто я­
нии 20 мм. Толщ ина истертого слоя (мкм) определяется по
ф ормуле
< = (£ * и /8 )-о ;* п /4 ),
где iц — разность показаний индикатора (по толщине образца) до и после
испытания для центральных точек, образца, мкм; tn — разность показаний ин­
дикатора до и после испытания для периферийных точек образца, мкм.
З а результат испытаний принимаю т среднее арифметическое
значение результатов испытания всех образцов.
Истираемость Д С т П , изготовленных из мягколиственных по­
род древесины, составляет (мкм): при плотности 600— 700 кг/м3
60— 120; при плотности 700—800 кг/м 3 80— 140.
Удельное сопротивление вы дерги ван ию ш у ­
р у п о в qm, Н/мм, х арактери зую щ ее способность Д С т П удер5. Удельное сопротивление плит выдергиванию шурупов
У д е л ьн о е с о п р о т и вл е н и е вы д е р ги в а н и ю
ш у р у п о в (Н /м м ), вв и н ч ен н ы х
С пособ п р е с с о в а н и я
в пласть
Плоское периодическое
Плоское непрерывное
Экструзионное
28
60— 100
50—80
40—50
в торец
35—70
30—60
30—50
ж и в ать ввинченные в них шурупы, определяется по формуле:
Яш = Р m s j l t
где Р т а х — наибольшая нагрузка, Н;
шурупа в плиту, мм.
1
— глубина
завинчивания
нарезки
Д л я испытаний применяют шурупы разм ером 4 ,0 X 40 мм по
ГОСТ 1144— 80.
Больш ое влияние на удельное сопротивление плит выдерги­
ванию шурупов оказы вает способ прессования и направление
завинчивания шурупов. В табл. 5 приведены значения удель-
Ппотность пли т ,кг[п 3
Рис. 11. Влияние плотности ДСтП на удельное сопротивление выдергиванию:
а, — ш уруп ов 3,0X26 мм; б — гвоздей 2,0X 40 мм: / — из п ласти п ли ты из спец иальн о
и зготовлен ны х с т р у ж е к ; 2 — то ж е из кром ки; 3 — из пласти плиты из струж ек-отходов;
4 — то ж е из кромки
ного сопротивления выдергиванию шурупов плит средней плотности различны х способов прессования.
Удельное сопротивление Д С т П выдергиванию шурупов т а к ­
ж е зависит от вида древесных частиц и плотности плит (рис. 11).
Увеличение сопротивления плит выдергиванию шурупов с п о­
вышением плотности о бъясняется большей упаковкой частиц
в плитах высокой плотности.
Н а сопротивление выдергиванию шурупов влияет так ж е со­
д ер ж а н и е связую щ его в плитах. С оответствую щ ая корреляцион­
ная зависимость д л я трехслойных Д С т П мож ет быть выражена
следующими уравнениями:
Яш. пл =
о, 169р +
3 ,5рСв— 6 3 ,7 ;
Яш .кр = 0 ,1 53р -f- 3,75рСв— 73,6,
где 9ш.пл — удельное сопротивление плит выдергиванию шурупов из пласти,
Н/мм; qш. кр — то же из кромки, Н/мм; р — плотность плит, кг/м3; р Ст>— со­
держание связующего (по сухому веществу), % от массы абсолютно сухой
стружки.
Удельное сопротивление Д С т П выдергиванию шурупов з а ­
висит от тех ж е факторов и почти в той ж е степени, что и пре­
дел прочности плит при растяж ени и перпендикулярно пласти.
29
6. Удельное сопротивление выдергиванию гвоздей
У д е л ь н о е с о п р о т и в л е н и е вы д е р ги в а н и ю
гв о зд е й (М П а), за б и т ы х
С пособ п р ес с о в а н и я
Плоское периодическое
Плоское непрерывное
Экструзионное
в пласть
в торец
2,2— 5,5
1,8—3,0
1,6—3,5
1,2—2,5
1 ,6 — 2 ,6
1 ,2 — 2 ,0
Поэтому зависимость удельного сопротивления плит выдергиванию шурупов от предела прочности плит при р астяж ении пер­
пендикулярно пласти Ор и содерж ан ия связую щ его мож ет быть
представлена следующими уравнениями:
?ш. пЛ= 13,6стр + 1,46рсв
7,2; с/ш кр= 13,0<Тр —
) 1,55рСв
30,2.
Н али ч ие довольно устойчивой зависимости меж ду у д ел ь­
ным сопротивлением выдергиванию шурупов и пределом проч­
ности при растяж ении перпендикулярно пласти позволяет иск­
лючить показатель удельного сопротивления выдергиванию шу­
рупов из перечня нормируемых стандартом показателей Д С тП .
Удельное сопротивление вы дерги ван ию гвоз­
д е й (qr, М П а) характери зу ет способность Д С тП у д е р ж и в а т ь
забиты е в них гвозди и определяется по формуле:
Я?= Р max/
у
где Р m ax— наибольшая нагрузка, Н; d — диаметр гвоздя, м; I •— длина за ­
битой части гвоздя, м.
Д л я испытаний применяют гвозди разм ером 2 ,0 X 4 0 мм по
ГОСТ 4028—63.
Удельное сопротивление выдергиванию гвоздей т а к же, как
и шурупов, зависит от способа прессования плит и нап равлен ия,
в котором забиты гвозди. В табл. 6 приведено удельное сопро­
тивление выдергиванию гвоздей из плит средней плотности, вы
пускаемы х в С ССР.
Н а удельное сопротивление выдергиванию гвоздей большое
влияние оказы вает плотность плит (рис. 11, б). С оответствую­
щ а я.к о р р ел яц и о н н ая зависимость д ля однослойных плит из спе­
циально изготовленной струж ки мож ет быть вы р аж ен а след ую ­
щими уравнениями:
qTmпл = 0,023р + 0,000023р2 + 7,95;
qT кр = 0,0156р + 0,000015р2 + 5,59,
где qT. пл — удельное сопротивление плит выдергиванию гвоздей из пласти,
МПа; qr. кр — удельное сопротивление плит выдергиванню гвоздей из кромки.
МПа; р — плотность плит, кг/м3.
30
Глава
3
СЫРЬЕ И МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА
ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ
Виды применяемого сырья. Д л я производства Д С т П приме­
няют дровяную древесину, щепу технологическую, отходы лесо­
пиления и деревообработки, а т а к ж е лесосечные отходы.
Д р о в я н а я д р е в е с и н а , используемая д л я производства
Д С тП , стан д арти зи ро в ан а по разм ерам : длина 1— 6 м с г р а ­
дацией через 1 м, диаметр 4 см и больше. П о согласованию
с потребителем допускается поставка сырья других размеров.
Р азр е ш а е т с я поставка древесины всех пород и смеси их. Не д о­
пускается в сырье н ар у ж н ая тру х л яв ая гниль и обугленность,
ядровая гниль допускается не более 0,5 д и ам етр а одного торца
с выходом на второй торец не более 0,3. Н аличие других поро­
ков древесины не регламентируется. Н а р я д у с дровами пред­
приятиям Д С т П п оставляется тонкомерное древесное сырье,
образую щ ееся в основном при проведении рубок ухода, кото­
рое долж но иметь следующие разм еры : длина 1,0— 3,0 м с г р а ­
дацией через 0,5 м, диаметр 2— 6 см. В этом сырье не допуска­
ются гниль (ядровая, заб ол о н н ая и н ар у ж н ая т р у х л я в а я ), обуг­
ленность, кривизна простая со стрелой прогиба более 10 % и
сл о ж н ая со стрелой прогиба более 5 % . Породный состав сырья
не регламентируется.
Щ е п а т е х н о л о г и ч е с к а я изготовляется из дров и д р е ­
весного тонкомерного сырья, а т а к ж е из древесны х отходов не­
посредственно на тех предприятиях, на которых образуются
отходы. Д л и н а щепы, предназначенной для производства Д С тП ,
д о л ж н а быть 10— 60 мм, толщ ина не более 30 мм.
С одерж ан и е коры в щепе допускается не более 1 5 % . гни­
л и — не более 5 % , м инеральны х примесей — не более 0 ,5 % .
Технологическая щепа поставляется как хвойных, так и лист­
венных пород, а по согласованию с потребителем в смеси. Ф р а к ­
ционный состав щепы характер и зу ется массовой долей остат­
ков на ситах и долж ен составлять д ля сита с отверстием д и а ­
метром 30 мм — не более 5 % , диаметром 20 и 10 мм — не
менее 8 5 % , диаметром 5 мм и на п о д д о н е— не более 10%Д л я определения качества щепы отбираю т пробу, состав­
ленную из 10 частей массой не менее 1 кг к а ж д а я , взяты х в р а з ­
ных местах партии. С оставленную из частей пробу сокращ аю т
методом кв ар тов ан и я до навески 2,0— 2,5 кг. С одерж ан и е коры
и гнили определяют, производя их отбор из навески и отдель­
ное взвеш ивание с точностью до 1 г. С о держ ан и е коры или
гнили (X, %) вычисляют по формуле
X = (m j m ) 100,
где т 1 — масса коры или гнили, г; т — навеска с корой и гнилью, г.
3!
Фракционный состав щепы оп ределяю т после отбора из нее
коры и гнили путем просеивания на механическом ан ал и зато ре
марки АЛГ-М , с набором контрольных сит диам етром 30, 20,
10, 5 мм и поддоном. Р ассортирован н ы е фракции (остаток на
ситах) взвеш иваю т с точностью до 1 г. С одерж ан и е фракций
щепы в навеске (Х ь % ) вычисляют по формуле:
Х 1 = (т1/пг) 100,
где Ш\ — масса фракций, г; т — навеска без коры и гнили, г.
О т х о д ы д р е в е с н ы е образую тся в различны х техноло­
гических процессах переработки древесины. Так, в лесопилении
при разделке бревен на лесопильных рам ах, обрезке досок и
их раскрое получают отходы в виде горбылей (5— 10 % от о б ъ ­
ема сы рья), реек (10— 1 5 % ) , обрезков досок и других крупно­
кусковых отходов (3— 8 % ) , а т а к ж е опилок (8— 1 2 % ) . На
к а ж д о й лесопильной рам е образуется около 10— 15 тыс. пл. м3
отходов в год.
П ри производстве фанеры отходы получаются в процессе
оцилиндровки и лущ ения чураков, рубки шпона на ножницах,
обрезки фанеры по формату и т. д. Основные виды отходов:
ш пон-рванина (28— 32 % объем а п ерерабаты ваем ого сы рья),
к а р ан д а ш и (12— 1 5 % ) , срезки фанеры (3,5— 4 , 5 % ) и прочие
отходы (3— 3 , 5 % ) . Общее количество отходов в фанерном про­
изводстве (не считая безвозвратны х потерь на усуш ку и упрессовку) составляет 45— 52 % перерабаты ваемого сырья. Н а сред­
нем фанерном заводе, выпускающем 40—50 тыс. пл. м3 в год,
получается 50— 60 тыс. пл. м3 отходов.
В производстве мебели отходы образую тся при раскрое з а ­
готовок деталей из пиломатериалов, столярны х плит и фанеры,
а т а к ж е в процессе придания д е т а л я м правильной формы и при
их окончательной обработке. П ри изготовлении корпусной ме­
бели образуются следующие отходы: обрезки (32— 40 % объема
сы р ь я), стр уж ка (14— 1 7 % ) , опилки и пыль (12— 1 4 % ) . При
изготовлении решетчатой мебели основными видам и отходов
являю тся стр уж ка и опилки. Н а средней по мощности мебель­
ной фабрике количество отходов, которое можно использовать
в производстве плит, досигает 6 —4 0 тыс. пл. м3 в год.
В других дер евоо б р аб аты ваю щ и х производствах (на спичеч­
ных фабриках, зав о д ах стройдеталей, стандартного домострое­
ния) отходы в основном состоят из обрезков досок, реек, опи­
лок, стружки-отходов, шпона-рванины, к а р ан даш ей и т. п.
Качество струж ки, представляю щ ей собой отходы дерево­
обработки, полученные при фрезеровании, строгании и точении,
регламентируется. Р азм еры струж ки по длине не д о лж н ы пре­
вы ш ать 40 мм, по ширине 20 мм и по толщине 0,5 мм. П ри этом
допускается до 10 % частиц толщиной до 2 мм. М ел ка я ф р а к ­
ция стружки (проходящ ая через сито с разм ером ячеек до
3 мм) не д о л ж н а превышать 1 0 %. Гниль, вклю чения коры и
32
инородных частиц не допускаю тся. В лаж ность струж ки не о гр а­
ничивается.
Л е с о с е ч н ы е о т х о д ы об разутся в лесосеках в коли­
честве 130— 150 млн. м3. П ри переработке этих отходов по тех­
нологии, принятой в производстве Д С т П , физико-механические
показатели последних находятся на уровне показателей плит,
изготовленных из дровяной древесины. Поэтому одной из задач,
стоящих перед отраслью , яв л яется широкое использование л е ­
сосечных отходов.
Состав сырья, используемого в производстве Д С тП , изме-т
нялся по мере разви тия промышленности и повышения требова-
Рис. 12. Зависимость
показателей
свойств ДСтП от количества струж ­
ки-отходов, добавляемых к специ­
ально изготовленной стружке
(во
внутренние слои):
1 — п редел п рочности
при
р а ст я ж е н и и
п ерп ен ди кул яр н о
п л асти ;
2 — у д ел ьн о е
сопроти влени е
вы д ер ги в ан и ю
ш уруп ов
из п л асти ; 3 — т о ж е из кром ки
ний к плитам. В начальном периоде д л я производства плит ис­
пользовали почти исключительно стружку-отходы, получаемую
на дерево об раб аты ваю щ и х станках, а на отдельны х предприя­
тиях и опилки. После создания оборудования д л я измельчения
древесины в качестве основного вида сырья стали применять
дровяную древесину и крупнокусковые отходы (обрезки досок,
горбыли, рейки и т. п.) д л я получения специально изготовлен­
ной стружки. Д обавл ен и е к ней стружки-отходов и опилок по­
зволяет повысить некоторые механические свойства плит
(рис. 12). И з рисунка видно, что добавление во внутренние слои
плит до 30— 40 % стружки-отходов к специально изготовленной
струж ке повы ш ает предел прочности при р астяж ени и перпен­
дикулярно пласти и удельное сопротивление выдергиванию шу­
рупов. Д ал ьн ей ш ее увеличение сод ерж ан и я стружки-отходов во
внутренних слоях плит сн и ж ае т эти показатели. Такое влияние
добавки стружки-отходов к кондиционной струж ке можно о б ъ ­
яснить тем, что неплоская струж ка-отходы (закрученная, з а ­
кругленная и т. п.) частично распол агается не в плоскости пли­
ты, а под углом. В результате этого сопротивление растяжению
плит перпендикулярно пласти ока зы в аю т не только клеевые
швы, но и волокна древесины. П ри дальнейш ем увеличении ко­
личества стружки-отходов во внутреннем слое плит резко ухуд­
ш ается качество их склеивания, что сниж ает предел прочности
плит при растяж ении перпендикулярно пласти и сопротивление
плит выдергиванию шурупов.
Д о бавл ен и е опилок в количестве до 30 % к специально и з­
готовленной струж ке способствует повышению предела прочно2
З а к а з Л'« 2658
33
7. Влияние породы древесины на физико-механические свойства ДСтП
П р е д ел п р о ч н о сти п р и с т а т и ч е ­
ск о м и зги б е . М П а
%
п р и п л о т н о с ти Д С т П , кг/м-1
П орода
Сосна
Ель
Береза
Осина
Бук
Р азб ухан и е,
500
600
700
800
500
600
700
800
21
19
13
11
8
28
25
20
19
15
37
34
30
28
25
49
46
42
40
37
16,0
15,0
13,5
13,0
11,0
17,5
17,0
15,0
14,0
13,0
18,5
18,0
16,0
15,0
14,5
19,0
18,5
17,0
16,0
15,0
сти плит при растяж ени и перпендикулярно пласти и сопротив­
ления плит выдергиванию шурупов. П ри увеличении количества
опилок свыше 30 % эти показатели снижаю тся.
Исходя из приведенных результатов исследований, в н астоя­
щее время струж ка-отходы и опилки во все большем масш табе
используются в качестве д обавки к специально изготовленной
стру ж ке во внутренних слоях Д С тП .
Примерный состав сырья, используемого в производстве д р е ­
весностружечных плит в С С С Р характери зу ется следующими
средними циф рами ( %) :
Сырье древесное для технологической переработки ..............................
Карандаши
...........................................................................................................
Кусковые отходы лесопильно-деревообрабатывающих предприятий
Щепа технологическая
......................................................................................
Прочие виды сырья (стружка, опилки и т. п . ) .......................................
73—75
7—9
6—9
6—7
3—4
Д л я сравнения ниж е приведены д ан н ы е о составе сы рья в в е­
ду щ и х странах по производству древесноструж ечны х плит ( %) :
Ф РГ
Тонкомерная и дровяная древесина
..
Кусковые отходы (горбыли, рейки, щепа
и т. п.), стружка-отходы и опилки
..
Ш вец и я СШ А
Ф инляндия
49
31
8
14
51
69
92
86
И з приведенных д ан ны х видно, что использование отходов,
особенно стружки-отходов и опилок, в С С С Р пока ещ е недоста­
точно. Поэтому одной из задач, стоящ их перед промы ш ленно­
стью, является значительное увеличение их использования.
Породы древесины, применяемые в производстве Д С т П . Д л я
изготовления Д С т П мож но применять древесину различны х по­
род. О днако физико-механические свойства Д С т П в зн ач и тель­
ной степени определяю тся свойствами древесины этих пород
(табл. 7).
И з таблицы видно, что наиболее прочные плиты получаются
из сосновой древесины, наименее прочные — из буковой д реве­
сины. Р азб у хан и е по толщине Д С т П наибольшее из сосновой
древесины, наименьшее — у плит из буковой древесины. Это
34
объясняется тем, что наиболее упрессованная сосновая д рев е­
сина под влиянием у в л аж н ен и я д ает наибольшую релаксацию,
которая происходит одновременно с разбуханием.
Качество Д С т П значительно выше из струж ки с гладкой »
ровной поверхностью. Ш ероховатость поверхности увеличивает
адсорбцию связую щ его древесиной и в результате уменьшается!
количество связующ его на поверхности стружки. М еж ду тем
в склеивании струж ки участвует главным образом связующее,
находящ ееся на ее поверхности. Поэтому при шероховатой по­
верхности струж ки прочность плит снижается. Д ревесина хвой­
ных пород в этом отношении имеет преимущество перед д р е ­
весиной лиственных пород, т а к к а к из нее получается струж ка
с более гл ад кой и ровной поверхностью.
Кроме шероховатости поверхности, на адсорбирующую спо­
собность струж ки влияет проницаемость древесины, т. е. спо­
собность прохож дения через нее различны х жидкостей. Чем
выше проницаемость древесины, тем больше будет она ад со р­
бировать связующее. Основные древесные породы, распростра­
ненные в С С С Р , можно разб и ть на пять групп в порядке н а р а ­
стания. их проницаемости: ядровые хвойные — лиственница,
кедр, сосна; ядровы е лиственные — дуб, ясень; спелодревесные
хвойные — пихта, ель; спелодревесные лиственные — бук, липа,
заболонны е лиственные — ольха, клен, береза. Таким образом,,
д ля производства Д С т П наиболее преемлемыми древесными
породами по степени их проницаемости являю тся сосна и
кедр. Б ер е зо в ая и буковая древесина в этом отношении имеют
наихудш ие
показатели, а еловая зан и м ае т среднее п оло­
жение.
Прочность трехслойных плит из древесины тополя и сосно­
вой выше чем из березовой. Е щ е большее значение порода д р е ­
весины о к а зы в ае т на свойства Д С т П экструзионного прессова­
ния. Так, предел прочности при статическом изгибе необлицованных плит (при вырезке образцов вдоль плиты) из сосновой
древесины равен 1,2 М П а, а из березовой только 0,7 М П а.
Рекомендуется в производстве Д С т П использовать древесину
тополя и хвойную древесину, преимущественно сосновую и
еловую. О д н ако и древесина таких пород, ка к береза, бук,
ольха и осина, мож ет быть использована в производстве плит,
только их прочность будет несколько ниже.
В производстве Д С т П существенное значение имеет кислот­
ность самой древесины, хар а кт ер и зу ем ая концентрацией в о ­
дородных ионов (p H ). Количество отвердителя, вводимого
в связующее, устанавл и ваю т с учетом pH используемой д р е ­
весины. При этом обеспечивается отверж дение связующего
в течение определенного, за р а н е е заданного времени. Если при­
меняют смесь струж ек из древесины нескольких древесных
пород, то регулировать врем я отверж дения связую щ его тр у д ­
нее вследствие различия значений pH. При этом следует т а к ж е
учитывать, что в процессе нагрева из древесины выделяются
2»
35
8. Количество летучих кислот, выделяющихся из древесины при
ее нагреве
Т ем п ература
нагрева,
°С
125
150
175
200
Количество летучих кислот (уксусной и муравьиной),
от абсолютно сухих веществ нагреваемой древесины
%
сосна
ель
0,53
2,24
2,85
3,42
0,58
2,39
3,03
3,64
береза
1 ,2 0
4,88
6,07
7,14
кислоты, количество которых зависит от породы древесины
(табл. 8).
В связи с различием количества летучих кислот, в ы д ел я ю ­
щихся из древесины разн ы х пород в процессе нагрева, реко­
мендуется в производстве Д С т П применять древесину одной
породы или смесь пород постоянного состава.
В С С С Р плиты изготавливаю т преимущественно из д р е ­
весины лиственных пород (75— 80 % ) , в Ф Р Г и С Ш А — пре­
имущественно из хвойных пород (80— 87 % ). Р асх о д св язую ­
щего при изготовлении плит из древесины лиственных пород
больше.
Влияние коры и гнили на качество плит. При использовании
в производстве Д С т П неделовой древесины, а т а к ж е отходов
лесопильно-деревообрабаты ваю щ их и фанерны х предприятий
вместе со здоровой древесиной поступают кора и гниль. П р о ­
центное содерж ание коры в неокоренной древесине сосны
11—20, ели 7—17, березы 17—18, ольхи 8—9, липы 14—15.
Д а н н ы е приведены д л я древесины со средним диаметром
ствола (20— 30 см). Количество коры в тонкомере достигает
15— 25 %, а в ш поне-рванине 35— 40 %.
К ора по физико-механическим свойствам, химическому со­
ставу и внешнему виду резко отличается от древесины.
П оэтому включение коры в стружечную массу о т р аж ает с я на
свойствах Д С тП . Зави си м ость прочности однослойных и тр ех­
слойных плит от количества коры (в однослойных плитах —
по всей плите, в трехслойных — только во внутреннем слое)
п о к аза н а на рис. 13.
И з рисунка видно, что содерж ание коры в струж ке сниж ает
прочность древесноструж ечных плит. Н али чие в древесине
10— 15 % коры, что х арактерн о д л я большинства используемых
древесны х пород, сн и ж ает прочность трехслойных плит на
3— 5 % , однослойных — на 5— 1 0 % . П ри изготовлении плит
из шпона-рванины прочность их м ож ет снизиться на 25— 30 %.
Такое снижение прочности плит о бъясняется более низкими
механическими п оказател ям и коры по сравнению с п о к аза т е­
л ям и древесины, а т а к ж е тем, что частицы коры склеиваю тся
м еж д у собой и с древесиной хуже, чем древесина. У казанны м
36
снижением прочности плит мож но пренебречь. Помимо этого
кора ухудш ает внешний вид плит, выделяясь на их поверхности
в виде темных пятен и точек.
Так как кора отрицательно влияет на прочность и внешний
вид Д С тП , до последних лет применение неокоренной древе­
сины д ля н ар у ж н ы х слоев трехслойных плит не рекомендова­
лось. Н ебольш ое содерж ание коры во внутреннем слое трех­
слойных плит допускалось. В последние годы появлялась
тенденция к отказу от окорки. П ри этом снижение прочности,
связанное с наличием коры, компенсируется повышением плот­
ности плит или содерж ан ия в них связующего. Н аличие не-
Рис. 13. Зависимость прочности ДСтП
от содержания коры в древесине:
/ — при стати ческ о м
и зги бе
тр ех сл о й н ы х
п ли т; 2 — то ж е о д н ослой ны х п лит; 3 — при
растяж ени и
п ер п ен д и ку л яр н о
п ласти о д н о ­
слойн ы х пли т
«Ш О 10 20 30 40 50 60 70 80 90
Содержание коры, %
больших частиц коры в н ар уж н ы х слоях плит, идущих под
облицовку шпоном, допускается. Н ар у ж н ы е слои плит, исполь­
зуем ы х под облицовку бумагой, пропитанной синтетическими
смолами, изготовляю т из мельчайш их древесны х частиц (во­
локнистой струж ки, пыли и т. п.), в которых кора настолько
измельчена, что она практически не проявляется. О днако при
изготовлении плит с н аруж н ы м и слоями из струж ки наличие
в них коры сн и ж ает сортность плит.
В производстве Д С т П широко используются неделовая д р е ­
весина и отходы, в которых имеется гниль. Е сли гниение д р е ­
весины находится в начальной стадии, древесина по м ехани­
ческим свойствам почти не уступает здоровой и может быть
использована в производстве плит. Гниль в конечной стадии
изменяет структуру древесины. Т а к а я древесина при п ерер а­
ботке в производстве Д С т П п ревращ ается в пыль, излишек
которой приводит к снижению прочности плит. При с о д е р ж а ­
нии в древесине большого количества гнили ее необходимо
вы к ал ы в ать до передачи в производство.
Виды связующих и основные требования к ним. В производ­
стве Д С т П связую щ им н азы вается вещество, о б ладаю щ ее спо­
собностью при воздействии теп ла и д авл ен ия связы вать (склеи­
вать) меж ду собой древесные частицы.
С вязую щ ие долж ны отвечать следующим основным т р е­
бованиям: обеспечивать п ли там высокую прочность в сухом
виде, после у в л аж н ен и я, а т а к ж е при переменных тем ператур­
но-влаж ностных условиях; не изменять цвета древесины; не
37
иметь неприятного зап а х а ; не терять своих свойств под в о з­
действием грибков и насекомых; не о казы в ать вредного в л и я ­
ния на работаю щ их; о б л а д а ть длительной жизнеспособностью;
иметь определенную вязкость, позволяю щ ую равномерно его
распределять по поверхности древесины частиц; склеивать д р е ­
весные частицы в наиболее короткий срок; по возможности
в меньшей степени затуп л ять реж ущ ий инструмент; быть не
дефицитными; иметь низкую стоимость. П рактически ни одно
из используемых связую щ их не удовлетворяет полностью всем
указан ны м требованиям.
Применяемы е связую щ ие можно р аздели ть по основному
клеящ ем у веществу на следующие группы: к а р бам и доф о рм ал ьдегидные, ф енолоформальдегидны е смолы и ка рб а м и д ом е л аминоформальдегидные смолы. Все эти смолы относятся к груп­
пе термореактивных, т. е. таких смол, которые при нагревании,
а та к ж е при нормальной и д а ж е отрицательной тем пературе
переходят сн ачала в вязкотекучее, а затем в твердое необ ра­
тимое состояние. К леевы е соединения на основе тер м о реак тив­
ных смол отличаются повышенной жесткостью и довольно вы ­
сокой прочностью. Ф енолоформальдегидны е и ка рб а м и д о м е л аминоформальдегидные смолы образую т клеевые соединения,
стойкие к воздействию кипящей воды. Соответственно Д С т П ,
изготовленные на основе этих смол, в отличие от изготовлен­
ных на основе карбам и до ф ор м ал ьд еги д ны х смол о б л а д а ю т
высокой водо- и атмосферостойкостью. Кроме того, плиты на
основе фенолоформальдегидны х смол характеризую тся и вы ­
сокой биостойкостью. Однако продолжительность прессования
плит на основе ф ен олоформальдегидны х смол больше чем на
основе карбамидоформ альдегидны х.
Вследствие дефицитности и высокой стоимости ф енолофор­
мальдегидны х смол плиты на их основе изготовляются в не­
значительном количестве, в основном д л я строительства. Эта
ж е причина является препятствием и д л я широкого использо­
вания при производстве плит на основе карбам идом елам иноформальдегидны х смол, хотя прессование таких плит мож но
проводить на реж им ах, аналогичных реж им ам при изготовле­
нии плит на основе карбам и доф орм альдеги дны х смол. Н е ­
смотря на относительно худшие эксплуатационны е свойства,
п ридаваем ы е плитам карбам идоф орм альдегидны м и см олами,
они, вследствие своей относительно низкой стоимости и недефицитности компонентов наиболее распространены в производстве
Д С тП .
Исходные материалы для приготовления связующих. Основ­
ными м атери алам и , применяемыми д л я приготовления связую ­
щих веществ, являю тся к арбам и д технический, м еламин тех­
нический, фенол кристаллический и формалин.
К а р б а м и д т е х н и ч е с к и й — органическое соединение,
полный амид угольной кислоты. В чистом виде п р ед став л яет
собой бесцветные кри сталлы плотностью 1,335 г/см3. Темпе­
38
р атур а п лав лен и я 132,7°. Хорошо растворяется в воде. Техни­
ческий к а р б а м и д содерж ит до 80 % к а р б а м и д а (остальное —
п р им еси ).
М е л а мин
т е х н и ч е с к и й — органическое
соединение,
ам ид циануровой кислоты. В чистом виде меламин представляет
собой бесцветные кристаллы , хорошо растворимы е в воде, тем ­
пература п лавлени я + 2 0 0 °С. М еламин выпускается техни­
ческий, вклю чаю щ и й до 8 % примесей других химических про­
дуктов, а т а к ж е перекристаллизованный, со д ерж ащ и й не более
1,5 % примесей.
Ф е н о л ы — простейшие представители органических сое­
динений, со д ер ж ащ и х гидроксильную группу ОН, непосред­
ственно связанную с бензольным кольцом. Чистый фенол пред­
ставляет собой бесцветные кри сталлы плотностью 1,06 г/см3.
Тем пература п лавления ф енола 43 °С, тем пература кипения
182 °С. Фенол см еш ивается в лю бы х соотношениях со спиртом
и другими органическими растворителями, а та к ж е с водой
при температуре выше 65,3 °С. О б л ад ает сильным специфиче­
ским запахом , всасывается слизистыми оболочками и кожей,
а в больших д о зах вы зы вает отравление.
Ф о р м а л и н — водный раствор ф орм альдегида, п ро зрач ­
ная, бесцветная или ж е л т о в а т а я жидкость. Ф ормальдегид —
бесцветный газ с резким зап ахом , р а зд р а ж а ю щ и м слизистые
оболочки, хорошо растворяется в воде, о б р аз у я формалин.
В формалине, применямом в производстве синтетических смол,
со д ерж ан ие ф ор м альд еги да д о л ж н о быть 3 7 ± 0 , 5 %.
В качестве в с п о м о г а т е л ь н ы х в е щ е с т в при изго­
товлении связую щ их применяю т катал изатор ы , способствую­
щие ускорению реакции: едкий натр и кислые соли (хлористый
аммоний, хлористый цинк и т. п.). Количество вводимых в р е а ­
гирующую смесь к а тал и затор ов колеблется в пределах 0,5—
10% .
Изготовление и технологические свойства карбамидных смол.
К ар б ам и д ны е смолы по своей природе яв л яю тс я низкомоле­
кулярны ми полидисперсными олигомерными
(занимаю щими
по р азм ерам молекулы в гомологическом ряд у область меж ду
мономерами и высоком олекулярны м и соединениями) продук­
там и синтеза к а р б а м и д а с формальдегидом. О б разован и е к а р ­
бамидны х смол представляет собой совокупность параллельно
и последовательно протекаю щ их по ионному и радикальном у
м еханизм у элем ен тарн ы х реакций конденсации, п олимериза­
ции, присоединения и гидролиза с разны ми константами ск о­
рости и равновесия и непрерывно преобразую щ имися ф унк­
циональными группами и связями. При этом выбираю т такие
условия процесса синтеза, при которых готовые продукты были
бы еще растворимы в воде и в известной степени поддавались
бы р азж и ж ен и ю , не в ы п а д а я при этом в вид е необратимого
геля. Д л я выполнения этих технологических условий необхо­
димо, чтобы в состав смол входило соответствующее количество
39
гидрофильных групп в виде N H 2— , N H — или С Н 2О Н — , а сам
процесс велся с таким расчетом, чтобы об р азовалось максимум
олигомерных компонентов, придаю щ их конечному продукту
оптимальные клеящ и е свойства.
Р еак ц и я синтеза к а р б а м и д а с формальдегидом ведется до
получения линейных макром олекул смолы с последующим их
разветвлением и сшиванием. Н есм отря на большое р а зн о о б р а­
зие способов получения карбам и дн ы х смол, общим д ля них
я в л я е тся проведение реакции взаимодействия к а р б а м и д а с
избытком ф орм альдегида в водном растворе при нагревании
с образованием на начальны х стади ях процесса в основном
моно- и диметилольных соединений карбам и да.
Д альн ей ш и й ход образован ия полимера изучен недоста­
точно. Известно, что в нейтральной и щелочной среде при
относительно невысоких тем пературах (30— 8 5 °С) после о б р а ­
зования первичных метилольных производных реакц ия ф ак ти ­
чески не идет. Она в озм ож н а только в кислой среде, где о б р а ­
зование карбам и дн ы х олигомеров является процессом ионной
конденсации. Традиционно наиболее вероятным считается об­
разован и е более крупных олигомерных соединений в р езул ь ­
тате реакций монометилольных соединений к а р б а м и д а м еж д у
собой, непосредственно с карбам и дом и с его диметилольными
соединениями, а т а к ж е последних д руг с другом, со п ро в ож д аю ­
щихся выделением воды и формальдегида.
В последнее время на основе р яд а исследований в ы с к аза н о
предположение, что н ар яд у с процессом ионной конденсации
имеют место полимеризационные или какие-либо другие р а д и ­
кальны е процессы об разован ия к ар бам и дн ы х смол, п риводя­
щие к появлению в этих условиях ненасыщенных азометиновых групп (— N = C H 2), способных к полимеризации или при­
соединению метилольных производных. П ри этом возможно'
о бразование продуктов, сходных по строению с продуктами
поликонденсации. В целом направление реакции синтеза и
свойства образую щ ихся продуктов зави сят от условий про­
цесса, главным образом от соотношения исходных мономеров
(к ар б ам и д а и ф о р м а л ь д еги д а ), pH среды, в которой ведется
синтез, температуры, продолжительности синтеза и условий
последующей обработки. Так, при сравнительно малом избы т­
ке формальдегида в исходной смеси карбам и д-ф орм альдегид
получаются смолы с малой реакционной способностью. По мере
увеличения количества формальдегида она интенсивно уве­
личивается. Н а и б о л ьш ая реакционная способность соответ­
ствует мольному отношению ка р б а м и д а и ф о рм альдеги да
( К : Ф) 1 : 2 (рис. 14). Это объясняется тем, что при данном
соотношении образую тся преимущественно диметилольные сое­
динения карбам ида. При соответствующих условиях они о б р а­
зую т смолы более глубокой степени конденсации, чем монометилольные соединения карбам и да. Кроме того, при прочих
равн ы х условиях реакционная способность карбам и дн ы х см ол
40
тем выше, чем ниже значения p H среды при синтезе, т. е. чем
больше степень конденсации смолы. Конденсация в среде с п е­
ременной кислотностью приводит к образованию смол, имею­
щих либо кислую, либо щелочную реакцию. Д л я клеящ их к а р ­
бамидных смол рекомендуется величина начального pH от 6
д о 9. Более высокие значения pH карбам и дн ы х смол обуслов­
лив аю т и меньшую их реакционную способность.
По мере углубления реакции синтеза концентрация ф ор­
м альдегида в реакционной среде несколько снижается. Однако
полностью он не входит в соединение с кар бам и дом и частично
остается в свободном, несвязанном состоянии. Количество сво-
^ О 05
0,45
0,40
0,35
§ g у °’ 30
р г
0,250,20
!£§■■0,15
| £ *| 0,10
■a cl
CQ С
0,05
64
1 .Р 56
1
4,2
62
36
56
54
48
‘ItS
5 40 - § S 2.4
50
' 32
46
6 1 24
I- 16
СIО-сз
О
а-1
О; £
а§se-
42
38
5Q 34
C
1/1,31/1,4 1/1,51/1,61/1,71/1,81/1,91/2,0
Мольное отношение К/Ф
Рис. 14. Влияние мольного отношения карбамида к формальдегиду (К : Ф)
в рецепте смолы на ее свойства:
J — врем я ж е л а т и н и за ц и и при т е м п е р а т у р е
100 °С; 2 — м а с со в ая д о л я свободного
ф о р м а л ь д е г и д а ; 3 — вя зко сть; 4 — в р е м я ж е л а т и н и за ц и и при т е м п е р а т у р е 20 °С; 5 —
вы д е л е н и е ф о р м а л ьд еги д а при отверж ден и и см олы
бодного ф о рм альдеги да в продукте синтеза т а к ж е о п ред ел я­
ется мольным соотношением к а р б а м и д а и формальдегида и
реж им ом синтеза: условиями введения мономеров в реакцию,
p H среды, температурой и продолжительностью синтеза. При
прочих равн ы х условиях с уменьшением и збы тка ф ор м альд е­
гида в исходной реакционной смеси карбам и д-ф о рм ал ьдегид
в готовом продукте уменьш ается относительное количество метиленэфирны х мостиков и увеличивается количество метилено­
вых мостиков. Вследствие этого увеличивается стойкость смол
к гидролизу, а содерж ание свободного ф орм альд еги да в ней
законом ерно сниж ается (рис. 14). Существенное влияние на
степень связы ван и я ф орм альд еги да ока зы в ае т способ введения
ка р б а м и д а в реакцию. Введение одного и того ж е количества
ка р б а м и д а в несколько приемов на различны х стадиях процес­
са синтеза о буславливает значительное снижение содерж ания
свободного ф орм альдеги да в готовой смоле по сравнению
с одновременным добавлением к формалину того ж е кол и ­
чества кар бам и да.
41
В зависимости от условий синтеза карбам и до ф ор м ал ьд еги д ной смолы (главным образом pH и тем пературы ) изменяется
количество в ней метилольны х групп. Чем меньше степень ко н ­
денсации смолы, тем больше в ней непрочных метилольных
групп, которые легко отщ епляю тся вследствие гидролитических
и термических условий от структурированных молекул и вы д е­
л яю т
формальдегид.
П оэтому
к ар бам и доф орм ал ьд еги д ны е
смолы с одним и тем ж е мольным соотношением компонентов
могут отличаться содерж анием свободного формальдегида.
Кроме того, по окончании процесса синтеза сн ач ал а н аб л ю ­
дается некоторое снижение содерж ан ия свободного ф о р м а л ь ­
дегида в готовом продукте. Так, через 5— 7 сут после изготов­
ления количество свободного ф орм альд еги да в см олах с н а ­
чальным содерж анием 0,7— 0,9 % сн и ж ается до 0,30— 0,35 %
и д ал ее сохраняется постоянным. У смолы с начальны м содер­
ж анием не более 0,3 % уж е через несколько суток после изго­
товления количество свободного ф ор м альдеги да не превы ш ает
сотых долей процента.
Соотношение исходных компонентов оказы вает больш ое
влияние на клеящ ую способность карбам и дн ы х смол. При
мольном отношении исходных компонентов К : Ф = 1 : 1 в про­
цессе синтеза образую тся вещества, которые не о б ладаю т
адгезией к древесине. С увеличением избытка формальдегида
клеящ ие свойства повышаются. Д и а п а зо н мольных отношений
К : Ф = (1,0 : 1,2) — (1,0: 1,8) в рецепте смолы практически не
в лияет на механическую прочность Д С т П , в то врем я ка к не­
которое увеличение разбухан и я н аблю дается у тех плит, ко ­
торые изготовлены на см олах с незначительным количеством
ф орм альдеги да в их рецепте (до мольного отношения К : Ф =
= 1,0: 1,3).
М акромолекулы образовавш егося в результате синтеза о л и ­
гомера со д ерж ат эф ирн ы е (—С Н £— О — С Н 2— ) и метиленовые
(— С Н 2— ) связи, а та к ж е свободные концевые метилольные
группы (— С Н 2О Н ) . Соотношение метиленовых и метилольных
групп определяет р яд основных технологических свойств о л и ­
гомеров. О б л ад ая свойствами сольватированны х растворов
различной вязкости в связи со значительным содерж анием
в м олекулах сильнополярных метилольных групп (— С Н 2О Н ) ,
связую щ ие на основе карбам и дн ы х смол имеют высокую адге­
зию к древесине. М етилольные группы обуславливаю т р ас тв о ­
римость карбам и доф орм альдеги дны х смол в воде, и, вероятно,
об разован ие водородных связей, вы зы ваю щ их ассоциацию мо­
л екул смолы, каж ущ и й ся рост ее молекулярной массы и .на­
растание вязкости.
Синтез кар бам и дн ы х смол проводится в три стадии. С начала
реакция взаимодействия ка р б а м и д а с формальдегидом про­
тек ает в щелочной или нейтральной среде, затем в кислой и
д ал ее в нейтральной или слабощелочной. Д л я достижения
глубокой степени синтеза к а р б а м и д вводят в реакцию в два
42
приема. П ри этом на началыных стадиях синтеза с целью полу­
чения преимущественно дим етилольны х соединений кар бам и да
обеспечивается значительный избыток ф ормальдегида, соот­
ветствующий мольному отношению К : Ф = (1,0 : 2,0) — (1,0: 2,2).
К концу процесса после частичного об езвож и вани я (сушки)
мольное отношение исходных компонентов доводится до тре­
буемого по рецепту путем д обавл ени я оставш егося карбамида.
Больш инство методов синтеза олигомеров основано на
реакц иях ограничения роста макром олекул на определенной
стадии процесса. Д л я ка р б а м и д н ы х смол это осуществляется
искусственным зам едлением реакции путем охлаж ден и я про­
дукта синтеза при достижении им необходимых д л я процессов
склеивани я
физико-химических свойств: содер ж ан ия сухих
веществ и свободных непрореагировавш их продуктов, п о к а за ­
телей вязкости и стабильности при хранении, п родолж и тель­
ности ж елатин и зац и и, концентрации водородных ионов (pH)
и клеящ их свойств.
В мировой практике производства Д С тП применяются карб ам и доф орм альдегидн ы е смолы различны х марок, изготовлен­
ные при различны х мольных отношениях исходных компонен­
тов и разли чаю щ и хся содерж анием сухих веществ, свободных,
непрореагировавш их продуктов, показател ям и вязкости, про­
долж ительности ж елатин и зац и и и др. О днако в связи с о г р а ­
ничениями по санитарно-гигиеническим свойствам плит н а ­
метились тенденция применения при их производстве только
смол с минимальны м содерж ан ием массовой доли свободного
ф ормальдегида. По этой причине в С С С Р д л я производства
плит рекомендована м алотокси чн ая карбам идоф орм альдегидная смола К Ф -М Т ГОСТ 14231— 78, изготовленная при мольном
©тношении К : Ф равном (1 ,0 :1 ,3 0 ) — (1 ,0 :1 ,3 5 ) и хар а ктер и ­
зу ем ая следую щими физико-химическими п оказателям и:
........................................................
Массовая доля сухого остатка, %
Массовая доля свободного формальдегида (по визуальному методу),
% , не более
..............................................................................................
Вязкость условная при температуре 2 0 ± 0 ,5 ° С по вискозиметру
ВЗ-4, с:
после изготовления
.............................................................................
после хранения в течение 50 сут не б о л е е ...........................................
Концентрация водородных ионов, pH
................................................
Продолжительность желатинизации:
при 100 °С, с
..........................................................................................
при 2 0 + 1 °С, ч, не менее
................................................................
Смешиваемость смолы с водой при температуре 2 0 ± 1 °С в соотно­
шении по объему 1 : 2 .............................................................................
Предел прочности при скалывании по клеевому слою фанеры после
вымачивания образцов в воде в течение 24 ч, МПа,не менее
. . .
66± 1
0,3
30—50
150
6,5—8,5
35—55
8
полная
1,6
Получение карбамидоформ альдегидной смолы КФ-МТ осу­
ществляется периодическим и непрерывным способами. При
периодическом способе изготовления все основные стадии тех­
нологического процесса ведутся последовательно в одном
43
аппарате. Непрерывный способ производства смол пред пол а­
гает одновременное ведение процесса в системе п оследова­
тельно соединенных между собой реакционных ап п аратов,
в к аж д ом из которых при непрерывном протекании через них
продуктов синтеза проходит соответствующ ая стадия техноло­
гического процесса.
П роизводство смол при периодическом способе осущ ествля­
ется ж и дкоф азн ы м методом, а при непрерывном — к а к ж и д к о ­
фазны м, так и газоф азны м . При изготовлении смолы ж и д к о ф а з ­
ным методом в качестве исходных компонентов используется
сухой кар бам и д или его раствор и формалин. Непрерывное
производство
кар бам и дн ы х смол по газоф азном у методу
основано на применении газообразного формальдегида вместо
форм али н а. Этот метод объединяет два процесса: получение
газообразного ф о рм альдеги да из м етан ола путем его окисления
кислородом воздуха и карбам идной смолы путем конденсации
форм альдегида в газообразн ом состоянии с карбам и дом , минуя
стадию формалина. П ри этом ф орм альд еги дсодер ж ащ ие газы
в условиях повышенной температуры взаимодействую т с р а с т ­
вором к арбам и да определенной концентрации, о б разуя конден­
сационные растворы. Последние подвергаются д альн ей ш ем у
синтезу в агрегатах непрерывного действия ж и д ко ф азн ы м
методом.
П ри изготовлении смолы КФ-МТ на агрегатах периодиче­
ского действия формалин анализируется на содерж ание ф ор­
мальдегида. В соответствии с резул ьтатам и этого ан ал и за про­
изводится расчет количества к а р б а м и д а , необходимого д ля
загрузки реактора и обеспечивающего требуемое мольное со­
отношение исходных компонентов. Д озировку ф орм али н а и
ка р б а м и д а производят только весовым методом.
Реакционную смесь готовят в основном вакуум -реакторе
с меш алкой (рис. 15), в котором производится конденсация
смолы. Он оборудован трубчатым конденсатором (холодильни­
ком ), вакуум-насосом, вакуум-приемником конденсата и соот­
ветствующей контрольно-измерительной аппаратурой.
В вакуум-реактор, охлаж денны й до температуры 20— 25 °С,
при выключенном обратном холодильнике загр у ж а ю т ф о р м а ­
лин. П осле включения меш алки путем постепенного добавлени я
небольших количеств 42 %-ного раствора едкого н атр а доводят
pH формалина с величины 2,0— 5,0 до требуемого в зави си ­
мости от щелочности карбам ида. Д л я к ар бам и да нормальной
щелочности формалин нейтрализую т до pH = 7,0-f-7,5, д л я к а р ­
бам и д а повышенной щелочности — до рН = 6,0ч-6,5 и д ля к а р ­
бам и д а повышенной кислотности — до рН = 7,5ч-8,0.
В нейтрализованны й формалин при работаю щ ей м еш ал ке
загр у ж а ю т ка р б а м и д из расчета мольного соотношения К : Ф =
= 1 : 2,0 и при тем пературе 20— 25 °С продол ж аю т п ерем еш и ва­
ние смеси до полного растворения кар бам и да. В случае при­
готовления реакционной смеси в дополнительно установленном
•11
Рис. 15. Схема получения карбамидных смол периодическим способом:
/ — д р о б и л к а ; 2 — ковш овы й эл ев ат о р ; 3 — весовой м ерн ик ф о р м а л и н а ; 4 — напорны й
сборни к ф о р м а л и н а ; 5 — н ап орны й сбо р н и к ам м и ачно й воды ; 6 — весовой мерник к а р ­
б а м и д а ; 7 — к о н д е н с а то р (х о л о д и л ьн и к ); 8 — ваку у м -сб о р н и к к о н д е н с а та ; 9 — р е ак то р ;
10 — сборни к готовой см о л ы ; / / — вак у у м -н а с о с
реакторе по окончании операции ее п ерекачиваю т в ваку.умреактор.
Д л я проведения щелочной стадии конденсации в рубаш ку
в акуум -реактора подают пар и тем пературу реакционной смеси
доводят до 40— 50 °С, после чего подача п а р а прекращ ается.
В этот момент pH о б разовавш егося раство ра д о л ж н а быть
7,5— 8,0. З а счет экзотермичности реакции тем пература смеси
постепенно поднимается до 90— 92 °С, и конденсационный
раствор вы д ер ж и в аю т при этой тем пературе в течение 30 мин.
По окончании вы держ ки величина pH конденсационного р а с т ­
вора д о л ж н а колебаться в пред ел ах 6,0—6,8, а его коэффициент
рефракции К Р= 1,4194-1,420.
К ислая стади я конденсации ведется в присутствии хлори­
стого аммония, 20 %-ный раствор которого в в о д я т в реакцион­
ную смесь при непрерывном перемешивании, с н и ж ая тем самы м
величину pH среды до 4,3— 4,5. Полученный конденсационный
раствор вы д ер ж и в аю т при температуре 90— 92 °С в течение
20— 30 мин, одновременно контролируя растворимость его проб
45
в воде. В ы держ ку на этой стадии п р екращ аю т, когда проба на
растворимость п риобретает молочно-белый цвет. В случае о б р а ­
зо в ан и я мельчайших нерастворимы х в воде частиц вы держ ку
п р екр а щ аю т раньш е указан ного времени. p H полученного кон­
денсационного раство ра остается на уровне 4,3— 4,5, а Кр по­
вы ш аетс я до 1,421 — 1,422.
П о окончании вы д ер ж ки путем постепенного д обавлени я
42 % -н о г о раствора едкого н атра повыш аю т величину pH сре­
д ы до 6,8— 7,0 и затем в течение 10— 15 мин о х л а ж д а ю т полу­
ченную смолу до 75— 78 °С. Готовый продукт на этой стадии
характеризуется следующими п оказтелям и рН = 6,8-=-7,0, /СР=
= 1,4 2 2 ч -1,423 и вязкостью 14— 15 с по вискозиметру ВЗ-4 при
тем пературе 2 0 СС.
Процесс вакуум-суш ки протекает в герметичном вакуумреакторе при тем пературе 68— 7 2 °С и разреж ении 8 , 5 - 104—
9 , 0 - 104 П а, создаваем ом вакуум-насосом. В процессе вакуумсушки отгоняют воду до получения смолы с К р = 1,450-Ь-1,452,
рН = 7,0ч-7,5 и вязкостью 30— 50 с по вискозиметру ВЗ-4.
П родолж ительность вакуум -суш ки не д о л ж н а превыш ать 2—
3,5 ч в зависимости от объем а реактора.
П о окончании вакуум-сушки полученную смолу о х л аж д аю т
до 65— 70 °С и при такой температуре к ней д об а вл я ю т д опол­
нительное количество к а р б а м и д а из расчета 54 мае. ч. на к а ж ­
д ы е 100 мае. ч. к а р б а м и д а , загруж ен ного в реактор при при­
готовлении реакционной смеси. Тем самы м общее окончатель­
ное мольное соотношение К : Ф готового продукта доводится
д о требуемого по рецепту. Д окон денсац ия с дополнительной
порцией ка р б а м и д а ведется при тем пературе 60—62 °С в тече­
ние 30 мин при непрерывном перемешивании. Снижение тем ­
пературы проведения процесса против указанного приводит
к образованию в смоле большого количества неп рор еаги ровав­
шего карбам ида. П ри повышенной тем пературе доконденсации
получаются смолы менее стабильные при хранении. П о з а в е р ­
шении доконденсации готовую смолу о х л аж д аю т, с н и ж а я ее
температуру до 25— 3 0 °С и, фильтруя, сливаю т в емкости х р а ­
нения с мешалками.
Д л я повышения производительности оборудования при пе­
риодическом способе производства смолы некоторые стадии
ее синтеза можно проводить в дополнительно установленных
реакторах. Н а рис. 16 приведена схема такого процесса про­
изводства смолы, получившего н азван ие полунепрерывного.
В реактор 6 загр у ж а ю т формалин, раствор едкого н атра и
карбамид. Реакционную смесь перемеш иваю т до полного р а с т ­
ворения карбам и да, при необходимости н агревая до тем п е р а­
туры 25— 30 °С. Полученную реакционную смесь центробежным
насосом или под вакуум ом перекачиваю т в реактор 10, где и
проводят основные стадии процесса, вклю чая вакуум-сушку.
По окончании вакуум -суш ки продукт п ерекачиваю т в реактор
7, куда заг р у ж аю т дополнительную порцию карбам ида. О х л а ж ­
46
дение и стаби ли зац ию смолы проводят в типовых стандартизаторах, сн аб ж енн ы х водяной рубашкой.
Технологический процесс изготовления смолы КФ-МТ ж и д ­
кофазным непрерывным способом ск лады вается из операций
приготовления конденсационного раствора, его щелочной и кис­
лой конденсации, нейтрализации, сушки, доконденсации с к а р ­
бамидом д ля доведения мольного отношения К : Ф до требуе­
мого по рецепту смолы, о хл аж д ен и я и стандартизации готового
продукта.
Н а рис. 17 представлена принципиальная схема одной из
установок непрерывного производства карбам идной смолы
ж и дкоф азн ы м способом. У становка п р едставляет собой систему
последовательно соединенных меж ду собой реакторов, сн аб ­
женных ру б аш к ам и д л я нагрева и о хлаж ден и я, обратными
холодильниками, м еш ал кам и и приборами д л я автоматического
регулирования и регистрации п арам етров технологических про­
цессов.
Конденсационный раствор к а р б а м и д а в ф ормалине гото­
вится при мольном отношении К : Ф = 1,0 : (2,0н-2,2) в смесителе
периодического действия. З а груж ен н ы й в смеситель формалин
должен иметь pH в пределах 4,8—6,5. Д л я этого перед подачей
ф орм али н а в смеситель из мерника дозируется раствор едкого
натра. Если pH ф ор м али н а в смесителе оказы в ается ниже 4,8,
то раствор щелочи за г р у ж аетс я дополнительно.
Изм ельченный к а р б а м и д в требуемом по рецепту коли­
честве п одается в бункерную емкость, через которую цирку­
ляционным насосом 5 из смесителя прокачивается формалин.
Ц и ркуляц и я ведется до полного растворения карбам и да. Го­
товность конденсационного раствор а определяется по величине
pH и коэффициенту рефракции. Тем пература реакционной
смеси п о ддерж ивается в пред ел ах 20— 35 °С. Агрегат для по­
лучения смолы обслуж и вается двум я смесителями. Поочередно
в одном из них готовится конденсационный раствор, в то
время к а к из второго он непрерывно дозированно подается
насосом 6 в первый реактор 7 к а с к а д а д л я конденсации в щ е ­
лочной среде. К онденсация в щелочной среде ведется при тем ­
пературе 90— 98 °С при включенном обратном холодильнике 8
и непрерывном перемешивании. П р и этом происходит раски с­
ление реакционной смеси до pH = 5,84-7,0, а ее вязкость д ово­
дится до 12,3— 12,8 с по вискозиметру ВЗ-4.
Р еак ц и о н н а я масса, п рош едш ая стадию щелочной конден­
сации в реакторе 7, с определенного его уровня непрерывно
перетекает во второй реактор 10 каскада. С ю да ж е из мерника
11 непрерывно дозированно подается 0,5— 1,0 %-ный раствор
серной кислоты или 3—4 %-ный раствор бензосульфокислоты,
в присутствии которой реакц и он н ая м асса проходит стадию
кислой конденсации. П о следн яя ведется при непрывном пере­
мешивании с выключенным обратным холодильником 12 при
температуре 90— 98 °С до достижения р Н = 4,6-=-5,0, коэффи4Т
48
циента реф ракц ии 1,418— 1,421 и вязкости 13,0— 16,0 с по виско­
зиметру ВЗ-4 при температуре 20 °С.
С конденсированная смола из второго р еа кто ра к а скада по­
д ается на суш ку во всасы ваю щ ую линию циркуляционного
насоса 13 вы парного агрегата. Туда ж е д л я нейтрализации
смолы непрерывно дозируется раствор едкого натра, за счет
чего поддерж ивается pH сконденсированной смолы в пределах
7,5— 8,5. Величина pH непрерывно измеряется рН-метром.
С уш ка смолы производится в выпарном агрегате, состоя­
щем из циркуляционного насоса 13, кипятильника, сепаратора
и конденсатора. С епаратор п редставляет собой цилиндрический
а п п ар ат с плоской кры ш кой и конусным днищем, снабженным
мерным стеклом. К ипятильником является трубчатый тепло­
обменник, в труб ках которого циркулирует смола, а в межтрубное пространство п одается пар. В качестве конденсатора
сл у ж и т а гр е гат воздушного охлаж дения.
У паривание смолы производится при температуре 90—
100 °С до получения коэффициента рефракции 1,452— 1,459 и
вязкости 19— 50 с по ВЗ-4 при тем пературе 20 °С. П ары надсмольной воды, сод ерж ащ и е метанол и формальдегид, посту­
пают на о хл аж д ен и е в секции агрегата воздушного охлаж дения
и после конденсации и о х л аж д ен и я собирают в емкости 17 д ля
дальнейш ей утилизации.
У парен ная смола из се п а рато ра выпарного ап п арата посту­
пает в сборник смолы 18 д л я охлаж дения. С ю да ж е из мерника
дозируется раствор едкого н атра д ля подд ерж ан ия pH смолы
в п ределах 6,5— 8,0. О х л а ж д е н н а я смола подается на доконденсацию.
Д окон денсац ия смолы с карбам и дом ведется в реакторе 19.
К ар б ам и д в количестве, необходимом д л я доведения мольного
отношения К : Ф = 1 : ( 1,30ч-1,33), загр у ж аетс я в реактор пе­
риодически весовым кам ерны м питателем 20. Д оконденсация
ведется при температуре 50— 80 °С (оптимально 55—65 °С) до
получения смолы с содерж ан ием свободного формальдегида
не более 0,7 %, pH = 7,04-8,5, вязкостью 30— 60 с по вискози­
метру ВЗ-4, /СР= 1,462ч-1,468 и временем отверж дения не более
55 с. В качестве стаби л и зато ра полученного продукта исполь­
зуется бура.
Рис. 16. Схема получения карбамидных смол полунепрерывным способом:
/ — д р о б и л к а ; 2 — ковш евой э л ев ат о р ; 3 — весовой м ерн ик ф о р м ал и н а; 4 — напорны й
сб о р н и к ф о р м а л и н а ; 5 — весовой м ерн ик к а р б а м и д а ; 6 — р е а к то р д л я приготовления
р еакци онн ой см еси ; 7 — р е ак то р ы д л я д о ко н д ен сац и и и о х л а ж д е н и я ; 8 — сборни к го т о ­
вой см олы ; 9 — ко н ден сато р ы (х о л о д и л ьн и к и ); 10 — р е ак то р ы д л я кон денсаци и см олы ;
11 — ваку у м -сб о р н и к к о н д е н с а та ; 12 — вакуум -н асосы
Рис. 17. Принципиальная схема установки для непрерывного производства
карбамидной смолы жидкофазным способом:
/ — см еси тель; 2 — м ерн ик д л я ф о р м а л и н а ; 3 — винтовой кон вейер; 4 и 17 — ем кости;
5 и 13 — ц и р ку л я ц и о н н ы е н асосы ; 6 — насос; 7 и 10 — р е ак то р ы ; 8 и 12 — обратн ы е
холоди льни ки ; 9 и / / — мерники; 14 — ки п яти л ьн и к; 15 — с е п а р ат о р ; 16 — к он д ен сатор;
18 — сборни к; 19 — р е ак то р д л я до ко н ден сац и и см о л ы ; 20 — весовой п и тател ь
49
И з аппаратов доконденсации смола насосом откачивается
в емкость, где вы д ерж ивается не менее 10 ч до достижения
п о казател я содерж ан ия свободного ф орм альдеги да 0,3 %, и
при температуре не вы ш е 30 °С о тгр уж ается в ж е л е зн о д о р о ж ­
ные вагоны-цистерны. П ри необходимости смола д о л ж н а д о ­
полнительно о х л аж д ать ся в теплообменнике, через который она
прокачивается насосом.
Использование при производстве карбам и дн ой смолы вместо
сухого ка р б а м и д а его раствора 72— 74 %-ной концентрации
с температурой до 110 °С вносит некоторые изменения в техно­
логический процесс. Приготовление конденсационного раствора
может осущ ествляться в смесителе непрерывного действия.
Н а щелочной стадии конденсации требуемое pH мож ет у с т а ­
навливаться как за счет самораскисления, так и за счет вве­
дения щелочного катал и зато р а. При этом по различным схемам
технологического процесса можно вести операцию щелочной
конденсации как в отдельном реакторе, так и совм ещ ая ее
в одном реакторе с кислой стадией конденсации.
У паривание смолы на различны х предприятиях осущ ествля­
ется под вакуумом при тем пературе 70— 80 °С или при а тм о ­
сферном давлении и тем пературе вы ш е 100 °С. О перация д о ­
конденсации смолы производится в р еа кторах непрерывного
или периодического действия. В последнем случае раствор к а р ­
бамида вводится в реактор по мере его заполнения смолой
в несколько приемов. Перемеш ивание осущ ествляется путем
б а р б о г а ж а или мешалкой.
П ри н ци п иальн ая схема установки непрерывного п роизвод­
ства карбам идной смолы газоф азны м способом представлена
на рис. 18. Н еобходимый д л я производства смолы ф о р м а л ь ­
дегид получают окислением метилового спирта кислородом
воздуха. Д л я этого в спиртоиспаритель 1 подается метиловый
спирт (метанол) в смеси с конденсатом при тем пературе 6 0 °С
и воздух. О б р азу ю щ аяс я в спиртоиспарителе смесь паров ме­
тилового спирта с воздухом подается в контактный ап п ар ат 2,
где в присутствии к а т а л и з а т о р а метиловый спирт окисляется.
Д л я поддерж ания температурного реж и м а в спиртоиспарителе
и контактном ап п арате циркулирует гор яч ая вода. Выходящ ие
из контактного ап п ар ата газы, сод ер ж ащ и е 15— 16 % ф о р м а л ь ­
дегида и 5— 6 % м етанола, подаются в нижнюю часть колонны
синтеза 3. В верхнюю ее часть подается раствор к а р б а м и д а
56 %-ной концентрации с температурой 3 5 °С и pH = 11 ч - 12.
Требуемые п арам етры раствора к а р б а м и д а по тем пературе и
кислотности достигаю тся путем его н агрева в реакторе 4 и
дозирования подаваемого в него щелочного раствора. О тх о д я­
щие из колонны газы поступают на конденсацию и дальн ей ш ую
ректификацию. О б р азо в ав ш а я ся в колонне синтеза реакц ио н ­
ная масса имеет тем пературу 87— 90 °С, pH = 6,8-f-7,2, К Р=
= 1,4 4 9 ч -1,455 и вязкость 5—6 с по вискозиметру ВЗ-1 при
тем пературе 20 °С. В реакционной массе содерж ится 3,5— 4 , 5 %
50
Отходящие газы
4 на конденсацию
и рети/рикацию
Воздух
-»-£х>
Метанол
— СХ)-т*-Р
Конденсат ' — У''-
7=60°С
Г "
1
1
Г
1
___ Jl
1
1
1
1
I-------------- 1
|
I
I
I
I
1Г Г
I
Рис. 18. Принципиальная схема установки для непрерывного производства карбамидной
газофазным
способом
свободного формальдегида. П роходя затем через реактор 5,
реакционная масса при непрерывном перемешивании подкисливается до p H = 4,9 ч - 5 ,1 раствором серной кислоты.
Н а ч а в ш а я с я в р еакторе основная часть кислой стадии кон­
денсации протекает в реакторе 6 при тем пературе 87— 94 °С.
Сконденсированная см ола с /СР= 1,450ч-1,453 и вязкостью
40— 50 с по ВЗ-4 при температуре 20 °С нейтрализуется рас т­
вором щелочи до рН = 7,0ч-7,2. З а т е м продукт поступает в два
последовательно .установленных р еа ктор а 7, оснащ енных п р я ­
мыми холодильниками 8, где производится подсушка смолы
при температуре 102— 104 °С, Кр доводится до 1,459— 1,460,
вязкость до 55—60 с по ВЗ-4 при тем пературе 20 °С. У паренная
смола содерж ит 2,5— 3,7 % свободного ф ормальдегида. После
сушки смола о х л аж д ае т ся в емкостях 9 и 10. Д окон денсац ия
смолы д ля доведения ее показателей до требуемых и ста б и л и ­
зац и я смолы бурой проводятся в ап п ар ате 11. Г отовая смола
п ерекачивается в баки хранения с к л а д а готовой продукции.
Н езависим о от способа производства готовые смолы имеют
одинаковые физико-химические свойства.
В результате перехода на использование в отечественной
практике производства плит смолы КФ-МТ, отличаю щ ейся
низким содерж анием свободного ф орм альдегида, значительно'
улучш ены санитарно-гигиенические услови я труда и снижена
токсичность готовых плит. Однако, несмотря на хорошие тех­
нологические свойства, б ла го д а р я которым эта смола получила
широкое распространение в производстве плит способом прес­
сования на поддонах, использование ее на установках д л я
бесподдонного прессования вы звало определенные трудности.
Она недостаточно обеспечивала транспортную прочность с ф о р ­
мированного брикета, т а к ка к не о б л а д а л а липкостью, т. е.
не с о зд ав ал а в неотвержденном состоянии достаточно прочного
соединения древесных частиц в струж ечном брикете за счет
их слипаемости.
Проведенными исследованиями было выявлено, что липкость
смолы коррелируется с показателям и предельной см еш и в ае­
мости ее с водой и вязкостью, причем с первым п о казател ем
в большей степени. П оскольку совокупность показателей в я з ­
кости смолы и ее предельной смешиваемости с водой косвенно'
характери зу ет степень поликонденсации продуктов реакции
ка р б а м и д а с формальдегидом, то очевидно, что повысить л и п ­
кость карбам идоф орм альдегидной смолы КФ-МТ можно путем
более глбокой ее поликонденсации в процессе приготовления.
При этом требуемой липкостью о б л а д а ет только т а смола,
которая коагулирует в избытке воды в виде липких хлопьевид­
ных образований или сгустков, осаж д аю щ и х ся на внутренней
поверхности сосуда, с которой их невозможно удалить простым
ополаскиванием водой. П ри этом п оказател и основных других
ее свойств, при которых достигается удовлетворительная т р ан с­
портная прочность брикетов и обеспечивается возможность
52
использования связующих, соответствующих по концентрации
требованиям технологических регламентов, д олж н ы быть в с л е­
дующих пределах:
Массовая доля сухого остатка, %
...............................................
Вязкость условная при температуре 2 0 + 0 , 5 ° С по вискози­
метру ВЗ-4, с
..........................................................................................
Предельная смешиваемость с водой при 2 0 ± 1 °С до образования
липкого каогулята в соотношении по объему
..........................
64—67
60—80
1 : 2-г-1 : 5
П р и н и м ая во внимание, что от момента приготовления
смолы до использования ее в производстве плит проходит оп­
ределенное время, связанное с транспортировкой и хранением,
непосредственно после приготовления см ола д о л ж н а иметь
условную вязкость 45— 70 с и коагулировать при смешивании
с водой в соотношении по объему не более 1 : 10. Существующие
методы синтеза кар бам и дн ы х олигомеров пока, однако, не поз­
воляю т получать их со свойствами, оптимальны ми во всех от­
ношениях. Так, снижение токсичности смол влечет за собой
определенную потерю ее реакционной способности, повышение
степени поликонденсации ум еньш ает срок хранения и т. д.
С целью направленного изменения свойств карбам идны х оли­
гомеров их подвергаю т химической или физической модиф ика­
ции, предусм атриваю щ ей уменьшение количества низкомоле­
кулярны х фракций, сокращ ение метилольных групп, изменение
конформации цепи м акром олекул и увеличение частоты сшивки
м акромолекул в процессе отверждения.
С уществует два способа химической модификации: совмест­
ный синтез нескольких мономерных соединений и совмещение
готовых продуктов синтеза м е ж д у собой и с другими мономер­
ными или олигомерными веществами. Возможность улучшения
водостойкости карбам и дн ы х смол достигается путем совмест­
ного синтеза к а р б а м и д а и ф орм альдегида с меламином или
резорцином, в результате чего получаются карбам и дом елам и ноформал'ьдегидные или карбам и дорезорци н оф орм альдегидн ы е
смолы. М одифицированные таким образом смолы обладаю т
большей устойчивостью к воздействию горячей воды и агрес­
сивных сред при одновременном увеличении прочности склеи ­
вания. И з-за дефицитности и высокой стоимости меламина и
резорцина их применение край н е ограниченно.
Б олее простой яв л яется модификация готовых смол, хотя
эф ф ект ее значительно меньше, чем совместного синтеза.
В последнее время получает распространение модификация
карбам и дн ы х смол техническими лигносульфонатам и (JIC T),
представляю щ ими собой отходы производства целлюлозы суль­
фитным способом. Д обавл ен и е Л С Т к карбам и доф орм альдеги дным смолам позволяет повысить липкость последних в холод­
ном состоянии, что в аж н о д л я повышения транспортной проч­
ности струж ечны х брикетов при бесподдонном прессовании.
53
К ак п оказали исследования Ц Н И И Ф , воздействие на смолу
КФ-МТ, обладаю щ ую способностью о б разовы вать при см еш и в а­
нии с водой липкий коагулят, тем пературы 30— 35 °С в течение
3 — 4 ч после д обавл ени я в нее Л С Т м а р о к А или В (ОСТ
13-183— 83) в количестве 3 % от массы смолы позволяет сни­
зить предельную смешиваемость смолы с водой с 1 : 5 ч - 1 : 7
до 1 : 1ч-1 :3, одновременно повысив условную вязкость с 50—
65 с до 80— 100 с. Д ругой путь изменения свойств тех ж е смол
с целью обеспечения требований бесподдонного прессования
плит — введение Л С Т в состав связующ его непосредственно
перед его введением в струж ку. Опыт работы промышленности
показал, что введение в смолу КФ-М Т Л С Т в количестве 10 %
от массы связующего зам етно повышает вязкость смолы и ее
предельную смешиваемость с водой. Совмещение кар бам и дн ы х
смол с Л С Т любым из описанных способов позволяет экон о­
мить смолу в производстве Д СтП .
Р а з р а б о т а н н а я Ц Н И И Ф технология использования Л С Т
марок А и В в качестве д обавки к смоле КФ-М Т предусм атри­
вает введение его в количестве до 15 % в н аруж н ы х слоях
трехслойных и пятислойных плит и, кроме того, в промеж уточ­
ных слоях пятислойных плит еще 10 %. Р а з р а б о т а н н а я
В Н И И Д р е в о м технология использования Л С Т марки Ж
(ОСТ 13-183— 83) п р едусм атривает их введение в основном
во внутренний слой плит (до 15 % и в небольшом количестве
(до 5 %) в наруж ны е слои.
Д л я получения прочного клеевого соединения необходим
переход карбам и доф орм альдеги дной смолы в необратимое со­
стояние. Этот процесс, хотя и зам едленно, начинается у ж е
непосредственно после приготовления смолы. При длительном
хранении изменение структуры смолы, ускоряемое с повы ш е­
нием температуры, протекает в значительной мере, вплоть до
наступления гелеобразования. О днако наиболее интенсивное
изменение структуры карбам и дн ой смолы н аблю дается при
снижении pH среды, создаваемого за счет введения отвердителя.
А нализ механизма отверж дения позволяет р аздели ть про­
цесс структурных превращ ений карбам и доф о рм ал ьд еги д ны х
смол в кислой среде на две стадии. П е р в а я стадия процесса
соответствует гелеобразованию линейных и частично р а зв е т ­
вленных макром олекул и зак ан чи в ается потерей текучести. На
этой стадии н аблю дается значительное снижение количества
растворимой в воде и органических растворителях фракций
при сохранении способности к набуханию, а т ак ж е резко сни­
ж ается количество метилольных групп. Скорость первой стадии
реакции зависит от скорости подвода теп ла и у даления побоч­
ных продуктов реакции. Однако отверж дение карбам и дн ы х
олигомеров на данной стадии происходит еще не в полной мере.
В них сохраняется часть метилольных групп, число поперечных
связей м еж д у м акр ом ол екулам и невелико, остается т а к ж е
определенное количество н изкомолекулярны х фракций. Н а
54
Рис. 19. Влияние температуры тер­
мообработки при отверждении смол
на изменение содержания метилольиых групп (кривые 1 — 4) и свобод­
ного формальдегида:
1, 2, 3, 4 — п р о д о л ж и тел ь н о сть т е р м о о б ­
раб о тки соответствен но 40; 60; 90 и 120 с;
5 — вы делен ие сво бо дн о го ф о р м а л ьд еги д а
этой стадии продукт получает
определенную прочность и в ы ­
д ел яет основное количество
влаги, ф орм альд еги да и д р у ­
90
100
110 120
гих побочных продуктов.
Т е м п е р а т ур а ^ °С
З авер ш ен и е процесса о т­
верж дения происходит на в то­
рой стадии, идущей с малой скоростью, при дальнейш ем нагр е­
вании смолы. П р и продолжении реакции после гелеобразования
увеличивается до ля трехмерного полимера, что сопровождается
увеличением плотности полимерной сетки, преобразованием
метиленэфирных групп в метиленовые и дальнейш им сок р ащ е­
нием гидрофильных метилольных групп. П ри увеличении тем ­
пературы и продолжительности терм ообработки н аблю дается
значительное снижение в смоле содерж ан ия метилольных групп
(рис. 19) и пропорциональное ему увеличение метиленовых с в я ­
зей с одновременным ростом количества выделившегося фор­
мальдегида.
В результате протекания описанных выше процессов смолы
переходят из жидкого в отвержденное состояние, теряя спо­
собность плавиться при нагревании и растворяться в воде и
других растворителях.
И сследование применяемых в промышленности к а р б а м и д ­
ных смол п оказало, что количество выделяемого при их о тв ер ж ­
дении ф орм альд еги да тем больше, чем выш е его содерж ание
в смолах в свободном состоянии. Кроме того, количество ф о р ­
мальдегида, выделяю щ егося при отверждении смол, зависит
от их концентрации. С понижением концентрации смол при
прочих равн ы х условиях в них увеличивается содерж ание н из­
ком олекулярны х цепных молекул с концевыми звеньями мети­
лольных групп, которые при гидролизе в усл ов и ях повышенной
температуры разл а га ю тся с выделением формальдегида. П о ­
вышение концентрации смолы приводит к снижению выделения
ф орм альдеги да при ее отверждении.
В производственной п ракти ке длительность процесса пере­
хода смолы из ж идкого в необратимое состояние под влиянием
отвердителя и температуры определяется величинами продол­
жительности ж елатин и зац и и при тем пературе 20 и 100 °С.
Время
ж елати н и зац и и
при
тем пературе
20 °С,
условно
характер и зую щ ее
жизнеспособность
связующего,
опреде­
ляется временем от момента добавлени я к смоле отвердителя
до н ач ал а потери ею подвижности. П родолж ительность ж ела55
тинизации при тем пературе 1 0 0 °С условно характер и зу ет д л и ­
тельность отверждения связую щ его или его реакционную спо­
собность, по которой прогнозируется поведение связую щ его
при прессовании плит.
В настоящее время основным отвердителем в производстве
Д С т П является хлористый аммоний, реагирую щ ий со свобод­
ным формальдегидом с выделением свободной кислоты. П о с л е д ­
няя меняет pH смолы с 8,0— 9,0 до 3,0— 3,5 и вместе с в ы д ел и в ­
шимся теплом способствует отверждению.
П родолж ительность ж елатин и зац и и связующ его мож но регу­
л ир овать до известного предела путем изменения дозировки и
состава отвердителя. П ри увеличении количества вводимого в
смолу отвердителя продолжительность ж елатин и зац и и с в я зу ю ­
щего уменьш ается до определенного предела. Применение х л о ­
ристого аммония в порошкообразном виде в практике з а т р у д ­
нительно, поэтому он используется в виде водного раствора с
концентрацией до 20 %.
Д л я повышения реакционной способности смолы КФ-М Т при
достаточной жизнеспособности оказал ось эффективным п рим е­
нение комплексного отвердителя, полученного на основе 20% ного раствора хлористого аммония с добавлением до 5 % ж е л е ­
зоам монийных квасцов. И з других опробованных отвердителей
мож но н азв ать алю мохром офосфаты , сул ь ф ат аммония, х л о ­
риды ж е л е за , алюминия и магния, ж елезоам м онийны е квасцы
в чистом виде. Однако их применение не мож ет быть р еком ен ­
довано из-за недостаточной жизнеспособности получаемого с в я ­
зующего.
В производстве Д С т П известно использование ком биниро­
ванны х отвердителей, имеющих в своем составе помимо хлори­
стого ам мония ам м и ак и карбамид, которые, как было п о к а ­
зан о выше, могут быть поглотителями избыточного количества
формальдегида. П оскольку использование карбам и да, с в я з ы ­
ваю щ его формальдегид, вы зы вает снижение мольного соотно­
шения исходных компонентов, то это эффективно только д ля
смол с относительно высоким содерж анием свободного ф ор­
мальдегида. Д л я смол с низким содерж анием свободного ф о р ­
м альдегида типа КФ-М Т добавление избыточного количества
к а р б а м и д а сниж ает прочность клеевых связей, так к а к в этом
случае значительная часть ка р б а м и д а превращ ается лиш ь в р а с ­
творимый наполнитель, ухудшающ ий условия отверждения.
Применение ам м иака д л я связы вания свободного ф о р м а л ь д е­
гида, учиты вая его н еж елательное влияние на скорость о т в е р ж ­
дения связующего, т а к ж е очень ограниченно и может быть р ек о­
мендовано только д л я связующих, используемых в н ару ж н ы х
с л оя х плит.
Изготовление и технологические свойства фенольных смол.
Фенолоформальдегидны е смолы образую тся при взаимодействии
ф енола или его производных (метилфенола, дим етилф енола)
с ф ормальдегидом в присутствии катализаторов. В зависимости
56
от структуры фенолов, соотношения исходных реагирующих в е­
ществ (фенола и ф о р м а л ь д ег и д а ), условий реакции и х а р а к ­
тера применяемых катал и зато р о в (щелочных или кислотных)
могут быть получены д в а типа смол: термопластичные (новолачны е) и терм ореактивны е (резольные).
В производстве Д С т П используются только терм ореактив­
ные смолы. В процессе резольной конденсации, протекающей
при нагревании в щелочной среде и при избы тке ф ор м альд е­
гида, при низкой тем пературе (50 °С) фенол соединяется с о д ­
н о й — тремя молями ф орм альдегида. О б р азу ю щ ая смесь фенолоспиртов состоит преимущественно из моно- и диметилольных
производных фенола. П о мере повышения тем пературы о б р азо ­
вавш иеся фенолоспирты подвергаются поликонденсации с в ы ­
делением воды за счет гидроксила метилольных групп и н езам е­
щенных атомов водорода бензольного кольца, находящихся в
орто-, п арап олож ен и и к фенольному гидроксилу.
Р еак ц и я поликонденсации
фенолоспиртов
может
идти
д ал ьш е с образованием более слож ны х продуктов, являю щ ихся
составными частями резольных смол. П ри принятых техниче­
ских методах получения фенолоф орм альдегидны х смол в у сл о ­
виях сравнительно быстрого подъема температуры процесс
об р азо ван ия фенолоспиртов сопровож дается реакцией поликон­
денсации.
Р езольны е смолы, образую щ иеся в результате ступенчатой
конденсации фенолоспиртов, имеют линейное строение, а в ряде
случаев и разветвленную структуру. Цепные молекулы резолов
состоят из фенольных ядер, соединенных м еж д у собой метиле­
новыми группами (—С Н 2— ) или эфирными связям и (— С Н 2—
— О — С Н 2— ). Обычно д л я синтеза клеящ их ф енол оф орм альд е­
гидных смол резольного типа на 1 молекулу ф енола в реакцию
вводят 1,1— 2,0 молекулы формальдегида. Установлено, что с
увеличением ф о рм альдеги да в указан ном д и ап азо н е при оп р е­
деленных условиях конденсации резко сн и ж ается содерж ание
свободного ф енола и ф орм альд еги да в. продуктах реакции. Это
обстоятельство очень в аж н о д л я получения смол с миним аль­
ным количеством свободных токсичных продуктов. Соотношение
фенола и ф орм альдеги да определяет и другие свойства к л е я ­
щих смол. С увеличением и збы тка ф орм альд еги да до определен­
ных пределов повышается вязкость готового продукта. О дно­
временно увеличивается и скорость отверж дения смолы.
Скорость реакции м еж д у фенолом и формальдегидом,
а т а к ж е свойства получаемых продуктов зав и ся т от х ар а ктер а
применяемого катал и зато р а. Н аиболее сильным к а тал и зи р ую ­
щим действием резольной конденсации о б л а д а е т едкий натр.
С увеличением его количества процесс поликонденсации уско­
ряется и уменьш ается количество свободного фенола в получае­
мом продукте. Однако и збы ток щелочи, остаю щ ийся в продук­
тах реакции, сн и ж ает водостойкость отверж денны х фенольных
смол. В то ж е время снижение щелочности среды до предельного
57
значения может привести к расслоению реакционной массы,
а иногда и к о б разован ию гелей. П оэтом у количество едкого
натра, вводимого в реакцию , регламентируется.
В аж н ы м и п арам етрам и процесса резольной поликонденса­
ции являю тся тем пература и продолжительность реакции. В з а ­
висимости от назначения конечных продуктов, тем пература р е­
акции п оддерж ивается в интервале 50— 100 СС. П о мере повы­
шения температуры в процессе протекания реакции угл у бл яется
процесс поликонденсации, н ар ас тает вязкость образую щ ихся
продуктов, снижается их растворимость, уменьш ается с о д е р ж а ­
ние в них исходных продуктов в свободном состоянии и бромируемых веществ.
Вследствие наличия избыточного количества ф о р м а л ь д е­
гида, вводимого в реакцию при изготовлении резольных смол,
их молекулы помимо свободных гидроксильных групп и водо­
родных связей имеют свободные метилольны е группы.
Скорость химических реакций перехода резольной смолы в
необратимое и неплавкое состояние характери зуется реакц ион ­
ной способностью — скоростью ее отверждения, которая тем
выше, чем меньше в смоле содержится свободного фенола и
чем выш е концентрация смолы. Скорость отверждения увеличи­
вается по мере роста температуры.
Ф енолоформальдегидны е смолы, предназначенны е д л я изго­
товления Д С т П , с о д ер ж ат относительно большое количество
щелочи, что объясняется необходимостью обеспечения их в ы со­
кой реакционной способности. О д н ако вы сокая щелочность
смолы приводит к тому, что плиты на основе ее гигроскопичны,
впиты ваю т влагу быстрее и в большей степени, чем плиты на
основе карбамидной смолы. И хотя это не о тр аж аетс я на их
механической прочности и атмосферостойкости, однако з а т р у д ­
няет применение плит из-за высокой степени изменения ими р а з ­
меров, формы и т. д.
И з всей номенклатуры изготавливаемы х в С С С Р фенолоформальдегидны х смол д л я производства Д С т П по требованиям
к токсичности разреш ены смолы с минимальным содерж анием
свободных непрореагировавш их продуктов. Это смолы марок
С Ф Ж -3014 и С ФЖ -3024 (табл. 9). С молы СФЖ -3014 и С Ф Ж 3024 — однородные прозрачные жидкости от красновато-корич­
невого до темно-вишневого цвета.
Изготовление фенолоформальдегидны х смол осущ ествляется
периодическим способом. Н и ж е описывается технология при­
готовления одной из этих смол — СФЖ-3014.
Д л я приготовления смолы сн ач ал а загр у ж аю т в реактор
предварительно нагретый до 30— 35 °С фенол и воду, затем
65,2 % всего количества раствора едкого натра, предусмотрен­
ного рецептом. После этого вклю чают м еш ал ку реактора и в ы ­
д ер ж и в аю т смесь при тем пературе 30— 35 °С в течение 10—
15 мин. З а тем обогрев реактора прекращ аю т, подаю т в р у ­
б аш к у реактора холодную воду и з а г р у ж а ю т формалин. З а счет
58
9. Физико-химические показатели фенолоформальдегидных смол
для производства ДСтП
П о к а за т е л ь
Массовая доля, %:
нелетучих веществ (сухой остаток)
щелочи:
в товарной смоле
в массе сухого остатка
свободного фенола, не более
свободного формальдегида, не более
Вязкость:
абсолютная, М П а-с(сП )
условная при температуре 20 °С
по вискозиметру ВЗ-4, с
Предел прочности при скалывании клеевого слоя
фанеры после кипячения в воде в течение 1 ч, МПа,
не менее
СФЖ -3014
СФЖ-3024
46— 52
38—42
6,5—7,5
14— 16
0.10
0,15
5,5—6,5
15— 17
0,08
0,08
17—90
90—200
—
1,47
1,47
—
экзотермической реакции смесь разогревается до температуры
44— 46 °С. Если тем пература реакционной смеси не достигнет
44— 46 °С, то смесь подогревают до этой температуры путем
пуска п ар а в рубаш ки реактора. П ри температуре 44—46 °С
смесь конденсируют в течение 90 мин, а затем вклю чаю т пар
и доводят тем пературу реакционной смеси до 97— 100°С, т. е.
до тем пературы кипения, при которой п родолж ается процесс
конденсации реакционной смеси в течение 30 мин. После этого
реакционную смесь о х л а ж д а ю т в течение 25— 30 мин до тем пе­
ратуры 45— 50 °С и в охл аж д ен н ую смесь вводят остальной р а с ­
твор едкого натра, предусмотренный рецептом. Полученную
смесь нагреваю т до тем пературы 83— 85 °С в течение 40—
45 мин, конденсируют при этой тем пературе в течение 5 мин,
а затем готовую смолу о х л а ж д а ю т до тем пературы 25— 30 °С
в течение 35— 40 мин, после чего сливаю т в приемник.
Гидрофобные добавки. Д С т П , состоящие на 80—85 % из д р е ­
весины, способны поглощ ать воду из воздуха. В результате при­
тяж ения диполей воды отрицательно зар я ж ен н ы м и гидрокси­
л ам и молекул углеводной составляю щ ей древесины в ней н а к а п ­
ливается 5 — 6 % влаги от абсолютно сухой массы. Д а л е е
происходит процес капи ллярн ой конденсации, обусловленный
наличием тонких капи л л яр ов в древесных частицах и о б ъ я с­
няемый пониженной упругостью водяного п а р а в этих к а п и л л я ­
рах по сравнению с внешней средой.
П од действием воды в плите протекает одновременно р я д
процессов. Это ослабление адгезионных связей связующего со
стружкой, снижение прочности полимерного связующего, р а з в и ­
тие в лаж н остн ы х нап ряж ени й прослойками связующ его в сл ед ­
ствие ограничения разб у х ан и я струж ки с последующей р е л а к ­
сацией этих напряжений. К ром е того, релаксирую т остаточные
н ап ряж ени я, возникаю щ ие в плитах еще в процессе изготовле59
иия. Вся струж ка плит претерпевает изменения в связи с р а с ­
клиниваю щим действием адсорбционных пленок воды, пони­
ж а ю щ и х поверхностную энергию структурны х элементов и об­
легчаю щ и х образование новых дефектов при деформировании
Сумма деформаций отдельных частиц д ает слагаемую , ко ­
торая б ла го д а р я неопределенному ориентированию струж ки
в плоскости прессования примерно о дин акова во всех н а п р а в ­
л ен и ях по плоскости плиты, но значительно разл и чается по
толщине.
Внутренние нап ряж ени я, сохраняю щ иеся в плите с момента
ее изготовления, становятся в отдельных местах больше, чем
ослабевш ие связи, и древесные частицы отры ваю тся одна от
другой. Поэтому разб ухан и е Д С т П качественно отличается от
разбухан и я древесины. В отличие от древесины, которая при
сушке почти полностью восстанавли вает свои размеры, разм еры
плит после у даления влаги не во звращ аю тся к исходным, так
к а к восстановление многих связей и уплотнение высушенного
м а тери ал а не происходят. Одновременно уменьш ается проч­
ность плит как в сухом, так и в увлаж н ен н ом состояниях.
О тдельны е сильно набухшие частицы создаю т рыхлую поверх­
ность, и декоративные качества плит теряю тся. Вследствие р а з ­
рыхления структуры водопоглощение м а тер и ал а увеличивается.
Д л я придания Д С т П устойчивости к проникновению влаги,
уменьшения водопоглощения и р азб ухан и я их подвергают гидрофобированию. Р а з р а б о т а н ряд методов повышения ги дро­
фобных свойств древесноструж ечных плит. Эти методы могут
быть химическими или физико-химическими.
Химические методы заклю чаю тся в блокировке водородной
связью гидроксильных групп, по ненасыщенным валентностям
которых присоединяется вода. К этим методам относится у в е ­
личение в плитах процентного содерж ан ия связующ его и т е р ­
мическая обработка струж ки или готовых плит. П ри повы ш е­
нии расхода связующего сниж ается водопоглощение и р а з б у ­
хание Д С тП . Однако вы сокая доля стоимости связующ его
в общей себестоимости плит не позволяет выбрать этот путь.
Термической обработке подвергаются готовые плиты, поэтому
она будет освещена в р азд ел е «О бработка плит».
Физико-химические методы гидрофобирования Д С т П осно­
ваны на образовании вокруг древесных частиц тонких пленок
из водоотталкиваю щ их веществ, а т а к ж е на заполнении этими
вещ ествами капи лляров древесных частиц. К этим методам
относится введение в струж ку в процессе изготовления плит
гидрофобных веществ: п араф и н а, церезина, петролатума, воска
и т. п. Эти вещества вводятся в расплавленном виде, в виде
эмульсии или в виде компонента смолы.
Введение гидрофобных веществ придает плитам временную
водостойкость, так к а к в результате длительного воздействия
в лаги в пленке из гидрофобных веществ образую тся трещины,
через которые проникает в лага внутрь древесных частиц.
60
Вследствие этого предельное водопоглощение и разбухание
плит с гидрофобными д о б а вк ам и или без них почти одинако­
вое. О д н ако достижение предельного водопоглощения и р а з ­
бухания плит с гидрофобными д обавк ам и требует значительно
больше времени, чем плит без таких добавок, к а к это можно
видеть на рис. 20. Поэтому если плиты подвергаются попере­
менно ув л аж н ен и ю и сушке (что обычно и бы вает при э к сп л у а­
тации Д С т П ) , то наличие гидрофобных добавок, ка к правило,
обеспечивает сохранение деф орм аций плит в пределах уп ру­
гости м атер и ал а. В результате механические свойства плит
не меняются. Без гидрофобных д обаво к д а ж е относительно не­
большое у в л аж н ен и е Д С т П приводит к деформациям , превы ­
шаю щим предел упругости м а тери ал а, и, ка к следствие, к р а з ­
рушению клеевы х соединений и потере прочности плит.
Н аиб олее легко вводить в струж ку парафин в рас п л ав л ен ­
ном виде в установке, схема которой приведена на рис. 21.
П а р аф и н з а г р у ж а ю т в б а к 1, имеющий водяную рубашку.
В этом б аке п араф и н плавится при температуре 70—80 °С.
Р асп л авл ен ны й п араф и н из б а к а 1 под давлением воздуха
подается в расходный бак 2, имеющий т а к ж е водяную рубашку.
И з б ака 2 расплавленны й п ар аф и н через двухпозиционный
фильтр 3 н ап р ав л яетс я в воздуш ны й распы литель 4: О дновре­
менно в распы литель подается под давлением нагретый до
180— 200 °С воздух. С ж аты й воздух подогревается электри ­
ческим
н агревателем
5,
оборудованным
термостатом
6.
Участок трубопровода от двухпозиционного ф ильтра до в о з­
душного распы лителя
подогревается при помощи низко­
вольтного т р ан сф ор м атор а 7. Воздуш ная линия, идущ ая
ог
компрессора,
имеет
запорный
вентиль
8,
редукци­
онный к л а п а н 9, обратный к л ап ан 10, манометр 11 и спускной
вентиль 12. Р асп л авл ен ны й п ар аф и н вводится в струж ку так
же, ка к и связую щ ее, т. е. с помощью распы лителя.
Н а рис. 22 приведены д ан ны е о водопоглощении и р а зб у ­
хании по толщ ине Д С т П в зависимости от количества введен­
ного в стр уж ку парафина. И з рисунка видно, что введение
0,5— 1 % п ар аф и н а от м а с с ы 'с т р у ж к и обеспечивает зн ачитель­
ное уменьшение водопоглощения и разбухания. Д альнейш ее
увеличение д обавок пар аф и н а существенно не влияет на водо­
стойкость, но приводит к снижению прочности плит, так как
п араф и н препятствует склеиванию стружки. И сходя из опыта,
подтверж денного исследованиями, следует рекомендовать в в е­
дение расплавленного п араф и н а в количестве 0,5— 1 % от
массы стружки.
Ш ироко применяется в производстве Д С т П , особенно за
рубежом, введение в струж ку параф иновы х эмульсий из м ех а­
нически или химически дробленого эмульгируемого вещества
(п араф ин а или его зам ен ителей). Качество эмульсии, х а р а к т е ­
ризуемое их стабильностью во времени, зави си т от степени
дисперсности эмульгируемого вещества, вида и количества
61
Рис. 20.
Зависимость разбуханияДСтП по толщине от продолжитель­
ности выдержки в воде:
/ — б ез ги др о ф о бн ы х д о б а во к ; 2 — с ги д ­
роф обной
эм у л ьси ей
из р а с ч е т а 0,5 %
п ар а ф и н а к
весу с т р у ж е к ; 3 — то ж е
1 % п ар а ф и н а
Рис. 21. Схема установки для введе­
ния расплавленного парафина
10. Влияние эмульгаторов на свойства парафиновых эмульсий
Э м ульси и с э м у л ь г а т о р а м и
П оказател ь
олеат
ам м о н ия
О П -7
вы равнива­
тель А
мы ло
20
12
10
94
24
30
11
7,5
98
48
30
13
3
92
4
24
14
10,3
88
6
Концентрация, %
Вязкость по ВЗ-4, с
рн
Устойчивость за 24 ч, %
Устойчивость эмульсии в смоле, ч
применяемого эм ульгатора и способа приготовления эмульсии.
К а к п о казал и исследования Ц Н И И Ф , лучшим эмульгируемым
веществом яв л яется технический очищенный парафин с содер­
ж ани ем м а сл а до 2,3 %. Р о л ь эм ульгатора состоит в повышении
стабильности эмульсии путем облегчения диспергирования за
счет .уменьшения м еж ф азн ого н атяж ен ия и увеличения ад сорб ­
ции на поверхности капелек гидрофобизатора. В качестве
эм ульгаторов могут быть применены различны е мыла, синте­
тические моющие поверхностно-активные вещ ества (ПАВ) и др.
11. Рецепты парафиновых эмульсий, мае. ч.
К ом п онент
1
2
3
4
Парафин
Вода
Вазелиновое
масло
Вспомогатель­
ные вещества:
ОП-7 или
ОП-Ю
олеиновая ки­
слота
хозяйственное
мыло 60 %ной
концен­
трации
100
150—200
20
100
223
100
200
100
312,5
10
—
—
—
10
—
аммиак вод­
ный 25 %-ной
концентрации
мыло нафталовое
выравниватель
А
6
7
8
9
100
155
100
191
100
197— 191
100
100
206
—
—
—
3—9
—
—
—
5
10
—
35
—'
—■
9
—
—
10
11,3
5
5,8
4,17
—
—
—
—
•—
—
10
Рис. 22. Зависимость физических свойств однослойных ДСтП различной
плотности от количества вводимого парафина:
а — р а зб у х а н и е
по толщ ин е;
б — во д о п о гл о щ ен и е;
/ — п ло тн о сть плиты 500 кг/м 3; 2 —
600 кг/м э; 3 — 700 кг/м 8; 4 — 800 кг/м 3
63
12. Характеристика системы смола—эмульсия
С истем а см о л а К Ф -М Т — э м у л ь с и я
с эм ульгаторам и
П о к а за т е л ь
Смола—эмульсия
Концентрация, %
Вязкость по ВЗ-4, с
рн
Содержание метилольных групп, %
Смола — отвердитель—эмульсия
Вязкость по ВЗ-4, с
рн
Время отверждения, с
олеат
аммония
ОП -7
вы равни ва­
тель А
м ы ло
60
15
8
11,5
60
16,5
7,6
11,6
60
17,5
6,6
11,3
60
15,5
8,8
11,9
14,5
9,4
72
14,0
9,2
65
16,0
8,5
62
14,5
9,7
79
О бщ ие требования к ПАВ ф ормулирую тся следую щим о б р а ­
зом. Они долж ны ум еньш ать поверхностное натяж ен ие на г р а ­
нице двух фаз; иметь специфическую молекулярную структуру
с полярными и неполярными группами; быть нетоксичными и
безопасными в обращении; об ладать высокой эмульгирую щей
способностью при возмож но малом количестве вводимого
эм ульгатора; иметь низкую стоимость. В табл. 10 приведены
результаты исследования влияния д обаво к некоторых н аиболее
распространенных эм ульгаторов на свойства параф и н овы х
эмульсий.
И з таблицы видно, что лучшим эмульгатором является
ОП-7. О днако широко применяются и другие эмульгаторы.
В табл. 11 приведены рецепты некоторых параф иновы х э м у л ь ­
сий.
Проведенное исследование некоторых эмульсий, результаты
которого приведены в табл. 12, т а к ж е свидетельствует о в ы ­
соком качестве эмульсии с эмульгатором ОП-7.
Во время приготовления эмульсии к а к системы, состоящей
из двух фаз, распределенных одна в другой (в производстве
плит п араф и н а в во д е ), происходит одновременно д ва способ­
ствующих друг другу процесса: дробление параф и н а и его
смеш ивание с водой при одновременной стабилизации получен­
ных частиц эмульгатором, вызы ваю щ им снижение м еж ф азн ого
поверхностного н атяж ен ия и о бразование адсорбционной пленки
на поверхности р азд е л а фаз.
Простейшим оборудованием д л я приготовления парафиновых
эмульсий являю тся смесители с мешалкой. Однако получаемые
в них грубые эмульсии отличаются нестабильностью, что з а ­
трудняет их использование в производстве древесностружечных
плит.
Д л я приготовления парафиновых эмульсий применяется
т а к ж е оборудование, основанное на ультразвуковом дисперги­
ровании. В этом оборудовании источником упругих колебаний
64
звукового д и а п а зо н а частот являю тся жидкостны е струйные
генераторы (акустические диспергаторы ). И х т а к ж е назы вают
жидкостными свистками. В них диспергируемая среда (рас­
плавленный параф и н ) из сопла в виде струи жидкости со з н а ­
чительной скоростью подается на острие особым образом укреп­
ленной пластины. В пластине возбуж даю тся колебания, а к у ­
стическая энергия которых по достижении резонанса резко воз­
растает. К ачественные п оказатели эмульсий, полученных на
таком оборудовании, выше, чем эмульсий, приготовленных
в смесителях с меш алкам и. Н едостатком эмульсий, получаемых
с применением акустических диспергаторов, является широкий
разброс по р азм ер ам частиц, что приводит к недостаточной
стабильности эмульсий.
Б олее совершенным способом приготовления эмульсий, н а ­
ходящим широкое применение в настоящее время, является
использование интенсивного перемеш ивания с одновременным
наложением поля механических колебаний, возбуж даемы х
в роторно-пульсационных ап п ар ат а х , обеспечивающих зн ач и ­
тельное ускорение различны х гетерогенных процессов.
Роторно-пульсационный ап п а р а т (РП А ) состоит из набора
чередующихся неподвижных и вращ аю щ и хся коаксиальны х
цилиндров, в стенках которых имеются прорези, обеспечиваю­
щие проход о б раб аты ваем ой среды (рис. 23). П ри вращении
ротора происходит интенсивное перемешивание, периодическое
совмещение и несовмещение прорезей на роторных и статор­
ных цилиндрах, вследствие чего возникаю т пульсации потока,
явления диспергирования и кавитации в ж идкой среде, посту­
пающей во внутренний цилиндр и предварительно проходящей
через прорези всех цилиндров в радиальном направлении.
Частота пульсаций, со зд ав аем ы х в жидкой среде, зависит от
числа подвижных роторов 1 и неподвижных статоров 2, коли­
чества прорезей и скорости в ращ ен и я ротора.
Н а рис. 24 п оказана схема установки д л я приготовления
парафиновой эмульсии на б азе роторно-пульсационного ап п а­
рата. П а р аф и н плавится в п лавильнике 1, куда из мерника 2
подается эм ульгатор (олеиновая кислота, ОП-7, ОП-Ю и т. п.).
Р асп л авл ен ны й п араф и н с эм ульгатором поступает в реактор 3,
куда из мерников 4 и 5 подаются горяч ая вода и аммиак
2 5 % -ной концентрации в количествах, соответствующих ре­
цепту. О б р а зо в а в ш а я с я в реакто ре смесь н ап р ав л яется в роторно-пульсационный ап п а р а т 6 д ля измельчения. В связи
с тем, что при одном проходе через роторно-пульсационный
ап п ар ат качество эмульсии ещ е не удовлетворяет требованиям,
эмульсия в о звр а щ ае тся в реактор. Т а к а я ц иркуляц ия п родол­
ж ается в течение 3— 5 мин, после чего вентиль 7 закры вается,
а вентиль 8 открывается. О б р а зо в а в ш а я с я в результате этого
эмульсия поступает в холодильник 9, а затем н аправляется
в приемник эмульсии (бак) 10. П ар аф и нов ы е эмульсии, полу­
ченные в роторно-пульсационных ап п ар ата х б л а го д а р я лучшему
3
З а к а з № 2658
65
Рис. 23. Схема действия роторнопульсационного аппарата
Л АА
Рис. 24. Схема установки для при­
готовления парафиновой эмульсии
Рис. 25. Влияние введения парафи­
новой эмульсии (в пересчете на па­
рафин)
на
физико-механические
свойства ДСтП:
а — п рочность;
б — вод оп огл ощ ен и е
и
р а зб у х а н и е по толщ ин е; 1 — п редел проч*
ности при стати ческом и зги бе; 2 — п р е ­
д е л прочности
при р а с т я ж е н и и п ерп ен ­
ди к у л я р н о
п ласти; 3 — вод опогл ощ ен ие;
4 — р а зб у х а н и е по толщ ин е
0,5
1,0
^
0
0,5
Количество парафиновой эпу/\ьсии(по парасрину),%
а
6
диспергированию отличаю тся большей продолжительностью
жизнеспособности (до 30 сут и более) по сравнению с э м у л ь ­
сиями, полученными в других аппаратах.
П а р аф и н о в ы е эмульсии мож но вводить вместе со связующим
или раздельно. И сследования показали, что при совместном
введении водостойкость плит выше, чем при раздельном. Это
объясняется тем, что сравнительно небольшое количество
эмульсии трудно равномерно распределить во всей массе
стружки. М еж ду тем в смеси со связующим общее количество
вводимых веществ значительно больше. Это позволяет обес­
печить более равномерное распределение не только эмульсии,
но и связующ его в стружке.
Н а рис. 25 приведены д анны е о влиянии парафиновой
эмульсии на прочность, водопоглощение и разбухан и е по то л ­
щине Д С т П . Сравнение водопоглощения и разб у хан и я плит,
в которые д о бавл ен а п ар аф и н о в ая эмульсия, с теми ж е п о ка­
зателям и плит, в которые введен расплавленны й парафин путем
распыления (см. рис. 22), п оказы вает, что в обоих случаях
гидрофобные свойства плит находятся примерно на одном
уровне. О д н ако прочность Д С т П при введении парафиновой
эмульсии мож ет д а ж е возрасти при расходе эмульсии 0,5— 1 %
(в пересчете на п ар аф и н ), а при введении п араф и н а несколько
снижается.
Повышение прочности плит при введении парафиновой
эмульсии мож но объяснить тем, что парафин в виде эмульсии
легко впитывается стружкой, зап о л н яя капи лляры , и тем с а ­
мым препятствует впитыванию древесиной связующего. Б л а г о ­
д ар я этому б ольш ая часть связую щ его остается на поверхности
древесных частиц и участвует в их склеивании, что приводит
к повышению прочности Д С тП .
Антисептические добавки. Д С т П применяются в строитель­
стве, где они нередко р азр уш аю тся под воздействием грибов и
насекомых. П оэтому биостойкости плит п ридается большое
значение. Стойкость плит против воздействия различных гри­
бов и насекомых зависит от биостойкости древесины и связую ­
щего, из которы х изготовлены плиты, а т а к ж е от вида р а зр у ­
шителей. Д ревесн ы е породы, применяемые в производстве
Д С тП , отличаю тся низкой стойкостью против воздействия гри­
бов, особенно береза и осина. Д а ж е заб ол он ная сосновая др е­
весина под воздействием в течение 3 мес домового гриба
C oniophora cerebella теряет 35— 56 % массы. Биостойкость с в я ­
зующих зави си т от сод ерж ан и я в них токсичных веществ.
Н аиболее распространенны е в производстве плит связующие на
основе карбам и доф о рм ал ьд еги д ны х смол не обеспечивают
биостойкости. Количество свободного ф орм альдегида, ка к п р а ­
вило, не превы ш ает в них 0 , 3 % , что недостаточно для п р и д а­
ния Д С т П биостойкости. Зн ачительн о большей биостойкостью
отличаются связую щ ие на основе фенолоформальдегидных
смол. В этих связую щ их содерж ится некоторое количество сво­
3«
67
бодного фенола, характери зую щ егося значительной токсич­
ностью. Однако применяемые в производстве Д С т П ф ен оло­
ф ормальдегидны е смолы со д ерж ат не более 0,1 % свободного
фенола, что не мож ет обеспечить биостойкость плит.
К а к показали исследования, потеря массы Д С т П , изготов­
ленных на основе карбам и доф о рм ал ьд еги д ны х связующих,
после вы держ ки их в контакте с домовым грибом в течение
3 мес кол еб ал ась в п ределах от 31 до 48 % (в зависимости
от конструкции плит, расхода связующ его и т. п.).
Технологический процесс производства Д С т П , основанный
на применении смеси сравнительно мелких древесных частиц
со связующим, позволяет осущ ествлять глубокую пропитку
плит антисептиками в процессе их изготовления. Д ействие
антисептиков зак л ю ч ается в разруш ении организмов, п о р а ж а ю ­
щих древесину, или в образовании так и х соединений с д р ев е­
синой, на которые не действуют грибы и насекомые.
Антисептики д о л ж н ы отвечать следую щим основным тр е ­
бованиям: быть достаточно ядовитыми д л я организмов, п ор а­
ж а ю щ и х древесину, и в то ж е время не представлять опасности
д ля человека и животных; не сниж ать прочности клеевы х сое­
динений древесных частиц и не препятствовать отделке плит;
не разр у ш ать древесину; не придавать готовым плитам резкого
зап а х а и не менять их цвета; не сн и ж ать гидрофобных свойств
плит; не быть дефицитными и иметь низкую стоимость.
Из антисептиков органического происхождения в п роизвод­
стве Д С т П применяется пентахлорфенол в количестве 1— 2 %
от массы сухой древесины. Н аибольш ее распространение в про­
изводстве плит имеют антисептики неорганического п роисхож ­
дения. К ним относятся фтористый и кремнефтористый натрий,
13. Зависимость биостойкости ДСтП к воздействию домового гриба
Coniophora cerebella от количества антисептика
В и д ан т и се п ти к а
Кремнефтористый
Кремнефтористый
натрий
аммоний
К онструкция
плиты
С одерж ание
анти сеп ти ка,
% от м ассы абс.
сухих струж ек
Однослойные
0,3
Трехслойные
Однослойные
13
3,07
0,26
3,0
0 ,2
0 ,6
0,7
13,5
1,5
0,7
0,65
2—3
0,3
0,3
3,0
68
Однослойные
Однослойные
Однослойные
Трехслойные
%
0 ,6
1 ,0
0 ,6
1 ,0
Медный купорос
Медный купорос (4 мае. ч.)
и
хлористый
аммоний
(1 мае. ч.) без антисептика
П о т е р я массы
о б р азц о в,
1 ,0
1 ,0
1,5
—
~
0 ,2
36,5
30,0
Рис.
1 — при
26. Влияние количества антисептика,
вводимого в ДСтП, на их прочность:
стати ч еск о м
и зги бе;
2 — р а зб у х а н и е по
то л щ и н е
g-S:35
-j оГ
Е 'Я тл
-<b
t3
а т а к ж е смесь кремнефтористого нат- l t 25
рия с медным купоросом или хлористым цинком. В табл. 13 показано
влияние количества наиболее распро- §.§
страненных антисептиков (кремнефтоа ,,
.
г
j.
К оличест во а н т исепт ика, %
ристого
натрия,
кремнефтористого
'
аммония и медного куп ороса), введенных в струж ку в смеси
со связующ им, на биостойкость Д С тП .
Из таблицы видно, что увеличение количества антисептика
способствует повышению биостойкости Д С тП . П ри этом д ля
антисептирования трехслойных Д С т П требуется меньший р а с ­
ход антисептика, чем д л я антисептирования однослойных плит.
О днако при рекомендации количества вводимого в плиты анти­
септика необходимо учитывать не только их биостойкость, но
и влияние антисептика на физико-механические свойства плит.
На рис. 26 п оказано изменение предела прочности при стати­
ческом изгибе и разбухании плит от количества антисептика.
И з рисунка видно, что с увеличением количества антисеп­
тика предел прочности Д С т П при статическом изгибе сн и ж а ­
ется, а разб ухан и е по толщ ине растет.
С р ав н и в ая
результаты
физико-механических
испытаний
Д С т П и их испытаний на биостойкость, можно рекомендовать
введение в плиты антисептика (кремнефтористого натрия или
кремнефтористого аммония) в количестве 0,6 % от массы абс.
сухой стружки. П ри введении такого количества антисептика
потеря массы плит под воздействием домового гриба Coniophora
cerebella в течение 90 сут составляет 0,7 % ,у трехслойных плит
и 1,5— 3,07 % У однослойных.
При этом предел прочности Д С т П на статический изгиб
сн и ж ается на 1 2 % , а разб ух ан и е по толщине в озрастает с 5
до 9 %.
Д о б а в к а антипиренов. П ри применении Д С т П в ряде о трас­
лей народного хозяйства (строительстве, судостроении и др.)
к ним пред ъявл яется требование огнестойкости. М еж ду тем,
к а к было у ка зан о ранее, Д С т П относятся к группе сгораемых
материалов. Д л я повышения их огнестойкости в состав с в я ­
зующего вводят химические вещества, н азы ваем ы е антипире­
нами, которые при нагревании плавятся, п окры вая поверхность
древесны х частиц огнезащ итной пленкой, прекращ аю щ ей доступ
кислорода воздуха к древесине, или р азл а га ю тс я с выделением
большого количества негорючих газов, которые оттесняют в о з­
дух от поверхности древесны х частиц, а т а к ж е р азб ав л яю т
вы деляю щ и еся из них горючие газы. В р езу л ьтате такого д е й ­
ствия антипиренов древесноструж ечны е плиты, попадая в зону
горения, медленно р азл агаю тся, не п о д д ер ж и в ая горения. При
О г\»
О О
69
этом наблю дается тление плиты, которое прекращ ается после
удаления огня.
Антипирены д олж н ы отвечать следующим основным требо­
ваниям: придавать Д С т П огнестойкость; не ухудш ать ф и зи ко­
механические свойства плит; не п ред ставлять опасности д л я
людей при изготовлении и эксплуатации плит; не п рид авать
плитам токсичность и не менять их внешний вид; не терять
огнестойкость при изменении температуры ’ и влаж ности; не
быть дефицитными и иметь низкую стоимость.
Т аких антипиренов, которые полностью удовлетворяли бы
приведенным требованиям, нет. В наибольшей степени этим
требованиям удовлетворяю т гр ан у л ир ов ан н ая борная кислота,
ортофосф орная кислота, их соли, а т а к ж е составы, в которые
входят перечисленные антипирены совместно с другими в е ­
ществами. П о д анны м исследований Ц Н И И Ф , введение г р а ­
нулированной борной кислоты в количестве 5— 10 % придает
Д С т П огнестойкость, отвечающ ую требованиям к трудносгорае­
мым м атер и ал ам , при одновременном сохранении основных
физико-механических свойств на преж нем уровне. Т а к ж е со­
храняю тся физико-механические свойства плит при использо­
вании в качестве антипирирую щих д о б а в о к смеси ортофосфорной кислоты ( Н 3 Р О 4 ) и хлористого цинка (ZnC l2) в соотноше­
нии от 2 : 5 до 5 : 2 (в процентах от массы см олы ). О д н ако при
использовании такого антипирена Д С т П отвечают требованиям
только к трудновоспламеняемы м м атери алам .
Глава
4
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА
ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ
ОСНОВНЫЕ СХЕМЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Технологический процесс производства Д С т П в клю чает сле­
дующие основные операции: складирование древесины и сорти­
ровку древесного сырья по видам и породам; гидротермическую
обработку и окорку древесины; р азд ел к у древесного сы рья по
длине
и диаметру; измельчение древесины; измельчение
стружки, сушку измельченной древесины; сортировку и зм ел ь­
ченной древесины; приготовление рабочего раствора смолы, от­
вердителя и добавок; дозирование и смеш ивание компонентов
связующего, гидрофобных и антисептических добавок и и зм ель­
ченной древесины; формирование стружечного ковра или п а к е ­
тов; подпрессовку (предварительное уплотнение) стружечного
ковра или пакетов; прессование плит; обрезку по формату, в ы ­
держ ку; кали брован ие и шлифование плит; сортировку и с к л а ­
дирование плит.
В зависимости от вида применяемого сырья и требуемых
конструкции и качества плит некоторые из перечисленных опе­
раций могут быть исключены или, наоборот, введены дополни70
Складирование древесины
Нарижные
слои
I
Внутренний слой
Сортировка сырья по видам
Глдротермическая
обработка древесины
fudt
Окорка древесины
Измельчение отходов
в щепу
Разделка древесины
по длине и диаметру
Разделка древесины
подлине и диаметру
Бункерование щепы
Измельчение щепы
в стружку
Измельчение древесины
в стружку
Измельчение древесины
в стружку
Измельчение стружки
_____ по ширине
Бункерование
стружки
Измельчение стружки
по ширине
Бункерование стружки
Бункерование стружки
Сушка стружки
Приготовление
рабочих растворов
смолы, отвердителя
и добавок
Сушка стружки
Сортировка стружки
Сортировка стружки
'jz
Приготовление
рабочих растворов
смолы, отвердителя
и добавок
Бункерование стружки
Дозирование стружки
Дозирование компонентов
и приготовление связующего
Бункерование стружки
Дозирование стружки
Дозирование компонентов
и приготовление связующего
I
Смешивание стружки
со связующим
Смешивание стружки
со связующим
Формирование стружечного ковра
I
Разделка стружечного ковра на отдельные
пакеты
Подпрессовка стружечных пакетов
I
~
Контрольное взвешивание стружечных
брикетов
Прессование плит
Обрезка плит по формату
X
Охлаждение плит
I
Выдержка плит
X
Калибрование и шлифование плит
Сортировка плит
Складирование плит
Рис.
27. Схема
технологического
процесса
производства
трехслойных
ДСтП
тельные. Рассмотрим основные схемы технологического про­
цесса производства Д С тП .
Н аиб олее распространено производство трехслойных Д С т П
способом плоского прессования, схема технологического про­
цесса которого п оказан а на рис. 27. П ри изготовлении плит
из отходов д ер евооб раб аты ваю щ ей промышленности часть опе­
раций получения струж ки исключается. Так, при и сп ользова­
нии ка р ан д а ш ей (отходов фанерной промышленности) о т п а ­
д ает необходимость в операциях сортировки, гидротермической
обработки и окорки сырья. В других случ аях возможно «е
только исключение отдельны х операций, но и введение д опол­
нительных.
Так, при применении стружки-отходов, содерж ащ и х больш ое
количество пыли, мелочи и крупных осколков, рекомендуется
дополнительная сортировка их перед сушкой. В озм ож н а д р угая
последовательность отдельных операций и упрощение процесса,
чем на схеме рис. 14. Н апример, о б р езка плит по ф о рм ату в ы ­
полняется после выдерж ки. Упрощение технологии п роизвод­
ства трехслойных древесноструж ечных плит за счет исключения
отдельных операций из технологического процесса сн и ж ает к а ­
чество продукции и поэтому оно не м ож ет быть рекомендовано.
Существуют и другие схемы технологического процесса.
Например, при производстве трех- и пятислойных плит и зм ел ь ­
чение древесины производится в одном потоке с последующей
рассортировкой струж ек д л я н ар уж н ы х и внутренних слоев,
а при производстве пятислойных плит — и д ля промежуточных
слоев плит. Д л я производства трехслойных плит струж ка, по­
лученн ая в одном потоке, после сушки сортируется на два
потока, д л я пятислойных — на три потока. П ри этом стр уж ка,
идущ ая на н аруж ны е слои трехслойных и пятислойных плит,
подвергается дополнительному доизмельчению по толщине, во
внутренний слой н ап р ав л яетс я более грубая, а в пром еж уточ­
ные слои — тонкая струж ка. В дальнейш ем в к аж д о м потоке
производится смеш ивание стружки со связующим, специально
подготовленным д ля этого потока. П осле ф ормирования стру ­
жечного ковра или п акета процесс п родол ж ается так же, как
и при производстве трехслойных Д С т П по схеме, приведенной
на рис. 27.
Вместе с тем по этим схемам мож но подпрессовывать стру­
жечный ковер и отдельные пакеты. К ром е того, обрезку по
формату, калибрование и ш лифование производят после о х л а ж ­
дения плит. П ри этом в ы д ер ж к а плит полностью исключена.
Описанные схемы мож но р ассм атр ивать лишь как принци­
пиальные. В зависимости от в ид а используемого сырья, кон­
струкции плит и применяемого оборудования, главны м о б р а ­
зом прессового, эти схемы могут изменяться.
72
ХРАНЕНИЕ И ПОДГОТОВКА СЫРЬЯ
Хранение сырья. Д р ев еси н а д ля технологических нуж д по­
ступает на предприятия сплавом, по железной дороге или ав то ­
транспортом в виде отрезков длиной до 6 м. Отходы лесопиль­
ных, фанерны х и дерево об раб аты ваю щ и х предприятий (рейки,
горбыли, к а р а н д а ш и и т. п.), доставляю тся, к а к правило, авто­
транспортом в виде щепы, а лесосечные отходы — в пучках.
Способы хранения и м еханизации производственных процессов
на ск ладе сы рья определяю тся видом сырья.
Д р о в я н а я древесина длиной 6 м хранится в ш табелях в ы ­
сотой 6—8 м, а на больших предприятиях 15 м. Ш таб ел я у к л а ­
д ы ваю т на подстопные места, состоящие из отдельных п одк ла­
дочных бревен, л е ж а щ и х на бетонном основании. Д р о вя н а я
древесина длиной 1—2 м мож ет храниться д вум я способами:
в насыпных кучах и в правильно уло ж ен н ы х ш табелях. Первый
способ, хотя и применяется на отдельных предприятиях, не
может быть рекомендован, т а к к а к затру д н яет механизацию
складски х раб от и сниж ает коэффициент использования п ло­
щади ск лада. Н аиболее целесообразно хранение дровяной д р е ­
весины в правильно улож ен н ы х ш табелях высотой 2— 4 м и
длиной до 30—40 м на м еталлических брусьях (рельсах), опи­
раю щ ихся на бетонные столбики. М еж ду соседними ш табелями
оставляю т р азр ы в ы шириной 0,5— 1 м.
Объем древесины, у к л ад ы ва ем ой в ш табель (м3), определя­
ется по формуле
У = 0,9 L H IK ,
где L — длина штабеля, м; Н — высота штабеля, м; I — средняя длина дро­
вяной древесины, м; К — коэффициент полнодревесности (принимается для
древесины диаметром до 10— 12 см — 0,55, для древесины диаметром более
10— 12 см — 0,65),
Д л я у к л ад к и дровяной древесины в ш т а б е л я и подачи из
ш табелей на конвейеры, подаю щ ие ее в производство, н аи ­
большее распространение на предприятиях Д С т П получили
консольно-козловые и автомобильные краны с грейферными
захватам и. Последние применяют, к а к правило, д л я механ иза­
ции работ на с к л а д а х дровяной древесины длиной 1— 3 м.
Технологическая щепа хран и тся на откры ты х площ адках
или в вертикальны х бункерах. При хранении по первому в а ­
рианту она мож ет храниться в кучах, наиболее распростра­
ненная ф орм а которых усеченный конус, или в бунтах, по
форме близких к усеченной пирамиде с прямоугольным осно­
ванием. Кучи или бунты щепы д олж н ы у кл ад ы вать ся только на
асф ал ьтир ован н ы е или бетонированные площ адки. Объем х р а ­
нящейся в бунтах щепы (м3) определяется по формуле
Vi = [L B H — H 2 tg a (L + В) + (4/3) Я 3 tg2 а] К ;
73
объем щепы, х ран ящ ей ся в куче (м3), по формуле
Уъ = [0,131 (D3/tg a )] К,
где D — диаметр основания при кучевом хранении щепы, м; L — длина бунта
щепы, м; В — ширина бунта щепы, м; Н — высота бунта щепы, м; a — угол
естественного откоса (принимается для технологической щепы 40—42°).
Коэффициент полнодревесности К характер и зует плотность
укл ад ки щепы и определяется по формуле
К = 1 / У щ,
где Кщ — насыпной объем щепы, полученной из 1 пл. м3 древесины, м3.
Коэффициент полнодревесности зависит от разм еров и ф ор­
мы щепы, а т а к ж е степени ее уплотнения при укладке. Д л я
щепы, применяемой в производстве Д С т П , коэффициент пол­
нодревесности обычно находится в интервале 0,35— 0,42.
Вследствие различий начальной влаж ности щепы и к о л и ­
чества осадков, в ы п ад аю щ их в период ее хранения, вл аж н о сть
по сечению кучи или бунта различна. Однако при хранении
в течение 3—4 мес разн и ца влаж ности щепы по сечению кучи,
к а к правило, не превы ш ает 10— 1 5 % , что вполне допустимо
по условиям ее дальнейш ей переработки. В процессе кучевого
хранения в летнее врем я наблю дается сам оразогревани е щепы.
О днако случаи самовозгорания щепы очень редки.
Щепу, поступающую по железной дороге, из вагонов по­
д аю т к местам хранения главным образом пневмотранспортом
или ленточными конвейерами. Щепу, поступающую авто тран с­
портом, в основном подаю т в кучи или бунты с помощью сам оразгру ж аю щ и хся устройств. Кучи или бунты из щепы ф ор м и ­
руют с помощью бульдозеров, экскаваторов и пневм отранспор­
том. Д ал ьн ей ш у ю подачу щепы в производство осущ ествляю т
этими ж е механизмами, а так ж е ленточными конвейерами.
Зн ачительно лучшие условия хранения щепы создаю тся при
ее хранении в бункерах. Н аиболее распространены в ер ти к ал ь ­
ные бункера прямоугольного или круглого сечения. П р я м о ­
угольные бункера, емкость которых доходит до 6 тыс. м3, р а з ­
груж аю тся передвиж ны ми винтовыми конвейерами, р асп о л о ­
женными в нижней части бункеров и перем ещ аю щ им ися по
рельсам, расположенны м вдоль бункера. В ертикальны е круглые
бункера выпускают в С С С Р трех моделей: ДБО-ЗОО, Д Б О - 150
и ДБО-бО емкостью соответственно 300; 150 и 60 м3. Принцип
их работы зак л ю ч ается в следующем. Щ еп а за гр у ж аетс я в бун­
кер (рис. 28) сверху лю бым способом и свободно пад ает на
его дно. Д л я предупреждения сводообразования щепы корпус 1
бункера выполнен в виде усеченного конуса (с расширением
книзу). В р ащ а ю щ ая ся план ш ай ба 2 с подпружиненными л о ­
пастями распределяет шепу по площ ади бункера и сбрасы вает
ее в приемные люки разгрузочных винтовых конвейеров <?, с
помощью которых щепа нап р авл яется на последующую пе­
реработку. Возможно регулирование частот вращ ени я винтов
74
Рис.
28.
Схема
вертикального
бункера ДБО-ЗОО
до 35 мин-1, что обеспечи­
вает регулирование п роиз­
водительности каж дого из
трех винтовых конвейеров
от 3,8 до 40 м3/ч. У станов­
лен н ая мощность э л е к т р о ­
двигателей бункера 22 кВт.
Аналогичные бункера в ы ­
пускает ф и рм а «Р ау м а -Р епола» (Ф и н л ян ди я).
Н еобходимое
количе­
ство бункеров определяется
мощностью предприятия и
рассчиты вается
с учетом
его непрерывной
работы
в течение 8— 24 ч, но не
более 3 сут. Чтобы создать
зап ас щепы д л я непреры в­
ной
работы предприятия
без
поступления
сырья
в течение 1—3 мес, щепу
хранят в кучах или бунтах.
Р а з д е л к а сырья. Поступаю щ ие в производство Д С т П д р о ­
в ян ая древесина и длинномерные отходы (горбыли, рейки, к а ­
ран д аш и и т. п.) р азд ел ы в аю тся по длине на отрезки, пригод­
ные д ля дальнейш ей п ереработки в щепу или на стружку.
П еред разд ел ко й сы рья по длине пачки бревен раскаты ваю т
д л я подачи на разд ел к у поштучно. Д л я этого применяют р а з ­
личные разобщ и тели бревен, представляю щ ие собой систему
конвейеров. Н аиболее распространен в С С С Р разобщ итель б р е­
вен Д З Ц -1 0 А производительностью до 40 м3/ч д ля р а с к а т ы в а ­
ния сырья длиной 1— 6,5 м, диам етром 4— 60 см и кривизной
до 100 мм/м. П а ч к а бревен массой до 10 т краном у к л а д ы в а ­
ется на горизонтальный приемный конвейер, д виж ущ ийся в о з­
вратно-поступательно. П р и этом пачка бревен раскаты вается,
после чего подачей того ж е горизонтального конвейера вперед
со скоростью 0,063 м/с з а г р у ж а е т с я наклонный (промеж уточ­
ный) конвейер. С него бревна со скоростью 0,13 м/с перем е­
щ аются на г о р и зон та л ьн ы й , (выдающий) конвейер, цепями
которого с такой ж е скоростью подаются к отсекателю. П о с ­
ледний з а х в аты в ает бревна по одному и п еребрасывает их на
подающее устройство станка д л я разд ел к и сырья. Мощность
электродвигателей р азоб щ и тел я 12 кВт, габаритны е разм еры
14 9 2 0 X 6 8 4 0 X 3 4 0 0 мм, м асса 26,5 т.
Д л я распиловки бревен применяю т б алан си рн ы е кр у гл о ­
пильные станки с пилой д и ам етром до 1500 мм. П о д л еж ащ и е
75
14. Техническая характеристика станков для разделки
длинномерного сырья
П о к а за т е л ь
Производительность, м3/ч
Размеры перерабатываемого
сырья,
мм:
длина
максимальный диаметр
Число пил
Диаметр пил, мм
Частота вращения пил, мин-1
Установленная мощность электродви­
гателей, кВт
Габаритные размеры, мм:
длина
ширина
высота
Масса, т
Балансирны й
к руглоп и ль­
ный с т а н о к
АЦ-1
П ильны й
а гр е га т
Зелен кова
АПЗ
М н о го п и л ь ­
ны й с т ан о к
Д Ц -10
—
—
Д о 40
■—
-—
460
600
1
1
1200
1000
18,4
1500
980
29,9
2000—6500
400
6
1250
965
141,6
21 400
4 800
2 350
4,0
17 400
11 700
3 400
12,4
И 890
10 310
4 700
31,0
распиловке бревна подают к станку роликовым конвейером.
Д л я распиловки круглой древесины рекомендуются пилы с не­
симметричными зубьями с прямой спинкой. Реком ендую тся
следующие геометрические парам етры зубьев: передний угол
Y = 0°, угол
заострения (3= 40°, задний угол а = 50 °, высота
h — (0,4ч-0 ,5 )/ мм, величина р азвода на сторону S = 1 ,0 ± 0 ,0 5 м м .
З у б ь я пил д олж ны иметь косую заточку.
Н аиб ол ее высокопроизводительным станком для разд ел к и
длинномерного сырья является многопильный станок (слешер)
Д Ц -10. Он имеет 6 пил, расположенны х в ш ахматном порядке.
Н а нем можно р азд е л а т ь бревно длиной до 6,5 м за один про­
ход на отрезки длиной 1 м, что значительно повышает произ­
водительность труда на операции разд ел к и сырья. Техническая
характери сти ка станков д ля разделки длинномерного сырья
приведена в табл. 14.
В связи с тем, что часть сырья имеет диаметр более 400 мм,
на ряде предприятий модернизировали станок Д Ц -1 0 путем
установки дополнительных шести пил над цепным подающим
конвейером. Дополнительны е пильные узлы смонтированы на
балке, установленной на 2 стойках. С помощью модернизиро­
ванного станка Д Ц -1 0 можно распиливать сырье диаметром
до 800 мм.
Ч асть сырья, поступающего в производство Д С тП , по д и а ­
метру не мож ет быть п ереработана на имеющихся многопиль­
ных и стружечных станках. Такое сырье предварительно р а с к а ­
лы в аю т на механических (К Ц -7 и К Ц -6М ) или гидравлических
(КГ-8 и КГ-8А) дровокольных станках. П од л еж ащ и й р а с к а л ы ­
ванию ч урак у кл ад ы ва ю т в лоток и непрерывно дви ж ущ ей ся
76
15. Техническая характеристика дровокольных станков
П о казател ь
Наибольшие размеры раскалываемых
чураков, мм:
длила
диаметр
Расстояние между упорами на цепи, мм
Скорость цепи, м/с
Число упоров, шт.
Мощность электродвигателей, кВт
Габаритные размеры: мм
длина
ширина
высота
Масса станка, т
К Ц -7
К Ц -6М
К Г-8
КГ-8А
1250
600
2560
0,55
2
10
1330
700
2560
0,55
3
10
1250
1000
1250
1000
—
—
—
—
1
17
1
16,5.
4370
1575
1380
2,66
5450
1820
2150
2,72
5030
1100
1540
3,5
4600
1000
1540
3,9
цепью с упорами (в станк ах КЦ-7 и К Ц -6М ) или толкателем
(в станках КГ-8 и КГ-8А) надвигаю т на р аскалы ваю щ и й клин.
Если толщ ина поленьев остается еще большой, их вторично
пропускают через колун.
Н аиб олее удобен в эксплуатации дровокольный станок
КЦ-6М, на котором возмож но за один проход расколоть чурак
на четыре части. Он отличается от станка КЦ-7 в основном
конструкцией р аскал ы ва ю щ его клина (колуна) и способом его
крепления на станине. В станке КЦ-6М л езви я колуна о б р а ­
зуют крестообразную форму, б лаго даря чему надвигаемый
чурак сра зу делится на четыре части. Колун подвешен на
тросе и м ож ет подниматься или опускаться по направляю щим.
Р а ск ал ы в ае м ы й чурак, над ви гаясь на колун, поднимает конец
рычага, соединенного с копиром. Последний в зависимости от
диам етра ч урака п оворачивается на соответствующий угол и
при помощи троса уста н а вл и в ает колун на уровне оси чурака.
П осле прохождения чур ака через колун последний под д ей ­
ствием собственного веса опускается на резиновые а м о р ти за­
торы. Техническая характер и сти ка дровокольных станков при­
ведена в табл. 15.
Отделение инородных включений от древесных частиц.
В кусковых отходах д ер ев оо б раб аты ваю щ и х предприятий,
а т а к ж е в технологическом сырье, поступающем на предприя­
тия Д С тП , встречаю тся инородные вклю чения (металлические
и м и н еральны е), которые в процессе производства могут в ы ­
вести из строя оборудование. П оэтому извлечение инородных
включений яв л яется обязательной операцией технологического
процесса.
Д л я в ы явлени я металлических включений массой более 5 г
в дровяной древесине и длинномерных отходах (горбылях, рей ­
ках, к а р а н д а ш а х и т. п.) применяю т м етал л оискатель Д М И-1.
Это электроганое устройство, состоящее из дифференциального
77
Потребляемая мощность,
кВт
Ширина транспортерной
ленты, мм
Масса шкива, т
АМ44С-1
АМ42С-1
а
m
АМ41С-1
СО
О
ю
<о
ЭШ8/6.3-1
П о казател ь
ЭШ5 6.3-1
16. Техническая характеристика электромагнитных шкивов
2 ,2 1
2 ,2 1
3,16
1,46
2,54
2,9
500
650
800
650
800
1000
1,574
1,614
2,169
1,645
2,085
2,564
тран сф орм атора-датчи ка, электронного блока, блока питания
и приборов сигнализации. Д атч и к пред ставл яет собой выносной
контур автогенератора электронного блока. В зависимости от
конкретных условий д атч и к мож ет быть выполнен в виде кольца
или прямоугольной рамки, через которую пропускается про­
веряемый на наличие металлических включений м атериал.
Г енератор постоянного тока с частотой 400 Гц создает в д а т ­
чике электромагнитное поле, имеющее постоянную амплитуду
колебаний. При прохождении через д атч и к древесины, в кото­
рой имеются металлические предметы, ам плитуда колебаний
электромагнитного поля изменяется. Это изменение создает
импульс на выходном реле, который усиливается электронным
усилителем. Под влиянием импульса реле включает звуковой
и одновременно оптический сигналы обнаруж ения м е тал л а
в м атери ал е и вы клю чает привод конвейера подачи древесины.
Чувствительность электронного м етал л оискателя обратно про­
порциональна линейным разм ерам датч ик а, т. е. его д иам етру
(если он выполнен в виде кольца) или длине его сторон (если
он выполнен в виде р ам к и ). М акси м альны й размер древесины,
проходящей через рамку-датчик, 300 мм. Недостатком э л е к т ­
ронного м еталлоискателя ДМ И-1 явл яется его подверженность
влиянию радиопомех, что приводит к л о ж н ом у срабатыванию .
Д л я отделения м еталлических включений от технологиче­
ской щепы и мелкокусковых отходов деревообработки (стружки,
опилок и т. п.) применяют главным об разо м электромагнитные
шкивы (табл. 16). Д и а м етр шкива — 630 мм. Принцип их
работы основан на притяжении к магниту металлических
предметов, попавших в зону магнитного поля. Э л ектром агн и т­
ный шкив (рис. 29) представляет собой стальной б ар аб ан ,
внутри которого разм ещ ены электромагниты. Д ревесны е о т­
ходы перемещаются конвейерной прорезиненной лентой 1 со
скоростью до 2 м/с от ведомого ш кива 2 к ведущему э л е к т р о ­
магнитному шкиву 3. С конвейерной ленты они падаю т в при­
емник 4, а металлические предметы под действием э л е к тр о ­
магнитов зад ер ж и в аю тс я на ленте до выхода из зоны при­
тяж ен ия электромагнитов, после чего под действием силы
78
Рис. 29. Принципиальная схема работы электромагнитного шкива
.
ДВимение
материала
тяж ести отры ваю тся от ленты
и п адаю т в приемник 5. П о ­
добные устройства у д ал яю т из
щепы металлические вклю че­
ния массой не менее 50 г.
Д л я уд ал ен и я инородных
включений (в том числе и минеральных) в процессе транспор­
тировки щепы используется вибропитатель. Он состоит из
лотка, снабж енного полками, поперечной балки, закрепленной
на лотке, источника вибрационных колебаний (привода), непо­
движной рам ы и четырех пружин сж атия, на которые оп ир а­
ется лоток.
Под действием колебаний поступившая на полку щепа
быстро распределяется по ширине корпуса и ссыпается на пер­
вую наклонную полку. Ввиду разности удельны х масс щепа
и инородные включения получаю т различные возмущающие
усилия: щепа дви ж ется по наклонным полкам вперед, а ино­
родные вклю чения н азад и концентрируются у стенок, откуда
периодически отбираю тся вручную.
В аналогичны х по назначению вибропитателях зарубеж ны х
фирм в качестве привода использованы электромеханические
вибраторы, основной н едостаток которых — малы й ресурс р а ­
боты. В отечественном вибропитателе этот недостаток устра­
нен. Его привод выполнен в виде двух электродвигателей,
связанны х с дебалансны м и в а л а м и ременной передачей. Оси
валов п арал л ел ьны друг другу и направлению движ ения щепы.
Д л я качественной работы вибропитателей необходимо, чтобы
направление действия возм ущ аю щ ей силы совп ад ало с центром
тяж ести колеблю щ ейся системы. Это обеспечивается см ещ е­
нием б алки с приводом по полкам лотка. Оси валов с д е б а л а н ­
сами нужно у стан авл и в ать симметрично относительно оси лотка
и п ар ал л ел ьн о меж ду собой. П ри недостаточной эффективности
отделения включений необходимо увеличить угол установки
вибропитателя.
Опыт работы предприятий показы вает, что наиболее полное
отделение инородных включений достигается при комплексном
применении указан ны х устройств, например вибропитателей и
электромагнитных шкивов или металлоулавливателей.
Гидротермическая обработка сырья. Н ачал ьн ой технологи­
ческой операцией производства Д С тП , является гидротерми­
ческая обр аб отка сырья. Ее необходимость вы зван а тем, что
в лаж н ость древесины перед ее измельчением в струж ку д олж н а
быть 40— 70 %, а тем пература в пределах от 5 до 40 °С. При
понижении влаж ности древесины от 40 до 10 % (температура
20 °С, толщ ина стружки 0,4 мм) количество пыли увели чи ва­
ется с 10 до 25—30 %. П он и ж ен и е температуры сырья перед
79
его переработкой в стр уж ку с плюс 18 до минус 12 °С так ж е
приводит к резкому увеличению пыли (рис. 30). К роме того,
расход мощности на резани е сухой и мерзлой древесины больше
в 1,5— 3 р аза, чем влаж ной. П ри переработке мерзлой д р е в е ­
сины стр у ж ка получается ш ероховатая, что приводит к уве­
личению впитывания связую щ его древесиной и, как следствие,
к снижению прочности плит. П ри определении необходимости
включения гидротермической обработки сырья в технологи­
ческий процесс производства Д С т П следует учитывать к л и м ати ­
ческие условия, в которых находится предприятие. Так, в ю ж ­
ных районах страны, где температура воздуха д а ж е в зимнее
Рис. 30. Зависимость количества
пыли от толщины стружки при
различной температуре сырья:
^
^
0,1
I
I
I
0,1
0,3
он
1 —1
0,5
0,6
Толщина стружек
i
I
0,7
0,8
1 — струж ка
и зготовл ен а
на
с тан к е
д и ск о во го ти п а из сы р ья т е м п е р а т у ­
рой 1 8± 3 вС; 2 — то ж е т е м п е р а т у ­
рой м и нус 12±3 ®С; 3 — с т р у ж к а и з­
го то в лен а на с тан к е ц ен тр о б еж н о го
тип а из сы р ья т ем п ературой 18 ± 3 °С;
4 — то ж е тем п ературой м инус 1 2 ± 3 °С
время, как правило, выше 0°С, гидротермическая об раб отка
мож ет быть исключена. Высокая в л аж н ость струж ек т а к ж е
н еж елательна. Д л я сушки такой струж ки требуется увеличен­
ный расход тепла, что сниж ает производительность сушилок.
У вл аж нять древесину можно холодной водой, паром или
горячей водой. Д л я оттаивания древесины в зимнее время,
а т а к ж е ее увл аж н ен и я в водной среде с температурой до
20 °С требуется длительное время. Поэтому в производстве
Д С т П рекомендуется применять насыщенный пар или горячую
воду.
Насыщенный пар способствует быстрому проникновению
конденсационной воды в древесину. Однако, чтобы в д о с т а ­
точной степени повысить влаж ность древесины, требуется боль­
шое количество пара. П ри прогреве древесины горячей водой
процесс термообработки требует несколько большего времени,
но зато одновременно с прогревом происходит ув л аж н ен и е д р е ­
весины. Поэтому д л я гидротермической обработки сырья низ­
кой влаж ности рекомендуется применять горячую воду. Р е к о ­
мендуемые значения
продолжительности
гидротермической
обработки древесины при температуре воды 75—80 °С приве­
дены в табл. 17.
Высокая трудоемкость операции гидротермической под­
готовки сырья, в особенности д ля цехов Д С т П большой м ощ ­
ности, привели к ее исключению из технологического процесса
80
17. Продолжительность гидротермической обработки древесины в зимнее
время
Н ачальн ая тем пература
с ы р ь я , °С
Д о — 10
От — 10 до —20
Ниже —20
П р о д о л ж и т е л ь н о с т ь п р о г р е в а , ч, п ри д и ам етр е
с ы р ь я , мм
до 150
150—250
250—350
1,3
1,5
1,75
3,7
4,2
4,9
7,2
8,3
9,5
производства плит. О днако в зарубеж ной практике производ­
ства плит с ориентированным расположением струж ек эта
операция сохраняется, так к а к получение крупноразмерной
струж ки возм ож но только из древесины определенной темпе­
ратуры и влажности.
Окорка сырья. О корка сырья проводится д ля удаления коры
и кам биального слоя при минимальны х потерях древесины.
Рекомендуется окорка в основном древесины, идущей на и з­
готовление н аруж н ы х слоев трехслойных плит, на поверхности
которых не допускаю тся вклю чения коры. Свежесрубленную
незам ерзш ую древесину сравнительно легко освободить от коры.
Если древесина подсохла, отделить от нее кору трудно. Так,
усилие д л я отделения коры от древесины при ее высыхании
от 70 до 40 % влаж ности возр аста ет в 10 раз. Особенно у сл о ж ­
няется окорка мерзлой древесины. Усилие д л я отделения коры
от сплавной сосновой древесины в л аж н остью 60— 62 % состав­
л яет 0,18 М П а , а от той ж е мерзлой древесины — 1,36 М П а, от
древесины ж елезнодорож н ой доставки — соответственно 0,36 и
1 МПа.
В производстве Д С т П наиболее широкое распространение
получили д в а способа окорки: фрикционный и механический.
Сущность фрикционного способа состоит в удалении коры пу­
тем трения круглой древесины друг о друга и о выступы на
станках машин. Способ механической окорки основан на отде­
лении коры от древесины с помощью затуп лен н ы х инструмен­
тов (кулачков), п ерем ещ аю щ ихся вдоль и вокруг окоряемой
древесины.
О корка древесины по фрикционному способу осущ ествля­
ется в б ар аб ан н ы х окорочных машинах. Д л я ускорения про­
цесса отделения коры от древесины осущ ествляется дождевание,
при котором кора р азм ягчается и облегчается ее снятие с д р е ­
весины. О д н ако и б ар аб ан н ы е машины сухой окорки работаю т
вполне н ад еж н о и качественно. Окорочные б ар аб ан ы можно
применять д л я окорки ка к длинномерной, т а к и короткомерной
круглой древесины. Б а р а б а н н ы е окорочные машины приме­
няют в основном д л я круглой древесины длиной до 2,2 м. Т а ­
кая м аш ина представляет собой б араб ан длиной 10—25 м.
Д л я окорки сплавного сы рья с легко отслаиваю щ ейся корой
81
применяют короткие бар аб ан ы . Д линны е б араб ан ы необходимы
для окорки сырья ж елезнодорож ной доставки. Б ар а б а н н ы е око­
рочные машины могут быть непрерывного и периодического
действия.
Качество окорки повышается при увеличении скорости в р а ­
щения б араб ан а. О д н ако чрезмерное повышение скорости при­
водит к повреждению сырья и увеличению количества отходов
древесины. Рекомендуется частота вращ ени я б а р а б а н а в ин­
тер в ал е 3— 8 мин^1.
О корочная б а р а б а н н а я м аш ина Б Д - 11 состоит из двух сек­
ций: гл ух ая со сплошной оболочкой и откры тая со щ елями для
выхода коры. В глухую секцию непрерывно поступает вода
температурой 35— 4 0 °С, которая вместе с окариваемой д р е в е ­
синой переходит в открытую секцию. В глухой секции проис­
ходит дополнительное разм ач иван и е коры и частичная окорка
за счет трения древесины друг о друга, о стенки и окорочные
балки б ар аб ан а. О сновная окорка осущ ествляется в открытой
секции, где происходит более интенсивное перемещение и т р е ­
пне отрезков древесины друг о друга и об окорочные балки,
так ка к вода уходит из б ар аб ан а через щели в его стенках.
На выходе из открытой секции б а р а б а н а (со стороны разгрузки)
установлен затвор, которым регулируют разм ер выходного от­
верстия и тем самым время нахож дения древесины в б а р а б а н е
и его производительность. При длине б а р а б а н а 20,5 м (две
секции по 10,25 м), диам етре 3,8 м и при частоте в ращ ения
6 мин-1 производительность б а р а б а н а Б Д 11 составляет 40—
60 м3/ч. У становленная мощность электродвигателей 200 кВт.
К недостаткам окорочных бараб ан ов относятся их большие
габариты , высокая стоимость и большой расход э лектро эн ер­
гии. И х рекомендуется устанавли вать только на крупных пред­
приятиях.
П о фрикционному способу окорки работает бункерный о ко­
рочный агрегат для групповой окорки круглы х лесом атериалов
при выгрузке их из воды. Агрегат (рис. 31) состоит из бункера
1, поперечного конвейера 2, двух скребковых конвейеров для
у даления коры 3, заслонки 4, кабины 5 оператора с пультом
управления и электротал и 6. Агрегат устанавл и вается на бе­
тонном основании. М еталлический бункер для окариваем ы х
бревен образован двум я торцевыми, задней и наклонной
(днище) стенками. О дн а из торцевых стенок при помощи э л е к т ­
ротали устанавл и вается в положение, соответствующее длине
окар иваем ы х бревен. Н а наклонном днищ е бункера установлен
поперечный шестицепной конвейер, цепи которого снабжены
кулачками-побудителями. Приводные туеры цепей закреплены
на рабочем валу, который приводится во вращ ение от привода,
состоящего из электродвигателя и редуктора. Холостые туеры
конвейера свободно в р ащ аю тся на индивидуальных осях. Н а ­
тяж ен ие верхней ветви цепей осущ ествляется за счет прови­
сания нижних ветвей. Поперечный конвейер служ ит д ля пере­
82
мещения бревен в бункере и выгрузки окоренных бревен. З а ­
слонка уд ер ж и в ает бревна в бункере во врем я их окорки. При
максимальном объеме загрузки бункера 30 м3 его производи­
тельность при длине бревен 6,5 м — 60 м3/ч, при длине бревен
4 м — 41,5 м3/ч. Г абаритны е разм еры бункера 1 2 ,5 X 9 ,0 X 7 ,5 м,
масса 32 т, установленная мощность 120 кВт. Достоинство бун­
керного окорочного агр егата — высокая производительность,
надеж ность конструкции, возможность окарив ать кривые и
закомелисты е бревна разн ы х диаметров (не менее 7 см) без
разворота бревен, исключение потерь древесины.
Рис. 31. Схема бункерного окорочного агрегата
Н аиболее распространены окорочные кулачковы е (ротор­
ные) станки, работаю щ ие по способу механического отделения
коры от древесины. Н а этих станк ах кора снимается притуплен­
ными лезви ям и короснимающего механизма — ротора. В р о ­
торных с та н к ах применяется эластичное крепление резцов
в опорах, что позволяет им повторять изменения формы сырья,
постоянно оставаться в контакте с поверхностью окоряемой
древесины. Б л а г о д а р я закруглени ю реж ущ ей кромки резцов
древесина п редохраняется от повреждения в момент действия
сил инерции и резцы плавно обходят выступы древесины.
Бревно механически продвигается вдоль оси через кольце83
18. Техническая характеристика окорочных станков
П о к а за т е л ь
Производительность,
м3/смену
Диаметр просвета ро­
тора, мм
Диаметр окариваемых
бревен с корой, мм:
наименьший
наибольший
Длина окариваемых
бревен, м:
наименьшая
наибольшая
Допускаемая кривизна
бревен, %, не более
Скорость подачи,
м/мин
Частота вращения ро­
тора, М И Н "1
Число, шт.:
короснимателей
коронадрезателей
Установленная
мощ­
ность, кВт
Габаритные размеры
станков, мм:
ширина
высота
длина
Масса с околостаночным оборудованием, т
ОК40-1
ОК63-1
OK80-1
VK -26M
(Ф и н л я н д и я )
70— 165
180—330
280—500
150—300
400
630
800
60
350
100
530
140
700
100
610
1,5
7,5
3
2,7
7,5
3
2,7
7,5
3
3
10,5;
14,05;
21,0;
35,1;
46,9;
70,2
270; 350
12,0;
20,8;
24,0;
32,4;
42,0;
60,0
150;
200; 300
10,8;
14,2;
21,4;
30,3;
40,1;
60,2
140; 200
I диапазон
30—60;
II диапазон
50—75
8
2
42,32
5
1—2
42,32
6
1—2
71,12
8
—
2 415
1 825
13 015
10,2
2 675
2 064
13 623
14,1
3 165
2 395
14 981
20,7
1950
2350
—
5,7
'
3
235
образный в р ащ аю щ и й ся ротор с закрепленны м и в нем короснимателями. В ращ аю щ и еся коросниматели описывают на бревне
слегка перекрываю щ иеся винтовые линии. П од давлением короснимателей кам биальн ы й слой разруш ается, а к о ра сни­
м ается спиральной лентой.
Технические характеристики роторных окорочных станков
ОК40-1, ОК63-1 и (Ж 80-1 приведены в табл. 18.
Роторны й окорочный станок состоит из подающего и при­
емного конвейеров, механизм а подачи и окорочной головки.
М еханизм подачи и окорочная головка смонтированы на общей
раме. М еханизм подачи состоит из подающей и приемной
частей аналогичной конструкции. В роторе станка (Ж 40-1 р а ­
бочие органы располож ены в три ряда. В первом ряд у со сто­
роны подачи установлены два ко рон ад резателя, во втором
ряду впереди ротора — четыре короснимателя и в третьем ряду
84
позади ротора — четыре короснимателя. В станк ах ОК63-1 и
(Ж80-1 коросниматели помещены со стороны подачи бревна,
что ум еньш ает заби вани е полости ротора корой. Вместо одного
или двух короснимателей при окорке березовой древесины,
а т а к ж е сплавной древесины, устан авл и в аю т коронадрезатели.
Угол заострения кулачка короснимателя рекомендуется в ы дер­
ж и в ать в п ределах 35— 40°, а радиус зак руглени я режущей
кромки 3— 4 мм.
Н едостаткам и роторных окорочных станков являю тся не­
возможность в процессе окорки регулировать скорость подачи,
окруж ную скорость короснимателей и усилие п риж им а коро­
снимателей к поверхности окариваемой древесины. При окорке
сырья разли чн ы х д иам етра, породы, в л аж н ости и температуры
необходимо менять реж им ы окорки. Р еком ендуется комбини­
рованная заточ ка примерно на 55—60 % длины короснима­
т е л я — острая, а на остальной — тупая с радиусом закругления
2,5 мм.
Усилие п риж им а короснимателей к окариваемой древесине
составляет при окорке в л аж н о й и оттаявш ей древесины 180—
250 Н на 1 см длины короснимателя, при окорке мерзлой д р е ­
весины 300— 400 Н.
П реимущ ества роторных окорочных станков перед б а р а б а н ­
н ы м и — меньшие затр а ты электроэнергии, воды и кап и тал о ­
вложений. О д н ако кулачковы е станки пригодны д л я окорки
только прямоствольной древесины, без значительной кривизны
и эллиптичности при длине не менее 1,5 м. П оэто м у при окорке
дровяной древесины следует отдавать предпочтение окороч­
ным б ар аб ан н ы м машинам. П ри окорке древесины, поступаю­
щей в фанерное, лесопильное и другие производства, отходы
которых д о л ж н ы использоваться при изготовлении Д С т П , целе­
сообразнее применять кулачковы е окорочные станки.
Требования к р азм ер ам древесных частиц. Основным по­
лупродуктом в производстве Д С т П является измельченная
в струж ку древесина. Ф орм а и разм еры струж ки реш аю щим
образом в л и яю т на качество плит (прочность, шероховатость
поверхности и т. д .). Опыт производства плит п оказал, что при­
менение плоской и гладкой струж ки обеспечивает получение
наиболее прочных плит. П ри использовании короткой и з а к р у ­
ченной струж ки, получаемой на фрезерных, шипорезных и
сверлильных станках, прочность плит о к азы в ается ниже. Р а з ­
меры струж ки (главным об р азом их толщ и н а) определяют
прочность и другие свойства плит. Н а рис. 32 показано влияние
толщины струж ки на предел прочности плит при статическом
изгибе и растяж ени и перпендикулярно пласти, сопротивление
выдергиванию шурупов и шероховатость поверхности. Из ри­
сунка видно, что с увеличением толщины струж ки прочность
плит резко п адает, а шероховатость поверхности растет. Однако
уменьшение толщины струж ки приводит и к отрицательным
последствиям. Чем меньше толщ ина струж ки, тем больше ее
85
хрупкость, п риводящ ая к образованию пыли, а следовательно,
к снижению прочности плит.
Установлено, что д ли н а и ширина струж ки т а к ж е влияю т
на прочность Д С т П (табл. 19). И з таблицы видно, что проч­
ность плит возрастает с увеличением длины струж ки и ум ень­
ш ается по мере увеличения ее ширины.
В производстве Д С т П используется струж ка различны х
видов: плоская стр у ж ка толщиной 0,15— 0,45, шириной до 12 мм
и длиной до 40 мм; игольчатая ст р у ж к а тех ж е разм еров по
толщ ине и длине, но у зк а я (шириной до 2 мм ); м елкая струж ка
толщ иной 0,10— 0,25 мм, длиной до 8 мм и шириной до 2 мм;
СЗ
3£
5 §26 [|§ § д е
3^2* & 8
hI I |
Ц 2 2 С. ta
15 4 20
!1 ?е
J
Толщина стружек, пм
Толщина стружек, пп
Рис. 32. Влияние толщины
стружки
на
показатели
плит:
а 31
0,2 0,3 0,4- 0,5 0,6
Толщина стружек, мп
а — п редел прочности: / — при
с тати ческ о м
и зги бе; 2 — при
р а ст я ж е н и и
п ерп ен д и ку л я р н о
п л асти ; б — у д ел ьн ое с оп роти в­
л е н и е вы дергивани ю ш урупов:
/ — из п ласти ; 2 — и з кром ки;
в — ш ер о х о ватость п оверхности
п лит: / — верхней п ласти ; 2 —
н и ж н ей п ласти
волокнистые частицы толщиной и шириной до 0,25 мм и д л и ­
ной до 6 мм, а т а к ж е опилки и пыль (древесная технологиче­
с к а я и ш л и ф о в ал ьн ая ). Требования, пред ъявл яем ы е к древес­
ным частицам для формирования различны х слоев плит, при­
ведены в табл. 20.
П ри производстве Д С т П с ориентированной струж кой так ж е
п редъявляю тся определенные требования к их р азм ер ам . Су­
ществующий опыт производства плит показы вает, что длина
стр уж ки д о л ж н а быть в интервале 75— 100 мм, ш ирина 10—
15 мм и толщ ина 0,3— 0,5 мм. Серьезную проблему п ред став ­
ляет наличие пыли и мелких фракций в общей массе кондици­
онной стружки. Количество мелких ф ракций зависит от породы
п ерерабатываемой древесины и ее влаж ности. Исходя из этого,
н еж елательно изготовлять струж ку из древесины кольцесосу­
дистых пород, чтобы и збеж ать растрескивания частиц на гра86
19. Зависимость прочности ДСтП от длины и ширины стружек
Д лин а» мм
П р е д ел п рочн ости при
с тати ч е ск о м и зги б е . М П а
20
40
60
80
23,2
26,4
28,2
29,0
П р е д ел п рочн ости при
с тати ч е ск о м и зги бе, М П а
Ш и р и н а, мм
5
26,0
24,8
10
15
2 1 ,8
2 1 ,0
20
нице меж ду ранней и поздней зонами годичных слоев. В л а ж ­
ность древесины д о л ж н а быть не ниже 40 %, что ослож няет
условия хранения и сортировки сырья на бирж е и д елает тех­
нологическую операцию гидротермической обработки сырья
обязательной.
Д л я получения требуемых по технологии производства
Д С т П разм еров струж ки поступающее в производство сырье
подлеж ит измельчению, которое осущ ествляю т в несколько
приемов. Первичное измельчение обычно определяет размер
древесных частиц по длине независимо от технологии измельче­
ния. Р а зм е р частиц по ширине устанавли вается при вторичном
20. Рекомендуемые средние размеры стружки для различных слоев ДСтП
С л о й н о ст ь и м а р к а п ли ты
Т рехслойны е
Р а зм е р ы , мм.
не более
П-1 и П-2 г р . А
вы сш ей к а т е г о р и и
качеств а
П-1
П -2 гр . А и гр . Б
слой
Толщина
Ширина
Длина
н аруж ­
ный
вн утрен ­
ний
н аруж ­
ный
вн утрен ­
ний
н аруж ­
ны й
вн утрен ­
ний
0,2
1,0
5,0
0,4
10,0
40
0,25
2,0
10,0
0,45
10,0
40,0
0,35
3,0
20,0
0,5
10,0
40,0
С л о й н о сть и м а р к а п ли ты
П я ти с л о й н ы е
Р а з м е р ы , мм.
П-1 и П -2
не более
слой
Толщина
Ширина
Длина
н аруж н ы й
пром еж уточны й
вн у тр ен н и й
0,05—0,15
1,0
10,0
0,15—0,3
3,0
20,0
0,35—0,5
12,0
40,0
87
измельчении. Толщ ина струж ки в зависимости от метода из­
мельчения мож ет определяться при первичном, вторичном и з­
мельчении и доизмельчении.
Основные требования, которыми руководствуются при вы ­
боре оборудования д л я измельчения древесины в производстве
Д С тП , следующие: возмож но более вы сокая производитель­
ность, автом атизаци я уп равлен ия процессом резания и загрузки
оборудования; возможность получения плоских струж ек з а д а н ­
ных разм еров с миним альны м содерж анием пыли и крупных
сколов; пригодность д л я переработки различны х видов древес­
ных отходов (по р а з м е р а м и ф орм е); минимальные расходы на
подготовку сырья (р а зд е л к у по длине и д и ам етру ); простота
конструкции, удобство обслуж ивания и ремонта, безопасность
работы; невысокая стоимость; минимальны е затраты труда и
энергии на измельчение древесины; минимальные затр а ты
времени на простои, связанны е со сменой ножей, см азкой и
т. п. Выполнение у к а за н н ы х требований к оборудованию д ля
измельчения древесины определяет себестоимость струж ки и тем
самым конечной продукции — Д С тП .
Первичное измельчение древесины. В процессе первичного
измельчения круглую древесину или крупнокусковые отходы
(рейки, горбыли, ш пон-рванина и др.) п ревращ аю т в щепу или
струж ку. Этот процесс осущ ествляется путем свободного с к а ­
л ы вани я щепы (ударное измельчение) или срезания струж ки
с древесины (измельчение резани ем ). П ри ударном изм ельче­
нии получаемая щепа имеет более или менее постоянные р а з ­
меры по длине, соответствующие требованиям производства
Д С тП . Р азм еры ж е щепы по ширине и толщине значительно
больше требуемых. К роме того, поверхность щепы х а р а к т е ­
ризуется большей шероховатостью, что приводит к зн ач и тель­
ному впитыванию связующ его древесиной.
С тр у ж ка , получаемая при измельчении резанием, имеет р а з ­
меры по длине и толщине, регулируемые в соответствии с т р е ­
бованиям и производства. Однако измельчение резанием с в я ­
зан о со значительно большими зат р а т а м и труда и э л е к т р о ­
энергии, чем при уд ар н ом измельчении. Поэтому при первичном
измельчении в зависимости от вида используемого сы рья и
условий производства плит применяют метод ударного и зм ел ь­
чения или метод резания.
Ударное измельчение. Ударное измельчение древесины осу­
щ ествляется в рубительных м аш инах различны х конструкций.
По конструктивным п ризнакам (виду рабочего органа) рубительные машины мож но разделить на д ва основных типа: дис­
ковые и барабанны е, по способу подачи древесины — на м а ­
шины со свободной (гравитационной) и принудительной подачей,
а т а к ж е с подачей под действием сил затягивания. Н аибольш ее
распространение получили дисковые рубительные машины,
в которых на в р ащ а ю щ ем с я в вертикальной, горизонтальной
или наклонной плоскости диске под постоянным углом наклона
как к поверхности диска, т а к и к направлению подачи распо­
ложены реж у щ и е ножи. П оэтом у резание древесины в этих
м аш инах осущ ествляется под одинаковым углом к плоскости
диска, а т а к ж е при постоянных соотношениях показателей ре­
жимов р езани я и затя ги в ан и я к нож ам п ерерабатываемого
сырья независимо от его толщины. Вследствие этого получен­
ная щепа имеет практически одинаковое направление среза
и более равн ом ер н а по фракционном у составу.
Р а зл и ч а ю т дисковые машины с прерывистым и непрерыв­
ным процессом резания. М аш ины первого типа снабжены тремя-четырьмя н ож ам и и р аб о таю т при чередовании резания
Рис. 33. Схема резания древесины в дисковых рубительных машинах:
а — м ал о н о ж евы х ; б — м н огон ож евы х с плоски м ди ском ; в — м н огон ож евы х с ге л и к о ­
и д ал ь н ы м д и ск о м ; 1 — н о ж ево й ди ск; 2 — н о ж ; 3 — д ревеси н а; 4 — щ епа
с паузами. З а период паузы происходит н акапл и в ан ие энергии
диска, необходимой д ля резания. Б л а г о д а р я этому в маш инах
с прерывистым резом не требуется электродви гатель большой
мощности. Вместе с тем при прерывистом резе в момент в не­
дрения но ж а в древесину происходит у д ар, меняющий п олож е­
ние бревна в патроне, и качество щепы снижается. Машины
с непрерывным реж имом р езан и я снабж ены большим числом
(10— 16) р еж ущ и х ножей на диске, приближенны х к его центру.
Это обеспечивает постоянный контакт ножей с древесиной,
причем ка ж д ы й нож рубительной машины в р езается в древесину
до выхода из нее предыдущего ножа. Тем самы м создаются
спокойные условия резани я и постоянное усилие, за тя г и в а ю ­
щее древесину под нож, что приводит к получению рав н о м ер ­
ной по р а зм ер ам щепы. Схемы прерывистого и непрерывного
процесса резани я древесины в дисковых рубительных маш инах
показаны на рис. 33. Н о ж и в рубительных м аш и нах с непре­
рывным процессом резани я крепят фаской в сторону и зм ел ь­
ченной древесины, в рубительны х м аш и нах с прерывистым
резом — фаской к диску. М аш ины с непрерывным резом имеют
более высокую производительность, чем машины с прерывистым
89
резом. Поэтому наиболее распространены машины с непреры в­
ным резом.
Н ож евой диск многоножевых рубительных машин имеет г л а д ­
кую или геликоидальную форму поверхности. П оследн яя пред­
ставл яет собой части винтовых поверхностей, которые сл и в а ­
ются с задними кром ками ножей, заточенными по тем ж е
винтовым поверхностям. Б л а г о д а р я такой поверхности гели ко­
идальный ножевой диск обеспечивает затягивание древесины
в машину, что обеспечивает благоприятны е условия резания
и получение щепы повышенного качества.
По способу подачи сырья к ножевому диску разл и чаю т рубительные машины с наклонным и горизонтальны м питающими
патронами. П атрон имеет ,угол наклона к горизонту а: = 45-^52°,
а т а к ж е разворот от продольной оси в а л а машины на угол
а2=Ю-е-30°. В этих м аш и н ах резание осущ ествляется под углом
к оси бревна. Подобного типа машины в основном с л у ж а т для
рубки сырья длиной до 3 м. Д л я рубки длинномерного сырья
(6 м и более) применяю тся машины с подачей в гори зонталь­
ной плоскости под углом аг = 45ч-38° к ножевому диску
(a i = 0 ) .
Принцип работы дисковых рубительных машин зак л ю ч ается
в том, что древесное сырье, подвергаемое измельчению, по пи­
таю щ ему патрону подаю т под в ращ аю щ и еся ножи диска. К а ж ­
дый нож отрезает (отрубает) кусок древесины толщиной, опре­
деляемой выпуском реж ущ их ножей за плоскость диска.
Отрубленная древесина р аспадается на отдельные элементы
(щ епу), которые сквозь подножевую щель проходят на при­
водную сторону диска, а затем у д а л я ю тс я из машины. При
верхнем выбросе специальными л оп аткам и щепа посылается
в трубопровод. П ри ниж нем выбросе так и х лопаток нет, и щепа
через проем в рам е машины п ад ает вниз на конвейер или
в приемник пневмотранспортной установки.
Отечественной промышленностью выпускается р яд д иско­
вых рубительных машин с гравитационной подачей сырья,
с последующим его затягиванием. В табл. 21 приведены тех­
нические характеристики некоторых из них. Конструкции этих
машин аналогичны. Н а рис. 34 п о к аза н а конструкция рубительной машины М РН-100.
Все у зл ы машины крепятся на станинах 1 и 12, пред став­
ляю щ и х собой чугунные отливки, закрепленны е на бетонном
основании. Основным рабочим органом машины является но­
жевой диск 4. Он состоит из непосредственно диска и н а к л а ­
док, скрепленных м еж д у собой заклеп кам и . Н а лицевой сто­
роне диска при помощи гнезд и д е р ж а тел ей со шпильками
крепятся 10 ножей под углом к радиусу.
Д и с к имеет окна д л я прохода щепы. Д л я увеличения срока
служ бы к диску со стороны подвода древесины крепятся износные листы. П о окруж ности диска установлены лопатки 6 для
выброса щепы. Д л я увеличения махового момента системы
90
Производительность, м3/ч
Размеры проходного сечения
патрона, мм
Диаметр ножевого диска, мм
Д о 10
Д о 20
250X 250 220X 420
М РГ -40Н ,
М РГ П -40Н
j М РГ-40
1
Д о 30
250X 250
1270
Форма диска
Частота вращения ножевого
диска, мин- 1
Число режущих ножей, шт.
Выброс щепы
Средняя длина щепы, мм
Установленная
мощность
двигателя привода диска,
кВт
Габаритные размеры, мм:
длина
ширина
высота
Масса, т
М РН П -ЗО Н
М Р Н П -30
1
i
М Р Н П -10
П а р ам ет р
М РГ -20Н .
М Р Г П -20Н
21. Техническая характеристика дисковых рубительных машин
До 40
350Х 585
1600
Геликоидальная
590
740
16
Вверх
12
Вниз
18
590
16
Вверх | Вниз
55
90
2600
1700
1745
5 ,6 5
2660
1630
1370
5 ,2
2600
1670
1745
1420
5,38
5,75
10
Вверх Вниз
20
160
3610
2440
2145
2060
13,9
12,6
Продолжение
П арам етр
Производительность, м3/ч
Размеры проходного сечения
патрона, мм
Диаметр ножевого диска, м м
М Р Н -5 0
М РН -100
М РН -150
« Р а у м а 8-3000»
(Ф и н л я н д и я )
Д о 50
400Х 400
Д о 100
550X 550
Д о 250
750X 750
До 160
750X750
2140
2440
3000
3000
Форма диска
Частота вращения ножевого
диска, мин—-1
Число режущих ножей, ш т .
Выброс щепы
Средняя длина щепы, м м
Установленная
мощность
двигателя привода диска,
кВт
Габаритные размеры, мм:
длина
ширина
высота
Масса, т
Плоская
375
10
Вверх
300
12
Вверх
20
1600
10
Вверх
1 2 - -24
280
500
6815
3350
4230
24,1
3400
4070
26,9
6800
3600
6800
55,0
8
Вверх
25
1000
—
—
—
25,0
91
С
NО
3
Рис. 34. Схема дисковой рубительной машины МРН-100
на в ал у 10 закреплен маховик 9, который одновременно в ы ­
полняет роль тормозного шкива. М аховик имеет о гр а ж д е ­
ние 8.
Опорами в а л а ножевого диска являю тся р адиальны е и сф е­
рические роликоподшипники 2 и 11, установленные с приводной
и лицевой сторон диска. Подшипники смонтированы в ст а л ь ­
ных стакан ах, которые могут перем ещ аться в чугунных р а з ъ е м ­
ных корпусах, установленных на станине. Перемещ ение осу­
ществляется винтовым устройством, смонтированным на под­
шипнике лицевой стороны. Винтовое устройство д ля осевого
перемещения подшипника, а следовательно, и в а л а с диском
и маховиком, обеспечивает регулировку за зо р а меж ду ножами
диска и контрножом в пред ел ах 0,5— 0,8 мм.
К онтрнож монтируется в выемке станины. Его положение
фиксируется в пазу двум я болтами. Н а рабочей поверхности
контрножа нанесен слой твердого сплава д л я увеличения срока
службы.
Бревно к ножевому диску подается через загрузочный п ат­
рон 3, установленный на станине с лицевой стороны. З а г р у ­
зочный патрон состоит из корпуса прямоугольной формы и
полукруглой крышки. Внутри корпуса п атрона д л я предохра­
нения его стенок от износа имеются защ итны е листы.
Д л я н ап р ав л ен и я древесины в загрузочный патрон п ред н а­
значен загрузочный лоток. Во избеж ание д ем он таж а всего
лотка при зам ен е изношенных защ итны х листов загрузочного
патрона в нижней части конструкции л отка предусмотрен п а ­
трубок, при съеме которого обеспечивается доступ к защ итным
листам.
Тормож ение в а л а с диском и маховиком при останове м а ­
шины осущ ествляется с помощью тормозного устройства. Оно
состоит из стальной ленты, склепанной с асбестовой лентой,
охваты ваю щ ей нижнюю часть маховика. Л е н т а натягивается
и создает тормозной эф ф ект при помощи рычажного устрой­
ства. Тормоз рассчитан на остановку машины в течение 5 мин,
при этом необходимо приложить на рукоятке ры чага усилие
30 кг.
Д л я о граж ден и я ножевого диска и направления потока
щепы предназначен кож ух 5. Верхняя его часть съемная.
В верхней части кож уха имеются напротив друг друга два
окна д ля смены ножей, зак р ы в ае м ы е зад в и ж кам и , и патрубок
7 в о звр ата воздуха. Н и ж н я я часть кож уха, установленная на
фундаменте, имеет окно д л я смены ко н трн ож а и окно д ля
очистки к о ж у х а при засорении.
П ривод машины осущ ествляется от электродвигателя 15.
Д л я соединения в ал а электродвигателя, вращ аю щ егося в под­
шипнике, с в алом машины используется зу б ч а та я муфта 13,
и мею щ ая ограж дени е 14.
М аш ин а уком плектована циклоном сварной конструкции,
который служ и т д ля гаш ения скорости щепы и отделения ее
93
Рис. 35. Схема узла резания руби­
тельной машины МРН-100:
/ — нож; 2 — контрнож; 3 — регулировочны(1 винт; 4 — держатель
от щепо-воздушной смеси, по­
ступаю щ ей из кож уха руби­
тельной машины.
Конструктивное
исполне­
ние крепления ножей позво­
ляет регулировать их д л я по­
лучения щепы нужной длины.
Д л я этого на опорной части
нож а имеются резьбовые о т­
верстия под регулировочные
винты (рис. 35), с помощью
которых нож выдвигается и
фиксируется в нужном поло­
жении. П ри этом ориентировочные величины выступа н ож а над
плоскостью диска (Т, Н ) и ширина н о ж а (В) в зависимости от
требуемой длины щепы д ан ы в табл. 22.
Д л я получения качественной щепы на рубительной м аш ине
М РН -100 зам ену ее ножей следует производить после 7— 8 ч
работы в летних условиях и через 4— 5 ч в зимних условиях
или при рубке древесины твердых пород. З а точку ножей про­
изводят под углом 39°, а при рубке мерзлой древесины угол
заточки увеличиваю т на 1— 2°. П р и зн аком затупления ножей
является изменение звука при работе машины, увеличение по­
требляемой мощности, снижение качества щепы и затягиван и е
древесины.
Н е все выпускаемые рубительные машины имеют маховики
и тормозны е устройства, имеются некоторые модификации
по расположению патрона. Так, например, машина М Р Г -2 0 Н
с левым расположением патрона, а маш ина М Р Г П -2 0 Н — с п р а ­
вым. Р уби тел ьн ая маш и на М Р Н П -3 0 (М РНП-ЗОН) в отличие
от машины М Р Г-20Н имеет правое располож ение патрона и
работает с наклонной подачей материала. П ри нижнем выбросе
щепы на ножевом диске лопатки отсутствуют. М аш ина
М Р Г -4 0Н (МРГ-40) помимо основного горизонтального патрона
22. Ориентировочные параметры настройки ножей рубительной машины
МРН-100
Величины выступа ножа над плоскостью
диска, мм
Длина щепы, мм
12
16
20
24
94
7
Н
7.1
9,5
11,8
14,2
10,1
13.4
16,8
20,1
Ширина ножа (В ),
мм
107,1
110,4
113,8
117,1
имеет дополнительный наклонный патрон, предназначенный
д л я подачи в машину отсортированной крупной фракции щепы
и мелких кусковых отходов. Все перечисленные машины имеют
ножевые диски с геликоидальной поверхностью.
М аш ины М РН -50, М РН-100, М РН -150 с наклонной подачей
м а тери ал а предназначены д л я переработки круглой дровяной
древесины, хотя могут перерабаты вать и кусковые отходы.
Они оснащ ены дви гателям и большой мощности, запитываемыми током напряж ением 6000 В от специальной прео б разова­
тельной установки. В них осущ ествляется н аклон ная подача
м атери ал а и имеются большие проходные окна.
В последнее время созданы новые рубительные машины.
М аш ина М Р Г С -5 позволяет п ерерабаты вать сырье диаметром
д о 180 мм и длиной до 3000 мм. При расчетной длине щепы
25 мм ее производительность составляет 5 м3/ч. Рубительные
машины М РГ-20Б-1 и М РНП-40-1 предназначены д л я перера­
ботки на щепу древесины диаметром соответственно до 200
и 400 мм. Применение в конструкции М РГ-20Б-1 принципа
«безударного» выброса позволило значительно улучшить к а ­
чество щепы. Выход щепы нормальной фракции (сита 20—
10 мм) при переработке на ней кусковых отходов и круглой
древесины составляет соответственно 87 и 92 % против 81 и
87 % на м аш ине М РГ-20Н . В машине сниж ена до 75 кВт
мощность д ви гател я привода диска при сохранении произво­
дительности на уровне 20 м3/ч. В машине М РНП-40-1 з а г р у ­
зочный патрон выполнен с большим проходным сечением, что
позволяет снизить затр а ты на расколку древесины соответ­
ственно па 20 и 4 0 % по сравнению с маш инами М РГ-40
(М Р Г П -40 Н ) и М Р Н П -3 0 (М РН П -ЗО Н ). Количество ножей
на диске уменьшено до 6 шт., тем не менее выход щепы нор­
мальной фракции при п ереработке на этой машине составляет
88 %. Новые рубительные машины сн абж ены ш ум опоглощ аю ­
щими устройствами, б л а го д а р я чему средний уровень шума
снизился на 6— 10 дБ. Кроме того, они оснащены надежным
быстродействующим ленточным тормозом с приводом от э л е к ­
тродвигателя. У правление тормозом дистанционное, сблокиро­
вано с дви гателем привода ротора машины.
Р азм е р ы щепы, получаемой на дисковых рубительных м а ­
шинах, и степень ее деф орм ации обусловливаю тся процессом
измельчения древесного сырья в рубительных машинах. В при­
менении к условиям работы дисковых рубительных машин осо­
бенности этого процесса определяю тся свойствами древесины,
а т а к ж е особенностями статической и кинематической геомет­
рии реж ущ его инструмента и режимов резания. Д ли н а щепы
/щ зависит от углов н акл он а питающего патрона ai и as,
а т а к ж е от выпуска h ножей н ад торцовой поверхностью диска
и определяется по формуле
/щ = Л/(cos a x cos a 2).
95
Толщина щепы плохо поддается теоретическим расчетам
и колеблется в весьма ш ироких пределах.
Производительность дисковых рубительных машин (м3/ч)
приводится в их технической характеристике. Д л я конкретных
условий она может быть подсчитана по формуле
Q = [/i/(cos а г cos а2)] FZnKsKnKpKu,
где F ■
— площадь проходного сечения окна патрона, м2; Z — число ножей
в диске, шт.; п — частота вращения диска, мин- 1 ; Кз — коэффициент запол­
нения сечения проходного окна патрона (при переработке дровяной древесины
0,2—0,4, кусковых отходов 0,1—0,2); К п — коэффициент полнодревесности
перерабатываемого сырья (при измельчении дровяной древесины 1, кусковых
отходов 0,4—0,5, маломерной круглой древесины 0,5—0,7) \ К Р— коэффициент
использования рабочего времени (принимается 0,7—0,8); Км — коэффициент
использования машинного времени (принимается 0,3—0,6).
Измельчение в рубительных м аш и н ах кусковых отходов
лесопиления и деревообработки (реек, обрезков досок, гор­
былей и д р .), имеющих небольшое сечение, затруднено тем,
что в процессе рубки они находятся в неустойчивом положении
и не могут одновременно об раб аты ва тьс я двум я ножами. П о ­
этому д л я измельчения отходов лесопиления и деревообработки
осущ ествляется принудительная м еханическая подача д р ев е­
сины на ножи (вальцами, цепями и т. п.). В табл. 23 приведены
технические характеристики дисковых рубительных машин
с принудительной подачей.
Д л я измельчения древесины применяют т а к ж е б араб ан н ы е
машины. Основной их частью яв л яется б ар аб ан с укр епл ен ­
ными на его цилиндрической поверхности ножами. П ри рубке
ножи совершают кругообразны е дви ж ени я, в резаясь в д р е в е ­
сину под разными углам и наклона, зависящ им и от толщины
перерабаты ваем ого древесного сырья. Поэтому п олучаемая
щепа имеет неодинаковое направление среза и неоднородна
по фракционному составу. Основное преимущество большинства
б ар аб ан н ы х рубительных машин — большое проходное сечение
окна д ля подачи сырья. В настоящ ее время на предприятиях
используют р азн ообразн ы е б ар аб ан н ы е рубительные машины
с гравитационной и принудительной подачей. Все б ар аб ан н ы е
рубительные машины работаю т по одному принципу и имеют
примерно одинаковую конструкцию. Они имеют механизм ре­
зания с приводом, корпус, механизм подачи и ленточный кон­
вейер подачи п ерерабаты ваем ого сырья в питатель машины.
М еханизм резания представляет собой ножевой ротор, на ко­
тором установлено от 2 до 4 ножей с углом заточки около 32°.
М еханизмы подачи бы ваю т в виде рифленых вальцов, цепных
конвейеров или комбинированные, к а к это показано на рис. 36,
где приведена схема б арабан н ой рубительной машины фирмы
«Майер» (Ф Р Г ).
О тличительная особенность б ар аб ан н ы х рубительных м а ­
ш и н — наличие ситовой обечайки, охваты ваю щ ей нижнюю
половину ножевого б ар аб ан а. Крупные куски и сколы, полу96
23. Техническая характеристика дисковых рубительных машин
с принудительной подачей
П о к а за т е л ь
Производительность, м3/ч
Диаметр диска, мм
Количество ножей на дис­
ке, шт.
Размеры патрона, мм (ши­
рина X высота)
Частота вращения диска,
мин —1
Расчетная длина щепы,
мм
Установленная мощность,
кВт
Масса машины без элек­
тродвигателя, т
PM O-1600
РМО-2000
PM O-2500
РТ-80
(СССР)
(СССР)
(СССР)
(П Н Р )
9— 12
1600
3
20—30
2000
5
35—45
2500
5
40
2200
4
320X 225
440X 310
560X 410
500X 275
500
350—420
275—330
400
20
20
20
25
55
76—97
110— 142
107,5
4,136
7,000
12,500
--
П родолжение
К а р х у л а (Ф и н л я н д и я )
РТ-120
П о к азател ь
Производительность, м3/ч
Диаметр диска, мм
Количество ножей на дис­
ке, шт.
Размеры патрона, мм (ши­
рина X высота)
Частота вращения диска,
мин- 1
Расчетная длина щепы,
мм
Установленная мощность,
кВт
Масса машины без элек­
тродвигателя, т
(П Н Р )
C2500/5
C2000/5
С 1600/5
60
2200
6
34—43
2500
5
21—28
2000
5
9— 12
1600
3
500Х 280
560X 410
440X 310
320Х 225
440
2 7 5 -3 3 0
350—420
400—500
25
23
23
23
170
110— 142
76—97
30—40
—
12,500
7,000
3,000
чаемые при измельчении сырья, зад ер ж и в аю тс я в машине д о
тех пор, пока не будут измельчены до разм еров, меньших р а з ­
меров ячеек сит. Однако это не исключает необходимость по­
следующей сортировки полученной щепы, так к а к сколы в ней
могут появляться при выходе из строя сит.
Д ли н а щепы (в п ределах 15— 25 мм) регулируется ско­
ростью подачи сырья к б араб ан у. Толщина и ширина не под­
даю тся регулированию в процессе рубки, т а к к а к зависят от
р яд а факторов, св язанны х с анатомическим строением д р еве­
сины и п ар ам етр ам и процесса резания. Техническая х а р а к т е ­
ристика б ар аб ан н ы х рубительных машин приведена в табл. 24.
4
З а к а з № 2658
97
Рис. 36. Схема барабанной рубительной машины фирмы «Майер»:
/ — корпус; 2 — н ож евой б а р а б а н ;
3 — н о ж ; 4 — ко н тр н о ж ; 5 — н и ж н и е
п одаю щ и е
в а л ьц ы ; 6 — верхний п одаю щ ий цепной кон вейер;
7, 9 — п ривод м е х а н и зм а п о дач и ; 8 — л енточн ы й кон вейер п од ач и сы рья; 10 — р ы ч аж н ы й
м ехани зм с ги д равл и чески м приводом д л я
п о д ъ е м а верхн его п о даю щ его ко н вей ер а; t t — ленточн ы й кон вейер о тб о р а щ епы ; 12 — п рием ник пневм отран сп ортной устан овки
Пригодность получаемой на рубительных маш инах щепы
для изготовления Д С т П определяется возможностью изготовле­
ния из нее струж ки, отвечающ ей требованиям производства
плит. И сследованиям и Ц Н И И Ф установлено, что зависимость
длины струж ки от длины щепы может быть в ы р а ж ен а следую ­
щей эмпирической формулой:
1С= 0,0037/щ— 0,03/щ + 17,2.
В связи с большой трудоемкостью определения длины щ епы
в производстве ее разм ер х арактери зую т фракционным соста­
вом. П ри этом с некоторым приближением мож но принять с л е ­
дующее соотношение средней длины щепы и ее фракционного
состава:
...........................................
Фракция щепы
Средняя длина щепы, мм
......................
—/40
70
40/30
32
30/20
22
20/10
15
Д л я производства плит плоского прессования рекоменду­
ется ф рак ци я 40/5, т. е. щепа, проходящ ая через сито с р а з ­
мерами ячеек 4 0 X 4 0 мм и остаю щ аяся на сите с размером
ячеек 5 x 5 мм.
П олученная на рубительных маш инах щепа различна по
фракционному составу. П оэтому она подвергается сортировке
д л я удален и я мелочи, вы деления кондиционной фракции и от­
деления крупных частиц, которые могут быть возвращены д л я
повторного измельчения. Д л я сортировки щепы применяются
плоские и бараб ан н ы е сортирующие устройства. В производстве
• Д С т П применяют плоские сортировки, имеющие по сравнению
с б арабанны м и более высокую пропускную способность при
относительно небольшом габарите. Эти сортировки могут быть
в напольном или подвесном исполнении.
Рабочей частью плоских сортировок является сито с отвер­
стиями определенных разм еров круглого или квадратного се­
чения. Сита устанавливаю т в подвижном коробе. В зависимости
от принципа приведения его в движение плоские сортировки
делятся на вибрационные (грохоты), качаю щ иеся и инерцион­
ные (с круговым качанием в горизонтальной плоскости). В по­
следних обеспечивается наиболее равномерное распределение
щепы по плоскости сита, что позволяет лучш е отделить ее от
мелочи и крупных фракций.
П ринципиальная схема отечественных инерционных сорти­
ровок типа С Щ в напольном исполнении п о казан а на рис. 37.
Сортировка состоит из ситовой коробки 1, опорной рамы 2,
приводного устройства 3 и опорных подшипников 4. М еж ду
средним и нижним ситами расположены поддоны д ля сбора
мелких частиц древесины. В ситовой коробке смонтированы
три наклонных сита. Сортировка приводится в действие от
электродвигателя через клиноременную передачу и эксцентри­
ковый вал. Д л я уравновеш ивания инерционных сил на э к с ­
центриковом
валу
установлен
противовес,
направленный
4*
99
Рис. 37. Схема плоской сортировки
для щепы типа СЩ
в сторону, противоположную
эксцентрику. З а г р у з к а сорти­
ровки и отбор щепы могут
101
ч—
2
производиться лю бым видом
3 транспортных средств. В табл.
25 приведены технические х а ­
рактеристики
отечественных
■сортировок д ля щепы типа С Щ и сортировки SKS-600 (Ф ин­
л я н д и я ), применяемых на предприятиях С СС Р.
О тделенная на сортировке крупная ф р ак ц и я щепы н а п р а в ­
л я е т с я на повторное измельчение, которое мож ет производиться
к а к в той ж е рубительной машине, где получается вся масса,
так и в специальных дезинтеграторах. По конструкции д р о ­
бильного узл а они дел ятся на молотковые и ножевые. П о с л е д ­
ние бываю т дисковые и барабанные. Отечественной промы ш ­
ленностью выпускается дисковый дезинтегратор модели М Р Н -3
(АЗ-00) производительностью 10— 15 пл. м3/ч. Он представляет
собой рубительную машину, в ножевом диске которой д и а м ет­
ром 1070 мм, в ращ аю щ ем ся с частотой 750 мин-1, по радиусам
закреп лен ы в специальных гнездах десять реж ущ и х ножей.
Загрузочны й патрон разм ещ ен на раме под углом 40° к гори­
зонтали. Сечение патрона 130X260 мм имеет V -образную
форму. В нижней части патрона располож ены д в а контрножа,
положение которых по отношению к реж ущ им н ож ам (зазор)
регулируется с помощью винтового механизма. Мощность
электродви гателя привода дезинтегратора 30 кВт. Д л я качест­
венного доизмельчения рекомендуется крупную щепу после
24. Техническая характеристика барабанных рубительных машин
100
1030
1270
12
4
18
4
3
3
720
600
500
390
200
180
200
615
425
75
300
300
55
1070
400
110
3200
2560
6,1
2980
1780
8,3
4450
3600
9,85
600
—.
75
800
650
300
250
145—200 280—320
___
___
_
—
—
—
« Р а у м а -Р е п о л а »
(Ф и н л я н д и я )
1200
«Рауте» (Ф и н ­
л янди я) V IH -10/4
1200
1600HB
600
1600HB
1200
1200HB
17
13
10
25
20
15
30
23
17
45
35
27
60
45
33
75
60
45
—
—
24—40
600
800
1200
1200
1600
1600
1000
800
чл
о
500—700
750
1100S
800S
«М айер» (Ф Р Г )
1100S
35—40
___
1200HB
2 0 -2 5
—
8ООН В 800S
30— 50
620Н В 800S
45
РН Т
350 x 800x11
ДШ-Ч (СССР)
—
ной п одач ей
П а л ь м а н (Ф Р Г )
РНТ
250x 650x9
Д о 20
15— 18 7—8
—
и
о,
«Клекнер» (Ф
HZM 1/500 X
X 300-8W -T
Производительность, м3/ч,
при переработке:
круглого сырья
кусковых отходов
отходов фанерного про­
изводства (шпона-рва­
нины)
Диаметр ножевого бара­
бана, м м
Число режущих ножей,
шт.
Частота вращения бара­
бана, мин-1
Максимальный диаметр
перерабатываемого сырья
(толщина плотного пакета
шпона)
Размеры входного окна
подачи сырья в машину,
мм:
ширина
высота
Мощность электродвига­
теля ножевого барабана,
кВт
Габаритные размеры, мм:
длина
ширина
Масса, т
ДУ-2А
П о казател ь
С гр а в и т а ц и о
подачей ДШ-1
(СССР)
О
X
Я
(СССР
«2
800S
С п ринудитель
I
_
_
—
—
—
200
250
300
350
450
450
800
200
90
800
250
160
800
300
200
1100
350
315
800
450
440
1100
450
500
1100
5200
1510
5,5
5300
1680
6,3
6100
1750
9,7
6100
2500
14,1
4150
6600
16,1
4150
6600
22,5
4000
—
8,9
—
—
100
125
_
—
—
101
25. Техническая характеристика сортировок для щепы
Тип со р т и р о в к и
П о к азател ь
Производительность, насып­
ных м3/ч
Количество сит, шт.
Наклон сит, град.
Площадь сит, м2:
верхнего
среднего
нижнего
Размер ячеек сит, мм:
верхнего
среднего
нижнего
Число двойных колебаний
в 1 мин
Эксцентриситет, мм
Мощность электродвигателя,
кВт
Габаритные размеры, мм:
длина
ширина
высота
Масса, т
СЩ-1
(СССР)
СЩ -1М
(СССР)
СЩ-120
(СССР)
SKS-600 « Р а у м а -Р е пола» (Ф и н л я н д и я )
40
60
120
500
3
3
3
3
3
3
21
—
25
2
—
3,0
2,9
2 ,6
2 ,6
3,0
2,9
8,4
8,4
7,5
35X 35
10Х 10
10Х 10
150
35X 35
10X10
10Х 10
180
39X 39
14X14
6X 6
150
50X 50
—
50
4,0
50
3,0
50
5,5
—
2500
1890
1475
1,3
2500
1890
1625
1,27
4900
2675
1930
3,6
—
6
—
13
—
—
9,4
дезинтегратора вновь рассортировать и крупную ф р ак ц и ю
повторно пропустить через дезинтегратор.
Щ епа, длина которой соответствует требованиям п роизвод­
ства Д С т П , дополнительно измельчается в стружечных стан ­
ках или дробилках.
Измельчение резанием. Ударное измельчение не обеспечи­
вает получения древесны х частиц заданной толщины. Эта з а ­
д ач а реш ается путем измельчения древесины резанием на стру­
жечных станках, которые классифицирую т по ряду признаков.
По
конструкции
н о ж е д е р ж а т е л е й струж ечны е
станки можно раздели ть на следующие основные типы: д иско­
вые с расположением ножей на торцевой поверхности в р а щ а ю ­
щегося диска; с ножевым валом с закреплением ножей на по­
верхности в ращ аю щ егося цилиндра; фрезерные с р ас п о л о ж е­
нием ножей по наруж ной поверхности в р ащ аю щ ей ся н ож евой
головки; центробежные с расположением ножей по внутренней
поверхности рогора.
Н а рис. 38 показаны принципиальные схемы резания д р е ­
весины на стружечных станках с различной конструкцией но­
ж е д ерж ателей . К ак видно из рисунка, конструкция н о ж е д е р ж а ­
телей определяет т а к ж е систему удаления полученной струж ки .
Если в стружечных станк ах дискового типа стр уж ка у д а л я е т с я
через прорези в ножевом диске, а в центробежных ста н к ах —
102
через прорези в роторе, то в струж ечны х ста н к ах с ножевым
валом и во фрезерных станк ах стру ж ка вначале зад ерж ивается
в п азах соответственно ножевого в ал а или фрезы, а после ее
выхода из зоны соприкосновения с измельчаемой древесиной
отры вается от них под действием инерционных сил.
Н а дисковых станк ах получается наиболее качественная
ст руж ка равномерной толщины с гладкой поверхностью. О днако
станки этого типа громоздки и менее производительны, тр е ­
буется о б я зате л ьн ая пред варительн ая н арезк а древесины на
мерные заготовки.
а
Рис. 38. Принципиальные схемы резания древесины на стружечных станках:
о — ди скового т и п а ; б — с н о ж евы м в а л о м ; в — ф р езер н ы х ; г — ц ен тробеж н ы х; 7 —
нож:; 2 — и з м е л ь ч а е м а я д р евеси н а; 3 — ди ск ; 4 — н о ж ево й в а л ; 5 — ф р еза (н о ж ев ая го*
л о в к а ); 6 — кр ыльч ат к а
С труж ечны е станки с ножевы м в ал ом имеют меньшие г а ­
бариты по сравнению с дисковыми, но при м алы х диам етрах
ножевы х валов д аю т клиновидную, серпообразной формы
струж ку. П ри больших д и а м етр а х нож евы х валов ф орм а
струж ки на этих станках п р и б л и ж ается к получаемой на д и с ко­
вых станках. Т а к же, к а к и дисковые, перед резанием д р е в е ­
сины на большинстве станков с ножевым в ал о м требуется р а з ­
д ел к а ее на отрезки зад ан н ой длины. В ста н к ах п ер ер а б а ты в а­
ется древесина длиной 1 м и более (до 2 м ) .
Фрезерные станки п ерерабаты в аю т древесину различной
длины, что исклю чает необходимость предварительной разделки
древесины. Роторны е струж ечны е станки предназначены д ля
получения струж ки из щепы. Они т а к ж е используются для пе­
реработки в стр уж ку мелких кусковых отходов.
П о в и д у п е р е р а б а т ы в а е м о г о с ы р ь я стружечные
станки д ел ятся на три основных группы: д л я мерного* сырья,
д л я длинномерного сырья (без предварительной разделки по
длине) и д л я переработки щепы и мелкокусковых отходов.
Вид п ерерабаты ваем ого сы рья определяет конструкцию м ех а­
низма подачи древесины в зону резания и надежного у д ерж ан и я
* Мерным условно называется сырье, длина которого ограничена конст­
рукцией механизма подачи стружечного станка.
103
ее в процессе резания, а та к ж е д ля ориентации древесины по
отношению к реж ущ ем у инструменту.
М еханизмы подачи мерного сырья бы ваю т непрерывного
и периодического действия. Первые п редставляю т собой цеп­
ные или гусеничные конвейеры, м еж д у которыми заж и м а е т с я
подаваемое сырье, а вторые — толкатели (механические или
гидравлические). Вследствие того, что механизм подачи пери­
одического действия не обеспечивает высокую производитель­
ность стружечных станков, их применение весьма ограниченно.
П од ач а сырья с помощью цепных или гусеничных конвейеров
мож ет производиться в вертикальном (сверху вни з), горизон­
тальном и наклонном направлениях. П реимущ еством подачи
сырья в вертикальном направлении мож но считать совпадение
дви ж ени я цепей с действием силы тяж ести измельчаемого
сырья. В то ж е время при неплотном заполнении сырьем в е р ­
тикального механизма подачи скорость подачи перестает быть
регулируемой и подача осущ ествляется гравитационным спо­
собом, что может отрицательно о трази ться на равномерности
толщины стружки. П ри подаче сырья в горизонтальном н а­
правлении и неполном заполнении механизм а подачи сырье
не приж им ается к механизму резания (ножевому диску или
ножевому в а л у ), что т а к ж е приводит к неравномерности тол­
щины получаемой стружки. Наилучш ие условия подачи обеспе­
чивает расположение механизма подачи под углом, так ка к
при этом сырье приж им ается к механизму резания, как с по­
мощью механизма подачи, так и под действием собственной
тяжести. При неполном ж е заполнении механизма подачи
сырье приж им ается к подающим цепям, которые равномерно
подают его к механизму резания. При установке механизма
подачи стружечного станка под углом к вертикали п орядка
40— 50° упрощается конструктивное решение автоматической
загрузки сырья в механизм подачи станка.
Скорость непрерывной подачи сырья в стружечный стан ок
(м м /м ин), определяется по формуле:
V n= SnZK,
где S — заданная толщина стружек, мм; п — частота вращения ножевого
диска или ножевого вала, м ин-1; Z — число стружечных ножей на ножевом
диске или ножевом вале; К — коэффициент, характеризующий участие всех
ножей в резании, а также качество их заточки, степень заполнения сырьем
механизма подачи и др. (при остро заточенных ножах 0,6—0,7, затупленных
0,35—0,45; в среднем принимается 0,5).
М еханизмы подачи д л я переработки длинномерного сырь»
без его предварительной разделки состоят из устройства д л я
перемещения древесины в зону резания (питателя) и устрой­
ства д л я перемещения реж ущ его орган а в процессе резания.
П и татели делятся на колосниковые, ленточные и г р а в и т а ­
ционные. Колосниковые питатели состоят из последовательно
располож енны х подвижных и неподвижных металлических
реек, на которые ук л ад ы ва етс я сырье. П одвиж ны е рейки, под­
104
нимаясь вверх, приподнимаю т сырье, которое заж им ается од ­
новременно сверху и с боков. З а т е м пакет сырья вместе с под­
виж ны ми рейками и заж и м а м и подается вперед на определен­
ный шаг. П оступивш ая при этом в зону резани я часть древесины
перер абаты вается на стружку. Подвиж ны е рейки опускаются,
отводятся н а з а д вместе с боковыми и верхними заж им ам и ,
после чего цикл повторяется. Ленточные питатели, как и ко­
лосниковые, имеют форму ж елоб а, но вместо колосников и
заж и м о в дном и боковыми стенками питателей сл у ж а т ленточ­
ные конвейеры. П о д ач а в ленточных питателях т а к ж е осущестзляется периодически (тол ч кам и), а в процессе резания сырье
уд ер ж и в аетс я пневмоцилиндрами. Гравитационные питатели
представляю т собой вертикальны й или наклонный желоб, по
которому сырье подается вниз до упора под действием соб­
ственной тяж ести. При этом оно выступает из ж ело б а на опре­
деленную величину. Во врем я резания сырье заж и м аетс я
пневмо- или гидроцилиндрами.
И нерционная
(ц ен тробеж н ая)
подача применяется при
измельчении мелкокусковых отходов (щепы, обрезков, реек и
др. длиной не более 80— 90 мм).
Перемещ ение режущего органа в процессе резания осу­
ществляется путем возвратно-поступательного или в р а щ а т е л ь ­
ного движения.
Установленные в реж ущ и х орган ах струж ечны е ножи могут
иметь ступенчатую или гребенчатую заточку д ля получения
струж ки определенной длины. Д л я этой ж е цели в некоторых
ста н к ах имеются специальные подрезные ножи.
Ш ирина струж ки обычно получается больш е требуемой, за
исключением случаев измельчения шпона или других тонких
отходов. С труж ку нужной толщины получают путем вторич­
ного измельчения в молотковых д р оби л ках или мельницах.
По с п о с о б у р е г у л и р о в а н и я т о л щ и н ы с т р у ж к и
струж ечны е станки можно разд ел и ть на две основные группы.
К первой группе относятся станки, в которых толщ ина стружки
определяется скоростью подачи и величиной, на которую вы ­
ступает р е ж у щ а я кром ка но ж а из корпуса н ож едерж ателя.
В станках второй группы толщ ина струж ки регулируется
только величиной выступа реж ущ ей кромки ножа. В станках
первой группы получается стр уж ка более равномерной то л ­
щины, чем в станках второй группы. Это объясняется тем, что
в станках второй группы затупление ножей приводит к изме­
нению толщины стружки.
У больш инства струж ечны х станков р езани е осущ ествля­
ется в плоскости волокон, перпендикулярны х их длине. Это обе­
спечивает получение плоской и наиболее прочной струж ки при
минимальной затр а те энергии.
Основным типом оборудования д ля изготовления стружки
из круглой древесины, колотой дровяной древесины и обрезков
пиломатериалов в отечественной и мировой практике явля105
26. Техническая характеристика стружечных станков с ножевым валом
Производительность
станка в пересчете на аб­
солютно сухую стружку,
кг/'ч, при ее толщине, мм:
0,2
0,4
Максимальные
размеры
перерабатываемой древе­
сины, мм:
длина
диаметр (толщина), мм
Длина
вырабатываемой
стружки, мм
Диаметр ножевого бара­
бана, мм
Частота вращения ноже­
вого вала, мин-1
Число пазов для стружеч­
ных ножей
Мощность электродвига­
телей, кВт:
ножевого вала
механизма подачи
Габаритные размеры, мм:
длина
ширина
высота
Масса станка, т
« Х ои б ак» (Ф Р Г )
Ф и р м а « П а л ь м а н » (Ф Р Г )
ДС-8
(СССР)
П о к а за т е л ь
Д С -е
(СССР)
Ф и рм а
Z-1I2
2500
5000
3250
6500
2200
4400
2700
5400
6 000
14 000
5 700— 10 300
8 000— 14 400
6 950— 12 500
9 7 5 0 -1 7 500
6 330— 11 400
8 860— 15 900
2 440*/4 500
5 100/9 400
5 100*/9 400
11 100/20 500
1080
400
25
1080
400
25
1100
400
23; 30; 35
1390
400
23; 30; 35
2000
450
23; 30
1090
550
20,3—30,7
1300
550
2 0 ,9 -3 3 ,5
1450
500
20—30
1090
400
—
1090
550
565
565
568
568
750
750
750
750
568
750
975
975
980
980
1000
980
980
980
980
980
12
14
10
10
10
10— 18
1 0 -1 8
1 0 -1 8
10
12
200
4,5
200
4,5
175
4,0
200
4,0
320
—
250—400
7—9,5
250—400
—
250—400
—
160—200
5,5
250—310
5,5
3500
3600
2800
12,3
3500
3600
2800
14,2
2700
4100
2300
12,5
2700
4200
2300
14,0
3500
3500
3000
30,0
3900
3500—4000
3100
_
_
—.
_
--
3300
2300
2500
5,5
3700
2300
2850
5,5
Z-140
Z-200
Z-II2-55
Z-130-55
Z -150-55
P M W 568
3/10
PM W 750
3/12
■
—
---
—
I
* В чи с л и те л е у к а з а н а п р о и зв о д и те л ь н о с ть п р и р а б о т е гр еб ен ч аты м и н о ж а м и , в з н а
ются стружечные станки с ножевым валом. В табл. 26 приве­
дены технические характеристики некоторых станков этого
типа. Схема одного из них — станка Д С-6 (ДС-8) п оказана на
рис. 39. С танок состоит из ножевого в ал а 9, установленного
в двух подшипниках, закрепленны х на станине станка, п и та­
теля 5, загрузочного конвейера 1 и их индивидуальных п ри ­
водов. Ножевой вал, вращ аю щ и йся от электродвигателя 10,
представляет собой сплошной цилиндр с 12 (ДС-6) и 14 (Д С-8)
продольными пазами, в к аж д ом из которых с помощью ножед ер ж ател ей крепится по д ва н о ж а гребенчатой формы. Р е ж у ­
щие кромки гребешков и впадины располагаю тся ступенчато
в ш ахм атном порядке в см ежны х пазах.
П и татель состоит из двух цепных конвейеров, р а с п о л о ж е н ­
ных под углом 60° к горизонтальной плоскости. К аж д ы й кон­
вейер имеет четыре ветви тяговых трехрядных цепей с упорами,
осущ ествляю щ их подачу сырья к ножевому валу. Привод це­
пей питателя осущ ествляется от электрод ви гателя 6 через кли106
м е н ат е л е — н о ж а м и со спл ош н ы м л езви ем
ноременную передачу 7, редуктор 8 и систему цепных передач.
П о д нижними ведущими звездочками питателя закреплены гре­
бенчатые планки и регулируемые контрножи, образую щ ие
воронку под ножевым валом. З а зо р м еж д у реж ущ ими ножами
и контрножом обычно принимаю т 0,5—0,8 мм. Контрножи
п р едотвращ аю т вылет остатков древесины из п итателя до пол­
ной их переработки в струж ку. П о мере износа контрножей
их положение регулируется. Н а т яж е н и е цепей осущ ествляется
с помощью ролика 4.
Загрузочны й конвейер состоит из трех рядов подающих
цепей, приводимых в движ ение электродвигателем 3 через
клиноременную
передачу, редуктор 2 и зубчатую пере­
дачу.
При вращ ении ножевого в ал а ножи срезаю т с древесины,
подаваемой питателем, стружку, которая поступает в пазы
ножевого вала. П осле выхода п аза за пределы п итателя
стр у ж к а по инерции в ы летает из п аза и н ап рав л яется через
107
окно в станине к приемнику пневмотранспортной установки или
на скребковый конвейер.
Т р ебуем ая длина струж ки получается за счет установки
нож а с определенной длиной гребня, а ее толщина — за счет
изменения высоты выступа ножей из ножевого в ал а и скорости
подачи измельчаемой древесины. Д л я получения стружки сред­
ней толщины 0,2 и 0,4 мм выступ ножей над поверхностью
в а л а в зависимости от вида перерабаты ваем ого сырья у с т а ­
н авливается соответственно 0,35—0,45 и 0,60—0,65 мм при
скорости подачи соответственно 800— 1000 мм/мин и 1500—
1800 мм/'мин. О днако при измельчении осины, а т а к ж е в зи м ­
нее время выступ ножей увеличивают на 0,1— 0,2 мм.
Исследования показы ваю т, что при переработке на станке
Д С -6 древесины смеш анны х пород получаю т струж ку примерно
следующего фракционного состава:
Ф р а к ц и я ........................ —/10
Содержание стружки, %
9
10/7
20
7/5
20
5/3
22
3/2
15
2/1
8
1/0
6
Больш ое значение в формировании фракционного состава
получаемой стружки имеет форма полости ножевого в ал а, где
разм ещ ается срезан ная струж ка. П оэтому д л я получения
струж ки заданного качества необходимо не только сф орм и ­
108
ровать ее в процессе резания, но и разместить без разруш ения
в полости ножевого в ал а, а затем обеспечить ее вылет без;
повреждений.
Н а рис. 40, а представлен поперечный р азрез по канавке
ножевого в а л а станка ДС-6. Н ож и зак реп л яю т на нож едерж ателях так, чтобы получить задан н ое расстояние от лезвия D
до базирую щ его паза н о ж ед ерж ател я. В корпусе ножевого в а л а
но ж ед ер ж ател ь с закрепленны м на нем ножом базируется по
выступу неподвижной планки. З а ж и м н о ж ед ер ж ател я с за -
5
6
В-В
Рис. 40. Поперечный разрез канавок ножевых валов станковг
а — Д С-6; б — Д С -8; в — д л я п о лу ч ени я к р у п н о р азм ер н о й с т р у ж к и ; г — ф ирм ы «Хомбак» д л я н о ж а с д в у м я л езви я м и ; / — ко р п у с; 2 — н о ж е д е р ж а т е л ь ; 3 — н ож ; 4 — к л и н ;
5 — н еп о д ви ж н а я п л а н к а ; 6 —* п р у ж и н а кл и н а; 7 — н о ж н о ж е д е р ж а т е л я ; 8, 9 — с т у ­
п еньки; 10 — с тен к а
крепленным на нем ножом в корпусе ножевого в ал а осуществляется клином, о тж имаемы м н ару ж у к точке А силой и нер­
ции и упругой силой пружины. З а счет сил инерции обеспе­
чивается надежность
зак реп л ен ия
ножей
при вращении
ножевого в а л а , а с помощью пружины предварительное з а ­
крепление при замене ножей, когда в а л неподвижен. Эти
детали ножевого в а л а о бразую т к а н а вк у E A F C K , в которой
р азм ещ ается ср езаем ая струж ка.
При существующей форме канавки ножевого в ал а станка
Д С -6 срезан н ая стру ж ка сра зу ж е изгибается на угол примерно
109-
90°, что приводит к возникновению в ней значительных н а п р я ­
ж ений и появлению трещ ин на струж ке. Постепенный износ
рабочей грани ЕА н о ж ед ер ж ател я приводит к появлению к а ­
н ав ки у точки Е, в резул ьтате чего ещ е более увеличивается
угол изгиба струж ки и возникаю щ ие в ней н апряж ения. П ри
сущ ествую щ ей форме перехода рабочей поверхности н о ж е д е р ­
ж а т е л я Е А в дно к а н а вк и F C ст р у ж к а после упора в п оверх­
ность F C канавки и переднюю ее плоскость С К закручивается,
изги б ая сь в точке С примерно на 105°, и п риб ли ж ается к точке
F. С т р у ж к а начинает ск ла д ы в ать ся и на ней образую тся т р е ­
щины. П оэтому в станке Д С -8 бы ла п ринята более р а ц и о н а л ь ­
н а я форма канавки, п о к аза н н ая на рис. 40, б. Вершина Е
н о ж ед ер ж ател я находится на расстоянии 6— 7 мм от лезвия
нож а против 1 мм в станке ДС-6. Б л а г о д а р я этому ср е зан н а я
стр уж ка отгибается на угол около 45° и скользит по поверх­
ности ножа, а затем упирается в рабочую поверхность Е А
н о ж ед ер ж ател я, п ретерп евая повторный изгиб примерно на
то т ж е угол. В точке А исключено выпучивание струж ки и ее
изгиб в противоположном направлении. Зд есь стр у ж ка и зги ­
б ается на угол около 6 0 °С. Плоскость А С канавки перпенди­
кулярна стенке С К п а за корпуса ножевого вала. Объем новой
канавки по сравнению с принятой в станке Д С -6 несколько
уменьшен. Это позволило при более рациональной ее форме
увеличить на ножевом в ал у станка Д С -8 количество пазов до
14 вместо 12 на станке Д С-6. Кроме того, в нем использованы
составные нож ед ерж ател и , имеющие дополнительную з а к а л е н ­
ную пластину, что повы ш ает износостойкость корпуса н о ж е ­
вого в ал а. Д л я экономии бы строреж ущ ей стали применены
ножи толщиной 2 мм вместо 4 мм, принятых в станке ДС-6.
Д л я получения на стружечных ста н к ах с ножевым валом
крупноразмерной струж ки, используемой в производстве д р е ­
весностружечных плит с ориентированными структур ообра­
зующими элементами, предлож ена к а н а в к а, п о каза н н ая на
рис. 40, в. П ри том ж е расстоянии Д Е и угле заострения н о ж е ­
д е р ж а т е л я , что и в станке ДС-8, плоскость А С зам ен ен а в о ­
гнутой цилиндрической поверхностью, а площ адь поперечного
сечения канавки увеличена с 13,5 до 28,2 см2. Н о в ая ф орм а
дна канавки позволяет по сравнению со станком Д С -8 ум ен ь ­
шить угол изгиба струж ки на переходе в точке Л с 60 до 32°,
а на переходе в точке С с 90 до 80°. Тем самы м обеспечивается
необходимое п риж ати е к поверхности А С стружки, повышается
устойчивость движ ения струж ки на этом участке, уменьш ается
-ее излом.
В станках Д С -6 и Д С -8 используются гребенчатые ножи,
оси которых п ар ал л ел ьны оси вращ ения, а их реж ущ ие кромки
пар ал л ел ь н ы образую щ ей цилиндра ножевого вала. В гамме
станков Z фирмы «Хомбак» аналогичной конструкции прим е­
няют гребенчатые ножи, которые установлены под углом
к образую щ ей ножевого вала. При этом лезвия ножей при
ПО
Р и с. 41. К о н ст р у к ц и и р е ж у щ и х нож ей:
а — гребенчатой
формы; б — с
двумя
лезвиями; в — со сплошным лезвием и
надрезающ ими ножами
~^\А
вращении ножевого в а л а описываю т поверхность гиперболоида
вращения. П ри срезании струж ки
по такой поверхности происхо­
дит перерезание ее волокон.
Количество
перерезаний
тем
больше, чем длиннее струж ка.
И спользование
гребенчатых
ЛА
ножей, р е ж у щ а я кром ка которых
•*iA
(рис. 41, а) зан и м ае т всего п оло­
вину длины ножа, приводит к от­
носительно завы ш енному расходу
jS--------------------реж ущ его
инструмента и зав
ниженной
производительности
станков. Ф ирма «Хомбак» н аряд у
со струж ечны ми станками, оснащенными ножевыми в ал ам и
с гребенчатыми ножам и, п ред лагает гам м у станков серии 55,
имеющих нож евы е б ар аб ан ы , оснащенные тонкими нож ам и
с двум я лезвиями, реж у щ и е кромки которых располагаю тся по
всей длине. Схема такого н о ж а п оказан а на рис. 41, б. Н а его
передней стороне предусмотрены канавки прямоугольного попе­
речного сечения. П ри зато ч ке н о ж а по задней грани получаю тся
д ва реж ущ и х лезвия.
П оскольку ножи в ножевом б ар аб ан е устанавливаю т под
углом 14° к образую щ ей его цилиндра, глубина канаво к д о л ж н а
изменяться по длине ножа. П ри использовании ножей с д вум я
лезвиями на наруж ной поверхности ножевого б ар аб ан а д о л ж н ы
быть выполнены кольцевые канавки, аналогичны е имеющимся
на н о ж а х и располож енны е на одинаковом расстоянии от их
реж у щ и х кромок.
При использовании ножей с двум я лезви ям и р а зр а б о та н ы
специальные н ож ед ер ж ател и (см. рис. 40, г). В их конструк­
ции предусмотрены ступеньки, по которым сходит стружка,,
ср езаем ая соответственно внутренним и наруж ны м лезвием
ножа. Н а н о ж ед ер ж ател е т а к ж е предусмотрены ножи, прим ы ­
кающие к стыку этих ступенек. П родолж ен и ем ножей являю тся
узкие стенки на заж и м н ом клине. Н ож и и стенки делят к а н а в к у
заж им ного клина на карм ан ы , в каж д ы й из которых п опа­
д ает стр уж ка, срезан ная двум я смежны ми лезвиями ножа.
Д л я того, чтобы струж ку не зак л и н и вало в к а рм ан ах, ступеньки
н о ж ед ер ж ат ел я располож ены не п арал л ел ь н о режущим кром ­
кам, а повернуты друг к другу. Б л а г о д а р я этому срезаем ы е
частицы н акл ад ы в аю тся д р у г на друга, отходят от стенок и
образую т общий завиток, который свободно выбрасы вается
силой инерции из к а р м ан а, когда последний минует п ер е р а б а ­
111.
ты ваем ую древесину. Н аличие этого ка р м ан а одновременно
препятствует попаданию в канавку заж им но го клина сколов
перерабаты ваемой древесины, что и склю чает их наличие в кон­
диционной стружке.
Во всех в ар и ан тах исполнения ножевого в ал а с греб ен ча­
ты ми ножами последние вы ставляю т относительно н о ж ед ер ­
ж а т е л я в приспособлении, а затем н о ж ед ер ж ател ь с ножом
у ста н а вл и в аю т по н ап равляю щ ей планке в канавке ножевого
вала. Н а новых н о ж ед ер ж ател ях д ля повышения точности р а с ­
полож ения на ножевом вал у нож не закрепляю т. Н о ж е д е р ж а ­
тель имеет плоскую пружину, п риж им аю щ ую нож. Д л я замены
затупивш ихся ножей н о ж ед ерж ател ь не вынимаю т из ножевого
вал а. П осле отж и м а клина внутрь п аза на валу затупивш ийся
нож вынимаю т и на его место в став л яю т острый нож. С по­
мощью гидравлического толкателя, установленного рядом с но­
ж евы м валом и имеющего регулируемый упор, нож з а т а л к и ­
в аю т в нужное положение относительно н ож ед ерж ател я. В ы ­
ставк у всех ножей вы полняю т последовательно.
Б еспакетн ая в ы ставка ножей исклю чает работы, связанны е
с разборкой пакета и его последующей сборкой, упрощ ает
зам ен у ножей и сн и ж ает их рад и ал ьн о е биение на валу, по­
в ы ш ая стабильность толщины получаемой стружки. Станки
этой серии выпускаю т с различным (от 10 до 18) количеством
пазов на ножевом вал у д л я крепления ножей и соответственно
с разной производительностью. О д н ако требование высокой
износостойкости всех элементов ножевого вала, сложность их
конструктивного оформления и необходимость высокой точ­
ности изготовления является недостатком станков этой серии.
В стружечных ст а н к ах барабан н ого типа моделей PMW,
выпускаемых фирмой «П альм ан» (Ф Р Г ) , помимо гребенчатых
ножей с одним и двум я лезвиями используются ножи со сплош ­
ным лезвием и дополнительными н адрезаю щ им и н ож ам и или
со сплошным лезвием и надрезаю щ им и выступами (рис. 41, в).
Р асстояние между этими выступами принимают равным двумтрем дли н ам вы рабаты ваем ой на станке стружки. В станке
эти ножи устанавли ваю тся так, чтобы надрезаю щ ие выступы
см еж ны х ножей распол агал ись в ш ахм атном порядке. Ножед е р ж а те л и имеют пазы соответствующие надрезаю щ им высту­
пам. Н а н о ж ед ер ж ател ях и клиньях п редусматриваю тся узкие
перемычки, образую щ ие так же, ка к и в стружечных станках
фирмы «Хомбак», стенки карманов длиной, равной длине не­
скольких стружек. В стружечных станк ах этой фирмы использу­
ются так ж е различные способы выставки ножей: пакетный
с заж им ны м и винтами, пакетный с магнитами и беспакетный.
Д л я полной загрузки стружечных станков с ножевы м валом
перед ними целесообразно со зд авать суточный зап ас мерных
отрезков сырья, р азм ещ аем ы й на продольном конвейере-нако­
пителе длиной до 120 м при высоте ш табеля до 2 м. М еж ду
конвейером-накопителем и стружечным станком у с т а н а в л и в а ­
112
ется трехсекционный цепной конвейер-питатель. Скорость д в и ­
ж ени я цепей отдельных секций конвейера-питателя постепенно
повышается, что обеспечивает разобщение мерных заготовок.
Таким образом, в последней секции подачи к стружечному
станку сырье поступает у ж е в один ряд по высоте независимо
от высоты ш табеля на горизонтальном конвейере-накопи­
теле.
Д л я сокращ ения за т р а т труд а на участке подготовки сырья
и исключения операции его р азд ел к и на мерные заготовки с о з­
даны струж ечны е станки д л я переработки длинномерных сор­
тиментов, в том числе горбылей и реек. Отечественная п р а к ­
тика производства плит имеет опыт использования станков
подобного типа. Это струж ечны е ставки фрезерного типа мо­
д елей ДС-1 и ДС-4. Р еж у щ и й инструмент этих станков —
диск, по окруж ности которого установлены ножи. В ращ аясь,
диск соверш ает возвратно-поступательное движ ение в н а п р а в ­
лении перпендикулярном длине перерабаты ваемого сырья.
После каж д ого прохода реж ущ ей головки подающее устрой­
ство передвигает древесину вперед на зад ан н ую длину, равную
длине п ерерабаты ваем ого на струж ку участка. Отличительной
особенностью выпущенного в Ч С С Р , аналогичного по принципу
действия, стружечного станк а TPS-100 яв л яе тся то, что в р а ­
щ а ю щ ая ся н ож ев ая головка не соверш ает возвратно-поступа­
тельное движение, а перемещ ается по окружности на в р а щ а ю ­
щемся диске. Выпуск этих станков прекращ ен вследствие их
низкой производительности.
В последние годы фирмы «Хомбак» и «П альм ан» (Ф РГ )
выпустили д л я переработки длинномерного сы рья высокопроиз­
водительные струж ечные станки, в которых функции ножевой
головки (фрезы) выполняет ножевой вал, аналогичный по
конструкции применяемому ранее в струж ечны х станках этих
фирм, но располож енны й п арал л ел ьн о длине измельчаемой
древесины. Р а б о т а станка осущ ествляется в следующем по­
рядке. Сырье, п одлеж ащ ее измельчению, у кл ад ы ва етс я пачкой
на гусеничный конвейер с вертикальными бортами, которым
оно продвигается вперед примерно на длину ножевого в ал а
(1100— 1500 мм). Л е ж а щ а я на конвейере древесина во время
переработки удер ж и вается упорной стенкой и заж им ны м уст­
ройством. Гидроцилиндр н ад ви гает ножевой вал по н ап р ав л яю ­
щим на часть пакета сырья и измельчает его, а затем ускоренно
отводится в исходное положение, после чего весь цикл повто­
ряется.
П и тате л ь с гусеничным конвейером и зготавливается р а з ­
личной длины д л я загрузки пакета сортиментов длиной до
20 м. С ырье в питатель мож ет подаваться кранам и с грей ф ер ­
ным захватом , автокранам и с поворотной стрелой или кранамиманипуляторами. Технические характеристики станков для
переработки длинномерных сортиментов древесины приведены
в табл. 27.
113
Д л я получения струж ки из щепы и других мелкокусковы х
отходов широко применяют центробежные стружечные станки
двух видов: 1) с ножевы м б арабан ом , в р ащ аю щ и м ся в одном
направлении с кры льчаткой или навстречу ей; 2) с неп одви ж ­
ным ножевым б ар аб ан о м и в ращ аю щ ей ся крыльчаткой. У строй­
ство и принцип действия центробеж ных стружечных станков
первого типа мож но рассмотреть на примере отечественных,
станков Д С -5 или Д С -7 (рис. 42), аналогичных по конструк­
тивному решению.
В корпусе 5 с откры ваю щ ейся передней крышкой 4, на ко ­
торой смонтирована загрузочн ая воронка 1 с нап равляю щ и м
экраном 2, соединенным с патрубком 3, располож ены ножевой
27. Техническая характеристика стружечных станков для переработки
длинномерного сырья
ф и р м а «Х ом бак» (Ф Р Г )
П о казател ь
V 64-8
Производительность, т/ч, при
изготовлении стружки тол­
щиной, мм:
0,25
0,45
Размеры питателя, мм:
ширина
высота
длина
Максимальный диаметр (тол­
щина)
перерабатываемого
круглого (колотого) сырья,
мм
Максимальное поперечное се­
чение пачки отходов фанер­
ного производства, горбылей,
реек, м2
Размеры ножевого вала, мм:
длина
диаметр
Число пазов на ножевом
валу, шт.
Частота вращения ножевого
вала, мин-1
Скорость резания, м/с
Мощность двигателя привода
ножевого вала, кВт
Габаритные размеры, м:
длина (при минимальной
длине желоба питателя)
ширина
высота
Масса (с питателем минималь­
ной длины), т
114
V 64-16
V 74-18
1,8
2,9
3,0
4,8
1500
420
6000; 12 000
500
1500
600
6000; 12 000
500
1500
700
6000; 12 000“
600
0,75
0,75
0,9
640
620
8
640
620
16
740'
750
18
1150
1150
1000
37,4
90
37,4
160—200
37,4
250—4 0 0
8,0
8,0
9,6
4,2
3,6
19
4,2
3,6
20
6,6
4,1
28
4,1
6,8
Продолжение
Ф и р м а сХ ом бак» (Ф Р Г )
Ф и рм а « П альм ан»
(Ф Р Г )
П оказател ь
Производительность, т/ч, при
изготовлении стружки тол­
щиной, мм:
0,25
0,45
Размеры питателя, мм:
ширина
высота
длина
Максимальный диаметр (тол­
щина)
перерабатываемого
круглого (колотого) сырья,
мм
Максимальное
поперечное
•сечение пачки отходов фанер­
ного производства, горбылей,
реек, м2
Размеры ножевого вала, мм:
длина
диаметр
Число пазов на ножевом ва­
лу, шт.
Частота вращения ножевого
вала, мин-1
•Скорость резания, м/с
Мощность двигателя привода
ножевого вала, кВт
Габаритные размеры, м:
длина (при минимальной
длине желоба питателя)
ширина
высота
Масса (с питателем минималь­
ной длины), т
V 112-26
V 150-24-
P V 100/2
7,3
11,2
9,2
14,4
7,2/9,9*
12,3/16,5*
1500
780
10 000; 20 000
1100
680
10 000
800
1500
750
16 000; 20 000;
24 000
750
1,2
1,1
0,75
1120
1000
26
1480
1000
24
1105
750
16
750
750
—
39
400—800
39
2X 250
310—400
15,2
22,6
3,7**
8,6
4,1
49
8,9
4,9
39
650
—
7,0
2,7
26
* Б ч и с л и т е л е у к а з а н а п р о и зв о д и т е л ь н о с т ь с т ан к а п р и и с п о л ь зо в а н и и гр еб ен ч аты х
н о ж е й , в зн а м е н а т е л е н о ж е й со сп л о ш н ы м л е зв и е м .
** Д л и н а с т а н к а без п и т а те л я .
б ар аб ан 6 и кры льчатка 7. Н ож евой б а р а б а н закрепляется
внутри обоймы 8, где его полож ение определяется конусом и
цилиндрическим пояском, и фиксируется четы рьмя планками.
Обойма зак р еп л ен а на полом в а л у 12, а к р ы л ьч атк а на цент­
ральном в а л у 13. К р ы л ьчатка приводится в д виж ение от э л е к ­
тродвигателя 16. Ц ентральн ы й в ал 13 связан с электродви га­
телем упругой муфтой 15. Н ож евой б ар аб ан приводится в д в и ­
ж ени е от м отора-редуктора через цепную передачу, вед ом ая
зв езд о ч к а 11 которой установлен а на полом валу. Ножевой
115
б ар аб ан вращ ается в подш ипниках 9 и 14 в направлении, о б ­
ратном направлению вращ ения кры льчатки в подш ипниках 10.
Щ еп а и мелкокусковые отходы поступают в станок через
питатель и отбрасы ваю тся кры льчаткой на ножи, за к р е п л е н ­
ные в барабане. С р езан н ая при этом струж ка проходит через
щели в б ар аб ан е и под действием собственной тяж ести п адает
в лю к в станине станк а 17. В ы х од ящ ая из станка стр у ж ка си­
стемой пневмотранспорта передается на последующую п ер ер а­
ботку. Толщина струж ки регулируется величиной выпуска но­
жей из ножевого б а р а б а н а , длина — длиной щепы, ш и ри на
Рис. 42. Продольный разрез стружечного станка ДС-7'
струж ки
не
калибруется.
Размер
подножевой
щели
■s'= 1,5-^2,5 мм, а величина радиального за зо р а r = l , 5 - f - 2 ,0 мм
(рис. 43, а).
При затуплении ножей б ар аб ан снимаю т и зам ен яю т тупые
ножи острыми. З а м е н а затупивш ихся контрножей кры льчатки
производится без съема ее со станка.
Аналогичные по конструкции и принципу работы центробеж ны е стружечные станки выпускаю тся зарубеж ны м и ф и р ­
мами. Технические характеристики станков этого типа приве­
дены в табл. 28.
Схема работы центробежных струж ечны х станков за по­
следние годы не изменилась, снижена частота вращ ени я н о ж е­
вого б а р а б а н а с 500 до 50 мин-1. Совершенствуя станки этого
типа, фирма « П альм ан » созд ала гам м у станков PZK-R. Их
производительность зависит от числа ножей, количество кото­
рых доведено с 42 до 56. Д л я разм ещ ения ножей п отр еб ова­
лось увеличить диаметр ножевого б а р а б а н а с 1200 до 1600 мм..
116
28. Техническая характеристика центробежных стружечных станков
P Z K -R
14-450
PZK.-R
14-525
P Z K -R
16-600
Т урб о-Ф ло
TF-120 (Ф Р
TOR 600
(Ч С С Р )
450
600
900
1200 1200 1200 1200 1200
1200
1400
1400
1600
1200
600
595
895
1195 1195 1195 1195 1195
1195
1395
1395
1595
1195
595
P Z K -R
12-375
4000
ШР
8000
PZ
6400
15Р
5600
PZ
5200
I4P
1600 2700 4000 5400 4800
PZ
900
12Р
500
ШР
P Z K -R
12-450
Производительность,
1200 4300
кг/ч абс. сухой струж­
ки при толщине 0,4 мм
Внутренний диаметр
1030 1200
ножевого барабана,
PZ
и
ч
Ф ирм а «П альм ан » (Ф РГ )
PZ
О.
о
и
и
PZ 8Р
П а р ам етр
CU
и
и
с
ю
и
ч
ММ
■S
1025 1195
36
42
26
34
42
42
42
42
42
42
49
49
56
40
18
170
18
525
18
140
8
140
12
180
18
325
18
450
18
600
18
375
18
450
18
450
21
525
21
600
24
400
20
_
520
925
50
990
—
—
50
900
50
920
•—
—
—
—
—
_
_
150 1030
1000 1400
40
75
13
200
65*
70*
10
120
15
150
20
210
30
270
18,5
200
18,5—22,5
200—250
1985
3640
1640
5,6
3735
2120
1870
8,34
2145
1960
1810
5,8
2504
2150
2110
6,5
—
—
—
—
—
—
2,1
2,5
3,64
4,5
5,45
6,8
* О б щ а я у с т а н о в л е н н а я м ощ ность п р и в о д а н о ж е в о го б а р а б а н а и к р ы л ь ч а т к и .
2670
2450
2500
7,5
2740
2570
2650
8,2
2840
2690
2800
10,8
*
22,5
22,5—30
200*
30
250—315
315
315—400
ОО
Наружный диаметр
крыльчатки, мм
Количество
ножей,
шт.
Длина ножа, мм
Количество лопастей
крыльчатки, шт.
Частота вращения,
мин- 1 :
ножевого барабана
крыльчатки
Установленная мощ­
ность привода, кВт:
ножевого барабана
крыльчатки
Габаритные
разме­
ры, мм:
длина
ширина
высота
Масса, т
_
_
_
_
_
_
11,5
1,95
Рис. 43. Схемы узла резания стружечного станка:
а — ц ен тробеж н о го ; б — с н о ж евы м
б а р а б ан о м
P Z K -R ф ирм ы « П а л ь м а н » ;
в — HS
ф и рм ы « Х ом бак» ; S — ш ирина п о дно ж ево й щ ели; г — за з о р м е ж д у л о п а т к а м и к р ы л ь ­
чатки и б а р а б а н о м ; h — вы сту п н о ж а н а д п оверхностью б а р а б а н а ; У Кр и У н .б — СК0‘
рость в р ащ ен и я соответствен но кр ы л ь ч атки и б а р а б а н а ; 1 — н ож евой
барабан; 2 —
н о ж ; 3 — сегм ент; 4 — н о ж е д е р ж а т е л ь ; 5 — н а к л а д к а ; 6 — к р ы л ь ч а т к а; 7 — р ы ч аг; 8 —
гу б а ; 9 — с так ан
Помимо этого длина ножей доведена с 375 до 600 мм. С у м м а р ­
ная д ли н а ножей в станке PZK-R 16-600 составляет 33,6 м.
Конструкция сегмента ножевого б а р а б а н а станка PZK -R п о к а ­
з а н а на рис. 43, б. Н о ж выставляется относительно ножедерж а т е л я и крепится на нем с помощью двух винтов. П осле этого
н о ж ед ерж ател ь у станавли вается в станок по упору. Д л я к реп ­
ления н о ж ед ер ж ател я используются три откидных винта. При
наличии таких винтов и соответственно открытых пазов на
н о ж ед ерж ател е исклю чается необходимость съема гаек и тем
самы м ускоряется за м е н а ножей. Д л я компенсации у м еньш е­
ния разм ер а ножа при переточке на сегментах предусмотрены
выступы, позволяю щие зак реп л ять узкие ножи.
118
Д л я равномерного нагруж ени я ножей по длине на в а л у
кры льчатки установлены конические центробежные распреде­
лители, которы е н ап р ав л яю т щепу, подаваемую внутрь станка,
на периферийные участки лопастей крыльчатки. Д л я повы­
шения срока служ бы станков на лопастях кры льчатки предус­
мотрены твердосплавны е н аплавки, на сегментах — износостой­
кие сменные н акладки , а на торцах б а р а б а н а — износостойкие
сменные кольца. С этой ж е целью предусмотрена и регулировка
положения пластин. По мере износа н акл ад ки сегментов ш ли ­
фуют непосредственно на станке с помощью ш лифовального
приспособления. Изношенные пластины перемещ ают в р а д и а л ь ­
ном направлении.
В питателе станка предусмотрено пневмогравитационное
устройство д л я отделения от щепы инородных включений, в ко­
тором используется поток всасываемого воздуха. Степень от­
деления регулируется с помощью н ап рав л яю щ и х козырьков.
Фирма «Хомбак» (Ф Р Г ) р а з р а б о т а л а станок HS, в котором
ножевой б а р а б а н в р ащ а ется в ту ж е сторону, что и кры льчатка.
П ри этом уменьш аю тся скорость резания щепы и производи­
тельность станка. В отличие от описанных станков лопасти
кры льчатки в станке H S наклонены к образую щ ей цилиндра
ножевого б а р а б а н а на угол 6°, что обеспечивает косое резание,
при котором повышается качество стружки.
Н а рис. 43, в п оказан поперечный разрез ножевого б ар аб ан а,
меж ду боковыми кольцами которого закреп лен ы сегменты.
Н а сегменте закреплено основание пластинчатой пружины,
другой конец которой связан с рычагом. Р ы ч аг представляет
собой пластину, зак ры в аю щ ую с одной стороны сегмент по всей
его длине. Н а наружном плече рычага предусмотрены пазы,
куда входят штоки, подпираем ые пружинами, установленными
в стаканах. С таканы смонтированы в отверстиях на сегментах.
Внутренним плечом рычаг приж им ает н о ж ед ерж ател ь с зак р еп ­
ленным на нем ножом к изностойкому вклады ш у. Поперечное
сечение в к л а д ы ш а выбрано так, что под действием ры чага
в клады ш за ж и м а е т губу. Дополнительной заточкой губы регу­
лируют ширину щели, через которую проходит срезаем ая
стружка.
П лоскость пластинчатой пружины распо л ож ена в плоско­
сти действия суммарной силы OR, составляю щ ими которой
являю тся си ла пружин, дей ствую щ ая в плоскости ОМ. Б л а г о ­
д а р я этому пластинчатая п ру ж и на рабо тает только на р а с т я ­
жение. П о основанию пластинчатой пружины базируется н о ж е ­
д ерж атель.
Р а б о ч а я поверхность ножевого б а р а б а н а об разо ван а в к л а ­
дыш ами, которые при износе легко зам ен яю т новыми. Н о ж и
после заточки вы ставляю т и за ж и м а ю т на н о ж ед ер ж ател ях
с помощью приспособления. Д л я поворота рычагов против
часовой стрелки при зам ене ножей на станке предусмотрено
гидравлическое устройство.
119
Ножевой б а р а б а н описанной конструкции применяется
вместо ножевых б а р аб ан о в с гидравлическим устройством для
з а ж и м а ножей, в котором требовалось обеспечить высокую
герметичность гидравлической системы в условиях значительной
запыленности и нагрева бараб ан а.
Ц ентробеж ны е струж ечны е станки другого вида имеют не­
подвижное ножевое кольцо и кры льчатку конической формы
(рис. 44). П ер ераб аты в аем ы й м атери ал подается в станок через
воронку и равномерно распределяется крыльчаткой по всей
длине реж ущ их ножей. Контрножи, располож енны е на концах
лопастей крыльчатки, с силой отбрасы ваю т древесину на ре­
ж ущ ие ножи. Р асп ол о ж ен и е этих контрножей по д иагонали
к н ож ам препятствует движению струж ки в сторону большего
д и ам етра крыльчатки.
Толщину срезаем ы х частиц определяет величина выступа
р еж ущ и х ножей над поверхностью ножевого кольца. В стру­
ж ечны х станках с цилиндрическими ножевыми кольцом и
кры льчаткой величина зазо ра меж ду ними фиксируется при
вы ставке ножей. В станк ах с коническими ножевым кольцом
и кры льчаткой величина за зо р а мож ет быть дополнительно
отрегулирована независимо от выставки ножей путем осевого
перемещения кры льчатки вращ ением регулировочной гайки.
В корпусе станка под загрузочной воронкой имеются н а п р а в ­
ляю щ и е пластины, которые делят поступающую в станок щепу
на две части. М атериал, падающий сп р ав а от вала, н а п р а в л я ­
ется в сторону малого диам етр а кры льчатки, с левой стороны —
в сторону большего диаметра. К онтрножи кры льчатки изго­
товлены из износостойкой стали, а рабочие кромки защ ищ ены
твердым материалом. Обе кромки ко н трн ож а пригодны для
использования: когда износ одной достигает допустимого п ре­
д ела, контрнож переворачивается и используется вторая к р о м ­
ка до тех пор, пока не потребуется переточка. Неподвиж ное
ножевое кольцо об р азо в ан о ножевыми суппортами, к которым
крепятся ножевые узлы, состоящие из нож а и его заж и м а. Под
к а ж д ы м ножевым суппортом смонтирована быстроизнаш иваю щ аяся пластина (б а ш м а к ). Все пластины вместе образую т
рабочую поверхность ножевого кольца, подвергаю щую ся ин­
тенсивному абразивном у износу в результате постоянного тр е ­
ния о нее древесного м атери ала.
К центробежным станкам рассмотренного типа относятся
станки типа MKZ фирмы «Майер» (Ф Р Г ), техническая х а р а к ­
теристика которых приведена в табл. 29. Д л я получения
струж ки требуемого качества необходимо, чтобы вы ставка р е ­
жущ ей кромки ножей н ад поверхностью ротора была в п реде­
л а х 0,3— 0,5 мм, рад и ал ьн ы й зазо р м еж д у кры льчаткой и
ножевым ротором составл ял 0,25— 0,45 мм, зазор м еж д у р е ж у ­
щими кром ками ножей и контрнож ам и ножевого ротора н а ­
ходился в пределах 2,0— 2,5 мм. Угол заточки ножей долж ен
быть 31— 37°, а контрножей 47— 50°.
120
Рис. 44. Схема конического центробежного стружечного станка:
/ — ф л ан ец н о ж ево го ко л ьц а ; 2 — к р ы ш к а корп уса с т а н к а ; 3 — супп орт н ож а;
4 — ре ж у щ и е н ож и ; 5 — о снован ие д л я к р еп л ен и я н о ж а ; 6 — корп ус с т ан к а ; 7 —
болты к р еп л ен и я н о ж ево го ко л ьц а в с тан ке;
8 — з а г р у з о ч н а я ворон ка; 9 —
во д о р азб р ы зги в аю щ ее п р испособление;
10 — га й к а, р е гу л и р у ю щ ая за зо р ; 11,
15
п одш ип н ики ; 12 — приводной
ш ки в;
13 — за м о к
регулировочн ой
гай ки;
/4 — корп ус в а л а ; / 5 — п ы л ев ая за щ и т а ; 17 — болты к р еп л ен и я
н ож ей ; 18 —
болты кр еп л ен и я кр ы л ь ч атки к в а л у ; 19 — к о н ц е ва я кр ы ш ка в а л а кры льчатки;
20 — к р ы л ь ч а т к а ; 21 — н о ж е во е к о л ьц о ; 22 — ко н тр н о ж и ; 23 — б ол ты кон трнож ей
Основные показатели работы струж ечны х станков: качество
получаемой струж ки и т р у д озатр аты на единицу продукции.
Качество струж ки определяется ее формой и равномерностью
толщины.
Фрезерные, центробежные, а та к ж е станки с ножевым в а ­
лом можно считать равноценными по плоскостности стружки.
121
>
N
*
S
M K Z -IV S
M K Z -IV B
Производительность, кг/ч абс.
сухой стружки при толщине
0,4 мм
Диаметр крыльчатки, мм
Количество ножей, шт.
Длина ножей, мм
Число лопастей крыльчатки,
шт.
Частота вращения крыльчатки,
мин-1
Установленная мощность дви­
гателя, кВт
Габаритные размеры, мм:
длина
ширина
высота
Масса, т
M K Z -1IB
П арам етр
M K Z -II
29. Техническая характеристика центробежных стружечных станков
типа MKZ фирмы «Майер» (ФРГ)
2300
3100
3800
4400
5500
1000
1000
1200
36
235
24
36
334
24
42
334
24
1400
48
334
30
1400
46
465
30
—
—
—
—
750
750
75
90
110
132
160
200
1100
1220
1220
1380
1600
1935
2,85
1600
1965
3,225
1380
1890
1965
4,185
1380
1380
1750
2120
2210
2120
2210
5,165
6,56
N
£
1500
800
26
235
17
2 ,1
Более р авном ерная по толщине с тр у ж к а получается на диско­
вых стружечных станках, несколько уступаю т им станки с но­
ж евы м валом, а наибольш ий разброс по толщине получается
на ф резерных и центробеж ных станках. О днако д л я получения
струж ки на ц ентробеж ных станках требую тся минимальные
за тр а т ы труда.
Н а основе приведенных д ан ны х мож но сделать следующие
выводы. Д исковые струж ечные станки обеспечивают получение
высококачественной плоской струж ки при относительно не­
большой мощности. Некоторые типы таких станков о б ладаю т
достаточно высокой производительностью. Вместе с тем велики
за т р а т ы труда при работе на дисковых станках на подготовку
древесины к измельчению, и вы сокая производительность об е­
спечивается на ста н к ах с ножевыми дисками большого д и а ­
метра и преимущественно при измельчении круглой древесины.
П оэтому такие станки рекомендуются д ля изготовления с т р у ж ­
ки, идущей на нару ж н ы е слои высококачественных трехслой­
ных плит.
Н а стружечных станк ах с ножевыми в ал ам и больших д и а ­
метров можно в ы р а б а ты в ать струж ку, не уступающ ую по к а ­
честву получаемой на дисковых станках. Производительность
струж ечны х станков с ножевым в алом выше, чем дисковых.
З а т р а т ы труда на подготовку древесины для обработки на
с та н к ах с ножевым валом и дисковых станках примерно од и ­
наковы. Станки с ножевым валом применяю тся при изготовле­
нии высококачественных одно-, трех- и многослойных плит.
Преимущ ество ф резерных струж ечны х станков состоит в в о з­
можности измельчения в них древесины без предварительной
122
разд елки по длине, что значительно уменьш ает затраты труда
на измельчение древесины. О д н ако п олучаем ая на этих станках
стр уж ка несколько уступает по качеству вы рабаты ваем ой на
станках с ножевы м в алом и дисковых станках. Эти станки
обычно применяют при изготовлении струж ки д ля внутреннего
слоя высококачественных трехслойных плит.
Ц ентробеж ны е струж ечны е станки предназначены д ля и з­
мельчения щепы и мелкокусковых отходов (щепы, коротких
обрезков, реек и т. п.). П о л у ч аем а я на них струж ка сравн и ­
тельно неравномерна по толщине. В связи с этим такие станки
рекомендуется применять при изготовлении струж ки внутрен­
него слоя трехслойных плит, а т а к ж е д ля наруж ны х слоев
после специальной дополнительной обработки, при изготовле­
нии экструзионных плит.
Вторичное измельчение древесины. Р азм е р ы стружки, полу­
чаемой при первичном измельчении, к а к правило, не отвечают
требованиям производства Д С т П по ширине, а по толщине —
при ударном измельчении, а т а к ж е при измельчении щепы.
Поэтому в технологическом процессе производства плит преду­
смотрено вторичное измельчение древесных частиц.
Щ епа, получаем ая на рубительных м аш и нах (как и м елко ­
кусковые отходы ), измельчается по ширине и толщине на цен­
тробеж ны х струж ечны х станках, описанных выше. С труж ка,
п олучаемая на дисковых и ф резерных станках, а так ж е на
станк ах с ножевым валом, измельчается (калибруется) по д л и ­
не и ширине в дробилках, измельчаю щ их стружки тупыми
инструментами. Фракционный состав и разм еры о ткали б р о­
ванных древесны х частиц зав и ся т от технологии измельчения
и применяемого оборудования. О днако в основном размеры
древесных частиц по длине и ширине определяю тся формой и
р азм ер ам и ячеек в ситовых обечайках размольного оборудо­
вания. Степень измельчения струж ки при дроблении зависит
также
от окруж ной скорости дробильного органа, за зо р а
м еж д у ним и ситовыми обечайками, в л аж н ости измельчаемой
струж ки и др.
Д л я вторичного измельчения струж ки используют молот­
ковые, лопастные, зубчато-ситовые и дисковые дробилки, в ко ­
торых измельчение происходит ударом или размолом.
В С С С Р д л я измельчения специально изготовленной стр у ж ­
ки ка к д л я внутреннего, т а к и д л я нар уж н ы х слоев в ы п у ск а­
ются молотковые дробилки (первоначально модели ДМ-4, а в
настоящ ее время модели Д М -7 ). Измельчение стружки в мо­
лотковых д р о б и л к ах осущ ествляется билами. В молотковой
дробилке Д М -7 (рис. 45) на образую щ ей ротора установлено
шесть пальцев, закреп лен ны х в открытых п азах дисков. С ами
диски закреп лен ы на валу. Н а каж дом пальце смонтировано
по 115 бил. П од действием центробежных сил при вращ ении
ротора била зан и м аю т р ад и ал ьн ое положение и разбиваю т
попадаю щ ую под них стружку. П ри попадании под била Kovn123
ных частиц они могут отклониться, т ак ка к они соединены с
ротором шарниром. Ротор с билами помещен в корпус, в н и ж ­
ней части которого смонтировано 14 ситовых вкладыш ей, о к р у ­
ж а ю щ и х ротор снизу по дуге с центральны м углом, равным
180°. З а г р у з к а струж ки в дробилку производится через з а г р у ­
зочную воронку, а уд ален и е измельченной струж ки через р а з ­
грузочное окно. Р а зм е р ячеек ситовых вклады ш ей в молотковой
дробилке ДМ -7 зави си т от требований, п ред ъявляем ы х к гео­
метрическим р азм ерам получаемых древесны х частиц. П ри и з­
готовлении мелких древесных частиц для н аруж н ы х слоев
плит высшей категории качества разм еры отверстий сит д о л ж ­
ны быть 2 X 5 мм, а рядовых плит от 2 X 1 0 до 4 X 2 0 мм. При
Рис. 45. Схема молотковой дробилки ДМ-7:
/ — эл ек тр о д в и гат е л ь;
2 — к р ы ш к а;
3 — за гр у з о ч н а я
во р о н ка;
4 — ротор; 5 — корпус;
б — ситовы е в к лад ы ш и
применении таких сит при измельчении сухой струж ки от
станков Д С -6 получаются мелкие древесные частицы примерно
следую щ его фракционного состава ( % ) :
Фракция
..............................
Размер ячеек сита, мм
2 X 5 ..................................
2 Х 1 0 ..............................
5/3
3/2
2/1
1/0,5
0,5/0
1,8
7,2
21,8
37,0
44,0
36,6
13,0
7,0
19,4
12,0
При измельчении (калибровании) струж ки д ля внутреннего
слоя рекомендуются разм еры ячеек сит до 4 0 X 1 0 мм.
Производительность молотковой дробилки зависит в основ­
ном от размеров ячеек и влажности измельченной стружки.
Производительность молотковой дробилки при измельчении
струж ки влажностью свыше 80 % будет примерно в 1,5— 2,0
р а з а меньше, чем при измельчении сухой стружки. О днако при
измельчении влаж ной стружки получают более качественные
(волокноподобные) мелкие древесные частицы, в то время
к а к при измельчении сухой стружки наряду с мелкими д р е ­
весными частицами содержится большое количество крупооб­
разны х частиц. Влияние влажности измельчаемой струж ки на
форму и размеры получаемых после дробления частиц о б ъ яс­
няется тем, что при повышении влаж ности сырья выше точки
насыщ ения волокна, т. е. более 30 %, уменьшаются силы сцеп124
Рис. 46. Принципиальная схема ло­
пастных дробилок для измельчения
стружки по ширине
ления м е ж д у древесными ч ас­
тицами, что ускоряет и зм ел ь­
чение, ум еньш ает продолжительность пребывания с т р у ж ­
ки в д роби лке и исключает и з­
лиш нее
об разо ван ие
пыли.
К роме того, уменьш ается р а с ­
ход электроэнергии на и зм ель­
чение. О д н ак о при высокой
влаж ности
сырья
кромки
струж ки разд р об л яю тся, что улучш ает ее взаимное сцепление
за счет свойлачивания, но повы ш ает процент пыли при сушке.
При дроблении сырья вл аж н остью ниже 30 % т а к ж е увеличи­
вается количество пыли и осколков. П оэтому влажность
струж ки перед дроблением рекомендуется в пределах 30—
70% .
Из лопастны х д робилок мож но отметить отечественную
дробилку модели Д М -3 и дробилки G S K фирмы «Кондукс»
(Ф Р Г ). Конструктивно (рис. 46) эти дробилки имеют жесткий
ротор 1, в р ащ аю щ и й ся в корпусе 2 между коническими дисками
3, смонтированными внутри корпуса и на откидной крышке 4.
Н а поверхностях дисков, обращ енн ы х к ротору, имеются р а д и ­
альны е ребра. По окружности в ращ аю щ егося ротора установ­
лена см енная ситовая обечайка 5. П о сту п аю щ ая в дробилку
через питатель 6 стр уж ка п о падает в центральную часть ротора
и при его вращ ении зах в аты в ает ся лопастями и отбрасы вается
под действием центробежных сил на ситовую обечайку. П р о ­
ходя через зазо ры между л опастям и ротора и радиальны ми
ребрам и на поверхностях дисков, стр у ж ка измельчается в ос­
новном по ширине. Д остаточно измельченная струж ка, п ро ­
ш едш ая через ситовую обечайку, удал яется из дробилки через
разгрузочный лю к 7. Д л я отделения металлических включений,
а т а к ж е крупных древесных частиц (отщепов, осколков и т. п.)
в нижней части питателя имеется окно 8, зак ры тое решеткой
с крупными отверстиями. Если основная масса струж ки з а с а ­
сывается в ращ аю щ и м ся ротором, то тяж елы е частицы под д ей ­
ствием собственной массы п роваливаю тся через отверстия, а з а ­
тем удаляю тся.
В табл. 30 приведены технические характеристики наиболее
распространенны х лопастных и молотковых дробилок.
Описанные выше технология и применяемое оборудование
обеспечивают измельчение струж ки по длине и ширине. Однако
за последние годы в связи с резким увеличением объема про­
изводства Д С т П , облицованных бумагой, пропитанной синте­
тическими смолами, значительно возросли требования к к а ­
честву поверхности плит. В связи с этим возникла необходи125
30. Техническая характеристика дробилок
КМ 100 (Ч С С Р
Производительность в пе­
ресчете на абс. сухие
стружки, кг/ч:
для наружных слоев
для внутреннего слоя
Диаметр ротора по кром­
кам бил или лопастям, мм
Ширина ротора, мм
Частота вращения рото­
ра, мин-1
Количество лопастей или
рядов бил
Установленная мощность
электродвигателя, кВт
Масса дробилки, т
ДМ-4 (СССР)
G FZ 100/100'
1500
3000
—
1000 1500
1800 —
1000 1000
320
320 _
1440 1450 1400
_
_
1250
1000
S
с[
G SK -900
1100 650 1200
2000 1000 2000
870 650 900
со
G SK -650
П о казател ь
К о н д у к с (Ф Р Г )
о
и
•к
сС
«Омниплекс» |
100/100 (Ф РГ) i
М о л о тк о в ы е
Л о п ас т н ы е
вГ
о
8
4000
5500
910
1500
—
1000
1000
980
960
850
980
_
6
6
6
_
_
8
6
8
75
63
90
90— 110
40
75
75
30—6 $
5,0
5,5
2,8
2,5
1,95
3,2
6,4
1,94
мость дополнительного измельчения струж ки не только по
ширине, но и по толщине.
В результате исследований, проведенных в С С С Р и за рубе­
ж ом , установлена возможность получения Д С т П необходимого
качества при использовании д л я формирования их н ару ж н ы х
слоев древесного волокна. О днако вследствие больших за т р а т
на изготовление древесные волокна почти не применяю тся
в производстве Д С тП . Вместо них д л я формирования н а р у ж ­
ных слоев высококачественных плит используют тончайш ую
специально измельченную, а т а к ж е волокнистую стружку.
Кроме того, д ля этой ж е цели можно использовать специально
измельченные опилки. Древесны е частицы требуемого вида
получаю т в зубчато-ситовых д роби л ках различной конструкции.
Основные узлы дробилок: ротор с лопастями (кры льчатка) и
б а р а б а н (различных конструкций), вращ аю щ иеся навстречу
друг другу.
Отечественная промышленность выпускает д робилку ДМ -8,
при разработке которой за основу был принят струж ечный
станок ДС-7. В отличие от него д ро б и л ка оснащ ена винтовым
загрузчиком, обеспечивающим равномерную подачу и зм ельчае­
мого материала. Д л я предотвращ ения поломок в случае з а к л и ­
нивания винта на его консольной части смонтирована ф р и к­
ционная предохранительная муфта. Н а участке загру зк и ш аг
винтового конвейера увеличивается д л я предупреждения за в и ­
сания м атериала. Н а участке разгру зк и шаг двухзаходны й,
что обеспечивает равномерность подачи м а тер и ал а в установ­
ленную между загрузчиком и окном корпуса дробилки сепари­
126
рую щ ую воронку. П оследн яя предохраняет от попадания в р а ­
бочую полость станк а инородных включений. Д ругое отличие
дробилки от центробежных станков — конструкция б араб ан а,
внутренняя поверхность которого об разо ван а чередующимися
зубчатыми блокам и и ситовыми вклады ш ами.
Д р о б и л к а работает следую щим образом (рис. 47). И зм ел ь ­
чаемые древесные частицы (струж ка, щепа, опилки) подаются
в б ар аб ан 2. В р а щ а ю щ а я с я кры льчатка 1 лопастями подхва­
ты вает м атер и ал и отб расы вает его на внутреннюю поверхность
б ар аб ан а. П о д действием сил инерции древесные частицы при­
ж и м аю тся к зубчатым 4 и ситовым 3 в кл ад ы ш ам , а лопасти
кры льчатки непрерывно перем ещ аю т их по окружности б а р а ­
бана. И змельченный продукт выбрасы вается через отверстия
ситовых вкладыш ей.
Зубчаты й блок-вклады ш состоит из стальн ы х пластин, н а ­
бранны х таким образом, что внутренняя раб о ч ая поверхность
блока представляет собой рифленую (зубчатую) поверхность.
Существует несколько конструктивных в ари ан тов исполне­
ния зубчатого блока и всего б ар аб ан а. Р а б о ч а я поверхность
б а р а б а н а по первому в ар и ан ту (рис. 48, а) мож ет быть в ы ­
полнена в виде блока зубьев, п рокладок и сит, соединенных
подвижными и неподвижными кронштейнами и закрепленных
стяж ны м и болтами. В н ап рав л яю щ и х б а р а б а н а установлены
подпоры, придаю щ ие ж есткость ситам в рад и ал ьн ом н ап р ав л е­
нии. При такой конструкции б а р а б а н а во зм ож н о регулировать
высоту зубьев по мере их износа, что обеспечивает необходи­
мые п арам етры разм ола. О д н ако крепление сит в блоке с зу б ь ­
ями и п р о кл ад кам и требует очень точной их подгонки, а под­
пор сит только с наружной стороны при неточном их загибе
приводит к их вибрации и преж деврем енному выходу из
строя.
По другому вар и ан ту (рис. 48, б) сита выполнены из более
толстого листа, при этом не требуется изгиба концов для креп ­
ления. Сита не связаны с блоком зубьев и прокладок. Они з а ­
креплены по всей окружности в кольцевых п а за х б ар аб ан а и
подж им аю тся подпорами. Д л я более надежного крепления сит
их концы притянуты к упорным п лан кам болтами.
В обеих рассмотренных конструкциях б ар аб ан о в использо­
ваны цельные сита. Д л я увеличения срока сл уж б ы их можно
выполнять в виде вклады ш ей (рис. 48, в ) , н абираем ы х в коль­
цевых п азах б а р а б а н а и п о дж им аем ы х болтами. Д л я набора
вклады ш ей без д ем он таж а б а р а б а н а в диске и кольце пред ­
усмотрены выточки.
Кроме того, конструкция б а р а б а н а может быть такой, при
которой возм ож но регулирование соотношения зубчатой и си­
товой поверхностей путем наб ора прокладок, зубьев и ситовых
вклады ш ей (рис. 48, г). П ри этом возможно подобрать опти­
мальные п арам етры р азм ола сырья, что м ож ет потребоваться
при изменении его вида и качества. Кроме того, сита могут
127
быть выполнены наборными, представляю щ ими собой пластины,,
вставленные в прорези упорны х дуг. У д а л я я часть пластин,
можно увеличить живое сечение сита. Такие сита отличаются
большой долговечностью.
В зависимости от требований, п р ед ъявл яем ы х к размерам:
разм олоты х древесных частиц, в д ро би л ках могут устанавл и ­
ваться сменные ситовые в кл ад ы ш и с отверстиями диаметров
2— 8 мм или сечением 2 X 1 0 ; 3 x 1 5 ; 4 X 2 0 ; 1 0 x 5 0 ; 14X14 мм2
и др. Д л я получения измельченных частиц, удовлетворяю щ их
требованиям к поверхности плит высшей категории качества,
вклады ш и д о лж н ы иметь отверстия диаметром 5 мм, для р я ­
довых плит — сечением 14X 14 мм. Р ад и а л ь н ы й зазор м е ж д у
зубьями и б илам и кры льчатки д олж ен быть 2— 3 мм, высота
выступа зубьев над поверхностью сит 4— 5, толщ ина зубьев
5— 7, а расстояние м еж д у зуб ьям и 5— 10 мм.
При измельчении в зубчато-ситовой д р оби лке ДМ -8 с д и а ­
метром ячеек сит 5 мм струж ки от станков Д С -6 получаются
древесные частицы с коэффициентом анизометрии (отношение
длины к толщ ине) 25— 30, в то время ка к в молотковой д р о ­
билке Д М -7 с р азм ер ам и ячеек сит 2 X 5 мм он составляет
10— 15. Основную массу частиц — примерно 7 2 % , полученных
в дробилке ДМ -8, составляю т фракции 1/0,5 и 0,5/0,25 средней
толщиной 0,05— 0,15 мм и лиш ь 7— 1 2 % — частицы ф ракций
3/2 и 2/1 средней толщиной 0,30— 0,55 мм. Частицы, полученные
в дробилке ДМ -7, со д ерж ат до 30 % ф ракции 5/3. С труж ка
в ней измельчается в основном по длине и ширине, а толщина
практически не меняется. Ч астицы фракции 2/1 и 1/0,5 имеют
крупообразны й вид и значительную толщину — 0,33— 0,55 мм.
В этих ж е условиях м а к с и м а л ь н а я производительность дро­
билки Д М -8 по абсолютно сухому м атери ал у составляет 6 т/ч„
а дробилки Д М -7 3 т/ч.
Ш ероховатость поверхности плит с н ару ж н ы м и слоями из
древесных частиц, полученных в дробилке ДМ -8, составляет
45—60 мкм при незам етных вклю чениях коры, а полученных
с дробилки Д М -7 — 70— 120 мкм с вклю чениями частиц к о р м
размером до 5 мм. И з приведенных данны х видно, что качество
доизмельчения струж ки в зубчато-ситовых д р о б и л к ах выш е,
чем в молотковых.
Н а б азе дробилки Д М -8 создан а д р у г а я ее модель —
Д М -8Э, которая отличается конструкцией рабочих органов:
зубчато-ситового б а р а б а н а и крыльчатки. В конструкции этой
модели использован принцип поперечного д ви ж ен и я древесных
частиц аналогично д виж ению в д ро б и л ках P S K M фирмы
«П альм ан» и VPF’ фирмы «Альпине».
Рис. 48. Варианты конструкции зубчато-ситовых барабанов дробилки ДМ-8:
а, -б — с ц ел ьн ы м и с и там и ; в, г — с н або р н ы м и си там и ; / — б а р а б а н ; 2 — зу б ; 3 —
п р о к л ад к а; 4 — с т яж н о й болт; 5 — п о дви ж н ы й кронш тейн; 6 — к р ы л ь ч а т к а ; 7 — н еп о д ­
ви ж ны й крон ш тей н; 8 — сито; 9 — ситовой в к л а д ы ш ; 1 0 — п о д ви ж н ы й болт; 1 1 — крон ­
ш тейн
5
З а к а з № 2658
12»
К р ы л ь ча тка д роби лки ДМ -8Э имеет промежуточный диск,
р азд ел я ю щ и й рабочую полость на д ве зоны — измельчения и
просеивания. В зоне измельчения р асполож ены часть к р ы л ь ­
ч атки со стороны кры ш ки до разделительного промежуточного
д и с к а и кольцевая и зм ел ь чаю щ ая д о р о ж к а б ар аб ан а, о х в аты ­
в а ю щ а я с зазором 4— 8 мм лопасти крыльчатки. И зм е л ь ч а ю ­
щ а я д о р о ж к а б а р а б а н а состоит из отдельных вклады ш ей , на
рабочей поверхности
которых располож ены
измельчители
(зу б ь я), ребра которых наклонены под углом 15° к оси в р а ­
щения.
Р асп ол ож ен и е и профиль измельчителей выбраны таким
о б р азо м , чтобы обеспечивалось определенное время п реб ы в а­
н ия древесного м а тер и ал а в зоне измельчения. Измельчители
установлены в д ва р я д а с шагом 16 мм, высота их 4 мм, ш ири­
на 8 мм. И зм ельчители закреплены в сварной кассете винтами,
причем второй р я д мож ет см ещ аться относительно первого.
В зоне просеивания располож ены лопасти кры льчатки за р а з ­
д елительн ы м диском. Эта часть кры льчатки имеет увеличенное
в д в а р а з а по сравнению с первой зоной количество лопастей
д л я создания достаточного вентиляционного потока воздуха.
Л о п асти окруж ены ситами б а р а б а н а с зазором 7— 8 мм. Сита
б а р а б а н а , вы полняю щ ие в основном контрольные функции, из­
готовлены из листовой стали и у д ер ж и в аю тся за счет того, что
их торцы разм ещ ены в кольцевых к а н а в к а х дисков б ар аб ан а.
Весь зубчато-ситовый б ар аб ан , представляю щ ий собой полый
цилиндр, р азм ещ ается в обойме и удерж и вается в ней с по­
мощ ью четырех прихватов, установленных на торцовой части
обоймы. В ращение б а р а б а н у п ередается за счет сил трения
м еж д у коническими полосками на б а р а б а н е и прим ыкаю щ ей
к нему поверхностью обоймы.
П р и измельчении в первой зоне поступающего в д робилку
м а т е р и а л а частицы, достигшие определенных разм еров, под­
хваты ваю тся воздуш ны м потоком и выносятся через кольцевую
щ ель м еж д у промежуточным диском кры льчатки и бар аб ан ом
в зону просеивания. Таким образом, конструкция кры льчатки
обеспечивает формирование поперечного к н аправлению ее
вр ащ е н и я потока воздуха и отделение при этом достаточно
тонких древесных частиц от остальной массы. И зм ен яя продол­
жительность пребывания древесного м а т ер и ал а в зоне и зм ель­
чения, что определяется конструкцией измельчаю щ ей дорож ки,
м о ж н о регулировать степень его измельчения. В дробилке
мож но измельчать древесные частицы длиной не более 60 мм,
шириной не более 10 мм и толщиной не более 5 мм.
И з зар у б еж н ы х станков д л я доизм ельчения струж ки широко
распространены д ро би л ки фирмы « П а л ь м а н » (Ф Р Г ), в ы п уск ае­
мые в нескольких модификациях. Д р о б и л к а P P S п р ед н а зн а­
чена д л я доизм ельчения стружки, используемой д л я н аруж н ы х
и внутренних слоев. Д л я изготовления более тонкой струж ки
прим еняется д р о б и л ка P P S R , а д л я получения тончайшей
130
Рис. 49. Схемы дро­
билок для доизмельчения стружек фир­
мы «Пальман»
(ФРГ):
а — P P S ; б — PPSR; в —
PPSM
стружки — P P S M . Н а рис. 49 показаны принципиальные схемы
этих дробилок. В дробилке P P S (рис. 49, а) после измельчения
ножевым ротором 1 стр у ж ка проходит через сито 2, в р а щ а ю ­
щееся навстречу ротору. В д роби лке P P S R (рис. 49, б) с т р у ж к а
измельчается м еж д у ротором 1 и рифлеными участками 3 на
в р ащ аю щ ем ся навстречу ему кольцевом сите 2. В дробилке
P P S M (рис. 49, в) ст р у ж к а измельчается м е ж д у ротором 1 и
в р ащ а ю щ и м ся навстречу ему рифленым кольцом 4 , в передней
и задней частях которого разм ещ ены кали б рую щ и е сита 5. П о ­
д ач а струж ки во всех д р о б и л к а х осущ ествляется через п ита­
тели 6, а удаление измельченной струж ки через отверстие 7
в нижней части корпуса 8.
Н а р я д у с дроби лкам и P P S , P P S R и P P S M фирма « П а л ь ­
ман» выпускает дробилки P S K , P S K R и P S K M . Они отл и ча­
ются от описанных выше тем, что в них в р ащ а ется тол ько
ротор, а сито (или рифленое кольцо в д роби лке PSK.M) непод­
вижно. В дро би л ке PSK M , кроме того, ситовые кольца вы п ол ­
нены в виде терки, за счет чего обеспечивается не только к а л и ­
брование, но и измельчение струж ки ка к в зоне разм ольн ой
дорожки, т а к и в зоне ситовых колец. З а счет этого повы ш а­
ется производительность д роби лки и улучш ается фракционный
состав мелких древесных частиц. Однако наличие неподвиж­
ного ситового б а р а б а н а ум еньш ает производительность д ро би ­
лок, особенно при измельчении влаж ной стружки. П оэтом у
дробилки P S K M используют преимущественно д л я измельчения
сухой стружки. В табл. 31 и 32 приведены технические х а р а к ­
теристики дроби л ок фирмы « П альм ан » д л я доизмельчения
стружки.
В последнее время р а зр а б о т а н а модель дробилки, в которой
стру ж ка дополнительно измельчается м е ж д у лопастями, р а с ­
положенными на наруж ной поверхности разм ольного б а р а б а н а ,
5*
131
PPSR12
P P S R I6
PPSM 8
1200
1200
600
800
1200
1200
800
140
140
300
600
140
140
300
600
_
_
_
_
_
__
_
__
1.0
1,5
2,8
3,5
1,0
1,5
2,8
1,1
1,6
3,0
3,7
1,1
1,6
90— 110
55—75
160—200
90— 110
22—30 30—45
15—22 22—30
500
900
1500
2200
700
1250
2100
3100
1400
2500
4200
6200
2
4
8
12
600
800
000
000
30—45 55—75
22—30 30—45
500
—
.—
—
900
—
—
—
PPSM14
PPSR10
800
PPSM12
PPSR 8
600
PPSM10
PPS12
Диаметр кольцевого сита
или рифленого кольца, мм
Ширина кольцевого си­
та, мм
Ширина рифленого коль­
ца, мм
Масса дробилки без элек­
тродвигателя, т
Масса дробилки с элект­
родвигателем, т
Установленная мощность
электродвигателей, кВт:
роторов
кольцевого сита или
рифленого кольца
Производительность при
начальной
влажности
стружек 5 % (в пересче­
те на абсолютно сухую
древесину), кг/ч, при
размере ячеек сит, мм:
6X 6
10X10
15X15
25X 25
PPS16
Показатель
PPS10
фирмы «Пальман» с вращающимся кольцевым ситом
или рифленым кольцом
PPS8
31. Техническая характеристика дробилок
800
1200
1200
2X 60 2X 90 2X 120
2Х 150
100
150
200
250
3,5
1,1
1,7
3,0
3,4
3,0
3,7
1,2
1,8
3,2
3,6
110— 160
75—90
200—250
132— 160
45
30
75
45
110
75
132
90
1750
—
—
—
3250
—
—
—
1100
—
—
—
1650
—
—
—
2150
—
—
—
2650
—
—
—
П р и м е ч а н и я : 1. П р о и зв о д и т е л ь н о с т ь д р о б и л о к P P S п ри в л а ж н о с т и с т р у ж е к 40 % с н и ж а е т с я по с р ав н е н и ю с п ри в ед ен н о й на 20—25 %,
а п р и в л а ж н о с т и с т р у ж е к 80 % н а 20—40 %■ 2. П р о и з в о д и т е л ь н о с т ь д р о б и л о к P P S R и P P S M п р и в л а ж н о с т и с т р у ж е к 40 % с н и ж а е т с я по с р а в ­
н ен ию с п р и в ед е н н о й на 50—60 %. а п ри в л а ж н о с т и с т р у ж е к 80 % н а 65—75 %.
Масса дробилки с электродви­
гателями, т
Установленная мощность, кВт
a
СЛ
О.
PSKRIO
Диаметр кольцевого сита или
рифленого кольца, мм
Ширина кольцевого сита, мм
Ширина рифленого кольца, мм
Масса без электродвигателей,
а
W
PSK R 8
П о к азател ь
PSK8
32. Техническая характеристика дробилок фирмы «Пальман»
с неподвижными кольцевыми ситом и рифленым кольцом
800
900
1200
600
800
200
300
430
600
140
140
0,8
1,1
1,5
2,8
0,9
1,3
0,9
1,2
1.7
3,0
1,0
1,4
45
63
90
160
45
75
to
ы
W
а.
600
to
Продолжение
•х
0.
S
PSKM I2
PSKM15
1200
1500
PSK.R16
Диаметр кольцевого сита или
рифленого кольца, мм
Ширина кольцевого сита, мм
Ширина рифленого кольца, мм
Масса без электродвигателей,
т1
Масса дробилки с электродви­
гателями, т
Установленная мощность, кВт
О
СО
S
ы
и
о.
PSRR12
П оказател ь
1200
1200
600
800
300
—
2,2
600
—
2,8
2X 60
100
1,0
2X 90
150
1.2
2,4
3,0
1.1
1,35
2,6
4,0
132
200
45
75
132
200
2X 120 2X 130
250
200
2,4
3,75
и добавочными разм ольным и элементами, закрепленны ми на
внутренней стороне корпуса. Р азм е р ы получаемы х в этой д р о ­
билке древесны х частиц контролируются второй неподвижной
сеткой, располож енной в ниж ней части корпуса.
Д л я получения волокнистой струж ки применяю т дисковые
дробилки (раф ин ер ы ), представляю щ ие собой разм ал ы в аю щ и е
а п п ар аты непрерывного действия, в которых разм ол древесины
(щепы, струж ки и др.) происходит меж ду д ву м я дисками. П ри
этом древесина измельчается по толщине и ширине без у ко ро­
чения. Такой метод получения струж ки д л я н аруж н ы х слоев
пятислойных плит принят в технологическом процессе заводов
мощностью 250 тыс. м3 плит в год. И зм ельчение щепы, опилок
и струж ки в мелкие древесные частицы производится в р а ф и ­
нерах типа Энсо-Бауер-400Ь. В л аж н ость поступающего на и з ­
мельчение м а т ер и ал а д о л ж н а быть не менее 40 %, так ка к при
меньшей в л аж н ости недопустимо возр аста ет д оля мелкой
133
ф ракции, и не более 1 1 0 % , т а к ка к увеличение в л аж н ости ис­
ходного сырья сн и ж ает производительность рафинеров.
Требуем ая степень измельчения древесны х частиц дости­
гается путем изменения зазо р а м е ж д у размольными дискам и
раф и н ера и нап равлен ия их вращ ения. П ри этом зазор м е ж д у
разм ольным и дискам и долж ен быть 0,6— 0,8 мм (при работе
на новых дисках 1,5— 1,8 м м ), оп тим альн ая н агрузка на д ви ­
гатель 130— 170 кВт, а время работы при вращении р а зм о л ь ­
ных дисков в одном направлении не д о лж н о превыш ать 4 ч.
Д л я разм ола щепы используют сегменты типа 36504— 36505,
а при переработке опилок — типа 36301— 36302.
При у казанны х п ар ам етр ах работы раф инера получаем ая
с тр у ж к а д олж н а иметь примерно следующий фракционны й
состав:
Ф р а к ц и я .......................................
Количество, % ..........................
—/5
1—2
5/2
5— 10
2/1
26—38
1/0,63
20—30
0,63/0
30—40
С р едняя толщ ина струж ки д о л ж н а находиться в пределах
0,25— 0,35 мм. П ри средних р а зм ер ах стружки, выходящ их за
у казан н ы е пределы, производится регулировка за зо р а меж ду
разм ольным и дисками.
В производстве Д С т П при­
меняю т две основные схемы п ревращ ени я древесины в струж ку.
П е р ва я схема предусматривает первичное измельчение д р е ­
весины на струж ечны х станках и вторичное на дробилках.
По этой схеме получается высококачественная струж ка. О д н ако
изготовление струж ки в этом случае требует больших затр а т
труда. Т а к а я схема широко применяется для изготовления
стру ж ки наруж ны х слоев качественных плит, а т а к ж е при пе­
реработке неделового круглого леса и дров.
По второй схеме производят первичное измельчение на ру­
бительных маш инах с последующей переработкой полученной
щепы в струж ку на центробежных стружечных станках. П о
этому способу измельчение требует меньших затр а т труда, воз­
можно полностью автом атизировать процесс. Эту схему в н а­
стоящее время широко применяют при переработке отходов
д ля внутренних слоев плит. Создание за последние годы нового
оборудования д ля доизмельчения струж ки по толщине позво­
л ило перейти на измельчение по второй схеме всего сырья для
внутренних и наруж н ы х слоев плит. При этом стр у ж ка д л я
н ар уж н ы х слоев проходит дополнительное доизмельчение по
толщине.
Н аиб олее распространен­
ными механизмами и устройствами д л я транспортирования
струж ки и щепы яв л яю тс я ленточные, скребковые и винтовые
конвейеры, а т а к ж е пневматические устройства.
Ленточные конвейеры применяются главным образом при
перемещении струж ки и щепы на горизонтальных или с не­
большим уклоном п рям ы х участках. Несущим и тяговым орга-
Основные схемы измельчения.
Транспортировка щепы и стружек.
134
33. Предельные значения угла подъема и скорости ленточных конвейеров
У го л подъема» г р а д
Т р а н сп о р т и р у е м ы й м а т е р и а л .
Стружка
Щепа
Опилки
Дровяная древесина круглая
Дровяная древесина колотая
в закры том
п о м ещ ен и и
До
До
До
До
До
на о тк р ы то м
воздухе
15
16
20
10
15
До
До
До
До
До
С к о р о сть л е н т ы ,
м/с
До
До
До
До
До
12
12
15
8
12
2,0
2,5
2,5
1,5
1,5
ном ленточного конвейера яв л яе тся бесконечная лента из про­
резиненной ткани шириной от 400 до 1200 мм, д ви ж у щ аяс я
по роликам или ск ользя щ ая по настилу.
В табл. 33 приведены зн ачен ия предельных углов подъема
и скорости ленточных конвейеров.
Н а уч астк ах с подъемом приведенные значения рекоменду­
ется принимать следующими:
Угол подъема ленты, град
.......................................
Рекомендуемая скорость, % от скорости на гори­
зонтальном у ч а с т к е ........................................................
5
15
20
90
75
65
В табл. 34 приведены значения производительности ленточ­
ных конвейеров.
При перемещении древесной струж ки по прямым горизон­
тальным или наклонным (угол н аклон а не более 45°) участкам
н аряд у с ленточными применяются скребковые конвейеры.
Тяговыми элем ен там и скребковы х конвейеров с л у ж а т втулоч­
ные и втулочно-роликовые цепи. С тр уж ка или щ епа перем ещ а­
ются по д еревянном у или обшитому листовым ж елезом ж елобу
деревянными или стальными скребками. Ш а г скребков обычно
равен двум — четырем ш а г а м цепи. Ш ирина скребков колеб­
лется от 200 до 600 мм, высота от 0,25 до 0,5 ширины скребков.
34. Производительность ленточных конвейеров
П р о и з в о д и т е л ь н о с т ь , м3/ч
Ш и ри н а л е н т ы , мм
500
500
500
650
650
650
С к о р о с ть л е н т ы , м /с
0,8
1,0
1,25
0,8
1,0
1,25
при плоской ленте
п р и ж ело б ч ато й
лен те
31,5
40
50
50
63
80
63
80
100
100
125
160
135
Производительность скребкового конвейера, т/ч, оп ределяю т
по формуле
Q = 3,6Bh(pyKV,
где В — ширина скребка, м; h — высота скребка, м; tp— коэффициент, рав­
ный отношениею объема груза на участке между скребками к объему этого
участка; у — насыпная плотность материала, кг/м3; К — коэффициент, учиты­
вающий угол наклона транспортера; V — скорость цепи, м/с.
Н и ж е приведены средние значения
скребковых конвейеров.
Угол наклона конвейера, град . 0
Коэффициент К
..............................
1,0
10
1,0
коэффициента К
20
0,85
30
0,75
35
0,60
40
0,50
д ля
45
0,40
К достоинствам скребковых конвейеров относятся простота
конструкции, возможность загрузки и разгрузки на лю бом
участке конвейера, к недостаткам — измельчение струж ки в
процессе транспортировки, а т а к ж е сравнительно н изк ая про­
изводительность из-за малы х скоростей.
В последние годы в производстве Д С т П большое распро ­
странение получили конвейеры с погруженными скреб кам и
(редлеры ). К достоинствам таких конвейеров относится воз­
можность их применения на горизонтальны х и верти кал ьн ы х
участках, а так ж е при переходе от горизонтальны х к н акл о н ­
ным и вертикальным. Последнее по маневренности п р и б л и ж ает
конвейеры с погруженными скребкам и к пневмотранспорту.
Конвейер с погруженными скребками п редставляет собой з а ­
крытый металлический короб прямоугольного сечения, внутри
которого движ ется тягов ая цепь со скребками. З а гр у ж а ю т кон­
вейер через течки над рабочей ветвью, а р азг р у ж аю т через о т­
верстия в нижней части короба (под рабочей ветвью ). Холо­
ста я ветвь цепи конвейера проходит вдоль короба, оп ираясь
на нап равляю щ и е полосы.
Производительность конвейера с погруженными скребкам и
(т/ч) рассчитываю т по формуле
Q = 3,6FyKv,
где F — площадь поперечного сечения ж елоба, м2; у — насыпная плотность
материала, кг/м3; К — коэффициент заполнения объема желоба (принимается
К = 0,8); v — скорость цепи, м/с.
Д л я горизонтального перемещения измельченной древесины
на небольшие расстояния, а т ак ж е с наклоном до 20° приме­
няют винтовые конвейеры, имеющие ж елоб с полуцилиндрическим дном. Производительность такого конвейера (т/ч) р ас­
считываю т по формуле:
Q = 60 (л£>2/4) t n y K i K *
где D — диаметр винта, м; t — шаг винта, м; п — частота вращения винта,
мин-1 ; у — насыпная плотность материала, т/м3; К i — коэффициент заполне­
ния желоба (для стружки 0,2—0,3, для опилок 0,3—0,4); Кг — коэффициент,
учитывающий угол наклона винта р.
136
Зн ач ен ия К 2 в зависимости от угла р приведены ниже.
Р
К2
......................
......................
О
1,0
5
0,9
1015
0,8 0,7
20
0,65
В производстве Д С т П широко применяется пневмотранс­
порт, который обеспечивает передачу струж ки
в горизонталь­
ной и в наклонной плоскостях (под любым углом) с поворо­
тами, минимальную потребность в рабочей силе д ля обслу­
ж и в ан и я и ремонта, перемещение струж ки без пыления,
сокращ ение капиталовлож ений. Н едостатками пневмотранс­
порта яв л яю тс я быстрый износ трубопроводов, необходимость
установки громоздких циклонов и высокий расход электроэнер­
гии при эксплуатации.
П р им еняем ы е в производстве Д С т П пневмотранспортные
установки р азд ел я ю т на всасываю щ ие, нагнетательные и ко м ­
бинированные (всасы ваю щ е-нагнетательны е). П ри перемещении
м а тери ал а на небольшое расстояние от нескольких станков
к одному приемнику рекомендуется применять всасывающ ие
установки, раб отаю щ ие под разреж ен и ем (не ниже 0,04 М П а ).
При перемещении м а тери ал а из одного места к нескольким
приемникам, а т а к ж е при перемещении на большие расстояния
(600 м) рекомендуется применять установки, работаю щ ие под
давлением. К ом бинированны е установки применяю т для сбора
измельченной древесины от машин и перемещения к одному
пункту потребления.
В зависимости от д ав л ен и я воздуха пневмотранспортные
установки д ел ят с я на низконапорны е (менее 0,005 М П а ) , сред­
ненапорные (от 0,005 до 0,02 М П а ) и высоконапорные (более
0,02 М П а ) . В табл. 35 приведены рекомендуемы е значения
скорости воздуха в трубопроводах пневмотранспорта.
Одна
из в аж н ы х операций в производстве Д С т П — создание проме­
жуточных (м ежоперационны х) запасов струж ки и щепы по­
средством бункерования. Д л я предотвращ ения сводообразования, т. е. зави сан и я измельченной древесины, бункера
изготовляю т с вертикальными или расш иряю щ им ися книзу
Хранение межоперационных запасов стружки и щепы.
35. Рекомендуемая скорость воздуха в трубопроводах пневмотранспорта, м/с
В л а ж н о с т ь д р е в е с н ы х части ц . %
Т р а н с п о р т и р у е м ы й м а т ер и а л
Стружка
Щепа из шпона-рванины (после рубительной машины)
Щепа из кругляка, горбылей, реек и т. п.
(размером 2 5 X 2 5 X 5 мм)
до 10
60—80
16—20
—
28—36
25—35
30—40
137
стенками. П ри использовании обычных бункеров, имеющих
в нижней части меньшее сечение, чем в верхней, необходимо
у станавл и вать специальные механизмы, разр уш аю щ и е своды.
П ри производстве Д С т П на к а ж д ы е 25 тыс. м3 годового в ы ­
пуска плит объем струж ки, п ерерабаты ваем ой за сутки, со­
ста вл я ет примерно 500— 700 м3. Хранить такие зап асы в цехах
затруднительно. П оэтому создают межоперационные запасы
щепы и стружки, обычно не превыш аю щ ие 2— 4-часовой
потребности. Помимо создания промежуточных зап асов щепы
и струж ки бункера вы полняю т функции дозаторов. Т акие бун­
кера изготовляют с подвижным дном, встроенными в и б р о ж е л о ­
бами, весами и др.
Д л я хранения щепы применяют прямоугольные бункера,
суж аю щ иеся в нижней части. Д ном разгрузочной воронки т а ­
кого бункера яв л яется виброжелоб. Р егул ируя число его к ол е­
баний или их амплитуду, можно изменить количество в ы д а в а е ­
мого бункером м а тери ал а. Такие бункера изготовляют объемом
от 60 до 300 м3. Н едостатком бункеров большой емкости я в л я ­
ется зависание в них щепы и особенно стружки, что приводит
к прекращ ению подачи древесины и требует разруш ения о б р а ­
зовавш ихся сводов.
Ш ироко распространены в производстве Д С т П горизон­
тальные бункера с вертикальными стенками и подвижным
дном. Одним из них яв л яется бункер Д Б Д -1 (рис. 50). Бункер
состоит из двух основных частей: собственно бункера и д о з а ­
тора. Бункер п редставляет собой горизонтальную к а м ер у 1 с
подвижным дном в виде пластинчатого конвейера 2, оборудо­
ванную распределительным скребковым конвейером 3, который
располож ен наверху под крышкой бункера. Непосредственно
к бункеру п рим ыкает дозатор — горизонтальная к а м ер а 4 с
установленными в ней двум я конвейерами: промежуточным 5
и наклонным 6, а т а к ж е р азравн и ваю щ и м вальцом 7. С труж ка,
поступающая в бункер сверху, распределяется скребковым
конвейером по длине и ширине бункера. Оттуда она в ы дается
в к ам ер у д озатора периодически вклю чаю щ и м ся нижним (п л а ­
стинчатым) конвейером. При заполнении д озато ра п л асти н ча­
тый конвейер автоматически в ы клю чается, в связи с чем п ре­
к р а щ ае т ся подача струж ки в дозатор. К огда в дозато ре количе­
ство струж ки доходит до минимума, автоматическое устройство
в к л ю чает в р аб оту нижний пластинчаты й конвейер. П р о м е ж у ­
точный конвейер д о зато р а передает струж ку на наклонный
конвейер, а он вы д ает струж ку из дозато ра. Валец, установл ен ­
ный над наклонным конвейером, р азр а вн и ва ет струж ку по его
ширине.
Производительность бункера регулируется путем изменения
просвета меж ду в ал ьц ом и лентой наклонного конвейера и из­
менения скорости его движения.
Горизонтальный бункер Д БО -1 по конструкции аналогичен
бункеру Д Б Д -1 , отличается от него некоторыми парам етрам и.
138
Рис. 50. Схема горизонтального бункера ДБД-1
Н и ж е приводится техническая характери сти ка горизонтальных
бункеров Д Б Д - 1 и Д БО -1.
Техническая характеристика горизонтальных бункеров
Емкость горизонтальной камеры, м3 .....................
Скорость конвейера, м/мин:
пластинчатого .................................................................
................................................................
наклонного
скребкового .....................................................................
Частота
вращения разравнивающего вальца,
мин- 1
..................................................................................
Просвет между разравнивающим вальцом и наклон­
ным конвейером, мм
....................................................
Установленная мощность, кВт
..............................
Масса, кг
.........................................................................
Д Б Д -1
Д БО -1
19
30
1
5,8— 17,6
8
1,4
7,8—43,0
3,2
170
100
0—40
5,4
6300
25—55
6,3
8700
Выпускаются т ак ж е бункера Д Б Д - 2 и Д Б В -1 , оснащенные
порционными весами, встроенными на выходе из дозатора, что
позволяет дозировать стружку.
Описанные горизонтальные бункера обеспечивают буфер­
ный зап ас измельченной древесины на 2— 4 ч работы линии
по производству Д С т П мощностью 25 тыс. м3 в год. Однако
при увеличении мощности действующих предприятий с 25 до
90 тыс. м3 плит в год потребовались большие буферные запасы,
что практически невозможно в горизонтальных бункерах. П о ­
этому широкое распространение получают вертикальные бун­
кера емкостью 60— 300 м3 (рис. 51). Чтобы стр уж ка не зави сал а
в бункерах, их д ел аю т суж аю щ имися кверху. Кроме того, в них
устанавливаю т ворошители, винтовой конвейер, вертикальный
ротор с лопастями. Д л я дозированной выдачи стружки из в е р ­
тикальны х бункеров в нижней части их у станавли ваю т винто­
вые конвейеры или другие механизмы, например цепи, звенья
которых снабж ены ковшами д л я зах в ат а стружки.
Рис. 51. Схемы вертикальных бункеров для стружек:
а — с ворош и телем ; б — с ви н товы м кон вейером ; в — с
с винтовы м и ко н вей ер ам и ; / — корп ус; 2 — во р о ш и тель;
вер ти к ал ьн ы м ротором ; г —
3 — винтовой кон вейер; 4 —
ротор с лоп астям и
С УШ КА
СТРУЖКИ
Сырье поступает на п ереработку в Д С т П в очень широком
диапазоне влаж ности. Так, в л аж н ость древесины в лесопильно­
деревооб раб аты ваю щ и х производствах, поступающей сухопут­
ным путем, составляет 60— 80 %, а поступающей сплавом д о ­
стигает 120 % и более. Отходы лесопиления и фанерного про­
изводства (более 80 %) имеют влаж н ость 80— 150 %, мебельного
производства — не более 1 0 % ; влаж н о сть остальных отходов
деревообработки, ка к правило, находится в пределах 40— 60 %.
В л аж н ость струж ки о к а зы в ае т реш аю щ ее влияние на про­
цесс прессования Д С тП . П ри высокой в л аж н ости стружки тр е­
буется повышенный расход тепла на превращ ение в пар влаги,
находящ ейся в древесине, что связано с увеличением п родол­
жительности прессования. К ром е того, повы ш енная влаж ность
струж ки приводит к о бразованию пузырей в плитах.
При недостаточной в л аж н ости стружки древесина как пори­
сто-капиллярное тело поглощ ает значительное количество с в я ­
зующего, что приводит к уменьшению его на поверхности
струж ки и снижению прочности плит. И з-за невысокой пластич­
ности слиш ком сухой стру ж ки затру д н яется ее упрессовка,
вследствие чего требуется повышенное д ав л ен и е при прессова­
нии и о б разу ется пористая структура плит.
Неравном ерность вл аж н ости стружки приводит к неравно­
мерности толщины и плотности плит. К а к п оказали исследо­
вания, отклонение в л аж н ости струж ки всего лиш ь на 2 % в ы ­
зы вает неравномерность толщ ины готовых плит 0,1 мм.
П ри применении в н астоящ ее врем я большинства смол
в производстве Д С т П требуется определенная влаж ность д л я
обеспечения
быстрого и качественного склеивания плит.
В табл. 36 показано влияние влаж ности струж ек на предел
прочности Д С т П при статическом изгибе (связующее на ос­
нове карбам и дн ы х см ол).
Реком ендуется в л аж н о сть струж ек при производстве одно­
слойных плит 3— 5 %, трехслойных 3— 5 % д л я наруж ны х слоев
и 2— 4 % д л я внутреннего слоя. П ри бесподдонном прессова­
нии плит д л я повышения прочности брикетов рекомендуется
36. Прочность ДСтП при различной влажности стружки
до осмоления
В лаж н ость
струж ки
в н у т р ен н ег о
слоя, %
2
4
6
8
П р е д ел п р о ч н о ст и п р и стати ч еск о м и зги б е (М П а),
п р и в л а ж н о с т и с т р у ж е к н а р у ж н ы х с л о ев , %
2
4
6
8
10
13,2
16,1
15,7
15,0
15,6
20,3
18,5
16,9
16,5
21,2
19,5
17,5
16,2
20,4
19,0
17,2
14,5
18,5
17,1
15,6
141
сн и ж а т ь влаж н ость струж ки внутреннего слоя на 1— 2 % по
сравнению с прессованием на поддонах.
П рименение сы рья разн ы х пород и с неравномерной в л а ж ­
ностью приводит к тому, что на суш ку поступают в одном
п отоке древесные частицы с в л аж н остью от 10 до 120 % и бо­
л е е и со значительно разли чаю щ и м и ся разм ерам и. В р езу л ь ­
т а т е этого влаж н ость сухих древесны х частиц различны х ф р а к ­
ций колеблется в п р ед ел ах от 1,5 до 10 %, хотя средняя в л а ж ­
ность находится в пред ел ах 2—4 %. Д л я уменьшения р азб ега
в л аж н ости часто проводится пересуш ка стружки, что помимо
повышения за т р а т приводит к увеличению содерж ан ия пыли
в стру ж ке и, ка к следствие, снижению прочности плит при
растяж ени и перпендикулярно пласти на 0,10— 0,15 М П а. Б олее
экономичным способом вы равн и вани я в л аж н ости струж ки р а з ­
личной фракции яв л яе тся ее в ы д ер ж к а в течение 1— 2 ч, хотя
это связано с созданием больших буф ерны х запасов стружки.
М еханизм сушки древесны х частиц определяется в основ­
ном формой связи влаги с древесиной. Р азл и ч аю т три формы
связи влаги с древесиной: химическую, физико-химическую и
физико-механическую. Химически с в я за н н а я в л а г а у д е р ж и в а ­
ется в древесине наиболее прочно и у д а л я е т с я при нагревании
древесины до тем пературы выше 170°, что обычно соп р овож ­
д аетс я изменением молекулярной структуры древесины. При
сушке древесных частиц в производстве Д С т П химически св я­
з а н н а я в л ага не уд аляется.
Физико-химически связанную вл агу н азы ваю т связанной или
гигроскопической. Ее мож но р аздели ть на адсорбционно с в я ­
зан н у ю и связанную вл агу микрокапиллярной конденсации.
П р и удалении адсорбционно связанной в л аги ум еньш ается
объем древесины и поглощ ается тепло (теплота сорбции). При
этом н аибольш ее поглощ ение тепла н аб лю д ается при удалении
адсорбционно связанной влаги от 6 % до 0. В отличие от этого
при удалении связанной влаги ми крокап иллярн ой конденсации
объем древесины ум еньш ается без поглощ ения тепла.
Н аиб олее легко уд ал яе тся из древесины физико-механи­
чески св язан н ая в л ага, н азы ва ем а я обычно свободной. С вобод­
н ая в л а г а находится в м акр о ка п и л л яр ах : полостях сосудов,
волокон либриф орм а, клеток трахеид, паренхимы и т. д. У д а­
ление свободной в л а г и требует меньших затр а т тепла, чем
у д ал ен и е гигроскопической, и не сопровож дается изменением
-объема древесины.
Р езкой границы м е ж д у удалением адсорбционно связанной
в лаги и связанной влаги капиллярной конденсации провести
нельзя, так ка к оба процесса протекаю т одновременно. П р и ­
бли ж енн о можно считать, что удаление основной массы сво­
бодной влаги происходит при сушке до влаж ности 25— 30 %,
после чего до в л аж н ости 8— 10 % у д ал я е тся главным образом
с в я за н н а я в л ага микрокапиллярной конденсации, а в д ал ь н ей ­
ш е м — адсорбционно с в я за н н а я влага. П ри этом скорость уда­
442
ления свободной влаги значительно больше, чем связанной.
Тип агрегата д л я сушки струж ек вы б и раю т в зависимости
от их вида, начальной и конечной влаж ности, типа агента
сушки и его п арам етров и объем а производства плит. С уш иль­
ные агрегаты д л я сушки древесны х частиц по способу передачи
тепла (основному) высуш иваемом у м атери ал у можно р а з д е ­
лить на кондуктивные (контактные) и конвективные.
В контактны х суш илках источником передачи тепла, к а к
правило, сл уж и т ротор (м е ш а л к а ), состоящий из пучка н агр е­
тых труб. П о конструкции так и е сушилки п о дразделяю тся на
два основных вида: с в р ащ а ю щ и м ся ротором и неподвижным
бараб ан ом или одновременно в ращ аю щ и м и ся ротором и б а р а ­
баном. К онтактные сушилки обогреваются паром, горячей в о ­
дой или термомаслом, проходящ им через пучок труб в р а щ а ю ­
щегося ротора.
Достоинство контактны х сушилок — сравнительно низкий
удельный расход тепла. К их недостаткам относятся
исти­
рание струж ки при сушке, о б разован ие на труб ах в процессеэксплуатации налета древесной смолы, сниж аю щ ее коэффици­
ент теплопередачи от теплоносителя к стружке, сложность
обогревательной системы и ненадежность ее в эксплуатации,,
а т а к ж е громоздкость. В связи с этим контактны е сушилки
в последние годы постепенно вытесняются другими видами су­
шильных агрегатов.
Конвективные сушилки по способу перемещения высуш ивае­
мого м а тер и ал а можно р азд ел и ть на д ва основных типа: с пнев­
матическим и с механическим перемещением измельченной
древесины в процессе сушки. К конвективным суш илкам с пнев­
матическим перемещением измельченной древесины относятся
пневмосушилки, в которых стру ж ка, находясь во взвешенном
состоянии, успевает высохнуть за врем я прохождения через
сушилку.
Простейш ей сушилкой такого типа яв л яется труба-сушилка,,
схема которой приведена на рис. 52.
Через п итатель 1 сы р ая с тр у ж к а подается в в ерти кальн ы й
участок трубы 2 (восходящ ий). В этот у часток трубы одновре­
менно со струж кой поступают из топки 8 топочные газы. С ко­
рость д ви ж ен и я топочных газов превыш ает скорость витания
стружек. П оэтому они подхваты ваю тся топочными газам и и
передаю тся по трубе вверх, затем по нисходящему участку
трубы 3 вниз и второму восходящ ему участку 4 вверх. З а т е м
топочные газы со стру ж кам и п опадаю т в циклон 5 и там р а з ­
деляю тся: топочные газы вы б расы в аю тся дымососом 6 в атм о ­
сферу, а высушенные стру ж ки пад аю т в бункер 7.
Скорость д ви ж ени я древесны х частиц по восходящим у ч аст ­
кам трубы-суш илки равн а разности скоростей движ ения топоч­
ных газов и витания частиц, а по нисходящим участкам — их
сумме. Д л я увеличения длительности пребы вания струж ек
в сушилке рекомендуется, чтобы скорость д виж ения топочных
143-
Рис. 52. Схема трубы-сушилки
газов б ы л а возможно ближе
к скорости витания частиц. В з а ­
висимости от разм еров др евес­
ных частиц скорость дви ж ени я
топочных газов принимают от 5
до 20 м/с. При таких скоростях
топочных газов древесные ч ас­
тицы находятся в трубе-сушилке
лишь несколько секунд,несм отря
на ее значительные разм ер ы по
высоте (до 20— 30 м).
Т ем пература топочных газов
при входе в трубу-суш илку обы ­
чно р ав н а 400— 500 °С, на вы ­
х о д е — около 1 0 0 °С. О днако д а ж е при таких высоких тем пе­
р ату р а х древесные частицы не всегда успевают высохнуть.
П оэто м у трубы-сушилки изготовляю т из двух-трех п о следова­
тельных секций.
В результате уд аров летящ и х древесны х частиц с большой
скоростью о стенки значительно изнаш и ваю тся трубы и работа
суш илки резко ухудш ается, так к а к подсос воздуха через не­
плотности в системе н ару ш а ет зад ан н ы й режим. Кроме того,
подсос воздуха приводит к повышенному расходу энергии и
сн и ж ает производительность трубы-сушилки. Такие сушилки
очень громоздки и требую т большого расхода м етал л а и строи­
тельства высоких зданий д л я их установки. Так, труба-суш илка,
со с т о ящ а я из двух секций высотой по 25 м производительностью
до 1500 кг/ч испаренной влаги имеет массу около 30 т.
Д л я повышения равномерности в л аж н ости стружки, что
требует увеличения продолжительности сушки, а т а к ж е д л я
уменьшения габаритов и металлоемкости труб-сушилок со з­
д а ю т многооборотные б ар аб ан ы сушилки. Схема одной из т а ­
ких суш илок приведена на рис. 53.
С уш и лка п редставляет собой цилиндрический в ращ аю щ и йся
б а р а б а н 1, в который коаксиально встроены две трубы 2 и 3.
•Смесь топочных газов с воздухом поступает из топки 5 в цент­
ральную трубу 3 со скоростью 20 м/с, затем дви ж ется в о б р а т ­
ном направлении по средней трубе 2 со скоростью 6— 7 м/с,
после чего через наруж н ую кольцевую полость, образованную
б а р а б а н о м и трубой 2, дви ж ется со скоростью 4— 5 м/с к в ен ­
ти л ято ру 6, где скорость снова увеличивается до 20 м/с. П осту­
п аю щ а я через шлюзовой затвор 4 стр у ж ка подхваты вается
топочными газам и и транспортируется ими через сушилку, о д ­
новременно осущ ествляется сушка. П р и этом в центральной
трубе стр у ж ка сушится во взвешенном состоянии, ка к в трубесушилке. Н а втором и третьем участках перемещению стружки
способствует пересыпание стружки с н асадок при вращ ении
.144
б а р а б а н а . Таким образом, на этих участках сушка стружки
происходит к а к за счет конвекции, так и контактным способом.
По выходе из сушилки стр у ж к а отделяется от топочных газов
в циклоне 8. П ри этом стр у ж к а через шлюзовой затвор 7 н а ­
п рав л яется в дальнейш ее производство, а топочные газы у д а ­
ляю тся в атм осф еру или н ап рав л яю тся на рециркуляцию. Тех­
ническая характери сти ка некоторых трехходовых сушилок при­
ведена в табл. 37.
К н едостаткам трехходовых сушилок относятся неравномер­
н ая вл аж н о сть древесных частиц разных р азм ер ов после сушки,
а так ж е слож ность очистки сушилок. Кроме того, в этих су­
ш илках часто происходит загорани е стружки. Поэтому в г а зо ­
ходе м еж д у топкой и б ар аб ан о м установлена автоматически
37. Техническая характеристика трехходовых барабанных сушилок
Завод (фириа)-изготовитель сушилок
Показатель
Производительность, кг/ч:
по абс. сухой стружке
по испаренной влаге
Влажность стружки, %:
начальная
конечная
Температура газов, °С:
на входе
на выходе
Объем циркулирующих га­
зов, кг/ч
Размеры барабана, м:
длина
диаметр
МЭЗДСПиД
(СССР)
Фирма «Бизон»
(ФРГ)
Фирма «Кофама»
(ПНР)
2000
1600
8250
8000
2580
2500
70
3
100
3
100
3
800
100
32 000
550
90— 110
60 000
360
130
27 000
10
2,2
10
3,4
9
2,2
145
Рис. 54. Барабанная сушилка
прямого действия:
/ — б у н кер ; 2 — циклон ; 3 — г а з о ­
ход; 4 — б а н д а ж ; 5 — зу б ч а ты й в е ­
н ец;
6 — корп ус;
7 — ш лю зовой
за т в о р ; 8 — г а зо х о д п одач и а ге н ­
т а суш ки ;
9 — опорны е р о л и к и ;
10 — п ривод; I I — вен ти л я т о р
УУ/У/УУУ У/У УУУ УУУ У//УУУ УУУ У/У УУУ УУУ УУУ УУУ'
зак р ы в а ю щ а я с я заслонка, п ер ек р ы в аю щ ая трубу при с р а б а ­
тывании противопожарного устройства.
К конвективным суш илкам с механическим перемещением
измельченной древесины относятся наиболее распростран ен ­
ные в С С С Р б ар аб ан н ы е сушилки Н-411-56, выпускаемые з а ­
водом «Прогресс» (рис. 54). О сновная часть такой суш илки —
сварной б араб ан с насаж ен н ы м и на него двум я бандажами,,
к а ж д ы й из которых катится по двум или четырем самоустан авливаю щ им ся опорным роликам. Н а б ар аб ан н аса ж ен т а к ж е
зубчаты й венец, находящ ийся в зацеплении с ведущей шестер­
ней привода. Ч астота в р ащ ен и я б а р а б а н а обычно не превы ш ает
18 мин-'1.
Б а р а б а н н а я суш илка у стан авл и в ается горизонтально или
с наклоном. Д л я предохранения б а р а б а н а от сползания служ ит
упорный ролик. Д л я уменьшения тепловых потерь б а р а б а н по­
крыт теплоизоляцией. С тр уж ка вводится в б ар аб ан через ш л ю ­
зовой затвор или другое загрузочное устройство. Внутри б а р а ­
б ан а на длине 1 м от его н ачала р асп о л ож ен а н аса д к а в виде
винтовых лопастей, п ред назначенн ая д л я подачи в б ар аб ан
стружки. В остальной части б а р а б а н а (по его длине) поме­
щ аю тся насадки (система л оп аток), ж естко скрепленные с его
стенками. Н асад ки с л у ж а т д л я интенсивного перемеш ивания
струж ек, их равномерного распределения по сечению б а р а б а н а
и продвижения вдоль б ар аб ан а. П оэтому насадки д о л ж н ы обе­
спечивать м акси м альн ое заполнение б а р а б а н а струж кой при
ее равномерном распределении по сечению, постоянном пере­
мешивании, минимальном уносе и в о зм ож н о лучшем омывании.
146
Рис. 55. Конструкции на­
садок
сушилок
завода
«Прогресс»:
1, 2 — п о д ъ ем н о -л о п астн ы е; 3,
4 — р асп р е д е л и т ел ь н ы е;
5—
ячейковая
потоком агента сушки.
Кроме того, насадки
]
2
3
не д олж ны измельчать
струж ку.
Н а сад к и
бывают
подъемно - лопастные,
ячейковые и расп реде­
лительны е. В подъемно-лопастных н асадк ах
Ц
5
лопасти расположены
по стенкам б арабан ов. Ячейковые насадки представляю т собой
систему полочек, зап олн яю щ и х внутренность б ар аб ан а и о б р а ­
зующих ячейки. Р асп редели тельны е н асадки обычно имеют
форму, промежуточную м е ж д у лопастной и ячейковой конст­
рукцией. Преимущ ество применения распределительных н а с а ­
док перед применением лопастны х — м еньш ая высота падения
частиц высушиваемого м а тер и ал а, б ла г о д а р я чему у м еньш а­
ется измельчение стружки. Н а рис. 5{5 п о казаны некоторые ко н ­
струкции н аса д о к б араб ан н ы х сушилок, выпускаем ых в С ССР.
Л учш ей из них д л я сушки струж ки мож но считать н а ­
с а д к у 5.
В зависимости от конструкции насадок и угла наклона б а ­
р аб ан а возм ож но заполнение б а р а б а н а струж кой до 23 % его
об ъем а. Этот фактор ока зы в ае т существенное влияние на про­
изводительность сушильного б ар аб ан а. П олож енны й в основу
б а р аб ан н ы х сушилок принцип перемещения высушиваемого
м а тер и ал а за счет уклона и вращ ени я б а р а б а н а не позволяет
обеспечить требуемое заполнение б ар аб ан а стружкой. Д л я по­
выш ения коэффициента зап олн ен ия б а р а б а н а рекомендуется
уста н а вл и в ать сушильный б а р а б а н под отрицательны м углом,
т. е. с уклоном в 2— 3° в сторону, противоположную н а п р а в ­
лению перемещ ения стружки. П ри этом струж ки двигаю тся
вдоль б а р а б а н а под действием потока топочных газов, а б л а ­
годаря отрицательному уклону б а р а б а н а их перемещение з а ­
медляется. Это позволяет увеличить врем я пребы вания стружки
в б ар аб ан е без снижения количества пропускаемого через б а ­
рабан м а тер и ал а в единицу времени и д а ж е увеличить эго
количество и соответственно повысить производительность су ­
шильного б ар аб ан а.
Д ви ж ен и е агента сушки мож ет совпадать с движением стру­
ж е к (прямоточное) или иметь обратное направление (противоточное). П ри высокой тем пературе агента сушки (более
170 °С) рекомендуется прямоточное д виж ение агента сушки,
■а при меньшей температуре — противоточное.
147
Д л я получения теплоносителя сл уж и т топка с камерой см е­
шения (при сушке смесью топочных газов и в о здух а), по двод я­
щий дымоход (боров) к камере смешения (при сушке отх од я­
щими газам и ) или паровой калориф ер (при сушке горячим
воздухом ). Скорость д виж ения агента сушки вдоль б а р а б а н а
в зависимости от р а зм е р а древесных частиц составляет 2— 3 м/с.
Со стороны разгру зк и б ар аб ан н о й сушилки м ож ет быть
установлен шлюзовой затвор, винтовой конвейер или другое
разгрузочное устройство, а так ж е вентилятор и циклон. При
этом разгрузочное устройство предназначено д л я вы грузки
сухого материала, а вентилятор — д л я отсоса отработанны х
газов. Т ак как с отработанным и г аза м и из сушилки уносится
пыль и мелкие частицы, д л я их разд ел ени я предусмотрен цик­
лон. О тработанны е газы в б арабан н ую сушилку обычно не воз­
вращ аю тся.
Опыт эксплуатации сушильных б ар аб ан о в в С С С Р показал»
что температура отработан н ы х газов довольно высока (до
140 °С ), что приводит к большим потерям тепла. Д л я более
полного использования топочных газов у д ал ять стр уж ку из
сушильного б ар аб ан а рекомендуется вместе с топочными газами
через газоход и циклон, ка к это п оказано на рис. 54. П ри этом
в циклоне происходит отделение сухой стружки от топочных
газов. Возможны две схемы установки дымососа: до или после
циклона. При установке дымососа до циклона сухая струж ка
проходит через дымосос, что приводит к некоторому ее д опол­
нительному измельчению. Поэтому н аиболее целесообразной
мож но считать установку дымососа после циклона по схеме,
приведенной на рис. 54. Вместе с тем по этой схеме требуется
особо тщ ательное выполнение шлюзового затвора в нижней
части циклона. Это представляет определенные трудности, по­
этому на многих предприятиях предпочитают пропускать с т р у ж ­
ку через дымосос. О ба торца б а р а б а н а (по окружности) за щ и ­
щены скользящими уплотнениями. Во избеж ание выхода газов
(или воздуха) с пылью из сушилки в цех б а р а б а н н а я суш илка
д о л ж н а работать под разрежением.
В Советском Союзе бараб ан н ы е суш илки выпускают г л а в ­
ным образом диам етром от 1 до 3,2 м, длиной от 5 до 24 м и
с отношением д и ам етра к длине от 1 : 4 до 1 :6.
В табл. 38 приведена техническая характери сти ка некото­
рых сушильных бараб ан о в, выпускаем ых в СССР.
Н а основании опытных данных мож но рекомендовать при
сушке стружки в сушильном б ар аб ан е Н-411-56 исходные р е ­
жимы , приведенные в табл. 39.
Производительность сушильных б ар аб ан о в зависит от их
д и а м ет р а и может быть определена по формуле
А = А 2л Л/ Ш 2 , 2,
где Л 2 ,2 — производительность сушильного барабана диаметром 2,2 м (при­
нимается по данным табл. 39); D — диаметр барабана, м.
148
38. Техническая характеристика сушильных барабанов
С у ш и л к а за в о д а «П рогресс»
П о казател ь
Рабочие размеры бара­
бана, мм:
длина
диаметр
Угол наклона сушильно­
го барабана, град.
Частота вращения су­
шильного
барабана,
мин-1
Установленная
мощ­
ность, кВт
6000
1000
8000
1200
10 000
12 000
1 600
2 000
От 1 10 4
10 000
2 200
16 000
2 200
4; 5;
8
ЗД5;
4,0;
6,3
5,0;
6,5;
7,0
3,15;
4,0;
6,3
14; 18;
20
1,6;
2,0;
3,15
14; 18;
20
3,15;
4,0;
6,3
28; 36;
40
12
3
3
32
18
4
3
41
2,5;
3; 3,5
Трехскор остной
Частота вращения вала
электродвигателя, мин- 1 ,
или его тип
Габаритные размеры, мм:
длина
ширина
высота
Масса, кг
3,15;
4,0;
6,3
20; 25;
28
9000
1800
1940
6180
10
2
2
9
000
320
215
190
12
3
2
17
000
640
815
830
14 000
—
3 325
29 430
000
120
490
260
000
200
595
260
Продолжение
П о казател ь
Рабочие размеры бара­
бана, мм:
длина
диаметр
Угол наклона сушильно­
го барабана, град.
Частота вращения су­
шильного
барабана,
мин-1
Установленная
мощ­
ность, кВт
Частота вращения вала
электродвигателя, мин- 1 ,
или его тип
Габаритные размеры, мм:
длина
ширина
высота
Масса, кг
С у ш и л к а У р а л ь с к о г о за в о д а х и м и ч е с к о г о м аш и н остроен и я
18 000
3 200
27 000
3 500
2; 3;
4; 6
2; 3;
4; 6
2; 3;
4; 6
50; 80;
110;
160
40;
62,5;
90; 125
50; 80;
110;
160
485;
730;
975;
1460
485;
735;
970;
1465
485;
735;
975;
1465
485;
735;
970;
1460
66;
100;
140;
200
485;
735;
970;
1460
_
---
_
---
_
---
_
--
_
—
67 100
75 300
84 800
125 300
—
—
145 000
—
—
225 000
12 000
2 500
18 000
2 500
18 000
16 000
2 800
3 000
До 3
2; 3;
4; 6
2; 3;
4; 6
2; 3;
4; 6
24;
37,5;
55; 75
24;
37,5;
55; 75
485;
730;
975;
1460
—
149
39. Режимы сушки стружки в сушильном барабане Н-411-56
при угле наклона —2°
П ри суш ке струж ки
П а р ам етр
н а р у ж н ы х с л о ев
Подача стружки в барабан (в пере­
счете на абсолютно сухое состояние),
кг/мин
Количество циркулирующей газовоз­
душной смеси в барабане, тыс. кг/ч
Температура
газовоздушной
смеси
на входе в барабан, °С, при начальной
влажности стружек %:
40
60
80
100
120
Температура
газовоздушной
смеси
на выходе из барабана, °С
вн утрен н его слоя
20—25
30—35
50—55
70—75
24—28
26—30
24—28
26—30
230
270
300
350
370
90— 115
250
300
350
400
450
90— 115
300
350
400
450
500
90— 115
350
400
450
500
550
90— 115
Эта формула применима при условии, что количество по­
даваем ого агента сушки увеличивается пропорционально се­
чению б ар аб ан а, а остальные п арам етры остаются неизмен­
ными.
К недостаткам описанных б ар аб ан н ы х сушилок относятся
их большие размеры , зн ачительная металлоемкость, а так ж е
повышенное измельчение струж ки в процессе сушки, хотя оно
и значительно меньше, чем в суш илках с в ращ аю щ и м ся р о ­
тором,
К конвективным суш илкам с механическим перемещением
высушиваемого м а тер и ал а относятся сушилки с сопловым
дутьем. П ри н ци п иальн ая схема такой сушилки фирмы «Бюттнер» (Ф Р Г ) приведена на рис. 56. В этой сушилке смесь то ­
почных газов с воздухом подается в б араб ан 1 из топки 3
через неподвижно закрепленны й на б а р а б а н е боров 11. Топоч­
ные газы поступают в б а р а б а н в тангенциальном направлении
через систему сопел 9. С ы р ая струж ка, поступаю щ ая в б а р а ­
бан через питатель 2, потоком топочных газов перемещается
внутри б ар аб ан а по спирали. Д л я более интенсивного перем е­
ш ивания струж ек и их продвижения вдоль б ар аб ан а в нем
имеется вращ аю щ и йся вал 10 с лопастями. П родолжительность
п ребы ван и я стружки в суш илке определяется шагом сп и рал е­
образного движ ения стружки, а т а к ж е скоростью д виж ения
агента сушки и регулируется с помощью поворотных лопаток,
установленных в сопловых щелях. В ы суш енная струж ка вместе
с топочными газам и у д ал я е т ся из сушильного б а р а б а н а через
газоход 7 в циклон 6, где струж ку о тделяю т от топочных газов.
И з циклона струж ка у д ал яе тся через разгрузочное устройство
150
Рис. 56. Схема сушилки с сопловым
дутьем
Рис. 57. Схема сушильной уста­
новки фирмы «Бюттнер—Шильде—
Хаас А. Г.»
8, а топочные газы частично выходят в атмосферу через трубу
5, а частично через газоход 4 подаются в топку на р ец и р к у л я­
цию. Производительность таких суш илок зависит от их р а з м е ­
ров, агента сушки и вида стружек. Производительность суш и­
л ок фирмы «Бюттнер», обогреваемых топочными газами, в з а ­
висимости от ее р азм еров составляет от 1000 до 5000 кг/ч
испаренной влаги. Сушилки с сопловым дутьем весьма совер­
шенны и по производительности н аходятся на одном уровне
с б арабанны м и суш илками, установленными с отрицательным
углом наклона.
Описанные выше сушилки созданы на основе использования
преимущественно одного способа передачи тепла (контактного
или конвективного) и одного метода перемещения измельчен­
ной древесины (пневматического или механического). М еж ду
тем имеются комбинированные сушильные агрегаты, в которых
последовательно сочетаются два способа передачи теп ла или
д ва метода перемещения измельченной древесины.
Повышение мощности предприятий Д С т П , наблю даю щ ееся
за последние годы, привело к необходимости создания высо­
копроизводительны х сушилок. Такими суш илками являю тся
комбинированные сушилки, в которых суш ка струж ки проис­
ходит последовательно в двух ступенях. В первой ступени
с тру ж ка высушивается до влаж ности 20— 40 %, а во второй —
до конечной влаж ности 2— 5 %.
Схема одной из таких двухступенчатых сушильных у с т а ­
новок фирмы «Бюттнер — Ш ильде — Х аас А. Г.» п о к а з а н а на
рис. 57. С уш ильная установка состоит из двух самостоятельных
суш ильных агрегатов: циклонной суш илки 7 и сушилки с соп­
ловым дутьем 10, к а ж д а я из которых имеет самостоятельную
топку (соответственно И и 12). С ы р а я струж ка поступает
через питатель 3 и дозирую щ ее устройство 2 в трубу 4, где
она подхваты вается смесью топочных газов, поступающих из
топки 12, и воздуха, поступающего через клапан 1. Сырые
струж ки в потоке топочных газов подаются в циклонную су­
шилку, где происходят их подсушка и разделение. Ч ерез к л а ­
пан 8 и винтовой конвейер 9 стру ж ка нап равл яется во вторую
ступень сушильной установки: сушилку 10 с сопловым дутьем,
а топочные газы частично удал яю тся в атмосферу через трубу
6, а частично по газоходу 5 нап равл яю тся на рециркуляцию.
Тем пература смеси топочных газов и воздуха при их встрече
с сырой струж кой в трубе около 500 °С, а при выходе из ци­
клонной сушилки 180 °С. Вторая ступень сушильного агрегата
по принципу своей работы и устройству аналогична сушилке,
приведенной на рис. 56. Производительность такой сушильной
установки достигает 10 000 кг/ч испаренной влаги. Н аличие
двух самостоятельны х топок д ает возможность свободного ре­
гулирования режимов сушки в к а ж д о й ступени. Вместе с тем
это приводит т а к ж е к значительной потере тепла с отходящими
газам и , особенно в первой ступени. Д л я уменьшения этих по­
152
терь применяется рец и ркуляц и я отходящих газов, но при этом
в топку уносится часть пыли, что может привести к повышен­
ной пожароопасности.
Частично устранены эти недостатки в сушильном агрегате
АКС-8 (рис. 58). Он состоит из топки 1, циклонно-спиральной
приставки 5, сушильного б а р а б а н а 6 и вентилятора 7. Ц и кл он ­
но-спиральная приставка пред ставл яет собой две вер ти кал ь­
ные трубы, м е ж д у которыми установлена спираль, об разу ю щ а я
пневмотрубу длиной 43 м и сечением 7 5 0 x 7 0 0 мм. Эта при­
ставка вы полняет роль трубы-сушилки. Ее высота 4,5 м при
д иам етре приставки 3,2 м. Сушильный б а р а б а н завода «П р о ­
гресс», входящ ий в состав АКС-8, имеет дли н у 14 м и диаметр
2,8 м. Топочные газы, о б разов ав ш и еся в топке в результате
сгорания м а зу т а или природного газа, поступают в газоход 2,
проходя через специальное устройство 3, предназначенное д ля
доведения тем пературы газовоздуш ной смеси до 600— 800 °С
за счет присадки холодного воздуха. Одновременно в газоход
через течку 4, оснащенную дозатором, поступает сы рая стр у ж ­
ка, которая смесью топочных газов с воздухом увлекается
в циклонно-спиральную приставку. При прохождении через
приставку с тр у ж к а высыхает до в л аж н ости 20— 40 %. При
этом т ем п ерату ра газовоздуш ной смеси сн и ж ается до 200—
350 °С. Г азов озд уш н ая смесь с такой температурой поступает
в сушильный бар аб ан , где производится досуш ка стружки до
в л аж н ости 2— 4 % . Тем пер атур а газов, выходящ их из суш иль­
ного б а р а б а н а , 90— 120 °С. Высуш енная с тр у ж к а н аправляется
вентилятором 7 в д ва циклона 10, где происходит ее отделение
от газов. П р и этом струж ка п ад ает вниз и, проходя через про­
тивопож арны й затвор 9, у д ал я е тся двум я винтовыми конвей­
ерами 8. Д л я исключения возможности загор ан и я в агрегате
предусмотрено введение п а р а или воды в ручном или а в то м а­
тическом реж им е в газоход м еж д у топкой или циклонно-спи­
ральной приставкой (перед течкой сырой стру ж ки ). При р ас­
пространении огня по всему агрегату, т. е. при пожаре, п ред­
усмотрено введение воды в циклоны и противопожарный
затвор, а т а к ж е прекращ ение подачи топлива в топку и сырой
стружки в газоход. К роме того, винтовые конвейеры отбора
сухой струж ки переклю чаю тся на обратный ход д ля удаления
из агрегата горелой и увлаж ненной стружки. П роизводитель­
ность агр е гат а АКС-8 со ставл яет 8000 кг/ч сухой стружки при
начальной ее влаж ности 100 % и количестве циркулирующих
газов 46 500 кг/ч.
А налогичный по своей конструкции аг р е г а т АКС-5, уком ­
плектованный сушильным б ар аб ан о м зав о д а «Прогресс», д л и ­
ной 10 м и диам етром 2,2 м имеет производительность 5000 кг/ч
сухой стружки.
Следует отметить, что принятое в а г р е г атах АКС-8 и А К С -5
принципиальное решение я в л я е тся лишь одним из возможны х
вариантов разм ещ ени я циклонной сушилки, которая м ож ет
153
разм ещ а тьс я как над сушильным б ар аб ан о м или рядом с ним,
т а к и вокруг горизонтальной или вертикальной топки.
П р и н я тая в агрегате АКС-8 система пож аротуш ения т а к ж е
мож ет рассм атриваться ка к один из возмож ны х вариантов.
В большинстве современных суш ильных агрегатов у с т а н а в л и ­
ваю тся на выходе специальные противопож арны е бункера. Они
с л у ж а т преградой д л я распространения п о ж а р а из суш ильных
агрегатов в бункера сухой стружки и д а л е е по технологической
линии.
П ротивопож арны й бункер п редставляет собой граненую ем ­
кость с крышей, выполненную из листовой стали. В нижней,
суж енной части помещены два винтовых конвейера с плавной
регулировкой частоты вращения. В случае возникновения по­
ж а р а в сушильном агрегате поднимается тем пература в бункере.
Тогда автоматическое устройство подает сигнал на изменение
нап равл ен ия вращ ени я винтовых конвейеров и одновременно
вклю чается система огнетушения, н ах о д ящ а яся в бункере.
В резу л ьтате г о р я щ а я стр у ж ка поливается водой и н а п р а в л я ­
ется через клап ан в задней части бункера на выброс.
СОРТИРОВКА
ИЗМЕЛЬЧЕННОЙ
ДРЕВЕСИНЫ
В процессе измельчения древесины н ар яд у с кондиционной
струж кой образую тся частицы, р азм ер ы которых значительно
больш е или меньше требуемых. В стру ж ках-отходах д ер ев о­
о б раб аты ваю щ и х предприятий имеется большое количество
чрезмерно крупных частиц и пыли, что крайне неблагоприятно
влияет на прочность готовых плит. Н апри м ер, плиты, изготов­
ленные при одинаковы х условиях из различны х древесных
частиц, имеют следующие средние п оказатели предела проч­
ности при статическом изгибе (М П а ): из древесной муки 0,9—
1,0, из опилок 1,2— 1,8; из мелких стружек-отходов 4— 5, из
крупных (грубых) стружек-отходов 7— 8. Изготовленные в тех
ж е условиях плиты из специально изготовленной струж ки
имеют предел прочности при статическом изгибе 14— 17.
Н и з к а я прочность плит из мелких пылевидных частиц
объясняется тем, что при одинаковой массе су м м ар н ая пло­
щ адь поверхности мелких частиц значительно больше, чем
стружки. Поэтому д л я ее покрытия связую щ им требуется уве­
личенный расход смол. Кроме того, п лощ адь торцев в общей
поверхности мелких частиц больше, чем в крупных, а впиты ­
вание связующего древесиной происходит главны м образом
через торцевые срезы. В мелких частицах волокна древесины,
обеспечивающие прочность плит, в большей степени перерезаны.
В плитах из грубой струж ки образуется большое количество
пустот, в результате чего не обеспечивается требуемый д ля
склеивани я контакт частиц меж ду собой.
О д н ако при добавлении некоторого количества струж ек
мелких фракций к кондиционным качество плит повышается,
154
Содержание пыли и мелких частиц,%
а
5
Содержание пыли и мелких частиц,0,/0
в
г
Рис. 59. Влияние добавок пыли и мелких частиц к кондиционным стружкам:
а — н а предел прочности при статическом изгибе; 6 — н а предел прочности при рас­
тяжении перпендикулярно пласти; в — на разбухание (1) и водопоглощение (2); г —
на шероховатость верхней (1) и нижней (2) пласти
а при формировании из них н ар уж н ы х слоев, кроме того, улуч­
шается структура поверхности Д С т П (рис. 59). При д о б а в л е­
нии 12— 15 % мелких частиц, опилок и пыли (фракции 1/0)
предел прочности древесноструж ечны х плит при статическом
изгибе повы ш ается на 20— 30 %, при растяж ени и перпендику­
лярн о пласти п л и т ы — на 12— 1 6 % (рис. 59, а, б ). П ри д а л ь ­
нейшем увеличении со д ерж ан и я мелких частиц и пыли проч­
ность плит снижается. Это о бъясняется тем, что при прессо­
вании плит из стружки, не со д ерж ащ ей мелких частиц, между
отдельными частицами образу ю тся пустоты, что приводит к
снижению прочности плит. М елкие частицы зап ол н яю т пустоты
и тем самы м увеличиваю т пло щ ад ь склеивания. П ри большом
содерж ании мелкие частицы поглощ ают большое количество с в я ­
зующего, что уменьш ает покрытие им основной (кондиционной)
стружки. П ри добавлении пыли и мелких ч астиц уменьшение
разбухан и я и водопоглощения Д С т П (рис. 59, в) наиболее
интенсивно при увеличении содер ж ан ия пыли до 25—30 %.
155
В дальнейш ем уменьшение разб ухан и я и водопоглощения з а ­
медляется.
И з приведенных на рис. 59, г д ан ны х видно, что введение
пыли и мелких частиц резко сн и ж ает шероховатость поверхно­
сти плит, особенно при добавлении пыли в количестве до
20— 30 %. Уменьшение шероховатости плит в данном случае
о бъясняется тем, что пыль зап ол н яет щели меж ду стружкой,
о бразую щ ей поверхность плит. О д н ако введение более 20— 30 %
пыли в кондиционную струж ку малоэффективно, т а к к а к сами
мелкие частицы и пыль неоднородны и не могут образовать
сплошное покрытие плит.
И сследования п оказа л и необходимость регулирования со­
д е р ж а н и я пыли и мелких частиц в кондиционной стру ж ке при
изготовлении Д С т П . Д л я этого от кондиционной струж ки о т­
д еляю т излишние пыль и мелкие частицы, а т а к ж е крупные
частицы, требующие доизмельчения.
Д л я отделения крупных частиц, а т а к ж е разделения конди­
ционной стружки по ф ракци ям и при необходимости выделения
пыли и мелких частиц применяют механические или п невм а­
тические сепараторы (сортировки). Выбор типа сортировки
определяется тем пар ам етро м стружки, по которому требуется
разд ел и ть смесь стружечного м атери ала. В механических си­
товых сортировках стружечный м атер и ал р азд ел я ется в основ­
ном по ширине и длине частиц в соответствии с разм ер ам и
ячеек сит. Р азд ел ен и я ж е струж ки по толщине практически не
происходит. Поэтому на механических сортировках отделяю т
от кондиционной струж ки только крупные частицы и пыль
вместе с зернистыми частицами. П роцесс р азделения смеси
струж ечного м а тери ал а воздушным потоком основан на р а з ­
ности скорости в итания различны х древесных частиц, которая
зав и си т от формы частиц и их массы. Н а массу частиц влияет
породный состав и влаж н ость древесины, что отрицательно
о т р а ж а е т с я на качестве разделения смеси стружечного м а те­
р и ал а на отдельные фракции. Н есм отря на это, пневм ати­
ческие сепараторы позволяю т с достаточной точностью р а з д е ­
лить струж ку по толщине. С учетом достоинств и недостатков
различны х сортировок на большинстве современных п редпри я­
тий по производству Д С т П проводят вначале разделение смеси
стружечного м а тери ал а на механических ситовых сортировках,
зате м разделение на пневматических сепараторах.
М еханические сортировки выпускаю тся плоские подвижные
горизонтальные или наклонные с поперечными колебаниями
сита в направлении, перпендикулярном направлению движ ения
просеиваемого м атери ал а, и с продольными колебаниями сита
в направлении дви ж ени я просеиваемого м атериала.
Схема плоской подвижной сортировки с поперечными к о л е­
б аниям и сита приведена на рис. 60. Н а стороне загрузки у ста­
новлен приводной механизм /, от которого корпус 3 получает
круговые движения. В корпусе установлены под углом 5—8°
156
к горизонтали сита 4 и 5. Поступаю щий в приемную коробку
материал попадает на сито 4. Крупные частицы, не проходя­
щие через сито, постепенно сползаю т в конец сита и п адаю т
в отвод 8. Все частицы, прошедшие через сито 4, попадают на
сито 5, имеющее более мелкие ячейки. Н а этом сите происхо­
дит д альн ей ш ее разделение частиц. Средние частицы попадают
в отвод 7; совсем мелкие частицы, которые проходят через
сито 5, п опадаю т на дно корпуса и сползают по нему в отвод 6.
Сита очищ аю т механически. Д л я этого в корпусе сформ и­
рованы перегородками 2 ячейки, между которыми проходит
просеиваемый материал. Внутри ячеек помещены резиновые
шары. Во в рем я работы машины эти ш ары подбрасываю тся
и уд аряю т снизу по сетке, в результате чего происходит авто­
матическая очистка сеток от застрявш и х в них частиц. Н е д о ­
статок этих сортировок — повышенный износ отдельных д е т а ­
лей (резиновых шаров, н ап р ав л яю щ и х и др.).
Н аиболее распространены плоские подвижные сортировки
с продольными колебаниями. В зависимости от кинематики
приводного механизм а их мож но раздели ть на три типа.
В качаю щ ихся сортировках с жестким, кинематически опре­
деленным механизмом перемещения скорости и ускорения под­
вижного корпуса с сетками и других звеньев являю тся строго
установленными по величине и направлению и не зависят от
величины участвующих в колебании масс. К таким машинам
относятся грохоты с кривошипно-шатунным или эксцентрико­
вым механизмом. В вибрационны х сортировках перемещения
корпуса и сетки зави сят к а к от состояния дви ж ущ ихся масс,
т а к и от упругости гибких опор. К таким маш инам относятся
грохоты с приводом от неуравновешенных грузов. Полувибрационные сортировки зан и м аю т промежуточное положение меж­
ду качаю щ им ися и вибрационными.
Кинематические схемы плоских подвижных сортировок с
продольными колебаниями сита приведены на рис. 61.
К ач аю щ и еся сортировки в настоящ ее в рем я выпускаются
в основном эксцентриковые. К ним относится м аш ина Д Р С -2 ,
схема которой приведена на рис. 62. В коробе 2 установлены
иод углом 4° д в а сита 3. П о д ка ж д ы м из них расположен
сплошной металлический лист-поддон 5. На входе в короб име­
ется загрузочный патрубок У, через который струж ка посту­
пает на оба сита. На выходе установлены д в а разгрузочных
патрубка. Ч ерез патрубок 6 выходит крупная ф ракция, а через
патрубок 7 — мелкая. Сверху короб зак р ы т крышками.
Сита состоят к а ж д ое из четырех полотен, которые могут
быть зам енены через окна с дверкам и, располож енны е с одной
стороны короба. Привод сортировки осущ ествляется от э л е к ­
тродвигателя через клиноременную передачу и вертикально
расположенный эксцентриковый вал, на котором имеется регу­
лируемый противовес. Короб смонтирован на подшипниках,
установленных на бетонном фундаменте. М аш и н а Д Р С -2 при157
Рис. 60. Схема плоской подвижной сортировки с поперечными колебаниями
сита
Рис. 61. Кинематические схемы плоских
подвижных сортировок с продольными ко­
лебаниями сита:
а — кач а ю щ е й с я (эксц ен тр и ковой ); б — ви браци ­
онной; в — п олу виб р ац ио н н ой;
1 — корп ус: 2 —
сито; 3 — опоры ; 4 — п р и в о д
меняется д ля сортировки струж ки после сушки на две фракции.
Ее производительность — до 10 т/ч при амплитуде колебаний
50 мм и числе колебаний 150— 180 в минуту, габаритны е р а з ­
меры 5 400 X 2 6 7 0 X 3 0 9 5 мм, масса 4,3 т. Сита, входящ ие в
158
то
'м /т
Рис. 63. Схема подвесной вибра­
ционной сортировки
Рис.
схема
65.
Принципиальная
одноступенчатого пнев­
мосепаратора
Рис. 64. Схема
сортировки
с трехмерным движением сит
ком плект установки, имеют разм ер ячеек 5 X 5 , 2 X 2 , 1 x 1 и
0,5 X 0,5 мм. Н а р яд е предприятий установлены аналогичные
по конструкции сортировки LS-11 фирмы « Р а у м а -Р еп о л а »
(Ф и н лян ди я).
При работе таких сортировок на ситах образуется большой
слой древесных частиц, и при высокой скорости их дви ж ени я
по ситам происходит неполное разделени е струж ки по ф р а к ­
циям.
Эксцентриковые сортировки по производительности усту­
пают вибрационным. Кроме того, их недостатки — шум и в и б р а ­
ция фундаментов. Эти недостатки значительно меньше у под­
весных вибрационных сортировок (рис. 63), представляю щ их
собой короб 8, подвешенный на тросах 7 к раме 4. П осту паю ­
щ а я через загрузочную воронку 2 ст р у ж к а попадает на сита 3.
Не прошедшие через сита крупные частицы у д ал яю тся через
разгрузочное окно 9, находящ ееся в нижней части короба,
а прошедшие через сита мелкие частицы поступают на поддо­
ны 10, с которых уд ал яю тс я через разгрузочное окно 1. В и б р а­
ция короба обеспечивается вращением балансирного механизма
5 от электродви гателя 6. П од действием вибратора корпус со­
вер ш ает колебания. П росеиваемы й м атери ал п одбрасывается
вверх и одновременно продвигается вдоль корпуса. П ри н а­
клонных ситах продольное перемещение просеиваемого м а те­
р и ал а осущ ествляется вследствие н аклон а сита, а при гори­
зонтальны х ситах вследствие горизонтальны х колебаний всего
корпуса.
Д л я разделения древесны х частиц по фракциям используют
т а к ж е сортировки с трехмерным движ ением сит. К ним отно­
сятся не получивш ая широкого распространения отечественная
сортировка Д РС -1 и сортировка А-5, используемая на ряде
предприятий С С С Р в комплекте оборудования фирмы «Зем ак»
( П Н Р ) . Установки этого типа (рис. 64) представляю т собой
вертикальный цилиндрический б а р а б а н 3, в котором установ ­
лены три сита: с крупными, средними и мелкими ячейками.
Б а р а б а н смонтирован на двух роликовых подшипниках, цапфа
5 закреп лен а эксцентрично на приводном в алу 7. Б л а г о д а р я
наличию сменных клиньев 6 ось цапфы может отклоняться от
вертикали на угол до 2°. Д л я исключения возможности в р а щ е ­
ния б ар аб ан а с ситами имеются пружины 1. Сортировка р а б о ­
тает следующим образом. С труж ка, поступаю щ ая в сортировку
через патрубок 2, попадает на верхнее сито, где отделяю тся
крупные частицы, а кондиционная стр уж ка и пыль п р о ­
ходят через него и поступают на сита, располож енны е
ниже. Здесь происходит разделение кондиционной струж ки
в соответствии с разм ер ам и отверстий в ситах и отделение
пыли и мельчайш их частиц. Р а зд ел ен н ая на ситах струж ка
у д ал я е т ся через патрубки, закрепленны е на б ар аб ан е на уровне
сит. Д л я удаления пыли в днище короба имеется п атрубок 4.
П роизводительность сортировки 3— 5 т/ч.
160
Б л а г о д а р я трехмерному движению сит сортировки этого
типа обеспечивают качественное разделение струж ки по ф р а к ­
циям. О д н ако их конструкция довольно сл ож н а и ненадеж на.
Д л я просеивания применяю т сита из стальн ы х перфориро­
ванных листов и проволочных сеток. Р азм е р ы ячеек сит вы би­
раю т в зависимости от вида измельченной древесины и треб у е­
мого фракционного состава.
И змельченную древесину, ка к правило, требуется р азд ел и ть
на три фракции: крупные частицы, кондиционную струж ку и
мелкие частицы (вклю чая пы ль). Крупные частицы нап равл яю т
на повторное измельчение, а пыль и мелочь частично вводят
в струж ку (в задан н ом количестве), а частично сжигают. К он­
диционную струж ку н ап р ав л яю т в производство.
С целью р азделения струж ки по толщине, что требуется
для получения тонкого однородного м а тер и ал а д ля формиро­
вания н аруж н ы х слоев, особенно плит с мелкоструктурной по­
верхностью, в современных у становках применяю т воздуш ны е
сепараторы
(пневм осепараторы ). Н аиболее распространены
в С С С Р одно- и двухступенчаты е пневмосепараторы.
П р и н ци п иальн ая схема одноступенчатого пневм осепаратора
д ля р азд ел ени я струж ки на две ф ракции п о к аза н а на рис. 65.
Одноступенчатый сепаратор представляет собой цилиндри­
ческую кам еру 6 с загрузочным 5 и разгрузочным 1 ш лю зо­
выми питателями. К ам ера имеет двойное дно, состоящее из
двух сеток 2 и 9. Через дно проходит вал 8 с лопастями 7.
С т р у ж ка через загрузочный шлюзовой питатель поступает
в камеру. М елкие частицы за счет р азреж ен и я, создаваем ого
вентилятором, установленным после трубы (на рисунке не­
п о казан), вы ходят через трубу 4. Крупные частицы падаю т на
верхнее сетчатое дно 2. П ри вращ ении в а л а лопасти сгр е б а ю т
с сетчатого дна крупные частицы к краям , откуда они у д а л я ­
ются через разгрузочный шлю зовый питатель. Количество в о з­
духа, подаваемого в камеру, регулируется за счет разм ера щ ели
в днище, а высота слоя м а тер и ал а на верхней сетке — ш ибе­
ром 3. Такие сепараторы выпускаю т фирма «К еллер» ( Ф Р Г )
и объединение « Зе м ак» ( П Н Р ) .
Д л я р азд ел ени я древесны х частиц на три ф ракции прим е­
няют двухступенчатые сепараторы . Один из таких пневмосе­
параторов Д П С -1 показан на рис. 66. П невмосепаратор Д П С -1
представляет собой две цилиндрические кам еры 1 и 2, смонти­
рованные одна над другой. В к аж д ой кам ере имеются д в а
днищ а (перфорированные стальны е л исты ), верхнее из которы х
имеет отверстия диаметром 2 x 2 мм, а нижнее пред ставл яет
собой два листа с к в ад р атн ы м и отверстиями разм ером
1 0 х 10 мм. С тр у ж ка , поступаю щ ая в пневмосепаратор (верх­
нюю камеру) через патрубок 7, падает на верхнее дно. П р и
этом пыль и мелкие частицы, отсасы ваю тся вентилятором и
удаляю тся из пневм осепаратора. О с тал ьн ая стр у ж ка л о п а с­
тями, закрепленны ми на центральном вал у 3, равномерно р ас 6
З а к а з № 2658
161
Рис. 66. Схема
ппевмосепаратора ДПС )
Рис. 67. Схема
зигзагообразного
сепаратора фирмы «Альпине» (ФРГ)
пределяется по площ ади в е р х ­
него дна и постепенно перем е­
щ ается к к р а ям , откуда посту­
пает в приемник 6, из которого
через ш лю зовые затворы 5 и
течки 4 н ап рав л яется на вер х­
нее дно ниж ней камеры. П о ­
ступивш ая
в
эту
кам еру
струж ка разд ел я ется на кон­
диционную
и крупные ч а ­
стицы, после чего кондицион­
ная
стр у ж ка
н ап рав л яется
вентилятором в бункер, а крупные частицы идут на доизмельчение. П ри разделении древесны х частиц в пневмосепаратор&
ДПС-1 д л я удал ен и я пыли и мелких частиц рекомендуется ско­
рость потока воздуха в первой камере 0,9— 1,1 м/с, а для у д а ­
ления кондиционной струж ки толщиной 0,3—0,5 мм — не бо­
лее 2 м/с. П роизводительность п невм осепаратора около 8 т/ч.
Аналогичные по конструкции пневмосепараторы вы п ускаю т
фирмы «К еллер» (Ф Р Г ) и « Р ау м а -Р еп о л а » (Ф инляндия).
К недостаткам описанных одно- и двухступенчатых пнев­
мосепараторов относится то, что используемый д л я сепарации
воздух в ы брасы вается в атмосферу, со зд ав ая запыление. К р ом е
того, поступающий в пневмосепаратор воздух, особенно при
установке сепараторов вне помещений, вносит в струж ку д опол­
нительную влагу. В настоящ ее время н ачат выпуск пневмосе­
параторов с замкнутой системой циркуляции, в которых 95 %
воздуха непрерывно циркулирует в системе и только 5 % з а ­
меняется свежим.
Н аиболее качественное разделение струж ки обеспечивает
пневмосепаратор фирмы «Альпине», схема которого приведена
на рис. 67. Зигзагоо б разн ы й сепаратор состоит из вер ти кал ь ­
ного корпуса 3, горизонтального подающего винтового конвей­
ера 4, р азб расы в аю щ его в ал и к а 5 и зи гзагообразн ы х н ап р ав ­
ляю щ их 1. С тр уж ка, п оступаю щ ая в сепаратор через дозатор 2,
винтовым конвейером распределяется по ш ирине сепаратора.
П а д а ю щ а я с винтового конвейера стр уж ка разб р асы вается в а ­
ликом 5. Воздух, подаваемы й вентилятором 7, подх ваты вает
стружку. П ри этом крупная стру ж ка, скорость витания которой
больше скорости воздуха, п ад ает и уд ал яе тся из сепаратора
через затвор 6. М елкие частицы и пыль подхваты ваю тся в о з­
душным потоком и н ап рав л яю тся в циклон 9, где пыль отде­
ляется от воздуха. П ы ль и мелкие частицы уд аляю тся из
циклона через затвор 8, а воздух н ап р ав л яетс я на рецирку­
ляцию.
К н едостаткам воздуш ны х сепараторов относится большой
расход электроэнергии. Поэтому рекомендуется последователь­
6*
163
н ая двой н ая сортировка: в начале механическая, затем п невм а­
тическая. Т ак ая система обеспечивает высокое качество сор ­
тировки при сравнительно небольших з а т р а т а х электроэнергии.
СМЕШИВАНИЕ
СТРУЖКИ СО СВЯЗУЮ Щ ИМ
С меш иванием стр уж ки со связую щ им, или осмолением, н а ­
зы ва ю т процесс нанесения связую щ его на древесные частицы.
О смоление струж ки существенно в л и я ет на качество плит и
экономические п оказател и их производства, т а к ка к стоимость
связую щ его составляет 25— 30 % себестоимости плит, а сод ер ­
ж а н и е связующего оп ределяет их физико-механические свойства
(рис. 68). В связи с этим качественное смешивание, х а р а к т е р и ­
зуем ое равномерностью распределения связующего по поверх­
ности древесны х частиц, имеет очень больш ое значение. Д остичь
этого довольно трудно, т а к к а к объем связующего очень мал
по сравнению с объем ом и поверхностью стружки. П ри п рин я­
ты х в производстве Д С т П нормах расхо да связую щ его около
4 — 7 г (по сухому веществу) на 1 м2 поверхности стр у ж ек при
равномерном его распределении по поверхности стр у ж ек воз­
мож но покрыть их слоем толщиной всего лиш ь 5— 12 мкм.
Если исходить из того, что поверхность стружки абсолютно
г л а д к а я , то д ля высококачественного склеивания достаточно
покры ть струж ку слоем связующего, толщ ина которого равна
р азм еру молекулы. О д н ако ф ак тич еская величина высоты не­
ровностей (углублений и выступов) на поверхности струж ки
д остигает примерно 50— 100 мкм. Д л я покрытия струж ки сп л ош ­
ной клеевой пленкой с заполнением неровностей на их поверх­
ности необходимо резко увеличить расход связующего, что
значительно повысило бы себестоимость производства Д С тП .
М еж ду тем, как п оказа л и исследования, хорошее склеивание
ст руж ки обеспечивается и при сравнительно небольшом р а с ­
ходе связующего. Это объясняется тем, что связую щ ее р ас п р е­
д ел яется на поверхности струж ки не сплошной пленкой, а в
виде капель, что приводит к склеиванию в отдельных точках.
Т ак о е склеивание обеспечивает достаточное количество точек
ко н т ак та стружек. П р и этом о бязательн ы м условием является
равномерное распределение капель связую щ его по поверхности
струж ки , что обеспечивается правильной технологией см еш и­
вания струж ки со связующим. П ри использовании шероховатой
ст р у ж к и расход связую щ его повышается, а при использовании
гл ад кой — снижается.
Если при определении расхода связую щ его исходить только
из площ ади поверхности стружки, создается впечатление, что
д л я покрытия тонкой струж ки требуется больше связую щ его,
чем толстой. Однако такое у тверж ден и е неверно, т а к к а к при
прессовании плит из грубых толстых частиц меж ду ними в сл ед ­
ствие их жесткости образую тся пустоты (м остики), которые
частично заполняю тся связующим, что ведет к увеличению его
164
Содершание сдязующего, % от
массы сухой струшки
Содершание связующего,
массы сухой струшки
а
%
от
В
Содершание связующего, % от
массы сухой струшки
массы с у ш струшки
г
Рис. 68. Влияние содержания связующего в стружке на физико-механические свойства ДСтП:
а — п редел прочности при стати ческ о м и зги бе; б — р а зб у х а н и е по толщ ин е; в — у д е л ь ­
ное соп роти вл ен и е вы дер ги ван и ю ш уруп ов из п ласти; г — то ж е из кром ки; / — п л о т­
ность п лит 500 к г /м 3; 2 — 600 к г /м я; 3 — 700 к г/м 3; 4 — 800 кг/м З
расхода. Тонкая, более эласти чн ая стр уж ка, особенно из д р е ­
весины хвойных пород, легко изгибается, что способствует
уменьшению числа пустот в период ф орм ирования и прессова­
ния плит.
В связи с наличием большого числа трудно учитываемых
ф акторов расход связую щ его устан авл и в аю т опытным путем
в зависимости от требований, пр ед ъявл яем ы х к прочности Д С т П .
Необходимое количество абсолютно сухой струж ки (кг) о п ре­
деляется плотностью прессуемой плиты и рассчитывается по
формуле
_
q
0
_______ 10W
( 1 0 0 + Г п) ( 1 0 0 + р)
где р — заданная плотность плит, кг/м3; V — объем плиты после прессова­
ния, м3; Wп — влажность готовых плит (принимается 8 % ); Р — норма рас­
хода связующего, % к массе абсолютно сухой древесины.
165
Количество струж ки (кг) заданной влажности, необходимое
д л я получения одной плиты, определяют по формуле
Gw — -
102рУ ( 1 0 0 + W)
( 1 0 0 + Г п ) ( 1 0 0 + р)
где W — влажность стружки, %.
Количество связующего, вводимое в струж ку, зависит от ее
формы и размеров. Его рассчиты ваю т по отношению к массе
абсолютно сухой стружки. Р асхо д связую щ его (кг по сухому
остатку) на одну плиту определяется по формуле
Q0 = G0p/100,
где Go — масса абсолютно сухой
одной плиты, кг.
древесины, расходуемой
на изготовление
В связи с тем, что связую щ ее обычно применяется в виде
водно-коллоидного раствора, расход жидкого связующ его на
одну плиту мож ет быть определен по форм уле (кг)
Qx = Q0m / K = GoP/ K ,
где К — содержание сухого вещества в связующем (концентрация), %■
Р асч ет потребности связующего (кг) при осмолении д р ев е­
сины влажностью W проводят по ф ормуле
q
lOOG^p
(100 + W) к
П ри увеличении расхода смолы, ка к указы валось выш е,
повышается прочность плит, однако это связано с уд о рож ан и ем
продукции. Поэтому на основе опыта работы промышленности
при изготовлении плит плоского прессования рекомендую тся
40. Средние нормы расхода смолы (в пересчете на сухое вещество),
% к массе абсолютно сухой стружки
М а р к а плиты
П 1, П-2А
П-3
П -2 Б
внутрен­
него
1
1
пром еж у­
точ н ы х
н аруж ­
ных
внутрен­
него
I
п ром еж у­
точ н ы х
н аруж ­
ных
вн утрен ­
него
н аруж ­
ных
П орода
п ром еж у­
точны х
Н о р м а р а с х о д а смолы» % д л я сл о ев
—
11,0
—
—
12,5
14,5-
15,5
17,0
18,0
13,0
14.5
15.5
При изготовлении трехслойных плит
Ель, сосна
Береза
Ольха, осина, бук
13,0
14,0
14,0
—
—
—
8,5
9,5
11,0
12,5
13,5
13,5
—
—
—
8,5
9,5
11,0
16,5
18,0
18,0
При изготовлении пятислойных плит
Ель, сосна
Береза
Ольха, осина, бук
166
13,0
14,0
14,0
12,0
13,0
14,0
10,0
11,0
12,0
12,5
13,5
13,5
11,5
12,5
12,5
9,5
10,5
11,5
16,5
18,0
18,0
средние нормы расхода смолы (в пересчете на сухое вещество),
приведенные в табл. 40. П р и использовании смеси пород норма
расхода смолы определяется к а к средневзвеш енная величина.
В связи со значительным влиянием сод ерж ан и я связующего
на свойства Д С т П в аж н о поддерж ание постоянного соотноше­
ния см еш иваемы х компонентов. Д л я этого необходимо перед
см ешиванием струж ки со связую щ им обеспечить их надежное
дозирование и непрерывную подачу их в смеситель.
И змельченную древесину дозирую т по объему или по массе,
а в отдельных случаях по объему и массе. П ри этом д о зи р о в а­
ние мож ет осущ ествляться периодически (порциями) или не­
прерывно. Н едостатком д озирован и я по объему является не­
избежность ошибок, связан ны х с колебаниям и количества
измельченной древесины в единице объем а в зависимости от
вида древесны х частиц, степени уплотнения и породы древеси­
ны. Н и ж е приведена н асы пная масса различны х видов и зм ель­
ченной древесины в лаж н остью 3— 5 % (кг/м3):
О п и л к и ................................................................................................................
С т р у ж к а -о т х о д ы ...............................................................................................
Специально изготовленная стружка:
до молотковой дробилки .........................................................................
после молотковой д р о б и л к и .....................................................................
100— 120
80— 100
25—70
40—90
Н естабильность насыпной массы приводит к неодинаковому
расходу измельченной древесины на изготовление плит, в ре­
зультате чего получаю тся плиты различны х плотности и проч­
ности. Д о зи р ов ан и е по массе не учитывает колебания в л а ж н о ­
сти измельченной древесины. П ри этом необходимо применение
механизмов сложной конструкции. В производстве Д С т П при­
меняют оба способа дозирования.
Непрерывное объемное дозирование струж ки осуществляется
с помощью ленточных, винтовых, б арабан н ы х, тарельчаты х и
электровибрационны х дозаторов.
Ленточный дозатор (рис. 69, а) представляет собой ленточ­
ный или пластинчатый (планочный) конвейер, производитель­
ность которого определяется высотой слоя м а тери ал а на ленте
и скоростью движения. Д л я регулирования высоты слоя у с т а ­
н авливаю т заслонку или игольчатый валик, положение кото­
рого определяет высоту слоя м атер и ал а на ленте. О днако
при применении заслонок нередко происходит зад е р ж к а всего
слоя измельченной древесины и поэтому оно не рекомендуется.
С корость ленточного конвейера регулируют путем изменения
частоты вращ ени я ведущего шкива.
Винтовой дозатор (рис. 6 9 , б) п ред став л яет собой винт,
вращ аю щ и йся внутри цилиндрического или эллипсообразного
корпуса. Д о зи р у е м а я стр у ж ка поступает в д озатор через при­
емную воронку, зах в аты в ается винтом, продвигается вдоль кор­
пуса и уд ал яе тся через выходное отверстие. П роизводитель­
ность винтового д озатор а регулируется за счет изменения ч а ­
стоты в р ащ е н и я винта в п р ед ел ах 25— 40 мин-1.
167
|
f )
. _L
ip c ' /
»
( )
_____ 3
I
* IT -
Рис.
69.
объемных
Принципиальные
схемы
дозаторов непрерывного
действия:
a — лен то чн о го ; б — винтового; в — б а р а ­
б ан н о го ; г — тар ел ьч ат о го ; д — эл ектровибрацнонного*
Б ар а б а н н ы й
(секторный)
д озатор (рис. 6 9 ,в) пред став­
л яе т
собой
в р ащ а ю щ и й с я
внутри цилиндрического ко р ­
пуса вал с радиальны ми п ло­
скими
лопастями,
о б р а зу ю ­
щими
несколько
секторов
(ячеек). С тр у ж ка поступает
в верхнюю часть дозатор а, з а ­
полняет его секторы, а зате м
по мере вращения ротора высыпается из секторов через вы ход­
ное отверстие, расположенное в нижней части дозатора. П р о ­
изводительность б ар аб ан н ы х дозаторов регулируют путем из­
менения частоты вращ ения ротора в пределах не более 30 мин-1.
Тарельчаты й (дисковый) дозатор (рис. 6 9 ,г) п р ед став л яе т
собой круглую плоскую тарелку, установленную в нижней ч а ­
сти бункера
и образую щ ую его дно. По окружности тарел ки
сделаны нап равляю щ и е борта с проемом в месте выгрузки м а ­
териала. Вращение тарелки осущ ествляется от эле ктр о д ви га­
теля через зубчатую передачу. Производительность т а р е л ь ч а ­
тых дозаторов регулируется путем изменения частоты в р а щ е ­
ния тарелки в пределах 4— 15 мин-1 и сечения потока
вы даваемой измельченной древесины. Д л я регулирования се­
чения потока в д озаторе имеются м анж еты и нож. П е рем ещ ая
подвижную манж ету, изменяют высоту щели, через которую
проходит струж ка. Таким способом осущ ествляю т грубое д о зи ­
рование. Д л я более точного регулирования производительности
тарельчатого дозатор а изменяют угол поворота ножа с по­
мощью винтового устройства.
Электровибрационны й дозатор (рис. 6 9,5 ) п р ед став л я е т
собой подвижный лоток, соединенный дыш лом с виброприво­
дом. Л оток соединен с якорем электромагнита плоскими п р у­
ж инам и, обеспечивающими работу л о тк а с заданным и п а р а ­
метрами колебаний. Электровибрационны й дозатор подвеш и­
ваю т под бункерами
на регулируемых винтовых тягах
(та л р е п а х ). Производительность электровибрационного д озатора
регулируют путем изменения амплитуды и частоты колебаний,,
угла наклона лотка и сечения выходного отверстия и подби­
раю т опытным путем.
И з описанных д озаторов наибольшее распространение по­
лучили ленточные, шнековые и б арабан н ы е. Они прим ен яю тся
главны м образом д л я дозирования сырой и сухой стружки.
П р и дозировании сухой стружки ленточные дозаторы исполь­
168
зую тся самостоятельно или в сочетании с порционными весами.
Ш нековые д озаторы прим еняю т для объемного дозирования
технологической щепы, сырой, сухой и осмоленной стружки.
Б ар а б а н н ы е дозаторы применяют в системах пневмотранспорта
при подаче сырой струж ки в сушильные агрегаты, а так ж е
сухой струж ки в различны е сортирующие устройства. Т а р е л ь ­
чатые д озаторы применяют д ля равномерной выдачи из в е р ­
ти кал ьны х бункеров щепы и струж ки д ля последующей пере­
работки. Д л я этих ж е целей применяются электровибрационные дозаторы , преимуществом которых является их л учш ая
регулируемость.
В связи с большими колебаниям и количества измельченной
древесины в единице об ъем а большое распространение в п р о ­
изводстве Д С т П получило дозирование по массе на весах,
особенно при подаче сухой струж ки в смесители и форм иро­
вании стружечного ковра. Весы по принципу действия р а з д е ­
л яю т на периодические (порционные) и непрерывные. Н а и б о л ь ­
шее распространение в производстве Д С т П получили а в т о ­
матические порционные весы периодического действия. Д л я
д озирован и я струж ки перед смесителями используют порцион­
ные ковш овые весы ОДК 4-200А производительностью 1200—
30 000 кг/ч при вместимости ковш а 0,69 м3. М асса отвешиваемой
порции — от 20 до 140 кг, число тактов работы весов 1; 1,34;
2; 3; 4 р а за в мин. Точность соблюдения продолжительности
ц икла составл яет 2 ,5 % .
К основным н едостаткам ры чаж ны х порционных весов пе­
риодического действия относятся инерционность рычажной
системы, недостаточная надежность работы , быстрый износ
опорных призм. Эти недостатки устранены в автоматических
порционных д озаторах, работаю щ их по электротензометрическому методу взвеш ивания. Принцип работы их основан на
изменении омического сопротивления проволочного датчика
при деф орм ации проволоки, вызы ваемой приложением нагрузки
(массой стр у ж к и ). П о лучаем ы е при этом результаты измерений
в виде электрических величин могут быть л егко преобразованы
и переданы на расстояние. К ром е того, при электротензометрическом методе можно использовать стандартн ы е исполнитель­
ные механизмы и приборы. П олучаю щ ееся под действием
приложенной нагрузки изменение сопротивления тензодатчика
после соответствующ их преобразований измеряется приборами,
ш калы которы х градуирую тся в единицах массы.
О бщий недостаток порционных весов — отсутствие непре­
рывности в выдаче стружки. Смесители р аб о таю т непрерывно,
и стру ж ка в них д о л ж н а поступать непрерывным потоком.
Поэтому после порционных весов рекомендуется устанавли вать
выравниваю щ ий бункер-питатель, представляю щ ий собой не­
большой горизонтальный бункер с донным ленточным конвей­
ером и наклонной стенкой (на выходе из б у н к ер а), состоящей
из нескольких игольчатых вальцов. В р езультате получается
169
объемно-массовое дозирование струж ки, подаваемой в смеси­
тель.
Д л я более равномерного поступления стружки в смеситель
и, следовательно, более равномерного смешивания ее со с в я ­
зующим рекомендуется применять массовые дозаторы непре­
рывного действия. Массовый дозатор представляет собой ко­
роткий ленточный конвейер, оборудованный устройством а в то ­
матического измерения производительности и преобразования
измеренной величины в требуемые сигналы (механические,
электрические, пневматические и д р .), передаточными звеньями
Рис. 70. Принципиальные схемы мас­
совых дозаторов непрерывного действия:
а — весовой ролик; 6 — м ая тн и ко вы й в е ­
совой кон вейер; в — весовой кон вейер с п а ­
р ал л е л ьн о й
подвеской; г — весовой кон ­
вей ер с консольной п одвеской
д ля передачи и усиления сигналов, контрольно-измерительными
и регистрирующими приборами. Н али ч ие этих структурных
элементов позволяет поддерж ивать стабильность дозирования
во времени. На рис. 70 показаны принципальные схемы м ассо­
вых дозаторов различны х типов непрерывного действия. Н а и ­
более распространены массовые д о заторы непрерывного д ей ­
ствия с датчиками в виде роликов (рис. 70, а ) , разм ещ енны х
под лентой на равных расстояниях от неподвижных роликовых
опор и связанны х с последующими звеньями с помощью тяг.
Перемещ ение ролика зависит от сечения слоя струж ки и н а ­
грузки на ленту, н атяж ен и я ленты и конструкции н атяж ного
устройства. Н едостатком применения таких роликов яв л яется
значительное их перемещение д а ж е при сравнительно неболь­
шом изменении н атяж ен и я ленты.
В маятниковы х конвейерах (рис. 70, б ) , совмещенных в
один агрегат с ленточным питателем, подвеска конвейера в ы ­
полняется п арал л ел ьн о оси воронки д л я уравновеш ивания
д ав л ен и я столба стружки. Н агр узка от конвейера полностью
уравновеш ивается за счет симметричного распределения его
массы относительно оси подвески. Усилие передается с по­
мощью тяг в головной части конвейера. Оно зависит от р а с ­
пределения нагрузки на конвейер. П ри этом масса м а тери ал а
на выходе из д о затор а в большей степени влияет на показания
нагрузки, чем на входе. Кроме того, на подшипники подвески
приходится больш ая н агрузка (масса конвейера со стружкой
и д авление столба струж ки в воронке). Все это приводит к
снижению точности дозирования.
170
Н аибольш ую точность дозирования обеспечивают дозаторы
с п арал л ел ьно й (рис. 70, в) или консольной (рис. 70, г) под­
веской. П ри п арал л ел ьной подвеске на д озатор действует уси­
лие, соответствующее м ассе конвейера и стружки. П о к азан и я
д о зат о р а с п араллельной подвеской не зави сят от распределе­
ния струж ки по длине конвейера.
При консольной подвеске выходной конец конвейера опи­
рается на неподвижную опору, а входной — на передаточные
рычаги весовой системы. М асса конвейера при консольной под­
веске уравновеш ивается за счет симметричного разм ещ ения
относительно неподвижной опоры. Таким образом, при консоль­
ной подвеске точность дозирован и я зависит от распределения
струж ки на конвейере относительно неподвижной опоры. В с в я ­
зи с этим большинство дозаторов непрерывного действия в ы ­
полнены в виде конвейеров с параллельной подвеской.
С вязую щ ее можно дозировать по массе или объему, так как
оно имеет постоянную плотность. О борудование д ля д ози р ов а­
ния связую щ его в ряде установок по производству древесно­
струж ечны х плит используется т а к ж е д л я дозирования его
компонентов (смолы, отвердителя и др.). Д л я равномерного
распределения отвердителя в смоле и возможности контроля
получаемого связую щ его его рекомендуется вводить в струж ку
только после смеш ивания всех компонентов м еж д у собой. П о ­
казател и физико-химических свойств связую щ их приведены
в табл. 41.
Д л я приготовления связую щ его в производстве Д С тП при­
меняют установки периодического и непрерывного действия.
В установках периодического действия компоненты периоди­
чески отвеш иваю т или отмериваю т порциями, которые затем
смешивают. В установках непрерывного действия компоненты
дозирую т насосам и-дозаторам и и смешиваю т непрерывно.
Н а рис. 71 приведена принципиальная схема установки пе­
риодического приготовления связующего. С м ола из баков 1
через фильтры 2 насосами 3 подается в б ак 5, установленный
на весах. Отвердитель, приготовленный в б аке 6, через фильтры
7 самотеком поступает в расходны е баки 8, из которых н а с о ­
сами 9 п одается в бак 5. Одновременно в б ак 5 по трубопро­
воду подается предусмотренное рецептом количество воды. Н а
всех трубопроводах установлены автоматические краны, откры ­
ваю щие или зак ры ваю щ ие доступ компонентам в бак 5. К р а ­
нами у п р ав л яет электро автом атика, в которой используется
программное устройство, с л у ж а щ ее д л я дозирования ком по­
нентов по массе в соответствии с рецептами связующих д л я
потоков соответствующих слоев плит. При открывании опре­
деленного крана в б ак 5, расположенны й на весах, поступает
соответствующий компонент. При достижении заданной про­
граммой массы, что фиксируется фотоэлементами головки в е ­
сов, кран закры вается. Аналогично дозируется следующий
компонент. П ри поступлении в б ак смолы предусмотрено двух171
41. Характеристики связующих на основе смолы КФ-МТ при изготовлении плит
различных типов
Т р е х с л о й н ы е плиты
П я ти с л о й н ы е п ли ты
П арам етр
н ар у ж н ы е слои
вн у т р ен н и й слой
н аруж н ы е
слои
пром еж уточ­
ные слои
в н у тр ен н и й
слой
М ас с о ва я
доля
сухого
о с т ат к а
(к о н ц е н т р а ц и я ),
4 9 -5 0
5 2 -5 4
4 9 -5 0
5.5—56
61—63
50—52
54—58
53—60
К оэф ф и ци ен т ре
ф ракции
1,425— 1,428
1,432— 1,436
1,425—1,428
1,440— 1,442
1,452— 1,457
1,428— 1,432
1,4:7— 1,446
1,446— 1,451
В я зк о с т ь у с л о в ­
н а я п ри т е м п е р а ­
туре
20 ± 0,5 °С
по в и с к о зи м е т р у
В З -4 , с
10—20
13—20
13—20
25—30
25—35
18—23
20—25
2 5 -3 5
110—130
110— 130
40—60
35—55
30—55
120— 150
60—90
3 5 -5 5
10
8
8
8
10
8
8
В рем я
ж елати­
н и за ц и и :
при т е м п е р а т у ­
ре 100 °С, с
при т е м п е р а т у ­
ре 20 ± 1 “С, ч,
не менее
Рис. 71. Принципиальная схема установки периодического приго­
товления связующего
ступенчатое ее дозирование (грубое и точное), которое обес­
печивается наличием переливного б ач к а 4 небольшой емкости,
установленного на трубопроводе подачи смолы. В баке 5 име­
ется м еш ал ка, к о т о р а я непрерывно перем еш ивает поступающие
компоненты.
Приготовленное в установленном на весах баке 5 св язую ­
щее перекачивается насосом 10 в расходны е баки 11 и 12,
т а к ж е снабженны е меш алкам и. Ряд о м с расходными б акам и
располож ено по д ва измерительных цилиндра 13, сл уж ащ и х
д л я контроля производительности д озирую щ их насосов 16, по­
д аю щ и х связующ ее в смесители, а т а к ж е д ля п оддерж ан ия
зад ан н ого соотношения расходуемых струж ки и связующего.
Д л я этого в измерительных цилиндрах 13 имеются р егули руе­
мые поплавковы е датчики. В цилиндры непрерывно подается
насосами 15 связую щ ее из расходных баков И и 12. Д о зи р у ю ­
щий насос с помощью автоматического трехходового к р а н а 14
поочередно подклю чается то к одному, то к другому цилиндру.
К огда насос подключен к первому цилиндру, второй через
другой автоматический кран заполняется с помощью н а с о с а / 5
связующим. Переклю чение цилиндров происходит по окон ча­
нии заданного цикла работы участка осмоления. П р о и зв о д и ­
тельность дозирующ его насоса регулируется так, чтобы с в я ­
зующ ее непрерывно поступало из измерительны х цилиндров.
Фирма «Шенк» (Ф Р Г ) выпускает см есительно-дозировоч­
ные установки, в которых бак д ля приема компонентов с в я ­
зующего расположен на весовых электротензометрических д а т ­
чиках, подключенных к электронному устройству. Н а таких
уста н о в ка х исключены большие ошибки, которые н аблю даю тся
при отвешивании компонентов на ры ча ж н ы х весах, имеющих
подвижные части, особенно при большой массе тары (п л ат­
форм а весов, приемный бак и т. д .). Д л я того чтобы ослабить
влияни е износа насосов и изменения д ав л ен и я в н агн етатель­
ной м агистрали на точность дозирован и я связующего, ф а к т и ­
ческий расход связующ его определяется по непрерывному измене­
нию массы расходного б ак а при откачивании из него св язу ю ­
щего. П ри вод насоса автоматически регулируется в соответствии
с необходимым расходом связующего. Аналогичные установки
выпускаю тся и фирмой «Лёдиге» (Ф Р Г ) с той разницей, что
при подаче в приемный б а к небольшой порции компонента
весовое устройство автоматически переключается на более
точный диапазон контроля массы.
Установки периодического действия имеют тот недостаток,
что при вынуж денных остановках в их расходных б аках может
остаться большое количество готового связующего, которое
имеет ограниченную жизнеспособность. П ри использовании
установок непрерывного действия этот недостаток исключается.
Н епреры вн ая дозировка компонентов осущ ествляется о б ъ ем ­
ным методом с помощью дозировочных насосов, которые сов­
м ещ аю т функции подачи и измерения. Самой большой точ174
ностыо о б л а д а ю т плунжерны е (скальчатые) насосы. Р асхо д
дозируемого компонента определяется объемом подачи за к а ж ­
дый ход и числом ходов. Примером таких насосов являются
используемые в отечественной практике насосы-дозаторы серии
Н Д . Это одноплунж ерные горизонтальные насосы простого
действия с подачей, регулируемой вручную при остановленном
электродвигателе, осущ ествляю щ ие объемное напорное д о зи ­
рование.
Н асос состоит из редуктора, гидравлической части и э л е к ­
тродвигателя. Н а рис. 72 приведена принципиальная схема
насоса. В ращ ение от электр од ви гател я 2 передается через чер­
вячную пару 1 кривошипно-ш атунному механизму 3, п риводя­
щему в дви ж ени е плунжер 4 гидравлической части насоса.
Она состоит из гидроцилиндра 5, смонтированного в горизон­
тальном положении на корпусе червячного редуктора с по­
мощью кронштейна. В гидроцилиндре, кроме плунж ера, распо­
ложены нагнетательный 6 и всасывающ ий 7 шариковые к л а ­
паны и уплотнительное устройство 8.
При движ ении п лун ж ер а н а за д жидкость вследствие р а з ­
реж ения через всасы ваю щ ий кл ап ан поступает в рабочую по­
лость цилиндра. П ри этом под действием собственной массы и
противодавления в напорном трубопроводе нагнетательный
клапан закры т. При д виж ении плунж ера вперед всасываю щ ий
клапан под действием собственной массы закры вается, а через
нагнетательный клап ан за счет давлен ия в рабочей полости
цилиндра ж идкость в ы та л ки ва ется в напорный трубопровод.
Р егулирован и е производительности насоса осущ ествляется пу­
тем изменения хода п л у н ж е р а с помощью эксцентрика к р и ­
вошипа.
Д л я установки требуемой по условиям работы насоса по­
дачи необходимо определить длину хода п лун ж ер а на основа­
нии регулировочной характеристики насоса. Она представляет
собой зависимость подачи насоса от длины хода плунж ера,
давлен ия нагнетания и всасы ван и я, длины и сечения в сасы в аю ­
щего и нагнетательного трубопроводов, физических свойств
конкретной перекачиваемой среды и р яд а других факторов,
в частности жесткости трубопроводов на линии всасывания.
П рименение всасы ваю щ их трубопроводов из эластичных м а т е ­
риалов, деформирую щ ихся под давлением всасывания, не д о ­
пускается, т а к к а к сн и ж ается точность дозирования. К л а п а н ­
ная система насосов имеет свободно п ад аю щ и е шарики, в связи
с чем при установке насосов с подпором возмож ен произволь­
ный переток жидкости через гидроцилиндр в направлении н а ­
гнетания.
М гновенная подача плунжерного насоса-дозатора и зм ен я­
ется по синусоидальному закону. П оэтому д л я сглаж иван и я
пульсации в линии нагнетания устан авл и в аю т демпфирую щие
элементы. Таким элементом д л я подачи пульсирую щих потоков
компонентов
связующ его отдельными
н асосами-дозаторами
175,
А-А
Bad.i
мож ет служ и ть устройство лабиринтного типа д ля их см еш и ­
вания, используемое в отечественной установке ДК.С-1, п р ед н а­
значенной д л я непрерывного равномерного смешивания смолы
с отвердителем и подачи полученного связующ его к смесителю.
Л аб и р ин тн ы й смеситель (рис. 73), являю щ ийся рабочей
частью установки, состоит из двух дисков со сквозными о т ­
верстиями, которые располож ены таким образом, что они
частично перекры ваю т д руг друга. С мола и отвердитель пере­
ходят из одного диска в другой по спиралеобразном у ка н а лу
в направлении от центра к периферии. При этом поток непре­
рывно меняет направление д ви ж ен и я и испытывает м ногократ­
ные последовательны е с ж а ти я и расширения, вследствие чего
происходит смешивание смолы и отвердителя с образованием
связующего. И з лабиринтного смесителя связую щ ее по гибкому
ш лангу поступает в полый в ал смесителя. Д л я удобства э к с­
плуатации лабиринтный смеситель устан авл и в аю т на стойке,
на которой крепятся т а к ж е контрольный фильтр с манометром
и ротаметр. Фильтр предназначен д ля дополнительной (конт­
рольной) очистки смолы от инородных включений и не мож ет
быть использован д ля основной очистки смолы. Р отаметр с л у ­
ж и т д ля контроля расхода отвердителя. Его работа основана
на принципе постоянного перепада давления. Р аб о ч а я полость
ротам етра выполнена в виде конической стеклянной трубки
с малой конусностью, внутри которой помещ ается поплавок.
П ер еп ад д ав л ен и я соответствует скорости д ви ж ени я контро­
лируем ой среды. П оп л аво к находится в равновесии, если пе­
репад д ав л ен и я на него, умноженны й на площ адь, будет равен
его массе. Поэтому к аж д ой величине расхода отвердителя со­
ответствует определенное положение поплавка в конической
трубке, при котором силы, действующие на поплавок, у р ав н о ­
вешены. П ол ож ени е поплавка по отношению к ш кале р о т а ­
метра п о казы в ает количество подаваемого отвердителя.
П од ач а смолы и отвердителя к установке ДКС-1 произво­
дится насосам и-дозаторам и соответственно Н Д 1000/10К и
НД 63/16К. П роизводительность установки по связую щ ему р е ­
гулируется в пределах от 3 до 10 л/мин. О д н ако обеспечение
точного соотношения м е ж д у дозируемыми компонентами при
изменении производительности одного из дозаторов осущ ест­
вить трудно, если у каж д ого из насосов индивидуальный при­
вод. В этом случае точное регулирование производительности
установки осущ ествляется только во время ее остановки. Д л я
регулирования расхода связую щ его без остановки насосов не-
Рис. 72. Схема плунжерного насоса-дозатора
Рис. 73. Схема лабиринтного смесителя установки ДКС-1
Рис. 74. Схема приготовления связующего на установке СПБ-250 фирмы
«Валмет»
177
обходимо иметь общий регулируемый привод всех насосовдозаторов компонентов связующего.
Этот принцип реали зован в установке Д К С -2, где в качестве
д о зато ра используется дозировочный агрегат 2ДА. Число д во й ­
ных ходов в минуту обоих плунжеров гидроцилиндров регули ­
руют вариатором одновременно. Р езул ьтаты регулирования
от р аж аю тся тахометром, установленным на агрегате. Д ли н у
хода плунжеров изменяю т с помощью маховиков.
В н ачале нагнетаю щ ей магистрали д л я смолы установлен
электроконтактны й манометр, выдаю щ ий на пульт управления
электрические сигналы об отклонении д авл ен ия в системе. П р о ­
изводительность установки Д К С -2 в 4 р а з а больше, чем ДКС -1.
Число насосов-дозаторов разной производительности, об ъед и ­
ненных в один блок за счет применения единого привода, мож ет
быть увеличено до 3— 4 в зависимости от числа компонентов,
входящ их в состав связующего. Одним из недостатков систем
ДКС-1 и Д К С -2 яв л яе тся зали п ан ие лабиринтного смесителя,
особенно при введении в связующ ее лигносульфонатов. Ч астич­
но этот недостаток устранен в установке, входящей в комплект
оборудования С П Б-250 фирмы «В алм ет» (Ф инляндия).
Н а рис. 74 п о казан а схема приготовления связую щ его в
одном из грех потоков. Составные части связую щ его (смола,
вода, п араф и н овая эмульсия, отвердитель) из расходны х ем­
костей самотеком поступают в резервуары 10 с поплавковы ми
кл ап ан ам и, которые установлены д л я п оддерж ан ия уровня
жидкостей на зад ан н о й высоте. И з этих резервуаров через
мерные стекла И компоненты смеси поступают к насосамдозат о р ам 7, имеющим общий бесступенчато регулируемый
привод. З а насосами установлены обратн ы е клап ан ы 6. К оли ­
чество смолы измеряется с помощью счетчика 8 с овальными
колесами. При достижении п редварительно установленного
числа импульсов со счетчика поступают команды на раскры тие
ковшевых весов, дозирую щ их стр уж ку в смеситель. П осле ос­
вобож дения весов счегчик автоматически устанавл и в ается на
зад ан н ое число импульсов. Д л я обеспечения надежности р а ­
боты перед четырехходовым клапаном установлен э л ектр о­
контактный манометр 9, контролирующ ий д авление смолы.
З а насосами-дозаторами во всех лин и ях (кроме линии п ода­
чи смолы) установлены контроллеры потока 5, которы е при
отсутствии подачи компонентов связую щ его вы даю т сигналы
предупреждения или « а остановку всего потока. П рой д я о б р а т ­
ные клапаны 2, компоненты связую щ его поступают в емкость
д л я их смешивания 1. Готовое связую щ ее подается через пнев­
матический кл ап ан 3 в смеситель 4. Пневматический клапан
предназначен д ля немедленного п рекращ ен и я подачи св язую ­
щего при остановке смесителя.
Н едостаток
плунж ерны х
насосов-дозаторов — пульсирую ­
щ а я подача связующ его — с к азы вается на равномерности по­
ступления его в смеситель. Производительность шестеренчатых
178
насосов зави си т от частоты в ращ ения в ал а привода насоса.
Д л я нанесения связую щ его на поверхность древесных частиц
его необходимо предварительно не только дозировать в тр е­
буемом отношении к струж ке, но и раздробить непрерывный
лоток подаваемого связующего на мелкие капли и равномерно
распределить их в пространстве, через которое проходит с т р у ж ­
ка. Р а с п а д струи связую щ его на капли и их дробление проис­
ходят главны м образом за счет воздействия на ее поверхность
аэродин ам и ческих сил, величина которых зави си т от относитель­
ной скорости струи и плотности окруж аю щ его газа.
Расп ы ли в ан и е связую щ его в производстве древесностру­
жечных плит производится трем я способами: 1) пневматиче­
ским, когда разделение на капли осущ ествляется за счет кине­
тической энергии воздушного потока, деформирующего и
д робящ его поступающую в него с малой скоростью струю с в я ­
зующего (рис. 75, а); 2) гидравлическим, когда разделение
связующ его на капли осущ ествляется за счет кинетической
энергии самой струи, созданной давлением при ее вытекании
в относительно неподвижную воздушную среду в сочетании
с аэродинамическим воздействием последней (рис. 75, б и в ) ;
3) механическим, когда р азделени е связующ его на капли осу­
щ ествляется за счет неустойчивости его струи или жидкой
пленки, созданной центробежной силой при вращ ении рабочего
ор ган а распы л ивател я в сочетании с аэродинамическим воз­
действием
относительно
неподвижной
воздушной
среды
(рис. 75, г).
Качество распы ливания указан ны м и способами оп р ед ел я­
ется степенью и площ адью распы ливания связую щ его и его
распределением в ф акеле распы ливаю щ его устройства (ф о р­
сунке, сопле). Степень распы ления связую щ его определяется
его дисперсностью, характеризуем ой средним диаметром о б р а ­
зующихся капель, и однородностью распыления, х а р а к т е ­
ризуемой диапазоном изменения диаметров капель в факеле
распыленного связующего. И сследования п оказали, что м а к ­
симальные прочностные показатели плит наб лю д аю тся тогда,
когда, при прочих равных условиях, средний диаметр капель
связующего перед смешиванием со струж кой находится в пре­
д ел ах 8— 35 мкм (рис. 76). Величиной, характеризую щ ей р а с ­
пределение связую щ его в ф ак ел е распы ливания, служ ит у д ел ь­
ное нанесение связую щ его по площ ади в рад и ал ьн ы х от оси
ф ак ел а направлениях. П л о щ а д ь распы ливания или ширина
охвата пространства, покры ваемого связующим, определяется
углом конусности ф ак ел а (плоским углом) м еж д у о б разу ю ­
щими контура ф ак ел а, сходящ имися у сопла форсунки. Увели­
чение угла конусности приводит при прочих постоянных ф а к ­
торах к более равномерному распределению связующего по
древесным частицам.
В большинстве случаев способ распы ливания связующего
определяется конструкцией и принципом работы смесителя.
179
JСвязующее
Связующее |
Связующее
V | \ >
l \ \ \
Рис. 75. Схемы основных способов распыливания связующего:
а — п невм ати ческ о го ; б — ги д р а вл и ч е ск о го п р ям о стр у й н о го ; в — ги д р авл и ч еско го ц ен тр о ­
б еж н о го; г — м ехан и ческого
Рис. 76. Влияние среднего диаметра распиливаемого связующего на проч­
ность древесностружечных плит:
1 — п редел
2 — п р едел
прочности
прочности
при стати ч еск о м и зги бе;
при р а ст я ж е н и и
п ерп ен ­
д и к у л я р н о пласти
!Воздух
1
*
IСВязующее
6
'
7
'.5
1
кМ
ЫО
В
,;g
Рис. 77. Разрез пневматической форсунки
Д о недавнего времени был широко распространен пневм ати­
ческий способ распы ливани я с помощью форсунки, представ­
ленной на рис. 77.
К корпусу 4 форсунки с одного конца прикреплен на резьбе
штуцер 3, а с другого — втул ка 5. Н а втулку навинчен н ако ­
нечник 8, закрепленны й контргайкой 6. В штуцере 3 вращ ается
винт 1, подаю щ ий иглу 7 вдоль форсунки. П ри вращении винта
в штуцере игла дви ж ется вперед или н азад , соответственно
уменьш ая или увеличивая выходное отверстие ствола 9 ф о р ­
сунки и тем самым расход связующего, проходящего через
сопло, в единицу времени. Д л я закреп лен ия винта в нужном
положении сл уж и т контргайка 2. К корпусу на резьбе присое­
динена труб ка 10, прохо дящ ая внутри втулки. Трубка имеет
поясок, на наруж ной поверхности которого сделаны винтовые
н ап р ав л яю щ и е прорези (к ан ал ы ) шириной 1 мм. Угол наклона
винтовых к а н а л о в к оси сопла составляет 30°, б лагодар я чему
воздух при проходе через них получает дополнительное в р а ­
щение, что способствует более интенсивному распы ливанию
сгруи связующего. Аналогичные винтовые каналы шириной
4 мм сделаны на игле. П оэтому к моменту выхода из сопла
связующее, проходя по этим ка н а л а м , получает винтообразное
движение, что т а к ж е способствует более эффективному р а с п ы ­
ливанию вытекаю щ ей струи. П ри работе форсунки сж аты й
воздух через соответствующее отверстие поступает внутрь к о р ­
пуса форсунки, затем через кольцевую полость, образованную
трубкой и втулкой, проходит по винтовым к а н а л а м в полость
соплового наконечника и, проходя через сопло, распыливает
связующее. П л о щ а д ь кольцевого сечения воздушного сопла,
а следовательно, и расход сж ато го воздуха в единицу времени
в зависимости от д ав л ен и я регулируется поворотом соплового
наконечника.
Н аличие на игле форсунки пояска с прорезями приводит
к их частому засорению сгустками и тверды м и включениями,
содерж ащ и м и ся в смоле, и в результате к прекращ ению ее
подачи. П оэтом у бы ла р а з р а б о т а н а форсунка с «пробивной
иглой». В ней регулировочный винт заменен подвижным под­
пружиненным игло д ерж ател ем с закрепленной в нем иглой.
Б л а г о д а р я такой конструкции легким н аж атием на головку
и гло д ерж ател я обеспечивается быстрый ход иглы вниз до в ы ­
хода из соплового отверстия и возврат под действием пружины
в исходное положение. В результате этого забивш иеся ф о р ­
сунки своевременно прочищаются и п оддерж иваю тся в рабочем
состоянии. Д л я обеспечения быстрого съема форсунки и о т­
соединения ее от шлангов, подводящ их см олу и воздух, и зм е­
нен и корпус форсунки.
При использовании пневматических форсунок степень р а с ­
пыливания связую щ его и плотность его распределения в ф акеле
зависит главны м образом от д и а м етр а струи, вязкости с в я ­
зующего и относительного р асх ода воздуха (отношения о б ъ ем ­
181
ного расхода воздуха к объемному расходу связующего в еди­
ницу времени).
Н а рис. 78, а п о к аза н а зависимость среднего д и а м етр а к а ­
пель распыленного связую щ его от его вязкости, определяемой
концентрацией и температурой. С повышением концентрации
связующего, а, следовательно, и его вязкости средний диаметр
капель увеличивается, причем х ар а ктер увеличения идентичен
д ля различны х значений удельного расхода воздуха. Н аиболее
значительно изменяется средний д иам етр капель в диапазоне
концентраций 50—-70 %. С уменьшением удельного расхода
воздух а влияние вязкости связующего на его дисперсность уси­
ливается.
По мере удаления от устья сопла струя распыливаемого
связующ его расш иряется, увеличивается угол конусности ф а ­
кела распы ливания, уменьш ается средний диаметр капель
(рис. 78, б) и достигается более равном ерное распределение
связую щ его в поперечном сечении ф ак ел а. О днако при р а зл и ч ­
ных относительном расходе воздуха, вязкости связующ его и
расстоянии от устья сопла форсунки до рассматриваемого по­
перечного сечения процентное распределение капель р ас п ы л и ­
ваемого связующего по диам етру различно. Кроме того, размер
капель уменьшается от центральной части ф ак ел а р а с п ы л и в а ­
ния к его периферии. Поэтому наибольш ее количество связую ­
щего на единицу поверхности приходится на центр факела.
По мере удаления от центра плотность связую щ его сн ачала
резко, а затем постепенно уменьш ается до нуля. Н аиболее
мелкие и однородные по разм ер ам капли при лучшем р ас п р е­
делении связующего на единицу площ ади в факеле рас п ы л и ­
вания с углом конусности порядка 40° получаются при относи­
тельном расходе воздуха в пределах 2,0— 3,0. Исходя из этого,
такой относительный расход воздуха принят оптимальным для
качественного пневматического распы ливани я связующ его ф о р ­
сункой.
В целом распы ливание связую щ его пневматическими ф ор ­
сунками хотя и является наиболее простым в техническом от­
ношении, но имеет р яд существенных технологических н ед остат­
ков. Пневматические форсунки имеют небольшую производи­
тельность. Соответствующ ая степень распыления связующ его
при максимально возможной производительности форсунки
(6 л/ч) может быть получена только при максимальном у д ел ь­
ном расходе воздуха. П ри этом форсунка работает ненадежно.
Вследствие малого у г л а конусности ф акела распыленного
пневматическими ф орсунками связую щ его сниж ается р ав н о ­
мерность распределения связующего по поверхности стружек.
Качество распыления зависит от удельного расхода воздуха
и в значительной степени от вязкости связующего. Это пре­
пятствует широкому применению о б ладаю щ и х повышенной
вязкостью высококонцентрированных связующих, используе­
мых с целью интенсификации процесса прессования плит и
182
форсунки. мм
Рис. 78. Графики зависимости среднего
диаметра капель при пневматическом рас­
пиливании:
• о т кон цен тр ац ии связу ю щ его ; б — р а сс т о я н и я от у с тья с о п л а ф орсунки; 1, 2, 3 —
о тнош ение р а сх о д о в в о зд у х а и с вя зу ю щ его соответствен но 1, 2, 3
А- А
Рис. 79.
Гидравлическая центро­
бежная форсунка
Рис. 80. Влияние вязкости связу­
ющего на средний диаметр ка*
пель при распиливании центро­
бежной форсункой со скоростью
истечения 50 м/с:
1 — д и ам ет р с о п л а
I мм; 2 — 1,4 мм
Средний диаметр капель связующего. ^
улучшения санитарно-гигиенических условий при их э к сп л у а­
тации.
П ри гидравлическом способе р ас п и л и ва н и е под давлением
осущ ествляется за счет кинетической энергии вытекающ его
связующего. Простейшей форсункой д ля гидравлического р а с ­
пыливания связую щ его является прямоструйная, п р ед ст ав л яю ­
щ ая собой цилиндрическое сопло, образую щ ее ф акел р ас п ы ­
ливани я с малым углом при вершине. Процесс распы ливания
интенсифицируется при применении центробежных форсунок,
в которы х струя связую щ его подается в камеру завихрения
форсунки по тангентальны м к а н а л а м , ось которых смещена
относительно оси сопла. В камере завихрения струя св язу ю ­
щего приходит в интенсивное вращ ател ьно е д виж ение и д алее
поступает в сопло. Б л а г о д а р я интенсивному вращ ению под
действием центробеж ных сил и давл ен ию самой жидкости с в я ­
зующее в ы брасы вается из сопла форсунки под углом, величина
которого, а следовательно, и угол конусности ф ак ел а расп ы л и ­
вания значительно больше, чем при пневматическом распыливании.
Н а рис. 79 п о к а за н а конструкция гидравлической центро­
бежной форсунки. О н а состоит из корпуса 1, в нижней части
которого располож ено сопло-завихритель 2. С опло-завихритель
сверху закры то кры ш кой 3, приж им аем ой к соплу пружиной 4.
П оследняя п оддерж ивается упорной тарелкой 5. Снизу соплозавихритель подж им ается накидной гайкой 6. Экспериментально
установлено, что при одинаковых р а зм е р а х форсунки увеличе­
ние вязкости распы ливаем ы х связую щ их с 30 до 60 с приводит
к повышению производительности на 3— 7 % и уменьшению
угла конусности ф а к е л а со 100— 102° до 93— 96°. Увеличение
вязкости связующ его отр аж аетс я и на величине среднего р а з ­
мера его капель при распыливании. К а к видно из рис. 80, при
одинаковой скорости истечения независимо от д и ам етра сопла
увеличение вязкости связую щ его приводит к уменьшению дис­
персности распы ливания. П ри гидравлическом распы ливании
распределение связую щ его в объеме ф ак ел а неравномерно.
Х арактерны м д л я нормального р аспы ливания связующ его цен­
тробежны ми гидравлическими ф орсунками является так о е его
распределение по сечению ф акела, при котором в центральной '
зоне наибольшее количество жидкости. П ри этом независимо
от разм еров форсунки связую щ ие с большей вязкостью имеют
более равномерное распределение по сечению ф ак ел а р асп ы ­
ления.
Г идравлические форсунки имеют р я д преимуществ перед
пневматическими: вы сокая производительность, более р ав н о ­
мерное распределение капель связую щ его в зоне распыления,
возможность качественного распы ления высококонцентриро­
ванны х связую щ их и др. О д н ако при применении г и д р а в л и ­
ческих форсунок требую тся насосы высокого давлен ия (10—
15 М П а ) . В некоторых случ аях мож но обойтись без таких
18-1
Рис. 81. Конструкция механического
роторного распыливателя
1
^ -—
1
/Т1
насосов за счет использования
других методов нагнетания
связующего, ка к это р е а л и зо ­
вано в смесителях с б ы стро­
ходными лопастными в алам и ,
оснащ енных прямоструйными
гидравлическими форсунками.
При механическом распыливании связую щ ее подается
во внутреннюю полость в р а ­
щ аю щ егося
распы ливателя.
Под действием центробежных
сил на его внутренних стенках
создается пленка, которая при
стекании с поверхности б а р а ­
бана или диска становится не­
устойчивой и р аспадается на
капли.
Н а рис. 81 п о казан а к о н ­
струкция механического р о ­
торного распы ливателя. Основным его элементом является ро­
тор 1 конической формы. Он имеет 11 рядов выступов, распо­
лож енных друг над другом. К аж д ы й ряд выступов имеет отвер­
стия 2, ось которых распол ож ена под углом к оси расп ы л и в а­
теля. Д и а м е т р отверстий в верхней части ротора 2 мм, в нижней
части — 2,5, расстояние м е ж д у отверстиями 7 мм. П одача
связую щ его производится через патрубок 3, размещенный
в кры ш ке ротора. Р асп ы л и в ате л ь приводится в движение от
э лектродви гателя мощностью 1,5 кВт. При вращении вала р а с ­
пы ливателя с частотой до 6000 мин-1 связую щ ее из тар е л ь ч а ­
того диска 4, закрепленного ш тангой 5 на кры ш ке 6, подается
центробежной силой на внутреннюю стенку ротора, растекается
по ней и вы б расы вается через отверстия. Производительность
распы ливателя — до 3 кг/мин. П ри выходе из отверстий с в я ­
зующее рас п а д а ется на более мелкие капли. П ри этом чем
тоньше пленка, тем меньше средний д иам етр капель, об разую ­
щихся при распыливании. П ри прочих постоянных ф ак то рах
дисперсность распы ливаемого механическими форсунками с в я ­
зующего определяется его вязкостью , хотя, к а к показы ваю т
эксперименты (табл. 42), ее влияние и незначительно. И з м е ­
нение концентрации связую щ его от 45 до 55 % не оказы вает
существенного влияния на однородность капель, наибольш ая
однородность достигается в том случае, когда средний диаметр
капель наименьший. При увеличении частоты вращ ения р асп ы ­
ливателя с 4000 до 6000 мин-1 средний д иам етр капель с в я ­
зующего 50 %-ной концентрации ум еньш ается с 22 до 16 мкм.
185
42. Влияние производительности распыливателя и концентрации
связующего на его дисперсность при распыливании механической
форсункой (частота вращения 6000 мин- 1 )
П роизводи тель­
н ость р а с п ы л и ­
в а т е л я . г/м ин
К онцентра­
ция с в я зу ю ­
щ его , %
С редний (и ам етр к а г е л ь , м км ,
на расст о я н и и от о :и р асп ы л явателя, м
150
550
1100
О бщ ее с р ед н е е
зн а ч е н и е д и а м е т р а
к а п е л ь , мкм
900
55
50
45
21,1
18,4
20,2
24,7
18,3
21,1
15,0
17,3
15,5
20,1
18,2
19,8
1100
55
50
45
18,6
15,2
17,4
17,7
16,8
20,1
13,6
15,7
19,0
17,3
15,9
18,7
1500
55
50
45
18,4
22,2
18,1
19,2
17,7
23,3
17,0
16,9
15,4
18,5
18,5
19,1
3000
55
17,7
18,5
19,9
18,8
С помощью центробежных распы ливателей можно получить
мелкие и равномерны е по величине капли, при этом произво­
дительность р аспы ливателей выше производительности п невм а­
тических форсунок. К а к по производительности, так и по р а в ­
номерности распределения капель по поверхности ц ен тробеж ­
ные распы ливатели могут быть приравнены к форсункам
д ав л ен и я с тем преимуществом, что с помощью центробежного
распы ливателя мож но покрыть поверхность радиусом до
1800 мм против 500 мм при работе с форсунками давления.
Р аспределение связующ его на поверхности довольно рав н о­
мерное при производительности 3000 г/мин. С редняя величина
капель распыленного связующ его не зависит от производитель­
ности распы ливателя.
Д л я смешивания струж ки со связую щ им разр а б о т а н ы см е­
сители периодического и непрерывного действия. В соврем ен­
ном производстве Д С т П применяют только смесители н еп ре­
рывного действия, что позволяет автом атизировать процесс,
снизить тр уд озатраты на единицу продукции, повысить про­
изводительность при тех же, что и у смесителей периодического
действия, или меньших габаритах.
Смесители непрерывного действия можно разд ели ть на
смесители с тихоходным или быстроходным лопастным валом.
186
1
Осмоленные
древесные частицы
f
Крупная франция
струшен
г
Рис. 82. Принципиальные схемы работы некоторых типов смесителей с тихо­
ходными лопастными валами:
а — см еси тел ь Д СМ -1 (С С С Р ); б — с м е си т ел ь ф и рм ы «Ф арни» (Ш в ей ц ар и я ); в — с м е­
си тел ь ф и рм ы «Л ёди ге» (Ф Р Г ); г — см е си т ел ь н а я у с т ан о вк а с пневм ати ческим ф р а к ­
цион ирован и ем с т р у ж к и ф и рм ы «Б изон* (Ф Р Г ); / — з а гр у з о ч н а я ворон ка; 2 — корпус;
3 — л опастной в а л ; 4 — ф орсун ки; 5 — р а зг р у з о ч н а я во р о н ка; 6 — к а м е р а ф р ак ц и о н и р о ­
в а н и я ; 7 — винтовой конвейер
Д о недавнего времени в отечественной практике производства
Д С т П использовали в основном смесители типа ДСМ-1 и
Д СМ -2 с тихоходными лопастны ми вал ам и с частотой вращ ения
соответственно 60 и 80 мин-1. Смесители этого типа (рис. 82, а)
представляю т собой горизонтальный б ар аб ан с в ращ аю щ и м ся
внутри него лопастным валом. У торцов б а р а б а н а размещены
загрузочная и разгрузочная воронки. В верхней части бараб ан а
по его образую щ ей установлены пневматические форсунки д л я
187
распы ления связую щ его внутри б а р а б а н а в виде кон усооб раз­
ных факелов, нап равл ен ны х на в р а щ а е м у ю лопастны м валом
струж ку. По мере поступления через загрузочную воронку но­
вых порций см еш и ваем ая со связую щ им стру ж ка постепенно
продвигается вдоль б а р а б а н а к разгрузочной воронке, и, прой­
дя под всеми форсунками, в ы б р ас ы в ае тся из смесителя. При
таком смешивании нанесение связую щ его на струж ку происхо­
дит в верхней части б а р а б а н а во в рем я прохода стр уж ки через
поток распыленного связующего. П р о ш ед ш ая через поток с в я ­
зующего стру ж ка п а д а е т в нижнюю часть б а р а б а н а , где пере­
меш ивается с остальны м и струж кам и. О смоленная ст руж ка
вместе с неосмоленными частицами вновь зах в аты в ает ся л о ­
пастями вращ аю щ егося в а л а и снова проходит через поток
связующего. П ри этом количество струж ки, прошедшей через
поток связующего, в процессе см еш ивания увеличивается. По
этому принципу раб о таю т и смесители с гидравлическими
ф орсунками высокого д авл ен ия (рис. 8 2 ,6 ) , с той разницей,
что подаваем ая ст р у ж к а п ад ает на тарельчаты й питатель,
установленный в загрузочной воронке смесителя. П оступаю щ ая
с п итателя стр у ж ка зах в аты в ает ся л опастям и центрифуги-уско­
рителя. Ускоритель об разует коническую завесу частиц в см е­
сителе. П од ускорителем установлена гидравлическая форсун­
ка. Перемеш ивание струж ки в смесителе осущ ествляется двумя
п ар ал л ел ьны м и д ру г другу лопастны ми валам и , вращ аю щ и м и ся
навстречу друг другу. Тихоходные лопастны е валы могут быть
не только штыревой формы, к а к в описанных выше ко н струк­
циях, но и лопастной формы. Л о п атк и (рис. 82, в) подбираю т
частицы, которые достаточно быстро поднимаю тся и образую т
подвижную круговую завесу. Б л а г о д а р я принятой форме л о ­
паток частицы непрерывно подаются то к центру смесителя, то
к периферии. С вязую щ ее в этом смесителе распы ливается ме­
ханическим роторным распы ливателем.
Сложность процесса взаимодействия потоков струж ки и
распы ливаемого связую щ его приводит к тому, что одни с т р у ж ­
ки перекрываю т другие. Некоторые из них попадаю т в поток
связую щ его несколько раз, другие только один раз, а часть не
п опадает ни разу. Э ф ф ект ж е п ер ем азы вани я нанесенного с в я ­
зую щ его со струж ки на струж ку незначительный из-за малой
скорости их перемещения относительно друг друга.
Опыт эксплуатации тихоходных смесителей выявил ряд их
недостатков. Так, воздух, поступающий в такой смеситель, при
распы ливании связующ его пневматическими форсунками у д а ­
л яется через разгрузочное отверстие или через в ы тяж н ы е ш а х ­
ты. П ри этом часть связую щ его в виде тум ана, образую щ егося
при распыливании, выходит вместе с воздухом и теряется,
оседая в в ы тяж ны х ш а х тах в виде наростов, которые требуется
периодически уд ал ять. Н а внутренних стенках смесительной
камеры , в ал е и л опастях т а к ж е о б разую тся наросты св язу ю ­
щего, удаление которы х требует определенных т р у д о затр ат и
188
времени. От этих наростов часто о ткалы ваю тся куски, которые
вместе с осмоленной струж кой попадают в плиту, сн и ж ая ее
качество. П роизводительность смесителей при больших массе
и габ ари те н изк ая (до 400 кг/ч осмоленных струж ек на 1 м3
объем а к а м е р ы ), удельны е энергозатраты высокие (до 10 кВт
на 1 т осмоленной стру ж ки ).
Б ольш ое влияние на физико-механические свойства Д С тП
оказы в ает равномерность распределения связую щ его по р а з ­
ным ф р ак ц и я м стружки. М е ж д у тем в смесителях ДСМ -1,
Д С М -2 и других аналогичны х по конструкции м аш инах мелкие
частицы получаю т в 2 с лиш ним р а з а больш е связующего (по
отношению к своей м а с с е ) , чем крупная струж ка. Поэтому
перед таким и см есителями осущ ествляется пневматическое
фракци он ировани е струж ки д о ее см еш ивания со связующим.
При этом кру п н ая стр у ж ка проходит под всеми форсунками,
а мелкие частицы лиш ь под частью форсунок.
По принципу пневматического ф ракционирования древесных
частиц р аб о таю т смесители фирмы «Бэре-Би зон »
(Ф Р Г )
(рис. 8 2 ,г). С т р у ж к а поступает через загрузочную воронку
в кам еру пневматического фракционирования. К рупная струж ка
падает на дно камеры ф ракционирования в начале, средняя
в середине, а м елк ая — в конце ее. П оперек кам еры в ее нижней
части установлен р яд винтовых конвейеров, которые выносят
из камеры фракци он ировани я струж ку в смеситель, р асполо­
женный р ядом (п ар а л л е л ь н о к а м е р е ). В смесителе крупная
ст р у ж к а проходит под всеми форсунками, а по мере ум ень­
шения р а зм е р а струж ки со к р ащ а ется ее путь по смесителю,
в результате чего она проходит под меньшим числом форсунок.
Б л а г о д а р я этому количество связующего, попадаю щего на
струж ку, соответствует ее р азм ер ам . Разновидностью такого
смесителя мож ет быть смеситель с ф ракционированием не в
пневматической камере, прим ы каю щ ей к смесителю, а отдельно
на механических сорти ровках или пневматических сепараторах.
О д н ако так и е смесители громоздки. Необходимость повышения
качества см еш ивания струж ки со связую щ им, экономии смолы,
снижения тр у д о зат р ат на об служ и вани е смесителей и т. д.
привела к поиску принципиально новых способов смешивания,
например к созданию смесителей с быстроходными (высоко­
оборотными) лопастными валам и.
Принцип работы смесителя с быстроходным лопастным
валом зак л ю ч ается в нанесении на стр уж ку капель св язу ю ­
щего с последующим разм азы ва н и ем связую щ его по поверх­
ности древесны х частиц при их интенсивном перемешивании.
С м есительная ка м ер а такого смесителя (рис. 83, а) пред став­
л я е т собой цилиндрический б ар аб ан , в котором полый вал
установлен на сферических роликоподшипниках. В ал получает
вращ ение с частотой 500— 1600 мин-1 от электропривода через
клиноременную передачу. Он оснащен л опастям и и насадками
д л я разб ры згиван и я связую щ его. Верхняя половина б ар аб ан а
189
подача струшки
Вова'
I
2-
J
j. ^
1 вода
Осмоленная струшна g \Связующее
Подача струшна
Связующее
11
|
Осмоленная сюрщна
откры вается, что обеспечивает свободный доступ к соплам и
лопастям. Б а р а б а н имеет двойные стенки (руб аш ки ), между
которыми подается вода температурой 10— 12 °С д л я о х л а ж д е ­
ния. П олы й в ал разделен перегородкой на две полости, в одну
из которых поступает связую щ ее, в другую — во д а д л я о х л а ж ­
дения перем еш иваю щ их лопастей. П олож ение лопастей на валу
(угол поворота и зазор м е ж д у ними и стенкой смесительной
камеры ) м ож но регулировать в зависимости от требуемой про­
изводительности и свойств осмоляемого м атер и ал а. Связующее
распы л иваегся соплами, внутренний диаметр которых и р а с ­
стояние от них до стенок кам еры регулируется.
С тр у ж к а подается в смеситель через загрузочную воронку,
ось которой распол ож ена тангенциально к корпусу. Лопасти,
в ращ аю щ и еся с большой частотой, захв ат ы в аю т древесные ч а ­
стицы, которые начинают в р ащ а тьс я и в то ж е время д ви гать­
ся вдоль смесителя. Д ви ж у щ и й ся кольцеобразный поток д р е ­
весных частиц сравнительно небольшой толщины, в котором
к а ж д а я ст руж ка, соверш ая д виж ение по спирали со скоростью
примерно 8— 12 м/с, проходит через зону осмоления. В этой
зоне связую щ ее, подаваемое внутрь в ращ аю щ егося в ал а через
трубку-питатель, под действием инерционных сил поступает
в установленные на вал у насадки и разбры згивается ими. Р а с ­
положение н асадок таково, что движение древесных частиц
в зоне осмоления зам ед л я етс я д ля обеспечения необходимой
степени покры тия их связующим.
Р азб ры зги в аем о е связую щ ее наносится на внутреннюю сто­
рону цилиндрического потока стружки. З а т е м струж ка попадает
в зону интенсивного перемеш ивания, где пленка связующего
на струж ке перераспределяется и вы равн и вается за счет э ф ­
фекта п ерем азы вани я при интенсивном трении частиц друг о
друга и о стенки камеры, достигаемого в результате разной
скорости самих древесных частиц. Внутри б а р а б а н а на о х л а ж ­
д аем ы х поверхностях образуется тонкая пленка конденсата,
и склю чаю щ ая прилипание к ним проклеенной стружки. О смо­
ленные частицы уд ал яю тс я из смесителя через выгрузочное
окно, з ак ры тое свободно качаю щ ей ся заслонкой с противове­
сом, которая регулирует степень заполнения смесительной к а ­
меры.
И спользование инерционного метода распы ливания позво­
ляет получать тонкодисперсную тум анообразную взвесь с р а з ­
мером капель 2— 40 мкм. Интенсивное уменьшение среднего
диам етра капель происходит при увеличении частоты вращ ения
в а л а с распы лительны ми соплами с 500 до 1250 мин-1. При
Рис. 83. Схемы смесителей с быстроходными лопастными валами.
а — при п о д ач е с вя зу ю щ его чер ез полы й в а л ; б — при п о д ач е связую щ его по к а с а ­
тельной к п о то к у с т р у ж к и ; в — при п о д ач е связу ю щ его м ех ан и чески м роторны м расп ы л н в ател ем ; г — четы р ех кам ер н ы й с м еси тел ь; / — корп ус; 2 — ва л ; 3 — з а х в а т ы в а ю ­
щ ие л о п асти ; 4 — со п л а д л я р а сп ы л и в а н и я связу ю щ его ; 5 — п ер ем еш и ваю щ и е л оп асти ;
в — трубки п одач и с вязу ю щ его ; 7 — роторны й р асп ы л и в а т ел ь ; 8 — загрузочн ы й ш нек;
9 — к а м е р а р а зр ы х л е н и я ; 10 — к а м е р а н ан есен и я; / / — к а м е р а см еш иван и я
191
дальнейш ем повышении частоты в р ащ ен и я тонкость рас п ы л е­
ния меняется незначительно. Эта зависимость имеет место во
всем диапазоне д и а м е т р а р азб ры зги в аю щ и х сопел при р а зл и ч ­
ном расходе связующего. Л у ч ш а я дисперсность распы ления
(средний диаметр кап ель 10— 12 мкм) достигается при д и а ­
метре р азб ры зги в аю щ и х сопел 4— 5 мм. П ри изменении р а с ­
хода связующего в д и ап азо н е 560-— 1700 г/мин качество р а с ­
пыления остается практически одинаковы м, и только с д а л ь ­
нейшим увеличением р асхода связую щ его его дисперсность
ухудшается.
П роизводительность смесителя и требуемое качество осмо­
ления можно регулировать, изменяя степень заполнения см е­
сительной камеры и зазор меж ду перем еш иваю щ ими л о п а ­
стями и внутренней стенкой камеры. Реком ен дуем ая степень
заполнения камеры 40—65 %. П ри увеличении производитель­
ности смесителя п овы ш ается качество осмоления, х а р а к т е р и ­
зуемое равномерностью распределения связующего по с т р у ж ­
кам различны х ф ракций, что о бъясняется повышением эф ф екта
п ерем азы вани я с увеличением степени заполнения см еситель­
ной камеры. В целом крупные древесны е частицы (ф ракц ия
7/3) имеют степень покрытия 60— 80 %, мелкие (ф ракц ия
2/1) — до 90, пыль — до 100 %.
П ри использовании смесителей с быстроходными л о п а ст­
ными в ал ам и исключен унос связую щ его из смесительной к а ­
меры и образование наростов на внутренних стенках камеры
и комков осмоленных частиц, обеспечивается равномерное
покрытие струж ки связующим. П ри незначительной модерни­
зации смесители этого типа пригодны д л я осмоления р а зл и ч ­
ных древесных частиц (волокна, пыли, струж ек различны х
в и д о в ). Они имеют высокую производительность при небольшом
габарите, низкие энергозатраты и металлоемкость, удобны
в обслуживании, не требую т больших площ адей и объемов про­
изводственных помещений. Поэтому они широко применяю тся
в производстве Д С т П . Н а предприятиях, оснащ енных отечест­
венным оборудованием, с успехом эксплуатирую тся смесители
конструкции В Н П О «Союзнаучплитпром» и серийно вы п ускае­
мый смеситель ДСМ -5. Аналогичные смесители выпускаю тся
фирмам и «Лёдиге» и «Д райс» ( Ф Р Г ), «Рауте» (Ф и н лян ди я).
В табл. 43 приведены технические характеристики различны х
отечественных и зар у б еж н ы х смесителей с быстроходными л о ­
пастными валами. Д л я о хл аж д ен и я воды, подаваемой в ру­
б аш к у камеры смеш ивания, полый в ал и лопасти смесителя,
используются отечественные холодильные машины М К Т -14-2-0
и МК.Т-20-2-0 с хладопроизводительностью соответственно 100
и 140 М Д ж /ч.
П ри общем принципиальном конструктивном решении всех
этих смесителей имеются различия в конструктивных реш ениях
отдельных узлов, в основном лопастей и распы ливаю щ их н а ­
садок.
192
43. Технические характеристики смесителей с быстроходными лопастными валами
К онструкция В Н П О
« С ою зн ауч пли тпром >
о
<0
М
КТ Т -700
К ТТ-1400
L L K A -215
L L K A -360
LL K A -600
0,2—2
1,5—8
3— 16
1—8
2— 16
4—32
1,6—3,6
2—8
3,4— 14,5
—
2500
600
0,7
3200
750
1,0
2000
400
0,215
2000
470
0,360
2350
570
0,6
о
со
К оличество
распи­
ливающих сопел, шт.
Внутренний диаметр
сопел, мм
Расход
охлаждаю­
щей воды, м3/ч
Установленная мощ­
ность двигателя, кВт
Габаритные
разме­
ры, мм:
длина
ширина
высота
Масса, т
Д о 6 Д о 12
«Рауте»
о
ю
*
W
ДСМ -5
-
Производительность,
т/ч
Размеры камеры сме­
шивания, мм:
длина
диаметр
Вместимость камеры,
.м.3
Частота
вращения
вала, мин-1
Количество
лопас­
тей, шт.
«Д рай»
К ТТ -350
П о к а за т е л ь
«Лёдиге»
W
1— 8
До 6
2000
500
0,4
900
—
500
—
900
—
1250
320
0,12
2000
560
0,45
0,76
2000
480
0,35
770;
980; 1220
10
750
980
980
1460
1460
__
1050
840
870
1000
1000
980
34
17
23
__
—
__
30
__
_
18
18
18
24
2
18
18
8
8
8
24
32
40
24
24
27
5
10
5
5
—
—
—
—
—
6
6
8
7
__
__
—
1,5
3,2
2
3
4
—
-V.
—
40
40
30
40
22—30 45—55 22—30 45—55 75—90
22
40
55
3740
2800
1500
2,5
3000
2000
1000
3,57
3190
2190
935
2,3
4280
2500
1150
3,5
3300
1855
1260
—
4620
2695
1765
—•
—
—
—
—
—
—
1,35
1,85
2,75
11— 15
2,5
—
__
—
—
—
—
—
—
—
3850
2390
1495
—
Л оп асти быстроходного в ал а предназначены д л я тран сп ор ­
тировки стружки в смесительной камере, рыхления и переме­
ш ивания, при этом стр у ж ка не нагревается. В простейшем
случае лопасти могут быть выполнены в виде плоских пластин
или пластин серповидной формы. О д н ако вследствие того, что
они имеют различное функциональное назначение, в каж д ой
зоне применяются лопасти различны х конструкций. Так, в см е­
сителе фирмы «Лёдиге» в зоне загр узк и стружки на в а л у з а ­
креплены кайл оо б р азн ы е лопасти, а в зоне перемеш ивания ос­
моленной струж ки — Ф-образные перемеш иваю щ ие лопасти.
В различны х смесителях установлено разное количество л о ­
пастей и принят различны й их шаг.
Расстояние от наиболее выступающ их точек лопастей до
•внутренней поверхности корпуса д л я загрузочных лопастей
составляет примерно 5 мм, для лопастей в зонах р аспы ливания
и перемешивания 8, д л я разгрузочных 15 мм. Д л я обеспечения
перемещения струж ки вдоль смесительной камеры рабочие
поверхности лопастей долж ны быть повернуты к продольной
оси в ал а под некоторым углом. Угол наклона загрузочных л о ­
пастей принимают от 10 до 45°. В некоторых смесителях все
загрузочные лопасти устанавли ваю т под углом 45°, в других —
последовательно под углом 45; 30; 20 и 10°. Угол н аклон а л о ­
пастей регулируют в зависимости от степени заполнения сме­
сителей стружкой.
П ри недостаточном заполнении его уменьшают, при чрез­
мерном увеличивают. Угол р азв оро та перемешиваю щих л о п а с­
тей изменяется в и нтервале 0 —30°, некоторые лопасти могут
быть повернуты д а ж е в обратную сторону (для тормож ения
дви ж ени я струж ки ). П ерем еш иваю щ ие лопасти смесителя сн аб ­
ж а ю т водяным охлаж дением, д ля чего лопасти выполняют п о­
лыми, а воду подаю т через полость вал а. Д л я эффективного
ох л аж д ен и я лопастей вода д о л ж н а циркулировать в них при­
нудительно.
Сопла смесителей чащ е всего выполняют в виде трубок,
ввернутых в вал в направлении его радиуса. С опла р а с п о л а ­
гаю т по длине в а л а по винтовой линии, число их в смесителях
разны х типов изменяется от 2 до 40. В одних см есителях сопла
р азм ещ аю т только в зоне распы ливания, в других — по всей
длине лопастного вала. Р асстояние между концами сопел и
внутренней поверхностью корпуса устанавл и ваю т опытным пу­
тем в зависимости от размеров древесны х частиц и расхода с в я ­
зующего. Однако при использовании сопел в виде трубок св я­
зую щ ее р аспы ливается в радиальном направлении и попадает
на относительно м алое количество частиц. В смесителях фирмы
«Лёдиге» трубчатое сопло имеет загл уш к у и конец его скошен
под некоторым углом. Р адиальн ы й кан ал сопла около з а г л у ш ­
ки закан чи вается несколькими тангентальными отверстиями,
направленными в сторону, противоположную направлению в р а ­
щения вала. С тр у ж к а разры хляется в ращ аю щ и м ся соплом, за
194
которым образуется свободное пространство. В него через тангентальные отверстия и распы ливается связующее.
В некоторых смесителях сопла выполняют в виде трубок с
загнутым концом. Выходное отверстие направлено в сторону,
противоположную вращ ению вала. Если на конце загнутой
трубки вместо одного большого отверстия сделать несколько
маленьких, то факел распыленного связую щ его получается
более широким и капельки распыленного связующего в заи м о­
действуют с большим количеством стружки. По другому в ар и ­
анту распы ливаю щ ее сопло представляет собой стержень с
радиальны ми проводящ ими ка н а ла м и , продольной проточкой
открытыми н ар у ж у по всей длине. Во всех случаях совершен­
ствование конструкции сопел имеет целью повышение степени
дробления вытекаю щ его из них связующего.
При подаче связующего через вал степень осмоления опре­
д еляется конструкцией устройства распылительного сопла и
разностью скорости связую щ его при выходе из сопел и ско­
рости стружки. С вязую щ ее незначительно у скоряет движение
стружки, заторм ож ен н ое вследствие трения о стенки б араб ан а,
так что разность скоростей составляет около 5— 10 м/с. В ряде
новых смесителей связую щ ее подают через трубки, установлен­
ные вне б а р а б а н а , при высокой скорости струж ки в, смеситель­
ной кам ере (рис. 83, б). Во вращ аю щ и йся кольцевой слой
струж ки связую щ ее подается по 3— 12 трубкам , проходящим
через корпус. Расстояние от концов трубок до стенки корпуса
составляет около 30 мм, что предотвращ ает стекание связую ­
щего по стенкам корпуса и образование комков и сгустков.
По длине корпуса трубки располагаю т на минимальном р а с ­
стоянии от лопастей. П оэтому вытекаю щ ие из них при н езн а­
чительном д авлении
струи
связующего д робятся
быстро
пролетаю щ ими струж кам и и распределяю тся по их поверхно­
сти. При выключении смесителя автоматический клап ан одно­
временно п ерекрывает подачу связующего к трубкам. Б л а г о ­
д а р я тому, что связую щ ее п одается вверх, предотвращ ается
бесконтрольная подача его и, следовательно, местное избы ­
точное осмоление частиц. О стаю щ ееся в тр у б ах связующ ее при
коротких остановках смесителя можно использовать, при д л и ­
тельных переры вах некоторые трубки можно быстро извлечь
и очистить.
В смесителе фирмы «Д райс» (Ф Р Г ) принята д ругая кон­
струкция распы ливаю щ его устройства, находящ егося т ак ж е вне
смесителя с быстроходным лопастны м валом (рис. 83, в). Д л я
дробления поступающего в смеситель потока связующего ис­
пользуется центробежный распылитель. П о д ач а стружки осу­
ществляется винтовым конвейером, о к р у ж н а я скорость его
дви ж ени я невелика. В конической части камеры с меньшим
диаметром скорость струж ки увеличивается. В этой зоне с в я ­
зующее распределяется более равномерно за счет создания
вихревого потока.
7*
195
С овершенствование смесителей с быстроходным в алом идет
и по пути увеличения активной зоны перемешивания осмолен­
ной стружки. В отличие от смесителя, где струж ка, тран сп ор­
тируясь вдоль смесительной камеры , последовательно проходит
зоны подачи, осмоления и перемешивания, в смесителях фирмы
«Лёдиге» типов S B и KFS (рис. 83, г) имеется несколько п а­
раллельно установленных камер, предназначенны х д л я вы пол­
нения каж дой операции. В к аж д ой кам ер е установлен л о п а ст­
ной вал, ось которого перпендикулярна направлению движения
стружки. Смесители отличаются количеством камер: в смеси­
теле SB 4 камеры, K F S 5 камер. В первой камере с тр у ж к а р а з ­
ры хляется и распределяется по стенке, во второй — ц ен тр обеж ­
ным распы ливателем вводится связую щ ее, в остальных кам ер ах
стр у ж ка перемешивается со связующим.
Осмоление древесны х частиц в смесителях с быстроходным
лопастным валом при всех преимущ ествах имеет тот недоста­
ток, что при относительно длительном нахождении струж ек
в смесителе крупные фракции измельчаю тся. С одерж ан и е пыли
и мелких фракций в общей массе увеличивается на 15— 20 %.
Это допустимо при осмолении мелких древесных частиц для
н аруж н ы х слоев плит с мелкоструктурной поверхностью, но не­
ж е лател ь н о при осмолении струж ки д л я внутреннего слоя.
Поэтому использование этого типа смесителей исключается
в технологическом процессе изготовления специальных Д С тП
из крупноразмерной стружки. Д л я предотвращ ения измельчения
такой стружки ее смеш ивание проводится в смесителях с тихо­
ходным валом при воздушном распы ливании связующего. Тем
не менее смесители с быстроходным лопастным валом стано­
в ятся основным типом смесителей, применяемым при изготов­
лении древесностружечных плит общего назначения.
П ри использовании смесителей с быстроходным валом по­
вы ш аю тся требования к условиям проведения предыдущих
технологических операций. При одинаковой производительно­
сти эти смесители имеют объем кам еры смешивания во много
раз меньше, чем смесители с тихоходным валом, и осущ ест­
в ляю т быстрое принудительное осевое перемещение осмоляемых струж ек лопастями. Время прохождения струж ки в таком
смесителе мало, и перемешивание поступающих в него отдель­
ных порций м еж д у собой практически исключено. Поэтому
ошибки в точности дозирования и равномерности подачи частиц
и связующего в смеситель не могут быть компенсированы. Д л я
обеспечения качественного осмоления в таком смесителе подача
в него струж ек и связующего д о л ж н а быть непрерывной, в о з­
мож но более точной, равномерной и согласованной в требуе­
мом соотношении.
Д л я обеспечения этих требований используют соответствую­
щие типы питателей и дозаторов в сочетании с автом атиче­
скими системами контроля и управления. Так, в состав оте­
чественной линии Д Л С -1 , предназначенной для д озирован и я и
196
подачи струж ки в смеситель, осмоления струж ки и последую­
щей ее передачи к формирующим машинам, входят верти кал ь­
ный бункер ДБОС-бО, ковшовые дозировочные весы ОДК4-200А
периодического действия, выравниваю щ ий бункер-питатель и
установка приготовления связующ его типа Д К С , работа кото­
рых сблоки рован а меж ду собой. И з вертикального бункера
винтовым конвейером ст р у ж к а вы дается в порционные ковш о­
вые весы. П осле заполнения ковша заданной порцией стр.ужки
винтовой конвейер останавливается.
И з весов периодического действия в единицу времени с тр у ж ­
ка выходит порциями. Д л я того чтобы в смеситель она посту­
п ала непрерывно и равномерным потоком, меж ду порционными
весами и смесителем установлен вы равниваю щ ий бункер-питатель, из которого ст р у ж к а поступает в смеситель непрерыв­
ным потоком. Таким образом реализуется двухступенчатый
принцип дозирован и я струж ек: сначала по массе, затем по
объему. Это вносит определенные неточности в дозирование
стружек, а при отсутствии автоматической блокировки контро­
ля и регулирования расхода связующего, подаваемого установ­
кой Д К С , невозможно добиться требуемой точности выходных
параметров осмоленной струж ки по в л аж н ости и соотношению
«струж ка — связующее».
Н а линиях СПБ-100 непрерывное дозирование количества
стружки, подаваемой в смеситель, осущ ествляется изотопным
устройством, состоящим из лучеиспускателя с замерной к а м е ­
рой и усилителя управления. Р егулирование обеспечивается
путем изменения полож ения по высоте первого мотовила (граб ­
лей ), расположенного перед изотопным устройством. Таким
образом в смеситель в ы д ается определенный слой стружек,
дозирование осущ ествляется по объему. Р егулирование подачи
связующего происходит по скорости д ви ж ен и я выдаваемого
в смеситель слоя стружек. Это приводит к тем ж е недостаткам,
что были отмечены и в рассмотренной вы ш е схеме дозирования.
В связи с тем, что н асы п ная масса древесны х частиц н еста­
бильна и колеблется в пред ел ах ± 1 0 — ± 3 0 %, их дозирование
в смеситель необходимо осущ ествлять только по массе в со ­
гласовании с дозированием связующего. Такое дозирование
может быть решено следую щим образом. Компоненты связую ­
щего автоматически (рис. 84) подаю тся шестеренчатыми н а ­
сосами в бак, опираю щ ийся на электротензометрическое м а с ­
соизмерительное устройство, которое вы д ает сигналы об и зм е­
нении массы. Э лектрон ная система о б р аб аты ва ет поступающую
информацию и при достижении зад ан н ы х программой п а р а ­
метров сн и ж ает скорость подачи компонентов, что повышает
точность взвеш ивания. З а тем насосы останавливаю тся. После
окончания дозирования всех компонентов и их перемешивания
откры вается выпускной вентиль и готовое связую щ ее поступает
в расходный бак, а из него ш естеренчатым насосом с регули ­
руемым электроприводом подается в смеситель.
197
Рис. 84. Принципиальная схема установки приготовления
и
дозирования
связующего:
1 — см еси тел ь ст р у ж е к н ар у ж н о го с л о я; 2 — л ен то чн ы е весы ; 3 — р асх о д н ы е ем кости
д л я ком п он ен тов связу ю щ его ; 4 — р асх о д н а я ем ко сть д л я вод ы ; 5 — ем кость д л я при­
готов лен и я связу ю щ его ; 6 — м а с со и зм ер и тел ьн а я р а с х о д н а я ем кость д л я с вя зу ю щ его
в н ар у ж н ы х сл о ях ; 7 — то ж е во внутреннем сл о е; 8 — см еси тел ь с т р у ж е к в н у тр ен ­
него слоя
Рис. 85. Принципиальная схема регулирования работы смесителя:
/ — регул и руем ы й к л а п а н ; 2 — д а т ч и к в л а ж н о с т и и у с и л и тел ь; 3 — р е гу л я т о р к ол и ­
чества д о б а вл я е м о й воды ; 4 — з а д а т ч и к зн а ч е н и я конечной в л а ж н о с т и осм оленной
с т р у ж к и ; 5 — устройство к о н тр о л я коли чества д о б а в л я е м о й воды ; 6 — устройство, п о к а ­
зы в а ю щ е е тем п ер ату р у осм оленн ой стр у ж ки : 7 — р егу л я т о р коли чества о х л а ж д а ю щ е й
вод ы ; 8 — устройство ко н т р о л я ко л и чества о х л а ж д а ю щ е й воды ; 9 — устройство, п о к а ­
зы ва ю щ е е тем п ер ату р у о тр аб о тан н о й о х л а ж д а ю щ е й во д ы ; 10 — устрой ство, п о к азы ­
ваю щ ее т е м п е р а т у р у сухой стр у ж ки ; 11 — сам оп и сец
Уменьшение массы связую щ его в расходном баке, установ­
ленном на массоизмерительном устройстве, преобразуется с
помощью электронной системы в фактическую производитель­
ность насоса. П ри несоответствии этой производительности
установленному расходу струж ки электронное устройство кор­
ректирует угловую скорость насоса.
П осту паю щ ая в смеситель одновременно со связующим
струж ка непрерывно взвеш и вается ленточными весами. В этих
весах лента опирается на д ва неподвижных ролика, между
которыми па пружинных ш а р н и р ах установлен измерительный
ролик, передаю щ ий величину массы транспортируемой стружки
на электротензометрическое массоизмерительное устройство.
При отклонении ее массы от заданной автоматически изменя­
ется скорость дозирующ его винтового конвейера бункера сухой
стружки.
При качественных сушке струж ки и ее смешивании со св я­
зующим все ж е остается вероятность колебаний значения
влаж ности осмоленной стружки. Поэтому большое значение
имеет постоянный контроль за осмолением и требуется ав то м а­
тическое регулирование в л аж н ости осмоленной стружки с уче­
том ее температуры , так к а к ее изменение необходимо компен­
сировать. П ри н ци п иальн ая схема возможного регулирования
процесса осмоления струж ки в смесителе с быстроходным л о ­
пастным в ал о м приведена на рис. 85. По ней в зависимости
от влаж ности осмоленной струж ки производится дополнитель­
ное дозированное поступление воды в смеситель. В зависим о­
сти от конструкции смесителя эта добавк а воды может пода­
ваться на еще неосмоленную струж ку через форсунки в начале
смесителя или непосредственно в связующее. Регулирование
количества о х л аж д аю щ ей воды осущ ествляется в зависимости
от тем пературы осмоленной струж ки, причем гарантируется
сохранение определенного минимального о х л аж д ен и я смеси­
теля.
В лаж ность осмоленной струж ки оказы в ает влияние на про­
текание всех процессов при прессовании плит, следовательно,
на качество плит и их конечную влажность. С ледует при этом
учитывать, что в лага в струж ке до ее смеш ивания со связую ­
щим находится внутри клеток (адсорбционно св язан н ая в л а г а ).
У далить такую вл агу в процессе прессования весьма затруд н и ­
тельно. В лага, вносимая в струж ку со связующ им при высокой
его концентрации, не успевает проникнуть внутрь клеток и
зад ер ж и в ае тся в ка п и л л я р а х (капиллярно св язан н ая влага)
и д а ж е на поверхности стружки. Т ак ая в л аг а легко удаляется
в процессе прессования. П р и низкой концентрации связующего
часть влаги, вносимой с ним в стружку, успевает проникнуть
внутрь клеток, а остал ьн ая з ад ер ж и в ае тся в капиллярах. П о ­
этому удаление влаги при применении низкоконцентрирован­
ных связую щ их труднее, чем при применении высококонцентри­
рованных связующ их. О д н ако во всех сл уч аях удаление влаги,
1 99
внесенной со связующ им, происходит легче, чем вл аги в стр у ж ­
ке до смешивания со связующим.
В л аж н ость осмоленной струж ки ( % ) определяется по ф ор­
муле
^ + _ ( Ю ° / /( - - 1 ) £ 10
100 + р
где W — влажность стружек до смешивания со связующим, %; К — концент­
рация (сухой остаток) связующего, %; р — количество связующего (по су­
хому веществу), % п0 отношению к массе абсолютно сухой древесины.
В лаж ность осмоленной струж ки в процессе ее тран сп орти ­
ровки, формирования стружечного ковра, подпрессовки и з а ­
грузки в пресс д л я горячего прессования ум еньш ается на
1 - 3 %.
ФОРМИРОВАНИЕ
СТРУЖЕЧНОГО
КОВРА
П ри прессовании Д С т П с приложением усилия прессования
перпендикулярно плоскости плиты осмоленную стр уж ку необ­
ходимо превратить в ковер (при непрерывном способе прессо­
в ан ия) или в плоский пакет (при периодическом способе прес­
сован и я). З а д а ч ей формирования яв л яется дозирование и р а в ­
номерное распределение стружки по площ ади пакета или ковра.
Это необходимо д л я получения плит равномерной толщины и
прочности. Прочность плит и качество их поверхности, разнотолщинность и коробление, равноплотность и стабильность
массы в значительной мере зави сят от качества формирования
стружечного ковра или пакета, предназначенного д л я после­
дующего прессования.
О перация ф ормирования выполняется одной или несколь­
кими формирующими м аш инами на расположенной под ними
транспортной системе при постоянной заданной скорости пере­
мещения их относительно друг друга. Это предопределяет не­
прерывность вы дачи осмоленной струж ки с постоянной по
м ассе производительностью из п и тател я каж д ой формирую щей
машины. Ее р аб оч ая ширина определяет ширину стружечного
ковра. Н еобходимая структура по толщине ковра х а р а к т е р и ­
зуется изменением разм еров струж ек от внутреннего слоя к
наружному, величиной их осмоления и степенью ориентации
в плоскости ковра. Это обеспечивается последовательным ф ор­
мированием слоев из осмоленной струж ки соответствующей
ф ракции формирующими машинами, создающими требуемую
степень ориентации струж ки или ее разделение по р азм ер ам
в процессе формирования.
Большинство формирую щих машин состоит из бункера, д о ­
зирующего и распределительного механизмов. Д озирован и е по
массе осущ ествляется автоматически действующими порцион­
ными весами, а объемное — с помощью конвейеров (горизон­
тал ьн ы х и н аклон ны х), вибрирующих решеток, ячейковых до­
заторов и т. п.
200
Рис. 86. Принципиальные схемы формирующих машин:
а — Д Ф -1;
б — Д Ф -6;
в — Д Ф -2
Степень соверш енствования той или иной конструкции ф ор­
мирующей машины определяется общими (равномерностью р а с ­
пределения осмоленных частиц по площ ади ковра и сохране­
нием этой равномерности во времени) и специфическими
(степенью ф ракци он ировани я древесных частиц и их ориента­
ции) п ар ам етр ам и формирования. Н аи б ол ее широко рас п р о ­
странено в отечественной практике производства плит ком би­
нированное (объемно-массовое) дозирование. П ри этом пор­
ционное д озирован и е преобразуется в непрерывное. Древесны е
частицы дозирую т порционными весами, и отмеренную порцию
вы гр уж аю т в разгрузочную к ам еру (питатель). И з питателя
стру ж ка выходит равномерны м потоком с помощью ленточного,
вальцового или другого устройства.
К формирую щ им маш инам, дозирую щ им осмоленные с т р у ж ­
ки по этому принципу, относятся отечественные машины ДФ-1
и ДФ-6. Ф ормирую щ ая маш и на ДФ-1 (рис. 86, а) состоит из
д о зато ра и питателя. Д о зато р 2 пред ставл яет собой бункер,
дном которого является пластинчаты й конвейер 1, а наклонной
стенкой — пластинчаты й игольчатый конвейер 3, и автом ати­
ческие порционные весы 5. О см оленная струж ка, зап о л н яю щ ая
бункер, конвейером 1 н адвигается на конвейер 3, который
подает ее на весы. Д л я равномерной подачи осмоленной стр у ж ­
ки на весы над конвейером 3 установлен разравн и ваю щ и й
валец 4. П ри достижении зад ан н ой массы подаю щий конвейер
3 автоматически выклю чается, створки весов открываю тся и
струж ка сбрасы вается в п итатель 6. П осле сбрасы вания оче­
редной порции весы автоматически зак ры в аю тся, а конвейер 3
включается. В результате автоматического регулирования в те ­
чение минуты из бункера несколько раз сб расы вается строго
задан н ое по массе количество осмоленной стружки. Д ном пи­
тателя сл уж и т наклонный пластинчаты й конвейер 9. Валец 7
р азр авн и вает осмоленную струж ку по ш ирине конвейера, а
валец 8 обеспечивает равномерную вы дачу струж ки из машины
непрерывным потоком. С истема блокировки весов и наклонного
201
конвейера 3 обеспечивает равномерную подачу осмоленной
струж ки из д о зато ра в питатель формирующей машины.
Ш ирокое распространение в последние годы получила м а ­
шина Д Ф -6 (рис. 86, б). При общем с ДФ-1 принципе работы
она имеет в д о заторе дополнительно вспомогательный вал ец 12,
отбрасы ваю щ ий лиш нее количество осмоленной струж ки, пода­
ваемой наклонным конвейером 3. В результате этого к р а з р а в ­
ниваю щ ему вальцу 4 поступает осм оленная струж ка в требуе­
мом количестве. Этим обеспечивается равномерное заполнение
ковш а весов 5. П осле заполнения ковш а на величину, состав­
л яю щ ую 50— 90 % от массы порции, конвейер переключается
с большей скорости (заполнения) на меньшую (досы пания).
Н а этой скорости в ковш весов досы пается струж ка до треб у е­
мой порции по массе. Н аклонны й конвейер останавливается.
П осле небольшой выдерж ки, зад ав ае м о й кулачковым м еханиз­
мом весов, ковш раскр ы вается и стр уж ка высыпается на
медленно дви ж ущ ий ся донный конвейер питателя 9. Ковш
весов закры вается, и цикл повторяется. Скорость донного
конвейера подбирается так, чтобы на нем о б разо в ы в ал ся не­
прерывный слой стружки. В питателе 6 вместо р а зр а в н и в а ю ­
щего и сбрасываю щ его вальцов установлены зубчатые вальцы
11 (вальцовая стен к а). Они зах в аты в аю т осмоленную стружку,
л е ж а щ у ю на конвейере питателя 9, и сбрасываю т ее на у п л о т­
няющие вальцы в рассеиваю щ ее устройство, которое насыпает
формируемый струж ечный ковер. Д л я очистки ленты донного
конвейера от налипаю щ их стру ж ек в машине предусмотрен
щеточный валец 10. Б л а г о д а р я применению вальцовой стенки
обеспечиваются более равномерный отбор стружки и усредне­
ние ее характеристик.
П итатель в виде сбрасываю щ его конвейера имеют такие
формирующие машины этого класса, к а к отечественная ДФ-2
и заруб еж ны е фирмы «Вюртекс» ( Ф Р Г ) , «Рауте» (Ф инляндия)
и «Зем ак» ( П Н Р ) . Н а рис. 86, в приведена принципиальная
схема машины ДФ-2. Она состоит из д о затор а 2 и питателя 6.
В отличие от машины ДФ-1 в дозаторе формирующей машины
Д Ф -2 наклонный игольчатый конвейер 3 одновременно служ ит
дном д о затора и предназначен д л я подачи осмоленной стружки
в порционные весы 5. Д л я отключения подачи излишней
струж ки в весы после получения си гн ала об их заполнении
(вследствие инерции конвейера) в конструкции машины Д Ф -2
предусмотрен отсекатель 13. О см оленная струж ка из весов по­
п ад ает на конвейер 9 через дозировочное устройство 14. С труж ка
на конвейере 9 проходит под р азр авн и ваю щ и м вальцом и с б р а ­
сывается вальцом 8 на фракционирую щ ий валец 15. А налогич­
ную конструкцию имеет м аш ина LS K V фирмы « Р ау те» с той
разницей, что в спаренном вари ан те они соединены задними
стенками и имеют единый бункер до зато ра, из которого струж ка
выносится в противоположные стороны. В м аш ине фирмы
«Вюртекс» стр у ж ка из ковшовых весов падает на сбрасы ваю 202
44. Технические характеристики
формирующих машин с объемно-массовым дозированием
L S K V ф и рм ы
«Зем ак»
(о д и н а р н а я )
П о к азател ь
Д Ф -1
Д ф -2
Д Ф -6
Максимальная
произво­
дительность, кг/ч
Ширина ковра, мм
Масса
отвешиваемой
порции стружки, кг
Число тактов срабатыва­
ния весов, мин-1
Вместимость бункера до­
затора, м3
Установленная
мощ­
ность, кВт
Габаритные
размеры,
мм:
длина
ширина
высота
Масса, кг
4800
3000
5400
2800
1800
2— 10
1780— 1900
2— 10
1780— 1900
4 — 15
1890
Д о 10
1—6
1—6
Д о 10
--
2; 4; 5; 8 2; 4; 5; 8
3,4
1,5
3,0
1,5
5,3
9,4
10,2
15,3
4140
4400
2250
5000
2800
2913
3325
5700
3460
3500
3100
5620
2220
3700
2800
4500
3000
1900
Д о 10
2400
2600
2800
5200
щий ленточный конвейер, н ад которым у становлены распреде­
лительный и р азравн и ваю щ и й вальцы. П ри колебан и ях н асы п­
ной массы струж ки изменяется время загру зки весов, что
используется д л я автоматического изменения скорости с б р а ­
сывающего конвейера. Д л я повышения равномерности и точно­
сти дозирован и я применяется регулирующий клапан, п ереклю ­
чающийся в зависимости от количества струж ки за р азр а в н и ­
вающим вальцом. При увеличении количества струж ки скорость
сбрасы ваю щ его конвейера увеличивается. Технические х а р а к ­
теристики отечественных и зару б еж н ы х формирую щ их машин
с объемно-массовым дозированием приведены в табл. 44. О с­
новная часть этих формирую щ их машин — ковшовые порцион­
ные весы. Н а отечественных формирующ их маш инах установ­
лены весы Д Д С -1 0, Д Д С П -1 0 и 6.023.АД -20-Д С , принципиально
не отличаю щ иеся друг от д р уга и от аналогичны х весов, у с т а ­
новленных на зар уб еж н ы х формирующ их маш инах.
Н а рис. 87 приведена принципиальная схема весов ДДС -10.
Весы состоят из станины с приводом и автоматическим м ех а­
низмом, кором ы сла с бесконтактными конечными в ы клю ча­
телями и ковша. С танина весов представляет собой две боко­
вины, устанавли ваем ы е на стенках формирую щ их машин.
В верхней части передней и зад н ей боковин установлены опор­
ные кронштейны коромысла, на подушки которы х опорными
призмами опирается двойное неравноплечее коромысло 33.
Д л я ограничения хода кором ысла и регулировки его поло203
ж ения на передней и задней стенках формирующей машины
в месте установки весов укреплен ограничитель с регулирую­
щими болтами 36. Коромысло состоит из двух рычагов, св я­
занных м еж д у собой распорной трубой. Н а переднем рычаге
коромысла на двух призм ах подвешен ковш 19 с раскр ы ваю ­
щимися боковыми створками. Створки у д ерж и ваю тся в з а ­
крытом положении запорной планкой 18, связанной с пружиной
17, находящ ейся на левом рычаге ковша 16. Крючок 20 на
запираю щ ем ры чаге 21 при ходе его вниз выдергивает с по­
мощью пружины 17 запорную планку 15 из-под кольца рычага
22 ковша. Створки ковш а под действием собственной массы
начинают раскры ваться до тех пор, пока рычаг не упрется в
амортизационную втулку на стяж ке ковша. При раскрытии
створок ковш а ср абаты ваю т амортизирую щие пружины 14.
При ходе вверх зап и раю щ и й ся рычаг 21 хвостовиком подходит
под палец ры чага 22 и поднимает его до тех пор, пока за п о р ­
ная п лан ка 18 под действием пружины не зафиксирует палец
рычага в верхнем положении. Д л я тарировки ковша и коро­
мысла на правом конце переднего и заднего рычагов находится
тарный груз 34 с тарны м винтом 35. Н а правом плече перед­
него ры чага кором ы сла укр епл ен а ш к ал а 32 регулятора точ­
ности, по которой п ерем ещ ается гиря 29. П о д правым плечом
переднего ры чага кором ы сла находится микропереклю чатель
25. Б олт 30 кором ысла воздействует на пружину 28 р ы чаж ка
23 микропереклю чателя, который упором 24 вклю чает и в ы ­
ключает микропереклю чатель. Д л я ограничения хода ры чаж ка
установлен регулируемый упор 27. Н а передней боковине ста­
нины располож ен кулачковы й механизм 6 со сменными шестер­
нями 7 и 8 и зап и р аю щ и й ся рычаг 21. П ри вод кулачкового
механизма осущ ествляется от электродви гателя 1 через червяч­
ный редуктор 3 и цепные передачи 2 и 4. К улачковы й м еха­
низм состоит из кулачка, неподвижно насаженного на втулку
сменной шестерни 8. По профилированной к а н а в к е кулачка 6
перем ещ ается ролик д е р ж а т е л я 10, сидящего на поворотной
серьге И , ж естко связанной с зап и раю щ и м ся рычагом. К у л ач ­
ковый механизм воздействует на д ва конечных вы клю чателя
5 и 9. Конечный вы клю чатель 5 д ает импульс на открытие
ковша, а вы клю чатель 9 с р а б а ты в ае т сразу после закры тия
ковша и д ает импульс на выключение конвейера подачи с т р у ж ­
ки на весы. Ч астота ср а б а ты в ан и я весов определяется п ереда­
точным числом сменных шестерен.
В весах Д Д С П -1 0 электродви гатель с червячным редукто­
ром заменен на горизонтальны й мотор-редуктор. Весы обеих
моделей наиболее точно и н ад еж н о работаю т на частоте с р а ­
баты вани я 4— 5 раз в минуту при навеске от 1 до 8 кг.
Автоматические весы 6.023.АД-20-ДС более просты по кон­
струкции (рис. 88). Ими уком плектованы формирующие м а ­
шины ДФ-6. Весы имеют коромысло той ж е конструкции. На
одном конце его укреплен ковш 1 с раскры ваю щ и м и ся створ205
Рис. 89. Схемы формирующих машин с объемным дозированием стружки:
а — ф и рм ы « Б изон»; б — ф и рм ы «Ш енк»; / — с б р асы ваю щ и й вал ец ; 2 — ради ои зотоп ный плотн ом ер; 3 — винтовой за гр у зч и к ; 4 — р а зр а вн и в аю щ и й вал ец ; 5 — дойны й л е н ­
точны й кон вейер; 6 — щ етки; 7 — зу б ч а ты е вал ьц ы ; 8 — скребковы й кон вейер; 9 — р е ­
гули рую щ и й кл а п а н
ками 2, а на другом — гири 7, которыми уравновеш ивается
масса ковш а и зад ае тся навеска стружки. Н а одной из боковин
ковша установлен пневмоцилиндр 3, шток которого соединен
с правой створкой. П ри перемещении поршня пневмоцилиндра
вправо створки ковша расходятся. Д л я плавного поворота ко­
ромысла служ ит поршневой демпфер 6. Н а конце коромысел
5 предусмотрены элементы д л я воздействия на бесконтактные
путевые выклю чатели 9, выдаю щ ие сигналы д ля автом атиче­
ской работы весов.
Порционные ковшовые весы подаю т струж ку порциями.
Д л я обеспечения непрерывности потока требуется у ст а н а в л и ­
вать дополнительные бункеры, конвейеры и разравн и ваю щ и е
вальцы , что у слож н яет конструкцию машины и уменьш ает
точность массового дозирования. Р а з р ы в а потока стружки
можно избеж ать, применив д ля д озирован и я ленточные весы.
Однако широкого распространения такие формирующие м а ш и ­
ны не получили из-за низкой точности работы ленточных весов,
поскольку масса струж ки, н аходящ ейся на весах, м а л а по
сравнению с массой самого конвейера.
Р я д зару б еж ны х фирм выпускает формирующие машины
с объемным дозированием стружки (рис. 89). П оступаю щ ая
в маш ину струж ка п ад ает на дви ж ущ ий ся ленточный конвейер,
отбрасы вается в задню ю часть бункера конвейерами или в а л ь ­
цами, разр авн и вается по ширине машины и сбрасы вается в
рассеиваю щее или фракционирую щ ее устройство.
Д л я более точного формирования ковра маш инами с об ъем ­
ным дозированием производится контроль по массе. Д л я этого
в формирующих лин и ях фирмы «Ш енк» в формирующий кон­
вейер встроено массовое устройство, взвеш иваю щ ее н асы п ае­
мый машиной слой и при необходимости корректирую щ ее р а ­
боту машины. В формирующих м аш и нах «Бизон» на ленточном
конвейере образуется слой стружки, ш ирина которого н есколь­
ко больше требуемого. И збы ток струж ки отделяется диском.
206
установленным на сбрасы ваю щ ем вальце, и через течку попа­
дает на контролирующ ие весы. Если масса контрольной порции
выходит за допустимые пределы, подается сигнал на регулиро­
вание формирую щ ей машины (скорости ленточного конвейера
или толщины образуемого на нем слоя струж ки ).
В последних моделях формирую щ их машин этой фирмы
количество вы даваемой струж ки контролируется с помощью
радиоизотопных плотномеров. Принцип их действия основан
на измерении степени поглощения гамма-лучей, проходящих
через слой стружки. В качестве источника гамма-лучей исполь­
зуется изотоп америций-241 (активность 250 м К ю ри ). И зл у ч а ­
тель установлен над ленточным конвейером. Окно излучателя
зак ры вается поворачивающейся от пневмопривода м етал л и ­
ческой заслонкой. В нормальном положении засл онк а закрыта.
Периодически через регулируемые промеж утки времени окно
откры вается и излучатель испускает поток гамма-лучей. П р о ­
ходя через ленту конвейера и находящ ую ся на ней стружку,
гамма-лучи попадаю т в измерительную камеру. И онизацион­
ный счетчик преобразует интенсивность излучения в электри ­
ческие импульсы, частота которых пропорциональна степени
поглощения гамма-лучей струж кой и лентой транспортера.
В блоке уп равлен ия частота импульсов преобразуется в н ап р я ­
жение, пропорциональное плотности стружечного ковра. И з м е ­
нения н ап р яж ен и я используются д л я регулирования высоты
располож ения первого разравн и ваю щ его в ал ь ц а или ско­
рости ленточного конвейера, в результате чего изменяется
объем вы даваем ой стружки. К недостаткам применения рад и о­
изотопных плотномеров следует отнести значительные и ска­
жения показаний при изменении плотности или влажности
стружки. Кроме того, уменьшение активности излучателя, вы ­
зываемое постепенным распадом америция-241, требует перио­
дической кали бровки прибора.
Д о зирую щ ее устройство формирующей
машины
выдает
струж ку непрерывным потоком. Д л я равномерного распреде­
ления ее по площ ади формируемого ковра используют рассеи­
вающие устройства, которым в той или иной степени присущ
фракционирую щ ий эффект. Наименьш ий фракционирующ ий
эффект у механических рассеиваю щ их устройств. При м еха­
ническом фракционировании поток стружки п ад ает с некото­
рой высоты на вр ащ аю щ и йся в ал ец с иглами, который о т б р а ­
сывает ее с начальной скоростью v0, равной окружной скоро­
сти вальца. С труж ки разли чн ы х размеров, массы и формы
отбрасы ваю тся вальцом на разны е расстояния, расстояние
определяется начальной скоростью и0 д ви ж е н и я стружек, их
разм ерам и, массой и формой, а т а к ж е углом встречи потока
стружки с вальцом (углом бросания) ф и высотой падения Я.
К ак п оказали исследования Ц Н И И Ф , высота падения более
200 мм практически не влияет на дальность полета древесных
частиц, а м еньш ая величина высоты падения нецелесообразна
207
по конструктивным соображ ениям. П оэтому д ля расчетов м о ж ­
но принять # = 200 мм. Скорость в итания осмоленной струж ки
vs находится в пред ел ах 0,7— 2,0 м/с и, следовательно, о к р у ж ­
ная скорость фракционирую щ его в а л ь ц а д о л ж н а быть больше
или равна 2,0 м/с. Угол бросания (угол меж ду горизонталью
и касательной к траектории полета древесных частиц в момент
бросания их вальцом ) фракционирую щ его вальца колеблется
в и нтервале 30— 50°. В этих п ределах угол бросания почти не
влияет на дальность полета стружки. Д л я указан ны х условий
работы фракционирую щ их вальцов выведено следую щ ее у р а в ­
нение дальности вы лета (по горизонтали) древесных частиц:
1 _ 0 , 417/ui
{
/
1 + 0 ,17 6^ /о 1
L = viz 19,92 -------- ------- 1 + А / 1 + 9,497/уо — ------------ - ^ 4
1 + 0 ,1 7 6 ^ /4 }
V
(l — 0,417/г>|)2
Д л я упрощения расчетов дальности вылета струж ки поль­
зуются графиками, показанны ми на рис. 90. Д ал ьн ость вылета
стру ж ек возр астает с увеличением начальной скорости v 0 и
скорости витания v s . П ри этом д ли н а участка, на котором
распределяю тся частицы, определяется разницей скоростей их
витания.
В настоящее врем я используются механические ф ракци он и ­
рующие устройства нескольких конструкций (рис. 91). Так,
в зависимости от назначения формирую щ ая машина Д Ф -6 ком­
плектуется рассеивающими устройствами Д РФ -1 или Д РФ -2.
Р ассеиваю щ ее устройство ДРФ -1 предназначено д л я р а зр ы х ­
ления и рассеивания осмоленной мелкой фракции стружки.
Устройство оборудовано двум я вал ьцам и, вращ аю щ и м и ся н а ­
встречу друг другу. Один из вальцов выполнен в виде цилин­
д ра со штырями, второй — в виде круглой щетки.
Рассеиваю щ ее устройство Д Р Ф - 2 служит д л я рыхления,
рассеивания и фракционирования стружки. Оно в клю чает две
пары рассеиваю щих зубчатых вальцов 5 (рис. 91, а ) , на кото­
рые струж ка н ап р ав л яется из течки формирующей машины
с помощью нап р авл яю щ и х 1 и распределительного 2 щитков
и ленточного конвейера 3, с которого сбрасы вается вальцом 4.
П ройдя через зубчатые вальцы, с т р у ж к а падает широким р а с ­
сеянным потоком на формируемый стружечный ковер. Р егу ­
лиру я положение щитков и взаим ное расположение зубчатых
вальцов, а так ж е частоту и направление их вращ ения, можно
изменять длину вылета стружки. Фракционирование струж ки
осущ ествляется д вум я парами зубчаты х вальцов, вращ аю щ и хся
в одном направлении. При этом в зависимости от ф ракци он ­
ного состава струж ки и производительности устройства опыт­
ным путем выбираю т частоту вр ащ ени я вальцов и расстояние
между их осями.
Конструкция сбрасы ваю щ его и зубчатых вальцов в основ­
ном аналогична конструкциям соответствующих вальцов ф о р­
мирующей машины ДФ-6. Конвейер приводится в движение
208
Рис. 90. Зависимость расстояния вы­
лета (по горизонтали) древесных ча­
стиц от их начальной скорости при
угле бросания 30— 50° и высоте паде­
ния 200 мм:
/ — скорость в и т ан и я 0,8 м; 2 — 1,0 м/с; 3 —
1,25 м/с; 4 — 1,5
м/с;
5 — 1,75 м/с; 6 —
2,0 м/с
Начальная скорость, п/с
Рис. 91. Схемы механических фракционирующих устройств к формирующим
машинам:
а — Д Р Ф -2 ;
б — е — ф ирм ы «Ш енк»
от электродвигателя через редуктор и цепную передачу со
сменными звездочками. Д виж ение сбрасы ваю щ его в ал ь ц а осу­
ществляется от ведущего в ал а конвейера через редуктор и
цепную передачу. К а ж д а я пара зубчаты х вальцов имеет инди­
видуальный привод. Н аправл ен и я вращ ени я средних вальцов
изменяются путем переключения электродвигателя, а к р а й ­
н и х — путем изменения направления д виж ения цепных передач.
Практически аналогичный принцип работы рассеиваю щ их
головок, которыми в зависимости от требуемой производитель­
ности уком плектовы ваю тся формирую щие машины фирмы
«Шенк». Это может быть головка с одним разбрасы ваю щ им
вальцом 8 (рис. 91, б ), оснащенным стальными или пластико­
выми иголками. Ч астота вращ ения в а л ь ц а регулируется в з а в и ­
симости от желаем ого эф ф екта ф ракционирования, количества
и вида стружки, проходящей через него. П рои зводи тель­
ность головки 4— 6 м3/ч на 1 м ширины настилки. В д в у х в а л ь ­
цовой разры хляю щ ей головке (рис. 91, в) вальцы 9, оснащ ен­
ные длинными пластиковы ми шипами, в ращ аю тся в н ап р ав л е­
нии, противоположном движению п аден ия потока частиц. При
встрече падаю щ их струж ек с в р ащ аю щ и м и ся иглами они от­
брасы ваю тся по различным коротким траекториям. П ро и зв о­
дительность головки 8— 10 м3/ч на 1 м ширины насыпки. Трех­
в ал ьцов ая р азр ы х л я ю щ а я головка (рис. 91, г) имеет три таких
ж е игольчатых в альца, число оборотов каж дого из которых
регулируется бесступенчато. Опоры вальцов слегка наклонены.
С труж ки подаются на первый игольчатый валец, и по мере
надобности два последующих в ал ь ц а принимают часть стру­
жечного потока. Эта головка обеспечивает большую длину н а ­
стилки, производительность ее 12,5— 20 м3/ч на 1 м ширины
формируемого ковра. Ч еты рехвальц овая р азр ы х л я ю щ а я головка
(рис. 91, д) аналогична устройству Д Р Ф -2 , с той разницей,
что на разб р ас ы в аю щ и е вальцы 9 стр у ж к а попадает по системе
зубчаты х вальцов 5. Наконец, д ля ф ормирования слоя из
очень тонкого или волокнистого м а тер и ал а используется го­
ловка, в которой применены разб р асы ваю щ ий 8 и д ва д ози ­
рующих вальца 10, покрытые пластиковы ми шиповыми бан­
д а ж а м и (рис. 91, е). Р азб р асы в аю щ и й и дозирующий вальцы
в ращ аю тся в противоположных направлениях, причем д ози ­
рующие имеют индивидуальное регулирование частоты в р а ­
щения с зафиксированны м передаточным отношением. П о ­
скольку окр у ж н а я скорость разб расы ваю щ его в ал ьц а больше,
чем первого дозирующего, масса волокнистых частиц до опре­
деленной степени уплотняется. Р азб р асы в аю щ и й в а л е ц подает
равномерные порции частиц ко второму дозирую щ ему вальцу.
Его о кр уж н ая скорость еще меньше, что опять з ас тав л я ет
разб расы ваю щ ий в ал ец протаскивать равномерные порции
частиц. Таким образом, волокнистая масса полностью р ас­
таскивается. Производительность головки 8— 10 м3/ч на 1 м
ширины формируемого ковра. П о д ач а стружки в маш инах
210
фирмы «Ш енк» осущ ествляется вальцовыми стенками 6 при
движении донного конвейера 7.
Н едостаток механического фракционирования заклю чается
в том, что струж ки встречаю тся с иглами рассеиваю щего в ал ьц а
под разны ми углами, в результате чего частицы одинаковых
массы и разм еров отлетают на разны е расстояния, что снижает
качество ф ракционирования. Более качественное фракциониро­
вание струж ки достигается при использовании воздушного потока.
Д ревесны е частицы, проходящие через него, относятся на р а з ­
личное расстояние в зависимости от их разм еров, массы и
формы. Экспериментально выведено следующее уравнение для
определения расстояния вы лета древесных частиц (по горизон­
тали) :
L = ув (H/vs +0,707vs) — 0,102u|ln [ l + v j v s (9 ,8 Ш / 4 + 0,693)].
где Vb — скорость воздушного потока, м/с; Я — высота падения древесных
частиц по вертикали, м; vs — скорость витания древесных частиц, м/с.
Д л я удобства расчетов вы лета пользуются номограммой, при­
веденной на рис. 92. Если принять скорость воздушного потока
2 м/с и высоту падения древесны х частиц 1 м, то разница в р а с ­
стоянии вы лета древесных частиц со скоростью витания 0,8 и
1,5 м/с составит при пневматическом фракционировании при­
мерно 1,15 м. Д л я начальной скорости полета древесных частиц
при механическом ф ракционировании 5 м/с, т. е. в 2,5 р аза
большей, чем скорость воздушного потока (в приведенном при­
мере), при тех ж е скоростях витания древесны х частиц разница
расстояний их вылета составит лишь 0,35 м. Таким образом,
эффективность пневматического фракционирования значительно
выше, чем механического. К преимуществам пневматического
фракционирования т а к ж е относится постоянство угла встречи
потоков воздуха и струж ек, что обеспечивает стабильное р а с ­
стояние вы лета струж ек одной фракции. В результате этого
шероховатость Д С т П , полученных с пневматическим ф рак ц и о­
нированием, меньше (рис. 93), чем сформ ированных с м ехани­
ческим фракционированием, а плит с механическим ф ракци о ­
нированием меньше, чем плит, сф орм ированных без ф р а к ­
ционирования.
Б л а го д а р я
преимуществам
пневматического
ф ракционирования формирую щ ие машины, работаю щ ие по
такому принципу, получили значительное распространение.
Д л я реали заци и принципа пневматического фракционирования
ф орм ирую щ ая машина оснащ ается пневматической камерой.
Р а зр ы х л ен н а я рассеиваю щ ими вальцам и стр у ж ка попадает
в равномерный воздуш ный поток, создаваемы й объемной в о з­
душной системой низкого давления. Траектори я полета частиц
есть функция отношения м еж д у их массой, скоростью падения
и скоростью воздуха. П о д действием горизонтального потока
наиболее тонкие (мелкие) частицы относятся в конец п невм а­
тической камеры , в то врем я к а к более т я ж ел ы е п адаю т ближе.
211
Высота падения струшен, м
Рис. 92. Номограмма для определения расстояния вылета (по горизонтали)
стружек при пневматическом фракционировании:
v B — н ачальная
ско р о сть,
м/с;
— скорость
в и тан и я,
м/с
Рис. 93. Зависимости шероховатости ДСтП
от их плотности:
/ — б ез
ф р акц и о н и р о в ан и я; 2 — при м ехан и че­
ском ф р акц и о н и р о ван и и ; 3 — при
п н евм ати че­
ском ф ракц ион ирован и и
Рис. 94. Схемы формирующих машин
с пневматическими
камерами фрак­
ционирования:
а — ф и рм ы
« Б и зо н » ;
б —
ф и рм ы «Ш енк»
Д л я того чтобы крупные плоские частицы, о б ладаю щ и е высокой
«парусностью», не могли пролететь д ал ьш е с тонким м а тер и а­
лом, поперек воздушного потока в к а м ер а х устанавливаю т
сетки, ячейки которых рассчитаны на проход только мелкого
м атериала. Отработамный воздух, циркулирующий в системе,
отсасывается в задней части камеры. Качество фракциониро­
вания можно регулировать, изменяя общую скорость возду ш ­
ного потока (частоту в р ащ ен и я вен ти л я то р а), его скорость по
высоте и ширине (с помощью системы регистров), а т а к ж е
положение сеток и разм еры их ячеек. Подобными пневмати­
ческими ка м ера м и (рис. 94) оснащены формирующие машины
фирм «Бизон» и «Шенк» (Ф Р Г ). Недостатки пневматического
фракционирования: более вы сокая, чем при механическом спо­
собе, энергоемкость процесса и значительный габарит самой
камеры пневматического фракционирования.
П ри всех рассмотренных способах ф ормирования струж еч­
ного ковра создается хаотичное располож ение стружки в его
плоскости, что приводит к образованию Д С т П с поверхностно
изотропными свойствами. Установлено, что при распределении
струж ки в формируемом пакете не путем случайного рассеи­
вания, а путем ориентации можно получить конструкционный
древесностружечный м атери ал с высокой прочностью в н а п р а в ­
лении ориентации. Качество ориентации определяется коли­
чеством струж ки, которое отклонилось от заданного н ап р ав л е­
ния ориентации не более чем на 45°. С увеличением степени
ориентации частиц прочность плит на статический изгиб в о з ­
растает (рис. 95), п р и б л и ж аясь к прочности древесины. Однако
ориентация древесных частиц во всех слоях в одном н а п р а в ­
лении приводит к короблению плит. Поэтому ориентируют
в одном направлении только древесные частицы наруж ны х
слоев при сохранении произвольного р асполож ени я их во в н у ­
треннем слое.
С тру ж ку ориентируют механическим способом или в э л е к ­
тростатическом поле. И з механических способов ориентации
промышленное применение получила продольная (в н а п р ав л е­
нии д ви ж ен и я ковра) ориентация с помощью дисковых в а л ь ­
цов и ориентация (продольная и поперечная) с помощью про­
тивонаправленного возвратно-поступательного движения со­
седних п ар ал л ел ь н ы х пластин, образую щ их ориентирующие
щели. Принцип ориентации струж ки с помощью дисковых
вальцов показан на рис. 96, а. С брош енная с дозировочного
конвейера 1 формирующей машины стр у ж ка попадает на
ориентирующ ее устройство 2. Оно (рис. 96, б) представляет
собой рам у с установленными в ней поперечно формируемому
ковру д венадц атью в а л а м и с насаж енны м и на них тонкими
дисками. Д иски располож ены в ш ахм атном порядке с пере­
крытием. З а з о р ы м еж д у д искам и дифф еренцированы по груп ­
пам валов. Тонкая стр уж ка проходит м е ж д у дисками с малы м
зазором, а крупная — выносится вперед и проходит между
213
Предел прочности при ста­
тическом изгибе, МПа
Рис. 95. Влияние степени ориентации стру­
жек в плите на ее прочность при статиче­
ском изгибе
Степень ориентации струшек%
а
Рис. 96. Принципиальная схема формирования древесностружеч­
ного ковра:
я
с
продольной
ори ен тац ией
струж ек;
б — дисковы й
ори ен тато р
дисками с большими зазо рам и . Таким образом, ориентирую­
щее устройство одновременно выполняет роль фракционирую­
щего. П ри вод валов индивидуальный, реверсивный с бессту­
пенчатым регулированием скорости вращения. Н аправление
вращ ения всех валов, за исключением последнего,— одинако­
вое, у последнего в ал а — встречное. Это препятствует выносу
струж ки за пределы устройства. Рассмотренное ориентирующее
устройство обеспечивает высокую степень ориентации. Около
30 % ориентированной струж ки п адает с углом отклонения от
продольного нап равлен ия не больше 5°, а 60 % ориентирован­
ной струж ки с углом отклонения ±15°.
П олож ени е рам ы ориентирующего устройства по высоте и
угол ее накл о н а относительно длины ковра выбираю тся в з а ­
висимости от того, какую структуру ковра необходимо полу­
чить. П ри этом в зависимости от направления вращ ения валов
и р асполож ения всего устройства относительно выдаваемого
с дозировочного конвейера потока струж ки в тот или иной
слой ковра мож ет попадать крупная или м елк ая стружка.
По описанному принципу происходит формирование ковра
с ф ракционированием и строгой ориентацией рассеиваемой
крупной струж ки во внутренних слоях, мелкой — в наружных.
Другой способ механической ориентации струж ек основан'
на использовании н ап рав л яю щ и х пластин, установленных п а ­
раллельно друг другу и приводимых в противодвижение
(рис. 97, а). Расстояние м е ж д у ними меньше, чем длина ори­
ентируемой стружки. Н а верхних кром ках пластин имеются
выступы, располож енны е по отношению к выступам соседней
пластины в ш ахматном порядке. С труж ка, которая в процессе
насыпки попадает на подвижные пластины, разворачивается
выступами и проходит м е ж д у пластинами. Этим способом
может осущ ествляться к а к продольная, так и поперечная ори­
ентация стружки.
Разновидностью пластинчатого ориентатора является цеп­
ное ориентирующ ее устройство (рис. 97, б ). Оно выполнено
в виде ряд а горизонтальны х бесконечных цепей, движущ ихся
между п ар ал л ел ьны м и вертикальны ми неподвижными п ласти ­
нами. Н а цепях укреплены вертикальны е пальцы. Соседние
цепи д ви ж у тся в противоположных н аправлениях, а пальцы
разворачи ваю т стружку, к ото рая п адает в зазо р между пласти­
нами.
Принцип ориентации струж ки в электростатическом поле
при формировании стружечного ковра зак л ю ч ается в том, что
струж ка, п р ед ст ав л яю щ ая собой диполь, п опадая между в е р ­
тикальны ми электродами, при наложении на нее электриче­
ского поля поляризуется, ориентируется вдоль силовых линий
поля и в таком положении фиксируется на ковре. Установлено,
что степень ориентации струж ки в электростатическом поле
зависит от п арам етров самой струж ки и электрического поля.
Оптимальной напряженностью электрического поля следует
215
6
Рис. 97. Принципиальные схемы устройств для ориентации стружек:
а —с
подви ж н ы м и
п ласти н ам и ;
?|--------------
1£
Is
1-
I
Qj=3
ши
1
1 2
i t .
3 ^
н еп одви ж ны м и п л а с т и ­
н ам и ц еп ям и
ши
X ------ ~~
90
A
80
70
■
70
Т
5
м еж ду
80
ВО
11
0
движ ущ им ися
90
]-
«5 =г
б — с
---1 1 1 1 11
0 2 U 6 8 Ю M\ k
А '
-
/
1
00
T i l l ......................
4
5
12 16 20
О
Напряженность злект- Расстояние от элект­ Влашность струшен, %
рического поля, кВ/см родод до нодра, см
а
6
Рис. 98. Зависимости степени ориентации стружек:
а — о т н ап ряж ен н о сти эл ек тр и ч е с к о го п оля; б — от р а сс то я н и я
от э л ек тр о д о в до
ко в р а; в — от вл аж н о сти с т р у ж к и ; 1, 2, 3 — р а зм е р ы с т р у ж е к со ответствен но 40X 2,5Х
ХО.З мм, 20X 5,0X 0,3 и 20X 2,0X 0,3 мм при в л а ж н о с т и 10— 12 % ; 4, 5, 6 — д л и н а с тр у ­
ж е к соответствен но 20; 40 и 70 мм при то л щ и н е 0,3 мм, вл аж н ости 10—12 % и н а ­
п ряж ен н о сти э л ек тр и ческо го п о ля 4 кВ /см; 7 — р а зм е р с т р у ж е к 20X 2,5X 0,3 мм при
н ап р я ж е н н о с ти эл ек тр и ческого п оля 4 кВ/см
считать 3— 4 кВ/см (рис. 98, а). При напряженности выше этой
величины наб лю д ается несколько б ольш ая степень ориента­
ции, но в то ж е врем я происходит стекание зарядов через
струж ку на подложку, на которой формируется ковер, и часть
струж ки п рилипает к к р а я м электродов. Н а степень ориентации
струж ек в л и я ет и расстояние от электродов до ковра. Чем
больше это расстояние, тем больш ее количество стружки в ы ­
ходит за пределы электрического поля, н ар у ш а я ориентацию
(рис. 98, б ). В то ж е время, чем больше р азм еры стружки, тем
меньше сн и ж ается их ориентация при увеличении расстояния
от электродов до формируемого ковра. О д н ако при расстоянии
10— 20 мм стр уж ка ск ап ли вается около положительного э л е к т ­
рода, а в нижней части электродов о бразуется мостик из
стружки. Д л я получения степени ориентации струж ек порядка
70— 90 % расстояние от электродов до ковра долж но быть
20— 60 мм. Д л я получения такой степени ориентации стружки
необходимо иметь поле, создаваем ое электр од ам и высотой не
менее 600 мм. П ри меньшей высоте электродов струж ка не
успевает повернуться вдоль силовых линий поля, что сниж ает
степень ориентации. Крупные частицы способны перемещаться
в горизонтальном направлении от одного электрод а к другому,
что вы зы вает дезориентацию стружки. Чтобы устранить н еж е­
лательное горизонтальное перемещение струж ек, необходимо
установить электроды на расстоянии в 2,5— 3,0 р а за большем
средней длины стружки.
Установлено, что отклонения степени ориентации струж ек
различной длины и ширины составляю т ± 2 , 5 %. Следовательно,
с одинаковым успехом в электростатическом поле можно ори­
ентировать стр уж ку лю бых разм еров, причем тонкая струж ка
ориентируется лучше. В целом ж е д л я обеспечения в ковре
степени ориентации струж ки не ниже 80 % необходимо, чтобы
отношение их длины к ш ирине было не менее 5.
Н а качество ориентации струж ек в л и яет их влажность,
поскольку при ее изменении меняется диэлектрическая прони­
цаемость древесины, а, следовательно, и дипольный момент
частицы, когда она будет помещена в электрическое поле. Все
это приводит к тому, что осм оленная с тр у ж к а с влажностью
менее 7 % ориентируется недостаточно. П ри влажности 8—
20 % степень ориентации составляет 90 % (рис. 98, в).
Конструктивно электростатическое ориентирующее устрой­
ство п редставляет собой многопластинчатый воздушный кон­
денсатор, устанавли ваем ы й под течкой формирующей машины.
Д л я питания электродов конденсатора нужно иметь источник
высокого н ап р яж е н и я с м акси м альн ы м значением не более
50 кВ. Электростатический метод ориентации стружки успешен
в тех случаях, когда механический способ ориентации неприго­
ден, т. е. при ориентации мелких фракций стружки.
Формирование стружечного ковра производится, как п р а ­
вило, несколькими формирующ ими маш инами, причем их ко л и ­
217
чество определяется требуемой производительностью всей л и ­
нии с учетом используемого типа м аш ины и заданной структуры
плиты. П ри этом чем больше используется формирующ их м а ­
шин, тем более равномерны м получается ковер. Чем больше
используется формирую щ их машин, тем больше мож ет быть
д и ап азо н фракционного состава и в л аж н ости струж ек, осмо­
ления и показателей свойств связующего. Комбинируя в опре­
деленных сочетаниях типы формирующ их машин или при­
ставки к ним, можно получить ковер с любой требуемой струк­
турой: трехслойной, пятислойной, многослойной, трехслойной
с ф ракционированны ми наруж ны ми слоями и т. д., а так ж е
различной степени ориентации струж ки в них.
ПОДПРЕССОВКЛ
СТРУЖЕЧНОГО
КОВРА
ИЛИ
ПАКЕТОВ
Толщина ковра или пакетов зависит от р азм ер а и формы
струж ки, породы древесины и плотности изготовляемых д р е ­
весностружечных плит. При средней плотности плит 600—
700 кг/м 3 толщина пакетов мож ет быть равной 3— 20-кратной
толщ ине готовой плиты. П ри прессовании плит из толстых
пакетов требуется применение прессов с большим просветом
м еж д у рабочими плитами, что связан о со значительным уве­
личением высоты пресса и необходимостью повышения мощ но­
сти насосной установки, обслуж иваю щ ей пресс. Все это в ы зы ­
вает значительное удорож ание пресса, стоимость которого
составляет от 25 до 40 % стоимости всего комплекта технологи­
ческого оборудования.
В процессе транспортирования к р а я толстых ры хлы х п а­
кетов осыпаются, что увеличивает потери на обрезку готовых
плит. Кроме того, при длительном транспортировании ры х­
лы х пакетов н а х о д ящ а яся сверху тонкая, м елкая стру ж ка про­
сы пается в нижнюю часть пакета. В результате верхний слой
плиты имеет поверхность из более грубой стружки, а нижний —
из мелкой.
У казанн ы е недостатки устраняю тся подпрессовкой, т. е.
предварительным уплотнением стружечного ковра или отдель­
ных стружечных пакетов. Физическая сущность процесса подпрессовки заклю чается в следующем. Д ревесны е частицы, из
которых состоит стружечный ковер, имеют обычно различны е
разм еры , форму и влажность. Ковер представляет собой ячеи­
стую структуру, в которой между частицами находится воздух.
П р и этом объем стружечного ковра равен сумме объемов д р е ­
весных частиц и воздуха, находящ егося между ними.
В начальной стадии сж ати я стружечного ковра стру ж ка и
особенно мелкие древесные частицы под действием п ри л ож ен ­
ного давлен ия перемещаются, зап о л н яя имеющиеся в свободно
насыпанном ковре крупные поры. Д ревесны е частицы при этом
перемещаются главны м образом в направлении действия прес­
сующих усилий и частично перпендикулярно ему. Интенсивное
218
уплотнение стружечного ковра на этой стадии происходит п р а к ­
тически без деф орм ации отдельных частиц. По мере сближения
частиц трение м еж д у ними в о зрастает до тех пор, пока сопро­
тивление трения меж ду «частицами не станет равным усилиям,
при которых стр уж ка начнет деформироваться. После этого
происходит одновременное сближ ение струж ек с преодолением
сопротивления трения меж ду ними и их деформация. Р а с с м а т ­
ривая процесс деформации стружки, следует учитывать, что
общ ая п лощ адь сж им аемого стружечного ковра всегда зн ач и ­
тельно больше, чем кон тактная поверхность, х арактер и зуем ая
проекцией контактной поверхности единичного слоя стружки
на плоскость, перпендикулярную направлению сж имаю щ его
усилия. П оэтом у средние нап ряж ени я, возникаю щ ие на кон­
тактной поверхности, значительно больше д авл ен ия прессова­
ния, приходящ егося на единицу площ ади стружечного ковра.
Н а ч а л ь н а я и последую щ ая стадии сж ати я стружечного ковра
сопровож даю тся вытеснением воздуха, находящ егося в порах
стружечного ковра и в самих древесных частицах. С ж атие
происходит постепенно: первоначально в верхних слоях стру­
жечного ковра, затем в слоях, располож енны х под ними. Эти
слои т а к ж е уплотняю тся и п ередаю т давлен ие последующим
слоям и т. д. В результате этого стружечный ковер уп ло тня­
ется неравномерно. Слои, располож енны е б л и ж е к плите пресса,
уплотняю тся больше, а р асполож енны е д а л ь ш е от него —
меньше. П ри достаточном давлен ии струж ки в верхних слоях
соответственно переместятся, зап ол н ят б л и зл еж ащ и е пустоты
и сблизятся до соприкосновения. После этого работа прессо­
вания не расходуется в верхних слоях на сближ ение и д еф о р ­
мацию струж ки, а полностью передается расположенному ниже
слою. Этот слой после его уплотнения, т. е. сближ ения и д е ­
формации струж ки, т а к ж е передает давл ен ие следующим
слоям и т. -д. Степенью сж ати я н азы ваю т отношение начальной
толщины стружечного ковр а к его толщине после подпрессовки.
Чем больш е силы трения м еж д у стружкой,, тем более р а в ­
номерным будет уплотнение стружеч-ного ковра, так ка к трение
струж ек м еж д у собой препятствует слишком большому уплот­
нению поверхностных слоев. П ри медленном увеличении д а в ­
ления подпрессовки стр у ж к а имеет большую возможность пе­
ремещ аться, чем при быстром. При этом в структуре пакета
разви ваю тся значительно большие усилия сопротивления тре­
ния, препятствую щие передвиж ению стружки. Поэтому при бы ­
стром увеличении д авл ен ия подпрессовки струж ечный пакет упрессовывается меньше и неравномернее, чем при медленном.
Таким образом, чем медленнее увеличивается давлен ие подпрес­
совки, тем больш е степень сж ати я.
Кроме того, при быстром сж атии стружечного ковра воздух
м еж ду струж кой и в ней не успевает выйти из ковра через его
кромки и частично перем ещ ается вглубь ковра (в направлении,
219
i
Iо
J3
£
ft
(5
Толщина стружек t мм
(*
I
<
Сb
I
Рис. 99. Зависимость степени сжатия стружечного ковра:
а — от д а в л е н и я подпрессовки: / — п р о д о л ж и тел ь н о сть подпрессовки 10 с; 2 — 20 с;
3 — 30 с; 4 — 40 с; 6 — о т то л щ и н ы с т р у ж е к : 1 — д а в л е н и е п одпрессовки 1.5 М П а;
2 — 3.0 М П а; а — от в л а ж н о с т и стр у ж ек: / — д а в л е н и е подпрессовки 1,5 М П а; 2 —
3,0 М П а; г — от д а в л е н и я п одпрессовки: / — о бщ ее с ж ат и е; 2 — о статочн ое; 3 — у п ­
ругое
противоположном движ ению пуансона пресса д ля подпрес­
совки). Этот воздух сж им ается вместе со стружечным ковром
при относительно высоком давлении, а при снятии давления,
особенно быстром, в осстанавли вает первоначальный объем,
р азр ы х л яя и осл аб л яя стружечный ковер.
П ри медленном снятии прессующего усилия б л а го д а р я з н а ­
чительной упругости древесных части ц толщина стружечного
ковра частично восстанавливается, что т ак ж е способствует
повышению равномерности плотности стружечного ковра, но
все ж е конечная толщ ина ковра остается меньше начальной.
Н а рис. 99, а показано влияние величины д авл ен ия под­
прессовки на степень сж ат и я стружечного пакета (толщина
струж ки 0,4 мм, вл аж н о сть 4 % ). И з рисунка видно, что с у в е­
личением давлен ия подпрессовки в о зрастает степень сж ати я
стружечного ковра. С увеличением толщины струж ки в о зр а ­
стает ее жесткость и, ка к следствие, сопротивление стру ж еч ­
ного ковра сжатию . Н а рис. 99, б п оказано влияние толщины
струж ки на степень с ж а ти я стружечного к о в р а ,а на р и с .9 9 , в-—
влияиие влаж ности стружки. И з рисунка видно, что с увели­
чением влаж ности струж ки степень сж ати я стружечного ковра
возрастает. Однако в том интервале влаж ности стружки, кото­
220
рый принят в производстве Д С т П , степень сж ати я стружечного
ковра изменяется незначительно.
В процессе сж ати я наблю даю тся упругие и остаточные
деформации. Н а рис. 99, г представлены кривые, п оказы ваю ­
щие зависимость общего, остаточного и упругого сж ати я от
давлен ия при подпрессовке. П римерно половина общего сж ати я
стружечного ковра приходится на упругие деформации, кото­
рые исчезаю т при снятии д ав л ен и я при подпрессовке. Р е к о ­
мендуются следую щие величины общего сж ати я стружечных
пакетов или ковра в процессе подпрессовки: д л я горячего прес­
сования на ленте или поддонах — в 2,5— 3,0, д ля бесподдонного
прессования — в 3,5— 4,5 р аза. Т а к а я степень сж атия обеспе­
чивается при давлении подпрессовки 1— 1,5 М П а д ля прессо­
ван ия на поддонах и 3— 4 М П а для бесподдонного прессова­
ния. П одпрессовка стружечного ковра при давлении свыше
4 М П а приводит к некоторому снижению прочности готовых
плит. Это объясняется тем, что под действием высокого д а в ­
ления при подпрессовке происходит усиленное впитывание
струж кой связующего, в результате чего уменьшается кол и ­
чество связую щ его на поверхности струж ки и, ка к следствие,
ухудш ается склеивание. Д л я подпрессовки струж ечны х пакетов
или ковра применяют главны м образом гидравлические одно­
этаж н ы е прессы периодического или непрерывного действия.
Первы е выпускаю т с нижней или верхней подвижной плитой.
Н аиб олее распространены прессы с верхней подвижной
плитой. К ним относятся пресс модели П Р -5 И ж орского завода
им. Ж д а н о в а (рис. 100). Он состоит из станины 1, цилиндров
2, подвижной траверсы 3, прижимного устройства 4 и н ап р ав ­
ляю щ и х траверсы. С танина представляет собой сборную р а м ­
ную конструкцию из грех секций. К а ж д а я секция смонтиро­
вана из двух рам, изготовленных из листового проката. Секции
м еж ду собой соединены распорными трубами, стяж кам и и
нижней плитой. Поверхность плиты служ ит рабочей поверх­
ностью пресса, на которой помещ ается стружечный пакет во
время прессования. Н а нижней плите npectea закреплены боко­
вые ролики, обеспечивающие направление поддона с пакетом.
Рабочее д ав л ен и е в прессе создается шестью цилиндрами
двойного действия, закрепленны ми по д в а в каждой секции.
К плун ж ерам 5 цилиндров подвешена п о дви ж н ая траверса,
сваренная из листовой стали. Д л я нап равл ен ия подвижной
траверсы предусмотрены две направляю щ ие.
П ривод пресса осущ ествляется от двух гидравлических н а ­
сосов общей производительностью 400 л/мин при м акси м ал ь ­
ном д авлении в системе 10 М П а. Г абаритны е разм еры пресса
с транспортными устройствами 13 0 00 X 1 0 0 0 0 X 44 00 мм, у с т а ­
новленная мощность электродвигателей 86,2 кВт.
Н а ряд е предприятий проведена модернизация пресса ПР-5,
в р езультате чего повышено удельное д ав л ен и е на стружечный
пакет и сокращ ен цикл подпрессовки с 28 до 24 с. В табл. 45
2 21
приведена техническая х арактери сти ка прессов д л я подпрес­
совки стружечных пакетов.
В отечественных прессах в качестве рабочей жидкости
в гидравлической системе применяется минеральное масло,
в импортных — вода с добавкой эмульсии.
В прессах без специальных приспособлений д ля п ред о т вр а­
щения прилипания осмоленной струж ки к плите пресса крепят
перфорированный лист с отверстиями диаметром 5 мм и шагом
м еж д у ними 10 мм или стальной лист, облицованный фторо­
пластом, или свободно висящую синтетическую пленку.
О дн оэтаж ны е стационарны е прессы периодического действия
имеют определенный минимальный цикл работы, что ограни-
222
«Зи м п ел ьк ам п »
(Ф Р Г )
HSP 680-10-1
(Ч С С Р )
«Ф илм ан»
(Ш веци я)
3700
5700
3700
3700
2000
2010
2000
3700
1750
3700
2000
2000
2000
3500
1750
3500
1830
17,6
5650
1830
42,63
3500
1750
6,40
3500
1500
6,30
3500
1750
8,80
3500
1750
6,50
4
1
1
1
1
300
300
450
300
400
230
25
20
31,5
32
19
35
10
,5
400
400
10
«Валмет» д в у х ­
э т аж н ы й
(Ф и н л я н д и я )
« Д иф ф ен бахер»
(Ф Р Г )
3700
(СССР)
ПР-5 (м о д ер н и ­
зированны й)
(СССР)
Формат плит пресса,
мм:
длина
ширина
Формат прессуемых
плит (после обрезки),
мм:
длина
ширина
Общее усилие прессо­
вания, МН
Максимальное удель­
ное давление на пакет,
МПа
Высота рабочего про­
межутка, мм
Давление в гидравли­
ческой системе, МПа
ПР-5
П оказател ь
«Беккер ван
ХЮллен» (Ф Р Г )
45. Техническая характеристика одноэтажных стационарных прессов
для подпрессовки стружечных пакетов
5900
2690
5500
2440
3
чивает производительность линии по производству древесно­
струж ечны х плит. П оэтому в некоторых установках большой
мощности применяю т д ля подпрессовки двухэтаж ны е прессы.
В последние годы некоторые изготовители прессов д ля под­
прессовки струж ечны х пакетов применяют небольшой подогрев
плит пресса. П ри этом достигается некоторое упрочнение стру­
жечного брикета, а т а к ж е создается возможность уменьшения
высоты рабочих промежутков пресса д л я горячего прессования
и сокращ ени я продолжительности смы кания его плит. Н агрев
плит пресса д л я подпрессовки рекомендуется следующий: н и ж ­
ней плиты — до 60— 70 °С, верхней — до 50 °С. Р азн и ц а в их
нагреве о бъясняется тем, что стружечный пакет с верхней
плитой пресса соприкасается непосредственно, а с нижней —
через поддон или ленту. П ри нагреве струж ечны х пакетов до
более высоких температур возмож но преждевременное о тв ер ж ­
дение связую щ его в н аруж н ы х слоях, что приводит к потере
прочности плит.
Основным недостатком подпрессовочных прессов периоди­
ческого действия является необходимость о станавли вать стру­
жечный пакет в прессе, что ослож няет систему транспорти­
ровки пакетов при их формировании и прессовании Д С тП .
Кроме того, остановки струж ечны х пакетов при их подпрес­
совке ограничиваю т производительность линий по производ223
Рис. 101. Подвижной подпрессовочный пресс Д-4045
ству Д С тП . При зам ен е одноэтаж ны х подпрессовочных прессов
двухэтаж ны м и повы ш ается их пропускная способность, но зн а ­
чительно услож н яется конструкция транспортных устройств.
П оэтому д ву х этаж н ы е прессы д л я подпрессовки стружечных
пакетов не получили широкого распространения. Р ац ион альн ее
использовать д ля подпрессовки струж ечны х пакетов подвижные
одноэтаж ны е прессы, схема одного из которых п о к а за н а на
рис. 1 0 1 .
П ресс Д-4045 состоит из основания 1, верхней траверсы
(с цилиндрами) 2, подвижного стола 4, восьми колонн 3,
со­
единяющих основание с верхней траверсой, и н ап рав л яю щ и х 7
с ходовой частью. Основание п редставляет собой траверсу
литой коробчатой конструкции, на нижней плоскости которой
закреплены три пары роликовых опор для п оддерж ан ия н и ж ­
ней ветви формирую щего транспортера. Д л я соединения осно­
в ания с приводом горизонтального перемещения пресса пред­
усмотрен кронштейн, охваты ваю щ ий ленту транспортера. В ерх­
н яя траверса состоит из четырех секций с вваренны ми в них
ц илиндрами плунжеров. П л у н ж еры соединены с подвижным
столом с помощью шаровой пяты. П одвиж ны й стол изготовлен
литой, коробчатой конструкции. К нижней поверхности стола
(по его контуру) прикреплен подкладной лист, покрытый фто­
ропластом, д ля предохранения от прилипания осмоленной
стружки. В прессе предусмотрены две ограничительные б а л ­
ки 5, обеспечивающие боковое формирование брикетов. Б алки
приводятся в д виж ение двумя цилиндрами. Р аб о ч а я ж идкость
к цилиндрам подводится через подвижной трубопровод 6.
224
46. Техническая характеристика
подвижных прессов для подпрессовки стружечного ковра
П о казател ь
Размеры рабочей поверхности подвижного
стола, мм:
длина
ширина
Общее усилие прессования, МН
Давление в гидравлической системе, МПа
Максимальное удельное давление на пакет,
МПа
Высота рабочего промежутка, мм
Величина горизонтального перемещения, мм
Скорость горизонтального перемещения, мм/с
Максимальная скорость смыкания, мм/с:
при низком давлении
при высоком давлении
Д непропетров­
ски й за в о д
п р ессо в Д-4045
(СССР)
Ф ирм а
Р а у м а -Р е п о л а
R -R 4000E P
(Ф и н л я н д и я )
4000
1875
31,5
32
4
6100
2050
40
25
3,5
250
1740
129,3
250
—
50
100
20
—
30
Н а п р а вл яю щ и е пресса состоят из четырех опорных балок, з а ­
крепленных на фундаменте. Н а опорных б а л к а х закреплены
рельсы, один из которых обеспечивает направление движения
пресса п ар ал л ел ь н о ходу формирующего конвейера. Ходовая
часть пресса состоит из четырех балансиров в боковых частях
основания станины. Н а п р а в л ен и е перемещения пресса обеспе­
чивается двум я парам и роликов, установленных на эксцентри­
ках в съемных кронштейнах.
Аналогичный по принципу действия, но отличающийся по
конструкции подвижный одноэтаж ны й пресс д ля подпрессовки
стружечного ковра выпускает фирма « Р ау м а -Р еп о л а » (Ф инлян­
д и я ). Техническая хар актери сти ка подвижных прессов д ля
подпрессовки стружечного ковра приведена в табл. 46.
Более совершенным оборудованием д ля подпрессовки стру­
жечного ковра можно считать прессы непрерывного действия.
Такие прессы применяют в установках, где горячее прессова­
ние осущ ествляется непрерывным способом.
П ри н ци п иальн ая схема одного из вариантов пресса непре­
рывного действия п оказана на рис. 102, а. П ресс состоит из
двух приводных вальцов — нижнего 7 и верхнего 4, подающего
конвейера 2, прижимной ленты 5 и двух ведомых вальцов 1 и
3. В гидравлической системе используют воду с добавкой
эмульсий. С труж ечный ковер 6 подается в вальцовы й пресс
на конвейере. В начале ковер о б ж и м ается прижимной лентой,
а затем, поступая в промеж уток между в ал ь ц а м и 4 и 7, под­
вергается полной подпрессовке.
В вальцовом прессе струж ечный ковер мож но подпрессовывать под д авлен ием до 7 М П а, при этом не сниж ается проч­
ность готовых плит, т ак к а к условия д ля выхода воздуха при
8
З а к а з № 2658
2 25
Рис. 102. Схемы прессов непрерывного действия для подпрессовки стружеч­
ного ковра:
а — вал ьц о во го ;
б,
в — м н оговальц овы х;
г — гусеничного
уплотнении ковра лучше, чем в прессах периодического дей­
ствия, а т а к ж е меньше врем я выдерж ки под давлением. Д и а ­
метр вальцов такого пресса рекомендуется около 1600 мм при
усилии прессования 4 М Н. Такой большой диаметр вальцов
услож н яет конструкцию пресса. Кроме того, при малой продол­
ж ительности в ы держ ки стружечного ковра под давлением,
особенно при большой производительности линии, получаются
брикеты недостаточной прочности. Поэтому такие прессы могут
быть рекомендованы лиш ь д л я линий по производству древес­
ностружечных плит относительно малой мощности.
Д ругим вариантом пресса непрерывного действия является
многовальцовый пресс, принципиальная схема которого пока­
зан а на рис. 102, б. В отличие от вальцового пресса в этом
прессе основное сж ати е осущ ествляется парой вальцов, р а з ­
мещенных примерно на середине длины пресса, а предвари­
тельное с ж а т и е — большим количеством вал ьц ов малого д и а ­
метра, поддерж иваю щ их приж им ную ленту. Б л а г о д а р я такому
принципу уплотнения стружечного ковра диаметр вальцов
в многовальцовом прессе в 3— 5 раз меньше, чем в прессе,
показанном на рис. 102, а. М ноговальцовый пресс так ж е не
обеспечивает необходимой продолжительности выдерж ки стру­
жечного ковра в зоне наибольш его сж ати я, что не позволяет
обеспечить высокую производительность автоматической л и ­
нии по производству Д С т П . Б олее совершенным с этой точки
зрения мож но считать многовальцовый пресс, схема которого
п оказана на рис. 102, в. В нем предварительное и основное
сж атие происходит с помощью вальцов одинакового диаметра.
При этом вальцы установлены так, что ковер сж им ается посте­
пенно, затем в зоне наибольш его сж ати я (горизонтального)
он находится при постоянном (м аксимальном) давлении, а в
зоне вы ход а д авление постепенно снимается.
В производстве древесноструж ечны х плит широко приме­
няется гусеничный пресс (табл. 47), показанны й на рис. 102, г.
Д ав лен и е на стружечный ковер передается гусеницами, состоя­
щими из двух непрерывных шарнирных цепей, к которым при­
креплены плиты 8 шириной 300— 400 мм и длиной несколько
большей ширины стружечного ковра. С тальны е ленты 2 и
5 сл у ж а т только д ля защ иты стыков плит 8 от попадания
меж ду ними стружки. П ри ж и м н ы е вальцы 4 и 7 обеспечивают
необходимое сж ати е стружечного ковра. Д а в л е н и е подпрессовки
порядка 2,5 М Па.
Д ругим вариантом пресса д л я подпрессовки непрерывного
действия яв л яется ленточный гауч-пресс (табл. 47), п о к аза н ­
ный на рис. 103. Он состоит из верхнего прессующего б ло к а
с клиновой входной зоной, нижнего блока, поддерж иваю щ его
и передающего давление прессования, и приводов обоих б ло­
ков. К аж д ы й из блоков состоит из системы валиков, по кото­
рым скользит лента. Д ви ж е н и е ленты верхнего и нижнего
блоков синхронизировано с приводом формирующего транс8*
227
47. Техническая характеристика прессов непрерывного действия
Г у сен и чн ы й
п р есс фирм ы
«Д е Мете»
(Б е л ь г и я )
П о казател ь
Максимальное усилие пресса, МН
Рабочая ширина прессования, мм
Максимальная толщина стружечного ковра,
мм
Максимальная скорость движения стружеч­
ного ковра, м/мин
Максимальное давление в гидравлической
системе, МПа
Установленная мощность электродвигате­
лей, кВт:
привода подачи
гидропривода
Габаритные размеры, мм:
длина
ширина
высота
Масса, т
10
1860
Л ен то ч н ы й
га у ч -п р е с с
«Зем ак» (П Н Р )
_
200
1900
300
18
3,6
28
9,5
160
—
11
9500
4000
6000
165
5700
3800
3100
---
портера и пилой, разрезаю щ ей стружечный ковер после под­
прессовки.
Применение прессов непрерывного действия д ля подпрес­
совки стружечного ковра практически не ограничивает мощно­
сти автоматической линии по производству Д С тП .
Рис.
/ — ведом ы й
228
ш кив;
2 — н атяж ное
п риспособление;
103. Ленточный гауч-пресс:
3 — л ен та;
4 — п р и ж и м н ы е вали ки;
5 — ведущ и й ш кнв
ПРЕССОВАНИЕ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИ1
Н аиболее ответственная операция технологического про­
цесса производства Д С т П — прессование. Она в наибольшей
степени определяет качество плит и производительность всей
установки.
В зависимости от нап р авл ен ия усилия разл и чаю т д ва ос­
новных способа прессования: плоское, при котором давление
направлено перпендикулярно пласти плиты, и экструзионное,
при котором д авление направлено парал л ел ьно пласти плиты.
Плоское прессование Д С т П мож ет осущ ествляться периоди­
чески или непрерывно. П ри периодическом способе прессова­
ния один или несколько пакетов загр у ж аю тся в горячий пресс,
прессуются по задан н ом у реж иму, образую тся плиты, которые
затем в ы гру ж аю тся из пресса. П ри непрерывном способе прес­
сования стружечный ковер (осмоленная с т р у ж к а) непрерывно
поступает в пресс и выходит из него в виде ленты.
Основные процессы, происходящие при прессовании Д С тП ,
являю тся общими д ля всех способов прессования. Поэтому
рассмотрим их независимо от способа прессования.
Основы процесса прессования. Смесь древесных частиц и
связующего, поступаю щ ая в горячий пресс, состоит из древес­
ного вещества, связующего, воздуха и воды. Связую щее в свою
очередь состоит из сухого вещества и воды. Таким образом,
поступаю щ ая в пресс м асса представляет собой трехфазную
систему, состоящую из твердого вещества (древесины и сухого
вещества св я зу ю щ е г о ), воды (в древесных частицах) и воздуха
(в древесных частицах и м еж д у ними). П о д влиянием д а в л е ­
ния и нагрева в прессуемом пакете происходит р яд слож ны х
физико-химических процессов, в результате чего образуется
плита. Н а рис. 104 п оказан характер изменения основных п а­
раметров, определяю щ их те физические и химические процессы,
которые происходят в стружечном пакете во время прессо­
вания. В процессе прессования толщина и влаж н ость струж еч­
ного пакета уменьшаются, а температура внутри стружечного
пакета и процент от максим альной прочности возрастаю т. П р а ­
вильный выбор условий прессования состоит в том, чтобы обес­
печить наилучш ие физико-механические показатели плит при
минимальной продолжительности прессования. Поэтому р ас­
смотрим более подробно происходящие в процессе прессования
физические и химические явлен и я и способы воздействия на
них путем изменения внешних факторов: величины внешнего
давления, тем пературы нагревательн ы х плит и п р одолж и тель­
ности прессования, физических свойств прессуемого пакета
(влаж ности и плотности стружечного пакета, скорости о тв ер ж ­
дения связующ его и др.).
В поступающем в пресс стружечном пакете стружки,
покрытые распыленным связую щ им в виде отдельных мелких
капель, несмотря на п редварительную подпрессовку, разделены
229
0 1 2 3 Ч 5 В 7 В 9 10 11 12 13 Щ 75
Продолжительность прессования, п и н
Рис. 104. Изменение основных параметров процесса прессования ДСтП:
/ — температуры наружных слоев; 2 — плотности плит; 3 — процента максимальной
прочности; 4 — температуры внутреннего слоя; 5 — влажности внутреннего слоя; 6 —
общей влажности пакета
щ
X.
s '
' v
/
у
е Ш
<=;
/
Q
/
/
зг3
=
I '8,8
2
/
4
Л1
U J ----- 1
----- 1
----- 1----0.70 0,25 0,50
Толщина струшки,мм
/
сэ
юв
±с>
19,в
I 1
Толщина плит, мм
то
1
О
U Ь
8
влажность струшки,%
ОАО
Плотность плит, к г /м 5
5
о
О
Толщина плит, мм
щи
19А
1 Ш - \
\ 192} - V
\
S
|
'9.7
.
6 9
/г
Содершание связующего, °/о
4 l _ j --------- 1-------1---------1
0 7,75 10.35 12.85 I5A5
Влашность осмоленной
струшки, %
г
зг
С:
й
.
-
\
\
19.0 -
2
LvJ--------1--------1--------
Давление прессования
на первой ступени, МПа
§ Ю
I
й'°
D U -------- 1--------- 1
--------
Температура плит пресса.°С
е
воздухом. П о д действием тепла и давлен ия связующее р асте­
кается по поверхности стружки. К ак известно, склеивание в о з­
можно лиш ь при условии создания контакта склеиваемых по­
верхностей с прослойкой связующего, введенного между ними,;
и сохранения этого кон такта до полного или хотя бы частич­
ного отверж д ен и я связующего. Такой контакт в плите проис­
ходит лиш ь в отдельных точках, в которых имеются достаточно
большие капли связующего, способные заполнить неровности
на поверхности древесны х частиц. Д л я создания контакта
склеиваемы х поверхностей древесны х частиц между собой и
с капл ям и связующ его струж ечный пакет подвергается в о з­
действию внешнего давления. П ри этом в начале происходит
сближ ение древесны х частиц и удаление находящ егося между
ними воздуха. По мере сбл иж ен ия древесных частиц создается
некоторая прочность пакета з а счет сил молекулярного сцеп­
ления м е ж д у частицами. Эта прочность т а к ж е в озрастает б л а ­
годаря переплетению отдельных древесных частиц. В д ал ь н ей ­
шем при возрастании д ав л ен и я прессования происходит д еф о р ­
мация древесны х частиц и, к а к следствие, увеличение сил
молекулярного сцепления и площ ади кон такта частиц меж ду
собой, что ведет к повышению прочности склеивания.
Таким образом, в н ач ал е прессования струж ечны х пакетов
в горячем прессе происходят такие ж е явления, ка к и при под­
прессовке. О д н ако в д альн ей ш ем под действием тепла от н а ­
гревательных плит или других источников в стружечном пакете
происходят определенные изменения его физических и хими­
ческих парам етров. В результате этих изменений сж атие стру­
жечного пакета при горячем прессовании происходит зн ач и ­
тельно интенсивнее и требует меньших усилий (давление при
прессовании), чем в прессе д л я подпрессовки. Внешнее д а в л е ­
ние при прессовании определяется преж де всего заданной в е ­
личиной плотности изготовляемы х плит. П ри слишком высоком
давлении плотность получается больше заданной, а при м а ­
лом — меньше заданной. Установить пределы величины д а в л е ­
ния, обеспечивающие изготовление Д С т П строго заданной
плотности, практически невозможно. Если при прессовании
фанеры упрессовка составляет 10— 20 %, то при прессовании
древесноструж ечны х плит она достигает 70— 90 %. Поэтому
колебания в упрессовке Д С т П значительно больше, чем
у фанеры, что приводит к большой неравномерности плотности
и толщины готовых плит.
Чтобы уменьшить неравномерность толщины Д С тП , их
прессуют с применением м еталлических дистанционных проРис.
105. Зависимости толщины ДСтП:
а — от тол щ и н ы с т р у ж е к : 1 — ел о вы х ; 2 — березовы х;
б — от расчетн ой
плотности
плит; в — от н ач ал ь н о й в л а ж н о с т и с т р у ж е к ; г — от с о д е р ж а н и я связую щ его и в л а ж ­
ности с т р у ж е к п осле осм олени я; д — от д а в л е н и я в первом п ер и оде прессовани я; 1 —
п р о д ол ж и тел ьн о сть первого п ери ода п р ессо ван и я 2 мин; 2—6 мин; е — от т ем п ер ату р ы
плит п ресса
231
к л ад о к (планок-ограничителей), которые устанавл и ваю т вдоль
плит пресса. П р о к л а д к и могут быть цельными или составными.
Дистанционны е п рокладки препятствуют сближению смежных
плит пресса д ля горячего прессования на величину меньше
установленной, что определяет толщ ину готовой плиты. Тол­
щина дистанционных про кл ад о к устанавл и в ается равной сумме
толщин готовой древесностружечной плиты и поддонов.
Толщина готовых Д С т П в значительной степени зависит от
физических свойств прессуемых струж ечны х пакетов и условий
прессования (рис. 105).
К а к видно из рис. 105, а, при увеличении толщины стружки
на 0,1 мм толщ ина готовых плит возрастает примерно на
0,4 мм. Это объясняется тем, что то л стая струж ка отличается
большей жесткостью, чем тонкая. В результате этого требуется
большее усилие д л я сж ат и я стружечного пакета из толстой
стружки. Кроме того, такой пакет о б л а д а ет большей упру­
гостью, способствующей распрессовке после снятия давления
прессования. Толщина Д С т П из еловой древесины больше, чем
из березовой, на 0,13— 0,30 мм. Р азл и ч и е толщины Д С т П , из­
готовленных из разн ы х древесных пород, можно объяснить
свойствами натуральной древесины. Установлено, что микро­
структура древесины оказы вает большое влияние на ее с ж а ­
тие. Если древесина березы значительно уплотняется при с ж а ­
тии в радиальном и тангенциальном направлениях, то д р ев е­
сина хвойных пород оказы в ает значительное сопротивление
сж ати ю поперек волокон. Поэтому толщ ина Д С т П из хвойных
пород древесины (ели) после прессования больше толщины
плит из рассеянно-сосудистых пород (березы). Больш ое влияние
на толщину Д С т П о ка зы в ае т их расчетная плотность, опреде­
л я е м а я количеством насыпанной струж ки, как это видно из
рис. 105,6. Так, с увеличением расчетной плотности на 100 кг/м3
толщ ина плит возрастает на 0,3 мм. Такое влияние плотности
объясняется повышенным упругим сопротивлением в процессе
прессования струж ечны х пакетов с большей массой. Толщина
готовых Д С т П зависит т а к ж е от в л аж н ости струж ки до и
после осмоления (рис. 105, в и г ), что определяется количест­
вом связующего и его концентрацией. Уменьшение толщины
Д С т П с увеличением влаж ности струж ки можно объяснить
тем, что в л ага в древесине выполняет роль смазки, поэтому
влияет на коэффициент внутреннего трения. В результате
этого для уплотнения стружечного пакета с высокой в л а ж ­
ностью требуется меньшее давление, а деф орм аци я сж ати я
протекает с меньшими микроразруш ениями и большей усадкой
по сравнению с уплотнением стружечного пакета с низкой
влажностью.
Н а рис. 105, д показано влияние на толщину Д С т П д а в л е ­
ния и продолжительности первого периода прессования. И з
гр аф и к а видно, что с повышением д авл ен ия в первом периоде
прессования с 1,5 до 2,1 М П а толщ ина готовых плит ум ень­
232
шается на 0,2— 0,3 мм. П рим ерно так ж е уменьш ается толщина
готовых плит с увеличением продолжительности первого пе­
риода прессования с 2 до 6 мин. По-видимому, уменьшение
толщины Д С т П с увеличением давлен ия или п родолж и тель­
ности первого периода прессования можно объяснить более
полной стабилизацией пластических деформаций. Н а толщину
Д С т П влияет т а к ж е тем пература плит пресса -(рис. 105, е ).
С повышением температуры плит пресса толщ ина Д С тП умень­
шается. Это можно объяснить увеличением под действием
нагрева пластичности стру­
жечного пакета, содерж ащ его
влагу, а т а к ж е снижением ко­
нечной в л аж н ости древесно­
струж ечны х плит, прессуемых
при более высокой тем пе­
ратуре.
/
2 3 4 5
6 7 8 9
10
Продолжительность прессования, мин
Рис. 106. Изменение сопротивления стружечного пакета сжатию в процессе
прессования:
а — при разл и ч н о й вели чин е прессую щ его у си л и я (плотность п лит 700 кг/м 3, в л а ж ­
ность п ак ета 18 % ): / — да вл е н и е п р ессо ван и я 2,8 М П а; 2 — 2,3 М П а; 3 — 2,0 М П а;
4 — 1,6 М П а; 5 — 1,2 М П а; б — при р азл и ч н о й плотности п ли т
(давлен и е прессо­
в а н и я 2,0 М П а , в л а ж н о с т ь п ак е та 1 8 % ): / — плотн ость п ли т 800 кг/м 3; 2 — 700 кг/м 3;
3 — 000 кг/м 3; 4 — 500 кг/м 3; в — при р а зл и ч н о й н ач ал ьн о й в л а ж н о с т и п акетов (плотность
п лит 700 кг/м 3, д а в л е н и е п р ессо вани я 1,8 М П а ): / — в л а ж н о с т ь п акета 13,9% ; 2 —
16,7% ; 3 — 18,4%
Рис. 107. Схема действия сил, изгибающих плиты пресса
Из сказанного видно, что д а ж е при применении дистанцион­
ных прокладок неравномерность толщины, породного состава
и влаж ности струж ки, колебаний массы насыпанной стружки
по площ ади стружечного пакета и меж ду пакетами, непосто­
янство р еж и м а прессования, а т а к ж е неравномерность нагрева
плит пресса приводят к разнотолщинности Д С тП .
Применение дистанционных п рокладок позволяет значи­
тельно уменьшить колебание величины упрессовки древесно­
стружечных плит. О днако применение дистанционны х п р о к л а­
док имеет и отрицательные последствия. П литы пресса подвер­
гаются действию усилий со стороны
плунжеров
и сил
233
упругости прессуемых пакетов и дистанционных прокладок.
Д л я выявления х а р а к т ер а изменения сил упругости струж еч­
ных пакетов при прессовании в Ц Н И И Ф е были проведены
специальные исследования, результаты которых показаны на
рис. 106.
Если в начале прессования силы упругости прессуемого
м а тер и ал а почти полностью уравновеш иваю т усилия, д ей ­
ствующие со стороны плунжеров, то с момента посадки плит
пресса на дистанционные прокладки силы упругости м а тер и ал а
постепенно уменьшаются. По мере уменьшения упругого сопро­
тивления м а тери ал а сж ати ю усилия, действующие со стороны
плунжеров, во все возрастаю щ ей степени воспринимаются
дистанционными прокладкам и. При этом плита пресса мож ет
рассм атриваться к а к п одвергаю щ аяся изгибу б ал ка, л е ж а щ а я
на двух опорах, которыми являю тся дистанционные прокладки.
Возникающий в результате разности усилий, действующих со
стороны плунжеров, и упругих сил м а тер и ал а прогиб плит
пресса ведет к уменьшению толщины Д С т П в их средней части,
что является крайне нежелательны м. Д л я в ы явлени я вели­
чины прогиба плит пресса произведем их аналитический расчет.
Д ля упрощения расчета примем допущение, что плита пресса
не имеет внутренних каналов (для циркуляции агента нагрева
пли т), ослаб ляю щ их плиту. Схема действия сил, изгибаю щ их
плиты пресса, п оказан а на рис. 107 (рассм атривается прогиб
одной плиты). На промежуточную плиту пресса действуют
силы упругости струж ечны х пакетов q 1 и <72, направленны е
навстречу друг другу. Таким образом, плита пресса изгибается
под действием равномерно распределенной нагрузки, величина
которой q = q\ — <72- При этом плиты пресса рассматриваю тся
к а к пластины, две продольные кромки которых свободно опи­
раю тся на дистанционные прокладки, а две другие (торцовые)
свободны.
М ак си м ал ьн ая стрела прогиба такой пластины (плиты)
определяется следующими уравнениями:
/ i = « r f ^ T 120 (1 — у2);
/ 2
q BA
= сс2 - ^
1 2 0
(1 -
7
’ ),
где f 1 — стрела прогиба в центре плиты (на пересечении диагоналей), мм;
f 2 — стрела прогиба в середине поперечной стороны, мм; а* и аг — коэффици­
енты, характеризующие отношение длины пластины L к ее ширине В (при
L/B = 2 a i н а 2 соответственно 0,01284 и 0,01521); q — равномерно распреде­
ленная нагрузка, МПа; Е — модуль упругости, МПа (для стали 2,1 -1 0 5 М Па);
Н — толщина плит, см; 7 — коэффициент Пуассона (принимается равным
0,3).
П од ста вл яя в уравнения значения а ь аг, В, Е и у, получаем,
что стрелу прогиба плит наиболее распространенных в С С С Р
отечественных прессов П Р -6 и П Р - 6А, а т а к ж е прессов фирмы
234
«Зимпелькамп», установленных в автоматических линиях по
производству Д С т П , можно определить по следующим ф ор­
мулам: f I = 1030 ( q/ H3) и /2 = 1210 ( q/ H3).
В начальной стадии горячего прессования сопротивление
сж ати ю стружечного п акета яв л яется результатом его уплот­
нения, связанного с увеличением числа контактов древесных
частиц м е ж д у собой и площ ади участков контактирования, что
повышает твердость древесины на этих участках. В последую­
щем основное сопротивление сж атию стружечного пакета о к а ­
зы вает сам а древесина за счет ее жесткости, возрастаю щ ей
по мере сж ати я. О днако оба эти процесса происходят не строго
последовательно, а с определенным перекрытием во времени.
В связи с тем, что р азм еры стружки значительно больше
разм еров структурны х элементов древесной ткани (клеток),
струж ку мож но рассм атривать ка к частицы, об ладаю щ и е свой­
ствами цельной древесины.
Д л я объяснения закономерностей, происходящих в д рев е­
сине под воздействием внешней нагрузки, будем рассматривать
древесину к а к упруго-вязкое тело, идеали зирован н ая схема
строения которого состоит из скелета волокнистой структуры,
об ладаю щ его упругими и пластическими свойствами, и а м о р ф ­
ного зап олн ителя, об ладаю щ его вязкими свойствами, за в и с я ­
щими от его гидротермического состояния. Исходя из этого,
каж д ую струж ку можно рассм атривать ка к упруго-вязкое тело
со строением, соответствующим идеализированной схеме строе­
ния древесины.
При сж ати и стружечного п акета в точках контакта стружки
возникаю т нап ряж ени я, величина которых мож ет быть ниже
или выше предела долговременного сопротивления древесины.
Н а п р я ж ен и я, не превыш аю щ ие предел долговременного сопро­
тивления древесины, воспринимаю тся упругим скелетом и в я з ­
ким заполнителем пропорционально сопротивляемости каж дого
из них. Н а п р я ж ен и я, превыш аю щ ие предел долговременного
сопротивления древесины, воспринимаются упругим скелетом,
вязким заполнителем и элементам и скелета, находящимися
в состоянии пластичности, т а к ж е пропорционально их сопро­
тивляемости.
У связующего, являю щ егося составной частью стружечного
пакета, при нормальной тем пературе под действием сж имаю щей
нагрузки небольшие упругие мгновенные деформации зн ач и ­
тельно превосходят упруго-вязкие и пластические деформации.
При повышенной температуре в связую щ ем возникаю т б о л ь ­
шие упруго-вязкие деф орм ации, а упругие мгновенные и п л а ­
стические д еф орм аци и становятся еще меньше.
К а к ука зы в ал о с ь ранее, при прессовании Д С т П усилие
прессования, воспринимаемое стружечным пакетом до посадки
плит пресса на дистанционные прокладки, равно реакции стру­
жечного пакета, воспринимаемой плитами пресса. После по­
садки плит пресса на дистанционны е прокладки, т. е. получения
235
задан н ой деф орм ации стружечного пакета и при ее сохранении,
с течением времени происходит снижение напряж енного со­
стояния стружечного пакета (р елаксац и я н ап р яж е н и я).
Исходя из изложенного представления о физической сущ ­
ности процессов, происходящих при прессовании Д С т П , р а с ­
смотрим изменение сопротивления стружечного пакета сж атию ,
показанное на рис. 106.
К а к видно из рис. 106, а, чем больш е усилие прессования,
тем быстрее сж ати е (уплотнение) стружечного п акета, а сле­
довательно, тем раньш е и в большей степени усилия, действую ­
щие со стороны плунжеров пресса, воспринимаю тся д и с тан ­
ционными про кл ад кам и и прогибаю т плиты пресса.
Д л я уменьшения прогиба плит пресса их изготовляю т тол­
щиной до 140 мм, а в последнее врем я и до 180 мм. Однако
и при этом усилия, действующие со стороны плунжеров и не
встречающ ие достаточного противодействия со стороны стру­
жечного пакета, способны прогибать плиты пресса. Поэтому
в первом периоде прессования рекомендуется у станавл и вать
повышенное давление, величина которого определяется плот­
ностью изготовляемых Д С тП , а затем сниж ать его плавно или
ступенями.
Во втором периоде прессования д авление у станавл и в ается
около 0,5— 0,8 М П а, а в третьем периоде поддерж ивается на
уровне 0,2—0,4 М П а. Снижение д ав л ен и я от одной ступени до
другой осущ ествляется плавно в течение 0,5 мин. П р о д о л ж и ­
тельность первого и второго периодов обычно устанавл и вается
примерно по 30— 40 % общей продолжительности прессования.
О д н ако анализ кривых, х арактери зую щ и х уменьшение сопро­
тивления стружечного пакета в процессе прессования, свиде­
тельствует о том, что с момента посадки плит пресса на д и ­
станционные прокладки сопротивление сж атию снижается
плав'но. Поэтому целесообразно плавное снижение давлен ия
после посадки плит пресса на дистационные прокладки. Т ак ая
д и а гр ам м а принята на большинстве новых линий производства
Д С т П и внедряется в действующих линиях при их рекон­
струкции.
Больш ое значение д л я получения высококачественного
склеивания имеет поддерж ание постоянной величины давлен ия
в первом периоде прессования. Это объясняется тем, что св я­
зую щ ее не только покры вает снаруж и древесную струж ку, но
и частично проникает внутрь древесины, так ка к последняя
представляет собой пористый м атериал. Кроме того, при изго­
товлении стружки частично р азру ш аю тся анатомические эл е­
менты на их поверхности. Частичное впитывание связую щ его
древесиной является полезным, так к а к упрочняет древесную
струж ку и тем самы м способствует повышению прочности д р е­
весностружечных плит. Вместе с тем в результате впитывания
связующ его струж кой уменьшается количество связующего,
участвующего в склеивании древесны х частиц, что сниж ает
236
прочность плит. Опыт производства Д С т П показы вает, что не­
избежное впитывание струж кой связующего, связанное со
структурой древесины, вполне достаточно д ля упрочнения
стружки. П оэтом у д альн ей ш ее увеличение количества связую ­
щего, поглощенного древесиной, нежелательно. В связи с этим
рассмотрим влияние колебаний д авл ен ия прессования на впи­
тывание струж кой связующего.
В н ач ал е прессования, когда д ревесная стру ж ка обладает
большой упругостью, увеличение давлен ия приводит к с ж а ­
тию древесной стружки, и, следовательно, к уменьшению о б ъ ­
ема внутренних пустот, а при уменьшении д ав л ен и я происходит
их восстановление, в резул ьтате чего о бразуется вакуум, под
действием которого происходит усиленное впитывание с т р у ж ­
кой связующего. Поэтому в начальном периоде рекомендуется
п оддерж ивать постоянное давление.
П рессование Д С т П при излиш не высоком давлении в пер­
вом периоде вы зы вает значительную неравномерную послойную
плотность плит. При этом плотность н ар уж н ы х слоев намного
больше, чем внутреннего (рис. 108). В результате получаются
плиты с неравномерной послойной плотностью, что о б ъ яс н я­
ется следующим. Общее сж ати е стружечного пакета до толщины
готовой плиты происходит быстрее при высоком давлении, чем
при низком. П осле общего сж ати я, а т а к ж е в процессе сж ати я
пакет прогревается и высыхает, вследствие чего упругое с ж а ­
тие переходит в пластическое, т. е. в упрессовку. При этом
наруж н ы е слои прогреваются быстрее и под действием тепла
и д ав л ен и я быстрее высыхаю т и упрессовываются. После по­
садки плит пресса на дистанционные прокладки наружны е слои,
более прогретые, чем внутренние, постепенно теряю т упругие
свойства. В это врем я внутренние слои, прогретые еще недо­
статочно, сохраняю т упругость, п р о д о л ж а я оказы вать сопро­
тивление сж атию , и д а в я т на наруж ны е слои. В результате
этого внутренние слои уп рессовы ваю тся меньше. Т а к а я послой­
ная неравномерность плотности плит н аб лю д ается и при п р а ­
вильном выборе величины д ав л ен и я в первом периоде, но
в меньшей степени, ка к эго п оказано на рис. 108, а.
Послойная неравномерность плотности увеличивается так ж е
вследствие неодинаковой послойной в л аж н ости стружки, как
это п оказано на рис. 108, б. О б ъясн яется это тем, что с у в е­
личением в л аж н ости струж ки н аруж н ы х слоев уменьшается
их сопротивление (противодействие) сж ати ю при прессовании.
По мере прогрева упругие деформации струж ки переходят
в пластические, что приводит к увеличению плотности н а р у ж ­
ных слоев. Отсюда можно предположить, что д ля уменьшения
послойной неравномерности плотности плит следует увеличивать
влаж н ость внутренних слоев. Однако такой вывод будет не­
верным, так ка к увеличение влаж ности струж ки внутренних
слоев м ож ет привести к сл аб о м у склеиванию и образованию пу­
зырей. П оэтому рекомендуется применять осмоленную струж ку
237
Расстояние от поверхност и п л и т ы , мп
Рис.
108.
Влияние
различных
факторов
на
неравномерность послойной
плотности плит:
а — д а в л е н и я прессовани я: 1 — 2,6 М П а; 2 — 2,0 М П а ; 3 — 1,6 М П а; б — вл аж н ости
стр у ж еч н о го п ак е та : ^ — ^ Нар =
вн = ср = ^
^“
'н а р
°^:
^ с р *“
= 1 2% ; 6 - ^ н ар = 18 % ; ^ в н = 9 % ; И7с р = 12%
внутренних слоев влаж н остью не более 12— 14%- В лаж ность
осмоленной струж ки наруж ны х слоев рекомендуется в пределах
до 18 До­
б ы л о исследовано влияние расчетной плотности древесно­
струж ечны х плит и начальной в л аж н ости стружечных пакетов
на характер изменения сопротивления сж атию струж ечны х
пакетов. Н а рис. 106, б показано изменение сопротивления
стружечных пакетов сж ати ю при различной плотности плит,
а на рис. 106, в — при различной начальной влаж ности стру­
жечны х пакетов. С уменьшением расчетной плотности Д С тП
сниж ается сопротивление стружечных пакетов сжатию . При
одинаковом давлении прессования (2 М П а ) плиты плотностью
до 600 кг/м 3 в конце прессования совершенно перестают о к а ­
зы вать сопротивление сжатию , а плиты плотностью 700 кг/м3
и более продолж аю т в течение длительного времени оказы вать
сопротивление сж им аю щ и м усилиям. П риведенная зависимость
подтверж дает необходимость применения различного д авл ен ия
в первом периоде прессования при изготовлении Д С т П р азл и ч ­
ной плотности. С повышением начальной влажности сопротив'
ление стружечного пакета сж атию в процессе горячего прессо­
вания значительно уменьшается. П оэтому в случае прессования
Д С т П с повышенной влажностью струж ки давление в прессе
238
может быть уменьшено. О д н ако выигрыш в давлении не всегда
может компенсировать другие недостатки, возникающие при
повышенной в л аж н ости стружечного пакета, о чем будет с к а ­
зано ниже.
И сследовали Д С т П толщиной 19 мм. В последние годы
наметился переход промышленности на выпуск плит меньших
толщин, гл авны м образом 16 мм. Поэтому представляет боль­
шой интерес установить влияние толщины Д С т П на их свой­
ства в зависимости от величины давлен ия при горячем прессо­
вании. Н а рис. 109 п оказано влияние толщины Д С т П на их
прочность при статическом изгибе и растяж ении перпендику­
лярно пласти. Видно, что с увеличением толщины плит их
прочность уменьш ается. Это объясняется тем, что во всех
плитах в процессе их сж ати я стружечный пакет прогревается
и высыхает, в результате чего упругое сж ати е переходит
в упрессовку. П ри этом н ар у ж н ы е слои прогреваю тся быстрее,
а следовательно, быстрее высыхаю т и упрессовываются, чем
внутренние. Т а к а я р азн и ца в послойной плотности наружны х
и внутренних слоев растет с увеличением толщины плит, как
это видно из рис. 1 1 0 , что и приводит к снижению прочности
плит.
И з рис. 109 т а к ж е видно, что с увеличением д авл ен ия прес­
сования в первом периоде предел прочности Д С т П при стати­
ческом изгибе растет, а при растяж ени и перпендикулярно
пласти уменьшается. Это т а к ж е объясняется влиянием давления
прессования на неравномерность послойной плотности плит
(см. рис. 108).
А нализ результатов исследований и опыт работы промыш­
ленности позволяет рекомендовать значения давлен ия прес­
сования в первом периоде, приведенные в табл. 48.
Если первым условием получения прочного клеевого сое­
динения яв л яе тся создание кон такта меж ду склеиваемыми д р е­
весными частицами с прослойкой между ними жидкого свя48. Рекомендуемые значения давления прессования ДСтП
П родолж ительн ость
п р е с с о в а н и я , м и н /м н
т о л щ и н ы го т о в о й
п ли ты
(п о с л е п р есса)
Более 0,4
0,4—0,3
Менее 0,3
[в первом периоде),
МПа
П л о т н о с т ь п л и т , к г /м 3
Толщ ина
плит,
мм
600
650
700
750
800
10— 15
16—20
21—25
10— 15
16—20
21—25
10— 15
16—20
21—25
1,4— 1,6
1,6— 1,7
1,7— 1,8
1,6— 1,8
1,8— 1,9
1,9—2,0
1,8—2,0
2,0—2,1
2,1—2,2
1,6— 1,8
1,8— 1,9
1,9—2,0
1,8—2,0
2,0—2,1
2,1—2,2
2 ,0 —2,2
2,2—2,3
2 ,3 —2,4
1,8—2,0
2,0—2,1
2,1—2,2
2,0—2,2
2,2—2,3
2,3—2,4
2,2—2,4
2,4—2,5
2,5—2,6
1,9—2,1
2,1—2,2
2,2—2,3
2,1—2,3
2,3—2,4
2,4—2,5
2,3—2,5
2,5—2,6
2,6—2,7
2,0—2,2
2,2—2,3
2,3—2,4
2,2—2,4
2,4—2,5
2,5—2,6
2,4—2,6
2,6—2,7
2,7—2,8
239
10
13
16
19
д
21
25
10 13
1В
19
22
25
Толщ ина п лит .п н
Рис. НО. Влияние толщины плит
на неравномерность их послойной
плотности:
/ — то л щ и н а п ли ты 10 м м ; 2 — 16 мм;
3 — 19 м м ; 4 — 25 мм
О '1А 1,6 1,8 2.0 2,2 2А
Дадление пцвш бония на
nepdoii ступени, мпа
Рис. 111. Зависимость продолжительности желатинизации связующего на
основе карбамидоформальдегидной смолы К.Ф-МТ с 1 % хлористого ам­
мония от температуры нагрева
Рис. 109. Влияние толщины Д С тП на механические показатели плит:
п, в, д — п р ед ел прочности при стати ч еск о м и зги бе; б, г, е — п редел прочности при
р а стя ж е н и и п ер п ен д и ку л я р н о п ласти; а, б — плотн ость п лит 800 кг/м 3; в, г — 700 кг/м 3,
д, 6 — 600 кг/м 3; / — д авл ен и е при п р ессовани и в первом
пери оде 2,5 М П а; 2 —
2,0 М П а; 3 — 1,5 М П а; 4 — 1,2 М П а; 5 — 0,8 М П а
зующего, то вторым обязательн ы м условием будет отверждение
связующ его с образованием прочного соединения связующего
с древесными частицами (адгезия), а та к ж е прочного соеди­
нения молекул связующего м еж д у собой (когезия). О тв е р ж ­
дение связующ его происходит под воздействием тепла, посту­
пающего в стружечный п акет во врем я прессования (от н а ­
гревательных плит пресса д л я горячего прессования), а на
некоторых установках и при предварительном подогреве осмо­
ленной струж ки (до прессования). Установлено (рис. 111), что
с повышением температуры н агрева с 60 до 100 °С пр одол ж и ­
тельность ж елатин и зац и и ум еньш ается в 6— 8 раз.
Таким образом, второй внешний ф актор реж им а прессо­
в а н и я — нагрев имеет не меньшее значение, чем внешнее д а в ­
ление. Интенсивность прогрева неодинакова по площади и
толщине пакета. Тем пература н аруж н ы х слоев пакета очень
быстро п риб л и ж ается к температуре плит пресса. О б разу ю ­
щийся при этом пар пластифицирует древесные частицы, всл ед ­
ствие чего происходит уплотнение н аруж н ы х слоев плит. В это
время в л а г а во внутреннем слое еще не нагрета. Поэтому со­
противление сж атию внутренних слоев еще велико. В резул ь­
тате этого нар уж н ы е слои уплотняю тся больше внутренних,
к а к это п о казано на рис. 112. Прогрев н ар у ж н ы х слоев пакета
происходит почти одинаково в середине площ ади пакета и в
краевой зоне. Совсем иначе прогреваю тся внутренние слои п а ­
кета, равноудаленны е от горячих плит пресса, но р асполож ен ­
ные на разном расстоянии от центра пакета. Это связано с тем,
что стружечный пакет представляет собой пористое тело со
значительной влажностью. П оэтому при прессовании струж еч­
ных пакетов прогрев осущ ествляется за счет теплопроводности
и массопереноса.
При горячем прессовании Д С т П под действием тепла от
обогреваемых плит пресса нагреваю тся н ар уж н ы е слои стру­
жечного пакета и со д е р ж а щ а я с я в них в л ага вскипает. Так ка к
скорость об разован ия п ар а превыш ает скорость его перемещ е­
ния к внутренним слоям пакета вследствие сопротивления
струж ек этому перемещению, в пакете о бразуется градиент и з ­
быточного д ав л ен и я пара. П од влиянием градиента давления
поток влаги перемещ ается от наруж ны х к внутренним слоям
стружечного пакета. Скорость об разован ия п ара пропорциоРис. 112. Влияние давления прессования в первом периоде на показатели
плит:
1 — послойную
плотн ость;
2 — п р едел
прочности
при
растяж ени и
п ерп енди кул ярно
п ласти
241
нальна градиенту температуры и теплопроводности н агр ев ае­
мого пакета, а скорость переноса пропорциональна градиенту
д авл ен ия пара и пористости (свободным объемом пор) стру­
жечного пакета. Отсю да видно, что с повышением тем пературы
прессования, т. е. с увеличением гр ади ен та температуры, повы­
ш ается градиент избыточного д ав л ен и я пара, что ускоряет
прогрев пакета за счет массопереноса. В то ж е врем я повы­
шение расчетной плотности Д С т П влечет за собой уменьшение
их пористости и, следовательно, увеличивается сопротивление,
которое долж ен преодолеть пар д л я прохождения из н а р у ж ­
ных слоев стружечного пакета к внутренним, а т а к ж е д л я того,
чтобы затем выйти из плиты через ее торцевые поверхности.
К ривая прогрева краевой зоны (внутренних слоев) х а р а к ­
теризуется тремя периодами. В первом периоде происходит
быстрый прогрев краевой зоны до температуры испарения воды
100— 107°С (в зависимости от величины внешнего д а в л е н и я ).
П ри этом кри вая прогрева краевой зоны почти совпадает
с кривой прогрева серединной зоны. Во втором периоде кривая
прогрева краевой зоны характеризуется перегибом, соответ­
ствующим снижению скорости прогрева. П ри этом начинается
интенсивное испарение влаги, на которое расходуется все тепло,
поступающее от горячих плит пресса.
Н а участках, уд ал ен н ы х от кромок, образую щ ийся пар
в н а ч а л е не в состоянии преодолеть сопротивление стружечного
ковра. По мере дальнейш его прогрева давление п ара в сере­
динной зоне возрастает, и пар начинает выходить из прессуе­
мого пакета в окр уж аю щ ую среду, что влечет за собой сни­
ж ение скорости прогрева пакета. Чем д ал ьш е при этом нахо­
дится та или иная точка пакета от краевой зоны, тем большее
д авление требуется, чтобы пар мог преодолеть сопротивление
пакета и выйти из него. В третьем периоде, наступаю щ ем по
окончании интенсивного испарения влаги, температура краевой
зоны вновь начинает возрастать.
Три периода прогрева стружечного пакета происходят не
строго последовательно (изолированно друг от д р у г а ), а ч а­
стично перекрываю тся по времени. Так, во время прогрева
внутреннего слоя до температуры 100— 107 °С прилегающие
к нему слои достигаю т этой температуры раньше и часть влаги
успевает к этому времени удалиться через торцевые поверх­
ности стружечного пакета. Такое ж е перекрытие во времени
имеет место во втором и третьем периодах прогрева. На
рис. 113, а показано изменение тем пературы стружечного п а ­
кета в его краевой зоне, а на рис. 113, б — изменение его в л а ж ­
ности в процессе прогрева.
И з рис. 113, а видно, что граф и к прогрева н аруж н ы х слоев
стружечного пакета почти п рям ая линия, а по мере прибли­
ж ени я к температуре плит пресса прогрев происходит с пере­
менной, постепенно снижаю щ ейся скоростью. Совершенно
иначе прогреваются внутренние слои. В начале прессования
242
1
2
3
Ц
5
6
7
1
1
3
Ч 5 В 7 8
9 10 11 П
Продолжительность прессования,пин Продолжительность прогрева, пин
а
6
Рис. 113. Изменение характеристик стружечного пакета в процессе прессо­
вания:
а — те м п е р а ту р ы : 1 — на поверхности п ак е т а ; 2 — на р а ссто ян и и 2 мм от поверхности;
3 — 4 мм; 4 — 6 мм; 5 — 8 мм; 5 — 9,5 м м ; б — в л аж н о сти ; / — н ару ж н о го слоя; 2 —
общ ей в л а ж н о с т и ; 3 — вн утрен н его слоя
тем пература внутренних слоев остается без изменений, а затем
под влиянием тепла, поступающего от н аруж н ы х слоев (за
счет теплопроводности и массопереноса), тем пература внутрен­
них слоев начинает повы ш аться до 100— 107 °С, т. е. до интен­
сивного испарения. П осле этого тем пература внутренних слоев
пакета почти не меняется до окончания периода интенсивного
испарения и выхода п ара из пакета через его торцы. Т ем пера­
тура промежуточных слоев изменяется аналогично изменению
температуры внутренних слоев, но более интенсивно.
И з рис. 113, б видно, что влаж н ость наруж ного слоя стру­
жечного п акета с самого н а ч а л а прогрева резко п адает в ре­
зультате о б разо ван ия п ар а и его продвижения внутрь пакета.
П ри этом влаж н ость внутреннего слоя постепенно возрастает.
По мере дальнейш его продвиж ения пара внутрь пакета в л а ж ­
ность внутреннего слоя достигает максимума, а затем н ачи­
нает сн и ж аться вследствие частичного выхода пара через тор­
цы пакета. Все это приводит к понижению общей влаж ности
стружечного пакета.
Интенсификация прессования. При выборе реж им а прессо­
вания за д а ч а зак л ю ч ается в получении наилучш их физико-ме­
ханических показателей Д С т П при минимальной продол ж и ­
тельности вы держ ки в прессе. Поэтому сокращ ение продол ж и ­
тельности прессования плит, или интенсификация процесса
прессования Д С тП , имеет очень большое значение. Однако
интенсификация процесса прессования без соответствующего
изменения парам етров технологического процесса приводит
к расслоению плит, т. е. браку. Расслоение Д С т П происходит
тогда, когда разность м еж д у внутренним давлением п арогазо ­
вой смеси и внешним атмосферны м превыш ает прочность к л е­
243
евых связей. Причины расслоения следующие: повышенная
влаж н ость стружки, при которой о бразуется большое количе­
ство паров, и, следовательно, повышается внутреннее д авление
в плите; большое сод ерж ан ие мелких частиц в стружке, з а ­
трудняю щ их выход паров из Д С т П при раскрытии пресса;
большое содерж ание крупных древесны х частиц, отличаю щ ихся
большой жесткостью, препятствующей созданию контактов
м еж д у древесными частицами; применение недоосмоленной
или высохшей стружки, не обеспечивающей необходимую проч­
ность клеевых связей; применение связую щ его без отвердителя
в струж ке, попадаю щ ей во внутренний слой плиты; н едоста­
точная в ы д ер ж к а при максимальном д авлении прессования, не
обеспечиваю щ ая получение необходимых клеевых связей меж ду
древесными частицами; недостаточная величина максимального
давления, что приводит к появлению клеевы х связей до окон­
чательного уплотнения стружечного пакета (под действием
тепла) и их разруш ения в процессе дальнейш его уплотнения;
быстрое снижение д ав л ен и я в прессе, что приводит к резкому
вскипанию паров внутри плиты и соответствующему увеличе­
нию внутреннего давления.
Основными путями интенсификации процесса прессования
являю тся ускорение процесса прогрева стружечного пакета,
уменьшение продолжительности отверж дения связующего и
снижение влажности стружечного пакета.
Одним из способов ускорения прогрева стружечного пакета
яв л яется повышение температуры плит пресса. К ак видно из
рис. 114, а, повышение температуры плит пресса со 135 до
180 °С позволяет сократить время, необходимое д ля прогрева
середины стружечного пакета, примерно вдвое. О днако прим е­
нение высоких тем ператур связано с необходимостью загрузки
пресса, смыкания его плит и получения высокого давлен ия
в самое короткое время. В противном случае происходит п р е ж ­
девременное отверждение связующего, особенно в поверхност­
ных слоях прессуемых пакетов.
Экспериментально установлена допустим ая п р одол ж и тел ь­
ность выдерж ки стружечного пакета в прессе в зависимости от
температуры (рис. 115, а). Исходя из приведенных данных, на
большинстве предприятий температуру плит пресса при прес­
совании древесноструж ечных плит принимают в п ределах
150— 190 СС. Д ал ьн ей ш ее повышение температуры плит пресса
ограничено из-за вероятности преждевременного отверждения
связую щ его в поверхностных слоях стружечного пакета. П р о ­
долж ительность отверж дения связую щ их на основе к а р б а м и ­
доф орм альдегидны х смол зависит т а к ж е от влаж ности осмо­
ленной стружки. Поэтому, чтобы зам ед ли ть отверждение св я­
зующего в наруж ны х слоях пакета и тем самым и збеж ать его
преждевременного отверж дения, необходимо у в л а ж н я т ь по­
верхность стружечного пакета до его загрузки в пресс. П оверх ­
ностное увлаж нение пакета не только зам ед л я ет отверждение
244
0 12 3 4 5 6 7 8
Продолжительность
прогрева, пин
5
012345678
Продолжительность
прогрева, пин
51
ПО
!'«а
90
80
J ?-60
70
§.
50
I§ -%30
I 40
Щ.^70
л> W
0 1 2
3 4 5 6
Продолжительность прогрева,пин
Рис. 114. Влияние условий прессования ДСтП на прогрев стружечного па­
кета:
а — т ем п ер ату р ы п ли т п р есса: / — 135 °С; 2 — 150 вС; 3 — 165 °С; 4 — 180 вС ;5 — 200 °С;
б — у в л а ж н е н и я п о верхностны х слоев п а к е т а : / — без у в л а ж н е н и я ; 2 — с увл аж н ен и ем
из р а сч ета 100 г/м 2; 3— 200 г/м 2; 4 — 300 г/м 2; в — в л а ж н о с т и с т р у ж е к : / — сухой
с т р у ж к и ; 2 — с п овы ш енной вл а ж н о с тью с т р у ж е к н ар у ж н ы х слоев; 3 — с у вл аж н ен и ем
н ар у ж н ы х слоев п ак е т а путем р а сп ы л е н и я ; г — способа у в л а ж н е н и я поверхностны х
слоев: / — б ез у в л а ж н е н и я ; 2 — с п ар о вы м у д а р о м ; 3 — с газов ы м уд ар о м
!
<£§
Я-&
*8
£ 2 7
£зр5
2р х5 У
0>ц*
|В'в'0
И 1
Тю 130 150 1Ю 190
Температура плит
п р е с с а ,%
Рис. 115. Зависимость допустимого времени выдержки пакетов в прессе от
температуры плит пресса
Рис. 116. Зависимость предела прочности при статическом изгибе от про­
должительности прогрева:
/ — тем пература
п лит п р есса
150—155 °С; 2 — 175— 180 °С; 3 — 195—200 °С
связующ его в н ару ж н ы х слоях пакета, но и ускоряет его про­
грев. Это происходит потому, что нагрев стружечного пакета
при прессовании приводит к интенсивному испарению содер­
ж а щ ей ся в нем влаги, причем неравномерному по толщ ине п а ­
кета. Вследствие более сильного н агрева н аруж н ы х слоев по
сравнению с внутренними в пакете образуется разность тем пе­
ратур от поверхности пакета к его середине, т. е. градиент тем ­
пературы A t . П од влиянием его в л ага, со д е р ж а щ а я с я в осмо­
ленной стружке, испаряется т а к ж е неравномерно: более интен­
сивно в наруж ны х слоях и значительно меньше во внутренних.
В результате этого возникает градиент избыточного давления
п ара А Р , под действием которого пар устремляется от н а р у ж ­
ных, более нагреты х слоев пакета к внутренним, менее нагре­
тым. П ри этом пар увлекает за собой и вл агу из осмоленной
стружки, т. е. дви ж у щ ий ся поток вещ ества представляет собой
пароводяную смесь. Стружечный п акет имеет очень низкую
теплопроводность, а скорость продвиж ения потока пароводяной
смеси значительно больше скорости прогрева осмоленной
стружки. Отсюда мож но сделать вывод, что прогрев внутрен­
них слоев пакета происходит в основном вследствие массообмена.
Рассмотрим процесс прогрева пакета с увлаж нением его
н аруж н ы х слоев. П од влиянием тепла от нагретых плит пресса
влага, нанесенная на поверхности пакета, почти мгновенно
превращ ается в пар. Б л а г о д а р я этому создается большое из­
быточное давление, под действием которого пар устремляется
внутрь пакета. При этом пар несет с собой тепло и отдает его
внутренним слоям пакета, что приводит к ускорению прогрева.
Этот тепловой процесс н азы вается «паровым ударом». Н а
рис. 114, б показано влияние нанесения различного количества
воды на поверхность стружечного пакета на процесс его про­
грева. Из приведенных данны х видно, что наиболее эф ф екти в­
ным является нанесение 100— 150 г воды на 1 м2 поверхности
пакета. Д ал ьн ей ш ее увеличение количества наносимой воды
почти не ускоряет прогрев стружечного пакета, а повышает
его влагосодерж ание, что нежелательно.
Вводить дополнительную в л агу на поверхность струж еч­
ного пакета можно двум я способами: распылением воды на
поверхность или применением струж ки повышенной влаж ности
д л я н аруж н ы х слоев пакета (см. рис. 114, в). Расп ы лени е воды
на поверхность стружечного пакета более эффективно, чем
применение струж ки повышенной влажности. Это объясняется
тем, что влага, н ах о д ящ а яся на поверхности пакета, при сопри­
косновении с нагретыми плитами пресса почти мгновенно пре­
вращ а ется в пар, созд ав ая большой градиент давл ен ия, спо­
собствующей продвижению п'ара, а с ним и тепла в середину
пакета. При использовании струж ки повышенной влаж ности
в н аруж н ы х слоях требуется некоторое время д л я прогрева
этих слоев и об разован ия в них пара. В этом случае об р азу ­
246
ется меньший градиент давлен ия, и, следовательно, процесс
прогрева стружечного пакета происходит медленнее.
Применение парового у д а р а (см. рис. 114, г) не только со­
кр ащ ает врем я прессования, но и позволяет применять более
высокие тем пературы прессования (до 2 0 0 °С и д а ж е более).
Однако при высоких тем перату рах следует учиты вать некото­
рые особенности связующих, применяемых в производстве
Д С тП . П ри длительном действии высоких температур проч­
ность плит, склеенных на ф енолоформальдегидны х смолах, не
снижается, а склеенных на карбам и доф орм альд еги д ны х смо­
лах, снижается. Последнее объясняется деструкцией отв ер ж ­
денной кар бам и до ф ор м ал ьд еги д но й смолы под действием тепла,
а т а к ж е в результате реакции, происходящей м еж д у смолой и
некоторыми вещ ествами, выделяю щ имися из древесины при ее
нагреве. М ак си м ал ь н а я прочность Д С т П не зависит от тем пе­
ратуры плит пресса (рис. 116). О днако излиш няя вы д ерж ка
готовых Д С т П в прессе при высокой температуре после дости­
ж ени я максимальной прочности приводит к ее снижению. П о ­
этому продолжительность прессования при высоких тем перату­
рах д о л ж н а быть строго ограничена. П ри слишком малой
п родолжительности не успевает произойти достаточное о тв ер ж ­
дение смолы, при излишней продолжительности происходит ее
деструкция. В связи с этим, а т а к ж е из-за трудности нагрева
плит пресса паром или водой до тем пературы 200 °С, в настоя­
щее время на больш инстве предприятий тем пературу плит
пресса ограничиваю т 180— 185 °С.
Известно, что ускорение прогрева струж ечны х пакетов мо­
ж ет быть достигнуто не только повышением температуры плит
пресса, но и повышением начальной тем пературы стружечных
пакетов перед их загрузкой в пресс. Стружечный пакет можно
равномерно прогревать ТВ Ч по всей его толщ ине перед за г р у з­
кой в пресс д л я горячего прессования. О д н ако при п р ед вари ­
тельном н агреве до 80 °С прочность при изгибе снижается на
25— 30 %. К роме того, предварительны й нагрев до 80 °С п оз­
воляет сократить цикл прессования только на 30 %. М еж ду тем
простое повышение тем пературы плит пресса со 140 до 170 °С
д ает такой ж е эффект, но без снижения прочности плит.
Однако р я д зар у б еж н ы х фирм п ред лагает осущ ествлять подпрессовку стружечных пакетов с п редварительны м подогревом
их до 50 °С.
Более эффективно совмещение высокочастотного и кон так т­
ного нагрева стружечного пакета в прессе. В этом случае грею ­
щими плитами пресса пакет прогревается от н аруж н ы х слоев
к внутренним, а токи высокой частоты уск о ряю т прогрев п а ­
кета по всей его толщине. И сследования показали, что совме­
щение контактного и высокочастотного н агрева позволяет со­
кратить продолжительность прессования на 20— 50 %. К омби­
нированный нагрев особенно эффективен при прессовании
толстых и легких древесноструж ечны х плит. Однако комбини247
Рис. 117. Зависимость продолжительно­
сти прессования ДСтП от продолжи­
тельности желатинизации
связующего
внутреннего слоя при температуре 100 °С
рованный нагрев связан со з н а ­
чительными техническими т руд ­
ностями, т ак как при этом необ­
ходимо оснащ ать греющ ие плиты
пресса соответствующей и зо л я­
цией. Значительны е дополнитель­
ные за т р а ты электрической мощ ­
ности на подогрев увеличиваю т
себестоимость производства плит и экономически пока не оп­
равдываю тся. П оэтому .комбинированный нагрев пакетов в про­
изводстве Д С т П не нашел широкого применения.
Таким образом, из рассмотренных способов ускорения про­
грева стружечных пакетов наиболее приемлемыми мож но счи­
тать повышение тем пературы плит пресса и применение п аро­
вого удара.
Одним из способов интенсификации прессования Д С т П мо­
ж е т быть повышение реакционной способности связующего, т. е.
создание связующих с меньшей длительностью ж елатин и зац и и
(рис. 117). Уменьшение времени ж елатин и зац и и связующего
с 90 до 30 с позволяет вдвое уменьшить необходимую продол­
жительность прессования Д С тП . О д н ако применение быстроотверж даю щ ихся связую щ их д ля н ару ж н ы х слоев стружечного
пакета не может быть рекомендовано, так как наруж н ы е слои
не только быстрее прогреваются, но и более длительное время
подвергаются термообработке. П оэтом у рекомендуется приме­
нять бы строотверж даю щ иеся связую щ ие только д л я внутрен­
них слоев стружечного пакета. Д л я наруж ны х слоев пакета
следует применять связую щ ие на основе тех ж е смол, что и
д л я внутреннего слоя, но с увеличенным временем ж е л а т и н и ­
зации примерно до 110— 130 с за счет уменьшения количества
отвердителя.
С окращ ение времени отверж дения связующего возможно
путем использования более эф ф ективны х отвердителей. Д л я
ускорения отверж дения связующего могут быть применены
в качестве отвердителей слабы е кислоты, например лимонная
кислота. Однако при выборе таких сильнодействующих отвер­
дителей следует учитывать их влияние на древесину, т а к как
многие (даж е слабы е) кислоты при нагреве р азр у ш аю т д р е ­
весину, а так ж е на жизнеспособность связующих. В табл. 49
д а н а характери сти ка и состав рекомендуемы х сильных отвер­
дителей.
В качестве б ы строотверж даю щ ихся карбам и доф орм альд егидных смол могут применяться смолы с более углубленным
процессом конденсации и достаточной жизнеспособностью. О д­
ной из таких ка рбам и доф орм альд еги д ны х смол является смола
248
49. Рецепты и свойства сильных отвердителей
В р ем я ж е л а т и н и за ц и и *
О твердитель
I. Хлористый аммоний 10 % ,
железоаммонийные квасцы
2—3 %, вода 87—88 %
II. Надсернокислый
ам­
моний 10 %, вода 90 %
К о эф ф и ц и ен т
реф ракции
pH
1,352— 1,353
1,342— 1,344
п ри
100° С, с
при 20° С, ч
1,9—2,0
25—35
Не менее 4
2,4—2,5
20—30
Не менее 5
* В р ем я ж е л а т и н и з а ц и и д л я с в я зу ю щ е г о на основе см о л ы К Ф -М Т при
5 % (к м ассе см о л ы ) о т в е р д и т е л я и с о д е р ж а н и и с у х и х вещ еств 55—56 %.
введ ен и и
К Ф-Б с продолжительностью ж елатин и зац и и при температуре
100 °С 25— 40 с, вязкостью 40— 90 с против 30— 50 с у смолы
КФ-МТ, что обеспечивает ей липкость в холодном состоянии.
Последнее очень в аж н о при бесподдонном прессовании, так
как повы ш ает транспортабельность стружечного ковра. Вместе
с тем смола К Ф -Б имеет повышенное содерж ание свободного
формальдегида, что ограничивает ее применение в производ­
стве Д С тП .
Интенсифицировать о тверж дение фенолоформальдегидных
смол можно путем применения при их изготовлении резорцина,
углубления процесса их конденсации при изготовлении или
введения в них отвердителей.
В рассмотренны х выше способах интенсификации процесса
прессования Д С т П физические свойства стружечного пакета,
прежде всего его влаж н ость, рассм атривали сь к а к неизменные.
М еж ду тем известно, что с увеличением влагосодерж ания
стружечного пакета удли н яется участок кривой прогрева, х а ­
рактеризую щ ий период интенсивного испарения (температура
внутри пакета 100— 107 °С). В результате зам ед ляется о тв ер ж ­
дение связую щ его и увеличивается продолжительность прес­
сования. Д л я сокращ ения продолжительности прессования есть
предлож ение сн и ж ать вл аж н о сть струж ки до введения в нее
связующего. Однако, ка к было ск азан о выше, при уменьшении
вл аж н ости струж ки увеличивается впитывание древесиной с в я ­
зующего и уменьш ается количество связующего, участвующего
в склеивании, что приводит к снижению прочности Д СтП .
К ак п оказа л и результаты исследований и практика работы
промышленности, наиболее эффективным способом снижения
влаж ности стружечного пакета можно считать применение с в я ­
зующего повышенной концентрации. Такие связующ ие сниж аю т
влаж ность осмоленной струж ки больше, чем применяемые с в я ­
зующие 5 % -ной концентрации. В то ж е в р ем я высококонцен­
трированны е связую щ ие в меньшей степени впиты ваю тся с т р у ж ­
кой и об л а д а ю т повышенной скоростью отверждения, что
249
т а к ж е способствует сокращению продолжительности прессо­
вания.
Н едостаток применения высококонцентрированных связую ­
щих заклю чается в том, что они отличаю тся высокой вязкостью,
затрудняю щ ей распы ливание связую щ их при их смешивании
со стружкой. Д л я снижения вязкости смол их н агреваю т перед
распыливанием. Н а рис. 118 п оказан о влияние температуры
н аг р ев а смолы К Ф -М Т на ее вязкость. Н аиболее интенсивное
снижение вязкости наб лю д ается при подогреве смол 60—
65 %-ной концентрации.
Вязкость смол 50— 55 %-ной концентрации сн и ж ается с р а в ­
нительно мало. П р и этом наиболее интенсивно п ад ает вязкость
смолы при нагреве от 20 до 50 °С, а при дальнейш ем нагреве
кривые изменения вязкости переходят в прямые, п арал л ел ьн ы е
оси абсцисс. Из приведенного гр аф и к а можно видеть, что для
придания смолам требуемой действующей технологией в я зк о ­
сти (в пределах 14— 20 с по В З-4) достаточно их нагреть до
30— 50 °С.
Д л и тел ь н ая в ы д ер ж к а карбам и доф о рм ал ьд еги д ны х смол,
особенно после введения в них отвердителя, при повышенной
температуре н еж елательна. П оэтому смолы рекомендуется н а ­
гревать в небольших расходных ем костях или смолоподогревателях проходного типа.
Для
интенсификации
процесса
предложено
прессовать
плиты в герметичной рамке, в которую вводится воздух под
давлением до 0,5— 0,7 М П а. Н а рис. 119 п оказана схема прес­
сования плит в среде с повышенным давлением. Стружечный
пакет 1 помещ ают на нижнюю плиту горячего пресса 2, по
периметру которой устан авл и в аю т металлические дистанцион­
ные прокладки 3. В вырезы металлических п ро кл ад ок поме­
щ ены прокладки из термостойкой резины 4. П осле посадки
верхней плиты пресса на дистанционные прокладки о тк р ы в а­
ется вентиль 5, через который в пространство м еж д у стру­
жечным
пакетом
и
рамкой
(дистанционными
п р о к л ад ­
ками) вводится в о здух под давлением до 0,5— 0,7 М Па.
Б л а г о д а р я высокому давлению по периметру стружечного п а­
кета в л ага не мож ет выходить через его торцы. В результате
этого температура в краевой зоне стружечного п акета равна
температуре в его центре. Воздух, подаваемы й в рам ку, может
быть предварительно нагрет до тем пературы плит пресса. Б л а ­
год аря этому к струж ечному пакету подается дополнительное
тепло, а так ж е исклю чается потеря тепла через торцы стру­
жечного пакета.
Повышенное давлен ие по периметру стружечного пакета
при прессовании в герметичной рам ке может быть создано за
счет заполнения свободного п ространства в рам ке (вокруг
стружечного п акета) парам и воды и формальдегида, вы х о д я­
щими из стружечного пакета в процессе его нагревания. Эти
пары заполняю т свободное пространство в рам ке в самом
250
50
Ж
---------- 7~7------2 7
Рис. 118. Зависимость вязкости смолы КФ-МТ от температуры;
/ — к о н ц е н тр а ц и я
см олы
65% ;
2 — 60% ;
3 — 55%
Рис. 119. Принципиальная схема прессования ДСтП в среде с повышенным
давлением:
а — п олож ен и е
до
сж атия
стр у ж еч н о го
п ак е т а ;
б — п о л о ж ен и е п осле п осадки плит
пресса на ди стан ц и он н ы е п рокл адк и
Продолжительность нагрева,мин
а
Рис. 120. Кривые прогрева внутреннего
слоя стружечных пакетов:
а — без п одво да го р ячего в о зд у х а ; б — с п о д ­
водом горячего в о зд у х а ; / — п р ессо ван и е без
рам ки и без п ар о в о го у д а р а ; 2 — п р ессо ван и е
без р ам ки с п ар о вы м у д ар о м ; 3 — п р ес с о ва ­
ние в р а м к е без п ар о в о го у д а р а ; 4 — п р ессо ­
ван и е в р а м к е с п аровы м у дар о м
Рис. 121. Схема расчленения кривой про­
грева
Продолжительность прогрева, Т
н ач ал е прессования за счет испарения влаги из наруж н ы х слоев
п акета и в дальн ей ш ем тормозят выход паров из внутренних
слоев. Н а рис. 120, а показаны кривые прогрева внутреннего
слоя стружечного пакета при прессовании в герметичной рам ке
и при использовании обычных дистанционных п рокладок, р а с ­
положенных вдоль плит пресса. К роме того, на этом ж е р и ­
сунке п о казана к р и в а я прогрева внутреннего слоя при сочета­
нии парового у д а р а (из расчета 150 г воды на 1 м2 поверхности
плиты) с прессованием в герметичной рамке.
Рисунок п од тв ер ж д а ет возм ож ность ускорения этого про­
цесса, а следовательно, интенсификации прессования за счет
создания повышенного давлен ия по периметру стружечного
пакета, которое препятствует выходу паров влаги и ф о р м а л ь ­
дегида. Введение при прессовании в рам ке парового уд ар а
д ает больший эф ф ект, чем при прессовании с применением
обычных дистанционных прокладок, по-видимому, в результате
того, что часть влаги, нанесенной на стружечный пакет для
осуществления парового удара, испаряясь, не только у стр е м л я­
ется внутрь прессуемого пакета, но и выходит через его торцы.
Б л а г о д а р я этому пространство м еж д у рамкой и стружечным
пакетом быстрее зап олн яется паром, что приводит к повышению
д ав л ен и я и препятствует дал ьн ей ш ем у выходу влаги через
торцы пакета.
Н а рис. 120, б показаны кривые прогрева внутреннего слоя
стружечного пакета при прессовании в герметичной рам ке и
введении в нее горячего воздуха под давлением 0,45 М П а. При
создании повышенного давлен ия по периметру стружечного
пакета прогрев происходит значительно быстрее, чем при ис­
пользовании дистанционных прокладок. Такое явление н аб лю ­
д ается при прессовании древесностружечных плит с паровым
ударом и без него.
Прогрев внутреннего слоя струж ечны х пакетов при со зд а­
нии в рам ке повышенного д авл ен ия за счет паров воды и ф ор­
мальдегида происходит быстрее, чем прогрев при введении
в рам ку нагретого воздуха. Это объясняется более быстрым
созданием повышенного давления по периметру пакета и под­
водом дополнительного тепла нагретым сж аты м воздухом.
Анализ приведенных кривых п оказы вает, что создание по пе­
риметру стружечного пакета повышенного д авл ен ия позволяет
сократить продолжительность прогрева внутреннего слоя стру­
жечного пакета до температуры 100 °С на 15— 2 5 % без п ар о­
вого уд ар а и на 25— 30 % при паровом ударе.
И з-за трудности герметизации стружечных пакетов при
прессовании в многоэтажных прессах новый способ интенси­
фикации процесса прессования в первую очередь рекомендуется
д л я одноэтаж ны х прессовых установок.
Интенсификация процесса прессования Д С т П описанными
способами мож ет осуществляться независимо друг от друга и
в сочетании. В последнем случае эф ф ект от каж дого из исполь­
252
зованны х способов дополняет д руг друга и д ает в результате
сум марное сокращ ение продолжительности прессования.
В аж но определение минимальной необходимой п родолж и ­
тельности прессования Д С тП . С оставленные рядом исследова­
телей формулы не могут быть рекомендованы д л я практики,
т ак ка к они либо совсем не учитывают реакционную способ­
ность связующ их, либо учиты ваю т ее путем арифметического
прибавления времени отверж дения связующ его к продол ж и ­
тельности прогрева, что ошибочно. Кроме того, предлагаемые
методы аналитического определения продолжительности про­
грева т а к ж е д аю т значительную ошибку. Поэтому ниже при­
водится разработанн ы й в Ц Н И И Ф е новый метод расчета про­
долж ительности прессования Д С тП .
При создании нового метода расчета был принят способ
расчленения кривой прогрева пакета н а участки а 0а ь а . а 2, а2а3
и т. д. (рис. 1 2 1 ), ординаты которых разли чаю тся на некото­
рую небольшую величину At.
При такой разбивке кривой прогрева мож но (с некоторым
приближ ением) принять, что действие на связую щ ее перемен­
ной тем пературы на к а ж д ом участке будет равнозначно д ей ­
ствию некоторой постоянной средней тем пературы в течение
прогрева от температуры t n до температуры tn + At. При этом
средняя тем пература на участке принимается равной средней
арифметической температур, ограничиваю щ их данный участок
кривой:
^ср = [tn "Ь (tn ~Ь Л/)]/2 = tn -f- At/2.
При этом кри в ая ааап мож ет рассм атриваться в виде л о ­
маной, орд ин ата каж дого горизонтального отрезка которой
является средней температурой данного участка кривой. П р о ­
грев пакета при переменной тем пературе мож но в этом случае
представить ка к результат суммарного кратковременного дей­
ствия на связую щ ее средних постоянных температур. О преде­
лив предварительно продолжительность отверж дения связую ­
щего при постоянной температуре, можно определить момент
наступления заданной степени отверждения связующего. Б ы л а
установлена
возможность
определения
продолжительности
прессования в зависимости от времени отверж дения связую ­
щего и продолжительности н агрева внутреннего слоя струж еч­
ного пакета до температуры 100 °С. М и ни м альн ая необходимая
продолжительность прессования может быть рассчитана по
следую щей формуле:
Т = A -f- В Т Пр,
где Тпр — продолжительность прогрева до температуры интенсивного испаре­
ния, мин; А и В — коэффициенты, учитывающие скорость отверждения свя­
зующего.
Величины коэффициентов А и В приведены в табл. 50.
Д л я ускорения расчетов, а т а к ж е д ля определения п родол­
жительности прессования Д С т П при промежуточных значениях
253
50. Значения коэффициентов А и В при расчете минимальной необходимой
продолжительности прессования
В рем я отверж дени я
с в я зу ю щ е г о , с
А
30
60
90
0,30
0,80
0 ,1 2
В
В р ем я о т в е р ж д е н и я
связу ю щ его , с
0,550
0,840
0,894
150
120
А
в
2,15
5,70
0,895
0,885
времени отверж дения связующего на рис. 122 приведена соот­
ветствую щ ая номограмма.
Определение по номограмме минимальной необходимой про­
должительности прессования выполняют следующим образом.
В левой части номограммы нужно провести ординату от
точки на оси абсцисс, соответствующей задан н ом у времени от­
верждения, до пересечения с кривой, после чего провести гори­
зонтальную линию до оси ординат I. В правой части номо­
грам м ы провести ординату от точки на оси абсцисс, соответ­
ствующей зад ан н ом у времени отверж дения, до пересечения
с кривой, соответствующей зад ан н ой продолжительности про­
грева до температуры внутреннего слоя стружечного пакета
100 °С, после чего провести горизонтальную линию до оси ор­
д и н ат II. Соединить точки пересечения горизонтальных линий
с ординатами / и II, на пересечении с вертикальной линией I I I
получить минимальную необходимую продолжительность прес­
сования Д СтП .
Снижение выделения ф орм альд еги да из Д С тП . Д С т П , изго­
товленные на ка рбам и доф орм альд еги д ны х смолах, в течение
длительного времени после изготовления выделяют ф о р м а л ь ­
дегид в постепенно уменьш ающ ихся количествах. Н о его вели­
чина, особенно в первый период, в есь м а велика и превыш ает
допустимый уровень (ДУ) д ля атмосферного воздуха ж и лы х
и граж дански х зданий, разреш енный Министерством зд р а в о ­
охранения С ССР. В результате исследований были выдвинуты
следующие предполож ения о причинах об разован ия и в ы деле­
ния формальдегида из Д С тП .
1. При нагреве древесины вл аж н остью 10— 20 % происходит
частичный гидролиз полисахаридов, составляю щ их 70— 80 %
древесины. При этом образуется оксиметилфурфурол, который
распадается на фурфурол и формальдегид.
2. В процессе отверждения карбам и доф орм альдеги дны х
смол при прессовании Д С т П в ы д еляется ф орм альдеги д вместе
с водяными п арам и, особенно в момент р азм ы к ан и я плит прес­
са. Оставшийся в Д С т П формальдегид находится в виде полиоксиметиленгликоля и частично в газообразном состоянии.
3. О тверж дение кар бам и доф орм альдеги дны х смол при прес­
совании полностью не заверш ается и продолж ается после их
изготовления.
254
Врепя отверждения связующего,с
Рис. 122. Номограмма для опреде­
ления минимально-необходимой про­
должительности прессования ДСтП
0,8
0,6
ОА
0,2
„О
Ю 20 30 U0 50
60 70
80
SO
п
s
Й ИВ
£ 01*
и
э5;
Рис. 123. Зависимости выделения
формальдегида из ДСтП, изготов­
ленных на основе смолы КФ-МТ:
а — от р а сх о д а см о л ы (по су х о м у в е щ е ­
ству; т е м п е р а т у р а п лит пресса
150 °С,
п род о л ж и тел ь н о сть
п р ессо вани я
0.4
мин/м м ): / — 12 %; 2 — 10 %; 3 — 8 % ; б —
о т те м п е р а ту р ы
п ли т
пресса
(р а с х о д
см олы 10 %, п р о д о л ж и тел ь н о сть
п р ессо ­
ван ия 0,4 м ин/м м ): 1 — 140 °С; 2 — 150 °С;
3 — 160 °С;
в — от
п р о до л ж и тел ьн о сти
п рессовани я (т ем п ер ату р а
п лит
пресса
150 °С,
расход
см олы
1 0% ): 1 — 0,24
мин/мм; 2 — 0,32 м ин/м м ; 3 — 0,4 м ин/мм
О 10 го 30 «7 50 60 70 80 90
с
ч
о."5 1П
<*§
0.8
0.6
ОА
07
0
10 20 S0 40 50 60 70 80 90
Время, суш
д
4. П ри прессовании Д С т П н а р я д у с отверждением к а р б а ­
м идоформальдегидны х смол в озм ож н а частичная их деструкция
вследствие неравномерного нагрева струж ечны х пакетов, так
ка к н аруж ны е слои прогреваются значительно быстрее и до
более высокой температуры, чем внутренние. Процесс д естр ук­
ции так ж е сопровож дается выделением формальдегида.
5. В структуре отвержденной смолы имеются свободные
метилольные группы и эфирные связи, от которых при опре­
деленных тем пературе и влаж ности легко отщ епляется ф ор­
мальдегид.
О бразовавш ийся в Д С т П ф о рм альд еги д в процессе прессо­
в ания (не удаленный вместе с водяны ми парами) постепенно
в ы деляется после окончания прессования. Количество его з а ­
висит от свойств связующ его и его сод ерж ан ия в струж ке, а
т а к ж е от технологических условий прессования Д С т П и у сл о ­
вий их эксплуатации. Рассмотрим влияние некоторых п ар ам ет­
ров на выделение ф орм альд еги да из Д С т П .
К ак показали многочисленные исследования, количество
выделяемого ф орм альд еги да из плит зависит от содерж ания
его в смоле в свободном состоянии. Так, выделение ф о р м а л ь ­
дегида из смолы КФ-МТ, со держ ащ ей до 0,3 % свободного
формальдегида, в 2— 3 р а за меньше, чем из смолы К Ф -Б, со­
д ер ж а щ ей до 0,9 % свободного формальдегида. Повышение
концентрации связую щ его приводит к уменьшению выделения
формальдегида из плит. Это о бъясняется тем, что с повыше­
нием концентрации в смоле уменьш ается содерж ание низком олекулярных цепных молекул с концевыми звеньями мети­
лольны х групп, которые при гидролизе в условиях повышенной
температуры р а зл а га ю тся с выделением свободного ф о р м а л ь ­
дегида.
Н а рис. 123, а показан граф и к выделения формальдегида
из однослойных Д С т П на основе смолы КФ-МТ, полученных
при
температуре
прессования
150 °С,
продолжительности
0,4 мин/'мм и различном расходе связующего. С течением в р е­
мени выделение ф ор м альдеги да из плит уменьшается, при
этом плиты, сод ер ж ащ и е большее количество связующего, вы ­
д ел яю т больше формальдегида.
И з рис. 123, б видно, что выделение ф ормальдегида в про­
цессе эксплуатации плит, полученных при высокой тем пературе
прессования, значительно меньше, чем у плит, полученных при
низкой температуре прессования. По-видимому, с повышением
температуры прессования увеличивается выделение не только
ф ормальдегида, но и водяных паров. При выходе из плит
в процессе прессования и при вы грузке из пресса водяны е пары
уносят значительную часть ф орм альдегида, в результате чего
уменьш ается его количество, остаю щ ееся в плите. Таким о б р а­
зом, повышение температуры прессования целесообразно не
только д ля интенсификации процесса, но и уменьшения выде­
лен и я ф орм альдеги да из готовых плит.
256
Другим парам етром технологического процесса, влияющим
на степень о тверж дения связующего, является продолж итель­
ность прессования. С ее увеличением зам етно уменьшается
выделение ф орм альдеги да из готовых плит (рис. 123, в). П р о ­
долж ительность прессования д о л ж н а устанавли ваться с таким
расчетом, чтобы обеспечить максимально возможную степень
отверж дения связующего и в то ж е время не сниж ать произво­
дительность автоматической линии по производству Д СтП .
Н а выделение ф орм альдеги да из готовых Д С т П влияю т
так ж е количество и рецептура используемых связующих. Так,
при увеличении количества хлористого ам мония с 1 до 5 %
уменьш ается на 20 % выделение формальдегида. Однако при
увеличении количества хлористого ам мония свыше 3 % н а ­
блю дается снижение механической прочности плит. З н а ч и ­
тельно уменьш ает выделение формальдегида из Д С т П введение
в состав отвердителя аммиачной воды. О б ъясн яется это тем,
что ам м и а к легко вступает во взаимодействие с ф орм альд е­
гидом, св язы в ая его и тем самы м уменьш ая его выделение.
Поэтому увеличение количества аммиачной воды 2 5 % -ной
концентрации в составе отвердителя с 1 до 3 % (от массы
жидкой смолы) позволяет снизить выделение ф ормальдегида
из плит на 20— 40 %. Вместе с тем введение аммиачной воды
в с о с т э е отвердителя зам ед л я ет процесс отверж дения связую ­
щего. Исходя из этого, рекомендуется вводить аммиачную
воду в состав отвердителя только в н аруж н ы х слоях плит.
В связи с тем, что входящ ие в состав отвердителя хлори­
стый аммоний и ам м иачн ая вода частично связы ваю т вы де­
ляю щ ийся в процессе прессования формальдегид, при исполь­
зовании связую щ их без отвердителя выделение формальдегида
увеличивается. Это особенно заметно на выделении ф о р м а л ь ­
дегида из внутренних слоев плит. Кроме того, отсутствие
в составе связующ его отвердителя приводит к неполному и не­
равномерному отверждению связую щ его и тем самым создает
предпосылки д л я образован ия и интенсивного выделения ф ор­
м альдегида из готовых Д С т П в процессе их эксплуатации.
Поэтому прессование Д С т П с использованием связую щ их без
отвердителя не рекомендуется.
Н а выделение ф орм альдегида из готовых Д С т П влияют
так ж е условия их эксплуатации. К ак показали исследования,
с повышением температуры и влаж ности помещений, в которых
применяют Д С т П , значительно в озрастает выделение ф о р м а л ь ­
дегида. Это объясняется отщеплением формальдегида б л а го ­
д а р я наличию в смоле свободных метилольных групп и э ф и р ­
ных связей.
Таким образом, выделение ф орм альд еги да из Д С т П во
время их прессования и в период эксплуатации протекает сле­
дующим образом. При нагревании стружечного пакета в прессе
связующ ее отверж д ается с н ач ал а преимущественно в н а р у ж ­
ных слоях плит, затем во внутренних. Выделяю щийся при
9
З а к а з № 2658
257
•отверждении связую щ его ф о рм альд еги д вместе с водяными
парам и, образую щ имися при нагревании стружечного пакета,
у стрем л яется в его середину. Больш ое количество ф о р м а л ь д е­
гида, скапливаю щ егося в середине плит, частично выделяется
из стружечного п аке та через торцы в процессе прессования
вместе с водяными парами. П ри этом наиболее интенсивное
выделение ф орм альдеги да и водяны х паров н аблю дается при
снятии давлен ия и открытии пресса. Чем ниже плотность прес­
суемы х плит, тем больше выходит из них водяны х паров
вместе с формальдегидом и, следовательно, меньше ф о р м а л ь ­
д еги да остается в готовой плите. О ставш ийся ф ормальдегид
в основном зад ер ж и в ае тся во внутреннем слое плит, откуда
постепенно в результате диффузии выходит через наруж ны е
слои и торцы плит в о кр уж аю щ ую среду. Формальдегид, о б р а ­
зую щ ийся при отверждении части связующего, не отв ерж д ен ­
ного в прессе, выходит из плиты так ж е, как и образовавш и йся
в процессе прессования. Интенсивность выделения ф о р м а л ь д е­
гида из готовых Д С т П определяется условиями их прессования
и эксплуатации.
51. Техническая характеристика многоэтажных прессов
с обогреваемыми плитами
П о к а за т е л ь
Размеры плит пресса,
мм:
длина
ширина
толщина
Общее усилие прес­
сования, МН
Давление
прессова­
ния, МПа
Число рабочих про­
межутков
Высота рабочего про­
межутка, мм
Скорость подъема плит
пресса, мм/с:
при низком давле­
нии
при высоком давле­
нии
Рабочая жидкость
П Р -6 . П Р-6А ,
П Р -6 Б
(СССР)
Д -4743Б
(СССР)
Д-4744
(СССР)
«Зем ак»
P H -3 P W
4000
(П Н Р )
H SP
1700/25-10
(Ч С С Р )
3700
3700
3800
2000
3700
2000
2000
2100
1350
65
400
2000
200
200
140
250
3,0
3,0
3,1
2,5
2,5
9**
10
20
3
10
160***
160
120
200
165
150
80
150
20
___
Масло
минераль­
ное
Вода
с добавкой
эмуль­
сии
100
*
140
—
100
170
100
—
10
Маело минеральное
• — Д л я п р есса П Р -6 Б — 140 мм.
** — Н а б о л ьш и н ст в е п р е д п р и я т и й ч и сл о р а б о ч и х п р о м е ж у т к о в у в е л и ч е н о д о 15—20.
• • • — Д л я п р ес с а П Р -6 Б — 120 мм.
258
Продолжен не­
П о казател ь
Размеры плит пресса,
мм:
длина
ширина
толщина
Общее усилие прес­
сования, МН
Давление
прессова­
ния, МПа
Число рабочих про­
межутков
Высота рабочего про­
межутка, мм
Скорость подъема плит
пресса, мм/с:
при низком давле­
нии
при высоком давле­
нии
Рабочая жидкость
Ф ирм а
« Зи м п ел ькамп»
(Ф Р Г )
3650
Ф ирм а
«Б еккерван
Х ю ллен »
(Ф Р Г )
Ф и рм а
«В алм ет»
(Ф и н л я н ­
дия)
Ф ирм а
«Д иф енбахер»
(Ф Р Г )
5620
2230
140
357,4
147
120
140
260
5700
3000
160
487
2,3
2 ,2
2,5
3,5
3,5
10
8
16
22
16
160
160
210
200
170
57
220
450
9
_
2000
100
_
3650
1750
Ф ирм а
сраум аРепола*
R*R
2600/К Р/16
(Ф и н л я н д и я )
120
5700
2100
45
_
Вода с д эбавкой эмул ьсии
периодический способ прессования. Н аи б о л ее распространен
периодический способ прессования Д С тП . Основным оборудо­
ванием при изготовлении плит этим способом являю тся ги драв­
лические прессы с обогреваемыми плитами. В табл. 51 приве­
дена техническая характери сти ка некоторых многоэтажных
прессов.
Горячий пресс состоит из основания, на котором зак р еп л е­
ны гидравлические цилиндры (имеются конструкции, в которых
цилиндры изготовлены ка к одно целое с основанием), верхней
опорной плиты — архи трава, подвижного стола-траверсы, обо­
греваемых плит, гидравлических устройств, связи между осно­
ванием и архи травом и системы обогрева плит.
По способу соединения основания с архи травом прессы в ы ­
пускаются рам ны е или колонные. В колонных прессах основа­
ние связано с архитравом стальными колоннами, в рам ны х —
стальными рам ами. Н аиболее распространены в производстве
Д С т П рам ны е прессы.
В зависимости от числа обогреваемых плит разли чаю т прес­
сы од ноэтаж ны е и м ногоэтаж ные с числом э т а ж е й от 2 до 30.
Обычно средн яя этаж ность прессов со ставл яет 8— 22 э т а ж а .
Прессование плит осущ ествляется с контактны м нагревом,
нагревом токами высокой частоты и комбинированным н агре­
вом.
9*
259
Контактный н агрев предусм атривает непосредственное со­
прикосновение нагреты х плит пресса с прессуемыми струж еч ­
ными пакетами. Этот наиболее распространенны й способ н а ­
грева применяется в одноэтаж ны х и многоэтажных прессах.
В качестве агента нагрева плит пресса применяется пар, пере­
гретая вода или органический теплоноситель. При и сп ользова­
нии насыщенного п а р а температура его на входе и выходе из
плит пресса один аковая, так ка к нагрев происходит за счет
скрытой теплоты п арообразован ия. О д н ако д ля стабильного н а ­
грева плит пресса требуется обеспечить отделение сконденсиро­
ванного п ара во и збеж ан и е заполнения плит водой. К роме того,
имеющиеся на больш инстве деревоо б раб аты ваю щ и х пред при я­
тий котельные не позволяю т обеспечить тем пературу плит
пресса более 150— 160°С. При использовании перегретой воды
в качестве теплоносителя требуется применение специальных
котлов высокого д ав л ен и я (3— 4 М П а ) , системы подачи воды
в пресс и удал ен и я ее при таком давлении. Более р ац и о н а л ь ­
ным является использование д л я нагрева плит пресса высоко­
тем пературных органических теплоносителей. В С С С Р для
этой цели широко применяется аром атизированны й м и н ерал ь­
ный теплоноситель АМТ-300 (термомасло) с температурой к и ­
пения 354 °С. В связи с тем, что теплоемкость АМТ-300 при
нагреве плит пресса составляет 2,285 к Д ж /к г °С, а перегретой
воды или пара 4,2 к Д ж /к г °С, требуется пропустить через
ка н а л ы греющих плит пресса в 2,5— 3 р а з а больше терм ом асла,
чем перегретой воды или пара. П оэтом у в этом случае сечение
кан ало в в плитах пресса, а та к ж е во всех трубопроводах по­
дачи терм ом асла д о лж н о быть увеличено.
Д л я нагрева терм ом асл а применяю т вертикальны е или го­
ризонтальны е теплогенераторы, представляю щ ие собой с та л ь ­
ные цилиндры, стенки которых изнутри футерованы огнеупор­
ным материалом. Внутри цилиндра установлен змеевик из
жаростойкой стали, по которому циркулирует термомасло.
Н агрев осущ ествляется за счет тепла, образую щ егося при сж и ­
гании различных видов топлива: м азута, природного га за или
древесных отходов.
Ц и ркул яц и я м а сл а осущ ествляется в двух контурах: пер­
вичный предназначен д л я нагрева и п оддерж ан ия температуры
тер м ом асла на постоянном уровне 300 °С, вторичный — д ля
циркуляции нагретого терм омасла через плиты пресса. Потеря
тепла в прессе возм ещ ается д обавкой нагретого терм о м асл а
из первичного контура. Один из так и х теплогенераторов, р а з р а ­
ботанный и изготовленный Н П О «Техэнергохимпром», п р ед став ­
лен на рис. 124. Р а зн и ц а в температуре терм ом асла на входе
и выходе из плит пресса находится в пределах 5°С.
Н агрев пакетов токами высокой частоты (ТВЧ) осущест­
вляется пропусканием ТВЧ через массу прессуемого пакета.
П ри этом плиты пресса используются к а к электроды. Способ
нагрева пакетов Т В Ч может использоваться в одноэтаж ны х
260
Рис.
124.
I — корпус;
Схема
теплогенератора
ВОТ-1:
2 — зм ееви к;
3 — ф о р су н ка;
4 — п атр у б о к
и многоэтаж ны х прессах. О д ­
нако в связи с очень большим
расходом электроэнергии т а ­
кой нагрев неэкономичен.
В последние годы созданы
установки с комбинированным
нагревом:
контактным — от
плит, обогреваем ы х паром или
перегретой водой, и гл убо­
ким — токам и высокой ч ас­
тоты. Такой н агр ев осущ ест­
вляется преимущественно в о д ­
н оэтаж ны х прессах.
Одним из наиболее р ас п р о ­
страненны х в С С С Р является
горячий гидравлический пресс
П Р -6 отечественного п роиз­
водства (рис. 125). Формат
нагревательн ы х плит пресса
обеспечивает
изготовление
ДСтП
форматом
3500Х
Х1750 мм (после обрезки).
Пресс П Р -6 оборудован з а ­
грузочной и разгрузочной э т а ­
ж еркам и . А рхитрав и осн о в а­
ние пресса соединены шестью рам ам и, в верхней и нижней ч а ­
стях скрепленных стяж кам и . Ш есть цилиндров установлены по
д в а рядом по длине пресса. П одъем ны й стол опирается на шесть
плунжеров, архи трав прикреплен к верхним кром кам вырезов
в рамах.
З а гр у з о ч н ая и разгрузоч н ая э таж ерки работаю т от ги др ав­
лического привода. Т ак ж е гидравлически осущ ествляется д в и ­
жение интракторов (тол кател ей ), втал ки ваю щ и х поддоны с п а ­
кетами в загрузочную этаж е р к у , и экстракторов, вы таски в аю ­
щих поддоны с плитами из пресса. Пресс заг р у ж а е т с я и р а з г р у ­
ж ается одновременно во всех э таж а х . Д ав л е н и е жидкости
(м асла) в гидравлической системе привода этаж е р о к со с тав ­
л я е т 3 М П а ; полный ход э т а ж е р о к по высоте — 2435 мм; верти ­
кальный ход интракторов при загрузке 4400 мм; ход э к с т р а к ­
тора при выгрузке 4330 мм; линейная скорость движения интр ак то р а и экстрактора один акова и со ставляет 400 мм/с.
Прессы моделей П Р - 6А и П Р -6Б отличаю тся от прессов
П Р -6 системой подвода п ара и отвода конденсата от плит,
а т а к ж е усоверш енствованной системой автоматики и ги драв­
лики. Прессы П Р -6 на большинстве предприятий модернизи261
6615
то
6615
2000
1+550
2000
Рис, 125, Схема пресса П Р - 6 для прессования ДСтП с загрузочной и раз­
грузочной этажерками
Рио. 126. Схема загрузочно-разгрузочной этажерки веерного шиз
рованы, в результате чего число рабочих промеж утков увели ­
чено до 15— 20, греющ ие плиты толщиной 100 мм заменены
плитами толщиной 120— 140 мм. К роме того, на некоторых
предприятиях заменены типовые загрузочно-разгрузочны е э т а ­
ж ерки и а этаж ерки веерного типа (рис. 126), разр а б о та н н ы е
И вано-Ф ранковским П К Т И . Э та ж ер к а разборной м е тал л о ко н ­
струкции состоит из рам ы 6, двух ведущ их 7 и двух ведомых 8
валов со звездочками, двух рядов вертикально расположенны х
цепей с каткам и 1 (каж д ы й ряд имеет по три зам кн уты е т я ­
говые цепи), полок 2, прикрепленных к кронштейнам цепей
с н аправляю щ им и 3, двух приводных цепей 4 и о граж ден и я
к -ним и привода с тормозом. Применение этаж е р о к веерного
типа исключает необходимость в углублении приямков при
увеличении этажности прессов П Р - 6.
Д о последнего времени о дноэтаж ны е прессы с о б огрев ае­
мыми плитами применялись лишь в установках сравнительно
небольшой мощности (в основном до 50 тыс. м3 плит в год).
Однако в последние годы в результате разработки методов
интенсификации прессования и создания одноэтаж ны х прессов
больш ей длины (до 27 м и более) они стали широко прим е­
няться и в установках большой мощности (до 150 тыс. м3/пли т
в год). По конструкции эти прессы аналогичны прессам д л я
подпрессовки, но с обогреваемыми плитами.
Все современные одноэтаж ны е прессы выпускаются колон­
чатой конструкции. Д л я исключения влияния тем пературы
прессового стола (основания пресса) и верхней подвижной т р а ­
версы на температуру обогреваемых плит пресса установлены
плиты тепловой компенсации. Д л я загрузки пакетов и вы ­
грузки плит не требуется сложных загрузочных и разгрузочны х
этаж ерок, а т а к ж е формирующих конвейеров. Кроме того,
в большинстве установок исключен пресс для подпрессовки, что
значительно сниж ает себестоимость линий по производству
плит. Одним из больш их достоинств одноэтаж ны х прессов
является возможность изготовления в « и х Д С т П с разнотолщпнностью в пределах до ± 0 ,4 мм (до ш ли ф ован ия). Это поз­
воляет снизить припуск на ш лифование, а в ряде случаев поз­
воляет вообще о тказаться от него как способа устранения
разнотолщинности Д С т П . Такие прессы назы ваю тся прецизион­
ными, они работаю т без дистанционных прокладок. Д л я полу­
чения заданной толщины в большинстве прессовых установок
ограничивается ход плунжеров, создаю щ их давление прессо­
вания. Кроме того, эти прессы отличаю тся жесткой конструк­
цией и отсутствием прогиба обогреваемых плит. О дноэтаж ны е
прессы выпускаю тся в основном длиной от 3 до 27 м, шириной
от 1220 до 2650 мм, производительностью до 150 тыс. м3/плиг
в год.
Н аиб олее возможно применение интенсифицированных ре­
жимов прессования в одноэтаж ны х прессах. Так, в о д н о э т а ж ­
ных прессах плиты нагревают до 230 °С, что в сочетании с
264
другими методами интенсификации процесса прессования поз­
во л яет сократить в ы д ер ж ку древесноструж ечных плит в прессе
д о 0,12 мин на 1 мм толщины готовой плиты. Применение
этих реж им ов в многоэтаж ны х прессах затрудняется тем, что
продолжительность в ы держ ки пакетов под действием тепла
от нагреты х плит пресса в разны х э т а ж а х пресса различна, так
к а к сн ач ал а см ыкаю тся нижние, а потом, постепенно, верхние.
В результате из одних пакетов в большей, а из других в мень­
шей степени испаряется в л ага, что создает неодинаковые у сл о­
вия для отверж дения связующего. Чтобы создать одинаковые
условия термообработки д л я всех пакетов, пресс долж ен быть
оснащ ен устройством д л я одновременного смыкания всех э т а ­
ж е й — симультанным механизмом.
М еханизмы одновременного смыкания д олж ны обеспечи­
вать точность выполнения операции, быть нечувствительными
к разбросу толщины струж ечны х брикетов, защ ищ ены от пе­
регрузок, иметь стабильны е характеристики при длительной
эксплуатации. После см ы кан ия плит пресса механизм долж ен
отклю чаться, чтобы не п ередавать усилие прессования. И з всех
известных механизмов одновременного см ы кания практическое
применение нашел только механизм ры чаж ного типа, как н аи ­
более полно отвечающий перечисленным требованиям. В этом
механизме имеется общее ведущее звено, которое зад ае т к а ж ­
дой плите абсолютное движение. Р азность скоростей плит обе­
спечивает равномерность их сближ ения при смыкании. Общее
звено приводится в д виж ение от траверсы.
М еханизм этого типа имеет коромысло-шатунную конструк­
цию (рис. 127). Д ви ж ен и е от подвижной траверсы 1 через
шатун 3 передается общему звену — коромыслу 5, на котором
закреп лен ы тяги 4, связанны е с греющими плитами пресса 2.
При повороте коромысла тяги приводят плиты пресса в д в и ­
жение с разны ми абсолютными скоростями относительно с т а ­
нины. Звен ья механизма при этом образую т геометрически
подобные контуры. Д л я защ иты от перегрузок в механизм
введены компенсирующие устройства 6. Они выполнены в виде
пружин _(витых или тарел ьч аты х) или гидравлических компен­
саторов ' и с л у ж а т д ля отключения ры чаж ного механизма от
приводящей его в движ ение траверсы после полного смыкания
плит пресса.
Применение механизмов одновременного смыкания плит
пресса не только улучш ает условия прессования, но и с о к р а ­
щает врем я на закры ти е и открытие пресса. В обычных мно­
гоэтаж н ы х прессах на смыкание и р азм ы к ан и е каждого э т а ж а
требуется не менее 3 с, а в прессах с симультанным м ех ан из­
мом это в р ем я может быть доведено до 3 с на весь пресс.
Р еж и м ы прессования при периодическом способе опреде­
ляю тся в зависимости от типа выпускаем ых плит (расчетной
плотности, их толщины, сод ерж ан и я связую щ его, влаж ности
стружечного брикета и т. п.), а т а к ж е от вида применяемых
265
Рис. 127. Схема механизма рычажного типа для одновременного смыкания
плит пресса в открытом (слева) и закрытом (справа) положениях
м атериалов (стружки и связую щ его). Влияние всех этих ф а к ­
торов полностью не изучено. О днако в результате и сследова­
ний и опыта работы установок рекомендованы определенные
реж им ы прессования. В табл. 52 приведена рекомендуемая
д л я многоэтажных прессов продолжительность прессования
плит плотностью от 600 до 800 кг/м 3 с содерж анием св язую ­
щего (по сухому веществу) 8— 10 % во внутреннем слое и
12— 14 % в н ару ж н ы х слоях плит при применении карбамидоформальдегидной смолы КФ-МТ и 20 %-ного раство ра хл о­
ристого аммония в качестве отвердителя. При использовании
отвердителей, приведенных в табл. 49, продолжительность
прессования уменьш ается на 20— 40 %.
П родолж ительность прессования плит на основе ф еноло­
ф ормальдегидны х смол больше, чем на основе к а р б а м и д о ф о р м ­
альдегидных смол, на 10—20 %.
П родолж ительность разм ы кан ия и см ы кания плит пресса
рекомендуется не менее 3 с на ка ж д ы й э т а ж пресса. После
сброса давления и разм ы к ан и я плит пресса внутреннее избы ­
точное давление п ара в плите стремится нарушить связь между
ее слоями. Критерием надежности такой связи яв л яется проч­
ность при растяж ении перпендикулярно пласти плиты. М еж ду
тем прочность только что спрессованной плиты до ее о х л а ж ­
дения и выдерж ки н и зк ая , так ка к во время вы леж ивани я про­
д о л ж а е т с я отверждение связующего и снижается в л аж н ость
266
52. Рекомендуемая продолжительность прессования ДСтП
П р о д о л ж и т е л ь н о с т ь п р е с с о в а н и я , м и н/м м , п ри п ло тн о сти
д р е в е с н о с т р у ж е ч н о й п л и т ы , к г /м 3
Т е м п е р ат у р а
п л и т п р ес с а,
°С
600
650
700
750
800
0,55
0,47
0,39
0,33
0,65
0,54
0,44
0,37
0,50
0,40
0,33
0,28
0,56
0,45
0,37
0,30
Прессование без парового удара
150
160
170
180
0,43
0,37
0,31
0,27
150
160
170
180
0,37
0,31
0,27
0,26
0,45
0,39
0,33
0,29
0,49
0,42
0,35
0,31
Прессование с паровым ударом
0,40
0,33
0,28
0,25
0,44
0,36
0,30
0,27
внутренних слоев (главным образом за счет ее перераспреде­
ления по площ ади и толщине плиты). П оэтом у при быстром
разм ы кан ии плит пресса р азру ш ается внутренний слой плит и
образую тся пузыри.
Цикл прессования ск лады вается из времени вы держ ки п а ­
кетов в прессе (продолж ительности прессования) и вспомога­
тельного времени. П родолж ительность прессования, ох ваты ­
в а ю щ а я период от см ы кан ия до р азм ы к ан и я обогреваемых
плит, з а д а е т с я с учетом тем пературы плит пресса, типа с в я ­
зующего, в л аж н ости древесны х частиц и других факторов.
Вспомогательное врем я ск лады в ается из времени загрузки
пакетов в прессе, подъема плит пресса до их смыкания, дости­
ж ени я высокого давления, снижения д ав л ен и я по окончании
в ы держ ки до нуля, р азм ы к ан и я плит пресса и выгрузки из
пресса готовых плит.
Вспомогательное время мож ет быть ориентировочно принято
при механизированной загру зк е пресса одноэтаж ного 0,5— 1 мин,
многоэтажного без симультанного механизм а 1,5— 2,0 мин, с
симультанны м механизмом 1 мин.
Производительность горячего пресса в смену
ЛГ = Т М ( Т и + Г в);
N " = Т сыЫ ( Т п + Г в);
Q' = T CMK»nhLB/ [(Tn + Т в) 1000];
Qr' = T CMK«hLB! (Tn + T B),
где N ' — число запрессовок в смену; N " — число спрессованных плит в смену;
Q' — выпуск чистообрезных плит в смену, м3; Q" — выпуск чистообрезных
плит в смену, м2; Тсм — продолжительность смены, мин; Ки — коэффициент
использования рабочего времени пресса (для многоэтажных прессов 0,80—
0,85; для одноэтажных прессов 0,90—0,195); п — число рабочих этажей пресса;
267
Т а — время выдержки стружечных пакетов в прессе, мнн; Т в — вспомогатель­
ное время, мин; h — толщина готовых плит, мм; L — длина чистообрезных
плит, м; В — ширина чистообрезных плит, м.
По этим ф ормулам можно рассчитать производительность
пресса ка к отдельного агрегата. При работе горячего пресса
в поточной линии коэффициент использования пресса Ки опре­
деляется общим коэффициентом использования всей линии и
принимается равным 0,8— 0,85.
К ак показал опыт работы промышленности, годовой съем
с одного промеж утка (эт а ж а ) многоэтажного пресса готовых
плит форматом (3500-^3660) X (17504-1830) мм мож ет соста­
вить до 6 тыс. м3, форматом 3500X 1500 м м — до 4,5 тыс., ф о р­
матом 5500X1830 м м — до 9 тыс. м3.
Транспортные устройства на участке формирования стру­
жечных пакетов и прессования плит периодическим способом.
Д л я формирования стружечных пакетов, их подпрессовки и
прессования плит помимо основного оборудования (форм ирую ­
щих машин и прессов) требуется специальное транспортное
оборудование. В зависимости от технологии прессования, э т а ж ­
ности прессов и мощности установок транспортное о б ору до в а­
ние делится на следую щие основные виды: при прессовании
на лентах или поддонах — ленточный конвейер для о д н о э т а ж ­
ных прессов или главный конвейер д л я м ногоэтажных прессов;
при бесподдонном горячем прессовании — ленточный конвейер
для установок небольшой мощности или главный конвейер д л я
высокопроизводительных установок. У казанное транспортное
оборудование объединяет все машины на участке формирования
и прессования Д С тП . Если пропускная способность тран сп о рт­
ного оборудования больше или равна производительности прес­
сового оборудования, то ее не учиты ваю т при определении
мощности линии по производству плит. Если ж е она меньше,
то производительность линии определяется пропускной способ­
ностью транспортного оборудования по формуле
Q = 360QTKvV/R,
где Т — продолжительность работы линии, ч; Кш — коэффициент использова­
ния рабочего времени (0,8—0,85); V — объем чистообрезной плиты, м3; R —
ритм работы линии (время, затрачиваемое на прохождение одной плиты), с.
Ленточный конвейер при прессовании в одноэтаж ном прессе
п р едставляет собой стальную ленту, натянутую на двух б а р а ­
б ан ах и проходящую через пресс д л я горячего пре'ссования.
П еред прессом над лентой двигается формирую щ ая машина,
насы п аю щ ая непрерывный стружечный ковер или струж ечны е
пакеты. Д ви ж ени е ленты периодическое. З а гр у з к а стружечного
пакета сменяется выгрузкой прессованной плиты с остановками
в период прессования. Такие конвейеры используют, к а к п р а ­
вило, в линиях небольшой производительности. Д л я линий
производительностью 50— 150 тыс. м3 плит в год применяю т
главны й конвейер, состоящий из системы отдельных конвейе­
268
ров. Его конструкция зависит от вида применяемых поддонов
(ж естких или гибких).
Главны й конвейер в линиях прессования на жестких под­
донах вы полняет следую щие основные операции: транспорти­
рование поддонов под формирующими м аш инами (при этом
происходит формирование струж ечны х п акетов), подачу стру­
жечных пакетов на поддонах в пресс д ля подпрессовки и в ы ­
грузку из него, подачу пакетов на поддонах в загрузочную
э таж е р к у пресса д ля прессования и выгрузку плит на поддонах
из разгрузочной этаж ерки , отделение плит от поддонов и п е­
редачу их в ш табелеу кл ад чи к или форматно-обрезной станок,
транспортирование поддонов через охладительную камеру и
подачу поддонов к формирую щ им маш инам на повторный цикл
производства. Д л я выполнения этих операций главный кон­
вейер выполнен в виде системы конвейеров, составляющих
зам кнутое кольцо (прям оугольник), в которое встроены пресс
д ля подпрессовки и пресс д л я горячего прессования с з а г р у ­
зочной и разгрузочной этаж е р к ам и , над которым установлены
формирующие машины.
Формирую щ ие машины, пресс д ля подпрессовки и пресс для
горячего прессования могут быть расположены на одной ветви
конвейера или на двух п ар ал л ел ь н ы х ветвях. П ри р ас п о л ож е­
нии ук а зан н ы х агрегатов на одной ветви поддоны при возврате
могут находиться в горизонтальном или вертикальном п оло­
жении. Р а зл и ч а ю т гл авны е конвейеры, на которых создается
бесконечный ковер с последующим его разделением на пакеты,
или формируется каж ды й пакет отдельно.
Н а рис. 128 п о казан а принципиальная схема конвейера
ДК-1М . Р а б о т а его происходит следующим образом. С вобод­
ные поддоны поперечным конвейером 1 подаю тся на продоль­
ный конвейер 2, на котором они до ж д ев ал ьн о й установкой 3
смачиваю тся водой или специальной эмульсией д ля осущест­
вления парового у д ар а. С конвейера 2 поддоны передаются на
формирую щий конвейер 4, над которым располож ены четыре
формирую щие машины. П е р в а я м аш ина 5 н асы пает нижний
наруж ны й слой, вто рая и третья машины 6 — внутренний слой
и четвертая 7 — верхний нару ж н ы й слой. Н а формирующем
конвейере закреплены траверсы (отсекатели-лю льки), которые
вместе с неподвижными боковыми деревянны м и стенками, р а с ­
положенными вдоль конвейера, образую т н ад ка ж д ы м поддо­
ном подвижные формы д л я ф ормирования стружечных пакетов.
. Осмоленная струж ка, п оп а д а ю щ ая в п ромеж утки между под­
донами (в л ю л ьк и ), п ад ает н а ленточный конвейер, в о з в р а ­
щающий их через систему пневм отранспорта в формирую щие
машины внутреннего слоя. Поддоны со стружечными пакетам и
цепным конвейером 8 загр у ж а ю т с я в пресс д л я подпрессовки 9,
а после подпрессовки поддоны с л еж а щ и м и на них брикетами
цепным конвейером, проходящим через пресс для'подпрессовки,
подаются на контрольные весы 10. После взвеш ивания поддоны
269
Рис. 128. Принципиальная Схема главного
конвейера ДК-1М
Рис. 129. Схема установки для прессова­
ния ДСтП системы «Флексоплан»
Рис. 130. Схема установок с формированием стружечного ковра на лен­
точном конвейере и загрузкой без поддонов в пресс для горячего прес­
сования:
а — с п ер ед ви ж н о й ф орм и рую щ ей м аш и но й и стац и о н ар н ы м прессом д л я п одп рес­
совки; б — со с т ац и о н ар н о й ф о р м и р у ю щ ей маш иной и п ер ед ви ж н ы м прессом д л я
п одпрессовки;
1а, 16 — ф о р м и р у ю щ ая м аш и н а (первое и второе п оло ж ен и я ); 2 —
ленточн ы й кон вейер; 3 — пресс
д л я подпрессовки; 4 — п и л а; 5 — стал ки ваю щ и й
кон вейер; 6 — за г р у з о ч н а я э т а ж е р к а ; 7 — пресс д л я
го р я ч е го прессовани я; 8 —
р а згр у з о ч н а я э т а ж е р к а ; 9 — стр у ж еч н ы й ко вер ; 10 — стр у ж еч н ы й бри кет
Рис. 131. Схема загрузки пресса для прессования ДСтП без поддонов:
а — за г р у з к а э т а ж е р к и ; б — з а г р у з к а с тр у ж еч н ы х б р и к е то в в пресс и вы гр у зк а
п ли т; в — вы тас к и в а н и е и з-п о д бр и кето в п о ло к э т а ж е р к и ; 1 — загрузочн ы й кон вей ­
ер; 2 — за г р у з о ч н а я э т а ж е р к а ; 3 — пресс; 4 — р а згр у зо ч н ая э т а ж е р к а
с л еж а щ и м и на них стружечными брикетам и поперечным кон­
вейером 11 передаются на вторую ветвь конвейера и п родоль­
ным конвейером 12 з а г р у ж а ю т с я в загрузочную э т а ж е р к у 13.
При прохождении поддонов под д ож д ев ал ьн ой установкой 14
верхний слой стружечных брикетов у в л а ж н я е тс я водой или
специальной эмульсией. П осле прессования в прессе 15 под­
доны с л еж а щ и м и на них плитами поступаю т в разгрузочную
э т а ж е р к у 16, откуда конвейером 17 по одному вытягиваю тся
на позицию 18, где плиты отделяю т от поддонов. П литы н а ­
п равляю т в форматно-обрезной станок 19, а поддоны тр ан сп ор ­
тируют в камеру 20, где их охлаж даю т. О хлаж денн ы е поддоны
из камеры 20 поступают на поперечный конвейер и д ал ее на
повторный цикл производства.
Ш ирокое применение получил новый способ прессования,
разрабо танн ы й фирмой «Ш енк» (Ф Р Г ); установка получила
назван ие система флексоплан. По этому способу формирование
струж ечны х пакетов, их транспортирование и прессование
происходят на гибких поддонах из стальной сетки. Н а рис. 129
п о казана схема установки системы флексоплан. Осмоленная
стру ж ка из формирующих машин 1 поступает на сетчатые под­
доны 2, движущ иеся непреры вно по конвейеру 3. С ф орм и р о­
ванные стружечные пакеты вместе с поддонами 2 через про­
межуточное устройство 4 подаются в загрузочную э т а ж е р к у 5,
а затем в пресс 6 д ля горячего прессования. Готовые плиты,
л еж а щ и е на поддонах, вы груж аю тся из пресса в разгрузочную
этаж е р ку 7, а из нее на конвейер 8, где плиты отделяю т от
поддонов. Плиты нап равл яю тся в ш табелеукл ад чи к 9, а сет­
чатые поддоны транспортером 10 в о зв р а щ аю т под прессом
к нач ал у формирующего транспортера 3. Б л а г о д а р я тому, что
транспортировка струж ечны х пакетов и их прессование осу­
ществляю тся на сетчатых поддонах, подпрессовка мож ет быть
исключена из технологического процесса. Остаю щ иеся на н и ж ­
ней пласти плиты следы от сетчатых поддонов снимаются при
шлифовании Д С тП . П ри применении сетчатых поддонов про­
долж ительность прессования сокращ ена на 10— 15% б ла го д а р я
улучш ению условий удал ен и я влаги из плит через сетки.
При бесподдонном прессовании конструкции транспортного
оборудования на участке формирования и прессования зн ач и ­
тельно отличаю тся от описанных выше.
Н а рис. 130 приведены две схемы бесподдонного п рессова­
ния. По первой схеме струж ечная масса у к л ад ы ва етс я п ере­
движной
формирующей машиной на бесконечную стальную
или синтетическую ленту, проходящую через одноэтаж ны й
пресс д л я подпрессовки. Подпрессованный стружечный ковер
разр е зает с я на брикеты, которые втал ки ваю тся по одному
в загрузочную э таж е р к у пресса. После заполнения полки э т а ­
ж ерки вместе с л еж а щ и м и на них брикетам и входят в рабочие
промеж утки пресса. З а тем с плит пресса опускаю тся сп ец и ал ь­
ные упоры, уд ерж и ваю щ и е стружечные брикеты при вытаски272
(Ф РГ)
прессования:
«Бэре-Бизон*
б — фирмы
бесподдонного
для
а — ДК-50;
конвейеров
главных
схемы
Принципиальные
132.
Рис.
вании из-под них полок
этаж е р к и (при о б р а т ­
ном ходе э т а ж е р к и ).
П ри загру зк е пресса
прлки загрузочной э т а ­
ж ерки
одновременно
в ы талки ваю т
ранее
спрессованные плиты.
Схема загрузки и р а з ­
грузки пресса п о к аза н а
на рис. 131. П о второй
схеме (см. рис. 130,6)
стац и о н ар н ы е ф о р м и ­
рую щие машины о б р а ­
зую т непрерывный ко ­
вер
на
дви ж ущ ей ся
•с постоянной скоростью
бесконечной стальной
или
синтетической
ленте. Пресс д л я п од ­
прессовки в этой линии
.двигается
одновре­
менно со стальной л е н ­
той и л еж ащ и м на ней
стружечным
ковром.
П осле подпрессовки и
раскры тия пресс в о з­
в р ащ ается к ф о рм и ру­
ющей машине. Т а к а я
схема при исп ол ьзова­
нии
одноэтаж ного
пресса для горячего
прессования позволяет
прессовать Д С т П л ю ­
бой длины независимо
от длины плит пресса.
Преимущ ество опи­
санных линий — отсут­
ствие конвейеров д ля
возврата поддонов. О д ­
нако
так ие
линии
мож но
использовать
только в установках
небольшой мощности.
П ри
выпуске
50—
2'50 тыс. м3 Д С т П
в год и более п рим ен я­
ются другие конвей­
еры.
273
Н а рис. 132, а п о к аза н а принципиальная схема гл ав но го
конвейера модели ДК-50. Р асп олож ен н ы е н ад конвейером ф ор ­
мирующие машины 1 насы паю т струж ечный ковер на ленту
(прорезиненную) формирующего конвейера 2. П род ол ьн ы е
кромки стружечного ковра формирую тся двум я боковым и
(вертикальными) ленточными конвейерами 3. Н епрерывный
стружечный ковер подпрессовывается подвижным прессом 4,
перемещ ающ имся вместе со сж аты м струж ечны м ковром вдоль
оси формирующего конвейера, а затем в о звращ аю щ и м ся в р а ­
зомкнутом состоянии в исходное положение. В процессе под­
прессовки и синхронного движ ения пресса вместе со стр у ж еч ­
ным ковром пильное устройство 5, состоящ ее из двух п а р а л ­
лельно установленных пил и смонтированное на прессе, о тре­
зает от находящегося в сж атом состоянии стружечного ковра
брикет требуемой длины. Выпиленный участок подпрессованного стружечного ковра шириной 50 мм измельчается билами»
укрепленными на одном вал у с дисковыми пилами, и у д а л я е т с я
пневмотранспортом 6. Отделенный от ковра стружечный б р и ­
кет с формирующего конвейера переходит на ускоряю щ ие ко н ­
вейеры 7 и 8. В момент перехода б р икета с формирующего
конвейера на ускоряю щий их скорости одинаковы. П ри этом
привод ускоряю щ их конвейеров осущ ествляется через цепную
передачу и муфту обгона от формирую щего конвейера. П осле
ухода стружечного брикета с формирующего конвейера в к л ю ­
чается двигатель привода ускоряю щ их конвейеров, их скорость
в озрастает и брикет на высокой скорости подается на после­
дующие конвейеры 9 и 10. После схода брикета с ускоряю щ их
конвейеров их скорость сн и ж ается до скорости формирую щ его
конвейера, что позволяет им принять следующий брикет, по­
ступающий с формирующего конвейера.
Конвейер 10, располож енны й на п латф о рм е весов 11, р а ­
ботает периодически. В момент взвеш и ван ия он неподвижен,
затем вклю чается и передает брикет д ал ьш е на п ром еж уто ч ­
ные конвейеры 12, 13 и 14. Некондиционные брикеты н а п р а в ­
ляю тся в дробилку 15, д л я чего конвейер, установленный после
весов, автоматически (по сигналу с весов) устанавливается
в наклонное положение. Измельченный в дробилке брикет
в виде стружки пневмотранспортом во звр а щ ае тся в п роизвод­
ственный поток. Конвейер перед прессом подает брикеты на
поддоны, установленные в загрузочной э таж е р к е 16 м н о г о эта ж ­
ного пресса 17. В конце хода брикеты подаются на поддоны
доталкивателем . К огда э т а ж е р к а полностью загру ж ен а, все
поддоны с л еж ащ и м и на них брикетами одновременно подаются
в пресс. После этого опускается устройство, предназначенное
д ля уд ер ж а н и я брикетов в прессе, а поддоны вытягиваю тся
из-под брикетов. П ри подаче в пресс поддоны своими п еред­
ними кром кам и в ы тал ки ваю т в разгрузочную э т а ж е р к у 18
ранее отпрессованные Д С тП . В период загрузки пресса на
конвейерах 10, 12, 13 и 14 н акап л и в аю тся брикеты, что обеспе­
274
чивает возможность непрерывного формирования стружечного
ковра на конвейер 2. М еж ду смежны ми конвейерами, а так ж е
конвейером перед прессом и э т аж еркой пресса установлены
переходные мостики.
Д л я улучш ения условий транспортировки брикетов скорость
последую щ их конвейеров на 3— 5 % меньше скорости преды­
дущих конвейеров. В результате этого брикеты, переходя
с одного конвейера на другой, испытывают сж им аю щ ие н ап ря­
жения, которым брикет сопротивляется лучше, чем р астяги ­
вающим. Р астя ги в аю щ и е усилия брикет испытывает только
при переходе с переходного мостика н а следующий за ним
конвейер. Д л я подготовки парового у д а р а при прессовании
на главном конвейере установлены две д о ж д ев ал ьн ы е у ста­
новки, п ервая из которых 19 р ас п ы л яе т вл агу на ленту ф ор­
мирующего транспортера перед формированием ковра, а вто­
рая 20 у в л а ж н я е т непосредственно поверхность брикета.
Аналогичный по своей конструкции главный конвейер по­
ставл яет фирма « Р ау м а -Р е п о л а » (Ф инляндия) в комплектах
оборудования мощностью 110 тыс. м3 плит в год. В отличие
от конвейера Д К -50 в нем предусмотрена продольная обрезка
струж ечны х брикетов, уменьшено количество ускорительных
позиций с 3 д о 1 и накопительных позиций с 3 до 2. Кроме
того, в конвейере фирмы « Р ау м а -Р еп о л а » принципиально подругому решен вопрос загрузки брикетов в пресс, а именно
вы клады ванием , а не переталкиванием.
Схема м ехан изм а д ля загрузки стружечных брикетов в пресс
на конвейере фирмы «Бэре-Бизон»
(Ф Р Г )
п оказан а на
рис. 132, б. Р асп ол ож ен н ы е н ад главны м конвейером форми­
рующие машины насы паю т непрерывный стружечный ковер
на гибкие (пластмассовые) поддоны, перем ещ аемы е непрерывно
цепным конвейером, на котором формируется ковер. Д л я этого
к переднему концу каж дого поддона п риклепан а стальная
поперечина, которую толкаю т упоры цепного формирующего
конвейера. Б л а г о д а р я тому, что зад н яя часть предыдущего
поддона находится под поперечиной последующего, поддоны
образую т на верхней ветви формирую щего конвейера сплошную
ленту. П родольны е боковые кром ки стружечного ковра форми­
руются неподвижными боковыми стенками 21. С ф орм и рован ­
ный стружечный ковер р азд ел я ется пильным устройством 5,
смонтированным на подвижной каретке, на струж ечные пакеты,
каж д ы й из которых распол агается н а отдельном поддоне. При
этом из ковра у д ал яю тся поперечные полосы шириной 150 мм.
Пильное устройство п ерем ещ ается возвратно-поступательно
вдоль оси формирующего конвейера с помощью двух шатунно­
кривошипных механизмов, кинематически св язанны х с ф орм и ­
рующим конвейером. Во время разд елени я стружечного ковра
н а отдельные пакеты на струж ечный ковер опускаю тся две
приж имные б ал к и с располож енной меж ду ними в р а щ а ю ­
щ ейся головкой, на в ал у которой закреплено несколько р ем ­
275
ней. П о д действием инерционной силы они р аспрям л яю тся
и разры хл яю т полосу ковра между приж имными б алкам и.
П олученная струж ка пневмотранспортом в о звращ ается в про­
изводственный поток. П оддоны с л еж а щ и м и на них стр у ж еч ­
ными пакетами п одхваты ваю тся упорами ускоряющего кон­
вейера и перемещаются на платф орм у весов, где они о ста н а в л и ­
ваются д л я взвешивания. Одновременно с этим ускоряю щ ий
конвейер передвигает предыдущий поддон с пакетом, л е ж а щ и й
на платф орме весов, в пресс д л я подпрессовки, а подпрессованный стружечный брикет — на ленточный конвейер. Н а в ы ­
ходе из пресса д ля подпрессовки гибкие поддоны уводятся
холостой ветвью формирую щего и ускоряю щ его конвейеров
к нач ал у формирующего конвейера, а струж ечный брикет по­
ступает на переходный мостик длиной около 900 мм, покрытый
полированным н ерж авею щ им стальным листом. Если масса
стружечного пакета выходит за пределы установленного д о ­
пуска, то весы отклю чаю т пресс для подпрессовки и вы д аю т
сигнал на подъем левой части переходного мостика 23. П ри
этом стружечный пакет, перемещ аемы й поддоном, проходит
под мостик и поступает в дробилку, к о торая его разр у ш ает.
После этого стружки собираю тся в специальный бункер, из
которого впоследствии возвр ащ аю тся в производственный по­
ток. Брикеты , соответствующие установленным допускам, прохо­
д ят по мостику на ленточный конвейер 22, где обрезаю тся п ро­
дольные кромки брикетов двум я стационарным и круглопиль­
ными головками 24. П осле этого на последующем конвейере 25
обрезаю тся поперечные кромки брикета круглыми пилами 26.
При обрезке поперечных кромок транспортер неподвижен. П о с л е
обрезки кромок брикет подается ленточным конвейером в че­
ты рехэтаж ны й накопитель 27 , за которым разм ещ ен много­
этаж н ы й пресс с загрузочной и разгрузочной этаж еркам и .
Н акопитель и загр узоч н ая э т а ж е р к а имеют на к аж д ом э т а ж е
по ленточному конвейеру, состоящему из нескольких рядом
расположенны х лент. П ри загр узке пресса каретки ленточных
конвейеров загрузочной этаж е р к и перемещ аю тся на к а т к а х по
обогреваемым плитам пресса, одновременно вы тал ки вая упо­
рами спрессованные Д С т П . При возвращ ении каретки в з а г р у ­
зочную этаж е р ку вклю чается привод конвейеров. В следствие
равенства скоростей конвейера и каретки, но противоположно­
сти нап равлен ия их движ ения, брикет вы к лады вается на плиты
пресса с относительной скоростью, равной нулю.
К преимуществам вы клады ван и я брикетов перед их пере­
талкиванием относится возможность загр узки брикетов в пресс
без их продольного сж ати я. З а г р у ж а т ь вы клады ван и ем мож но
брикеты любой длины, в то время ка к д ли н а брикета при п ере­
талкивании ограничена его прочностью и не мож ет быть
больше 3,5— 4,0 м.
Основной недостаток бесподдонного прессования — н евоз­
можность изготовления легких плит плотностью менее 550 кг/м3.
276
К преимуществам установок бесподдонного прессования д ре­
весностружечных плит относятся: уменьшение неравномерности
толщины плит, вы зы ваем ое колебаниями толщины поддонов;
сокращ ение потерь на обрезку плит б лаго даря предваритель­
ной обрезке стружечного брикета; уменьшение расхода тепла
на прессование вследствие отсутствия подогрева поддонов,
а так ж е исключение операции о х л аж д ен и я поддонов и св яза н ­
ных с этим за т р а т электроэнергии; увеличение срока службы
гибких поддонов или ленточных конвейеров, так ка к они не
испытывают термических напряжений.
В связи с большими преимущ ествами бесподдонное прес­
сование Д С т П наш ло широкое применение, особенно в уста­
новках высокой производительности. Вместе с тем система
флексоплан имеет р я д преимуществ перед бесподдонным прес­
сованием. К ним относится возможность изготовления плит
малой плотности, сокращение продолжительности прессования,
так ка к сетчатые поддоны облегчаю т выход влаги из струж еч­
ного пакета во врем я прессования. К недостаткам системы
флексоплан можно отнести необходимость ш лифования плит,
расход тепла на « агр е в сеток (хотя он сравнительно невелик),
а т а к ж е некоторое влияние неравномерности толщины сеток
на толщину готовых Д С тП . О д н ако если учесть, что толщина
проволоки, из которой изготовлены поддоны, 0,25 мм, влияние
неравномерности толщины поддонов можно считать несущест­
венным.
Непрерывный способ прессования ДСтП . Большинство опе­
раций технологического процесса производства плит осущест­
вляется в м аш инах непрерывного действия. Отсюда появилась
тенденция к заверш ению всего процесса производства плит
путем их прессования непрерывным способом. Последний имеет
ряд преимуществ перед периодическим: возможность получения
в одном прессе плит различной длины без уменьшения к оэф ­
фициента использования пресса, упрощение автоматизации
всего процесса производства плит и др. Непрерывное изго­
товление Д С т П осущ ествляется путем плоского или экстру ­
зионного прессования. Первы ми прессующими установками
непрерывного действия были гусеничные прессы фирмы «Бартрев». Процесс прессования в этих прессах осущ ествляется
путем пропуска ранее сформированного стружечного ковра
меж ду двумя стальными лентами. П ри этом ковер подверга­
ется одновременному воздействию тепла и давления, в резуль­
тате чего связую щ ее отверж дается, а прессуемый материал
доводится до определенной толщины.
Пресс «Б ар трев» (рис. 133, а) состоит из двух основных а г ­
регатов: высокочастотной установки и собственно гусеничного
пресса. В ысокочастотная установка, ком плектуемая из трех ге­
нераторов общей выходной мощностью 120 кВт, подогревает
стружечный ковер до температуры 75— 80 СС перед прессова­
нием, в р езультате чего сок р ащ ается продолжительность
277
Рис.
133. Схемы прессов непрерывного действия:
а — гусеничного пресса ф и рм ы « Б ар т р е в » ; б — гусени чн ого п ресса ф ирм ы « Б и зо н » ;
в — ленточн о-гусени чн ого п р есса ф и рм ы «В аш ингтон А эрлей В ер к е» ; г — л е н т о ч ­
ного п ресса ф и рм ы « Б и зо н » ; / — н и ж н яя л е н та ; 2 — вы со к о ч асто тн ая у с т ан о в к а ;
3 — ве р х н яя л е н та ; 4 — н аг р ев ат е л ь н ы е плиты ; 5 — зв езд о ч к и ; б — ролик; 7 — в е р х ­
ние тр а в е р сы ; 8 — н а п р а в л я ю щ а я б а л к а ; 9 — ц и л и н д р и чески е ш естерни; 10 — п ри ­
вод; 11 — н иж н ие т р авер сы ; 12 — колонны ; 13 — гу сеничны й пресс-п одпрессовщ ик;
14 — га зо в ы е горелки ; 15 — гусеничны й пресс д л я го р я ч е го прессовани я; /6 — ко н ­
вейер; 17 — прессую щ ие б а р а б а н ы ; 18 — во зду ш н ы е м еш ки ; 19 — н еп одви ж ны й н и ж ­
ний стол; 20 — тепл о о бм ен ни к; 21 — ги дроц или идры ; 22 — п о д ви ж н ая в е р х н яя т р а ­
верса
вы держ ки ковра в гусеничном прессе. З а счет этого можно
уменьшить длину пресса или увеличить скорость прохождения
ковра через него.
Собственно гусеничный пресс состоит в основном из двух не­
прерывных десятирядн ы х ш арнирны х цепей с прикрепленными
к ним шарнирно плоскими н агревательным и плитами. Д ви гаясь
вдоль пресса, цепи опираю тся роликам и на н ап р авл яю щ и е сталь­
ные балки. П ри этом нагревательны е плиты образую т непрерыв­
ные плоскости. В к а ж д о й плите помещ аю тся шесть н агреватель­
ных элементов мощностью по 0,75 кВ т и терморегулятор для
подд ерж ан ия требуемой температуры нагревательных плит.
О б щ а я мощность нагревательны х элементов в прессе состав­
л яе т 711 кВт. П о обеим сторонам движ ущ ихся плит распо­
лож ены токоподводящ ие шины, которые соединяются с н а ­
гревательными
элементам и
скользящ ими
контактами.
По
цепям с н агревательным и плитами проходят бесконечные
стальные ленты, дви ж у щ иеся вместе с цепями с той ж е ско­
ростью. С тальны е балки, на которые опираю тся ролики це­
пей, смонтированы на шести прессовых секциях. Р асп о л о ж е­
ние секций обеспечивает н аибольш ее давление на входе пресса
и его уменьшение на выходе. К а ж д а я прессовая секция состоит
из верхней и ниж ней траверс и двух верти кальн ы х стальных
колонн. Требуемый просвет м еж д у верхней и нижней цепями
пресса обеспечивается установкой ограничительных гае к и под­
д ерж и в ается при помощи гидросистемы, д ля чего нижний конец
к аж д ой колонны снабж ен съемным плунжером, а гидравличес­
кие цилиндры отлиты вместе с нижними траверсами. Просвет
меж ду верхней и нижней цепями пресса регулируется путем
перемещения ниж них траверс. П ри этом верхние траверсы ос­
таю тся неподвижными. Привод цепей пресса осущ ествляется
через редуктор и звездочки от электрод ви гателя мощностью
40 кВт.
Стружечный ковер непрерывно поступает н а нижнюю ста л ь ­
ную ленту пресса и, проходя через зону действия высокочастот­
ной установки, нагревается. П осле этого ковер поступает в соб­
ственно пресс, где окончательно прессуется, подвергаясь воз­
действию д ав л ен и я и тепла. В ы ход ящ ая из пресса непрерывная
л ен та в д альн ей ш ем р азр е заетс я на плиты зад ан н о й длины. Н е ­
смотря на прогрессивность зал ож енн ого в этом прессе прин­
ципа прессования, ряд конструктивных и эксплуатационны х не­
достатков пресса «Бартрев» ограничили его использование.
Фирмой «Бизон» (Ф Р Г ) в 70-х годах р а зр а б о т а н а система
непрерывного прессования т а к ж е на базе гусеничного пресса
(рис. 133,6).
В этой установке струж ечный ковер, дви ж ущ ий ся по ста л ь ­
ной ленте, проходит через высокочастотную установку, гусенич­
ный пресс-подпрессовщик, вторую высокочастотную установку
и поступает в гусеничный пресс. Прессующие плиты в этом
прессе нагреваю тся открытым пламенем газовых горелок. В ус­
279
тановке «Бизон», несмотря на некоторые конструктивные у со­
вершенствования,
остались
основные
недостатки
пресса
«Бартрев».
Фирмой «Вашингтон Аэрлей Верке» создана система непре­
рывного прессования на базе ленточно-гусеничного пресса
(рис. 133, в ). Пресс состоит из двух стальны х лент, проходящих
через три пары прессующих б арабан ов и зону прогрева, о б р а з о ­
ванную нагревательным и плитами и стальным и лентами. Н а г р е ­
вательные плиты приж им аю тся к л ен там сж аты м воздухом через
воздуш ные мешки. Д л я уменьшения трения поверхность н агр е­
вательных плит облицована термостойким тефлоном. С труж еч ­
ный ковер конвейером подается к прессующим б ар аб ан ам , л и ­
нейное д авление которыми достигает 3500— 5300 Н/см, что п оз­
воляет сж ать струж ечный ковер до толщины, равной 25 % ко­
нечной толщины Д С т П , после чего в зоне нагрева происходит
отверждение связующ его и распрессовка сж атого ковра до з а ­
данной толщины плиты. Скорость д ви ж ени я лент, опред ел яю щ ая
производительность пресса, зависит от толщины прессуемых
плит, вида применяемых связую щ их и интенсивности прогрева.
К недостаткам пресса относится недостаточная долговечность
поверхностей скольжения, т. е. стальных лент и тефлоновых по­
крытий плит.
В настоящ ее время фирма «Бизон» п ред лож ил а новый пресс
непрерывного действия (рис. 132, г ), представляю щ ий собой од ­
ноэтаж ный пресс с неподвижным ниж ним столом и подвижной
верхней траверсой. Д в е стальные непрерывные ленты, приводи­
мые в движ ение роликами, скользят одна по верхней, д ругая
по ниж ней обогреваемым плитам, обеспечивая непрерывное по­
ступление ковра в зону прессования. Д л я обеспечения сколь­
жения стальных лент по поверхности обогреваемых плит пресса
на ленты подается ж и д к а я см азка, которой является сам тепло­
носитель. Теплоноситель циркулирует, проходя через теп лооб­
менник. Усилие прессования создается гидроцилиндрами.
Ш ироко внедряется в промышленности оборудование д л я не­
прерывного прессования тонких Д С т П на базе каландрового
пресса. П р и н ци п иальн ая схема такой установки п о к аза н а на
рис. 134. О смоленная стр у ж ка из формирующей машины 6 по­
ступает на стальную ленту 8, подающую сформированный стру­
жечный ковер под обогреваемый стальной б араб ан 10. Н еобхо­
димое д авление прессования обеспечивается с помощью двух
обогреваемых наж им ны х валиков 9. Кроме того, дополн и тель­
ные калибрую щ ие валики 2 обеспечивают получение плит з а ­
данной толщины. Л е н та плиты по н ап равляю щ и м 4 поступает
на форматно-обрезной станок 5, а ста л ьн ая лента 6, огибая в а ­
лики 3, 1 и 7, повторно проходит под формирующей машиной.
Таким образом, прессование происходит непрерывно. П рессовая
установка смонтирована на массивной станине. Обогреваемый
и необогреваемый б а р а б а н ы представляю т собой стальной с в а р ­
ной кож ух с приваренными днищами. Поверхность б араб ан ов
280
отш лифована. Б а р а б а н ы обогреваю тся высокотемпературными
теплоносителями, подаваемы ми через гибкие металлические
шланги. У становленные на станине гидравлические цилиндры
п р иж им аю т стальную ленту к б арабан у. Д а в л е н и е прессования
регулируется в п ределах 1500— 2500 Н/см.
Такие установки предназначены д л я изготовления Д С тП
толщиной от 1,6 до 6,4 мм, плотностью 700— 800 кг/м 3. В зав и ­
симости от толщ ины изготовляемых плит скорость их выхода из
пресса регулируется в пределах 7,5— 21 м/мин. С уточная произ­
водительность установки д ля изготовления Д С т П (м3) приве­
дена ниже.
Ширина плиты, м м ................
Суточная производительность,
плит
.......................................
1300
80
1600
1850
2100
2500
100
110
130
150
Получаемы е плиты не требуется шлифовать, так ка к их разнотолщинность находится в п ределах ± 0 , 2 мм, а поверхность
плит формируется из мелкой стружки.
Н аиболее простым по конструкции прессом непрерывного
прессования яв л яе тся экструзионный, в котором процесс прес­
сования происходит при проталкивании осмоленной стружки
через обогреваемый к а н а л прямоугольного сечения. Ширина
к а н а л а определяет ширину получаемых плит, его толщ ина (про­
м еж уток м еж д у длинными с т е н к а м и ) — толщину плит.
Процесс прессования в экструзионном прессе осущ ествля­
ется по следующей схеме (рис. 135). П ри подъеме пуансона 1
в образованны й двум я обогреваем ыми плитами к а н а л 2 посту­
пает из бункера 4 через механизм подачи 3 порция осмоленной
стружки, которая при опускании пуансона приж им ается им
к предыдущей порции. По мере опускания пуансона возрастает
усилие сж им аю щ ее стружку. При достижении этим усилием
определенной величины струж ка п роталкивается вдоль обогре­
ваем ого канала. Величина усилия, при котором происходит про­
талкивание струж ки, зависит от силы трения осмоленной стру ж ­
ки о стенки к а н а л а , а т а к ж е от силы трения, возникаю щ ей при
продвижении по н ап р авл яю щ и м (заж и м н о м у лотку пресса)
281
выходящ ей из пресса плиты. Чем сильнее трение осмоленной
стру ж ки о стенки к а н а л а и плиты о направляю щ ие, тем больше
усилие, создаваемое пуансоном и, следовательно, больш е плот­
ность выпускаемых плит.
Пуансон д ел ает 100— 130 возвратно-поступательны х д в и ж е ­
ний в минуту. Осмоленная стру ж ка находится под действием
сж им аю щ и х усилий почти в течение всего времени, за которое
осущ ествляется прохождение струж ки по обогреваемому к а ­
налу, б лагодар я си лам трения о стенки канала, которые п ре­
пятствуют восстановлению первоначального объем а стружки
(до ее сж ати я в к а н а л е пресса).
Рис.
135. Принципиальная схема ра­
боты экструзионного пресса
Рис. 136. Схема изменения
в процессе
экструзионного
давления
прессова­
ния ДСтП
В процессе экструзионного прессования можно выделить че­
тыре зоны д авл ен ия (рис. 136).
П е р ва я зона соответствует пути пуансона от точки встречи
его с поступившей порцией струж ки до крайнего полож ения
(при рабочем ходе). Д ав ле н и е в этой зоне в озрастает по к р и ­
вой А В от 0 до максимума, достигаемого в момент, когда уси­
лие давлен ия пуансона больше сил трения, препятствующих
продвижению осмоленной стружки. З а т е м усилие уменьш ается
по кривой ВС , когда стр уж ка продвигается по каналу. Во в то­
рой зоне происходит формирование плиты. При этом давление
ум еньш ается по кривой СК. В третьей зоне, заканчиваю щ ейся
в выходном конце обогреваемого к а н а л а , осмоленная стр уж ка
прогревается и интенсивно о тверж д ается связующее. П ри этом
давл ен ие сниж ается по кривой KD до величины усилия проти­
водавления, создаваем ого заж им ны м лотком. Ч етв ер тая зона
соответствует длине пути плиты по заж и м н о м у лотку, где д а в ­
ление снижается до нуля в точке N.
Особенностями экструзионного прессования объясняю тся не­
сколько иные требования к исходным м атери алам : струж ке и
связующему. В отличие от плоского прессования рекомендуется
282
применять стр уж ку длиной 10— 20 мм, так ка к при большей
длине уменьш ается заполнение камеры прессования, что приво­
дит к снижению качества и производительности экструзион­
ного пресса. По этим ж е соображ ен иям рекомендуется приме­
нять струж ку толщиной 0,7— 1,0 мм. Ввиду малого времени н а ­
хождения осмоленной струж ки в камере прессования следует
применять связую щ ие со скоростью отверждения 60—70 с.
Экструзионные прессы вы пускаю т вертикальные и горизон­
тальные. П реимущ ества вертикального пресса перед горизон­
тальным: простота конструкции, меньш ая масса и более равно­
мерное распределение струж ки в прессуемой плите.
Скорость выхода плит из пресса в зависимости от их тол­
щины может регулироваться в пределах 0,5— 1,2 м/мин. При
прессовании плит толщиной до 19 мм скорость прессования сос­
тавл яет 0,75 м/мин, толщиной 25— 35 мм 0,6 м/мин, толщиной
40— 50 мм 0,5 м/мин. П литы толщиной до 19 мм изготовляют
сплошными, толщиной 25 мм и б о л е е — многопустотными.
М акси м альное усилие, р азви ваем ое прессом, достигает
0,8 МН. В экструзионном прессе можно получить сплошные
древесноструж ечны е плиты плотностью 600— 800 кг/м3, много­
пусто тн ы е— плотностью 350— 420 кг/м 3. С менная производи­
тельность экструзионного пресса составляет при толщине плит
19 мм примерно 8 м3.
При прессовании плит методом вы д авл и вани я (экструзией)
стр уж ка р ас п о л агается перпендикулярно плоскости плиты, а не
п араллельно, ка к при других способах прессования. При таком
расположении струж ки в плите резко сн и ж ается предел проч­
ности плиты при статическом изгибе. Поэтому плиты, изготов­
л яем ы е в экструзионных прессах, приходится в дальнейшем
упрочнять путем облицовы вания шпоном, обклеивания бумагой
или другими м атери ал ам и , что связан о с дополнительными тру­
д озатратам и .
Глава
5
ОБРАБОТКА ПЛИТ
Прессы д л я прессования Д С т П работаю т без охлаждения,
б лагодаря чему не сн и ж ается их производительность, не п овы ­
ш ается расход тепла. П оэтому Д С т П вы гр уж аю т из пресса го­
рячими.
После вы гру зки плиты обрезаю т по ф орм ату с четырех сто­
рон. Если плиты прессуют непрерывным способом, их обрезаю т
непосредственно после выгрузки из пресса и затем в ы д ерж и ­
вают. П ри периодическом способе в некоторых установках
плиты сн ач ал а вы держ иваю т, а затем об резаю т по формату,
а в других сн ач ал а обрезают, а затем выдерж иваю т.
Д о последнего времени плиты вы д ерж ив ал и в плотных сто­
пах в отапливаемом помещении в течение 5— 8 сут, что обеспе­
283
чивало их постепенное охлаждение, вы равнивание влаж ности
и окончательное отверждение связующего. Исходя из этого,
считалось наиболее целесообразным плиты обрезать после в ы ­
держ ки, когда их прочность достигала максимальной. П р о в е ­
денные в конце 60-х годов исследования показали, что сохр ане­
ние высокой температуры внутри ш т а б е л я плит на карбамидоф ормальдегидны х связую щ их в течение длительного времени
приводит к частичной деструкции отвержденного связую щ его и
нейтрализации древесины. В результате этих химических п р о­
цессов ухудш ается внешний вид Д С т П , увеличивается содер­
ж а н и е в них свободного ф орм альдегида, а т а к ж е ухудш аю тся
их физико-механические свойства.
По данным исследований, температура в центре ш табеля
после вы держ ки в течение 4— 5 сут сн и ж ается до 30— 40 °С,
а предел прочности плит при статическом изгибе при этом сни­
ж а ется на 10— 1 5 % , а при растяж ении перпендикулярно п л а ­
с т и — на 30— 40 %. В связи с этим на всех новых заво д ах Д С тП ,
а т а к ж е при модернизации действующих предприятий горячие
плиты после выгрузки ох л аж д аю тс я по одной, а затем их у к л а ­
д ы в аю т в плотные стопы д ля вы держ ки в течение 1 сут д л я в ы ­
равн иван и я влаж ности по толщине и площ ади. Во и збеж ание
деструкции отвержденного связующего тем пература о х л а ж д е н ­
ных плит д олж н а быть перед их вы держ кой в ш табелях не бо­
лее 30 °С.
Н аиболее распространенно конвективное охлаж дение Д С т П
при естественной или искусственной циркуляции воздуха. П р о ­
стейшее устройство турникетного типа с естественным о х л а ж ­
дением, применяемое на ряде предприятий, недостаточно э ф ф е к ­
тивно, так как за время цикла прессования, который в совре­
менных установках составляет 6— 8 мин, температура в сере­
дине плиты снижается только до 90— 95 °С. Более совершенным
устройством д ля о х л аж д ен и я плит яв л яе тся веерный о х л ад и ­
тель, р азр аботан н ы й В Н П О «Союзнаучплитпром». В нем ротор
с приваренными к нему 36 специальными упорами вр ащ а ет ся
в подшипниках, опираю щ ихся на стойки. Н а одной из стоек
смонтирован гидропривод, состоящий из зубчатого диска, двух
фиксаторов с гидроцилиндрами и цилиндра поворота. Н а д ро­
тором расположен вы тяж н ой кожух с отсасы ваю щ им п а т р у б ­
ком, присоединенным к вытяжной вентиляции. Степень о х л а ж ­
дения регулируется количеством отсасы ваемого воздуха. Плиты
после отделения от поддонов по одной подаю тся попереч­
ным конвейером на упоры ротора, который поворачивается на
один ш аг при поступлении каж дой плиты. Одновременно с про­
тивоположных упоров ротора снимается конвейером плита и
н ап рав л яется на форматную обрезку. В веерном охладителе
одновременно п омещ аю тся 18 плит форматом 3 6 0 0 x 1 8 5 0 мм.
Мощность привода 3 кВт. Н аличие в ы тяж н ой вентиляции уск о­
ряет охлаж ден и е плит. О днако охл аж д ен и е плит в течение 6 —
8 мин недостаточно. П оэтому веерные охладители следует при­
284
менять в у становках с одноэтаж ны ми прессами, где о х л а ж д е ­
ние происходит в течение нескольких циклов прессования.
В С С С Р , а т а к ж е рядом зар у б еж н ы х фирм («Шильде»
( Ф Р Г ) , « Р а у м а -Р еп о л а » (Ф инляндия) и др.) выпускаю тся ох­
ладительны е камеры с принудительной циркуляцией воздуха.
В эти камеры плиты подаются по одной в горизонтальном по­
ложении. При входе в камеру они цепным конвейером со спе­
циальными упорами поворачиваю тся в вертикальное положение
и в таком виде транспортирую тся через камеру с принудитель­
ной циркуляцией. О хл аж денн ы е плиты на выходе из камеры
поворачиваю тся в горизонтальное положение, после чего пере­
д аю т ся д л я дальнейш ей обработки. П родолж ительность о х л а ж ­
дения, а, следовательно, и тем пература плит определяю тся чис­
лом рабочих позиций транспортного устройства и ритмом
поступления плит в камеру. В ыпускаем ы е в С С С Р линии кон­
диционирования ДЛК.О-50 и Д Л К О -1 0 0 р азл и чаю тся в основ­
ном длиной кам еры охлаж дения. К а к п оказали исследования
Ц Н И И Ф а , охл аж д ен и е плит до тем пературы 50— 60 °С обеспе­
чивается при их вы д ерж ке в кам ер е в течение 1 ч. Наиболее
интенсивное о х л аж д ен и е плит наб лю д ается в течение первых
10 мин. П ри применении таких кам ер значительно уменьшается
площ адь, п ред назначенн ая д л я в ы д ер ж к и плит, т а к ка к ее про­
долж ительность сок ращ ается с 5 до 1 сут. О днако площадь, з а ­
ним аем ая камерой о хлаж дения, все ж е довольно велика. Основ­
ным недостатком ох л аж д ен и я плит в кам ерах можно считать
коробление плит, основной причиной которого является слиш ­
ком быстрое и неравномерное охлаж дение, так к а к воздух по­
п а д а е т неравномерно на р азличны е участки плиты. Кроме того,
при охлаж дении в кам ерах проявл яю тся дефекты, возникшие
в процессе производства плит, приводящ ие к короблению. К т а ­
ким дефектам относятся неравномерное распределение связу ю ­
щего по площ ади и толщине плиты, неравном ерная влажность
плит после прессования, р азл и чи я толщины стру ж ки в н а р у ж ­
ных слоях плит, неравномерное содерж ание пыли в наружны х
слоях.
Н а р я д у с охлаж ден и ем плит мож ет применяться дополни­
тел ь н ая терм ообработка д ля придания плитам постоянной гидрофобности в зам ен временной, получаемой путем введения гид­
рофобных добавок. П оскольку носителем гидрофильных свойств
древесины являю тся гидроксильные группы, располож енны е на
поверхности волокон и в неориентированных у ч астк ах м акр о­
молекул, то д л я придания плитам водостойкости необходимо
ослабить притяжение диполей воды гидроксилами. Это может
быть достигнуто путем блокировки гидроксилов. Одним из ме­
тодов, повыш аю щ их водостойкость древесины, служ и т ее терм и­
ческая обработка, при которой достигается глубокая блоки­
ровка гидроксилов водородной связью, способной преодолеть
действие диполей воды. При удалении из плит в л аги м акро м о ­
лекулы целлю лозы в древесных частицах под действием поверх­
285
ностного натяж ен ия сб л иж аю тся и меж ду ними образую тся в о ­
дородные связи, стойкие к действию воды. Д л я этого плиты н а ­
гревают при температуре 160— 180 °С с одновременной ц ир к у­
ляцией воздуха для у д ал ен и я паров воды с поверхности плит.
При термической обработке зав ер ш аю тся процессы о т в е р ж д е ­
ния связующего, что ведет к повышению прочности плит. О д ­
нако при длительной терм ообработке прочность плит сн и ж ае тся,
что мож но объяснить начинаю щ ейся деструкцией связующего.
Установлено, что при увеличении времени и тем пературы
термообработки водостойкость плит в озрастает. Однако, если
в начальны й период терм ообработки наб лю д ается одноврем ен­
ное повышение прочности плит на 4— 1 3 % , то в дальнейшем*
когда особенно интенсивно растет водостойкость плит, проч­
ность их падает. С учетом этих данны х терм ообработка м о ж е т
быть рекомендована д л я Д С т П на основе ф ен о л оф ор м альд е­
гидных смол, которые не теряю т прочности при длительной те р ­
мообработке.
Д л я термообработки Д С т П на ф ен олоформальдегидны х см о­
л ах рекомендуются д в а способа. П ервы й способ зак л ю ч ае тся
в вы д ерж ке плит в специальных кам ерах в течение 4 сут при
температуре 70 °С и в л аж н ости воздуха 90 %. В результате т а ­
кой обработки разб ухан и е плит по толщ ине снижается в 2—
2,5 р аза , однако д ля этого требуются специальные камеры. П о
второму способу предусматривается ск лади ро в ан и е плит в п лот­
ные ш та б е л я сразу после прессования с последующей в ы д е р ж ­
кой в течение 5— 8 сут. Д л я этого не требую тся специальны е
камеры, но эффективность такой обработки меньше, чем по пер­
вому способу: раз'бухание плит по толщ ине снижается в 1,6—
1,8 раза.
Терм ообработка позволяет не только уменьшить их р а з б у х а ­
ние, но и снизить выделение формальдегида из плит в процессе
их эксплуатации. И сследования Ц Н И И Ф а , результаты которы х
приведены на рис. 137, показали, что в результате термической
обработки Д С т П в к а м ер а х с принудительной циркуляцией в о з­
духа значительно сн и ж ается выделение ф орм альдеги да из плит,
особенно при повышении температуры с 70 до 150 °С. По-видимому, при термообработке заканчивается процесс отверж ден и я
связующего, что сопровож дается выделением некоторого к о л и ­
чества ф ормальдегида, который вместе с формальдегидом, н а ­
ходящ имся в порах плиты в газообразном состоянии, у д а л я е т с я
под действием циркулирующего воздуха.
Д л я уменьшения выделения ф орм альдеги да Д С т П о б р а б а ­
тывают в атмосфере ам м иака. Н а этом принципе основана д е ­
газаци я плит по методу F D — ЕХ фирмы «Веркор» (Б е л ь г и я ).
При этом плиты о б раб аты ваю т сн ач ал а газообразны м а м м и а ­
ком д л я связы вания формальдегида в гексаметилентетрамин,
после чего избыток несвязанного ам м и а ка частично у д а л я е т с я
за счет вентиляции, а затем плиту о б р аб аты ва ю т пар ам и м у­
равьиной кислоты. Оставш ийся ам миак, реагируя с м уравьиной
286
►
>
л
5.0
4.0
Я)
§
8 3.0
S-8
^ 5 2.0
<а
ч 10
О
10
го
30
а
40
50 60
10
В р е м я , сут
го
30
40
so
so
5
Рис. 137. Влияние термообработки ДСтП на выделение из них формальде­
гида:
с — при разл и ч н о й т е м п е р а т у р е т е р м о о б р а б о тк и в течени е 1 ч: 1 — без т ер м о о б р а­
бо т к и ; 2 — т е м п е р а т у р а т ер м о о б р аб о тки 70 °С; 3 — 100 °С; 4 — 150 °С; б — при р а зл и ч ­
ной п р од ол ж и тел ьн о сти т ер м о о б р аб о тки при т е м п е р а т у р е 150 °С: 1 — п р о д о л ж и т ел ь­
н о сть т е р м о о б р а б о тк и 0,5 ч; 2 — 1 ч; 3 — 1,6 ч
кислотой, об разует формиат аммония, который, не сниж ая к а ­
чества плит, создает депонированный зап ас ам м иака. Аммиак
нейтрализует формальдегид. В р езультате такой обработки у в е­
личивается pH плит, что у м еньш ает возможность гидролиза от­
вержденной см олы и сопутствующего ему выделения формальгида. Д е г а за ц и я Д С т П по описанному методу производится
в установке проходного типа, показанной на рис. 138.
Д С т П обр езаю т по формату на круглопильных станках. В з а ­
висимости от числа пил и способа подачи эти станки можно
разд ели ть на следую щие виды: однопильные и двухпильные
с ручной подачей, двухпильные и четырехпильные с гусеничной
подачей.
В двухпильны х станк ах гусеничная подача осуществляется
двум я гусеничными цепями. Д вухп и льн ы е станки с гусеничной
подачей устан авл и в аю т попарно: последовательно один за д р у ­
гим или второй станок ставится иод углом 90° к первому. В пер­
вом вари ан те установки после обрезки продольных кромок на
первом станке следует повернуть плиту на 90° д л я обрезки по­
перечных кромок. Во втором вар и ан те поворачивать плиту для
передачи с одного станка на другой не требуется. Поэтому вто­
р а я схема более удобна. Скорость подачи в форм атны х станках
4— 12 м/мин, скорость резания 50—80 м/с.
Больш ое распространение в С С С Р получили двухпильные
форматно-обрезны е станки модели ДЦ -3. И х у станавливаю т
под углом 90° д р у г к другу. Н а первом станке обрезаю т попе­
речные кромки плит, на втором — продольные. Н а этих станках
можно обрезать плиты длиной 2000— 3500 мм, шириной 1200—
1800 мм и толщ иной 8— 40 мм при скорости резани я 50— 55 м/с
и скорости подачи от 7 до 10 м/мин. Н едостатком комплекта из
д ву х станков Д Ц -3 яв л яется его большой габарит.
287
*-» <о
288
Б олее ком пактным
ф орматно - обрезным
станком яв л яется че­
тырехпильный станок
№ 485 фирмы «Бетхер
и Гесснер» (Ф Р Г ) и
станок
К расовопольского заво д а (Ч С С Р ).
В этих станк ах плиты
с
подъемного
стола
сдвигаю тся на непре­
рывно
дви ж ущ ий ся
пластинчаты й
кон ­
вейер, на котором з а ­
хваты ваю тся в р а щ а ю ­
щ имся валом с резино­
выми кольцами. П р о ­
дольные кромки плиты
обрезаю т д ву м я пи­
лами, установленными
по направлению д в и ­
ж ени я плит. С п е ц и ал ь ­
ным устройстом между
к аж д ы м и д ву м я п ли ­
тами,
следую щими
одна за другой, у с т а ­
н авливается
постоян­
ный интервал. П о п е­
речные кромки плиты
обрезаю т во время ее
прохождения под к а ­
реткой с поперечными
пилами. К ар етк а пере­
м ещ ается по попереч­
ной балке, укрепленной
под углом к осевой л и ­
нии станка. Обе попе­
речные пилы, установ ­
ленные на общем валу,
за один рабочий ход
обрезаю т одновременно
задню ю кромку одной
плиты
и
переднюю
кром ку другой, сл ед у­
ющей за ней, плиты.
Д л я обрезки Д С т П
рекомендуется прим е­
нять дисковые пилы
с пластинками из твер-
Рис. 139. Принципиальные схемы широколенточных шлифовальных станков:
а — с сам о ц ен тр и р о ван и ем ; б, в *— с п р и н у д и тел ьн ы м ба зи р о ва н и е м ; / — п ли та; 2 —
ш л и ф о в а л ьн ая ш к у р к а ; 3 — ко н тактн ы й в а л е ц ; 4 — п риж и м ной в а л е ц ; 5 — утю ж ок
дого сплава типа I по ГОСТ 9769— 79 (профиль зубьев с ло­
маной задней гран ью ). М еж ду величинами элементов пил су­
ществуют следую щие зависимости:
/ < (8 -г- 12)s;
s = ( 0 ,0 7 5 - - 0 ,142) лД);
h = (0,6ч - 0 ,8 ) /; / = 0,6 ^ 7 = 0 , 1 1\
2 = (0,25^-0,35) (D/s),
где s — толщина пилы, мм; t — шаг зубьев, мм; h — высота зубьев, мм; / —
длина задней грани зуба, мм; г — радиус закругления впадины, мм; г — число
зубьев; D — диаметр пилы, мм.
Н а поверхности плит часто об наруж и ваю тся дефекты, н а­
пример вмятины, загрязнени я и т. п. Кроме того, поверхность
плиг, о б разов ан н ая из отдельных древесных частиц, имеет з н а ­
чительную шероховатость. Д л я устранения таких дефектов
'0
Заказ №
2658
289
плиты рекомендуется ш лифовать. Помимо этих дефектов Д С г П
по выходе из пресса имеют значительную разнотолщинность,
превыш аю щ ую требования потребителей. Устранение разнотолщинности плит осущ ествляется путем их калибрования. Обе эти
операции выполняются одновременно путем ш лифования. Д л я
этого до конца 60-х годов использовали в основном одно- и д в у ­
сторонние б араб ан н ы е ш лиф овальны е станки. В н астоящ ее
время д л я этой цели используют широколенточные станки с
бесконечной ш лифовальной шкуркой, натягиваемой меж ду
двум я валикам и, из которых один приводной. Ш ироколенточные
станки выпускаются д л я одно- и двустороннего ш лифования, но
в производстве плит, ка к правило, применяют только двусторон­
ние. Эти станки можно разделить на самоцентрирую щ ие и
станки с принудительным базированием. Н а рис. 139, а п о ка­
зана принципиальная схема самоцентрирующ его станка, в ко ­
тором ш лифовальны е агрегаты располож ены один против д р у ­
гого. Б л а г о д а р я этому радиальны е составляю щ ие сил резания
отж и м аю т плиту от ш лиф овальны х ш курок и центрируют ее
меж ду контактными в ал ьцам и кали б ро вал ьн ы х агрегатов. Это
обеспечивает снятие одинакового слоя с верхней и нижней пластей плит. При принудительном базировании кали бровальн ы е
агрегаты разнесены в направлении подачи (рис. 139, б, в ). При
этом вначале о б р аб аты вается н иж няя пласть плиты, а затем
верхняя. Базой при обработке нижней пласти плиты является
необработанная верхняя пласть плиты, которая скользит по
жестко установленному приж имному валику. При обработке
верхней пласти на втором калибровальном агрегате (по ходу
плиты) базой является обработан ная н и ж н я я пласть п л и т ы ,к о ­
торая скользит по второму жестко установленному валику. При
значительной разнотолщинности плит после прессования, как
это имеется в промышленности, т а к а я схема приводит к разному
по толщине снятию припуска с обеих пластей плиты, н аруш е­
нию симметричности конструкции плиты, и, как следствие, к ко­
роблению плит.
В С С С Р большое распространение получил отечественный
широколенточный кали бровальн о-ш ли ф овальны й станок Д КШ -1
(рис. 140), который относится к самоцентрирующим. В нижней
12 и верхней 4 станинах расположены соответственно нижний
14 и верхний 6 ш лиф овальны е агрегаты д ля одновременной
обработки сверху и снизу плиты 1. К аж д ы й шлифовальный а г ­
регат состоит из контактного 8 и н атяж ного 5 вальцов, по ко­
торым дви ж ется бесконечная ш л и ф о в ал ьн ая ш курка 7, двух
пневмоцилиндров, обеспечивающих необходимое для работы н а ­
тяж ение ленты, одного пневмоцилиндра, предназначенного для
осциллирования ленты, и механизма уп равлен ия лентой. Кон­
тактный вал ец приж им ает ш лифовальную шкурку к плите во
время ее обработки. Д л я управления осциллированием с к а ж ­
дого кр а я шкурки установлено пневматическое сопло. П ри б о­
ковом смещении вдоль вальцов она п ерекрывает одно из сопел,
290
что вызы вает переключение цилиндра, в результате чего балка,
на которой установлен н атяж ной в а л е ц 5, наклоняется и шкурка
начинает см ещ аться от перекрытого сопла. К ал и б ру е м ая плита
уд ер ж и в ается снизу и сверху д вум я передними 3, 15 и двумя
задним и 9, 11 столами, на которых установлены подающие
вальцы 2 я 10 и б аш м аки 13, центрирующ ие плиту в процессе
ее обработки. З а счет центрирования плиты обеспечивается
одинаковая толщ ина снимаемых слоев с обеих ее пластей.
Д л я кали б р ован ия Д С т П в широколенточных станках реко­
мендуется применять ш ли ф овальн ы е шкурки зернистостью 40—■
50 по ГОСТ 3647— 80 или 36— 40 (импортные ш курки ). П о л у ­
ч аем а я при этом поверхность имеет заметные риски. Поэтому
после первого станка плиту пропускают через второй станок,
в котором применяются ш ли ф овальн ы е шкурки зернистостей
16—25 (отечественные) или 80— 100 (импортные) с более м ел­
ким зерном. В результате пропуска плиты через д ва станка п а ­
рам етр шероховатости — высота неровностей R m поверхности
плит достигает 200— 320 мкм по ГО С Т 7016—82, а при приме­
нении мелких древесны х частиц в н аруж н ы х слоях плит 63—
80 мкм.
В связи с необходимостью пропуска Д С т П через д ва широ­
коленточных станка Д КШ -1 их встраиваю т последовательно
10*
29 J
Рис. 141. Схема автоматической линии модели ДЛШ -50
в автоматическую линию ш лифования Д Л Ш -5 0 , показанную на
рис. 141. Н а этой линии плиты не только калибрую т и шлифуют,
но и сортируют по толщине и внешнему виду. В состав линии
входят д ва кали бровальн о-ш ли ф овальны х станка Д К Ш -1, з а ­
грузочное устройство Д З -1 , промежуточный конвейер Д Р П -2 ,
автоматический толщиномер ДТ-1, сортировочное устройство
Д СШ -1, распределительные устройства Д У Р Ш -1 и Д У Р Ш -1К ,
ш табелеукладчики Д Ш -7 и ДШ -8, а т а к ж е пульт управления.
Ш таб ел ь плит подается в загрузочное устройство 1 с помо­
щью вилочного электропогрузчика. По мере освобождения при­
емных роликовых конвейеров загрузочного устройства ш табель
продвигается по ним и, когда подъемный стол загрузочного
устройства находится в нижнем положении, штабель перем е­
щается на ролики стола. Стол поднимается до такого п о л о ж е ­
ния, при котором верхняя плита ш табеля будет находиться на
уровне рабочего стола калибровалыно-ш лифовального станка 2.
После этого толкатель упорами перем ещ ает верхнюю плиту
в механизм подачи станка. Боковые линейки обеспечивают п р а ­
вильное направление плиты. З атем тол кател ь в озвращ ается
в исходное положение, ш табель плит поднимается на толщину
одной плиты и толкатель подает следую щую плиту в калибровалы ю -ш ли ф овальн ы й станок. О тк ал и б р ов ан н ая плита посту­
пает на промежуточный роликовый конвейер 3, который пере­
дает ее во второй кали бровальн о-ш ли ф овальны й станок 4 для
чистового шлифования. Н а выходе из станка плита очищается
щетками от ш лифовальной пыли и поступает в толщиномер 5,
который не только измеряет толщину плит, но и передает р е ­
зультаты замеров в виде электроком анд на пульт сортировоч­
ного .устройства 6. Одновременно результаты замеров д у б л и р у ­
ются в виде световых сигналов. Во время прохождения плиты
по роликовому конвейеру сортировочного устройства оператор
визуально оценивает качество поверхности плит и, учтя р езу л ь ­
таты измерения толщины, наж атием соответствующей кнопки
нап равл яет плиту через распределительные устройства 7 и 8
в ш табель 9, 10 к 11. Д л я оценки качества нижней поверхности
плиты под роликовым конвейером сортировочного устройства
установлено зеркало. При прохождении плиты через рас п р е д е­
лительные устройства и подходе к заданной позиции упор, у с т а ­
новленный в соответствующее положение от сигнала, поданного
f сортировочного устройства, п р еграж дает дальнейший путь
плите, останавливается роликовый конвейер и включается попе292
Э
Размеры обрабатываемых плит,
мм:
наибольшие:
длина
3660
ширина
1830
толщина
80
наименьшие:
длина
1500
толщина
3
Допускаемая
разнотолщин± 0 ,1
ность плиты после шлифова­
ния, мм
2
Количество
шлифовальных
шкурок, шт.
Диаметр контактного валика,
400
мм
Количество подающих вальцов,
8
шт.
Диаметр подающих вальцов,
190
мм
Размеры шлифовальной шкур­
ки, мм:
ширина
1900
длина
2600
Скорость шлифовальной шкур­
25
ки, м/с
Скорость бесступенчатой пода­ 6—24
чи, м/мин
Диаметр щетки, мм
280
Частота вращения щетки, мин-1
1000
Количество щеток, шт.
2
Минимальное необходимое дав­
0,3
ление в пневмосети, МПа
о
£
£
Sа
о05 И
>
V а(Ц
г- - Ч —
2А
со
S
2 © вГ
5 ё 5Е «а 25
О
О н в
Й
Q Э* Эw
i BSM4,
ф ирм ь
М етал
(Ф Р Г )
П о казател ь
S
а ~
<>«
•в* со к
о 2 а
сп га
"X S
LCSI-260
2
а
о
и
о
LCSI-190
53. Техническая характеристика широколенточных шлифовальных станков
1830
80
1900
200
1900
80
2600
80
1880
300
—
3
± 0 ,1
—
3
± 0 ,1
—
3
± 0 ,1
—
3
± 0 ,1
—
3
± 0 ,1
2
4
2
2
2
—
400
400
400
—
—
—
16
О! О)
400
8
фирмы «И М Е А О
(И та л и я )
180
190
1930
3660
32
1920
2620
25
1950
3810
26
1950
2620
26
8—48
0—30
10—40
280
—
—
—
150
—
■
—
0,6
2
0,63
2
—
0,6
2650
3800
26
12—48 12—30
речный конвейер, н ап равляю щ и й плиту в ш табелеукладчик. По
мере его загрузки подъемный стол опускается на толщину пли­
ты. После опускания стола в ниж нее положение ш табель плит
вилочным электропогрузчиком транспортируется на склад. Уп­
равление линией осущ ествляется с пульта 12.
В С С С Р д л я к али б р ов ан и я и ш лиф ования древесноструж еч­
ных плит применяют т а к ж е широколенточные станки фирм «Бэре-М еталлверке» (Ф Р Г ) и «Ш тейнеман» (Ш в ей ц а р и я ). Станок
фирмы «Ш тейнеман» аналогичен станку Д К Ш -1 , а станок
фирмы «Бэре-М еталлверке» значительно от него отличается.
В его общей станине установлены не два, а четыре ш л и ф о в ал ь ­
ных агрегата (два нижних и д в а верхних). Это позволяет в од293
54. Рекомендуемые максимальные скорости подачи при обработке
ДСтП на широколенточных станках
М а к с и м а л ь н а я с к о р о с т ь п о д ач и , м /м ин
С ум м арн ая толщ ина
слоев» со ш л и ф о в ы в ае м ы х
с д в у х с т о р о н , мм
0,1
0,3
0,6
1,0
1,5
2,0
2,5
3,0
Д К Ш -1
—
24,0
18,0
13,5
10,5
7,5
6,0
O SU S-190
48,0
30,0
24,0
18,0
13,5
10,5
8,0
—
BSM4/190
30,0
24,0
18,0
13,5
10,5
7,5
6,0
ном станке осущ ествлять калибрование и чистовое шлифование.
П литы о б раб аты ваю т в этом станке с принудительным б а зи р о ­
ванием, что не обеспечивает центрирование обрабаты ваемой
плиты в станке. Это приводит к неодинаковой толщине сн и м ае­
мых слоев с обеих пластей Д С тП , что вы зы вает коробление
плит, особенно зам етное при выпуске их после пресса с б оль­
шой разнотолщинностью. В табл. 53 приведена техническая х а ­
рактеристика широколенточных ш лиф овальны х станков.
В описанных ш ли ф овальн ы х станках, из-за вибрации о б р а ­
б аты ваем ы х плит, вызванной разницей их сопротивления р а ­
д иальны м составляющ им сил резания, о бразуется волнистость
поверхности. Д л я ее устранения устанавливаю т, как п оказано
на рис. 139, в, по 2 контактны х вал и ка против каж дой стороны
плиты и м еж д у ними утю ж ки, обеспечивающие прижим ш л и ф о ­
вальной шкурки к об рабаты ваем ой плите. З а счет этого у с т р а ­
няется волнистость.
Скорость подачи в ш лиф овальны х линиях у станавли ваю т ис­
ходя из суммарной толщины слоев, сош лифовы ваемы х с двух
сторон плиты. В табл. 54 приведены рекомендуемые скорости
подачи в ш лиф овальны х линиях с двум я последовательно у с т а ­
новленными кали бровальн о-ш ли ф овальны м и станками ДК.Ш-1
или д вум я станками O S U S -190 или с одним станком модели
BSM4/190.
Скорость подачи контролируется с помощью амперметров,
п оказы ваю щ их силу тока, потребляемого электродвигателям и
ш лиф овальны х агрегатов. П ри нормальной работе ш ироколен­
точных ш лифовальны х станков показания амперметров долж ны
быть в п ределах 80— 85 А д л я станков модели ДК.Ш-1, 75— 80 А
д ля станков моделей O SUS-190, 120— 150 А д л я станков модели
BSM4/190.
В 1984 г. в С С С Р н ач ат выпуск двустороннего к а л и б р о в а л ь ­
ного ста н к а ДКШ -ЗА . С танок имеет д ва калибровальны х аг р е­
гата. К али брован и е осущ ествляется аб разивны м и цилиндрами.
294
Управление приводами подачи и обработки — автоматическое,
что обеспечивает постоянную скорость резания и автоматичес­
кое снижение скорости подачи при перегрузке калибровального
агрегата. Р азм е р ы о б р аб аты ваем ы х плит: д ли н а — не менее
1500 мм, ш ирина — не более 1900, т о л щ и н а — 10— 15 мм. Н а и ­
б ольш ая толщ ина снимаемых с двух сторон слоев — 2,4 мм.
Точность обработки плит по толщ ине ± 0 ,1 мм. Скорость р е ­
зан и я 25 м/с, скорость подачи от 6 до 40 м/мин (бесступен­
ч а т а я ).
Производительность ш ли ф овальн ы х станков (м3) рассчиты­
ваю т по формуле:
Q = T vK K ibh/(2 • 10е),
где Т — продолжительность работы станка, мин; у — скорость подачи, м/мин;
К — коэффициент использования станка (0,85—0,92); К\ — коэффициент ис­
пользования рабочего времени (0,8—0,85); Ь — ширина плиты, мм; Л — тол­
щина плиты, мм.
Готовые плиты хр ан ят в сухих отапливаем ы х помещениях,
ук л ад ы в а я на ровные подстопные места с соблюдением между
стопами расстояний д ля прохода людей и вывозки плит. При
отгрузке другим предприятиям плиты упаковы ваю т и м арки ­
руют. Н а них у казы в аю т наименование предприятия-постав­
щика, марку, группу, толщину, сорт плит и номер ГОСТа. М а р ­
кировку наносят несмываемой краской. П ерево зят плиты в кры ­
тых ж елезнод орож н ы х в аго н ах или автомаш инах, обязательно
предохраняя от вл аги и механических повреждений.
Глава
6
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ
Количество п ерерабаты ваем ого сырья на д ерев ооб р аб аты ­
ваю щ их предприятиях колеблется в очень ш ироких пределах.
Н а р я д у с предприятиями, п ерерабаты ваю щ им и ежегодно сотни
тысяч кубометров древесины, есть и такие, которые п ер ер а б а­
тываю т древесину в незначительном объеме. К роме того, многие
предприятия часть отходов используют ка к топливо, так как
завозить топливо других видов (уголь, нефть, газ) не всегда
целесообразно. Поэтому количество древесных отходов, которые
могут быть использованы д ля производства Д С т П , бывает на
предприятиях различным. Д л я ориентировочных расчетов мо­
жно принять количество отходов фанерного предприятия равным
объему выпуска основной продукции (ф анер ы ), количество от­
ходов лесопильного предприятия составляет примерно 50 %
объема вы пуска пиломатериалов. Д л я мебельных предприятий
в первом приближении мож но принять количество отходов
в объеме 1000 м3 на 1 млн. р. изготовляемой мебели. Р ан ьш е
некоторые виды отходов, например опилки, считались непригод295
55. Годовая производительность одного этажа пресса при непрерывном
режиме работы
Т ип п р ес с а
Одноэтажный
Многоэтажный:
с симультанным меха­
низмом
без симультанного ме­
ханизма
Одноэтажный
Многоэтажный:
с симультанным меха­
низмом
без симультанного ме­
ханизма
Одноэтажный
Многоэтажный:
с симультанным меха­
низмом
без симультанного ме­
ханизма
Одноэтажный
Многоэтажный:
с симультанным ме­
ханизмом
без симультанного ме­
ханизма
Одноэтажный
Многоэтажный:
с симультанным меха­
низмом
без симультанного ме­
ханизма
Одноэтажный
Одноэтажный
П родолж и­
тельность
п рессовани я
1 мм го то в о й
п л и т ы , мин
П родолж и­
тельность
п р ес с о в а н и я
п ли ты т о л ­
щ и н о й 19 мм,
мин
8,35
0,40
0,35
0,30
0,25
■
0,20
0,15
0,12
Г о д о в ая
7330 X 1830
13 207,76
5500 X 2600
14 080,24
3660X1830
3500X1750
3500X1500
22 000 X 2600
9 910,32
5 694,87
6 030,87
5 169,32
56 320,97
9 622,23
6 403,16
5 855,56
5 019,05
—
8 619,92
5 736,16
5 245,60
4 496,23
—
5500X1830
8,60
12 823,81
9,60
11 488,00
7,40
14 903,35
15 887,84
11 182,60
7 441,51
6 805,11
5 832,95
63 551,36
7,65
14 416,31
15 368,63
10 817,15
7 198,32
6 582,72
5 642,33
—
8,65
12 749,69
13 591,91
9 566,50
6 366,15
5 821,71
4 990,04
—
6,45
17 098,42
18 227,91
12 829,64
8 537,55
7 807,41
6 692,07
72 911,64
6,70
16 460,42
17 547,76
12 350,93
8 218,98
7 516,09
6 442,36
—
7,70
14 322,70
15 268,83
10 746,91
7 151,58
6 539,97
5 605,69
—
5,50
20 051,78
21 376,37
15 045,67
10 012,21
9 155,96
7 847,97
85 505,47
5,75
19 179,96
20 446,96
14 391,51
9 576,90
8 757,88
7 506,75
—
6,75
16 338,49
17 417,78
12 259,44
8 158,10
7 460,41
6 394,64
—
4,55
24 238,42
25 839,56
18 187,08
12 102,67
11 067,65
9 486,55
103 358,26
4,80
22 976,00
24 493,75
17 239,84
11 472,33
10 491,21
8 992,46
—
5,80
19 014,62
20 270,69
14 267,49
9 494,34
8 682,38
7 442,04
—
3,60
3,03
30 634,66
36 397,62
32 658,34
38 801,99
22 986,45
27 310,63
15 296,43
18 173,98
13 988,27
16 619,73
11 989,95
14 245,49
130 633,35
155 207,95
13 670,93
12 246,88
ными д ля производства Д С тП . С овременная технология позво­
л яет использовать все виды древесных отходов.
Производительность одного э т а ж а пресса. Основной агрегат
в производстве Д С т П — это пресс д ля прессования плит. Выбор
соответствующего пресса в значительной степени определяет
схему технологического процесса и технологическую планировку
оборудования. При выборе пресса периодического действия сл е­
дует прежде всего учитывать съем продукции с одного э т а ж а
пресса.
В табл. 55 п о казана годовая производительность одного
э т а ж а пресса по выпуску плит толщиной 19 мм, рассчитанная
д ля работы предприятия по непрерывному (четырехбригадному)
графику, предусматриваю щ ему остановки на капитальный
296
п р о и зв о д и т е л ь н о с т ь одн ого э т а ж а , ты с. м \ п ри ф о р м а те о б р е зн ы х п л и т , мм
ремонт (20 сут), еж емесячны е профилактические ремонты (по
3 сут) и праздничные дни (8 сут). При таком граф ике работы
число смен составляет (365—20— 33—8 ) Х З = 912. Таким о б р а ­
зом, годовая продолжительность работы оборудования 9 1 2 x 8 =
= 7296 ч. В настоящее в рем я непрерывный реж им работы при­
нят на подавляю щ ем числе предприятий по производству Д С тП .
Коэффициент использования оборудования при определении
производительности прессов принят 0,8.
Из таблицы видно, что производительность одного э т а ж а
пресса определяется продолжительностью прессования и ф ор­
матом изготовляемых плит. П родолж ительность прессования
д л я одноэтаж ны х прессов, ка к правило, меньше, чем д ля много­
этажны х. Если ранее считалось, что одноэтаж ны е прессы могут
297
быть приняты только в установках малой мощности, то в н а ­
стоящее время такие прессы применяются и в установках б оль­
шой мощности. При этом применение одноэтаж ны х прессов з н а ­
чительно упрощ ает весь поток производства Д С тП , а т а к ж е по­
зволяет уменьшить количество применяемого оборудования
(исключаются загрузоч н ая и разгрузочн ая этаж ерки , в н екото­
рых у становках пресс-подпрессовщик и т. д.). П р и н ятая д л я
расчетов в табл. 55 толщ ина плит 19 мм в С С С Р считается
основной при определении производительности предприятия
Д С тП , и ее н азы ваю т условной. П ри выпуске плит других т о л ­
щин фактический объем производства пересчитывают на усл о в ­
ный по следующим коэффициентам:
Толщина плит, мм
......................
..................................
Коэффициент
10
1,50
14
1,28
16
1,14
19
1,0
22
0,88
25
0,80
Эти коэффициенты установлены из расчета поощрения пред ­
приятий при выпуске тонких плит.
Р ассмотрим организацию технологического процесса п роиз­
водства Д С т П в различны х цехах по мощности, типу прим еняе­
мого прессового оборудования и виду выпускаем ых плит.
Технологический процесс производства трехслойных ДСтП
на базе многоэтажного пресса. В наиболее распространенных
цехах, т. е. средних по мощности, где применяется однотипное
оборудование (стружечные станки, сушилки и д р .), организуют
производство трехслойных Д С т П . При этом создаю т два потока
(подготовки стружки: один — д л я н ар уж н ы х слоев плиты, д р у ­
г о й — д л я внутреннего слоя. Это связано с некоторым у с л о ж н е ­
нием технологического процесса, но позволяет получать
слойные Д С т П высокого качества. Такие цехи в С С С Р перво­
начально были созданы с проектной годовой мощностью 25 и
35 тыс. м 3, но после частичной реконструкции их мощность бы ла
увеличена до 70— 75 тыс. м3, а после дополнительной на о тд ел ь ­
ных предприятиях доведена до 90— 100 тыс. м3 с одновремен­
ным повышением качества выпускаемых плит.
Н а рис. 142 приведена технологическая планировка одного
из цехов трехслойных Д С т П после частичной реконструкции.
П оток подготовки струж ки наруж ны х слоев начинается с по­
дачи древесины в приемный конвейер шестипилыного станка,
установленного на складе сырья, где к ру гл ая древесина рас п и ­
ливается на отрезки длиной 1 м, которые укл ад ы ва ю тся с по­
мощью к ран а или автопогрузчика на конвейер 33, подающий их
к стружечным станкам 32. П олученная стр у ж ка н аруж н ы х
слоев пневмотранспортом подается в сборный циклон, а оттуда
самотеком нап равл яется в бункер сырой струж ки, р ас п о л о ж е н ­
ный над заточно-механическим отделением. И з бункера сы рая
струж ка через донный питатель и распределительное устрой ­
ство поступает самотеком в две дробилки 28, которыми и зм ель­
чается по ширине, а затем подается пневмотранспортом через
циклон в сушилку 31 струж ки н ар у ж н ы х слоев. В ысушенная
трех­
298
Рис. 142. Планировка оборудования в реконструированном цехе по производству
— склад
готовой
п родукци и ;
связу ю щ и х ;
трехслойных ДСтП:
/ / — о тдел ен и е око н чател ьн о й о бработки плит; I I I — ф орм овочно-прессовое
о тдел ен и е; I V — п риготовление
V — и н с т р у м е н т а л ьн о -р азд а то ч н а я к л а д о в а я ; VI — заточн о-м ехан и ческое отделен ие; VI I — суш ильное отделен ие
стру ж ка пневмотранспортом через циклон подается в бункер
сухой стружки, располож енны й над смесителем 27, в котором
она смешивается со связующим. О см оленная струж ка ленточ­
ным конвейером подается в формирую щие машины 15 н а р у ж ­
ных слоев.
П одготовка струж ки д л я внутреннего слоя частично осущ е­
ствляется так же, ка к и д ля наружны х, на стружечных станках
32. Т а к а я технология применяется при использовании д л я внут­
реннего слоя трехслойных плит круглой или колотой древесины.
П р я использовании д ля внутреннего слоя отходов д ер ев о о б р а­
ботки (реек, обрезков досок, шпона-рванины и т. п.) их и зм ел ь­
чают в щепу на рубительных м аш инах в местах о б р азов ан ия
отходов. Полученную щепу н а п р а в л я ю т в сборный бункер, из
которого она самотеком поступает в струж ечны е станки цент­
робежного типа 29 д л я измельчения в струж ку. П олученная
стру ж ка пневмотранспортом н ап рав л яетс я в бункер сырой
струж ки внутреннего слоя, а из него в сушилку 30. С ухая
стру ж ка внутреннего слоя пневмотранспортом через циклон по­
дается в бункеры сухой струж ки внутреннего слоя, р ас п о л о ж е н ­
ные над смесителями 26. Из бункеров в смесители стр у ж ка
подается самотеком, а из смесителей осмоленная стру ж ка л е н ­
точным конвейером нап р авл яется в формирую щие машины
внутреннего слоя 16.
Формирование пакетов и прессование плит осущ ествляются
на общей поточной автоматической линии, управляемой с о б ­
щего пульта. Процесс формирования струж ечны х пакетов н ачи­
нается с подачи поддонов конвейером 12 на формирующий
конвейер 14 через определенные промеж утки времени, соответ­
ствующие заданном у ритму главного конвейера. Кромки поддо­
нов механически перекрываю тся траверсам и (отсекателям и ),
обеспечивающими прямоугольность передней и задней кромок
пакета. П росы п авш аяся между поддонами струж ка пад ает на
ленточные конвейеры, с которых пневмотранспортом в о з в р а щ а ­
ется в формирую щие машины внутреннего слоя. В начале из
формирующей машины 15 насыпается нижний наружный слой,
затем на него из двух машин 16 — внутренние слои, а на них
из второй машины 15 насыпается верхний наружный слой.
По выходе из зоны формирующих машин стружечные па­
кеты конвейером 17 подаются к прессу 18 д ля подпрессовки,
где предварительно уплотняются. Вышедший из пресса 18 стру­
жечный брикет поступает на п лощ адку контрольных весов 19,
где проверяю т точность формирования брикетов по массе.
С контрольных весов брикеты поперечным конвейером 20 пере­
д аю тся на продольный конвейер 25, который подает поддоны
с л еж а щ и м и на них брикетам и к загрузочной этаж е р к е 21 мно­
гоэтажного пресса д ля горячего прессования 22. При п р охо ж ­
дении поддонов по конвейеру 12 и брикетов по конвейеру 25 их
см ачиваю т водой с помощью д о ж д ев ал ьн ы х установок 13 д л я
создания парового у д ар а. П осле заполнения брикетами всех
300
э таж ей загрузочной этаж е р к и брикеты одновременно в тал ки ­
ваю тся интрактором на плиты многоэтажного пресса, а э т а ­
ж е р ка устанавл и вается в начальное положение д л я приема сл е­
дующей партии брикетов.
По окончании прессования поддоны с л еж а щ и м и на них
плитами экстрактором одновременно вы таскиваю т из пресса
в разгрузочную э таж е р к у 24, после чего поддоны с леж ащ и м и
на них плитами автоматическим р азгр уж ател ем 23 по одному
передаются на механизм 9, где плита отделяется от поддона и
подается на форматно-обрезной станок 8. Поступившие в ста­
нок плиты обрезаю тся сн ач ал а по поперечным кромкам, затем
по продольным, после чего они поступают в ш табелеукладчик
7, где собираю тся в пакеты объемом 2,5 м3. Эти пакеты перево­
зя т в отделение выдержки. Освобожденные от плит поддоны
конвейером подаются в кам еру 10, где происходит их о х л а ж ­
дение до 40 °С, после чего поперечным конвейером 11 п ереда­
ются на продольный конвейер 12. Ц икл формирования и прес­
сования повторяется.
Из отделения вы держ ки пакеты плит подаются автопогруз­
чиком на окончательную обработку, заклю чаю щ ую ся в ш лифо­
вании и сортировке. Загрузочное устройство 6 из пакета подает
плиты по одной в кали бровальн о-ш ли ф овальны й станок 5. От­
кали б ров ан н ая плита поступает во второй кали б р овал ьн о -ш ли ­
фовальный станок 4 д ля чистового шлифования. После этого
ш лифованны е плиты проходят через автоматический толщино­
мер 3 и сортировочное устройство 2. В зависимости от резул ь­
татов сортировки плиты н ап рав л яю тся в один из ш та б е л е у кл ад ­
чиков 1, а оттуда автопогрузчиком на склад.
В описанном технологическом процессе производства трех­
слойных Д С т П в типовых цехах, оснащ енных отечественным
оборудованием, в настоящ ее в р ем я проводится дополнительная
реконструкция. Ее цель — повышение качества плит с одновре­
менным повышением мощности предприятий до 100— 110 тыс. м3
в год. Д л я этого преж де всего повышается производительность
стружечного и сушильного отделений. Эта за д а ч а на различных
предприятиях реш ается разны ми путями. Н а одних предприя­
тиях подготовка струж ки д л я внутреннего и н аруж н ы х слоев
плит ведется в одном потоке, с разделением струж ки на два
потока после сушки. П ри этом на отдельных предприятиях со­
храняю т струж ечные станки д л я переработки круглой древе­
сины, на других полностью переходят на измельчение всего
сырья в щепу с последующей ее переработкой в струж ку в цент­
робежны х станках, что д ает снижение за т р а т труда. П роизво­
дительность сушильного отделения увеличиваю т за счет уста­
новки дополнительных суш ильных агрегатов (сушильных б а р а ­
бан ов), зам ены имеющихся сушильных б ар аб ан о в на б араб ан ы
большего об ъем а или оснащ ения имеющихся сушильных б а р а ­
банов циклонными приставкам и по типу суш ильных агрегатов
АКС-8. П осле сушильного отделения устан авл и в аю т в потоке
301
механическую и пневмосортировку сухой стружки, что способст­
вует повышению качества плит. Д л я этого так ж е используют
формирующие машины с пневматическим фракционированием
струж ки наруж ны х слоев. Проведение этих мероприятий обес­
печивает повышение качества плит и производительности типо­
вых цехов Д С тП . В новых цехах Д С т П описанные мероприятия
предусмотрены при первоначальном их строительстве.
Описанный технологический процесс производства трехслой­
ных плит довольно сложный, требуется применение зн ач и тель­
ного количества специального оборудования. Вместе с тем про­
изводство почти полностью автоматизировано и в ы п ускаем ая
продукция — трехслойные плиты имеют высокие ф и зи ко-м еха­
нические показатели.
Технологический процесс производства пятислойных ДСтП
способом бесподдонного прессования на базе многоэтажного
пресса. Н а современных крупных предприятиях производитель­
ностью 100— 250 тыс. м3 плит в год широко применяется бесподдонное прессование в м ногоэтажных прессах. По этому спо­
собу изготовляют не только трехслойные, но главным образом
пятислойные плиты, при производстве которых несколько у с л о ж ­
няется технологический процесс, но повышается качество по­
верхности Д С тП . Н а рис. 143 приведена планировка линии по
производству пятислойных Д С т П методом бесподдонного прес­
сования. Описы ваемая линия уком плектована высокопроизво­
дительным современным оборудованием и полностью ав то м а т и ­
зирована. Вся древесина, в том числе, к р у гл ая древесина и д р е ­
весные отходы, измельчаю тся в щепу н а рубительной машине,
установленной на ск ладе сырья. При этом древесина и зм е л ь ­
чается по мере выгрузки из транспортных средств (ж ел езн о ­
дорож ны х вагонов, автомаш ин и др.) и хранится на ск ладе
только в виде щепы в бунтах или вертикальны х бункерах боль­
шой емкости.
Щ еп а со ск лада сы рья пневмотранспортом подается в два
в ертикальных бункера 1, расположенны х в отделении п одго­
товки стружки. Из бункеров щепа конвейерами 3 через ш неко­
вые дозаторы 2 распределяется на шесть центробежных стру ­
жечных станков 4. П олученная с тр у ж к а пневмотранспортом
подается в вертикальные бункеры 7, располож енны е в суш иль­
ном отделении, а из них в двухступенчатые сушилки 9. С ухая
с тру ж ка из сушилок п одается через специальные п р о ти в о п о ж ар ­
ные устройства (бункера, шнеки и т. п .), после чего поступает
в двухступенчатые сепаратор ы 8, где р азд ел яется на три ф р а к ­
ции: д л я внутреннего, промежуточных и н аруж н ы х слоев п яти ­
слойных Д С тП . С тр у ж ка д ля наруж ны х слоев пневм отранспор­
том нап равл яется в вертикальный бункер 6, а из него в две
мельницы 5, располож енны е в отделении подготовки стружки.
С т р у ж к а д л я наруж ны х слоев после доизмельчения н а п р а в л я ­
ется пневмотранспортом в бункер 12, а из него в смеситель 13,
где смешивается со связующим. С тр у ж ка для внутреннего и
302
Рис. 143. Планировка оборудования в цехе по производству пятислойных ДСтП:
/ — о тдел ен и е подготовки с т р у ж к и ; / / — зато чн о е о тдел ен и е; / / / — суш ильное отделен ие; I V — п риготовлен ие связую щ и х; V — л аб о р ат о р и я ;
VI — щ и то в ая; У / / — ф орм овочно-прессовое о тделен ие; V I I I — отдел ен и е обрезки , ш лиф ования и сортировки плит; I X — у стан о вка п одогрева
м асл а; X — бы товы е пом ещ ения
промежуточных слоев из сепараторов 8 п опадает в вертикальные
бункера 10 и 11, а из них соответственно в смесители 14 и 15.
Осмоленная струж ка из смесителей 13, 14 и 15 подается в в о ­
семь формирую щ их машин 17, насы паю щ их стружечный ковер
на проходящий под ними ленточный конвейер 16. Стружечный
ковер на ленточном конвейере поступает в подвижный пресс д ля
подпрессовки 18, затем разр е заетс я на брикеты, которые пере­
даю тся в загрузочную э т а ж е р к у 19. П осле заполнения всех э т а ­
жей происходит загр у зк а пресса 20 и одновременно в ы грузка
из пресса готовых плит в разгрузочную э т а ж е р к у 21. Из нее
плиты по одной с помощью конвейеров 22 и 23 нап равл яю тся
в камеру кондиционирования 24, а из нее конвейером 26 к ф о р ­
матно-обрезному станку 27. При отсутствии необходимости
кондиционирования плит или неисправности камеры 24 плиты
конвейером 23 передаю тся на конвейер 25, с которого они по­
ступают через конвейер 26 к форматно-обрезному станку 27.
П осле обрезки плиты проходят через д в а к али б ро вал ьн о-ш ли ­
ф овальны х станка 28, а затем поступают на линию сор ти ­
ровки 29.
О писанная линия производства пятислойных Д С т П б л а г о ­
д ар я однопоточной схеме подготовки струж ки, бесподдонному
способу прессования и высокопроизводительному оборудованию
не сложнее линии по производству трехслойных Д С тП .
Технологический процесс производства ДСтП в одноэтаж­
ном прессе. Д анны е, приведенные в табл. 55, показы ваю т, что
не только при небольшом объеме производства, но д а ж е при в ы ­
пуске порядка 100— 150 тыс. м3 плит мож ет быть применен од­
ноэтажный пресс. При правильной организации производства
затраты труда в цехах с одноэтаж ны м прессом могут быть не­
велики.
Технологический процесс производства трехслойных Д С т П
с фракционированны ми древесными частицами в одноэтаж ном
прессе при использовании в качестве сы рья низкокачественной
древесины и дров следующий. П оступаю щ ее сырье п е р е р а б а ­
тывается в щепу на рубительной машине, после чего с к л а д ы ­
вается д л я открытого хранения в бунтах и по мере потребности
пневмотранспортом подается в вертикальный бункер. И з него
щепа н ап рав л яется в центробежные струж ечны е станки. П о л у ­
ченная ст руж ка подается в вертикальный бункер, из которого
передается в сушильный агрегат. С ухая стру ж ка пневмотранс­
портом через циклон поступает в промеж уточный бункер, из
которого она нап равл яется на грохот, где происходит р а з д е л е ­
ние струж ки на три фракции. Н аиболее грубые частицы, схо­
дящие с верхнего сита, н ап р ав л яю тся в мельницу д ля д о и зм ел ь­
чения, после чего в озвр ащ аю тся в промежуточный бункер, где
смешиваются с нерассортированной стружкой. С труж ка, схо д я­
щая с промежуточного сита, дополнительно рассортировывается
на воздушном сепараторе, где отделяются крупные частицы, ко­
торые нап р авл яю тся д л я доизмельчения в мельницу, а основ­
304
ная масса кондиционной струж ки поступает в бункер сухой
стружки. И з него осущ ествляется непрерывная дозированная
подача струж ки в смеситель. О смоленная стр уж ка подается в
подвижную формирующую маш ину внутреннего слоя. Н аиболее
мелкие древесные частицы из грохота поступают в бункер, из
которого они дозированно п одаю тся в смеситель. Осмоленные
мелкие древесные частицы подаю тся в подвижную формирую­
щую машину. П ри движении формирующих машин в одну сто­
рону н асы п ается нижний наруж н ы й и половина внутреннего
слоя, а при движ ении формирую щ их машин в противоположную
сторону н асы п ается вторая половина внутреннего и верхний н а ­
ружный слой стружечного ковра. З а тем ковер разр езается делнтельной пилой н а струж ечные пакеты, которые затем по од ­
ному заг р у ж аю тся в пресс д л я горячего прессования. П олучен­
ные плиты затем проходят через форматно-обрезной станок.
Применение одноэтаж ны х прессов значительно упрощает
технологический процесс производства Д С тП . Поэтому т ак ая
схема мож ет быть рекомендована д ля широкого применения,
особенно при сравнительно м а лы х объемах производства и
в тех случаях, когда плиты мож но применять без дополнитель­
ного шлифования.
О б щ ая схема производства Д С т П определяется главным об­
разом видом изготовляемых плит, применяемым оборудованием
и объемом выпуска. Д л я реш ения вопроса об организации про­
изводства Д С т П можно сделать следующие рекомендации.
1. Крупные установки с объемом годового выпуска 250—
300 тыс. м3 плит. В качестве основного оборудования таких
предприятий мож ет быть 20— 24-этажны й пресс с плитами ф ор­
матом 5500X 2600 мм или 16— 18-этажный пресс с плитами ф ор­
матом 7330X 2600 мм. П рессование в многоэтаж ны х прессах
д о лж н о производиться бесподдонным способом или по способу
флексоплан
при
продолжительности
прессования
0,25—
0,35 мин/мм. Р еком ендуется таким путем выпускать пятислой­
ные плиты.
При использовании двух одноэтаж ны х прессов с плитами
(22 000^-27 000) X 2600 мм следует применять бесподдонный
способ или прессовать на стальной ленте при продолж ительно­
сти прессования 0,12—0,20 мин/мм. Р еком ендуется таким путем
выпускать трехслойные плиты с фракционированны ми древес­
ными частицами в наруж ны х слоях.
2. Установки большой мощности производительности 100—
150 тыс. м3 плит в год. Основным оборудованием таких уста­
новок могут быть 16— 18-этажные прессы с плитами форматом
5500X 1830 мм или одноэтаж ны й пресс — с плитами форматом
(22 0004-27 000) X 2600 мм. П рессование плит на этих установ­
ках и вид выпускаем ых плит рекомендуются те же, что и на
крупных предприятиях, у ка зан н ы х в п. 1.
3. Установки с годовой производительностью от 35 до 100
тыс. м3 плит. Основное оборудование таких установок 10— 20305
этаж ны й пресс с плитами форматом 3 6 6 0 x 1 8 3 0 мм или 3500Х
1750 мм, а т а к ж е одноэтаж ны й пресс с плитами форматом
(10 000-ь 15 ООО) X 1830 мм. В м ногоэтажных прессах р еком ен ­
дуется бесподдонное прессование или прессование на поддонах,
а в одноэтаж ны х — преимущественно на стальной ленте. Вид
выпускаем ых плит — трехслойный с ф ракционированны ми д р е ­
весными частицами в н ару ж н ы х слоях. П родолж ительность
прессования может быть принята та же, что и в установках
большей мощности.
4.
Установки малой мощности с годовой производительно­
стью до 10— 30 тыс. м3 плит рекомендуются на базе о д н о э т а ж ­
ных прессов с плитами форматом 5 5 0 0 x 1 8 3 0 мм, с прессова­
нием на стальной ленте и выпуском многослойных плит.
Н ачатое в настоящ ее врем я техническое перевооружение
предприятий по производству Д С тП , оснащ енных отечествен­
ным оборудованием, предусматривает зам ен у линий ф орм иро­
в а н и я — прессования с многоэтажными прессами на линии с од ­
ноэтаж н ы м и или сдвоенными одноэтаж ны ми прессами.
Глава
7
СЕБЕСТОИМОСТЬ ПРОИЗВОДСТВА
ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ
Себестоимость производства Д С т П зависит от их марки и
плотности, вида применяемого сырья, сод ерж ан ия связующего,
способа подготовки стружки, применяемого оборудования, сте­
пени механизации и автом атизации производства и ряд а других
факторов. Повышение плотности плит вы зы вает увеличение р а с ­
хода древесины, но получаю тся плиты с высокой прочностью
при пониженном расходе связующего. Т аким образом, эти п о к а ­
затели взаимозависимы. Способ производства плит определяет
расход тепла, электроэнергии и затр а т ы труда, объем в ы ­
п у с к а — степень механизации и автоматизации производства и,
следовательно, затраты производства. В табл. 56 приведены
основные составляю щ ие себестоимости производства Д С тП .
И з таблицы видно, что больш е половины себестоимости
Д С т П составляю т затр а ты на сырье и связующее. Третьей по
величине составляющ ей себестоимости являю тся затр аты на со­
д ерж ани е и эксплуатацию оборудования, затем затр аты на топ­
ливо и электроэнергию и лиш ь на пятом месте находится з а р а ­
ботная плата, что объясняется высокой степенью механизации и
автоматизации производства Д С тП .
Б ольш ое влияние на себестоимость плит оказы вает м о щ ­
ность предприятия. По д анны м В Н И И Д р е в а , себестоимость
1 м3 Д С т П на однотипных предприятиях, оснащенных отечест­
венным оборудованием, составляет при выпуске 26— 50 тыс. м 3
плит в год 84 р. 48 к., 51—70 тыс. м3 — 72 р. 15 к., 71 —
90 тыс. м3 — 71 р. 45 к.
306
56. Примерная структура себестоимости ДСтП
С т ат ья з а т р а т
% себ е ­
стоим ости
Древесное сырье
Связующее
Топливо и электроэнергия
на технологические нужды
24—26
30—35
10— 15
Заработная плата (основ­
ная и дополнительная) про­
изводственных рабочих с от­
числениями на социальное
страхование
Расходы на подготовку и ос­
воение производства
Расходы
на
содержание
и эксплуатацию оборудова­
ния
7—8
С татья з а т р а т
Цеховые расходы
Общезаводские расходы
Потери от брака
Прочие
производственные
расходы
Внепроизводственные рас­
ходы
% себе­
стоим ости
4 -6
4 -5
0—0,5
0,5— 1
1,5—3
1—2
16—20
Это послужило одним из стимулов к увеличению мощности
действую щих предприятий за счет их реконструкции.
Расход сы рья на 1 м3 плит зависит от марки и толщины
выпускаемых плит, их плотности, вида и породного состава
используемого сырья (круглая древесина, обрезки реек, шпонрванина и т. д .), а т а к ж е ф о р м а та прессуемых плит. В С С С Р
20— 25% потребляемого сырья составляю т отходы дерево об ра­
б аты ваю щ и х предприятий, о стал ьн ая потребность производства
Д С т П покры вается за счет круглой древесины. П ри применении
круглой древесины, особенно каран даш ей , расход древесины
меньше, чем при использовании отходов в виде обрезков реек,
горбылей, стружки-отходов и т. п., т а к ка к ум еньш аются потери
в производстве. Р а зм е р плит о п ределяет потери при их обрезке.
Потери древесины в производстве Д С т П возни каю т на следую ­
щих э тап ах технологического процесса: при р а зд ел к е сырья по
длине и д и ам етр у (перед измельчением на струж ечны х стан ­
ках) в виде опилок и сколов; при обработке н а стружечных
станках, рубительных м аш и нах и д ро б и л ках в виде пыли и
мелких частиц, отсеиваемых при сортировке струж ки, а так ж е
в виде сколов; при сушке в виде пыли; при форматной обрезке
готовых плит в виде опилок и срезок; при ш лифовании в виде
пыли.
Расх од сырья на изготовление плит марки П-1 больше, чем
плит П-2, что объясняется меньшей их плотностью. Чем меньше
толщ ина плит, тем больше расход сырья, т а к к а к припуск на
ш лифование одинаковый д ля всех толщин. По р езу л ьтатам р а ­
боты промышленности средний расход сырья на 1 физический
м3 плит составляет 1,80— 1,85 м3 в пересчете на круглые лесо­
м атериалы или 1,60— 1,65 м3 на 1 условный м3 плит и имеет
тенденцию к увеличению в связи с повышением выпуска тонких
307
плит, ростом процента изготовления ш лифованны х плит, а т а к ­
ж е увеличением объема выпуска ламинированны х плит, д л я ко­
торых используются плиты П-1.
Расход связующего и гидрофобных добавок зависит от
марки и толщины выпускаем ых плит, их плотности и ф ор м ата,
породы используемой древесины. Влияние большинства пере­
численных факторов на расход смолы аналогично их влиянию
на расход сырья. Влияние породного состава связано с тем, что
при использовании хвойной древесины расход смолы м и н и м ал ь ­
ный, д л я березовой он увеличивается на 10 %, д ля осиновой и
буковой — еще на 10 %.
В среднем по С С С Р расход карбам и доф орм альд еги д ны х
смол составляет 84— 86 кг на 1 м3 фактически выпущенных
плит или 75— 77 кг на 1 м3 условных плит (толщиной 19 м м ).
Эти цифры имеют тенденцию к росту, что объясняется увел и че­
нием выпуска плит П-1, постепенным переходом н а выпуск
исключительно ш лифованны х плит и уменьшением средней т о л ­
щины изготовляемых плит.
Р асх од гидрофобных добавок составляет 0,7— 1 % от массы
сырья (в пересчете на сухой п араф и н ). В С С С Р гидрофобные
д обавки вводят только в плиты, предназначенны е для исполь­
зования в строительстве. В других стран ах гидрофобные д о ­
бавки вводят в большинстве вы пускаем ы х плит, что у л учш ает
их эксплуатационны е качества.
Расход тепла, электроэнергии и воды. Д л я производства
Д С т П расходуется значительное количество тепла. В зав и си м о­
сти от применяемого оборудования это тепло поступает в виде
перегретой воды, масла или пара, электроэнергии или топочных
газов, получаемых при сжигании древесины, м азута или других
видов топлива. П отр е б л яе м ая при производстве плит э л е к т р о ­
энергия в основном расходуется д ля электропривода оборудо­
вания. И сследования показали, что 44% электроэнергии р ас х о ­
дуется при изготовлении струж ки, 17-— при осмолении, 10 — при
формировании стружечного ковра, 17 — при прессовании и ш л и ­
фовании плит и 12% — на других операциях.
По р езультатам работы промышленности за последние годы
можно считать, что средний расход тепла и электроэнергии на
производство 1 м3 Д С т П при периодическом способе прессова­
ния составляет соответственно 3,8— 4,2 Г Д ж и 520— 580 М Д ж .
В пересчете на пар расход тепла на производство 1 м3 Д С т П
плоского прессования (при периодическом способе) соответст­
вует расходу 1,4— 1,45 т пара.
Затраты труда. Численность рабочих, зан яты х в п роизвод­
стве Д С т П , зависит от степени автоматизации и механизации
технологического процесса, а та к ж е от типов применяемого о б о ­
рудования и вида выпускаемых плит. Н а затраты труда влияет
так ж е объем выпуска плит, так как степень автоматизации на
крупных установках выше, чем на небольших. Поэтому с у в ел и ­
чением объема производства общее число рабочих хотя и в о з­
308
растает, но в меньшей степени, чем объем выпуска. Так, по
проектным данны м, число основных производственных рабочих,
зан яты х в 3 сменах при периодическом способе прессования
составляет: при суточном выпуске 25 м3 — 45 чел., 50 м3 —
48 чел., 78 м3 —-54 чел., 140 м3 — 66 чел. И з приведенных данных
видно, что за тр а ты труда на 1 м3 плит сниж аю тся по мере у в е ­
личения об ъем а производства: при суточном выпуске 25 м3 з а ­
траты труда основных производственных рабочих равны
14,4 чел.-ч/м3; при 50 м3 — 7,7 чел.-ч/м3, при 78 м3 — 5,55 чел.ч/м3; при 140 м3 — 3,8 чел.-ч/м3. Очевидно создание крупных
предприятий, с точки зрения з а т р а т труда, более рентабельно.
П ри этом д а ж е на предприятиях, оснащенных однотипным обо­
рудованием, затр а ты труда составляю т при выпуске пли г до
25 тыс. м3 в год 7,23 чел.-ч/м3, при выпуске от 26 до 50 тыс. м3—
4,17 чел.-ч/м3, при выпуске от 51 до 70 тыс. м3 — 3,67 чел.-ч/м3,
при выпуске более 70 тыс. м3 — 3,13 чел.-ч/м3.
О б щ ая численность раб о таю щ и х по выпуску Д С т П зависит
так ж е от того, входит ли цех в состав действующего предприя­
тия или яв л яется самостоятельным. По данным Гипродревпрома, численность работаю щ их на самостоятельном предприя­
тии в 1,6 р а за больше, чем в цехе (заводе) Д С т П , входящем
в состав действующего предприятия.
Больш ое влияние н а затр а ты труда о казы в аю т типы приме­
няемого оборудования. Так, фактические за тр а ты труда р аб о ­
чих на производство Д С т П составили: при периодическом спо­
собе прессования (в среднем по отрасли) 4,5— 5 чел.-ч/м3, при
непрерывном способе прессования с применением гусеничного
пресса 7,5—8,5 чел.-ч/м3, с применением экструзионного пресса
8 чел.-ч/м3 (с учетом за т р а т труда н а фанерование плит). Уве­
личенные затр а ты труда при производстве плит с применением
гусеничного пресса можно объяснить сложностью его о б сл у ж и ­
вания и других связанны х с ним механизмов, а т а к ж е меньшей
его производительностью по сравнению с установками периоди­
ческого прессования.
Капитальные вложения. К ап итальн ы е влож ения на создание
предприятий по производству Д С т П определяю тся затр а т ам и
на строительство зданий, стоимостью оборудования и его мон­
т а ж а . Все эти зат р а ты зав и сят от способа прессования плит,
объема выпуска и степени автом атизации и механизации про­
изводства.
Д л я наиболее распространенны х в С С С Р типов цехов Д С т П
потребная площ адь производственного помещения при перио­
дическом способе прессования в цехе мощностью 25— 35 тыс. м3
плит в год составляет 0,14—0,35 м2 на 1 м3 годового выпуска,
при непрерывном способе прессования в гусеничном прессе (про­
изводительность установки 25 тыс. м3 в год) 0,14—0,17 м2 на
1 м3 годового выпуска, при прессовании в экструзионном прессе
0,11— 0,14 м2 на 1 м3 годового выпуска (без площ ади для обли ­
цовки плит). П ри увеличении объем а выпуска плит потребная
309
производственная площ адь резко уменьш ается. Так, если при
выпуске 25— 35 тыс. м3 плит в год периодическим способом
в типовых цехах, оснащ енных отечественным оборудованием,
требуется 0,25—0,35 м2 производственной площ ади на 1 м3 го ­
дового выпуска, то после их реконструкции при выпуске
50 тыс м3 в год требуется 0,17 м2, при выпуске 90 тыс. м3 —
0,1 м2.
В капитальны х з а т р а т а х на предприятие по выпуску Д С т П
основную часть составляю т затраты н а оборудование. Эти з а ­
траты распределяю тся следую щим образом по участкам техно­
логического процесса: подготовка и р а зд е л к а сырья 2% , и зм ел ь­
чение древесины 18,1, суш ка струж ки 7, сортировка и хранение
стружки 9,6, приготовление связующего и смешивание его со
струж кой 3,3, формирование стружечного ковра (вклю чая
главный конвейер) 12,1, подпрессовка стружечного ковра 8,5,
прессование плит 26,8, обраб отка плит (вклю чая сортировку)
12,6 %.
От типа применяемого оборудования зависит та к ж е стои­
мость оборудования и м он таж а. Если принять их стоимость при
периодическом способе прессования (на единицу продукции) за
100%, то при применении гусеничного пресса ориентировочная
стоимость оборудования и м он таж а будет выше примерно на
50%, а при применении экструзионного пресса — ниже на 25%
(без учета стоимости оборудования д ля облицовки плит). С у в е ­
личением объема годового выпуска плит стоимость о б ор удов а­
ния и м о н таж а уменьшается.
М ож но считать, что общие капитальны е затраты на единицу
продукции в цехе мощностью 25 тыс. м3 плит в год выше, чем
в цехе 100 тыс. м3 в д в а раза. Кроме того, общие затр а ты на1
самостоятельное предприятие по выпуску Д С т П примерно на
40% выше чем на цех, входящий в состав действующего п ред­
приятия.
Пути снижения себестоимости Д С тП . З а последние годы
себестоимость 1 условного м3 Д С т П снизилась, что является
результатом реконструкции предприятий и увеличения их м о щ ­
ности, а т а к ж е вводом новы х предприятий мощностью более
100 тыс. м3 плит в год. О д н ако при этом себестоимость 1 ф изи­
ческого м3 плит выросла и в среднем составляет 80— 85 р. (без
учета предприятий, не освоивших проектную мощность). Такой
рост себестоимости Д С т П объясняется переходом ряда п р ед ­
приятий на выпуск плит толщиной 16 мм и менее вместо вы п у­
скавшихся ранее плит толщиной 19 мм, увеличением выпуска
плит П-1, а так ж е почти полным прекращ ением выпуска н еш л и ­
фованных плит. Поэтому одной из основных задач, стоящих пе­
ред производством Д С т П является снижение себестоимости про­
дукции. Анализ составляю щ их себестоимости Д С т П (табл. 56)
показы вает, что более половины за т р а т приходится на сырье и
связующее.
З а т р а т ы на сырье определяю тся его составом. В С С С Р 3U
310
сырья составляет неделовая и танком ерная древесина и только
одна четверть приходится на отходы. Стоимость отходов значи­
тельно ниж е стоимости неделовой древесины. Поэтому в ряде
зар уб еж н ы х стран в производстве плит используют более поло­
вины, а в некоторых стр ан ах до 90 % отходов. Таким образом,
увеличение использования отходов является способом снижения
общих з а т р а т и а сырье.
З а т р а т ы на связую щ ее определяю тся источником получения
смолы, так к а к стоимость см олы собственного изготовления
примерно на 30% « и ж е стоимости смол централизованной по­
ставки. П оэтому целесообразно изготовлять кар бам и доф орм альдегидные смолы непосредственно н а предприятиях, вы пускаю ­
щих Д С тП . Снизить расход смолы можно путем введения в с в я ­
зующее р азли чн ы х добавок (сульфитно-дрожжевой концентрат,
технические щ елока и др.) при сохранении расхода комбиниро­
ванного связую щ его на уровне, принятом д ля связующего
только на основе карбам и доф орм альдеги дной смолы. Д ругим
способом снижения расхода смолы является применение тонкой
стружки. Это позволяет снизить плотность плит, а, сл едова­
тельно, и расход сырья и связующ его при сохранении физикомеханических показателей плит на том ж е уровне.
Одним из основных способов снижения расхода сырья и м а ­
териалов яв л яется стаби л и зац ия свойств плит и в первую оче­
редь их плотности за счет повышения равномерности насыпки
стружечного ковра и строгого соблюдения требований техноло­
гии. Снизить плотность плит и соответственно расход сырья и
материалов мож но путем перехода на выпуск Д С т П с ориенти­
рованием древесных частиц.
Значительны е затр аты в производстве Д С т П падаю т на топ­
ливо и электроэнергию. Снижение их возм ож н о за счет увели­
чения мощности действующих предприятий и строительства но­
вых большей производительности. Это позволит т а к ж е снизить
цеховые, общ езаводские и внепроизводственные расходы на
1 м3 плит.
Д л я снижения з а т р а т труда рекомендуется применять высо­
копроизводительные машины (стружечные станки, дробилки,
сушильные агрегаты и д р .), а т а к ж е повышать уровень авто­
матизации контроля и управл ен ия процессом производства с по­
степенным переходом к автоматическим системам управления
технологическим процессом (А С У ТП ). С нижение за т р а т н а со­
д ерж ани е и эксплуатацию оборудования возм ож но за счет
повышения надежности оборудования и качества ремонта,
а так ж е путем повышения квалификации обслуживаю щ его
персонала.
311
Глава
8
САНИТАРНО-ГИГИЕНИЧЕСКИЕ СВОЙСТВА
ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ
Выше было отмечено, что Д С т П вы деляю т в окруж аю щ ую
среду формальдегид. Это выделение связано с химической п ри ­
родой исходных материалов (древесины и смолы) и процессов,
протекающ их при прессовании плит. Оно обусловлено д естру к­
цией самой древесины в процессе ее переработки, кислотным
гидролизом используемых в качестве связую щ их смол (в основ­
ном карбам и доф орм альдеги дны х) и их свойствами, технологией
изготовления плит. Выделение ф орм альд еги да зависит т а к ж е и
от условий эксплуатации плит и насыщенности ими помещения.
В процессе прессования Д С т П в результате тепломассопереноса под воздействием тем пературы и в л аж н ости из древесины
выделяется ф орм альдегид за счет разл о ж е н и я гемицеллюлозы
и отщепления метоксильных групп некоторых сополимеров, вхо­
дящих в состав лигнина. Д ругой источник выделения ф о р м а л ь ­
д е г и д а — связующее. В процессе отверж дения происходит п ере­
ход карбам и дн ы х смол в неплавкое и нерастворимое состояние
с образованием пространственной структуры. Он соп ро в ож д а­
ется (при общей кислой реакции к а т а л и з а ) уменьшением со­
д ер ж а н и я в смоле метилольных групп в р езу л ьтате их в за и м о ­
действия с активными атом ами водорода амино- и иминогрупп
и с метилольными группами соседних цепей с образованием
метиленовых и метиленэфирных связей, выделением воды и
формальдегида.
Определенная часть выделяю щ егося из древесины и св язу ю ­
щего ф орм альдеги да вместе с другими газообразны ми п р одук­
тами в виде парогазовой смеси у д ал яется из плит в о к р у ж а ю ­
щее пространство через кромки в процессе прессования и с по­
верхности в момент р азм ы к ан и я пресса. Неудаленный с п а р о ­
газовой смесью ф орм альд еги д зад ер ж и в ае тся в плитах непо­
средственно в газообразной форме и в форме полиоксиметиленгликоля Н О — С Н 2 0 ( С Н 20 ) „ , способного при определенных у с ­
ловиях отщеплять мономерный газообразны й формальдегид.
Обе эти формы ф ор м альдеги да образую т один из источников
последующего его выделения из готовых Д С т П в окруж аю щ ую
среду путем диффузии через их н аруж ны е поверхности. Это
выделение тем меньше, чем больше ф орм альд еги да выделилось
из плиты при ее прессовании.
Н аибольш ее влияние на величину и продолжительность в ы ­
деления ф орм альд еги да о ка зы в ае т мольное соотношение исход­
ных компонентов или к а к результат этого м ассовая доля сво­
бодного ф орм альдеги да в смоле и рецептура связующих. М а к ­
симальное выделение ф ор м альдеги да наб лю д ается при прессо­
вании плит без отвердителя. С увеличением количества х л о ­
ристого аммония в составе связующего выделение ф о р м а л ь д е ­
312
гида из готовых плит уменьш ается. Способность некоторых от­
вердителей ускорять по сравнению с хлористым аммонием
отверждение связующ его не обеспечивает пропорциональное
ему уменьшение выделения ф орм альд еги да из готовых плит.
Уменьшения выделения ф орм альд еги да можно добиться введе­
нием в состав отвердителя ам м и а к а и карбам и да. Однако их
наличие в связую щ ем зам ед л я ет процесс его отверждения, а ис­
пользование к а р б а м и д а в случае применения смол с массовой
долей свободного ф орм альд еги да ниже 0,3 % приводит к уве­
личению р азб у х ан и я плит.
Влияние расхода связующ его на выделение формальдегида
из плит ощ ущ ается в меньшей степени, чем влияние массовой
доли свободного ф ор м альдеги да в применяемой смоле. Однако
увеличение в л аж н о сти осмоленной струж ки з а счет влаги, вне­
сенной со связую щ им, приводит при прочих равны х условиях
к увеличению выделения ф ормальдегида. Причем это х а р а к ­
терно для всех типов к арбам и дн ы х смол.
Уменьшение выделения ф орм альд еги да из готовых Д С т П
связано с увеличением тем пературы и продолжительности прес­
сования. К роме того, имеется об щ ая д ля всех рассмотренных
факторов тенденция уменьшения с течением времени выделения
ф орм альдеги да из готовых плит. П ри этом, чем выше уровень
выделения из плит непосредственно после прессования, тем
длительнее при прочих постоянных ф ак то рах будет наблю даться
это выделение.
Н а р я д у с технологическими причинами о б разован ия и после­
дующего вы деления ф орм альд еги да из готовых плит часть его
образуется непосредственно в процессе их эксплуатации. П р и ­
чиной о б разов ан ия этого ф ор м альд еги да яв л яется гидролиз пе­
решедшей в структурированное состояние смолы, зависящ ее от
ее химической природы (типа см олы ), глубины отверждения,
температуры и влаж ности окруж аю щ ей среды.
Д С тП , изготовленные на фенольных см олах или к а р б а м и д ­
ных, модифицированных меламином, гидролитически устойчи­
вее плит, изготовленных на кар бам и дн ы х смолах. К а к показали
исследования, при длительной эксплуатации плит, изготовлен­
ных на карбам и дн ой смоле, в условиях с переменными в л а ж ­
ностью и температурой гидролитической деструкции подверга­
ется 20— 30 % смолы, сод ерж ащ ейся в н ару ж н ы х слоях. С л аб ая
гидролитическая устойчивость карбам идной смолы приводит
к тому, что при относительной влаж ности окру ж аю щ ей среды
80— 100 % выделение ф орм альд еги да из плит в 1,5—2,0 р а за
выше, чем из плит при относительной в л аж н ости 30 % и той же
температуре окр уж аю щ ей среды.
Химическим источником этого ф ор м альд еги да могут быть
метилольные группы об разовавш и хся при гидролитическом р а с ­
щеплении эф ирны х и метиленовых мостиков. Одновременно
возможно и гидролитическое расщепление метилен-амидной
связи с выделением ф орм альдегида. О днако при температуре
313
ниже 60 °С в нейтральной и слабокислой среде, установившейся
в плите при прессовании, гидролиз собственно сетчатой стр у к ­
туры карбам идны х смол, при котором р азруш аю тся м етилено­
вые и метиленэфирные связи, незначителен. П оэтому выделение
ф орм альдеги да при высокой влаж ности и невысокой тем п е р а­
туре происходит в основном за счет отщепления свободных
метилольных групп, а при высокой тем пературе еще и з а счет
гидролиза сетчатой структуры, что ск азы вается на снижении
прочности плит. Таким образом, плиты непосредственно после
изготовления перед ш табелированием д о л ж н ы о х л аж д ать ся до
температуры не выше 30 °С.
При выделении ф орм альд еги да над поверхностью плиты о б ­
разуется тонкий слой, в котором парциальное д авление или
концентрация ф о рм альдеги да находятся в динамическом р а в ­
новесии с давлением ф орм альдегида, сод ерж ащ егося непосред­
ственно в поверхностном слое. Это равновесие держ и тся на по­
стоянном уровне, если стабильны климатические факторы (те м ­
пература, относительная влажность, кратность воздухообмена)
и влаж н ость самой плиты. Существуя в поверхностном слое
плиты в виде параф орм альдегидного
полимера (С Н 20 ) п и
в меньшей степени в виде газа, находящ ихся тож е в д и н ам и ­
ческом равновесии, эти формы ф о рм альдеги да в то ж е время
находятся и в равновесии с метиленовыми или эфирными мос­
тиками пространственной структуры отвержденной смолы. П ри
этом форм альдегид находится в контакте с древесиной, в о зд у ­
хом и влагой при условии неустойчивого состояния. Уже одно
это д ел ает невозможным д а ж е теоретически рассчитать количе­
ство его выделения из Д С т П , не говоря у ж е об учете других
упомянутых факторов, которые влияют на величину этого по­
казател я. Поэтому количественную оценку выделения ф о р м а л ь ­
дегида из Д С т П д ел а ю т в моделируемых (лабораторны х) и
натурных условиях, а основным гигиеническим регламентом я в ­
ляется допустимый уровень (ДУ) выделения формальдегида.
П р и н и м ая во внимание высокую токсичность формальдегида,
в большинстве стран в законодательном порядке установлена
величина предельно допустимой концентрации (П Д К ) ф о р м ­
альдегида в воздухе производственных и жилы х помещений.
В С С С Р П Д К ф орм альд еги да в воздухе рабочей зоны п роизвод­
ственных помещений составляет 0,5 мг/м3, а среднесуточная
для ж и л ы х помещений — 0,003 мг/м3. З а рубеж ом этот п о к а з а ­
тель д л я производственных помещений колеблется от 1,25 мг/м3
(И талия, Норвегия, Ф Р Г и др.) до 2,5 мг/м3 (В еликобритания).
В этих странах выше, чем в С СС Р, и уровень П Д К ф о р м а л ь д е­
гида д л я ж и лы х помещений. В Ф Р Г и Н и дерлан дах, например,
он составляет 0,125 мг/м3, или 0,1 ppm (p a rts per m illion —
частей на миллион).
В С С С Р в соответствии с методикой М и нзд рава С С С Р д ля
исследования в моделируемых условиях применяют сп ец и ал ь­
ные герметичные камеры -генераторы с автоматической регули314
ровной температуры , воздухообмена и н л п ж и с п п . I I n v i r ’iniui
ния проводят при тем пер атур ах 20 и 4 0 °С, соо тп си ’шукипи\
максимальной температуре в зимнее и летнее время в ж и л и *
зданиях. Воздухообмен, создаваем ы й в камере-генераторе, со ­
ставл яет 0,5 ее объем а в час. Д С т П исследуют сразу после их
изготовления, ч е р е з . 1 и 2 мес, что является максимальны м
сроком санитарно-химического контроля. П ли ту вы держ иваю т
в течение 24 ч при заданном воздухообмене и температуре,
после чего д ел аю т отбор пробы. Д С т П , предназначенные для
пола, исследуют при насыщенности 0,4 м2/м3. П литы д ля ме­
бели д олж ны исследоваться в виде у ж е готовых (отделанных)
элементов мебели при насыщенности до 2,0 м2/м 3. При этом
гигиеническим регламентом яв л яется Д У выделения ф ор м аль­
дегида, который к а к и П Д К д л я атмосферного воздуха должен
быть не более 0,003 мг/м3.
Исследования, проводимые по методике М и нзд р ава С ССР,
довольно трудоемки, длительны и требуют специального с осо­
быми условиями разм ещ ения оборудования, которым не р ас­
полагаю т предприятия-изготовители плит. П омимо этого в ме­
тодике отсутствует регл ам ен тац ия относительной влажности
воздуха, при которой осущ ествляю тся испытания, что о т р а ж а ­
ется на точности замеров. Н едостаток методики в самой пе­
риодичности зам еро в в течение всего срока санитарно-химического контроля и в отсутствии указан ий по условиям хранения
испытываемых образцов меж ду отдельными зам ерам и. Это при­
водит к наруш ению закономерной тенденции уменьшения с те­
чением времени выделения ф орм альд еги да из готовых плит.
К амерны е методы оценки выделения ф орм альд еги да из плит
используются и в зарубеж ной практике. Так, в Ф Р Г эти ис­
следования проводят в кам ере объемом 39 м3 при температуре
воздуха 23 °С и его относительной влаж ности 4 5 % , н асы щ ен­
ности 1 м2/м 3 и воздухообмене 1 раз в час. П р и этих условиях
в зависимости от уровня выделения ф о рм альд еги да из плит
они дел ятся на три класса. П ли ты с выделением, не превы ш аю ­
щим 0,1 ррш (0,125 мг/'м3), относятся к классу Е 1 и р а з р е ­
шены для использования в строительстве без отделки. Плиты
с выделением от 0,1 рргп до 1,0 ррш (1,25 м г/м3) относятся
к классу Е 2 и р азр еш аю тся к использованию в отделанном
виде. Наконец, плиты класса Е 3 с выделением, превышающим
1,0 рргп, не разреш ены к применению и их производство пре­
кращено. В н астоящ ее время э та класси ф и кац и я плит по ток­
сичности принята д ля всех стран ЕЭС.
Д л я оперативности контроля за выделением ф орм альде­
гида из плит в зарубеж ной п ракти ке используются экспрессметоды. С ам ы м распространенны м из них яв л яется метод ж и д ­
кофазной экстракции, получивший назван ие перфораторный. Он
предусм атривает кипячение в толуоле о б р а зц а Д С т П р а з м е ­
ром 2 5 X 2 5 мм в течение 2 ч. Выделяю щ ийся формальдегид
поглощ ается водой, со д ерж ан ие которого в ней и о п ределя­
315
ется. Р езультаты ан ал и за в ы р а ж аю тс я в мг ф орм альдеги да на
100 г массы абсолютно сухого о б р азц а плиты.
П о другому методу, получившему н азв ан и е WKI или б а ­
ночный, д ва о б разц а плиты разм ером 25x25 мм помещ ают над
50 мл дистиллированной воды в плотно закры той банке о б ъ е ­
мом 500 мл. После вы держ ки ее в течение 24 или 48 ч при
тем пературе 40 °С определяется количество формальдегида, п о ­
глощенного водой, которое относится к сухой массе образцов
плиты. Полученные значения хорошо воспроизводимы, а а п п а ­
ратура несложна. С опоставление результатов анализов вы д е­
ления ф орм альдегида по обоим методам п оказало наличие
между ними корреляционной зависимости. О ба эти экспрессметода получают распространение и в отечественной практике.
Необходимо отметить и газоаналитический метод оценки
выделяю щ егося из облицованных и необлицованных плит ф о р м ­
альдегида, который стандарти зи рован в Ф Р Г . Исследованию
подвергаются образцы плиты разм ером 400x50 мм, причем
у образцов, вырезанны х из облицованных плит, изолируются
боковые кромки. О б разец помещ ают в испытательную камеру
с температурой 60 °С, где он обдувается воздухом с относи­
тельной влаж н остью 2 % и температурой 60 °С при строго ф и к ­
сированном расходе. Этот воздух вместе с вы деливш имся из
испытываемого обр азц а формальдегидом поступает в п ром ы в­
ные склянки. Через ка ж д ы й час испытаний происходит смена
промывных склянок. О б щ а я продолжительность испытаний 4 ч.
С умма значений величины выделившегося ф ормальдегида, по­
лученного газовым ан али зом от второго до четвертого вклю чи­
тел ь н о ч аса испытаний, относится к общей наружной поверх ­
ности испытываемого об р азц а и в ы р а ж ае тся в мг/ч • м2. Д л я
отделанных образцов о б щ ая н ар у ж н ая поверхность вычисляется
без учета боковых кромок.
М еж ду Д У выделения ф орм альд еги да д л я различных к л а с ­
сов Д С т П , установленным камерным и экспресс-методами у с­
тановлена зависимость, п о каза н н ая в табл. 57.
57. Значения выделения формальдегида из ДСтП, установленные
различными методами
В ы делен и е ф о р м а л ь д е г и д а
К л ас с Д тС П
по то кси ч н о сти
Е1
Е2
ЕЗ
316
к ам ер н ы й м етод
(м г/м 3)
< 0 ,1
> 0 ,1
(> 0 ,1 2 5
> 1 ,0
( > 1 ,2 5
(0,125)
до 1,0
до 1,25)
до 2 ,3
до 2,88)
метод ж и д к о ф а зн о й
экстракции
(мг/100 г абс. с у х о й
п ли ты )
га з о а н а л и т и ч е с к и й
метод
(м г/ч -м 2)
<10
> 1 0 до 30
< 3 4 ,5
< 3 4 ,5
> 3 0 до 60
< 7 9 ,5
Комплексное изучение влияния свойств используемых к а р ­
бамидны х смол и связую щ их на их основе, а т а к ж е техноло­
гических факторов на динам ику выделения формальдегида из
готовых Д С т П позволяет считать наиболее эффективным путем
снижения такого выделения использование смолы с массовой
долей свободного ф орм альд еги да не выше 0,1 % и проведение
мероприятий, обеспечивающих ее наиболее глубокое и равн о­
мерное отверждение по слоям.
Возможность уменьшить выделение ф орм альдегида за счет
изменения технологических условий довольно ограничена, так
к а к технологические п арам етры , сводящие выделения к мини­
муму, часто не совпадаю т с теми, которые необходимы д ля д о ­
стиж ения лучш их показателей физико-механических свойств
готовых древесноструж ечны х плит и экономических п о к аза т е­
лей их производства. В то ж е время любые наруш ения тех­
нологического процесса производства плит или его стабильно­
сти в части изменений влаж ности струж ек в сухом и осмолен­
ном виде, состава связующего и его расхода, температуры и
продолжительности прессования, плотности готовых плит при­
водят к резким колебаниям количества выделяемого из плит
форм альдегида.
. З а р у б е ж н а я практика производства Д С т П показы вает, что
плиты класса Е 2 получают по традиционной технологии при
условии использования низкотоксичных смол, высокой (до
2 0 0 °С) тем пературы прессования, низкого расхода смолы и
строгого соблюдения технологических парам етров производства
з а счет их автоматического контроля и регулирования на опе­
рац и ях сушки струж ек, их см еш ивания со связующ им, ф ормиро­
вания ковра и его прессования. Плиты ж е с выделением по
классу Е 1 получают из плит с выделением ф орм альдеги да по
классу Е 2 после их дегазации, например, по методу FD — ЕХ
фирмы «Веркор», за счет применения комплекса новых техни­
ческих решений. Они вклю чаю т снижение плотности прессуе­
мых плит, использование современного одноэтаж ного прессо­
вого оборудования и принципа прессования на сетчатых поддо­
нах, применение смол новых типов, акцепторов ф ормальдегида
и гидрофобных эмульсий.
П о следо вател ьн ая работа по созданию новых низкотоксич­
ных смол и освоению современного технологического оборудо­
вания позволили и в отечественной практике значительно сни­
зить токсичность выпускаем ых Д С т П и выйти на зарубеж ны й
уровень >по этому показателю . О днако, принимая во внимание
чрезвычайно низкий по сравнению с другими странами п ри ­
нятый в С С С Р уровень П Д К ф орм альдегида, проблема у л у ч ­
шения санитарно-гигиенических свойств Д С т П еще требует
своего решения.
СПИСОК
ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Востров В. Н. Электротехнология в деревообработке.— М.: Лесная
пром-сть, 1981.— 192 с.
2. Глебов И. Т. Смесители для осмоления древесных частиц.— М.: ВНИПИЭИлеспром, 1979.— 20 с.
3. Доронин Ю. Г., Свиткина М. М., Мирошниченко С. Н. Синтетические
смолы в деревообработке.— М.: Лесн. пром-сть, 1979.— 208 с.
4. Житков А. В. Окорка древесины трением. — М.: ЦНИИТЭИлеспром,
1967,— 23 с.
5. Корчаго И. Г., Завражнов А. М. Экструзионные древесностружечные
плиты.— М.: Леем, пром-сть, 1972.— 137 с.
6. Мелони Т. Современное производство древесностружечных и древесно­
волокнистых плит.— М.: Лесн. пром-сть, 1982.— 416 с.
7. Матюшин И. Т., Козаков С. В. Формирование ковра в производстве
древесноволокнистых плит.— М.: ВНИПИЭИлеспром, 1981.— 24 с.
8. Модлин Б. Д . Установки для смешивания и дозирования компонентов,
связующего.— М.: ВНИПИЭИлеспром, 1978.— 32 с.
9. Отлев И. А., Штейнберг Ц. Б. Справочник по древесностружечным пли­
там.— М.: Лесн. пром-сть, 1983.— 240 с.
10. Стерлин Д . М. Сушка в производстве фанеры и древесностружечных
плит.— М.: Лесн. пром-сть, 1977.— 380 с.
11. Татарчук Г. М., Рябков В. М. Направления совершенствования обо­
рудования для осмоления
древесных частиц. — М.: ВНИПИЭИлеспром,
1982. — 44 с.
12. Шварцман Г. М. Производство древесностружечных плит.— М.: Лесн.
пром-сть, 1977.— 312 с.
13. Шварцман Г. М., Веселов А. А. Дозирование измельченной древесины.—
М.: ВНИПИЭИлеспром, 1970.— 54 с.
14. Шварцман Г. М., Щедро Д . А. Настройка автоматической линии по
производству древесностружечных плит.— М.: ВНИПИЭИлеспром, 1969.— 74 с.
15. Щедро Д . А. Снижение токсичности древесностружечных плит.— М.:
ВНИПИЭИлеспром, 1978,— 48 с.
16. Щедро Д . А. Химические процессы при прессовании древесностружеч­
ных плит и влияние их на выделение формальдегида.— М.: ВНИПИЭИлес­
пром, 1984.— 48 с.
17. Эльберт А. А. Отверждение карбамидоформальдегидного связующего
при изготовлении древесностружечных плит.— М.: ВНИПИЭИлеспром, 1980.—
48 с.
18. Эльберт А. А. Водостойкость древесностружечных плит.— М.: Лесн
пром-сть, 1970.— 96 с.
19. Эльберт А. А., Коврижных Л. П. Атмосферостойкие древесностружеч­
ные плиты.— М.: ВНИПИЭИлеспром, 1982.— 40 с.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ...............................................................................................................................
3
Глава 1
КЛАССИФИКАЦИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ П Л И Т .......................................... 5
Глава 2
ФИЗИКО-МЕХАНИЧЕСКИЕ
СВОЙСТВА
ДРЕВЕСНОСТРУЖЕЧНЫХ
ПЛИТ
10
Гл а в а 3
СЫРЬЕ И МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА ДРЕВЕСНОСТРУЖЕЧНЫХ
П Л И Т ............................................................................................................................................. 31
Глава 4
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА ДРЕВЕСНОСТРУЖЕЧ­
НЫХ П Л И Т................................................................................................................................... 70
Основные схемы технологического процесса , ............................................70
Хранение и подготовка сырья ...................................................................................
Сушка с т р у ж к и ..................................................... ...............................
: 141
Сортировка измельченной древесины ............................................................ 154
Смешивание стружки со с в я з у ю щ и м ............................................................ 164
Формирование стружечного к о в р а ................................................................. 200
Подпрессовка стружечного ковра или п а к е т о в ..........................................218
Прессование древесностружечных п л и т ......................................................... 229
Глава 5
ОБРАБОТКА П Л И Т ................................................................................................................ 283
Глава 6
ОРГАНИЗАЦИЯ
ПРОИЗВОДСТВА
ДРЕВЕСНОСТРУЖЕЧНЫХ
ПЛИТ
.
. 295
СЕБЕСТОИМОСТЬ ПРОИЗВОДСТВА ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ .
.
. 306
Глава 7
Глава 8
САНИТАРНО-ГИГИЕНИЧЕСКИЕ СВОЙСТВА ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ 312
СПИСОК
ИСПОЛЬЗОВАННОЙ
ЛИТЕРАТУРЫ........................................................ 318