ВЫЯВЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ РАЗМЕРНЫХ ЦЕПЕЙ
advertisement

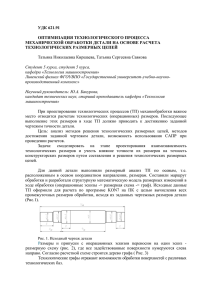
Размерный анализ технологических процессов – ГЛАВА 2 Глава 2 ВЫЯВЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ РАЗМЕРНЫХ ЦЕПЕЙ При разработке технологических процессов изготовления деталей следует обязательно выявлять технологические размерные цепи (связи). Построение размерных цепей позволяет сделать уточненный анализ технологического процесса, выявить размеры, непосредственно влияющие на достижение точности других размеров, назначить технические требования на эти размеры, т.е. при помощи технологических размерных цепей можно оценить качество спроектированного технологического процесса, прогнозировать точность получаемых размеров. Технологические размерные цепи, как и конструкторские, состоят из замыкающего звена и составляющих звеньев. Замыкающим звеном является размер, который получается в результате выполнения составляющих звеньев в технологическом процессе или на конкретной операции обработки. Выявление составляющих звеньев технологических размерных цепей системы СПИД (станок – приспособление – инструмент – деталь) производится по тем же правилам, что и при исследовании конструкторских цепей. А именно замыкающее звено, как любой размер показывает взаимное положение двух поверхностей (при контроле этого размера эти поверхности будут измерительными базами), и эти поверхности нужно связать через другие размеры (составляющие звенья) с технологическими базами. Технологическими базами называют поверхности, линии или точки обрабатываемой детали, относительно которых ориентируются ее поверхности, подлежащие обработке на данной операции технологического процесса. Как было сказано ранее (см. глава 1), существуют два типа технологических размерных цепей, один из которых использует в качестве звеньев операционные размеры, размеры детали и припуски – используется для комплексного размерного анализа технологического процесса. В результате расчета таких размерных цепей выносится решение о годности технологического процесса, и определяются неизвестные операционные размеры заготовки в процессе обработки, прогнозируются максимальные величины припусков. Другим типом размерных цепей являются размерные цепи, строящиеся для составляющих звеньев размерных цепей первого типа, с целью определения допуска операционного размера. Таким образом, составляющие звенья размерных цепей первого типа являются в свою очередь замыкающими звеньями размерных цепей второго типа. Их расчет необходим в задаче обеспечения точности на операции. В начале будем рассматривать размерные цепи первого типа, т.е. отражающие связь между операциями. О размерных цепях второго типа речь пойдет несколько позже (см. главу 3). 7 Размерный анализ технологических процессов – ГЛАВА 2 Выявление технологических размерных цепей, отображающих связь поверхностей на различных операциях при получении размеров детали, начинают с последней операции, на которой получается выдерживаемый размер. При этом могут иметь место два варианта: а) задача обеспечения точности размера решается в пределах последней операции (для тех случаев, когда соблюдается принцип единства баз при выборе базы на выполняемый размер, т.е. технологическая база совпадает с измерительной). В этом случае точность выдерживаемого размера определяется точностью системы СПИД. И при данном варианте технологического процесса говорят, что конструкторский размер (указанный на чертеже) автоматически переводится в технологический. Пример 2.1 Необходимо обработать на пластинке (рис 2.1, а) выступ в размер 100-0.5. Рисунок 2.1 Данный размер получается фрезерованием, при установке детали по нижней плоскости (рис. 2.1, б). Эта плоскость является установочной технологической базой. Представляя размер, как замыкающее звено, измерительную базу и обрабатываемую поверхность связываем с технологической базой и получаем размерную цепь СПИД на данной операции. б) выдерживаемый размер будет являться звеном трехзвенной размерной цепи (возможно также получение размерных цепей с еще большим количеством звеньев), в которой одним из составляющих звеньев является расстояние (поворот) между конечным положением режущего инструмента и технологической базой детали, а другим составляющим звеном – размер, полученный на одной из предшествующих операциях. Пример 2.2 Рассмотрим аналогичный пример обработки выступа в пластинке, но при следующей простановке конструкторского размера (рис. 2.2, а). Рисунок 2.2 8 Размерный анализ технологических процессов – ГЛАВА 2 Размер получаем также фрезерованием (рис. 2.2, б). Размерную цепь строим по тому же принципу. Но в этом случае точность замыкающего звена А определяется двумя размерами А1 и А2, получаемыми на разных операциях. Уравнение размерной цепи будет иметь следующий вид: А∆ = А2 – А1; Допуск замыкающего звена: TA∆ = m−1 ∑ TAi i =1 = TA1 + TA2 ; 0.2 = ТА1 + ТА2 Следовательно, для получения необходимой точности размера выступа, допуск замыкающего звена ТА∆ = 0.2 мм необходимо распределить по составляющим звеньям (например, ТА1 = 0.1 мм, ТА2 = 0.1 мм). Иначе говоря, чтобы получить заданный размер необходимо обработать на одной операции деталь в размер А1 с допуском 0.1 (рис. 2.2, б), и на другой операции обработать размер А2 также с допуском 0.1 (см. рис. 2.2, в). Так как на окончательной операции выполняется обработка по размеру А1, тогда: А1 = А1(ωСПИД), ωСПИД – поле рассеяния размера на окончательной операции. где Размер А2, получаемый на предшествующей операции, определяет погрешность базирования размера А∆ на окончательной операции: А2 = А2(εб), εб – погрешность базирования для размера А∆ на окончательной где операции. Тогда А∆ = А2 ( ε б ) − А1 ( ω СПИД ); ТА∆ = ε б ( А2 ) + ω СПИД ( А1 ). Часто определение связей между операциями приводит к построению технологических цепей более длинных. Выявление таких цепей для нескольких вариантов технологического процесса необходимо: ♦ для определения поверхности, приемлемое использование которой в качестве базы, приводит к построению размерных цепей, содержащих наименьшее количество составляющих звеньев; ♦ для определения допуска (с помощью расчета размерной цепи) замыкающего звена. Нужно стремиться к построению технологического процесса, в котором конструкторские размеры достигались бы меньшим количеством технологических размеров, т.е. технологическая размерная цепь на каждый конструкторский размер (замыкающее звено) должна содержать минимально возможное количество звеньев. Это достигается совмещением конструкторских, измерительных и технологических баз на операциях. Однако, это не всегда представляется возможным. 9 Размерный анализ технологических процессов – ГЛАВА 2 Рассмотрим несколько примеров, в которых выявленные размерные цепи являются многозвенными. Пример 2.3 Дана деталь – вал (рис. 2.3). Необходимо выявить технологические цепи, определяющие его линейные размеры. Каждый размер обеспечивается на определенном этапе обработки. Для наглядности представим получение всех размеров в качестве операционных эскизов обработки (рис. 2.4, а - в). На первой операции (рис. 2.4, а) получается размер 140+0.5, где на фрезерно-центровальном станке у заготовки подрезают торцы и сверлятся центровые отверстия. Размер А∆ является замыкающим звеном размерной цепи СПИД, конструкторский размер автоматически переводится в технологический, и уравнение размерной цепи имеет вид: Рисунок 2.3 А∆ = А∆(ωСПИД) ТА∆ = ωСПИД(А∆) Размер 60-0.3 получается на токарной обработке (рис. 2.4, б) при установке вала в центрах (причем передний центр – плавающий). Размер Б∆ = 60 мм является замыкающим звеном трехзвенной размерной цепи: Б∆ = Б2 – Б1 = 60 мм. Рисунок 2.4 Уравнение для допуска замыкающего звена: ТБ∆ = ТБ1 + ТБ2 = ωСПИД(Б1) + εб(Б2) = 0.3 мм. 10 ГЛАВА 2 Размерный анализ технологических процессов – Размер 10 ± 0.1, также получается на токарной операции, но деталь предварительно переустанавливается (рис. 2.4, в). Уравнение размерной цепи: Г∆ = Г2 – Г1 = 10 мм Звено Г1 = Б∆ = Б2 – Б1, звено Б2 = А∆, тогда уравнение технологической размерной цепи для размера 10 ± 0.1 будет следующее. Г∆ = Г2 – (Б2 – Б1) = Г2 – Б2 + Б1 = Г2 - А∆ + Б1 => Г2(ωСПИД) – Б2(εб) + Б1(εб) Погрешности базирования определяют погрешности обработки на предыдущих операциях. ТГ∆ = ТГ2 + ТА∆ + ТБ1 = ωСПИД(Г2) + ωСПИД(А∆) + ωСПИД(Б1) = 0.2 мм. Технологическая цепь примет вид, показанный на рис. 2.4, г. В следующем примере приведем методику выявления размерных цепей для конкретных видов обработки, при получении заданных конструкторских размеров. Пример 2.4 Рассмотрим чертеж пятиступенчатого вала (рис. 2.5), с проставленными на нем необходимыми конструкторскими линейными размерами (А1 – А5). Необходимо выявить технологические размерные цепи, обеспечивающие получение этих размеров. Исходя из плана обработки (рис. 2.7) наносим технологические размеры (рис. 2.5) – размеры В1 – В5. Рисунок 2.6 Рисунок 2.5 Первая операция (фрезерно-центровальная) на рис. 2.7 не показана – на ней получают размер В1 = А1. Операционные эскизы токарных операций представлены на рис. 2.7. 11 Размерный анализ технологических процессов – ГЛАВА 2 На операции 010 (рис. 2.7, а) деталь устанавливается на центры. Резец I выставляют относительно переднего торца 6 (т.к. он является опорной базой), что и позволяет обеспечить технологический размер В5. Резец II выставляют относительно резца I (размер В4). Торец 3 для резца II является настроечной технологической базой. Замыкающее звено – конструкторский размер А5. Рисунок 2.7 На операции 015 (рис. 2.7, б), деталь переустанавливают. Контактной опорной базой в этом случае выступает торец 1. Резец I выставляют относительно этой базы, что обеспечивает получение размера В2, а резец II настраивается относительно резца I (размер В3). Замыкающими звеньями будут конструкторские размеры А4 – А2. Точность размера А3(В3)достигается аналогично размеру В4 (как размер от настроечной технологической базы). Все конструкторские и технологические размеры показаны на рис. 2.5. Выявление размерных цепей намного упрощается при помощи графа размерных связей (цепей) – условного изображения совокупности всех конструкторских и операционных технологических размеров (см. рис. 2.6) Вершинами графа – называются точки или заменяющие их окружности, соответствующие поверхностям детали и имеющие соответствующий индекс (номер). Ребрами графа – называют линии (прямые, кривые или волнистые), символизирующие размер детали. Индекс (номер) ребра соответствует обозначению размера (звена). При построении графа масштаб соблюдать не нужно. Необходимо произвольно расположить вершины и провести между ними линии (в зависимости от простановки конструкторских и технологических размеров). Желательно выбрать положение окружностей с индексами (вершин) так, чтобы при проведении связей они не пересекались. Размеры на граф наносятся следующим образом: конструкторские размеры наносятся сплошными тонкими линиями (необязательно прямыми линиями). технологические размеры наносятся волнистыми линиями. 12 Размерный анализ технологических процессов – ГЛАВА 2 Каждое ребро графа обозначается буквенным символом. Выявлять размерные цепи с помощью графа очень просто – каждому замкнутому контуру графа соответствует размерная связь у детали. При обводе каждого контура можно только по одному разу входить в вершину графа и выходить из нее. Правило Контуру, включающему одно и только одно замыкающее звено (один заменяемый размер или функцию *), соответствует размерная цепь, которую нужно рассчитывать. Таким образом, для рассматриваемого случая, построив граф (рис. 2. б), определяем замкнутые контуры (все звенья, входящие в каждую размерную цепь) в которых только один конструкторский размер. Исходя из простановки размеров на рис. 2.5 записываем уравнения цепей: А1 = В1; А2 = В1 – В2; А3 = В3; А4 = В4 + В5 – В1 + В2; А5 = В1 – В5. Отсюда видно, что точность размеров А1, А3 определяется точностью системы СПИД. Возможность достижения точности остальных размеров (А2, А4, А5) необходимо количественно проверить с помощью анализа и расчета технологических размерных цепей. В ряде случаев бывает достаточно трудно выявить размерные цепи, (в данном примере – для А4). Следует стремиться к сокращению звеньев в каждой размерной цепи, как сделано для размера А3. Приведенные примеры иллюстрируют процедуру построения и выявления размерных цепей для линейных размеров детали. Возможно также построение размерных цепей (связей) и для других размерных параметров детали, например, таких как отклонения расположения. К отклонениям расположения относятся следующие погрешности: отклонения от параллельности, соосности, перпендикулярности и др. При построении размерных цепей возникает необходимость суммирования этих величин друг с другом и другими размерными параметрами. Так как все отклонения расположения могут быть представлены в качестве приращений размеров деталей, то для таких задач также применяют теорию размерных цепей. Однако при этом звенья – отклонения расположения – должны быть заданы не в угловых, а в линейных величинах. Поясним это положение на примере отклонения от соосности. - при расчете по этой методике чаще всего функцией (искомым звеном) будет конструкторский размер * 13 Размерный анализ технологических процессов – Пример 2.5 ГЛАВА 2 Допустим, что в детали типа плита обрабатывается отверстие (рис. 2.8). На первой операции его сверлят, причем деталь при установке упирается в один из торцов, например I. На следующей операции это же отверстие растачивают, но при этом деталь упирается в противолежащий торец, II. У отверстий полученных на первой и последующей операциях, очевидно, будет погрешность расположения осей. Требуется определить величину этой погрешности. Такая задача часто встречается в литературе при определении величин минимальных припусков на обработку (см. глава. 4). Выявим звенья размерной цепи, определяющие отклонение от соосности. Вопервых, в размерную цепь входит операционный (технологический размер) предшествующей обработки Ап, определяющий положение оси первого инструмента относительно базового торца I (рис. 2.8); во-вторых, операционный размер выполняемого перехода Ав, определяющий положение оси второго инструмента относительно торца II. Третьим размером будет размер заготовки Аз. Рисунок 2.8 Следует отметить, что замыкающее звено цепи – отклонение расположения (от соосности) существенно отличается от замыкающих звеньев – линейных размеров тем, что у этого звена номинал равен нулю, а также всегда симметричные верхнее и нижнее отклонение. Действительно, направление смещения осей может оказаться произвольным, поэтому при расчете размерных цепей отклонения расположения могут приниматься как с положительным знаком (увеличивающие звенья), так и с отрицательным знаком (уменьшающие звенья) – от этого результат не изменится. Пример 2.6 Рисунок 2.9 Данный пример иллюстрирует последовательность построения размерной цепи отклонения от параллельности и перпендикулярности для поверхностей корпусной детали (см. рис. 2.9, а). Отклонение от перпендикулярности боковой поверхности А относительно нижней В (N(А – В)), представляется как смещение точки пересечения сторон А и Б на величину ±∆1. Отклонение от параллельно14 Размерный анализ технологических процессов – ГЛАВА 2 сти поверхностей А и С (Р(А – С)) представляется как приращение длины стороны Б. Очевидно, что векторы N(А – В) и Р(А – С) могут входить в одну размерную цепь (рис. 2.9, б). При известных значениях величин звеньев – отклонений от перпендикулярности, отклонение от параллельности может быть найдено как замыкающее звено размерной цепи: [P(A – C)] = N(А – В) + N (C – В). Вертикальные линии имитируют стороны прямоугольника. Горизонтальные линии, соединяющие поверхности А, В, С представляют собой отклонения от перпендикулярности и параллельности. Примечание i При суммировании следует учитывать, что отклонения от параллельности и перпендикулярности не обладают свойством обратимости. Допустим, что в данном примере стороны А и С не равны. Тогда при заданных одинаковых отклонениях от перпендикулярности N(А – В) и N (C – В), измеренные в линейных величинах как приращения размера Б - ∆1, и ∆2, не равны между собой. При расчете размерных цепей во избежание ошибок необходимо переходить к удельным отклонениям, т.е. отнесенным к единице длины. Тогда при N(А – В)=N(C – В) и при А ≠ С ∆1 ∆2 = ; или ∆1уд = ∆2 уд. A C Таким образом, выявив размерную цепь нужно перейти к удельным значениям звеньев, рассчитать ее (см. глава 5), а затем искомые величины вновь перевести в абсолютные значения отклонений. Выводы Выявление технологических размерных цепей позволяет технологу определять связи между операциями технологического процесса, что дает возможность последующим расчетом размерных цепей определять неизвестные операционные (попереходные) размеры заготовки, прогнозировать возможные колебания припусков. В пределах одной операции можно определить составляющие звенья, от которых зависит точность выполнения обработки, следовательно, знать причины брака и предусматривать меры по его устранению. Анализ выявленных размерных цепей для нескольких вариантов технологического процесса позволяет определять наиболее приемлемые схемы базирования на операциях. Таким образом, выявление размерных цепей является начальным этапом проведения размерного анализа (независимо от методики), и умение правильно выявлять размерные цепи важное качество технолога. 15