« ( /
advertisement

ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«МОСКОВСКИЙ ФИЗИКО-ТЕХНИЧЕСКИЙ ИНСТИТУТ
(ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ)»
БАУЛИН ЕВГЕНИЙ СЕРГЕЕВИЧ
АВТОМАТИЗИРОВАННАЯ АКТУАЛИЗАЦИЯ
ОПТИМИЗАЦИОННЫХ МОДЕЛЕЙ ПЛАНИРОВАНИЯ
НЕФТЕПЕРЕРАБАТЫВАЮЩИХ/НЕФТЕХИМИЧЕСКИХ
ПРОИЗВОДСТВ
Специальность 05.13.06 – Автоматизация и управление технологическими
процессами и производствами
(промышленность) (технические науки)
Диссертация на соискание ученой степени кандидата технических наук
Научный руководитель:
доктор технических наук, профессор
Хохлов Александр Сергеевич
Москва - 2014
Содержание
ВВЕДЕНИЕ ....................................................................................................................................................................... 3
ГЛАВА 1. ОСОБЕННОСТИ НЕФТЕПЕРЕРАБАТЫВАЮЩЕГО/ НЕФТЕХИМИЧЕСКОГО
ПРОИЗВОДСТВА. СУЩЕСТВУЮЩИЕ ПРОБЛЕМЫ И ПОДХОДЫ К РЕШЕНИЮ ЗАДАЧ
ПЛАНИРОВАНИЯ ДЕЯТЕЛЬНОСТИ НПЗ/НХК .................................................................................................... 9
1.1. КЛАССИФИКАЦИЯ СИСТЕМ ПЛАНИРОВАНИЯ И УПРАВЛЕНИЯ РАБОТЫ ПРЕДПРИЯТИЯ ............................................ 9
1.2. ОСОБЕННОСТИ ПРОИЗВОДСТВЕННОГО ПЛАНИРОВАНИЯ НПЗ/НХК...................................................................... 11
1.3. ОПТИМИЗАЦИОННЫЕ МОДЕЛИ ПРОИЗВОДСТВЕННОГО ПЛАНИРОВАНИЯ ............................................................... 20
1.3.1. Построение моделей текущего и календарного планирования................................................................ 20
1.3.2. Проблемы разработки и внедрения моделей планирования на предприятии ........................................ 26
1.4. ИСХОДНЫЕ ДАННЫЕ И ИХ ОЦЕНКА ДЛЯ ПОСТРОЕНИЯ МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ ПЛАНИРОВАНИЯ
ПРОИЗВОДСТВА ............................................................................................................................................................. 29
1.5. АКТУАЛИЗАЦИЯ ОПТИМИЗАЦИОННЫХ МОДЕЛЕЙ ПЛАНИРОВАНИЯ....................................................................... 39
1.5.1. Актуализация моделей текущего планирования........................................................................................ 40
1.5.2. Актуализация моделей оперативного планирования ................................................................................ 44
1.6. ЗАКЛЮЧЕНИЕ К ПЕРВОЙ ГЛАВЕ .............................................................................................................................. 45
ГЛАВА 2. ПОСТАНОВКА ЗАДАЧИ УЧЕТА ПЕРЕМЕННЫХ НОРМ РАСХОДА ЭНЕРГОРЕСУРСОВ
ОТ ЗАГРУЗКИ УСТАНОВОК В ОПТИМИЗАЦИОННЫХ МОДЕЛЯХ ПЛАНИРОВАНИЯ ........................ 48
2.1 УЧЕТ ПЕРЕМЕННЫХ НОРМ РАСХОДА ЭНЕРГОРЕСУРСОВ В МОДЕЛЯХ ПЛАНИРОВАНИЯ ........................................... 48
2.2. ФОРМИРОВАНИЕ МОДЕЛЕЙ ПЛАНИРОВАНИЯ С УЧЕТОМ ПЕРЕМЕННЫХ НОРМ ...................................................... 52
ГЛАВА 3. ОПЫТ ПРАКТИЧЕСКОЙ РЕАЛИЗАЦИИ МОДЕЛЕЙ ПЛАНИРОВАНИЯ С УЧЕТОМ
ПЕРЕМЕННЫХ НОРМ ЭНЕРГЕТИКИ ................................................................................................................... 58
3.1. ПРАКТИКА ВНЕДРЕНИЯ МОДЕЛЕЙ С ПЕРЕМЕННОЙ ЭНЕРГЕТИКОЙ НА ПРЕДПРИЯТИЯХ ......................................... 58
3.2. РАЗРАБОТКА МОДЕЛИ С ПЕРЕМЕННОЙ ЭНЕРГЕТИКОЙ............................................................................................ 60
3.2.1. Описание модели НПЗ .................................................................................................................................. 60
3.2.2. Построение модели с учетом переменных норм....................................................................................... 62
3.2.3. Результаты вычислений .............................................................................................................................. 84
ГЛАВА 4. ФОРМИРОВАНИЕ ОПЕРАТИВНОГО ПЛАНА ПРОИЗВОДСТВА НПЗ/НХК ............................ 87
4.1. ЗАДАЧА ДЕТАЛИЗАЦИИ ТЕКУЩЕГО ПЛАНА ............................................................................................................ 87
4.2. МЕТОДИКА СКОЛЬЗЯЩЕГО ПЛАНИРОВАНИЯ .......................................................................................................... 90
4.3. ПОСТРОЕНИЕ МНОГОПЕРИОДНЫХ МОДЕЛЕЙ ОПЕРАТИВНОГО ПЛАНИРОВАНИЯ.................................................... 93
ГЛАВА 5. ПОСТРОЕНИЕ МОДЕЛЕЙ СКОЛЬЗЯЩЕГО ПЛАНИРОВАНИЯ................................................. 97
5.1. АКТУАЛИЗАЦИЯ МОДЕЛЕЙ ВНУТРИ ГОРИЗОНТА ПЛАНИРОВАНИЯ ......................................................................... 97
5.2. ЛИНЕАРИЗАЦИЯ НЕЛИНЕЙНЫХ ПОДМОДЕЛЕЙ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ................................................ 100
5.2.1. Преобразование подмоделей первичных установок ................................................................................ 101
5.2.2 Преобразование подмоделей вторичных установок................................................................................ 104
5.2.3 Прослеживание качества потоков............................................................................................................ 109
5.3. ПОСТРОЕНИЕ ПОСЛЕДОВАТЕЛЬНОСТИ МОДЕЛЕЙ ТЕКУЩЕГО И ОПЕРАТИВНОГО ПЛАНИРОВАНИЯ .................... 111
5.3.1 Построение модели текущего планирования ........................................................................................... 111
5.3.2 Построение модели оперативного планирования .................................................................................... 113
ЗАКЛЮЧЕНИЕ............................................................................................................................................................ 118
СПИСОК ЛИТЕРАТУРЫ .......................................................................................................................................... 120
ПРИЛОЖЕНИЕ 1. ПРОЦЕДУРА ФОРМИРОВАНИЯ МОДЕЛИ ОПЕРАТИВНОГО
ПЛАНИРОВАНИЯ В СИСТЕМЕ RPMS................................................................................................................. 127
ПРИЛОЖЕНИЕ 2. ОСНОВНЫЕ ПРИНЦИПЫ РАБОТЫ ОПЦИИ R_LINE.................................................. 137
ПРИЛОЖЕНИЕ 3. МАТЕРИАЛЫ О ВНЕДРЕНИИ............................................................................................. 147
2
Введение
Актуальность. На многих нефтеперерабатывающих предприятиях для
решения задачи оптимального производственного планирования используются
системы моделирования, с помощью которых можно построить математическую
модель
производства
Математические
и
модели
оптимизационного
рассчитать
производства
планирования
производственную
позволяют
учитывать
при
программу.
решении
логические
и
задачи
химико-
технологические особенности работы производства, прослеживать показатели
качества готовой продукции от показателей качества нефтяного сырья, отразить
сложившуюся экономическую ситуацию на рынке. Примером системы такого
класса на российских и зарубежных заводах является RPMS (Honeywell) – система
моделирования нефтехимии и нефтепереработки.
Математическая
формулировка
нефтеперерабатывающего
задачи
предприятия
планирования
представляет
собой
для
задачу
математического программирования большой размерности (тысячи ограничений
и переменных). Главным критерием решения такой задачи является максимальная
маржинальная
прибыль
предприятия
при
условии
выполнения
технико-
экономических ограничений накладываемых на производственную программу.
Ограничения
на
производство
формируют
матрицу
задачи,
в
которой
коэффициенты нелинейно зависят от значения переменных. Основные трудности
при формировании матрицы задачи планирования связаны с учетом в модели
уникальных
свойств
нефти,
как
сырья
переработки,
и
сложностью
нефтехимической технологии, поэтому всегда при формировании моделей
планирования большое значение придается их актуализации.
Осуществить актуализацию модели означает сформировать коэффициенты
матрицы задачи, таким образом, чтобы решение задачи было способно адекватно
отразить
развитие
производственной
ситуации
на
текущий
горизонт
планирования.
Эффективная
эксплуатация
оптимизационных
моделей
достаточной
сложности и большой размерности предполагает, что системы планирования
3
такого
класса
сочетающими
используются
как
знания
специалистами
возможностей
высокой
системы
и
квалификации,
технологических
особенностей производства, так и основ математического программирования.
Перед тем как рассчитать производственный план с помощью RPMS-модели
пользователь должен подготовить актуальные исходные данные о производстве и
ввести их в модель, решив для этого целый ряд задач, например, таких как:
• оценка фракционного состава дистиллятов и оценка требуемых показателей
качества нефтепродуктов;
• прогноз отборов и показателей качества продуктов на установках;
• прогноз норм энергопотребления;
От того на сколько точно пользователь подготовит необходимые исходные
данные и будет зависеть результат решения оптимизационной модели. Таким
образом, для пользователей математических систем моделирования крайне важно
иметь средства автоматизированной актуализации моделей планирования,
которые бы позволяли:
1. Снизить трудоемкость и время настройки модели;
2. Внедрять в эксплуатацию на предприятиях более точные модели
планирования;
3. Снизить количество ошибок ввода исходных данных, связанных с
человеческим фактором.
Кроме того, актуализация моделей планирования для получения плана на
текущий месяц является очень трудоемким процессом, который требует больших
усилий и временных затрат (несколько рабочих дней). После разработки
производственной программы на предприятии возникает задача её реализации.
Для этого внутри текущего месяца необходимо несколько раз решать задачу
оперативного планирования, формируя промежуточные плановые задачи на
неделю или декаду с учетом фактической информации о производстве.
Необходимо
учитывать,
что
для
актуализации
моделей
оперативного
планирования на неделю или декаду у модельера есть очень мало времени
(несколько часов). Поэтому, используя только стандартные способы ручной
4
актуализации моделей, пользователь может не успеть подготовить во время
оперативный план работы предприятия.
Целью
диссертационной
работы
является
разработка
универсальной
методологии актуализации моделей текущего и оперативного планирования для
их эффективного применения на реально действующих объектах типа НПЗ/НХК,
и применение этой методологии путем создания программных коммерческих
продуктов для решения двух задач:
1. Учета переменных норм потребления энергоресурсов в зависимости от
загрузки установок в моделях текущего планирования.
2. Детализации текущего плана в моделях оперативного планирования.
Методы исследования. Основные результаты получены с использованием
методов моделирования производственных процессов, исследования операций,
нелинейного частично-целочисленного математического программирования.
Научная новизна. Совокупность проведенных в диссертации теоретических и
прикладных исследований позволила предложить методологию актуализации
оптимизационных моделей для решения задачи текущего планирования на месяц,
квартал, год и оперативного планирования на неделю, декаду. При этом:
Разработана универсальная методология актуализации моделей текущего и
оперативного планирования.
Разработан метод построения математических моделей, позволяющий
автоматически выбирать способ актуализации моделей: перед началом
поиска оптимального решения или в процессе поиска решения.
Разработан метод линеаризации нелинейных подмоделей технологических
процессов
в
оптимизационных
моделях
планирования
нефтеперерабатывающих/нефтехимических производств.
Защищаемые положения.
• Предложена универсальная методология актуализации моделей текущего и
оперативного планирования, которая может быть реализована в различных
системах математического моделирования нефтехимии/нефтепереработки.
5
• Разработанные математические модели объектов типа НПЗ/НХК для
решения задач текущего и оперативного планирования.
• Алгоритмы и программное обеспечение для реализации и внедрения
разработанных
моделей
на
реальных
действующих
объектах
типа
НПЗ/НХК.
Практическая значимость. В диссертационной работе:
Предложен подход к актуализации моделей планирования для решения
задачи текущего планирования. Данный подход был реализован на примере
решения задачи учета переменных норм расхода энергоресурсов в RPMSмоделях с использованием разработанной
дополнительно к базовой
комплектации системы RPMS специализированной опции R_FRESH.
Разработан метод построения многопериодных моделей для решения задачи
детализации текущего плана деятельности НПЗ/НХК с учетом фактической
информации о производстве.
Разработан подход к актуализации моделей планирования для решения
задачи оперативного планирования по неделям, декадам. Данный подход
был реализован на линеаризованных RPMS-моделях с использованием
разработанной
дополнительно к базовой комплектации системы RPMS
опции R_LINE.
Реализация результатов работы. Результаты исследований, проведенных в
диссертации, внедрены в центральном офисе и на ряде дочерних предприятий
компании
ОАО
«ЛУКОЙЛ»
для
решения
задачи
производственного
планирования с учетом переменных норм потребления энергоресурсов в рамках
выполнения договорных работ компании Honeywell. Внедрение опции R_FRESH
дало возможность повысить точность планирования расхода энергоресурсов на
установках. Работоспособность предложенного подхода к актуализации моделей
планирования для решения задачи детализации плана была проверена на
реальных и тестовых
моделях нефтеперерабатывающих заводов. Результаты
проверки показали эффективность использования предложенного подхода за счет
6
снижения трудоемкости и сокращения времени на построение и актуализацию
многопериодных моделей.
Апробация работы. Результаты диссертационной работы докладывались и
обсуждались на 50-й, 52-й, 53-й, 54-й научных конференциях МФТИ (Москва
2007, 2009, 2010, 2011); научных международных конференциях «Управление
развитием крупномасштабных систем – MLSD 2010 и 2012» (Москва 2010, 2012);
научно-практической конференции «Передовые информационные технологии,
средства и системы автоматизации и их внедрение на российских предприятиях»
(Москва 2011); X Всероссийской научно-технической конференции «Актуальные
проблемы развития нефтегазового комплекса России» (Москва 2014).
Публикации. По теме диссертации автором опубликовано 11 печатных работ,
в том числе 3 из них в периодических изданиях, включенных в Перечень ведущих
рецензируемых научных журналов и изданий ВАК.
Структура и объем диссертации. Работа состоит из введения, пяти глав,
заключения, двух приложений, содержит 149 страниц текста вместе с
приложениями, содержит 64 рисунка, 39 таблиц, список литературы из 70
наименований.
В главе I рассматриваются особенности и существующие проблемы при
решении
задач
планирования
нефтеперерабатывающего
производства.
Описываются существующие на сегодняшний день методологические подходы к
построению,
внедрению
и
сопровождению
математических
моделей
производства, позволяющих решать задачи производственного планирования.
Обосновывается
подходов,
необходимость
позволяющих
предлагаемых
автоматизированно
в
диссертационной
осуществлять
работе
актуализацию
статических моделей двух типов: текущего планирования на месяц, квартал, год и
оперативного планирования на неделю или декаду.
В главе II приводятся описание и математическая формулировка задачи
производственного планирования с учетом переменных норм энергетики.
Рассматриваются трудности учета в оптимизационных моделях переменных норм
энергетики на различных реальных объектах типа НПЗ/НХК. Предлагается общий
7
подход, позволяющий решить данную задачу с использованием разработанной в
ходе диссертации специализированной программной опции. Сформулирован
критерий использования учета переменных норм для технологических процессов.
В качестве примера работы предлагаемого подхода рассматривается процедура
пересчета норм расхода электроэнергии, пара и топлива для установки первичной
переработки нефти.
В главе III описывается процедура разработки моделей планирования с
переменной энергетикой для объектов типа НПЗ/НХК. Приводятся результаты
вычислений на демонстрационной модели НПЗ топливного профиля.
В главе IV предлагается подход к решению задачи детализации текущего
плана с использованием методики скользящего планирования. Приводятся
описание и математическая формулировка задачи детализации плана с учетом
фактической информации о производстве. Подробно описывается процедура
построения
многопериодных
актуализации
фактическими
использования
стандартных
моделей
оперативного
данными.
планирования
Обосновывается
линеаризованных
моделей
и
их
необходимость
планирования
для
автоматизации процедуры подготовки данных для решения задачи детализации
текущего плана.
В
главе
V
нефтепереработки
рассматривается
и
моделирование
приводится
описание
нелинейных
примера
процессов
линеаризации
демонстрационной RPMS-модели нефтеперерабатывающего завода. Описана
процедура построения двухпериодной модели оперативного планирования с
использованием опции R_LINE и приводятся результаты вычислений.
В заключении сформулированы основные выводы и результаты, полученные
в диссертационной работе.
В приложениях приведены алгоритм построения многопериодных RPMSмоделей для решения задач оперативного планирования (Приложение 1) и
основные принципы работы опции R_LINE системы RPMS (Приложение 2).
Материалы, подтверждающие практическое внедрение разработанных моделей,
приведены в Приложении 3.
8
Глава 1. Особенности нефтеперерабатывающего/
нефтехимического производства. Существующие проблемы
и подходы к решению задач планирования деятельности
НПЗ/НХК
1.1. Классификация систем планирования и управления работы
предприятия
В настоящее время для всех предприятий
непрерывных
производств
типа
НПЗ/НХК/ГП/ХП/ЗМУ
завод,
(нефтеперерабатывающий
нефтехимический
комбинат,
газоперерабатывающее
химическое
производство,
производство,
минеральных
удобрений)
завод
особую
роль
приобретает проблема автоматизации всех
уровней в иерархии задач управления, от
успешного
решения
которых
зависит
эффективность работы предприятия в целом.
На сегодняшний день широко используются
Рис. 1.1. Уровни
автоматизации
управления и планирования
работы предприятия
системы
процессами
управления
и
технологическими
производством
в
целом,
начиная от низовой автоматики (КИПиА) и
до
систем
распределенного
управления, а
также
средств оперативного
производственного управления и планирования всеми ресурсами предприятия
(Рис.1.1).
ERP-система
(Enterprise
Resource
Planning,
планирование
ресурсов
предприятия) – это корпоративная информационная система эффективного
9
планирования и управления всеми ресурсами предприятия. Системы такого
класса используют для решения таких экономических задач как:
•
планирование и управление финансами;
•
управление кадрами;
•
учет материальных ресурсов на складах;
•
учет и управление в снабжении и сбыте.
MES-система (Manufacturing Execution System) - это информационная и
коммуникационная система производственной среды предприятия. Место,
занимаемое MES системой в комплексном управлении предприятием, находится
между системой управления и автоматизации технологических процессов и
системой стратегического управления и планирования работой предприятия ERP.
Собирая данные в режиме реального времени от технологических объектов и
автоматических систем управления, и используя исторические данные из
реляционной базы данных, MES система:
вырабатывает решения по оперативному управлению производством;
готовит и передает информацию в необходимой форме в ERP систему для
решения задач управления ресурсами предприятия более высокого уровня.
MES-систему можно позиционировать как систему оперативного управления
производством, предназначенную для решения производственных задач в
следующих областях: мониторинг технологических цепочек производства, учет и
управление выпуском продукции, обработка и верификация результатов
измерений, сведение балансов, учет и управление перемещениями материальных
потоков, и некоторые другие. Данные системы с успехом используются в
нефтепереработке, нефтехимии и в нефтегазодобывающей промышленности [1 4].
APS-системы
(Advanced
Planning
and
Scheduling)
оптимального
производственного планирования и составления расписаний находятся на грани
между MES
и
ERP
–
решают задачи
составления
оптимизированных
производственных программ от нескольких дней до месяца, квартала, года.
Примером APS-системы, с помощью которой решаются такие задачи, является
10
система RPMS. Системы класса RPMS являются наиболее глубокими по своим
возможностям
моделирования
технологических
особенностей
предприятий
нефтепереработки и нефтехимии и их экономического окружения. Подобные
системы широко используются во всем мире [5], [6]. Пользователями систем
класса RPMS являются в настоящее время все известные нефтяные и
инжиниринговые компании мира, например: Agip Petroli (Италия), Exxon-Mobil
(США), Kuwait Petroleum (Кувейт), Chevron Texaco (США), Eni Chem (Италия),
BASF (Германия), DEA (Германия), ABB Lummus Global (США), Chiodo
(Япония), Lurgi (Германия). В России пользователями системы RPMS являются
крупнейшие
нефтеперерабатывающие,
газоперерабатывающие
предприятия
и
нефтехимические
нефтяные
компании,
и
например:
центральный офис ОАО «ЛУКОЙЛ» и дочерние предприятия Компании, ОАО
«ТАИФ
НК»,
ОАО
«ТАНЕКО».
Поэтому
повышение
эффективности
использования систем подобного класса является актуальной задачей на
сегодняшний день.
1.2. Особенности производственного планирования НПЗ/НХК
НПЗ/НХК представляет собой совокупность основных технологических
процессов
(установок,
обслуживающих
служб,
цехов,
блоков),
обеспечивающих
а
также
вспомогательных
нормальное
и
функционирование
промышленного предприятия. Целевое назначение НПЗ/НХК — производство в
требуемом объеме и ассортименте высококачественных нефтепродуктов.
Современные нефтеперерабатывающие предприятия характеризуются большой
мощностью как НПЗ/НХК (исчисляемой миллионами тонн в год), так и
составляющих их технологических процессов. В этой связи на НПЗ/НХК
исключительно высоки требования к уровню автоматизации технологических
процессов,
надежности
и
безопасности
оборудования
и
технологии,
квалификации обслуживающего персонала [7]. Мощность переработки НПЗ/НХК
зависит от потребности в нефтепродуктах в тех или иных районах наличия
11
ресурсов сырья и энергии, дальности транспортных перевозок и близости
конкурентных предприятий [8].
Отличительной особенностью НПЗ/НХК является получение разнообразной
продукции из одного исходного нефтяного сырья. Ассортимент нефтепродуктов
НПЗ/НХК исчисляется обычно десятками и даже сотнями наименований
(характерно для производства масел). Большинство технологических процессов
производит преимущественно только компоненты или полупродукты. Конечные
товарные нефтепродукты получают, как правило, путем компаундирования
нескольких компонентов, производимых на данном НПЗ/НХК, а также присадок.
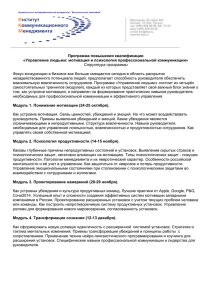
Это обусловливает необходимость иметь в составе НПЗ/НХК разнообразный
набор технологических процессов с исключительно сложной взаимосвязью по
сырьевым, продуктовым и энергетическим потокам (рис 1.2) [9], [10].
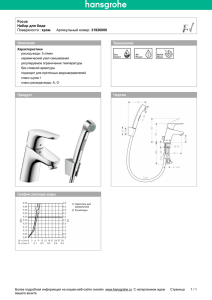
Задача производственного планирования подразделяется на ряд иерархически
взаимосвязанных задач планирования. На рисунке 1.3 отражена концептуальная
связь между различными задачами и данными производственного планирования
(прямоугольники – решаемые задачи; овалы – данные о производстве). Решение
этих задач осуществляется в несколько этапов персоналом из различных отделов
предприятия, реализующим относящиеся к его компетенции задачи [11].
Долгосрочное планирование включает в себя стратегию развития предприятия
на период времени более чем один год. Решение этой задачи затрагивает такие
вопросы
как
инвестиционное
планирование,
заключение
долгосрочных
контрактов на приобретение сырья и реализации готовой продукции. Подробное
описание задач инвестиционного и стратегического планирования, а также
способов их решения приведены в работе [12]. Отметим, что чаще всего за основу
модели долгосрочного планирования берут модель текущего планирования.
12
Рис.1.2. Типовая потоковая схема нефтеперерабатывающего завода
13
Рис.1.3. Взаимосвязь задач планирования и управления производством
Текущее
планирование
–
это
процесс
составления
оптимальной
производственной программы на расчетный период (месяц, квартал, год).
14
Решение задачи текущего планирования получают по критерию максимизации
прибыли или минимизации издержек производства с учетом ряда ограничений
технологического и экономического характера. Результатом такой оптимизации
является план работы НПЗ/НХК, определяющий лучшие с экономической точки
зрения усредненные производственные цели на расчетный период (месяц,
квартал, год) [13-16]:
• План на переработку сырья и отгрузку готовой продукции на расчетный
период с учетом качественных и количественных характеристик сырья и
ограничений на компаундируемые продукты;
• Плановые
данные
по
работе
установок:
ограничения
по
производительности, материальные балансы, усредненные загрузки на весь
период планирования, варианты технологических режимов работы;
• Плановые
данные
по
смешению:
объемы
компонентов
смешения,
необходимые для получения нужного количества товарной продукции;
оптимальные рецептуры смешения;
• Конечные запасы компонентов смешения и готовой продукции на
расчетный период;
• Экономические показатели деятельности предприятия за расчетный период.
Оперативное планирование – это задача детализации производственного плана,
полученного путем решения задачи текущего планирования, на ближайший
короткий календарный отрезок времени (неделя, декада) с учетом полученной
фактической информации о производстве за период времени, который завод
отработал внутри текущего горизонта планирования.
Календарное планирование - это процесс планирования на короткие интервалы
времени (смена, день, неделя, декада), необходимость которого определяется
инерционными
свойствами
технологических
процессов
производства,
выполняемый на заводе с целью реализации утвержденного плана, полученного
при решении задачи текущего планирования. Результатом решения задачи
календарного планирования являются графики [17-19]:
• распределения поступающей нефти по резервуарам;
15
• работы установок, изменения режимов работы;
• операций смешения;
• распределения промежуточной и готовой продукции по резервуарам;
• отгрузки готовой продукции.
Сложность производственного планирования для НПЗ/НХК обусловлена тем
фактом, что все элементы предприятия тесно взаимосвязаны с экономической и
технологической точек зрения. В рамках повышения эффективности работы
завода в целом, можно выделить следующие цели [20-22]:
• Выбрать оптимальные виды сырья, закупаемые для переработки, и
сократить затраты на их хранение;
• Определить
оптимальное
смешение
различных
видов
сырья
для
использования в производственных целях;
• Предотвратить «отдачу качества» готовой продукции;
• Сократить удельные производственные затраты, например, потребление
энергоресурсов,
вспомогательных
материалов,
топлива
для
производственных нужд и т. д.;
• Оптимизировать
управление
производственными
мощностями
и
резервуарным парком;
• Составить оптимальные графики планово-предупредительных ремонтов
оборудования;
• Повысить эффективность работы установок с точки зрения увеличения
отбора
целевых
продуктов,
безопасности
труда,
срока
службы
катализаторов и т. д.
Оптимизация работы завода с учетом этих целей позволяет добиться
значительных экономических результатов. В связи с многообразием направлений
улучшения работы завода важно иметь возможность
не только получать
оптимальный план производственной деятельности, но и обладать достаточными
возможностями для коррекции производственной программы работы завода в
постоянно изменяющихся внешних и внутренних технико-экономических
условиях. Решению задачи текущего планирования посвящено множество
16
публикаций,
и
существует
целый
набор
систем
моделирования
для
нефтепереработки, позволяющих решать эту задачу [23, 24]. Проблемам
календарного планирования НПЗ/НХК также посвящена обширная литература, в
которой, как правило, затрагиваются проблемы работы только отдельных блоков
завода [25, 26], а проблемы календарного плана работы всего завода с учетом
свойств потоков освещены слабо. В основном это связано с большой
трудоемкостью решения подобной задачи: большая размерность задачи и
возникающие вычислительные трудности.
В
зарубежной
литературе
оперативное
и
календарное
функционирования НПЗ/НХК рассматривается как часть
планирование
деятельности по
управлению «логистической цепочкой поставок» (Supply Chain Management)
завода. В управлении цепочкой снабжения завода входят такие виды
деятельности как управление поставками и хранением сырой нефти, управление
первичной и вторичной переработкой нефти, управление процессами смешения
товарных нефтепродуктов и их отгрузкой потребителям [27].
В рамках концепции управления цепочкой поставок деятельность по текущему
и календарному планированию работы НПЗ/НХК традиционно разделяется на
несколько этапов. Так, текущее планирование включает в себя оптимизацию
поставок сырой нефти, последующую оптимизацию первичной и вторичной
переработки нефти и процессов смешения товарных нефтепродуктов, а также
оптимизацию этапа реализации готовой продукции. При этом оптимальное
планирование осуществляется в рамках одного или нескольких временных
интервалов заданной продолжительности. А задачей календарного планирования
является определение времени начала/конца и продолжительности каждой
отдельной операции для всех этапов при фиксированных временных интервалах.
На первом этапе логистической цепочки решаются два типа задач: выбор
поставщика нефти (вида используемой для производственных целей нефти) и
графиков поставок нефти на завод. Как правило, на заводе перерабатывается
несколько сортов нефти, порой смешиваемых для достижения необходимых
качественных характеристик. При выборе между различными видами нефти
17
используются разнообразные методы оценки нефти: оценка по плотности и
серности;
оценка
по
ИТК;
оценка
с
помощью
моделей
линейного
программирования. При формировании графиков поставок нефти на завод
решаются такие логистические задачи, как распределение нефти по резервуарам,
составление графика поставок, а также вопросы перекачки нефти и учета запасов.
Целью
этого
вида
деятельности
является
оптимизация
потоков
сырья,
поступающего на завод с учетом всех имеющихся ограничений (в основном,
ограничений по емкостям хранения).
Как известно, если рассмотреть работу не только НПЗ/НХК, а любого
предприятия с непрерывным типом производства, то известно, что в течение
любых конкретных суток, из-за отсутствия равномерности в работе завод не
функционирует точно в соответствии с планом. Это происходит из-за влияния
множества различных факторов, к которым, например, следует отнести
неравномерность поставок сырья, неравномерность спроса на готовые продукты,
возникновение аварийных ситуаций, особенности технологических процессов.
Кроме того, производственная ситуация на предприятии меняется: колеблются
показатели качества поступающего сырья, переключаются технологические
режимы
работы
установок,
осуществляются
планово-предупредительные
ремонты оборудования и т. д. [28].
Важно отметить тот факт, что при календарном планировании работы
НПЗ/НХК,
необходимо
учитывать
принципиальные
логические
и
технологические правила работы завода, которые не рассматриваются при
решении задачи текущего планирования, например [29-31]:
• Скорости течения потоков. Величина потока в единицу времени должна
лежать между минимальным и максимальным значением, либо поток не
течет;
• Технологические особенности работы установок. Например, необходимо
учитывать время для переключения установки из одного режима работы в
другой;
18
• Время
для
подготовки
входных/выходных
минимальное
резервуаров
патрубков
и максимальное
к
следующей
резервуаров
время
должно
задержки
операции.
быть
Для
задано
между операциями
заполнения и опустошения резервуара;
• Ограничения емкости отдельных резервуаров. Количество содержимого в
резервуаре должно быть не меньше заданного минимального значения и не
больше заданного максимального значения;
• Время выполнения каждой операции. Для каждой установки могут быть
заданы минимальная и максимальная продолжительность каждой операции;
• Последовательность выполнения операций. В определенных случаях
установки
должны
выполнять
операции
в
определенной
последовательности;
• Способ подачи сырья на установки. Сырье на завод может подаваться
непрерывно (по трубе) или партиями (танкерами).
Таким образом, основной целью календарного планирования является
практическая реализация поставленного производственного плана с учетом
неравномерности работы предприятия, логических и технологических правил
работы, а также поступающей фактической информации о производстве.
Учитывая динамику изменения производственной ситуации на предприятиях,
календарный план составляют, как правило, на несколько дней, но не более чем
на неделю или декаду. Без составления подробного календарного плана работа
нефтеперерабатывающего завода характеризуется проблемами с выполнением
текущего плана [32].
В самом экстремальном случае производство остается в неведении о сроках
поставки сырой нефти до тех пор, пока она не будет фактически поставлена на
завод, и не изменятся такие характеристики поступающей по трубопроводу
нефти, как плотность или содержание серы. Отдел маркетинга и сбыта может
менять или планировать отгрузку готовой продукции в самый последний момент,
и производственный отдел предприятия будет об этом знать либо очень мало,
либо вообще ничего. Таким образом, для каждого отдельно взятого НПЗ/НХК
19
возникает очень важный вопрос о взаимной интеграции процессов текущего и
календарного планирования.
1.3. Оптимизационные модели производственного планирования
1.3.1. Построение моделей текущего и календарного планирования
Важнейшим
этапом
при
осуществлении
текущего
и
календарного
планирования работы НПЗ/НХК является построение математической модели
завода. Хорошая математическая модель завода достаточно точно отражает
реальные производственные условия, но очень важно при построении модели
избегать излишнего ее усложнения, сохраняя при этом адекватность модели
целям производственного планирования. Под понятием математической модели
планирования
производства,
как
правило,
понимают
формальную
математическую запись ограничений, накладываемых на любое решение данной
задачи планирования. Математические модели производства включают в себя
отдельные подмодели установок, а также взаимосвязи и преобразования потоков с
учетом их качества.
Задача оптимизации производственной программы нефтеперерабатывающих
предприятий
представляет
программирования
собой
большой
нелинейную
размерности
задачу
(несколько
математического
тысяч
переменных).
Нелинейность задачи планирования производства возникает из-за сложных
зависимостей параметров производства от значения переменных, например:
материальные балансы установок изменяются в зависимости от качества
поступающего сырья; расход потребления энергоресурсов и вспомогательных
материалов зависит от загрузки установок и др. Математическую постановку
задачи оптимального производственного планирования в общем виде можно
записать следующим образом [33, 34]:
m
F = ∑cjxj −
j =1
n
∑d x
j
j
→ max,
j =m+1
20
(1.1)
p
n
bi ≤ ∑ aij x j +
∑a
j =1
ij
( x j ) x j ≤ bi , i = 1, ... , k ,
(1.2)
j = n +1
x j ≥ 0, j = 1,..., p.
(1.3)
Здесь cj – цена продажи единицы xj, j = 1, … , m – переменные продажи
потоков модели; dj – стоимость покупки единицы xj, j = m+1, … , n – переменные
покупки потоков модели; xj, j = n+1, … , p – переменные внутренних потоков
модели, нагрузки установок, качество смесей и т. д.; aij – постоянные
коэффициенты матрицы ограничений; aij(xj) – переменные коэффициенты
матрицы ограничений, зависящие от xj; bi , bi - левые и правые части ограничений,
i = 1,…, k. Критерием решения данной задачи является максимизация
маржинальной прибыли F.
Задачу многопериодного оптимального планирования в общем виде можно
рассматривать в следующей формулировке [35]:
h
m
h
n
F = ∑∑ c x − ∑
t
j
t
j
t =1 j =1
p
b ≤ ∑a x +
t
ij
t
j
j =1
y
k
0≤
y
t
k
x tj → max
(1.4)
t
∑ a ( x tj ) x j ≤ bti, i = 1, ... , z; t = 1, ... , h;
t
ij
(1.5)
j = n +1
y
=
t
j
t =1 j =m+1
n
t
i
t +1
∑d
t
k
+
∑x
j∈ X 1
t
j
−
∑x
j∈ X
t
j
,
(1.6)
2
≤ S kt ; t = 1, ... , h − 1; k = 1, ..., f ;
h
T = ∑τ t ;
(1.7)
t =1
x tj ≥ 0, j = 1,..., p; t = 1,..., h.
(1.8)
Здесь T – фиксированная длина горизонта планирования; τt, t = 1, … , h длительность периодов t; X- множество всех переменных модели; ctj – цена
продажи в периоде t единицы xtj, j = 1, … , m – переменные продажи потоков
21
модели в периоде t; dtj – стоимость покупки в периоде t единицы xtj, j = m+1, … ,
n – переменные покупки потоков модели в периоде t; xtj, j = n+1, … , p –
переменные внутренних потоков модели в периоде t, а также нагрузки установок,
качество смесей и т. д; ytk, k = 1, … , f – переменные запасов потоков модели к
концу периода t; xtj, j∈X1, X1∈ X – множество переменных модели (покупки,
продажи, внутренние потоки), пополняющих запас потока ytk; xtj, j∈X2, X2∈ X –
множество переменных модели (покупки, продажи, внутренние потоки),
расходующих запас потока ytk; {atij} – постоянные коэффициенты матрицы
ограничений в периоде t; {atij(xtj)} – переменные коэффициенты матрицы
t
t
ограничений, зависящие от xtj в периоде t; bi , bi , Stk, - левые и правые части
ограничений. Критерием решения данной задачи является максимизация чистой
прибыли F..
Основными структурными элементами модели текущего планирования
являются целевая функция и система ограничений задачи. В зависимости от
математической природы этих элементов, выделяют различные виды моделей
математического
программирования,
в
частности,
модели
линейного
программирования (ЛП), модели частично-целочисленного программирования
(mixed-integer programming, MIP) и их линейную (MILP) и нелинейную
разновидности (MINLP) [36-39].
Для поиска решения задачи оптимального производственного планирования в
постановке (1.1-1.3) или (1.4-1.8) в системах класса RPMS используется
рекурсивный метод последовательного линейного программирования (ПЛП).
Поиск решения методом ПЛП осуществляется следующим образом. Сначала
задаются начальные приближенные значения коэффициентов матрицы модели
(качество потоков, коэффициенты выходов, нормы потребления энергоресурсов)
и решается задача линейного программирования в постановке (1.1-1.3) или (1.41.8) с постоянными коэффициентами. На основе полученного решения
происходит корректировка коэффициентов матрицы задачи ЛП и проводится
анализ
сходимости
изменения
начальных
22
и
рассчитанных
значений
коэффициентов.
Если
расхождение
коэффициентов
больше
заданной
пользователем погрешности, то задача ЛП будет решена еще раз с новыми
исходными данными и потом будет проведен следующий анализ сходимости.
Процесс завершится, когда корректировка коэффициентов не потребуется, то есть
погрешности
изменений
достигнут
допустимого
уровня.
Самыми
распространенными в мире коммерческими продуктами для построения моделей
планирования
НПЗ/НХК,
использующими
метод
последовательного
программирования, являются системы RPMS (Honeywell) и PIMS (Aspen
Technology) [5], [6].
В [13] предложен один из возможных подходов к построению нелинейных
моделей оперативного планирования работы НПЗ/НХК. Завод представлен как
множество установок и резервуаров, связанных между собой материальными
потоками. Материальные потоки имеют различные качественные характеристики.
Для достижения необходимого качества продуктов (конечных и промежуточных)
допускается смешение нескольких материальных потоков. Топология завода
описывается связью между различными агрегатами и потоками. Под агрегатами
понимаются как перерабатывающие установки, преобразующие в той или иной
форме материальные потоки, так и резервуары, используемые для
смешения
различных потоков и хранения сырья, промежуточной и конечной продукции.
При решении задач календарного планирования применяется аппарат
линейного
или
нелинейного
математического
программирования
с
использованием целочисленных (бинарных) переменных (MILP или MINLP) [40],
[41].
Следует отметить, что кроме точных методов решения задачи календарного
планирования, существует также ряд подходов, использующих эвристические
методы
[42].
Использование
эвристических
алгоритмов,
основанных
на
фиксировании части переменных, приводит к существенному уменьшению
размерности математической модели, однако нет гарантии, что полученная
упрощенная задача сойдется и при этом будет получено решение близкое к
оптимальному исходной задачи. С увеличением вычислительных возможностей
23
современных компьютеров и техники реализации на ЭВМ методов решения MILP
и MINLP задач применение эвристики для многих задач сократилось.
В большом количестве работ, посвященных планированию производства и, в
частности, построению суточных планов работы предприятий рассматриваются
дискретные производства. Обширный обзор можно найти в работах [43-46].
Существенно меньшее число работ посвящено непрерывным производствам и
нефтепереработке, связано это с большой сложностью задачи.
Задача календарного планирования должна быть решена после получения
текущего плана работы завода. Текущий план производственной деятельности
является входными данными для задачи календарного планирования, которое
включает в себя детализированные графики первичной и вторичной переработки
нефти, процессов смешения товарных нефтепродуктов и графиков отгрузки
товарных
продуктов.
Задачей
календарного
планирования
является
преобразование текущего плана работы завода в конкретные графики выполнения
всех производственных действий с достаточным уровнем детализации во
времени. Нелинейная природа процессов переработки нефти и процессов
смешения нефтепродуктов приводит к ряду серьезных трудностей при решении
задач календарного планирования.
Важными моментами при формулировке моделей календарного планирования
являются выбор целевой функции и представления времени в модели. В качестве
целевых функций могут выступать [31, 32]:
• Максимизация прибыли/минимизация издержек;
• Минимизация переключений режимов работы оборудования (например, для
смесительной системы);
При этом моделирование может осуществляться:
• По фиксированной сетке времени: рассматриваемый отрезок времени
(горизонт планирования) заранее разбивается на определенное количество
интервалов фиксированной продолжительности;
24
• В рамках «мягких» временных интервалов: рассматриваемый отрезок
времени
разбивается
на
заранее
определенное
число
интервалов,
длительность которых определяется в ходе решения.
• По существенным моментам: длина и количество интервалов определяется
в ходе решения;
Систему ограничений моделей календарного планирования можно представить
следующим образом:
• Ограничения, описывающие потоки сырья и компонентов смешения
(описываются при помощи уравнений материального баланса);
• Ограничения производственных мощностей, объемов резервуаров и
ограничения по качеству (описываются при помощи неравенств);
• Ограничения, связанные с описанием процессов смешения (нелинейные
уравнения);
• Ограничения, описывающие распределение материальных потоков по
резервуарам и установкам (уравнения и неравенства с двоичными
переменными);
Необходимо отметить, что на этапе построения модели календарного
планирования принципиальное значение имеет длина горизонта планирования и
степень его детализации по временным отрезкам. На заводах топливного
профиля, где в основном присутствуют технологические установки с большой
степенью инерционности, календарные планы составляются на неделю или
декаду с детализацией по дням. На предприятиях, где присутствует большое
число процессов компаундирования с маленькой степенью инерционности
актуально составление графиков на несколько дней с детализацией по 4, 8 или 12
часов. На крупных предприятиях, в числе технологических установок которых
присутствуют как процессе с большой, так и с маленькой степенью
инерционности, параллельно решаются сразу несколько задач календарного
планирования с разной степенью детализации по временным интервалам.
25
1.3.2. Проблемы разработки и внедрения моделей планирования на
предприятии
Реализация
и
внедрение
оптимизационной
задачи
планирования
в
промышленность вообще и в нефтяную отрасль, в частности, по мнению авторов
работы
ставит
[47]
перед
разработчиком
следующие
три
основных
взаимосвязанных вопроса:
• Определение степени агрегирования модели планирования и ее основных
структурных блоков;
• Определение способа актуализации модели и представления оптимального
решения;
• Выбор стратегии реализации серии прототипов моделей и информационной
поддержки моделей в процессе их внедрения.
Степень
агрегирования
модели
определяется
требуемой
точностью
планирования и задает, в свою очередь, требования к подготовке информации и
составу информационных систем для актуализации модели.
Реализация взаимоувязанной тройки показателей <степень агрегирования,
текущая
информация,
требуемая
точность>
потребует
разработки
серии
прототипов модели планирования, то есть возникает некоторое число итераций в
процедуре внедрения.
В работе [48] сформулированы три основных принципа разработки и
внедрения оптимизационных задач планирования:
Требуемая точность на заданном периоде планирования определяет степень
агрегирования модели планирования и ее структурных частей.
Способ актуализации модели для достижения требуемой точности
оптимального расчета и его представления пользователю определяет состав
функциональных информационных подсистем. Следует иметь в виду, что
информационная
поддержка
моделей
планирования
во
многом
определяется существующей на объекте внедрения технической базой для
26
сбора, обработки и представления информации и существующими
информационными системами.
Стратегия реализации оптимизационной задачи - это поиск эффективного
соотношения между степенью агрегирования модели планирования и
объемом информационной поддержки, необходимой для актуализации
модели и обеспечения ее адекватности.
Важным фактором, необходимым для успешного решения поставленных задач,
является возможность интеграции систем планирования в информационное
окружение предприятия и компании. В работе [49] предлагается подход, который
заключается в автоматической генерации моделей линейного программирования
применительно к логистическим задачам, на основе исходных данных, взятых
прямо из корпоративного окружения предприятия/компании. Предлагаемая
технология R_SAND (RPMS & SUPPLY&DISTRIBUTION — технология создания
оптимизационных систем) позволяет эффективно строить модели предприятия,
представляющие собой совокупность объектов, взаимосвязанных потоками
(структурно потоковые модели). Системы, построенные по технологии R_SAND и
обеспечивающие создание структурно потоковых моделей, имеют необходимый
интерфейс для ввода, корректировки и дополнения исходных данных и вывода
результатов моделирования. Исходные данные и результаты моделирования
хранятся в реляционной БД. Особенностью такой системы является возможность
автоматически формировать модель оптимизации на основе исходных данных,
что важно для задач с быстро изменяющимися структурами. Затем эта модель
преобразуется в формат стандартных оптимизационных систем (типа RPMS), что
позволяет воспользоваться отработанными системами контроля данных и
решения.
Ключевым вопросом при внедрении моделей планирования является обучение
производственного
персонала.
Подготовленные
пользователи
(а
часто
и
консультанты) являются важной частью выстроенного бизнес-процесса на базе
системы. Утрата их может привести к существенным нарушениям в отлаженном
бизнес-процессе, что в свою очередь может потребовать значительных усилий на
27
восстановление бесперебойного режима работы компании. Проблема подготовки
квалифицированных кадров остро стоит во всех производственных областях и ей
посвящено большое число публикаций. В частности, проблемам подготовки
персонала для работы с компьютерными тренажерами, моделирующими работу
технологических процессов, посвящено достаточно большое число работ. А
проблемы подготовки специалистов для работы с системами оптимального
планирования производства освящены очень слабо [50-56].
На основе работ [57], [48] можно сделать вывод о том, что принципиальными в
методологии
разработке
моделей
планирования
являются
следующие
взаимосвязанные аспекты:
• Степень
агрегирования
модели
должна
наиболее
полно
отражать
особенности поведения объекта автоматизации или бизнес-процесса,
принципиальные для целей принятия управленческих решений на разные
горизонты планирования;
• Способ актуализации модели, должен позволить за допустимый интервал
времени собрать необходимые исходные данные с учетом их достоверности
и
скорректировать
и/или
сгенерировать
модель
для
проведения
последующих вариантных расчетов с получением плана;
• Уровень адекватности модели должен отражать допустимую точность
расчета полученного плана;
• Уровень квалификации специалистов, эксплуатирующих систему и модель,
должен определять их способность интерпретировать результаты расчета
плана и отклонения его от факта для принятия правильных решений,
используя степень агрегирования модели и способ актуализации.
Взаимосвязь этих аспектов очевидна, и из нее следует, что степень сложности
оптимизационной модели определяет требования, предъявляемые как к способу
ее актуализации, так и к уровню ее адекватности. Если эти требования не учтены,
то результат один — система реально не эксплуатируется или оптимизационный
эффект попросту отсутствует. Поэтому при повышении уровня сложности
моделей планирования необходимо, как минимум, предусмотреть наличие
28
программного обеспечения, позволяющего автоматизированно за допустимый
интервал времени осуществить актуализацию моделей.
1.4. Исходные данные и их оценка для построения математических
моделей планирования производства
Нефтеперерабатывающее производство характеризуются: сложной логистикой
потоков, большим числом резервуарных парков (сырья, товарной продукции,
полуфабрикатов), колебаниями свойств сырья (сырой нефти), наличием режимов
технологических процессов, интенсивной динамикой рынков нефтепродуктов,
многовариантностью производственных планов и большой энергоемкостью.
Задача расчета текущего плана НПЗ/НХК ставится как задача нелинейного
программирования, которая решается методом последовательного линейного
программирования.
Решение
этой
задачи
сводится
к
формированию
оптимизационной модели, в которой необходимо учитывать:
• Качество
поступающих
видов
нефти,
технологических установок, товарных
промежуточных
потоков
с
нефтепродуктов (то есть надо
увязать качество технологических потоков от поступившей нефти до
конечной продукции);
• Материальные балансы технологических установок для различных видов
сырья и режимов работы;
• Сезонные нормы потребление вспомогательных материалов и энергии в
зависимости от загрузок установок;
• Запасы, имеющиеся в наличии на начало периода планирования;
• Ограничения по производственным мощностям и график ремонтов
установок на горизонте планирования;
• Экономику
переработки,
включая
стоимость
всей
номенклатуры
потребляемого сырья, вспомогательных материалов, энергии, и цены на
товарные нефтепродукты.
Нелинейность данной задачи в основном связана с учетом трех основных
факторов:
29
1. Учет качества компонентов смешения идущих в промежуточные и товарные
смеси;
2. Учет зависимости выхода
продуктов с технологических установок на
НПЗ/НХК как от количества, так и от качества перерабатываемого сырья;
3. Учет переменных норм потребления энергоресурсов, вспомогательных
материалов, реагентов в зависимости от загрузки установок.
В работах [57], [48] предлагается для учета данных нелинейных зависимостей
использовать в оптимизационных моделях соответственно:
1. Интервальную корректировку индекса свойств смешения для компонентов,
идущих на компаундирование;
2. Линеаризацию коэффициентов подмоделей в окрестности номинального
(“базового”) режима и, при необходимости, регулярно его подстраивать c
использованием подмоделей «аналитического» типа;
3. Автоматизированный
пересчет
норм
потребления
энергоресурсов,
вспомогательных материалов, реагентов после получения решения.
Основное снижение адекватности рассчитываемого плана в основном связано с
достоверностью исходных данных, используемых при формировании блоков
модели производства [58]. Наибольшую погрешность в результаты вычисления
вносят планируемые показатели качества потоков модели. Причина трудности
учета в моделях планирования показателей качества поступающих сортов нефти,
промежуточных потоков, готовой продукции, материальных балансов установок
заключается в нестабильных свойствах нефти, как перерабатываемого продукта.
Представим ситуацию, что на заводе для переработки планируют поступление
нефти с определенными наборами показателей: среднее качество нефти и
показатели качества дистиллятов по отдельности. На основе ожидаемых
показателей качества рассчитывают материальные балансы работы установок
первичной и вторичной переработки нефти. В результате планируют получить
набор товарной продукции в определенном количестве с необходимыми
показателями качества. На практике происходит следующее: на завод поступает
нефть c другим набором показателей качества, поэтому изменяются материальные
30
балансы работы установок, в результате получают товарную продукцию с
необходимыми
показателями
качества
в
количестве
отличном
от
запланированного. Очевидно, что производственный план из-за отклонений в
качестве поступающего сырья и материального баланса установок может быть не
выполнен с необходимой точностью на предприятии.
Нужно отметить, тот факт, что вопрос достоверности исходных данных для
российской нефтепереработки имеет принципиальное значение. В частности
проблема нестабильного качества нефти является одной из основных. Это
происходит из-за того, что нефть поступает к потребителям по территории России
и СНГ по магистральным нефтепроводам, что является самым дешевым способом
транспортировки. Значительные расстояния транспортировки (часто расстояние
превышает 3000 км) и разветвленность системы приводят к тому, что нефть
разных месторождений смешивается в трубопроводе и качество этой смеси
становится непостоянным [59, 60].
Выделим существующие на сегодняшний день основные способы и средства
повышения достоверности исходных данных для формирования блоков модели
планирования НПЗ/НХК. Далее изложение ведется следующим образом: сначала
представлен блок модели планирования и исходные данные, необходимые для его
формирования, затем следует описание применяемых подходов для актуализации
данного блока нужной информацией.
1. Качество поступающего сырья (нефти):
- Среднее качество нефти, поступающей на переработку;
- Показатели качества нефтяных дистиллятов;
- Фракционный состав поступающей нефти;
Для подготовки данных по показателям качества поступающего сырья при
формировании модели планирования используют специальное программное
обеспечение, позволяющее:
• Создавать базы данных показателей качества поступающих сортов нефти, и
использовать накопленную информацию для поиска аналогов данному
образцу;
31
• Восстанавливать
недостающие
показатели
качества
сырья
по
корреляционным зависимостям;
• Осуществлять экспресс-оценку детальных свойств нефти;
• Выполнять
оптимизационный
расчет
потенциала
суммы
светлых
нефтепродуктов из конкретного образца нефти.
Формирование базы данных показателей качества поступающих нефтей
должно осуществляться таким образом, чтобы вся необходимая информация
(фракционный состав, качество дистиллятов и т.д.) хранилась в формате,
требуемом для моделирования переработки нефти средствами используемой на
предприятии системы оптимизационного планирования. Примером такого
продукта, который позволяет вести БД по нефтям и подготавливает данные в
формате системы RPMS, является система ASSAY [61].
Задача экспресс−оценки детальных свойств нефти на основе общих свойств
(краткая характеристика нефти - плотность, вязкость, содержание серы, парафина
и т.д.) в работе [62] сводится к оптимизационной задаче линейного
программирования (ЛП), а именно к выполнению следующей последовательности
действий:
Решить оптимизационную задачу в следующей постановке:
min{∑ λk t k }
k∈K
xiϕ k (Q ik )
t = ∑ k k − 1;
i∈I ϕ (Q 0 )
k
∑x
i
= 1;
i∈I
k
Здесь Q i - показатель качества k∈Q, для i-й нефти по паспортным данным,
где Q – множество показателей качества, рассматриваемых в задаче, I –
k
множество видов нефти; Q 0 - показатель качества k для образца нефти по
паспортным данным; tk
- невязка по показателю качества k для образца
32
нефти; λ k - заданные весовые коэффициенты, отражающие приоритеты на
подавление невязки tk,
∑λ
k
= 1; xi - доля i-нефти из БД; ϕk - индекс от Qk
k
- показателя качества или сам показатель качества, если показатель качества
аддитивен.
В результате решения данной задачи решения будет найден ассортимент I*
нефтей и их доли xi*, где xi* , i ∈ I*.
Осуществить смешение i-нефтей в долях xi* , т.е. оценить качество образца
нефти по уравнениям:
∑x x
*
i ij
= x0 j ;
∀i∈I *
∑x ϕ
*
i
k
(Qijk ) =ϕ k (Q0k j ), ∀j.
∀i∈I *
Здесь x0j, Q0jk - доля и к-й показатель качества j-й фракции образца нефти;
xij, Qijk - доля и к-й показатель качества j-й фракции i-й нефти из БД.
Таким образом, по общим значениям {x0, Q0k} для исследуемого образца
нефти будут оценены детальные характеристики нефти по j-м фракциям {x0j,
Q0jk}, необходимые для задачи планирования.
Для определения потенциала суммы светлых нефтепродуктов в конкретном
образце нефти еще в 80-х годах во ВНИИ НП была разработана отраслевая
методика, основанная на экспериментально-расчетном способе. Данная методика
внедрена на большинстве российских заводов.
Сущность отраслевой методики состоит в разгонке нефти в лаборатории на
узкие фракции (0,5-1,0% объема) и затем выбор максимального числа
взаимосвязанных
узких
фракций
для
смешения
требуемого
светлого
нефтепродукта как «кондиционного продукта». Для оставшихся узких фракций
процедура выбора и последующего смешения повторяется со смежным светлым к
одному из ранее смешанному. Например, выход дизельного топлива летнего
определит в результате смешения фракция 120-390°С и при этом «критическим»
показателем ограничивающим начала кипения, как правило, является температура
33
вспышки, а конца кипения – температура застывания. Оставшийся набор узких
фракций определит выход бензина в виде фракции 28-120°С. Если же сначала
смешивать бензин из узких фракций, а потом дизельное топливо летнее, то
выходы определят соответственно фракции 28-180°С и 180-360°С и, естественно,
сумма этих выходов будет меньше, чем в первом варианте. В данном случае
набор узких фракций из интервала 120-180°С является общим для двух смежных
полупродуктов.
Суммарный потенциал светлых нефтепродуктов с учетом ассортимента
определяется по предложенным в методике формулам, куда подставляются
значения полученных выходов. Формулы получены в результате анализа
возможного распределения общих узких фракций нефти максимум между тремя
смежными полупродуктами (выбранный способ анализа можно назвать - выбор
наилучшего «раскроя» нефти при получении светлых полупродуктов). В работе
[62] задача «раскроя» рассматривается как классическая задача ЛП и выбранный
способ получения формул при определении выходов светлых полупродуктов
сводится к формальной схеме построения матрицы ЛП этих выходов. Подход к
определению потенциала суммы светлых с учетом ассортимента через
оптимизационную задачу ЛП снимает ограничения на количество вариантов и
анализируемых полупродуктов.
2. Процессы первичной переработки нефти:
- Фракционный состав нефтяных дистиллятов;
- Ожидаемые показатели качества продуктов первичной переработки
нефти на основе анализа фракционного состава;
- Допустимые логические режимы работы атмосферного и вакуумного
блоков установки на текущий горизонт планирования;
- Плановые ограничения на количество перерабатываемой нефти и
количество выпускаемой продукции, которое нужно продать.
Для настройки подмоделей первичных установок НПЗ в работе [63]
предлагается экспресс-оценка фракционного состава дистиллятов по Энглеру и по
ИТК.
В
моделях
линейного
программирования
34
подмодели
первичных
атмосферных и атмосферно-вакуумных установок формируются пользователем в
виде набора так называемых логических вариантов работы (то есть допустимых
вариантов отборов и качества дистиллятов) и требуют настройки. Наличие
экспресс-оценки фракционного состава дистиллятов для логических вариантов
первичных установок позволяет провести настройку отборов и качества
вариантов дистиллятов по данным лабораторного контроля работы установок.
Для построения кривых разгонок нефти по Энглеру и ИТК c пересчетом
одного вида разгонки в другой в работе [64] предлагается использовать
калькулятора качества Q_PRESS (Honeywell). При этом с использованием
калькулятора
качества
Q_PRESS
каждая
кривая
разгонки
может
быть
представлена как в табличной, так и в графической форме и заносится в БД;
В работе [65] рассматривается автономная настройка подмоделей логических
вариантов первичных установок за счет выделения их в отдельные подмодели.
Переход к вспомогательным моделям по указанным группам позволяет
существенно ускорить процесс настройки модели и проверить достоверность
представленных данных.
3. Операции
смешения
при
получении
полуфабрикатов
и
товарных
нефтепродуктов:
- Спецификации на качество сырьевых смесей, то есть смесей, являющих
сырьём установок вторичной переработки нефти;
- Спецификации на показатели качества компонентов смешения для
приготовления товарных смесей;
- Спецификации
на
качество
готовой
продукции
по
ГОСТам
и
утвержденным техническим требованиям;
- Рецептуры смешения нефтепродуктов.
В работе [65] предлагается экспресс-оценка требуемых показателей качества
продуктов
смешения
с
использованием
регрессионных
зависимостей,
предварительно настроенных по экспериментальным данным. Экспресс-оценку
можно осуществить, например, с помощью рассмотренного выше калькулятора
качества Q_PRESS (Honeywell), предназначенного для:
35
Расчетов нелинейных показателей качества смешения: октановое число;
вязкость; высота некоптящего пламени; давление насыщенных паров;
температура вспышки, застывания, начала кристаллизации, помутнения;
Построения кривых разгонок нефти и нефтепродуктов для любых смесей
нефтепродуктов по Энглеру и ИТК c пересчетом одного вида разгонки в
другой. Каждая кривая разгонки представляется как в табличной, так и в
графической форме и заносится в БД;
Пересчета единиц измерения плотности (API, D1515, D420), давления
(кг/см2, Па, атм, бар, мм.рт.мт. и др.), температуры (С, К, F, R), объема
(баррель, галлон, литр, м3, унция, кварта и др.), вязкости (сСт, условная,
гр. Энглера, сек. Сейболта, Редвуда и др.), массы, энергии.
Нужно сказать, что off-line оптимизация смешения для задачи текущего
планирования известна давно, и системы для ее реализации используются на
российских НПЗ [66], то гораздо более сложными в техническом отношении
являются задачи нижнего уровня управления. Они требуют наличия on-line
оптимизации, обратной связи и поточного анализатора качества смеси. Но эти
системы являются и наиболее важными, так как обеспечивают поддержание и
автоматическую реализацию исходного оптимального рецепта, что, в конечном
счете, и обеспечивает большой экономический эффект. Работа [67] как раз
посвящена разработке и внедрению систем такого уровня как оптимизация on-line
смешения.
4. Вторичные процессы нефтепереработки:
- Коэффициенты отборов продуктов с установок вторичной переработки
нефти, рассчитанные на основе ожидаемых показателей качества сырья,
поступившего с установок первичной переработки нефти;
- Ограничения производительности вторичных установок в плановом
периоде;
- Ожидаемые показатели качества продуктов, выходящих с установок
вторичной переработки нефти;
- Допустимые режимы работы на текущий горизонт планирования.
36
Для оценки отборов и качества продуктов на установках в зависимости от
качества исходного сырья, режима работы и других параметров применяют
экспресс-симуляторы базовых характеристик процессов нефтепереработки с
использованием упрощенных корреляционных зависимостей.
В качестве экспресс-симулятора может использоваться опция R_WELL
(Honeywell) системы RPMS, включающая модели следующих технологических
процессов
нефтепереработки:
каталитический
риформинг,
каталитический
крекинг в псевдосжиженном слое, гидрокрекинг, гидроочистка, висбрекинг,
замедленное коксование. Например, основными параметрами, используемыми для
оценки отборов и качества продуктов каталитического риформинга, являются
качество сырья (содержание нафтенов и ароматики), условия проведения
технологического процесса (температура, давление). Используемые в опции
R_WELL зависимости являются эмпирическими и не характеризуют какой-либо
конкретный процесс или работу какого-либо конкретного катализатора [65]. Они
позволяют получить результаты лишь для «типичной» установки данного вида.
5. Энергия, вспомогательные материалы, реагенты:
- Постоянные нормы потребления энергоресурсов, вспомогательных
материалов и реагентов, расходуемых на производство;
- Удельные
нормы
потребления
энергоресурсов,
вспомогательных
материалов и реагентов, расходуемых на производство;
Количество
потраченных
энергоресурсов,
а
также
вспомогательных
материалов (реагентов, катализаторов и др.) в общей стоимости переработки
составляет
около
50%.
Опыт
использования
систем
оптимизационного
планирования типа RPMS свидетельствует, что погрешность в расчетах на 1%
количества планируемого энергопотребления дает значительное отклонение в
денежном
выражении
[68].
Анализ
фактического
потребления
энергии,
вспомогательных материалов и реагентов на предприятиях типа НПЗ/НХК
показывает, что нормы расхода зависят от нагрузки по сырью и сезона года.
Поэтому актуальной задачей на предприятиях типа НПЗ/НХК является учет в
моделях планирования переменных норм потребления энергоресурсов и
37
вспомогательных материалов в зависимости от загрузок установок и сезона года.
Статистика показала, что на практике применяются модели четырех типов
расхода энергии, вспомогательных материалов и реагентов: постоянные затраты;
линейная
зависимость
от
нагрузки;
кусочно-линейная
зависимость;
полиномиальная зависимость. Подробнее о том, в каких случаях используют
данные модели изложено в Главе II.
6. Ассортимент и цены на нефтепродукты и сырьё:
- Плановые ограничения на количество производства отдельных видов
товарных продуктов;
- Цены на товарную продукцию с учетом потребностей внутреннего и
внешнего рынков;
- Плановые ограничения на переработку отдельных видов сырья;
- Цены на покупку сырья.
Цены и план по производству готовой продукции
и переработку сырья
поступают к пользователю RPMS-моделей из разных отделов и разных структур
предприятия, например, из бухгалтерии предприятия или головного офиса
Компании. При этом специалисты, которые разрабатывают эти данные
для
пользователей RPMS-моделей, используют модели систем другого класса (ERPсистемы). Как следствие, цены и плановые ограничения приходят в других
единицах измерения (другая валюта) и с кодами из корпоративных справочников,
используемыми в моделях систем другого класса. Поэтому перед пользователями
стоит рутинная задача пересчета и приведения исходных данных в термины
RPMS-модели, которая является очень непростой из-за большой номенклатуры
товарной продукции. На ряде российских НПЗ (ОАО «ТАНЕКО», ООО
«ЛУКОЙЛ-Пермнефтеоргсинтез») сейчас используются специализированные
опции, позволяющие автоматизированно преобразовывать цены на сырье и
продукты из справочников ERP-систем в необходимые данные для RPMS-модели.
7. Общие данные на текущий горизонт планирования:
- Информация о материальных потоках, задающая технологическую
топологию завода;
38
- Нормы потерь нефтепродуктов при переработке и возврата ловушечного
продукта;
- Данные
о
количестве
и
качестве
запасов
на
начало
периода
планирования;
- Ограничения на минимальное и максимальное количество запасов
нефтепродуктов на конец периода планирования;
- График
планово-предупредительных
ремонтов
оборудования
предприятия;
Изменения такого типа данных в модели всегда должно быть согласовано с
головным офисом Компании. Такая работа всегда ведется пользователем
автономно и, как правило, требует соответствующего уровня квалификации.
При необходимости учитывать изменения технико-экономических условий
производства внутри горизонта планирования, например, таких как: качество
поступающей на переработку нефти; ассортимент сырья и продукции; ценовая
информация; графики ремонта оборудования, пользователь должен автономно
создать многопериодную модель производства с переменной длиной периодов
(декада, неделя или меньше).
Обобщив вышесказанное в данном разделе, можно сделать вывод о том, что в
связи с большим количеством исходных данных и большого числа решаемых
задач для актуализации блоков моделей планирования перед разработчиками
систем математического моделирования возникает принципиально важная задача
– разработка средств автоматизированной актуализации моделей планирования,
которые бы, не усложнив эксплуатацию системы, позволяли повысить
эффективность её использования.
1.5. Актуализация оптимизационных моделей планирования
Оптимизационные модели систем класса RPMS можно использовать
для
решения двух задач: текущего планирования и оперативного планирования. Как
говорилось выше, текущее планирование – это составление оптимальной
производственной программы на длительный текущий отрезок времени (год,
39
квартал, месяц, несколько недель). Под оперативным планированием (см. п. 1.2)
понимают задачу детализации производственного плана, полученного путем
решения задачи текущего планирования, на ближайший короткий календарный
отрезок времени (неделя, декада) с учетом полученной фактической информации
о производстве за период времени, который завод отработал внутри текущего
горизонта планирования.
Построение моделей текущего и оперативного планирования требует
подготовки разных исходных данных и разных способов актуализации. Для
формирования
модели
текущего
планирования
необходимо
подготовить
оценочные усредненные плановые параметры производства. Когда речь идет о
формировании модели оперативного планирования, то нужно подготовить
фактические данные о реальной производственной ситуации на предприятии.
Подготовка плановых и фактических данных для построения моделей текущего и
оперативного планирования требует различного количества времени и различных
способов актуализации моделей. Рассмотрим более детально, какие исходные
данные нужно подготовить для актуализации моделей текущего и оперативного
планирования, и какие трудности могут возникнуть у пользователя при настройке
моделей
планирования.
Также
рассмотрим
возможные
способы
автоматизированной актуализации моделей планирования.
1.5.1. Актуализация моделей текущего планирования
При подготовке плановых исходных данных для решения задачи текущего
планирования на месяц, квартал пользователю необходимо решить целый ряд
основных задач:
1. Сделать оценку среднего качества нефти, поскольку, например, при
прохождении по нефтепроводу нефть с разных месторождений может
смешиваться и поступать на завод в некотором допустимом диапазоне;
2. Сделать оценку фракционного состава дистиллятов, например по Энглеру
или по ИТК для настройки подмоделей атмосферных и атмосферновакуумных установок;
40
3. Сделать оценку требуемых показателей качества нефтепродуктов с
использованием
регрессионных
зависимостей,
предварительно
настроенных по экспериментальным данным;
4. Спрогнозировать отборы и показатели качества продуктов на установках, в
зависимости от качества исходного сырья, режима работы, загрузки и
других параметров;
5. Спрогнозировать нормы энергопотребления в зависимости от загрузки;
6. Провести настройку подмоделей логических вариантов первичных
и
вторичных установок, а также рецептур смешений;
7. При необходимости создать многопериодную модель производства,
позволяющую учитывать следующие изменения технико-экономических
условий в периодах планирования: качество нефти, ассортимент сырья и
продукции, ценовая информация, графики ремонта оборудования и т.д.;
8. Осуществить импорт в модель таких данных как: цены на сырьё и готовые
продукты; ограничения на загрузку установок; нормы энергопотребления и
др.
Как уже обсуждалось выше, поиск решения в моделях оптимизационного
планирования систем класса RPMS осуществляется методом последовательного
линейного программирования. Таким образом, в терминах получения решения
имеет место два варианта актуализации модели:
1. Перед поиском оптимального решения – автоматизация связана со
способами получения исходных данных и операциями импорта их в модель
перед расчетом;
2. В ходе поиска оптимального решения – автоматизация в этом случае
связана как со способами получения исходных данных, так и с операциями
импорта их в модель в ходе проведения расчета;
Вариант 1 используется, когда в модель требуется импортировать данные,
которые не зависят от значений переменных модели. Например, к таким данным
относятся: цены и ограничения на объемы закупок сырья, энергоресурсов и
41
вспомогательных материалов; цены и ограничения на объемы продаж продукции;
ограничения на загрузку установок и т. д.
Вариант 2 используется, когда требуется актуализация данных, которые
зависят от значений переменных модели (например, от качества сырья и загрузки
установок). К таким данным могут относиться: материальные балансы установок;
нормы расхода энергоресурсов.
Вариант 2 можно реализовать различными способами. Первый способ
заключается в том, что пересчет данных ведется в процессе рекурсии: после
каждого
шага
ПЛП
в
найденной
оптимальной
точке
анализируются
коэффициенты матрицы ЛП и при необходимости корректируются (Рис. 1.4). На
рисунке 1.4: A = {a1, …, an} – множество коэффициентов матрицы LP, зависящих
от значения переменных и корректируемых в процессе рекурсий ПЛП; B = {b1,…,
bm} – множество коэффициентов матрицы LP, зависящих от значения
переменных, но некорректируемых в процессе ПЛП.
Рис. 1.4 Процедура поиска решения методом ПЛП
Второй способ заключается в том, что данные, для которых требуется
пересчет, будут анализироваться после получения оптимального решения. Если
исходные данные модели не соответствуют решению, то новые данные будут
загружены в RPMS-модель и процесс поиска решения повторится. Процесс
завершится, когда уточнение не требуется, то есть погрешность по исходным
данным достигает допустимого уровня (Рис. 1.5). На рисунке 1.5: A = {a1,…, an} –
множество коэффициентов матрицы LP, зависящих от значения переменных и
корректируемых в процессе внутренних рекурсий ПЛП; B = {b1,…, bm} –
множество коэффициентов матрицы LP, зависящих от значения переменных, но
42
некорректируемых в процессе внутренних рекурсий ПЛП; B` = {b1,…, bk}, B`∈B –
подмножество коэффициентов матрицы LP, зависящих от значения переменных и
корректируемых в процессе внешних рекурсий ПЛП.
Рис. 1.5 Процедура поиска решения методом ПЛП
с анализом исходных данных после полученного решения
Последняя схема несколько проще при внедрении и использовании, поскольку
на каждом шаге имеется решение задачи планирования и требуется только
уточнение исходных данных. Главным недостатком такого способа является
увеличение времени решения модели в несколько раз. При использовании
первого способа увеличивается количество параметров, требующих пересчета
внутри одного шага рекурсии. А это в свою очередь может привести к ухудшению
сходимости или даже к невыполнению условий сходимости.
В работе [65] рассматривается еще один способ автоматизированной
актуализации модели с использованием варианта 2, который заключается в
подключении к модели симуляторов (внешних нелинейных подмоделей)
технологических процессов, например, построенных средствами моделирующей
системы UniSim (Honeywell). Симуляторы позволяют детально определять
отборы и качество продуктов установок в зависимости от качества сырья и
условий работы процессов. В качестве симуляторов могут использоваться
корреляционные зависимости опции R_WELL системы RPMS, прошедшие
необходимую настройку по результатам опытных пробегов.
43
Рис. 1.6 Процедура поиска решения методом ПЛП
с подключением симулятора в ходе решения модели
Рассматривается механизм использования симулятора некоторой установки в
ходе решения модели линейного программирования. Перед решением модели на
основе исходных данных строится начальная матрица задачи ЛП. Затем задача
ЛП решается, и полученное решение передается симулятору. Последний
анализирует переданное ему решение (свойства сырья, режим работы установки)
и вычисляет новые отборы и качество продуктов. Эти данные используются для
коррекции матрицы задачи ЛП при организации следующего цикла рекурсии.
Далее процесс решения задачи ЛП повторяется до тех пор, пока не выполняются
критерии сходимости решения (рис. 1.6).
1.5.2. Актуализация моделей оперативного планирования
Как говорилось выше, для построения детализированного плана производства
необходимо располагать фактической информацией о текущей производственной
ситуации на предприятии. Но после сбора фактической информации возникает
задача актуализации модели полученными данными. Такая задача предполагает
внесение следующих изменений в модель:
• изменение
материальных
балансов
режимов
работы
первичных
и
вторичных установок;
• добавление или удаление допустимых режимов работы в плановом периоде
первичных и вторичных установок;
44
• изменение показателей качества сырьевых потоков, промежуточных
потоков, готовой продукции и запасов;
• изменение плана по переработке сырья и отгрузке продукции с учетом уже
полученных фактических результатов.
Задача текущего планирования является нелинейной, поэтому в системе RPMS
подмодели установок, как правило, учитывают нелинейные зависимости выходов
продуктов от количества и качества поступающего на них сырья, а также законы
смешения показателей качества, которые не являются аддитивными. В связи с
этим обстоятельством пользователю при актуализации RPMS-модели требуется
время на настройку подмоделей установок и изменение показателей качества
потоков модели. Актуализация нелинейных моделей требует больших усилий и
может занять много времени (один или несколько рабочих дней). Надо понимать,
что при актуализации модели для решения задачи текущего планирования,
пользователь обладает определенным запасом времени, поскольку такая задача
решается один раз в месяц. В то время как процедура актуализации моделей
оперативного планирования должна учитывать жесткие временные ограничения.
В начале любой недели планирования, для которой потребуется уточнение плана,
уже в первый день с утра должен быть составлен детализированный план работы,
а фактический материальный баланс на производстве, как правило, сводится к
двенадцати часам ночи прошедшего рабочего дня. В такой ситуации если
пользователь захочет актуализовать модель самыми последними фактическими
данными, то он может просто не успеть рассчитать вовремя необходимую
производственную программу на декаду, неделю, несколько рабочих дней.
Поэтому
решение
данной
проблемы
необходимо
автоматизировать
на
предприятиях, а для этого необходимо разработать процедуру приведения всех
подмоделей технологических процессов к единому стандартному виду.
1.6. Заключение к первой главе
В первой главе были рассмотрены особенности построения математических
моделей планирования работы НПЗ/НХК для решения различных задач
45
управления. Были рассмотрены проблемы подготовки различных типов исходных
данных, необходимых для формирования блоков моделей, и существующие
подходы, используемые для их формирования.
На основе проведенного исследования особенностей построения моделей и
методов поиска решений задачи производственного планирования можно
утверждать,
что
для
повышения
эффективности
использования
систем
оптимизационного планирования класса RPMS необходимо разрабатывать
средства автоматизированной актуализации моделей, которые бы позволяли:
1. Снизить трудоемкость и время настройки модели;
2. Внедрять в эксплуатацию на предприятиях более сложные модели
планирования
более
(соответственно,
точных)
за
счет
учета
дополнительных факторов, влияющих на план (например, учет влияния
качества сырья и загрузки установок на отборы продуктов и потребление
энергоресурсов).
3. Уменьшить количество ошибок ввода исходных данных, связанных с
человеческим фактором.
4. Уменьшить число корректировок производственного плана,
вносимых
внутри горизонта планирования в процессе его реализации.
Также на основе рассмотренного выше материала можно сформулировать две
важные проблемы при расчете производственного плана для пользователей
систем класса RPMS:
1. Отсутствие возможности получить решение достаточной точности при
значительном усложнении модели.
2. Отсутствие
возможности
формирования
модели
оперативного
планирования на основе фактических данных о производстве за этот
допустимый интервал времени.
Решение первой проблемы рассматривается во второй главе на примере
решения задачи учета переменных норм потребления энергоресурсов в
зависимости от загрузки установок. В третьей главе сравниваются результаты
решения моделей с постоянными и с переменными нормами потребления
46
энергоресурсов.
Решение второй проблемы рассматривается в четвертой главе. На основе
проведенного исследования особенностей подготовки данных для формирования
моделей оперативного планирования в реальных производственных условиях
мной предлагается способ автоматизированной стандартизации и линеаризации
подмоделей технологических процессов производства. Для достижения этой цели
был разработан метод линеаризации исходных моделей в окрестности решения
исходной нелинейной модели, реализация которого описывается в пятой главе.
47
Глава 2. Постановка задачи учета переменных норм расхода
энергоресурсов от загрузки установок в оптимизационных
моделях планирования
2.1 Учет переменных норм расхода энергоресурсов в моделях
планирования
Основной задачей работы предприятий типа НПЗ является выпуск готовой
продукции по минимальной себестоимости. Важнейшей составляющей, дающей
весомый вклад в себестоимость продукции, являются необходимые для ее
выпуска энергоресурсы и вспомогательные материалы (пар, газ, воздух, вода,
топливо на собственные нужды и др.). Как уже обсуждалось в первой главе,
количество
потраченных
энергоресурсов
и
вспомогательных
материалов
(реагентов, катализаторов и др.) в общей стоимости переработки составляет около
50%, и опыт использования систем оптимизационного планирования типа RPMS
свидетельствует, что погрешность в расчетах на 1% количества планируемого
энергопотребления дает значительное отклонение в денежном выражении.
Анализ фактического потребления энергии и вспомогательных материалов
НПЗ выявил переменный характер этих затрат в зависимости от нагрузки по
сырью и сезона года. В основе расчета переменных норм лежат кривые расхода
(выработки) энергоресурсов в зависимости от загрузки установок. Эти данные
разрабатываются ОГЭ (отдел главного энергетика) предприятий для разных
сезонов работы и утверждаются в Компании для целей планирования. На рисунке
2.1 черным цветом приведен пример кривой расхода некоторого энергоресурса в
зависимости от загрузки установки.
Учет этого обстоятельства потребовал для каждого сезона года и каждой
энергоемкой технологической установки построить математические модели
зависимости затрат энергии и вспомогательных материалов от нагрузки.
48
Рис. 2.1 Примеры зависимостей расхода энергоресурса от загрузки.
Существуют математические модели четырех видов:
- независящей от загрузки установки («ЛУКОЙЛ-Нефтохим Бургас» АД,
ОАО «ТАНЕКО»);
- линейной зависимости от загрузки установок («S. C. PETROTEL-LUKOIL
S. A.», ООО «ЛУКОЙЛ-Ухтанефтепереработка»);
- кусочно-линейной зависимости от загрузки установок (ООО «ЛУКОЙЛНижегороднефтеоргсинтезнтез», ООО «ЛУКОЙЛ-Пермнефтеоргсинтез»);
-
полиномиальной зависимости от загрузки установок (ISAB Refinery,
Sicily).
Моделирование постоянных затрат используется, когда в модели планирования
необходимо учитывать фиксированный часовой, суточный или месячный расход
энергоресурсов
в
конкретном
линейной зависимости расхода
технологическом
процессе.
Использование
энергоресурсов от загрузки установок, как
правило, связано не с постоянными удельными нормативами в конкретном
технологическом процессе, а с отсутствием технического инструментария,
позволяющего моделировать нелинейные зависимости, либо с отсутствием
49
накопленной статистики по переменному расходу энергоресурсов. Кроме того,
учет переменных норм потребления энергоресурсов в LP-моделях внутри
рекурсии (см. Глава I) требует подготовки специалистов очень высокого уровня и
больших временных затрат, причем уменьшается гарантия получения сходимости
решения LP-модели. Нелинейные зависимости, такие как кусочно-линейная или
полиномиальная используются на предприятиях в соответствии с утвержденным
регламентом. Такие способы моделирования расхода требуют подготовки
различных типов данных. Например, для учета кусочно-линейной зависимости
расхода энергоресурсов необходимо в регламенте предприятия согласовать
таблицы переменных норм, которые
загрузок
и
норм.
А
в
случае
формируются набором взаимосвязей
полиномиальной
зависимости
расхода
энергоресурсов от загрузки на предприятии должны согласовать коэффициенты
a0, a1 , …, an полинома f(x) = a0xn + a1xn-1 + … + an x0, где xn – загрузка установки,
возведенная в n-ю степень. На практике, как правило, используют квадратичные
полиномы, в основном это связано с трудностью поддержки в моделях
полиномиальных зависимостей более высокого порядка.
В моделях оптимизационного планирования систем типа RPMS используется,
как правило, постоянная норма потребления энергоносителей. В этом случае
расход некоторого энергоресурса U установки при загрузке x вычисляется по
формуле:
U = u ⋅ x,
(2.1)
где u – удельная норма расхода энергоресурса на 1 тонну загрузки установки.
В случае если норма зависит от загрузки установки, то вычисление расхода U
по формуле (2.1) может внести существенную погрешность в решение модели. В
данной работе на основе проведенного анализа моделей планирования 12
российских и зарубежных НПЗ/НХК предлагается в процессе формирования
подмоделей технологических процессов использовать критерий применения
подхода планирования с учетом переменных норм потребления энергоресурсов.
Критерий заключается в том, что если на графиках расхода какого-либо
энергоресурса в зависимости от суточной загрузки установки с постоянными и
50
переменными нормами (рис. 2.1) существует хотя бы одна такая точка X`
(загрузка установки), в которой выполняется условие:
U1 − U 2
* 100% ≥ 1%,
U1
(2.2)
где U1 – расход энергоресурса с учетом постоянного удельного норматива, U2 –
расход энергоресурса с учетом переменного удельного норматива, то для такой
установки необходимо применять подход планирования с учетом переменных
норм. Такой критерий, как показали опытные исследования, целесообразно
применять для установок, минимальная допустимая суточная загрузка которых
составляет не меньше 100 тонн в сутки (3000 тонн в месяц), целесообразно
применять подход планирования с учетом переменных норм.
Рассмотрим способ учета изменения норм от загрузки.
Предлагается при
расчете переменных норм кривые расхода (выработки) энергоресурсов заменять
кусочно-линейными функциями (синие прямые на рисунке 2.1), которые задаются
наборами пар точек: загрузка – норма расхода. Выбор количества точек для
задания кривых расхода (выработки) энергоресурсов зависит от желаемой
точности приближения исходных кривых. Ниже приведен общий вид таблицы
(таб. 2.1) переменных норм расхода энергоресурса U для некоторой установки.
] , величина расхода энергоресурса
Если загрузка установки равна x '∈ [ xi , x
i +1
U ' будет вычисляться по формуле:
U' =
∆U i '
x ⋅x
x − ∆ui i i +1 ,
∆xi
∆xi
(2.3)
где ∆U i = xi +1u i +1 − xi u i , ∆xi = xi +1 − xi , ∆u i = u i +1 − u i , а удельный расход u ' будет равен:
u' =
U'
,
x'
(2.4)
51
Таблица №2.1 Переменные нормы расхода энергоресурса в зависимости от загрузки
установки.
Загрузка
(% или т/сут)
x1
…
xi
…
xn
Удельный расход
энергоресурса U
u1
…
ui
…
un
Таким образом, расчет норм расхода энергоресурсов при заданной загрузке
должен осуществляться следующим образом:
• сначала восстанавливается кусочно-линейная кривая расхода нужного
энергоресурса;
• затем
методом
интерполяции
(экстраполяции)
находится
расход
энергоресурса для данной загрузки;
• после этого вычисляется удельный норматив.
2.2. Формирование моделей планирования с учетом переменных
норм
Актуализация модели постоянными нормами расхода энергоресурсов должна
осуществляться перед поиском оптимального решения, а пересчет переменных
норм должен проводиться в ходе поиска оптимального решения [69].
Для
актуализации
использование
моделей
автоматизированного
текущего
планирования
переключателя
способов
предлагается
получения
решения, изображенных на рисунках 1.4 и 1.5. В случае если не удается получить
решение необходимой точности с помощью использования только процедуры
внутренней рекурсии, предлагается разделить пересчитываемые переменные
модели на две части и использовать для получения решения процедуру внешней
рекурсии. Использование автоматического переключателя различных способов
получения решения в моделях планирования в данной диссертационной работе
было применено для решения задачи учета переменных норм потребления
энергоресурсов в зависимости от загрузки установок.
52
Для возможности учета переменных норм в RPMS-моделях дополнительно к
базовой комплектации системы RPMS была разработана специализированная
опция R_FRESH (Honeywell). Процедура поиска решения RPMS-модели с
помощью опции R_FRESH осуществляется способом, изображенным на рисунке
1.5:
• Решение
RPMS-модели
начинается
с
текущих
норм
расхода
энергоресурсов, заданных в подмоделях установок;
• После решения модели производится автоматический анализ суточных
загрузок установок в решении и, при необходимости, корректируются
нормы расхода (выработки) энергоресурсов непосредственно в RPMSмодели в соответствии с таблицами переменных норм;
• Процесс решения повторяется и так продолжается до тех пор, пока
величина изменения корректируемых норм не станет допустимой:
ε=
N 0 − N1
*100 < h%,
N0
(2.5)
где N0 – величина начальной нормы; N1 – величина новой нормы; h% –
допустимая величина погрешности в процентах, определяемая модельером.
Отметим, что процедура решения модели с помощью опции R_FRESH
полностью автоматизирована. По окончании решения в RPMS-модели будут
автоматически установлены нормы расхода энергоресурсов, соответствующие
загрузке установок в решении.
Использование кусочно-линейной зависимости расхода энергоресурсов от
загрузки в оптимизационных
моделях позволяет повысить точность расчета
потребления данного энергоресурса для некоторых установок до 20%.
Для лучшего понимания предлагаемого подхода к расчету оптимального плана
с учетом переменных норм энергетики рассмотрим процедуру пересчета
переменных норм электроэнергии на тестовом примере одной установки. Для
простоты представим, что у нас на предприятии есть всего одна установка
первичной переработки нефти АВТ. Данная установка может работать в трех
допустимых режимах работы. Допустим, что в плановом отделе на текущий месяц
53
планирования рассчитали постоянные нормы расхода на переработку тонны
нефти для электроэнергии, теплоэнергии, жидкого топлива (см. Таб. 2.2):
Таблица №2.2 Пример материального баланса установки АВТ.
Норма потребления электроэнергии, кВтч/т
6,200
Норма потребления теплоэнергии, Мкал/т
20,50
Норма потребления жидкого топлива, т /т
0,050
Предположим, что после решения RPMS-модели с постоянными нормами
расхода электроэнергии, теплоэнергии, жидкого топлива оптимальное решение
при
заданных
технико-экономических
условиях
на
заданный
период
планирования показало суммарную загрузку по всем вариантам работы данной
установки равную 9000 тонн в сутки. В результате нового решения для установки
АВТ получим следующий расход энергоресурсов за 30 рабочих дней на заводе
(таб. 2.3).
Таблица №2.3 Плановый расход энергоресурсов АВТ с постоянными нормами
Расход электроэнергии, кВтч
Расход теплоэнергии, Мкал
Расход жидкого топлива, т
1674000
5535000
13500
А теперь рассчитаем ту же задачу с учетом имеющейся таблицы переменных
норм для этой установки, составленной на основе фактических пробегов её
работы. В таблице 2.4 приведены переменные нормы расхода АВТ от загрузки, на
рисунках 2.2 (а–в) показаны графики расхода электроэнергии, теплоэнергии и
жидкого топлива от загрузки с учетом постоянных и переменных удельных норм.
Таблица №2.4 Переменные нормы расхода АВТ в зависимости от загрузки.
Загрузка,
%
60
70
75
78
85
100
Загрузка,
т/сут
6000
7000
7500
7800
8500
10000
Электроэнергия,
кВтч/т
6,6
6,5
6,4
6,3
6,2
6,0
Теплоэнергия,
Мкал/т
23,6
24,0
23,9
23,5
23,0
22,5
Жидкое
топливо, т/т
0,056
0,055
0,054
0,053
0,052
0,048
Из рисунков 2.2 (а–в) видно, что существует множество загрузок установки
АВТ, удовлетворяющих определенному выше критерию (2.2).
54
Считаем, что в модели мы установили допустимую погрешность сходимости
для расчета переменных норм равную 1%. Тогда процедура расчета модели будет
выглядеть следующим образом:
• Сначала модель будет решена с начальными постоянными нормами расхода
энергоресурсов и будет вычислена оптимальная величина загрузки АВТ,
которая равна 9000 тонн в сутки;
• Затем на основе таблицы переменных норм (таб. №2.4) специальный
программный модуль опции R_FRESH вычислит удельные нормативы
соответствующие данной загрузке, а потом отдельно для каждого
энергоресурса будет произведен анализ сходимости. Новая норма расхода
для электроэнергии по формулам (2.2-2.3) равна 6,1259 кВтч/т; новая норма
расхода для теплоэнергии по формулам (2.2-2.3) равна 22,814 Мкал/т; новая
норма расхода для жидкого топлива по формулам (2.2-2.3) равна 0,04926
т/т.
Анализ сходимости для нормы электроэнергии
6,2 − 6,1259
* 100% = 1,19% ;
6,2
Анализ сходимости для нормы теплоэнергии
22,5 − 22,814
* 100% = 1,39% ;
22,5
Анализ сходимости для нормы жид. топлива
0,05 − 0,04926
* 100% = 1,48% ;
0,005
• Поскольку для всех энергоресурсов изменение нормы превысило 1%, то в
модели будут установлены новые нормативы расхода электроэнергии,
теплоэнергии, жидкого топлива. Будет сформированы новые нормы для
установки АВТ (таб. 2.5).
• Модель
будет
решена
с
новыми
постоянными
нормами
расхода
энергоресурсов и снова будет вычислена оптимальная величина загрузки
АВТ. В данном случае для простоты будем считать, что она снова оказалась
равной 9000 тонн в сутки;
55
Рис. 2.2 Примеры зависимостей расхода энергоресурсов от загрузки АВТ.
Таблица №2.5 Новый материальный баланс установки АВТ.
Норма потребления электроэнергии, кВтч/т
6,1259
Норма потребления теплоэнергии, Мкал/т
22,814
Норма потребления жидкого топлива, т /т
0,04926
• Осуществляется новый анализ сходимости:
Анализ сходимости для нормы электроэнергии
Анализ сходимости для нормы теплоэнергии
Анализ
сходимости
для
0,04926 − 0,04926
* 100% = 0% ;
0,004926
56
6,1259 − 6,1259
* 100% = 0% ;
6,1259
22,814 − 22,814
* 100% = 0% ;
22,814
нормы
жидкого
топлива
• Поскольку для всех энергоресурсов изменение нормы меньше допустимой
погрешности 1%, то процедура поиска решения будет завершена. Таким
образом, в решении с учетом переменных норм получаем следующие
значения расхода энергоресурсов:
Таблица №2.6 Расход установки АВТ электроэнергии, теплоэнергии и топлива с новыми
нормами
Расход электроэнергии, кВтч
1653993
Расход теплоэнергии, Мкал
6159780
Расход жидкого топлива, т
13300
Как видим, произошла коррекция решения (таб. 2.7). Нужно отметить тот факт,
что если бы после пересчета с новыми нормами получилось решение с другой
загрузкой установки, то также проводился бы анализ сходимости норм, и в случае
превышения погрешности в 1% хотя бы одной из норм какого-либо энергоресурса
процедура поиска оптимального решения продолжилась до тех пор, пока
погрешности изменений не станут допустимо малы. Практический опыт
использования опции R_FRESH показал, что, как правило, сходимость
достигается через 2-3 процедуры корректировки норм.
Таблица №2.7 Изменения в решениях расхода установкой АВТ электроэнергии,
теплоэнергии и топлива
Расход
Расход
Абсолютное
энергоресурсов
энергоресурсов
изменение
Энергоресурсы
с постоянными
с переменными
расхода
нормами
нормами
энергоресурсов
Расход электроэнергии, кВтч
1674000
1653993
20007
Расход теплоэнергии, Мкал
5535000
6159780
624780
Расход жидкого топлива, т
1350
1330
220
57
Глава 3. Опыт практической реализации моделей
планирования
с учетом переменных норм энергетики
3.1. Практика внедрения моделей с переменной энергетикой на
предприятиях
Работа
по
переходу
к
использованию
на
нефтеперерабатывающих
предприятиях RPMS-модели планирования производства с учетом переменной
энергетики, как правило, включает несколько этапов.
Сначала выполняется анализ текущего состояния RPMS-модели завода. Сбор
необходимой информации о сезонных нормах расхода энергоресурсов на
установках в зависимости от их загрузки. Подготовка специального отчета о
необходимых изменениях в RPMS-модели. Обсуждение и согласование
регламента со специалистами предприятия.
После согласования изменений
осуществляется модификация RPMS-модели в соответствии с утвержденным
регламентом и передача RPMS-модели для эксплуатации. Перечень работ по
переходу
к
учету
переменной
энергетики
в
RPMS-моделях
нефтеперерабатывающих предприятий:
1) Анализ текущей версии RPMS-модели (предоставляется пользователями
модели на предприятии);
2) Определение перечня установок основного производства (первичных и
вторичных процессов), требующих учета переменных норм потребления
энергии (список норм - пар, электроэнергия и др. – также должен быть
согласован);
3) Согласование перечня установок / списка норм и анализ предоставленных
специалистами предприятия утвержденных значений сезонных норм
потребления энергии в зависимости от нагрузки для этих установок.
Детальный перечень необходимых исходных данных (нормы потребления
энергии от нагрузки в виде
электронного
шаблона)
предварительно
передается на завод;
4) Подготовка отчета «Энергетика» по требуемому перечню изменений в
58
RPMS-модели и согласование его с представителями предприятия;
5) Модификация
RPMS-модели
для
учета
переменной
энергетики
в
соответствии с регламентом и проверка ее работоспособности при одно- и
многопериодном моделировании;
6) Проведение обучения по способам настройки RPMS-модели с учетом
переменной энергетики с использованием опции R_FRESH;
7) Подготовка «Руководства по сопровождению модели для учета переменной
энергетики»;
8) Передача на предприятие модифицированной версии RPMS-модели и
«Руководства по сопровождению модели для учета переменной энергетики»
для начала опытной эксплуатации;
9) Проведение
консультаций
специалистов
предприятия
по
работе
с
модифицированной версией RPMS-модели в течение опытной эксплуатации
(не более 2-х месяцев).
После проведения опытной эксплуатации модифицированной версии RPMSмодели на объекте сроки перехода к ее промышленной эксплуатации согласуются
внутри предприятия.
59
3.2. Разработка модели с переменной энергетикой
3.2.1. Описание модели НПЗ
Рассмотрим решение демонстрационной RPMS-модели с учетом и без учета
переменных норм. В качестве демонстрационного примера выбрана RPMSмодель НПЗ топливного профиля (рис. 3.1). Характеристики размерности модели
указаны в таблице 3.1. Список установок, подлежащих учету переменной
энергетики и соответствующих условиям критерия (2.2), указан в таблице 3.2.
1
2
3
4
5
6
7
8
Таблица 3.1 Характеристики размерности модели
Характеристики
Количество
Покупки сырья
66
Продажи продукции
166
Покупки энергоресурсов, реагентов и
170
вспомогательных материалов
Всего подмоделей установок
103
Всего нелинейных подмоделей
37
Нелинейные подмодели дистилляции
19
Всего спецификационных смесей
76
Товарные смеси
37
Таблица 3.2 Список установок на заводе, для которых необходимо учитывать
переменные нормы расхода энергоресурсов
установка 1
ABT-1
установка 2
ABT-2
установка 3
ABT-3
установка 4
ABT-4
установка 5
Вторичная перегонка бензина
установка 6
Установка стабилизации предельных бензинов и газов
установка 7
Установка гидроочистки дизельного топлива
установка 8
Установка изомеризации
установка 9
Риформинг №1
установка 10
Риформинг №2
установка 11
Установка гидроочистки смеси вторичных бензинов
установка 12
Установка производства битума
установка 13
Установка замедленного коксования
установка 14
Прокалки кокса
60
Рис. 3.1 Схема RPMS-модели НПЗ топливного профиля
61
3.2.2. Построение модели с учетом переменных норм
Установка №1: АВТ-1
В исходной модели планирования для установки АВТ-1 используются
постоянные нормативы электроэнергии – 6,2 кВтч/т; теплоэнергии – 21,5 Мкал/т;
топлива – 22 кг.у.т. Данные о переменных нормах для установки АВТ-1
представлены в таблице 3.3.
Таблица 3.3 Зависимость норм расхода энергоресурсов от загрузки для установки №1
Загрузка,
%
Загрузка,
тыс. т/сут
Электроэнергия,
кВтч/т
Теплоэнергия,
Мкал/т
Топливо
кг.у.т./т
78,3
82,6
87,0
90,2
92,4
95,7
97,8
100,0
3,60
3,80
4,00
4,15
4,25
4,40
4,50
4,60
7,00
6,90
6,75
6,54
6,43
6,23
6,10
6,00
22,00
21,60
21,10
21,12
21,50
21,20
20,80
20,50
22,6
22,1
21,4
21,2
20,9
20,8
20,6
20,5
Нормы заданы из расчета на суммарное сырье установки. Установка АВТ-1
может перерабатывать два типа сырья: основное (смесь различных типов нефтей
поступающих по нефтепроводу) и специальное (подземная нефть). Максимальная
производительность
АВТ-1
для
основного
сырья
составляет
4600 т/сут.
Максимальная производительность АВТ-1 при переработке подземной нефти
снижается и составляет 4500 т/сут. В существующей модели для установки АВТ-1
раздельно задается число дней работы на основном сырье и на подземной нефти.
Суммарное число дней работы АВТ-1
на двух
видах сырья должно
соответствовать длительности планового периода.
Для моделирования переменной энергетики установки АВТ-1 необходимо
иметь уравнение, значение которого соответствует суммарной загрузке по всем
видам сырья. В исходной модели такое уравнение отсутствует и кроме того
существующий способ моделирования ограничений на производительность АВТ1 имеет следующие недостатки:
• до решения модели необходимо определять число дней работы установки
на разных видах сырья;
62
• неоправданное сужение области допустимых решений модели по загрузке
установки на разных видах сырья.
Предлагается заменить два ограничения производительности АВТ-1 на единое
по суммарному сырью. Снижение производительности установки при работе на
подземной нефти учесть в новом уравнении коэффициентом 1,022=4600/4500.
Таким
образом,
переменные
нормы
расхода
установки
АВТ-1
будут
рассчитываться из уравнения загрузки:
∑x
j
+ 1,022 * y1 ≤ 4600 * Z 1 ,
(3.1)
j∈ J 1
здесь xj; j ∈ J1 – переменные загрузки установки АВТ-1 основными видами сырья,
поступающими в переработку по нефтепроводу; y1– переменная загрузки
установки АВТ-1 специальной подземной нефтью; 4600 – максимальная суточная
загрузка в тоннах АВТ-1 на основном сырье; Z1 – число дней работы АВТ-1 в
плановом периоде.
На
рисунке
3.2
(а-в)
показаны
изменения
зависимостей
расхода
электроэнергии, теплоэнергии и топлива для установки АВТ-1 в моделях с
постоянными и переменными нормами.
63
Рис. 3.2. Зависимости расхода энергоресурсов и топлива от загрузки на установке №1
Установка №2: АВТ-2
В исходной модели планирования для установки АВТ-2 используются
постоянные нормативы электроэнергии – 6,3 кВтч/т; теплоэнергии – 21,2 Мкал/т;
топлива – 21,3 кг.у.т. Данные о переменных нормах для установки АВТ-2
представлены в таблице 3.4.
Таблица 3.4 Зависимость норм расхода энергоресурсов от загрузки для установки №2
Загрузка,
%
Загрузка,
тыс. т/сут
Электроэнергия,
кВтч/т
Теплоэнергия,
Мкал/т
Топливо
кг.у.т./т
76,6
80,9
85,1
89,4
93,6
95,7
97,9
100,0
3,6
3,8
4,0
4,2
4,4
4,5
4,6
4,7
6,80
6,70
6,65
6,60
6,50
6,40
6,30
6,20
22,0
21,5
21,0
21,1
21,2
20,9
20,7
20,5
21,3
20,9
20,5
20,1
19,8
19,7
19,6
19,5
Установка АВТ-2 имеет одинаковую максимальную производительность во
всех режимах работы 4700 тонн в день. При моделировании переменной
энергетики
предлагается
использовать
уравнение
ограничения
производительности установки АВТ-2 по суммарному сырью:
∑x
j
≤ 4700 * Z 2 ,
(3.2)
j∈J 2
64
Здесь xj, j ∈ J 2 – переменные загрузки установки АВТ-2 по сырью; 4700 –
максимальная суточная загрузка АВТ-2 в тоннах по сырью; Z2 – число дней
работы АВТ-2 в плановом периоде.
На
рисунке
3.3
(а-в)
показаны
изменения
зависимостей
расхода
электроэнергии, теплоэнергии и топлива для установки АВТ-2 в моделях с
постоянными и переменными нормами.
Рис. 3.3. Зависимости расхода энергоресурсов и топлива от загрузки на установке №2
Установка №3: АВТ-3
В исходной модели планирования для установки АВТ-3 используются
постоянные нормативы электроэнергии – 7,0 кВтч/т; теплоэнергии – 11,55 Мкал/т;
топлива – 16,2 кг.у.т. Данные о переменных нормах для установки АВТ-3
представлены в таблице 3.5.
65
Установка АВТ-3 имеет одинаковую максимальную производительность во
всех режимах работы 8800 тонн в день.
Таблица 3.5 Зависимость норм расхода энергоресурсов от загрузки для установки №3
Загрузка,
%
Загрузка,
тыс. т/сут
Электроэнергия,
кВтч/т
Теплоэнергия,
Мкал/т
Топливо
кг.у.т./т
84,1
86,4
90,9
93,2
95,5
96,6
98,9
100,0
7,4
7,6
8,0
8,2
8,4
8,5
8,7
8,8
7,55
7,45
7,20
7,10
7,00
6,95
6,90
6,85
12,31
12,20
11,90
11,75
11,55
11,50
11,25
11,15
18,20
17,80
17,20
16,90
16,53
16,38
16,10
15,95
При моделировании переменной энергетики предлагается использовать
уравнение ограничения производительности установки АВТ-3 по суммарному
сырью:
∑x
j
≤ 8800 * Z 3 ,
(3.3)
j∈J 3
Здесь xj, j ∈ J 3 – переменные загрузки установки АВТ-3 по сырью; 8800 –
максимальная суточная загрузка АВТ-3 в тоннах по сырью; Z3 – число дней
работы АВТ-3 в плановом периоде.
На
рисунках
3.4
(а-в)
показаны
изменения
зависимостей
расхода
электроэнергии, теплоэнергии и топлива для установки АВТ-3 в моделях с
постоянными и переменными нормами.
66
Рис. 3.4. Зависимости расхода энергоресурсов и топлива от загрузки на установке №3
Установка №4: АВТ-4
В исходной модели планирования для установки АВТ-4 используются
постоянные нормативы электроэнергии – 8,25 кВтч/т; теплоэнергии – 11,72
Мкал/т; топлива – 15,3 кг.у.т. Данные о переменных нормах для установки АВТ-4
представлены в таблице 3.6.
Таблица 3.6 Зависимость норм расхода энергоресурсов от загрузки для установки №4
Загрузка,
%
Загрузка,
тыс. т/сут
Электроэнергия,
кВтч/т
Теплоэнергия,
Мкал/т
Топливо
кг.у.т./т
89,10
91,24
93,43
95,62
97,08
98,54
99,27
100,00
12,2
12,5
12,8
13,1
13,3
13,5
13,6
13,7
8,60
8,50
8,35
8,20
8,15
8,10
8,06
8,02
12,10
12,02
11,77
11,55
11,43
11,28
11,22
11,18
16,0
15,8
15,5
15,4
15,3
15,2
15,1
15,1
Установка АВТ-4 имеет одинаковую максимальную производительность во
всех режимах работы 13700 тонн в день.
При моделировании переменной энергетики предлагается использовать
уравнение ограничения производительности установки АВТ-4 по суммарному
сырью:
∑x
j
≤ 13700 * Z 4 ,
(3.4)
j∈J 4
67
Здесь xj, j ∈ J 4 – переменные загрузки установки АВТ-4 по сырью; 13700 –
максимальная суточная загрузка АВТ-4 в тоннах по сырью; Z4 – число дней
работы АВТ-4 в плановом периоде.
Рис. 3.5. Зависимости расхода энергоресурсов и топлива от загрузки на установке №4
На
рисунках
3.5
(а-в)
показаны
изменения
зависимостей
расхода
электроэнергии, теплоэнергии и топлива для установки АВТ-4 в моделях с
постоянными и переменными нормами.
Установка №5: Вторичная перегонка бензина
В исходной модели планирования для установки №5 вторичной перегонки
бензина используются постоянные нормативы электроэнергии – 7 кВтч/т;
теплоэнергии – 8,5 Мкал/т; топлива – 10,7 кг.у.т. Данные о переменных нормах
для установки №5 представлены в таблице 3.7.
68
Таблица 3.7 Зависимость норм расхода энергоресурсов от загрузки для установки №5
Загрузка,
%
Загрузка,
тыс. т/сут
Электроэнергия,
кВтч/т
Теплоэнергия,
Мкал/т
Топливо
кг.у.т./т
59,3
67,8
79,7
89,0
92,4
95,8
97,5
100,0
3,50
4,00
4,70
5,25
5,45
5,65
5,75
5,90
8,00
7,50
6,60
6,10
6,00
5,90
5,85
5,75
10,20
9,60
8,40
7,60
7,40
7,20
7,10
7,05
11,30
10,00
8,80
8,05
7,90
7,75
7,65
7,55
Установка №5 имеет одинаковую максимальную производительность во всех
режимах работы 5900 тонн в день. При моделировании переменной энергетики
предлагается использовать уравнение ограничения производительности установки
№5 по суммарному сырью:
∑x
j
≤ 5900 * Z 5 ,
(3.5)
j∈J 5
Здесь xj, j ∈ J 5 – переменные загрузки установки №5 по сырью; 5900 –
максимальная суточная загрузка установки №5 в тоннах по сырью; Z5 – число
дней работы установки №5 в плановом периоде.
На
рисунках
3.6
(а-в)
показаны
изменения
зависимостей
расхода
электроэнергии, теплоэнергии и топлива для установки №5 в моделях с
постоянными и переменными нормами.
69
Рис. 3.6. Зависимости расхода энергоресурсов и топлива от загрузки на установке №5
Установка №6: Стабилизация предельных бензинов и газов
В
исходной
предельных
модели
бензинов
планирования для
и
газов
установки №6
используются
постоянные
стабилизации
нормативы
электроэнергии – 7,7 кВтч/т; теплоэнергии – 20,8 Мкал/т; топлива – 10,7 кг.у.т.
Данные о переменных нормах для установки №5 представлены в таблице 3.8.
Таблица 3.8 Зависимость норм расхода энергоресурсов от загрузки для установки №6
Загрузка,
%
Загрузка,
тыс. т/сут
Электроэнергия,
кВтч/т
Теплоэнергия,
Мкал/т
Топливо
кг.у.т./т
50,5
57,7
72,1
86,5
88,3
90,1
94,6
100,0
2,80
3,20
4,00
4,80
4,90
5,00
5,25
5,55
9,0
8,8
8,3
7,4
7,3
7,2
6,9
6,7
26,8
24,3
20,1
17,7
17,4
17,2
17,1
17,0
11,44
11,05
10,67
10,40
10,21
10,08
9,95
9,90
Установка стабилизации состоит из двух блоков:
• стабилизация предельных бензинов;
• стабилизация предельных газов.
Максимальная производительность блока стабилизации бензинов составляет
5100 т/сут.
Максимальная
производительность
блока
стабилизации
газов
составляет 450 т/сут. Эти блоки работают параллельно весь плановый период. В
исходной модели ограничение на суммарную загрузку установки отсутствует. Для
моделирования переменной энергетики в подмоделях установки №6 необходимо
70
иметь уравнение, значение которого соответствует суммарной загрузке по всем
видам сырья.
Рис. 3.7. Зависимости расхода энергоресурсов и топлива от загрузки на установке №6
Предлагается для учета переменных норм использовать в модели ограничение
на суммарное сырье:
∑x + ∑x
j
j∈J 6′
j
≤ 5550 * Z 6 ,
(3.6)
j∈J 6′′
Здесь xj, j ∈ J 6′ – переменные загрузки блока стабилизации предельных
бензинов установки №6 по сырью;
j ∈ J 6′′ – переменные загрузки блока
стабилизации предельных газов установки №6 по сырью; 5550 – максимальная
суточная загрузка установки №6 в тоннах по сырью; Z6 – число дней работы
установки №6 в плановом периоде.
71
На
рисунках
3.7
(а-в)
показаны
изменения
зависимостей
расхода
электроэнергии, теплоэнергии и топлива для установки №6 в моделях с
постоянными и переменными нормами.
Установка №7: Гидроочистка дизельного топлива
В исходной модели планирования для установки №7 гидроочистки дизельного
топлива используются постоянные нормативы электроэнергии – 11,23 кВтч/т;
теплоэнергии – 15; Мкал/т; топлива – 17,9 кг.у.т. Данные о переменных нормах
для установки №7 представлены в таблице 3.9.
Таблица 3.9 Зависимость норм расхода энергоресурсов от загрузки для установки №7
Загрузка,
%
Загрузка,
тыс. т/сут
Электроэнергия,
кВтч/т
Теплоэнергия,
Мкал/т
Топливо
кг.у.т./т
77,4
81,0
84,5
88,1
90,5
92,9
95,2
100,0
3,25
3,40
3,55
3,70
3,80
3,90
4,00
4,20
12,11
11,92
11,44
11,13
10,88
10,71
10,52
10,35
16,50
16,04
15,55
15,04
14,71
14,36
14,03
13,50
18,30
18,15
17,88
17,70
17,60
17,57
17,52
17,50
Установка №7 имеет одинаковую максимальную производительность во всех
режимах работы 4200 тонн в день.
При моделировании переменной энергетики предлагается использовать
уравнение ограничения производительности установки №7 по суммарному
сырью:
∑x
j
≤ 4200 * Z 7 ,
(3.7)
j∈J 7
Здесь xj, j ∈ J 7 – переменные загрузки установки №7 по сырью; 4200 –
максимальная суточная загрузка установки №7 в тоннах по сырью; Z7 – число
дней работы установки №7 в плановом периоде.
На рисунках 3.8 (а-в) показаны изменения зависимостей расхода электроэнергии,
теплоэнергии и топлива для установки №7 в моделях с постоянными и
переменными нормами.
72
Рис. 3.8. Зависимости расхода энергоресурсов и топлива от загрузки на установке №7
Установка №8: Изомеризация
В исходной модели планирования для установки №8 изомеризации
используются
постоянные
нормативы
электроэнергии
–
64,94
кВтч/т;
теплоэнергии – 25,35 Мкал/т; топлива – 93,55 кг.у.т. Данные о переменных нормах
для установки №8 представлены в таблице 3.10.
Таблица 3.10 Зависимость норм расхода энергоресурсов от загрузки для установки №8
Загрузка,
%
Загрузка,
тыс. т/сут
Электроэнергия,
кВтч/т
Теплоэнергия,
Мкал/т
Топливо
кг.у.т./т
67,6
73,9
82,0
83,8
85,6
91,9
97,3
100,0
0,75
0,82
0,91
0,93
0,95
1,02
1,08
1,11
73,89
68,30
63,10
62,00
61,00
58,50
57,00
56,00
29,1
27,3
25,0
24,6
24,1
23,2
22,1
21,6
97,6
95,1
93,8
92,3
92,0
91,4
89,9
89,5
73
Установка №8 имеет одинаковую максимальную производительность во всех
режимах работы 1100 тонн в день.
При моделировании переменной энергетики предлагается использовать
уравнение ограничения производительности установки №8 по суммарному
сырью:
∑x
j
≤ 1110 * Z 8 ,
(3.8)
j∈J 8
Здесь xj, j ∈ J8 – переменные загрузки установки №8 по сырью; 1110 –
максимальная суточная загрузка установки №8 в тоннах по сырью; Z8 – число
дней работы установки №8 в плановом периоде.
Рис. 3.9. Зависимости расхода энергоресурсов и топлива от загрузки на установке №8
74
На
рисунках
3.9
(а-в)
показаны
изменения
зависимостей
расхода
электроэнергии, теплоэнергии и топлива для установки №8 в моделях с
постоянными и переменными нормами.
Установка №9: Риформинг - 1
В исходной модели планирования для установки №9 риформинг - 1
используются постоянные нормативы электроэнергии – 43,4 кВтч/т; теплоэнергии
– 17,815 Мкал/т; топлива – 60,96 кг.у.т. Данные о переменных нормах для
установки №9 представлены в таблице 3.11.
Таблица 3.11 Зависимость норм расхода энергоресурсов от загрузки для установки №9
Загрузка,
%
Загрузка,
тыс. т/сут
Электроэнергия,
кВтч/т
Теплоэнергия,
Мкал/т
Топливо
кг.у.т./т
76,6
80,7
83,4
86,6
89,7
93,1
96,6
100,0
2,22
2,34
2,42
2,51
2,60
2,70
2,80
2,90
47,8
45,9
44,6
43,3
42,5
41,2
40,1
39,0
19,23
18,60
18,10
17,50
17,15
16,90
16,55
16,40
63,80
62,70
61,90
60,40
59,60
59,30
58,00
58,11
Установка №9 имеет одинаковую максимальную производительность во всех
режимах работы 2900 тонн в день.
При моделировании переменной энергетики предлагается использовать
уравнение ограничения производительности установки №9 по суммарному
сырью:
∑x
j
≤ 2900 * Z 9 ,
(3.9)
j∈J 9
Здесь xj, j ∈ J 9 – переменные загрузки установки №9 по сырью; 2900 –
максимальная суточная загрузка установки №9 в тоннах по сырью; Z9 – число
дней работы установки №9 в плановом периоде.
На
рисунках
3.10
(а-в)
показаны
изменения
зависимостей
расхода
электроэнергии, теплоэнергии и топлива для установки №9 в моделях с
постоянными и переменными нормами.
75
Рис. 3.10. Зависимости расхода энергоресурсов и топлива от загрузки на установке №9
Установка №10: Риформинг - 2
В исходной модели планирования для установки №10 риформинг - 2
используются постоянные нормативы электроэнергии – 87,5 кВтч/т; теплоэнергии
– 7,8 Мкал/т; топлива – 82,12 кг.у.т. Данные о переменных нормах для установки
№10 представлены в таблице 3.12.
Таблица 3.12 Зависимость норм расхода энергоресурсов от загрузки для установки №10
Загрузка,
%
Загрузка,
тыс. т/сут
Электроэнергия,
кВтч/т
Теплоэнергия,
Мкал/т
Топливо
кг.у.т./т
76,2
79,0
81,0
84,8
87,6
90,5
93,3
100,0
0,80
0,83
0,85
0,89
0,92
0,95
0,98
1,05
94,80
92,30
91,10
88,14
86,20
84,10
82,06
80,20
8,40
8,25
8,10
7,90
7,70
7,50
7,35
7,20
83,96
82,10
81,88
80,06
79,44
78,40
79,00
80,29
76
Установка №10 имеет одинаковую максимальную производительность во всех
режимах работы 1050 тонн в день.
При моделировании переменной энергетики предлагается использовать
уравнение ограничения производительности установки №10 по суммарному
сырью:
∑x
j
≤ 1050 * Z 10 ,
(3.10)
j∈J10
Здесь xj, j ∈ J10 – переменные загрузки установки №10 по сырью; 1050 –
максимальная суточная загрузка установки №10 в тоннах по сырью; Z10 – число
дней работы установки №10 в плановом периоде.
На
рисунках
3.11
(а-в)
показаны
изменения
зависимостей
расхода
электроэнергии, теплоэнергии и топлива для установки №10 в моделях с
постоянными и переменными нормами.
Рис. 3.11. Зависимости расхода энергоресурсов и топлива от загрузки на установке №10
77
Установка №11: гидроочистка смеси вторичных бензинов
В исходной модели планирования для установки №11 гидроочистки
вторичных бензинов используются постоянные нормативы электроэнергии – 98,9
кВтч/т; теплоэнергии – 26,85 Мкал/т; топлива – 40,5 кг.у.т. Данные о переменных
нормах для установки №11 представлены в таблице 3.13.
Таблица 3.13 Зависимость норм расхода энергоресурсов от загрузки для установки №11
Загрузка,
%
Загрузка,
тыс. т/сут
Электроэнергия,
кВтч/т
Теплоэнергия,
Мкал/т
Топливо
кг.у.т./т
28,3
58,3
66,7
75,0
83,3
86,7
93,3
100,0
0,17
0,35
0,40
0,45
0,50
0,52
0,56
0,60
130,0
90,0
84,0
78,4
75,0
73,0
69,3
67,8
37,80
22,00
20,00
18,35
17,20
17,10
16,40
15,90
44,80
37,76
37,00
36,70
36,60
36,45
35,30
36,20
Установка №11 имеет одинаковую максимальную производительность во всех
режимах работы 600 тонн в день.
При моделировании переменной энергетики предлагается использовать
уравнение ограничения производительности установки №11 по суммарному
сырью:
∑x
j
≤ 600 * Z 11 ,
(3.11)
j∈J11
Здесь xj, j ∈ J11 – переменные загрузки установки №11 по сырью; 600 –
максимальная суточная загрузка установки №11 в тоннах по сырью; Z11 – число
дней работы установки №11 в плановом периоде.
На
рисунках
3.12
(а-в)
показаны
изменения
зависимостей
расхода
электроэнергии, теплоэнергии и топлива для установки №11 в моделях с
постоянными и переменными нормами.
78
Рис. 3.12. Зависимости расхода энергоресурсов и топлива от загрузки на установке №11
Установка №12: производство битума
В исходной модели планирования для установки №12 производства битумов
используются постоянные нормативы электроэнергии – 9,75 кВтч/т; теплоэнергии
– 242 Мкал/т; топлива – 8,49 кг.у.т. Данные о переменных нормах для установки
№12 представлены в таблице 3.14.
Таблица 3.14 Зависимость норм расхода энергоресурсов от загрузки для установки №12
Загрузка,
%
Загрузка,
тыс. т/сут
Электроэнергия,
кВтч/т
Теплоэнергия,
Мкал/т
Топливо
кг.у.т./т
47,2
58,3
66,7
70,8
76,4
83,3
93,1
100,0
0,34
0,42
0,48
0,51
0,55
0,60
0,67
0,72
11,00
10,00
9,00
8,80
8,70
8,50
8,25
8,00
298,7
242,0
223,0
211,4
199,3
185,3
173,4
164,1
9,23
9,15
8,97
8,75
8,44
8,23
8,01
7,75
79
Установка №12 имеет одинаковую максимальную производительность во всех
режимах работы 720 тонн в день.
При моделировании переменной энергетики предлагается использовать
уравнение ограничения производительности установки №12 по суммарному
сырью:
∑x
j
≤ 720 * Z 12 ,
(3.12)
j∈J12
Здесь xj, j ∈ J 12 – переменные загрузки установки №12 по сырью; 720 –
максимальная суточная загрузка установки №12 в тоннах по сырью; Z12 – число
дней работы установки №12 в плановом периоде.
На
рисунках
3.13
(а-в)
показаны
изменения
зависимостей
расхода
электроэнергии, теплоэнергии для установки №12 в моделях с постоянными и
переменными нормами.
Рис. 3.13. Зависимости расхода энергоресурсов и топлива от загрузки на установке №12
80
Установка №13: установка замедленного коксования
В исходной модели планирования для установки замедленного коксования
№13 используются постоянные нормативы электроэнергии – 95,25 кВтч/т;
теплоэнергии – 198,4 Мкал/т; топлива – 249,83 кг.у.т. Данные о переменных
нормах для установки №13 представлены в таблице 3.15.
Таблица 3.15 Зависимость норм расхода энергоресурсов от загрузки для установки №13
Загрузка,
%
Загрузка,
тыс. т/сут
Электроэнергия,
кВтч/т
Теплоэнергия,
Мкал/т
Топливо
кг.у.т./т
85,0
87,0
89,0
90,7
92,5
96,0
97,8
100,0
0,229
0,235
0,240
0,245
0,250
0,259
0,264
0,270
98,60
97,50
96,40
95,75
95,45
94,50
94,40
94,30
204,4
200,9
201,6
200,3
199,0
192,4
189,1
186,0
253,148
252,811
252,185
251,100
250,074
248,519
247,200
246,519
Установка №13 имеет максимальную производительность кокса 270 тонн в
день.
При моделировании переменной энергетики предлагается использовать
уравнение
ограничения
производительности
установки
№13
по
производительности кокса:
∑x
j
≤ 270 * Z 13 ,
(3.13)
j∈J13
Здесь xj, j ∈ J13 – переменные загрузки установки №13 по сырью; 270 –
максимальная суточная загрузка установки №13 в тоннах по сырью; Z13 – число
дней работы установки №13 в плановом периоде.
На
рисунках
3.14
(а-в)
показаны
изменения
зависимостей
расхода
электроэнергии, теплоэнергии для установки №13 в моделях с постоянными и
переменными нормами.
81
Рис. 3.14. Зависимости расхода энергоресурсов и топлива от загрузки на установке №13
Установка №14: прокалка кокса
В исходной модели планирования для установки №14 прокалки кокса
используются постоянные нормативы электроэнергии – 59 кВтч/т; теплоэнергии –
155 Мкал/т; топлива –3,15 кг.у.т. Данные о переменных нормах для установки
№14 представлены в таблице 3.16.
Таблица 3.16 Зависимость норм расхода энергоресурсов от загрузки для установки №14
Загрузка,
%
Загрузка,
тыс. т/сут
Электроэнергия,
кВтч/т
Теплоэнергия,
Мкал/т
Топливо
кг.у.т./т
52,5
64,4
76,3
81,9
88,1
90,6
96,9
100,0
0,168
0,206
0,244
0,262
0,282
0,290
0,310
0,320
67,0
57,0
53,0
52,0
51,0
50,0
49,0
48,0
178,1
174,3
162,1
157,3
148,4
144,7
136,5
132,5
3,60
3,45
3,25
3,10
2,95
2,90
2,76
2,70
82
Установка №14 имеет одинаковую максимальную производительность во всех
режимах работы 320 тонн в день.
При моделировании переменной энергетики предлагается использовать
уравнение ограничения производительности установки №14 по суммарному
сырью:
∑x
j
≤ 320 * Z 14 ,
(3.14)
j∈J14
Здесь xj, j ∈ J14 – переменные загрузки установки №14 по сырью; 320 –
максимальная суточная загрузка установки №14 в тоннах по сырью; Z14 – число
дней работы установки №14 в плановом периоде.
Рис. 3.15. Зависимости расхода энергоресурсов и топлива от загрузки на установке №14
83
На
рисунках
3.15
(а-в)
показаны
изменения
зависимостей
расхода
электроэнергии, теплоэнергии для установки №14 в моделях с постоянными и
переменными нормами.
3.2.3. Результаты вычислений
Основные результаты решения модели НПЗ, описанной выше, с постоянными
и переменными нормами представлены в таблицах 3.17 – 3.19. Ниже приняты
следующие обозначения: модель №1 – модель НПЗ с постоянными нормами
расхода энергоресурсов (электроэнергия, пар, газообразное топливо, жидкое
топливо); модель №2 - модель НПЗ с переменными нормами расхода
энергоресурсов (электроэнергия, пар, газообразное топливо, жидкое топливо).
Таблица 3.17 Нормы расхода энергоресурсов в моделях №1 и №2
Номер
Установки
№1
№2
№3
№4
№5
№6
№7
№8
№9
№10
№11
Энергоресурсы
Электроэнергия, кВтч/т
Пар, Мкал/т
Топливо, кг.у.т./т
Электроэнергия, кВтч/т
Пар, Мкал/т
Топливо, кг.у.т./т
Электроэнергия, кВтч/т
Пар, Мкал/т
Топливо, кг.у.т./т
Электроэнергия, кВтч/т
Пар, Мкал/т
Топливо, кг.у.т./т
Электроэнергия, кВтч/т
Пар, Мкал/т
Топливо, кг.у.т./т
Электроэнергия, кВтч/т
Пар, Мкал/т
Топливо, кг.у.т./т
Электроэнергия, кВтч/т
Пар, Мкал/т
Топливо, кг.у.т./т
Электроэнергия, кВтч/т
Пар, Мкал/т
Топливо, кг.у.т./т
Электроэнергия, кВтч/т
Пар, Мкал/т
Топливо, кг.у.т./т
Электроэнергия, кВтч/т
Пар, Мкал/т
Топливо, кг.у.т./т
Электроэнергия, кВтч/т
Пар, Мкал/т
Топливо, кг.у.т./т
84
Нормы
в модели №1
6,20
21,50
22,00
6,30
21,20
21,30
7,00
11,55
16,20
8,25
11,72
15,30
7,00
8,50
10,70
7,70
20,80
10,70
11,23
15,00
17,90
64,94
25,30
93,60
43,40
17,82
61,00
87,50
7,80
82,10
98,90
26,85
40,50
Нормы
в модели №2
5,84
20,00
20,30
6,20
20,50
19,50
6,85
11,10
15,90
8,10
11,28
15,20
6,25
7,84
8,30
6,87
17,09
9,90
10,35
13,50
17,50
56,00
21,60
89,50
46,71
18,94
63,20
91,10
8,10
81,90
84,96
21,94
38,60
№12
№13
№14
Электроэнергия, кВтч/т
Пар, Мкал/т
Топливо, кг.у.т./т
Электроэнергия, кВтч/т
Пар, Мкал/т
Топливо, кг.у.т./т
Электроэнергия, кВтч/т
Пар, Мкал/т
Топливо, кг.у.т./т
9,75
242,00
8,50
95,25
198,40
249,80
59,00
155,00
3,20
8,00
164,12
7,80
95,42
198,82
250,00
48,00
132,50
2,70
Таблица 3.18 Расход энергоресурсов в моделях №1 и №2
Номер
Установки
№1
№2
№3
№4
№5
№6
№7
№8
№9
№10
№11
№12
№13
Энергоресурсы
Электроэнергия, МВтч
Пар, Гкал
Топливо, т.у.т.
Электроэнергия, МВтч
Пар, Гкал
Топливо, т.у.т.
Электроэнергия, МВтч
Пар, Гкал
Топливо, т.у.т.
Электроэнергия, МВтч
Пар, Гкал
Топливо, т.у.т.
Электроэнергия, МВтч
Пар, Гкал
Топливо, т.у.т.
Электроэнергия, МВтч
Пар, Гкал
Топливо, т.у.т.
Электроэнергия, МВтч
Пар, Гкал
Топливо, т.у.т.
Электроэнергия, МВтч
Пар, Гкал
Топливо т.у.т.
Электроэнергия, МВтч
Пар, Гкал
Топливо, т.у.т.
Электроэнергия, МВтч
Пар, Гкал
Топливо, т.у.т.
Электроэнергия, МВтч
Пар, Гкал
Топливо, т.у.т.
Электроэнергия, МВтч
Пар, Гкал
Топливо, т.у.т.
Электроэнергия, МВтч
Пар, Гкал
Топливо, т.у.т.
Расход
энергоресурсов
в модели №1
Расход
энергоресурсов
в модели №2
888,1728
3079,954
3151,50
888,2112
2988,901
3003,00
1847,815
3048,895
4276,50
3340,916
4746,125
6195,90
1064,76
1292,922
1627,50
1221,368
3299,279
1697,10
1414,98
1890
2255,40
2162,502
842,49
3117,00
2977,677
1222,289
4185,30
2231,25
198,9
2093,70
1048,438
284,6367
429,30
210,5694
5226,44
183,60
714,375
1488
1873,50
835,8852
2865,776
2907,90
874,1832
2890,338
2749,20
1808,325
2930,45
4197,30
3280,293
4568,348
6155,40
950,8911
1192,881
1262,40
1090,332
2710,326
1570,20
1304,1
1701
2205,00
1864,8
719,28
2980,50
3205,092
1299,379
4336,20
2323,05
206,55
2088,60
900,6939
232,6176
409,20
172,7856
3544,436
168,60
715,6794
1491,143
1875,00
85
Относительное
изменение
расхода энергоресурсов
в моделях №1 и №2, %
-5,89
-6,95
-7,73
-1,58
-3,30
-8,45
-2,14
-3,88
-1,85
-1,81
-3,75
-0,65
-10,69
-7,74
-22,43
-10,73
-17,85
-7,48
-7,84
-10,00
-2,23
-13,77
-14,62
-4,38
7,64
6,31
3,61
4,11
3,85
-0,24
-14,09
-18,28
-4,68
-17,94
-32,18
-8,17
0,18
0,21
0,08
№14
Электроэнергия, МВтч
Пар, Гкал
Топливо, т.у.т.
566,4
1488
30,60
460,8
1272
25,80
-18,64
-14,52
-15,69
Таблица 3.19 Сравнение экономических итогов в моделях №1 и №2
Экономические показатели
Прибыль от продажи продуктов
Затраты на покупку сырьевых материалов
Затраты на покупку энергоресурсов и
вспомогательных материалов
Чистая прибыль
Модель №1
15854857216
-12639173632
Модель №2
15853152256
-12643083264
-78131056
-82699240
3137552640
3127369728
Расчет производственного плана описанной выше модели осуществлялся с
постоянными и переменными нормами расхода энергоресурсов и топлива. В
моделях №1 и №2 расход электроэнергии был скорректирован на 3,84%, расход
пара
был
скорректирован
на
11,17%,
расход
заводского
топлива был
скорректирован на 3,48%. Значение целевой функции было скорректировано на
0,32%, что в денежном выражении составило около десяти миллионов рублей в
месяц.
Опция R_FRESH была внедрена на 9 Российских и зарубежных НПЗ, и анализ
результатов
вычислений
показал,
что
использование
кусочно-линейной
зависимости расхода энергоресурсов от загрузки позволяет повысить точность
расчета потребления данного энергоресурса для некоторых установок на
различных заводах до 20-30%.
86
Глава 4. Формирование оперативного плана производства
НПЗ/НХК
4.1. Задача детализации текущего плана
Основной целью оперативного планирования является получение ответа на
очень важный вопрос для персонала предприятия – как действовать в ближайший
период времени в условиях сложившейся производственной ситуации, чтобы
выполнить поставленный производственный план на расчетный период времени.
Задача детализации текущего плана – это, как правило, задача оперативного
двухпериодного планирования (первый период – текущая календарная неделя или
декада, для которой требуется уточнение; второй период - оставшаяся часть
временного интервала планирования), которая решается в условиях глобальных
ограничений с учетом текущей фактической информации до конца оставшейся
части горизонта планирования.
Детализация текущего плана необходима также для облегчения решения
задачи календарного планирования, поскольку на заводе имеются установки
разной степени инерционности, то есть присутствуют установки, у которых
переключают режимы работы достаточно редко, например, один раз в неделю или
месяц (АВТ, риформинг, гидроочистка), и установки, режимы работы которых
переключают часто, например, 1…2 раза в день (резервуары, смесители).
Установки с большей степенью инерционности определяют производство и,
работая
в
выбранном
режиме,
производят
продукцию
с
одинаковыми
коэффициентами отборов и показателями качества. Решение задачи детализации
на ближайший календарный отрезок времени позволит, рассчитав режимы работы
крупных установок, получить готовые рецептуры смешения
для составления
расписаний. Таким образом, составляя расписания работы завода, необходимо
будет только следить за соблюдением рецептур и выполнением логистических
правил работы завода, что значительно упрощает данную задачу.
Исходными плановыми данными для составления расписаний является
решение задачи текущего планирования. При этом для составления подробного
87
расписания
необходимо
также
располагать
подробной
информацией
о
производственной ситуации на заводе. Эта информация должна содержать два
типа
данных:
постоянные
и
переменные.
Постоянные
данные
–
это
технологическая схема производства, а также логистические правила работы
завода, отражающие технологические аспекты производства. Изменение этих
данных происходит очень редко и только после согласования с руководством
завода. Переменные данные – это плановые ограничения и фактические данные.
Фактические данные о работе завода должны обновляться ежедневно. Плановые
ограничения должны задаваться каждый раз на горизонт планирования, на
который мы хотим составить расписание работы. Таким образом, чтобы составить
расписание работы завода на ближайший календарный отрезок времени, мы
должны располагать следующими данными:
1. фактические данные, на текущий момент:
- запасы во всех резервуарах, с учетом качества содержимого;
- действующие на текущий момент
технологические режимы работы
установок;
- фактические материальные балансы установок для разных режимов
работы.
2. плановые ограничения на ближайший календарный отрезок времени
(неделю, декаду), на который нужно составить расписания:
- количество сырья, которое поступит на завод и количество сырья, которое
нужно переработать;
- количество готовой продукции, которое нужно произвести, и
количество готовой продукции, которое нужно отгрузить;
- сведения о допустимых режимах работы;
- спецификации и рецептуры смешений.
Фактические
данные
производственного
учета,
о
производстве
установленной
должны
на
браться
предприятии,
из
системы
а
плановые
ограничения должны рассчитываться при решении задачи детализации плана.
88
При этом детализированный план должен отражать следующие производственные
условия:
1. Максимальное
приближение
к
первоначальному
месячному
плану
производства. Критерий – близость месячных объемов переработки сырья и
производства продукции с учетом уже полученного результата.
2. Материальные балансы установок и качество потоков в первом периоде,
должны совпадать с усредненными фактическими данными, а во втором – с
усредненными плановыми.
3. Объем переработки основного сырья в первом периоде не должен
превышать планируемых поставок на заданный отрезок времени.
4. Объем производства готовой продукции в первом периоде не должен быть
меньше планируемых отгрузок на заданный отрезок времени.
5. Начальные запасы сырья, полуфабрикатов и готовой продукции должны
соответствовать фактическим запасам на начало первого периода.
При решении задачи детализации текущего плана с учетом описанных
выше условий, может возникнуть ситуация когда не существует решения,
позволяющего выполнить установленный глобальный план. Это означает, что
сотрудникам
предприятия
необходимо
будет
принимать
минимизировать отклонения от поставленного плана.
меры,
чтобы
На основании
построенного детализированного плана на оставшуюся часть горизонта
планирования
персонал
производственных
целей,
предприятия,
сможет
отвечающий
своевременно
за
оценить
реализацию
сложившуюся
ситуацию и принять верные управленческие решения, например:
• уточнить график поставки сырья;
• подготовить необходимое количество готовой продукции к отгрузке;
• изменить режимы работы установок;
• оценить возможность выполнения поставленного плана и при
необходимости составить новый план, учитывая приоритеты
производственных задач на данный момент;
89
• составить расписания выполнения технологических операций на нужный
календарный отрезок времени.
Рис. №4.1 Детализация плана с учетом фактических данных
4.2. Методика скользящего планирования
Задача текущего планирования, как правило, решается с использованием ряда
прогнозируемых усредненных параметров производства (например, загрузок
установок, коэффициентов выходов продуктов с различных технологических
режимов работы установок, показателей качества потоков и т. д.) на весь горизонт
планирования, без учета изменений этих параметров во времени. В реальном
производстве параметры работы предприятия меняются непрерывно. Например,
качественные характеристики сырья и компонентов смешений точно известны
лишь на ближайший небольшой отрезок времени (например, после заполнения
резервуара и анализа его содержимого). После поступления нового вида сырья и
его смешения в резервуарах с другими видами, о показателях качества сырья,
поступающего на установки, можно говорить только как о прогнозируемых
усредненных данных. Так же можно сказать и о графиках поставки сырья и сбыта
продукции, хотя суммарные показатели по итогу за весь планируемый период при
хорошо налаженном производстве, как правило, не отклоняются от заданных
значений. Поэтому при реализации рассчитанного текущего плана на месяц
необходимо учитывать непрерывно поступающую информацию о возникших
изменениях и вносить необходимые коррективы в производственную программу.
Применение двухпериодной процедуры планирования, начиная с начального
интервала времени (например, первая неделя календарного месяца), позволяет
перейти к скользящему методу детализации производственного плана с учетом
текущих изменений в производстве.
90
Предположим, что установлен текущий план деятельности предприятия на
некоторый горизонт планирования (календарный месяц). Допустим, что на начало
горизонта планирования у нас есть достоверные исходные данные о производстве
на короткий календарный интервал времени (несколько дней, неделя). Разобьем
горизонт планирования на два периода: первый – короткий, для которого
известны достоверные данные; второй, объединяющий оставшуюся часть, для
которого известны прогнозируемые усредненные данные о производстве. Тогда
можно
сформулировать
для
текущего
горизонта
планирования
задачу
детализации плана, описанную выше. В результате решения этой задачи
находится уточненный план на первый календарный интервал времени, который
будет реализован за установленный промежуток времени. После окончания
реализации найденного уточненного плана первой недели работы на основе новой
текущей информации о производстве формулируется вторая задача детализации
плана на оставшийся отрезок времени, где суммарный интервал времени
планирования берется до конца горизонта планирования. В результате решения
находится
план
работы
на
следующий
промежуток
времени.
Затем
формулируется следующая двухпериодная задача и т. д [70].
Такая
процедура
позволяет
учитывать
постоянно
обновляющуюся
информацию о производстве и осуществить плавный переход от дискретного
составления плана один раз в месяц к непрерывному ежедневному планированию
(Рисунок №4.2).
Рис. №4.2 Взаимосвязь задач текущего и календарного планирования, с помощью решения
задачи оперативного планирования
91
Предлагаемая методика скользящего планирования на предприятии (Рис. 4.3):
1. До начала текущего горизонта планирования (календарный месяц №1)
рассчитывается производственная программа №1;
2. В первый день календарного месяца №1 на основе фактической
информации формируется производственная программа №1_1 (период 1 –
неделя №1, период 2 - оставшаяся часть месяца). Происходит детализация
плана на первую неделю и делается оценка возможности выполнения
поставленного месячного плана №1;
3. Вначале второй недели месяца на основе фактической информации
формируется производственная программа №1_2 (период 1 – неделя №2,
период 2 - оставшаяся часть месяца). Происходит детализация плана на
вторую неделю и делается оценка возможности выполнения поставленного
месячного плана;
4. Вначале третьей недели месяца на основе фактической информации
формируется производственная программа №1_3 (период 1 – неделя №3,
период 2 - оставшаяся часть месяца). Происходит детализация плана на
третью неделю и делается оценка возможности выполнения поставленного
месячного плана;
5. Вначале четвертой недели месяца на основе фактической информации
формируется производственная программа №1_4 (оставшаяся часть месяца
8-10 дней). Происходит детализация плана до конца месяца и получается
оценка производственной ситуации на следующий календарный месяц, на
основе которой формируется новая производственная программа №2;
6. В первый день календарного месяца №2 на основе фактической
информации формируется производственная программа №2_1 (период 1 –
неделя №1, период 2 - оставшаяся часть месяца). Происходит детализация
плана на первую неделю и делается оценка возможности выполнения
поставленного
месячного
плана
№2.
Таким
образом,
скользящего двухпериодного планирования повторяется.
92
процедура
Рис. 4.3 Скользящее двухпериодное планирование на предприятии
4.3. Построение многопериодных моделей оперативного
планирования
Располагая необходимой нам фактической информацией о производстве и
нужными средствами для актуализации модели, можно приступать к построению
более детального плана производства на ближайший отрезок времени (неделя,
декада). Рассмотрим ситуацию, когда завод уже отработал первую неделю или
декаду от рассчитанного горизонта планирования. Тогда для решения задачи
детализации плана необходимо использовать плановые данные, полученные при
решении задачи (1.1 – 1.3), устанавливая их как глобальные ограничения на весь
горизонт планирования, и использовать фактические данные о работе завода,
фиксируя их за прошедший период времени. Как уже говорилось выше, чтобы
быстро
актуализовать
модель
фактическими
данными
необходимо
стандартизовать подмодели технологических процессов. Поэтому в моей работе
предлагается линеаризовать исходные нелинейные модели в окрестности
полученного решения, что позволит привести все подмодели процессов к единому
стандартному виду. Для реализации этой задачи специально была разработана
опция R_LINE (Honeywell), основные принципы работы которой изложены в
пятой главе. На основе полученной линейной модели можно будет разработать
многопериодную модель оперативного планирования.
93
Необходимо отметить тот факт, что внесение в модель фактических данных
(изменение плановых ограничений, материальных балансов установок, качества
потоков) может привести к ситуации, в которой при заданных производственных
условиях установленный план не сможет быть выполнен. В терминах решения
RPMS-модели это будет означать несовместность данной задачи. Для устранения
такой несовместности предлагается вводить в модель штрафные переменные за
невыполнение ограничений по переработке сырья и выработке товарных
продуктов. Величины штрафа за отклонение от плана должна определяться
опытным путем и вводиться в модель на усмотрение пользователя. Установив
величину
штрафа
достаточно
высокой,
система
будет
искать
решение
максимально приближенное к установленному плану. А если установить
небольшую величину штрафа, то система может начать искать другие варианты
решения.
Выбор весовых коэффициентов при использовании штрафных переменных
должен осуществляться следующим образом. Штрафные переменные можно
разделить
на
две
производственного
группы:
плана
и
переменные,
переменные,
связанные
связанные
с
с
нарушениями
использованием
нежелательных режимов работы в заданном периоде планирования.
Первая группа переменных вводится главным образом для облегчения анализа
решения в случае, если полностью выполнить план невозможно. Коэффициенты
при этих переменных должны быть существенно более высокими, чем
коэффициенты при переменных, связанных с логическими режимами работы. С
учетом того, что в моделях планирования на российских НПЗ/НХК для сырья и
продуктов цены задаются в рублях и в целевую функцию при переменных
покупки/продажи входят коэффициенты порядка 103-104, опытным путем было
установлено, что при переменных из
весовые
коэффициенты
порядка
первой группы нужно устанавливать
104-105.
Коэффициенты
при
штрафных
переменных, связанных с логическими режимами работы, имеют существенно
меньший приоритет по сравнению с нарушением плана на переработку сырья и
отгрузку продуктов, поэтому как было установлено путем решения большого
94
числа задач, для них должны стоять значения порядка 103-104. В целом можно
сказать, что для решения каждой конкретной задачи выбор значений весовых
коэффициентов полностью ложится на разработчика данной модели.
Таким образом, необходимо решать задачу детализации производственного
плана
с
помощью
многопериодных
линеаризованных
RPMS-моделей
в
следующей постановке:
h
m
h
n
n
n
∑ ∑ c x − ∑ ∑ d x − ∑α
t
j
t
j
t
j
t =1 j =1
t
j
t =1 j = m +1
j
+
j
h
−
j
(u + u ) − ∑ α j ∑ ( β tj + γ tj )
j =1
j =1
t =1
h
−∑
∑ε q
t
j
t
j
(4.1)
→ max
t =1 j∈ X 3
p
n
b ≤ ∑a x +
t
i
t
ij
t
j
j =1
t +1
y
k
t
∑ a ( x tj ) x j ≤ bti, i = 1, ... , z; t = 1, ... , h;
t
ij
j = n +1
t
t
t
t
= y + ∑ x j − ∑ x j;0 ≤ y ≤ Skt ; t =1,..., h −1; k =1,..., f ;
k
(4.2)
j∈X1
j∈X 2
k
(4.3)
h
t
j
+ u +j ≥ W j ; j = 1, ... , n ;
(4.4)
t
j
− u −j ≤ W j ; j = 1, ... , n;
(4.5)
∑x
t =1
h
∑x
t =1
t
j
x + β tj ≥ wtj , j = 1,..., n; t = 1,..., h;
(4.6)
x tj − γ tj ≤ wtj , j = 1,..., n; t = 1,..., h;
(4.7)
x tj − q tj = 0, t = 1,..., h; j ∈ X 3 (t );
(4.8)
h
T = ∑τ t ;
(4.9)
t =1
x tj ≥ 0, u +j ≥ 0, u −j ≥ 0, q tj ≥ 0, β tj ≥ 0, γ tj ≥ 0, j = 1,..., p; t = 1,..., h.
(4.10)
Здесь T – фиксированная длина горизонта планирования; τt, t = 1, … , h длительность периодов t; X- множество всех переменных модели; ctj – цена
продажи в периоде t единицы xtj, j = 1, … , m – переменные продажи потоков
модели в периоде t; dtj – стоимость покупки в периоде t единицы xtj, j = m+1, … ,
95
n – переменные покупки потоков модели в периоде t; xtj, j = n+1, … , p –
переменные внутренних потоков модели в периоде t, а также нагрузки установок,
качество смесей и т. д; ytk, k = 1, … , f – переменные запасов потоков модели к
концу периода t; xtj, j∈X1, X1∈ X – множество переменных модели (покупки,
продажи, внутренние потоки), пополняющих запас потока ytk; xtj, j∈X2, X2∈ X –
множество переменных модели (покупки, продажи, внутренние потоки),
расходующих запас потока ytk; αj – величина штрафа за покупку единицы u+j, u-j,
βtj, γtj – штрафные переменные модели за невыполнение суммарного плана по
переработке сырья или производства продуктов за весь горизонт планирования T,
либо в отдельном периоде t; εtj – величина штрафа за покупку единицы qtj –
штрафные переменные, которые равны активности переменных модели xtj в
периоде t, j∈X3, X3(t)∈ X – переменные модели, соответствующие нагрузкам
установок в нежелательных режимах работы в периоде t; {atij} – постоянные
коэффициенты матрицы ограничений в периоде t; {atij(xtj)} – переменные
t
t
коэффициенты матрицы ограничений, зависящие от xtj в периоде t; bi , bi , Stk,
W j , W j , w j , w j - левые и правые части ограничений. Критерием решения
данной задачи является максимизация чистой прибыли с учетом приоритетов
выполнения производственных задач в периодах t.
96
Глава 5. Построение моделей скользящего планирования
5.1. Актуализация моделей внутри горизонта планирования
Для
возможности
построить
детализированный
план
производства
необходимо располагать фактической информацией о текущей производственной
ситуации на предприятии. После сбора фактической информации возникает задача
актуализации модели полученными данными. Такая задача предполагает внесение
следующих изменений в модель:
• изменение материальных балансов режимов работы первичных и вторичных
установок;
• добавление или удаление допустимых режимов работы в плановом периоде
первичных и вторичных установок;
• изменение показателей качества сырьевых потоков, промежуточных
потоков, готовой продукции и запасов;
• изменение плана по переработке сырья и выработке продукции с учетом
уже полученных фактических результатов.
Исходные RPMS-модели, как правило, нелинейные. Это затрудняет внесение
перечисленных изменений в эти модели, в особенности изменение материальных
балансов установок и показателей качества потоков. Актуализация нелинейных
моделей требует огромных усилий и большого количества времени.
Внесение
изменений
в
модель
должно
быть
регламентированно
на
предприятии. Должны быть четко определены набор данных по каждому периоду
и глобальные ограничения, которые необходимо внести в исходную модель
текущего планирования для формирования многопериодной модели оперативного
планирования. Кроме того все исходные данные должны быть структурированы в
виде стандартных шаблонов таблиц, для того чтобы процедуру актуализации
модели оперативного планирования можно было автоматизировать. В п. 5.3.2
подробно описан предлагаемый мной метод актуализации многопериодной
модели
оперативного
планирования,
97
а
в
приложении
№1
приведены
разработанные
табличные
которых
мной
шаблоны,
в
должны храниться
исходные
данные,
для
автоматизированной
актуализации RPMS-модели.
Для
автоматизации
процедуры
актуализации
RPMS-моделей и возможности
реализации
предлагаемого
метода построения моделей
Рис. 5.1. Зависимости отбора продукта
от качества сырья установки.
оперативного
планирования
(см. п. 5.3.2) была разработана
специализированная опция R_LINE, которая предназначена для преобразования
нелинейных RPMS-моделей к «стандартному» виду с целью упрощения работы
по их модификации. С её помощью можно построить приближенную линейную
RPMS-модель в окрестности решения исходной нелинейной RPMS-модели таким
образом, что решение линейной модели будет близко к решению нелинейной
модели.
Линеаризовать
модель
означает
заменить
зависимость
коэффициентов
матрицы ограничений модели от значения переменных постоянной величиной. То
есть
это
означает
изменить
математическую
постановку
задачи
производственного планирования 1.1 - 1.3, таким образом, чтобы привести
нелинейные зависимости параметров производства от значения переменных к
линейному виду типа:
Y = A ⋅ x,
(5.1)
n
∑a
i
=1
(5.2)
i =1
98
Здесь: Y = [y1,…,yn] – матрица-столбец выходов yi продуктов, n – число
продуктов; A = [a1,…,an] – матрица-столбец заданных постоянных коэффициентов
ai отборов продуктов yi; x – загрузка установки по сырью. Пример изменения
коэффициента выхода продукта с установки в зависимости от качества сырья
после процедуры линеаризации изображен на рисунке 5.1. На данном рисунке
представлен
пример
преобразования
подмодели
некоторой
установки
к
«стандартному» линейному виду. Теперь в подмодели данной установки
количество выходящих продуктов будет рассчитываться в определенном
соотношении, исходя из заданных фиксированных коэффициентов отбора в
уравнениях материального баланса, по отношению к поступающему сырью
независимо от его качества.
При линеаризации RPMS-моделей нелинейные подмодели первичных и
вторичных
процессов
«стандартному»
виду,
нефтепереработки
который
автоматически
облегчает
следующие
преобразуются
операции
по
к
их
модификации:
• добавление и удаление подмоделей;
• добавление и удаление вариантов работы;
• изменение материальных балансов;
• изменение норм расхода/выработки утилит;
• изменение качества сырьевых и продуктовых потоков.
Преобразование исходной RPMS-модели затрагивает следующие аспекты
моделирования:
• нелинейные подмодели первичных установок переработки нефти;
• нелинейные подмодели вторичных установок;
• прослеживание качества потоков полуфабрикатов.
Заметим, что в линеаризованной модели все подмодели смешения остаются
такими же, как в исходной RPMS-модели. Это означает следующее:
• если какие-либо показатели качества смесевых потоков вычислялись в
исходной RPMS-модели, то они будут вычисляться и в линеаризованной
модели;
99
• все требования к показателям качества смесей переносятся из исходной
RPMS-модели в линеаризованную модель.
Рассмотрим основные принципы работы опции R_LINE на примере
линеаризации демонстрационной модели НПЗ.
5.2. Линеаризация нелинейных подмоделей технологических
процессов
Рассмотрим работу опции R_LINE на примере линеаризации
демонстрационной RPMS-модели нефтеперерабатывающего завода (рис. 5.2).
Таблица 5.1 Характеристики размерности демонстрационной RPMS-модели НПЗ
Характеристики
Количество
1 Покупки сырья
2 Продажи продукции
3 Покупки энергоресурсов, реагентов и вспомогательных
материалов
4 Подмодели установок основных производственных
процессов
5 Подмодели установок вспомогательного производства
6 Всего нелинейных подмоделей
7 Нелинейные подмодели дистилляции
8 Всего смесей
9 Товарные смеси
3
17
18
14
2
8
4
16
10
Таблица 5.2 Список нелинейных подмоделей установок
Установка
Установка AT-1
Установка
Установка ВТ-1
Установка
Гидроочистка №1
Установка
риформинга
Установка
сероочистки
демонстрационной RPMS-модели НПЗ
Подмодели, моделирующие работу установок
Подмодель режима 1: максимальный отбор бензиновых фракций
Подмодель режима 2: производство керосина
Подмодели, моделирующие работу установок
Подмодель режима 1: переработка вакуумных погонов с режима 1
АВТ-1
Подмодель режима 2: переработка вакуумных погонов с режима 2
АВТ-1
Подмодель блока гидроочистки дизельного топлива
Подмодель блока гидроочистки керосина
Подмодель установки риформинга
Подмодель установки сероочистки
100
Рис. 5.2 Схема демонстрационной RPMS-модели НПЗ.
5.2.1. Преобразование подмоделей первичных установок
Установка АТ-1. На вход поступают: обессоленная нефть и обессоленный
газоконденсат. На выходе получаются: углеводородный газ; головка; фракция
НК-85; фракция НК 85-180; прямогонное ДТ; мазут; технологические потери.
Установка ВТ-1. На вход поступает: мазут с установки АТ-1. На выходе
получаются: вакуумный газойль, гудрон.
Нормы потребления реагентов, энергии и вспомогательных материалов
установок АТ-1 и ВТ-1 заданы из расчета на 1 тонну перерабатываемой нефти
или газоконденсата и являются постоянными. В нелинейных подмоделях
101
первичныхустановок отборы и показатели качества дистиллятов вычисляются на
основе содержания и качества узких фракций в нефтяном сырье.
Определение состава дистиллятов из узких фракций нефти задается в виде
набора уравнений:
N
P
yn = ∑α i ∑ β nj ⋅ zij , n = 1,..., Q;
i =1
(5.3)
j =1
N
∑α
i
= 1;
(5.4)
i =1
Q
∑β
nj
= 1, j = 1,..., P;
(5.5)
n =1
P
∑z
ij
= 1, i = 1,..., N .
(5.6)
j =1
Здесь: yn – отбор n-го дистиллята в долях единицы, где n = 1, … , Q; αi – доля iго сорта нефти в сырье, i = 1, … , N; βnj – доля j-ой узкой фракции в n-м
дистилляте, j = 1, … , P; zij – доля j-й узкой фракции в i-м сорте нефти, j = 1,…,P; i
= 1,…, N.
Нелинейные подмодели первичных установок в системе RPMS автоматически
формируются на основе следующих таблиц:
• Таблицы описания свойств перерабатываемого сырья;
• Определение структуры логических вариантов атмосферных и вакуумных
установок;
• Распределение нефтяного сырья по логическим вариантам атмосферных
установок;
• Определение уравнений, связанных с выводом с установок суммарного
потока нескольких дистиллятов;
• Спецификации сырья на первичные установки;
102
• Расходные
нормы
утилит
для
логических
вариантов
установок
(атмосферных и вакуумных);
• Структура выходов дистиллятов;
• Определение состава продуктов дистилляции из узких фракций нефти,
заданных в таблице свойств перерабатываемого сырья.
Рис. №5.3 Подмодель установки АТ-1 режим работы №1.
Рис. №5.4 Подмодель установки ВТ-1 режим работы №1
Опция R_LINE вместо перечисленных выше таблиц создает таблицы линейных
подмоделей первичной переработки. При этом указанные таблицы нелинейного
моделирования первичных установок отсутствуют в линейной модели. На
рисунках 5.3 и 5.4 изображены примеры сформированных опцией R_LINE
подмоделей установок АТ-1 и ВТ-1 в режимах работы №1, на основе решения
исходной нелинейной RPMS-модели путем преобразования уравнений 5.3 – 5.6 к
виду уравнений 5.1 – 5.2.
103
5.2.2 Преобразование подмоделей вторичных установок
Для нелинейного моделирования вторичных процессов в системах класса
RPMS используют два вида моделей установок:
o Модели установок удаления примесей (например, гидроочистки);
o Центроидные модели (модели типа «База + Дельта») конверсионных
процессов (например, каталитического крекинга).
В моделях установок удаления примесей выход и качество очищенного
продукта определяется содержанием примеси в сырье. Например, работа
установки гидроочистки сырья от серы в общем виде может быть описана
набором нелинейных уравнений:
X = Y + Z;
(5.7)
X H 2 = aH 2 ⋅ Y + k H 2 ⋅ Z ;
(5.8)
YH 2 S = Z ⋅ (1 + k H 2 );
(5.9)
k
Z = rs ⋅ ( s ) ⋅ Y ;
100
(5.10)
Yi = ai ⋅ Y , i = 1,..., n;
(5.11)
n
∑a
i
= 1 + aH 2 .
(5.12)
i =1
Здесь: X – количество поступающего сырья на установку; XH2 – необходимое
количество водорода;
YH2S – количество выделяемого сероводорода; ks -
содержание серы в сырье, %; rs – доля удаляемой серы; Y, Z - рассчитываемые
переменные модели;
aH2 – необходимая доля водорода (H2) на 1 тонну сырья при
гидроочистке; ai - доля отбора i-го продукта (без сероводорода), i = 1, … , n; kH2
-
коэффициент для расчета количества водорода, идущего на образование
сероводорода:
kH2 = (Mл Н2)/ (Mл S) = 2.016/32.06 =0.06288
104
В центроидных моделях установок выходы продуктов в зависимости от
качества сырья, как правило, определяются набором уравнений:
Y = A ⋅ x0 + D ⋅ z,
(5.13)
n
∑a
i
= 1;
(5.14)
= 0;
(5.15)
i =1
n
∑d
i
i =1
Qx ⋅ x = Q0 ⋅ x0 + q2 ⋅ z,
(5.16)
n
∑y
i
= x.
(5.17)
i =1
Здесь: Y = [y1,…,yn] – матрица-столбец выходов yi продуктов, n – число
продуктов; A = [a1,…,an], D = [d1,…,dn] – матрицы-столбцы постоянных
коэффициентов ai, di, соответственно; x0, z – переменные, определяющие выход
продуктов, причем считается, что x0 – базовая переменная (неотрицательная); z –
поправочная переменная (знаконеопределенная); x – загрузка установки по
сырью; Qx – значение ключевого показателя качества сырья установки; Q0 –
базовое значение ключевого показателя качества сырья установки; q2 – ненулевой
коэффициент.
Почти все подмодели установок гидроочистки построены как сложные
подмодели удаления примесей на основе уравнений 5.6 – 5.11.
Установка гидроочистки: блок гидроочистки дизельного топлива
На рисунке 5.5 изображен пример сформированной опцией R_LINE подмодели
блока гидроочистки ДТ, на основе решения исходной нелинейной RPMS-модели
путем преобразования уравнений 5.7 – 5.12 к виду уравнений 5.1 – 5.2.
105
Рис. №5.5 Линеаризация подмодели блока гидроочистки ДТ.
Технологические характеристики установки:
• Степень гидроочистки составляет rs =0,9.
• Величина технологических потерь фиксирована и составляет 0,9%.
• Нормы потребления реагентов, энергии и вспомогательных материалов
заданы из расчета на 1 тонну очищаемого дизельного топлива.
• Плотность, содержание серы, температура застывания и температура
вспышки гидроочищенного ДТ прослеживаются от показателей качества
прямогонного ДТ.
Установка гидроочистки: блок гидроочистки керосина
На рисунке 5.6 изображен пример сформированной опцией R_LINE подмодели
блока гидроочистки керосина, на основе решения исходной нелинейной RPMSмодели путем преобразования уравнений 5.7 – 5.12 к виду уравнений 5.1 – 5.2.
Технологические характеристики установки:
• Степень гидроочистки составляет rs =0,96.
• Величина технологических потерь фиксирована и составляет 0,9%.
• Нормы потребления реагентов, энергии и вспомогательных материалов
заданы из расчета на 1 тонну очищаемого керосина.
106
• Плотность, содержание серы, температура застывания и температура
вспышки гидроочищенного керосина прослеживаются от показателей
качества прямогонного керосина.
Рис. №5.6 Линеаризация подмодели блока гидроочистки керосина
Установка сероочистки газа
На вход поступает смесь углеводородных газов. На выходе получаются:
сероводород; очищенный газ; технологические потери. На рисунке 5.7 изображен
пример сформированной опцией R_LINE подмодели установки сероочистки, на
основе решения исходной нелинейной RPMS-модели путем преобразования
уравнений 5.7 – 5.12 к виду уравнений 5.1 – 5.2.
Технологические характеристики установки:
• Степень сероочистки составляет rs =0,997.
• Величина технологических потерь фиксирована и составляет 1%.
• Нормы потребления реагентов, энергии и вспомогательных материалов
заданы из расчета на 1 тонну очищаемого газа.
• Содержание серы очищенного газа прослеживается от сероводорода.
107
Рис. №5.7 Линеаризация подмодели установки сероочистки
Установка риформинга
На рисунке 5.8 изображен пример сформированной опцией R_LINE подмодели
риформинга, которая включает подмодель гидроочистки сырья вида (5.7 – 5.12) и
центроидную подмодель риформинга вида (5.13 – 5.17), на основе решения
исходной нелинейной RPMS-модели путем преобразования к виду уравнений 5.1
– 5.2.
Технологические характеристики установки:
• Степень гидроочистки смеси бензиновой фракции составляет rs =0,999.
• Величина технологических потерь фиксирована и составляет 0,87%.
• Подмодель установки имеет два уравнения мощности загрузки: общая
мощность риформинга с гидроочисткой сырья, мощность риформинга.
• Нормы потребления реагентов, энергии и вспомогательных материалов, а
также производства пара заданы из расчета на 1 тонну сырья.
• Установка имеет котел-утилизатор, производящий пар. Для производства
пара используется химически очищенная вода (1,571 тонны воды на 1 гКал
пара).
• Задано эталонное значение показателя нафтенов плюс удвоенное число
ароматики (значение 50) для сырья установки.
• Содержание
серы
в
углеводородном
прослеживается от прямогонного бензина.
108
газе,
головке,
риформате
Рис. 5.8 Линеаризация подмодели риформинга
5.2.3 Прослеживание качества потоков
При линеаризации RPMS-моделей вносятся изменения в прослеживание
качества потоков. Прослеживаемые ранее показатели качества продуктов
установок теперь имеют фиксированное значение, взятое из решения исходной
нелинейной
модели.
Основные
принципы
работы
опции
R_LINE
по
преобразованию таблиц прослеживания качества потоков:
• Показатели качества первичных дистиллятов, которые прослеживались в
исходной RPMS-модели от качества нефтяного сырья, в линейной модели
имеют фиксированное значение и будут записаны в специальной таблице
фиксированных показателей потоков.
• Показатели
качества
продуктов
вторичных
установок,
которые
прослеживались в исходной RPMS-модели от качества сырья, в линейной
модели имеют фиксированное значение и будут записаны в специальной
таблице фиксированных показателей потоков.
• Показатели качества смесей, которые прослеживались в исходной RPMS-
модели от качества компонентов, продолжают прослеживаться в линейной
модели.
109
• Ограничения по качеству смесей, заданные в исходной RPMS-модели,
сохраняются в линейной модели.
В таблицах 5.3 – 5.5 приняты следующие обозначения: SPG – относительная
плотность; SUL – содержание общей серы, %; N2A – содержание нафтенов плюс
удвоенное содержание ароматики, %; POR – температура застывания, оС; FLS –
температура вспышки, оС; CST – кинематическая вязкость при 50о С, сст; MTB –
содержание присадки МТБЭ, %; RVP – давление паров, кПа; MCL- октановое
число по моторному методу; RCL – октановое число по исследовательскому
методу; MC4 – массовая доля фр. С4; CSV - кинематическая вязкость при 80о С,
сст; BNZ – содержание бензола, %; ARO – содержание ароматики, %; PKR –
содержание керосиновой фракции, %.
Таб. 5.3 Свойства первичных дистиллятов прослеживаемых от ИТК нефти
Описание смеси
SPG SUL N2A POR CST FLS
УВГ АТ - реж. 1
УВГ АТ - реж. 2
Головка АТ- реж. 1
Головка АТ- реж. 2
Фр. 85 - 180 АТ- реж. 1 Фр. 85 - 180 АТ- реж. 1 Керосин пр. АТ- реж. 1 Керосин пр. АТ- реж. 2 ДТ прямог. АТ- реж. 1
ДТ прямог. АТ- реж. 2
Мазут АТ- реж. 1
Мазут АТ- реж. 2
Газойль вак. ВТ- реж. 1 Газойль вак. ВТ- реж. 2
Гудрон ВТ- реж. 1
Гудрон ВТ- реж. 2
Таб. 5.4 Свойства потоков, вычисляемых по свойствам сырья вторичных установок
Продукт
Установка
Газ очищенный
Сероочистка газов
УВГ с риформинга
Риформинг 351
Головка с риформинга
Риформинг 351
Катализат с риформинга Риформинг 351
ДТ гидроочищенное
Гидроочистка ДТ
Керосин гидроочищенный Гидроочистка керосина
УВГ КК
Каталитический крекинг
Головка КК
Каталитический крекинг
Бензин КК
Каталитический крекинг
110
Сырье
УВГ КК
Сырье риформинга
Сырье риформинга
Сырье риформинга
Прямогонное ДТ
SPG SUL FLS POR
Прямогонный керосин Сырье КК
Сырье КК
Сырье КК
Продукт
Газойль легкий КК
Газойль тяжелый КК
Установка
Сырье
Каталитический крекинг Сырье КК
Каталитический крекинг Сырье КК
SPG SUL FLS POR
Таб. 5.5 Свойства смесей, вычисляемых через свойства компонентов
Описание
SPG SUL N2A FLS POR MTB RVP MCL RCL MC4 CSV BNZ ARO PKR
Зав. газ. топливо
Газ сжиженный
БТ
Газ сжиженный
СПБТ
Сырье
риформинга
Зав. жид. топливо
Бензин А-76
Бензин АИ-92
Бензин АИ-95
Топливо ТС-1
Диз.топливо пр.
ДТ Л-0,10-62
ДТ З-0,10-(-25)
Топливо ТПБ-1,1
Смесь гудронов
Мазут 100-3,5
Сырье КК
5.3. Построение последовательности моделей текущего и
оперативного планирования
5.3.1 Построение модели текущего планирования
Для описания процедуры построения моделей оперативного планирования за
основу возьмем демонстрационную модель, описанную в п. 5.2, и рассчитаем с её
помощью план на 30 дней. Будем называть исходную модель «NL-модель». Для
формирования производственной программы на месяц основными плановыми
ограничениями являются:
Количество сырья, необходимого переработать, и количество присадок,
которое можно использовать в производстве в текущем горизонте
планирования;
Количество товарной продукции, которое необходимо произвести;
111
Количество
запасов, имеющихся
в наличии
на начало
горизонта
планирования;
Допустимые производственные мощности установок.
Решив задачу месячного планирования с поставленными ограничениями мы,
получим
результаты
вычислений,
которые
будут
использоваться
для
формирования плана на неделю:
План переработки основных видов сырья (Таб. 5.6);
План производства готовой продукции (Таб. 5.7)
Материальные
балансы
всех
вариантов
работы
установок
и
разработанные на их основе плановые коэффициенты отбора продуктов;
Рассчитанные показатели качества продуктов и компонентов смешения;
Ограничения на запасы сырья, компонентов и продуктов (Таб. 5.8).
Плановые загрузки установок (Таб. 5.9);
Таблица 5.6 Ограничения на переработку сырья и присадок в NL-модели
Значение,
Мин.,
Макс.,
Сырьё
т
т
т
Нефть сырая
350000
200000
350000
Конденсат газовый
10000
0
10000
Присадка МТБЭ
2504
0
10000
Таблица 5.7 Ограничения на производство продуктов в NL-модели
Значение,
Мин.,
Макс.,
Продукты
т
т
т
Газ сжиженный БТ
7257
7000
Газ сжиженный СПБТ
100
100
Газ СПБТ на ГНС
100
100
1000
Н-бутан
2646
0
Бензин АИ-92
42609
40000
Бензин АИ-95
32616
30000
Топливо ТС-1
30000
30000
ДТ Л-0,10-62
2451
2000
ДТ З-0,10-(-25)
300
300
300
Топливо ТПБ-1,1
85668
0
гудрон
70000
70000
Мазут 100-3,5
69805
0
Сера комовая
159
0
Кокс
5041
0
112
Таблица 5.8 Запасы в резервуарах NL-модели
Компоненты
Нефть сырая
Топливо ТС-1
Топливо ТПБ-1,1
Бензин АИ-95
ДТ З-0,10-(-25)
ДТ Л-0,10-62
Мазут 100-3,5
Фр. 85-180
ДТ прямогон.
Начальные
запасы, т
36000
400
1000
200
320
240
1200
200
300
Мин.
Конечные
запасы, т
36000
0
0
0
0
0
0
0
0
Макс.
Конечные
запасы, т
40000
5000
5000
5000
5000
5000
5000
3000
3000
Таблица 5.9 Ограничения на загрузку установок в NL-модели
Установка
ЭЛОУ-1
AВT - (атмосферный блок)
АВТ-1 (вакуумный блок)
Кат. крекинг
ГФУ непредельных газов
ГФУ предельных газов
Риформинг
Блок г/о риформинга
Производство серы
Гидроочистка ДТ
Гидроочистка керосина
Сероочистка газов
Загрузка,
т/сут
12000
11962
4097
1764
176
280
1858
1858
6
100
705
81
Мин.,
т/сут
10000
10000
3500
1500
100
100
1200
1000
0
100
100
0
Макс.,
т/сут
12000
12000
10000
2200
600
600
3000
3000
1000
2400
1800
1000
Число дней работы
30
30
30
30
30
30
30
30
30
30
30
30
5.3.2 Построение модели оперативного планирования
Процедура построения модели оперативного планирования включает в себя
этапы:
Линеаризация исходной NL-модели, то есть построение новой модели с
помощью опции R_LINE, которую будем называть «2P_RL-модель»;
Построение многопериодной модели;
Актуализация фактическими и плановыми данными в периодах;
Введение дополнительных ограничений и штрафных переменных за
невыполнение поставленных производственных целей в периодах и за
весь горизонт планирования.
113
На основе полученного решения NL-модели опция R_LINE сформирует
линейные подмодели установок с постоянными плановыми коэффициентами
отбора продуктов и постоянными качествами потоков модели за исключением
прослеживаемых
показателей
качества
смесей
(подробнее
о
процедурах
линеаризации и построения многопериодных моделей смотрите в Приложениях 1
и 2). Теперь рассмотрим ситуацию, когда завод уже отработал первую неделю
планируемого месяца и поступили фактические данные о производстве.
Фактической информацией о производстве является:
Фактические материальные балансы всех установок по дням с начала
месяца до начала планируемой недели;
Фактическое качество всех потоков (сырья, полуфабрикатов, готовых
продуктов);
Фактическое количество переработанного основного сырья, поступившего
на завод (таблица 5. 10);
Фактическое количество произведенных готовых продуктов (таблица 5. 11);
Фактические запасы в резервуарах (сырье, полуфабрикаты, готовые
продукты), хранящиеся в резервуарах на начало планируемой недели, а
также технологические ограничения на величину запасов (таблица 5. 12);
Для построения демонстрационной модели оперативного планирования
рассмотрим ситуацию, когда изменились плановые ограничения на производства
целевых продуктов на текущую календарную неделю и остаток месяца (таблица
5.11). При этом будем считать, что план переработки сырья (таблица 5.10),
фактические коэффициенты отбора продуктов установок и показатели качества
потоков соответствуют плановым.
Теперь
для
того
чтобы
рассчитать
детализированную
недельную
производственную программу на основе имеющейся плановой и фактической
информации в соответствии с постановкой задачи, описанной в главе 4,
необходимо будет актуализовать созданную двухпериодную линеаризованную
модель (подробнее о процедуре построения двухпериодной RL-модели в системе
RPMS см. Приложение 1).
114
Таблица 5.10 Ограничения на переработку сырья и присадок с учетом факта в 2P_RLмодели
Сырьё
Нефть сырая
Конденсат газовый
Присадка МТБЭ
Переработанное
количество сырья за
неделю по факту, т
81667
2333
584
Мин. количество
переработки сырья
в периоде №1, т
81667
2333
584
Мин. количество
общего сырья на
переработку, т
268333
7667
1920
Таблица 5.11 Ограничения на производство целевых продуктов с учетом факта в 2P_RLмодели
Продукты
Бензин АИ-92
Бензин АИ-95
Топливо ТС-1
ДТ Л-0,10-62
ДТ З-0,10-(-25)
Топливо ТПБ-1,1
Гудрон
Мазут 100-3,5
Произведенное
количество
продуктов за
неделю по факту, т
9942
7610
7000
572
0
19989
16300
16287
Мин. количество
производства
продуктов в
периоде №1, т
12500
12000
2200
1500
300
15000
15000
15000
Мин. общее
количество
производства
продуктов, т
35000
35000
24000
2000
300
40000
45000
50000
Таблица 5.12 Запасы в резервуарах с учетом факта в 2P_RL-модели
Компоненты
Нефть сырая
Топливо ТС-1
Топливо ТПБ-1,1
Бензин АИ-95
ДТ З-0,10-(-25)
ДТ Л-0,10-62
Мазут 100-3,5
Фр. 85-180
ДТ прямогон.
Начальные
запасы в
периоде №1, т
36000
150
100
250
300
100
800
100
150
Мин.
конечные
запасы
в периоде №2, т
36000
0
0
0
0
0
0
0
0
Макс.
конечные запасы
в периоде №2, т
40000
5000
5000
5000
5000
5000
5000
3000
3000
Предлагаемый метод актуализации моделей оперативного планирования
должен осуществляться следующим образом:
Добавить в подмодели установок режимы работы, соответствующие
фактическим отборам продуктов;
Установить допустимое число дней работы установок в периодах;
Установить локальные ограничения на количество покупки основного сырья
в первом периоде;
115
Установить глобальные ограничения на количество покупки основного
сырья в двух периодах;
Установить локальные ограничения на количество продажи готовой
продукции в первом периоде;
Установить глобальные ограничения на количество продажи готовой
продукции в двух периодах;
Установить в первом периоде показатели качества всех потоков модели
соответствующие фактическим значениям;
Установить во втором периоде показатели качества всех потоков модели
соответствующие плановым значениям;
Установить начальные запасы в первом периоде равные фактическим
значениям;
Установить приоритеты режимов работы установок, то есть ввести
штрафные переменные за невыполнение следующих условий:
o В первом периоде надо ввести высокие приоритеты для фактических
режимов работы подмоделей установок;
o Во втором периоде надо ввести высокие приоритеты для плановых
режимов работы подмоделей установок;
Ввести в модель штрафные переменные за нарушение ограничений
(локальных и глобальных) на переработку основного сырья и производство
готовой продукции.
Осуществив актуализацию модели и рассчитав поставленную задачу, мы
получим детализированный план работы на текущую календарную неделю и
оставшуюся часть горизонта планирования:
Новый план поставок основных видов сырья и присадок по периодам;
Новый план отгрузки готовой продукции по периодам;
Новые материальные балансы всех вариантов работы установок в
периодах;
Новые рассчитанные показатели качества всех потоков модели;
Новые плановые загрузки установок;
116
Таблица 5.13 Корректировка поставленного плана по целевым продуктам в 2P_RL-модели
Рассчитанная
производственная программа
Период 1,
Общий план,
т
т
7668
27176
12000
35000
3495
22090
2391
9239
300
300
9677
55902
15000
45000
15278
57198
Продукты
Бензин АИ-92
Бензин АИ-95
Топливо ТС-1
ДТ Л-0,10-62
ДТ З-0,10-(-25)
Топливо ТПБ-1,1
гудрон
Мазут 100-3,5
Корректировка плана
Период 1,
т
-4832
0
1295
891
0
-5323
0
278
Общий план,
т
-7824
0
-1910
7239
0
15902
0
7198
В таблице 5.13 показаны результаты решения двухпериодной модели по
отгрузке готовой продукции. Как видно из таблицы 5.13 невозможно полностью
реализовать план по отгрузке готовой продукции, поэтому перед модельером и
технологами предприятия возникнет вопрос о корректности полученного решения
и возможности реализации поставленного месячного плана. В таких ситуациях
возможно два варианта развития производственной ситуации:
1. Принять новый полученный план производства на текущую неделю и
оставшуюся часть горизонта планирования, и тогда надо будет согласовывать
изменения
установленного
месячного
плана
внутри
подразделений
предприятия.
2. Стараться выполнить установленный месячный план путем изменения
производственных условий, например, использованием резервных мощностей
установок.
В
таком
случае
двухпериодную
модель
нужно
будет
скорректировать и на её основе сформировать новый план производства на
текущую
неделю
и
оставшуюся
117
часть
горизонта
планирования.
Заключение
В диссертационной работе получены следующие основные результаты:
1. Предложен универсальный подход к решению задачи учета переменных
норм
потребления
энергоресурсов
в
оптимизационных
моделях
планирования НПЗ/НХК с использованием автоматического переключения
способов поиска решения, который возможно реализовать
в различных
системах математического моделирования нефтехимии/нефтепереработки.
2. Разработана программная реализация моделей с учетом переменных норм
расхода энергоресурсов и создан соответствующий коммерческий продукт
в виде специализированной опции R_FRESH дополнительно к базовой
комплектации системы RPMS, вошедший в цепочку программных
продуктов компании Honeywell.
3. Разработанная опция R_FRESH внедрена на ряде предприятий:
ООО
«ЛУКОЙЛ-Пермнефтеоргсинтез», АО «Петротел-ЛУКОЙЛ», «ЛУКОЙЛ-
Нефтохим Бургас» АД, ООО «ЛУКОЙЛ-Нижегороднефтеоргсинтез», ООО
«ЛУКОЙЛ-Волгограднефтепереработка»,
«ЛУКОЙЛ-Ухтанефтепереработка»,
ООО
«Ставролен»,
ООО
ООО
«ЛУКОЙЛ-
Пермнефтегазпереработка», ООО «ЛУКОЙЛ-Коробковский ГПЗ» в рамках
выполнения договорных работ компании Honeywell, что позволило
повысить качество планирования расхода энергоресурсов.
4. Внедрение опции R_FRESH позволило:
• повысить
точность
расчета
потребления
энергоресурсов
на
нефтеперерабатывающих/нефтехимических предприятиях (Приложение
3);
• корректно оценить фактическое исполнение предприятиями сметы
затрат
путем формирования сметы производственных расходов на
RPMS с учетом фактических параметров работы: объема переработки
нефти, загрузки установок и выработки продукции;
118
• повысить
эффективность
применения
оптимизационной
системы
планирования RPMS на дочерних предприятиях и центральном офисе
ОАО «ЛУКОЙЛ».
5. Предложен способ решения задачи детализации текущего плана НПЗ/НХК с
использованием методики скользящего двухпериодного планирования,
которая заключается в последовательном построении многопериодных
моделей. Для упрощения процедуры актуализации многопериодных
моделей
предлагается
использовать
линеаризованные
модели.
Для
автоматизированной линеаризации моделей разработан коммерческий
продукт в виде специализированной опции R_LINE дополнительно к
базовой комплектации системы RPMS, вошедший в цепочку программных
продуктов компании Honeywell.
6. Работоспособность предложенного метода построения многопериодных
линеаризованных моделей проверена на тестовых и реальных RPMSмоделях
нефтеперерабатывающих
заводов.
Результаты
тестирования
подтвердили снижение трудоемкости и сокращение времени построения и
актуализации многопериодных моделей, а также повышение точности
планирования.
119
Список литературы
1. Дозорцев В.М. Новые подходы к профессиональной подготовке специалистов
по промышленной автоматизации. Часть 2. Высокотехнологичные системы
класса MES / В.М. Дозорцев, Д.В. Кнеллер, Л.Р. Соркин и др. // Автоматизация
в промышленности. – 2010. – № 1. – С. 5-10.
2. Ицкович Э.Л. Методы комплексной автоматизации производства предприятий
технологических отраслей / Э.Л. Ицкович. – М.:КРАСАНД, 2013. – 232 c.
3. Горошков В.Ю. Пути развития автоматизации современного предприятия /
В.Ю. Горошков // Автоматизация в промышленности. – 2013. – № 8. – С. 28-32.
4. Ицкович Э.Л. Основные положения концепции построения MES предприятий
технологического типа / Э.Л. Ицкович // Автоматизация в промышленности.
2013. №8. – С. 14-20.
5. Официальный сайт компании AspenTech [Электронный ресурс]. – Режим
доступа: http://aspentech.com/ (дата обращения 12.12.2013).
6. Официальный сайт компании Honeywell [Электронный ресурс]. – Режим
доступа:
[Электронный
ресурс].
–
Режим
доступа:
–
http://honeywell.com/Pages/Home.aspx (дата обращения 12.12.2013).
7. Дозорцев В.М. APC – усовершенствованное управление технологическими
процессами / В.М. Дозорцев, Д.В. Кнеллер // Датчики и системы. – 2005. –
№10. – C. 56-62.
8. Карибский А. В. Бизне-план: финансово-экономический анализ и критерии
эффективности (методы анализа и оценки) / А. В. Карибский, Ю. Р. Шишорин.
– М.: Препринт/ИПУ РАН, 1996. – 60 c.
9. Соркин Л.Р. Современные технологии управления в нефтегазовом комплексе /
Л.Р. Соркин: Учебное пособие. – М.:МФТИ, 2003. – 104 с.
10.Lefler W.L. Petroleum refining for non-technical person. Second edition / W.L.
Lefler. – Tulsa: Penn Well Books, 1985. – 172 p.
120
11.Ицкович Э.Л. Оперативное управление непрерывным производством: задачи,
методы, модели / Э.Л. Ицкович, Л.Р. Соркин − М.: Наука, 1989. – 160 c.
12.Карибский А.В. Бизнес-план: финансово-экономический анализ и критерии
эффективности (методология анализа) / А.В. Карибский, И.В. Рязанов, Л.Р.
Соркин и др. – М.: Препринт/ИПУ РАН, 1998. – 56 c.
13.Pinto J.M. A Planning Model For Petroleum Refineries / J.M. Pinto, L.F. Moro //
Brazilian Journal of Chemical Engineering. – 2000. – V. 17. – № 4. – P. 575–585.
14.Первозванский А.А. Математические модели в управлении производством /
А.А. Первозванский. – М.: Наука, 1975. – 615 c.
15. Лэсдон Л.С. Оптимизация больших систем / Л.С. Лэсдон. – М.: Наука, 1975. –
431 c.
16.Суворов Б.П. Основы оптимизации текущего отраслевого планирования / Б.П.
Суворов, И.Д. Андреев, А.Б. Аронович и др. – М.: Наука, 1987. – 280 c.
17.Dedopoulos I.T. Optimal short-term scheduling of maintenance and production for
multipurpose plants / I.T. Dedopoulos, N. Shah // Industrial and Engineering
Chemistry Research. – 1995. – V. 34. – P. 192–201.
18. Al-Otabi G.A Simulation model determines optimal tank farm design / G.A. AlOtabi, M.D. Stewart // Oil & Gas Journal. – 2004. –V.102. – №7. – P. 50-55.
19. Хоботов Е.Н. Об одном подходе к планированию работы системы по
смешению нефтепродуктов / Е.Н. Хоботов // Автоматика и Телемеханика. –
2004. – № 9. – С. 168-183.
20. Соркин Л.Р. Оптимальное планирование в вертикально-интегрированных
компаниях / Л.Р. Соркин, А.С. Хохлов // Приборы и системы управления. –
1999. – №9. – С. 68-71.
21. Котов И. Ю. Планирование производства как ресурс для повышения
эффективности бизнеса / И. Ю. Котов // Автоматизация в промышленности. –
2011. – №10. – С. 36-37.
22. Оптимизация и управление в сложных системах: сборник статей ВНИИ
систем исслед.; вып.4 / отв. ред. проф. А. И. Пропой. – М, 1989. – 110 c.
121
23.Kelly J.D. Formulating Production Planning models / J.D Kelly // Chemical
Engineering Progress. – 2004. – January. – P. 43-50.
24. Хохлов А.С. Оптимальное производственное планирование / Хохлов А.С. //
Промышленные АСУ и контроллеры. – 2000. – №1. – С. 14-17.
25. Kelly J.D. Crude-oil blend scheduling optimization: An application with multimillion dollar benefits – Parts 1 / J.D. Kelly, J.L. Mann // Hydrocarbon Processing.–
2003.– June.– P. 47-53.
26. Kelly J.D. Crude-oil blend scheduling optimization: An application with multimillion dollar benefits – Parts 2 / J.D. Kelly, J.L. Mann // Hydrocarbon Processing. –
2003.– July.– P. 72–79.
27. Bodington C.E. Optimize the Supply Chain / C.E. Bodington, D.E. Shobrys //
Hydrocarbon Processing. – 1996. – V. 75. – P. 55-60.
28. Coxhead R.E. Integrated Planning and Scheduling Systems for the Refining
Industry / R.E. Coxhead // Optimization in industry. – 1994. – №2. – P.185-199.
29.Kelly J.D. Logistics: the missing link in blend scheduling optimization / J.D. Kelly //
Hydrocarbon Processing. – 2006. – June. – P. 45-51.
30. Любимов Ю.Б. Взаимосвязь задач текущего планирования и составления
расписаний работы нефтеперерабатывающего производства / Ю.Б. Любимов,
Е.С. Баулин // Автоматизация в промышленности. – 2010. – №6. – С. 3-7.
31.Разработка и исследование моделей календарного планирования с переменной
продолжительностью выполняемых операций в непрерывном времени: отчет о
НИР/ Хоботов Е.Н., Цодиков Ю.М., Володина О.В.– М.:ИПУ РАН, 2007.– 30 с.
32.Разработка и исследование моделей календарного планирования в виде
многопериодных оптимизационных моделей с фиксированной длительностью
периодов: отчет о НИР/ Цодиков Ю.М., Тихонов И.Д.–М.:ИПУ РАН, 2008.–
27с.
33. Дудников Е.Е. Типовые задачи оперативного управления непрерывным
производством / Е.Е. Дудников, Ю.М. Цодиков.− М.: Энергия, 1979. – 272 c.
34. Канторович
Л.В.
Математические
методы
и
методы
оптимального
планирования / Л.В. Канторович − Новосибирск: Наука, 1966. – 178 c.
122
35. Цодиков Ю. М. Оптимальное календарное планирование для непрерывного
производства с ограничением на структуру графика / Ю. М. Цодиков
//
Автоматика и телемеханика.. – 2008. – №1. – С. 171-179.
36. Муртаф Б. Современное линейное программирование. Теория и практика /
Перевод с англ. Н.К. Буровой под редакцией И.А. Станевичюса.− М.:
Мир,1984. – 224 с.
37. Дудников Е.Е. Построение математических моделей химико-технологических
объектов / Е.Е. Дудников, В.С. Балакирев, В.Н. Кривсунов и др.− Л.: Химия,
Ленинградское отделение, 1970.– 311 с.
38. Иванов Ю.Н. Математическое описание элементов экономики / Ю.Н. Иванов,
В.В. Токарев, А.П. Уздемир.− М.: Изд. фирма «Физ.-мат. лит-ра», 1994. – 416 с.
39. Ляшенко И. Н. Линейное и нелинейное программирование / И. Н. Ляшенко, Е.
А. Карагодова, Н. В. Черникова и др.: Издательское объединение «Вища
школа», 1975. – 372 с.
40. Grossmann I.E. Discrete optimization methods and their role in the integration of
planning and scheduling / I.E. Grossmann, S.A. Van den Heever, I. Harjunkoski //
AIChE Symposium Series. – 2002. – V. 98. – No.326. – P.150-168.
41. Shah N. Single- and multisite planning and scheduling: Current status and future
challenges / N. Shah // AIChE Symposium Series. – 1998. – V. 94. – No 320. P.
75–90.
42. Dorndorf U. Genetic Algorithms for Job Scheduling / U. Dorndorf, E. Pesch //
Operations Research Proceedings. – 1992.– Springer. – P.243–250.
43.Pinto J.M. Assignment and sequencing models for the scheduling of chemical
processes / J.M. Pinto, I.E. Grossmann // Annals of Operations Research.– 1998. –
V. 81. – P. 433-466.
44.Аносов А. А. Разработка и исследование динамических моделей составления
расписаний в процессах смешения товарных нефтепродуктов: дис. канд. техн.
наук: 05.13.06 / Аносов Андрей Александрович. – М., 2007. – 127 с.
45. Пропой А.И. Элементы теории оптимальных дискретных систем / А.И.
Пропой. – М.: Наука, 1973. – 255 с.
123
46. Хоботов Е.Н. О некоторых моделях и методах решения задач планирования
работ в дискретных производствах / Е.Н.. Хоботов // Автоматика и
телемеханика. – 2007. – №12. – С. 85-100.
47. Соркин Л. Р. Методы и модели текущего планирования для вертикально-
интегрированных нефтяных компаний: открытый семинар «Экономические
проблемы энергетического комплекса», седьмое заседание / Л.Р. Соркин, А.С.
Хохлов. – М., 2000. – 54 с.
48.Хохлов А. С. Методология, модели и программные комплексы текущего
планирования для вертикально-интегрированных нефтяных компаний: дис.
канд. техн. наук: 05.13.06 / Хохлов Александр Сергеевич – М.: ИПУ РАН,
2000. – 69 с.
49. Зельдин А. Е. Системы оптимизационного планирования и опыт внедрения и
эксплуатации их в ВИНК / А. Е Зельдин и др. // Автоматизация в
промышленности. – 2009. – №9. – С. 50-56.
50. Дозорцев В. М. Новые подходы к профессиональной подготовке специалистов
по промышленной автоматизации. Часть 1. Высокотехнологичные системы
промышленной автоматизации реального времени / В. М. Дозорцев, Д. В.
Кнеллер, Л.Р. Соркин и др. // Автоматизация в промышленности. – 2009. –
№ 12. – С. 47-56.
51. Зараковский Г. М. Классификация ошибок оператора / Г. М. Зараковский, В.
И. Медведев // Техническая эстетика. – 1971. – №10. – С. 5-6.
52. Кулида Е. Л. Метод реализации тренировочных упражнений в компьютерном
тренажерном комплексе / Е. Л. Кулида // Проблемы управления. – 2006. – №5.
– С. 69-72.
53.Назин
В.
А.
технологических
Автоматизированные
установок
/
В.
системы
А
Назин
обучения
//
персонала
Автоматизация
в
промышленности.– 2006. – №6. – С. 10-14.
54.Фурганг С. Р. Современные методы и средства обучения операторов НПЗ / С.
Р. Фурганг // Нефть, газ и нефтехимия за рубежом. – 1990. – №12. – С. 89-93.
124
55. Шемин Ф. Г.. Компьютерный тренинг: Опыт подготовки операторов
технологических процессов нефтепереработки / Шемин Ф. Г. и др. //
Социальное партнерство. – 2002. – №1. – С. 41-44.
56. Дозорцев В. М. Компьютерные тренажеры для обучения операторов
технологических процессов / В. М. Дозорцев.– М.: СИНТЕГ, 2009. – 372 С.
57. Хохлов А. С. Методология реализации оптимизационных задач планирования
/ А. С. Хохлов // Промышленные АСУ и Контроллеры. – 2000. – №2. – С.18-19.
58.Черкасский
Д.
О.
Пределы
оптимизационного
планирования
нефтеперерабатывающего производства. Сущность. Направления устранения /
Д. О. Черкасский // Автоматизация в промышленности.– 2006.– №7. – С. 6-10.
59.Хохлов А.С. Моделирование качества и ценности нефти / А.С. Хохлов, К.А.
Демиденко // Наука и технология углеводородов. – 2000. – №1.
60.Мостовой
Н.
В.
Перед
тем,
как
смешать.
Методики
определения
сравнительной потребительской ценности нефтей / Н. В. Мостовой и др.
[Электронный ресурс]. – Режим доступа: http://www.oilru.com/nr/70/528/ (дата
обращения 12.12.2013)
61.Ефитов Г.Л. Автоматизированный контроль качества потоков на химико-
технологических предприятиях / Г.Л. Ефитов, В.В. Зенков, А.С. Хохлов //
Промышленные АСУ и Контроллеры. – №8. – 1999. – С. 9-12.
62.Хохлов А. С. Оптимизационный расчет
свойств и ценности нефти:
учебное пособие РГУ нефти и газа, кафедра автоматизации технологических
процессов / А. С. Хохлов, К. А. Демиденко, Ю. М. Цодиков.– М., 2009. – 60 с.
63.Хохлов А.С. Расчет показателей качества нефти, нефтепродуктов и их смесей:
Уч. пособие. РГУНиГ им. И.М. Губкина / А.С. Хохлов А.С., Г.Л. Ефитов, О.Ю.
Першин.– М., 2004. – 68 с.
64. Ефитов Г. Л. Специальное программное обеспечение для автоматизированной
лабораторной системы нефтеперерабатывающего завода / Г.Л. Ефитов, В.В.
Зенков, С.А. Мезенцева // Лабораторные информационные системы в XXI
веке. LIMS. Сборник статей.– 2006.– С. 166-176.
125
65. Хохлов А.С. Автоматизированная актуализация оптимизационных моделей
планирования непрерывных производств / А.С. Хохлов, А.Б. Боронин, А.Н.
Гайнетдинова // Автоматизация в промышленности.– 2009.– №7. – С. 56-59.
66. Соркин Л. Р. Опыт оптимизации текущего и оперативного планирования на
российских нефтеперерабатывающих заводах с использованием программных
продуктов корпорации Honeywell / Л.Р. Соркин и др. // Автоматизация в
промышленности. – 2004. – №11. – С. 6-15.
67. Аносов А. А. Автоматизированная система оптимального управления
станцией смешения бензинов на НПЗ / А.А. Аносов, Г.Л. Ефитов, Д.Г. Пузин
// Автоматизация в промышленности. – 2010. – №4. – С. 51-59.
68.Ефитов Г.Л. Учет потребления энергии и вспомогательных материалов в
моделях оптимального планирования нефтеперерабатывающего производства
/ Г.Л. Ефитов // Промышленные АСУ и Контроллеры. – 2000. – №1.
69. Баулин Е. С. Актуализация моделей планирования НПЗ/НХК и учет
потребления энергии / Е.С. Баулин, Е.С. Боронин, А.С. Хохлов // Труды
Российского государственного университета нефти и газа И. М. Губкина.
Сборник научных статей по проблемам нефти и газа. – 2012. – №3. – С. 102109.
70. Баулин Е. С. Скользящая детализация текущего плана НПЗ/НХК и
актуализация оптимизационных моделей / Е.С. Баулин, А. Б. Боронин, А.С.
Хохлов // Автоматизация в промышленности.– 2012.– №10. – С. 8-14.
126
Приложение 1. Процедура формирования модели
оперативного планирования в системе RPMS
Исходные предположения:
• Месячный план считался с помощью однопериодной RPMS-модели.
• На основе решения месячной модели создана линейная RPMS-модель с
помощью опции R_LINE (RL-модель).
• Расчет производится на неделю, после того как завод уже проработал
первую неделю планируемого месяца.
• Расчет производится после сбора фактических данных.
• Сбор фактических данных на заводе происходит ежедневно.
Исходные данные:
Все исходные данные должны быть структурированы в виде специально
разработанных шаблонов таблиц П1-1 – П1-14.
1. Месячный план производства должен быть сформирован в виде
шаблонов таблиц:
1.1 Поставки основных видов сырья: отчет о покупке сырья в решении
месячной RPMS-модели (таблица П1-1).
Таблица П1-1 Шаблон отчета по плановой поставке основных видов сырья
Название (код) вида сырья Количество, тонн
Сырьё №1
….
1.2 Материальные балансы всех вариантов работы установок: таблицы
Wxxx RL-модели (таблица П1-2).
Таблица П1-2 Шаблон отчета по плановым коэффициентам отбора установок
Название потока
Коэффициенты входа/
… Коэффициенты входа/
установки Wxxx
выхода вариант №1
выхода вариант № n
Входные потоки Wxxx
…..
Выходные потоки Wxxx
…..
127
1.3 Значения показателей качества всех потоков в решении месячной
RPMS-модели (таблица П1-3).
Таблица П1-3 Шаблон отчета по плановым показателям качества
Название (код) потока Свойство №1 Свойство №2 …
Свойство №n
Поток №1
Значение
Значение
Значение Значение
1.4 Плановые ограничения на производительность установок: таблица
PLIM в исходной RPMS-модели (таблица П1-4).
Таблица П1-4 Шаблон отчета по плановым ограничениям
производительностей установок
Название (код)
Мин. тысяч
Макс. тысяч
Число рабочих
установки
тонн/сутки
тонн/сутки
дней
….
1.5 Отгрузка готовой продукции: отчеты о продажах в решении месячной
RPMS-модели (таблица П1-5).
Таблица П1-5 Шаблон отчета по плановой отгрузке готовых продуктов
Название (код)
Количество, тысяч
продукта
тонн
Продукт №1
….
Фактические данные работы завода с начала месяца:
1.6 Фактические
запасы
в
интегрированных
резервуарах
(сырье,
полуфабрикаты, готовые продукты), хранящиеся в резервуарах на
начало
месяца
и
на
начало
планируемой
недели,
а
также
технологические ограничения на величину запасов (таблица П1-6).
Таблица П1-6 Шаблон отчета по фактическим запасам
Запасы на начало
Запасы на начало
Мин.
Макс.
месяца, т
план недели, т
запас, т
запас, т
Резервуар №1
…
Резервуар №n
Эти данные должны преобразовываться в запасы по логическим потокам
RPMS-модели
(таблица
П1-7).
Процедура
такого
преобразования
индивидуальна для каждого резервуара из и каждого потока. Трудности
преобразования:
128
• разделение
резервуаров,
предназначенных
для
хранения
разных
физических потоков;
• моделирование суммарных запасов для нескольких логических потоков.
Таблица П1-7 Шаблон отчета о запасах по логическим потокам RPMS-модели
Название
Запасы
Запасы
Мин.
Мин.
(код) потока
на начало
на начало
кон. запас,
кон. запас,
месяца, т
плановой недели, т
т
т
Поток №1
…
2.1 Фактические материальные балансы всех установок по дням с начала
месяца до начала планируемой недели (таблица П1-8).
Таблица П1-8 Шаблон отчета по фактическим материальным балансам установок
Количество, тыс. тонн
Установка Wxxx
день №1 день №2 …
…
Входные потоки
Wxxx
…..
Выходные потоки
Wxxx
…..
Эти данные должны быть преобразованы в таблицы подмоделей установок
RPMS-модели с учетом вариантов работы (таблица П1-9).
Таблица П1-9 Шаблон отчета по фактическим коэффициентам отбора установок
Коэффициенты входа/выхода
Установка Wxxx
Вариант №1
…
Вариант № n
Входные потоки Wxxx
…..
Выходные потоки Wxxx
…..
2.2 Фактическое количество готовых продуктов, которое уже отгрузили
(таблица П1-10).
Таблица П1-10 Шаблон отчета по фактической отгрузке готовых продуктов
Название (код) потока
Количество, тонн
Продукт №1
….
2.3 Фактическое качество всех потоков: сырья, полуфабрикатов, готовых
продуктов (таблица П1-11).
129
Таблица П1-11 Шаблон отчета по фактическим показателям качества потоков
Название (код) потока
Свойство №1
… Свойство №n
Поток №1
…
2.4 Фактическое количество основного сырья, поступившего на завод
(таблица П1-12).
Таблица П1-12 Шаблон отчета по фактической поставке основного сырья
Название (код) потока
Количество, тонн
Сырьё №1
….
Недельный план поставок сырья и отгрузки готовой продукции:
3.1 Количество основного сырья, которое планируется поставить на завод в
течение недели (таблица П1-13).
Таблица П1-13 Шаблон отчета по плановой поставке основного сырья на неделю
Название (код) вида сырья
Количество, тонн
Сырьё №1
….
3.2 Количество всех видов готовых продуктов, которое должны отгрузить
за неделю, что в терминах RPMS-модели означает – продать (таблица
П1-14).
Таблица П1-14 Шаблон отчета по плановой отгрузке готовых продуктов на неделю
Название (код) продукта
Количество, тонн
Продукт №1
….
Построение модели для расчета недельного плана
Создание двухпериодной модели:
1. Создать линейную RL-модель на основе месячной RPMS-модели при
помощи опции R_LINE.
2. Создать двухпериодную RPMS-модель на основе RL-модели. Для этого в
редакторе таблицы TIME ввести данные о периодах:
• имя периода (один символ);
• название периода;
• в столбце DAYS – значение 1.
130
Настройка основного варианта двухпериодной модели:
Покупки сырья
Будем считать, что поставки сырья на завод соответствуют его покупке в
настраиваемой RPMS-модели.
1. Настроить таблицу RAWM:
• Заменить ограничения FIX на два ограничения MIN и MAX.
• Удалить все ограничения MIN.
• Проверить наличие ограничения MAX для всех основных видов
сырья. Если такое ограничение отсутствует, ввести его в виде
большого числа, например, 1000000.
2. Ввести в таблице MPGLOBAL верхние ограничения на суммарную по
периодам покупку основного сырья в строках MBUXXX в столбце MAX,
где XXX – код сырья. Верхние ограничения на суммарную покупку
каждого вида основного сырья равны значениям из таблицы П1-1 минус
значения из таблицы П1-12.
Продажи продуктов
Будем считать, что отгрузки готовой продукции соответствуют продаже
продуктов.
1. Настроить таблицу SALES:
• Заменить ограничения FIX на два ограничения MIN и MAX.
• Удалить все ограничения MIN.
2. Ввести уравнения на продажи продуктов в периоде 1 при помощи таблиц
MPERCOE1, MPERCOE2, …, MPERCOE9. В качестве нижнего
ограничения берутся значения из таблицы П1-14.
3. Ввести уравнения на суммарные по периодам продажи продуктов при
помощи таблиц MPERCOE1, MPERCOE2, …, MPERCOE9 . В качестве
нижнего ограничения берутся значения из таблицы П1-5 минус значения
из таблицы П1-10.
131
Запасы сырья, полуфабрикатов и продуктов
Для учета фактических запасов ввести таблицу INVD (если ее нет в модели).
Заполнить таблицу INVD в соответствии с таблицей П1-6 (столбец 2):
• столбец OPEN – запасы потоков на начало недели;
• столбцы MIN и MAX – минимальный и максимальный объемы
запасов, соответственно.
Подмодели установок
В таблицы подмоделей установок необходимо добавить новые логические
варианты
работы,
которые
соответствуют
фактическим
материальным
балансам последнего режима работы в соответствии с таблицей П1-8.
Работа установки в определенном режиме соответствует выпуску какоголибо целевого продукта. Получив из PB-модели фактический материальный
баланс работы установки, можно определить в каком режиме она работала.
Если в материальном балансе работы установки за какой-либо промежуток
времени производилось сразу два целевых продукта, это значит, что в этот
интервал времени было переключение. Брать фактические материальные
балансы для настройки RPMS-модели можно только за те дни, где не было
переключений. Надо вводить в модель самые последние данные, давность
которых не превышает n дней.
Для управления приоритетами режимов работы установок в периодах надо
ввести в модель специальную штрафную утилиту:
• в таблице UBALTEXT – описатель утилиты;
• в таблице UBAL в столбце COST – ее стоимость;
• в таблицах подмоделей установок – ненулевой расход штрафной
утилиты для всех режимов работы.
Настройка модели первого периода:
Покупки сырья
1. Скопировать таблицу RAWM из основного варианта в модель первого
периода.
132
2. Ввести в таблице RAWM в столбце MAX верхние ограничения на
покупку основного сырья в первом периоде. В качестве ограничений
берутся значения из таблицы П1-13.
Качество потоков
В первом периоде вводятся фактические показатели качества потоков, а во
втором – оставляются плановые. При вводе фактических показателей качества
потоков может возникнуть проблема переопределения качества смесей. Дело в
том, что в RL-модели некоторые показатели качества промежуточных смесей
могут рассчитываться от компонентов (через таблицу TRACKB). В этом случае
расчетные значения показателей будут иметь приоритет перед значениями,
заданными в таблице CONV. В общем случае непонятно, как решить проблему:
в первом периоде задать фиксированные значения показателей качества смесей,
а во втором – их рассчитывать от компонентов.
В простейшем случае достаточно зафиксировать показатели качества
компонентов, тогда и смесь будет иметь те же показатели. В сложных случаях
(компонент может идти в несколько смесей с разным фактическим качеством)
решение не определено.
1. Скопировать таблицу CONV из основного варианта в модель первого
периода.
2. Изменить в таблице CONV значения нужных показателей качества
потоков на фактические значения из таблицы П1-14.
Число дней работы установок
1. Скопировать таблицу PLIM из основного варианта в модель первого
периода.
2. Ввести в таблице PLIM в столбце DPY число дней работы каждой
установки в первом периоде.
Приоритеты режимов работы установок
В первом периоде надо ввести высокие приоритеты для фактических
режимов работы подмоделей установок.
133
1. Скопировать таблицы подмоделей установок из основного варианта в
модель первого периода.
2. Ввести в подмоделях установок нулевые нормы расхода штрафной
утилиты для вариантов, соответствующих фактическим режимам работы.
Для остальных вариантов работы установок остаются положительные
нормы расхода, введенные в модели основного варианта.
Настройка модели второго периода:
Число дней работы установок
1. Скопировать таблицу PLIM из основного варианта в модель второго
периода.
2. Ввести в таблице PLIM в столбце DPY число дней работы каждой
установки во втором периоде.
Приоритеты режимов работы установок
Во втором периоде надо ввести высокие приоритеты для плановых режимов
работы подмоделей установок.
1. Скопировать таблицы подмоделей установок из основного варианта в
модель второго периода.
2. Ввести в подмоделях установок нулевые нормы расхода штрафной
утилиты для вариантов, соответствующих плановым режимам работы.
Для фактических вариантов работы установок остаются положительные
нормы расхода, введенные в модели основного варианта.
Моделирование ограничений на продажи продуктов
Ограничения на покупку сырья и продажу продуктов в двухпериодной
модели должны гарантировать следующее качество решения:
1. В первом периоде покупки сырья и продажи продукции соответствуют
планируемым недельным поставкам сырья и отгрузкам продукции.
2. Суммарный план производства с учетом фактической работы завода с
начала месяца максимально приближен к первоначальному месячному
плану.
Нужное качество решения можно достигнуть за счет:
134
1. Верхних ограничений на покупку основных видов сырья в первом
периоде.
2. Нижних ограничений на продажу продуктов в первом периоде.
3. Верхних ограничений на суммарные по периодам покупки основных
видов сырья.
4. Нижних ограничений на суммарные по периодам продажи продуктов.
Указанные
ограничения
могут
быть
противоречивы,
поэтому
для
гарантированного решения двухпериодной модели предлагается нижние
ограничения
на
продажи
продуктов
моделировать
со
штрафными
переменными:
MSEL + PNLTY ≥ MIN,
(1)
где MSEL – объем продажи какого-либо продукта; PNLTY – неотрицательная
штрафная переменная на продажу этого продукта; MIN – нижнее ограничение
на продажу продукта. Штрафные переменные на продажи продуктов связаны с
покупкой специальной утилиты уравнением:
n
MUBY = ∑ K i ⋅ PLTYi ,
(2)
i =1
где MUBY – объем покупки штрафной утилиты; Ki – весовой коэффициент
штрафной переменной на продажу i-го продукта; PNLTYi – штрафная
переменная на продажу i-го продукта, где i = 1, … , n – множество целевых
продуктов, на продажу которых невыполнение ограничений штрафуется.
Введение в модель штрафных переменных на продажу продуктов
Ниже описана процедура введения в модель штрафных переменных вида
KPLSXXX, где XXX – код продукта, штрафной утилиты PNL и уравнений вида
(2) для связи между ними. Указанные действия производятся в основном
варианте модели.
1. Ввести в таблицу UBALTEXT штрафную утилиту PNL.
2. Ввести в таблицу UBAL утилиту PNL и задать ее стоимость в столбце
COST.
135
3. Ввести в таблицу CLIMITS штрафные переменные KPLSXXX, где XXX –
код продукта. В столбце NEW для введенных переменных надо задать
число 1.
4. Ввести в таблицу PLIM строку UBALPNL и столбцы KPLSXXX,
соответствующие штрафным переменным на продажи продуктов XXX.
На пересечении строки UBALPNL и столбцов KPLSXXX надо ввести
положительные весовые коэффициенты, например, 1 (см. уравнение (2)).
Чем больше весовой коэффициент, тем дороже обходится нарушение
ограничения на продажу соответствующего продукта.
В результате указанных действий в двухпериодной модели появятся
следующие локальные уравнения:
UBALPLN1:
–MUBYPLN1 + K1·KPLS(XX1)1 + … + Kn·KPLS(XXn)1 = 0,
здесь MUBYPLN1 – покупка штрафной утилиты PLN в первом периоде;
KPLS(XX1)1, KPLS(XX2)1, …, KPLS(XXn)1 – штрафные переменные первого
периода для продажи продуктов XX1, XX2, …, XXn, соответственно; K1, K2, …,
Kn – весовые коэффициенты, введенные в таблице PLIM в строке UBALPLN в
столбцах KPLSXXX.
UBALPLN2:
–MUBYPLN2 + K1·KPLS(XX1)2 + … + Kn·KPLS(XXn)2 = 0,
здесь MUBYPLN2 – покупка штрафной утилиты PLN во втором периоде;
KPLS(XX1)2, KPLS(XX2)2, …, KPLS(XXn)2 – штрафные переменные второго
периода для продажи продуктов XX1, XX2, …, XXn, соответственно; K1, K2, …,
Kn – весовые коэффициенты, введенные в таблице PLIM в строке UBALPLN в
столбцах KPLSXXX.
136
Приложение 2. Основные принципы работы опции R_LINE
Преобразование исходной RPMS-модели затрагивает следующие аспекты
моделирования:
• нелинейные подмодели первичных установок переработки нефти;
• нелинейные подмодели вторичных установок;
• прослеживание качества потоков полуфабрикатов.
Заметим, что в линеаризованной модели все подмодели смешения остаются
такими же, как в исходной RPMS-модели. Это означает следующее:
• если какие-либо показатели качества смесевых потоков вычислялись в
исходной RPMS-модели, то они будут вычисляться и в линеаризованной
модели;
• все требования к показателям качества смесей переносятся из исходной
RPMS-модели в линеаризованную модель.
Опция R_LINE работает только с однопериодными моделями. Для
преобразования используются следующие файлы, полученные при решении
исходной модели:
• USRSAVE.LIB – GAMMA-файл с преобразованными таблицами модели
для построения матрицы задачи ЛП;
• USRAHOC1.WRK – GAMMA-файл с таблицами решения модели;
• REPTCOMM.LPX – двоичный файл с данными о матрице последней
задачи ЛП и значении ее переменных и строк.
Заметим, что для работы опции R_LINE используется расширенный файл
REPTCOMM.LPX, который содержит полный список коэффициентов матрицы
и все значения ее переменных и строк. Для получения необходимого файла
REPTCOMM.LPX при установке опции R_LINE модифицируется процессор
LOAD.
137
Преобразование подмоделей первичных установок
Нелинейные подмодели первичных установок имеют специальные имена
вида WCR*, WVA* и автоматически формируются системой RPMS на основе
следующих таблиц:
• XXXXCRDW - таблицы описания свойств перерабатываемого сырья;
• CRTAB;
• CRCHG – Распределение нефтей по установкам;
• CRMIX – Спецификации сырья на первичные установки;
• CRCAP – Распределение мощностей по дистиллятам;
• QUBAL – Утилиты на первичных установках;
• CRSKEL – Архитектура продуктов дистилляции;
• NEWPROD – Спецификация состава продуктов дистилляции.
Опция R_LINE вместо перечисленных выше таблиц создает таблицы
простых подмоделей первичной переработки вида WXX* (вместо создаваемых
системой подмоделей WCR*) и WYY* (вместо подмоделей WVA*). Заметим,
что указанные таблицы нелинейного моделирования первичных установок
отсутствуют в линейной модели. Исключение составляет таблица QUBAL,
которая копируется в линейную модель для совместимости линейных моделей
с файлами USER.GAM исходных моделей.
Таблицы WXX*, WYY* формируются на основе коэффициентов последней
матрицы (файл REPTCOMM.LPX) при переменных WCR*xxx, WVA*yyy, а
показатели качества дистиллятов – на основе таблицы #SQU файла
USRAHOC1.WRK.
Алгоритм формирования таблиц WXX*:
1. Строки и столбцы таблицы WXX* создаются путем поиска в матрице
(файл REPTCOMM.LPX) строк, куда входят переменные WCR*xxx. При
поиске F-строки игнорируются.
2. Создается список выходных потоков на основе строк MWGTxxx с
отрицательными коэффициентами в одном из столбцов.
138
3. Проверяется наличие всех выходных потоков подмодели в таблице
CONV. Отсутствующие потоки вводятся в эту таблицу. Копируются
показатели качества выходных потоков из файла USRAHOC1.WRK
(таблица #SQU) в таблицу CONV. Таблица TRACKC не копируется в
линейную модель.
4. Если в исходной RPMS-модели переменные FWGTxxx, связанные с
подмоделями WCR*, использовались в таблице PLIM для создания
пользовательских ограничений, то в линеаризованную модель вносятся
следующие изменения:
• В соответствующих подмоделях WXX* создаются переменные
(столбцы), соответствующие старым переменным FWGTxxx, и
ограничения (строки), определяющие значение этих переменных.
Имена добавляемых строк имеют вид EXX*yyy, где yyy – код
добавляемого столбца.
• Коэффициенты для строк EXX*yyy берутся из матрицы (файл
REPTCOMM.LPX)
при
соответствующих
переменных
строк
FWGTxxx.
• Коэффициенты
пользовательских
ограничений
при
переменных
FWGTxxx в линеаризованной модели переносятся из таблицы PLIM в
соответствующие подмодели WXX*.
Подмодели WVA*, создаваемые системой RPMS, имеют следующие
особенности:
• В сырьевых потоках (мазуты) прослеживаются специальные показатели
качества, представляющие собой содержание вакуумных дистиллятов в
долях единицы.
• Выход вакуумных дистиллятов моделируется при помощи специальных
переменных
(столбцов)
и
уравнений
(строк),
связывающих
эти
переменные с переменными сырьевых столбцов. Добавляемые уравнения
имеют вид ExxxyRC. В качестве коэффициентов в них используются
указанные выше показатели качества сырья.
139
При линеаризации подмодели WVA* приводятся к стандартному виду, где
коэффициенты отбора дистиллятов вводятся непосредственно в сырьевых
столбцах. Коэффициенты отбора берутся из решения модели (на основе
соответствующих показателей качества потоков мазута).
Алгоритм формирования таблиц WYY*:
1. Строки и столбцы таблицы WYY* создаются путем поиска в матрице
(файл REPTCOMM.LPX) строк, куда входят переменные WVA*xxx. При
поиске Q-строки игнорируются.
2. Из полученной таблицы WYY* удаляются все столбцы за исключением
столбцов *RC.
3. Для каждого столбца yRC таблицы WYY* выполняются следующие
действия:
• Находятся строки вида E(*zz)(yRC) с ненулевыми коэффициентами в
столбце yRC.
• Для каждой найденной E-строки:
Формируется код выходного потока: yzz, где y – первый символ
кода столбца, zz – 3-й и 4-й символы E-строки.
В строке MWGT(yzz) в столбце yRC вводится найденный
коэффициент.
Удаляется E-строка из таблицы WYY*.
4. Формируется список выходных продуктов установки на основе строк
MWGTxxx с отрицательными коэффициентами в одном из столбцов.
5. Проверяется наличие всех выходных потоков установки в таблице CONV.
Если нужно – вводятся в эту таблицу. Копируются показатели качества
выходных потоков установки из файла USRAHOC1.WRK (таблица #SQU)
в таблицу CONV.
После линеаризации подмоделей первичных установок выполняются
следующие действия:
1. В стандартных таблицах модели (CLIMITS, MPERCOEF, UNIT, PLIM,
UNITCOEF,
SECDEL,
ROWFREE,
140
EXUCOLS,
POOLDISP,
PEEK,
FAMILY) заменяются ссылки на имена и переменные подмоделей
первичных установок (WCR* -> WXX*; WVA* -> WYY*).
2. Ссылки на несуществующие имена и переменные подмоделей вида
WCR*, WVA* удаляются из стандартных таблиц.
3. В подмоделях вторичных процессов и в смесевых таблицах выполняется
размножение строк и столбцов, связанное с обобщенными именами
первичных
потоков
вида
1XX.
Ранее
в
исходной
модели
это
«размножение» выполнялось системой автоматически, а теперь его
приходится выполнять вручную.
4. В таблицу PEEK вводятся строки вида WXX*yyy, соответствующие
переменным линейных подмоделей WXX*, для отображения в текстовом
отчете PEEK информации о загрузке логических вариантов первичных
установок, аналогичной секции CRCHG отчета PEEK исходной модели.
Преобразование подмоделей вторичных установок
Нелинейные подмодели вторичных процессов характеризуются наличием
команды «999» в строках вида E(prp)(unt), где (prp) – показатель качества
сырьевого потока, (unt) – имя подмодели установки. Команда «999» вводится в
сырьевых столбцах XXX, где XXX – код сырья, и запрашивает вычисление
показателя (prp) сырья XXX.
Опция R_LINE распознает следующие типы нелинейных подмоделей:
• Подмодели удаления серы. Характеризуются наличием следующих
признаков:
строка QSULREM;
строка ESUL(unt);
столбец H2S.
• Подмодели
риформинга.
Характеризуются
признаков:
строка EN2A(unt);
столбец N2A.
141
наличием
следующих
• Прочие нелинейные подмодели. В этих подмоделях отсутствуют
характерные признаки подмоделей удаления серы и риформинга, но
присутствуют строки вида E(prp)(unt) с командой «999» в каких-либо
столбцах.
Первые два типа нелинейных подмоделей опция R_LINE преобразует
автоматически, а прочие нелинейные подмодели – по запросу пользователя.
Принципы линеаризации подмоделей вторичных установок:
• Материальные балансы, нормы расхода/выработки утилит и реагентов,
коэффициенты строк WCAP* линейных подмоделей вычисляются
раздельно для каждого вида сырья. В подмоделях риформинга могут
присутствовать несколько режимов работы (выпуск риформата с разным
октановым числом). В этом случае для каждого сырья в линейной
подмодели создаются варианты, соответствующие всем режимам работы.
• Материальные балансы вычисляются, исходя из качества сырья в
решении нелинейной RPMS-модели. Если для какого-либо сырьевого
потока в решении отсутствуют нужные показатели качества, данное
сырье исключается из линейной подмодели.
• Расчеты коэффициентов линейной подмодели проводятся на основе
решения исходной (нелинейной) или вспомогательной RPMS-модели,
которая создается и решается автоматически. Вспомогательная модель
используется для получения раздельных решений по всем видам сырья и
режимам работы.
• Если в исходной подмодели имеются структуры моделирования
постоянных затрат и столбцы переименования продуктов, то эти
структуры не учитываются при линеаризации и без изменения
переносятся в линейную подмодель.
• Для расчета коэффициентов используются следующие данные решения
по отдельным видам сырья и режимам работы установок:
количество переработанного сырья;
количество ВСГ (если нужно), поступившего на установку;
142
количество полученных продуктов;
количество израсходованных/выработанных утилит и реагентов;
значение строк WCAP*, соответствующих данному сырью и режиму
работы.
• Коэффициенты линейной подмодели вычисляются следующим образом:
cтроки MWGTxxx:
WGT(xxx)/WGT_FEED,
где WGT(xxx) – вес входного/выходного потока xxx; WGT_FEED – вес
основного сырья.
строки UBALxxx:
UTIL(xxx)/WGT_FEED,
где UTIL(xxx) – количество расхода/выработки утилиты xxx; WGT_FEED – вес
основного сырья.
строки СBALxxx:
CHEM(xxx)/WGT_FEED,
где CHEM(xxx) – количество расхода/выработки реагента xxx; WGT_FEED –
вес основного сырья.
строки WCAPxxx:
CAP(xxx)/WGT_FEED,
где CAP(xxx) – значение строки WCAPxxx для данного варианта
работы; WGT_FEED – вес основного сырья.
• Перед линеаризацией в исходных подмоделях установок производится
операция «размножения» строк и столбцов, связанных с первичными
сырьевыми потоками вида 1XX.
• В линеаризованных подмоделях имена сырьевых столбцов остаются без
изменения за исключением подмоделей риформинга с несколькими
режимами работы:
• если исходная подмодель содержит один вид сырья, то имена столбцов
линеаризованной подмодели соответствуют столбцам получения разных
риформатов в исходной подмодели;
143
• если исходная подмодель содержит несколько видов сырья, то имена
столбцов линеаризованной подмодели имеют имена вида Unn, где nn –
двухзначные порядковые номера (00, 01, 02 и т.д.).
• После линеаризации подмоделей риформинга с несколькими видами
сырья и несколькими режимами работы из-за изменения имен столбцов
выполняются корректировки записей в таблицах CLIMITS, EXUCOLS,
соответствующих переменным исходных подмоделей.
• Показатели качества выходных потоков в линейных подмоделях имеют
фиксированное значение, соответствующее решению исходной модели.
Прослеживание показателей качества продуктов, которое моделировалось
в исходных подмоделях при помощи таблиц DEPPROD, DEPPRODA,
QPROPRT, в линейных подмоделях не используется. Для этого:
показатели качества выходных потоков копируются из файла
USRAHOC1.WRK (таблица #SQU) в таблицу CONV линейной модели;
таблицы TRACKU, TRACKP, DEPPROD, DEPPRODA, QPROPRT в
линейной модели очищаются.
Ниже
приводится
обобщенная
блок-схема
алгоритма
линеаризации
подмоделей вторичных процессов (Рис. П2-1).
Прослеживание качества потоков полуфабрикатов
При линеаризации RPMS-моделей вносятся изменения в прослеживание
качества потоков. Прослеживаемые ранее показатели качества продуктов
установок теперь имеют фиксированное значение, взятое из решения исходной
модели (таблица #SQU файла USRAHOC1.WRK). Все подмодели смешения
сохраняются.
144
Рисунок П2-1: Алгоритм линеаризации подмоделей вторичных процессов
Основные принципы работы опции R_LINE по преобразованию процедур
прослеживания качества потоков:
1.
Показатели качества первичных дистиллятов, которые прослеживались в
исходной RPMS-модели от качества нефтяного сырья (таблица TRACKC),
в линейной модели имеют фиксированное значение в таблице CONV.
2.
Показатели
качества
продуктов
вторичных
установок,
которые
прослеживались в исходной RPMS-модели от качества сырья (таблицы
DEPPROD,
DEPPRODA,
QPROPRT),
в линейной модели имеют
фиксированное значение в таблице CONV.
3.
Показатели качества смесей, которые прослеживались в исходной RPMSмодели от качества компонентов (таблица TRACKB), продолжают
прослеживаться в линейной модели.
145
4.
Ограничения по качеству смесей, заданные в исходной RPMS-модели
(таблица SPEC), сохраняются в линейной модели.
5.
Показатели качества потоков, заданные в исходной модели в таблицах
CONV, CONVP, CONV1, CONV2, …, CONV9 и не прослеживаемые при
помощи таблиц TRACK*, переносятся в таблицу CONV линейной
модели.
6.
Специальные показатели качества (содержание вакуумных дистиллятов)
потоков прямогонного мазута *RC, создаваемые системой для построения
подмоделей WVA* в исходной модели, не переносятся из решения в
линейную модель.
7.
В смесевые таблицы линейной модели вносятся следующие изменения по
сравнению с исходной моделью:
• Строки вида 1XX, обозначающие любые первичные дистилляты *XX,
заменяются на строки реальных первичных потоков, при чем, если
реальный поток 1XX отсутствует в модели, строка 1XX удаляется из
таблиц.
• Значения показателей качества, которые рассчитывались в исходной
модели, но одновременно присутствовали в ее смесевых таблицах,
удаляются из смесевых таблиц линейной модели. Это позволяет
сохранить в линейной модели тот же приоритет использования
показателей
качества,
значения
способами.
146
которых
заданы
несколькими
Приложение 3. Материалы о внедрении
147
148
149