Тема 4. ПРОИЗВОДСТВЕННАЯ ЛОГИСТИКА План: 1. Понятие
advertisement

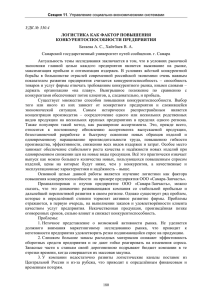
Тема 4. ПРОИЗВОДСТВЕННАЯ ЛОГИСТИКА План: 1. Понятие производственной логистики. 2. Структура производственного процесса. 3. Методы управления материальными потоками в производстве. 4. Правило 80-20. 1. Понятие производственной логистики. Производственная логистика решает вопросы организации движения материальных ресурсов и управления ими между стадиями производственного процесса, включая подачу сырья и материалов на рабочие места. Цель производственной логистики заключается в обеспечении своевременного, ритмичного и экономичного движения материальных ресурсов между стадиями и рабочими местами основного производства в соответствии с планами производства или заказами потребителей. Для обеспечения основной цели производственной логистики необходимо в комплексе решать задачи планирования, организации движения материального потока и оперативного управления им не только в основном производстве, но и во вспомогательном и обслуживающем производствах. К вспомогательному процессу относят процедуры закупки, производства и подачи на рабочие места технологической оснастки, запасных частей производственного и обслуживающего оборудования, подачу электроэнергии, газа, воды, пара, смазывающих материалов и т.д. Обслуживающие процессы связаны в основном с транспортными и складскими операциями. Участников логистического процесса в рамках производственной логистики связывают внутрипроизводственные отношения (в отличие от участников логистического процесса на макроуровне, связанных товарно-денежными отношениями). Логистические системы, рассматриваемые производственной логистикой, носят название внутрипроизводственных логистических систем. К ним можно отнести: промышленное предприятие; оптовое предприятие, имеющее складские сооружения; узловую грузовую станцию; узловой морской порт и др. Внутрипроизводственные логистические системы можно рассматривать на макро- и микроуровнях. На макроуровне внутрипроизводственные логистические системы выступают в качестве элементов макрологистических систем. Они задают ритм работы этих систем, являются источниками материальных потоков. Возможность адаптации макрологистических систем к изменениям окружающей среды в существенной степени определяется способностью входящих в них внутрипроизводственных логистических систем быстро менять качественный и количественный состав выходного материального потока, т. е. ассортимент и количество выпускаемой продукции. На микроуровне внутрипроизводственные логистические системы представляют собой ряд подсистем, находящихся в отношениях и связях друг с другом, образующих определенную целостность, единство. Эти подсистемы: закупка, склады, запасы, обслуживание производства, транспорт, информация, сбыт и кадры обеспечивают вхождение материального потока в систему, прохождение внутри нее и выход из системы. В соответствии с концепцией логистики построение внутрипроизводственных логистических систем должно обеспечивать возможность постоянного согласования и взаимной корректировки планов и действий снабженческих, производственных и сбытовых звеньев внутри предприятия. Логистическая концепция организации производства включает в себя следующие основные положения: отказ от избыточных запасов; отказ от завышенного времени на выполнение основных и транспортно-складских операций; отказ от изготовления серий деталей, на которые нет заказа покупателей; устранение простоев оборудования; обязательное устранение брака; 22 устранение нерациональных внутризаводских перевозок; превращение поставщиков из противостоящей стороны в доброжелательных партнеров. Традиционная концепция организации производства предполагает: никогда не останавливать основное оборудование и поддерживать во что бы то ни стало высокий коэффициент его использования; изготавливать продукцию как можно более крупными партиями; иметь максимально большой запас материальных ресурсов "на всякий случай". Содержание концептуальных положений свидетельствует о том, что традиционная концепция организации производства наиболее приемлема для условий "рынка продавца", в то время как логистическая концепция — для условий "рынка покупателя". Когда спрос превышает предложение, можно с достаточной уверенностью полагать, что изготовленная с учетом конъюнктуры рынка партия изделий будет реализована. Поэтому приоритет получает цель максимальной загрузки оборудования. Причем, чем крупнее будет изготовленная партия, тем ниже окажется себестоимость единицы изделия. Задача реализации на первом плане не стоит. Ситуация меняется с приходом на рынок "диктата" покупателя. Задача реализации произведенного продукта в условиях конкуренции выходит на первое место. Непостоянство и непредсказуемость рыночного спроса делают нецелесообразным создание и содержание больших запасов. В то же время производственник уже не имеет права упустить ни одного заказа. Отсюда необходимость в гибких производственных мощностях, способных быстро отреагировать производством на возникший спрос. 2. Структура производственного процесса. Производственная система промышленной организации состоит из объективно существующих комплексов материальных объектов, коллектива людей, производственных, научно-технических и информационных процессов, имеющих целью выпуск конечной продукции и обеспечение эффективного протекания производственного процесса. Под производственным процессом понимается определенным образом упорядоченный в пространстве и во времени комплекс трудовых и естественных процессов, направленных на изготовление продукции необходимого назначения, в определенном количестве и качестве, в заданные сроки. Производственный процесс по своей структуре неоднороден, он состоит из множества взаимосвязанных подпроцессов, в ходе которых создаются отдельные детали, узлы, а их соединение путем сборки позволяет получить необходимое изделие. Обычно все производственные процессы подразделяются по функциональному признаку на основные, вспомогательные и обслуживающие. К основным относят процессы обработки, штамповки, резки, сборки, окраски, сушки, монтажа, т. е. все операции, в результате которых изменяются форма и размеры предметов труда, их внутренние свойства, состояние поверхности и т. п. Вспомогательные процессы предназначены обеспечивать нормальное протекание основных. Эти процессы непосредственно не связаны с предметом труда, к ним относят: изготовление инструмента и технологической оснастки, ремонт, производство электроэнергии для нужд предприятия и т. п. Обслуживающие процессы включают контроль качества продукции, хода производственного процесса, транспортные и складские операции. Производственный цикл – это период времени между моментами начала и окончания производственного процесса применительно к конкретной продукции в рамках логистической системы. На длительность производственного цикла влияют формы технологической специализации производственных подразделений, система организации самих производственных процессов, прогрессивность технологии и уровень унификации выпускаемой продукции. В зависимости от числа видов конечной продукции и объема выпуска в натуральных показателях существуют различные типы производства: Единичное производство характеризуется: ― малым объемом выпуска одинаковых изделий, повторное изготовление которых, как правило, не предусматривается; 23 большой номенклатурой выпускаемых изделий; неустойчивой технологической специализацией участков; универсальным оборудованием; разнообразными и неупорядоченными связями между рабочими местами; универсальным высококвалифицированным персоналом. Серийное производство характеризуется производством нескольких однородных типов изделий: ― периодически повторяющимися партиями; ― специализацией участков - предметной, предметно-групповой. Массовое производство характеризуется: ― большим объемом выпуска изделий, непрерывно изготовляемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция подетальной специализацией участков; ― специализированным оборудованием; ― специализацией участков по предметно-замкнутой форме, прямоточными связями между рабочими местами - поточное производство; ― рабочие - операторы, низкой квалификации. В современных рыночных условиях применение массового типа производства крайне ограничено, несмотря на его высокую эффективность, поскольку предполагает выпуск однородной продукции в течение длительного времени с преобладанием рынка продавца и неограниченного роста, поэтому сегодня на его долю приходится примерно 20% выпуска продукции машиностроения. Текущие рыночные условия ставят задачу удовлетворения разнообразного и изменчивого спроса во всех отраслях производства, что требует повышения эффективности, в том числе за счет применения современных методов организации, планирования и управления, мелкосерийного и единичного производств. Выявление резервов эффективности также направлено на организацию тесных взаимосвязей с поставщиками и потребителями промышленного предприятия (формирование разветвленных логистических цепей); унификацию сборочных узлов и деталей и применение модульного принципа в разнообразии гаммы выпускаемой продукции; использование высокопроизводительных роботизированных и автоматизированных многофункциональных производственных комплексов и т. д. Доля всех производственных предприятий, использующих единичное мелкосерийное производство (стратегию, ориентированную на процесс), стратегию производства "на заказ", составляет около 75-85%. Производственный цикл характеризуется не только временем, но и структурой, которая представлена на рисунке 1. ― ― ― ― ― Рисунок 1 – Производственный цикл 24 Под временем выполнения операций понимается время, в течение которого осуществляется прямое или косвенное воздействие работника на предмет труда. В него включается время на переналадку оборудования, технические операции, транспортные, складские и контрольнообслуживающие операции. К естественным относятся процессы сушки после окраски, затвердения и т. п. Время перерывов включает в себя: перерывы партионности, возникающие при обработке деталей партиями из-за их пролеживания в ожидании обработки всей партии перед ее транспортировкой на следующую операцию; перерывы ожидания - следствие неравенства продолжительности операций на смежных рабочих местах; появляются в результате несогласованности времени окончания одной и начала другой операций, выполняемых на одном рабочем месте, по причине чего детали или партии деталей пролеживают в ожидании освобождения рабочего места; перерывы комплектования появляются вследствие того, что детали, образующие одно изделие или комплект, имеют различную продолжительность обработки и поступают на сборку в разное время. Безотносительно к отраслевой принадлежности любая организация стремится повысить эффективность производственного процесса за счет сокращения длительности производственного цикла путем сокращения: 1) длительности основных и вспомогательных технологических операций; 2) длительности естественных процессов; 3) перерывов. Третий способ наиболее доступен и эффективен, так как не требует больших затрат, чего нельзя сказать о первых двух. 3. Методы управления материальными потоками в производстве. Воронкообразная модель управления МП «Воронка» служит для упрощенного описания процесса движения материальных потоков в отдельных звеньях логистической цепи. В качестве реального объекта модели могут выступать: цех, участок, рабочее место, система складов или транспортная система. Рисунок 2 - Воронкообразная модель управления МП Поступающие в воронку заказы изображены на рисунке в виде шаров различной величины. Объем шара соответствует трудоемкости заказа. Система имеет максимальную пропускную способность (мощность), которая достигается при условии рационального планирования материальных потоков (распределения заказов по отрезкам планового периода и формирования 25 очередности выполнения работ). Процесс поступления и выбытия заказов изображается в виде ломаной линии «запуска» или «выпуска». Средняя длительность цикла заказа устанавливается исходя из объема незавершенного производства и реальной пропускной способности системы по формуле где – средняя длительность цикла выполнения заказа; – средняя величина незавершенного производства; Nср – усредненное число выполненных заказов в единицу времени. Последовательность прохождения заказов через звенья логистической цепи устанавливается с помощью правил распределения работ (обслуживания заказов), предписывающих те или иные приоритеты при выполнении работ. В практике управления материальными потоками используются правила приоритетов, позволяющие сократить время ожидания и среднюю длительность цикла выполнения заказа: FIFO: «первый пришел – первый ушел», т.е. наивысший приоритет придается заказу, который раньше других поступил в систему; LIFO: «последний пришел – первый обслужен», т.е. наивысший приоритет придается заказу, поступившему на обслуживание последним. Это правило наиболее часто применяется в системах складирования в тех случаях, когда материалы уложены таким образом, что достать их можно только сверху; SPT: «правило кратчайшей операции», наивысший приоритет придается заказу с наименьшей длительностью выполнения в данном звене. В тех случаях, когда целью управления материальными потоками является обеспечение установленных сроков поставки, используются правила управления, учитывающие информацию о времени выполнения заказов: MST: «минимальный резерв времени», наивысший приоритет придается заказу, имеющему наименьшее резервное время. Резервное время определяется как разность между сроком выполнения заказа и сроком, к которому заказ может быть выполнен при отсутствии межоперационного пролеживания; EDD: «наиболее ранний срок исполнения», т.е. наивысший приоритет придается заказу с наиболее ранним сроком выполнения. Выталкивающая (толкающая) модель управления МП Основана на прогнозировании размера запасов сырья, материалов, деталей для каждого звена логистической цепи. Исходя из этого прогноза, осуществляется управление всем многоэтапным процессом производства путем обеспечения оправданного объема материального запаса на каждой стадии обработки. При данной системе управления материальными потоками предметы труда перемещаются с одного участка на другой (следующий по технологическому процессу) независимо от его готовности к обработке и потребности в этих деталях, т.е. без наличия соответствующего заказа. Материальный поток как бы «выталкивается» получателю по команде, поступающей из центральной системы управления производством (рис.3). Рисунок 3 - Выталкивающая система управления материальными потоками 26 Такой способ управления материальными потоками позволяет увязать сложный производственный механизм в единую систему и максимально задействовать рабочих и оборудование в производстве. Однако в случае резкого изменения спроса использование «выталкивающей» системы приводит к созданию избыточного запаса и «затовариванию» из-за отсутствия возможности «перепланирования» производства для каждой стадии. Толкающие модели управления потоками характерны для традиционных методов организации производства. Возможность их применения для логистической организации производства появилась в связи с массовым распространением вычислительной техники. Эти системы, первые разработки которых относят к 60-м гг., позволили согласовывать и оперативно корректировать планы и действия всех подразделений предприятия, снабженческих, производственных и сбытовых, с учетом постоянных изменений в реальном масштабе времени. Результаты внедрения данных систем образно характеризуются одной фразой: "Теперь мы можем разработать план производства, на который нам требовались недели, за несколько часов". Толкающие системы, способные с помощью микроэлектроники увязать сложный производственный механизм в единое целое, тем не менее имеют естественные границы своих возможностей. Параметры "выталкиваемого" на участок материального потока оптимальны настолько, насколько управляющая система в состоянии учесть и оценить все факторы, влияющие на производственную ситуацию на этом участке. Однако чем больше факторов по каждому из многочисленных участков предприятия должна учитывать управляющая система, тем совершеннее и дороже должно быть ее программное, информационное и техническое обеспечение. На практике применяются толкающие системы МRР. Планирование потребности в материалах (Material requirements planning-MRP) – это автоматизированная система планирования потребностей производства в необходимых материальных ресурсах. MRP позволяет осуществлять приоритетное планирование выполнения заказов в реальном масштабе времени с учетом возникающих отклонений от плановых заданий, а также текущее регулирование и контроль производственных запасов. Основными целями MRP являются: гарантийное удовлетворение потребности в материальных ресурсах, поддержание минимально возможного уровня запасов; повышение точности планирования производства, поставок и закупок материалов. Преимущества: - уменьшение объема запасов, следовательно экономия капитала, площадей, складских работ и т.д.; - повышение скорости оборачиваемости запасов; - повышение качества обслуживания потребителей, т.к. нет задержек, вызываемых нехваткой материалов; - повышение стабильности времени и скорости доставки заказов; Недостатки: - требуется большой объем подробной и точной информации и необходимых вычислений; - низкая гибкость не позволяет оперативно реагировать на внешние изменения (имеются только те материалы, которые для выполнения конкретного графика); - наличие очень сложных систем; - размер заказов, предлагаемый системой, может быть неэффективным; - система может не учитывать ограничений по мощности и по некоторым другим параметрам; - этот вариант может быть дорогостоящим и потребовать большого времени для реализации. Вытягивающая (тянущая) система управления МП Предполагает сохранение минимального уровня запасов на каждом этапе производства и движения заказа от последующего участка к предыдущему. Последующий участок заказывает материал в соответствии с нормой и временем потребления своих изделий. План-график работы устанавливается только для участка (цеха)-потребителя. Участок-производитель не имеет конкретного графика и плана и работает в соответствии с поступившим заказом. Таким образом изготавливаются только те детали, которые реально нужны и только тогда, когда в этом возникает необходимость. Здесь центральная система управления не вмешивается в обмен материальными потоками между различными участками предприятия, не устанавливает для них текущих производственных 27 заданий. Производственная программа отдельного технологического звена определяется размером заказа последующего звена. Центральная система управления ставит задачу лишь перед конечным звеном производственной технологической цепи. Пример. Допустим, предприятие получило заказ на изготовление 10 ед. изделий. Этот заказ система управления передает в цех сборки. Цех сборки для выполнения заказа запрашивает 10 деталей из цеха № 1. Передав из своего запаса 10 деталей, цех № 1 с целью восполнения запаса заказывает у цеха № 2 10 заготовок. В свою очередь, цех № 2, передав 10 заготовок, заказывает на складе сырья материалы для изготовления такого же количества заготовок, также с целью восстановления запаса. Таким образом, материальный поток «вытягивается» каждым последующим звеном. Рисунок 4 - Вытягивающая система управления материальными потоками На практике к тянущим внутрипроизводственным логистическим системам относят систему JIT (just in time – точно в срок) предполагает иной способ планирования. Все виды деятельности организуются таким образом, чтобы они совершались точно в то время, когда необходимы. При традиционном подходе закупки сырья осуществляются на ранних этапах, заблаговременно, после чего оно хранится в запасах до тех пор, пока не потребуется. MRP снижает размер запасов, координируя прибытие материалов с запросом на них. Цель JIT – обеспечение доставки материалов непосредственно ко времени выполнения конкретных операций, благодаря чему запас фактически устраняется. Преимущества: - отсутствие запасов; - качество: любые дефекты приводят к затратам, поэтому лучше отыскать причину их возникновения и добиться, чтоб их не было; - поставщики: долгосрочные соглашения; - объем партий: выпускаются крупные партии продукции, т.к. это позволяет снижать затраты на переналадку оборудования и перерывы в производстве; - время выполнения заказов: продолжительное время выполнения заказов способствует накоплению больших запасов, поскольку позволяет учесть любые виды неопределенностей, которые могут возникнуть до следующей поставки. JIT ставит цель: осуществлять поставки чаще и меньшими партиями, снижая время выполнения заказов; - надежность: в основе лежит непрерывное производство, поэтому все операции должны выполняться надежно. Такая система работает в определенных типах организаций. Наиболее успешные пользователи – сборочные заводы большой мощности, выпускающие одну и ту же продукцию. "Канбан" (в переводе с японского — карточка), разработанную и реализованную фирмой "Тоета" (Япония). KANBAN – это карточка, контролирующая материальный поток через операции, выполняемые в режиме JIT. Карта-заявка «KANBAN» содержит всю необходимую информацию о запросах потребителя. Как правило, такая информация включает: наименование и шифр детали; спецификацию емкостей с указанием их типа и количества укладываемых в них деталей; наименование участка-производителя и участка-потребителя продукции; время доставки, 28 определяемое с учетом продолжительности изготовления детали. Каждый предыдущий по технологической цепочке участок работает в соответствии с поступившим заказом, указанным в карте «KANBAN». Контроль за ходом производства осуществляется путем регистрации карт, находящихся в обращении. Система "Канбан" не требует тотальной компьютеризации производства, однако она предполагает высокую дисциплину поставок, а также высокую ответственность персонала, так как централизованное регулирование внутрипроизводственного логистического процесса ограничено. Система "Канбан" позволяет существенно снизить производственные запасы, могут эффективно работать лишь при относительно коротких производственных циклах, точном прогнозировании спроса и некоторых других производственно-технологических условиях. Примером синтеза в производстве продукции ключевых элементов MRP и KANBAN на основе современных информационно-компьютерных технологий служит система ОРТ (Optimized Production Tehnology) – оптимизированная производственная технология, которая относится к классу «тянущих» микрологистических систем, интегрирующих процессы снабжения и производства. Основной принцип работы этой системы заключается в выявлении в производственном процессе так называемых «узких» мест (критических ресурсов). Эффект системы ОРТ с логистических позиций заключается в снижении производственных и транспортных издержек, уменьшении запасов незавершенного производства, сокращении времени производственного цикла, снижении потребности в складских и производственных площадях, повышении ритмичности отгрузки готовой продукции потребителям. 4. Правило 80-20. Иногда такое правило называется «Кривая 80—20» или «Анализ ABC»1. Смысл его в следующем. Представьте себе, что вы уронили 100 монет на лужайку. Первые 80 монет вы нашли довольно быстро, но на поиски каждой следующей у вас уходит все больше и больше времени, так как радиус поиска расширяется, трава на лужайке. разной высоты и плотности и т.д. Расход времени на одну монету возрастает, и, наконец, наступает такой момент, когда удельный расход времени на поиск одной монеты превысит стоимость монеты. Об этом надо помнить и вовремя остановиться. При анализе эффективности производства фирмы, выпускающей изделия разных номенклатур, а равно эффективности их материаль- но-технического обеспечения целесообразно всю номенклатуру изделий разбить на три группы (рис.5). Рисунок 5 - Кривая анализа АВС 29 Группа изделий А: наиболее ценные изделия, на долю которых приходится около 80% общей стоимости изделий, выпущенных фирмой, и они составляют лишь около 15-20% всего выпуска продукции, поступившей на склад готовой продукции. Группа изделий В: средние по стоимости изделия (примерно 10—15% общей стоимости выпуска), но в количественном отношении они составляют 30% общего выпуска. Группа изделий С: самые дешевые (примерно 5—10% от общей стоимости выпуска) и самые массовые (более 50% общего выпуска) изделия. Анализ кривой ABC показывает, что группа изделий А должна находиться под строгим контролем и учетом, т. е. изделия этой группы — основные в бизнесе фирмы. Изделия В требуют обычного контроля, налаженного учета и постоянного внимания. Изделия С нуждаются в самом обыкновенном контроле, как-то: периодическая проверка уровней запаса. Правило 80—20 используется обычно при составлении оптимального заказа с учетом спроса потребителей, оно также помогает в решении задач относительно экстраполяции прошлых тенденций на будущее и др. 30