Гареев Артур Радикович РАЗРАБОТКА И
advertisement

Акционерное общество «Научно-исследовательский институт
конструкционных материалов на основе графита «НИИграфит»
На правах рукописи
Гареев Артур Радикович
РАЗРАБОТКА И ИССЛЕДОВАНИЕ
ТРЕХМЕРНО-АРМИРОВАННЫХ УГЛЕПЛАСТИКОВ НА
ОСНОВЕ СТЕРЖНЕВЫХ СТРУКТУР НАПОЛНИТЕЛЯ
05.16.06 – Порошковая металлургия и композиционные материалы.
Диссертация на соискание ученой степени
кандидата технических наук
Научный руководитель:
доктор технических наук,
профессор,
Колесников С.А.
Москва - 2015
Оглавление
Список основных обозначений
Введение
Глава 1. Трехмерно-армированные полимерные композиционные
материалы /обзор литературных данных/………………………..с.11-29
1.1 Актуальность применения трехмерно-армированных ПКМ…...с.11-12
1.2 Классификация многомерно-армированных полимерных
композиционных материалов…………………………………………с.13-14
1.3 Описание методов получения наполнителей и применение
многомерно-армированных ПКМ………………………………..…...с.14-29
1.3.1.Иглопробивная технология армирования двухмерных
наполнителей…………………………………………………………………с.14-16
1.3.2.Метод прошивного армирования двухмерных наполнителей с.16-18
1.3.3.Создание пространственных связей в непрерывно армированных
послойных наполнителях за счет введения дискретных волокон или
нитевидных кристаллов…………………………………………………….с.18-20
1.3.4.Получение трех и n- мерно армированных наполнителей
ткачеством……………………………………………………………………с.20-25
1.3.5.Получение наполнителей плетением…….………………..………с.26-29
Глава 2. Объекты и методы исследования, оборудование……..с.30-44
2.1.Объекты исследования……………………………………………с.30-32
2.2.Методы исследования. Оборудование…………………………...с.32-44
Глава 3. Теоретическая и опытная отработка процесса инфузии.
Определение основных параметров процесса, проницаемости
наполнителя, условий инфильтрации связующего в капилляры
стержней. Оценка влияния пористости…………………………..с.45-68
2
Глава 4. Исследование взаимодействия матрицы и межфиламентарного
связующего. Оценка эффективности применения эпоксидных
связующих для изготовления стержней………………………….с.69-79
Глава 5. Исследование механических характеристик 3D-армированного
углепластика в условиях сжатия. Анализ особенностей разрушения
материала с учетом критической длины продольных и трансверсальных
армирующих элементов…………………………………………….с.80-97
Основные результаты и выводы………………………………….с.98-101
Список использованных источников……………………………..с.102-110
Перечень ссылочных нормативных документов………………..с.111
Приложение А…………………………………………………..……с.112
Приложение Б…………………………………………………….......с.113
3
СПИСОК ОСНОВНЫХ ОБОЗНАЧЕНИЙ
Е, E1,2 –модуль упругости, ГПа;
Е+ (Ер) - модуль упругости при растяжении, ГПа;
Е- (Есж)- модуль упругости при сжатии, ГПа;
- модуль упругости при растяжении по оси х, ГПа;
- модуль упругости при сжатии по оси х, ГПа;
- модуль упругости при растяжении по оси у, ГПа;
- модуль упругости при сжатии по оси у, ГПа;
- модуль упругости при изгибе, ГПа;
G-модуль упругости при сдвиге, ГПа;
- модуль упругости при сдвиге в плоскости xz, ГПа;
-модуль упругости при сдвиге в плоскости xy, ГПа;
- предел прочности при межслойном сдвиге в плоскости xz, МПа;
ср
– среднее значение предела прочности при межслойном сдвиге, МПа;
сдвига
- напряжение сдвига, МПа
– скорость фильтрации, м/с;
r - линейная плотность армирующих стержней, г/м;
Va – объемная доля наполнителя, %;
L – шаг сборки, м;
dср – средний диаметр стержня, м;
σ, σ1,2 – предел прочности, МПа;
σ+ (σр) – предел прочности при растяжении, МПа;
σ- (σсж) – предел прочности при сжатии, МПа;
σ - предел прочности при растяжении по оси у, МПа;
σх - предел прочности при растяжении по оси х, МПа;
σ - предел прочности при сжатии по оси у, МПа;
σх - предел прочности при сжатии по оси х, МПа;
ϒ – угол наклона нитей, градус;
dср – средний диаметр стержня, мм;
4
N - число филаментов исходной нити, тыс. шт.;
ρ - плотность, г/см3;
L0 - начальная длина стержня в захватной части, м;
S - расчетная площадь контактной поверхности, м2 ;
g – ускорение свободного падения, м2/с;
K – коэффициент проницаемости, м2;
Кст - коэффициент проницаемости стержня, м2;
ΔP – перепад давления, Па;
η – динамическая вязкость связующего, Па*с;
Vпор - доля пористости, %;
Vmbf - содержание межфиламентарной матрицы, %;
R - средний эквивалентный диаметр капилляров, м;
df - средний диаметр филаментов ,м
l – глубина пропитки (инфильтрации), м;
σж- поверхностное натяжение жидкости, Н/м;
θ – краевой угол смачивания;
– продолжительность пропитки, с.
ϕ 1- доля ПВС, %
ϕ2 - доля углеродной поверхности, %;
θ1- краевой угол смачивания на поверхности ПВС, градус;
θ2 - краевой угол смачивания на углеродной поверхности, градус;
kσ - коэффициент реализации прочности, %;
Ԑ
– деформация, %;
ν – коэффициент вариации, %;
Lкр - минимальная эффективная длина, м.
5
Введение
Из
полимерных
композиционных
материалов
(ПКМ)
наиболее
изученными и распространенными являются слоистые, в том числе
двухмерно-армированные. Данные материалы реализуют высокие упругие и
прочностные характеристики в плоскости армирования, но обладают
минимальной работоспособностью при поперечном разрыве и межслойном
сдвиге [10-12]. Устранение данной особенности требует усиления связи
между слоями материала, что может быть достигнуто введением третьего
направления
армирования.
Известными
методами
введения
третьего
направления армирования в исходные двухмерные наполнители являются
иглопробивной и прошивной.
В настоящее время наибольшее внимание разработчиков уделяется
ПКМ на наполнителях, архитектура которых изначально создается как трехили n-мерная. Данный подход позволяет пространственно варьировать
физико-механические свойства материала, в том числе прочность, жесткость,
тепло- и электропроводность. Создание данных
материалов является
приоритетным направлением в технологически развитых странах.
В работах последних лет авторов L. Tong, A.P. Mouritz, N. Khokar,
F.Stig, P. Tan широко освещены особенности архитектуры многомерно
армированных ПКМ, наполнители которых изготовлены методами ткачества,
вязания, плетения. Данные высокопроизводительные методы позволяют с
применением трех и более нитей получать многомерные оболочки,
тонкостенные структуры наполнителей для последующего совмещения с
полимерной матрицей в ПКМ. Пространственные связи между нитями
образуются за счет их переплетения. Особенность архитектуры таких
материалов
заключается
в
наличии
периодического
искривления
армирующих нитей наполнителя.
В
работе
представлена
альтернативная
вышеуказанным,
не
применявшаяся ранее технология изготовления трехмерно-армированных
углепластиков на основе стержневых армирующих структур.
6
Технологический прием сборки многомерных структур на основе
стержней круглого сечения, получаемых из исходного углеродного волокна
методом пултрузии, позволяет варьировать схемы армирования и создает
возможность
свойствами
изготовления
композиционных
пространственной
анизотропии.
материалов
Данный
с
заданными
прием
сохраняет
прямолинейность армирующих стержней и эффективен при получении
крупногабаритных структур наполнителя.
Спецификой технологии изготовления композитов на основе стержневых
армирующих
структур
является
разделение
операций
пултрузионного
формирования микроструктуры углепластика в объеме армирующего стержня
и последующее совмещение армирующего каркаса, собранного из стержней, с
полимерным составом, образующим матрицу материала. Таким образом,
первоначальное
смачивание
поверхности
филаментов,
образующих
углеродную нить, и вовлечение их в процесс образования границы раздела фаз
происходит
при
контакте
с
функциональным
полимером
(далее
–
межфиламентарная матрица), применяемым при изготовлении стержня.
Опыт работ по изготовлению ПКМ на основе стержневых наполнителей не
был представлен в литературе до настоящего времени. По итогам выполнения
данной работы создан и проходит отработку в двух сериях опытных изделий
трехмерно-армированный
углепластик
«Грани».
Полученный
материал
обладает высокой удельной прочностью и свойствами квазиизотропии, что
позволило с его применением решить задачу облегчения традиционных
изделий
из
сплава
алюминия,
работающих
в
условиях
объемного
динамического сжатия. Работы выполнены в рамках реализации мероприятия
Федеральной целевой программы «СМ-2».
Актуальность представленной работы заключается в том, что полученные
результаты и разработанные материалы отвечают современным потребностям
в
пространственно-армированных
углепластиках,
предназначенных
для
применения в особо тяжелых условиях эксплуатации изделий, в том числе и
оборонного назначения.
7
В работе представлены материалы исследований и экспериментов,
направленных на разработку технологии изготовления углепластиков на
основе
трехмерных
стержневых
наполнителей,
приведены
результаты
исследований свойств полученных 3D углепластиков.
Научная новизна.
1. Впервые в Российской Федерации разработан конструкционный
многомерно-армированный углепластик с применением в качестве
наполнителя сборных стержневых структур.
2. Выполнена
оценка
капиллярных
проницаемости
стержневых
систем стержней, выбраны
структур
и
оптимальные режимы
процесса жидкофазного формирования матрицы композита.
3. Установлена зависимость влияния пористости структуры трехмерноармированного
углепластика
на
реализацию
механических
характеристик материала.
4. Разработаны и исследованы различные типы многокомпонентных
полимерных матриц трехмерно-армированного углепластика на основе
современных отечественных связующих низкой вязкости. Определены
физико-механические свойства материала при вариации связующих и
структур наполнителя.
5. Исследованы
особенности
разрушения
трехмерно-армированного
углепластика, объем и пористость материала современным методом
визуализации
микроструктуры
с
применением
рентгеновской
компьютерной томографии.
Научные положения, выносимые на защиту.
1. Основные параметры стержневых структур наполнителя и режимы
технологического процесса жидкофазного формирования полимерной
матрицы, обеспечивающие в совокупности стабильные физикомеханические характеристики углепластика. Оценка применимости
приведенных технологических режимов в случае вариации параметров
наполнителя.
8
2. Параметры, определяющие инфильтрацию связующего в капиллярной
системе армирующего стержня. Методы их определения.
3. Оценка влияния пористости на реализацию прочности трехмерноармированного углепластика.
4. Оценка
взаимодействия
полимерных
компонентов
матрицы
и
межфиламентарной матрицы. Обоснование эффективности замещения
водного раствора поливинилового спирта на низковязкие эпоксидные
связующие для применения в качестве межфиламентарной матрицы.
5. Особенности работы и разрушения материала в условиях сжатия с
учетом
критической
длины
продольных
и
трансверсальных
армирующих элементов. Оптимальная форма и размеры образцов для
проведения испытаний материала в условиях сжатия.
Практическая значимость работы:
Результаты работы использованы при производстве 50 изделий из
трехмерно-армированного
углепластика
«Грани»,
акты
внедрения
на
предприятии от 30.12.2014.
Разработанные
методики:
«Определение
степени
капиллярной
пропитки образцов графитов и углеродных стержней» МИ 00200851-3622014, «Определение кажущейся вязкости по Брукфильду жидких смол,
эмульсий или дисперсий на ротационном вискозиметре Elcometer 2300»
МИ 00200851-363-2014 - применяются для контроля исходных компонентов
при производстве указанного материала.
Цель работы.
Разработка
стержневых
особенностей
трехмерно-армированных
структур
наполнителя.
совмещения
углепластиков
Исследование
предварительно
на
основе
физико-химических
изготовленных
методом
пултрузии армирующих стержней, входящих в состав многомерных структур
наполнителя, с полимерной матрицей. Оценка проницаемости структур
наполнителя,
определение
параметров
9
технологического
процесса
формирования
матрицы
и
физико-механических
свойств
трехмерно-
армированных углепластиков.
Публикации.
По
теме
диссертации
опубликованы
3
статьи
в
журналах,
рекомендованных ВАК, тезисы 7 докладов, заявка на патент РФ №
2014124851 от 18.06.2014.
Апробация работы.
Основные
результаты
работы
были
представлены
на
научно-
технических конференциях: (1) 8-ая Международная конференция «Углерод:
фундаментальные
проблемы
науки,
материаловедение,
технология»,
г. Троицк, 2012г; (2) 3-я Всероссийская конференция «Практическая
микротомография», г. Санкт-Петербург, 2014г; (3) XI Российская ежегодная
конференция молодых научных сотрудников и аспирантов "Физико-химия и
технология неорганических материалов", г. Москва, 2014г; (4,5) В 2013 и
2014 годах Всероссийская конференция и школа для молодых учѐных и
специалистов «Функциональные полимерные и композитные материалы и
изделия для промышленности и атомной техники: достижения, проблемы,
перспективы применения», Бекасово. (6) Форум «Высокие технологии 21
века. Инновации на пространстве ШОС», г. Москва, 2014г.
Личный вклад автора.
Личный вклад автора в настоящую работу состоит в постановке задач,
планировании и выполнении работ, выборе методик и выполнении
исследований, анализе и обобщении полученных результатов, публикации
результатов.
10
1. Трехмерно-армированные полимерные композиционные
материалы /обзор литературных данных/
Актуальность применения трехмерно-армированных ПКМ.
1.1.
Возможность неограниченной вариации физико-механических свойств
при проектировании полимерных композиционных материалов и высокая
удельная прочность получаемых материалов обеспечивает их широкое
применение в технике.
По форме армирующего наполнителя различают дисперсные, пленочные,
волокнистые, непрерывно и дискретно армированные ПКМ [1, 2, 3].
В
соответствии
с
химическим
составом
наполнителя
наиболее
распространенными ПКМ являются [4, 5, 6]:
- углепластики;
- стеклопластики;
- органопластики;
- боропластики.
Рассмотренные в работе наполнители состоят из армирующих стержней,
изготовленных на основе высокопрочных углеродных волокон (далее – УВ)
[7]: T700S, УКН-М, УКН-5000. Выбор УВ был обусловлен конструктивными
требованиями к разрабатываемому трехмерно-армированному материалу.
Непрерывно армированные ПКМ характеризуются высокой степенью
реализации прочности наполнителя. Из них традиционными являются
двухмерные (слоистые) схемы армирования ПКМ [8], данные материалы
способны эффективно работать под нагрузкой в плоскости армирования
(рис.1).
11
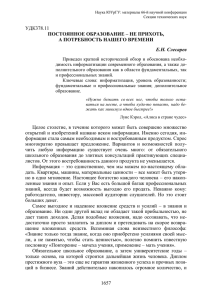
Рис. 1. Прочность при растяжении и поперечном отрыве двухмерноармированного ПКМ.
1400
1240
1240
Предел прочности, МПа
1200
1020
1000
800
в плоскости армирования
межслойный
600
400
200
41
40
30
0
углепластик
стеклопластик
органопластик
На рисунке отражена характерная для двухмерных ПКМ низкая
сопротивляемость межслойному сдвигу и поперечному отрыву.
В условиях поперечного отрыва и сдвига работоспособность материала
определяется
только
прочностными
и
упругими
характеристиками
связующего, что может вызывать расслоение после воздействия ударных
нагрузок.
Для устранения данной особенности применяются методы введения
третьего направления армирования. Введение трех- и многомерных структур
наполнителя способствует повышению ударной вязкости ПКМ, создает
возможности
проектирования
ПКМ
с
анизотропией физико-механических свойств.
12
заданной
пространственной
1.2. Классификация
многомерно-армированных
полимерных
композиционных материалов.
В соответствии с типом применяемой матрицы разделяют [9]:
Термореактивные;
Термопластичные;
Гибридные.
В зависимости от способа образования пространственных связей в структуре
наполнителя разделяют следующие группы материалов [10]:
Материалы, пространственные связи в которых образуются за счет
искривления
волокон
одного
из
направлений,
образуемые
по
традиционной системе двух нитей.
Материалы, пространственные связи которых создаются за счет
введения волокон третьего направления.
Материалы, пространственные связи в которых создаются системой nнитей.
В зависимости от принципа построения структуры разделяют наполнители
[11]:
Усиленные между слоями двухмерные наполнители;
Трех- и n-мерные наполнители.
В зависимости от метода усиления между слоями исходного двухмерного
наполнителя разделяют на:
Иглопробивные;
Прошивные.
В качестве еще одного метода упрочнения исходных двухмерных ПКМ в
направлении толщины пакета может применяться дополнительное введение
в объем наполнителя или матрицы дискретных волокон, или нитевидных
кристаллов [2].
13
В зависимости от способа изготовления трех и n-мерного наполнителя
разделяют структуры, получаемые стандартными способами изготовления
текстиля [11, 12]:
Ткачеством;
Плетеньем;
Вязанием.
Существует также группа наполнителей, получаемых при ортогональном
пересечении
трех
прямолинейных
нитей
(метод
получения
3D
ортогональных нетканых наполнителей англ. «noobed») [13,14]. Данная
структура наполнителя является наиболее близкой к рассматриваемым в
работе стержневым структурам наполнителя.
К пространственно-армированным ПКМ также могут относить материалы
с наполнением дискретными волокнами. Данная группа ПКМ имеет
отличные от рассматриваемых непрерывно армированных ПКМ особенности
физико-механических
свойств
и
методов
формирования.
Дискретно
наполненные ПКМ на термопластичных матрицах широко представлены в
России [16-26].
Описание
1.3.
методов
получения
наполнителей
и
применение
многомерно-армированных ПКМ.
1.3.1.
Иглопробивная
технология
армирования
двухмерных
наполнителей.
Иглопробивная технология для армирования двухмерных наполнителей
(англ. ―Z-pinned‖) запатентована компанией Aztex Corporation и применяется
для
повышения
ударной
вязкости
и
предотвращения
межслойного
расслаивания композита [27-30]. Для армирования двухмерного пакета
(плоскость XY) наполнителя по высоте (по оси Z) применяются короткие
металлические иглы или нити. Технология включает несколько операций, в
том числе введение игл в термопластичную вспомогательную форму,
14
размещение
изготовленной
формы
на
поверхности
двухмерного
наполнителя, размещение в вакуумном мешке и выдержку в условиях
заданной температуры и давления. Наличие вспомогательных операций
снижает технологичность данного процесса [12].
Увеличение доли третьего направления указанным методом, в том числе
при использовании материалов с более высокой плотностью, приводит к
снижению удельной прочности иглопробивных ПКМ и механическому
повреждению нитей в слое XY.
Зависимости по прочности в плоскости симметрии и по предельной
нагрузке при поперечном отрыве от объема межслойного армирования для
данной группы ПКМ приведены на рис. 2,3, соответственно.
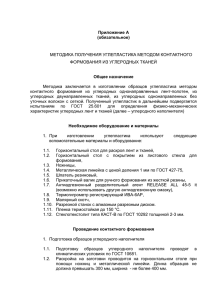
Рис. 2. Зависимость прочности в плоскости симметрии от доли
Предел прочности в плоскости XY,
МПа
армирования по оси Z [27-30].
700
600
500
400
300
200
100
0
0
2
4
6
8
Доля армирующих элементов по оси Z, %
15
10
Рис. 3. Зависимость предельной нагрузки при поперечном отрыве от доли
Нагрузка начала расслаивания, кг
армирования по оси Z [12,27-30].
1200
1000
800
600
400
200
0
0
0,5
1
Доля армирующих элементов по оси Z, %
Представленные зависимости отражают снижение прочности в плоскости
XY и кратное увеличение стойкости к расслаиванию при содержании доли Zарматуры от 1%. Указанные особенности учитываются при проектировании
материала, наиболее характерная доля армирования по оси Z для данной
группы материалов до 5 %.
Композиты, изготовленные по данной технологии, применяются [12]:
-в обшивке воздухозаборников на истребителе F/A-18 SuperHornet;
-для укрепления жестких Т-образных плоскостей в области фланцевых
соединений;
-локально для снижения количества заклепок.
1.3.2.
Метод прошивного армирования двухмерных наполнителей.
Метод прошивного армирования двухмерных наполнителей применяют
для
повышения
ударной
вязкости
и
предотвращения
межслойного
расслаивания композита, а также для изготовления сложных форм
наполнителя
за
счет
сшивания
16
отдельных
послойных
пакетов.
Преимуществом метода является возможность его локального использования
в местах концентрации напряжений, в том числе на периметрах отверстий,
длинных кромках изделий [12, 31, 32].
Сравнение упругих свойств и предела прочности при межслойном сдвиге
для углепластиков, изготовленных на основе исходного двухмерного (в
плоскости XY) наполнителя и аналогичного наполнителя c прошивкой слоев
приведены в таблице 1.
Табл. 1. Упругие и прочностные свойства углепластика [2].
Структура наполнителя
Ex, ГПа
GXZ, ГПа
XZ,
МПа
Двухмерная
20
1,8
12
15
2,5
30
Двухмерная
пространственно-сшитая
В случае прошитого по толщине наполнителя композит демонстрирует
значительное увеличение жесткости и прочности при межслойном сдвиге,
при этом уступает в жесткости в плоскости XY. Также прошивка позволяет
значительно повысить ударную вязкость композита (рис. 4).
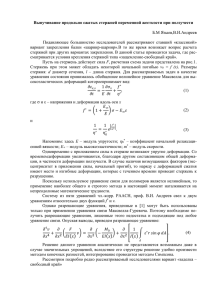
Рис.4 Зависимость ударной вязкости прошитых ПКМ от доли и типа
нитей, используемых для прошивки [12, 33].
8000
Прошивка кевларовыми
нитями
Ударная вязкость, Дж/м2
7000
6000
5000
Прошивка углеродными
нитями
4000
3000
Прошивка стеклянными
нитями
2000
1000
0
0
1
2
3
4
5
Плотность прошивки, см-2
17
6
7
8
Возможность вариации свойств композита за счет выбора нитей третьего
направления, сохранения минимальной массы получаемых материалов,
применения прошивки локально (по месту) на готовых структурах
двухмерных наполнителей позволили обеспечить широкую применимость
прошитых ПКМ в технике.
Данный метод применяется для получения соединений внахлест, в
панелях жесткости, в соединениях продольных наборов крыла [34-36]. Метод
был применен в центральной части фюзеляжа многоцелевого истребителя
Eurofighter и при изготовлении переборок в хвостовой части самолета Airbus
A380 [12, 37].
Применение методов иглопробивного и прошивного армирования
двухмерных
наполнителей
позволяет
увеличивать ударную вязкость,
стойкость материалов к расслаиванию и сопротивление межслойному сдвигу.
Характерная объемная доля межслойной арматуры (Z) при использовании
данных методов от 1 до 5%, создаваемые перечисленными методами
композиты реализуют максимальные упругие и прочностные характеристики
в плоскости укладки слоев (XY). При этом при армировании исходного
наполнителя
происходит
нарушение
целостности
расположенных
в
плоскости симметрии нитей.
1.3.3. Создание пространственных связей в непрерывно армированных
послойных наполнителях за счет введения дискретных волокон
или нитевидных кристаллов.
Создание пространственных связей в непрерывно армированных
послойных наполнителях за счет введения дискретных волокон или
нитевидных кристаллов выполняется методами [2]:
введения дискретных волокон в полимерное связующее, образующее
матрицу;
18
чередования
слоев
армирующего
двухмерного
наполнителя,
состоящего из непрерывных волокон со слоями дискретных волокон в виде
матов;
вискеризации армирующего наполнителя.
Введение дискретных волокон в матрицу выполняется в объеме до 15 %,
при этом технологически сложным является обеспечение фильтрации
коротких
волокон
через
непрерывные
волокна,
диспергирования
и
ориентации волокон в объеме матрицы. Для эффективной реализации
прочности дискретного волокна в композите рекомендуемым является
соотношение длины волокна к его диаметру
,
таким образом, наиболее эффективное упрочнение может достигаться при
введении тонких фракций нитевидных кристаллов [2].
Возможность ориентации дискретных волокон в заданном направлении
позволяет достигать повышения упругих и прочностных характеристик
исходного двухмерного наполнителя в третьем направлении без снижения
исходных свойств. Сравнительные данные для случаев исходного ПКМ и
ПКМ с введенными дискретными волокнами приведены в таблице 2.
Табл. 2. Характеристики непрерывно армированных ПКМ с применением
Армирующий
наполнитель
Содержание
углеводородных
волокон, %
Содержание
нитевидных
кристаллов, %
дискретных упрочняющих волокон и без них [2].
Углеродный
56
-
1020
14
400
100
30
100
180
3,5
жгут
48,3
9
890
35
520
170
48
180
140
3,6
Углеродная
44
-
650
30
350
77
25
-
120
2,8
лента
36
12
580
74
380
86
38
-
100
3,1
,
,
,
,
,
МПа
МПа
МПа
МПа
МПа
19
,
Gxz,
МПа ГПа
ГПа
ср,
На основании приведенных данных введение дискретной фазы позволяет
увеличивать сопротивление материала при межслойном сдвиге, в то же время
повышая прочность при сжатии в плоскости (XY). При этом обеспечение
заданной ориентации дискретных волокон в среде полимерной матрицы и
условиях механического взаимодействия с непрерывной фазой волокон
является технологически сложной задачей.
Вискеризация армирующего наполнителя выполняется следующими
методами [2]:
- выращивания нитевидных кристаллов на поверхности волокон из газовой
фазы;
- осаждением дискретных волокон и нитевидных кристаллов на поверхность
волокон и тканей из аэрозолей и суспензий, в том числе в электрическом
поле.
Описанные методы не нашли широко практического применения по
причине технологически сложной реализации, в том числе необходимости
проведения высокотемпературных процессов на синтетических волокнах и
энергетически затратных переделов диспергирования.
1.3.4. Получение
трех
и
n-
мерно
армированных
наполнителей
ткачеством.
Применение систем двух, трех нитей позволяют получать ткачеством
структуры
наполнителей
с
направленными
механическими,
теплофизическими свойствами и вариацией объемных долей армирующих
волокон в избранных направлениях. Особенностью данных структур
является наличие периодического искривления одного или нескольких
направлений
армирующих
нитей.
Свойства
получаемых
определяются степенью их искривления (углом наклона γ).
20
материалов
Наиболее распространенные и получившие применение в материалах виды
архитектуры наполнителей для систем двух и трех нитей приведены на
рисунках 5,6.
Рис. 5. Структуры наполнителя, образуемые системой двух нитей [10].
а). Соединение лежащих рядом слоев; б). Соединение через слой;
в). Соединение слоев с переменной плотностью по высоте;
г). Соединение с усилением по утку; γ – угол наклона нитей.
21
Рис.6 Структуры наполнителя, образуемые системой трех нитей [10].
а). Архитектура наполнителя с заданной степенью искривления волокон
в двух направлениях. б).Наполнитель, получаемый системой трех
ортогональных нитей.
Вариация физико-механических свойств трехмерно-армированных
ПКМ от изменения γ для наполнителей, образованных системой двух нитей,
приведена в таблице 3.
Табл. 3. Вариация свойства трехмерно-армированных ПКМ, полученных по
системе 2 нитей [2].
Характеристика композита
Параметр, МПа
γ=10°,Va=65%
γ = 19°,Va=55%
γ = 32°,Va=55%
32,5
25,0
13,0
23,8
19,4
19,8
2,6
2,9
33,4
11,5
-
40,5
440
370
189
290
260
120
390
350
340
350
330
270
42
50
63
22
Увеличение угла наклона γ в структурах наполнителя способствует
снижению прочности и упругости композита в плоскости XY, одновременно
повышая сопротивление сдвигу в плоскостях XZ, YZ.
На основе наполнителей, получаемых системой двух и трех нитей с
применением исходных кремнеземных, кварцевых, стекло- и углеродных
волокон, известны следующие марки отечественных материалов: С-I-59; C-II63; C-III-45 кв; C-III-39 кр; C-III-39, 3 кр; C-IV-40 [10].
Из отечественных материалов, близких по структуре к разработанному
углепластику, являются материалы, получаемые на основе наполнителей:
-образованных системой трех нитей с заданной степенью искривления
волокон в двух направлениях (рис. 6,а);
-получаемых при ортогональном пересечении трех прямолинейных нитей
(рис. 6,б).
В таблице 4 (пункт 1) приведены упругие и прочностные характеристики
в плоскости XY углепластика, армированного системой трех нитей с
заданной степенью искривления волокон в двух направлениях (рис. 6,а). В
таблице 4 (пункт 2) представлены аналогичные значения для ПКМ на основе
трех нитей, ортогонально пересекающихся в направлениях X,Y,Z (рис. 6,б).
Табл. 4. Свойства ПКМ на наполнителях, образованных системой трех
нитей, фенольная матрица [10].
№
Модуль упругости, ГПа
п.п
1
16,1
17,7
14,4
17,6
14,5
2
24,0
23,8
19,9
23,3
20,3
Схема
армирования
(рис.
6,а)
имеет
равновесную
структуру
распределения нитей по осям симметрии, большая жесткость структуры
(рис. 6,б) обусловлена преимущественной долей армирования в плоскости
XY. Аналогичное, с рассмотренной равновесной структурой (рис. 6,а),
соотношение
при
распределении
арматуры
23
по
трем
осям
имеют
рассматриваемые в работе стержневые наполнители. Отличие выражается в
наличии искривления нитей по осям XY и в типе матрицы.
Рассмотренная
структура
(рис.
6,б)
является
преимущественно
армированной в направлениях XY, доля армирования в соответствующих
осях симметрии превышает аналогичную для стержневой равновесной
структуры.
Прочностные свойства приведенных материалов ниже аналогичных для
разработанного углепластика, в то же время сравнение с ними не является
корректным в силу различного типа матрицы и исходных углеродных
волокон.
При рассмотрении зарубежного опыта были получены сведения по
материалу с равновесным армированием тремя нитями в ортогональных
осях,
обладающему
максимально
приближенными
по
значениям
прочностными характеристиками. Значения предела прочности и модуля
упругости данного материала в плоскости составляют E = 40.97 ГПа,
σ = 483.7 МПа [12, 38-41]. Схематическое изображение процесса
изготовления данного типа наполнителей приведено на рис. 7.
Рис. 7. Метод изготовления наполнителя на основе трех нитей, ортогонально
пересекающихся в направлениях X,Y,Z [42].
На рисунке схематично изображена подача 3 нитей и последующее
переплетение образуемых слоев по периметру.
24
Многомерно армированные композиты с наполнителями, полученными
ткачеством, широко применяются в изделиях аэрокосмического назначения
(рис.8.) в том числе [43,44]:
-Газотурбинных двигателях (роторы, лопасти, изоляция);
-Узлах усиления и теплообменниках;
-Конусах и насадках;
-Узлах крепления двигателей;
-Соединительных T-узлах элементов фюзеляжа;
-Ребрах жесткости;
-T- и X-образных элементах заполнения объема;
-Разъемах на крыле;
В медицине данный вид наполнителей используется при производстве
протезов [45].
Рис. 8. Наполнители, получаемые на основе систем 2, 3 нитей.
а)
б)
в)
а) Крыльчатка; б) Цилиндр и фланец; в) Ячеистая структура.
Techniweave Inc. [12]
25
1.3.5. Получение наполнителей плетением.
Метод
плетения
при
изготовлении
многомерно
армированных
наполнителей позволяет достигать высокой степени прилегания нитей друг к
другу, обеспечивает точное позиционирование волокон при их совместном
кручении. Применение данного метода позволяет изготавливать оболочки
различной геометрии сечения из n количества нитей, производить изменение
порядка переплетения в ходе процесса изготовления для задания различной
архитектуры и плотности пространственных связей в различных участках
наполнителя, в том числе без прерывания процесса изготовления получать
отверстия и группировать нити в отдельные ленты. Схема получения
оболочек методом плетения и выполнения процесса представлены на рисунке
9 [12].
Рис.9. Процесс плетения.
Механические свойства многомерно-армированных углепластиков на
эпоксидной матрице на основе многослойных плетенных наполнителей
представлены в табл. 5.
26
Таблица 5. Свойства ПКМ на основе плетенных наполнителей [12].
Материалы, полученные методом 3D-плетения
Схема плетения
45о/0о/45о
60о/0о/60о
Предел прочности при растяжении σ1, МПа
316
192
Предел прочности при растяжении σ2, МПа
156
338
Модуль упругости при растяжении E1, ГПа
32,6
26,7
Модуль упругости при растяжении E2, ГПа
19,8
45,5
Предел прочности при сжатии σ1-, МПа
320
218
Предел прочности при сжатии σ2-, МПа
183
207
Модуль упругости при сжатии E1-, ГПа
25,6
25,5
Модуль упругости при сжатии E2-, ГПа
22,1
24,4
Архитектура плетенных наполнителей преимущественно реализует
направленную осевую жесткость и прочность, применяется для тонкостенных
длинномерных оболочек.
Многомерно армированные композиты, получаемые на основе плетенных
наполнителей, нашли широкое применение в изделиях медицинского и
аэрокосмического назначения, в том числе [12,46-48]:
-Лонжеронах, рамах;
-Валах;
-C-, Т- и J- панелях;
-Конусах и соплах;
-Балках и фермах;
-Лопастях винтов;
-Биомедицинских изделиях.
Рассмотренные
преимущественно
направленной
выше
позволяют
анизотропией,
методы
изготовления
получать
структуры
в
которых
27
наполнителей
наполнителей
прочностные
и
с
упругие
характеристики в 2 или нескольких направлениях армирования превосходят
аналогичные показатели в третьем (n).
Сравнительная оценка возможных форм, структур наполнителей, а также
производительности текстильных методов изготовления трех и n-мерных
наполнителей представлена в табл.6
Табл. 6. Применение текстильных методов изготовления многомерных
структур наполнителей [12].
Метод
Шитьѐ
Шитье
(вшивани
е)
Вид наполнителя,
принцип
изготовления
Составная структура.
Возможна комбинация
из нескольких
структур.
Ориентация волокон
В зависимости от основного
направления ткани
Внедрение третьей (n)
нити в основную ткань
Сложная ориентация волокон, в
том числе и в наиболее
напряженном направлении
Простые плоские
профили, послойные
структуры со
связанными слоями.
Возможен широкий диапазон
структур по толщине, но в
плоскости структура
армирования ограничена
направлениями от 0 до 90˚
3D
плетение
Открытые и закрытые
профили (I,C,L,Z,O,T),
плоскости.
Плетеные волокна между 0-80˚.
Возможны волокна под углом
90˚
Вязание
(уток и
основа)
Сложные структуры со
связанными слоями.
Волокна в форме петель
образуют сетчатую структуру
Вязание
(необжим
ное)
Плоскости
Многоосевая ориентация на
плоскости 0/90+/-45˚.
Возможно до 8 слоев
3D
ткачество
Продуктивность
/
установка
Высокая
продуктивность/
быстрая
установка
Умеренная
производительнос
ть/
быстрая
установка
Высокая
производительнос
ть/
длительная
установка
Средняя
продуктивность/
длительная
установка
Средняя
производительнос
ть/ быстрая
установка
Высокая
производительнос
ть/ длительная
установка
Для методов внедрения дополнительного направления армирования в
исходные двухмерные наполнители (иглопробивной, шитье) характерная доля
наполнения в третьем направлении от 1 до 5 процентов, при этом увеличение
данной доли сопряжено со снижением исходной прочности двухмерного
наполнителя.
Данные
методы
позволяют
28
эффективно
решать
задачи
изготовления нагруженных в плоскости изделий с их усилением в
межслойном направлении.
Метод
плетения
обладает
высокой
производительностью
при
изготовлении оболочек, тонкостенных профилей различного сечения.
Трехмерное ткачество позволяет создавать многомерные структуры, при
этом
основной
их
особенностью
является
наличие
периодического
искривления волокон одного или нескольких направлений.
Рассмотренный в работе метод изготовления сборных армирующих
наполнителей является альтернативным приведенным выше.
Преимуществами данного метода является сохранение прямолинейности
армирующих
элементов,
возможность
получения
как
направленно
анизотропных, так и равнообъемных по трем направлениям схем армирования
при необходимости решения соответствующих конструкторских задач.
Технологическими
преимуществами
метода
являются
высокая,
в
сравнении с текстильными наполнителями, проницаемость сборных структур,
возможность изготовления крупногабаритных наполнителей.
В предшествующих работах широко описаны методы изготовления и
особенности
объемно-армированных
полимерных
композиционных
материалов на основе наполнителей, получаемых способами изготовления
текстиля. При этом до настоящего времени опыт работ по изготовлению ПКМ
на основе стержневых наполнителей не был представлен в литературе.
Учитывая изложенное, является актуальным выполнить разработку
трехмерно-армированных углепластиков на основе стержневых структур
наполнителя. Исследовать физико-химические особенности совмещения
предварительно изготовленных методом пултрузии армирующих стержней,
входящих в состав многомерных структур наполнителя, с полимерной
матрицей.
Провести
оценку
проницаемости
структур
наполнителя,
определение параметров технологического процесса формирования матрицы и
физико-механических свойств трехмерно-армированных углепластиков.
29
2. Объекты и методы исследования, оборудование.
2.1. Объекты исследования.
В соответствии с поставленной целью данной работы исходными
объектами исследования являлись:
1.
Трехмерные структуры наполнителей с ортогональным расположением
армирующих стержней вдоль осей прямоугольной системы координат
(X, Y, Z), доли армирующих элементов по каждой оси равны и составляют по
1/3 (рис 10).
Рис. 10. Схематическое изображение структуры наполнителя.
L – шаг сборки, dср – средний диаметр стержня.
Для рассмотренных структур L= dср.
Габаритные размеры наполнителей, для которых решали задачу определения
параметров жидкофазного формирования матрицы составляли высота – 650
мм, сечение - 145*145 мм.
В работе применяли структуры наполнителей, изготовленные с применением
стержней четырех типов (табл.7).
Стержни получают из исходной углеродной нити путем пропитки в
межфиламентарном
связующем
и
соответствующего диаметра.
30
протягивания
через
фильеру
Среднее
значение
диаметра
стержня
dср, мм
1
0,64
(±0,003)
0,90
(±0,019)
1,21
(±0,014)
0,90
(±0,019)
2
3
4
*
Число
филаментов
исходной нити
N, тыс.шт.
Тип стержня
Таблица 7. Типы армирующих стержней.
Число
сложений
нитей в
стержне
Применяемая
межфиламентарная
матрица
Марка исходного
углеродного
волокна
3
2
Водный раствор
поливинилового
спирта (ПВС)*
УКН-М-3К
12
1
ПВС
T-700S 12 К
5
3
ПВС
УКН-5000
12
1
Эпоксидное
связующее тип 2
T-700S 12 К
Применение
на
первых
этапах
работы
в
качестве
межфиламентарной матрицы водного раствора ПВС было обусловлено
особенностями сложившейся на предприятии технологической базы.
В рамках работы также рассмотрены характеристики альтернативных
армирующих стержней (тип 4, табл.7), изготовляемых с применением в
качестве межфиламентарной матрицы эпоксидного связующего тип 3,
приведенного в табл. 8.
Современные
2.
отечественные
эпоксидные
связующие
для
формирования матрицы разрабатываемого углепластика (табл.8).
Таблица 8. Типы применяемых в работе связующих.
2
1,11
нормальные
условия
48
3
1,33
при
температуре
120°С
4
бис-фенола А (диан)
и эпихлоргидрин
Основные функциональные группы
Смоляной
Тип Плотность,
Режим
Полное время
части
Отвердителя
3
г/см
отверждения отверждения, час
(компонент
(компонент Б)
А)
при
4,4-метилен1
1,23
температуре
4
бисциклогексиламина
80-90°С
31
Первичный амин
Производные тетро- или
гексагидрофталевого
ангидрида
3.
Образцы углепластиков «Грани», полученные на основе различных
стержневых структур наполнителя с применением трех типов
связующих.
2.2 Методы исследования. Оборудование.
1.Определение вязкости полимерных связующих выполняли в работе
ротационным
вискозиметром
Elcometer
2300
в
соответствии
с
ГОСТ 25271-93 (ИСО 2555-89) «Пластмассы. Смолы жидкие, эмульсии или
дисперсии. Определение кажущейся вязкости по Брукфильду». Измерения
вязкости выполняли при температурах от 20 до 70 °С, при угловых скоростях
шпинделя 10 - 50 об/мин.
Измерения производили на шпинделе с D=34,7 мм. Для поддержания
температуры испытуемого полимерного состава нагревание осуществляли в
чаше с водой. Средний объем пробы связующего составлял 90 мл.
2.Определение модуля упругости, предела прочности при сжатии и
растяжении образцов углепластика проводили на машине Zwick/Roell Z250,
максимальная нагрузка при испытаниях до 250 кН, класс точности датчика
силы в диапазоне нагрузок – 0,5 по ISO7500-1, ошибка измерения
деформации при 20 0С менее 1,0 %.
При определении оптимальной формы образцов материала для
испытаний
в
условиях
сжатия
проводили
апробацию
образцов
цилиндрической формы, формы галтели с рабочей частью диаметром 15 мм
и высотой образца 30 мм (рис.11).
32
Рис. 11. Образец для испытаний на сжатие в форме галтели.
По результатам оценки полученных данных за основную форму
образцов для испытаний в условиях сжатия приняли цилиндрическую. На
этапах
отработки
размеров
изготовляли
образцы
с
различными
соотношениями высоты и диаметра (рис.12), в том числе:
1). Н=20 мм, D=15 мм;
2). Н=40 мм, D=20 мм;
3). Н=50 мм, D=25 мм;
4). Н=60 мм, D=30 мм;
Рис. 12. Различные формы образцов для испытания в условиях сжатия
Н=20 мм, D=15 мм;
Н=40 мм, D=20 мм;
Н=50 мм, D=25 мм;
33
Н=60 мм, D=30 мм;
Цилиндрические образцы изготовляли механической обработкой из
получаемых заготовок углепластика (рис.13). При изготовлении образцов
допускалось предельное отклонение размеров до 0,2 мм, не допускалось
отклонение армирующих стержней, расположенных по оси симметрии
образцов, более чем на 2 градуса.
Рис.13. Типовая заготовка углепластика, полученная на основе
трехмерных структур наполнителя.
Типовая заготовка полученного материала незначительно превосходит
размеры исходного наполнителя (650*145*145 мм) с учетом образования
припусков в точке подачи связующего.
При определении формы образцов для испытаний на растяжение
учитывали ГОСТ 25.601-80, в котором рекомендуемой формой является
лопатка с шириной сечения рабочей части 15±0,5 мм. Исходя из поперечного
сечения заготовок материала в 145 мм, с учетом припуска на механическую
34
обработку, изготавливали лопатки длиной 130 мм с шириной и длиной
рабочего сечения 15 и 8 мм, соответственно (рис.14).
Рис. 14 Форма образца для испытания материала в условиях
растяжения.
Для определения предела прочности и модуля упругости при
3-точечном изгибе применяли образцы, приведенные на рис. 15.
Рис. 15. Форма образца для испытания материала в условиях
3-точечного изгиба.
Сечение образца 15*10 мм
Для применяемых связующих определяли прочностные характеристики
в условиях сжатия на образцах с шириной и длиной сечения 20±0,2 мм и
высотой 40±0,2 мм (рис.16).
Рис.16. Форма образца для испытания связующих в условиях сжатия
Образцы
формообразующей
изготавливали
с
оснастки,
которая
применением
заполнялась
несмачиваемой
предварительно
подготовленным полимерным составом.
3.
Исследование
микроструктуры
материала,
определение
однородности межфазных границ, объема закрытой пористости в образцах
35
углепластиков и армирующих стержнях, среднего эквивалентного диаметра
пор
выполняли
на
основании
объемных
моделей
материала,
реконструированных методом компьютерной рентгеновской томографии на
современном оборудовании SkyScan 1172, 1272 фирмы Bruker microCT.
В
основе
метода
лежит
восстановление
изображения
объекта
исследования на основании полученных теневых проекций. Теневые
проекции объекта принимает рентгеновская камера при просвечивании
образца лучом микрофокусной рентгеновской трубки. Образец размещается
на поворотной платформе, угол поворота регулируется с дискретностью до
секунды.
При
задании
параметров
сканирования
образца
существует
возможность указания количества просвечиваний на каждую секунду
поворота образца. На основе тысяч проекций, собранных под разными
углами при вращении объекта, программное обеспечение реконструирует
набор виртуальных сечений объекта и предоставляет трехмерную модель
материала с разрешением до 1 мкм на пиксель цифрового изображения.
Полученная 3D модель образца материала может быть исследована в
любой плоскости среза (рис. 17). Программное обеспечение позволяет
идентифицировать фазы и включения разной плотности, в том числе
различные дефекты, которые в подавляющем большинстве для исследуемого
материала являются порами [75-78].
36
Рис.17 Построение внутренних
реконструированной модели.
сечений
образца
из
исходной
Задание плоскостей и построение сечений в трех проекциях
исследуемого образца.
Расчет профилей распределения пористости и объемных долей
материалов в пористой среде выполняли с помощью программного пакета
CTAn (рис. 18).
При обработке в программном обеспечении используется метод
пороговой сегментации
[75-78]. Для повышения производительности
программный комплекс применяет модели асинхронного программирования
и параллельной обработки данных. Основным источником данных для
анализа являются реконструированные изображения срезов материалов,
получаемые с компьютерного микротомографа.
На основе одного из многочисленных двухмерных изображений
реконструированных сечений образца проводятся следующие операции:
37
-выбор «области интереса» для выделения интересующей части
изображения для дальнейшего анализа;
-преобразование выбранной области изображения к бинарному виду;
-анализ текущего двухмерного изображения, по результатам которого
могут быть получены сведения о распределении по размерам, форме,
ориентации пор;
-объемный анализ выбранного сегмента объекта на основе ранее
проделанных стадий выбора «области интереса» и бинаризации отдельных
сечений.
В результате анализа могут быть получены сведения об общем объеме
пор, количестве пор, открытой и закрытой пористости. Применение данного
метода позволяет определять значения объемной доли пористости среды в
доверительном интервале ±0,01% [75-78].
Рис. 18. Расчет профилей распределения пористости с помощью
программного пакета CTAn. Выполнение распределения пор по объему и
эквивалентным диаметрам.
Выбор «области интереса», бинаризация с контролем пористости.
Построение гистограммы распределения пор по среднему эквивалентному
размеру.
38
Для
4.
исследования
структурных
особенностей
материала
применяли также средства оптической микроскопии. В работе применяли
оптический микроскоп Axio Observer A1m при увеличении х100, х200, x500 и
х1000
в
плоско-поляризованном
свете
с
последующей
оцифровкой
изображений. Исследование проводилось в направлении, перпендикулярном
одной из осей симметрии, на основе изготовленных шлифов.
Полученные оптические снимки позволили оценить особенности
формирования межфазных границ. На основании полученных изображений
структуры для образцов углепластиков, изготовленных на армирующих
структурах с различными типами стержней, в программном пакете Axio
Vision выполняли автоматизированный расчет общей площади, занимаемой
филаментами (с пересчетом в долю от общей площади), а также площади и
средних эквивалентных диаметров капилляров между филаментами (рис. 19).
Рис.19. Исходные данные для расчета доли филаментов и средних
эквивалентных диаметров стержней в программном пакете Axio Vision.
39
Для расчета площади полостей и нахождения среднего диаметра
капилляров в исследуемых сечениях при увеличении x500 выделялись
участки с площадью 14274,94 мкм2 (2080*1540pixel), далее функциями
«automatic measurement programs»→ «program wizard» автоматизированно
выделялись границы межфиламентных полостей и производился расчет их
площадей и эквивалентных диаметров. В зависимости от площади кадра в
расчете рассматривали от 438 до 823 капилляров.
Расчет диаметров филаментов внутри стержней дополнительно
выполняли при помощи функции «Measure» →«Lenght», средний диаметр
определялся по 100 измерениям.
5.
Определение
массовой
доли
межфиламентарной
матрицы,
применяемой для пултрузионного изготовления стержней, производилось
взвешиванием.
Взвешивание осуществлялось на весах аналитических электронных
Mettler A30. На каждом из рассматриваемых типов стержней масса полимера
определялась
взвешиванием
при
сравнении
массы
сформованных
пропусканием через фильеру стержней и исходных комплексных нитей
равной длины в необходимом количестве сложений.
6.
Сканирующая электронная микроскопия (СЭМ) для оценки
особенностей микроструктуры армирующих стержней. Для получения
снимков в работе был использован портативный растровый электронный
микроскоп Hitachi TM3000 с возможностью съѐмки в режиме Y-модуляции и
построения трѐхмерных карт поверхности. Прибор обладает предельным
увеличением 30000 раз при реальном предельном разрешении 10-20 нм. Для
генерации
электронного
пучка
использовался
вольфрамовый
катод
термоэмиссии, для регистрации рассеянных и вторичных электронов –
система из четырех полупроводниковых детекторов. Для снятия эффектов
заряда диэлектрической матрицы (возникновения наведенных токов) съѐмка
проводилась при низком вакууме и минимальном времени фокусировки. В
40
качестве образцов использовались срезы армирующих стержней. Обработка
изображений выполнялась в программном пакете 3D-View.
СЭМ является одним из распространенных методов изучения
микроструктуры и состава поверхности разнообразных твердофазных
материалов. В основе метода лежит сканирование поверхности образца
материала
тонким
пучком
быстрых
электронов
[80].
Ускоряющее
напряжение может составлять 100 кВ и более [81]. Для получения
информации о составе и текстуре поверхности образца используются
отраженные и рассеянные электроны, характеристическое рентгеновское
излучение [82]. Преимуществом оптической электронной микроскопии перед
оптической является высокое качество получаемых изображений за счет
большей глубины резкости [81].
7.
Определение основных функциональных групп связующих, а
также оценку взаимодействия в композициях осуществляли методом ИКспектроскопии.
ИК спектры получали на ИК-фурье-спектрометре Scimitar 1000 (США).
Для
работы
с
компонентами
А,
Б
связующего
без
специальной
пробоподготовки применяли фотоакустический детектор. По одной капле
каждого компонента эпоксидного связующего А, Б отбирали с помощью
стеклянной палочки в сухой чистый бюкс.
Подготовку
проб
связующих
и
композиций
в
присутствии
поливинилового спирта осуществляли из твердой фазы после отверждения и
измельчения до фрагментов размером до 2 мм.
8.
Совмещенный
термический
анализ
(ДСК-ТГ)
исходных
эпоксидных связующих и совмещенных с ПВС композиций выполнялся с
целью определения завершенности отверждения полимерных композиций.
Качественный термический анализ проводили на приборе STA 449 F1 Jupiter.
Образцы выдерживались при температуре 25 ºС в течение 1 часа.
Масса навесок составляла не более 1 грамма. На основании
полученных зависимостей изменения энтальпии образцов устанавливалось
41
наличие, либо отсутствие протекания эндо- или экзотермических процессов,
указывающих
на
химическую
стабильность
полимера
в
заданном
температурном диапазоне после завершения отверждения.
9.
Для оценки взаимодействия на границе раздела фаз применяли
метод вытягивания единичного армирующего стержня из полимерной
матрицы под действием статически приложенной нагрузки с последующим
расчетом
сдвига.
Для изготовления образцов использовали сборную оснастку,
состоящую из двух симметричных формообразующих (рис. 20).
Рис. 20. Эскиз формообразующей для изготовления образцов.
1- емкости для формирования захватов из эпоксидного компаунда, 2 направляющая поверхность для установки и центрирования стержня.
При сборке двух симметричных формообразующих в направляющую
поверхность предварительно помещался стержень, далее проводилась
заливка компаунда. Одна сторона стержня получала углубление в емкость не
более 9 мм, другая - до 15 мм.
Под нагрузкой в заделке армирующего стержня происходило смещение
(рис. 21), при этом испытательной машиной фиксировалась максимальная
величина нагрузки F.
Рис. 21 Образец после вытягивания.
Смещение стержня в заделке после нагружения образца. L0 - начальная
длина стержня в захватной части, расчетная площадь контактной
поверхности S=π*dстержня*L0, напряжение сдвига сдвига = F/S.
42
10.
Определение поверхностного натяжения σж связующих и этанола
выполняли сталагмометрическим методом (методом счета капель) [49-54].
Наблюдали вертикальное истечение подготовленного эпоксидного
связующего или этанола в объеме V = 0,5 мл через капилляр с радиусом
R = 1,5 мм. Рассчитывали количество капель до истечения.
Установили, что взятый объѐм жидкостей эквивалентен следующему
количеству капель (n):
-этанол n = 20;
-эпоксидное связующее n = 12.
В момент отрыва капли от нижнего конца капилляра ее вес
уравновешен силой F = 2*π*R*σж, исходя из того, что вес капли Р = V*ρ*g /
n, где ρ – плотность жидкости,
g – ускорение свободного падения,
n – количество капель в объеме жидкости.
Поверхностное натяжение σж = V*ρ*g / 2*π*R*n.
11.
Моделирование процесса инфильтрации связующего выполняли
с применением конечно-элементного анализа в среде PAM-RTM.
Программная
среда
PAM-RTM
реализует
расчет
процессов
жидкофазного формирования полимерных матриц. Расчет выполняется с
применением конечно-элементного анализа, скорость фильтрации для
элемента структуры определяется на основе закона Дарси [83-87, 89].
Программная среда позволяет осуществить моделирование заданных
схем подачи и отвода связующего, нахождение оптимальной схемы
производства, в том числе для изготовления крупногабаритных изделий.
После
задания
необходимого
количества
портов
инжекции,
программный продукт указывает их оптимальное расположение. Среда
позволяет моделировать образование пор в соответствии с параметрами
фильтрации.
43
В программной среде реализована возможность расчета основных
жидкофазных методов формования матрицы, в том числе формование под
давлением в жесткую форму RTM (Resin transfer moulding), вакуумная
инфузия, вакуумная инфузия, сопряженная с силовым режимом давления
(VA RTM), неизотермическая пропитка [87,89].
Для
выполнения
расчета
задавали
значения
проницаемости
наполнителя K [м2], перепад давления [Па], динамическую вязкость
связующего [Па*с], геометрию изделия. При расчете, с учетом симметрии,
рассматривали ¼ структуры наполнителя, при нанесении сетки применялась
тэтраэдрическая форма конечного элемента 317165 элементов, 58050 узлов.
Рис.
22.
Моделирование
процесса
фильтрации
связующего
в
наполнителе.
По итогам расчета определяли фронт распределения связующего,
время фильтрации, наличие сухих зон, применимость выбранной схемы
подачи связующего в нижней плоскости.
44
Глава 3. Теоретическая и опытная отработка процесса инфузии.
Определение
основных
наполнителя,
условий
параметров
инфильтрации
процесса,
проницаемости
связующего
в
капилляры
стержней. Оценка влияния пористости.
В данной главе изложен ход выполнения работ, направленных на
решение следующих задач:
Определение основных параметров стержневых структур наполнителя
и режимов технологического процесса жидкофазного формирования
полимерной матрицы, обеспечивающих в совокупности стабильные
физико-механические характеристики углепластика.
Определение применимости приведенных технологических режимов в
случае вариации параметров наполнителя.
Установление параметров, определяющих инфильтрацию связующего в
капиллярной системе армирующего стержня. Методы оценки данных
параметров.
Оценки влияния поровых дефектов на реализацию прочности
трехмерно-армированного углепластика.
Армирующая
структура
композита,
образованная
пересечением
стержней круглого сечения в трех ортогональных направлениях, является
ячеистой, и образуемые между стержнями полости ограничены для
инфильтрации
связующего.
жидкофазными
методами
наполнителя
вызывает
обеспечивающих
В
на
этой
связи,
многомерных
необходимость
минимальное
количество
формирование
стержневых
определения
дефектов
матрицы
структурах
параметров,
в
получаемом
материале.
Из-за отсутствия соответствующих литературных данных наиболее
актуальными являлись вопросы дефектности структуры получаемого 3D
углепластика на уровне филаментов, то есть внутри армирующего стержня, а
45
также
требования
к
полимерным
составам,
позволяющие
получать
однородную структуру матрицы в закрытых полостях армирующего каркаса.
При исследовании дефектов структуры внимание уделялось состоянию
границы
раздела
фаз,
пористости
матрицы,
пористости
на
уровне
микроструктуры стержней, зависимости распределения пор по их среднему
эквивалентному диаметру.
Для оптимизации процесса исследования применялось современное
оборудование рентгеновской компьютерной томографии, позволяющее на
основе воссозданной объемной модели материала одновременно решать
задачи контроля однородности структуры и межфазных границ, а также
объема и размеров пор.
В соответствии с поставленной, на основании конструктивных
требований, задачей в качестве наполнителя рассматривали стержневые
структуры высотой 650 мм и сечением 145*145 мм, изготовленные с
применением 3 типов стержней (см. главу 2).
При проведении процессов жидкофазного формирования матрицы
существует необходимость выбора оптимальных схем подачи связующего в
зависимости от проницаемости, объема, площади сечения, а также формы
наполнителя.
С точки зрения реализации в условиях серийного производства
наиболее простой представлялась схема подачи связующего в одной точке.
Для
определения
применимости
данной
схемы
к
рассматриваемым
структурам наполнителя проводили моделирование процесса, при этом
задавали подачу в нижней плоскости заготовки с последующей фильтрацией
до верхней плоскости при h=650 мм.
Моделирование инфильтрации связующего выполняли с применением
конечно-элементного анализа в среде PAM-RTM (см. главу 2). При
нанесении сетки применялась тэтраэдрическая форма конечного элемента.
Скорость фильтрации для элемента структуры определяется в
программе на основе закона Дарси, при этом не учитывается влияние
46
адгезионного и когезионного взаимодействий на границе твердого тела и
жидкой фазы:
uK
P
(1), где
K – коэффициент проницаемости [м2];
ΔP – перепад давления [Па];
η – динамическая вязкость связующего [Па*с].
В качестве граничных задавали значения η от 0,5 до 0,7 Па*с,
рекомендуемые для процессов жидкофазного формирования матрицы, в том
числе Resin transfer moulding (RTM) [12].
В начальных условиях выполнения процесса задавали ΔP = 78453,2 Па
(технический вакуум). Дополнительно рассматривали условия технического
вакуума и режима давления до 3 атм. при подаче связующего. Данные
условия характерны для современных высокопроизводительных методов
Vacuum assisted resin transfer moulding (VA RTM).
Проводили
оценку
подвергающейся
симметрию
поперечного
инфильтрации
стержневого
и
проницаемости
полимерного
наполнителя
продольного
армирующей
в
связующего.
трех
коэффициентов
структуры,
Учитывая
плоскостях,
значения
проницаемости
приняли
равными.
Выполнение
приближенной
оценки
значений
проницаемости
производили в соответствии с выражением, приведенным для модели с
однонаправленным расположением цилиндрических элементов при вариации
пористости в элементарной ячейке объема [63]. Учитывая архитектуру
рассматриваемых стержневых структур и чередование в них ортогональных
однонаправленных
слоев,
допускали
применимость
выражения
при
рассмотрении элементарной ячейки наполнителя (рис. 23). Применение
зависимости было также обусловлено высокой степенью соотнесения
получаемых результатов с аналогичными аналитическими моделями [64-68].
47
Удельная
плотность
стержневой
структуры
наполнителя
при
рассмотрении равнообъемной схемы армирования в трех ортогональных осях
варьируется следующими параметрами:
-линейной плотностью армирующих стержней r [г/м];
-средним
эквивалентным
диаметром
армирующих
стержней
(dср),
определяющим шаг сборки структуры L;
Рис 23. Сечение стержневой армирующей структуры (слева). Выделенная в
структуре ячейка (справа).
Коэффициент проницаемости [63]:
{
(√
√
коэффициент,
)
(
√ (
)
)
учитывающий
(
(
√
(
)
пористость
)
)
}
для
(2),
где
рассмотренной
–
ячейки
структуры.
На основании результатов моделирования инфильтрации связующего
(рис. 24) установили длительность процесса (t) для структуры наполнителя с
dср=0,9 мм, K= 1,02*10-8 м2:
1.
t = 507 c, при ΔP = 78 453,2 Па (технический вакуум) η = 0,5 Па*с;
2.
t = 709 с, при ΔP = 78 453,2 Па (технический вакуум) η = 0,7 Па*с;
3.
t = 201 c, при ΔP = 274 586,26 Па (технический вакуум и избыточное
давление в 3 атм. при подаче связующего) η = 0,7 Па*с;
48
Рис. 24. Моделирование процесса фильтрации связующего в объеме
наполнителя для случая t = 507 c.
На рисунке представлен процесс фильтрации связующего в структуре
стержневого наполнителя в зависимости от времени. При заданных
значениях ΔP , η , проницаемости K= 1,02*10-8 м2 полное время фильтрации
связующего через структуру наполнителя составляет менее 9 минут.
При рассмотрении результатов
установили, что схема подачи
связующего в одной точке (нижнее сечение стержневой структуры) является
достаточной
для
достижения
наполнителя.
Высокая
связующего
достигается
инфильтрации
производительность
в
условиях
связующего
процесса
технического
в
объеме
инфильтрации
вакуума
без
необходимости энергетических затрат на создание избыточного давления.
На основании полученных результатов в качестве основного для
последующей практической отработки был выбран процесс вакуумной
инфузии.
49
Практическую отработку процесса осуществляли на трех марках
отечественных эпоксидных связующих (табл. 9). Основными критериями
первичного
отбора
связующих
рассматривали
время
до
начала
гелеобразования и минимальные значения динамической вязкости.
Одновременно отбор производился по упругим и прочностным
значениям, представленным производителями. В последующем физикомеханические характеристики связующих определяли экспериментально.
С целью определения интервала оптимальных значений динамической
вязкости для выбранного технологического процесса вакуумной инфузии
определяли зависимость динамическая вязкость-температура η = f(T) для
каждого типа связующего (рис.25).
Таблица 9. Свойства связующих.
Время до начала Динамическая
Тип Плотнос
Режим
гелеобразования
вязкость при
ть, г/см3 отверждения при температуре 20- 25ºС, Па*с
25 °С, час
Полное
время
отверждени
я, час
при
1
1,23
температуре
80-90°С
2
1,11
нормальные
условия
1,33
температуре
0,62
7,5
4
рекомендации
174111212011
ТУ 2257-
3,5
0,61
48
357018826195-03
8
0,64
4
120°С
По
условия
ТУ 2225-047-
при
3
Технические
производителей
рассматриваемых
Опытная
партия
эпоксидных
компаундов оптимальная температура полимера при проведении работ 25 ºС.
Значения динамической вязкости связующих η ≤ 0,7 Па*с (при T = 25ºС)
удовлетворяли условиям фильтрации полимера, установленным выше.
50
При соблюдении рекомендованного производителем температурного
режима в 25˚С изготовили серию из 5 заготовок углепластика на связующем
тип 2 (см. табл.9). Армирующие каркасы для изготовления 5 заготовок
углепластика состояли из стержней, тип 2. Формирование матрицы в
опытных образцах углепластика выполняли в изготовленной жесткой
оснастке (рис. 26). При выполнении процесса поддерживали режим
технического вакуума.
Рис. 26. Оснастка для размещения наполнителя при выполнении
процесса инфузии.
Оснастка разборная для многократного применения, выполнена из
стали. При размещении стержневого наполнителя по его периметру в
качестве антиадгезионной и герметизирующей прокладки применяли
листовую резину.
Исследование
микроструктуры
полученного
углепластика,
определение однородности межфазных границ, объема закрытой пористости,
среднего эквивалентного диаметра пор выполняли на основании объемных
моделей
материала,
реконструированных
методом
компьютерной
рентгеновской томографии на современном оборудовании SkyScan 1172
фирмы Bruker microCT. Возможность идентификации разноплотных фаз в
51
реконструированном объеме материала при использовании данной методики
обеспечивает высокую достоверность определения закрытой пористости в
материале.
Для выполнения сканирования в рентгеновском микротомографе из
полученных
заготовок
углепластика
механической
обработкой
изготавливались цилиндрические образцы высотой 40 мм и диаметром 20
мм.
Средняя
пористость
в
образцах,
полученная
на
основании
воссозданной объемной модели, составила 1,91 % (±0,01). При задании
области образца, в которой производилось вычисление объема пористости,
из общего объема цилиндра исключалась краевая зона (облой), которая в
результате механической обработки поверхностей имела повышенную
дефектность, наблюдаемую визуально.
Получили значение пористости в структуре углепластика менее 2%,
что в соответствии с существующим опытом не влияет на физикомеханические свойства композита [9]. В некоторых источниках значимое
снижение коэффициента реализации прочности ПКМ наблюдается при
пористости от 2,5 до 4% [2].
С
целью
регламентации
параметра
динамической
вязкости
и
определения его допустимых отклонений, при которых сохраняется
минимальная пористость матрицы и однородность границы раздела фаз со
стержнями, изготовили серию заготовок углепластика на фрагментах
армирующих каркасов (1/12 от объема исходных структур).
Изготовление образцов углепластиков выполняли при температурах от
18 до 22˚С. С учетом возможного возникновения погрешности при
измерении температуры связующего, в том числе температуры в объеме
фрагмента каркаса, при проведении экспериментов шаг измерения приняли
равным 2 ˚С.
52
Из полученных заготовок изготовили образцы и определили значения
пористости. Полученные данные приведены в табл. 10.
Таблица 10. Объем пористости в образцах 3d углепластика при
различных динамических вязкостях связующих.
Т связующего,
Тип
η, Па*с
Vпор ,%
°С
компаунда
(измерение в
(±0,01%)
соответствии ГОСТ
Кол-во
измерений
25271-93)
18
20
22
2
1,45
3,6
5
2
0,76
3,0
5
3
1,67
4,3
5
2
0,74
1,12
5
3
1,41
3,4
5
По результатам выполненных экспериментов установили, что при
вязкости связующих в процессе инфузии не более 0,76 Па*с достигается
однородность границы раздела фаз стержень – матрица и значения
пористости в углепластике менее 3%.
Для отображения возникающей пористости в объеме материала в
случаях повышенной вязкости связующего на рис. 27 приведено сечение
образца с пористостью 4,3%.
53
Рис. 27. Реконструированное сечение образца с межстержневой пористостью.
Сечение реконструировано на основании теневых проекций,
полученных при сканировании в рентгеновском микротомографе. 1 единичная пора, 2 – сквозные поровые дефекты.
Образец изготовлен с применением связующего тип 3, при температуре
20°С, вязкость при данной температуре составляла 1,67 Па*с. На
представленных
изображениях
микроструктуры
отслеживаются
поры,
появившиеся вследствие отсутствия проникновения полимерного компаунда
в закрытые полости, образованные пересечением армирующих стержней
круглого
сечения
в
трех
ортогональных
плоскостях.
Наблюдаются
единичные поры с размером до 1100 мкм, что по размерам сопоставимо с
интервалом размеров для межстержневых полостей, также наблюдаются
случаи сквозных пор на расстоянии до 8-9 мм, вдоль армирующих стержней.
При этом на границе между армирующими стержнями и матрицей
отсутствуют выраженные случаи отслоений, раковин, или возможных других
дефектов,
вызванных
неравномерным
54
нанесением
или
отсутствием
смачивания жидкой фазой поверхности твердого тела. Соответственно
граница раздела фаз наполнитель-матрица является однородной.
Для определения эффективности мер по снижению динамической
вязкости
связующих
до
минимально
возможных,
технологически
выполнимых значений на снижение пористости в углепластике менее 3%,
выполняли эксперименты по инфузии при температуре связующего тип 2 до
60 °С.
Для этого выполнили серию из 10 процессов инфузии на фрагментах
стержневых наполнителей, при этом снижение вязкости до 0,1 Па*с не
привело к статистически значимому снижению пористости в материале
менее 3%.
Таким образом определили, что оптимальными для формирования
матрицы на стержневых структурах наполнителя методом вакуумной
инфузии являются значения вязкости от 0,5 до 0,76 Па*с (рис. 25), данные
значения
вязкости
достигаются
при
температурах
рассматриваемых
связующих до 28 °С без повышенных токсичных испарений связующего.
Рис. 25. Зависимость η = f(T) для каждого типа связующего (см. табл.9),
измеренная по ГОСТ 25271-93.
55
На рисунке представлена область оптимальных параметров для
выполнения вакуумной инфузии на структурах наполнителей, изготовленных
с применением армирующих стержней тип 2.
Для
определения
применимости
приведенных
технологических
режимов к структурам наполнителей, изготовленных на стержнях тип 1, 3, по
аналогии определяли K в зависимости от dср и время фильтрации связующего
в структуре наполнителя.
Учитывали, что после смешения компонентов связующего в процессе
гелеобразования его вязкость непрерывно возрастает, что приводит к
снижению смачивания наполнителя, повышению пористости, полной
остановке фильтрации с утратой дорогостоящего армирующего каркаса.
Предельным временем проведения процесса считали 30 минут, так как
спустя
данное
время
динамическая
вязкость
рассмотренных
типов
связующих может превышать установленное выше значение η = 0,76 Па*с
(при T ≤ 28ºС).
В результате установили, что при выбранной схеме подачи связующего
в нижней плоскости наполнителя режимы вакуумной инфузии при
ΔP = 78,5 кПа могут быть применены для трехмерных структур
наполнителей, изготовленных на армирующих стержнях с dср ≥0,8 мм.
При 0,65≤dср<0,8 мм необходимо применять вакуумную инфузию,
сопряженную с силовым режимом давления (VA RTM) ΔP > 275 кПа
(избыточное давление от 3 атм. при подаче связующего) или пересматривать
схему подачи связующего.
На основании полученного опыта последующие работы по разработке
материала
проводили
на
стержневых
структурах,
изготовленных
с
применением стержней тип 2, 3. Установленные режимы показали
эффективность при изготовлении 85 заготовок углепластика.
При
исследовании
углепластика
методами
компьютерной
микротомографии и по результатам реконструкции распределения пор в
объеме материала (рис. 28) установили, что преимущественная доля пор со
56
средним эквивалентным диаметром до 0,67 мм (рис. 29) являются порами в
структуре армирующих стержней, что может быть обусловлено отсутствием
инфильтрации связующего в структуру стержня.
Рис. 28. Объемная реконструкция пористости в цилиндрическом
образце углепластика.
Трехмерное изображение пор в структуре образца материала. При
исследовании 3d модели пор, распределенных в объеме материала,
отмечается их преимущественное нахождение в объеме стержней.
Рис. 29. Гистограмма распределения пористости углепластика по среднему
эквивалентному диаметру для образца углепластика с Vпор ≤ 3%.
57
*Расчет профилей распределения пористости проведен с помощью
программного пакета CTAn на основе обработки реконструированной
методом компьютерной томографии структуры образца углепластика. При
обработке в программном обеспечении использован метод пороговой
сегментации.
В этой связи для армирующих стержней различных типов выполняли
определение условий инфильтрации связующего в их структуру.
Внутреннюю структуру стержней рассматривали при определении
параметров смачивания как капиллярную систему, образуемую при плотной
укладке филаментов внутри стержня (рис.30). Результат оптической съемки
микроструктуры материала, армирующий каркас которого состоит из
стержней тип 2, представлен на рисунках 30,31.
Рис.30. Микроструктура материала. Съемка шлифа на оптическом
микроскопе x100.
Продольный и поперечный стержни из углеродных волокон, входящие в
структуру армирующего наполнителя.
58
Рис.31. Микроструктура материала. Съемка шлифа на оптическом
микроскопе x1000.
Фрагмент продольного (слева) и поперечного (справа) стержней из
углеродных волокон, входящих в структуру армирующего наполнителя.
На представленных изображениях отслеживается неравномерное
распределение филаментов внутри стержня. Визуально внутри структуры
стержня
выявляются
многочисленные
полости,
образованные
между
соприкасающимися филаментами. Общий объем данных полостей до
проведения инфузии полимерным связующим может являться пористостью в
структуре стержня, часть данного объема заполнена межфиламентарной
матрицей, применяемой для пултрузионного формирования стержней. Для
соотнесения результатов объемная доля межфиламентарной матрицы в
каждом
из
рассматриваемых
трех
типов
стержней
определялась
взвешиванием, при сравнении массы сформированных пропусканием через
фильеру стержней и исходных комплексных нитей равной длины в
необходимом количестве сложений (данные приведены в табл. 11).
Для
характеристики
стержней
различных
типов
средний
эквивалентный диаметр полостей между филаментами внутри стержня
59
рассматривали как средней диаметр капилляров, что в последующих работах
позволило оценивать условия смачивания в капиллярных системах.
Таким образом, различные типы стержней оценивали в работе по
следующим основным параметрам:
1. Доля пористости Vпор, %;
2. Содержание межфиламентарной матрицы Vmbf, %;
3. Cредний эквивалентный диаметр капилляров (R), мкм;
4. Средний диаметр филаментов df.
Определение значений Vпор% производилось на основании данных
рентгеновской микротомографии (табл. 11).
Для оценки Vпор % стержней на основании результатов рентгеновской
компьютерной томографии выполнялась съемка всех видов стержней на
оборудовании SkyScan 1172, 1272. На рисунке 32 представлено одно из
реконструированных сечений структуры рассматриваемых стержней.
Рис.32. Одно из сечений структуры армирующих стержней.
На представленном, реконструированном на основании теневых
проекций, сечении стержень большего сечения – тип 3, стержни меньшего
сечения – тип 2.
Наиболее дефектной структурой обладает стержень тип 3 (рис.33 а,),
несмотря на наибольшее количество филаментов (3 * 5 К) при диаметре
60
стержня 1,21 мм средний размер капилляров является наибольшим R = 6,22
мкм (см. табл. 11).
Рис.33 а). Микротомография стержня Рис. 33 б).
тип 3.
стержня тип 2.
Микротомография
Структура стержня неоднородна на
Филаменты внутри стержня
всем протяжении, дефекты в
ориентированы и находятся в
приведенном сечении
плотной укладке. Отмечаются
прослеживаются на всей длине
малочисленные дефеткы.
стержня.
В структуре стержня тип 3 наблюдаются дефекты с продольным
сечением до 600-650 мкм, при этом отображение черной областью
свидетельствует о том, что данный дефект является порой.
Одновременно при меньшем количестве филаментов исходной нити
(12 К) в стержне тип 2, образуемая филаментами структура внутри стержня
более ориентирована, что прослеживается на всей его высоте (рис. 33 б). В
данном
случае
более
ориентированная
структура
стержня
может
характеризовать большую устойчивость стержня при сжатии, в тоже время
плотная упаковка филаментов приводит к снижению проникновения
полимерной композиции внутрь структуры стержня.
Средний диаметр филаментов df определяли на основе сканирующей
электронной микроскопии, для чего производили съемку подготовленных
образцов стержней (рис. 34).
Значение R определяли в программном пакете Axio Vision на
основании результатов оптической микроскопии. Полученные значения df, R
приведены в табл. 11.
61
Рис. 34. СЭМ сечения стержней, изготовленных с применением
водного раствора ПВС.
Снимок из серии 20 выполненных для измерения диаметра филаментов
стержня тип 3.
1
2
3
0,64
(±0,003)
0,90
(±0,019)
1,21
(±0,014)
6
12
15
33,9
(±0,5)
49,0
(±0,5)
51,0
(±0,5)
5
5
5
Vmbf%
3,43
(± 0,55)
2,17
(± 0,35)
2,77
(± 0,14)
df, мкм
6,04 (±0,31)
6,74 (±0,43)
7,28 (±0,37)
R, мкм
5,79
(±0,48)
4,75
(±0,12)
6,22
(±0,25)
Кол-во
измерений,
N
Vпор, %
Кол-во
измерений,
N
Среднее
значение
диаметра
стержня
dср, мм
Число
филаментов,
тыс.шт.
Тип стержня
Таблица 11. Свойства рассмотренных типов армирующих стержней.
823
438
425
В качестве межфиламентарной матрицы на начальных этапах работ
применялся водный раствор поливинилового спирта. Значения объемной
доли межфиламентарной матрицы, не превышающие 3,5%, и высокие
значения пористости обусловлены вязкостью данного полимерного состава
62
(η ≥1,5 Па*с при T = 60°C), а также потерей массы при испарении водной
основы в процессе пултрузионного изготовления стержней.
Дополнительно
выполняли
оценку
значений
коэффициента
проницаемости стержней Кст на основании табличных значений для
различных схем укладки филаментов (табл.12).
Таблица 12. Продольный коэффициент проницаемости и пористости
для различных схем укладки филаментов [63].
Наименование
Схема
укладки
Расчетная доля пористости,
%
9,4
8*10-5
Квадрогональная
21,5
12,2*10-4
Гексагональная
укладка
39,6
12,8*10-3
Тригональная
укладка
Для
приведенных
схем
укладки
нормальный
К/df
коэффициент
проницаемости Kст(n)→0, в рассмотренных аналитических моделях [63]
значение Kст(n) принимают равным 0.
Оценку условий инфильтрации связующего в капиллярных системах
стержней выполняли на основе кинетической зависимости глубины
пропитки, приведенной в работах В.П. Елютина и В.И. Костикова [72-74]:
l2
Ж cos
R
2
(3), где
l – глубина пропитки (инфильтрации), м;
Ж - поверхностное натяжение жидкости, Н/м;
θ – краевой угол смачивания;
η – динамическая вязкость жидкости (связующего), Па·с;
R – средний эквивалентный диаметр капилляра, м;
– продолжительность пропитки, с.
63
Представленная зависимость получена на основе уравнения Уошборна
и справедлива для случаев ламинарного течения жидкости в горизонтальном
капилляре, определяемых уравнением Пуазейля.
Степень применимости выражения (3) для случая рассматриваемых
стержней, представляющих собой неоднородные системы прерывающихся,
перекрещивающихся капилляров и капилляров с непостоянным сечением,
осуществляли экспериментально при пропитывании стержня этиловым
спиртом.
Стержень фиксировали в горизонтальном положении, одним концом
погружали
в
емкость,
заполненную
этиловым
спиртом.
С
учетом
необходимости отслеживания фронта распространения жидкой среды на
черной поверхности армирующего стержня для наглядности и уменьшения
погрешности
измерения
в
смачивающую
жидкость
добавляли
люминесцентный порошкообразный агент. Через равные промежутки
времени пропитки в ультрафиолетовом свете производили измерение
величины фронта жидкости l, проникшей в стержень (рис.34).
Рис. 34. Зависимость l ( ) для этанола в стержнях (тип 1, 3).
На основании полученных граничных значений времени
для l max в
соответствии с выражением (3) рассчитывали вязкость этанола, принимая
64
cos 1 .
В результате полученные значения динамической вязкости
соответствовали табличным (η ≈ 1,2*10-3 Па*с при T=25°C).
Значение Ж для связующего, тип 2, определяли сталагмометрическим
методом.
Учитывая
неоднородность
поверхности
филаментов
стержня,
включающей углеродную фазу и фазу ПВС, значение краевого угла
смачивания (θ) определяли отдельно для каждой поверхности. Каплю
жидкости диаметром от 2 до 5 мм наносили на твердую поверхность с
помощью шприца.
Измерение угла проводилось с помощью компьютерной программы
TopView (см. рис. 35).
Рис. 35. Слева - краевой угол Справа - краевой угол смачивания
смачивания связующим (тип 2) на связующим (тип 2) на поверхности
углеродной поверхности.
ПВС.
Расчет
значения
равновесного
краевого
угла
смачивания
для
гетерогенной поверхности выполняли в соответствии с данными работы [15]:
cos 1 cos1 2 cos 2
(4), где
1 , 2 - доли ПВС и углеродной поверхности;
1 , 2
- краевые углы смачивания поверхности ПВС и углеродной
поверхности.
Значение динамической вязкости η, при которой достигается пропитка
стержня, определяли для единичного поперечного стержня на основании
выражения (3), при этом допускали возможность проникновения связующего
на концах стержня и отсутствие проницаемости в структуру стержня в
поперечном направлении.
65
На этом основании задавали l=72,5 мм, то есть половину от длины
стержней, расположенных в армирующей структуре в плоскости X,Y.
Максимальным временем процесса пропитки
считали время до начала
гелеобразования (см. табл. 9). Значения R задавали для каждого типа стержня
в соответствии с определенными ранее (см. табл. 11).
По итогам расчета получили предельно малые значения динамической
вязкости связующего, необходимые для достижения пропитки армирующих
стержней всех 3 типов η < 1,5*10-3 Па*с.
Дополнительно
определяли
значения
динамической
вязкости
связующего, при которых обеспечивается пропитка капилляров стержня,
через выражение (1). Для одномерного случая течения жидкости в капилляре
с постоянной скоростью K2P Допускали наличие в стержне капилляра
l
.
длиной l = 72,5 мм с постоянным сечением, задавали ΔP = 78 453,2 Па,
-
время до начала гелеобразования, коэффициент проницаемости Kст в
соответствии
с
табл.
12
для
гексагональной
укладки
филаментов,
образующих между собой капилляр. В результате также получили значение
η < 1,5*10-3 Па*с, при котором связующее заполнит капилляр.
Таким образом, устранение пор в структуре стержней за счет
инфильтрации в них эпоксидного связующего при формировании матрицы
углепластика может быть достигнуто при η < 1,5*10-3 Па*с. Реализовать
такую динамическую вязкость эпоксидных связующих без потери физикомеханических
свойств
и
снижения
технологичности
процесса
не
представляется возможным. В этой связи однородность структуры стержней
необходимо обеспечивать на этапе их пултрузионного изготовления.
Для
оценки
оказывающих
допустимых
существенного
значений
влияния
на
пористости
материала,
механическую
не
прочность,
проводили испытания образцов для определения модуля упругости и предела
прочности при сжатии.
66
Оценку
влияния
пор
на
реализацию
прочности
трехмерно-
армированного углепластика проводили на цилиндрических образцах
углепластиков (высота H=20 мм, диаметр D=20 мм).
Образцы были изготовлены из заготовок материала с различными
значениями
выполняли
пористости.
Определение
значения
пористости
образцов
аналогично предыдущему опыту, после чего проводили
механические испытания образцов в условиях сжатия. Полученные данные
приведены в таблице 13.
Таблица 13. Влияние пористости на механическую прочность.
Связу
Vпор% в исследуемом
Модуль
Коэф.
ющее
объеме материала,
упругости
вариации
вариаци
Кол-во
доверительный
при сжатии,
ʋ,
и ʋ,
образц
интервал ±0,01%
ГПа
%
%
ов*
1,41
29,20
3,23
362,6
2,91
5
1,90
-
-
385,9
3,00
5
1,12
29,34
4,22
392,5
4,02
5
3,50
29,23
3,07
396,7
3,68
5
5,71
24,56
2,99
365,0
9,37
5
7,9
27,55
4,12
341,5
5,09
5
9,3
-
-
323,2
2,26
5
тип 1
σcж, МПа
Коэф.
Установили, что в соответствии с полученными данными, для
углепластиков
армирования
с
трехмерной
статистически
ортогональной
значимое
стержневой
разупрочнение
структурой
наступает
при
содержании пористости в объеме от 7,9 %. Для ламинарных полимерных
композиционных материалов коэффициент реализации прочности k σ=0,985
при Vпор=2,5% и снижается до kσ=0,970; 0,945 при Vпор=7,0%; 15,0
соответственно [2].
Выводы по третьей главе:
1.
Применены зависимости, позволяющие проводить первичную оценку
проницаемости армирующих стержневых структур. Для рассмотренных
67
стержневых наполнителей, учитывая их структуру, объем, размеры, форму в
качестве оптимального процесса жидкофазного формирования матрицы
принят процесс вакуумной инфузии при ΔP = 78,5 кПа. Определены
параметры процесса, в том числе длительность t ≤ 12 мин., схема подачи,
рекомендуемые значения динамической вязкости связующих 0,5≤η≤0,76
Па*с (при T ≤ 28˚С).
Показано,
что
выбранные
параметры
процесса
обеспечивают
однородность материала, в том числе на границе раздела стержень – матрица,
и уровень пористости композита до 3%.
Выполнена оценка применимости установленных параметров для
структур наполнителя при вариации диаметра армирующих стержней dср.
Установленные режимы показали эффективность при изготовлении 85
заготовок углепластика и применяются в разработанном технологическом
процессе.
2.
Предложена
инфильтрацию
методика
связующего
оценки
в
параметров,
капиллярную
обеспечивающих
структуру
армирующих
стержней. Установлено, что пористость стержней тип 1 – 3 от 33,9 до 51%.
Устранение данных пор за счет инфильтрации в них эпоксидного
связующего
при
формировании
матрицы
углепластика
может
быть
достигнуто на предельно малых динамических вязкостях η < 1,5*10-3 Па*с .
Данные значения вязкости не могут быть реализованы для современных
высокопрочных эпоксидных связующих без значительного снижения их
физико-механических свойств. Таким образом, однородность структуры
стержней необходимо обеспечивать на этапе их изготовления с применением
полимерных составов, альтернативных водному раствору ПВС.
3. Выполнена оценка порогового значения пористости в трехмерноармированном углепластике на основе стержневой структуры наполнителя.
Установлено, что при превышении значения пористости выше 7,9 %
происходит снижение прочностных характеристик материала.
68
Глава 4. Исследование взаимодействия матрицы и межфиламентарного
связующего.
Оценка
эффективности
применения
эпоксидных
связующих для изготовления стержней.
В данной главе изложен ход выполнения работ, направленных на
решение следующих задач:
Оценка
взаимодействия
полимерных
компонентов
матрицы
и
межфиламентарного связующего.
Обоснование
эффективности
замещения
водного
раствора
поливинилового спирта на низковязкие эпоксидные связующие для
применения в качестве межфиламентарной матрицы.
Спецификой технологического приема изготовления композитов на
основе стержневых армирующих структур является разделение операций
пултрузионного формирования микроструктуры углепластика в объеме
армирующего стержня и последующее совмещение собранного из стержней
армирующего каркаса с полимерным составом, образующим матрицу
материала.
Таким
образом,
первоначальное
смачивание
поверхности
филаментов и вовлечение в процесс образования границы раздела фаз
происходит при контакте с функциональным полимером (межфиламентарная
матрица), применяемым для изготовления стержня. Степень однородности
микроструктуры стержней при их пултрузионном изготовлении зависит от
вязкости, режима отверждения, условий полимеризации применяемого для
образования
межфиламентарной
матрицы
полимера.
Последующее
инфузионное формирование матрицы композита и образование границ
раздела фаз протекает на поверхности стержней, входящих в состав
армирующей структуры.
Практическая значимость этапа работы обусловлена определением
целесообразности внесения изменений в существующий на предприятии
технологический
процесс
изготовления
армирующих
структур
с
применением в качестве межфиламентарной матрицы водного раствора
поливинилового спирта. С целью повышения реализации прочности
69
наполнителя в углепластике, в качестве альтернативного полимера для
изготовления стержней рассмотрены эпоксидные связующие.
Из-за
отсутствия
соответствующих
литературных
данных,
актуальными в работе являлись вопросы исследования:
-влияния ПВС, применяемого для изготовления стержней, на свойства
эпоксидных связующих, формирующих матрицу;
-оптимальных составов взаимодействующих полимеров исходя из
технологических возможностей метода сборки армирующих стержневых
структур и требований к проведению процесса формирования матрицы
методом инфузии.
Определение основных функциональных групп рассматриваемых
типов связующих в смеси и по компонентам А, Б выполняли на основании
полученных ИК–спектров (рис. 35-37), результаты представлены в табл.14.
Таблица 14. Свойства и функциональные группы полимерных
связующих.
Тип Плотность,
г/см3
Режим
отверждения
Полное время
отверждения,
час
Основные функциональные группы
Смоляной
Отвердителя
части
(компонент Б)
(компонент А)
при
температуре
4,4-метилен-
4
80-90°С
2
1,11
нормальные
условия
48
при
3
1,33
температуре
4
эпихлоргидрин
1,23
бис-фенола А (диан) и
1
бисциклогексиламина
Первичный амин
Производные тетро- или
гексагидрофталевого
120°С
Полученные
спектры
ангидрида
считали
исходными
и
применяли
для
последующего входного контроля состава связующих и их компонентов в
технологическом процессе.
70
Необходимость проведения входного контроля партий связующих,
применяемых в работе, была обусловлена существенными различиями
динамической вязкости, числа компонента Б, параметров отверждения.
Для входного
контроля приведенных производителем режимов
отверждения эпоксидных связующих выполняли также ДСК-ТГ анализ. На
графиках при изотермическом режиме (T = 25 ˚С) фиксировали отсутствие
тепловых эффектов в образцах связующих, прошедших отверждение по
режимам, указанным в табл. 14, что указывало на завершенность процессов
отверждения.
Учитывая высокую реакционную способность компонентов А, Б, для
установления возможного влияния ПВС на свойства матрицы определяли
наличие взаимодействия функциональных групп ПВС и эпоксидных
связующих (тип 1 – 3) на основе сравнения ИК-спектров. Подготовка проб
для оценки влияния водного раствора ПВС 16/1 на эпоксидную матрицу
выполнялась смешением компонентов в жидкой фазе в соотношении 1:10.
Соотношение определяли исходя из предельной доли межфиламентарной
матрицы в углепластике в случае применения ПВС. В соответствии с
существующим технологическим процессом изготовления стержней водный
раствор 50 грамм ПВС 16/1 подготавливали в 300 мл воды при температуре
140-150˚С.
По результатам сравнения исходных спектров и спектров композиций в
присутствии ПВС установили возможность встраивания ПВС в структуру
смол
тип
1,
3,
что
подтверждалось
изменением
интенсивностей
характеристических пиков на рисунках 35, 36, соответственно.
Предположительно, взаимодействие между связующими (тип 1, 3) и
поливиниловым спиртом осуществлялось по следующей схеме:
71
от связующего
от ПВС
ПВС не отслаивается, образует
однородную фазу с компонентами
связующего.
Рис. 35. Исходный спектр связующего (тип 1) и спектр композиции в
присутствии ПВС.
При сравнении верхнего и нижнего спектров для связующего (тип 1) с
аминным отвердителем в присутствии ПВС не наблюдается полос,
характерных для остатков отвердителя, в то же время не наблюдается
возрастание характерной для введенного поливинилового спирта полосы
поглощения 1107 см-1.
72
Рис. 36. Исходный спектр связующего (тип 3) и спектр композиции в
присутствии ПВС.
Для связующего (тип 3) после взаимодействия с ангидридным
отвердителем заметны полосы поглощения ангидрида. В случае присутствия
в
композиции
ПВС
характерная
интенсивная
полоса
групп
C-OH
поливинилового спирта с максимумом 1090 см-1 в ИК-спектре отсутствует,
одновременно не наблюдается остатков ангидрида, полоса метиленовых
групп ПВС 2930 см-1 вырастает в сравнении с поглощением метильных групп
2960 см-1[69].
В случае связующего тип 2 сравниваемые спектры были практически
одинаковы как при нормальных условиях, так и при температурах 45, 70˚С
(рис.37). В этой связи не удалось сделать однозначного заключения о
наличии взаимодействия.
73
Рис. 37. Исходный спектр раствора ПВС, связующего тип 2 и спектр
композиции в присутствии ПВС.
Сравниваемые спектры фактически одинаковы, при этом заметить
полосу поглощения ПВС вблизи 1090 см-1 на фоне интенсивных полос
компонентов связующего 1100 см-1 , 1113 см-1 невозможно. В этой связи
спектр не позволяет сделать однозначное заключение о взаимодействии ПВС
со смолой.
Для оценки влияния взаимодействия эпоксидных связующих с ПВС на
завершенность процесса отверждения композиций выполняли ДСК-ТГ
анализ. На графиках ДСК-ТГ анализа образцов композиций, прошедших
отверждение по аналогичным режимам отверждения (см. табл. 14),
фиксировали отсутствие тепловых эффектов. На основании проведенных
анализов установили, что наличие до 10 % ПВС в составе эпоксидных
связующих, формирующих матрицу, не приводит к изменению параметров
отверждения композиции, анализ для случаев присутствия более 10 % ПВС
не проводили по причине практической нецелесообразности.
Для оценки влияния ПВС на прочностные свойства эпоксидных
связующих проводили испытания по определению предела прочности при
74
сжатии и модуля упругости образцов отвержденных связующих и
композиций, подготовленных в присутствии до 10 % ПВС. Испытания
проводили на образцах с шириной и длиной сечения
мм и высотой
мм. Полученные результаты для серии образцов из исходных
связующих тип 1, 2, 3 приведены в табл. 15. Результаты для образцов
композиций с ПВС не показали снижения прочностных характеристик.
Сохранение сплошности и работоспособности образцов материала без
снижения прочностных характеристик были также показаны по результатам
проведения климатических испытаний (имитирующих 15 лет хранения), в
том числе выдержка не менее 12 часов в тепло-влажностном режиме 60-70˚С,
90-98%; не менее 18 часов при -60˚С, выдержка при циклическом изменении
температуры от -20˚С до 20˚С.
Возможные проявления химического взаимодействия гидроксильных
групп ПВС с эпоксидными группами не могут оказывать существенного
влияния на энергию адгезионной связи, в том числе по причине малой доли и
неравномерного распределения ПВС на поверхности стержней (рис.38).
Рис. 38. СЭМ фрагмента сечения стержня тип 2.
Скопления полимера в виде образований на поверхности филаментов.
Наблюдаются неоднородные участки склеивания филаментов.
75
Учитывая, что образование химических связей в поле межфазного
контакта эффективно способствует адгезии [70], рассмотрели возможность
применения эпоксидного связующего одновременно в качестве матрицы и
межфиламентарного связующего.
Установили,
что
преимуществами
применения
на
двух
технологических переделах пултрузионного изготовления стержней и
последующего
инфузионного
формирования
матрицы
единого
типа
связующего являются:
Повышение параметров смачиваемости на границе матрицы и
межфиламентарного связующего. Экспериментально определенные
краевые углы смачивания связующим тип 2 твердой поверхности ПВС
и твердой поверхности аналогичного связующего равны 37°37’ и
14°49’, соответственно.
Меньшие, при сравнении с раствором ПВС, значения вязкости
эпоксидных связующих, обеспечивающие повышение объемной доли
межфиламентарной матрицы Vmbf до 24,7 %, по сравнению с Vmbf ≤
3,5% для стержней на водном растворе ПВС (тип 1 - 3). Значения
определены взвешиванием при сравнении массы сформованных
пропусканием через фильеру стержней и исходных комплексных нитей
равной длины в необходимом количестве сложений.
Снижение количества сырьевых компонентов и операций входного
контроля в технологическом процессе.
Возможность
выбора
технологических
изготовления
стержней,
позволяющих
способность
межфиламентарной
режимов
сохранить
матрицы,
пултрузионного
реакционную
достаточную
для
протекания совместной полимеризации компонентов матрицы и
межфиламентарного связующего после их инфузионного совмещения.
76
Для
оценки
и
сравнения
структуры
армирующих
стержней,
изготовленных с применением водного раствора ПВС и эпоксидного
связующего, выполняли сканирующую электронную микроскопию (см. рис.
39 а, б).
Рис. 39, а. Результаты СЭМ. Сечение стержня тип 2, изготовленного с
применением водного раствора ПВС.
Объемная доля межфиламентарной матрицы Vmbf ≤ 3,5%. Структура
стержня с уплотнениями и порами. Применение водного раствора ПВС в
качестве межфиламентарной матрицы не позволяет реализовать в
стержне распределенную по объему непрерывную полимерную фазу.
77
Рис. 39, б. Результаты СЭМ. Сечение стержня равного диаметра из
аналогичной нити, изготовленного с применением эпоксидного связующего.
Объемная доля межфиламентарной матрицы Vmbf ≤ 24,7%. Дефект
структуры в верхней части сечения стержня является следом от
препарирования образца. Распределение полимерной фазы более однородное,
в том числе в полостях между филаментами.
Параметры
вязкости
и
смачивания
углеродной
поверхности
филаментов, обеспечиваемые эпоксидным связующим, позволили получить
более однородную в сравнении со стержнями на ПВС микроструктуру
стержня.
Применение стержневых структур на эпоксидном межфиламентарном
связующем позволило достигнуть максимальной реализации прочности
наполнителя в трехмерно-армированном углепластике.
78
Результаты испытаний материалов, полученных с применением всех
типов стержневых наполнителей, приведены в табл. 17 (п.7 – для случая
применения эпоксидного межфиламентарного связующего).
Выводы по четвертой главе:
1.
При взаимодействии с эпоксидными связующими поливиниловый
спирт может встраиваться в структуру смолы. Применение водного раствора
ПВС в качестве межфиламентарной матрицы не нарушает условий физикохимической
совместимости
компонентов
материала,
не
приводит
к
изменению свойств эпоксидных матриц и не оказывает влияния на
долгосрочную стабильность углепластика. Наличие до 10 % ПВС в составе
эпоксидных связующих, формирующих матрицу, не приводит к изменению
параметров
отверждения,
прочностных
характеристик
композиции.
Углепластики, разработанные на основе трехмерных структур, состоящих из
стержней на ПВС, реализуют до 91 % прочности исходного наполнителя.
2.
Показано, что применение низковязких эпоксидных связующих
позволяет:
-получать однородную структуру стержней с долей межфиламентарной
матрицы до 25%;
-достигать близкого к 100 % коэффициента реализации прочности исходного
наполнителя в условиях разработанного процесса изготовления трехмерноармированного углепластика;
-повысить технологичность процесса изготовления трехмерно-армированных
углепластиков на основе стержневых наполнителей за счет уменьшения
номенклатуры сырьевых компонентов и числа процедур входного контроля.
79
Глава 5. Исследование механических характеристик 3D-армированного
углепластика в условиях сжатия. Анализ особенностей разрушения
материала с учетом критической длины продольных и трансверсальных
армирующих элементов.
В данной главе изложен ход выполнения работ, направленных на
решение следующих задач:
Повышения механических характеристик углепластика в условиях
сжатия при вариации прочностных свойств связующих.
Оценки
влияния
размера
образцов
на
прочность
трехмерно-
армированного углепластика в условиях сжатия. Выбора оптимальной
формы образцов для проведения испытаний материала.
Анализа особенностей разрушения материала на основе исследования
микроструктуры с применением метода компьютерной томографии.
Выявление роли трансверсальных структурных элементов.
Определения комплекса физико-механических свойств разработанного
углепластика.
Применяемые в работе структуры наполнителя могут быть соотнесены с
наполнителями, образуемыми системой трех ортогональных нитей вдоль
осей прямоугольной системы координат. Данные особенности армирующего
каркаса позволяют применять упрощенные модели определения упругих и
прочностных характеристик материала [10].
Учитывая ортогональное расположение армирующих
элементов,
материал может быть рассмотрен как однонаправленно армированный по
одной из осей, при этом упругие свойства армирующих элементов, лежащих
в перпендикулярной плоскости, могут быть учтены в упругих свойствах
«модифицированной» матрицы при задании условий ее совместной работы
со стержнями. Также, может применяться принцип соединения слоев при их
совместном деформировании в условиях плоской задачи [10].
80
Задача
определения
упругих
и
прочностных
рассматриваемых
структур
наполнителя,
распределения
и
равными
упругими
элементов
осям
по
симметрии,
обладающих
характеристик
равной
характеристиками
сводится
к
долей
армирующих
определению
упругих
характеристик только одного направления. При этом материал можно
считать квазиизотропным, то есть проявляющим изотропные свойства в
микрообъемах [55].
Учитывая
данную
особенность
разработанного
углепластика,
прочностные и упругие характеристики определяли в условиях нагружения
по одной из осей симметрии.
Существуют
различные
методические
подходы
к
испытанию
композиционных материалов, в том числе разрушающие и неразрушающие
способы контроля механических свойств [6,58,10]. При проведении
испытаний
3D-армированных
материалов
необходимо
учитывать
их
структурные особенности, выполнять корректный выбор геометрии и
размеров образцов для получения достоверных результатов и корреляции
значений в рамках статистической выборки [10,59-61].
Преимущественно
характеристики
конструктивными
рассматривали
материала
и
в
условиях
эксплуатационными
прочностные
сжатия,
и
что
требованиями
упругие
обусловлено
к
конечными
изделиям.
Оценку влияния матрицы на реализацию физико-механических свойств
разрабатываемого материала выполняли опытным путем. Для этого
предварительно определяли упругие, деформационные, адгезионные и
прочностные свойств рассматриваемых в работе связующих (табл.15).
Механические испытания для определения предела прочности каждого
типа полимера при сжатии и модуля упругости проводили на серии из 30
образцов с шириной и длиной сечения
мм и высотой
мм. Для
определения модуля упругости E образцы подвергали 5 циклам нагружения в
81
пределах упругих деформаций с последующей разгрузкой, после чего
определяли ɛ, σсж, нагружая образцы до разрушения (рис. 40).
Для оценки взаимодействия на границе раздела фаз со связующим
применяли метод вытягивания единичного армирующего стержня из
полимерной матрицы под действием статически приложенной нагрузки с
последующим расчетом
сдвига (см.
табл. 15).
Рис. 40. Диаграмма σсж - ɛ для 3 образцов из серии (связующее тип 2).
Таблица 15. Экспериментально определенные механические свойства
связующих, применяемых для формирования матрицы.
Предел
Т
прочности
и
при
п
сжатии σсж,
МПа
Коэф.
вариац
ии ʋ,
%
Модуль
упругости
при
сжатии
Eсж, ГПа
Коэф.
Коэф.
сдвига
Коэф.
вариаци
вариаци
(стержень
вариаци
и ʋ,
тип 2),
и ʋ,
%
МПа
%
и ʋ,
ɛ, %
%
1
62,30
0,60
1,74
0,58
5,27
3,95
13,9
9,8
2
88,44
3,18
3,90
0,60
3,57
15,94
12,6
12,3
3
108,66
2,43
3,19
1,78
4,43
13,02
15,9
8,7
82
Учитывая меньшую площадь взаимодействия стержня с матрицей,
полученные значения
сдвига
соизмеримы с приводимыми в источниках
данными для единичных филаментов [71]. Минимальное различие значений
сдвига
для связующих тип 1-3 позволяло предположить, что вариация
механических свойств углепластиков, получаемых на различных связующих,
обусловлена только упругими и прочностными характеристиками полимера.
В качестве источников, регламентирующих определение прочностных
характеристик углепластиков при статическом сжатии, рассматривали ГОСТ
25.602-80 и ASTM D695, применяемый при испытаниях трехмерно
армированных ПКМ [88].
Существующий ГОСТ 25.602-80 предусматривает, при проведении
испытаний на сжатие, образцы в виде полосы прямоугольного поперечного
сечения, при этом указанный нормативный документ регламентирует
испытание преимущественно однонаправленных композитов.
При рассмотрении рекомендаций ASTM D695 допускается применение
образцов цилиндрической формы с соотношением высота/диаметр, равном 2.
Преимуществом цилиндрической формы является отсутствие необходимости
обеспечения
симметричного
расположения
армирующих
элементов
относительно осей симметрии цилиндра.
Цилиндрические образцы изготовлялись механической обработкой,
предельное отклонение размеров составляло до 0,2 мм, при изготовлении не
допускалось отклонение армирующих стержней, расположенных по оси
симметрии образца, более чем на 2 градуса.
Первые опытные серии образов (Н=20 мм, D=15 мм) изготавливали на
основании опыта для углерод-углеродных композитов с аналогичной
стержневой структурой наполнителя. Механические испытания выполняли
на машине Zwick/Roell Z250 (см. главу 2), полученные результаты приведены
в табл. 16. Определение модуля упругости выполняли с применением
навесного щупового экстензометра, при нагружении образцов в области
упругих деформаций до ¼ от максимальной разрушающей нагрузки.
83
Таблица
16.
Результаты
испытаний
цилиндрических
образцов
образцов
Предел
Кол-во
связующего
Тип
углепластика при сжатии.
Высота/диаметр,
прочности при
мм
сжатии σсж,
МПа
Коэф.
Характер
вариации ʋ,
разрушения
%
образцов
Углепластик на основе наполнителя, изготовленного с применением стержней тип 3.
2
10
20/15
179,1
0,27
Трансверсальное
разрушение
Углепластик на основе наполнителя, изготовленного с применением стержней тип 2.
1
10
279,2
4,9
362,9
5,4
20/15
2
25
Трансверсальное
разрушение
Трансверсальное
разрушение
По результатам проведенных серий испытаний на всех образцах
получили нехарактерное трансверсальное разрушение, представленное на
рис.41, а.
Трансверсальное разрушение указывало на малую эффективность
совместной работы матрицы и наполнителя, что могло привести к получению
заниженных результатов. Несовместность работы подтверждалась при
исследовании структуры разрушенных образцов методом компьютерной
микротомографии (рис. 45, 46).
На основании полученного опыта для выбора оптимальной геометрии
образцов провели испытания серий образцов с различными соотношениями
H/D (табл. 17).
84
Рис. 41, а. Цилиндр 20/15 мм,
трансверсальное разрушение
(связующее тип 1, 2)
в. Цилиндр 40/20 мм,
трансверсальное разрушение
(связующее тип 1)
При осмотре образцов имеет место увеличение перпендикулярных к оси
симметрии сечений.
б. Цилиндр 40/20 мм, срез (связующее тип 2, 3)
При осмотре образцов серии наблюдали разрушение с перерезанием
стержней наполнителя
85
Кол-во образцов
Тип связующего
№ п/п.
Таблица 17. Результаты
различных размеров при сжатии.
Предел
Высота/д
прочност
иаметр,
и при
мм
сжатии
σсж, МПа
испытаний
Коэф.
вариац
ии ʋ,
%
цилиндрических
Коэф.
реализаци
и
прочност
и Кσ, %*
Модуль
упругос
ти Eсж,
ГПа
образцов
Коэф
.
Характер
вари
разрушения
ации
образцов
ʋ, %
Углепластик на основе наполнителя, изготовленного с применением стержней тип 3.
1
2
10
40/20
210,4
2,5
-
27,1
4,5
Срез
Углепластик на основе наполнителя, изготовленного с применением стержней тип 2.
Трансверса
2
1
10
40/20
323,5
2,4
66,7
28,3
6,1
льное
разрушение
3
1
10
50/25
369,8
5,82
76,2
28,9
8,8
Срез
4
2
285
40/20
401,1
3,5
82,7
30,2
4,1
Срез
5
2
25
50/25
401,0
11,9
82,7
31,8
4,4
Срез
6
3
50
40/20
440,4
2,2
90,8
28,1
4,8
Срез
Углепластик на основе наполнителя, изготовленного с применением стержней на
эпоксидном «межфиламентарном» связующем.
7
3
15
40/20
503,4
2,8
100,0
29,1
9,4
Срез
*Рассчитан на основании паспортного значения предела прочности при
сжатии для микропластика σсж = 1470 МПа (нить Т-700 12К).
Наблюдали увеличение предела прочности при сжатии и изменение
характера разрушения 100% образцов (Н=40мм, D=20мм) для углепластиков
на связующем тип 2 (рис.41, б).
На образцах углепластика (Н=50 мм, D=25 мм, связующее тип 2)
получили равные в пределах погрешности значения σсж, E. Разрушение
армирующих стержней каждого направления с образованием плоскости среза
образца считали показателем эффективной совместной работы наполнителя и
связующего. На основании полученных результатов установили, что форма
86
образцов с D≥20, H≥40 мм для углепластиков на связующем тип 2
оптимальна для оценки прочностных характеристик материала в условиях
сжатия.
Наблюдаемое
возрастание
предела
прочности
углепластика
в
зависимости от типа наполнителя являлось закономерным с учетом свойств
исходных УВ в стержнях тип 2 и 3.
Закономерным также являлся вклад матрицы в реализацию прочности
углепластика при рассмотрении результатов испытаний образцов материала,
изготовленных на одинаковых структурах наполнителя (п.п. 2-6, табл. 17).
Для образцов (Н=40 мм, D=20 мм) материала на связующем тип 1 (п. 2.
табл.17) характер разрушения сохранился трансверсальным (рис. 41, в).
Разрушение было обусловлено несовместностью работы матрицы и
наполнителя по причине недостаточной жесткости связующего тип 1.
Неэффективная работа поперечных армирующих стержней наполнителя
подтверждалась при исследовании структуры разрушенных образцов
методом компьютерной микротомографии (рис. 42-44) .
На основании полученных рентгеновских теневых изображений в
программной среде была реконструирована плоскость образца, в которой
произошло малое, до 0,3 мм, отклонение от начального радиуса цилиндра.
87
Рис. 42. Реконструированное поперечное сечение №1, Z=5,922 мм
Zϵ[0;40] мм, образец Н=40 мм, D=20 мм, связующее тип 1, армирующие
стержни тип 2.
1 – расслоение стержня направления Z и матрицы, 2- разрушение
полимерной матрицы.
В
представленном
на
снимке
изображении
структуры
видны
преимущественно когезионные дефекты. Случаи адгезионного разрушения
являются малочисленными. Крестообразные полости разрушения матрицы
сконцентрированы преимущественно в одном сегменте, данное скопление
может указывать на неоднородное напряженно-деформированное состояние
тела, возникающее вследствие эффекта смятия и ограничения свободы
перемещения в торцах.
88
Для оценки степени накопления дефектов в объеме образца,
граничащем с зоной множественного разрушения, реконструировали сечение
Z=8,197 мм.
Рис. 43. Реконструированное поперечное сечение №2, Z=8,197 мм,
образец Н=40 мм, D=20 мм, связующее тип 1, армирующие стержни тип 2.
Представленная в сечении структура образца имеет малочисленные
нитевидные дефекты матрицы, граница раздела фаз выделена, но однородна.
Армирующие стержни, расположенные в плоскости XY, сохранили
целостность,
что
указывает
на
низкую
эффективность
их
работы.
Наблюдаются признаки расслоения матрицы по границе армирующих
стержней на отдельных стержнях внешнего радиуса. При удаленности менее
чем 2,3 мм от сечения №1, рассматриваемый микрообъем композита
преимущественно сохранил целостность.
89
При анализе продольных сечений образца Н=40 мм, D=20 мм
(связующее тип 1) установили множественное дробление армирующих
стержней по оси приложения нагрузки Z (рис. 44)
Рис. 44 Продольное сечение образца Н=40 мм, D=20 мм, связующее
тип 1, армирующие стержни тип 2.
1 – разрушение (дробление) стержней направления Z
В процессе нагружения стержни (Z) подверглись дроблению до
минимальной эффективной длины (Lкр), то есть длины, достаточной для
включения отрезков стержней в работу. Данное значение зависит от
прочности и жесткости стержня и матрицы, а также диаметра стержня,
величины взаимодействия на границе стержень – матрица [2].
Аналогичным образом трансверсальное разрушение было реализовано
и в структуре образцов первых серий Н=20 мм, D=15 мм (рис. 45).
90
Рис. 45 Поперечное сечение образца Н=20 мм, D=15 мм, связующее тип
1, армирующие стержни тип 3.
1 – дефекты стержней, являющиеся порами, 2 – малочисленные случаи
адгезионного разрушения.
Наличие дефектов внутри поперечных стержней является пористостью,
объем которой в армирующих стержнях тип 3 достигает 51%, что было
показано в главе 3. Стержни поперечного сечения, как и в предыдущем
образце, сохранили целостность, случаи адгезионного расслоения единичны.
91
Рис. 46 Поперечное сечение образца Н=20 мм, D=15 мм, связующее тип
1, армирующие стержни тип 3.
1 – разрушение (дробление) стержней направления Z.
В результате анализа разрушенных образцов установлено, что
армирующие стержни, расположенные по оси нагружения образца (Z),
испытывали многочисленное дробление до значения Lкр. Данное значение
составило в среднем от 1 до 5 мм (по результатам анализа 30 произвольных
сечений 3 образцов). Для единичных филаментов углеродного волокна
значения Lкр имеют на порядок меньшие значения: 0,3-0,35 мм (по Келли)
[2,56]. Таким образом, полученные значения минимальной эффективной
длины для армирующих стержней являются особенностью и обусловлены
величиной их диаметра.
Последующее
увеличение
диаметра
образцов
углепластика
на
связующем тип 1 до Н=50, D=25 мм привело к увеличению σсж, E (п. 3. табл.
17) и разрушению образцов с перерезанием стержней, в том числе
поперечных (X,Y).
На основании проведенного анализа установили, что матрица тип 1,
обладающая наибольшей деформационной способностью (см. табл. 15) не
92
обеспечивает совместность работы армирующих элементов в образцах при
D<25 мм, что подтверждается отсутствием разрушения стержней X,Y в
условиях достаточного адгезионного взаимодействия на границе раздела фаз.
При этом в случае применения связующих тип 2, 3 с более высокими
значениями E и меньшей деформационной способностью (см. табл. 15)
совместность работы обеспечивается при меньшей эффективной длине
поперечных стержней, что подтверждается экспериментально.
На
образцах, разрушенных
при
образовании
плоскости
среза,
оценивали степень разрушения стержней направлений XY (рис.47)
Рис. 47. Поперечное сечение образца Н=40 мм, D=20 мм,
разрушившегося с перерезанием стержней наполнителя, связующее тип 2,
армирующие стержни тип 2.
1 – единичные случаи разрушения поперечных стержней.
93
До момента разрушения образца с потерей структурной целостности
стержней всех трех направлений, поперечные стержни претерпевали
единичные
нарушения
целостности,
при
этом
минимальная
длина
образующихся отрезков составила не менее 7 мм (по результатам анализа 50
произвольных сечений 5 образцов). В то же время стержни направления Z,
как и в рассмотренных ранее образцах, находились уже в разрушенном до
минимальной эффективной длины состоянии.
Развитие
процесса
разрушения
стержней
Z
отслеживалось
на
диаграмме σсж - ɛ для образцов углепластика (рис. 48).
Рис. 48. Типовая диаграмма σсж - ɛ для образцов углепластика Н=40 мм,
D=20 мм, связующее тип 3, армирующие стержни на основе эпоксидного
межфиламентраного связующего.
Приведенные значения деформации являются завышенными, так как при
разрушении образца контактный тензометр не применялся, деформации
фиксировали по перемещению траверсы. Наличие на диаграмме зоны
94
квазипластичности обусловлено преимущественно процессом разрушения Zстержней и перераспределения нагрузки от разрушенных участков
стержней на граничные армирующие стержни через непрерывную фазу
матрицы. Последующее упрочнение обусловлено возрастанием поперечных
деформаций образца и вовлечением в работу трансверсальных армирующих
элементов (X,Y).
Различие
значений
эффективной
длины
поперечных
(X,Y)
и
продольных (Z) стержней может быть обусловлено способностью стержня
работать в условиях сжатия не только во взаимодействии с матрицей, но и
как самостоятельный элемент.
Определение эффективной длины Lкр армирующих стержней при
вариации
упругих
и
деформационных
свойств
связующих
является
необходимым условием реализации прочности разработанного композита.
Разработка
подходов для
оценки
эффективной
длины
армирующих
элементов, а также вопросы применимости для рассмотренных структур
наполнителя существующих зависимостей для определения Lкр являются
предметом дополнительного независимого исследования.
Полученные в работе на основе экспериментов результаты позволили
разработать рекомендации по минимально допустимым длинам армирующих
стержней в кромках и тонкостенных элементах изделий. Основным размером
образцов для испытаний приняли Н=40 мм, D=20 мм, в случае образцов
углепластика на связующем тип 1 - Н=50 мм, D=25 мм.
На
основании
эффективным
полученных
связующим,
результатов
позволяющим
испытаний
максимально
наиболее
реализовать
прочность исходной армирующей структуры, приняли связующее тип 3.
Максимальные значения прочности углепластика достигли в случае
применения армирующих каркасов, собранных из стержней с эпоксидным
«межфиламентарным» связующим.
95
По
результатам
проведенных
испытаний
получили
физико-
механические характеристики разработанного трехмерно-армированного
материала (табл. 18).
Табл. 18 Физико-механические характеристики разработанного 3D
углепластика.
Нагружение в одной из плоскостей
симметрии
Предел
Предел
прочности
Модуль
прочности
при
упругости,
при
сжатии,
ГПа
растяжении,
МПа
503,4
Предел
прочности
при
изгибе,
Модуль
упругости
при 3точечном
МПа
изгибе,
Плотность,
г/см3
Пористость
ГПа
МПа
31,8
599,8
478,5
28,2
1,37-1,42
< 3,0 %
Выводы по пятой главе.
1.
В рамках работы определены физико-механические характеристики 3
типов современных отечественных связующих. При вариации связующих и
структур наполнителя разработаны серии 3D углепластиков с различными
физико-механическими свойствами. В том числе углепластики со средними
значениями предела прочности при сжатии (σ-), при растяжении (σ+), модуля
упругости E:
- σ- = 210,4 МПа; σ+ = 271,3 МПа; E = 27,1 ГПа – структура наполнителя,
изготовленная с применением армирующих стержней на УКН-5000,
«межфиламентарная» матрица на основе ПВС.
- σ- = 440,4 МПа; σ+ = 575,8 МПа; E = 28,1 ГПа – структура наполнителя,
изготовленная
с
применением
армирующих
стержней
на
T700S,
«межфиламентарная» матрица на основе ПВС.
- σ- = 503,4 МПа; σ+ = 599,8 МПа; E = 29,1 ГПа – структура наполнителя,
изготовленная
с
применением
армирующих
«межфиламентарная» матрица - эпоксидная.
96
стержней
на
T700S,
Полученные углепластики являются квазиизотропными, что позволило
применить их при изготовлении серии из 50-ти опытных изделий,
работающих в условиях объемного динамического сжатия.
2.
Определена взаимосвязь между размерами испытуемых образцов и
реализуемой в них прочностью материала. При исследовании структуры
разрушенных
образцов
установлено,
что
особенностями
применения
стержневых структур наполнителя являются меньший в сравнении с нитями
уровень взаимодействия с матрицей, обусловленный меньшей эффективной
площадью
межфазных
границ.
При
этом
значения
минимальной
эффективной длины (Lкр) для стержня значительно выше аналогичных
значений для нитей. Выявленная взаимосвязь между диаметром образца и
характером его разрушения обусловлена выполнением условий по Lкр для
трансверсальных стержней.
3.
На основании рекомендаций ASTM D695 и полученного опыта в
качестве основной формы и размера образцов при проведении испытаний,
разработанного 3D углепластика в условиях сжатия, принят цилиндр Н=40
мм, D=20 мм.
4.
На основании статистики, полученной при испытании образцов
углепластика, изготовленных в рамках выходного контроля 50-ти заготовок,
определены физико-механические свойства разработанного материала.
97
Основные результаты и выводы
1.
Применены зависимости, позволяющие проводить первичную оценку
проницаемости армирующих стержневых структур. Для рассмотренных
стержневых наполнителей, учитывая их структуру, объем, размеры, форму в
качестве оптимального процесса жидкофазного формирования матрицы
принят процесс вакуумной инфузии при ΔP = 78,5 кПа. Определены
параметры процесса, в том числе длительность t ≤ 12 мин., схема подачи,
рекомендуемые значения динамической вязкости связующих 0,5≤η≤0,76
Па*с (при T ≤ 28˚С).
Показано,
что
выбранные
параметры
процесса
обеспечивают
однородность материала, в том числе на границе раздела стержень – матрица,
и уровень пористости композита до 3%.
Выполнена оценка применимости установленных параметров для
структур наполнителя при вариации диаметра армирующих стержней dср.
Установленные режимы показали эффективность при изготовлении 85
заготовок углепластика и применяются в разработанном технологическом
процессе.
2.
Предложена
инфильтрацию
методика
связующего
оценки
в
параметров,
капиллярную
обеспечивающих
структуру
армирующих
стержней. Установлено, что пористость стержней тип 1 – 3 от 33,9 до 51%.
Устранение данных пор за счет инфильтрации в них эпоксидного
связующего
при
формировании
матрицы
углепластика
может
быть
достигнуто на предельно малых динамических вязкостях η < 1,5*10-3 Па*с .
Данные значения вязкости не могут быть реализованы для современных
высокопрочных эпоксидных связующих без значительного снижения их
физико-механических свойств. Таким образом, однородность структуры
98
стержней необходимо обеспечивать на этапе их изготовления с применением
полимерных составов, альтернативных водному раствору ПВС.
3. Выполнена оценка порогового значения пористости в трехмерноармированном углепластике на основе стержневой структуры наполнителя.
Установлено, что при превышении значения пористости выше 7,9 %
происходит снижение прочностных характеристик материала.
4. При взаимодействии с эпоксидными связующими поливиниловый спирт
может встраиваться в структуру смолы. Применение водного раствора ПВС в
качестве межфиламентарной матрицы не нарушает условий физикохимической
совместимости
компонентов
материала,
не
приводит
к
изменению свойств эпоксидных матриц и не оказывает влияния на
долгосрочную стабильность углепластика. Наличие до 10 % ПВС в составе
эпоксидных связующих, формирующих матрицу, не приводит к изменению
параметров
отверждения,
прочностных
характеристик
композиции.
Углепластики, разработанные на основе трехмерных структур, состоящих из
стержней на ПВС, реализуют до 91 % прочности исходного наполнителя.
5.
Показано, что применение низковязких эпоксидных
связующих
позволяет:
-получать однородную структуру стержней с долей межфиламентарной
матрицы до 25%;
-достигать близкого к 100 % коэффициента реализации прочности исходного
наполнителя в условиях разработанного процесса изготовления трехмерноармированного углепластика;
-повысить технологичность процесса изготовления трехмерно армированных
углепластиков на основе стержневых наполнителей за счет уменьшения
номенклатуры сырьевых компонентов и числа процедур входного контроля.
99
6.
В рамках работы определены физико-механические характеристики 3
типов современных отечественных связующих. При вариации связующих и
структур наполнителя разработаны серии 3D углепластиков с различными
физико-механическими свойствами. В том числе УП со средними
значениями предела прочности при сжатии (σ-), при растяжении (σ+), модуля
упругости E:
- σ- = 210,4 МПа; σ+ = 271,3 МПа; E = 27,1 ГПа – структура наполнителя,
изготовленная с применением армирующих стержней на УКН-5000,
«межфиламентарная» матрица на основе ПВС.
- σ- = 440,4 МПа; σ+ = 575,8 МПа; E = 28,1 ГПа – структура наполнителя,
изготовленная
с
применением
армирующих
стержней
на
T700S,
«межфиламентарная» матрица на основе ПВС.
- σ- = 503,4 МПа; σ+ = 599,8 МПа; E = 29,1 ГПа – структура наполнителя,
изготовленная
с
применением
армирующих
стержней
на
T700S,
«межфиламентарная» матрица - эпоксидная.
Полученные углепластики являются квазиизотропными, что позволило
применить их при изготовлении серии из 50 опытных изделий, работающих в
условиях объемного динамического сжатия.
7.
Определена взаимосвязь между размерами испытуемых образцов и
реализуемой в них прочностью материала. При исследовании структуры
разрушенных
образцов
установлено,
что
особенностями
применения
стержневых структур наполнителя являются меньший в сравнении с нитями
уровень взаимодействия с матрицей, обусловленный меньшей эффективной
площадью
межфазных
границ.
При
этом
значения
минимальной
эффективной длины (Lкр) для стержня значительно выше аналогичных
значений для нитей. Выявленная взаимосвязь между диаметром образца и
характером его разрушения обусловлена выполнением условий по Lкр для
трансверсальных стержней.
100
8.
На основании рекомендаций ASTM D695 и полученного опыта в
качестве основной формы и размера образцов при проведении испытаний,
разработанного 3D углепластика в условиях сжатия, принят цилиндр Н=40
мм, D=20 мм.
На основании статистики, полученной при испытании
образцов углепластика, изготовленных в рамках выходного контроля 50
заготовок,
определены
физико-механические
материала.
101
свойства
разработанного
Список использованных источников
1.
С.В.Власов. Основы технологии переработки пластмасс. / С.В.Власов,
Л.Б. Кандырин, В.Н. Кулезнев и др. – М.:Химия, 2004. 600 с.
2.
Г.М.Гуняев.
Структура
и
свойства
полимерных
волокнистых
композитов. / Г.М.Гуняев. – Изд. Химия, 1981. – 230 с.
3.
Вшивков
"Технология
С.
А.
Учебно-методический
получения
комплекс
дисциплины
композиционных
полимерных
наноматериалов"[Электронный ресурс] / С. А. Вшивков, И. С. Тюкова—
Электрон. дан. — Екатеринбург : [б. и.], 2011. Режим доступа:
http://www.twirpx.com/file/519521/, свободный.
4.
Ю.С.
элементах
Елисеев.
Неметаллические
конструкций
и
композиционные
производстве
авиационных
материалы в
газотурбинных
двигателей: Учеб. пособие для вузов. / Ю.С. Елисеев, В.В. Крымов, С.А.
Колесников, Ю.Н. Васильев. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2007. –
368 с.
5.
Передовые технологии производства / Под ред. С.В.Резника - М.: Изд-
во МГТУ им. Н.Э. Баумана, 2002. – 295с.
6.
Ю.М.Тарнопольский. Методы статических испытаний армированных
пластиков / Ю.М.Тарнопольский, Т.Я.Кинцис. – Изд. Химия, 1981. – 270 С.
7.
Э.Фитцер.
Углеродные
волокна и
углекомпозиты
/
Э.Фитцер,
Р.Дифендорф, И.Калнин и др. - М.: Мир, 1988. – 336с.
8.
Справочник по композиционным материалам: в 2-х т. / Под. Ред
Дж.Любина - М.: Машиностроение, 1988.
Т.1 / Под. Ред Дж.Любина - М.: Машиностроение, 1988. – 448с.
Т.2 / Под. Ред Дж.Любина - М.: Машиностроение, 1988. – 580с.
9.
C.Y. Niu. Composite airframe structure: practical design information and
data. – Conmilit press ltd., 1992.
10.
Ю.М.Торнопольский Пространственно- армированные
102
композиционные материалы. / Ю.М.Торнопольский, И.Г.Жигун,
В.А. Поляков. - М.: Машиностроение, 1987. – 224с.
11.
F.Stig. 3D-woven Reinforcement in Composites. / Fredrik Stig // Doctoral
Thesis. Stockholm, Sweden, 2012.
12.
L.Tong. 3D Fibre Reinforced Polymer Composites. / L.Tong, A.P.Mouritz,
M.K.Bannister. // Oxford: Elsevier Science Ltd, 2002. - 241 с.
13.
N.Khokar. 3D fabric-forming processes: Distinguishing between 2D-
weaving, 3D-weaving and an unspecified non-interlacing process. / N.Khokar. //
Journal of the Textile Institute, 1996. - No. 87, Part 1. –
P. 97-106.
14.
N.Khokar. 3D-weaving: Theory and practice. / N.Khokar // Journal of the
Textile institute, 2001. – No. 92(1). – P.193-207.
15.
Б.Д. Сумм. Физико-химические основы смачивания и растекания. /
Б.Д.Сумм, Ю.В.Горюнов. – М.: Химия, 1976. – 232 с.
16.
Разрушение
стеклянных
волокон
при
литье
наполненных
термопластов. / М. Тѐрне, Г. В. Сагалаев, П. Р. Бельник. // Пластические
массы, 1976. - №11.- С. 39-41.
17.
В. Н. Тюкаев. Полимерные композиционные материалы на основе
полиимидного связующего ТП-80. / В. Н. Тюкаев, Б. В. Ёрж, В. В. Юнников,
О. В. Михана и др. // Пластические массы, 1990. - №12.- С.18-20
18.
С.
В.
Белкин.
Система
автоматизированного
проектирования
композиционных материалов. / С. В. Белкин. // Пластические массы, 1990. №12.- С. 20-24.
19.
В. В. Гузеев. Влияние технологических режимов переработки на
структуру наполненных пластикатов / В. В. Гузеев, М. Н. Рафиков, А. Г.
Булучевский. // Пластические массы, 1976. - №11.- С. 32-34.
20.
В.Н.Кириллов. Исследования влияния тепло-влажностных воздействий
на свойства эпоксидных стекловолокнитов. / В.Н.Кириллов, Н.С.Кавун,
В.П.Ракитина и др. // Пластические массы, 2008. - № 9. - С. 14-17.
103
21.
С.А.Гулиев.
Высокопрочные
композиции
на основе вторичных
полиэтилена и полиамида. / С.А.Гулиев, Н.Я.Ищенко, Р.З.Шахназарли,
А.М.Гулиев. // Пластические массы, 2008. - № 9. - С. 42-43.
22.
В. В. Кузнецов. Расчет некоторых физико-механических характеристик
наполненных полимеров / В. В. Кузнецов // Пластические массы, 1982. - №4.
– С.37-39.
23.
Г. С. Головкин. Специфика регулирования механических свойств
армированных термопластов. / Г С . Головкин // Пластические массы,2008. №12. – С. 3-9.
24.
И.Д.
Симонов-Емельянов.
Структура
литьевых
дисперсно-
наполненных полимерных композиционных материалов и моделирование
процесса литья под давлением. / И.Д. Симонов-Емельянов, О.Б.Ушакова,
В.А.Лебедев и др. // Пластические массы,2010. - №12. – С. 4-6.
25.
Т. И. Хорошилова. Исследование свойств полиэфирного углепластика .
/ Т. И. Хорошилова, Н. Н. Воронцова, Т. В. Демьянова. // Пластические
массы,1992. - №2. – С. 24-25.
26.
В.
М.
Шорохов.
Термопласты,
армированные
непрерывным
стекловолокном. / В. М. Шорохов, О. А. Новикова, Ю. С. Липатов, Л. И.
Безрук. // Пластические массы, 1981. - №6. - С.29-31.
27.
G.Freitas. Joining aluminium materials using ultrasonic impactors. /
G.Freitas M. Dubberly. // Metals, 1997 May, P.31.
28.
G.Freitas., Z-Fiber technology and products for enhancing composite design.
/ G.Freitas, T. Frusco, T. Campbell, J. Harris, S. Rosenberg. // Proc. of the 83''
Meeting of the AGARD SMP on "BoltedKionded Joints in Polymeric
Composites", Sep. 2-3, 1996. – P. 171 - 178.
29.
G.Freitas, C. Magee, P. Dardzinski, T. Fusco, Fiber insertion process for
improved damage tolerance in aircraft laminates, J. Advanced Materials, 1994. No.25. - P.36-43.
104
30.
G. Freitas. Service tough composite structures using z-fiber process./ G.
Freitas, C. Magee, J. Boyce, R. Bott. //Proc. 9" DoD/NASA/FAA Conf. Fibrous
Comp, Nov. 1991.
31.
A.P.
Mouritz Flexural properties of stitched GFW laminates.
/ A.P.
Mouritz . // Composites Part A, 1996. – No.27. – P.525.
32.
A. P. Mouritz.
Ballistic impact and explosive blast resistance of
stitched composites. / A. P. Mouritz. // Composites Part B-engineering, 2001. Vol. 32, No. 5. - P. 431-439.
33.
Roberta Massabò. Characterizing Mode II Delamination Cracks in
Stitched Composites.
/ Roberta Massabò, Daniel R. Mumm. // International
Journal of Fracture. - 1998. - Vol. 92, No. 1. - P. 1-38.
34.
D. Liu.
Delamination
Resistance
in
Stitched
and
Unstitched Composite Plates Subjected to Impact Loading ./ D. Liu. // Journal of
Reinforced Plastics and Composites. - 1990. - Vol. 9, No. 1. - P. 59-69.
35.
J. W. Sawyer. Effect of stitching on the strength of bonded composite single
lap joints. / J. W. Sawyer// AIAA journal, 1985. - Vol. 23, No. 11. –
P. 1744-1748.
36.Holt H.B. Future composite aircraft structures may be sewn together. / Holt
H.B. //Auto. Eng., 1992, July.
37. Bauer J., , Cost improvement by changing the technology, Proc. of the 1 st Stade
Composite Colloquium, 7-8 September 2000. - Р.305-3 18.
38. P. Tan. Micro-mechanics models for mechanical and thermo-mechanical
properties of 3D angle interlock woven composites. / P. Tan, L. Tong, G.P. Steven.
// Composites, 1999. – No.30A. – P.637-648
39. P.Tan. Behaviour of 3D orthogonal woven CFRP composites. I: Experimental
investigation. / P.Tan, L. Tong, G.P. Steven and T. Ishikawa. // Composites, 2000.
– No.31A. – P.259-271.
40. P.Tan. Behaviour of 3D orthogonal woven CFRP composites. 11: Theoretical
and FEA modeling. / P.Tan, L. Tong, G.P. Steven. // Composites, 2000. – No.31A.
– P. 273-281.
105
41. P.Tan. Mechanical behaviour for 3-D orthogonal
woven E-glass/epoxy
composites. / P.Tan, L. Tong, G.P. Steven. // Journal Rein. Plastics & Comp, 2001.
– No.20. – P. 274-303.
42. Three-dimensional fabric and method and construction for the production
thereof : US Patent No. 3,834,424,. / Fukuta K., Y. Nagatsuka, S. Tsuburaya, R.
Miyashita, J. Sekiguti, E. Aoki, M. Sasahara; 10 Sep. 1974.
43. Kandero S.W. France, Russia to join in scramjet flight tests. / Kandero S.W
//Aviation Week & Space Technology, 26 March 2001. – Р.60-62.
44. A. P. Mouritz. Review of applications for advanced three-dimensional fibre
textile composites / A. P. Mouritz, M. K. Bannister, P. J. Falzon, K. H. Leong //
Composites Part A-applied Science and Manufacturing, 1999. - Vol. 30, No. 12. P. 1445-1461.
45. L. Limmer. The potential of 3-D woven composites exemplified in a composite
component for a lower-leg prosthesis. / L. Limmer, G. Weissenbach, D. Brown, R.
McIlhagger. // Composites Part A- Plied Science and Manufacturing. - 1996. Vol. 27, No. 4. - P. 271-277.
46. Dexter H.B. Innovative textile reinforced composite materials for aircraft
structures. / Dexter H.B. // Proc. of the 28th Int. SAMPE Technical Conf., 4-7
Nov. 1996. – Р. 404-416.
47. B. Wulfhorst. / New developments and applications of textile reinforcements
for composite materials. // Proc. of the 4th Japan Int. SAMPE Symposium, 25-28
Sept. 1995. – Р.673-678.
48. Complex shaped braided structures: US Patent No. 4,719,837. / McConnell,
R. P. Popper; January 19, 1988.
49. Ю.Г.Фролов. Курс коллоидной химии. Поверхностные явления и
дисперсные системы. / Ю.Г.Фролов – М.: Химия, 1989. – С. 25-29, 45-52, 184188.
50. Д. А. Фридрихсберг. Курс коллоидной химии. / Д. А. Фридрихсберг –
СПб: Химия, 1995. – С.55-59, 79-98.
106
51. С. С. Воютский. Курс коллоидной химии. / С. С. Воютский. – М.: Химия,
1976. – С.114-132.
52. А. Д. Зимон. Коллоидная химия. / А. Д. Зимон, Н. Ф. Лещенко. – М.:
Химия, 1995. – С. 29-36, 79-93.
53. С. Н. Карбаинова. Поверхностные явления и дисперсные системы. / С. Н.
Карбаинова, Н. П. Пикула, Л. С. Анисимова и др. – Томск: Изд. ТПУ, 2000. –
С. 17-27, 51-56.
54.
Е.В.Михеева.
молекулярных
Определение
характеристик
мицеллообразования
в
растворах
поверхностного
исследуемого
коллоидных
натяжения,
ПАВ.
ПАВ.
расчет
Исследование
/
Е.В.Михеева,
Л.С.Анисимова . – Томск: Издательство ТПУ, 2009. – 5 с.
55. Композиционные материалы: Справочник / Под ред. Д.М.Карпиноса –
Киев: Изд-во «Наукова думка», 1985. – 592с.
56. W.D.Bascom . The surface properties of carbon fibers and their adhesion to
organic polymers / W.D.Bascom , L.T. Drzal // NASA Contractor Report 4084,
1987. – 91c.
57. Ю.М.Тарнопольский. Методы статических испытаний армированных
пластиков / Ю.М.Тарнопольский, Т.Я.Кинцис. – Изд. Химия, 1981. – 270 С.
58. В.А. Латишенко. Диагностика жесткости и прочности материалов. / В.А.
Латишенко. - Рига: Знание, 1968. - 320 с.
59. И. Г. Жигун. Особенности испытаний на сжатие композитов. / И. Г.
Жигун, В.А. Поляков, В. В. Михайлов // Механика полимеров, 1979. - №6. С. 1111-1118.
60. Феодосьев В.И. Десять лекций-бесед по сопротивлению материалов. /
Феодосьев В.И. - М.: Наука, 1969. - 176 с.
61. C.C. Chiao. Measurement of Shear Properties of Tibre Composites. Part 1
Evaluation of Test Methods. / C.C. Chiao, R.L. Moore, T.T. Chiao. // Composites,
1977. - Vol. 8. - No.3. - P.161-169.
62. 16th International conference composite materials «Architectural effect on
mechanical properties of 3D carbon/PPS composites». / Joon-Hyung
107
Byun, Yeun-Ho Yu, Kyeong-SikMin, Jin-Woo Yi, Moon-Kwang Um // Korea
Institute of Machinery & Materials.
63. A.Tamayol. Analytical determination of viscous permeability of fibrous
porous media. / A.Tamayol, M. Bahrami / /International journal of Heat and Mass
Transfer, 2009. – No.52. – P. 2407-2414.
64. O.P. Bergelin. Heat transfer and fluid friction during viscous flow across banks
of tubes: III – a study of tube spacing and tube size. / O.P. Bergelin, G.A. Brown,
H.L. Hull, F.W. Sullivan. // ASME Trans., 1950. – No.72. – P.881–888.
65. A.A. Kirsch. Studies on fibrous aerosol filters – II. Pressure drops in systems
of parallel cylinders. / A.A. Kirsch, N.A. Fuchs. // Ann. Occup. Hyg., 1967. –
No.10. - P.23–30.
66. T.A.K. Sadiq. Experimental investigation of transverse flow through aligned
cylinders. / T.A.K. Sadiq, S.G. Advani, R.S. Parnas // Int. J. Multiphase Flow.,
1995- 21 (5). – P.755–774.
67. B. Khomami. Stability of viscoelastic flow around periodic arrays of cylinders.
/ B. Khomami, L.D. Moreno. // Rheol. Acta, 1997. - 36 (4). – P.367–383.
68. W.H. Zhong. Creeping flow through a model fibrous porous medium. / W.H.
Zhong, I.G. Currie, D.F. James // Exp. Fluids, 2006. – No.40. – P.119–126.
69.
Инфракрасные спектры поглощения полимеров и вспомогательных. /
Под ред. В.М. Чулановского. – «Химия» Ленинградское отделение, 1969 –356
с.
70.
Краузе С. Полимерные смеси. / Под ред. Д. Пола, С. Ньюмена. - М.:
Мир, 1981 - Т. 1. – 552 с.
71.
М.Л. Кербер. Полимерные композиционные материалы. / М.Л.Кербер,
Г.С.Головкин, Ю.А.Горбаткина и др. - Спб.: изд. «Профессия», 2008.- 460 с.
72. В.И.Костиков. Сверхвысокотемпературные композиционные материалы. /
В.И.Костиков, А.И.Варенков. – М.: Интермет инжиниринг, 2003. – 560 с.
73. Г.А.Аксельруд. Введение в капиллярно-химическую технологию. /
Г.А.Аксельруд, Н.А.Альтшулер. – М.: Химия, 1983. – 264 с.
108
74. В.П.Емотин. Высокотемпературные материалы. Часть 2. // В.П.Емотин,
В.И.Костиков. – М.: Металлургия, 1973. – 464 с.
75. Stuart R. Stock. Mikrocomputed Tomography: Methodology and Applications.
/ Stuart R. Stock. – CRC Press, 2009. – 365 pp.
76. J. Banharta. Advanced tomography methods in materials research and
engineering. / J. Banharta. – Oxford university press, 2008. – 459 pp.
77. S. Robin.X-Ray Tomography to Determine Seal Integrity of Filled Capsules
Sealed on Capsugel LEMS®70 and CFS 1200TM Equipments. / S. Robin, H.
Buydts, S.Vanquickenborne, D. Cade. // Annual Meeting and Exposition of the
American Association of Pharmaceutical Scientists, November 8-12, 2009.
78. L. C. Marques. Application of the X-ray microtomography for the
Visualization of Fluid Multi-phasic in Glass Beads Samples. / L. C. Marques, C. R.
Appoloni, R. Nagata, C. P. Fernandes.// Brazilian Workshop on Nuclear Physics,
Foz de Iguaçu, Parana state, Brasil, 5-10 June 2011. - XXXIV edition.
79. I.G. Watson. Simulation of the Mechanical Properties of an Aluminum Matrix
Composite using X-ray Microtomography. / I.G. Watson, P.D. Lee, R.J.
Dashwood, P. Young. // Metallurgical and materials transaction A, March 2006. Vol. 37A. - P. 551.
80. Шиммель, Г. Методика электронной микроскопии // пер. с нем. А.М.
Розенфельд, М.Н. Спасский. - М.: Мир, 1969. - 300 с.
81. Э.В.Суворов Физические основы современных методов исследования
реальной структуры кристаллов. / Э.В.Суворов. - Черноголовка, 1999. - 231 с.
82. Дж. Гоулдстейн. Растровая электронная микроскопия и рентгеновский
микроанализ: в 2 т. / Дж. Гоулдстейн, Д. Ньюбери, П. Эчлин и др. – М.: Мир,
1984.
83.В.А.Гончаров. Моделирование инфузионных технологий изготовления
слоистых полимерных композиционных материалов / В.А. Гончаров, М.Ю.
Федотов, А.М. Шиенок, П.В. Зеленский, К.В. Сорокин. // ВИАМ, Июнь 2012.
84. X.Song. Modeling the VARTM Composite Manufacturing Process. / X.Song,
A. C. Loos, B. W. Grimsley, R. J. Cano, P. Hubert.
109
85. X. Song. Vacuum Assisted Resin Transfer Molding (VARTM):Model
Development and Verification. / Dissertation submitted to the Faculty of the
Virginia Polytechnic Institute, 14 April, 2003.
86. C. Zhao. Resin Flow Behavior Simulation of Grooved Foam Sandwich
Composites with the Vacuum Assisted Resin Infusion (VARI) Molding Process. /
C. Zhao, G. Zhang, Y. Wu. // Materials, 2012. - No. 5. - P.1285-1296.
87. В. Котов. Комплекс для разработки и оптимизации технологий пропитки
композитных конструкций. / В. Котов, Е. Пещеренко. // Наука и
производство, 2012. - № 3-4. - С. 2-4.
88. Joon-Hyung Byun. 16th International conference composite materials
«Architectural effect on mechanical properties of 3D carbon/PPS composites» /
Joon-Hyung Byun, Yeun-Ho Yu, Kyeong-SikMin, Jin-Woo Yi, Moon-Kwang //
Um Korea Institute of Machinery & Materials.
89. Е.Пещеренко. Современные технологии производства композитных
изделий от ESI Group. / Е.Пещеренко. //Аэрокосмический курьер,2014 - №4. –
С. 2-6.
110
Перечень ссылочных нормативных документов
№
1 ISO7500-1
2 ГОСТ 2527193 (ИСО 2555-89)
3 ASTM D695
4 ГОСТ
25.602-80
5 ГОСТ 25.601-80
Нормативные документы
Стр.
Материалы
металлические.
Проверка 32
машин
для
статических
одноосных
испытаний. Часть 1. Машины для
испытания на растяжение/сжатие. Проверка
и калибрование системы измерения усилия
Пластмассы. Смолы жидкие, эмульсии или 32,
дисперсии.
Определение
кажущейся 53,
вязкости по Брукфильду
55
Standard Test Method for Compressive 83,
Properties of Rigid Plastics (Metric)
97,
101
Методы
механических
испытаний 83
композиционных материалов с полимерной
матрицей (композитов). Метод испытания
на сжатие при нормальной, повышенной
и пониженной температурах
Методы
механических
испытаний 34
композиционных материалов с полимерной
матрицей (композитов). Метод испытания
плоских образцов на растяжение при
нормальной, повышенной и пониженной
температурах
Эпоксидный компаунд И-108
50
6 ТУ 2225-047174111212011
7 ТУ 2257Эпоксидный компаунд Этал Инжект VLS
50
357018826195-03
8 МИ
00200851-362- Определения степени пропитки образцов 9
2014.
графитов и углеродных стержней
111
112
113