ГОЛЯКОВ А.Д. Проектирование участков лесопильных цехов
advertisement

Министерство образования Российской Федерации
Архангельский государственный технический университет
А. Д. ГОЛЯКОВ
профессор, кандидат технических наук
ПРОЕКТИРОВАНИЕ УЧАСТКОВ ЛЕСОПИЛЬНЫХ
ЦЕХОВ
УЧЕБНОЕ ПОСОБИЕ
Рекомендовано Министерством образования Российской Федерации в качестве
учебного пособия для студентов высших учебных заведений, обучающихся по
специальности "Технология деревообработки"
Архангельск
2002
Рассмотрено и рекомендовано к изданию Управлением учебного
книгопечатания, библиотек и медиатек Министерства образования Россий­
ской Федерации 19 февраля 1999 г.
Рецензенты:
• ОАО "Научдревпром-ЦНИИМОД", А.М. К01ШЙКИН, старший науч.
сотр., канд. техн. наук;
• С.Н. РЫКУНИН, профессор кафедры лесопиления Московского государ­
ственного университета леса, доктор технических наук
УДК 674.093
ГОЛЯКОВ А.Д. Проектирование участков лесопильных
Учебное пособие. - Архангельск: Изд-во АГТУ, 2002. - 100 с.
цехов:
В пособии рассмотрены варианты технологии отдельных участков ле­
сопильных цехов. Приведена уточненная методика и справочные материа­
лы технологических расчетов.
Предназначено для студентов факультетов механической технологии
древесины.
Ил. 38, табл. 8, библиогр. 28 наименований.
Печатается в авторской редакции.
© Архангельский государственный
технический университет, 2002
ВВЕДЕНИЕ
Лесопильное производство может быть общим или специализирован­
ным на выпуск пилопродукции того или иного вида (пиломатериалы, заго­
товки, шпалы) и назначения (товарная, для внутризаводской переработки
на полуфабрикаты или изделия из древесины).
Товарные пиломатериалы могут поставляться потребителям в соот­
ветствии с требованиями общероссийских стандартов (ГОСТов 24454-80,
26002-83, 8486-86 и др.) или с теми или иными отступлениями от стандар­
тов в соответствии с двухсторонними договорами, вплоть до поставки в
виде полуфабрикатов пиломатериалов: двухкантных брусьев, необрезных
досок и горбылей произвольных размеров.
Степень обработки пиломатериалов в лесопильном цехе, предназна­
чаемых для внутризаводской переработки, определяется оптимальностью
разделения технологического процесса между лесопильным и деревообра­
батывающим производствами. Критериями оптимальности служат, обыч­
но, или уровень комплексного использования сырья, или себестоимость
готовой продукции, или то и другое вместе взятые. Значительное влияние
на технологию лесопильного производства оказывает характеристика пе­
рерабатываемого сырья (размеры, качество) и объемы переработки.
Учитывая все многообразие требований к продукции, лесопильные
производства могут проектироваться с полным или сокращенным циклом
технологических операций. Простейшее лесопильное производство может
состоять только из одной технологической операции - распиловки бревен
или брусьев. Например, при использовании однопильных бревнопильных
станков в результате получаются обрезные, одностороннеобрезные и необ­
резные доски и горбыли различных размеров, которые и могут быть ко­
нечной продукцией. Это самый простой вид лесопиления.
При необходимости выпуска товарных пиломатериалов экспортного
назначения, которые должны полностью и неукоснительно отвечать требо­
ваниям соответствующих стандартов, технологический процесс произвол-
ства должен включать в себя все известные технологические операции, и в
первую очередь (после распиловки) обрезку и торцовку досок.
Распиловка - это продольное деление бревна одной или несколькими
пилами на пиломатериалы. Обрезка - это формирование ширины доски. В
пособии имеется в виду обрезка обзольных кромок необрезных досок па­
раллельно их продольным осям с целью получения чистообрезных пило­
материалов параллелепипедной формы или с обзолами допускаемых раз­
меров. С целью получения пиломатериалов более высокого качества или
кусковых отходов обрезки (реек), пригодных для вторичного использова­
ния в целом (не измельченном) виде, в некоторых случаях ось обрезной
доски может отклоняться от оси необрезного полуфабриката до положе­
ния, параллельного одной из обзольных кромок (обрезка параллельно об­
разующей).
Торцовка - это операция формирования длины пиломатериалов. На
предприятии операция торцовки досок может осуществляться неоднократ­
но: предварительная - для создания благоприятных условий выполнения
последующих
производственных
операций
(обрезка,
подсортировка,
транспортировка, сушка пиломатериалов) и окончательная - на стандарт­
ную или требуемую длину. От рациональности проведения операций рас­
пиловки, обрезки и торцовки в значительной степени зависит эффектив­
ность лесопильного производства в целом.
В соответствии с основными технологическими операциями лесо­
пильный цех можно рассматривать, проектировать или реконструировать
по участкам, соединяя их в желаемой комбинации.
Предлагаемое учебное пособие может облегчить работу студентов
над дипломными проектами реконструкции или проектирования лесо­
пильных цехов.
1. УЧАСТОК РАСПИЛОВКИ
Сырье
В качестве сырья для производства пиломатериалов используются
круглые лесоматериалы. В стандартах на круглые лесоматериалы [10 и др.]
определены основные характеристики пиловочного сырья в зависимости
от назначения пиленой продукции. Основой для определения назначения
лесоматериалов является получение наибольшего объемного выхода ос-
новной продукции с учетом наиболее распространенных схем раскроя
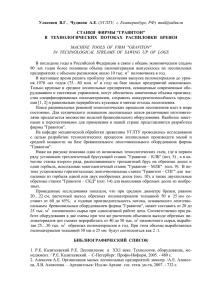
(рис.1).
Рис.1. Схемы продольного раскроя круглых лесоматериалов:
а - развальная, б - брусово-развальная, * -круговая, г - для выработки необрез­
ных шпал, д - для выработки обрезных шпал, е - секторная,
ж - развально-сегментная, з - брусово-сегментная
По развальной схеме выпиливаются необрезные доски смешанной
распиловки - с различным расположением пластей (пропилов) относитель­
но годовых слоев древесины. Схема позволяет выпиливать из сырья пило­
материалы максимально возможной ширины. При распиловке круглых ле
соматериалов по брусово-развальной схеме получаются необрезные и об­
резные пиломатериалы смешанной распиловки с более рациональным, чем
в первом случае, использованием качественных зон лесоматериалов. Одни
доски выпиливаются только из центральной (в основном ядровой или спелодревесной) части, другие - из периферийной (заболонной, возможно бес­
сучковой), зоны бревна. Использование брусово-развальной схемы упро­
щает процесс планирования выпиловки обрезных пиломатериалов задан­
ных сечений в требуемом количестве. Круговая схема позволяет полнее
использовать качественные зоны круглых лесоматериалов пониженного
качества, например с сердцевинной гнилью. В результате распиловки по­
лучаются необрезные, обрезные, одностороннеобрезные доски и горбыли.
Назначение схем гид
ясно из названия. Эти схемы отличаются отсутстви­
ем симметрии пропилов и ограниченным их количеством. Схемы е, ж и з
позволяют получать пиломатериалы с ориентированным расположением
пластей относительно годовых слоев древесины. Это пиломатериалы спе­
циального назначения радиальной или тангенциальной распиловки.
Для производства пиломатериалов и заготовок общего назначения
(для машиностроения, строительства, мебели и т.п.), когда расположение
годовых слоев не имеет принципиального значения, предназначаются
круглые лесоматериалы хвойных пород диаметрами 14 см и более, длиной
3,0...6,5 м с градацией 0,5 м. Для производства экспортных пиломатериа­
лов, учитывающих особенности зарубежных рынков сбыта, вырабатыва-
ются круглые лесоматериалы хвойных пород повышенного качества (1-2
сорт). Для производства экспортных пиломатериалов черноморской сорти­
ровки - это бревна длиной 4,0...8,0 м с градацией 0,25 м, северной сорти­
ровки - 4,0...7,0 м с градацией 0,3 м. Наиболее распространенные схемы
раскроя - развальная и брусово-развальная (рис.1, а, б) - предполагают
возможность получения основной продукции из любой части бревна груп­
повым методом распиловки (поставом пил) за один-два прохода через ста­
нок без учета особенностей конкретного бревна.
Для производства пиломатериалов и заготовок общего назначения ли­
ственных пород вырабатываются круглые лесоматериалы мягких листвен­
ных пород и березы длиной 2,0...6,0 м, твердых лиственных пород 1,0...6,0
м диаметрами 14 см и более. Раскрой лесоматериалов лиственных пород
чаще всего ведется по развальной, реже брусово-развальной схемам.
Для выработки пиломатериалов специального назначения служат спе­
циальные круглые лесоматериалы, которые часто называют кряжами. Аб­
солютные объемы производства пиломатериалов специальных назначений
значительно меньше, чем общего, а разнообразие технических требований
к исходному сырью очень широкое: ограничение породного состава и ка­
чества, диаметры и длины кряжей имеют различные ограничения как со
стороны минимальных, максимальных размеров, так и в отношении их
градаций, поэтому при необходимости следует воспользоваться специаль­
ной литературой.
Схемы участков распиловки
Оборудование для распиловки бревен наиболее сложное и дорогое
среди станков лесопильного цеха, поэтому оно должно использоваться
наиболее полно как по времени, так и по технической характеристике и
определять производственную мощность цеха - техническую возможность
при оптимальной организации технологии производства.
Выбор бревнопильного оборудования - наиболее ответственная и
многоплановая задача. Ее решение заключается в выборе такого вида, типа
машин и их сочетания в цехе, достоинства которых лучшим образом соот­
ветствовали бы исходным условиям организации производства: породному
составу и размерно-качественной характеристике сырья; объемам и специ­
фикации подлежащих выпиловке пиломатериалов; направлению использо-
вания отходов производства пиломатериалов как вторичных ресурсов.
Распиловка бревен в лесопильном цехе может осуществляться на од­
но- и многопильных станках и агрегатах. Агрегаты отличаются от станков
тем, что выполняют не только функцию продольного деления на пилома­
териалы, но одновременно перерабатывают горбыльные и реечные части
бревен или брусьев на технологическую щепу. Поставляются бревнопильные станки обычно в комплекте с необходимым околостаночным оборудо­
ванием.
Однопильные бревнопильные станки могут быть с дисковыми (типа
ЦДТ-б) и ленточными (типа ЛБ-150) пилами. Эти станки универсальны,
т.к. позволяют реализовать любую схему раскроя круглых лесоматериалов
последовательным поштучным отпиливанием пиломатериалов. Однако
экономически целесообразно использовать однопильные станки для рас­
кроя лесоматериалов специального назначения по специальным (например,
несимметричным) поставам или для индивидуальной распиловки сырья
пониженного качества, когда на основе оценки качества каждого конкрет­
ного бревна приходится пропилами "обходить" загнившую сердцевинную
или заболонную части, стремясь полнее использовать здоровую древесину.
В результате распиловки получаются обрезные и необрезные доски и гор­
были. В зависимости от схемы раскроя могут получаться так же доски с
одной обрезанной кромкой.
Технология индивидуального подхода к раскрою каждого бревна по­
зволяет вести распиловку без предварительной сортировки сырья, но по­
ступательно-возвратное его перемещение для отпиливания каждой доски и
большие затраты времени на вспомогательные (непроизводительные) опе­
рации не способствуют высокой производительности станков. В этом слу­
чае, для повышения производительности станков по распилу сырья, целе­
сообразно ограничивать число пропилов, приходящееся на бревно, путем
выработки пиломатериалов больших или кратных сечений. Пиломатериа­
лы кратных сечений можно в последующем распиливать на спецификационные на делительных станках с более тонкими пилами, получая увеличе­
ние объемного выхода.
Типовая схема участка распиловки однопильным станком представ­
лена на рис.2. Сырье на участок поступает по продольному цепному кон­
вейеру 1 и сбрасывается на накопитель 3 автоматическим сбрасывателем 2,
представляющим из себя рычажную систему, работающую от привода
конвейера. При нажатии движущимся бревном упора, рычаги сбрасывате­
ля ударяют по боковой поверхности бревна, сбрасывая его с конвейера. В
исходное положение система приходит под действием противовеса.
Рис. 2. Схема участка с однопильным бревнопильным ставком:
1 - продольный конвейер; 2 - сбрасыватель; 3 - накопитель; 4 - устройство по­
штучной выдачи; 5 - базирующая тележка; 6 - манипулятор; 7 - одно-пильный
станок; 8 - продольный конвейер; 9 - поперечный конвейер; 10 - шиберное уст­
ройство
Накопитель бревен может представлять из себя горизонтальный цеп­
ной поперечный конвейер с упорами, вмещающий 4...6 бревен, приямок с
наклонным поперечным конвейером, или наклонную под углом 11... 14°
горку с устройством поштучной выдачи в виде отсекателя.
Поперечный транспортер используется в случае, если и подача сырья
в цех осуществляется не продольным конвейером как на рис.2 (поз.1), а
поперечным непосредственно с наружи цеха. В этом случае горизонталь­
ная накопительная часть транспортера, располагаемая в цехе, делается в
виде отдельной секции с уменьшенным расстоянием между упорами.
Накопитель в виде приямка устраивается в случае ограниченной ка­
кими-либо местными условиями высоты рабочей ветви подающего кон­
вейера 1.
Если нет ограничений места для устройства накопителя, то лучшим
является наклонная горка с отсекателем (рис.3).
Длина накопительной части 5 обычно принимается без расчета (на
4... 10 бревен) - исходя из местных условий (места свободного от техноло­
гического оборудования).
Устройством поштучной выдачи 4 (рис.2, рис.3) бревна подаются на
платформу тележки 5.
Рис. 3. Накопитель для бревен:
1 - рычаг сбрасывателя; 2 - траверса продольного цепного конвейера; 3 - нако­
пительная горка; 4 - упор отсекателя (устройство поштучной выдачи бревен);
5 - платформа базирующей тележки бревнопильного станка
Базирование и ориентирование предмета обработки относительно пи­
лы осуществляется манипулятором 6 (рис.2) с ручным, гидравлическим
или пневматическим приводом, отпиливание пиломатериалов - периодиче­
ским надвиганием тележки на пилу, чередующимся с холостым возвратом
в исходное положение. Пиломатериалы, получающиеся в результате рас­
пиловки, могут удаляться одним из выносных конвейеров 8, 9 или предва­
рительно рассортировываться с помощью шиберного устройства 10 по на­
значению. Например, шпалы поперечным конвейером 9 могут переме­
щаться на участок пакетирования (пиломатериалы кратного сечения, двухкантные брусья, сегменты и сектора на вторичную распиловку), а горбыли
и тонкие доски с помощью роликового или ленточного конвейера 8 - на
участок обрезки или торцовки.
Наиболее распространены многопильные
бревнопильные
станки,
имеющие более высокую производительность благодаря распиловке всего
бревна за один или два прохода поставом пил. Постав пил устанавливается
в станок в соответствии с размерно-качественной характеристикой сырья.
Бревна в течение некоторого периода времени, определяемого стойкостью
пил и режимом работы цеха (желательно не менее полусмены), распили­
ваются по одному плану (поставу), поэтому на складе требуется создание
оперативного запаса бревен, рассортированных на определенные размер­
но-качественные группы. На предприятиях большой производственной
мощности, когда установлено несколько бревнопильных машин, специали­
зированных на распиловку сырья разных групп, накопление оперативных
запасов сортированного сырья не приводит к особым затратам, если же
бревнопильная установка всего одна, то затраты на осуществление сорти­
ровки и поддержание определенной величины оперативного запаса могут
существенно снизить или даже ликвидировать положительный эффект
производства, достигаемый за счет более высокой производительности
многопильного станка. Распиловка же одним и тем же поставом пил бре­
вен разных размерно-качественных групп (например, нескольких номи­
нальных диаметров) снижает объемный выход пиломатериалов, т.е. ухуд­
шает использование сырья и снижает общую эффективность производства.
Многопильные станки для распиловки бревен в настоящее время
очень широко представлены вертикальными лесопильными рамами разных
моделей разной производительности (одно-, полтора-, двухэтажные разных
просветов), кругло пильными станками для распиловки брусьев.
На рамах в нашей стране распиливается большая часть пиловочного
сырья. Это объясняется невысокой сложностью устройства, широкой гам­
мой моделей, а главное - высоким качеством распиловки, т.к. полосовые
рамные пилы, закрепленные в пильной рамке, более устойчивы в работе,
чем ленточные или дисковые. Расход древесины в опилки зависит от тол­
щины применяемых пил (2,0, 2,2, 2,5 мм), выбор которой, в свою очередь,
зависит от толщины распиливаемого сырья (высоты пропилов) и мощно­
сти механизма резания. Устройства базирования в виде двух тележек - ме­
ханизированной зажимной и неприводной поддерживающей, способных
поворачивать бревна вокруг продольной оси и перемещать их задние кон­
цы по горизонтали, позволяют учитывать при распиловке некоторые инди­
видуальные особенности бревен (форму, наличие трещин). Существующая
гамма лесопильных рам позволяет подбирать оборудование с разной про­
изводительностью для эффективной распиловки сырья практически любых
размерных групп как по диаметру, так и по длине.
Многопильные бревнопильные станки с дисковыми пилами в настоя­
щее время выпускаются только для распиловки брусьев (оказалось относи­
тельно сложным базирование круглых бревен в круглопильном станке).
Это, как правило, высокоскоростное оборудование, но с ростом толщины
распиливаемых брусьев требуются пилы больших диаметров. Для обеспе­
чения устойчивости пил больших диаметров в работе повышается их тол­
щина (больше, чем на лесопильных рамах), что вызывает чрезмерный рост
потерь древесины в опилки. Применение для распиловки толстых брусьев
каскада пил (половина толщины бруса распиливается пилами с нижним
расположением вала - закрытое резание, оставшаяся часть пропила фор­
мируется пилами, закрепленными на верхнем валу) способствует появле­
нию технического брака из-за вероятного несовпадения пропилов в виде
кинематической неровности пиленой поверхности (провес).
Основной характеристикой многопильных бревнопильных станков,
которой руководствуются при выборе оборудования в первую очередь, яв­
ляется величина просвета В, см, с которой согласуются и другие характе­
ристики, например величина хода пильной рамки лесопильной рамы. При
распиловке с брусовкой обязательным является следующее условие:
В
+
>d +fe +sf. <c 2c
uaKC
uaKC
Mal
при распиловке вразвал
+
В :>cUKC s<W+2c .
где с/макс- наибольший диаметр бревен (в вершинном торце), подлежащих
распиловке, см;
I макс- максимальная длина бревен, м;
s - средний сбег бревен, %;
с - страховой зазор между поверхностью бревна в комле и ограж­
дающими конструкциями просвета (стойками пильной рамки ле­
сопильной рамы), с =5 см.
При наличии одного бревнопильного станка в цехе в качестве ёмак
С
принимается наибольший диаметр бревен по спецификации, при наличии
нескольких станков - в соответствии со специализацией станков по груп­
пам диаметров (наибольший диаметр в группе).
Значение специализации по диаметрам распиливаемого сырья при на­
личии нескольких лесопильных станков в цехе хорошо объясняется на
примере лесопильных рам. Наибольшая эффективность использования
оборудования соответствует распиловке сырья диаметрами близкими к ве­
личине номинального (конструкционного) просвета рамы В. В этом случае
все механизмы рамы работают с полной нагрузкой при одинаковом с дру­
гими случаями (постоянном) штате обслуживания с наибольшей объемной
производительностью. При снижении диаметров распиливаемого сырья
производительность рамы снижается, поэтому при распиловке сырья
меньших диаметров целесообразно использовать рамы меньшего просвета
В, имеющие, как правило, бо'льшую частоту ходов пильной рамки и, соот­
ветственно, более высокую производительность.
Возможная схема участка распиловки лесопильной рамой по разваль­
ной схеме представлена на рис.4. Развальная схема распиловки чаще всего
реализуется при ограниченных объемах распиловки сырья, при производ­
стве пиломатериалов для собственных нужд предприятий различных от­
раслей промышленности, для внутризаводской переработки на заготовки
различного назначения, для распиловки круглых лесоматериалов листвен­
ных пород. В этих случаях используются чаще всего тихоходные одно­
этажные лесопильные рамы с минимумом околостаночного оборудования
(рис.4).
Сырье на участок подается с помощью автоматического продольного
цепного конвейера 1. При надвигании бревна на подпружиненный "фла­
жок" 3 срабатывает концевой выключатель подачи питания в электродви­
гатель привода конвейера и конвейер останавливается.
Рис.4.Схема участка рамной
распиловки вразвал:
1-продольный цепной конвейер;
2 - сбрасыватель; 3 -"флажок"
конечного выключателя; кон­
вейера; 4, 5 - впередирамные
тележки; 6 - лесопильная рама;
7 - роликовый конвейер
По мере распиловки оператор станка с помощью сбрасывателя 2 сбра­
сывает бревна с конвейера 1 на впередирамные тележки 4 и 5, освобождая
флажок включающий привод конвейера для подачи очередных бре­
вен. В случае использования на участке одноэтажных рам может использо­
ваться тележка с ручным винтовым зажимом бревна. При использовании
высокопроизводительных двухэтажных лесопильных рам тележка 4 долж­
на быть приводной, оснащенной гидравлическим или пневматическим ма­
нипулятором для ориентирования и базирования бревна по поставу в соот­
ветствии с его качественными особенностями. Распиленное на раме 6
бревно в виде пакета пиломатериалов попадает на роликовый конвейер 7.
В случае использования двухэтажных рам мелкие горбыли автоматически
удаляются через люк. При использовании одноэтажных рам люк отсутствует.
Все горбыли проходят вместе с досками или могут удаляться вручную на
дополнительный конвейер. В случае использования тихоходных одно­
этажных рам вместо роликового конвейера 7 могут применяться перехватные тележки с ручными винтовыми зажимами.
В случаях небольшой потребности в производительности (производ­
ственной мощности) участок с одной лесопильной рамой может быть при­
способлен для распиловки как вразвал, так и с брусовкой (рис.5). При рас­
пиловке вразвал все доски и длинные горбыли проходят на участок обрез­
ки или сразу на участок сортировки и пакетирования по рольгангу 7 и вы­
носному конвейеру 9. При необходимости распилить сырье с брусовкой
сначала в раму устанавливается брусовый постав. После распиловки брев­
на боковые доски удаляются с участка роликовым конвейером 7 и далее
ленточным 9, свободно проходя под регулируемым по высоте навесным
упором 8.
Рис.5. Распиловка с брусовкой на одной лесопильной раме:
1 - продольный конвейер; 2 - зажимная тележка; 3 - сбрасыватель; 4 поддерживающая тележка; 5 -"флажок"; 6 - лесопильная рама; 7,11 - роликовые
конвейеры; 8 - навесной упор; 9 - выносной конвейер; 10 - поперечный цепной
конвейер; 12 - накопительная площадка для брусьев; 13 - упор; 14 -поддержи­
вающий ролик
Двухкантные брусья после выпиловки задерживаются на не привод­
ном поддерживающем ролике 14, который устанавливается выше чем при­
водные. Брус выталкиваются на рольганг 7 по мере распиловки следующе­
го бревна только после ухода боковых досок за пределы его переднего
торца. Это регулируется длиной направляющих ножей рамы. Брусья пере­
мещаются по рольгангу только до упора 8. Далее они винтовыми роликами
смещаются на поперечный транспортер-брусоперекладчик 10. С попереч-
ного транспортера брус попадает на роликовый конвейер 11 и движется до
упора 13. Винтовыми роликами брус смещается на накопительную пло­
щадку 12. Площадка может быть оснащена поперечным транспортером.
При выпиловке бруса квадратного сечения брусья с накопительной
площадки могут сразу подаваться для распиловки в лесопильную раму вперемешку с бревнами (на один и тот же постав). Конструкция поддержи­
вающей тележки позволяет распиливать как бревна, так и брусья. Если не­
обходимо распиливать двухкантные брусья на брус прямоугольного сече­
ния или доски, то двухкантные брусья некоторое время должны накапли­
ваться на площадке 12 с укладкой в несколько рядов. Эта операция требует
дополнительных трудозатрат. После накопления планируемой партии
брусьев или через плановый период времени постав на раме изменяют на
развальный и в следующий период времени только двухкантные брусья
распиливаются на обрезные и необрезные пиломатериалы. После распи­
ловки бруса все пиломатериалы удаляются с участка конвейером 7. Навес­
ной упор 8 должен быть поднятым на высоту, достаточную для прохода
всех досок.
В случае использования более производительной, чем одноэтажная,
двухэтажной лесопильной рамы, на участке может быть организована рас­
сортировка полуфабрикатов пиломатериалов (рис.6). Схема отличается от
предыдущей тем, что после распиловки бревна или бруса тонкие доски и
деловые горбыли отделяются разделительными шинами 12 и винтовыми
роликами смещаются на поперечный транспортер 13 для подачи их на уча­
сток дообработки. Двухкантный брус перемещается по рольгангу 7 до на­
весного упора 8. Далее технология аналогична описанной по схеме рис.4.
При распиловке двухкантных брусьев навесной упор 8 поднимается на
достаточную высоту и толстые обрезные доски свободно проходят на вы­
носной конвейер 9. Расстояние от лесопильной рамы до навесного упора
должно быть не менее двукратной длины бревна, т.е. не менее тринадцати
метров.
При достаточно большом объеме производства товарные пиломате­
риалы обычно выпиливают по брусово-развальной схеме, реализуемой с
помощью двух многопильных станков. Типовая схема расстановки обору­
дования на участке представлена на рис.7 [24].
Бревна, поступающие в цех по продольному цепному транспортеру 1,
автоматически сбрасываются на накопитель 3. Сбрасыватель 2 работает
автоматически от привода конвейера при надвигании бревна на упор. На
Рис.6. Распиловка с брусовкой на двухэтажной лесопильной раме:
1 - цепной транспортер; 2 - приводная впередирамная тележка; 3 - сбрасыватель;
4 - поддерживающая тележка; 5 -"флажок"; 6 - лесопильная рама; 7, 11 роликовые конвейеры; 8 - навесной упор; 9 - выносной конвейер; 10,13 поперечные транспортеры; 12 - разделительные шины; 14 - накопительная пло­
щадка; 15-упор
впередирамные подающие тележки бревна подаются устройством поштуч­
ной выдачи 4 по команде с пульта управления рамой первого ряда. На ра­
мах первого ряда 5 получают двухкантный брус, необрезные доски, горбы. Макс.длина бр-на |2ЯЮ
Макс.длина бр-на
Рис.7. Схема участка распиловки с брусовкой:
1 - продольный цепной конвейер; 2 - сбрасыватель; 3 - накопитель; 4 - устройст­
во поштучной выдачи (отсекатель); 5 - лесопильная рама первого ряда; 6, 14 рольганги; 7 - неприводные ролики; 8 - манипулятор; 9 - брусоперекладчик;
10 - подающий ролик; 11 - лесопильная рама второго ряда; 12 - навесной упор;
13 - разделительные шины
ли. Опилки и мелкие горбыльные срезки автоматически (под действием
сил тяжести) могут отделяться через соответствующие люки в подвал или
первый этаж цеха для утилизации. Брусья, необрезные доски и длинные
(деловые) горбыли попадают на роликовый конвейер 6. Тонкие полуфаб­
рикаты свободно проходят под навесным упором 12 на участок дообработки (обрезка, торцовка), брус упирается в упор и смещается на односекционный брусоперекладчик - накопитель 9. Далее брус перемещается по на­
копителю по команде с пульта управления, смещается на неприводные ро­
лики 7 перед рамой второго ряда 11 и центрируется по поставу упорами
манипулятора 8. Сориентированный брус направляется в раму с помощью
приводного роликового устройства 10, включаемого оператором. После
распиловки бруса полуфабрикаты пиломатериалов (обрезные, необрезные
доски и длинные горбыли) попадают на роликовый конвейер 14.
Вместо односекционного брусоперекладчика 9 может применяться
двухсекционный (поз.8, рис.14). В этом случае ролики рольганга за рамой
первого ряда могут быть гладкими. При нажатии брусом на навесной упор
12 автоматически включается первая секция брусоперекладчика. Секция
приподнимается выше уровня роликов, снимает брус с рольганга и пере­
мещает его, надежно сохраняя положение продольной оси, за пределы
упора и опускается в исходное положение. Вторая секция брусопереклад­
чика работает по команде с пульта управления рамой второго ряда или в
автоматическом режиме, подавая брусья на участок базирования (рис. 7,
ролики 7) при его освобождении от предыдущего бруса по мере подачи в
распиловку. При использовании двухсекционных
брусоперекладчиков
брусья надежнее сохраняют положение параллельное направлению подачи
в бревнопильных станках обеспечивая устойчивую работу манипулятора
рамы второго ряда.
На рольганге 14 за станком второго ряда обычно происходит разделе­
ние обрезных и необрезных досок с помощью разделительных шин, уста­
навливаемых за направляющими ножами. Обрезные (обычно толстые)
доски могут направляться на участок торцовки, сортировки или пакетиро­
вания, а необрезные тонкие вместе с длинными горбылями - на участок
обрезки или торцовки.
Естественно, что брусово-развальный поток (рис.7) при необходимо­
сти можно использовать и для распиловки бревен вразвал. Однако в этом
случае будет простаивать лесопильная рама второго ряда. Если уже при
проектировании планируется распиловка части круглых лесоматериалов с
брусовкой, а другой части (например, лиственных пород или хвойных тон-
комерных бревен) вразвал, для эффективного использования бревнопильного оборудования может быть спроектирован рамный лесопильный уча­
сток для смешанной распиловки (рис.8), который отличается от предыду­
щего наличием перед рамой второго ряда вместо неприводных роликов с
манипулятором впередирамных тележек, таких же как и перед рамой пер­
вого ряда и дополнительного конвейера для подачи круглых лесоматериа­
лов.
При распиловке вразвал рамы работают автономно - независимо одна
от другой: навесной упор 10 поднимается, брусоперекладчик 9 отключает­
ся. К раме второго ряда 8 бревна подаются отдельным цепным конвейером
с автоматическим остановом при подаче очередного бревна. Навалка брев­
на на тележки осуществляется сбрасывателем б, управляемым с пульта
управления рамы второго ряда.
Рис.8. Рамный поток для смешанной распиловки:
1 - продольные цепные транспортеры; 2 - приводная тележка; 3 - автоматический
рычажный сбрасыватель; 4 - поддерживающая тележка; 5 - лесопильная рама
первого ряда; 6 - сбрасыватель; 7 -"флажок"; 8 - лесопильная рама второго ряда;
9 - брусоперекладчик; 10 - навесной упор
При применении бревнопильных станков объемный выход пиломате­
риалов из бревен средних диаметров не превышает 60%, при этом получа­
ется около 22-25% технологической щепы от переработки горбылей, реек и
короткомерных отрезков на рубильных машинах. Выход пиломатериалов
можно довести до 68-70% при выработке из пиловочного сырья, кроме
длинных досок, изделий из реек, горбылей, короткомерных отрезков. Но
затраты труда при этом значительно увеличиваются, и в случае отсутствия
достаточного спроса на мелкую пилопродукцию на месте производства
выработка этих пиломатериалов обычно не целесообразна. Чаще бывает
более эффективным использование сырья для получения длинномерных
пиломатериалов и технологической щепы на агрегированном оборудова­
нии.
Агрегатное оборудование для переработки круглых лесоматериалов
на длинномерные пиломатериалы и щепу отличается высокой производи­
тельностью, т.к. представлено фрезерными и фрезернопильными линиями
с дисковыми или ленточными пилами, т.е. оборудованием с режущими ин­
струментами, имеющими прогрессивное вращательное или поступательное
движение, позволяющее работать с большими скоростями резания и пода­
чи. Это фрезерно-брусующие станки (ФБС), фрезернопильные линии типа
ЛАПБ и ЛФП. Совмещение нескольких технологических операций в од­
ном станке (формирование сечений пиломатериалов и переработка горбыльной или реечной части в щепу) снижает потребность в производст­
венной площади и трудозатратах по сравнению с традиционной распилов­
кой на лесопильных рамах с переработкой отходов на щепу в рубильных
машинах в 1,5...2,5 раза, повышает выход целлюлозной щепы кондицион­
ной фракции, комплексное использование сырья по объему достигает мак­
симально возможного (в соответствии с теорией 92 % ) .
Наиболее эффективное использование фрезерных и фрезернопильных
линий ограничивается переработкой круглых лесоматериалов только сред­
них и мелких диаметров. По результатам исследований ЦНИИМОДа [24],
для ФБС это в основном непиловочные и пиловочные сортименты диамет­
рами 8...16 см, ЛАПБ - пиловочник диаметром 14...18 см, ЛФП - 14...24 см.
Эти ограничения легко объясняются технологическими схемами, по кото­
рым обрабатываются круглые лесоматериалы.
На ФБС вырабатывается двухкантный брус оптимальной толщины.
Вся горбыльная часть превращается в щепу - продукцию более дешевую (в
3...4 раза), чем пиломатериалы, поэтому это эффективно при переработке
тонкомера таких диаметров, при которых в сфрезеровываемый горбыльный сегмент (рис.9, а) не вписывается доска минимального сечения (по
ГОСТ 24454-80 - это пиломатериалы шириной 75 мм и толщиной 16. .22
мм).
На линиях типа ЛФП между брусом и сфрезеровываемой горбыльной
частью выпиливается пара тонких досок (рис.9, б), что позволяет эффек­
тивно перерабатывать более толстые бревна. С увеличением диаметра бре­
вен в станок должны устанавливаться дисковые пилы больших диаметров.
Для обеспечения их устойчивости в работе должна увеличиваться и их
толщина, вызывающая повышенный расход древесины в опилки - самую
дешевую составляющую продукции лесопильного производства.
I
[пиломатериалы
щепа
опилки
Рис.9. Схемы агрегатной переработки круглых лесоматериалов:
а - на фрезерно-брусующем станке; б - на линии агрегатной переработки
бревен; в - на фрезернопильной линии
На линии агрегатной переработки бревен (ЛАПБ) сырье раскраивает­
ся по развальной схеме (рис.9, б), дающей в принципе объемный выход
пиломатериалов на 0,5.., 1,0% ниже брусово-развальной. Кроме того, на
линии используются дисковые пилы повышенной толщины.
Типовые схемы участков агрегатной переработки круглых лесомате­
риалов приведены на рис. 10 и 11.
35000
.
старту
\ 3.600]
иг-и^^Д
1 2 Рис.10.
3 Схема
4 участка
S с фрезерно-брусующим станком:
1 - продольный цепной транспортер; 2 - базирующий роликовый конвейер;
3 - фрезерно-брусующий станок; 4, 5 - роликовые конвейеры; 6 - фрезернобрусуюпщй станок второго ряда; 7 - многопильный круглопильный станок; 8 роликовый конвейер; 9-поперечный цепной транспортер; 10-выносной конвейер
Окоренное сырье поступает на участок (рис.10) по цепному конвейеру
1. Базирующее устройство 2 представляет из себя роликовый конвейер с
седлообразными роликами. Бревна ориентируются плоскостью кривизны в
вертикальную плоскость под действием сил гравитации и базируются с
помощью прижимного ролика. Качество центрирования менее точное, чем
впередирамной тележкой. В результате двухкантные брусья, выходящие из
фрезерно-брусующего станка 3, имеют, как правило, значительное разли­
чие ширин (левой и правой) пластей. Качество базирования считается до­
пустимым только из-за того, что сырьем для ФБС служат сравнительно
дешевые тонкомерные пиловочные и непиловочные круглые лесоматериа­
лы. Брусья после фрезернопильного станка первого ряда сначала попадают
на роликовый конвейер 4, а затем опрокидываются на пласть на роликовом
конвейере 5. Далее возможны варианты.
Во втором ряду устанавливается или фрезерно-брусующий станок
второго ряда и в результате вырабатывается четырехкантный брус (брусок)
и щепа, или многопильный станок - получаются обрезные доски и горбы­
ли, или фрезернопильный станок для бруса - вырабатываются обрезные
доски и щепа. Продольные оси станка второго ряда 6 и конвейера 5 сме­
щены относительно продольной оси конвейера 4 и станка первого ряда на
расстояние около 300мм, которое преодолевается в момент опрокидывания
двухкантного бруса с кромки на пласть. Центрирование двухкантного бру­
са перед фрезерно-брусующим станком второго ряда осуществляется по­
стоянными подпружиненными механическими упорами или манипулято­
ром, работающими в автоматическом режиме. Обрезные доски из много­
пильного станка 7 попадают на роликовый конвейер с разделительными
шинами (аналогично поз. 12 рис.6). Тонкие доски и горбыли (в случае ис­
пользования многопильного станка) отделяются для подачи на торцовку
транспортером 9, а толстые выносятся конвейером 10. Щепа удаляется че­
рез люк в полу под станком. Обслуживают участок два человека.
Схема фрезернопильного участка линии агрегатной переработки бре­
вен (ЛАПБ) представлена на рис.11. Организация работ на участке анало­
гична описанной ранее. Участок обслуживают два человека. Линия должна
устанавливаться над подвалом или на втором этаже цеха для удобства уда­
ления технологической щепы и опилок через люк в полу под станком.
Двухпроходная фрезернопильная линия на основе станков типа ЛФП
устанавливается по схеме рис.12. Технология отличается от предыдущей
только тем, что тонкие доски отделяются как после фрезернопильного
станка второго ряда, так и после станка первого ряда. Далее они могут со­
бираться на один конвейер и дообрабатываться на одном и том же участке.
При выборе агрегатного бревнопильного оборудования следует помнить,
что недостаток производительности пильных станков легко компенсирует­
ся повышением коэффициента сменности работы оборудования, установ­
кой дополнительного оборудования, а недостаток объемного выхода пи­
ломатериалов при применении агрегатов - дополнительным расходом сы­
рья, что менее эффективно, т.к. в структуре себестоимости пиломатериа­
лов стоимость сырья достигает 70 %.
21000
7 2
3
Ч
S
6
7
В
Рис.П.Линия агрегатной переработки бревен (ЛАПБ):
1 - продольный цепной конвейер; 2 - накопитель бревен; 3 - базирующее устрой­
ство; 4 - фрезернопильная линия; 5 - навесной рольганг; 6 - разделительные ши­
ны; 7 - поперечный цепной транспортер; 8 - продольный конвейер
Рис.12. Технологическая схема фрезернопильной линии:
1 - продольный цепной конвейер; 2 - базирующее устройство фрезернопильного
, станка первого ряда; 3 - фрезернопильный станок первого ряда; 4, 8 - навесные
рольганги с разделительными шинами; 5, 9 - поперечные транспортеры; 6 - уст­
ройство для базирования и подачи бруса; 7 - фрезернопильный станок для бруса;
10 - выносной ленточный конвейер
Поскольку фрезерные и фрезернопильные бревнопильные станки эф­
фективно использовать можно только для переработки тонкомерного сы­
рья, а поставляется сырье на предприятие чаще всего всех возможных в
данном экономическом регионе диаметров, то для распиловки крупного
сырья в цехе устанавливают и лесопильные рамы. Для выравнивания по
длине рамных участков и участков с однопроходными агрегатами с целью
более рационального использования площади помещений при распиловке
с брусовкой брусующая рама и рама второго прохода могут располагаться
в одном ряду (рис.13).
Ширина рамного участка увеличивается на длину поперечного транс­
портера 7 и ширину роликового конвейера 8.
Возможна переработка бревен брусово-развальным методом на сме­
шанном оборудовании тремя станками (рис. 14). Два станка (чаще рамы),
имеющих надежные механизмы базирования, работают с брусовыми по­
ставами, выпиливают двухкантные брусья и тонкие необрезные доски.
Доски поступают на участок дообработки, а брусья через двухсекционные
брусоперекладчики 8, которые одновременно выполняют роль накопите­
лей, - на один высокопроизводительный круглопильный или фрезернопильный станок (типа СБ8, ЛФП-3) для развала на обрезные и необрезные
доски.
7
12000
и
10 И 12 13
f
*
in
i6
i
i7
и»
:
:
:
-П 19
Рис.13. Схема участка для распиловки с брусовкой
на лесопильных рамах, расположенных в одном ряду:
1 - продольный цепной транспортер; 2 - сбрасыватель; 3 - накопитель; 4 тележка; 5 - лесопильная рама первого ряда; 6, 8, - рольганги; 7 - поперечный
транспортер; 9 - навесной упор; 10 - постоянный упор; 11 - неприводные ролики;
12 - манипулятор; 13 - брусоперекладчик; 14 - подающий ролик; 15 -рама второ­
го прохода; 16 - рольганг навесной; 17 - разделительные шины; 18 - стол попе­
речного цепного транспортера; 19 - выносной ленточный конвейер
Объектом индивидуального проектирования при использовании типо-
вых схем в первую очередь является выбор моделей бревнопильных стан­
ков, заключающийся в создании условий для рационального, наиболее
полного использования сырья. В случае ограниченного объема производ­
ства, когда достаточно одного бревнопильного станка, техническая харак­
теристика его должна обеспечивать переработку бревен всей специфика­
ции (одноэтажные лесопильные рамы, однопильные бревнопильные стан­
ки) при высоком коэффициенте использования в течение года или рабоче­
го сезона.
В случае большого объема производства, когда в цехе должно быть
несколько бревнопильных станков, нужно использовать высокопроизводи­
тельное оборудование, специализированное на переработку сырья разных
размерно-качественных групп. Другими словами, в многопоточном лесо­
пильном цехе должны быть бревнопильные станки разных типов, в т.ч. ра­
мы с разной величиной просвета.
7 2
3
*
5
В
7
8
9
Ю
U
Рис.14. Схема распиловки с брусовкой тремя станками:
1 - продольный конвейер; 2 - тележка; 3 - накопитель; 4 - сбрасыватель;
5 - отсекатель; 6 - лесопильная рама; 7 - рольганг; 8 - брусоперекладчик; 9 манипулятор; 10 - навесной упор; 11 - бревнопильный станок второго ряда
Для наиболее полного использования технических
возможностей
бревнопильного оборудования должна быть организована своевременная
подача сырья и удаление полуфабрикатов и отходов. Расчетная штучная
производительность подающего конвейера 1 должна быть на 20...25%
больше штучной производительности бревнопильного станка при распи­
ловке с максимальной скоростью подачи. При необходимости работы кон-
вейера на скоростях более 0,3 м/с, для предотвращения отрицательного
влияния несинхронной подачи сырья конвейером к бревнопильному стан­
ку необходимо устанавливать накопители бревен. Наиболее эффективен имеет меньшее время выдачи бревна на базирующее устройство бревнопильного станка - накопитель в виде горки (рис.3) с отсекателем.
При использовании станка с невысокой скоростью подачи накопитель
не обязателен. В этом случае, конечный выключатель, управляемый флаж­
ком, должен останавливать конвейер, а бревно должно сбрасываться с кон­
вейера непосредственно на базирующее устройство бревнопильного станка
автономным сбрасывателем по команде оператора с пульта управления.
Если по расчету синхронизированная скорость питающего конвейера
получается больше 0,7 м/с, что возможно при его устройстве на участке
агрегатной переработки и загрузке конвейера вручную, то коэффициент
загрузки цепи значительно снижается и дальнейший рост скорости цепи не
приводит к пропорциональному росту производительности, т.е. произво­
дительность конвейера ограничивается возможностями ручной загрузки. В
таких случаях целесообразно организовать подачу сырья на участок двумя
конвейерами (рис.15). В результате, потребная скорость конвейеров сни­
жается, работа конвейеров становится менее опасной для оператора, обес­
печивается экономически приемлемый коэффициент загрузки бревнопиль­
ного станка. По нашим наблюдениям, при подаче тонкомера на агрегатный
участок, работающий со скоростью подачи 36 м/мин, из-за недостаточной
производительности одного подающего конвейера коэффициент использо­
вания машинного времени агрегатов может снижаться на 20...30%.
При отсутствии бревен с повышенной кривизной для сброса бревен
могут использоваться простые по устройству плужковые сбрасыватели
(рис. 15, поз.4).
Рис.15. Подача сырья двумя
транспортерами:
1, 5 -продольные транспортеры; 2накопительные горки; 3-отсекатели;4 плужковый сбрасыватель; 6- бази­
рующее устройство
Другой вопрос, решаемый при индивидуальном проектировании, - это
определение места расположения оператора и пульта управления
механизмами. Оператор должен видеть кривизну бревен и торцовые
трещины (метик, отлуп), которые чаще всего встречаются на комлевых
торцах бревен. Предварительно следует определиться с направлением
подачи бревен в бревнопильный станок руководствуясь его технической
характеристикой и достоинствами и недостатками подачи комлем и
вершиной вперед. При подаче бревен в станок вершиной вперед пульт
управления должен располагаться сзади сверху или сзади рядом с бази­
рующим устройством, на расстоянии, позволяющем перерабатывать са­
мые длинные бревна (10...12м). При подаче бревен комлем вперед пульт
управления должен располагаться около бревнопильного станка.
Р а с ч е т производственной мощности
Производственная мощность лесопильного цеха - наибольшая годо­
вая производительность при оптимальной организации производства оп­
ределяется производительностью отдельных бревнопильных станков и
их количеством. В лесопилении, как материалоемкой отрасли, принято
определять производственную мощность не только по выпуску продук­
ции - пиломатериалам, но и по распилу сырья. Эти показатели хотя и
связаны между собой, но не жестко, поэтому имеют самостоятельное
значение при анализе работы лесопильного цеха и самостоятельные пу­
ти управления. Другими словами, при одной и той же производственной
мощности по распилу сырья можно иметь разную производственную
мощность по пиломатериалам и, наоборот, - при одинаковом объеме
производства пиломатериалов разные цехи могут распиливать не одина­
ковые объемы сырья.
Расчет производственной
мощности
лесопильного цеха по распилу сырья
Производственная мощность лесопильного цеха по распилу сырья
Q определяется по формуле, м /год,
3
r
д =Пс дк ,
(1)
где Пср-средняя суточная производительность бревнопильного оборудо­
г
Р
г
вания цеха по распилу сырья (среднесуточная производитель­
3
ность цеха), м /сут;
Д - годовой фонд рабочего времени, да;
К - поправочный коэффициент на среднегодовые условия выпол­
г
нения работ на открытом воздухе (подготовка к распиловке и
подача сырья в цех).
Величина коэффициента К принимается в соответствии с темпера­
г
турной зоной, в которой располагается предприятие:
Температурная
зона
1
(Север-й
Кавказ)
Кг
0,98
2
(Аст­
рах.,СПтб)
0,96
3
(Воро­
неж)
4
(Арх-ск,
Курган)
0,93
0,90
5
6
(Омск,
(ТюБарнаул) мень.УстьИлим)
0,86
0,80
Годовой фонд рабочего времени
Д = 365-(П+С+В+Р),
(2)
где П- число праздничных дней в году;
С- число нерабочих суббот (при чистой пятидневке 52);
В- число воскресных дней (52);
Р- число рабочих дней, планируемое на проведение ремонта.
А. Если в цехе всего один бревнопильный станок (лесопильный по­
ток) или несколько одного и того же типа, то среднесуточную произво­
дительность цеха можно определить по формуле
П с р = ^ Ж
(3)
где Cj- коэффициент сменности работы станка (среднее число смен в
сутки);
Zf число эффективных бревнопильных станков (потоков) в цехе;
Рг процент сырья г-того номинального диаметра (г-той сортировоч­
ной группы), YJPi=I00%;
Л,- производительность бревнопильного станка при переработке
3
бревен г-той сортировочной группы, м /см.
Для многопильных станков проходного типа
n^UiT^kpki/h,
(4)
для однопильных станков
n^UiTcM^/tUz)
или nrTJwt/t,,
где Ты - продолжительность рабочей смены, мин;
(5)
j
q,~ объем бревна г-той сортировочной группы, m ;
Ар-коэффициент использования рабочего времени, зависит от вида
оборудования и может быть принят для одноэтажных лесопиль­
ных рам - 0,73 (для коротышовой - 0,77), для двухэтажных лесо­
пильных рам - 0,9, для фрезернопильных, многопильных станков
и ЛАПБ - 0,89, для одно-пильного ленточнопильного - 0,88, или
рассчитан по формуле
(6)
кис -коэффициент, учитывающий влияние межцеховых связей, 0,94;
Говс-время на обслуживание рабочего места, принимается в зависи­
мости от вида оборудования: для двухэтажных лесопильных рам
8, для фрезернопильных и многопильных круглопильных стан­
ков -10, для одно-пильного ленточнопильного станка - 20 мин;
Топа - время на отдых и личные надобности рабочих, 10 - 15мин.
длина бревен i-той сортировочной группы, м;
z - среднее число (пропилов) на бревне;
/„ -время цикла распиловки одного бревна, мин;
^-коэффициент использования машинного времени бревнопильного станка, определяется по формуле (7) или принимается по
справочным данным: для двухэтажных рам в зависимости от
времени распиловки бревна t (приложение 1), для одноэтаж­
p
ных рам принимается в зависимости от способа распиловки - в
случаях распиловки вразвал или с брусовкой двумя рамами
к =\, при распиловке с брусовкой на одной раме (с возвратом
{
бруса) £,=0,65.
jfc,=l/(l+
(7)
где t„ -время межторцового разрыва, с;
SXi-суммарные внецикловые потери времени головного станка, с;
5Хг-суммарные внецикловые потери времени
брусово-развального
станка (при его наличии), с;
Дггкоэффициент наложения потерь (числовые значения см. ниже).
t -время распиловки (обработки) бревна на станке, с,
p
многопильном: i =60li/Ui,
p
однопильном: t =60U-,z/[/,
p
j(8)
где Uг скорость распиловки (подачи) бревнопильного станка, м/мин.
Для однопильных станков принимается в зависимости от средней
высоты пропилов (табл.1).
Таблица 1
Средняя скорость подачи бревен на станке ЛБ150 при скорости
резания 45м/с и толщине пилы 1 47 мм
Высота
Высота
Скорость подачи,
Скорость подачи в
пропила,
пропила,
м/мин, при точности
м/мин при точности
мм
мм
±2 мм
±1 мм
±1 мм
+2 мм
100
90
500
27
43
13
150
37
80
550
11
23
200
70
600
20
32
10
250
27
60
650
9
17
300
24
52
700
8
15
350
21
44
750
7
13
400
18
38
800
6
11
450
15
32
850
6
11
Для лесопильных рам
игАрП/1000,
(9)
Д - расчетная посылка, мм.
р
Др=Д ^ * .Д„
и
к
(10)
с
Д„ - инструкционная посылка [14], мм, приложение 2;
к„ - поправочный коэффициент на породу распиливаемого сырья
для двухэтажных рам [14]:
Порода
Сосна, ель, осина
Ольха
Береза
Бук
0,70
0,95
0,85
1,0
к - поправочный коэффициент на ход пильной рамки для двухэтаж­
К
н
ных лесопильных рам, к = Н/600 (Н - ход пильной рамки приня­
н
той лесопильной рамы, мм);
к .д- поправочный коэффициент на состояние распиливаемой древе­
с
сины (сухая - 0,9, влажная -1,0, мерзлая 0,9);
к, - поправочный коэффициент на способ подготовки зубьев пил
(плющение -1,0, развод - 0,85);
!
п - частота ходов пильной рамки лесопильной рамы, мин ~ .
Время межторцового разрыва t„ для двухэтажных лесопильных рам,
фрезернопильных, фрезерно-брусующих, многопильных круглопилъных
станков при управлении загрузкой бревен в станок оператором прини­
мается равным 1,9 с, при работе станков в автоматическом режиме вре­
мя межгорцового разрыва принимается в соответствии с технической
характеристикой
оборудования.
При
распиловке
бревен
на
одно-
пильном ленточнопильном станке величина /« (время вспомогательных
операций) может быть определена по следующей формуле:
t,= [t nt +z(t +t4)+h]K
1+
2
(11)
3
где tj, t , t}, t4, t - составляющие вспомогательного времени. Их число­
2
s
вые значения по данным СибНИИЛПа приведены в
табл.2.
Таблица 2
Продолжительность
Обозна­
чение
и
h
t
3
t
h
4
вспомогательных
операций,
с
Привод исполнительных
Наименование операции
механизмов тележки
пневматиче­
гидравличе­
ский (ЛБ-150) ский (ЛБ-240)
14,5
Навалка, установка и закреп­
па
ление бревна
12,5
12,5
Поворот бревна (бруса) на 90°
17,0
17,0
То же на 180°
Установка размера и подача
3,0
2,5
бревна к пиле
5,0
Откатка тележки
5,0
2,7
4,0
Сброс остатков пиления
Я - количество поворотов бревна (бруса);
z - число пропилов;
к - коэффициент, учитывающий инерционность механизмов тележ­
в
ки, к, =1,1.
Суммарное время внецикловых потерь лесопильных станков:
Лесопильная рама: распиловка вразвал
распиловка с брусовкой
Uni =3,01
2Л/=2,72
2>„^2,96
ЛАПБ при скоростях подачи 30... 36 м/мин
2X^=5,1
ЛФП при скоростях подачи 30...36 м/мин
2Х(=2,89
If«*=3,63
ФБС - многопильный станок
при скоростях подачи 24. .36 м/мин
L^j+Z^=3,l
станок многопильный круглопильный
Ht„2=2,l
станок однопильный ленточнопильный
Z^j=10,5
Коэффициент наложения потерь А 21 показывает какая часть потерь
времени станком второго ряда переходит в простои головного станка:
1 2
Д21=1/(И**ЕХ20„).
где t - время рабочего цикла, t =t t с;
4
4
p+
( )
e
Е- емкость накопителя брусьев перед брусоразвальным станком станком второго ряда, шт.;
в - среднее время простоя для устранения неполадок, с.
ср
Для лесопильных рам среднее время простоя для устранения непо­
ладок в течении смены принимается равным 100 с.
Б . Если в цехе несколько бревнопильных станков разных видов, то
средняя суточная производительность цеха
Пс = -7-,
(13)
Р
где ш - условный объем сырья, который может быть принят любым, но
3
более удобный для расчета т = 1000 или 100000 м (в соответст­
вии с разрядностью предполагаемой мощности);
t -время работы цеха на условном объеме сырья, дн. (сут).
u
Время работы цеха на условном объеме сырья известной специфи­
кации можно определить табличным способом. Если в цехе потоки двух
видов, то можно воспользоваться формой табл.3.
В графе 2 табл. 3 записываются номинальные (четные) диаметры рас­
пиливаемого сырья по порядку, начиная с наименьшего. В третьей графе
указывается процент бревен каждого диаметра по спецификации Р/, а в
четвертой - кубатура в условном объеме: w, = Pico/100.
В соответствии со специализацией бревнопильного оборудования
разного типа ориентировочно определяется диапазон диаметров бревен,
предполагаемых к распиловке на бревнопильном оборудовании (пото­
ках) первого и второго типов, и определяется сменная производитель­
ность эффективных станков Пц (/-тип оборудования - 1 или 2), которая
Таблица 3
Определение
№
п/п
1
Диа­
метр
бре­
вен.
Объем сырья
d, см
2
Р,%
3
со, м
4
100
1000
3
Произво­
дитель­
ность
бревнопильного
станка
(потока)
первого
типа,
П , м /см.
5
3
п
времени работы цеха t на условном
u
Суточная
производи­
тельность
станков
(потоков)
первого ти­
па,
3
Aic, м /сут
6
Производи­
тельность
бревно' пильного
станка вто­
рого типа.
3
Flit, м /см.
7
объеме
сырья
Суточная
производи­
тельность
станков
второго ти­
па,
Время
станков
(потоков)
первого
типа,
работы
станков
второго ти­
па,
А , л^/сут
8
дн.
9
дн.
10
2с
/
п
Итого:
±
*и
± *х
i= 2
Примеча­
ния
11
записывается соответственно в графу 5 или 7. Значения суточных (днев
ных) производительностей эффективных станков j-того типа (графы 6 и
8) определяются по формуле
Aji=njiZjC
(14)
jt
где Zj -число эффективных станков j-того типа;
Cj -средний коэффициент сменности работы станков j-того типа.
Время работы станков на сырье i-того диаметра (графы 9, 10)
fy"a,/Ap.
(15)
Следующим действием уточняется граничный диаметр сырья по ус­
ловию
£
f;,< f. * £
tji ,
(16)
где г - номер граничного диаметра (графа 1);
г„- одинаковое время работы оборудования первого и второго типа искомое время работы цеха на условном объеме сырья заданной
спецификации, дн.
Время работы станков первого типа на сырье граничного диаметра
г/ и второго типа t определяется решением системы двух уравнений.
г
2e
ihtle+A ehe=COe
2
,
(18)
3
где <о - объем бревен граничного диаметра, м ;
г
X) tu - суммарное время работы станков первого типа на сырье г'-тых
диаметров, начиная с первого до граничного (исключая гра­
ничный), дн. (сут.);
X t
2i
-суммарное время работы оборудования второго типа на сырье
диаметрами начиная со следующего после граничного (исклю­
чая граничный) до последнего, дн.
Aie, А -суточные производительности соответствующего оборудования
2г
при переработке сырья граничного диаметра.
Если одно из значений t получилось отрицательным, то это свиде­
j2
тельствует о неправильном определении граничного диаметра. Следует
изменить граничный диаметр и решить систему с новыми исходными
данными.
Вычисленные величины tp вносятся в графы 9, 10 табл.3. Итоговые
значения в графах должны получиться одинаковыми (см. формулу 17) равными времени работы цеха t на условном объеме сырья а> заданной
спецификации, которое и используется для определения производственной
мощности лесопильного цеха при определении средней дневной
производительности по формуле (13).
u
Если граничным получается сырье такого диаметра, что его нельзя
перерабатывать на оборудовании первого типа в соответствии с его
технической характеристикой (например, на ЛПТ-6 диаметрами более, чем
14 см) или известными ограничениями эффективности (например, для
ЛАПЕ диаметрами более 18 см), то следует изменить режим работы
соответствующего оборудования - уменьшить коэффициент сменности
оборудования первого типа (ЛПТ, ФБЛ, ЛАПБ) или повысить
коэффициент сменности для оборудования второго типа (лесопильные
рамы, однопильные станки) или изменить его количество. Естественное
распределение сырья по диаметрам в большинстве регионов России такое,
что в одинаковом режиме фрезернопильное и прочее бревнопильное
оборудование могут эксплуатироваться только при соотношениях, когда на
один агрегатный поток приходится 2 - 4 рамных, ленточнопильных.
Если в качестве бревнопильных станков первого типа используются
фрезернопильные агрегаты, то надо помнить, что тонкомерные бревна
кривизной более 1 ...1,5 % следует в любом случае перерабатывать на
рамах или другом более подходящем оборудовании, то есть некоторая
доля
сырья диаметрами до 16... 18 см должна перерабатываться на
оборудовании второго типа. Поэтому, при расчете производственной
мощности - в графе 2 табл.3 эти диаметры должны быть повторены (лучше
в конце графы - внизу), а проценты (графа 3) разделены между сырьем,
распиливаемым на агрегатах (относительно прямые бревна), и сырьем тех
же диаметров, распиливаемым на оборудовании второго типа (с кривизной
более 1 ...1.5 % ) . В графе примечаний табл.3 отмечаются граничный
диаметр, сырье, распиливаемое соответственно на оборудовании первого и
второго типа, кривые бревна и пр.
Если в цехе проектируется три вида бревнопильного оборудования
(например, агрегатная линия для переработки тонкомера ЛПТ, линия
агрегатной переработки бревен ЛАПБ и несколько лесопильных рам), то
табл. 3 для расчета времени работы цеха на условном объеме сырья
должна быть изменена и дополнена после графы 8 графами, приведён­
ными в табл.4.
Таблица 4
Продолжение табл. 3 (после графы 8)
Производи­
тельность
бревшшльного станка
третьего
типа
Я д м*/см.
Суточная
производи­
тельность
станков
третьего
типа
A м 1сут.
9
10
Время работы станков
второго
третьего
первого
типа
типа
типа
ъ
t , дн.
3h
t , дн.
hi, дн.
12
u
11
Примеча­
ния
Si
13
14
В результате деления сырья между тремя видами бревнопильного
оборудования появляется два граничных диаметра - 1г и 2г. Время
работы соответствующего оборудования на сырье граничных диаметров
обозначается следующими символами:
t
Us
- время работы оборудования
первого типа на сырье первого
граничного диаметра, дн.;
tiu - время работы оборудования второго типа на сырье первого
граничного диаметра, дн.;
t22a -
время работы оборудования второго типа на сырье второго
граничного диаметра дн.;
tuz - время работы оборудования третьего типа на сырье второго
граничного диаметра, дн.
Числовые значения времени работы потоков на сырье граничных
диаметров определяются путем решения системы четырех уравнений.
С
2г-1
Z
hi + и.1г= Ьлг
1=1
<(
Z
+Z
hi+ t .
2 b
;
(19)
1=1г+1
t +t
u
= t .k+ Z
U g
to
3
i=l
;
(2°)
2г+1
Лиг tl.h +А .1г h.Ie = Ю
2
(21)
1г
Ь.2г +А .2г t .2t =
3
3
0>2г
,
(22)
где
£ tu - время работы оборудования первого типа на сырье
м
диаметрами начиная с первого до первого граничного
(исключая граничный), дн;
£
t2t - время работы
оборудования
диаметрами
начиная
граничного
(исключая
со
второго
следующего
первый
типа
на
после
граничный)
сырье
первого
до
второго
граничного (исключая второй граничный), дн;
£
tu - время работы оборудования третьего типа на
диаметрами,
начиная
со
следующего
после
сырье
второго
граничного, дн;
M.ia
Azi*
А2.2Я Аз.2г
-производительности
соответствующего
3
оборудования на сырье граничных диаметров, м /сут;
&1г, а>2г - объемы сырья первого и второго граничных диаметров
соответственно, м . .
В результате расчетов итоги граф 11, 12 и 13 должны получиться
равными времени работы цеха на условном объеме сырья t , которое
используется для определения среднесуточной производительности
3
u
(формула 13) при определении мощности цеха по распилу сырья Q .
r
Расчет производственной
лесопильного
цеха по
мощности
пиломатериалам
Производственная мощность лесопильного цеха по пиломатериалам
зависит в первую очередь от производственной мощности по распилу
сырья и, кроме того, от качества составления плана раскроя, толщины
применяемых пил и качества выполнения операций ориентирования и
базирования бревен перед распиловкой, которые влияют на объемный
выход пиломатериалов при распиловке.
3
Производственная мощность цеха по пиломатериалам, м /год,
v
где Qj - объем
r
= i a ^
= QiOiim
+ Q2O2/100 + . . .
,
(23)
сырья, распиливаемый на оборудовании j-того типа в
соответствии с распределением
3
табл.3 (или 4), м /год;
между типами
оборудования
Oj -средневзвешенный объемный выход пиломатериалов на бревнопильном оборудовании разного типа в соответствии с планом
раскроя (при реконструкции старых цехов лучше по отчету
предприятия), %.
Объем сырья, распиливаемого на оборудовании отдельного типа,
3
м /год:
g,, = & Р / 1 0 0 ,
(24)
где Pj - процент сырья, распиливаемого на оборудовании j-того типа,
Р> = Z Pv
(25)
Ру - процент сырья отдельных (г'-тых) диаметров, распиливаемого
на оборудовании j-того типа.
Процент сырья граничного диаметра, распиливаемого на j-том обо­
рудовании,
Р , = Р А^ /т
.
Средневзвешенный объемный выход пиломатериалов, %,
г
Or
г
г
г
Z <WE
Pi, ,
(26)
(27)
где Оц - объемный выход по отдельным поставам (i-тым диаметрам рас­
пиливаемого сырья), %;
Рц - процент сырья отдельного диаметра, распиливаемого на j-том
оборудовании.
Анализ использования производственной мощности
лесопильного цеха, подлежащего реконструкции
Часто целью реконструкции является увеличение объемов произ­
водства пиломатериалов в действующих цехах. Причиной недостаточ­
ной производительности цеха может быть не только недостаток произ­
водственной мощности, но и плохое ее использование. Коэффициент
использования производственной мощности по распилу сырья
К„ = QWQr,
(28)
м
где
QOT4-
объем сырья, распиленный за отчетный год.
В случае наличия целосменных простоев, например из-за отсутст­
вия сырья, следует вместо производственной мощности Q использовать
r
производительность Суф, определенную по формуле (1) за фактически
отработанный период Дф, дн.
В лучших случаях величина коэффициента использования произ­
водственной мощности должна приближаться к единице, однако на
практике она бывает намного меньше. Это свидетельствует о наличии в
технологическом процессе "узких мест", сдерживающих работу бревнопильного оборудования. Если на предприятии ведется учет внутрисменных простоев по причинам, то участки, подлежащие реконструкции,
можно определить по отчетным данным величины простоев. Например,
если эти данные приведены по форме табл.5, то участок, требующий ре­
конструкции, определяется наибольшей величиной простоя.
Таблица 5
Среднесменная ветчина простоев лесопильного цеха по причинам
Время простоев,
Причины простоев
мин/ст-см.
8
1
Завалы на участке сортировки пиломатериалов
№п/п
2
3
4
5
Завалы на обрезных станках
Поломка бревнопильного оборудования
Неплановая смена поставов
Несвоевременная подача сырья
Итого:
3
5
6
12
34
Некоторые из приведенных причин лежат за пределами лесопиль­
ного цеха. Например, несвоевременная подача сырья в цех и вынужден­
ная смена поставов могут быть из-за того, что на предприятии недоста­
точна емкость двориков сортировочного бассейна, недостаточное коли­
чество окорочных станков и т.д. Следовательно, реконструкция в пер­
вую очередь должна быть направлена на совершенствование участка
подготовки сырья к распиловке, во вторую (как следует из табл.5, при­
веденной в качестве иллюстрации) - на реконструкцию сортировочной
площадки, в третью- на модернизацию или замену бревнопильного обо­
рудования и т.д.
В результате реконструкции коэффициент использования производ­
ственной мощности возрастет и может быть принят для расчета годовой
производительности (годовой программы) как коэффициент использова­
ния мощности после реконструкции К „
и
п р
:
К .м П.р К М + Zfrni/TcM
=
и
где £t
и
,
(29)
- суммарное время простоев по причинам, которые будут лик­
np
видированы в результате реконструкции
соответствующих
участков, мин/ст-см.
Годовой объем производства может возрасти без расширения уча­
стка распиловки и составить по распилу сырья и соответственно по пи­
ломатериалам.
=
Qr.n.p QrKu.M.n.pi
(30)
Vrnp = I
( )
(&»^)>
3 1
где Q]. .p - объем распиловки сырья на бревнопильном оборудовании от­
n
дельного типа после уточнения годового объема распиловки
в цехе.
Qj.».p= QenpPj МО.
(32)
При необходимости повысить производственную мощность лесо­
пильного цеха по распилу сырья в первую очередь следует идти по пути
повышения коэффициента сменности или части (наиболее эффективно­
го), или всего оборудования в цехе, а потом уж устанавливать дополни­
тельное.
Повысить производственную мощность по пиломатериалам вне
зависимости от распила сырья можно путем совершенствования плана
раскроя и технологии дообработки полуфабрикатов пиломатериалов необрезных досок. О вариантах технологии обрезки и торцовки досок
написано во второй части учебного пособия. Здесь же мы объясним ре­
зерв повышения объемного выхода пиломатериалов, который может
быть реализован при сортировке сырья перед групповой распиловкой по
поставам вместо применяемой повсеместно сортировки по номиналь­
ным диаметрам.
Дело в том, что номинальные границы сортировочных групп при
сортировке по номинальным
(четным) диаметрам совпадают с нечет­
ными значениями фактических диаметров, что, как правило, не совпада­
ет с граничными значениями при сортировке по критерию объемного
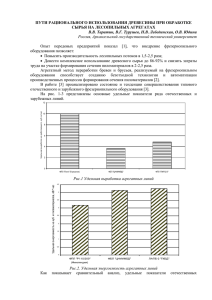
выхода. Например, в соответствии с графиками выхода пиломатериалов,
приведенными на рис. 16, с целью получения наибольшего выхода гра­
ница между группами бревен, распиливаемыми по первому и второму
поставам, должна проходить по диаметру 17,8 см или хотя бы 17,5. При
рассортировке же сырья по номинальным диаметрам она пройдет по
диаметру или 17,0, или 19 см. В результате будет потерян выход, харак­
теризующийся площадью, лежащей между кривыми выхода по первому
и второму поставам в соответствующем диапазоне диаметров. Если, на­
пример, граница пройдет по фактическому диаметру 17 см, то этим ин­
тервалом будет 17,0... 17,8 см (на рис. 16 площадь заштрихована), а объ­
3
ем потерянных пиломатериалов, м /год,
АУтр = [(] Л-)
15
16
17
Л)/(ге-гн)}^г
18
19
,
20
(33)
21
22
23
Диаметры бревен, см
Рис. 16. Выход пиломатериалов по поставам:
1, 2, 3 - кривые выхода по соответствующим поставам
г
е
Д / л h • функции, описывающие объемный выход по первому и второ­
му поставам соответственно; могут быть получены на основе
аналитических расчетов поставов или на основе аппроксима­
ции результатов опытных распиловок,
г„, гд - нижняя и верхняя альтернативные границы между рассматривае­
мыми сортировочными группами, в нашем примере 17,0 и
17,8 см;
- процент сырья по спецификации с фактическими диаметрами,
лежащими в интервале рассматриваемых границ.
Аналогичное явление несовпадения оптимальных и номинальных
границ сортировочных групп наблюдается, как правило, для всех поста­
вов, только может быть не так явно выражено, как в примере.
Таким
образом, общая потеря пиломатериалов по плану раскроя при рассорти­
ровке и распиловке сырья по номинальным диаметрам может быть оп­
ределена как сумма потерь выхода из отдельных групп диаметров:
ДУ
г о б щ
=Х
AV ^,
(34)
r
где к - число поставов в плане раскроя (к-1 - число границ).
Технически идея повышения выхода пиломатериалов может быть
реализована путем использования при подготовке сырья к распиловке
(на складах сырья лесопильных заводов) автоматизированных сортиро­
вочных транспортеров, позволяющих сортировать круглые лесоматериа­
лы на большое число групп с программируемыми границами.
2. УЧАСТКИ О Б Р Е З К И И ТОРЦОВКИ
Форма полуфабрикатов тонких пиломатериалов
и операции по их дообработке
После переработки как нестандартных, так и стандартных бревен
(с припусками и допускаемыми отклонениями
размеров и форм) на
бревнопильном или фрезернопильном оборудовании получаются по­
луфабрикаты пиломатериалов: обрезные, необрезные и частично об­
резанные доски и горбыли нестандартных размеров. В табл. 6 пред­
ставлены основные формы тонких досок и частота их встречаемости
при распиловке бревен на лесопильных рамах по брусово-развальным
поставам
по данным A . M . Копейкина [17]. На рисунках таблицы
представлены модели форм наружных пластей досок, которые можно
описать математическими уравнениями в зависимости от искривления
геометрических осей бревен, адекватными для 95,2% всех досок, кото-
рые обычно поступают на участок обрезки лесопильного цеха. Данные,
приведенные в таблице, можно считать достаточным основанием
выработки
получения
стратегии
механической
товарных
дообработки
пиломатериалов
или
для
досок с
целью
заготовок
для
внутризаводской переработки.
Из табл.6 следует, что только 28,3% досок имеют форму наружных
пластей, соответствующую теории раскроя пиловочного сырья, т.е. в
виде
полных,
получаются
неполных
или
усеченных
парабол.
Такие
доски
из относительно прямых бревен, остальные имеют более
сложную форму. Тем не менее, можно сделать однозначный вывод, что
доски симметричных форм 1, 9, 12, 17 (табл.1), составляющие в сумме
10,2%, целесообразно сначала обрезать, а затем, при необходимости,
торцевать в размер. Предварительная (до обрезки) торцовка этих досок
не требуется. Доски удобны для оценки и базирования перед обрезкой
как вручную, так и с помощью механизмов, что в свою очередь
приводит
к относительно высокому объемному выходу обрезных
пиломатериалов высокого качества.
Доски, получающиеся при распиловке двухкантных брусьев на рамах
второго ряда, форм 5, 6, 10 (5,1%) требуют переобрезки на более узкие
ширины.
Базирование
таких
досок
перед
обрезкой
может
осуществляться только вручную индивидуально или автоматическими
устройствами высокого уровня. Механическое центрирование приведет
к потерям объемного выхода или качества обрезных пиломатериалов.
Предварительная торцовка таких досок перед обрезкой не требуется.
Для дообработки досок форм 2 и 3 (26,2%) требуется только
торцовка в размер.
Доски форм 4, 11, 16 (35,4%) для получения наибольшего объемного
выхода обрезных пиломатериалов предпочтительнее сначала пропускать
через торцовочное устройство для торцовки или деления по длине на
две и более частей, а затем через обрезные станки.
Доски остальных форм (7, 8, 13, 14, 15, а также не приведенные в
табл.6), составляющие в сумме 27,9%, требуют индивидуального (не
шаблонного) подхода. Характер принимаемого решения о дообработке
доски после ее выпиловки зависит от абсолютных размеров шири-
Описание
Таблица 6
Формы наружных пшстей тонких досок
Количество досок,
%
1-й
2-й
Все­
Эскиз
про­
ход
Прямые симметричные
доски.
Пласть ограничена пара­
болой
или частью параболы
2,1
-
3
Симметричные доски с
-
-
1,5
6
-
1,5
1,8
-
-
4,2
6,0
-
9
28,3
9,7
5
Симметричные доски с
эллипсовидной пластью
го
16,5
28,5
Несимметричные доски с
односторонней кривизной
про­
ход
31,5
6,0
сужением в середине
длины
10
-
2,1
8,1
Несимметричные доски с
двусторонней кривизной
Симметричные доски с
уширением вершины
и сужением у комля
11
6,0
-
6,0
1,5
-
-
5,7
14
2,4
-
15
~
4,2
12
СТ""
'
13
«1
Симметричные доски с
сужением от вершины
и уширением у комля
Несимметричные доски с
тремя перегибами по дли­
не
Симметричные доски с
тремя перегибами по дли­
не
\
7,2
6,6
0,9
0,9
0,8
0,8
ны и длины пропиленных частей наружной пласти и требований
рынка, а именно от соотношения цен на пиломатериалы разных длин,
сортов, а также возможностей
использования
кусковых
отходов
обрезки и торцовки для выработки попутной продукции. В отдельных
случаях предпочтительна технология с предварительной торцовкой, в
других - обрезка до торцовки.
Есть мнение исследователей [15, 17], что обрезку и торцовку
досок необходимо рассматривать в комплексе. С этим трудно не
согласиться, ведь это соответствует теории раскроя
сырья в части оптимизации
ширины и длины
пиловочного
пиломатериалов,
выпиливаемых из параболической (сбеговой) зоны бревен [22, 25], а
также досок, выпиливаемых
из цилиндрической
зоны с
учетом
допустимости обзолов.
Критерием оптимизации длины и ширины пиломатериалов д о л ­
жен быть стоимостной выход, т.е. желательно получать наибольшую
стоимость
пилопродукции,
а
не
объемный
выход,
или
выход
пиломатериалов высших сортов, или выход чистообрезных досок.
Однако процесс оптимизации в этом случае очень сложен как при
выполнении его человеком (учет множества факторов при дефиците
времени и изменяющейся цене на пилопродукцию), так
и для
автоматизации. Поэтому в настоящее время с той или иной точностью
оптимизация обрезки и торцовки ведется по объемному выходу с
учетом
предельно допустимого
значения
качества
получаемых
пиломатериалов. Для досок с пониженным качеством
(крупные
сучки, окраски
и т.д.)
допускают
древесины
большую
величину
обзолов, чем для досок с высоким качеством древесины.
В
настоящее
время
операции
обрезки
и
торцовки
досок
разделены в пространстве и времени, т.к. выполняются на разном
оборудовании. Порядок выполнения операций в принципе может быть
любым, т.е. полуфабрикаты
могут сначала торцеваться,
а
затем
обрезаться или наоборот, сначала обрезаться, а затем торцеваться.
Операция,
которая
ограничения
оператора
для
или
выполняется
выполнения
уровень
первой,
второй,
автоматизации
задает
некоторые
поэтому
квалификация
процесса
осуществления
первой операции должны быть по возможности
выше. Оператор
первой
операции
должен хорошо
представлять
себе
возможные
варианты окончательной обработки доски.
Построение
обрезки
технологических
и торцовки
получения
тех
лесопильных
процессов
в лесопильном
или
иных
заводах
нашла
цехе
с разным
создает
преимуществ.
На
распространение
порядком
условия
для
лесоэкспортных
технология,
когда
первой выполняется обрезка, т.е. формирование ширины досок, а
затем,
как правило, двукратная торцовка (в лесопильном
цехе
предварительная, а после предварительной подсортировки и сушки
досок
-
окончательная).
предприятия
получали
В
сырье
советское
время
повышенного
лесоэкспортные
качества
как
по
состоянию древесины, так и по форме бревен. В настоящее время все
предприятия равноправны, т.е. государство не выделяет и не создает
специальных
условий
для
отдельных
заводов.
Качество
сырья
выровнялось. Кривых бревен на лесоэкспортных предприятиях стало
больше, а на прочих и раньше было немало. Таким образом, процент
полуфабрикатов пиломатериалов с симметричными параболическими
кромками
(см.
табл.
6)
уменьшился,
на
заводах
растет
доля
пиломатериалов, вырабатываемых для внутрироссийского рынка
и
внутризаводской переработки - продукция
лесопильных цехов чаще
становится
изделий
требования
полуфабрикатами
к которым
экспортным
будущих
часто ниже, чем
пиломатериалам.
Таким
из
древесины,
к товарным,
образом,
особенно
создаются
потребительские условия для внедрения операции торцовки досок
перед обрезкой [6].
При торцовке перед обрезкой улучшаются условия базирования
необрезных досок перед обрезкой, повышается объемный
обрезных досок,
особенно
из кривых
бревен,
может
выход
снизиться
загрузка и потребность цеха в обрезных станках.
Торцовка
досок
перед
обрезкой
может
быть
только
предварительной, а если окончательной, то с большими, чем по
действующим стандартам, допускаемыми отклонениями по длине.
Торцованные торцы в этом случае получаются, как правило, не
перпендикулярными продольным осям обрезных досок.
Обрезка и торцовка досок в лесопильном цехе, как правило,
ведутся
поточным
торцовочный
методом,
станки
вместе
т.е.
с
бревнопильный,
соединяющими
обрезной
их
и
конвейерами
образуют поток, по которому более или менее равномерно "текут"
полуфабрикаты пиломатериалов. Поток прерывный - с накопителями,
т.к. полностью синхронизировать работу всех составляющих потока
практически невозможно. Обрезной, торцовочный и бревнопильный
станки имеют разную штучную производительность. Бревнопильные
станки, как головное оборудование, обычно работают с максимально
возможной производительностью, а вот торцовочные и обрезные
станки
оказываются,
недогруженными
как
правило,
[8], вследствие
в
чего
той
или
иной
возможны
степени
экономические
потери. Выходов из этого положения, т.е. способов загрузки обрезных
и торцовочных устройств, может быть несколько. Главные из них:
1. Специализация лесопильных потоков на переработку пиловочного
сырья определенных характеристик (по диаметру, длине, форме
бревен, породе), т.е. потоки в цехе, если их несколько,
должны
быть разными по виду, типу оборудования и технологической
схеме.
2. Создание
торцовки
автономных
централизованных
полуфабрикатов,
т.е.
возможен
участков
отход
от
обрезки,
поточной
системы построения производства в лесопильных цехах.
3. Повышение качества подбора типа станков и точности проектных
расчетов технологического оборудования.
Специализация лесопильных потоков при наличии современных
складов
сырья
с
сухопутной
сортировкой
пиловочника
на
автоматизированных транспортерах не составляет особых трудностей
при проектировании и представляет собой в большей части задачу
организационного
характера,
т.е.
об
этом
достаточно
лишь
напомнить.
Централизованный участок торцовки досок,
поступающих
с
нескольких потоков, сейчас не редкость (торцовка полуфабрикатов с
четырех лесопильных потоков на одном торцовочном устройстве типа
ЦТЗ - 2М на лесозаводе №3 в Архангельске, торцовка горбылей на
одном торцовочном участке с шести потоков на
Соломбальском
ЛДК). Примеров же централизованного участка обрезки в практике
лесопильных цехов пока нет. Но это не значит, что их не может или не
должно
быть. Отсутствие
централизованных
участков
обрезки и
торцовки как раз и является одним из резервов снижения затрат на
производство пиломатериалов.
Повышение качества проектирования участков заключается в
разумном, обоснованном техническими и экономическими расчетами,
уровне механизации и автоматизации вспомогательных
Точность
проектных расчетов
большего
числа
производительность
Некоторые
повышается
факторов,
отдельных
уточнения
такого
с учетом
влияющих
станков
характера
операций.
как
на
лесопильного
сделаны
можно
фактическую
в
потока.
методике
и
справочных данных, изложенных в данном пособии ниже.
С х е м ы участков обрезки и т о р ц о в к и полуфабрикатов
пиломатериалов
Принципиальная
схема
участков
обрезки
и
полуфабрикатов пиломатериалов в лесопильных цехах
торцовки
может иметь
несколько вариантов.
1. Сначала обрезка, затем торцовка, осуществляемые в потоке.
2. Сначала торцовка, затем обрезка, осуществляемые в потоке.
3.Обрезка в потоке, торцовка на централизованном участке.
4.Обрезка
и торцовка,
осуществляемые
на
централизованных
участках в той или иной последовательности или одновременно (на
одном участке).
Обрезка и торцовка в лесопильных потоках
Обрезка, а затем торцовка досок, осуществляемые в лесопильных
потоках - это распространенный вариант технологии (рис.17). Для обрезки
досок
используются
двух
или
трех-четырехпильные
обрезные
или
фрезерно-обрезные станки 5 с выполнением вспомогательных операций по
базированию полуфабрикатов вручную, которые устанавливаются
на
расстоянии 12... 13 м от лесопильных рам. В поставе двухпильных
обрезных станков одна доска переменной ширины. В поставах трехч е т ы р е х п и л ь н ы х с т а н к о в - с о о т в е т с т в е н н о д в е - т р и д о с к и , в том
числе одна-две постоянной, а вторая-третья изменяющейся ширины,
поэтому они используются в цехах или потоках, перерабатывающих
крупномерные лесоматериалы. При использовании обрезных станков
рейки
от
потока
рейкоотделительным
обрезных
досок
устройством
6,
отделяются
собираются
специальным
со
всего
цеха,
транспортируются на участок переработки в технологическую щепу в
рубильных машинах. При использовании фрезерно-обрезных станков
реечная часть необрезных досок сразу в станке по мере отпиливания
перерабатывается фрезами на щепу. Выход кондиционной фракции
целлюлозной щепы по сравнению с измельчением реек в рубильных
машинах
на
5...7%
выше,
в
цехе
рейкоотделительных устройствах и
отпадает
надобность
в
сборочных транспортерах для
реек [2].
На сборочно-накопительные конвейеры 1 полуфабрикаты поступают
с навесных рольгангов 2, устанавливаемых за бревнопильными машинами,
и перемещаются неорганизованными пачками к столу 4 обрезного станка
5. Горбыли, сбрасываемые в люк 3 или на отдельный ленточный конвейер,
могут как и рейки, перемещаемые конвейером 7 в люк 8, перерабатываться
на щепу в рубильных машинах или на отдельном участке, оснащенном
торцовочным устройством
пилопродукцию
(тарные
и делительными станками - на мелкую
комплекты,
товары
культурно-бытового
назначения и др.). Менее целесообразно, но в некоторых условиях
возможно пропускание горбылей как и досок через обрезной станок (без
обработки, транзитом) с целью выработки обапола или горбыльных
заготовок на торцовочном устройстве вместе с торцовкой досок.
При
распиловке
бревен
комлем
вперед
и
оценке
качества
необрезных досок перед обрезкой обрезчиками визуально иногда
целесообразно такое расположение обрезного станка, при котором
направление обрезки досок противоположно направлению движения
пиломатериалов после бревнопильных станков (рис.18). Это обратное
движение дает возможность при распиловке бревен комлем вперед
выполнять обрезку досок на обрезном станке вершиной вперед, что
более удобно для обрезчика в отношении
определения ширины
Рис. 17. Участки обрезки и
торцовки досок в лесопильном
потоке:
1 - сборочно-накопительный цепной
транспортер; 2 - навесной рольганг; 3 люк для горбылей; 4 - стол обрезного
станка; 5 - обрезной станок; 6 - рейкоотделительное устройство; 7 - конвейер
для сбора реек; 8 - люк для реек; 9 - при­
емный стол позиционного торцовочного
устройства; 10 - роликовый стол торцо­
вочного устройства; 11 - пила балансирная; 12 - люк для торцовых срезок; 13 выносной ленточный конвейер для пи­
ломатериалов
обрезки. Кроме того, при проекти­
ровании лесопильного цеха следует
иметь в виду, что такое расположе­
ние обрезных станков
сокращает
длину лесопильного потока и цеха
[22] и имеет особое значение, если
в цехе всего 1 - 2 рамных, а другие
агрегатные потоки.
В
результате
необходимости
подавать полуфабрикаты
в обрез­
ной станок
поштучно, обрезчикам
приходится
затрачивать
большие
физические усилия на разборку па­
чек. Это увеличивает время обра­
ботки каждой доски и тем самым
снижает производительность
уча­
стка. С другой стороны, физиче­
ская нагрузка на операторов меша­
ет им сосредоточить свое внимание
на оценке качества полуфабрикатов и принятии оптимального реше­
ния по степени их обрезки.
Ч
I
•
г
5
3
1
-
й
PI
! !1
li
г
/
ч
—
ВС
li
f
I , *
1
Рис.18. Участок обрезки с разворотом потока:
1- сборочно-накопительный транспортер; 2- навесной рольганг; 3- люк; 4стол обрезного станка; 5- обрезной (фрезерно-обрезной) станок
По нашим исследованиям, при оценке необрезных досок, осо­
бенно укорачиваемых подгорбыльных, с 10...25%-ной точностью, с
которой и работает большинство обрезчиков, всегда возможны аль­
тернативные варианты обрезки. Для выбора оптимального из них
нужно не только время, но и спокойная обстановка в физическом со­
стоянии обрезчика. Оптимальная пропускная способность участка
обрезки при ручном базировании составляет: до 9 нешироких досок
в минуту- при обслуживании станка одним обрезчиком; 10... 15 досок
в минуту - при обслуживании двумя рабочими (обрезчик и помощ­
ник). При обрезке широких досок: до 10 досок - при обслуживании
станка двумя рабочими и до 15 досок в минуту - при обслуживании
тремя рабочими [1].
В случаях ускорения ритма работы потока выше указанных пре­
делов обрезчики стараются компенсировать недостаток времени на
выполнение механических операций тем, что не переворачивают дос­
ки перед базированием наружной пластью вверх (пропускают в ста­
нок без достаточной оценки ширины), не переводят пилы в соответст­
вие с шириной наружных (узких) пластей обрезаемых досок (обреза-
ют все или группы досок на одну ширину), пропускают в станок по
две доски,
сложенные одна на другую [15], теряя не только
объемный выход обрезных пиломатериалов, но и нарушая правила
безопасной работы.
Потери объемного выхода пиломатериалов на обрезных станках
могут достигать 24%, в среднем 11,2 (по отношению к максимально
возможному); в том числе потери из-за ошибок в назначении ширины
обрезных досок составляют 8%, потери из-за неправильной установки
(центрирования) досок по поставу пил обрезного станка 3,2% [18].
В отдельных случаях для обрезки досок могут использоваться и
многопильные станки с фиксируемым поставом пил, например для
деления необрезных досок сразу на сравнительно узкие погонажные
заготовки, штакетник. Отсутствие поднастройки постава пил, с одной
стороны, удешевляет станок, повышает пропускную
участка, а с другой - при использовании
его со
способность
сравнительно
большими расстояниями между пилами снижается объемный выход
обрезных заготовок. Поэтому подобное решение при проектировании
должно быть обосновано детальными расчетами и маркетинговыми
исследованиями потребности в узких заготовках.
Для облегчения труда
операций
на
участке
и повышения
обрезки
качества
предпринималось
выполнения
много
попыток
механизировать и автоматизировать поштучную подачу необрезных
досок [17], однако практическое применение во всем мире нашли
только механизированные, так называемые разборочные горки.
Разборочная горка (рис.19.)
состоит из приямка, в который под
действием сил тяжести поступают полуфабрикаты
с накопительного
конвейера 1, и наклонного многоцепного поперечного конвейера, цепи
которого снабжены упорами 2, извлекающими доски из находящейся в
приямке неорганизованной, но сориентированной
пачки.
Подобное
устройство
поштучной
относительно цепей
выдачи
досок
на
стол
обрезного станка, чтобы извлекать доски разных длин, должно иметь
наклонный
транспортер-разборщик
неорганизованных
пачек
с
большим количеством цепей (10... 16) с упорами регулируемой или
постоянной высоты (не более толщины тонких досок), располагав-
Рис. 19. Устройство поштучной
выдачи:
1 - сборочно-накопительный
транспортер; 2 - упор наклонно­
го транспортера; 3 -регулятор
высоты рабочей части упоров; 4
- кронштейн; 5 - конечный вы­
ключатель наклонного транспор­
тера; 6 - выносной ленточный
конвейер; 7 - роликовый стол
(обрезного или торцовочного
станка)
мыми на расстоянии около 600 мм друг от друга(по ходу цепи), ско­
рость цепей 12... 16 м/мин. С захватов наклонного транспортера дос­
ки поштучно перемещаются или на небольшой транспортер, накапли­
вающий разобранные доски в однослойном ковре, или непосредст­
венно на кронштейны устройства поштучной выдачи 4, с которых
доски снимаются рабочими вручную (крючками).
Недостаток бункерно-ориентирующего устройства заключается
в ненадежном извлечении из приямка горбылей. В случае попадания
горбыля горбом в сторону цепей конвейера низкие упоры скользят по
нему и не сразу захватывают кромку, в результате возможны задерж­
ки с подачей очередных полуфабрикатов, вызывающие простои тех­
нологического оборудования. Иногда для исправления ситуации тре­
буется вмешательство рабочего - ручная разборка полуфабрикатов в
приямке.
Ориентация необрезных досок по поставу пил обрезного станка
также чаще всего производится вручную и приводит к потерям объ­
емного выхода обрезных пиломатериалов из-за ошибок обрезчиков и
потерям машинного времени на выполнение вспомогательных опера­
ций. Частично проблему оптимизации обрезки досок можно решить
путем применения световых разметчиков. Раньше это были светоте­
невые аппараты на основе ламп накаливания или люминесцентных
дневного света, сейчас - на основе
лазерного
излучения,
закрепляются на высоте 2...3 м над столом обрезного
обрезного)
станка
и
показывают
на
столе
которые
(фрезерно-
световые
линии,
соответствующие поставу пил.
Аппараты разных фирм могут иметь различные
технические
возможности: давать одну неподвижную полосу, соответствующую
положению неподвижной пилы обрезного или оси постава фрезернообрезного
станка,
или две-три
полосы,
в том числе
одну-две
движущихся в соответствии с меняющейся шириной постава пил.
Например,
аппарат
"Финногайд"
АО
План-Селл
[23]
имеет
следующую техническую характеристику:
Число световых полос, шт
2
в том числе движущихся
Градации интервала ,мм
1-2
75, 100, 125, 150, 175, 200, 225, 250
Цвет полос
красный
Ширина световой полосы, мм
2 - 2,5
Потребляемая мощность, Вт
101
Габариты (длина*ширина*высота), мм
600*380*21(
Масса, кг
3<
Главными элементами устройства являются две лазерные трубки,
которые установлены в хорошо защищенном блоке. Световые полосы
получаются с помощью специальных зеркал, которыми лазерные лучи
отражаются на стол обрезного станка. Импульсы управления лазером i
поступают от обрезного станка, время перемещения полосы около 0,2
с. Исследованиями
объемного
выхода
фирмы-поставщика
гарантируется
обрезных пиломатериалов
увеличение
при использовании
аппарата на 3 ...5 %.
В комплексе механизировать операции поштучной выдачи досок
на стол обрезного станка, сброс горбылей в люк и ориентирование
досок по поставу
обрезного или фрезерно-обрезного
станка с
симметричным раздвижением пил (типа Ц2Д-1Ф) можно с помощью
автоматического манипулятора обрезки досок АМОД-700 (рис.20).
Рис. 20. Автоматический манипу­
лятор обрезки досок АМОД-700
[план (а) и поперечный разрез (б) в
различных фазах работы]:
1 - рычаг центрователя; 2 - ролик
конвейера подачи полуфабрикатов в
обрезной станок; 3 - необрезная дос­
ка; 4 - накопитель; 5 - горбыль; 6 рычаг шиберного устройства
Размеры необрезных пило­
материалов, мм:
толщина
13...50
ширина в комле
до 450
длина
1800...7500
Производительность, шт./мин
15
Установленная мощность, кВт
12
Масса, кг
7500
Манипулятор включает в себя наклонный поперечный транспортер
для разборки неорганизованной пачки полуфабрикатов -
необрезных
досок и отделения горбылей путем сброса их в люк; досылатель для
ускоренной подачи досок; кантователь; подающий стол, включающий
центрователи
автоматики.
полуфабрикатов;
Габаритная
манипулятора
длина
позволяет
подающий
конвейер;
манипулятора
повысить
объемный
6,6 м.
систему
Применение
выход
пиломатериалов по сравнению с ручным базированием
обрезных
на 1...3%,
снизить трудозатраты и облегчить труд - обслуживает участок один
оператор
с
пульта
управления,
который
может
находиться
в
звукоизолированной кабине.
Следует заметить, что центрирование необрезных досок с помощью
АМОД-700 происходит механически в соответствии с шириной
внутренней пласти (габаритной шириной доски), которая обычно не
полностью копирует очертания наружной (узкой) пласти (см. табл.6).
В результате не удается полностью исключить ошибки базирования:
снижение объема и сорта отдельных обрезных досок неизбежны.
Кардинально решить задачу
обрезкой
и
повысить
выход
точного базирования досок перед
обрезных
пиломатериалов
может
применение системы автоматизации обрезки типа той, что разработана
шведскими фирмами Soderhamns и Elektronikutveckling [18], состоящей
из
впередистаночного
рольганга,
измерительного
устройства,
управляющей вычислительной машины, специального транспортера,
исключающего
перебазирование
доски,
и
обрезного
станка
с
симметричным раздвижением пил. Эта линия длиннее обычного участка
обрезки на 8...9 метров.
Наиболее важным узлом этой линии является измерительное
устройство, позволяющее измерять ширину
наружных
пластей
необрезных
досок,
как внутренних, так и
позволяющее
вычисли­
тельной машине оптимизировать ширину обрезной доски с учетом
допускаемого обзола. Измерительное устройство (рис.21) имеет
собственный
механизм
вальцовой
подачи,
обеспечивающий
постоянный небольшой зазор между верхней (наружной) пластью
доски и барабаном с фотодатчиками при обработке досок разной
толщины. Доски обмеряются с помощью вращающегося барабана с
линейкой
фотодатчиков,
линейного источника света, расположенного под доской, и двух то­
чечных источников света, расположенных с двух сторон. Измеритель­
ный барабан устройства представляет собой полый цилиндр с перфо­
рированной поверхностью, вращающийся на оси, к которой прикреп­
лена линейка фотодиодов. К торцам барабана прикреплены крестови­
ны, периодически перекрывающие боковые источники света.
Рис. 21. Устройст­
во д л я измерения
р а з м е р о в необрез­
ной доски:
а - общий вид; 8 измерительный бара­
бан;
1 - доска; 2 - верх­
ние подающие вальцы;
3 - крестовины датчика
длины; 4 - измери­
тельный барабан; 5 боковые источники
света; 6 - привод бара­
бана; 7 - нижние валь­
цы; 8 - нижний линей­
ный источник света; 9
- полая ось; 10 - фото­
диод датчика длины;
11 - линейка с фото­
диодами
Доска обмеряется в следующей последовательности. При пере­
крытых боковых источниках света количество затененных фотодио­
дов определяется шириной наружной (нижней) пласта доски. После
ухода лопасти крестовины потоки света от боковых источников света,
отражаясь от обзольной кромки, также освещают фотодиоды. В этом
случае количество затемненных фотодиодов соответствует ширине
наружной (узкой) пласти доски. Шаг отверстий по окружности бара­
бана принят с учетом необходимой периодичности измерения шири-
ны пластей, а одна из крестовин дополнительно используется вместе
с боковым источником света и фотодиодом как датчик длины доски.
Торцовка досок по схеме рис.17 обычно осуществляется на пози­
ционных
устройствах,
оснащенных
балансирными
торцовочными
станками типа ЦКБ-40. В исходном положении вращающиеся пилы
находятся под столом. Подъем пил с одновременной торцовкой пило­
материалов, лежащих на столе, осуществляется гидроприводом после
нажатия на педаль. При окончательной торцовке под каждым рабочим
столом должно быть два станка на расстоянии около семи метров
один от другого - для торцовки комлевого и вершинного концов до­
сок, при предварительной - два или один в зависимости от качества
сырья и требуемой пропускной способности участка. Обработка досок
на позиционном торцовочном устройстве сопряжена с большими тру­
дозатратами и тяжелым физическим трудом. Рабочие крючками по­
штучно стаскивают полуфабрикаты с приемного стола 1 (рис.22) на
роликовый стол 2. Каждая доска оценивается с целью определения
места торцовки, может неоднократно перемещаться в осевом направ­
лении с остановками для торцовки (комлевого, вершинного конца
предварительно, по мерной линейке окончательно), а затем сбрасыва­
ется на выносной конвейер 3 (на рис.17 поз. 13).
Рис. 22. Схема поперечного сечения
позиционного торцовочного устройства:
1- приемный стол; 2- роликовый стол; 3выносной ленточный конвейер; 4- трехчетырехрычажный сбрасыватель; 5 - пила;
6 - гидро- или пневмопривод сбрасывателя
Облегчить труд торцовщиков можно лишь частично, применив
для сброса досок со стола торцовочного устройства
2 на выносной
конвейер 3 рычажный сбрасыватель 4 с пневматическим приводом;
устроив дистанционное управление педалями подъема пил, чтобы ра­
бочие могли управлять подъемом пил находясь в любом месте около
длинного (около 7м) торцовочного стола (поз.10 рис.17). Обслужива­
ют каждый торцовочный стол один-два а иногда и три человека в со-
ответствии с требуемой пропускной способностью участка и количе­
ством выполняемых операций.
Одновременно с торцовкой на участке может осуществляться
подсортировка полуфабрикатов: доски на конвейер 3 (рис.22), а гор­
были или обапол на конвейер, пристраиваемый к торцу стола (напри­
мер, аналогично поз.8 рис.23).
Второй вариант технологии (предварительная торцовка - обрезка
в лесопильном потоке (рис.23)) целесообразно использовать в пото­
ках, специализированных на распиловку бревен с повышенной кри­
визной или низким качеством древесины. При работе по этому вари­
анту наиболее тяжелым будет труд на участке торцовки, т.к. кроме
торцовки полуфабрикатов, здесь нужно производить их рассортиров­
ку, горбыли направляются в люк 3, торцовые срезки в люк 7, а доски
на участок обрезки. Обслуживать участок торцовки должны не менее
двух человек.
Рис. 23. Участок обрезки с предварительной торцовкой шилохвостых
и кривых досок:
1 - сборочно-накопительный цепной транспортер; 2 - навесной рольганг;
3 - люк для горбылей; 4 - роликовый стол торцовочного устройства; 5 - привод­
ной ролик-погонялка; 6 - балансирная пила; 7 - люк для торцовых срезок; 8 приводной роликовый конвейер; 9 - накопитель досок; 10 - стол обрезного стан­
ка; 11 - обрезной станок
Работа на участке обрезки облегчена в результате уменьшения
пропускаемого объема полуфабрикатов как по количеству, так и по
их массе (после торцовки), а также ритмичностью поступления полу­
фабрикатов.
Наиболее часто кривизна встречается среди тонких бревен. На­
пример, на архангельских лесозаводах около 40% бревен диаметрами
14...20 см имеют кривизну более 1% [6]. Поэтому такая схема обра­
ботки полуфабрикатов пиломатериалов может оказаться целесообраз­
ной также для потоков, специализируемых на переработку тонкомер­
ных бревен (без предварительной отсортировки кривых). Деление
кривых необрезных досок по длине на две части перед обрезкой по­
вышает объемный выход обрезных заготовок по сравнению с обрез­
кой без предварительной торцовки пропорционально кривизне бре­
вен, из которых они выпилены, т.е. при большей кривизне больше и
эффект такой технологии.
На рис.24 представлен график зависимости относительного рос­
та объемного выхода обрезных пиломатериалов Р
0
при обрезке после
предварительной торцовки из бревен диаметром 16см с односторон­
ней кривизной / при распиловке вразвал:
1
р
=
О '
°
где О , О
т
б т
0 й 1
_
Обг
0 т
Обт
J
'
- объемный выход сырых обрезных досок при обрезке с
предварительной торцовкой и без торцовки соответст­
венно.
Рис.24. Зависимость относитель­
ного роста объемного выхода обрез­
ных пиломатериалов Р„ при обрезке с
предварительной торцовкой досок на
две части от кривизны бревен /
V0
175
2$
2,5
J, %
Особенно интенсивно падает выход обрезных досок из бревен с
кривизной более 1,5%. С увеличением диаметров распиливаемого сы­
рья, а соответственно
и ширины полуфабрикатов пиломатериалов,
уменьшается не только встречаемость кривизны, но и ее влияние на
снижение выхода обрезных досок без предварительной торцовки.
На рис.25 представлена зависимость снижения объемного выхо­
да обрезных пиломатериалов толщиной 25мм по результатам наблю­
дений при обрезке необрезных досок шириной около 230мм.
С = 1 - ^
где Vnp, V
K p
,
- объем обрезных досок, выпиленных из прямых и кри­
вых необрезных досок соответственно.
При распиловке с брусовкой объем досок, ширина которых фор­
мируется на обрезном станке, составляет всего 20...30%, в том числе
кривых менее четверти, поэтому эффект предварительной торцовки
кривых досок перед обрезкой меньше, чем при распиловке вразвал,
примерно в четыре раза. Общий выход обрезных пиломатериалов из
бревен снижается на 8... 11% [27], что свидетельствует о нецелесооб­
разности распиловки кривых бревен брусово-развальным способом.
0,4
Рис. 25. Зависимость относи­
тельного снижения объемного вы­
хода обрезных пиломатериалов С„
от кривизны необрезных досок f
0,3
0,2
0,1.
2
3
4
5
f,%
Доски, выпиленные из круглых лесоматериалов
пониженного
качества, не отвечающих требованиям стандарта [10], предъявляемым
к пиловочному сырью, имеют деловую часть, как правило, меньше
полной длины. Поэтому целесообразно как можно раньше освободить
поток от перемещения неделовой (фаутной) древесины. Это можно
сделать путем организации предварительной торцовки досок перед
обрезкой.
Возможности механизации операций, выполняемых по второму
варианту, такие же, как и в первом, т.е. можно использовать механизм
поштучной выдачи полуфабрикатов с поперечного транспортера на
роликовый стол торцовочного устройства, рычажный сбрасыватель
для удаления горбылей в поперечном направлении,
использовать
световой разметчик или центрователь досок на столе
обрезного
станка. Для ускорения операции освобождения торцовочного стола от
досок в продольном направлении можно использовать
приводной
ролик-погонялку (поз.5 рис.23).
Кроме повышения выхода при обработке кривых досок, в этом
варианте снижается загрузка участка обрезки в результате удаления
из потока горбылей и укорочения досок с острыми
концами.
Загрузка
же торцовочного
участка
обзольными
возрастает
и
при
недостаточном уровне механизации выполняемых операций может
стать "узким местом" потока.
Централизация
Варианты
технологии
участков
обрезки и торцовки
3 и 4 (см.
стр.
46)
отличаются
от
рассмотренных наличием централизованных участков. Тем или иным
способом полуфабрикаты пиломатериалов, получаемые на отдельных
бревнопильных станках, собираются вместе на одно или несколько
(одно на 2 - 3 потока) накопительных устройств и подаются на один
или
несколько
торцовки.
высокопроизводительных
В результате
повышается
участков
равномерность
обрезки
или
поступления
полуфабрикатов на участок и степень загрузки станков. Высокая
равномерная загрузка участка, в свою очередь, снижает потребность в
станках создает экономические условия для повышения уровня механиза­
ции выполняемых операций и, как следствие - повышение объемного вы­
хода пиломатериалов и снижение себестоимости производства.
На рис.26 представлен вариант технологии с обрезкой досок в лесо­
пильных потоках и централизованной торцовкой их на агрегате слешерного типа (ЦТЗ-2М). Потоки здесь представлены лишь выносными конвейе­
рами 1. Торцовка может быть как 100%-ной окончательной, что чаще не
целесообразно для сырых пиломатериалов, так и предварительной, выбо­
рочной (для отдельных досок). В первом случае все полуфабрикаты с кон­
вейеров 1 попадают на сбросные полки 4 и сбрасываются на сборочный
транспортер 5. Во втором случае, для разделения потока досок, между вы­
носными конвейерами 1 обрезных станков и сбросными полками 4 встраи­
ваются шиберные устройства 2 с гидро- или пневмоприводом, управляе­
мые с рабочих мест обрезчиков. Полуфабрикаты, которые необходимо
торцевать, с помощью шиберного устройства отправляются через сброс­
ную полку 4 и сборочный поперечный транспортер 5 на торцовочное уст­
ройство, а доски не подлежащие укорочению - через выносные конвейеры
3, располагаемые над полками - на сортировку или пакетирование.
В типовых двухэтажных цехах рабочие ветви цепей сборочного кон­
вейера 5 обычно устраивают на уровне пола второго этажа (4,8 м), а торцо­
вочное устройство на первом этаже. На цепи приемного транспортера 7
торцовочного устройства полуфабрикаты пиломатериалов попадают через
люк в перекрытии и скользящий спуск 6, располагаемые в конце транспор­
тера 5.
При пропуске до 16... 18 полуфабрикатов в минуту каждую пилу тор­
цовочного устройства может обслуживать 1 рабочий. Кроме того, рабочий,
обслуживающий комлевую пилу 11, успевает поправлять полуфабрикаты,
падающие с накопительного конвейера 7 на главный конвейер 12. При
большей производительности, на поштучную выдачу полуфабрикатов в
упоры главного конвейера 12 необходим дополнительный рабочий. В слу­
чае, если все полуфабрикаты в лесопильном цехе торцуются только пред­
варительно, то пила 15 не обслуживается.
При окончательной торцовке упор 8, по которому выравнивают­
ся с помощью приводного рольганга 9 комлевые торцы досок, устана-
Рис.26. Централизованная торцовка пиломатериалов:
1 - выносной конвейер обрезного станка; 2 - шиберное устройство; 3 - вынос­
ной конвейер лесопильного цеха; 4 - сбросная полка; 5 - цепи поперечного сбо­
рочного конвейера; 6 - скользящий спуск; 7 - накопительный конвейер торцо­
вочного устройства; 8 - упор; 9 - приводной роликовый конвейер; 10 - непри-|
водные ролики; И - пила для торцовки комлевых концов досок; 12 - главныйконвейер торцовочного устройства; 13 - пила для предварительной торцовки?
вершинных концов досок; 14 - мерные упоры; 15 - пила для окончательной тоЩ
цовки досок
j
вливается
на 2...3
см (оптимальная величина комлевых торцовых
отрезков) дальше плоскости комлевой пилы 11, т.к. все доски должны
иметь не только ровные, но и чистые торцы, а при предварительной - на
2...3 см ближе к конвейеру. В последнем случае все полуфабрикаты, не
требующие торцовки, проходят по конвейеру не касаясь комлевой пилы,
а доски, подлежащие предварительной торцовке со стороны комлевого
конца, выставляются по месту реза перед комлевой пилой, так же как и
перед вершинными, вручную. Для облегчения осевого перемещения
досок служат неприводные ролики 10. Вторая пила 13 предназначается
для предварительной торцовки вершинных концов досок, а третья 15 для торцовки в размер, для этого перед пилой установлены качающиеся
(утапливаемые) мерные упоры 14.
Рисунок
вперед.
При
26 соответствует распиловке бревен в цехе вершиной
распиловке
комлем
вперед
вершинных и комлевой пил меняются
любом случае в первую очередь
стороны
расположения
местами (на зеркальное), т.к. в
должен обрабатываться комлевой
конец доски. Качество древесины в комлевой части досок обычно выше,
чем в вершинной, как по механическим показателям, так и в отношении
встречаемости обзола, поэтому
торцовые срезки с комлевых концов
досок должны быть минимальной длины. Это возможно лишь в случае
использования комлевого торца в качестве базового, когда придание
доскам стандартной длины ведется за счет удаления соответствующего
отрезка со стороны вершинного конца.
В соответствии с исследованиями С П . Трофимова
производстве
целесообразна
экспортных
окончательная
пиломатериалов
торцовка
после
[26],
в
экономически
сушки
не
только
толстых или широких досок, подвергающихся при сушке, особенно
камерной, интенсивному растрескиванию в торцах, но и тонких узких.
Руководствуясь этим можно рекомендовать окончательную торцовку
в лесопильном цехе только для горбылей (при выработке обапола) и
коротких заготовок для внутризаводской
переработки. В
случаях торцовка
быть
досок
в цехе должна
других
предварительной,
выборочной [5]. Установка слешерного типа в таком случае может
быть двух- или даже одно-пильной, т.к. для большей части тонких
досок после обрезки, а по данным [13] - более 80% торцуемых, требуется
"облагораживание" только с одного вершинного конца. Соответст­
венно уменьшаются протяженность торцовочного устройства, сокра­
щается штат рабочих, обслуживающих установку, т.е. снижаются ка­
питальные и эксплуатационные затраты на торцовку.
Серийно установки ЦТЗ-2М сейчас не выпускаются, но их работа
эффективна и надежна. Поэтому агрегатирование установки или даже
изготовление пильных станков и конвейеров приходится выполнять в
условиях деревообрабатывающих предприятий. Такая работа по си­
лам механическому цеху большинства лесопильных заводов и тем бо­
лее деревообрабатывающих комбинатов.
Скорость цепей главного конвейера принимается в пределах
0,20...0,25м/с при расстояниях между упорами 0,6 ... 0,8 м.
Аналогично ЦТЗ-2М (рис.26) в лесопильном цехе могут устраи­
ваться торцовочные линии других (более совершенных) конструкций.
Рис. 27. Торцовочное устройство проходного типа:
1 - бункерно-ориентирующее устройство; 2 - наклонный поперечный кон­
вейер; 3 - дисковый разобщитель досок; 4 - устройство поштучной выдачи; 5, 8 роликовые конвейеры; 6 - неприводные ролики; 7, 10, 11 - круглые пилы; 9 главный конвейер; 12 -выносной ленточный конвейер для торцовых срезок; 13 торцовый упор; 14, 16 - пульты управления; 15 - люк; 17 - мерный упор
Торцовочное устройство, изображенное на рис. 27 [3], отличается
от рассмотренного лишь лучшей системой поштучной выдачи пило­
материалов
на
главный
конвейер
9
-
с
помощью
бункерно-
ориентирующего устройства 1, наклонного поперечного транспортера2, дискового разобщителя 3 и отсекателя 4. В результате -норма об­
служивания установки по сравнению с ЦТЗ-2М может быть уменьше­
на на одного человека.
На рис.28 представлена схема линии торцовки сырых пиломате­
риалов проходным методом марки ЛТ-1 [28], которая отличается от
ЦТЗ-2М более высоким уровнем механизации выполняемых операций
благодаря наличию механизма поштучной выдачи 2 полуфабрикатов
на главный конвейер 3, наличию механизмов переворота досок 4,
Рис.28. Линия торцовки сырых пиломатериалов ЛТ-1:
1 - загрузочное устройство; 2 - механизм поштучной выдачи; 3 - главный
конвейер; 4, 9 - кантователи; 5 - базирующий механизм; 6, 8, 11 - торцовочные
пилы; 7, 12 - механизмы выдвижения; 10 - приводной роликовый конвейер; 13 маркировщик
механизмов осевого перемещения и установки досок по месту торцовки
(12).
Пропускная способность линии: до 35 досок в минуту при
предварительной торцовке и до 25 - при окончательной (10...40 упоров в
минуту). Допускаемые длины полуфабрикатов 1,8...6,7 м, торцованных
досок -1,5...6,6 м с градацией 0,3 м. Максимальная длина отрезков 1,5м
как со стороны вершинного, так и со стороны комлевого торцов. В
случае окончательной торцовки на пиломатериалах может проставляться
метка сорта, определяемого оператором визуально. Линию обслуживают
три оператора, в т.ч. один на загрузке и двое на торцовке (по одному на
каждой пиле). Общая мощность электродвигателей, установленных на
линии, 54,25 кВт.
Более поздняя конструкция линии ЛТ-1М отличается пропускной
способностью
(25 досок
в минуту) и установленной
мощностью
двигателей (20 кВт). По габаритным размерам линии ЛТ вписываются в
лесопильные цехи пролетом 18 и более метров.
На проходных торцовочных устройствах с неподвижными пилами
(слешерах) затруднена вырезка дефектных мест из средних частей (по
длине) досок. Не имеют этого недостатка многопильные торцовочные
агрегаты с подвижными пилами - триммеры (рис.29). Ряд из 25...30
дисковых пил 5 установлен поперек стола поперечного конвейера 4 на
расстояниях 25 или 30 с м д
0
н а
о
т
другой. В нерабочем состоянии пилы
приподняты над столом (рис. 29) или находятся ниже его поверхности; в
соответствии с этим триммер может называться верхним или нижним.
Каждая пила имеет самостоятельное управление
и опускается или
поднимается независимо от других пил. Торцовка досок, перемещаемых
упорами
поперечного
конвейера
4,
может
осуществляться
одновременно одной, двумя, тремя или четырьмя пилами (торцовка с
двух концов с одновременной вырезкой дефектной части посередине
доски) или даже полная переработка полуфабриката на короткомерные
отрезки (на дрова).
Управление триммером дистанционное с пульта управления. Рабочее
место
оператора
(навстречу
может
движущемуся
располагаться
потоку
досок)
над подающим
или рядом
конвейером
с
ним. С к н
рость подающего конвейера может быть до 45 м/мин, а пропускная
способность до 40 досок в минуту (при расчете производительности
принимать в пределах 18...28). Существуют триммеры с большей
производительностью. В таких случаях их обслуживают два-три опе­
ратора ( 2 - 3 пульта в одной кабине) при равномерном распределении
досок (упоров конвейера) между ними (упоры окрашивают в разные
цвета) из расчета, чтобы нагрузка на одного оператора, обслуживаю­
щего упоры одного цвета, не превышала его разрешающей способно­
сти при определении числа резов и их места на доске. При недоста­
точной загрузке такого триммера все упоры конвейера могут обслу­
живаться с одного пульта управления (одним оператором).
Централизация обрезки досок может осуществляться или путем
использования вместо обычного обрезного станка
высокопроизводи­
тельного агрегата или сосредоточением нескольких станков меньшей
производительности, способных обрабатывать полуфабрикаты из од­
ного накопителя.
Моделью централизованной обрезки может служить участок об­
резки брусово-развального лесопильного потока с двумя взаимозаме­
няемыми станками (рис. 30). С роликовых конвейеров 1 и 2 от лесо­
пильных рам (или других бревнопильных станков) первого и второго
Рис.30. Участок обрезки с двумя станками:
1 - роликовый конвейер от бревнопильного станка первого ряда; 2 - роли­
ковый конвейер от бревнопильного станка второго ряда; 3 - накопитель; 4 - по­
перечные транспортеры; 5 - обрезные (фрезерно-обрезные) станки
ряда полуфабрикаты смещаются на расположенный на 0,8 м ниже общий
накопитель
3 - стол, оснащенный двумя поперечными
транспортерами
4, каждым
из которых
реверсивными
полуфабрикаты
подаются
к
соответствующему обрезному станку 5, но при необходимости транспортеры
могут перемещаться и в противоположных направлениях. Это позволяет
выравнивать загрузку станков полуфабрикатами, а в периоды работы потока
"легкими поставами", когда полуфабрикатов, подлежащих пропуску через
обрезные станки, мало, можно все их подавать на один станок, а второй
остановить, получая соответствующую экономию затрат на производство.
При необходимости, рабочего с остановленного станка можно использовать в
качестве
дополнительного
рабочего
(подручного)
при
обслуживании
работающего станка (см. о загрузке обрезных станков на стр. 49).
Подачу полуфабрикатов от каждой рамы на отдельный обрезной станок
можно гарантировать при расстоянии между рольгангами 1 и 2, три и более
метров. При уменьшении этого расстояния распределение досок будет
случайным. Для разделения полупотоков можно устраивать временные
(снимающиеся) перегородки (упоры). При расстояниях 0,2 и 2,4 м от
рольганга до стола обрезного станка (см. рис.30) гарантируется безопасная
работа
обрезчиков
при ручном
(с помощью
крючков)
перемещении
полуфабрикатов с конвейера 4 на стол обрезного станка при сбросе досок с
рольганга в соответствующую сторону относительно стола обрезного станка.
Конечно, лучшим вариантом будет сброс досок с рольганга в сторону
противоположную от стола обрезного станка.
По схеме, аналогично изображенной на рис.30, двумя обрезными
станками достаточной производительности можно обслуживать полтора, два
брусово-развальных потока ( 3 - 4 навесных рольганга над одним столомнакопителем).
На
рис.
31
изображена
технологическая
схема
высо­
копроизводительного участка обрезки, предлагаемая финским АО "ПланСелл" [23], на основе разработанной фирмой автоматической обрезной
системы "Finnoedger". Система позволяет оптимизировать обрезку досок по
стоимости выпускаемых обрезных пиломатериалов. При оптимизации
(выборе альтернативного варианта обрезки доски) учитывается
также стоимость получаемой из реек щепы. Учет неиспользуемых от­
ходов также относится к процессу оптимизации обрезки пиломате­
риалов.
Таблица цен пилопродукции различных сортов вводится в управ­
ляющую ЭВМ заранее, а код сорта каждой
доски может вводиться
вручную (после визуальной оценки) или с помощью подсоединяемой
внешней автоматической системы, способной определять сорт по об­
золу, сучкам, ненормальным окраскам и трещинам. Необрезные доски
должны поступать на накопительный поперечный конвейер 1 наруж­
ными пластями вверх комлевыми торцами в сторону обрезного станка
Ь. Можно подавать и вершинными торцами вперед, но обяза-тельно
после предварительной торцовки обзольных концов. Затем доски по­
штучно в поперечном направлении перемещаются на позицию цен­
трирования 2. С помощью конвейера 3, сохраняющего заданное по­
ложение доски благодаря наличию присосок, каждая доска подается
на позицию измерительной станции 4. В случае наличия прибора для
автоматического определения сорта, он занимает позицию а. На поз.5
может осуществляться поштучное накопление обмеренных досок и их
последовательная подача к сервоуправляемым ориентирующим (ана­
логично упорам 2) упорам 6.
Последней рабочей фазой является перемещение доски на по­
дающий транспортер 7 обрезного станка Ь. За это время пилы станка
перестраиваются на оптимальную ширину обрезной доски, опреде­
ленную управляющей ЭВМ.
Подающий транспортер обрезного станка, так же как и конвейер
3, имеет вакуумные ролики, позволяющие получать необходимое ус­
корение досок при подаче, не допуская их проскальзывания или боково­
го смещения.
Участок рассчитан на пропуск до 30 досок в минуту. Измери­
тельная станция 4, имеющая оптический и электронный блоки, про­
пускает доски с линейной скоростью 220 м/мин.
На рис.32 представлен эскизный проект централизованного авто­
матизированного участка выборочной торцовки и обрезки досок [16].
Торцовка полуфабрикатов осуществляется на проходном устрой­
стве триммерного типа 4. Управляющая ЭВМ с помощью датчиков
Рис. 32. Автоматизированный участок предва­
рительной торцовки и обрезки досок:
1 - Выносные конвейеры лесопильных потоков;
2 - питатель; 3 - датчики размеров и качества необ­
резных досок; 4 - торцовочное устройство триммерного типа; 5 - выносной конвейер для полуфабрика­
тов не подлежащих обрезке; 6 - питатели шагового
типа; 7 - обрезные станки
контролирует размеры и форму полуфабрика­
тов, путем имитационного раскроя определяет
оптимальные размеры длины и ширины об­
резных досок и выдает команды исполнитель­
ным механизмам
на ориентирование
полу­
фабрикатов перед обработкой и настройку
пил
торцовочного
устройства
и
обрезных
станков. В результате использования
ЭВМ
повышается объемный выход обрезных пило­
материалов на 2 и более процентов. Распре­
деление досок между обрезными станками 7
осуществляется той же ЭВМ с помощью ша­
говых
устройств
поштучной
выдачи
6, обеспечивая их бесперебойную равномер­
ную загрузку. Централизованная обрезка по­
зволяет производить подсортировку необрез­
ных досок по ширине при равномерном рас­
пределении их по обрезным станкам, что
сводит к минимуму частоту перемещений
режущих
инструментов
(пил или
фрез)
станков и позволяет повысить производи­
тельность до 24 - 25 досок в минуту [16].
Доски, не подлежащие
обрезке
(выпи­
ленные из зоны пласти бруса - до17 [8] и
более процентов, древесный брак, гор­
были и т.п.), могут отправляться на уча-
сток сортировки или пакетирования минуя обрезные станки по вы­
носным конвейерам 5, которых может быть несколько. Дополнитель­
ная информация в управляющую ЭВМ может вводиться оператором
вручную с пульта управления.
Оптимальный уровень механизации и автоматизации операций
обрезки и торцовки в лесопильных цехах зависит от многого, но в
первую очередь от объемов производства. Чем больше объем произ­
водства или производственная мощность цеха, тем выше должен быть
уровень механизации участков и тем скрупулезнее должен быть под­
ход к выбору технических средств для ее реализации. Главное все же
не уровень механизации или автоматизации, а экономическая эффек­
тивность производства. Наивысшая эффективность может быть дос­
тигнута только при системном подходе к проектированию - учете всех
внутренних и внешних факторов, влияющих на производство пилопродукции.
Технологические расчеты участков обрезки и торцовки
полуфабрикатов пиломатериалов
Пропускная способность участков обрезки и торцовки полуфаб­
рикатов в лесопильном потоке должна быть синхронизирована с про­
изводительностью участков распиловки. Лучшим вариантом будет ра­
венство производительностей всех участков потока, выраженных в
штуках полуфабрикатов, поступающих соответственно на участок об­
резки или торцовки, однако это практически невозможно, т.к., не­
смотря на специализацию потоков, постава, по которым ведется рас­
пиловка, и параметры бревен в процессе эксплуатации цехов могут
меняться.
Теория проектирования высокомеханизированных
лесопильных
потоков [15] рекомендует пропускную способность участков обрезки
и торцовки по сравнению с участком распиловки монотонно повы­
шать. В то же время при проектировании потоков стремятся к тому,
чтобы разница расчетных производительностей участков была по
возможности меньшей, чтобы при максимальной производительности
бревнопильного участка загрузка обрезных и торцовочных станков
была наиболее полной. Для выполнения этого условия приходится
просчитывать потребность в обрезных станках или торцовочных уст­
ройствах при работе потоков на бревнах всех возможных диаметров,
длин и при применении всех возможных поставов. Затем для каждого
потока определять постава, наиболее тяжелые с точки зрения загруз­
ки обрезных
или торцовочных станков соответственно. При значи­
тельных недогрузках станков при работе отдельных потоков
на
"тяжелых" поставах определяется схема блокирования станков (цен­
трализация участков). Например, 2 обрезных станка могут быть рас­
считаны на два потока, причем один поток может недогружать свой
станок, а второй, наоборот, - перегружать на ту же величину. В от­
дельных случаях может оказаться достаточным 2 станка на три полу­
потока (на три рамы при распиловке с брусовкой) и т.д. При незначи­
тельной перегрузке станков в расчете на один поток или полупоток
бо'льшая синхронизация его работы может быть достигнута
измене­
нием скоростей подачи на станке, изменением нормы обслуживания
персоналом, повышением уровня механизации вспомогательных опе­
раций (устройства поштучной выдачи полуфабрикатов, манипулято­
ры), может быть принято решение 6 предварительном отделении гор­
былей от потока полуфабрикатов, поступающих на участки обрезки
или торцовки, или введение в технологию предварительной торцовки
полуфабрикатов перед обрезкой с целью их укорочения и, таким обра­
зом, сокращения времени на их обрезку.
Участок торцовки может быть связан с обрезными станками бо­
лее или менее тесно. При необходимости 100%-ной окончательной
торцовки полуфабрикатов (досок, горбылей) в лесопильном цехе все
полуфабрикаты
после обрезки направляются на участок торцовки.
Если в цехе предусматривается только предварительная
торцовка
(острые обзольные и пораженные гнилью концы), то после обрезки на
торцовку направляется только часть полуфабрикатов. Остальные по­
сле обрезки отправляются из цеха сразу на сортировку или пакетиро­
вание (см. рис.26).
Ниже предлагается методика расчета потребности в обрезных и
торцовочных станках, уточненная на основании многочисленных на­
блюдений, проведенных в лесопильных цехах архангельских лесоза­
водов.
Расчет потребности
в обрезных
станках
Поскольку между участками распиловки бревен и обработки по­
луфабрикатов пиломатериалов всегда есть место для накопления и
выравнивания потока с помощью поперечных конвейеров и накопите­
лей (например, конвейер 1 на рис.16), то расчеты участков обрезки и
торцовки можно вести по средневзвешенной минутной производи­
тельности (пропускной способности) потоков.
Расчетная потребность лесопильного потока в обрезных (фрезерно-обрезных) станках п , шт., определяется по формуле
ор
Ио.р=^
где П'бр.о, П '
0
,
(35)
- минутные производительности соответственно брев-
нопильной машины
(машин) и обрезного станка в штуках
полуфабрикатов, подлежащих пропуску через обрезной ста­
нок, шт./мин,
П
6 р
.„=^
;
(36)
z п.о-число полуфабрикатов пиломатериалов, выпиливаемых из од­
n
ного бревна, подлежащих пропуску через обрезной станок,
-
Zn.n.o г + z ,
д
(37)
r
г - число досок, поступающих на обрезку из одного бревна,
д
г = (0,2...0,6)г +гд2 ;
д
д1
(38)
0,2...0,6-коэффиниент фактического выхода подгорбыльных досок в
результате рассеивания их размеров при выпиловке (по оп­
тимальным поставам). Большее значение нужно принимать
при распиловке одним поставом бревен одного номинально­
го диаметра, меньшее - двух номинальных диаметров;
г 1 - число подгорбыльных досок в поставе;
Д
г 2 -число прочих досок в поставе, подлежащих пропуску через
Д
обрезной станок;
z - число горбылей, поступающих на участок обрезки из одного
r
бревна,
z
r=
ZT.H
;
(39)
ZT.H- номинальное число горбылей при распиловке одного бревна. В за­
висимости от способа распиловки (вразвал или с брусовкой) равно
2 или 4. Если расчет обрезных станков ведется отдельно по прохо­
дам - 2;
Р - процент горбылей, поступающих на участок обрезки (см. пояснение
г
внизу страницы).
г- ритм работы потока, который задается бревнопильной машиной (вре­
мя цикла распиловки одного бревна средней длины I , м), мин. Для
машин проходного типа
I
(40)
kJJp'
l - средняя длина распиливаемых бревен, м,
е = Ш±;
IP,
Pi - процент бревен длиной l м;
(41)
it
к - цикловой коэффициент использования машинного времени, учи­
м
тывающий распиловку припусков бревен по длине, межторцовые
разрывы, к = 0,92..0,96;
м
Up-скорость распиловки, м/мин. Для круглопильных станков и агрега­
тов - это скорость подачи. Для лесопильных рам
U =^
p
р
(42)
1000
А - расчетная посылка, мм,
Д
Д,* А*А.А;
Д„ - инструкционная посылка (приложение 2) мм;
К, К, к .д, к - поправочные коэффициенты (см. стр.28);
с
3
п - частота ходов пильной рамки лесопильной рамы, мин
При современной технологии распиловки за бревнопильными станками
устраиваются люки, через которые автоматически удаляются и в дальней­
шем транспортируются на участок утилизации кусковых отходов, не попадая
на участок обрезки, неделовые (не пригодные для использования в целом ви­
де, например для выработки обапола, заготовок для тары и т.п.) горбыли в
виде тонких срезок и короткомера от сильносбежистых и закомелистых бре­
вен. В эти люки может сбрасываться вручную и некоторая часть длинных
горбылей - в зависимости от конкретных условий производства, в том
числе и с целью разгрузки участков обрезки. Поэтому числовое значение
Р может быть установлено наблюдением или принято проектировщиком.
По нашим наблюдениям, при распиловке на двухэтажных лесопильных
рамах с типовой схемой удаления полуфабрикатов после выпиловки Р =
65... 70%.
г
г
Для принятия принципиальных решений о месте и способе дообработки деловых горбылей можно использовать данные ЦНИИМОДа [21], в
соответствии с которыми доля горбылей в потоке полуфабрикатов Р . за­
висит от диаметра распиливаемого сырья d следующим образом:
г
п
d, см
16
18
20
22
24
26
28
34,36
38,40
Рг.п,%
46
43
40
33
32,5
31,5
29,5
29
24
Если горбыли' через обрезной станок не пропускаются, а, например,
сбрасываются в люк перед столом обрезного станка, то в формуле (37)
принимается Zr= 0, а в формуле производительности станка учитывается
потеря машинного времени V на сброс горбылей в люк:
t =tirzV ,
(43)
где t ] - время, затрачиваемое на сброс в люк одного горбыля.
При применении манипулятора АМОД-700 ti =l,6 с. При ручном
сбросе горбылей величина t j зависит от размеров горбылей (диаметров
распиливаемых бревен, поставов), субъективных факторов и может быть
принята в пределах 1,8...2,2 с. Естественно, что при пропуске горбылей
через обрезной станок следует принять V= 0.
z' - число горбылей, поступающих на участок обрезки в течении одной
минуты,
r
r
r
r
r
z^zyr .
(44)
Таким образом, минутная производительность участка обрезки
П' =|Ч(1-^) ,
0
(45)
где U - скорость подачи обрезного (фрезерно-обрезного) станка, м/мин;
0
i„. n
средняя длина полуфабрикатов, пропускаемых через обрезной
станок, м,
Z
к , k - коэффициенты
д
r
«
+ Z
r
относительной средней длины досок и гор­
былей, поступающих на участок обрезки:
£
Ду
/ - средние длины досок и горбылей , соответственно, м;
г
к
м
- коэффициент использования машинного времени обрезного
станка,
(47)
км
t - время вспомогательных операций, затрачиваемое на поштуч­
B
ную подачу и базирование необрезных досок перед обрезкой,
не перекрываемое обрезкой предыдущей доски. Его величина
зависит от уровня механизации процесса и размеров полуфаб­
рикатов. При поштучной выдаче и базировании вручную t„=
2...3,5с, для манипуляторов t = 60/z
B
(z - пропускная спо­
M
M
собность механизма, циклов/мин);
(1 - t /60 ) - время, остающееся для пропуска полуфабрикатов через
r
станок после сброса горбылей, мин.
Числовые значения к
д
и к при распиловке с брусовкой можно
г
определить по графику на рис.33 [7].
к
ДОСК1 1
0,9
0,8
Горбу
0,7
0,6
0,5
0,4
14
16
18
20
22
24
26
28
30
32
d,c
M
Рис. 33. Зависимость коэффициента средней длины необрезных досок к
и горбылей к „ поступающих на участок обрезки при распиловке с брусов­
кой, от диаметра сырья
д
Естественно, что при сбросе горбылей в люк
е„_ = £к .
п
д
Расчеты потребности цеха в обрезных станках ведутся в зависимости
от специализации потоков на распиловку сырья определенных групп
диаметров и качества по наиболее тяжелому поставу (П бр. = max) для
5
0
каждого потока. Более удобно вести и представлять расчеты в табличной
форме, например по форме табл.7.
В табл. 7 приведено полное наименование граф, не требующее рас­
шифровки или пояснений, за исключением некоторых. В графе 4 таблицы
диаметры бревен могут повторяться в разных строчках в соответствии с
разделением сырья между потоками (граничные диаметры; прямые бревна,
отдельно кривые этих же диаметров, распиливаемые в цехе разными
потоками), что должно поясняться в примечаниях (графа 23). С 1-й по 21го графу в табл.3 заполняются все строчки. В графе 22 проставляется целое
число станков для каждого потока только один раз - напротив наиболее
"тяжелого" постава (наибольшего числового значения в графе 21). Более
того, после расчета графы 22 может быть принято решение о соединении
отдельных потоков на уровне участка обрезки или об организации
централизованного участка обрезки. Таким образом, процесс расчета
количества станков и их загрузки может перемежаться с собственно
проектированием
-
синтезированием
новых
схем
движения
полуфабрикатов.
Более эффективную работу участка обрезки по принятой схеме
можно обеспечить параметрической оптимизацией. В общем случае
параметрическая оптимизация - это подбор наиболее подходящей
скорости подачи отдельных станков поточной линии для лучшей
синхронизации их работы. Обрезные станки обычно имеют до четырех
скоростей подачи, поэтому совершенно естественно проводить расчет
их загрузки при разных скоростях с целью определения оптимальной.
В отношении обрезных станков с ручным базированием досок следует
заметить, что повышение скорости подачи не приводит к прямо
пропорциональному росту их производительности (см. формулу (45)),
т.к. одновременно снижается коэффициент использования машинного
времени (47). Снизить затраты времени на вспомогательные операции,
выполняемые
вручную,
можно
обслуживания станков рабочими.
путем
повышения
нормы
В крайнем случае на обрезном
Таблица 7
Расчет
№ Пос­
п/п тав
1
2
Наиме­
нование
или
№ пото­
ка
3
потребности
Диаме­
тры распиливаемого сы­
рья
d,
см
4
лесопильного
Сред­ Число в
няя
длина
распи досок,
ливапод­
емых
лежа­
бревен
щих
обрез­
ке
поставе
горбы­
лей, по­
ступаю­
щих на
участок
об­
резки,
шт
6
7
станках
Число в поставе Коэффициент вы­
с учетом
хода
рассеивания
длины
горбы­
досок,
горбы­ обре­
подле­
лей, по­ заемых
лей,
жащих
ступаю­ досок
посту­
обрез­
щих на
паю­
ке,
участок
щих на
обрезки
участок
обрез­
ки
шт.
t,
м
5
цеха в обрезных
Zr,
шт.
8
шт.
9
Средняя
длина полуфабрикатов, про­
пускае­
мых через
обрезной
станок
Кг
l (l.n.Ot
11
12
М
10
Ритм Минутная произво­
рабо­ дительность участ­
ты по­
ка распиловки
тока
по про­
по гор­
пус­
былям,
каемым сбрасы­
полу­
ваемым
фабри­ в люк на
катам
участке
обрезки,
г,
мин
13
Пбро,
шт/мин
14
Z'r,
шт/мин
15
Время,
затра­
чивае­
мое на
сброс
горбы­
лей,
tr,
с
16
Время Время
Коэф­
Минут­
на про
вспофициент ная пропуск
могаисполь­ изводиполу­
тельзования
тельфабри ных one машин­
ность
катов
раций
ного
обрез­
в тече­ при про времени
ного
ние
пуске
при про­
станка
мину­
полу­
пуске
ты
фабри­ полуфа­
ката
брикатов
1-V60,
км
По,
и,
мин
с
шт/мин
17
18
19
20
Продолжение табл.7
Расчетная Принимае­ Приме­
потреб­
мое к уста чания
ность в
новке коли
обрезных чество об­
станках
резных
(фрезернообрезных)
станков
Пор,
По,
шт.
21
шт.
22
23
ОО
станке могут работать три человека. Наличие третьего рабочего, по­
мимо помощи при выполнении вспомогательных операций, позволяет
дополнительно подменять первых двух во время их нормативного отдыха
в течение смены. Работая вдвоем во время нормативного отдыха, рабочие
тем самым увеличивают эффективное рабочее время станка и сменную
производительность еще на 10% дополнительно. Окончательные проект­
ные решения отражаются в графе примечаний
Расчет потребности
в торцовочных
устройствах
Принцип технологического расчета торцовочных устройств подо­
бен расчету обрезных станков, т.е. потребность лесопильного цеха в
торцовочных устройствах, шт.:
n ,= ^
,
T
где
(48)
П'брт , П ' - производительность участка распиловки и участка
т
торцовки соответственно, выраженная количеством
полуфабрикатов, подлежащих торцовке, шт./мин.
Величина П .т определяется по формуле (36) с той лишь разни­
бр
цей, что число полуфабрикатов пиломатериалов, выпиливаемых из
одного бревна и подлежащих пропуску через торцовочное устройство,
z
n n T
определяется по формулам (37), (38), или (39) в зависимости от
места торцовки в технологическом потоке и ее вида.
1. При окончательной торцовке полуфабрикатов после обрезки это могут быть те же самые полуфабрикаты, которые пропущены че­
рез обрезной станок, т.е. П'бр.т^П'бр •
0
2. К полуфабрикатам, пропущенным через обрезной станок, при
окончательной торцовке могут прибавиться толстые доски со второго
прохода распиловки: числовое значение г 2 (формула (38)) будет
Д
больше, чем при расчете участка обрезки.
3. Если горбыли отделяются от потока полуфабрикатов перед сто­
лом обрезного станка, то Zn = г . Если расчет торцовочного устрой­
п т
д
ства ведется только для горбылей, отделенных от потока, то z . .?= z .
n n
r
4. На участок торцовки могут направляться после обрезки только
те доски, для которых желательна предварительная торцовка. В этом
случае их количество
где
LPy - суммарный процент укорачиваемых досок, который можно
определить
по
гистограмме
распределения
величины
укорочения Р , приведенной на рис.34 [20].
у
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9 V ^ i
Рис. 34. Распределение величины относительного укорочения
тонких досок:
I - длина бревна; I ^-величина укорочения доски
Практически по гистограмме легче определить процент досок,
которые не торцуются, £Р т Естественно, что к неторцуемым относят
Н
25% не укорачиваемых досок (iyjt=0).
Доски, укорачиваемые на 0,1
длины бревен, т.е. на 0,3..0,65 м, можно торцевать или не торцевать в
лесопильном цехе или торцевать частично, т.е. проектировщик сам
определяет, какую долю из 28% таких
торцовочное
удаления
явного
определению
досок следует направить на
устройство для предварительной
обзола.
процента
Таким
досок,
же
образом
торцовки с
можно
укорачиваемых
на
целью
подойти
к
(0,2...0,4)г,
а
суммарный процент торцуемых досок в этом случае
1 Р = 100 - 2 Р .
У
Ю
5.На участке предварительной торцовки досок после
может
осуществляться
дообработка
горбылей
на
обрезки
попутную
пилопродукцию (обапол, заготовки для производства тарных дощечек
и т.п.). В этом случае
2&
(50)
+ z •
r
100
На лесозаводе №3 в Архангельске вероятность предварительной
торцовки тонких досок и горбылей после пропуска через обрезной
станок составляет 49,5...53,7% при распиловке одним поставом бре­
вен двух номинальных диаметров, 63,2...69,9% - при распиловке бре­
вен одного номинального диаметра [4]. Приведенные данные могут
использоваться как справочные.
6.В случае переработки горбылей на попутную пилопродукцию
на участке предварительной торцовки досок перед обрезкой числовое
значение z . . определяется по формуле (37).
n
n
T
7.В случае предварительной торцовки досок перед обрезкой и
сбросом горбылей в люк перед торцовочным устройством (рис. 22)
= 2
Zn.n.T д- Но в этом случае
вочного устройства
П
т
при расчете производительности торцо­
из машинного времени исключается время,
затрачиваемое на сброс горбылей t , определяемое по формуле (43).
r
Производительность
(пропускная
способность)
торцовочного
устройства проходного типа, шт./мин,
(51)
где U - скорость подачи торцовочного устройства, м/мин;
T
to- расстояние между упорами подающего конвейера торцовоч­
ного устройства, м;
к - коэффициент заполнения упоров подающего конвейера
м
торцовочного устройства. Числовое значение может быть принято в
пределах от 0,9 (окончательная торцовка) до 1,0 (предварительная
торцовка).
Производительность торцовочного устройства позиционного ти­
па, шт./мин,
(52)
г д е а - количество резов, которые можно сделать
на балансирном
торцовочном станке с гидроподъемом пилы (типа ЦКБ-40) в
течение одной минуты, 26...30 - при подаче и удалении по­
луфабрикатов в поперечном направлении [5];
a i - количество резов, которые приходится делать для обработки
одного полуфабриката.
При позиционной торцовке количество резов, приходящееся на
один полуфабрикат, зависит от диаметра распиливаемого сырья, по­
става и размеров люков для удаления отходов торцовки от вершинной
пилы. Дело в том, что при недостаточном размере люка торцовщику
приходится измельчать торцовые срезки в соответствии с размерами
люка, т.е. вместо одного реза делать несколько. На рис.35 представ­
лены графики, построенные по наблюдениям при предварительной
торцовке тонких досок и горбылей, получающихся при распиловке
бревен диаметрами 14...16см.
Рис. 35. Зависимость числа тор­
цовых резов a j от длины люка
для торцовых срезок е на тор­
цовочном устройстве позицион­
ного типа:
1 - на один горбыль; 2 - на торцуе­
мую доску; 3 - на пропускаемый
полуфабрикат
л
0,5
1,0 1,5 2,0 £ , м
л
При окончательной торцовке требуемое число резов, опреде­
ляемое по рис. 35, увеличивается на один (для зачистки комлевого
торца). При торцовке тонких боковых досок, выпиленных из более
толстых бревен, вероятность длинных торцовых срезок и соответст­
венно количество резов снижается на 5...25%. Результаты расчетов
количества и уровня загрузки торцовочных устройств в цехе можно
представить по форме табл.8.
Таблица 8
Расчет
потребности
лесопильного
цеха в торцовочных
Число в поставе
№
п/п
1
№
постава
2
Диаме­
Найме
тры рас­
нование по­ пиливае­
мого
тока
сырья
3
Сред­
няя
длина
распи­
ливае­
мых
бревен
d, см
е., м
4
5
досок,
подлежащих
торцовке
(пропуску) че­
рез торцовоч­
ное устройство
толтон­
стых
ких,
шт.
' шт.
6
7
горбы­
лей,
устройствах
Число в поставе с учетом
рассеивания
досок, подлежащих гор
всего
пропуску через тор­
бы­
полу­
цовочное устройство лей фабрикатов
шт.
тол­
стых,
шт.
тон­
ких
шт.
шт.
шт.
8
9
10
11
12
&
Продолжение табл. 8
Ритм ра­ Минутная
боты по­ производи­
тельность
тока
участка рас­
пиловки
г,
Пбрт,
мин
шт./мин
13
14
Время на
сброс гор­
былей
Время на
торцовку
tr,
с
(1
-
JL),
60
мин
15
16
Минутная про­
изводитель­
ность торцо­
вочного уст­
ройства
Расчетная по­
требность в
торцовочных
устройствах
п' ,
Птр,
шт./мин
шт.
Принимаемое
к установке
число торцо­
вочных уст­
ройств
п ,
шт.
17
18
19
х
Примечания
20
т
ОС
После первого варианта расчета потребности в торцовочных устрой­
ствах возможна параметрическая (изменение скоростей подачи) или струк­
турная (изменение типа и схемы расположения) оптимизация оборудова­
ния, т.е. оптимальный вариант участка можно получить путем итерации последовательного приближения.
В примечаниях табл.8 указывается порядок блокирования потоков на
уровне участков торцовки, какие потоки в цехе должны быть смежными, т.
е. располагаться рядом, чтобы можно было без лишних затрат устроить
подачу полуфабрикатов с этих потоков на одно торцовочное устройство.
В случае централизации на одном участке торцовки и обрезки (анало­
гично рис.32) работа торцовочных и обрезных устройств должна быть
синхронизирована как с участком распиловки, так и между собой.
3. УЧАСТОК ПЕРЕРАБОТКИ ОТХОДОВ
ПРОИЗВОДСТВА ПИЛОМАТЕРИАЛОВ
Древесина обладает множеством потребительских свойств и может
быть использована на производство полезной продукции путем механиче­
ской или химической переработки вся без остатка. Поэтому отходы произ­
водства пиломатериалов (горбыли, рейки, короткомерные отрезки досок,
опилки) следует считать вторичными материальными ресурсами для по­
путных производств. Что очень важно, эти ресурсы, как промышленное
сырье, характеризуются высокими потребительскими свойствами (заболонная бессучковая часть древесины преимущественно хвойных пород),
небольшими текущими и капитальными затратами на приведение отходов
в товарный вид (например, в технологическую щепу).
Очередность вовлечения ресурсов в переработку и направление их
использования устанавливаются по степени получаемого экономическо­
го эффекта, который дополнительно зависит от объемов производства:
чем больше, тем эффективнее.
Наиболее эффективна переработка горбылей на дополнительную по­
путную пилопродукцию - обапол. Обапол - это прирезанная по длине пи­
леная продукция, получаемая из боковой части бревна и имеющая одну
пропиленную, а другую не пропиленную или частично пропиленную по-
верхность с ограничениями минимальной и максимальной толщины соот­
ветственно вершинного и комлевого торцов. Для повышения эффективно­
сти продаж обапол рассортировывают на горбыльный и досчатый (с про­
пиленной на половину и более второй пластью).
Технология выработки обапола, включающая в себя только одну
технологическую операцию - торцовку горбылей на заданную длину, ни­
чем не отличается от торцовки досок. Горбыли могут торцеваться впере­
мешку с досками (см. главу 2).
В случае проектирования в цехе специализированного участка тор­
цовки горбылей, отделенных от общего потока полуфабрикатов (одного
или нескольких), для их переработки на обапол технологический расчет
делается аналогично участку торцовки досок. Число полуфабрикатов, под­
лежащих пропуску через торцовочное устройство в одну минуту
=
П'бр.т.г У П'бр. .
(53)
т
где j - число эффективных бревнопильных станков, с которых горбыли
будут поступать на централизованное торцовочное устройство;
П'бр.т.г" число деловых горбылей, подлежащих торцовке, образующее­
ся на одном бревнопильном станке, шт./мин, может быть определе­
но по формуле аналогичной (39), т.е.
nW^*„ ,
(54)
где Za„- номинальное число горбылей, выпиливаемое из одного бревна;
Р - процент выхода деловых горбылей (см. главу 2).
г
На дополнительную мелкую пилопродукцию в виде заготовок для
производства тарных дощечек или товаров хозяйственно-бытового назна­
чения в цехе может вестись торцовка реек. Более глубокая механическая
обработка должна осуществляться в специализированных деревообраба­
тывающих цехах (продольное деление, фрезерование).
Наиболее индустриальна переработка кусковых отходов лесопиления
на технологическую щепу для плитного или целлюлозного производств. В
этом случае участок должен оснащаться рубильными (рубительными) ма­
шинами, а при производстве целлюлозной щепы - устройствами для
сортировки измельченной древесины на фракции по размерам (кондици­
онная, крупная, отсев). Кроме того, при выработке целлюлозной щепы на
предприятии должна быть предусмотрена окорка пиловочного сырья.
*Голяков А.Д.
Участки производства щепы, так же как и участки производства мел­
кой пилопродукции, в двухэтажных цехах целесообразно располагать на
первых этажах. Сбор кусковых отходов с участков производства пилома­
териалов осуществляется системой продольных и поперечных транспорте­
ров, располагаемых или на первом (на эстакадах) или на втором (на полу)
этажах. Собранные отходы могут направляться в одну универсальную ру­
бильную машину или в несколько специализированных (для рубки горбы­
лей, для рубки реек, для рубки короткомерных отрезков досок).
Специализация преследует цель повышения выхода щепы кондици­
онной фракции, но усложняет производственный процесс, поэтому более
распространена централизованная схема сбора отходов со всего цеха и пе­
реработка их в одной рубильной машине большой производительности. На
случай выхода рубмашины из строя предусматривается резервная с воз­
можностью переключения на нее транспортных коммуникаций (рис.36).
Рис. 36. Схема централизованной переработки кусковых отходов
производства пиломатериалов на технологическую щепу:
1,4, 9, 10, 11 - ленточные конвейеры; 2, 3 - поперечные цепные транспортеры; 5
-шиберные устройства (скользящие спуски); 6 - рубильные машины; 7 - скребко­
вый конвейер; 8 - устройства для сортировки щепы
Кусковые отходы, собираемые от торцовочных устройств конвейера­
ми 1, от рейкоотделительных устройств поперечным транспортером 2,
горбыли от бревнопильных станков транспортером 3, попадают на один из
конвейеров 4 рубильной машины 6. При необходимости переключения по­
дачи отходов в резервную рубильную машину используются перекидные
шиберные устройства 5. Схема перевалки отходов представлена на рис.37.
Рис.37. Схема перевалки длинномерных кусковых отходов
с поперечного конвейера на два продольных:
1 - поперечный цепной конвейер; 2 - шибер (наклонная плоскость); 2'- второе
положение шибера; 3 - рабочие ветви продольных (ленточных) конвейеров ос­
новной и резервной рубмашин
Щепа от рубильных машин 6 (рис.36) с помощью скребкового (или
ленточного) конвейера 7 подается на сортировочные устройства 8, где рас­
сортировывается обычно на три фракции. Крупная фракция с помощью
конвейера 9 возвращается на дорубку, мелкая (отсев от щепы) конвейером
10, а кондиционная щепа конвейером 11 удаляются из цеха.
Над конвейерами 4 перед рубильными машинами устанавливаются
металлоискатели, отключающие привод конвейера в случае появления в
потоке груза металла или извлекающие этот металл из потока (электромаг­
ниты).
Недостатком схемы является доизмельчение щепы крупной фракции в
большой рубильной машине, в которой в нормалную фракцию превраща­
ется не более 50...60% щепы. Остальная превращается в отсев. Более эф­
фективна переработка крупной фракции щепы в специальных малых ру­
бильных машинах с лучшими условиями ориентирования мелких кусочков
древесины относительно ножей - дезинтеграторах. Выход щепы кондици­
онной фракции может достигать 75...77%.
В случае использования в цехе дезинтегратора ресурсы сырья, при­
годного для производства щепы, могут быть увеличены, т.к. становится
целесообразным извлечение кусковых отходов из опилок (мелкие горбыльные срезки, сколы досок), поступающих от лесопильных рам. По на-
шим исследованиям при рамной распиловке в опилки попадает до 0,12...
0,15% (от распиленного сырья) кусковых отходов, пригодных для перера­
ботки в технологическую щепу. Схема участка извлечения из опилок и пе­
реработки мелких кусковых отходов может иметь вид, представленный на
рис.38.
1
2
3
4
Рис.38.Схема производства щепы с извлечением мелких
кусковых отходов из опилок:
1 - большие рубильные машины; 2 - дезинтегратор; 3 - скребковый конвей­
ер; 4 - шибер (регулировочная заслонка); 5, 6, 8, 9,10, 12 - ленточные кон­
вейеры; 7 - устройство для сортировки опилок (типа ДС-28); 11 - устройства
для сортировки щепы (типа СЩ-120)
Опилки с кусковыми включениями от лесопильных рам поступают
по конвейеру 6 на дисковую сортировку 7. Чистые опилки сквозь ячей­
ки (28x28 мм) между дисками, которые располагаются на роликах в
шахматном порядке, проваливаются на ленточный конвейер 8 и выно­
сятся из цеха. Кусковые отходы вращающимися дисками перемещаются
до конца сортировочного устройства и попадают сразу (или через про­
межуточный конвейер) в загрузочный патрон дезинтегратора 2. Измель­
ченная древесина из дезинтегратора вместе со щепой от основных ру­
бильных машин 1 попадает на конвейер 3 и транспортируется на сорти­
ровочное устройство для щепы И . Кондиционная щепа выносится из
цеха конвейером 10, отсев - конвейером 12, а крупная фракция щепы
конвейером 9 возвращается на доизмельчение в дезинтегратор.
Применение схемы экономически эффективно при наличии потребно­
сти в опилках, очищенных от крупных кусковых включений.
Очищенные однородные опилки могут иметь более высокую потреби­
тельскую стоимость и более широкий рынок.
Технологический расчет участка переработки кусковых отходов про­
изводства пиломатериалов на технологическую щепу заключается в син­
хронизации работы конвейерного транспорта и пропускной способности
технологических машин.
Технологическая производительность рубильных машин и устройств
для сортировки щепы должна быть с запасом на возможную неравномер­
ность поступления кусковых отходов (К„ =1,2...1,8). Потребность в машнах
(п ) определяется по формуле, шт.,
м
п = ^-К,
м
где V
K 0 T X
,
(55)
- средний часовой объем кусковых отходов производства пилома­
3
териалов, определяемый балансом древесины, м /ч\
П - часовая производительность соответствующей машины при пере­
м
работке кусковых отходов лесопиления (»0,7 от производительно­
3
сти при рубке круглых лесоматериалов), плотных м /ч.
Производительность сортировочного устройства типа ДС28-12 доста­
точна для сортировки опилок от 2 - 4 брусово-развальных потоков на базе
двухэтажных лесопильных рам.
ОБЩИЕ РЕКОМЕНДАЦИИ
Объектом реконструкции или проектирования может быть как весь
цех, так и его отдельные участки. Последнее характерно при реконструк­
ции действующих цехов.
После выбора оборудования и расчета его загрузки должны следовать
графическая иллюстрация и описание технологического процесса на спро­
ектированном участке.
Для ускорения проектирования и снижения вероятности ошибок
все расчеты целесообразно выполнять с помощью ЭВМ.
В процессе работы над дипломным проектом данное учебное по­
собие не исключает использование другой литературы.
ПРИЛОЖЕНИЯ
Приложение 1
Коэффициент использования лесопильного потока ki
на базе двухэтажных лесопильных рам [14]
Время
распи­
ловки
бревна,
Распи­
ловка
вразвал
Распиловка с брусовкой
при количестве брусьев на накопителе
(брусоперекладчике)
0
1
2
3
4
1
2
3
4
5
6
7
8
10
11
12
13
14
0,670
0,691
0,709
0,725
0,740
0,561
0,584
0,605
0,624
0,641
0,566
0,590
0,611
0,630
0,648
0,571
0,595
0,616
0,636
0,653
0,575
0,599
0,621
0,641
0,659
0,579
0,604
0,625
0,645
0,663
0,583
0,607
0,629
0,649
0,667
15
16
17
18
19
0,753
0,765
0,776
0,785
0,794
0,657
0,671
0,685
0,697
0,708
0,664
0,678
0,692
0,704
0,716
0,679
0,684
0,698
0,710
0,722
0,675
0,690
0,703
0,716
0,727
0,679
0,694
0,708
0,720
0,732
0,683
0,698
0,712
0,724
0,736
20
21
22
23
24
0,803
0,810
0,817
0,824
0,830
0,719
0,728
0,738
0,746
0,754
0,726
0,736
0,745
0,754
0,762
0,733
0,743
0,752
0,761
0,769
0,738
0,748
0,757
0,766
0,774
0,743
0,753
0,762
0,771
0,779
0,747
0,757
0,766
0,775
0,783
25
26
27
28
29
0,836
0,841
0,846
0,851
0,855
0,761
0,769
0,775
0,781
0,787
0,770
0,777
0,784
0,790
0,796
0,766
0,784
0,790
0,797
0,803
0,782
0,789
0,796
0,802
0,808
0,786
0,793
0,800
0,806
0,812
0,790
0,797
0,804
0,810
0,816
30
32
34
36
38
40
42
0,859
0,867
0,874
0,880
0,885
0,890
0,895
0,796
0,806
0,813
0821
0,829
0,836
0,843
0,802
0,812
0,822
0,860
0,838
0,845
0,852
0,808
0,819
0,828
0,837
0,845
0,852
0,858
0,814
0,824
0,833
0,842
0J50
0,857
0,863
0,818
0,828
0,838
0,846
0,854
0,861
0,867
0,822
0,832
0,841
0,849
0,857
0,864
0,870
с
5
1
44
46
48
50
52
54
56
58
60
65
70
75
80
90
100
ПО
120
130
150
170
200
240
2
0,899
0,903
0,907
0,910
0,914
0,916
0,919
0,922
0,924
0,930
0,934
0,938
0,942
0,948
0,953
0,957
0,961
0,964
0,968
0,972
0,976
0,980
4
0,858
0,864
0,869
0,874
0,878
0,883
0,887
0,890
0,894
0,902
0,909
0,915
0,920
0,929
0,936
0,942
0,947
0,951
0,958
0,963
0,969
0,975
3
0,849
0,855
0,860
0,865
0,869
0,873
0,878
0,881
0,885
0,892
0,899
0,905
0,911
0,920
0,927
0,934
0,939
0,943
0,950
0,956
0,962
0,968
5
0,864
0,870
0,875
0,880
0,884
0,889
0,893
0,896
0,900
0,907
0,914
0,920
0,925
0,933
0,940
0,946
0,951
0,955
0,961
0,966
0,972
0,977
6
0,869
0,875
0,880
0,884
0,889
0,893
0,897
0,900
0,904
0,911
0,918
0,923
0,928
0,936
0,943
0,948
0,953
0,957
Продолжение прил. 1
7
8
0,873
0,876
0,878
0,881
0,883
0,886
0,888
0,890
0,892
0,895
0,896
0,898
0,900
0,902
0,903
0,905
0,906
0,914
0,920
0,926
0,930
Приложение 2
Таблица 1
Величина посылок, мм, для одноэтажных лесопильных рам
(число пил с плющеными зубьями до 7)* [14]
Диаметр
Тип лесопильных рам
Р65-1, Р65-2, Р65-3, Р65-4М
(высота
РК
хвойные мягколист твердолис хвойные мягколист твердолис
бруса),
см
породы
венные
таенные
породы
венные
таенные
1
2
3
4
5
6
7
10
12
14
16
18
20
22
24
П,5
10,5
9,2
8,2
7,3
6,6
6,0
5,5
9,4
8,2
7,3
6,5
5,8
5,3
4,9
4,5
6,3
5,6
5,0
4,5
4,0
3,7
3,4
3,1
10,0
9,8
7,8
7,0
6,3
5,7
5,2
4,8
7,3
7,3
6,5
6,0
5,4
4,8
4,5
4,0
5,9
5,4
5,0
4,7
4,3
4,0
3,8
3,7
2
5,1
4,7
4,3
4,0
3,8
3,6
3,4
3,2
3,2
2,9
2,8
1
26
28
30
32
34
36
38
40
42
44
46
* Расчетная посылка
4
2,9
2,8
2,7
2,6
2,4
2,3
2,2
2,1
2,1
2,0
2,0
3
4,2
3,9
3,6
3,3
3,2
3,0
2,9
2,8
2,7
2,5
2,4
5
4,5
4,1
3,9
3,7
3,5
3,4
3,3
3,2
3,0
2,9
2,8
Продолжение табл. 1
7
6
3,8
3,5
3,6
3,4
3,3
3,5
3,3
3,1
3,0
3,2
2,9
3,1
2,8
2,9
2,7
2,8
2,7
2,6
2,6
2,6
2,5
2,5
Д = Атклот
р
Д - табличная посылка; к„о - поправочный коэффициент на число пил в
поставе (1,0 - до 7,0,92 - при 8-9, 0,85 - при 10-11, 0,80 - при 11-12 пилах).
т
П
Таблица 2
Инструкционные посылки, мм, для двухэтажных лесопильных рам с ходом
пильной рамки 600мм (РД75-6,7) при распиловке хвойных пород
Диаметр
Число пил (пропилов)
12
бревна,см
до 6
8
10 ,
И
7
9
Распиловка бревен вразвал или с брусовкой при выпиловке двух брусьев
14
43,0
43,0
40,0
43,0
43,0
43,0
43,0
16
40,0
40,0
40,0
40,0
40,0
38,0
35,0
18
37,0
37,0
37,0
37,0
37,0
32,0
29,0
20
34,0
34.0
34,0
34,0
27,0
34,0
30,0
22
31,0
31,0
31,0
31,0
29,0
26,0
24,0
24
29,0
29,0
29,0
28,0
26,0
22,0
20,0
26
27,0
27,0
27,0
19,0
27,0
23,5
21,0
28
25,0
25,0
25,0
23,0
21,0
19,0
17,0
30
23,0
23,0
23,0
18,5
14,5
21,0
16,5
32
21,5
21,5
21,5
13,0
19,5
16,5
14,5
34
20,5
20,5
20,5
19,0
16,0
12,5
14,0
36
19,5
19,5
19,5
16,5
15,2
12,2
13,5
38
18,5
18,5
16,0
18,5
14,0
12,5
11,0
40
17,5
17,5
13,0
17,0
15,0
11,5
10,3
42
16,5
16,5
15,5
13,7
12,0
10,5
9,5
44
15,5
16,5
12,8
14,6
11,2
10,2 _ j
8,8
46
15,0
15,0
13,6
12,0
10,5
9,2
8,2
48
14,0
14,0
13,0
9,8
8,6
7,6
11,2
50
12,2
12,2
12,2
9,2
10,5
8,2
7,4
Продолжение табл.2
Распиловка бревен с брусовкой при выпиловке одного бруса
высотой-0,7 диаметра бревна
Диаметр
Число пил (пропилов)
9
до 6
8
10
7
11
бревна, см
12
14
45,0
45,0
45,0
16
45,0
43,0
18
43,0
43,0
20
42,0
42,0
42,0
39,0
39,0
22
39,0
36,0
36,0
24
35,0
34,0
26
34,0
32,0
32,0
28
32,0
29,0
30,0
30
30,0
27,0
27,5
32
27,5
24,5
19,5
26,5
34
26,5
22,0
17,0
26,0
36
25,0
19,5
15,0
38
25,0
24,0
18,5
14,5
40
23,0
22,5
17,0
13,2
21,5
42
20,5
15,0
11,5
44
20,0
19,0
14,0
10,8
19,0
46
17,5
13,0
10,0
48
18,5
16,5
12,0
9,0
17,5
50
15,5
8,6
п,о
17,0
52
10,5
10,5
8,0
Распиловка брусьев
Высота
Число пил (пропилов)
до 6
7
9
бруса, мм
8
10
11
12
46,0
100
46,0
46,0
46,0
46,0
120
45,0
45,0
45,0
45,0
45,0
44,0
140
44,0
44,0
44,0
44,0
160
42,0
42,0
42,0
42,0
42,0
42,0
41,0
180
41,0
41,0
41,0
41,0
41,0
41,0
39,0
200
39,0
39,0
39,0
39,0
39,0
39,0
220
36,0
36,0
36,0
36,0
36,0
36,0
36,0
32,0
240
32,0
32,0
32,0
32,0
30,0
32,0
30,0
260
30,0
28,0
26,0
30,0
30,0
30,0
28,0
280
28,0
26,0
22,0
28,0
28,0
28,0
26,0
26,0
26,0
22,4
300
26,0
25,0
20,0
320
24,0
24,0
24,0
21,0
19,0
24,0
23,0
23,0
340
23,0
23,0
23,0
19,2
17,3
21,0
360
21,5
21,5
21,5
21,5
20,0
17,0
16,0
20,5
380
20,5
20,5
19,0
16,8
15,0
13,8
19,5
400
19,5
18,5
14,5
13,0
19,5
16,5
Литература
1. Айзенберг А.И. Опыт реконструкции лесопильных
потоков
//Деревообрабат. пром-сть, 1990. № 8. С. 5-7.
2. Боровиков Е.М., Кудрявин Г.В. Фрезерно-обрезной станок на базе
станка Ц2Д-5А//Деревообрабат. пром-сть, 1980. №5. С П .
3. Голяков А Д Кондратьев Ю.Н., Белоусов Л.А. Реконструкция участка
торцовки в лесопильном цехе //Механическая обработка древесины: Науч.-техн.
реф. сб. / ВНИГМЭИлеспром, 1989. №5. С. 18-19.
4. Голяков А.Д. Вероятность предварительной торцовки тонких
пиломатериалов //Механическая обработка древесины: Науч.-техн. реф. сб.
/ВНИГШЭИлеспром, 1989. №1. С. 23.
5. Голяков А.Д. К вопросу о производительности позиционных
торцовочных устройств в лесопильном потоке // Изв.вузов. Лесн. журн.,1993. №4.
С. 97-98.
6. Голяков А.Д., Алексеев А.Е., Царев Е.Г. Оценка эффективности
специализации рамных потоков при выработке заготовок из бревен с кривизной
//Деревообрабат. пром-сть, 1992. №6. С. 4 - 5.
7. Голяков А.Д., Бекряшева И.С, Рудаков Е.В. К вопросу уточнения
технологических расчетов обрезных станков//Изв.вузов. Лесн. журн., 1999. №4.
С. 122-124.
8. Голяков А.Д., Данилова Г.Н. Исследование загрузки обрезных станков
//Изв.вузов.Лесн.журн., 1995. №2-3. С. 200-202.
9. ГОСТ 8486-86 Пиломатериалы хвойных пород. Технические условия. М.:
Изд-во стандартов, 1990.-12с.
10.ГОСТ 9463-86 Лесоматериалы круглые хвойных пород. М.: Изд-во
стандартов, 1986.
11.ГОСТ 24454-80 Пиломатериалы хвойных пород. Размеры. М.: Изд-во
стандартов, 198Ь4с.
12.ГОСТ 26002-83 Пиломатериалы хвойных пород северной сортировки,
поставляемые для экспорта. Технические условия. М.: Изд-во стандартов, 198434с.
13.Иванов Д.В. Устройство для учета пиломатериалов на позиционных
торцовочных столах // Науч.тр./ ЦНИИМОД. Архангельскт 1969, вып. 23. С. 134
-142.
14.Инструкция по расчету производственной мощности лесопильных
цехов, потоков и установок / ЦНИИМОД. Архангельск,1978. 80с.
15. Калитеевский Р.Е. Проектирование лесопильных потоков. М.: Лесн.
пром-сть, 1972.-184с.
16.Калитеевский Р.Е. Технология лесопиления. М.: Лесн. пром-сть, 1986436с.
17.Копейкин A.M. Исследование формы пласти необрезных досок
//Изв.вузов.Лесн. журн., 197.1. №4. С. 138 - 140.
18.Копейкин A.M. Механизация и автоматизация обрезки пиломатериалов
(обзор).-М.: ВНИПИЭИлеспром, 1975.-25с.
19. Копейкин A.M. О моделировании операций раскроя необрезной доски
при производстве товарных пиломатериалов //Науч.тр. /ЦНИИМОД:
Автоматизированные системы и технические средства управления, 1976. С. 45 47.
20. Копейкин A.M. Обоснование расстановки датчиков в измерительном
устройстве САУ операции обрезки пиломатериалов //Науч.тр. ЦНИИМОД / Архск: 1974. №31. С. 43-46.
21. Кулебякин B.C. Механизация подачи досок в обрезной станок / Раздел
"В" / ЦНИИМОД Комплексная механизация и частичная автоматизация
производственного процесса рамного пиления: Науч. отчет №1, руководитель
Л.ЗЛурье /ЦНИИМОД. Архангельск, 1959.
22.Песоцкий А.Н. Лесопильное производство. М.: Лесн. пром-сть, 1970г
432с.
23.Проспект АО "ПЛАН-СЕЛЛ". Finland, 1979.-4с.
24. Справочник по лесопилению. Под ред. канд. техн. наук А.М.Копейкина.
М.: Экология, 1991.-496с.
25. Технология пиломатериалов / Аксенов ПЛ., Макарова Н.С., Прохоров
Н.К., ТюкинаЮЛ. -М.: Лесн. пром-сть, 1976г480с.
26. Трофимов СЛ. Исследование технологии и технических средств
торцовки пиломатериалов
и разработка основных положений по их
совершенствованию: Автореф. дис. канд.техн.наук. Л.: ЛТА, 1981г20с.
27. Турушев В.Г. О целесообразности распиловки кривых бревен брусовым
методом /Деревообраб. пром-сть, 1966. №10. С. 14 -16.
28. Тюкавин А.М., Рванин Р.В. Линия модели ЛТ-1 для торцовки сырых
пиломатериалов. /Механическая обработка древесины: Научно-техн. реф. сб.
/ВНИПИЭИлеспром, 1987. вып.4. С. 4 - 6.
ОГЛАВЛЕНИЕ
Введение
1 .Участок распиловки
Сырье
Схемы участков распиловки
Расчет производственной мощности
Расчет производственной мощности лесопильного цеха
по распилу сырья
Расчет производственной мощности лесопильного цеха
по пиломатериалам
Анализ использования производственной мощности
лесопильного цеха, подлежащего реконструкции
2. Участки обрезки и торцовки
Форма полуфабрикатов тонких пиломатериалов
и операции по их дообработке
Схемы участков обрезки и торцовки
полуфабрикатов пиломатериалов
Обрезка и торцовка в лесопильных потоках
Централизация участков обрезки и торцовки
Технологические расчеты участков обрезки и торцовки
полуфабрикатов пиломатериалов
Расчет потребности в обрезных станках
Расчет потребности в торцовочных устройствах
3. Участок переработки отходов производства пиломатериалов
Общие рекомендации
Приложения
Литература
Голяков Александр Дмитриевич
Проектирование участков лесопильных цехов
Учебное пособие
Отпечатано с авторского оригинал-макета
ЛР№ 020460 от 10.04.97
Сдано в произв. 21.03.2002. Подписано в печать 22.03.2002.
Формат 60х84/16Харнитура Тайме. Усл. печ. л. 6,25.
Уч.-изд. л. 6,15. Заказ № 56. Тираж 100 экз. Цена свободная
Отпечатано в типографии Архангельского
государственного технического университета.
163002, г. Архангельск, наб. Северной /Двины, 17
3
4
4
6
25
25
35
36
40
40
46
46
60
73
75
82
88
93
94
98