Структурообразование в термореактивных связующих и
advertisement

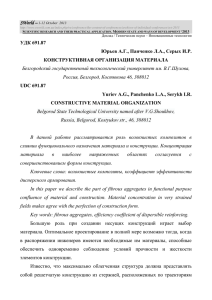
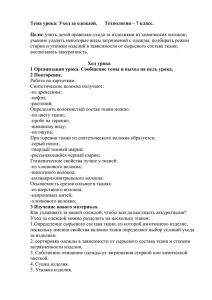
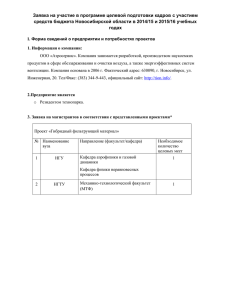
ВИАМ/2009-205413 Структурообразование в термореактивных связующих и матрицах композиционных материалов на их основе Л.П. Кобец доктор технических наук И.С. Деев кандидат технических наук Сентябрь 2009 Всероссийский институт авиационных материалов (ФГУП «ВИАМ» ГНЦ) – крупнейшее российское государственное материаловедческое предприятие, на протяжении 80 лет разрабатывающее и производящее материалы, определяющие облик современной авиационно-космической техники. 1700 сотрудников ВИАМ трудятся в более чем тридцати научноисследовательских лабораториях, отделах, производственных цехах и испытательном центре, а также в четырех филиалах института. ВИАМ выполняет заказы на разработку и поставку металлических и неметаллических материалов, покрытий, технологических процессов и оборудования, методов защиты от коррозии, а также средств контроля исходных продуктов, полуфабрикатов и изделий на их основе. Работы ведутся как по государственным программам РФ, так и по заказам ведущих предприятий авиационно-космического комплекса России и мира. В 1994 г. ВИАМ присвоен статус Государственного научного центра РФ, многократно затем им подтвержденный. За разработку и создание материалов для авиационнокосмической и других видов специальной техники 233 сотрудникам ВИАМ присуждены звания лауреатов различных государственных премий. Изобретения ВИАМ отмечены наградами на выставках и международных салонах в Женеве и Брюсселе. ВИАМ награжден 4 золотыми, 9 серебряными и 3 бронзовыми медалями, получено 15 дипломов. Возглавляет институт лауреат государственных премий СССР и РФ, академик РАН, профессор Е.Н. Каблов. Статья подготовлена для опубликования в журнале «Российский химический журнал», т. LIV, № 1, 2010 г. Электронная версия доступна по адресу: www.viam.ru/public Структурообразование в термореактивных связующих и матрицах композиционных материалов на их основе Л.П. Кобец, И.С. Деев Всероссийский институт авиационных материалов Формирование межфазной границы раздела в полимерных композиционных материалах (ПКМ) начинается с момента контактирования армирующих волокон с жидким связующим, частично или полностью смачивающим поверхность наполнителя. В зависимости от способа формования изделия заполнение жидким связующим капиллярно-пористого пространства армирующей заготовки протекает самопроизвольно («мокрая» намотка при препреговой технологии, электростатическое напыление) или под воздействием внешнего давления (компрессионное и вакуум- компрессионное формование, пропитка под давлением при RTM-технологии и т.п.). В неоптимальных случаях полнота межфазного контакта (неплотности склеивания на наноуровне – по Я.О. Бикерману) резко уменьшается, на границе раздела возникают слабые граничные слои (ГС) и воздушные полости, способствующие преждевременному разрушению ПКМ [1]. Адекватно уменьшению межфазного контакта снижаются механические свойства композиционного материала при сдвиге, сжатии, изгибе. В литературе отсутствуют данные о надежных методах определения степени такого контакта. Кинетика растекания жидкости исследована для модели капли на плоской поверхности твердого тела [2] и практически не изучена для случая пропитки волокон жидким связующим под давлением. На стадии пропитки при контакте наполнителя со связующим важную роль играет его коллоидная природа, которая усложняет процесс их взаимодействия. Фазовому разделению (расслоению) в отверждающихся многокомпонентных полимерных системах посвящен ряд теоретических и экспериментальных работ [3–5]. Однако в реальных связующих фазовое разделение наблюдается уже на стадиях их приготовления и хранения. Так, оптическая плотность растворов эпоксидных смол в смеси этанола и ацетона изменяется во времени и восстанавливается до начальных значений после перемешивания [6], что указывает на коллоидную природу таких растворов, агрегативную неустойчивость и склонность к фазовому разделению. Анализ спектров мутности показал [6], что критическая концентрация мицеллообразования в растворах эпоксидных смол составляет 2–3%, средний радиус частиц – (0,5–1)⋅10-2 мкм, а их концентрация резко увеличивается с ростом содержания олигомеров. Введение отвердителей на порядок повышает мутность системы. Исследованием электрофоретической активности растворов эпоксидных олигомеров установлен положительный заряд их коллоидных частиц. Углепластики из различных фракций эпоксианилинофеноло- формальдегидного (5-211Б) связующего, полученных гравитационным фракционированием, заметно различаются по механическим свойствам. Прочность при повышенной температуре углепластика на основе «тяжелой» фракции по сравнению с углепластиком на основе «легкой» была выше при сдвиге в 1,8, при изгибе – в 1,6 раза. Моделирование состава дисперсной фазы показало, что в первой фракции преобладают частицы типа «эпоксидная смола/отвердитель», во второй – частицы типа «отвердитель/эпоксидная смола». Гетерофазное строение неотвержденных эпоксидных связующих установлено в работе [7]. Фазовое разделение выявляется методом механической спектроскопии по появлению новых максимумов на температурных зависимостях механических потерь [8]. С помощью этого метода обнаружены фазы в эпоксидных полимерах, модифицированных кремнийорганическими олигомерами [9]. Применение современной растровой электронной микроскопии (РЭМ) высокого разрешения позволило выявить гетерофазное строение неотвержденных олигомерных систем [10]. Например, в эпоксидной смоле ЭД-8 обнаружены дисперсные частицы размерами 0,1–0,5 мкм с четко выраженной границей раздела с дисперсионной средой [11]. Таким образом, в литературе накоплено достаточно данных, подтверждающих коллоидно-дисперсное строение неотвержденных термореактивных систем, при этом для эпоксидных и феноло-формальдегидных связующих установлена гетерофазная структура, формирующаяся на стадиях раствор → препрег → композит. Цель работы, объекты и методы исследования В данной работе представлены результаты исследований структурообразования термореактивных связующих и межфазной границы раздела волокно–матрица в ПКМ при их изготовлении. Объектами исследований служили 45%-ные растворы модифицированных эпоксидных связующих в смеси этанола и ацетона в соотношении 1:1, применяемые при производстве угле-, органо-, стекло- и боропластиков (5-211Б на основе смолы ЭД-20 и отвердителя СФ-341А; ЭНФБ на основе ЭН-6, фурфурилглицидилового эфира и комплекса бензиламина с трехфтористым бором; ВС-2526 на основе эпокситетраглицидиловой смолы ЭХД и диаминодифенилсульфона; эпоксидиановое ЭДТ-69 с отвердителем из модифицированной мочевины; эпоксициклоалифатическое УП-2216), а также 45%-ный водный раствор феноло-формальдегидного связующего ФП-520 с содержанием 5–10% дисперсных наночастиц. В качестве рабочих были выбраны простые жидкости (вода, дибутилфталат), используемые на практике в качестве растворителей и пластификаторов. Наполнителями служили углеродные волокна ЛУП-0,1, УКН-П/5000, ВМН-4, арамидные волокна Армос и СВМ, борная нить БН-1 и для сравнения порошки меди и никеля микронных размеров. Удельную поверхность (S yд ) волокон определяли по данным низкотемпературной адсорбции криптона на двух образцах массой 1 г каждый. Равновесные статические углы смачивания определяли методом Л.М. Щербакова [12]. Фрактографию образцов полимеров и композитов на их основе исследовали методом РЭМ высокого разрешения с применением специальных методик препарирования [10]. Кинетику пропитывания волокон изучали методом горизонтально расположенной «капиллярной трубки» с помощью устройства [13], в котором в стеклянный капилляр с одной стороны помещался образец волокон, с другой подавали исследуемую жидкость. За перемещением жидкости следили с помощью введенного в нее газового пузырька. Кинетика пропитывания волокон На большом экспериментальном материале показано, что для выбранных систем справедливо уравнение Уошбурна: l = Aτ0,5, (1) где l – длина пропитанной части образца волокон; τ – время, с; А – коэффициент пропитывания, м/с0,5. Рассмотрим процесс пропитывания волокон жидкостью, смачивающей их полностью или ограниченно. Движущая сила растекания создает у пропитывающей жидкости капиллярное давление (Р к ), максимальная величина которого определяется известным уравнением Б.В. Дерягина: Р к =fσ ж cosθ 0 , (2) где f =∆S/∆V (∆S – поверхность волокна в исследуемом образце; ∆V – объем капиллярно-пористого пространства); σ ж – поверхностное натяжение жидкости, н/м; θ 0 – равновесный статический угол смачивания, град. Величину ∆S рассчитывали по значениям удельной поверхности (S уд ) волокон, ∆V – по значениям χ и площади внутреннего поперечного сечения «капиллярной трубки». Значения коэффициента ƒ определяли по формуле: f=γS уд χ/(1 – χ), где γ – плотность волокна, χ – объемное содержание волокон в образце. Уравнение (2) получено в предположении, что поры капиллярно-пористого тела полностью заполнены жидкостью, поэтому для реальной системы целесообразно ввести коэффициент полноты межфазного контакта (ξ ж-т ), уменьшающий капиллярное давление: 0<ξ ж-т <1. С учетом этого коэффициента уравнение Б.В. Дерягина при полном смачивании принимает вид: Р к =f ξ ж-т σ ж (3) Р к =f ξ ж-т σ ж cosθ 0 . (4) и при ограниченном смачивании: Исследование каждой пары волокно–жидкость начинали с измерения давления, направленного против капиллярной силы, при котором самопроизвольное движение жидкости прекращается. Такое давление численно равно капиллярному (Р к ). На рис. 1 приведена зависимость lgА=f(P) для пропитывания углеродных волокон ВМН-4 (кривая 1) и ЛУП0,1 (кривые 2, 3) дибутилфталатом и водой, которые ограниченно смачивают волокна (табл. 1). На кривых отчетливо видны изломы: первый при Р 1 , второй при Р 2 (Р 2 >Р 1 ). Измеренное значение Р к для этих пар составило (2,0– 18,0)⋅103 Н/м2 (из-за логарифмического масштаба по оси ординат не показано). Рисунок 1. Зависимости коэффициента пропитывания углеродных волокон ВМН-4 (1) и ЛУП-0,1 (2–4) от давления дибутилфталата (1, 2), воды (3) и связующего ФП-520 (4) Таблица 1. Результаты исследования кинетики пропитывания углеродных волокон жидкостями. Объемное содержание волокон ВМН-4 и ЛУП-0,1 в «капиллярной трубке» 52,5%, УКН-П/5000 – 55,7% Показатель Пропитка Р к ⋅10-3, Н/м2 Р 1 ⋅10-3, Н/м2 Р 2 ⋅10-3, Н/м2 θ 0 , град f⋅10-6, м-1 ξ ж-т Р к *⋅10-3, Н/м2 Р 1 *⋅10-3, Н/м2 Р 2 *⋅10-3, Н/м2 ξ ж-т *, внутренний ГС ВМН-4 Дибутилфталат 18,0 7,5 25,0 58 0,98 0,94 – – – – Дибутилфталат 17,0 5,0 18,0 32 2,47 0,22 – – – – Вода ЛУП-0,1 ФП-520 ЭДТ-69 ЭНФБ УКН-П/5000 ЭНФБ 2,0 13,0 28,0 64,5 2,47 0,03 – – – – 15,0 4,0 11,0 27 2,47 – 14 6 26 0,40 3,0 5,5 15,0 16 2,47 – – – 25 – 4,5 3,5 12,0 0 2,47 – 10 8 26 0,16 4,5 10,5 25,5 0 0,94 – – – 44 – Из рис. 1 видно, что по мере увеличения внешнего давления угловые коэффициенты последовательно отрезков прямых, снижаются. заключенных Логично между предположить, что изломами, первый излом lgA возникает при значении Р=Р 1 , когда деформированный мениск жидкости характеризуется динамическим углом смачивания, равным 90°, а при давлении Р=Р 2 динамический угол смачивания становится равным 180°. При пропитывании волокон коллоидно-дисперсными связующими на зависимостях lgА=f(P) (рис. 1, кривая 4) появляются дополнительные изломы Р1 *>Р1 и Р2 *>Р2. Подобное расщепление характеристических давлений возможно в том случае, когда в зоне контакта с волокном в жидкости образуются не один, а два граничных слоя. Внутренний ГС, контактирующий с поверхностью волокна, обладает большей когезионной прочностью, более прочно связан с поверхностью волокна. Поэтому величины Р1 * и Р2 * в 1,7–2,4 раза больше P1 и Р2. Давления Рк* и Р1 *, соответствующие растеканию внутреннего ГС, маскируются растеканием внешнего. Наложением деформаций двух ГС можно объяснить повышенный разброс экспериментальных точек в интервале давлений Р1–Р2 (рис. 1, кривая 4; рис. 2, кривые 1, 3). Ориентируясь на «выпавшие» точки, можно представить зависимости lgА*=f(P) для внутреннего ГС так, как это показано для связующего ФП-520 (пунктирная линия на рис. 1). Например, для пар ЛУП-0,1–ФП-520 и ЛУП-0,1–ЭНФБ с достаточной вероятностью можно оценить характеристические давления, соответствующие растеканию внутреннего ГС (см. табл. 1). Следует отметить недостаточно высокую точность определения характеристического давления Рк , на измерение которого сильно влияет инструментальная погрешность и кинетический гистерезис смачивания [2]. Рисунок 2. Влияние давления на скорость фильтрации связующих ФП-520 (1–5) и ЭНФБ (6–10) через ЛУП-0,1 при различном содержании углеродных волокон: 1 – 40,4%; 2 – 44,0%; 3, 7 – 47,8%; 4, 5 – 55,3%; 6 – 45,0%; 8, 9 – 50,8%; 10 – 58,3% В табл. 1 приведены значения коэффициента ξ ж-т , рассчитанные по уравнениям (3) и (4). Видно, что полнота контакта простых жидкостей с углеродным волокном изменяется в пределах 0,084–0,94. Например, у пары ВМН-4–дибутилфталат 94% поверхности волокон контактирует с жидкостью, в случае ЛУП-0,1 с ней контактирует лишь 10%, т.е. треть геометрической поверхности волокон. При пропитывании волокон связующими, следует рассчитывать коэффициент ξ ж-т ∗, относящийся к контакту внутреннего ГС с волокном. Он составляет 0,16–0,40 (см. табл. 1). Попытка корректно рассчитать коэффициент ξ ж-ж , относящийся к молекулярному контакту внутреннего и внешнего ГС для пар ЛУП-0,1– связующее и УКН–П/5000–связующее, встретила трудности, связанные с неопределенностью измеренного угла смачивания, который может относиться к растеканию как внутреннего слоя по волокну, так и внешнего по внутреннему слою. Но априори можно утверждать, что коэффициент полноты контакта внешнего и внутреннего ГС должен быть равен 1. При пропитывании арамидных волокон эпоксидными связующими наблюдаются те же эффекты, что и в случае с углеродными волокнами. Так, на зависимостях lgA=f(P), полученных для пары волокно Армос–ЭДТ-69, фиксируются изломы, которые можно идентифицировать как Р 1 , Р 2 , Р к и Р 2 * (табл. 2). Недостаточное количество «выпавших» точек при Р<Р 2 * не позволило оценить величины Р к * и Р 1 ∗ для этой системы. Значения Р к , Р 1 и Р 2 (табл. 1), относящиеся к растеканию внешнего ГС связующих, для арамидных и углеродных волокон близки, в то время как значения Р 2 * различаются в 2,4–3,3 раза. Удаление замасливателя с поверхности Армос практически не влияет на динамическое смачивание волокна, а аппретирование 5%-ным раствором связующего 5-211Б заметно (с 7⋅103 до 2⋅103 Н/м2) уменьшает Р к . Судя по тому, что значение Р 2 * в 2,5–3 раза превосходит Р 2 , связующее ЭДТ-69 должно иметь повышенную адгезию к поверхности арамидных волокон. Таблица 2. Влияние поверхностной обработки на характеристические давления при пропитывании эпоксидиановым связующим арамидных волокон Армос. Объемное содержание волокон в «капиллярной трубке» 50% Поверхностная обработка волокон Стандартный замасливатель Без замасливателя Аппретирование Р к ⋅103, Н/м2 Р 1 ⋅103, Н/м2 Р 2 ⋅103, Н/м2 Р 2 *⋅103, Н/м2 7 6 19 59 4 2 6 8 19 23 60 57 По завершении пропитывания образца наполнителя в режиме смачивания продолжали подавать жидкость, измеряя скорость (V) ее фильтрации через пучок волокон, варьируя их объемное содержание в капилляре и внешнее давление. На рис. 2, 3 представлены реологические зависимости V=f(Р) для пар ЛУП-0,1–ФП-520 и ЛУП-0,1–ЭНФБ. Кроме начальных участков ползучести, типичных для течения твердообразной жидкости, зависимости состоят из двух линейных отрезков с различными углами наклона для образцов с содержанием волокон менее 47,8–50,8% и один пологий отрезок для образцов с более высоким их содержанием. Рисунок 3. Влияние содержания волокон ЛУП-0,1 на предел текучести внешних (1, 2) и внутренних (3, 4) граничных слоев для связующих ФП-520 (1, 3) и ЭНФБ (2, 4) Экстраполируя линейные отрезки к нулевой скорости течения, определяли пределы текучести Р т1 для пологого и Р т2 для крутого участков. Принимая за основу представления о двухслойном строении ГС в системе с выбранными связующими, можно утверждать, что Р т1 характеризует предел текучести внешнего, а Р т2 – внутреннего слоев. По достижении внешним давлением соответствующего предела текучести гидравлическое сопротивление в образце резко падает и скорость течения жидкости увеличивается скачкообразно. Схема строения обоих граничных слоев связующего представлена на рис. 4. Рисунок 4. Схема граничных слоев жидкого связующего при критических степенях наполнения χ кр1 (а) и χ кр2 (б): 1 – волокна; 2 – внешний граничный слой; 3 – внутренний граничный слой Зависимости пределов текучести внутреннего и внешнего граничных слоев от содержания углеродного волокна, показанные на рис. 3, подчиняются уравнению, справедливому при χ>χ кр : Р т =Р 0 exp[m(χ–χ кр )], (5) где Р 0 – начальный предел текучести, Р 0 =1 Н/м2 при χ→χ кр ; χ кр – содержание волокон, при котором происходит смыкание (перекрывание) соседних ГС: χ кр1 , χ кр 2 – критическое содержание волокон при смыкании внешних и внутренних слоев; т – коэффициент (т 1 и т 2 – соответственно для внешних и внутренних слоев). По уравнению (5) можно рассчитать величины давления, требуемого для разрушения внутренних и внешних ГС. Вполне очевидно, что при χ<χ кр количество жидкости со свойствами твердообразного бингамовского тела в объеме ГС полностью выключено из течения. Определив χ кр , по их значениям рассчитывали толщины (δ) ГС. В табл. 3 приведены значения толщины граничного слоя для тетрагональной (нижний предел толщины) и гексагональной (верхний ее предел) упаковки волокон в образцах, рассчитанные по формулам: δ=d/2[(π/4χ кр )0,5–1] (6a) δ=d/2[(π/2,30,5χ кр )0,5–1]. (6б) Таблица 3. Характеристика граничных слоев жидких связующих, наполненных углеродными и арамидными волокнами. δ 1 – толщина внешнего граничного слоя; δ 2 – толщина внутреннего граничного слоя Тип волокна Углеродное волокно ЛУП-0,1 Арамидное волокно Армос без обработки Армос аппретированный Марка связующего ФП-520 χ кр1 δ 1 *, мкм m1 χ кр2 δ 2 *, мкм m2 0,28 14,5 0,34 0,32 14,3 0,39 ЭДТ-69 То же 0,27 11,0 0,35 То же 0,32 10,7 0,37 1,73 1,56 − 1,90 1,41 1,26 − 1,57 3,68 3,31 − 4,05 20,0 ЭНФБ 0,43 0,42 − 0,45 0,46 0,44 − 0,48 1,43 1,38 − 1,48 0,75 0,72 − 0,78 3,40 3,04 − 3,76 19,7 18,0 17,7 * В знаменателе – значения δ, рассчитанные для тетрагональной и гексагональной укладок волокон соответственно; в числителе – средние значения (пояснения см. в тексте). Фильтрация связующего ЭДТ-69 через волокна Армос подчиняется тем же закономерностям, что и фильтрация через углеродные волокна. На кривых течения также обнаруживаются два предела текучести Р т1 и Р т2 (рис. 5). Их зависимости от χ удовлетворительно описываются уравнением (5). Значения χ кр 1 и χ кр 2 для систем с углеродными и арамидными волокнами также сопоставимы, но толщина внутренних ГС связующего, контактирующего с арамидными волокнами, в 2–2,6 раза больше, чем при контакте с углеродными. Аппретирование поверхности Армос, не меняя характера течения жидкости, заметно влияет на толщину внешнего ГС, которая уменьшается в 2 раза. На толщину внутреннего ГС аппретирование практически не влияет. Большая толщина внутренних ГС, спровоцированная, вероятно, более высоким энергетическим полем арамидного волокна по сравнению с углеродным, обусловливает их повышенную прочность. Поэтому для разрушения перекрытых внутренних ГС, например в системе ЭДТ-69–Армос аппретированный (χ=50,8%) требуется внешнее давление не ниже 2,7⋅105 Н/м2. Расчеты показывают, что в случае исходного Армос давление должно возрасти до 6,6⋅105 Н/м2 (рис. 6, кривая 3). Рисунок 5. Влияние давления на скорость фильтрации связующего ЭДТ-69 через не аппретированные (1–4) и аппретированные (5–7) волокна Армос при их различном содержании: 1 – 34%; 2, 5 – 42,3%; 3, 6 – 46,6%; 4, 7 – 50,8% Рисунок 6. Влияние содержания волокон Армос на предел текучести внешних (1, 2) и внутренних (3, 4) граничных слоев связующего ЭДТ-69: 1, 3 – волокно с аппретом; 2, 4 – волокно без аппрета Таким образом, при пропитывании волокон простыми жидкостями в режиме смачивания установлены характеристические давления, при которых силовая зависимость коэффициента пропитывания в уравнении Уошбурна претерпевает изломы. По трактовке авторов, это происходит по достижении динамическими углами смачивания значений 90° (Р 1 ) и 180° (Р 2 ). Критический характер этих зависимостей, по всей вероятности, является следствием скачкообразных переходов режима течения от устойчивого ламинарного (при Р<Р 1 ) к развитому турбулентному (при Р>Р 2 ), при котором ГС жидкости деградируют. При пропитывании многокомпонентными растворами связующих, содержащих коллоидно-дисперсную фазу, каждое характеристическое давление расщепляется на два. Подобное явление можно объяснить образованием двух ГС. Изучение фильтрации жидкостей через смоченные волокна показало, что внутренний граничный слой более прочный и «толстый» (1,41–3,68 мкм), а внешний – «тонкий» и менее прочный. При Р>Р2 * имеет место объемное течение и возможно полное смачивание волокон. Это особенно актуально для достижения полного контакта между трудно совместимыми с волокном термопластичными связующими с высокими значениями поверхностного натяжения и вязкости расплава. Оба слоя твердообразны, обладают свойствами тела Бингама и «наполнены» коллоидно-дисперсными частицами. При изменении содержания волокон прочность ГС изменяется по экспоненте, причем интенсивность процесса определяется волокнами. Наибольшее значение коэффициента ξж-т отличает границу раздела жидкостей с волокнами, имеющими беспористую поверхность. Доля структурированной части связующих в конструкционных угле- и органопластиках, содержащих 50–65 об. % волокон, составляет не менее половины объема матрицы. При содержании волокон более 39 об. % (табл. 3) ГС смыкаются, образуя непрерывную сетку неподвижного твердообразного связующего, устойчиво сопротивляющегося течению. Следовательно, эффективный объем капилляров в реальной заготовке, например при RTMтехнологии, сокращается вдвое. Поэтому для увеличения скорости пропитывания необходимо разрушить сомкнувшиеся ГС. В этом случае возможно достижение быстрого и качественного пропитывания заготовки. При пропитывании преформы (прошитой заготовки изделия) значительная часть волокон расположена поперек течения связующего. В этом случае разрушение твердообразных ГС требует приложения еще более высокого внешнего давления. Структурообразование в матрицах композиционных материалов Микрофазовая структура матриц и межфазной границы раздела в органо-, угле-, стекло- и боропластиках представлена на приведенных ниже рисунках. Граничные слои в матрицах ПКМ идентифицировали по преимущественной ориентации дисперсных частиц по нормали к поверхности волокон. На рис. 7 показана структура эпоксидиановой матрицы ЭДТ-69, армированной волокнами СВМ. Рисунок 7. Микрофазовая структура эпоксидиановой матрицы в органопластиках на основе арамидных волокон: а – без наполнителя; б – на основе волокна СВМ без аппрета; в – с аппретом; г – границы раздела волокно–матрица; ×20000 Для сравнения приведена структура ненаполненного образца отвержденного связующего (рис. 7, а). Видно, что структура полимера двухфазна, одна из фаз (светлые участки) занимает 70% объема. Введение арамидного волокна (рис. 7, б–г) понижает содержание дисперсных частиц до 40%, а сами частицы с размерами 0,05–0,2 мкм входят в состав крупных образований, сформированных в разветвленную сетчатую структуру. Толщина ГС в органопластике не превышает толщину одного слоя частиц (рис. 7, г), что в 1,5–2 раза меньше размеров жидких слоев. Таким образом, микрофазовую структуру эпоксидной матрицы в органопластике можно представить в виде двух взаимопроникающих сеток, одна из которых (светлые участки) образована частицами дисперсной фазы. Микрофазовая структура эпоксидных матриц в углепластике (рис. 8, а–г) представляет собой изолированные частицы дисперсной фазы, концентрация которых колеблется в пределах 20–50%. В отличие от органопластика, для углепластика характерна четкая ориентация дисперсных частиц в ГС (рис. 8, д), толщина которого достигает 1,5–2 мкм. Рисунок 8. Микрофазовая структура матриц в углепластиках: а, в – эпоксициклоалифатической; б, г, д – эпоксиноволачной; а, б, д – на основе волокна ЭЛУР-0,1П; в, г – на основе волокна ЛУП-0,1; д – граница раздела волокно–матрица; ×20000 Дисперсная фаза матрицы 5-211Б в боропластике и в органопластике квазинепрерывна (рис. 9, а), а дисперсионная среда (темные участки) существует в виде изолированных включений, при этом концентрация дисперсной фазы достигает 70%. Примечательно, что ГС матрицы состоит преимущественно из дисперсной фазы, а его толщина, включая асимметричные дисперсные частицы, ориентированные большими осями к борной нити, составляет 2–3 мкм. Подобное распределение частиц дисперсной фазы можно наблюдать и в стеклопластике на эпоксидном связующем ВС-2526 (рис. 9, в, г), при этом отсутствуют различия в соотношении фаз вблизи волокна и в объемах, удаленных от его поверхности. Рисунок 9. Микрофазовая структура матриц в боропластике (а, б) и стеклопластике (в, г) в объеме (а, в) и на границе раздела (б, г): а, б – эпоксианилинофенолформальдегидная; в, г – эпокситетраглицидиловая; а, в, г – ×20000; б – ×10000 Наибольшая толщина ГС обнаруживается в эпоксидных композициях на основе порошков никеля и особенно меди (рис. 10). Толщина граничных слоев, в которых цепочки дисперсных частиц ориентированы нормально к поверхности меди, более 10 мкм (рис. 10, а, б). Как и в случае боропластика, концентрация частиц минимальна у поверхности металла. В металлонаполненных эпоксидных пластиках с содержанием порошка не менее 30% влиянию металла подвержен практически весь объем полимера. Сравнение размеров ГС эпоксидных матриц показало, что чем выше электропроводность наполнителя, тем они толще. В порядке возрастания их толщин в исследованных матрицах композиты можно расположить в следующий ряд: органопластики < стеклопластики < боропластики < углепластики < металлопластики. Рисунок 10. Микрофазовая структура эпоксидиановой матрицы, наполненной порошками меди (а, б) и никеля (в, г): а, в – ×2000; б, г – ×20000 Сопоставляя характеристики граничных слоев в жидких связующих с их структурой в отвержденных системах, можно заключить, что внутренние слои, особенно в угле-, боро- и металлопластиках, представляют собой преимущественно дисперсионную среду, а внешние слои «наполнены» анизотропными дисперсными частицами. Это отличие обусловливает существенно различные толщины и прочность указанных слоев. Изучение структурообразования в феноло-формальдегидных связующих резольного типа показало, что частицы дисперсной фазы в них образуют систему с редкими включениями дисперсионной среды в виде тонких (50–60 нм) прослоек, разделяющих ассоциаты (рис. 11, а). Чрезвычайно высокая плотность упаковки частиц дисперсной фазы в агрегатах, по-видимому, практически полностью исключает их контакты через прослойки дисперсионной среды. Введение стеклянных волокон в такую матрицу изменяет лишь концентрацию частиц. При армировании этой матрицы углеродными волокнами формируется структура (рис. 11, б), сходная с представленной на рис. 8, д для эпоксидных углепластиков. Толщины ГС, как и в случае с эпоксидными матрицами, составляют 1–2 мкм. Рисунок 11. Микрофазовая структура феноло-формальдегидного полимера (а) и границы раздела волокно–матрица в углепластике на его основе (б), ×20000 Таким образом, на стадиях приготовления связующего и формирования препрега в процессе фазового разделения происходит выделение коллоидных частиц и их коагуляция с образованием частиц и ассоциатов дисперсной фазы. Мозаичное строение поверхности наполнителя обусловливает процессы преимущественной адсорбции либо молекул олигомеров, либо коллоидных частиц [14]. В результате этого в растворе (расплаве) связующего равновесие между молекулярно- и коллоидно-дисперсной фазами сдвигается в ту или иную сторону. Процесс избирательной адсорбции наполнителем компонента связующего можно представить как квазихимическую обменную реакцию между олигомерами и коллоидными частицами, которая описывается уравнением адсорбции из бинарных растворов с некоторой константой обмена [15]. На практике, например, при производстве и хранении препрегов, структурообразование в связующем протекает в условиях непрерывного нарастания вязкости системы вследствие удаления растворителя или в процессе гелеобразования. Используемая в промышленности смесь инертных растворителей (обычно этанола и ацетона) не является азеотропной и высыхание препрега за время технологического процесса (τ р ) (рис. 12) сопровождается испарением в первую очередь легкокипящего растворителя (ацетона). В результате этого относительное содержание более высококипящего растворителя (этанола, который не растворяет ряд компонентов: отвердителей, катализаторов, специальных добавок) увеличивается. Рисунок 12. Динамика структурообразования в термореактивных связующих: а – со стеклянными, органическими, борными волокнами; б – с углеродными и металлическими наполнителями; Р(τ) – интегральные кривые выделения (1) и коагуляции (2) коллоидных частиц; 3 – вязкость связующего Если коллоидные частицы преимущественно адсорбируются наполнителем (стекло- и органическими волокнами, борной нитью), то процесс фазового разделения наступает на ранней стадии высыхания препрега (при τ 1 и τ2 ), когда вязкость связующего еще невелика. В этих условиях выделение и коагуляция коллоидных частиц (рис. 12, а, кривые 1 и 2) завершаются образованием квазинепрерывной дисперсной фазы (органо-, боро- и стеклопластики) к тому времени, когда увеличение вязкости системы практически подавляет броуновское движение коллоидных частиц. Если поверхность наполнителя сорбирует преимущественно молекулы олигомеров (углеродные волокна, порошки металлов), выделение коллоидных частиц (рис. 12, б, кривая 1) наступает позже (τ 1 ) в более вязком связующем, а их коагуляция протекает с меньшей скоростью (кривая 2) и не завершается к моменту полного высыхания препрега (τ р ) или отверждения пластика. В результате образуются структуры типа «дисперсионная среда– изолированные частицы». Повышенная вязкость связующего в момент (τ р ) позволяет сохранить ориентацию дисперсных частиц в граничных слоях матрицы, обусловленную влиянием энергетического поля наполнителя. Следует подчеркнуть, что в расплавном связующем структурообразование протекает по второй схеме (рис. 12, б) в связи с его более высокой начальной вязкостью. Последний фактор, а также диффузионные ограничения обусловливают незавершенность фазового разделения в такой системе. Важным следствием фазового разделения является изменение начального (заложенного в технологии) соотношения компонентов связующего в различных фазах. Как правило, значительная часть отвердителя и (или) катализатора с более низким порогом растворимости концентрируется в дисперсных частицах, а обедненная ими дисперсионная среда отверждается не полностью и может остаться термопластичной. Экспериментальным доказательством последнего могут служить проявления значительных микропластических деформаций дисперсионной среды при механическом разрушении эпоксидных полимеров [16]. Выводы На основании полученных данных и по аналогии с классификацией традиционных дисперсных систем рассмотренные термореактивные матрицы можно разделить на два класса [15]. К первому относятся полимеры, в которых дисперсные частицы возникают при коагуляции во вторичном минимуме потенциальной кривой взаимодействия и в случае образования непрерывного каркаса взаимодействуют друг с другом через прослойки дисперсионной среды. Ко второму классу относятся полимеры, дисперсные частицы в которых коагулируют в первичном минимуме и взаимодействуют друг с другом непосредственно. Для полимеров первого класса (эпоксидные) и полимерных композиционных материалов на их основе характерна четко выраженная температура стеклования (Т с ). При Т>Т с наблюдается падение механических свойств на десятки процентов. Во втором случае (резольные феноло-формальдегидные полимеры) заметные изменения свойств материалов происходят при нагревании до температур начала деструкции. В этих полимерах, подобно общеизвестным конденсационно- кристаллизационным системам (керамика, бетон и др.), коагуляция, повидимому, проходит на ранней стадии и в условиях высоких пересыщений. Такой тип структурообразования впервые был исследован Е.Б. Тростянской, изучавшей синтез, структуру и свойства этого класса полимеров. Ею установлено, что для отвержденных феноло-формальдегидных смол резольного типа Т с не обнаруживается при нагревании до 250–300°С. В табл. 4 отражены показатели структурообразования в термореактивных связующих и свойства композиционных материалов на их основе, а также данные по активному влиянию наполнителей различной природы. В конечном итоге, комплекс свойств материала предопределяется типом связи в непрерывной дисперсионной или коагуляционной сетчатой среде. Так, для полиэпоксидов, обладающих, на первый взгляд, такой же структурой, как и феноло-формальдегидные полимеры, дисперсные частицы связаны между собой слабыми не теплостойкими, но гидролитически устойчивыми связями, которые обратимо разрушаются при температурах выше Т с или при увлажнении и восстанавливаются при последующем охлаждении или сушке. Незавершенность процесса фазового разделения в связующих обусловливает их термодинамическую и агрегативную неустойчивость, вследствие которой микроструктура матриц и свойства композиционного материала изменяются во времени при воздействии повышенных температур, термовлажностных испытаниях и при деформировании (ползучесть). Таблица 4. Взаимосвязь между структурообразованием в термореактивных связующих и физико-механическими свойствами композитов на их основе. Стрелками показана тенденция к увеличению характеристик Авторы выражают благодарность В.Н. Пригородову за помощь в отработке методики исследования пропитывания волокон и в обсуждении результатов, Л.H. Тимошиной, Т.П. Никитиной и Г.С. Шуль за участие в экспериментальной работе. Список литературы: 1. Bikerman J.J. Kolloid-Z + Z. Polym., 1967, № 1, S. 52. 2. Сумм Б.Д., Горюнов Ю.В. Физико-химические основы смачивания и растекания. М.: Наука, 1976, 232 с. 3. Кобец Л.П. Пластические массы, 2007, № 9, с. 18. 4. Деев И. С., Кобец Л.П. Коллоид. ж., 1999, т. 61, № 6, 650. 5. Розенберг Б.А. Рос хим. ж. (Ж. Рос. хим. общ. им. Д.И. Менделеева), 2001, т. XLV, № 5–6, с. 23. 6. Бабкина Н.В., Липатов Ю.С., Алексеева Т.Т., Яровая Н.В. Высокомолекул. соед. Сер. А, 2009, т. 51, № 8, с. 1461. 7. Пригородов В.Н., Кобец Л.П., Чубарова М.А. и др. Композиционные полимерные материалы, 1983, вып. 19, с. 14. 8. Kishi Н., Nation Т., Matsuda S. е. a. J. Adhes. Soc. Jap., 2005, v. 41, № 3, p. 84. 9. Мельниченко В.П., Безрук Л.И., Липатов Ю.С. Синтез и физико-химия полимеров. Киев: Наукова думка, 1971, т. 9, с. 119. 10. Деев И.С., Кобец Л.П. Завод. лаб. Диагностика материалов, 1999, т. 65, № 4, с. 27. 11. Деев И.С., Лямина И.Н., Кобец Л.П. Тр. Второй Межд. научно-техн. конф. «Полимеры, полимерные композиционные материалы». Барнаул. 2001, с. 82. 12. Щербаков Л.М., Рязанцев П.П. Поверхностные явления в расплавах и процессах порошковой металлургии. Киев, Изд. АН УССР, 1963, с. 152. 13. Schwartz А.М., Rader С.A., Huсy. Adv. Chem. Ser., 1964, № 3, p. 250. 14. Липатов Ю.С. Межфазные явления в полимерах. Киев, Наукова Думка, 1980, 259 с. 15. Фролов Ю.Г. Курс коллоидной химии. Поверхностные явления и дисперсные системы. М.: Химия, 1982, 400 с. 16. Деев И.С., Кобец Л.П. Высокомолекул. соед. Сер. А, 1996, т. 38, № 4, с. 627.