in D
advertisement

DOI 10.12737/issn.2308-8877
ISSN 2308-8877
АКТУАЛЬНЫЕ НАПРАВЛЕНИЯ НАУЧНЫХ
ИССЛЕДОВАНИЙ XXI ВЕКА: ТЕОРИЯ И ПРАКТИКА
Сборник научных трудов по материалам международной заочной научнопрактической конференции
2014 г. № 3 часть 2 (8-2)
(Volume 2, issue 3, part 2)
Учредитель – Федеральное государственное бюджетное образовательное
учреждение высшего профессионального образования
«Воронежская государственная лесотехническая академия» (ВГЛТА)
Главный редактор
В.М. Бугаков
Заместитель главного редактора
И.М. Бартенев
Члены редакционной коллегии
Д.Н. Афоничев
Т.Л. Безрукова
М.В. Драпалюк
В.К. Зольников
Н.Н. Матвеев
С.М. Матвеев
В.С. Петровский
А.Д. Платонов
А.И. Сиволапов
А.В. Скрыпников
С.И. Сушков
О.В. Трегубов
Н.А. Харченко
М.П. Чернышов
Ответственный секретарь
И.И. Шанин
Компьютерная верстка
И.И. Шанин
Сборник
зарегистрирован
Федеральной службой по надзору в
сфере
связи,
информационных
технологий
и
массовых
коммуникаций.
Свидетельство о регистрации
ПИ № ФС77-54416 от 10.06.2013 г.
Материалы
настоящего
сборника могут быть воспроизведены
только с письменного разрешения
редакционной коллегии
Сборник
включен
в
Российский
индекс
научного
цитирования (РИНЦ). Сборник
реферируется в ВИНИТИ РАН.
ФГБОУ ВПО «ВГЛТА»
394087, г.Воронеж, ул. Тимирязева, 8,
телефон (473) 253-72-51,
факс (473) 253-76-51,
e-mail: conf_vglta@mail.ru
www.conf.vglta.vrn.ru
© ФГБОУ ВПО «ВГЛТА», 2014
СОДЕРЖАНИЕ
СЕКЦИЯ: РОСТ ПОТЕНЦИАЛА ЛЕСОПРОМЫШЛЕННОГО
КОМПЛЕКСА
Аксенов А.А., Малюков С.В. Энергосбережение: современный подход
при очистке вырубок
Андреев А.А., Чалкин А.А. Прочность и жесткость древесноцементного материала: влияние добавки отходов переработки
талькохлорита
Арутюнян А.Ю. Расчет и конструирование дорожной одежды
с термоизолирующим слоем из плит «пеноплэкс»
Баранов А.В. Машинная технология заготовки древесины в горных
лесах дальнего востока
Баскаков Д.Г., Баурин А.В. Перспективные трансмиссии для
гусеничных машин лесопромышленного комплекса
Берлякова А.С., Кузнецов С.А. Лесопромышленный комплекс как
незадействованный потенциал экономики
Бурмистрова О.Н., Пильник Ю.Н. Разработка рациональных схем
освоения лесосырьевых баз на уровне региона
Бухтояров Л.Д., Сергиенко Д.С. Функциональная блок-схема расчета
основных параметров пильной цепи в среде Matlab
Васильев В.В. Обоснование экономической целесообразности
использования плотового сплава лесоматериалов
Васильев В.В. Транспортно-технологические схемы для поставки
лесоматериалов различным видом траснпорта
Виноградов А.Ю., Салминен Э.О. Повышение надежности расчета
максимальных расходов воды при проектировании дорожного
водоотвода
Гайсин И.Г., Войтко П.Ф. Способ выгрузки лесных грузов с воды на
рейдах приплава
Гибадуллин
Н.Ф.
Рекреационная
характеристика
лесов
зеленых зон городов закамья республики Татарстан
Градыский Ю.А., Темников Д.В. Подготовка семян сосны путем
жидкостной сепарации
Дручинин Д.Ю. Перспективные срезающие устройства лесосечных
машин
Елискин А.А. Энергетический потенциал отходов лесозаготовок в
Амурской области
2
10
14
17
21
27
32
35
38
43
47
51
56
60
65
67
71
Епифанова А.Ю. Расчет касательной силы тяги трактора ЛХТ-100 в
транспортном режиме
76
Карпушина В.Е., Лепёхина О.Е., Носова О.А., Макеев В.Н.
Современные пути совершенствования и конструктивные особенности
рабочего оборудования бульдозеров для лесного комплекса
80
Колисов О.В., Крючин К.С. Разработка трансмиссий для гусеничных
лесозаготовительных машин
87
Копарев В.С. Перспективы использования скопа в качестве сырья для
производства древесно-цементной композиции
92
Король С.А., Нехорошев Н.В. Применение канатных установок на
трелевке лесоматериалов в горных районах и на грунтах с низкой
несущей способностью
95
Кузнецов Н.В., Колычев А.А. Разработка трансмиссий для гусеничных
машин лесопромышленного комплекса
99
Куницкая О.А., Григорьев И.В. Перспективы увеличения объемов
лесоэксплуатации за счет низкотоварной древесины
104
Курдюков Д.П., Курдюков Р.П., Мануковский А.Ю., Шамарин Н.И.
Экологическое загрязнение при строительстве магистральных
автомобильных дорог в лесозаготавливающем комплексе
108
Лантух И.В., Безрукова Т.Л. К вопросу об эволюции образовательного
потенциала лесной промышленности в ХІХ – начале ХХ ст.
112
Малышев О.В., Тарасов С.В., Хамдеев Д.М. Перспективные ходовые
системы для гусеничных машин лесопромышленного комплекса
114
Малюков С.В., Поздняков Е.В., Аксенов А.А. Средства механизации
для проведения рубок ухода за лесом
119
Малянова Л.И. Особенности технологий производства и укладки
модифицированных асфальтобетонных смесей с отходами дробления
известняков при строительстве лесовозных автомобильных дорог в
Чувашской республике
123
Маркина З.Н., Вечеров В.В. Влияние лесорастительных свойств почв
на лесоводственно-таксационные показатели защитных насаждений,
расположенных на радиоактивно загрязненных территориях
130
Михеевская М.А., Бажуков Н.Н. Затопленная древесина и её
использование
в
условиях
лесопромышленных
предприятий
республики Коми
134
Михеевская М.А., Пильник Ю.Н. Зависимость коэффициента усиления
от толщины слоя зернистого материла в конструкции дорожной
одежды по условию упругого прогиба
138
Мурзинов Ю.В., Малышев В.В. Виды целевой оптимизации режимов
ускоренного выращивания сосновых древостоев
142
3
Овчинникова И.И., Шатунова В.С. Особенности расчета нежесткой
дорожной одежды лесной дороги в условиях республики Коми
147
Пильник Ю.В., Бурмистрова О.Н. К вопросу решения задачи
распределения
лесопромышленных
производств
посредством
концентрации и специализации
151
Пильник Ю.В., Бурмистрова О.Н. Методика оценки оптимальных
транспортных потоков лесоматериалов
155
Поздняков Е.В. Повышение качества лесовосстановительных операций 159
Порошков Е.А., Евменеко В.А., Корсаков А.Н. Разработка ходовых
систем для гусеничных машин лесопромышленного комплекса
163
Разинкова А.К. Сравнительное состояние городских и парковых
посадок местных видов лесных пород
168
Сафин Р.Г., Садртдинов А.Р., Исмагилова Л.М. Исследование
процесса получения синтез-газа и его конверсии в диметиловый эфир
173
Славский В.А. Физико-механические свойства древесины ореха
грецкого и её использование в лесной промышленности
176
Солопанов
М.С.
Определение
эффективности
систем
автоматизированного управления процессами лесопромышленного
производства с добавлением и исключением информации
180
Солопанов М.С., Сушков С.И. Необходимость автоматизации
управления транспортно-грузовыми процессами лесопромышленного
производства
186
Солопанов М.С., Ермолов Ю.В., Макеев В.Н. Необходимость
строительства дорог различного назначения в условиях лесного
комплекса
191
Суска А.А., Безрукова Т.Л., Кириллова С.С. Экспортный потенциал
предприятий лесного озяйства по концепции устойчивого
природопользования
196
Сушков А.С. Методика оценки воздействия лесовозного потока на
придорожные экосистемы
200
Сушков А.С. Определение технических параметров состояния
лесотранспортных машин в лесном комплексе
205
Сушков А.С., Новокщёнов Е.В. Оптимизация транспортных процессов
лесоматериалов при железнодорожных перевозках в регионах
209
Сушков С.И. Классификация дорожных одежд в лесозаготовительных
предприятиях с целью расчёта их прочностных характеристик
213
Сушков С.И. Принципы разработки диалоговой модели транспортных
потоков лесоматериалов
219
4
Сушков С.И., Бурмистрова О.Н. Обоснование требований к
гранулометрическому составу материала дренирующего слоя
лесовозной дороги
Узденов И.Ш. Инновационный потенциал отрасли промышленности:
сущность и основные факторы
Фридрих А.П., Костюк О.И. Особенности механической обработки
древесины методом плоского шлифования, факторы влиящие на период
стойкости инструмента и мощность резания
Царев Е.М., Онучин Е.М., Кренев А.В. Оптимизация параметров
системы автоматизированного управления манипулятором самоходной
лесной машины
Черных А.С., Абрамов В.В., Бондаренко А.В. Оптимизация процесса
первичной транспортировки древесины в горных условиях
лесозаготовок
Чечков А.А., Родионов А.В. Исследование пневматической сеялки
универсальной машины для лесовосстановления
Клубничкин В.Е., Клубничкин Е.Е., Шишов Е.В. Разработка
перспективной
ходовой
системы
для
колесных
машин
лесопромышленного комплекса
222
226
229
235
240
245
249
СЕКЦИЯ: ДЕРЕВООБРАБОТКА И ДЕРЕВОПЕРЕРАБОТКА В
РОССИИ: КЛЮЧЕВЫЕ ФАКТОРЫ УСПЕХА
Storodubtseva T.N. Wood composite – improving its monolithic structure
Анисимов М.В. Влияние электромагнитной обработки наполнителей на
эмиссию свободного формальдегида из готовой фанеры
Анисимов М.В. Влияние электромагнитной обработки наполнителей на
прочность фанеры при скалывании по клеевому слою
Березников С.В., Фокин С.В. Технико-экономические показатели
работы новой конструкции дисковой рубительной машины
Божелко И.К. Исследование
напряженно-деформированного
состояния деревянных шпал в процессе эксплуатации
Буракова Е.В., Снегирева С.Н. Изменение прироста древесины
каштана посевного в связи с вертикальной зональностью
Вариводина И.Н., Самойленков В.С. Экспресс-метод определения
показателей качества древесины основных древесных пород,
произрастающих в умеренно-континентальном климатическом поясе
Вахнина Т.Н., Виноградов А.В. Исследование влияния фосфата калия
на огнезащищенность древесно-стружечных плит
5
253
257
264
270
273
277
282
286
Газизов А.М., Абубякярова Д.А. Исследование влияния диаметра
бревна на толщину коры
Галеев Т.Х., Садртдинов А.Р. Исследование процесса плазменной
газификации древесной биомассы различной влажности
Галиев И.М. Плиты для пола из древесно-полимерного композита
Германович А.О. Тарирование тензорезистивных датчиков для
определения крутящего момента привода рубильной установки
Глотова Т.И., Глотов А.Г., Карпейкин А.А. Совершенствование
технологической подготовки производства пиломатериалов
Горбачева Н.А. О совершенствовании ресурсосберегающих технологий
использования древесного сырья
Грошиков В.В., Овсянников С.И. Метод ускоренной импрегнации
древесины
Гудков А.Ю., Свиридов В.Г., Серебрянский А.И. Поэтапная
оптимизации раскряжевки хлыстов при лесозаготовках в малолесных
районах
Гудков А.Ю., Свиридов В.Г., Серебрянский А.И. Математическое
моделирование формы хлыстов имеющих кривизну для решения
многокритериальных задач раскряжевки
Дербин М.В., Дербин В.М. Параметры рабочей поверхности отжимной
аэростатической направляющей ленточнопильного станка
Елфимова М.В. Прогрессивные технологии в деревообработке,
дереворежущее оборудование и инструмент
Еременко Н.Э., Кузнецов С.А. Перспективы развития лесопильного
бизнеса в России
Желтоухова Н.А., Новоселова И.В. Лакокрасочные материалы для
мебельного производства
Желтоухова Н.А, Новосселова И.В. Особенности отделки МДФ
порошковыми красками
Заикин А.Н., Меркелов В.М., Богданова Ю.А. Переработка древесины,
загрязненной радионуклидами, на мобильных установках
Захарова И.А. Высокоуровневое моделирование, как способ
повышения эффективности позаказного мебельного производства
Зотова Е.В. Особенности определения содержания золы в древесных
пеллетах
Камышанов Д.Т. Обрабатываемость резанием древесины различных
пород
Караваев З.В., Дьяченко В.Ю. Технологии старения паркетной доски,
как средство дизайн-проектирования
6
289
293
296
298
303
306
309
311
314
319
322
326
331
335
338
342
347
351
355
Киселев С.В., Блохин А.В. Повышение эффективности распиловки
бревен узкими ленточными пилами путем снижения затрат на
обслуживание оборудования
Корельская М.А. Предпосылки изменений в системе лесопильного
производства
Корчагин Е.В., Новоселова И.В. К вопросу оценки эксплуатационных
свойств мебельных покрытий
Краснова В.Ф., Сергеева Н.В. Исследование объемного выхода
пилопродукции при раскрое круглых лесоматериалов с кольцевым
поражением
Куницкая
О.А.,
Григорьев
И.В.
Оптимизация
процесса
модифицирования древесины
Куницкая О.А., Локштанов Б.М., Григорьев И.В. Переработка
низкотоварной древесины на технологическую щепу
Ларинина Ю.А. Влияние срока усыхания деревьев на механические
свойства древесины ели европейской
Мещерякова А.А., Бухарин А.А. Виды и применение фанеры
Мещерякова А.А., Желтоухова Н.А. Анализ бревнопильного
оборудования используемого в лесопильном производстве
Микрюкова Е.В., Пуртова Е.А. Рациональное использование
древесины при изготовлении торцовых щитов
Рудак П.В., Рудак О.Г., Омелюсик А.В. Хвостовая фреза для обработки
плитных древесных материалов, обеспечивающая повышение
эффективности аспирации
Осетров
А.В.,
Угрюмов
С.А.
Cпособы
модификация
фенолформальдегидных смол в производстве древесных плит
Прозоров Я.С. Разработка композиционных покрытий для узлов трения
оборудования для производства стружки
Просвирников Д.Б., Ахметшин И.Р. Получение фильтрующего
материала на основе порошковой целлюлозы
Савицкая О.А., Дьяченко В.Ю. Особенности конструирования мебели
для людей с ограниченными возможностями
Сафин Р.Г., Садртдинов А.Р., Салдаев В.А. Влияние параметров
процесса газификация древесных отходов под давлением на состав
Сафонов А.О. Определение наличия искусственных компонентов в
древесном биотопливе
Сиваков
В.В.,
Авдусь
А.В.
Повышение
эффективности
деревообрабатывающих станков на основе оптимизации режимов
обработки
7
357
361
366
370
375
379
383
386
391
394
399
403
407
411
415
417
420
425
Скрипка В.С. Сравнительный анализ материалов для деревянного
домостроения
Стородубцева Т.Н., Аксомитный А.А. Физические факторы,
влияющие на прочностные характеристики древесного заполнителя
Стородубцева Т.Н., Томилин А.И. Изучение влияния агрессивной
среды на древесный заполнитель и полимерную матрицу
Титова С.А. Влияние крупности древесных частиц на плотность и
теплопроводность щепоцементных блоков для малоэтажного
строительства
Тунцев Д.В., Хисматов Р.Г., Касимов А.М., Романчева И.С., Савельев
А.С. Схема промышленной установки для переработки отходов лесного
комплекса
Федотов А.А., Угрюмов С.А. Исследование влияния доли силиката
натрия в карбамидоформальдегидном связующем на физикомеханические свойства древесно-стружечных плит
Фокин С.В., Фетяев А.Н. Постановка задачи на теоретическое
исследование рабочего процесса загрузки порубочных остатков
механизмом загрузки гидроманипуляторного типа
Филичкина М.В. Композиционный материал, содержащий древесный
заполнитель
Хайруллина Э.Р., Филиппова Ф.М., Степанов В.В. Разработка
технологии переработки древесных отходов с получением
теплоизоляционного материала
Хасаншин
Р.Р.,
Тимербаева
А.Л.,
Крайнов
А.А.
Термомодифицирование измельченной древесины в среде топочных
газов в камере тарельчатого типа
Черников Э.А. Исследование процесса увеличения влажности
древесины, обработанной различными составами
Черников Э.А. Меры по обеспечению возможности совмещения
полимерного материала на основе цемента и древесины
Шарапов Е.С., Смирнова Е.В. Исследование технологии производства
декоративных пиломатериалов из оцилиндрованных бревен
Шатилова Е.А. К созданию клеевых соединений древесины
повышенной прочности
Степанов В.В., Шаяхметов Ф.Ф. Термомеханические пути
переработки древесных и полимерных отходов
Шевченко С.А., Мартин И.А. Оптимизация раскроя бревен на доски
трапециидальной формы
8
429
433
437
441
445
448
452
455
459
463
466
470
474
479
483
485
I ЕВРОПЕЙСКИЙ ЛЕСОПРОМЫШЛЕННЫЙ
ФОРУМ МОЛОДЕЖИ
I EUROPEAN FORESTRY INDUSTRY
YOUTH FORUM
15-17 МАЯ 2014 ГОДА, РОССИЯ, ВОРОНЕЖ
May 15 – May 17, 2014 Russia, Voronezh
Международная научно-техническая конференция
«I Европейский лесопромышленный форум молодежи» проведена
при финансовой поддержке Российского фонда фундаментальных
исследований (грант № 14-08-06814) 15-17 мая 2014 года.
В сборник трудов включены материалы международной научнотехнической конференции «I Европейский лесопромышленный форум
молодежи», освещающие актуальные вопросы в области изучения лесной и
деревообрабатывающей промышленности, лесопромышленного бизнеса,
сертификации, инноваций и аспектов их экономического развития.
Сборник представляет научный и практический интерес для менеджеров
и руководителей лесопромышленных предприятий, преподавателей,
аспирантов и студентов технических и экономических специальностей,
работающих над решением важной проблемы инновационного развития лесной
промышленности.
9
СЕКЦИЯ: РОСТ ПОТЕНЦИАЛА ЛЕСОПРОМЫШЛЕННОГО
КОМПЛЕКСА
УДК 630*231.321: 630*232.211
ЭНЕРГОСБЕРЕЖЕНИЕ: СОВРЕМЕННЫЙ ПОДХОД ПРИ ОЧИСТКЕ
ВЫРУБОК
ENERGY SAVING: MODERN APPROACH IN CLEANING CUTTINGS
Аксенов А.А., студент
Малюков С.В., к.т.н., преподаватель;
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3909
Аннотация: в статье приведены основные способы очистки лесосек.
Проанализированы пути снижения энергоемкости очистки вырубок.
Представлены формулы по определению сопротивления перемещению
рабочего органа, сопротивления корчевания мелких пней, сопротивления
рыхления почвы, сопротивления перемещению порубочных остатков. Даны
рекомендации по выбору ширины захвата орудий.
Summary: the article contains the main method to clear cutting areas.
Analyzed the ways of reducing energy consumption of cleaning cuttings. The
formulas presented by definition of resistance to movement of the working body,
resistance uprooted small stumps, resistance of the soil tilling, resistance to the
movement of wood residuals. Recommendations on the choice of working width
guns.
Ключевые слова: очистка вырубок, корчеватель, ширина захвата,
порубочные остатки.
Keywords: cleaning cuttings, harvesting, width, wood-cut residuals.
В процессе сплошных, выборочных рубок и рубок ухода за лесом на
лесосеках остаются порубочные остатки (вершины стволов, ветви, сучья, кора,
листва), а иногда и отдельные стволы или их части. При оставлении этой
древесной массы на лесосеке повышается пожарная опасность, затрудняется
естественное возобновление леса, создаются очаги размножения вредных
насекомых и грибных заболеваний. Поэтому, места рубок необходимо
приводить в соответствующее санитарное состояние [1].
Очистка лесосек является заключительной стадией лесозаготовок и
важным лесохозяйственным требованием. Основные способы очистки лесосек
10
следующие: сбор порубочных остатков в кучи для последующего их
использования в качестве топлива или сырья для технической переработки; сбор
порубочных остатков в кучи для сжигания; сбор порубочных остатков в валы
для перегнивания; разбрасывание измельченных порубочных остатков по
лесосеке [2, 3].
При весенней и летней разработке лесосек в этих условиях порубочные
остатки собирают в кучу и валы одновременно с валкой и трелевкой хлыстов
или сортиментов, а осенью в дождливую погоду кучи и валы сжигают. Сбор
остатков для перегнивания на месте проводят в хвойных и лиственных
насаждениях на сырых и мокрых почвах. При этом кучи укладывают обычно
на пониженных местах. После перегнивания на образовавшемся
микроповышении создаются более благоприятные условия для прорастания
семян древесных пород.
Разбрасывание измельченных порубочных остатков по лесосеке проводят
в сосняках и дубравах на сухих почвах для сохранения влаги и обогащения
почвы. Этот же способ рекомендуется для еловых древостоев на тяжелых
почвах для защиты имеющегося под его пологом самосева от выжимания
морозом. Применять его можно только при летних лесозаготовках. Правильно
проведенная очистка лесосек и противопожарные мероприятия способствуют
облегчению возобновления леса и последующему формированию древостоя.
Противопожарные мероприятия сводятся к устройству вокруг вырубок,
особенно участков с благонадежным подростом хвойных пород,
минерализованных полос и канав.
В настоящее время для очистки вырубок под лесные культуры
используют грабельные корчеватели (типа МП-8Б, МП-13 и другие, фирм
ROMA США, Камацу Япония), отвальные корчеватели (ОКТ-3, фирмы ROMA
США), клиновые типа МРП-2, КМ-1, ОРВ-1.5 и другие, грабли типа ПС-5.
Наибольшее распространение получили грабельные и отвальные орудия,
которые отличаются более широким диапазоном применения. Их используют
для сплошной и полосной очистки вырубок с корчевкой пней, освоения
площадей под сельскохозяйственные угодья, при строительстве дорог и других
объектов. Клиновые орудия узко специализированы, и их применяют только
для полосной расчистки вырубок. В сравнении с грабельными или отвальными
орудиями они, как правило, более производительны. Грабли типа ПС-5 служат
только для сплошной или полосной очистки вырубок от порубочных остатков
и имеют ряд недостатков, в том числе, плохая видимость работы орудия,
вдавливание в почву порубочных остатков гусеницами, сложность навески и
другие [1, 4, 5].
11
В общем случае при очистке вырубок (без корчевки крупных пней)
сопротивление перемещению рабочего органа можно приблизительно
определить по формуле
Р = Рк + Рр +Рb,
(1)
где Рк – сопротивление корчевки мелких пней и кустарника;
Рр – сопротивление рыхлению;
Рb – сопротивление волочению призмы порубочных остатков с почвой перед
рабочим органом.
Сопротивление корчевания (сходу) мелких пней и кустарника можно
определить по выражению
Рк = 103 Кк ∙ n ∙ d,
(2)
где n – количество одновременно корчуемых пней, шт;
d – диаметр пней, мм;
Кк – коэффициент, равный в среднем для ольхи 34.2; березы 43.2 и ивы
16.1 Н/мм.
Сопротивление рыхления можно определить по формуле
Pр = Kр ∙ Bр ∙hр ∙λ,
(3)
где В р – ширина захвата, м;
h р – глубина рыхления, м;
K р – коэффициент неполноты рыхления, равный 0.4...0.75;
λ – коэффициент в зависимости от количества корней равный 40…200
кПа.
Сопротивление перемещению призмы порубочных остатков, почвы
выкорчеванных пней и узлов кустарника примерно можно найти по
выражению:
Рb = f ∙ Bb ∙ h b ∙ lb ∙ γ,
(4)
где Bb,, h b , lb – соответственно ширина, высота и длина призмы волочения;
f – коэффициент сопротивления перемещению призмы, равный 0.9...1.2;
γ – объемный вес, равный 1.5…4 кН/м3.
Рассматривая выше приведенные формулы, видно, что основное влияние
на увеличение тягового сопротивления оказывают количество и диаметр
корчуемых пней, глубина рыхления, объемный вес призмы волочения, ширина
захвата и условия работы [4].
В настоящее время разработанные лесопосадочные машины МЛУ-1,
ЛМД- 81 и другие обеспечивают посадку растений на вырубках без
предварительной обработки почвы. Поэтому для грабельных корчевателей,
используемых в лесном хозяйстве, перспективно уменьшение глубины
12
рыхления до 100…150 мм, что позволит обеспечить корчевку узлов кустарника
и мелких пней при значительном уменьшении выноса почвы в призму
волочения. Это значительно уменьшит тяговое сопротивление рабочего органа
и улучшит рост культур.
Большое знамение имеет правильный выбор ширины захвата, очевидно,
что с уменьшением ширины захвата уменьшается сопротивление
перемещению рабочего органа. Ширина захвата должна в дальнейшем
обеспечивать проведение ухода и осветления культур при седлании рядка
растений трактором. На этих операциях чаще всего используют трактор типа
МТЗ, поэтому ширина очищаемой полосы должна быть около 2 м. При
меньшей ширине полосы резко ухудшаются условия работы культиваторов и
осветлителей.
Таким образом, ширина захвата орудий для полосной очистки вырубок
должна быть не менее 2 м, а глубину рыхления для грабельных корчевателей
следует уменьшить до 150 мм. При проектировании отвальных корчевателей
особое внимание необходимо обращать на качество копирования
микрорельефа рабочим органом, что позволит уменьшить объем почвы,
выносимой с полосы.
Библиографический список
1. Технологии и машины удаления поросли, порубочных остатков и пней
на вырубках [Текст] / И. М. Бартенев, С. В. Малюков. – Воронеж: ГОУ ВПО
«ВГЛТА», 2010. – 82 с. – Деп. в ВИНИТИ 16.07.2010, № 454-В2010.
2. Малюков, С. В. Оборудование для удаления лесной поросли [Текст] /
С. В. Малюков, Е. В. Поздняков, А. А. Аксенов // Сборник научных трудов по
материалам международной заочной научно-практической конференции
Актуальные направления научных исследований XXI века: теория и практика.
– 2014. – № 2-2 (7-2). – С. 99-103. – DOI: 10.12737/3111.
3. Поздняков, Е. В. Машины для удаления пней и древеснокустарниковой растительности на вырубках [Текст] / Е. В. Поздняков, С. В.
Малюков // Молодой ученый. – 2013. – № 12 (59). – С. 161-164.
4. Сериков, Ю. М. Снижение энергоемкости очистки вырубок [Текст] / Ю.
м. Сериков // Повышение технического уровня машин лесного комплекса :
материалы Всероссийской научно-практической конференции (Воронеж, 3-5
июня 1999). – Воронеж, 1999. – 205 с.
5. Малюков, С.В. Обоснование рабочего процесса и параметров
комбинированного рабочего органа кустореза-осветлителя лесных культур
[Текст] : дис. … канд. техн. наук: 05.21.01: защищена 15.05.2012 / С.В.
Малюков. – Воронеж: ВГЛТА, 2012. – 190 с. – Библиогр.: с. 133-147.
13
УДК 691.34:539.422
ПРОЧНОСТЬ И ЖЕСТКОСТЬ ДРЕВЕСНО-ЦЕМЕНТНОГО
МАТЕРИАЛА: ВЛИЯНИЕ ДОБАВКИ ОТХОДОВ ПЕРЕРАБОТКИ
ТАЛЬКОХЛОРИТА
EFFECT OF THE ADDITIVE WASTE OF SOAPSTONE PROCESSING ON THE
STRENGTH AND STIFFNESS OF WOOD-CEMENT MATERIAL
Андреев Александр Александрович, аспирант кафедры механики,
ФГБОУ ВПО «Петрозаводский государственный университет», г.
Петрозаводск, Россия
Чалкин Андрей Андреевич, студент лесоинженерного факультета,
ФГБОУ ВПО «Петрозаводский государственный университет», г.
Петрозаводск, Россия
A.A. Andreev, Chalkin А.А.
Petrozavodsk State University, Petrozavodsk, Russia
DOI: 10.12737/3911
Аннотация: Экспериментально исследована при одноосном сжатии
прочность и жесткость образцов древесно-цементного композита как
ортотропного материала с добавками талькохлорита и сульфата алюминия.
Summary: Experimentally investigated strength and stiffness at uniaxial
compression of wood-cement composite as a orthotropic material with the addition
of aluminum sulfate and steatite.
Ключевые слова: древесно-цементный композит, одноосное сжатие,
ортотропный материал, прочность, жесткость.
Keywords: wood-cement composite, uniaxial compressive, orthotropic
material.
Рассматривается древесно-цементный композитный материал, который
по ГОСТ Р 54854-2011 относится к легким бетонам на органических
заполнителях растительного происхождения. В качестве заполнителя
использованы опилки. Результаты исследования и совершенствования
арболита и других материалов данного класса рассмотрены в ряде работ [1–4,
7–10]. По причине сложности объекта исследования известные рекомендации,
например, СН 549-82, базируются на обобщении экспериментальных данных с
учетом опыта применения данного материала в строительных конструкциях. В
работе [6] показано, что добавка микрокремнезема позвышает прочность
древесно-цементного материала. В работе [10] исследована прочность
арболита с учетом анизотропии его механических свойств. Однако остаются
14
недостаточно изученными вопросы прочности и, прежде всего, жесткости
древесно-цементных материалов, а также влияние добавок в виде
порошкообразных отходов камнеобработки, в частности – порошка
талькохлорита, известного также как стеатит, мыльный или горшечный камень.
Цель работы: экспериментальное исследование прочности и жесткости
древесно-цементного композита как ортотропного материала с добавкой
отходов в виде порошка талькохлорита.
Объект исследования: образцы древесно-цементного композита в форме
куба с ребром 10 см. Образцы испытывались сериями по шесть штук в возрасте
28 суток. Для каждой серии был принят определенный состав исходной смеси.
Смесь № 1. Номера образцов по журналу испытаний: 96–101.
Компоненты смеси в расчете на один кубический метр композитного
материала: опилки древесные 350 кг, портландцемент (М400) 300 кг, известь
30 кг, жидкое стекло 45 кг, сульфат алюминия 15 кг, фиброволокно
полипропиленовое (отрезки длиной 18 мм) 1 кг, вода 330 л.
Смесь № 2. Номера образцов: 114–119. Смесь № 2 отличается от смеси
№ 1 только добавкой порошка талькохлорита в количестве 49,5 кг.
Смесь № 3. Номера образцов: 126–131. Компоненты смеси в расчете на
один кубический метр композитного материала: опилки древесные 350 кг,
портландцемент (М400) 300 кг, порошок талькохлорита 45 кг, жидкое стекло
45 кг, сульфат алюминия 15 кг, фиброволокно полипропиленовое (отрезки
длиной 18 мм) 1 кг, вода 330 л.
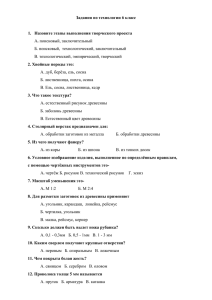
Образцы испытывались на машине SHIMADZU AG50kNX при сжатии
(до 24 мм) по направлению укладки слоев смеси в формы и перпендикулярно
данному направлению. На рисунках 1.1, 1.2 и 1.3 приведены диаграммы
сжатия «деформация (мм, по оси Х) – сила (Н, по оси Y)» для указанных выше
смесей 1, 2 и 3 соответственно.
15
Рисунок 1 – Диаграммы сжатия образцов из смесей 1, 2 и 3
Испытания показали, что отходы камнеобработки в виде порошка
талькохлорита могут заменить известь, повышая прочность и жесткость
материала. Совместное использование извести и талькохлорита приводило к
уменьшению прочности образцов, что показывает сравнение диаграмм 1.2 и 1.3
на рисунке 1.
Результаты данной работы могут внести вклад в решение проблем
рационального использования древесного сырья [1–5, 9].
Работа выполнена при поддержке Программы стратегического
развития ПетрГУ в рамках реализации комплекса мероприятий по развитию
научно-исследовательской деятельности на 2012-2016 гг.
Библиографический список
1. Андреев А.А. Влияние гранулометрического состава измельченной
древесины для древесно-цементного материала на его прочность// Технические
науки - от теории к практике. 2014. № 32. С. 71-76.
2. Андреев А.А. Ресурсосбережение и использование отходов заготовки
и переработки древесного сырья// Фундаментальные и прикладные
исследования: проблемы и результаты.
3. Андреев А.А., Васильев С.Б., Колесников Г.Н., Сюнёв В.С.
Влияние новой полимерно-минеральной добавки на прочность древесноцементного материала для малоэтажного строительства // Сборник научных
трудов по материалам международной заочной научно-практической
конференции: Актуальные направления научных исследований XXI века:
теория и практика. 2014. № 2-2 (7-2). С. 292-296.
4. Зайцева М.И., Робонен Е.В., Чернобровкина Н.П., Колесников Г.Н.
Утилизация отходов переработки хвои сосны обыкновенной // В сборнике:
16
Деревянное малоэтажное домостроение: экономика, архитектура и
ресурсосберегающие
технологии:
Сборник
статей
по
материалам
международной
научно-практической
конференции.
Петрозаводский
государственный университет. Петрозаводск, 2013. С. 25-30.
5. Колесников Н.Г. Разработка методики оценки социальноэкономической эффективности использования местных ресурсов в регионе //
Диссертация на соискание ученой степени кандидата экономических наук /
Петрозаводск, 2001. 155 с.
6. Лукутцова Н.П., Горностаева Е.Ю., Карпиков Е.Г. Древесноцементные композиции с минеральными микронаполнителями // Вестник
БГТУ им. В.Г. Шухова. Белгород, 2011. №3. С. 21-23.
7. Наназашвили И.Х. Строительные материалы из древесно-цементной
композиции // Л.: Стройиздат, 1990. 415 с.
8. Пошарников Ф.В., Филичкина М.В. Анализ структуры смеси для
опилкобетона на основании многофакторного планирования эксперимента //
Вестник Московского государственного университета леса - Лесной вестник.
2010. № 1. С. 111-114.
9. Титова С.А., Андреев А.А., Копарев В.С. Некоторые закономерности
влияния крупности древесных частиц на теплопроводность, плотность и
прочность щепоцементных блоков для малоэтажного строительства // В
сборнике: Деревянное малоэтажное домостроение: экономика, архитектура и
ресурсосберегающие
технологии:
Сборник
статей
по
материалам
международной
научно-практической
конференции.
Петрозаводский
государственный университет. Петрозаводск, 2013. С. 65-70.
10. Цепаев В.А., Один А.И. Длительная прочность арболита с учетом
анизотропии строения // Приволжский научный журнал. 2007. № 1. С. 51-56;
2014. № 10. С. 148-155.
УДК 630*383
РАСЧЕТ И КОНСТРУИРОВАНИЕ ДОРОЖНОЙ ОДЕЖДЫ
С ТЕРМОИЗОЛИРУЮЩИМ СЛОЕМ ИЗ ПЛИТ «ПЕНОПЛЭКС»
CALCULATION AND DESIGN OF PAVEMENT WITH A HEAT INSULATION
LAYER MADE PLATES "PENOPLEX"
Арутюнян А.Ю.
ФГБОУ ВПО «Ухтинский государственный технический университет
г. Ухта, Россия»
DOI: 10.12737/3912
Аннотация: в статье производится расчет требуемой толщины
термоизолирующего слоя из плит «Пеноплэкс» для обеспечения
морозоустойчивости дорожной конструкции лесной дороги. Для расчета
17
требуемой толщины теплоизолирующего слоя могут применяться: метод,
использующий понятие о термическом сопротивлении конструкции; метод,
использующий
в
качестве
характеристики
грунта
коэффициент
влагопроводности, определяемый экспериментально.
Summary: the article calculates the required thickness of the insulating layer
plates "Penoplex" to ensure hardiness road forest road construction. To calculate the
required thickness of the heat-insulating layer can be used: a method that uses the
concept of thermally resistance design; method, using as characteristics of soil
hydraulic conductivity coefficient determined experimentally.
Ключевые
слова:
дорожная
одежда,
термоизоляция,
морозоустойчивость.
Keywords: road pavement, thermal insulation of, frost resistance.
Термоизолирующие прослойки из «Пеноплэкса» в конструкции
дорожной одежды могут применяться: как альтернатива устройству
традиционных морозозащитных слоев для снижения деформаций пучения при
промерзании конструкции, в которой в пределах глубины промерзания
имеются пучинистые грунты; как альтернатива устройству повышенных
насыпей или устройству термоизоляции из торфа в зоне вечной мерзлоты,
обеспечивающих реализацию I-ого принципа проектирования – сохранения
вечномерзлого грунта в основании (или теле) насыпи с исключением просадок
полотна при оттаивании его основания (или ее мерзлой части).
В
работе
производится
расчет
требуемой
толщины
термоизолирующего
слоя
из
«Пеноплэкса»
для
обеспечения
морозоустойчивости дорожной конструкции лесной дороги. Для расчета
требуемой толщины теплоизолирующего слоя могут применяться: метод,
использующий понятие о термическом сопротивлении конструкции (В. И.
Рувинский); метод, использующий в качестве характеристики грунта
коэффициент
влагопроводности,
определяемый
экспериментально
(И.А.Золотарь).
Требуемую толщину теплоизолирующего слоя hп по этому методу
приближенно можно определить по формуле
hп Rод (тр) Rод (о) п ,
(1)
где: Rод (тр) – требуемое для данных условий термическое сопротивление
дорожной одежды, при котором морозное пучение конструкции не превысит
допустимой величины, м2К/Вт; п – коэффициент теплопроводности
18
i n 1
«Пеноплэкса», Вт/мк; Rод (о) =
hi
i 1
– термическое сопротивление части
i
конструкции дорожной одежды, расположенной над теплоизолирующем
слоем; hi – толщина i-го слоя конструкции, м; λi – коэффициент
теплопроводности i-го слоя, Вт/мк; n – число конструктивных слоев в
конструкции, включая термоизолирующий слой.
Величину требуемого термического сопротивления Rод (тр) вычисляет по
формуле:
Rод (тр) Rпр К од К увл ,
(2)
где Rпр – приведенное термическое сопротивление; К од – коэффициент,
учитывающий срок службы дорожной одежды, между капитальными
ремонтами; К увл – коэффициент, учитывающий схему увлажнения рабочего
слоя земляного полотна, – понижающий коэффициент.
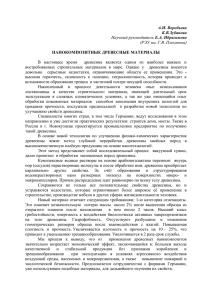
По проведенным расчетам для проектируемой лесной дороги толщина
теплоизолирующего слоя составит 2,6 см. Исходя из минимальной толщины
плиты, назначаем толщину теплоизолирующего слоя 4 см. Конструкция
дорожной одежды представлена на рисунке 1.
Проверка на прочность конструкции дорожной одежды с
теплоизолирующим слоем из «Пеноплэкса» производится в соответствии с
расчетами, предусмотренными ВСН 46-83 и проектом МСН 46-2000 (для
нежестких дорожных одежд) и ВСН 197-91 (для жестких дорожных одежд).
Учет влияния термоизолирующего слоя на прочность конструкции
дорожной
одежды
осуществляется
путем
приведения
системы
подстилающий грунт + слой «Пеноплэкса» к однородному слою с расчетным
модулем упругости, равным общему модулю упругости на поверхности слоя
Т
«Пеноплэкса» ( Е общ
). Последний вычисляем по формуле:
Е
Т
общ
=
Ег
,
2
hп E г
1 arctg ( ) 1
2 Do Еп
(3)
где:
Ег
–
модуль
упругости
грунта,
подстилающего
термоизоляционный слой, МПа, (при слоистой толще принимается общий
модуль упругости на поверхности толщи под «Пеноплэксом»), МПа; Еп –
модуль упругости «Пеноплэкса», МПа; Do – расчетный диаметр отпечатка
колеса, см; hп – толщина слоя «Пеноплэкса», см.
При конструировании дорожных одежд со слоями из «Пеноплэкса»
19
следует учитывать, что, исходя из технологических особенностей их
устройства, над «Пеноплэксом» должен быть устроен защитный слой из
дискретного материала, предохраняющий его от воздействия построечной
техники, а под «Пеноплэксом» – выравнивающий слой, толщиной 5–10 см.
Защитный слой целесообразно устраивать из дренирующего материала.
Если между подстилающим грунтом и «Пеноплэксом» имеется
прослойка песчаного грунта (дренирующий слой) толщиной более 5 см. в
выражение (3) вместо Ег подставляется общий модуль на поверхности
песчаной прослойки, определяемый по обычной методике. При меньшей
толщине песчаной прослойки допускается не учитывать ее влияние в
расчете.
Также при применении в конструкции дорожной одежды
термоизолирующего слоя из «Пеноплэкса» следует выполнить проверку
этого слоя на прочность при одноосном сжатии. Проверка ведется по двум
расчетным случаям:для условий эксплуатации дороги; для условий
строительства дорожной одежды. Проверка ведется по зависимости:
ZТ ≥ Z Тдоп ,
(4)
где: ZТ – глубина расположения прослойки от поверхности, к которой
прилагается внешняя нагрузка (поверхность покрытия для условий
эксплуатации и поверхность слоя засыпки при строительстве; Z Тдоп –
допустимая глубина по условию прочности прослойки на одноосное сжатие.
Приближенно величину Z Тдоп устанавливают по формуле:
Z Тдоп = D
кР R
,м
2,5 R
(5)
где: D – расчетный диаметр отпечатка колеса расчетной нагрузки, м; Р
– давление от расчетного колеса на поверхность покрытия или слоя засыпки,
МПа; R – прочность «Пеноплэкса» на одноосное сжатие при многократном
нагружении, МПа; к – коэффициент запаса, принимаемый равным 1,3.
В случае, если ZТ < Z Тдоп , прочность «Пеноплэкса» не обеспечена и
следует увеличить глубину расположения прослойки.
При расчете на условия эксплуатации в качестве расчетной нагрузки
принимается нагрузка, на которую рассчитывается вся дорожная
конструкция.
При расчете на условия строительства параметры нагрузки
20
выбираются в зависимости от применяемой техники и технологии
устройства слоев, располагаемых над прослойкой «Пеноплэкса».
Во всех случаях рекомендуется располагать прослойку на глубине не
менее 0,30 м от поверхности, к которой прикладывается нагрузка.
В случае применения, при строительстве техники на гусеничном ходу,
в формулу (5) вместо D следует подставить величину 2b, равную ширине
гусеницы и получаемое по формуле значение Z Тдоп увеличить на 20%.
Рисунок 1 – Конструкция дорожной одежды с термоизолирующим слоем из
«Пеноплэкса»
УДК 630*3 (5Н.6)
МАШИННАЯ ТЕХНОЛОГИЯ ЗАГОТОВКИ ДРЕВЕСИНЫ В ГОРНЫХ
ЛЕСАХ ДАЛЬНЕГО ВОСТОКА
Баранов А.В., ст. преподаватель
ФГБОУ ВПО «Дальневосточный государственный аграрный университет»
г. Благовещенск, Амурская обл., Россия
DOI: 10.12737/3913
Аннотация: Статья посвящена актуальной на сегодняшний день
проблеме заготовке леса на крутых склонах. Проанализирован опыт заготовки
леса в горных условиях Дальнего Востока и предложена технология
разработки горных лесов. Производственная проверка показала соответствие
предложенной технологии лесному законодательству РФ.
Summary: The Article is dedicated to actual for present-day day to problem
21
to stocking up wood on steep declivity. The analysed experience of the stocking up
wood in mountain condition of the FAR EAST and is offered technology of the
development mountain wood. Production check has shown the correspondence to
offered technologies timber legislation RF.
Ключевые слова: канатная установка, склон, лента, манипулятор, волок,
деревья, штабель, почва,
Keywords: rope installation, declivity, tape, manipulator, portage, tree, pile,
ground.
Заготовка древесины на склонах крутизной более 20º, в последнее время
становиться жизненной необходимостью для некоторых лесозаготовительных
предприятий Дальнего Востока, так как сырьевые ресурсы истощены, а
строительство транспортных артерий, к нетронутым рубками равнинным
лесам, практически не ведется.
Разработка технологии заготовки древесины на крутых склонах должна
способствовать увеличению производительности труда и в то же время
соответствовать лесоводственным требованиям.
Теоретические исследования проведения заготовки древесины на
крутых
склонах
позволяют
выявить
недостатки
существующих
технологических решений и учесть их при разработке технологического
процесса освоения горных лесосек.
Производственная проверка разработанной технологии позволяет
оценить возможность ее внедрения в производственные процессы
лесозаготовительных предприятий Дальнего Востока
Дальневосточные горные склоны, крутизной от 21º до 30º,
сосредотачивают около 30% запаса лесного фонда [3].
Механизация лесосечных работ в горных условиях Дальнего Востока
началась с появления на Сахалине канатных трелевочных установок (КТУ) в
50-е годы XX века, но несмотря на положительный лесоводственный эффект
широкого распространения они не получили и были вытеснены гусеничными
тракторами, которые использовались на специальных волоках-террасах [1].
Однако использование террасовидных волоков вело к существенным
нарушениям почвенно-гидрологического режима горных склонов [3].
Распространению
канатной
трелевки
на
Дальнем
Востоке
способствовала рекомендованная НТС Минлесхоза РСФСР 28.10.81 г., к
широкой опытно-производственной проверке «Технология разработки лесосек
в горных условиях на базе самоходных канатных установок», в которой
участвовал и ДальНИИЛХ [4]. При сплошных рубках были испытаны две
22
технологические схемы лесосечных работ – с разбивкой лесосек на секторы и
параллельные полосы.
При секторной трелевке канатными установками «МЛ-43» сохранность
подроста составляла не более 20%, тонкомер не сохраняется вовсе,
минерализация почвы 5-16 %, а общее повреждение почвенного покрова 90%
площади вырубки [1].
При ленточной технологии лесосечных работ с использованием
самоходной канатной установки «МЛ-43», сохранность подроста колебалась от
48 до 65%, подрост полностью уничтожается только на волоках и в местах
падения деревьев. Сохранность тонкомера на вырубке не превышала 40 %, но и
у этих деревьев имелись повреждения в виде ошмыга ствола и кроны.
Минерализация почвы составляет 2-4%, а общая повреждаемость поверхности
достигает 50% [1].
В настоящее время компанией «Аркаим» (Приморский край) налажена
агрегатная сборка норвежских самоходных канатных установок «Owren400Ru», с лучшими параметрами производительности сравнительно «МЛ-43».
Полученные при опытно-производственной проверке работы «Owren-400Ru»
показатели сохранности подроста и нарушения почвенного покрова схожи с
данными после работы «МЛ-43» [2].
Современные многооперационные машины способные работать на
склонах крутизной до 45º, позволили лесозаготовителям минимизировать долю
ручного труда при валке деревьев, обрезке сучьев и раскряжевке хлыстов, в
условиях горных лесосек.
В большинстве случаев технология заготовки древесины в горных лесах
с применением многооперационных машин предполагает разработку ленты
шириной не более двух длин манипулятора и трелевку древесины в
полупогруженном или полуподвешенном состоянии.
Исследования работы валочно-пакетирующей машины «Тимберджек2618» и бесчекерной
трелевочной машины «Тимберджек-933», при
проведении сплошнолесосечных и чересполосных рубок на склонах крутизной
от 20 до 30º показали, что основные повреждения почвенного покрова
отмечены на волоках, где наблюдается минерализация почвы до 10% и
образование колеи до 50 см (3-5 % от площади волоков) [3]. Использование
данной системы машин не всегда приемлемо с лесоводственной точки зрения в
связи с тем, что в некоторых регионах Дальневосточного Федерального Округа
в летний период выпадает около 90% среднегодовой нормы осадков. Сам факт
интенсивных дождей позволяет говорить об угрозе возникновения эрозийных
23
процессов горных почв, а при ее минерализации такая вероятность
увеличивается в разы.
В предложенной технологии заготовки древесины на склонах,
используем комбинированный метод разработки лент с выработкой
сортиментов, которые трелюются в полностью подвешенном состоянии.
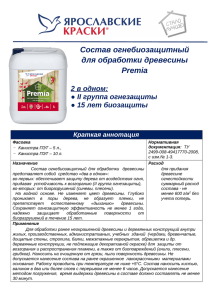
Технология разработки горной лесосеки представлена на рисунке 1.
Двигаясь от подошвы склона вверх, валочно-сучкорезно-раскряжевочная
машина разрабатывает ленту шириной две длины манипулятора с
формированием пакетов сортиментов на две стороны (рис. 1, а). Оператор
бензомоторной пилы производит направленную валку деревьев к оси трассы
КТУ, с двух лент расположенных вне зоны действия манипулятора ВСРМ,
ширина каждой ленты составляет 0,5 высоты древостоя (НД) (рис. 1,б). При
повторном заходе валочно-сучкорезно-раскряжевочная машина, двигаясь по
своему следу, обрабатывает деревья поваленные вальщиком. Получаемые
порубочные остатки укладываются на волок (на данную технологию имеется
патент №2511270).
Рисунок 1 - Технологическая схема разработки горной лесосеки по
комбинированной технологии с трелевкой сортиментов канатной установкой:
R – радиус действия манипулятора ВСРМ; НД – высота древостоя; 1 – ВСРМ
(специализированная для работы на склонах); 2 – пакеты сортиментов;
3–
несущий трос канатной установки; 4 – каретка с пачкой сортиментов; 5 –
самоходная канатная трелевочная установка; 6 – погрузочная площадка; 7 лесовозный ус.
24
В лесном кодексе прописано, что трелевка древесины на склонах
крутизной более 20º допускается только при использовании канатных
установок и летательных аппаратов, соответственно нами выбран способ
трелевки пакетов сортиментов самоходной канатной трелевочной установкой в
полностью подвешенном состоянии. Штабеля сортиментов формируются у
подошвы склона вблизи лесовозного уса (рис.1, в).
Производственная проверка разработанной технологии проводилась с
использованием системы машин ВСРМ «Тимберджек 2618» с харвестерной
головкой «Тимберджек 726В» + бензомоторная пила «Хускварна 240» +
канатная трелевочная установка «Owren-400Ru» на базе автомобиля «КамАЗ».
До 88% подроста и тонкомера сохраняется на лентах разрабатываемых
вальщиками. Значительное уничтожение подроста до 75%, наблюдалось на
лентах разрабатываемых ВСРМ, что происходит за счет приземления кроны
поваленных вальщиками деревьев и укладкой пакетов сортиментов на
центральную часть лесосеки. Среднее значение сохранности подроста на
экспериментальных лесосеках колебалась в пределах от 63 до 76 % (среднее
значение сохранности подроста рассчитывалось без учета площади волока в
соответствии с «Правилами заготовки древесины» от 01.08.2011 г.) Полное
отсутствие минерализованных участков и незначительное нарушение
почвенного покрова позволяет признать технологию щадящей к почве.
Разработанная технология полностью соответствует лесоводственным
требованиям, что позволяет использовать ее в технологическом процессе всех
лесозаготовительных предприятий, без дополнительных согласований с
контролирующими органами.
Производственные работы по выше описанной технологии показали и
недостатки, а именно сложность в организации работы вальщиков и харвестера
при разработке общих лент, в связи с этим в настоящее время предлагается
заменить механизированную валку леса на машинную, т.е. использовать для
разработки дополнительных лент ВПМ с выравниваемой платформой (рис. 2).
25
Рисунок 2 - Технологическая схема разработки горной лесосеки
разрабатываемой ВПМ и ВСРМ с трелевкой сортиментов канатной установкой:
R – радиус действия манипулятора ВСРМ; НД – высота древостоя; 1 – ВСРМ
(специализированная для работы на склонах); 2 – пакеты сортиментов;
3–
несущий трос канатной установки; 4 – каретка с пачкой сортиментов; 5 –
самоходная канатная трелевочная установка; 6 – погрузочная площадка; 7 лесовозный ус; 8 – ВПМ (для работы на склонах); 9- пакеты деревьев.
При разработке лесосеки по представленной на рисунке 2 технологии
последовательность технологических операций следующая: Двигаясь от
подошвы склона вверх, валочно-пакетирующая машина (ВПМ) машина
разрабатывает ленту шириной 1,75 длины манипулятора с формированием
пакетов деревьев с одной стороны (с правой или левой в зависимости от
расположения ленты разрабатываемой ВПМ). Далее на центральную ленту
заходит ВСРМ производя валку и обработку деревьев находящихся на данной
ленте обрабатывает пакеты деревьев сформированных ВПМ. Получаемые
сортименты укладываются по обе стороны от ВСРМ, после чего трелюются к
подошве склона с помощью канатной трелевочной установки.
Экологическая эффективность предложенной технологии (рис. 2) пока
не достаточно изучена, но предположительно она будет удовлетворять всем
26
лесоводственным требования, т.к. ВПМ формируя пакеты деревьев перемещает
их в поднятом состоянии, и соответственно сохраняется подрост.
Библиографический список
1. Ковалев А.П. Эколого-лесоводственные основы рубок в лесах
Дальнего Востока. Хабаровск: ФГУ «ДальНИИЛХ», 2004. 270 с.
2. Ковалев, А. П. Особенности рубок в пихтово-еловых лесах СихотэАлиня/А.П. Ковалев, А.Г. Матвеева//Вестник ТОГУ. – 2011. - №1(20). – С.125 –
134.
3. Ковалев В.А. Лесоводственная оценка лесозаготовок с
применением агрегатных машин в горных лесах Сихоте-Алиня: Автореф. дис.
на соиск. канд. с-х. наук. Уссурийск, 2006. 23 с.
4. Технология лесосечных работ в горных условиях на базе канатных
установок. Краснодар: Кавказский филиал ЦНИИМЭ, 1988. 23 с.
УДК 630.37
ПЕРСПЕКТИВНЫЕ ТРАНСМИССИИ ДЛЯ ГУСЕНИЧНЫХ МАШИН
ЛЕСОПРОМЫШЛЕННОГО КОМПЛЕКСА
PERSPECTIVE TRANSMISSIONS FOR TRACKED VEHICLES OF TIMBER
INDUSTRY COMPLEX
Баскаков Д.Г., Баурин А.В.
студенты кафедры Колесных и гусеничных машин ФГБОУ ВПО
«Московский государственный университет леса» г. Мытищи, Россия.
DOI: 10.12737/3915
Аннотация: Данная статья посвящена перспективным трансмиссиям,
которые существенно повысят маневренность, проходимость, скорость и
соответственно производительность гусеничных лесозаготовительных машин на
базе тракторов "Онежского тракторного завода" ОТЗ.
Summary: This article focuses on perspective transmissions, which will
significantly increase the agility, passability, speed and respectively performance of
tracked forest machines based on tractors "Onega Tractor Plant".
Ключевые слова: Гусеничные машины, трансмиссия, маневренность,
проходимость, скорость, движитель.
Keywords: Tracked vehicles; transmission; agility; passability, speed, propulsor.
В настоящее время в России, также как и во всем мире, наблюдается
перемещение лесозаготовок в более сложные для освоения природнопроизводственные условия, отличающиеся, в частности,
низкой несущей
27
способностью лесных грунтов, пересеченным рельефом, увеличенными
расстояниями трелевки [6]. В связи с этим лесозаготовительная техника на базе
гусеничных лесных шасси, обладающая, по сравнению с колесными машинами,
более высокими тягово-сцепными качествами и высокой проходимостью, в
перспективе будет составлять основу парка лесозаготовительных машин в стране.
Отечественное лесное машиностроение для того чтобы сохранять
конкурентоспособность вынуждено применять различные компоновочные и
агрегатные схемы трансмиссии [3]. Требования предъявляемые к современным
лесным гусеничным машинам следующие: маневренность, проходимость
высокие и средние рабочие скорости. Основные нагрузки действующие на
трансмиссию это со стороны двигателя (в виде крутильных колебаний) и
движителя (в виде нагрузок на ведущих звездочках действующих со стороны
ходовой системы и гусениц) при движении машины по профилю пути [5,9,10,11].
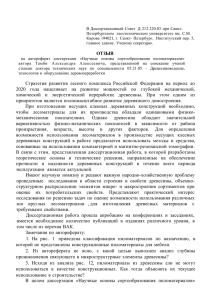
Рисунок – 1 Конструкция проектируемой трансмиссии трактора ТБ-1М
1- тормоз передачи заднего хода; 2-дисковые остановочные тормоза; 3роликоподшипники; 4- планетарные ряды передачи заднего хода; 5планетарный ряд замедленной передача; 6- тормоз замедленной передачи; 7полуосевые эпициклы дифференциала; 8 – роликоподшипники; 9- комплексная
гидропередача; 10,11- картеры; 12- ведомая коническая шестерня.
28
Нами была разработана гидромеханическая трансмиссия для гусеничного
трелевочного трактора семейства «Онежского тракторного завода» ОТЗ мод.
ТБ-1М [7]. Привод задний, классический. Вид трансмиссии относится к двух
поточным, характеризуется двухпоточной кинематической связью. От двигателя
крутящий момент передается на гидротрансформатор крутящего момента.
Передаточное отношение гидротрансформатора 0,5. Обороты насосного колеса
составляют 3000 об/мин, это связано с тем, что крутящий момент от двигателя
передается на гидротрансформатор через согласующий редуктор, тем самым
обороты увеличены. Гидротрансформатор двухреакторный, имеет насос
связанный с двигателем, турбину соединяющуюся с выходным валом и два
реактивных аппарата на роликовых автологах (обгонных муфтах). Конструкция
проектируемой трансмиссии представлена на рисунке 1.
В общем картере размещены гидромеханическая коробка передач,
суммирующие планетарные ряды и детали гидростатического привода с
дифференциалом внутреннего зацепления. Выходной редуктор, имеющий
цилиндрическую и коническую передачи соединяет двигатель с
разветвляющим валом и насосным колесом гидропередачи. Турбинное колесо
передает вращение механическому редуктору состоящему из двух планетарных
рядов. Редуктор (коробка передач) имеет замедленную ступень, включаемую
тормозом Тзп, ускоренную ступень, включаемую фрикционом Ф. и задний ход
включаемый тормозом Тзх. Особенностью данной конструкции является
работа всех фрикционных элементов в масле с трением стали по
металлокерамике. Соосное расположение разветвляющего вала, турбинного
вала и вала эпициклов приводит к слоистости конструкции. Для управления
всеми фрикционами и тормозами применяется гидросервопривод.
Проектируемая трансмиссия в общем состоит из гидротрансформатора
приводимого от двигателя через согласующий редуктор, планетарной коробки
передач, суммирующих планетарных рядов, к которым подводится крутящий
момент, гидромеханической части трансмиссии, через которую передается к
суммирующим рядам второй поток мощности от объемного гидромеханизма
поворота. К объемной гидропередаче мощность подводится от двигателя через
согласующий редуктор. Проектируемая трансмиссия позволяет передавать
крутящий момент от двигателя к ведущим звездочкам, изменять его ступенчато
в зависимости от сопротивления движения. Применение данной трансмиссии
повышает технологические возможности гусеничного трелевочного трактора.
Нами также была модернизирована трансмиссия гусеничного
трелевочного трактора ТЛТ-100 [8]. Она тоже является двух поточной.
Проектируемая трансмиссия в общем состоит из тех же элементом, что и
29
предыдущая за исключением того, что коробка передач с реверсом. От
объемного гидромеханизма поворота так же осуществляется привод
генератора. В трансмиссии предусмотрен механизм отбора мощности для
питания технологического гидрооборудования. Таким образом: проектируемая
трансмиссия позволяет передавать крутящий момент от двигателя к ведущим
звездочкам, изменять его ступенчато в зависимости от сопротивления
движения. На рисунке 2 представлена кинематическая схема трансмиссии.
Гидротрансформатор блокируемый. Блокировка гидротрансформатора
осуществляется при помощи фрикциона. Включение и выключение фрикциона
осуществляется при помощи блокировочного бустера. Далее крутящий момент
передается на планетарную коробку передач. В данной схеме управления
гидромеханической трансмиссии объемные гидропередачи используются
только для поворотов.
Рисунок -2 Кинематическая схема разработанной трансмиссии трактора ТЛТ-100
После проектирования трансмиссии в специализированных прикладных
пакетах программ можно провести расчеты тягово-динамических параметров
создаваемой лесозаготовительной машины [1,2,4].
Применение
данной
трансмиссии
повышает
технологические
возможности гусеничного трелевочного трактора: а в частности осуществлять
30
движение задним ходом при различной скорости, отсоединять двигатель от
трансмиссии при его пуске и изменять радиус поворота.
Библиографический список
1.
Клубничкин, В.Е. Совершенствование расчётных моделей
нагруженности трансмиссий гусеничных лесозаготовительных машин в
зависимости от внешних условий движения: диссертация кандидата
технических наук: 05.21.01 / В.Е. Клубничкин // [Место защиты: Моск. гос.
ун-т леса]. - Москва, 2012 – 220 с.
2.
Клубничкин, Е.Е., Динамическое моделирование движения
гусеничной лесозаготовительной машины с использованием прикладных
пакетов компьютерных программ / Е.Е. Клубничкин, В.Е. Клубничкин, В.М.
Крылов, Д.В. Кондратюк //Лесной вестник. №8. 2012. С. - 41-47.
3.
Шарипов, В.М. Трансмиссии тракторов. / В.М. Шарипов, И.М.
Эглит, А.П. Парфенов, Ю.С. Щетинин // Учебное пособие. - М.: МГТУ
"МАМИ", 1999. - 245 с.
4.
Клубничкин, В.Е. Совершенствование расчётных моделей
нагруженности трансмиссий гусеничных лесозаготовительных машин в
зависимости от внешних условий движения: автореферат диссертации на
соискание ученой степени кандидата технических наук: Моск. гос. ун-т леса. Москва, 2012. – 18 с.
5.
Клубничкин, Е.Е. Определение нагруженности ходовой системы
многооперационной лесосечной машины / Е.Е. Клубничкин, В.А. Макуев, В.Е.
Клубничкин // Лесной вестник. №3. 2013. С. 175-177.
6.
Клубничкин, В.Е Оценка влияния внешних условий на
лесозаготовительные машины / В.Е. Клубничкин // Лесной вестник. №6. 2010.
С. 119-123
7.
Воскобойников, И.В. Многооперационные лесные машины. / И.В.
Воскобойников, В.А. Кондратюк, В.М. Крылов, Д.В. Кондратюк, Е.Е.
Клубничкин // Монография. Том 1, Моск. гос. ун-т леса. - Москва : Изд-во
Моск. гос. ун-та леса. 2013 - 480 с.
8.
Воскобойников, И.В. Многооперационные лесные машины. / И.В.
Воскобойников, В.А. Кондратюк, В.М. Крылов, Д.В. Кондратюк, Е.Е.
Клубничкин // Монография. Том 2, Моск. гос. ун-т леса. - Москва : Изд-во
Моск. гос. ун-та леса. 2013 - 496 с.
9.
Клубничкин, Е.Е. К обоснованию удельного давления гусеничного
лесопромышленного трактора / Е.Е. Клубничкин, В.Е. Клубничкин, В.М.
Крылов, Д.В. Кондратюк // Лесной вестник. №8. 2012. С. 48-50.
10. Клубничкин, Е.Е. Изменение длины опорно-активных участков
движителя гусеничной лесозаготовительной машины с учетом режимов
нагружения / Е.Е. Клубничкин, В.Е. Клубничкин, Ю.В. Башкирцев, В.М.
Крылов //Лесной вестник. №2 (94). 2013. С. - 119-120.
11. Клубничкин, Е.Е. Ходовые системы гусеничных лесозаготовительных
машин [учебно-методическое пособие] / Е.Е. Клубничкин, В.А. Макуев, В.Е.
Клубничкин // - Москва : Изд-во Моск. гос. ун-та леса, 2010. - 110 с.
31
УДК 338*45
ЛЕСОПРОМЫШЛЕННЫЙ КОМПЛЕКС КАК
НЕЗАДЕЙСТВОВАННЫЙ ПОТЕНЦИАЛ ЭКОНОМИКИ
TIMBER INDUSTRY COMPLEX AS THE UNTAPPED
POTENTIAL OF THE ECONOMY
Берлякова А.С., студент
Кузнецов С.А., ассистент
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3916
Аннотация: в данной статье рассмотрен лесопромышленный комплекс
как незадействованный потенциал экономики, освещены преимущества и
недостатки ЛПК, а также указаны направления развития и повышения
эффективности лесопромышленного комплекса России.
Summary: this article describes the timber industry complex as the untapped
potential of the economy, covered the advantages and disadvantages of forestry, and
also the directions of development and efficiency of forestry complex of Russia.
Ключевые слова: лесопромышленный комплекс, потенциал.
Keywords: timber industry complex, potential.
Лес – это национальное богатство нашей страны, а лесопромышленный
комплекс России, по определению одного из руководителей комитета по
природным ресурсам и природопользованию Государственной думы РФ,
представляет собой незадействованный потенциал российской экономики.
Поскольку лесной комплекс основан на сырье, производимом природой
(возобновляемые ресурсы), имеется уникальная возможность превращения его
в один из самых мощных секторов экономики России.
Актуальность данной темы обусловлена недостаточной теоретической и
практической разработанностью вопросов, связанных с развитием
лесопромышленного комплекса (ЛПК) России.
Социально-экономическое положение страны во многом обусловлено
состоянием ее природно-ресурсного потенциала, одной из главных
составляющих которого являются лесные ресурсы. В настоящее время
практически в каждой отрасли экономики применяются лесные материалы.
Продукция ЛПК используется в строительстве, машиностроении, мебельной
промышленности, вагоностроении, добывающей отрасли, на транспорте и т.д.
Развитие науки и техники приводит к замене древесины другими материалами,
но не смотря на это потребность в лесных конструкционных и сырьевых
32
материалах год от года увеличивается.
Последние два десятилетия политических и экономических реформ
показали, что лесной сектор страны долго и трудно адаптируется к рыночным
отношениям и требованиям мировых рынков. Лесной сектор не является
приоритетом национальной экономической политики. Россия имеет свыше
20% мировых лесов и занимает ведущее место в мире, но ее доля в мировой
торговле лесоматериалами составляет лишь 4%. Для сравнения мировых
площадей лесных земель ниже приведена таблица 1 [1].
Таблица 1 – Площадь лесных земель
№ п/п
1
2
3
4
5
6
7
8
9
10
Страна
Россия
Бразилия
Канада
США
Китай
Конго, ДР
Австралия
Индонезия
Судан
Индия
Площадь леса, км2
8090900
5195200
3101340
3040220
2068610
1541350
1493000
944320
699490
684340
Процент от земель страны
49,4
61,4
34,1
33,2
22,2
68
19,4
51,2
29,4
23
При этом свыше половины экспорта приходится на круглый лес и
пиломатериалы (54%). Леса занимают более половины территории страны,
однако доля лесного сектора в валовом внутреннем продукте (ВВП) составляет
лишь 1,3%, в промышленной продукции – 3,7%, в занятости – 1%, а в
экспортной валютной выручке страны – 2,4%. Все эти факты свидетельствуют
о том, что громадный лесной потенциал страны существенно
недоиспользуется. Возможности и перспективы лесного сектора явно
недооцениваются экономической политикой государства и политическим
руководством страны [2].
Россия занимает ведущие позиции по большинству показателей,
характеризующих обеспеченность лесными ресурсами. Но эффективность
использования лесных ресурсов в России существенно ниже, чем в развитых
странах.
Существует ряд конкурентных преимуществ у отечественного ЛПК:
1. Природно-ресурсный потенциал российских лесов: самые большие запасы и
лучшие в мире потребительские свойства российской древесины.
2. Территориальная близость реального, постоянно расширяющегося рынка
сбыта лесной продукции Азиатско-Тихоокеанского Региона.
3. Сравнительно дешёвые сырьевые и энергетические ресурсы, стоимость
рабочей силы.
Также существует не малое количество проблем и ограничений у ЛПК.
33
Одними из главных причин неудовлетворительного использования потенциала
лесного сектора России являются:
1. Неэффективность механизма доступа к лесным ресурсам.
2. Незаконные вырубки лесов.
3. Низкий уровень внутреннего потребления.
4. Невысокая инвестиционная привлекательность отрасли.
5. Техническая и технологическая отсталость отраслей ЛПК.
6. Несовершенство лесного законодательства.
Для развития российского ЛПК требуется решение вышеуказанных
проблем, включая технические, организационные, экономические, правовые и
другие. Для того, чтобы укрепить роль ЛПК России на мировом рынке
необходимо придерживаться следующих направлений развития и повышения
эффективности лесопромышленного комплекса. К ним можно отнести:
стимулирование глубокой переработки древесного сырья; внедрение
современных форм и методов переработки леса; обновление основных
промышленных
фондов
комплекса;
техническое
перевооружение
существующих
предприятий
и
внедрение
высокоэффективных
ресурсосберегающих технологий и техники; внедрение современных
экономических механизмов привлечения инвестиций в ЛПК; стимулирование
инновационной деятельности лесопромышленных предприятий; развитие
транспортной инфраструктуры; улучшение налогового режима отрасли;
совершенствование законодательно-правовой базы ЛПК; увеличение в
экспорте доли продукции глубокой переработки.
Для успешного развития лесной промышленности также необходимо
разработать систему дотаций лесозаготовительным и лесосплавным
предприятиям. В большинстве стран мира эти проблемы успешно решаются
правительствами за счет отчисления части прибыли предприятий ЦБП
(целлюлозно-бумажная промышленность) в виде добавки к цене за кубометр
заготовленного леса поставщикам древесины.
Леса играют огромную роль в экономике России как источники
древесины и многих видов сырья - растительного (смолы, грибы, ягоды,
лекарственные растения) и животного (мясо, меха, ценные лекарственные
препараты.
Лесопромышленный комплекс
обладает
огромным
незадействованным потенциалом, эффективное и рациональное использование
которого может способствовать развитию экономики регионов и страны в
целом.
Однако,
прежде
всего,
он нуждается
в реорганизации и
инвестировании.
34
Библиографический список
1. Motivation and incentives for employees in business Kuznetsov S.A.
Лесотехнический журнал. 2012. № 1. С. 122-130
2. Формирование механизма управления кризисными явлениями на
предприятиях Сибиряткина И.В., Кузнецов С.А. Инновационная
деятельность в сфере управления производством Материалы
региональной конференции ВГЛТА. Федеральное агентство по
образованию, ответственный редактор В.П. Бычков. Воронеж, 2008. С.
90-95.
УДК 630*377
РАЗРАБОТКА РАЦИОНАЛЬНЫХ СХЕМ ОСВОЕНИЯ
ЛЕСОСЫРЬЕВЫХ БАЗ НА УРОВНЕ РЕГИОНА
DEVELOPMENT OF RATIONAL DEVELOPMENT SCHEMES BAZ FOREST
RESOURCES AT THE REGIONAL LEVEL
Бурмистрова О.Н., д.т.н., профессор
Пильник Ю.Н., старший преподаватель
ФГБОУ ВПО «Ухтинский государственный технический университет»
г. Ухта, Россия
DOI: 10.12737/3917
Аннотация: в статье рассмотрены вопросы оптимизации транспортнотехнологических процессов лесопромышленных предприятий на основе метода
«ветвей и границ».
Summary: in a paper questions of optimization of Transport-technological
processes of the timber industry enterprises are considered on the basis of a method «
branches and borders».
Ключевые слова: схема, интервал, предприятия, время, транспортный
фактор.
Keywords: circuit, interval, enterprise, time, transport factor.
Анализ схем размещения лесозаготовительных и деревообрабатывающих
предприятий показывает, что в лесопромышленных регионах расстояния
перевозки хлыстов с нижних складов на склады сырья L достигают 50–120 км.
При таких расстояниях разность транспортных затрат по различным вариантам
распределения объемов перевозки леса соизмерима, а иногда и превышает
разность производственных затрат по вариантам раскряжевки хлыстов. Это
указывает на существенность транспортного фактора при определении
35
рациональных объемов перевозки хлыстов в лесозаготовительные и на
деревообрабатывающие предприятия в пределах регионов.
Снижение затрат на начально-конечных операциях и повышение
статической нагрузки зависят от поиска и приведения в действие внутренних
резервов контактирующих через погрузочно-разгрузочные механизмы (краны,
погрузчики) различных видов транспорта (в рассматриваемом случае –
железнодорожного,
осуществляющего
поставку
лесоматериалов
на
перерабатывающие
предприятия,
и
автомобильного,
вывозящего
заготовленный лес из сырьевых баз). В отдельных случаях существует вывозка
заготовленного леса и по узкоколейным лесовозным дорогам (10–15 % от
общего объема). Поэтому величина оптимальных расстояний поставки хлыстов
в деревообрабатывающие комбинаты по железным дорогам определяется
степенью
согласованной
работы
участков
железнодорожного
и
автомобильного транспорта в пунктах перегрузки леса и уровнем
совершенствования взаимодействия обоих видов транспорта.
В пункты перегрузки лесоматериалов с автомобильного транспорта на
железнодорожный лесовозные автопоезда в стационарные периоды суток tст
поступают через интервалы времени i , имеющие плотность распределения
f ( )
1
e ,
Г( )
(1)
где значения параметров и определяются коэффициентом вариации V,
зависящим от схемы лесовозных дорог в лесосырьевой базе.
Продолжительность стационарного периода tст и интенсивности
поступления леса ст для погрузки в железнодорожные вагоны зависит от
режима работы, расстояния вывозки Lср и грузооборота ср лесовозной дороги:
tст C1 C2 cp C3 Lcp ;
ст
(2)
d1 d 2 cp d3 Lcp .
Характер изменения интенсивности потока лесовозных автопоездов в
пункт перегрузки на железнодорожный транспорт в нестационарный период
суток
( t ) e a bt
(3)
определяется коэффициентами а и b. Количественная характеристика
которых в данной статье не рассматривается.
Лесовозные автопоезда поступают в этот период через интервалы времени,
имеющие распределение
e a bti 1 e b i 1
f ( i / t i ) expa bt i 1
b
Степень
использования
расчетной
36
статической
(4)
нагрузки
железнодорожных вагонов зависит от характера распределений параметров
пачек леса, доставляемых автопоездами, поскольку объем пачек определяет их
число в вагоне, количество хлыстов в пачке, а их длина – коэффициент
плотности укладки. Задаются эти параметры многомерными распределениями,
коэффициент корреляции между параметрами пачек лесоматериалов = 0,69–
0,78.
Железнодорожные вагоны (спецплатформы) на фронт погрузки
лесоматериалов (где подача производится не более одного раза в сутки)
поступают в моменты времени tn , имеющие распределение вероятностей
,
(5)
где параметры и вычисляются из нормативного времени подачи
вагонов, определяемого договором между железнодорожной станцией и
лесопромышленным предприятием.[1]
На крупные лесопромышленные предприятия, где число подач под
погрузку леса две и более, вагоны поступают во взаимозависимые моменты
времени tn1 , tn2 ,…, характеризующиеся коэффициентами последовательной
корреляции
(6)
и имеющие совместное распределение вероятностей
.
(7)
Статистическими исследованиями установлено, что самое раннее и самое
позднее время подачи спецплатформ под погрузку леса (хлыстов) с
вероятностью не более 0,75 отличается от нормативного (по договору) в 1,35–
1,45 раза, а соответствующие значения для времени подачи спецплатформ под
выгрузку на складах сырья деревообрабатывающих комбинатов – в 1,2–1,3
раза. При вероятности 0,9 гарантированные сроки ранних и поздних подач
отличаются от нормативного в 1,6–1,7 раза (нижние склады) и в 1,4–1,5 раза
(склады
сырья
деревообрабатывающих
комбинатов).
Значения
гарантированных вероятностей зависят от конкретных производственных
условий каждого лесопромышленного предприятия региона.[2]
Как показал опыт работы предприятий, наиболее эффективны перевозки
лесоматериалов маршрутами по 20 и более вагонов. Анализ транспортного
обеспечения предприятий в основных лесопромышленных регионах страны
37
подтвердил, что 42–64 % всего объема поставки хлыстов в
деревообрабатывающие комбинаты можно выполнять такими маршрутами.
При этом увеличивается скорость движения вагонов в 1,6–1,8 раза,
сокращаются сроки доставки грузов, ускоряется оборот вагонов, что, в свою
очередь, снижает потребность в подвижном составе.
Указанные расстояния перевозки леса в хлыстах по железным дорогам
являются основой для формирования системы транспортных связей в
предприятиях лесопромышленного региона. В такой системе отдельные
расстояния поставок могут быть и больше; важно, чтобы средняя длина
поставок не превышала допустимых расстояний.
Библиографический список
1.
Сушков,
С.И.
Совершенствование
методики
определения
производственных мощностей лесных предприятий в пределах региона. /
[Текст] С.И. Сушков, М.С. Солопанов – М.: Актуальные вопросы развития
науки. Сборник статей по итогам межд. науч.-практ.конф. Уфа:Риц БашГУ,
2014. – С. 164–166
2. Сушков, А.С. Модель определения мощности транспортной системы по
периодам года. [Текст] / А.С. Сушков, М.С. Солопанов. – М.: Современные
проблемы транспортного комплекса России.-Магнитагорск. – №3(4). – 2013. –
с. 208-213
УДК 621.93.02+519.688
ФУНКЦИОНАЛЬНАЯ БЛОК-СХЕМА РАСЧЕТА ОСНОВНЫХ
ПАРАМЕТРОВ ПИЛЬНОЙ ЦЕПИ В СРЕДЕ MATLAB
FUNCTIONAL BLOCK DIAGRAM FOR CALCULATING THE MAIN
PARAMETERS SAW CHAIN IN MATLAB
Бухтояров Л.Д. к.т.н., доцент,
Сергиенко Д.С., студент
ФГБОУ ВПО «Воронежская государственная лесотехническая академия».
г. Воронеж, Россия
DOI: 10.12737/3918
Аннотация: представлена математическая модель пильной цепи в виде
функциональной блок-схемы основанной на графическом интерфейсе Matlab с
приложением Simulink. Используя наборы блоков Simulink отвечающих за
константы, переменные, функции, и вычислительные операции организован
процесс расчета основных параметров объектно-ориентированным методом.
Summary: presents a mathematical model of the saw chain in the form of a
38
functional block diagram-based graphical interface Simulink. Using Simulink block
sets responsible for constants, variables, functions, and computing operations
organized by the process of calculating the main parameters of an object-oriented
method.
Ключевые слова: математическая модель, пильная цепь, Simulink.
Keywords: mathematical model, saw chain, Simulink.
Для поперечной распиловки леса применяются цепные пилы и станки. К
ним относятся переносные цепные пилы, используемые на валке деревьев и
раскряжевке хлыстов, цепные механизмы спиливания валочных и
многооперационных лесосечных машин, а также стационарные станки с
пильной цепью, предназначенные для раскряжевки крупномерных хлыстов и
лесоматериалов. Режущим инструментом цепных пил и станков является
пильная цепь [2].
В последнее время интенсивно развивается направление визуального
построения моделей в виде блоков, связанных между собой линиями передачи
сигнала, что позволяет оперативно изменять параметры модели для получения
наилучших выходных параметров исследуемого объекта. Среди программных
продуктов эти возможности наиболее полно реализованы в среде Matlab с
приложением Simulink [1].
Таким образом, возникает необходимость создания в единой среде
визуального моделирования функциональных блок схем, основанных на ранее
изученных процессах работы пильной цепи с тем, чтобы ускорить процесс
расчета выходных параметров исследуемого объекта.
На рисунке 1, показана рабочая область экрана Simulink, в которой
задаются выходные параметры модели. На рабочей области расположены
блоки источника постоянного сигнала Constant, и блоки сохранения данных в
рабочей области To Workspace. Направляя сигнал от блока Constant к блоку To
Workspace, мы присваиваем символьным обозначениям их числовых значения.
Напротив каждой пары блоков расположена текстовая информация
описывающая параметр, кроме того под каждым блоком дано символьное
обозначение. Такой подход позволяет оперативно вносить изменения числовых
значений на той же области где и происходит расчет всей модели.
39
Рисунок 1 – Ввод входных параметров для расчета пильной цепи
Рисунок 2 – Функциональная блок-схема расчета геометрических параметров
пильной цепи
40
На рисунке 2, показана функциональная блок-схема расчета диаметра
ведущей звездочки, длины и ширины шины, ширины пропила, а также
геометрических параметров звена цепи.
Символьные значения, введённые ранее, зачитываются с помощью блоков
From Workspace и поступают на блоки мультиплексора Myx, который
объединяет входные сигналы, после чего они передаются на блок задания
функций Fcn. Для расчета функции необходимо укать номер элемента вектора
u(1), u(2)…u(n), соответствующий параметру на входе (сверху вниз). Для
отображения расчетных значений используется блок цифрового дисплея
Display. Для ручного переключения расчета разных типов цепи используются
блок Manual Switch. При необходимости корректировки расчетов (например,
подбор диаметра звездочки из стандартного ряда) можно использовать блок
Constant без дополнительных символьных обозначений, а подключая его
сигнал и складывая с расчетным, посредством блока Add.
Используя блоки, описанные выше, аналогично организуем процесс
расчета кинематических и динамических параметров пильной цепи (рисунок
3).
Рисунок 3 – Функциональная блок-схема расчета кинематических и
динамических параметров пильной цепи
41
С помощью блока From Workspace
формируется сигнал
соответствующий расчетному значению каждого параметра и передаётся на
блок Display.
Каждый расчетный параметр можно объединить в подсистему с
входными и выходными величинами, что позволяет работать в одной среде –
Simulink на разных иерархических уровнях модели.
Такой подход позволяет передать работу над отдельными подсистемами
модели разным коллективам, что ускорит их разработку. В процессе расчета
параметров пильной цепи на экране ЭВМ отсутствует программный код, и
другие элементы, присутствующие в подобных расчетных средах,
затрудняющие восприятие модели. На рисунке 4, представлены результаты
расчета параметров пильной цепи.
Рисунок 4 – Результаты расчета параметров пильной цепи
Оперативное редактирование входных параметров и ввод уточняющих
коэффициентов, в совокупности с возможностью вручную менять ветвь
решения повышают скорость работы с моделью и позволяют быстро
рассчитать параметры пильной цепи.
42
Библиографический список
1. Дьяконов В.П. Simulink 5/6/7: Самоучитель [Текст] / В. П. Дьяконов. –
М.: ДМК-Пресс, 2008. – 784 с.
2. Рахманов, С. И. Расчет оборудования лесосечных и лесоскладских работ
[Текст] : оборудование для обработки лесоматериалов : утв. ред.-издат. советом
ин-та в качестве учеб. пособия / С. И. Рахманов, К. Ф. Гороховский, Н. В.
Лившиц ; С. И. Рахманов, К. Ф. Гороховский, Н. В. Лившиц; М-во высш. и
сред. спец. образования РСФСР, Урал. лесотехн. ин-т им. Ленин. комсомола. Свердловск : УПИ, 1986. - 129 с.
УДК 634.0.378
ОБОСНОВАНИЕ ЭКОНОМИЧЕСКОЙ ЦЕЛЕСООБРАЗНОСТИ
ИСПОЛЬЗОВАНИЯ ПЛОТОВОГО СПЛАВА ЛЕСОМАТЕРИАЛОВ
JUSTIFICATION OF ECONOMIC FEASIBILITY OF USE OF THE PLOTOVY
ALLOY OF FOREST PRODUCTS
Васильев В.В., к.т.н., инженер лесного хозяйства
ОКУ «Красногвардейское лесничество»
г. Бирюч, Россия
DOI: 10.12737/3919
Аннотация:
рассмотрены,
с
точки
зрения
экономической
целесообразности использования для транспортировки древесины, основные
виды транспорта в лесных регионах Российской Федерации. Для каждого вида
транспорта представлены формулы расчета затрат на транспортировку
древесины, где наиболее целесообразно для транспортировки древесины на
большие расстояния использовать водный транспорт, а именно сплав круглых
лесоматериалов в плотах.
Summary: are considered, from the point of view of economic feasibility of
use for wood transportation, main types of transport in forest regions of the Russian
Federation. For each type of transport formulas of calculation of expenses for wood
transportation where it is most expedient for wood transportation on long distances
are presented to use a water transport, namely an alloy of round forest products in
rafts.
Ключевые слова: автомобильный транспорт, железнодорожный
транспорт,
водный
транспорт,
экономическая
целесообразность,
экономический эффект.
Keywords: motor transport, railway transport, water transport, economic
feasibility, economic effect.
43
В лесных регионах Российской Федерации для транспортировки
древесины от мест заготовки до пункта переработки используются
автомобильный, железнодорожный и водный транспорт, где последний
включает в себя плотовой сплав круглых лесоматериалов и транспортировку
древесины в баржах и судах [1, 2, 3, 4]. Каждый из приведенных видов
транспорта имеет свои преимущества и недостатки, и эффективен при
определенных условиях. Рассмотрим более подробно представленные виды
транспорта с точки зрения экономической целесообразности их использования
для транспортировки древесины.
Автомобильный транспорт является наиболее дорогостоящим видом
транспорта, и приемлем при транспортировке древесины до 200 км. Большие
затраты связанные с транспортировкой древесины автомобильным
транспортом заключаются в необходимости строительства автомобильных
дорог, их ремонте, содержании, потребности большого количества подвижного
состава, их обслуживании, а также существенном расходе горюче-смазочных
материалов. С экономической точки зрения автомобильный транспорт следует
использовать при транспортировке древесины от лесосек до берегового склада
или железнодорожного пути, для последующей транспортировки древесины
железнодорожным или водным транспортом, на большие расстояния. В свою
очередь автомобильный транспорт эффективен при транспортировке
древесины от водного или железнодорожного пути на лесоперерабатывающее
предприятие и внутри его. Автомобильным транспортом может доставляться
древесина с лесосек на лесоперерабатывающее предприятие, если оно
находится рядом с лесосырьевой базой. Как правило, в настоящее время,
лесные насаждения, примыкающие к лесоперерабатывающим предприятиям,
не достигли возраста спелости, и в связи с этим среднее расстояние
транспортировки древесины автомобильным транспортом превышает 200 км,
что экономически нецелесообразно.
Общие затраты на транспортировку древесины автомобильным
транспортом рассчитываются следующим образом
З АТ З АД LАД ЗРАД LАД ЗЗДVОД ЗТДАVОД LАД ЗРДVОД ,
(1)
где З АД – затраты на строительство 1 км автомобильной дороги, руб./км;
LАД – протяженность автомобильной дороги, км;
ЗРАД – затраты на содержание и ремонт 1 км автомобильной дороги,
руб./км;
ЗЗД – затраты на погрузку 1 м3 древесины на подвижной состав, руб./м3;
VОД – общий объем древесины, м3;
44
ЗТДА
– затраты на транспортировку 1 м3 древесины на 1 км,
автомобильным транспортом, руб./км∙м3;
ЗРД – затраты на разгрузку 1 м3 древесины с подвижного состава, руб./м3.
В формуле (1) ЗТДА включают все затраты не вошедшие в З АД , ЗРАД , ЗЗД .
Железнодорожный транспорт считается менее дорогостоящим видом
транспорта, по сравнению с автомобильным транспортом. Его применение
целесообразно при транспортировке древесины от 100 км. При осуществлении
транспортировки древесины железнодорожным транспортом необходимо
строительство железнодорожного пути, его ремонт, содержание, применение
тепловозов или электровозов совместно с вагонами, их ремонт и
обслуживание, что также приводит к существенным затратам. В реальных
условиях, строительство железнодорожных путей, как правило, не
осуществляется, а древесина транспортируется в вагонах по имеющимся
железнодорожным путям. К железнодорожным путям древесина поставляется
автомобильным или водным транспортом. На сегодняшний день,
железнодорожным транспортом доставляется значительный объем древесины
на лесоперерабатывающие предприятия, но он целесообразен с экономической
точки зрения, в местах, где нет водных объектов пригодных для магистральной
транспортировки древесины и в местах с примыкающими к железнодорожному
пути автомобильными дорогами или водными путями.
Общие затраты на транспортировку древесины железнодорожным
транспортом рассчитываются по формуле
З ЖТ З ЖД LЖД ЗРЖД LЖД ЗЗДVОД ЗТДЖVОД LЖД ЗРДVОД ,
(2)
где З ЖД – затраты на строительство 1 км железной дороги, руб./км;
LЖД – протяженность железной дороги, км;
ЗРЖД – затраты на содержание и ремонт 1 км железной дороги, руб./км;
ЗТДЖ
– затраты на транспортировку 1 м3 древесины на 1 км,
железнодорожным транспортом, руб./км∙м3.
Необходимо отметить, что в зависимости (2) ЗТДЖ предусматривают все
затраты не вошедшие в З ЖД , ЗРЖД , ЗЗД и ЗРД .
Водный транспорт является наиболее экономически выгодным видом
транспорта по ряду причин. Первая причина – отсутствие необходимости
строительства искусственных путей, так как эксплуатируются естественные
водные пути, хорошо развитые в лесных регионах. Вторая причина, связанная
с использованием минимального количества технических средств при
45
транспортировке большого объема древесины, по сравнению с автомобильным
и железнодорожным транспортом. Последняя причина – это использование
энергии движения жидкости в русле реки, то есть расход энергии на
транспортировку древесины минимальный. При этом основные затраты в
водном транспорте ложатся на изготовление и разборку лесотранспортных
единиц, а также загрузку и разгрузку барж и судов. Таким образом общие
затраты на транспортировку древесины водным транспортом рассчитываются
по зависимости
ЗВТ ЗПВП LВП ЗЗВVОД ЗТДВVОД LВП ЗРДВVОД ,
(3)
где ЗПВП – затраты на подготовку 1 км водного пути, руб./км;
LВП – протяженность водного пути, км;
ЗЗВ – затраты на загрузку 1 м3 древесины в баржи, суда, или затраты на
изготовление лесотранспортных единиц на 1 м3, руб./м3;
ЗТДВ – затраты на транспортировку 1 м3 древесины на 1 км, водным
транспортом, руб./км∙м3;
ЗРДВ – затраты на выгрузку 1 м3 древесины из барж и судов, или затраты на
разборку лесотранспортных единиц на 1 м3, руб./м3;
В формуле (3) ЗТДВ включают все затраты не вошедшие в ЗПВП , ЗЗВ , ЗРДВ .
На основании зависимостей (1), (2), (3) экономический эффект от
использования водного транспорта, по отношению автомобильного и
железнодорожного транспорта определяется соответственно
ЭФАВ З АТ ЗВТ ; ЭФ ЖВ З ЖТ ЗВТ .
(4)
Анализируя зависимости (1), (2), (3), (4) можно сделать вывод, что
экономически целесообразно использовать для транспортировки древесины на
большие расстояния водный транспорт, так как отсутствует необходимость
строительства искусственных транспортных путей и потребность большого
количества транспортных средств. При этом транспортировка древесины в
баржах и судах [2, 3, 4], более затратная, чем в плотах, а следовательно,
логично осуществлять сплав круглых лесоматериалов в плотах.
В практических условиях целесообразно прибегать к бесперевалочной
поставке лесоматериалов потребителям, водным транспортом, и в частности
плотовым сплавом круглых лесоматериалов, что послужит исключению затрат
на перегрузку с одного вида транспорта на другой. В свою очередь, не
исключаются, а при определенных обстоятельствах, обязательно присутствуют
варианты транспортировки древесины к береговому складу, а также от рейда
приплава к лесоперерабатывающему предприятию, железнодорожным и
46
автомобильным транспортом.
Библиографический список
1. Транспорт леса [Текст]. В 2-х т. Т. 1. Сухопутный транспорт / Под ред.
Э. О. Салминена. – М.: ИЦ «Академия», 2009. – 368 с.
2. Васильев В. В. Усовершенствованные системы плотового сплава
лесоматериалов [Текст]: монография / В. В. Васильев, Д. Н. Афоничев. –
Saarbrucken (Германия): Изд-во LAP LAMBERT Academic Publishing, 2014. –
284 с.
3. Васильев В. В. Повышение эффективности и экологической
безопасности плотового сплава лесоматериалов: дис. … к-та. тех. наук:
05.21.01: защищена 25.10.13. – Воронеж, 2013. – 259 с.
4. Митрофанов А. А. Лесосплав. Новые технологии, научное и
техническое обеспечение [Текст]: монография / А. А. Митрофанов. –
Архангельск: Изд-во АГТУ, 2007. – 492 с.
УДК 630*378.33
ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ДЛЯ ПОСТАВКИ
ЛЕСОМАТЕРИАЛОВ РАЗЛИЧНЫМ ВИДОМ ТРАСНПОРТА
TRANSPORT AND TECHNOLOGICAL SCHEMES FOR SUPPLY OF FOREST
PRODUCTS BY TRASNPORT'S VARIOUS TYPE
Васильев В.В., к.т.н.,
инженер лесного хозяйства
ОКУ «Красногвардейское лесничество»
г. Бирюч, Россия
DOI: 10.12737/3920
Аннотация: рассмотрены, основные транспортно-технологические
схемы поставки лесоматериалов различными видами транспорта. Наиболее
экономически выгодными являются схемы, у которых количество перегрузок с
одного вида транспорта на другой минимальное. На практике, в лесных
регионах России, рационально использовать транспортно-технологические
схемы бесперевалочной поставки лесоматериалов потребителям.
Summary: are considered, the main transport and technological schemes for
supply of forest products by various type of transport. The most economic are
schemes at which the quantity of overloads from one type of transport on another has
the minimum value. In practice, in forest regions of Russia, it is rational to use
transport and technological schemes of besperevalochny supply of forest products to
consumers.
47
Ключевые слова: автомобильный транспорт, железнодорожный
транспорт, водный транспорт, транспортно-технологическая схема.
Keywords: motor transport, railway transport, water transport, transport and
technological scheme.
Транспортировка древесины сухопутным и водным транспортом
осуществляется
по
транспортно-технологическим
схемам,
широко
распространенные в лесных регионах России. В специальной литературе [1, 2],
рассмотрены отдельно транспортно-технологические схемы сухопутного и
водного транспорта, и не встречаются объединенные. Но в практических
условиях автомобильный, железнодорожный и водный транспорт могут
взаимодействовать между собой, для транспортировки древесины от места
заготовки до пункта потребления. Рассмотрим подробно совместные
транспортно-технологические схемы автомобильного и водного транспорта.
На рисунке 1 представлены совместные транспортно-технологические
схемы, включающие автомобильный, железнодорожный и водный транспорт,
которые могут использоваться для транспортировки древесины в лесных
регионах страны.
Рисунок 1 – Транспортно-технологические схемы
48
Транспортно-технологическая схема, представленная на рисунке 1а,
включает транспортировку древесины с лесосек по автомобильным дорогам 1 к
железнодорожным путям 2. Железнодорожным транспортом древесины
транспортируется на береговой склад 3, где она в плотах или баржах по
водным путям 4 доставляется на рейд приплава 5 лесоперерабатывающего
предприятия 6. Согласно транспортно-технологической схеме рисунка 1б, с
лесосек автомобильным транспортом по автомобильным дорогам 1 древесина
транспортируется на береговой склад 3. По водным путям 4 она доставляется
на рейд приплава 5 граничащего с железнодорожными путями 2, где с
помощью железнодорожного транспорта древесина поставляется на
лесоперерабатывающее предприятие 6. В свою очередь транспортнотехнологическая схема, изображенная на рисунке 1в, предусматривает
трелевку древесины с лесосек на береговой склад 3, затем по водным путям 4
она доставляется на рейд приплава 5, к которому примыкают автомобильные
дороги 1. Автомобильным транспортом древесина транспортируется к
железнодорожным путям 2, с последующей поставкой древесины на
лесоперерабатывающее предприятие 6, железнодорожным транспортом.
Данные транспортно-технологические схемы сложные и затратные, в связи с
большим количеством работ по перегрузке древесины с одного вида
транспорта на другой.
Транспортно-технологическая схема, изображенная на рисунке 1г,
применима при условии, когда расстояние трелевки древесины на береговой
склад превышает допустимое значение, а водные пути не примыкают к
лесоперерабатывающему предприятию. В соответствии с данной схемой, с
лесосек по автомобильным дорогам 1 древесина доставляется на береговой
склад 3, где в последующем она по водным путям 4 транспортируется на рейд
приплава 5, к которому непосредственно примыкает автомобильная дорога 1.
Автомобильным
транспортом
древесина
поставляется
на
лесоперерабатывающее предприятие 6. Приведенная схема является более
целесообразной, по сравнению с транспортно-технологическими схемами,
изображенными на рисунках 1а, 1б, 1в, при этом, чем меньше общее
расстояние транспортировки древесины автомобильным транспортом, тем она
экономически выгоднее.
На рисунке 1д, показана транспортно-технологическая схема, согласно
которой расстояние трелевки превышает допустимое расчетное значение, а
водный путь непосредственно примыкает к лесоперерабатывающему
предприятию. Древесина с лесосек по автомобильным дорогам 1 доставляется
на береговой склад 3, где по водным путям 4 транспортируется на рейд
49
приплава 5, который расположен на лесоперерабатывающем предприятии 6.
Данная транспортно-технологическая схема более рациональна по сравнению с
предыдущими схемами, так как перегрузка древесины с одного транспорта на
другой осуществляется один раз на береговом складе.
Транспортно-технологические схемы, представленные на рисунках 1е и
1ж, справедливы при условии, что древесина трелюется на береговой склад, а
водный путь не примыкает к лесоперерабатывающему предприятию. Согласно
со схемой рисунка 1е, древесина с лесосек трелюется на береговой склад 3,
затем по водным путям 4, она транспортируется на рейд приплава 5, к
которому примыкает автомобильная дорога 1. По автомобильной дороге 1 на
лесоперерабатывающее предприятие 6 древесина доставляется автомобильным
транспортом. Схема, представленная на рисунке 1ж, отличается от схемы,
изображенной на рисунке 1е, тем, что к рейду приплава 5 примыкают
железнодорожные
пути
2,
а
следовательно,
древесина
на
лесоперерабатывающее предприятие 6 доставляется железнодорожным
транспортом. Рассмотренные транспортно-технологические схемы (рисунки 1е
и 1ж) считаются мало затратными, так как перегрузка с одного транспорта на
другой происходит один раз, а по основному пути древесина транспортируется
водным транспортом.
В практических условиях для экономически выгодной поставки
древесины необходимо приходить к бесперевалочной поставке лесоматериалов
потребителям, когда на основном пути, древесина транспортируется
экономически выгодным видом транспорта для рассматриваемых условий.
Например, в лесных регионах России следует доставлять древесину
потребителям водным транспортом, и в частности плотовым сплавом, так как
он по ряду показателей [3] считается наиболее экономически выгодным.
Библиографический список
1. Транспорт леса [Текст]. В 2-х т. Т. 1. Сухопутный транспорт / Под ред.
Э. О. Салминена. – М.: ИЦ «Академия», 2009. – 368 с.
2. Овчинников М. М. Транспорт леса [Текст]: В 2 т. Т. 2.: Лесосплав и
судовые перевозки: учебник для студ. высш. учеб. заведений / М. М.
Овчинников, В. П. Полищук, И. В. Григорьев. – М.: ИЦ «Академия», 2009. –
208 с.
3. Васильев В. В. Усовершенствованные системы плотового сплава
лесоматериалов [Текст]: монография / В. В. Васильев, Д. Н. Афоничев. –
Saarbrucken (Германия): Изд-во LAP LAMBERT Academic Publishing, 2014. –
284 с.
50
УДК 630*375
ПОВЫШЕНИЕ НАДЕЖНОСТИ РАСЧЕТА МАКСИМАЛЬНЫХ
РАСХОДОВ ВОДЫ ПРИ ПРОЕКТИРОВАНИИ ДОРОЖНОГО
ВОДООТВОДА
INCREASE OF RELIABILITY OF CALCULATION OF THE MAXIMUM
EXPENSES OF WATER AT DESIGN OF THE ROAD DRAINAGE SYSTEM
Виноградов А.Ю. к.т.н., ассистент,
Салминен Э.О., к.т.н., зав. кафедрой
ФГБОУ ВПО «Санкт-Петербургский государственный лесотехнический
университет им. С.М. Кирова»
Санкт-Петербург, Россия
DOI: 10.12737/3921
Аннотация: В статье предлагается методика расчета расхода воды при
проектировании
отверстий х водопропускных сооружений лесовозных
автодорог. Особенность методики заключается в разделении водосборной
площади на отдельные фрагменты, отличающиеся условиями рельефа,
грунтовыми и почвенно-растительными условиями, экспозицией, которые
могут быть определены по электронным картам, космическим снимкам и
другим современным методам сбора и представления информации.
Summary: In article the method of calculation of a consumption of water is
offered at design of openings x water throughput constructions of forest highways.
Feature of a technique consists in division of the water-collecting area into the
separate fragments, differing relief conditions, soil and soil and vegetable conditions,
an exposition which can be determined by electronic cards, space pictures and other
modern methods of collecting and submission of information.
Ключевые слова: Водоотвод, расчётный расход, водно-тепловой режим.
Keywords: Drainage system, settlement expense, water and thermal mode.
Введение. Изменения, происходящие в мире от воздействия
человеческой деятельности, в значительной мере влияют на изменения
климата. Результатом этого являются многочисленные катастрофические
явления, связанные с разрушением водопропускных сооружений, как на
Европейской, так и на Азиатской части страны. Основной лимитирующей
характеристикой при проектировании дорожного водоотвода является
максимальный
расчетный
расход
заданной
обеспеченности.
При
проектировании водопропускных сооружений лесовозных дорог рекомендуют
использовать величину предельной интенсивности ливня, рассчитанную по
СНиП [1,2] или однотипную формулу МАДИ [3].
51
Результаты расчетов по существующим методикам в 5 и более раз от
измеренных расходов соответствующей обеспеченности [4], что приводит или
многократному удорожанию проекта или разрушению.
Состав исследования.
В отличие от существующей методики, рассматривающей водосборный
бассейн, имеющий неизменные характеристики на всей её площади,
предлагаемая методика разделяет водосборный бассейн на отдельные, так
называемые стокоформирующие комплексы (СФК) [5, 6]. Предполагается, что
в пределах каждого СФК такие характеристики, как уклон, экспозиция,
полнота и состав растительности, водно- и теплофизические свойства почвогрунтов принимаются неизменными.
По каждому СФК, представленному в виде модели с сосредоточенными
параметрами, учитываются процессы, происходящие в типовой почвеннорастительной колонке, поделенной на отдельные почвенные слои.
В расчете последовательно рассматриваются температурный и водный
режимы почвы. Расчетный слой почвы (РСП) в течение времени dt сверху и
снизу контактирует со средой, имеющей постоянную температуру. Удельный
поток тепла Q, переносимый за расчетную единицу времени через толщу
почвенного горизонта z пропорционален градиенту температуры [7,8]:
dQ/dt= L* dТ/dz,
где L – коэффициент теплопроводности расчетного слоя, вт/м2*град.
Обозначим А= 1/2z ((L N-1+ L N )ТN-1, В=(L N-1+ 2L N + L N, N+1)/(2z2* С N),
С= 1/2z (L N+ L N+1 )* ТN+1,
где L N ,С N и ТN - соответственно теплопроводность, теплоемкость и
температура N слоя почвы и интегрируя данное уравнение для каждого
расчетного слоя почвы
Qк
Qо
dQ /( А В * Q С ) =
tк
tо
dt , получаем зависимость:
QК = (А+С-ехр(-В*t))/В
С момента устойчивого перехода температуры через нулевую отметку
все осадки выпадают в твердом виде, поэтому к расчетной схеме прибавляется
новый слой – слой снега.
Удельный поток холода, попадающий в почву, будет равен [8]:
Qх= L снега /zснега (Тв-Тп), вт
где Тв – температура воздуха, Тп- температура верхнего почвенного
слоя.
Скорость промерзания почвенных слоев зависит от количества холода,
проникшего в почву за сутки, объема влаги в каждом почвенном слое и
52
удельной теплоты плавления:
Нв*= Qх/ М*,
где Нв* - слой замерзшей за сутки воды, М* - удельная теплота
льдообразования.
Когда в расчетном слое вся вода замерзла, выполняется расчет
нижележащих слоев до тех пор, пока среднесуточные температуры на
поверхности имеют отрицательные значения.
При
положительных
значениях
среднесуточной
температуры
происходит обратный процесс.
Разделение выпадающих осадков на жидкие и твердые производится по
температурному порогу, когда появление капель воды и снежных хлопьев
равновероятно. В расчетах за такую критическую температуру принято +2°С.
Жидкие осадки перехватываются растительным покровом, величину
которых можно рассчитать по формуле [3]:
H
P ( PM H V )1 exp
PM
где PM – емкость перехвата (максимальная водоудерживающая способность
растительного покрова) [мм], HV – слой воды в емкости перехвата [мм], H –
слой осадков [мм].
Исключая возможность испарения в зимние месяцы, мощность снежного
покрова определяется как слой суточных осадков, отнесенных к плотности
снега. Влагозапас воды в снеге остается равным сумме осадков за холодный
период.
Расчет испарения ведется по известным формулам [6]
Испаряемость за расчетный период по СФК определяется по
зависимости:
E=td/cos,
где d – дефицит влажности воздуха [мб] за расчетный период времени t [c],
– угол наклона площадки [градусы], – коэффициент испаряемости [м/(мбс)]
в зависимости от типа испаряющей поверхности [9].
Для учета поверхностного задержания и перехвата осадков
растительностью, аккумуляции воды в верховых болотах и мелких озерах,
используется зависимость:
H q
.
D ( DM H P )1 exp
DM
где DM – максимальный объем емкости [мм], Hq – количеством воды в
аккумулирующих емкостях к моменту начала стока [мм], слой поверхностного
53
стокообразования Hр [мм] в условиях лесной зоны равен нулю.
Объем притока воды в нижележащие почвенные слои определяется
величиной коэффициента фильтрации, при влажности почвы близкой к
полной влагоемкости.
S = Ко* t ; где t – время, за которое слой влаги, превышающий
максимальную водоудерживающую способность, покинет горизонт, Ко –
коэффициент фильтрации нижележащего почвенного горизонта. В случаях,
когда Ко мал (свободная влага не успевает за расчетное время стечь в
нижележащий горизонт), вода за счёт уклона стекает по расчетному слою по
нормали в сторону понижения рельефа. Скорость стекания
S1=Ко* sin а, где Ко – коэффициент фильтрации расчетного горизонта
рассчитывается по формуле С.А. Лаврова [10], а - уклон.
Высота капиллярного подъема зависит от гранулометрического состава
почвы; в первом приближении Нп= 0,12Х-0,81 , где Х - размер основной
фракции мелкозема, мм [11].
Капиллярная влажность рассчитывается по формуле:
Wкапi =(ПВ-НВ)/N+i*НВ,
где N – число слоев почвы от уровня грунтовых вод до высоты капиллярного
поднятия, i – порядковый номер расчетного слоя почвы [12].
Влагосодержание каждого слоя почвы, при отсутствии влияния
капиллярного подъема, согласно уравнению водного баланса, равна:
W1=Wо+Р-Е-S,
где W1 – влажность, мм слоя на конец расчетного периода, Wо – то же на
начало, Р – приход влаги с осадками, мм слоя; Е – испарение, мм, S – сток, мм.
в нижележащий почвенный горизонт.
Далее выполняются расчеты перераспределения грунтового стока в
бассейне и обеспеченного расхода в замыкающем створе. Расчёты
выполняются по модели с распределенными параметрами.
Суммарный сток с СФК:
q сфк,t = Нi,t* Fсфк,
где Нi,t слой влаги, пришедший сверху за расчетный период t , Fсфк –
площадь СФК.
Общий приток в русловую сеть за расчетный интервал времени со всех
СФК, м3:
q общ, t = q сфк,t.
Среднесуточный расход в замыкающем створе,м3/с:
Q = ( q общ, t)/ t р.
Для оценки адекватности модели выбрано восемь водосборов с рядами
54
наблюдений не менее 15 лет, расположенных на Валдайской возвышенности
размером от 0,015 до 136 км2 [4]. Расчетные максимальные значения весенних
паводков превысили измеренные на 5-30%. Замечено, что с уменьшением
площади водосбора ошибка увеличивается.
Выводы
Предлагаемая методика позволяет повысить точность расчетов за счет учета
рельефа, климата, почвенно-растительного покрова по каждому отдельному
СФК, выделяемому на площади водосбора.
Библиографический список
1. Свод правил по проектированию и строительству. СП 33-101-2003.
Определение основных расчетных гидрологических характеристик. Госстрой
России. – М., 2004. – 73 с.
2.
СП 11-103-97 «Инженерно-гидрометеорологические изыскания для
строительства». – М: ГУП «ЦППС», 2001. – 32 с.
3.
Транспорт леса.Т.1 Сухопутный транспорт. под ред. Э.О. Салминена, М., «Академия», 2009г. – с. 113-122.
4.
Салминен Э.О., Виноградов А.Ю. Сравнительная оценка результатов
расчетов по модели «водный переход» и СП 33-101-2003. Сухопутный
транспорт леса. Материалы научно-технической конференции. - СПбГЛТА,
2009, с. 175–179.
5.
Салминен Э.О., Виноградов А.Ю. Альтернативный метод расчетов
максимальных расходов для проектирования водопропускных сооружений
автодорог. Сухопутный транспорт леса. Материалы научно-технической
конференции. - СПбГЛТА, 2009, с. 129–135.
6.
Виноградов Ю.Б.
Математическое
моделирование
процессов
формирования стока. Критический анализ. – Л.: Гидрометеоиздат, 1988. – 312
с.
7.
Кухлинг Х. Справочник по физике. – М. : Мир, 1983 с. 157, 205.
8.
Яворский Б.М. Детлаф А.А. Справочник по физике. – М.: Наука, 1974, с.
158, 210, 271
9.
Роде А.А. Основы учения о почвенной влаге. – Л.; Гидрометеоиздат,
1969 г. т. 1, с.78-269.
10. Водогрецкий В.Е., Крестовский О.М., Соколов Б.Л. Экспедиционные
гидрологические исследования. – Л.: Гидрометеоиздат, 1985. – 231 с.
11. Виноградов А.Ю. Воздействие линейных сооружений на водно-тепловой
режим почво-грунтов лесного массива. – Сухопутный транспорт леса,
СПбГЛТА – 2007, с 159-165.
12. Виноградов А.Ю. Метод расчета гидрологических характеристик при
проектировании автомобильных дорог. Сухопутный транспорт леса.
Материалы научно-технической конференции. - СПбГЛТА, 2009, с. 165–174.
55
УДК 630*378
СПОСОБ ВЫГРУЗКИ ЛЕСНЫХ ГРУЗОВ С ВОДЫ НА РЕЙДАХ
ПРИПЛАВА
UNLOADING TIMBER CARGO OUT OF WATER ON LOG RECEIVING
PORTS
Гайсин И.Г., аспирант
Войтко П.Ф., д.т.н., профессор
ФГБОУ ВПО «Поволжский государственный технологический университет»
г. Йошкар-Ола, Россия
DOI: 10.12737/3922
Аннотация: представлены результаты лабораторных исследований
продолжительности цикла выгрузки плоских сплоточных единиц с воды на
берег башенным краном на рейдах приплава лесопромышленных предприятий
Summary: presents the results of laboratory studies discharge cycle unloading
of flat rafts out of water on the shore tower crane on log receiving ports timber
companies
Ключевые слова: рейд приплава, башенный кран, плоская сплоточная
единица, продолжительность цикла выгрузки.
Keywords: log receiving port, tower crane, flat raft, discharge cycle
unloading.
Анализ теоретических и экспериментальных исследований [1], а также
проведенные экспертные оценки, отсеивающий и производственный
эксперимент [2] позволили установить, что продолжительность цикла крановой
выгрузки плоских сплоточных единиц (ПСЕ) с воды на берег рейдов приплава
лесопромышленных предприятий зависит от: веса груза G; скорости подъема υ;
габаритов ПСЕ: длины L, ширины B, осадки Т; среднего диаметра бревен dср;
жесткости металлоконструкции крана c; коэффициента кинематической
вязкости воды ν; ускорения свободного падения g
K3=f(G, υ, L, B, Т, dcp, c, ν, g).
(1)
В соответствии с теорией подобия [3] из 9 параметров, среди которых
три параметра G, υ, с выбраны основными, можно составить 6 безразмерных
комплексов, являющихся критериями подобия:
K3=f(cd/G; υ2/qL; Vd/ν; L/B; B/T; d/T).
(2)
Физическая сущность протекаемого процесса при подъеме плоских
сплоточных единиц с воды башенным краном заключается в том, что
одновременно действуют силы тяжести лесного груза и вязкости жидкости.
Если на модели применяется та же жидкость, что и в натуре, то строгое
56
подобие процесса возможно, лишь для одной преобладающей силы тяжести.
Моделирование процесса подъема плоской сплоточной единицы с воды краном
по критерию Фруда требует соблюдения равенств [3], в которых даны
соотношения между различными физическими величинами и свойствами
жидкостей натуры и модели.
Экспериментальные исследования проводились в гидравлическом лотке
прямоугольного поперечного сечения размерами 1,5×1,0×0,3 м кафедры ТОЛП
ФГБОУ ВПО «Поволжский государственный технологический университет».
Масштаб лабораторной установки М10 выбирался из условия создания режима
продолжительности цикла крановой выгрузки ПСЕ с воды на берег рейда
приплава и размеров гидравлического лотка.
Экспериментальная установка включала в себя: 1) грузоподъемный
механизм башенного типа с изменяющимися: грузоподъемностью от 5 до 50
кг в зависимости от веса и объема ПСЕ, жесткостью крановой конструкции от
0 до 100 Н/м, скоростью подъема груза 0,3 м/мин; 2) модели плоских
сплоточных единиц различных параметров (одно, двух, трех, четырех-рядные)
и весом от 5 до 30 кг; 3) физическую модель новой грузозахватной рамы с
грузозахватными стропами и крюками; 4) гидравлический лоток 1,5×1,0×0,3 м
с варьируемыми размерами глубины и габаритов выгрузочного дворика; 5)
комплект измерительных приборов, регистрирующую и осветительную
аппаратуру; 6) пульт дистанционного управления механизмом подъема,
измерительной и осветительной аппаратурой (рис. 1).
Экспериментальные исследования процесса выгрузки плоских
сплоточных единиц проводились в 3 этапа [4]. На первом этапе были
проведены исследования продолжительности цикла крановой выгрузки
однорядных ПСЕ с воды на берег рейда приплава. Исследуемая модель
плоской сплоточной единицы помещалась в гидравлический лоток заданных
размеров выгрузочного дворика. Замерялись вес, объем, осадка лесного груза,
после чего его порядно поднимали с воды краном на высоту 0,5 м с заданной
скоростью. Продолжительность цикла выгрузки плоской сплоточной единицы
измерялось с помощью механического секундомера. Повторяемость опытов
для определения продолжительности выгрузки ПСЕ с воды равнялась 10
наблюдениям.
На основе выполненных лабораторных экспериментов и статистической
обработки полученных данных определена продолжительность цикла выгрузки
однорядных, двухрядных и трехрядных плоских сплоточных единиц размером
0,6x0,6 м с воды на берег (табл. 1).
57
Рисунок 1 - Экспериментальная установка для исследования процесса
крановой выгрузки ПСЕ с воды: 1-электродвигатель переменного тока; 2червячный редуктор; 3-сварной барабан; 4-трособлочная система; 5динамометр ДПУ-0,02-2; 6-грузозахватная рама; 7- модель плоской сплоточной
единицы; 8- латор RN 2,5; 9-электрический щит
Рисунок 2 - Подъем первого ряда плоской сплоточной единицы краном
58
Для сравнения результатов исследований продолжительности цикла
выгрузки трехрядных плоских сплоточных единиц с воды на берег в
лабораторных и производственных условиях ПГТУ воспользуемся критерием
Фруда:
Тн=Тм* ,
(3)
где Тм – продолжительность цикла выгрузки ПСЕ с воды башенным
краном, с;
λ – масштаб моделирования.
Следовательно, при продолжительности цикла выгрузки модели ПСЕ
башенным краном Тм = 212,97 с, ее натуральная величина составит Тн = 673 с.
Таблица 1 - Продолжительность цикла выгрузки плоских сплоточных
единиц с воды башенным краном
Наименование операции
однорядн
ая
1. Снятие верхних обвязок ПСЕ
2. Перекатывание боковых бревен первого ряда
в центр ПСЕ
3. Опускание грузозахватного устройства по
центру ПСЕ
4. Захват первого ряда бревен ПСЕ
5. Подъем первого ряда бревен ПСЕ
6. Поворот башенного крана с грузом
7. Опускание первого ряда бревен ПСЕ на
эстакаду
8. Снятие чокеров с лесного груза
9. Поднятие ГЗУ краном при холостом ходе
10. Поворот башенного крана
11. Опускание ГЗУ по центру ПСЕ
12. Захват ГЗУ оставшихся рядов ПСЕ
13. Подъем оставшихся рядов ПСЕ краном
14. Поворот башенного крана в грузовом
положении
15. Опускание лесного груза на эстакаду
16. Снятие чокеров с лесного груза
17. Поднятие ГЗУ краном при холостом ходе
18. Поворот башенного крана
Итого:
Время, с
двухрядн
ая
трехрядн
ая
17,82
9,34
1,88
1,9756
1,81
20,50
2,51
15
24,3396
2,3328
15
60,68
2,46
15
2,05
2,0932
1,60
10,74
2,12
15
8,6236
2,2432
15
9,28
1,87
15
1,92
31,59
2,62
15
69,80
71,608
1,47
8,80
1,71
15
212,97
В 2010 году были проведены производственные исследования
продолжительности цикла выгрузки трехрядных ПСЕ с воды на берег
59
поперечным конвейером на рейде приплава Соломбальского ЛДК
Архангельской области Тз = 1020 с. Предложенный способ крановой выгрузки
плоских сплоточных единиц с воды на берег на рейдах приплава
лесопромышленных предприятий позволяет сократить продолжительность
цикла выгрузки ПСЕ поперечным транспортером в 1,51 раза.
Библиографический список
1. Митрофанов, А. А. Лесосплав. Новые технологии, научное и
техническое обеспечение: монография. – Архангельск: Изд-во Арханг. гос.
техн. ун-та, 2007. – 492 с.
2. Войтко, П. Ф. Транспорт леса. Совершенствование лесоперевалочных
процессов на рейдах приплава: учебное пособие / П.Ф. Войтко.– Йошкар-Ола:
МарГТУ, 2006. – 304 с.
3. Седов, Л.И. Методы подобия и размерности в механике / Л.И. Седов. –
5-е изд. – М.: Наука 1966. – 416 с.
4. Пат. № 2476366 РФ, В65G35/62, B66C1/14, B66C1/32. Устройство для
выгрузки плоских сплоточных единиц с воды на берег / Войтко П.Ф., Гайсин
И.Г. – Опубл. 27.02.13, Бюл № 6.- 6 с.
УДК 630*32
РЕКРЕАЦИОННАЯ ХАРАКТЕРИСТИКА ЛЕСОВ
ЗЕЛЕНЫХ ЗОН ГОРОДОВ ЗАКАМЬЯ РЕСПУБЛИКИ ТАТАРСТАН
RECREATIONAL CHARACTERISTICS GREEN ZONE FORESTS
OF KAMA CITIES OF THE REPUBLIC OF TATARSTAN
Гибадуллин Н.Ф., аспирант
ФГБОУ ВПО «Казанский государственный аграрный университет»
г.Казань, Россия
DOI: 10.12737/3923
Аннотация: Приведен анализ рекреационных характеристик лесов
зеленых зон городов Закамья Республики Татарстан. Выявлена высокая
рекреационная ценность лесов зеленых зон городов БелебеевскоБугульминской возвышенности, которые при стабильном поддержании их
лесоводственными и организационно-техническими мероприятиями могут
сохраниться и удовлетворить потребности населения в рекреационных услугах.
Summary: An analysis of the forests recreational characteristics of green
areas Kama cities of the Republic of Tatarstan. We revealed a high recreational value
of green zone forests of Belebey-Bugulma upland cities, which is at a steady
maintenance of their silvicultural and organizational and technical measures can be
maintained to meet the needs of the population and recreational services.
60
Ключевые слова: Рекреационная характеристика, зеленая зона,
ландшафт, лес, рекреационный потенциал.
Keywords: Recreational characteristics, green area, landscape, forest,
recreational potential.
Рекреационная характеристика территории во многом определяется
природными ресурсами, где в зависимости от качества, емкости доминантами
выступают те или иные ландшафты, а часто их сочетания. В географии
ландшафт – конкретная территория, характеризующаяся общими климатом и
генезисом, однородностью внешнего облика, обусловленного единым
геологическим фундаментом, однотипным рельефом, однообразным
сочетанием гидротермических условий, почв и биоценозов. Ландшафт –
основная классификационная единица во многих схемах физикогеографического районирования.
Для Бугульминской возвышенности в Восточном Закамье (самой
высокой в Республики Татарстан (до 381 м) доминирующими являются лесные
массивы. Это типичная и южная лесостепная ландшафтная подзона с
Приволжскими липово-дубовыми лесами и Закамско-заволжскими в сочетании с
липово-дубовыми и липовыми лесами, а на востоке с Заволжскими вязоводубовыми, липово-дубовыми лесами и участками типчаковых степей на
выщелоченных и типичных черноземах (Альметьевский и Бугульминский
возвышенные районы) [2,3].
Более подробная ландшафтная характеристика рекреационных лесов
дается при ландшафтной таксации. Лесопарковый ландшафт определяется
видом участка, его структурной формой, степенью и характером
пространственного размещения и сомкнутостью древесного полога. Он
содержит качественные и количественные показатели о типах ландшафтов,
степени устойчивости насаждений, стадиях рекреационной дигрессии
территории, проходимости и просматриваемости участков, санитарногигиенической и эстетической
ценности ландшафтов. Такой подход к
выявлению ценности лесопаркового ландшафта сложился достаточно
устойчиво благодаря тщательной разработке ее критериев [5] и длительному
апробированию [4,6].
По основным характеристикам насаждения зеленых зон населенных
пунктов Закамья существенно не отличаются по республике, однако зональные
особенности растительности, приподнятость территории, ботанический состав
флоры, наличие большого количества видовых точек, присущих только этим
лесам, повышают их привлекательность и значимость: по некоторым
показателям они гораздо выше среднереспубликанских.
61
Ландшафты закрытых пространств занимают от 54,1% (Альметьевское
лесничество) до 88,4% (Лениногорское), полуоткрытых от 8,1%
(Лениногорское) до 15,7% (Альметьевское), Значительная глубина видимости,
наличие видовых точек, широкий обзор во всех направлениях – характерные
особенности полуоткрытых и открытых ландшафтов.
Класс эстетической оценки определяет степень привлекательности лесов.
Рекреационные леса с первым классом эстетической оценки составляют от 8,0
до 35,0% площади (максимальные значения принадлежат Бавлинскому и
Лениногорскому лесничествам благодаря видовым точкам и глубине обзора).
Это хвойные и лиственные насаждения 1-2 классов бонитета, с длинными и
раскидистыми кронами и благонадежным подростом и подлеском средней
густоты, участки с хорошей проходимостью, незахламлённые, с хорошо
выраженным рельефом, декоративными опушками.
Второй класс эстетической оценки составляет 43% площади (от 52,9 % в
Альметьевском, до 78,0% в Лениногорском лесничествах). Это насаждения 3
класса бонитета при средней ширине и длине крон, густом или угнетенном
подросте и подлеске, захламлённостью до 5 м3 /га.
К третьему классу эстетической оценки (12,4%) относятся насаждения с
преобладанием осины и ольхи, а также другие насаждения 4-5 классов
бонитета. У деревьев плохо развиты кроны. Захламлённость и сухостой больше
5 м3 на 1 га. Снижают эстетическую оценку необлесившиеся вырубки,
линейные объекты, болота и другие открытые площадки с низкой
декоративностью.
По санитарно-гигиенической оценке леса зеленых зон в лесничествах
несколько отличаются друг от друга, но в целом леса с высокой санитарногигиенической оценкой составляют 7,2% их общей площади. Это участки леса
в хорошем санитарном состоянии: воздух чистый, хорошая аэрация,
отсутствует шум, нет густых зарослей. Имеют место ароматические запахи,
лесные звуки, сочные краски.
Средняя санитарно-гигиеническая оценка присвоена лесам на площади
84,7%. Это участки в сравнительно хорошем санитарном состоянии,
незначительно захламленные, имеются отдельные сухостойные деревья, шум
периодический или отсутствует.
Участки с низкой санитарно-гигиенической оценкой (8,0% площади
лесов) захламлены и замусорены, имеются места свалок мусора, карьеры и
ямы, высокий уровень шума, избыточное увлажнение, густые заросли, сильно
загрязнен воздух, дуют сильные ветра (низкая комфортность).
В лесах преобладают насаждения первого класса устойчивости (58,3%), к
62
ним отнесены здоровые, хорошего роста древостои. Устойчивость насаждений
- их способность противостоять неблагоприятным условиям роста и развития,
влекущим к преждевременному распаду древостоев и смене пород. Этот
показатель характеризует общее состояние насаждения, качество роста и
развития. Наличие большого количества спелых и перестойных насаждений
приводит к снижению биологической устойчивости древостоев и активизации
болезней леса, наиболее распространенным среди которых является стволовая
гниль, вызываемая настоящим и ложным трутовиками. Ослабление
насаждений ведет к низкому уровню естественного возобновления. При
отсутствии естественного возобновления главной породой, возникновение
менее продуктивных и более простых типов леса приобретает характер
глобальной экологической проблемы, так как с исчезновением естественного
возобновления лес перестает существовать как саморегулирующая природная
динамическая система, поддерживающая естественное экологическое
равновесие. Если рассматривать устойчивость как свойство фитоценоза
сохранять видовой состав, продуктивность и репродуктивную способность, а
также закономерную стабильную динамику численности в данных условиях
среды, то естественные насаждения первого класса устойчивости оказываются
всегда в выигрыше.
Привлекательность насаждений во многом определяется уровнями
проходимости участков и их просматриваемости. Средний уровень
просматриваемости для лесов зелёной отмечено на 69,2% площади, плохой –
8,6%, хороший – 22,2%, а средняя проходимость участков установлена на 64,7
% (по РТ 56%), хорошая проходимость –26,6% площади лесов (по РТ 35%) [2].
Расчленение территории, разновысокий характер устройства ее
поверхности, разнокачественность и неоднородность почвенного покрова в
условиях сложного рельефа, легкая ранимость и длительность заживления
последствий антропогенного воздействия, возрастающий спрос на
рекреационные услуги увеличивают риск снижения рекреационных свойств
леса до их полной утраты.
На рекреационную дигрессию лесов оказывают существенное влияние
промышленные предприятия городов и автотранспорт [1].
Оценка стадий рекреационной дигрессии характеризует прошлую и
современную рекреационную нагрузку. По характеру изменения лесной среды
под воздействием рекреационного использования леса проходят пять этапов
стадий рекреационной дигрессии - от абсолютно ненарушенных – до
расстроенных и находящихся в стадии усыхания.
Рекреационные леса возвышенности по стадиям рекреационной
63
дигрессии распределились следующим образом: 1 стадия – 20,2%, 2 стадия –
40,1%, 3 стадия – 20,3%, 4 стадия – 12,1% и 5 стадия – 7,3%. Леса зеленой зоны
г. Лениногорского подвержены рекреационной дигрессии больше (5,0%), чем
насаждения Бугульминского лесничества, что, возможно, объясняется
особенностями рельефа лесов Лениногорского лесничества.
При первой стадии дигрессии присутствует полный набор видов
травянистых растений, свойственный данному типу леса и многочисленен
разновозрастный подрост, повреждение подроста и подлеска не более 5%
общего числа, подстилка не нарушена, доля площади с вытоптанной до
минерального слоя почвы не превышает 1% всего участка.
Вторая стадия – наличие тропинок, начальная стадия вытаптывания
подстилки и проникновения степных видов растений под полог леса,
минеральный слой почвы обнажен на 1,1-5,0% площади.
При третьей стадии дигрессии доля вытоптанной площади составляет
5,1-10,0%, происходит до 10% изреживание древостоя, повреждение подроста
и подлеска увеличивается до 50-90%, под полог леса наблюдается устойчивое
внедрение луговых и сорных трав.
Для четвертой стадии характерно дальнейшее изреживание древостоя,
куртины ослабленного подроста и подлеска находятся среди полян и тропинок,
на полянах полностью разрушена подстилка, разрастаются луговые травы, доля
вытоптанной площади составляет 10,1-25,0%.
Для пятой стадии дигрессии у большинства деревьев корни обнажены и
выступают на поверхность, а сами деревья больны или имеют механические
повреждения, площадь, лишённая растительности, составляет более 25%.
Таким образом, в целом, следует отметить высокую рекреационную
ценность лесов зеленых зон городов Белебеевско-Бугульминской
возвышенности. При стабильном поддержании их лесоводственными и
организационно-техническими мероприятиями эти свойства могут сохраниться
и удовлетворить потребности населения в рекреационных услугах.
Библиографический список
1. Государственный доклад о состоянии природных ресурсов и об охране
окружающей среды Республики Татарстан (2010-2012гг.). Министерство
экологии и природных ресурсов Республики Татарстан. – Казань, 2013. – 355
с.
2. Лесной план Республики Татарстан. Филиал ФГУП «Рослесинфорг»
«Поволжский леспроект». – Казань: Казанская экспедиция, 2008. – 286 с.
3. Проекты организации хозяйств Альметьевского, Бавлинского,
Бугульминского и Лениногорского лесхозов. Филиал ФГУП «Рослесинфорг»
«Поволжский леспроект». – Казань: Казанская экспедиция, 2001-2005.
64
4. Тихонов А.С. Классическое лесоводство в рекреационных лесах. – Л.:
ЛТА, 1983. – 42 с.
5. Тюльпанов Н.М. Лесопарковое хозяйство. – Л.: Стройиздат, 1975. – 171 с.
6. Хайретдинов А.Ф. Рекреационное лесоводство / А.Ф. Хайретдинов,
С.И.Конашова. – М.: МГУЛ, 2002. – 308 с.
УДК 630.232
ПОДГОТОВКА СЕМЯН СОСНЫ ПУТЕМ ЖИДКОСТНОЙ
СЕПАРАЦИИ
PREPARATION OF PINE SEEDS BY LIQUID SEPARATION
Градыский Ю.А., к.т.н., доцент,
Темников Д.В., магистрант
Харьковский национальный технический университет
сельского хозяйства имени Петра Василенка
г. Харьков, Украина
DOI: 10.12737/3924
Аннотация: Исследованы методы и средства жидкостной сепарации
семян сосны обычной и представлены результаты экспериментальных
исследований апробирования данных методик.
Summary: The methods and means of liquid separation pine seeds and the
usual results of experimental studies testing these techniques.
Ключевые слова: лесные семена, механические повреждения,
жидкостная сепарация, эффективность лесовосстановления.
Keywords: tree seeds, mechanical damage, liquid separation, efficiency of
reforestation.
Повышение эффективности лесопромышленного комплекса во многом
зависит от использования качественного семенного материала. Для повышения
качества лесных насаждений используют семенной материал от "плюсовых"
деревьев. Учитывая, что урожайность семян из года в год не одинаковая,
возникает необходимость в создании запасов качественных лесных семян на
несколько лет.
Если желуди дуба хранятся не продолжительное время, по обыкновению
до весны, то семена хвойных можно хранить при надлежащей подготовке
несколько лет. Подготовка семян к хранению состоит в обескрыливании,
очистке от мусора, сортировке по размерам и массе, высушивании до
влажности 5-7%, упаковки в герметичную тару. При таких условиях семена
хранятся несколько лет и не теряют качества по всхожести.
65
Целью работы является разработка методов и средств механизации для
подготовки качественного семенного материала хвойных пород на примере
семян сосны обычной.
Для очистки и сортировки семенного материала применяют
традиционные методы (по аэродинамическим свойствам, по размерам на
решетах, на триерах), которые не дают возможности получения
стопроцентного качественного материала для выращивания сеянцев.
Значительно лучшие результаты по качеству семян достигаются при
разделении вороха семян на вибрационном очистителе семян. Рабочим
органом очистителя есть фрикционная неперфорированная поверхность,
выполненная из фанеры технической и облицованная разным фрикционным
материалом. Рабочая поверхность установлена с двойным продольнопоперечным углом наклона к горизонту. Инерционным вибровозбудителем
направленного действия она приводится в колебательное движение.
Однако, такой способ сортировки не позволяет полностью удалить
некачественный семенной материал. После обработки до 1/3 по количеству,
семена, которые закладываются на хранение, имеют микроповреждения, а
также присутствуют частицы смолы и мелкий мусор [1, 2].
На кафедре деревообрабатывающих технологий и системотехники
лесного комплекса ХНТУСХ разработана и опробована установка для
жидкостной сепарации семян хвойных пород (рис. 1).
Рисунок 1 – Лабораторная установка для водной сепарации поврежденных
семян: 1 – манометр; 2 – резервуар; 3 – насос
66
Для удаления поврежденных семян использована способность к
поглощению влаги. Для этого в емкости с жидкостью, плотность которой
больше, чем семян, кратковременно создается вакуум или избыточное
давление. Поврежденные семена начинают интенсивно поглощать влагу и
тонуть, а целые семена остаются на поверхности.
Для выявления преимуществ того или иного способа обработки семян
проводили проверку всех партий материала на всхожесть, жизнеспособность и
доброкачественность согласно требований (ГОСТ 13056.6-97, ГОСТ 13056.793, ГОСТ 13056.8-97). Проверка показала, что семена прошедшие жидкостную
сепарацию имеют показатели в пределах 95…98 %.
Выводы. Разделение семян на фракции, удаление мусора и грязи
целесообразно осуществлять на вибрационном очистителе, который дает
возможность разделить смесь на несколько фракций по размерам и массой. Для
удаления поврежденных семян после механической обработки целесообразно
использовать жидкостную сепарацию.
Библиографический список
1. Маркова
И.А. Современные
проблемы лесовыращивания
(Лесокультурное производство): Учебное пособие. СПб.: СПбГЛТА. – 2008. –
152 с.
2. Лесная энциклопедия: В 2-х т. Т. 2 / Гл. ред. Воробьев Г.И.; Ред. кол.:
Анучин Н.А., Атрохин В.Г., Виноградов В.Н. и др. - М.: Сов. энциклопедия,
1986. - 631 с.
УДК 630*36
ПЕРСПЕКТИВНЫЕ СРЕЗАЮЩИЕ УСТРОЙСТВА ЛЕСОСЕЧНЫХ
МАШИН
PERSPECTIVE CUTTING-OFF LESOSECHNYKH DEVICES OF CARS
Дручинин Д.Ю., к.т.н., преподаватель;
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3925
Аннотация: рассмотрены существующие конструкции срезающих
устройств лесосечных машин. Представлены их достоинства и недостатки.
Указаны перспективные способы отделения ствола дерева от пня.
Summary: existing designs of cutting-off devices the lesosechnykh of cars are
67
considered. Their merits and demerits are presented. Perspective ways of office of a
tree trunk from a stub are specified.
Ключевые слова: лесосечные машины, валка леса, срезающие
устройства, цепное срезающее устройство, ножевое срезающее устройство.
Keywords: lesosechny cars, a roll the woods which are cutting off devices, the
chain cutting-off device, the knife cutting-off device.
Срезающие устройства лесосечных машин предназначены для срезания
стволов деревьев, а также раскряжевки хлыстов на сортименты. В практике
лесозаготовок наибольшее распространение нашли срезающие устройства
лесозаготовительных машин, которые можно разделить на две группы [1]:
- устройства с образованием стружки при резании (дисковые или цепные
пилы, фрезы);
- устройства без стружкообразования (срезающие устройства ножевого
типа).
Срезающий механизм состоит из режущего инструмента и устройства
для надвигания этого инструмента на ствол дерева. Возможна подача
режущего инструмента передвижением всей машины. К режущим
инструментам предъявляются такие основные требования как высокая
производительность, минимальная стоимость и затраты на обслуживание,
простота конструкции, эксплуатационная надежность, образование пней
небольшой высоты, сохранение комлевой части деревьев при валке, небольшие
усилия резания и надвигания, возможность валки деревьев в заданном
направлении [2].
Практика показала, что использование дисковых пил в качестве
срезающих устройств для лесозаготовительных машин нецелесообразно, так
как они обладают небольшой прочностью и жесткостью, легко зажимаются в
пропиле.
Для срезания деревьев также разработаны устройства с дисковыми,
кольцевыми, коническими и цилиндрическими фрезами. Фрезы имеют
долговечную и прочную конструкцию, делающую их надежными в работе.
Однако большая высота пропила вызывает потребность в мощном приводном
двигателе (до 100 кВт).
В настоящее время широкое применение в конструкции захватносрезающих устройств лесосечных машин получили цепные срезающие
устройства (рисунок 1). Пильный аппарат этих устройств аналогичен аппаратам
бензиномоторных пил.
68
Рисунок 1 – Харвестерная головка с цепным срезающим аппаратом
Цепные аппараты являются высокопроизводительными и прочными.
Привод пильной цепи и устройства надвигания пильной шины на ствол дерева
осуществляется гидромоторами и гидроцилиндрами.
Наиболее распространенная схема конструктивного исполнения цепного
срезающего механизма – схема с одним пильным аппаратом - показана на
рисунке 2, а. Варианты (б, в) находятся в стадии экспериментирования.
Рисунок 2 – Схемы цепных срезающих устройств
Срезающие устройства ножевого типа по сравнению с цепными более
производительны и надежны, проще по конструкции, обеспечивают
одновременно со срезанием направленный повал. Однако они имеют пока
большие габариты и не исключают скол в месте срезания. Ножевые срезающие
устройства нашли широкое применение за рубежом, в отечественной
лесозаготовительной технике они применяются в настоящее время лишь на
экспериментальных образцах валочных машин, а также изготовляются в
условиях лесхозов для рубок ухода при маломерной древесине и освоении
гарей [4]. На рисунке 3 показаны возможные варианты конструктивного
исполнения ножевых срезающих устройств.
69
Рисунок 3 – Схемы ножевых срезающих устройств
По форме ножи могут быть плоскими, сферическими и клиновидными.
Надвигание ножей может быть прямолинейным и криволинейным. Срезающие
устройства могут изготовляться с упором (рисунок 2, г), с контрножом и двумя
подвижными ножами (рисунок 2, ж). Контрнож и подвижные ножи несколько
улучшают работу этих устройств.
Однако ножевые срезающие устройства также имеют недостатки значительные размеры, ограничивающие диаметр срезаемого дерева (обычно
до 0,6 м), расслоение комлевой части ствола в зоне срезания (средняя длина
расщепа на каждое дерево составляет 0,25 м ), особенно при резании мерзлой
древесины.
На современном этапе развития науки и техники учеными
разрабатываются и другие перспективные способы отделения ствола от пня:
гибкой нитью, струей воды высокого давления, пережиганием и т.п.,
способные резко повысить производительность трудоемкого процесса валки
деревьев и их раскряжевки.
Библиографический список
1. Жаденов, В.С. Технологическое оборудование лесозаготовительных
машин [Текст] / учебное пособие для студентов лесного комплекса // В.С.
Жаденов, А.Н. Заикин, В.Н. Лобанов, О.Р. Чайка.–Брянск: БГИТА, 2005.–254 с.
2. Александров, В.А. Конструирование и расчет машин и оборудования
для лесосечных работ и нижних складов [Текст] / учебник // В.А. Александров,
Н.Р. Шоль. – СПб.: Издательство «Лань», 2012. – 256 с.
3. Кривченкова, Г.Н. Назначение и классификация срезающих устройств
лесозаготовительной техники [Электронный ресурс] / Г.Н. Кривченкова. –
Режим
доступа:
http://sciencebsea.bgita.ru/2009/les_komp_2009/krivchenkova_naznah.htm
4. Бартенев, И.М. Проектирование машин лесного комплекса [Текст]: уч.
пособие//И.М. Бартенев, П.И. Попиков, Д.Ю. Дручинин.-Воронеж, 2014.–453 с.
70
УДК 630*33
ЭНЕРГЕТИЧЕСКИЙ ПОТЕНЦИАЛ ОТХОДОВ
ЛЕСОЗАГОТОВОК В АМУРСКОЙ ОБЛАСТИ
HARVESTING WASTE ENERGY POTENTIAL IN THE AMUR REGION
Елискин А.А., студент 3-го курса,
руководитель Баранов А.В., ст. преподаватель
ФГБОУ ВПО «Дальневосточный государственный аграрный университет»
г. Благовещенск, Амурская обл., Россия
DOI: 10.12737/3926
Аннотация: представлен анализ объема лесосечных отходов в Амурской
области и их энергетическая ценность, предложен способ их переработки.
Summary: an analysis of residues in the Amur region and their energy value,
a method of processing.
Ключевые слова: лесосечные отходы, топливная щепа, рубительная
машина.
Key words: timber waste, wood chips, chipper.
Амурская область относится к многолесным регионам, лесистость
составляет 62,9%. Общая площадь земель лесного фонда покрытых лесом
составляет 30,5 млн. га. Расчетная лесосека 17,491 млн. куб. м. (по состоянию
на 2010 год) [1].
При заготовке древесины неизбежно образуются отходы, которые в
настоящее время практически не используются. Внушительный багаж знаний и
опыта в использовании отходов лесозаготовок позволяет говорить о
перспективности их использования, в том числе и для выработки энергии.
Целью работы является – определение возможности использования
отходов лесозаготовок в энергетике на территории Амурской области.
Для достижения поставленной цели необходимо решить следующие
задачи:
- определить количественные показатели отходов лесозаготовок в
Амурской области;
- проанализировать опыт использования отходов лесозаготовок в
энергетике;
- определить возможность использования отходов лесозаготовок как
альтернативу классическим твердым видам топлива, в условиях Амурской
области, с учетом экономических и экологических условий.
Количество лесосечных отходов всегда зависит от объема заготовки
71
древесины, который в Амурской области в среднем составляют 1749,6 тыс.
м³/год (рис. 1) [2].
Рисунок 1 – Объем заготовки древесины в Амурской области 2009-2012 гг
К отходам лесозаготовок относятся древесные остатки, образующиеся
при валке деревьев, очистке их от сучьев, раскряжевке хлыстов, разделке
долготья и окорке сортиментов [3].
Количество лесосечных отходов зависит от вида насаждений, породного
состава и технологии заготовки и варьируются от 13 до 19% отводимого в
рубку древостоя (табл. 1).
Таблица 1 – Нормативы образования отходов в виде сучьев, ветвей и
вершин, % от объема вывозки древесины
Показатель
Всего
В том числе
отходы
сучьев ветвей вершин
Сосна
13,0
5,0
7,1
0,9
Ель
14,0
8,6
4,1
1,3
Береза
19,0
8,2
8,8
2,0
Осина
15,0
6,7
6,7
1,6
Лиственница
13,0
6,6
5,6
0,8
В среднем по хозяйству:
хвойному
13,5
6,8 5,85 0.85
лиственному
17,0
7,5
7.7
1,8
В среднем всего
14,5
7,0
6,4
1,1
Таким образом при среднем показателе 14,5% [4] количество лесосечных
отходов в Амурской области составляет 1749,6/100×14,5= 253,7 тыс. м³/год.
При получении энергии из лесосечных отходов наибольшее
распространение получили два способа:
- пакетирование лесосечных отходов;
- производство топливной щепы (ТПЩ) из лесосечных отходов.
Пакетирование лесосечных отходов представляет собой формирование
72
из них цилиндрических пакетов диаметром 700-800 мм, диной 3,1-3,2 м и
массой в пределах 400-600 кг [5]. Преимуществом данной технологии является
оптимизация транспортной логистики, т.к. форма пакетов близка к форме
бревна (цилиндра) и соответственно является унифицированной для
лесотранспортных машин (рис. 2). К недостаткам можно отнести
необходимость создания специализированных энергетических станций
строительство которых требует значительных капиталовложений.
Рисунок 2 – Структурная схема выработки энергии из пакетированных
лесосечных отходов
Вторым способом использования лесосечных отходов в энергетике
является выработка из них топливной щепы (рис. 3). Основным недостатком
ТПЩ является низкий коэффициент полнодревесности, что
заставляет
увеличивать площади топливных складов и предполагает уменьшение
коэффициента использования грузоподъемности транспортных средств.
Неоспоримым преимуществом производства топливной щепы из лесосечных
отходов является возможность ее выработки на всех этапах технологического
процесса, т.к. в настоящее время разработано множество рубительных машин
как стационарного, так и мобильного типа (рис.3).
73
Рисунок 3 – Производство и расфасовка ТПЩ с помощью мобильной
рубительной машины
Использование стационарных рубительных машин при производстве
ТПЩ наиболее рационально при заготовке и вывозке древесины деревьями.
Современные лесозаготовители предпочитают сортиментную технологию
заготовки древесины и в этом случае незаменимыми становятся мобильные
рубительные машины в том числе и преципного типа (рис.3).
Благодаря высокой мобильности передвижных рубительных машин их
возможно использовать на рубках ухода, при расчистке технологических
просек (линии электропередач, нефте- и газопроводов, транспортных артерий
и т.д.). Таким образом, производство ТПЩ возможно организовать и на
небольших лесозаготовительных предприятиях. На западе России уже
существуют самостоятельные фирмы предоставляющие услуги по уборке
лесосек и утилизации порубочных остатков и их использование в качестве
сырья при производстве ТПЩ.
Таким образом из рассмотренных технологических схем производства
энергии, из порубочных остатков, наименее затратной и более универсальной
является схема с выработкой топливной щепы.
При использовании ТПЩ в качестве альтернативы классическим
74
углеводородным видам топлива мы
экологической точки зрения (рис. 4).
получаем
ряд
преимуществ
с
Рисунок 4 – Показатели сжигания различных видов топлива
Если сравнивать в процентном соотношении содержание серы, то
получим 2,4% содержится в мазуте и 0,61 и 0,01 в угле и топливной щепе
соответственно.
Однако по содержанию энергии в одной тонне ТПЩ влажностью 30%
составляет 1722 кВт/ч, что в соотношении с энергией содержащейся в одной
тонне нефти (11806 кВт/ч) составляет 0,35.
При средней плотности древесины около 700 кг/м³, ежегодно в Амурской
области пропадет до 178 тыс. тонн потенциального топлива, что в
энергетическом соотношении составляет 306,52 тыс. кВт/ч энергии.
Из всего вышесказанного можно сделать вывод, что использование
порубочных остатков для производства топливной щепы в Амурской области
является перспективным направлением получения энергии для районов с
большой концентрацией лесозаготовительных предприятий.
Библиографический список
1. Государственный доклад об охране окружающей среды и экологической
ситуации в Амурской области за 2010 год. Министерство природных ресурсов
Амурской области.- Благовещенск: Министерство природных ресурсов
Амурской области, 2011.
75
2. Единая межведомственная информационно-статистическая система.
http://www.fedstat.ru/indicator/data.do
3. Лесоэксплуатация: учебник для студ. высш. учеб. заведений/ В.И.
Пяткин, Э.О. Салминен, Ю.А. Бит и др. – 2-е изд., стер. – М.: Издательский
центр «Академия», 2007.-320 с.
4. Продукция
лесозаготовительной
промышленности
термины
и
определения. Межгосударственный стандарт ГОСТ 17462-84. Издание с
изменениями. – ИПК Издательство стандартов, 2000.
5. Сбор и пакетирование лесосечных отходов. С. П. Карпачев.
Лесопромышленник.
Электронный
журнал.
http://www.lesopromyshlennik.ru/bioenergia/bio.html
УДК 630*375.4
РАСЧЕТ КАСАТЕЛЬНОЙ СИЛЫ ТЯГИ ТРАКТОРА
ЛХТ-100 В ТРАНСПОРТНОМ РЕЖИМЕ
THE CALCULATION OF THE TANGENT TRACTIVE EFFORT TRACTOR
LHT-100 IN TRANSPORT MODE
Епифанова А.Ю., ст. преп.
ФГБОУ ВПО «Санкт-Петербургский государственный
лесотехнический университет имени С.М. Кирова»
г. Санкт-Петербург, Россия
DOI: 10.12737/3927
Аннотация: рассмотрены потери касательной силы тяги машиннотракторного агрегата (МТА) на базе трактора ЛХТ-100 в транспортном режиме
при динамических режимах нагружения. Установлено влияние динамических
характеристик привода и системы подрессоривания массы МТА на потери
касательной силы тяги. Предложены пути повышения тягово-скоростных
характеристик МТА.
Summary: we consider the loss of the tangent tractive effort machine-tractor
(MTU) unit based tractor LHT-100 in transport mode under dynamic loading
conditions. The effect of the dynamic characteristics of the drive and suspension
system for weight loss of the tangential traction MTU. Proposed ways to improve the
wife,s traction-speed characteristics of the MTU.
Ключевые слова: касательная сила тяги, передаточные функции,
эффективность машинно-тракторного агрегата.
Keywords: tangent tractive effort, transfer functions, efficiency of machinetractor unit.
Актуальность выполняемых исследований заключается в улучшении
76
тягово-скоростных показателей машинно-тракторного агрегата (МТА).
Эффективность МТА зависит, в основном, от того, насколько соответствуют
передаточные числа, а также передаточный ряд трансмиссии мощности
привода (двигателя), характеру выполняемых технологических операций и
условиям функционирования МТА.
Условия функционирования лесохозяйственного трактора существенно
отличаются от сельскохозяйственного тем, что подготовка почвы для посадки
происходит, как правило, на вырубках с количеством пней до 600 штук на
гектар. Это создает предпосылки к частым переключениям передач и
переходам, например, с третьей на вторую или со второй на первую передачу.
Такой недостаток можно компенсировать установкой двигателя большой
мощности. Однако большой запас мощности двигателя экономически
нецелесообразен из-за повышенного расхода топлива.
На стадии проектирования, доводки и испытаний лесохозяйственного
трактора (ЛХТ) основное внимание уделяется номинальным (или максимально
возможным) режимам функционирования. Изучению процессов в
транспортном режиме, при динамических нагружениях, как правило, уделяется
недостаточно внимания. В этом плане рассмотрим касательную силу тяги МТА
на базе трактора ЛХТ-100 с плугом ПКЛ-70-4 в транспортном режиме (рис. 1).
mт g
Рисунок 1 - Расчетная схема МТА в транспортном режиме на базе
трактора ЛХТ-100 с плугом ПКЛ-70-4
Методика исследований заключается в разработке математической
модели регулярной составляющей касательной силы тяги и касательной силы,
77
затрачиваемой на динамические нагрузки.
Результаты исследований
В транспортном режиме амплитудно-частотная характеристика (АЧХ)
касательной силы тяги МТА имеет три экстремума (рис. 2, кривая 1) на
собственных частотах 2,5; 5,7; 15,4 с–1. Динамическая нагруженность в
трансмиссии при этих частотах равна, соответственно: 35,85; 26,86; 65,72 кН.
Первая частота с=2,5 с–1 соответствует собственной частоте колебаний
частоты вращения двигателя, вторая и третья – собственные частоты
колебаний подрессоренной массы МТА в продольно-вертикальной плоскости.
Установка гасителя колебаний рейки топливного насоса (РТН) двигателя [5]
способствует снижению амплитуды на с=2,5 с–1 до 18,7 кН (рис. 2, кривая 2).
Амплитуды на частотах 5,7 и 15,4 с–1 остаются без изменений, поскольку на их
величину влияет жесткость подрессоривания. Снижение суммарной жесткости
подрессоривания на 30%, то есть с 2800 до 1960 кН/м, и установка гасителей
колебаний РТН и системы подрессоривания МТА способствуют изменению
амплитуды на собственных частотах (рис.2, кривая 3): на с=2,5 с–1 – без
изменений, на с=4,5 с–1 – до 17,8 кН, на с=11,9 с–1 – до 39,9 кН. То есть,
снижаются не только амплитуда, но и собственные частоты.
Fк(),
кН
70
60
50
40
1
30
1, 2
2, 3
20
3
10
0
0
5
10
15
, с-1
20
Рисунок 2 - АЧХ касательной силы тяги МТА
"ЛХТ-100 + плуг ПКЛ-70-4" в транспортном режиме
Результаты вычислений суммарной величины переменной составляющей
касательной силы тяги по спектру частот (=0…7,0с–1) колебаний нагрузки на
ведущих звездочках, для различных значений жесткости подрессоривания
78
с1=1400;980кН/м, приведены в таблице 1.
Очевидно, что со снижением жесткости подрессоривания МТА на 30%
величина колебаний касательной силы тяги от действия динамических
нагрузок по данному спектру частот изменяется:
- без гасителя колебаний РТН двигателя увеличивается на 11,5% (или 1,86 кН);
- с гасителем колебаний РТН снижается на 3,0% (или 0,49 кН).
Таблица 1 - Результаты расчета касательной силы тяги "ЛХТ-100 + плуг ПКЛ70-4" в транспортном режиме
Касательная сила тяги, Кн
Установка гасителей колебаний в
с1=1400
с1=980 кН/м
системе подрессоривания МТА и РТН
кН/м
отсутствует
16,08
17,94
имеется
13,70
15,59
ò
ò
ò
–
Fêý Fêî Fê ()
отсутствует
17,88
16,02
имеется
20,26
18,37
Выводы
1. Установлено, МТА на базе трактора ЛХТ-100 в транспортном режиме
при динамических нагружениях имеет три экстремума, что позволяет весь
спектр разделить на три диапазона частот:
- низкочастотный (0…4,5 с–1) с максимумом 35,8 кН на с=2,5 с–1. Этот
диапазон влияет на энергозатраты и усталостную прочность силовой передачи;
- среднечастотный (4,5…8,5 с–1) с максимумом 18,8 кН на с=5,8 с–1.
Этот диапазон влияет на усталостную прочность и износ деталей силовой
передачи, в меньшей мере – на энергозатраты;
- высокочастотный (8,5…20,0 с–1) с максимумом 65,7 кН на с = 15,4
с–1. Этот диапазон влияет на износ деталей силовой передачи.
2. Установка гасителей колебаний в системе подрессоривания и рейки
топливного насоса двигателя при с1=1400 кН/м позволяет снизить
динамическую нагруженность с 16,08 до 13,70 кН (или на 14,8%), способствуя
увеличению ресурса трансмиссии и, априори, снижению энергозатрат.
Библиографический список
1.
Горячкин В.П. Собрание сочинений. 2-е изд., т. 1. – М.: Колос,
1968. – 720 с.
2.
Варава В.И., Антипин В.П., Власов Е.Н. и др. Энергозатраты
трактора ТБ-1. Лесной журнал, № 5, 2007.– С. 45-53.
3.
Антипин В.П., Грибов С.А., Шевцов А.А. и др. Регулятор скорости
прямого действия двигателя внутреннего сгорания. А.с. № 1276843,
опубликовано 15.12.1986. Бюллетень № 46.
79
УДК 625.7/.8
СОВРЕМЕННЫЕ ПУТИ СОВЕРШЕНСТВОВАНИЯ И
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ РАБОЧЕГО ОБОРУДОВАНИЯ
БУЛЬДОЗЕРОВ ДЛЯ ЛЕСНОГО КОМПЛЕКСА
MODERN WAYS TO IMPROVE AND CONSTRUCTIVELY ESPECIALLY THE
WORKERS DOZERS FOREST COMPLEX
Карпушина В.Е. студентка 4 курса
лесопромышленного факультета
Лепёхина О.Е. студентка 4 курса
лесопромышленного факультета
Носова О.А. студентка 4 курса
лесопромышленного факультета
Макеев В.Н. к.т.н., профессор
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3928
Аннотация: в статье даётся обзор путей создания бульдозеров
отечественного производства для условий лесного комплекса. При этом
большое внимание уделяется оптимальной конструкции таких бульдозеров и
особое значение для этих машин придаётся необходимости оснащения их
различным видом дополнительного оборудования, необходимого при
выполнении всех видов работ дорожного строительства в лесном комплексе.
Summary: This article provides an overview of ways to create bulldozers
Patriotic pro-duction conditions for the forest sector. Close attention is paid to the
optimal design of such bulldozers and special importance is attached to these
machines need to equip them with a different kind of additional equipment required
in the performance of all types of road construction works in the timber industry.
Ключевые слова: лесодорожная машина, бульдозер, рыхлительное
оборудование, агрегатирование.
Keywords: lesodorozhnaya machine, bulldozer, ripping equipment
aggregation.
Для решения проблемы необходимого объёма строительства лесных
дорог различного назначения в настоящее время в условиях лесного комплекса
необходимо внедрение высокопроизводительных дорожно-строительных
машин, как общего пользования, так и специального назначения, которые
позволят при высоких показателях производительности труда обеспечить
необходимый объем работ при строительстве, содержании и ремонте
80
лесовозных дорог, что в свою очередь позволит интенсифицировать
лесотранспортный процесс, а, следовательно, весь процесс лесозаготовок.
Основными направлениями повышения производительности бульдозеров
общего назначения и лесодорожных машин является, прежде всего, увеличение
их мощности, а также оснащение дополнительным рабочим оборудованием,
значительно расширяющим сферу использования их в условиях лесного
комплекса. При этом базовые трактора, как гусеничные, так и колесные и
навешиваемое (агрегатируемое) на них рабочее оборудование бульдозерное,
рыхлительное и другое должны быть приспособлены друг к другу и учитывать
специфические особенности предприятий лесного комплекса.
В условиях лесного комплекса в дорожном строительстве применяются
бульдозеры на гусеничных тракторах общего назначения и на колесных
тракторах (К-703) – лесодорожные машины ЛД-30, ДМ-15 и т.п. Гусеничный
бульдозер по сравнению с колесным обеспечивает значительно большую силу
тяги, уступая в скорости передвижения при одинаковой мощности двигателя. К
примеру, колесное ходовое оборудование на разных грунтах обеспечивает
коэффициент сцепления 0,4…0,6, а гусеничное – 0,6…0,9, т.е. для получения
одинаковой силы тяги колесный бульдозер должен быть в 1,3…1,5 раза
тяжелее гусеничного и обладать большей мощностью [1]. Эффективность
применения гусеничных или колесных лесодорожных машин, а также машин
(бульдозеров)
общего
назначения
определяется
грунтовыми
и
эксплуатационными условиями работы, что особенно характерно для условий
лесного комплекса. Колесные бульдозеры (лесодорожные машины ЛД-30, ДМ15), обладая преимуществом в скорости и мобильности, более эффективны при
дальних переездах к месту работы, рассредоточенности объектов
строительства или при одновременном обслуживании нескольких объектов
(например, строительство временных подъездных путей на разных
лесозаготовительных участках), на разработке легких и поверхностных слоев
грунта, не требующих больших тяговых усилий.
На переувлажненных (заболоченных) и глинистых грунтах сцепление
шин колесного ходового оборудования с грунтом значительно ниже, чем у
гусениц, а на рыхлых и песчаных – примерно одинаковое. Это, безусловно, для
условий лесного комплекса обуславливает лучшую проходимость гусеничных
бульдозеров и их более широкую область применения по сравнению с
колесными. Гусеничные машины эффективно работают на тяжелых и прочных
грунтах, на косогорах, при резких изменениях уклона местности (поверхности)
– горные лесозаготовки, на грунтах повышенной влажности (заболоченных
участках лесосырьевых баз) и в других тяжелых эксплуатационных условиях
81
лесного комплекса.
Гусеничные бульдозеры отечественной промышленностью выпускаются
с неповоротным и поворотным отвалами. Колесные бульдозеры, как правило,
имеют неповоротный отвал, который не создает боковых нагрузок на шины
колес. Наибольшее распространение в условиях лесного комплекса получили
бульдозеры общего назначения с неповоротным отвалом.
В настоящее время неповоротные отвалы бульдозеров выполняются в
плане прямыми, полусферическими и сферическими. За рубежом прямые
отвалы применяются только на легких бульдозерах и бульдозерах – толкачах.
Основным видом рабочего оборудования средних и тяжелых бульдозеров
является полусферический отвал с боковыми участками, ширина которых
равна ширине крайних ножей, установленных под углом 12…15º боковыми
краями вперед. Такая форма отвала снижает потери грунта из призмы
волочения в боковые валики при перемещении ее (призмы волочения) на
значительные расстояния более 50,0 м и обеспечивает повышение
производительности машины.
В качестве сменных видов рабочего оборудования применяются
сферические отвалы, усиленные отвалы, предназначенные для толкания
скреперов, отвалы увеличенных размеров по высоте и по длине для легких
грунтов и различных материалов. При этом сферические отвалы используются
на средних и тяжелых бульдозерах для разработки и перемещения на
повышенные расстояния разрыхленных грунтов и сыпучих дорожностроительных материалов. Они имеют увеличенную длину по режущим ножам
и выполняются из трех частей, как и полусферические. Но длина средней
прямой части составляет 35…40% длины всего отвала, а боковые части
установлены под углом 25º. Применение сферических отвалов особенно
эффективно при транспортировке грунтов и дорожно-строительных
материалов на расстояния до 100 м и более.
Применение гидрофицированного перекоса неповоротного отвала
требует введения механизма компенсации перекоса – специальной связи между
горизонтальными раскосами или кронштейнами толкающих брусьев.
Механизм компенсации перекоса должен обеспечивать кинематическую увязку
рабочего органа (отвала) и толкающих брусьев при перекосе его и
одновременно не позволять рабочему оборудованию (отвалу) деформироваться
под действием поперечных сил.
Особого внимания заслуживает механизм компенсации перекоса, в
котором вместо традиционных сложных кинематических связей между
толкающими брусьями введена поперечная штанга шарнирно соединяющая
82
отвал с передним концом рамы трактора. Она воспринимает и передает на
базовый трактор действующие на отвал поперечные силы, не ограничивая при
этом взаимные перемещения толкающих брусьев. Такая схема механизма
компенсации перекоса с поперечной штангой обеспечивает существенное
приближение отвала к базовому трактору и улучшение за счет этого
параметров всей машины в целом. Таких как: снижение металлоемкости,
увеличение усилий на режущей кромке ножей отвала, выравнивание эпюры
давления гусениц и маневренности машины.
Помимо указанных сменных видов рабочего оборудования для условий
лесного комплекса с успехом может применяться планирующий отвал,
который имеет две рабочие поверхности спереди и сзади. Бульдозер с таким
отвалом может осуществлять планировку отсыпанного грунта или дорожностроительных материалов с одинаковой эффективностью при движении, как
передним, так и задним ходом. Посредством шарниров, расположенных в
верхней его части, планировочный отвал соединяется с охватывающими
толкающими брусьями, объединенными в общую раму. Изменения угла
наклона отвала вперед или назад в зависимости от движения машины
осуществляется с помощью двух гидроцилиндров из кабины оператора.
В отдельных случаях для ограничения интенсивности заглубления отвала
к поперечине П-образной рамы прибалчиваются две опорные лыжи из прочной
стали с повышенным сопротивлением истиранию, которые регулируются по
высоте установки по отношению к режущей кромке отвала.
Учитывая специфику строительства лесных дорог различного назначения
и природно-климатических условий предприятий лесного комплекса, а также
опыт создания специальных лесодорожных машин серийно-выпускаемые
отечественные бульдозеры должны иметь съемно-навесное и постояннонавешенное сменное рабочее оборудование следующих типов: прямой,
поворотный, полусферический, сферический и толкающий отвалы;
рыхлительное оборудование, но только не однозубое; корчующее
оборудование и кусторезное одноотвальное или двухотвальное.
При этом полусферический и сферический отвалы должны иметь
значительную длину по режущим ножам с увеличенными размерами боковых
секций, что будет способствовать повышению эффективности работы таких
машин при транспортировке легко разрабатываемых грунтов и сыпучих
дорожно-строительных материалов на увеличенные расстояния.
Поворотный отвал должен устанавливаться в прямом положении
перпендикулярно продольной оси машины и в повернутом вправо или влево на
различный угол в зависимости от технологии выполнения работ. Он (отвал)
83
предназначен для планировки отсыпанных слоев грунта в насыпи земляного
полотна, для засыпки траншей и котлованов, нарезки террас на косогорных
участках для устройства земляного полотна в полунасыпи и полувыемки в
горных условиях лесозаготовок, а также для нарезки кюветов, водоотводных
канав и планировки откосов резервов, насыпей и выемок. П-образная
универсальная рама такого отвала должна использоваться для навески
различного специального оборудования предназначенного для расчистки
площадей под строящиеся объекты, дляотрывки водоотводных и дренажных
канав (канавокапательное оборудование), для очистки проезжей части
лесовозных дорог от снега, для толкания скреперов и рыхлителей и т.п.
Рыхлительное рабочее оборудование должно быть постояннонавешенное, а, следовательно, для условий лесного комплекса должны
выпускаться бульдозеры – рыхлители. При этом, для повышения
универсальности использования таких машин с повышенной мощностью
силового оборудования они должны оснащаться навесными рыхлителями
заднего расположения и иметь не менее трех зубьев с индивидуальным
приводом каждого.
Для повышения эффективности производства работ рыхлители помимо
индивидуального привода каждого рыхлительного зуба должны иметь
гидравлическое применение угла рыхления и величины максимального
заглубления в зависимости от свойств разрабатываемого грунта и наличия в
нем корневых систем оставшихся от растущих насаждений.
Особое внимание при создании рыхлительного оборудования бульдозера
для использования в условиях лесного комплекса следует уделять внимание
унификации основных узлов навески, что позволит, например, заменяя
рабочую балку, получать исполнение рыхлительного оборудования с любым
количеством зубьев.
Вместе с бульдозерами-рыхлителями для условий лесного комплекса не
менее важное значение имеют бульдозеры-толкачи или агрегатирование
бульдозера-рыхлителя толкающим съемно-навесным отвалом специальной
конструкции. В данном случае следует отметить что область применения
бульдозеров-толкачей или толкающих отвалов для дорожного строительства
лесного комплекса не ограничивается толканием скреперов при выполнении
ими процесса резания грунта и набора им ковша. Так при выполнении
операции по вычесыванию корневых систем и рыхлению грунтов выше III
категории будут широко применяться бульдозеры-толкачи для толкания
бульдозеров-рыхлителей, что должно обеспечить разработку более прочных
грунтов с мощной корневой системой и на значительно большую глубину
84
рыхления.
Для условий лесного комплекса бульдозер-рыхлитель (бульдозернорыхлительный
агрегат)
обязательно
должен
быть
укомплектован
дополнительным съемно-навесным кусторезным рабочим оборудованием,
которое может быть одноотвальным или двухотвальным. Кусторезное
одноотвальное рабочее оборудование с усиленным выступающим вперед
углом должно обеспечивать срезку (расчистку) кустарника и мелколесья, валку
деревьев большого диаметра (бурелома и снеголома), срезки (снятия)
растительного слоя грунта и нарезки канав при строительстве лесных дорог
различного назначения. ДвухотвальноеV-образное кусторезное съемнонавесное рабочее оборудование, так же как и одноотвальное предназначено
для срезки кустарника, мелколесья, бурелома и снеголома при строительстве
лесных дорог. Благодаря двухотвальной конструкции такое кусторезное
оборудование способствует более полному использованию тяги базового
трактора и оно значительно производительнее чем одноотвальное.
Выступающий вперед центральный угол отвала, снабженный массивным
клыком (ножом), предназначен для раскалывания деревьев большого диаметра
при их срезке.
Бульдозер-рыхлитель (бульдозерно-рыхлительный агрегат) для условий
лесного комплекса должен быть укомплектован также съемно-навесным
корчующим рабочим оборудованием. При этом корчевательно-собирательный
частично или полностью решётчатый или каркасно-листовой отвал должен
обеспечивать вместе с корчевкой пней большого диаметра расчистку площадей
от выкорчеванных пней, вычесанных корневых систем и камней. Отвал такой
конструкции должен навешиваться на базовый трактор с помощью толкающих
брусьев или универсальной толкающей рамы очень быстро и просто.
Машины (бульдозеры-рыхлители) укомплектованные кусторезным и
корчевательным съемно-навесным рабочим оборудованием должны быть
обязательно снабжены устройствами для защиты кабины (оператора) и всех
агрегатов самой машины от падающих деревьев, сучьев и веток.
Для навесного рабочего оборудования бульдозерно-рыхлительных
агрегатов предназначенных для выполнения работ в условиях лесного
комплекса и с учетом его специфических особенностей характерны следующие
направления совершенствования их конструкции. Итак, для бульдозерного
оборудования прослеживается следующее:
- в зависимости от мощности базового шасси (трактора) основным видом
этого оборудования должно быть неповоротное с прямым, полусферическим
или сферическим отвалом, или поворотным с прямым полусферическим
85
отвалом, оснащенным механизмом гидроперекоса его;
- при этом бульдозерное оборудование должно быть с механизмом
компенсации боковых усилий при перекосе отвала с преимущественным
применением на тракторах мощностью более 200 кВт, выполненных в виде
поперечной штанги с парой универсальных шарниров для соединения
элементов рабочего оборудования с базовым трактором или между
толкающими брусьями взамен сложных рычажно-звеньевых механизмов;
- агрегатированиебульдозерно-рыхлительных агрегатов различными
типами отвалов необходимых для дорожного строительства должно быть
унифицированно с основным рабочим оборудованием привязочными местами
с возможностью несложной установки их на машину для повышения
производительности на специальных работах и в соответствующих условиях
различных предприятий лесного комплекса;
- вместе с этим бульдозерно-рыхлитльные агрегаты должны быть
оснащены дополнительными устройствами к основному бульдозерному
оборудованию для захвата и перемещения штучных и сыпучих грузов
(дорожно-строительных материалов) и для специальных технологических
операций характерных для лесных условий;
- в бульдозерно-рыхлительных агрегатах должно быть использование для
перекоса и изменения угла резания отвала гидрораскосов, управляемых в
режимах работы одного исполнительного механизма (гидроцилиндра) либо
двух гидроцилиндров с подачей рабочей жидкости в одну или разноименные
полости;
- должно быть обеспечено уменьшение числа смазываемых точек как на
основном бульдозерном оборудовании так на дополнительных и увеличение
межоперационного периода техобслуживания рабочего оборудования.
Развитие (совершенствование) конструкции рыхлительного рабочего
оборудования должно осуществляться в направлении:
оборудование
бульдозерно-рыхлительных
агрегатов
должно
осуществляться рыхлителями заднего расположения не менее как с тремя
зубьями имеющими каждый индивидуальный привод из кабины оператора;
- в зависимости от мощности базового шасси (трактора) основным видом
рыхлительного
оборудования
должно
быть
трехзвенное
или
параллелограммное в многозубовом исполнении (минимум 3 зуба) с
дистанционным регулированием угла рыхления, а также четырехзвенное в
многозубовом исполнении и с преимущественным дистанционно (из кабины
оператора) регулируемым углом рыхления;
- при этом должно быть использование для дистанционного
86
регулирования угла рыхления пары гидроцилиндров, устанровленных взамен
верхней тяги, а для изменения глубины рыхления гидроцилиндра
взаимодействующего с осью крепления каждого зуба без применения
рычажно-звеньевых механизмов;
- необходимо применение на бульдозерно-рыхлительных агрегатах для
лесного комплекса гидрофицированного управления выдвижения пальца для
изменения стойки зуба или снижения числа шагов для перестановок стоек
рыхлительных зубьев по глубине вследствие исключения нижнего отверстия;
- и, наконец должно быть осуществлено шарнирное крепление рыхлительного
рабочего оборудования агрегата к проушинам корпуса заднего моста базового
шасси вместо крепления его шпильками.
Библиографический список
1.
Бусленко, В.Н. Автоматизация имитационного моделирования
сложных систем [Текст]: В.Н. Бусленко – М.: Наука, 1977. – 329 с.
УДК 630.37
РАЗРАБОТКА ТРАНСМИССИЙ ДЛЯ ГУСЕНИЧНЫХ
ЛЕСОЗАГОТОВИТЕЛЬНЫХ МАШИН
THE DEVELOPMENT OF TRANSMISSIONS FOR TRACKED FOREST
MACHINES
Колисов О.В., Крючин К.С.
студенты кафедры Колесных и гусеничных машин ФГБОУ ВПО
«Московский государственный университет леса» г. Мытищи, Россия.
DOI: 10.12737/3929
Аннотация: Статья посвящена разработке трансмиссий, которые повысят
маневренность, проходимость, скорость и производительность гусеничных
лесозаготовительных машин.
Summary: Article focuses on the development of transmissions, which will
increase the agility, passability, speed and performance of tracked forest machines.
Ключевые слова: Гусеничные машины, трансмиссия, маневренность,
проходимость, скорость, движитель.
Keywords: Tracked vehicles; transmission; agility; passability, speed, propulsor.
В виду того, что лесозаготовительная техника на базе гусеничных
лесных шасси, обладает, по сравнению с колесными машинами, более
высокими тягово-сцепными качествами и высокой проходимостью [4,6,8],
перед нами была поставлена задача разработать компоновку конструкций
87
трансмиссий
наиболее
удовлетворяющих
лесозаготовительных машин.
Нами была разработана трансмиссия для
машины (ВПМ) [11] представленной на рисунке 1.
специфики
работы
валочно-пакетирующей
Рисунок – 1 Общий вид валочно-пакетирующей машины
Шасси представлено в виде несущей части машины (рамы), на которой
монтируются ходовая система посредством установки кареток и
направляющего колеса в кронштейны рамы [5], механизм привода хода на
торцах лонжеронов с задней стороны, поворотная платформа установленная на
опорном кольце, силовая установка, размещаемая на поворотной платформе,
кабина, элементы защиты кабины, капоты, лестницы, площадки, ограждения,
также устанавливаемые на поворотной платформе. Нами предлагается
устанавливать на машину гидростатическую трансмиссию [3] общий вид
предлагаемой конструкции трансмиссии представлен на рисунке 2.
Рисунок – 2 ВПМ с разработанной трансмиссией (вид сверху)
В нее входят регулируемый аксиально-поршневой насос (позиция №4),
аксиально-поршневые гидромоторы (позиция №3) и планетарные конечные
88
передачи (позиция №2) служащие для увеличения крутящего момента
подводимого к ведущим звездочкам (позиция №6). Рабочее давление в
гидравлической системе проектируемой трансмиссии составляет 18 МПа.
Предлагаемая конструкция трансмиссии отличается от базовой наличием в
бортовых планетарных редукторах предохранительных фрикционных муфт.
Бортовой планетарный редуктор служит для увеличения крутящего
момента подводимого к ведущим звездочкам. Особенность данного редуктора
заключается в использовании в его конструкции предохранительной
фрикционной муфты, где осуществляется трение стали по металлокерамике.
Муфта предназначена для предохранения элементов трансмиссии от
повреждений и рассчитана на единичные пороговые препятствия
встречающиеся на пути движения валочно-пакетирующей машины [9].
Так же нами была разработана трансмиссия для гусеничной валочнотрелевочной машины (ВТМ) семейства Алтайского тракторного завода [10].
Общий вид которой с прорисовкой трансмиссии, сбоку и сверху представлен
на рисунке 3.
а)
б)
Рисунок – 3 ВТМ с прорисовкой трансмиссии а) – сбоку; б) – сверху.
89
Базовая модель трактора оснащается классической трансмиссией с задней
ведущей звездочкой. Нами предлагается конструкция трансмиссии с передней
ведущей звездочкой. Это позволит нам увеличить рабочую скорость движения и
маневренность машины. Проектируемая трансмиссия позволяет получить
дополнительные функциональные свойства, прежде всего бесступенчатое
изменение радиуса поворота. Это достигается за счет установки вариатора.
Вариатор устанавливается бесступенчатый, не саморегулируемый с передаточным
числом 3,75. Использование вариатора дает нам плавное бесступенчатое изменение
радиуса поворота. Регулирование вариатора осуществляется при помощи
специальных поршневых муфт. Конструкция вариатора представлена на рисунке 4.
Для управления работой вариатора применяются поршневые муфты
приводимые в движение при помощи роторно поршневых насосов. Предлагаемый
сервопривод будет синхронно сдвигать половинки первого шкива и раздвигать
половинки второго. И если один шкив находится на водящем валу, а второй на
ведомом, то изменение передаточного отношения варьируется от 0 до 3,75.
Рисунок – 4 Вариатор
В конструкции проектируемой трансмиссии используется два
гидравлических роторно-поршневых насоса. Приводящихся в работу при
помощи согласующего редуктора установленного на маховике двигателя. На
проектируемой валочно-трелевочной машине нами планируется применять
рядную, планетарную коробку перемены передач выпускаемую курганским
машиностроительным заводом. Общее передаточное число трансмиссии
90
составляет 3,75. Для связи двигателя и трансмиссии, которые расположены
несоосно нами предлагается использовать карданные валы.
После проектирования трансмиссии в специализированных прикладных
пакетах программ можно провести расчеты связанные с тягово-динамическими
параметрами создаваемой лесозаготовительной машины [1,2,7].
Применение разработанных трансмиссий повысит производительность
гусеничных лесозаготовительных машины.
Библиографический список
1.
Клубничкин, В.Е. Совершенствование расчётных моделей
нагруженности трансмиссий гусеничных лесозаготовительных машин в
зависимости от внешних условий движения: диссертация кандидата
технических наук: 05.21.01 / В.Е. Клубничкин // [Место защиты: Моск. гос. унт леса]. - Москва, 2012 – 220 с.
2.
Клубничкин, Е.Е., Динамическое моделирование движения
гусеничной лесозаготовительной машины с использованием прикладных
пакетов компьютерных программ / Е.Е. Клубничкин, В.Е. Клубничкин, В.М.
Крылов, Д.В. Кондратюк //Лесной вестник. №8. 2012. С. - 41-47.
3.
Шарипов, В.М. Трансмиссии тракторов. / В.М. Шарипов, И.М.
Эглит, А.П. Парфенов, Ю.С. Щетинин // Учебное пособие. - М.: МГТУ
"МАМИ", 1999. - 245 с.
4.
Клубничкин, Е.Е. Изменение длины опорно-активных участков
движителя гусеничной лесозаготовительной машины с учетом режимов
нагружения / Е.Е. Клубничкин, В.Е. Клубничкин, Ю.В. Башкирцев, В.М.
Крылов //Лесной вестник. №2 (94). 2013. С. - 119-120.
5.
Клубничкин,
Е.Е.
Ходовые
системы
гусеничных
лесозаготовительных машин [учебно-методическое пособие] / Е.Е.
Клубничкин, В.А. Макуев, В.Е. Клубничкин // - Москва : Изд-во Моск. гос.
ун-та леса, 2010. - 110 с.
6.
Клубничкин, Е.Е. К обоснованию удельного давления гусеничного
лесопромышленного трактора / Е.Е. Клубничкин, В.Е. Клубничкин, В.М.
Крылов, Д.В. Кондратюк // Лесной вестник. №8. 2012. С. 48-50.
7.
Клубничкин, В.Е. Совершенствование расчётных моделей
нагруженности трансмиссий гусеничных лесозаготовительных машин в
зависимости от внешних условий движения: автореферат диссертации на
соискание ученой степени кандидата технических наук: Моск. гос. ун-т леса. Москва, 2012. – 18 с.
8.
Клубничкин, Е.Е. Определение нагруженности ходовой системы
многооперационной лесосечной машины / Е.Е. Клубничкин, В.А. Макуев, В.Е.
Клубничкин // Лесной вестник. №3. 2013. С. 175-177.
9.
Клубничкин, В.Е Оценка влияния внешних условий на
лесозаготовительные машины / В.Е. Клубничкин // Лесной вестник. №6. 2010.
С. 119-123
91
10. Воскобойников, И.В. Многооперационные лесные машины. / И.В.
Воскобойников, В.А. Кондратюк, В.М. Крылов, Д.В. Кондратюк, Е.Е. Клубничкин
// Монография. Том 1, - М. : Изд-во Моск. гос. ун-та леса. 2013 - 480 с.
11. Воскобойников, И.В. Многооперационные лесные машины. / И.В.
Воскобойников, В.А. Кондратюк, В.М. Крылов, Д.В. Кондратюк, Е.Е.
Клубничкин // Монография. Том 2, Моск. гос. ун-т леса. - М. 2013 - 496 с.
УДК 674.8
ПЕРСПЕКТИВЫ ИСПОЛЬЗОВАНИЯ СКОПА В КАЧЕСТВЕ СЫРЬЯ
ДЛЯ ПРОИЗВОДСТВА ДРЕВЕСНО-ЦЕМЕНТНОЙ КОМПОЗИЦИИ
PROSPECTS OF RECOVERED STOCK USE AS A RAW MATERIAL FOR
MANUFACTURE OF SAWDUST CEMENT COMPOSITION
Копарев В.С., аспирант
«Петрозаводский Государственный Университет»
г. Петрозаводск, Россия
DOI: 10.12737/3930
Аннотация: Использование древесных отходов, получаемых при
производстве целлюлозы, для изготовления строительных материалов поможет
решить проблему безотходного производства.
Abstract: Wooden waster, which is a product of pulp manufacturing process,
used for building materials can help to solve a problem of wasteless industry.
Ключевые слова: скоп, целлюлоза, древесные отходы.
Keywords: recovered stock, pulp, wooden waster.
В настоящее время существуют следующие древесно-цементные
композиции: арболит, скопобетон, опилкобетон, коробетон, фибролит,
ксилолит. Они делятся на конструкционные и теплоизоляционные в
зависимости от средней плотности в высушенном до постоянной массы
состоянии и от прочности на сжатие.[13,14,16,19,21]
Древесным сырьем для производства упомянутых материалов по своим
геометрическим
параметрам
могут
служить отходы древесно
подготовительного производства ЦБК.[1,5,6,7,8,15,17,20] В состав отходов
входят кора, сколы, лом древесины, отсев, скоп, образующиеся при окорке,
сортировании щепы и уловленные сеткой фильтра.[1,3,4,9,10,11,12]
Объектом исследования была возможность изучения скопа в древесноцементных композиционных материалах.[16,18] Скоп – сгусток из мелких
кусочков коры древесины, уловленный сеткой фильтра для корусодержащей
воды от окорочных барабанов.[2] Скоп имеет влажность 78,1%. Было сделано
92
три серии образцов. В замесе масса цемента и химической добавки менялась, а
масса скопа оставалась постоянной.[16,19] В качестве опалубки для
изготовления образцов, использовались деревянные формы размером 70*70*70
мм. Образцы вынимались из форм через 7 дней, и 21 день выдерживались без
опалубки до проведения испытаний на прочность. Для испытаний была
использована настольная испытательная машина Shimadzu AG-50 kNXD с
максимальной нагрузкой до 50кН. Образец испытывался на прочность по
направлению прессования, путем сжатия со скоростью нагружения 10 мм/мин
до момента разрушения. Образцы первой серии, с наименьшим содержанием
цемента, оказались самыми прочными. Максимальная сила нагружения
составила 7240 Н.
Библиографический список
1. Андреев А. А., Доспехова Н. А., Копарев В. С. Анализ
технологических операций получения древесной щепы // Политематический
сетевой электронный научный журнал Кубанского государственного аграрного
университета = Polythematic online scientific journal of Kuban State Agrarian
University. 2012. № 81. С. 374-389.
2. Беркман Е.М., Вишневский С.М., Иоффе Л.О. Словарь целлюлознобумажного производства // Издательство «Лесная промышленность», 1969. 302 с.
3. Васильев С. Б. Влияние параметров оборудования на процесс
сортирования щепы // Известия высших учебных заведений. Лесной журнал.
2007. № 2. С. 86-89.
4. Васильев С. Б. Измельчение биомассы дерева на щепу: Монография /
Петрозаводский гос. ун-т. Петрозаводск, 2002. 218 с. Депонированная
рукопись № 754-В2002 24.04.2002
5. Васильев С. Б. Исследования конструктивных и технологических
параметров оборудования для переработки крупной фракции щепы и кусковых
отходов предприятий лесного комплекса на технологическую щепу:
Монография / Петрозаводский гос. ун-т. Петрозаводск, 2001. 42 с.
Депонированная рукопись № 2588-В2001 14.12.2001
6. Васильев С. Б. Комплексные исследования процесса производства
щепы // Resources and Technology. 2003. Т. 4. С. 13.
7. Васильев С. Б., Девятникова Л. А., Доспехова Н. А., Колесников Г. Н.
Интенсификация сортировки транспортируемых рольгангом круглых
лесоматериалов по критерию длины при их подготовке к измельчению на щепу
// Фундаментальные исследования. 2013. № 10-2. С. 257-260.
8. Васильев С. Б., Доспехова Н. А., Колесников Г. Н. Модуль рольганга с
технологической функцией интенсификации выделения короткомеров из
потока балансов // Фундаментальные и прикладные исследования: проблемы и
результаты. 2013. № 9. С. 145-149.
93
9. Васильев С. Б., Доспехова Н. А., Колесников Г. Н. Численное
моделирование взаимодействия еловых балансов неодинакового диаметра в
корообдирочном барабане // Resources and Technology. 2013. Т. 10. № 1. С. 024038.
10. Васильев С. Б., Кульбицкий А. В. Исследование работы плоских
гирационных сортировок щепы
//
Известия
Санкт-Петербургской
лесотехнической академии. 2009. № 189. С. 132-140.
11. Васильев С. Б., Симонова И. В. Влияние параметров дисковой
рубительной машины // Известия высших учебных заведений. Лесной журнал.
2007. № 6. С. 78-82.
12. Доспехова Н.А., Копарев В.С. Повышение эффективности
переработки лесоматериалов в измельчаемую древесину технологического
назначения
//
В
сборнике:
ДЕРЕВЯННОЕ
МАЛОЭТАЖНОЕ
ДОМОСТРОЕНИЕ:
ЭКОНОМИКА,
АРХИТЕКТУРА
И
РЕСУРСОСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ Сборник статей по материалам
международной
научно-практической
конференции.
Петрозаводский
государственный университет. Петрозаводск, 2013. С. 15-19.
13. Зайцева М. И., Никонова Ю. В. Возможности использования отходов
как компонента строительных материалов в республике Карелия // В сборнике:
Деревянное малоэтажное домостроение: экономика, архитектура и
ресурсосберегающие технологии / Сборник статей по материалам
международной
научно-практической
конференции.
Петрозаводский
государственный университет. Петрозаводск, 2013. С. 30-36.
14. Копарев В.С. Перспективы использования древесных отходов
целлюлозного производства в качестве сырья для изготовления строительных
материалов // Сборник научных трудов Sworld. 2014. Т. 2. № 1. С. 35-41.
15. Копарев В.С. Пути повышения эффективности использования
отходов переработки лесоматериалов // Фундаментальные и прикладные
исследования: проблемы и результаты. 2014. № 10. С. 160-166.
16. Наназашвили И.Х. Строительные материалы из древесно-цементной
композиции // Л.: Стройиздат, 1990. – 415 с.
17. Никонова Ю. В., Раковская М. И. Методика определения жесткости
балансов, результаты численных экспериментов и испытаний образцов //
Resources and Technology. 2010. № 8. С. 100-106.
18. Питухин А.В., Васильев С.Б., Колесников Г.Н., Панов Н.Г., Копарев
В.С. Модель разрушения древесностружечных плит при растяжении
перпендикулярно пласти // Ученые записки Петрозаводского государственного
университета. Серия: Естественные и технические науки. 2013. № 6 (135). С.
68-72.
19. Пошарников Ф.В., Филичкина М.В. Применение в строительных
конструкциях материалов на основе отходов древесины // В сборнике:
Природопользование: ресурсы, техническое обеспечение / Воронежская
государственная лесотехническая академия. Воронеж, 2007. С. 155-160.
20. Селиверстов А. А., Соколов А. П., Сюнёв В. С., Герасимов Ю. Ю.
94
Влияние лесозаготовительных систем на качество круглых лесоматериалов //
Resources and Technology. 2012. Т. 9. № 2. С. 094-105.
21. Титова С.А., Андреев А.А., Копарев В.С. Некоторые закономерности
влияния крупности древесных частиц на теплопроводность, плотность и
прочность щепоцементных блоков для малоэтажного строительства // В
сборнике:
ДЕРЕВЯННОЕ
МАЛОЭТАЖНОЕ
ДОМОСТРОЕНИЕ:
ЭКОНОМИКА,
АРХИТЕКТУРА
И
РЕСУРСОСБЕРЕГАЮЩИЕ
ТЕХНОЛОГИИ Сборник статей по материалам международной научнопрактической конференции. Петрозаводский государственный университет.
Петрозаводск, 2013. С. 65-70.
УДК 630*375.1
ПРИМЕНЕНИЕ КАНАТНЫХ УСТАНОВОК НА ТРЕЛЕВКЕ
ЛЕСОМАТЕРИАЛОВ В ГОРНЫХ РАЙОНАХ И НА ГРУНТАХ С
НИЗКОЙ НЕСУЩЕЙ СПОСОБНОСТЬЮ
APPLICATION OF HAULERS ON THE REMOVAL OF COMMERCIAL
TIMBERS IN MOUNTAIN DISTRICTS AND ON SOILS LOW-LOAD-BEARING
Король С.А., к.т.н.,
Нехорошев Н.В.
ФГБОУ ВПО «Ухтинский государственный технический университет»
г. Ухта, Россия
DOI: 10.12737/3931
Аннотация: в статье рассматривается характеристика канатных
трелевочных установок и возможность их применения в Республике Коми.
Summary: in the article description of трелевочных haulers and possibility
of their application are examined of the Komi Republic.
Ключевые слова: трелевка древесины, канатная трелевка, канатная
дорога.
Keywords: hauling wood, cable crane, lift.
В настоящее время, при ухудшении экологической ситуации в лесах, с
одной стороны, и при растущей потребности в возрождении лесной
промышленности ­ с другой, технология с использованием канатных
трелёвочных установок может сыграть благоприятную роль в становлении
лесной отрасли. В последнее время лесная промышленность России
сталкивается с целым рядом неблагоприятных проблем:
1. Большинство мест лесозаготовок удалено от населенных пунктов на
95
многие десятки километров, что вызывает дополнительные затраты на
строительство и содержание лесных дорог, мостов, ведет к значительному
росту износа машин, снижению их общей производительности на вывозке. Все
это в конечном итоге повышает себестоимость заготовленной древесины.
2. Основной запас спелой и качественной древесины находится на
труднодоступных или запретных территориях, где традиционная техника не в
состоянии вести заготовку лесоматериалов.
3. В весенний, летний и осенний периоды объем заготовок снижается изза недоступности некоторых лесосек для наземного транспорта.
4. Ежегодно ужесточаются экологические требования к заготовителям.
Общеизвестно, что перемещение наземной техники, приводит к
существенному
повреждению
почвенного
покрова,
что
вызывает
дополнительные затраты на почво- и лесовосстановительные работы. Эти
затраты могут оказаться весьма значительными, так как в горных районах
окружающая среда особенно чувствительна к повреждениям, а ее
восстановительные возможности ослаблены. Следует учитывать также, что
80% рек и ручьев берут свое начало в лесных массивах, повреждение которых
ведет к их загрязнению и усыханию, а это вызывает другие глобальные
экологические проблемы.
Для трелевки лесоматериалов в горных условиях и в тех случаях, когда
невозможно применять трелевочные тракторы, используют канатные
установки. Они состоят из лебедки, тяговых и несущих канатов, мачт, стрел,
оттяжек, прицепных приспособлений и специальных кареток. С их помощью
деревья, хлысты или сортименты можно перемещать волоком, в
полуподвесном или подвесном положении. Выбор способа трелевки зависит от
рельефа местности, почво-грунта, типа и параметров оборудования. По
назначению и характеру выполняемой работы канатные установки могут быть
трелевочными (УТК), трелевочно-транспортными (УТТ), транспортными (УТ)
и погрузочными (УП).
Трелевочные короткодистанционные установки УТК предназначены для
трелевки лесоматериалов от пня к лесной дороге или волоку при погрузке
древесины на автопоезд. Трелевочно-транспортные установки выполняют
трелевку лесоматериалов от пня к несущему канату (не менее 30 м) и
последующую транспортировку его в подвешенном положении. Для
транспортировки древесины в подвешенном положении и погрузки его на
подвижной состав лесных дорог используют транспортные установки.
По конструкции различают трелевочные канатные установки с несущим
канатом и без него, без верхнего направляющего блока, с одним верхним
96
направляющим блоком, с двумя и более направляющими блоками.
Трелевка целых деревьев канатной установкой на базе экскаватора,
раскряжевка с помощью харвестерной головки, смонтированной на
экскаваторе
Описание технологии.
Представляемая технология включает комбинацию трелевки канатной
установкой целых деревьев и их обработку, достигая при этом большую
производительность труда, чем обычные харвестерные технологии на
лесосеках с крутыми уклонами. Другое преимущество этой технологии
заключается в том, что исключаются несчастные случаи и проблемы,
связанные с эргономикой при работе работой в лесонасаждениях. Все эти
преимущества достигаются использованием в технологическом процессе
заготовки лесоматериалов специальной системы машин, главной из который
является канатная установка на базе экскаватора. Технология наилучшим
образом подходит для хвойных лесов с доступными лесными дорогами.
Технологический процесс предусматривает работу на лесосеке двух
рабочих (вальщика с бензомоторной пилой и оператора канатной установки).
Технологический процесс включает следующие операции:
1. Валка деревьев бензомоторной пилой.
2. Трелевка целых деревьев канатной установкой на базе экскаватора с
самоустанавливающейся мачтой. Мачта монтируется на гусеничном
экскаваторе. Канатная установка, управляется по радио командами оператора,
который находится на лесосеке.
3. Очистка доставленных канатной установкой деревьев от сучьев и
раскряжевка хлыстов на сортименты с использованием сменной харвестерной
головки, установленной на гусеничном или колесном экскаваторе.
4. Штабелёвка сортиментов с использованием сменного гидрозахвата,
который устанавливается на том же гусеничном или колесном экскаваторе
вместо харвестерной головки.
Трелевка целых деревьев канатной установкой на базе экскаватора с
самоустанавливающейся мачтой
Оценка технологического процесса эргономика и техника безопасности:
1. Канатная трелевка наиболее предпочтительна с точки зрения
безопасности и охраны здоровья. Радиоуправление канатной установкой
исключает несчастные случаи.
2. Заготовка целых деревьев означает, что эта технология исключает
неэргономичные операции и несчастные случаи при очистке ствола дерева от
сучьев и раскряжевки хлыста на крутых склонах лесосеки.
97
3. Механизированная очистка сучьев и раскряжевка на площадке перед
канатной установкой также рассматривается, как предпочтительная в
отношении эргономики и техники безопасности.
Вопросы охраны окружающей среды (воздействие на грунт, воздействие
на насаждение, потребление жидкого топлива):
1. Отсутствие наземного транспорта на лесосеке означает, что
воздействие на грунт очень небольшое.
2. Повреждение насаждения минимальное, потому что позиционирование
тележки канатной установки очень точное.
3. Машины использует биоразлагающиюся гидравлическую жидкость.
Представленная технология работы ­ только одна из альтернатив для
машинной заготовки лесоматериалов на крутых склонах (50-70%).
Самоустанавливающаяся канатная трелевочная установка особенно полезна на
лесосеках, где обычные технологии канатной трелевки не применимы,
например, из-за нехватки соответствующих «якорных» деревьев. Канатная
трелевка целых деревьев плюс механизированная очистка деревьев от сучьев и
раскряжевка хлыстов на сортименты с помощью харвестерной головки
повышает экономические показатели и снижает риск несчастных случаев.
Недостатки технологии:
1. Разделение технологии на отдельные этапы повышает риск сбоев.
2. Эффективность технологии снижается с увеличением дистанции
трелевки, уменьшением интенсивности прореживания и при работе с
деревьями, характеризующимися большим разбросом градиента сбежестости.
Таблица 1 – себестоимость заготовки 1 м3 древесины
в условиях уральского
в условиях Республики Коми
региона
бензопила +
бензопила + канатная
канатная
бензопила +
харвестер +
трелёвочная установка
трелёвочная
форвардер
форвардер
установка
620,93 руб.
863,89 руб.
1113,36 руб.
2398,49 руб.
1.
2.
Библиографический список
http://www.lesopromyshlennik.ru/timber/lz_germ2.html
http://allyears.ru/lesoekspluataciya/1849-trelevka-chast-9.html
98
УДК 630.37
РАЗРАБОТКА ТРАНСМИССИЙ ДЛЯ ГУСЕНИЧНЫХ МАШИН
ЛЕСОПРОМЫШЛЕННОГО КОМПЛЕКСА
THE DEVELOPMENT OF TRANSMISSIONS FOR TRACKED VEHICLES OF
TIMBER INDUSTRY COMPLEX
Кузнецов Н.В., Колычев А.А. студенты
кафедры Колесных и гусеничных машин ФГБОУ ВПО «Московский
государственный университет леса» г. Мытищи, Россия.
DOI: 10.12737/3932
Аннотация: Статья посвящена разработке трансмиссий, которые
существенно
повысят
маневренность,
проходимость,
скорость
и
производительность гусеничных лесозаготовительных машин на базе тракторов
"Алтайского тракторного завода" АТЗ.
Summary: Article focuses on the development of transmissions, which will
significantly increase the agility, passability, speed and performance of tracked forest
machines based on tractors "Altai Tractor Plant".
Ключевые слова: Гусеничные машины, трансмиссия, маневренность,
проходимость, скорость, движитель.
Keywords: Tracked vehicles; transmission; agility; passability, speed, propulsor.
На сегодняшний день в отечественном лесном машиностроении ведется
конкурентная борьба с иностранными производителями лесозаготовительной
техники. Перед разработчиками стоит задача повышения надежности,
маневренности, управляемости и производительности гусеничных машин.
Предлагаемая нами конструкции трансмиссий помогут решить ряд этих задач.
Проектируемая трансмиссия должна выдерживать основные нагрузки
[2,5] действующие на нее со стороны двигателя (в виде крутильных колебаний)
и движителя (в виде нагрузок на ведущих звездочках возникающих со стороны
ходовой системы и гусениц) при движении машины по профилю пути
[6,9,10,11].
Базовой машиной для применения разрабатываемой трансмиссии была
выбрана гусеничная валочно-трелевочная машина семейства Алтайского
тракторного завода (АТЗ) [4]. Особенность данной трансмиссии заключается в
том, что передача мощности осуществляется по двум потокам [1]. Крутящий
момент от двигателя через муфту сцепления передается на проектируемую
трансмиссию (коробку передач). Коробка передач имеет два выходных вала.
Данная трансмиссия по своим функциональным возможностям включает в себя
два механизма: механизм коробки перемены передач и механизм поворота.
99
Разрабатываемая трансмиссия универсальна и может применяться на
различных типах машин.
На рисунке 1 представлен механизм передачи и поворота, где через
промежуточный редуктор крутящий момент передается при помощи валов
(позиции 21 и 24) на левый и правый борт.
Рисунок – 1 Механизм передачи и поворота ВТМ
В механизме передачи и поворота используются планетарные редуктора
для увеличения крутящего момента подводимого к конечным бортовым
передачам. За счет изменения конструкции коробки передач количество
передач в проектируемой трансмиссии возросло с 5 до 7, что позволило
повысить эксплуатационные возможности лесозаготовительной машины. Чем
выше номер передачи, тем радиус поворота машины больше, соответственно
чем ниже номер передачи, тем радиус меньше. За счет применения в
конструкции трансмиссии бортовых планетарных редукторов и правильного
выбора передачи разворот машины может быть реверсивным, то есть на месте.
Переключение передач осуществляется в ручную при помощи шлицевых муфт.
Передача крутящего момента от двигателя на проектируемую трансмиссию
осуществляется при помощи двухдискового главного фрикциона.
Также нами была разработана трансмиссия для лесной погрузочно100
транспортной машины ЛЗ-5 [8]. Общий вид которой с разработанной
трансмиссией представлен на рисунке 2.
Рисунок – 2 Погрузочно-транспортная машина ЛЗ-5 с разработанной трансмиссией
Базовая машина оснащается классической механической трансмиссией
имеющей постоянное значение передаточных чисел на каждой передаче. При
всех явных достоинствах механических трансмиссий есть существенный
недостаток. Необходимо осуществлять переключение в ручную большого
количества передач, что существенно сказывается на снижении
производительности и повышении утомляемости оператора. Нами
предлагается
использовать
механо-гидростатическую
трансмиссию.
Особенностью проектируемой трансмиссии является то, что мощность
передается по двум потокам: механическому и гидростатическому. Мощность
от двигателя передается на трехступенчатую коробку передач оснащенную
фрикционными муфтами. Далее крутящий момент через согласующий
редуктор передается на аксиально-поршневые насосы, которые преобразуют
механическую энергию двигателя в энергию давления масла. Связь узлов и
агрегатов трансмиссии расположенных несоосно планируется осуществлять
при помощи карданных валов. Мы спроектировали конструкцию механогидростатической трансмиссии представленной на рисунке 3.
Тяговая характеристика тракторов базового и проектируемого
отличается. В базовом варианте 8 передач в проектируемом 3. Данная
трансмиссия включает в себя аксиальнопоршневой насос, мотор и коробку
перемены передач.
101
Рисунок – 3 Конструкция механо-гидростатической трансмиссии
Переключение передач осуществляется в ручную при помощи шлицевой
муфты, а реверс с помощью дисковой фрикционной муфты работающей в
масле. Ведущие и ведомые диски у муфты стальные. Ведомые диски покрыты
металлокерамикой на медной основе. Муфты включаются усилиями
создаваемыми поршнями. А выключаются усилием сжатых цилиндрических
пружин. Масло подается под давлением к периферийному золотнику.
Управление золотником электромагнитное.
После проектирования элементов трансмиссии в специализированных
прикладных пакетах программ можно провести расчеты связанные с тяговодинамическими параметрами создаваемой лесозаготовительной машиной [3].
Проектируемые конструкции трансмиссий позволяют повысить
эксплуатационные свойства гусеничных лесозаготовительных машины при
выполнении технологических операций, при маневрировании и разворотах [7].
В частности при разработки лесосеки.
Библиографический список
1.
Шарипов, В.М. Трансмиссии тракторов. / В.М. Шарипов, И.М.
Эглит, А.П. Парфенов, Ю.С. Щетинин // Учебное пособие. - М.: МГТУ
"МАМИ", 1999. - 245 с.
2.
Клубничкин, В.Е. Совершенствование расчётных моделей
нагруженности трансмиссий гусеничных лесозаготовительных машин в
зависимости от внешних условий движения: диссертация кандидата
технических наук: 05.21.01 / В.Е. Клубничкин // [Место защиты: Моск. гос.
ун-т леса]. - Москва, 2012 – 220 с.
3.
Клубничкин, Е.Е., Динамическое моделирование движения
гусеничной лесозаготовительной машины с использованием прикладных
102
пакетов компьютерных программ / Е.Е. Клубничкин, В.Е. Клубничкин, В.М.
Крылов, Д.В. Кондратюк //Лесной вестник. №8. 2012. С. - 41-47.
4.
Воскобойников, И.В. Многооперационные лесные машины. / И.В.
Воскобойников, В.А. Кондратюк, В.М. Крылов, Д.В. Кондратюк, Е.Е.
Клубничкин // Монография. Том 1, Моск. гос. ун-т леса. - Москва : Изд-во
Моск. гос. ун-та леса. 2013 - 480 с.
5.
Клубничкин, В.Е. Совершенствование расчётных моделей
нагруженности трансмиссий гусеничных лесозаготовительных машин в
зависимости от внешних условий движения: автореферат диссертации на
соискание ученой степени кандидата технических наук: Моск. гос. ун-т леса. Москва, 2012. – 18 с.
6.
Клубничкин, Е.Е. Определение нагруженности ходовой системы
многооперационной лесосечной машины / Е.Е. Клубничкин, В.А. Макуев, В.Е.
Клубничкин // Лесной вестник. №3. 2013. С. 175-177.
7.
Клубничкин, В.Е Оценка влияния внешних условий на
лесозаготовительные машины / В.Е. Клубничкин // Лесной вестник. №6. 2010.
С. 119-123
8.
Воскобойников, И.В. Многооперационные лесные машины. / И.В.
Воскобойников, В.А. Кондратюк, В.М. Крылов, Д.В. Кондратюк, Е.Е.
Клубничкин // Монография. Том 2, Моск. гос. ун-т леса. - Москва : Изд-во
Моск. гос. ун-та леса. 2013 - 496 с.
9.
Клубничкин, Е.Е. К обоснованию удельного давления гусеничного
лесопромышленного трактора / Е.Е. Клубничкин, В.Е. Клубничкин, В.М.
Крылов, Д.В. Кондратюк // Лесной вестник. №8. 2012. С. 48-50.
10. Клубничкин, Е.Е. Изменение длины опорно-активных участков
движителя гусеничной лесозаготовительной машины с учетом режимов
нагружения / Е.Е. Клубничкин, В.Е. Клубничкин, Ю.В. Башкирцев, В.М.
Крылов //Лесной вестник. №2 (94). 2013. С. - 119-120.
11. Клубничкин,
Е.Е.
Ходовые
системы
гусеничных
лесозаготовительных машин [учебно-методическое пособие] / Е.Е.
Клубничкин, В.А. Макуев, В.Е. Клубничкин // - Москва : Изд-во Моск. гос.
ун-та леса, 2010. - 110 с.
103
УДК 630.37
ПЕРСПЕКТИВЫ УВЕЛИЧЕНИЯ ОБЪЕМОВ ЛЕСОЭКСПЛУАТАЦИИ
ЗА СЧЕТ НИЗКОТОВАРНОЙ ДРЕВЕСИНЫ
Куницкая О.А., к.т.н., доцент
Григорьев И.В., д.т.н., профессор
ФГБОУ ВПО «Санкт-Петербургский государственный лесотехнический
университет имени С.М. Кирова»
г. Санкт-Петербург, Россия
DOI: 10.12737/3933
Аннотация:
представлены
перспективы
увеличения
объемов
лесопользования за счет вовлечения в промышленную переработку
малоценной древесины.
Summary: by a wood due to involving prospects of increase in volumes of
using are presented to industrial processing unvaluable wood.
Ключевые слова: малоценная древесина, энергетическая эффективность
лесопользования уплотнение древесины, прессование древесины.
Keywords: unvaluable wood, power efficiency of using a wood condensation
of wood, pressing of wood.
На долю РФ приходится 21% общемирового запаса древесины, что
составляет около 83 млрд. м3. В российском лесопромышленном комплексе
занято 1,1 млн. человек. Он вносит 1,3% ВВП России. По сравнению с 1991
годом доля ВВП вносимая лесопромышленным комплексом снизилась в 1,5
раза.
Лесопользование в России, в настоящее время недостаточно эффективно.
В аналитической записке «Эффективность государственного управления
лесными ресурсами Российской Федерации в 2004-2006 годах» Счетной
палаты РФ отмечается, что в силу низкой эффективности производств по
обработке и переработке древесины, деятельность ЛПК не отвечает
экономическим интересам государства, как собственника лесного фонда.
Согласно прогноза развития лесного сектора России до 2030 года доля
ВВП, вносимая лесопромышленным комплексом должна возрасти до 3-5% и
увеличить количество рабочих мест до 2 млн.
Такое благоприятное развитие лесопромышленного комплекса
сдерживается следующими основными причинами:
1.
Практически полный развал отраслевых научно-исследовательских
и конструкторских организаций.
2.
Потеря Российским лесопромышленным комплексом части
104
внешних лесных рынков.
3.
Стагнация внутреннего рынка лесобумажной продукции, который,
согласно экономическим расчетам, может потреблять в 2-2,5 раза больше, чем
в настоящее время.
4.
Связанное с вышеперечисленными причинами отставание в
области технологии обработки древесины на лесопромышленных складах,
особенно низкотоварной древесины (тонкомерной хвойной и мягколиственной
древесины).
За последние 70 лет в лесах РФ наблюдаются существенные изменения,
связанные, прежде всего, с изменением средней формулы породного состава в
пользу малоценных мягколиственных пород, которые приходят на смену
хвойных лесов естественной генерации.
По данным Лесного плана Вологодской области (2007 г.), за период с
1961 г. по 2006 г. площадь насаждений с преобладанием хвойных пород в этом
субъекте РФ уменьшилась на 9,3% за счет древостоев ели. Уменьшение
площади еловых насаждений явилось результатом их интенсивной
эксплуатации и последующего естественного облесения части вырубок березой
и осиной.
Смене пород в значительной степени способствовали несоблюдение
лесозаготовителями лесоводственных требований при проведении заготовки
древесины, а также лесные пожары и процессы биодеструкции.
Площадь мягколиственных насаждений увеличилась на 37,6%, за счет
березы и осины, возникших на вырубках из-под ели. В результате интенсивной
лесоэксплуатации площадь спелых и перестойных хвойных насаждений
уменьшились на 16,1%, а их запас – на 24,7%. В мягколиственных же
хозсекциях площадь спелых и перестойных древостоев увеличилась на 208,1%,
а их запас – на 297,6%, что является следствием слабой эксплуатации
березовых и осиновых насаждений.
Анализ лесных планов других субъектов РФ позволяет утверждать, что
эта тенденция свойственна всем освоенным лесным массивам.
Проблема смены естественных хвойных насаждений мягколиственными
последующих генераций связана как с естественными, так и с экономическими
факторами. К естественным факторам, относится, прежде всего, меньшая
продолжительность класса возраста и, соответственно, большая скорость роста
мягколиственных пород, по сравнению с хвойными. Экономические факторы
связаны с тем, что мягколиственная древесина пользуется не значительным
спросом на деревообрабатывающих предприятиях. Для изготовления
конструкционных лесоматериалов мягколиственные породы, по тем же
105
причинам, практически не используются.
Заготовка лиственной древесины сопряжена и с большими затратами
труда, возникающими вследствие ее природных свойств. Например, при
машинной заготовке древесины в смешанных одновозрастных древостоях
валку мягколиственных деревьев часто приходится производить при помощи
бензиномоторных пил, поскольку к возрасту спелости хвойных они часто
достигают диаметров недоступных для валки машинами.
На лиственную древесину цены ниже, чем на хвойную. В хозяйственной
практике основными показателями эффективности работы являются стоимость
полученной товарной продукции и ее рентабельность. Предприятия часто
несут убытки при заготовке мягколиственной древесины. Это связано, в
первую очередь, с отсутствием технологий и оборудования, позволяющих
эффективно обрабатывать древесину мягколиственных пород в условиях
нижних складов лесозаготовительных предприятий с получением
востребованной готовой продукции или полуфабрикатов.
Из-за трудностей реализации мягколиственной древесины потенциал
промежуточного пользования лесом используется недостаточно, а
лесозаготовительные
предприятия,
на
которые
по действующему
законодательству возложена обязанность охраны и защиты арендованных
лесных массивов и проведения лесохозяйственных мероприятий, включая
рубки ухода за лесом, несут существенные материальные потери в виде
недополучения прибыли от реализации такой древесины. Это же относится к
тонкомерным лесоматериалам хвойных пород, получаемым при проведения
рубок ухода за составом.
Отдельную проблему создают леса, выросшие на заброшенных в
постперестроечные
годы
землях
сельскохозяйственного
назначения
(непродукционных землях). Они представляют собой молодняки хвойных
древесных пород и пород - пионеров, т.е. низкотоварной древесины
(тонкомерной хвойной и мягколиственной), занимающие около 50 миллионов
гектар.
В связи с вышеизложенным очевидно, что для повышения
эффективности ЛПК РФ необходимо уделять особое внимание разработке
новых технических и технологических решений для обработки низкотоварной
древесины пород на лесных складах лесозаготовительных предприятий.
Это подтверждается и содержанием Основ государственной политики в
области использования, охраны, защиты и воспроизводства лесов Российской
Федерации на период до 2030 года (утвержденных распоряжением
Правительства Российской Федерации № 1724-р, от 26.09.2013 г.).
106
Вместе с тем, между сложившейся ситуаций в лесном фонде и
интересами ЛПК общества в целом, как потребителя древесных ресурсов нет
противоречий. Как показано в [1], в качестве универсального показателя
качества процесса лесопользования, учитывающего все различия в природнопроизводственных условиях месторасположения лесных участков, можно
принять показатель, найденный с использованием понятий «экологическая
эффективность» и «качество энергии» [2].
Расчеты показывают, что к возрасту спелости мягколиственных
древесных пород (60 лет) они накапливают значительно больший запас
энергии, нежели хвойные, возраст спелости которых составляет 120 лет,
особенно ива. В дальнейшем запас энергии мягколиственных падает из-за их
перехода в разряд перестойных и увеличения отпада.
С учетом того, что на восстановление хвойных насаждений после
окончательной рубки требуются значительные энергетические затраты, на
подготовку почвы и получение посадочного материала при искусственном
лесовосстановлении, а мягколиственные породы имеют в два раза меньший
оборот рубки, очевидно, что с точки зрения экологической (энергетической)
эффективности лесопользования предпочтительно совершать севооборот,
чередуя по времени хвойные насаждения с мягколиственными.
Единственным обязательным условием обеспечения эффективности
такого подхода к лесопользованию, как уже указывалось выше, является
использование на практике инновационных решений для обработки
низкотоварной древесины, основанных на модификации такой древесины
пропиткой и уплотнением [3-4].
Библиографический список
1.
Обоснование
методики
оценки
экологической
эффективности
лесопользования // Вестник КрасГАУ, 2012. № 6. C. 72-77.
2.
Ю. Одум Экология, Т 1. М.: Мир, 1986. – 328 с.
3.
Куницкая О.А. Моделирование различных способов пропитки древесины
полимерами // Вестник Московского государственного университета леса
Лесной вестник, 2011. № 3, С. 131-135.
4.
Куницкая О.А., Шапиро В.Я., Бурмистрова С.С., Григорьев И.В.
Математическая модель процессов прессования и обезвоживания пропитанных
древесных материалов // Научное обозрение, 2012. № 5. С. 102-114.
107
УДК 625/7/8:504
ЭКОЛОГИЧЕСКОЕ ЗАГРЯЗНЕНИЕ ПРИ СТРОИТЕЛЬСТВЕ
МАГИСТРАЛЬНЫХ АВТОМОБИЛЬНЫХ ДОРОГ В
ЛЕСОЗАГОТАВЛИВАЮЩЕМ КОМПЛЕКСЕ
ENVIRONMENTAL POLLUTION DURING THE CONSTRUCTION OF TRUNK
ROADS IN TIMBER HARVESTING COMPLEX
Курдюков Д.П., соискатель на звание ктн кафедры промышленного
транспорта, строительства и геодезии ВГЛТА, ГИП ООО «Воронеждорпроект»
Курдюков Р.П., студент ЛИ2-131-ОБ ВГЛТА
Мануковский А.Ю., доктор технических наук, профессор кафедры
промышленного транспорта, строительства и геодезии ВГЛТА
Шамарин Н.И., ГИП ООО «Инжсервис»
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3934
Аннотация:
Согласно
данных
предоставленных
ООО
«Воронеждорпроект» и ООО «Инжсервис» определены название и
концентрации загрязняющих веществ при строительстве лесовозных
магистральных автодорог.
Summary: According to data provided by OOO "Voronezhlesproject" and
ООО "Uniservis" is defined name and concentration of pollutants in the construction
of timber-carrying trunk roads.
Ключевые слова: концентрация, загрязняющие вещества, строительство
автодороги.
Keywords: concentration of polluting substances, the construction of the road.
Пожалуй наиболее опасным в экологическом аспекте является этап
строительства автомобильной магистральной дороги. Потому как при
строительстве задействовано большое количество крупногабаритной дорожностроительной технике, которые производят атмосферное, шумовое и другие
загрязнения. По данным предоставленных ООО «Воронеждорпроект» и ООО
«Инжсервис» составлена математическая модель строительства магистральной
автомобильной дороги, результаты по списку загрязняющих факторов и их
концентрациях отображены ниже.
Воздействие на атмосферу в период строительства.
Для оценки загрязнения атмосферного воздуха при проведении работ по
строительству автомобильной дороги все источники выбросов загрязняющих
108
веществ в атмосферу, объединены в пять временных источников выбросов
загрязняющих веществ. Так как эти источники являются неорганизованными и
будут функционировать только в период проведения строительных работ, то
согласно Методическому пособию по расчету, нормированию и контролю
выбросов загрязняющих веществ в атмосферный воздух (Дополненное и
переработанное) Санкт-Петербург, 2012 источникам присвоены номера,
начиная с 6501:
- ист. 6501 - работа дорожной техники;
- ист. 6502 – перевозка материалов;
- ист. 6503 – земляные работы;
- ист. 6504 – укладка асфальта;
При проведении строительных работ в атмосферный воздух выделяются
следующие загрязняющие вещества:
- азот (IV) оксид (азота диоксид);
- азот (II) оксид (азота оксид);
- углерод черный (сажа);
- сера диоксид;
- углерод оксид;
- ксилол (смесь изомеров);
- бензин нефтяной;
- керосин;
- уайт-спирит;
- углеводороды предельные С12 –С19;
- взвешенные вещества;
- пыль неорганическая с содержанием SiO2 70 – 20%.
Гигиеническими нормативами «Предельно допустимые концентрации
(ПДК) в атмосферном воздухе населенных мест» (ГН 2.1.6.1338 – 03, с
изменениями на 3 ноября 2005 года – ГН 2.1.6.1983-05) и «Ориентировочно
безопасные уровни воздействия (ОБУВ) загрязняющих веществ в атмосферном
воздухе населенных мест» (ГН 2.1.6.2309-07) установлены значения предельно
допустимых концентраций загрязняющих веществ на участке строительства,
приведенные в таблице 1.
109
Таблица 1–Значения предельно допустимых концентраций загрязняющих
веществ в атмосферном воздухе населенных мест и их класс опасности
Код
в-ва
301
304
328
330
337
616
2754
2732
2752
2754
2902
2908
Наименование вещества
ПДКм.р., мг/м3
Класс опасности
Азота диоксид
Азота оксид
Сажа
Сернистый ангидрид (серы диоксид)
Углерода оксид
Ксилол (смесь изомеров)
Бензин
Керосин
Уайт-спирит
Углеводороды предельные (С12 -С19)
Взвешенные вещества (пыль)
Пыль неорганическая SiO2 70-20%
0,2
0,4
0,15
0,5
5,0
0,2
5,0
ОБУВ - 1,2
ОБУВ - 1,0
1,0
0,5
0,3
3
3
3
3
4
3
4
4
4
4
3
3
Шумовое воздействие в период строительства.
К основным источникам шума и вибрации в рабочей зоне и на
прилегающей территории в период строительства относятся работающие
дорожные машины и механизмы, характеристики звуковой мощности по
техническим паспортам не превышают строительные нормы и соответствуют:
- краны и экскаваторы, бульдозера – до 46 дБ;
- компрессор
– 70 дБ;
- КАМАЗы
– 76-82 дБ.
- Рабочие места при выполнении строительных работ должны
соответствовать санитарно-гигиеническим требованиям.
- Уровни шума и вибрации на рабочих местах не должны превышать
установленных санитарных норм и гигиенических нормативов.
- Машины и агрегаты, создающие шум при работе, эксплуатируют таким
образом, чтобы уровни звука на рабочих местах, на участках и на
территории строительной площадки не превышали допустимых
величин, указанных в санитарных нормах.
- Зоны с уровнем звука свыше 80 дБ обозначаются знаками опасности.
Работа в этих зонах без использования средств индивидуальной защиты
слуха не допускается.
Особенно сильный шум создается при работе бульдозеров, вибраторов,
компрессоров, экскаваторов, дизельных грузовиков. Шум, образующийся в
ходе строительных работ носит временный и локальный характер.
Согласно ГОСТ 12.1.003-83 «Шум» установлены нормы ПДУ - 70-80
дБА. Зоны с уровнем шума выше 80 дБА должны быть обозначены знаками
110
безопасности.
Также следует отметить, что интенсивное шумовое воздействие носит
временный
характер.
Проведение
строительно-монтажных
работ
00
00
осуществляется только в дневное время суток (7 –23 ),
параметры
применяемых машин, оборудования, транспортных средств, в части шума и
вибрации в процессе эксплуатации, соответствуют установленным стандартам
и техническим условиям предприятия-изготовителя и согласованы с
санитарными органами.
Воздействие на растительный и животный мир
Наличие в полосе отвода автомобильных дорог древесно-кустарниковой
и травянистой растительности отрицательно влияет на качество
эксплуатационных показателей и сохранность дороги, ухудшает эстетическое
восприятие дороги. Зарастание обочин, откосов, полосы отвода
растительностью снижает видимость на кривых малого радиуса и
пересечениях, скрывает знаки, ограждения и сигнальные столбики, что
приводит к увеличению аварийности, способствует снегозаносимости на
открытых участках, усиливает пожароопасность. Корни древесных растений
разрушают земляное полотно, увеличивают его водонасыщение. Зарастание
кюветов и боковых канав затрудняют водоотток. Образуется застой воды, что
приводит к нарушению водно-теплового режима земляного полотна и
преждевременному разрушению дорожной одежды. Поэтому так важно
содержать полосу отвода автомобильной дороги в надлежащем виде.
Отрицательное воздействие при проведении строительных работ на
фауну района, прежде всего, будет выражаться, в основном, в факторе
беспокойства, особенно во время выведения потомства и их воспитания у птиц.
Фактор беспокойства (шумовые воздействия) повлечет изменения экологофаунистической ситуации, статуса пребывания и численности. После
некоторого снижения численности птиц в период работ, она быстро
восстановится до исходного уровня, за счет способности осуществлять
многократные интенсивные перекочевки с соседних территорий.
Исходя из вышесказанного хотелось бы отметить, что использование при
строительстве магистральных автомобильных дорог современных методов
борьбы с загрязняющими факторами воздействующими на окружающую среду
возможно максимально минимизировать их воздействие.
111
УДК 378.2
К ВОПРОСУ ОБ ЭВОЛЮЦИИ ОБРАЗОВАТЕЛЬНОГО ПОТЕНЦИАЛА
ЛЕСНОЙ ПРОМЫШЛЕННОСТИ В ХІХ – НАЧАЛЕ ХХ ст.
EVOLUTION OF THE EDUCATIONAL POTENTIAL FOREST INDUSTRY
IN THE XIX – EARLY XX CENTURY
Лантух И.В., к.э.н., доцент
Харьковский национальный автомобильно-дорожный университет
г. Харьков, Украина
Безрукова Т.Л., д.э.н., профессор
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3935
Аннотация: показана эволюция становления образования лесной
промышленности за 100 лет в России, начиная от лесных школ до лесного
института, а также проанализирован количественный рост студентов за этот
период, что дает возможным сделать вывод о востребованности данного
сектора российской промышленности в квалифицированных кадрах.
Summary: The evolution of the formation of the forest industry during 100
years in Russia, beginning from the forest schools until the forest universities is
shown; the students' profiliration is also examined, that gives opportunity to make
the conclusions that this sector of Russian industry needs experienced personnel
Ключевые слова: образовательный потенциал, лесная промышленность,
кадры лесной промышленности, образовательная инфраструктура
Keywords: educational potential, forest industry, forest industry personnel,
educational infrastructure.
Лесная промышленность всегда занимала важное место в экономическом
секторе российского производства. Поэтому внимание к ней и, в частности, к
формированию ее кадров было актуальным и на это обращалось внимание
высшими эшелонами власти. В силу этого 19-го мая 1803 года императором
было утверждено положение о том, что недалеко от Царского Села
учреждалось «Практическое лесное училище», а в 1804 году основывается
лесная школа в г. Козельске под названием «Лесной институт». В 1808 году
было основано графом Орловым на Елагином острове лесное училище под
названием «Лесной институт». Через два года (1810 год), основанный графом
Орловым «Лесной институт» соединился с царскосельским практическим
лесным училищем и оба учебные заведения были переведены в Петербург под
названием «Форст институт». В 1813 году было произведена интеграция
112
лесных учебных заведений и, в результате, к петербургскому институту был
присоединен козельский институт, а затем к нему были присоединены и
остальные лесные школы. В таком виде лесной институт просуществовал 50
лет, в течении которых он и пережил следующие преобразования.
В 1832 году при институте была открыта школа межовщиков и лесной
институт переименован в «Лесной и межевой институт». В 1835 году при
институте были открыты специальные офицерские курсы, а в 1863 году
институт переименован в лесную академию. В 1864 году лесная академия была
закрыта и на место бывшего лесного и межового института и лесной академии
переведен бывший горыгорецкий земледельческий институт, и открыт
«Земледельческий институт», преобразованный в 1877 году в «СанктПетербургский лесной институт».
В 1899 году на рассмотрение совета института был поставлен вопрос о
переводе его в более лесистую местность петербургской губернии, но
решением совета институт всё же был оставлен в Петербурге.
Лесной институт в деле подготовки кадров набирал мощность с каждым
годом. Если с 1803 по 1811 годы окончило курс всего 11 человек, то в 18111837 годах – 200 человек, т.е. в 18 раз выросло количество выпускников,
которые пополнили штат работников лесной промышленности.
По положению 1837 года лесное отделение окончило 196 человек, а
офицерское отделение – 34 человека, по положению 1847 года окончило курс в
лесном отделении (в промежутке между 1818 и 1864 годами, т. е. за 12 лет) –
658 человек. Специальный курс лесоводства с 1860 по 1863 годы окончили 80
человек, а с 1863 по 1865 годы, лесная академия выпустила 46 человек.
В санкт-петербургском земледельческом училище с 1865 по 1880 годы
окончило курс 391 человек, а по положению 1880 года с 1882—1902 годы, т. е.
в течении 20 лет, было выпущено 1385 человек (около70 человек на круг). В
начале ХХ века в лесном институте насчитывалось около 300 студентов, из
которых до 100 человек ежегодно сдавали выпускные экзамены [1].
Государство заботилось о процветании данного учебного заведения. Для
улучшения инфраструктуры лесного института директору и профессорам
института предоставлялись хорошие условия проживания, а именно - казенные
квартиры, которые давал им институт, а в 1902 году лесному институту было
предоставлено в качестве практической базы охтенское лесничество площадью
в 900 десятин. Кроме того, в том же учебном году из сумм государственного
казначейства, на расширение и перестройку вспомогательных учебных
учреждений, было отпущено 612000 рублей [1].
Как видим, все это делалось для того, чтобы «насытить» лесную
113
промышленность страны квалифицированными кадрами разного уровня, что
необходимо было для грамотного ведения дела весьма востребованного
сектора российской промышленности.
Библиографический список
1. К 100-летнему юбилею Санкт-Петербургского лесного института //
Новости и биржевая газета. – 1903, 7 (20) мая. – № 124.
УДК 630.37
ПЕРСПЕКТИВНЫЕ ХОДОВЫЕ СИСТЕМЫ ДЛЯ ГУСЕНИЧНЫХ
МАШИН ЛЕСОПРОМЫШЛЕННОГО КОМПЛЕКСА
PERSPECTIVE SUSPENSION SYSTEMS FOR TRACKED VEHICLES OF
TIMBER INDUSTRY COMPLEX
Малышев О.В., Тарасов С.В., Хамдеев Д.М. студенты кафедры
Колесных и гусеничных машин ФГБОУ ВПО «Московский государственный
университет леса» г. Мытищи, Россия.
DOI: 10.12737/3936
Аннотация: Данная статья посвящена перспективным ходовым системам,
которые существенно повысят маневренность, проходимость, скорость и
соответственно производительность гусеничных лесозаготовительных машин на
базе тракторов "Онежского тракторного завода" ОТЗ.
Summary: This article focuses on perspective suspension systems, which will
significantly increase the agility, passability, speed and respectively performance of
tracked forest machines based on tractors "Onega Tractor Plant".
Ключевые слова: Гусеничные машины, ходовая система, опорная
поверхность, клиренс, маневренность, проходимость, гидроцилиндры,
гидропневматическая подвеска.
Keywords: Tracked vehicles; suspension system; support surface; clearance;
agility; passability, hydrocylinders, hydropneumatic suspension.
На лесозаготовках большую роль играют гусеничные трелевочные
трактора, предназначенные для использования в трудно проходимых условиях.
Ввиду чрезвычайного разнообразия условий местности, по которым
приходится двигаться гусеничным лесным тракторам к их ходовой части
предъявляются особенно высокие требования [2,4,5,8,9,10,11]. На сегодняшний
день конструкция ходовой части гусеничных тракторов отечественного
производства оставляет желать лучшего. Средний ресурс ходовой системы
составляет порядка 8 тысяч мотто часов. По техническим требованиям на
114
сегодняшний день, он должен быть не меньше 10 тысяч мотто часов. Перед
нами встала задача проработки конструкций перспективных ходовых систем
для гусеничных машин лесопромышленного комплекса обладающих заданным
сроком службы, надежностью и сравнительно малой стоимостью.
На рисунке 1 представлен общий вид сбоку и сверху разработанной
ходовой системы сортиментовоза ТБ-1М-16.
а)
б)
Рисунок – 1 Ходовая система сортиментовоза ТБ-1М-16. а) сбоку, б) сверху.
Как видно применяется торсионная подвеска. Мы остановили свое внимание
на торсионной подвеске, так как она является самой простой и надежной.
Торсионы проектируемой подвески расположены рядом, что при равной длине
балансиров и одинаковом направлении их по ходу машины приводит к смещению
катков одного борта относительно катков другого на величину, равную
расстоянию между осями торсионов. По способу соединения осей опорных катков
с корпусом трактора проектируемая подвеска относится к индивидуальной,
блокируемой [14]. По материалу и конструкции упругого элемента используется
металлический упругий элемент выполненный в виде простой торсионной
115
рессоры. Соединяющийся на шлицевых соединениях с балансиром опорного катка.
Блокировка подвески и увеличение клиренса осуществляется при помощи
гидравлических цилиндров установленных на рычаге и опирающихся на
кронштейны рамы. Гидравлическая система подвески включает в себя
гидравлический насос, фильтры, разгрузочный клапан, гидрораспределитель.
Особенностью системы является то, что управление гидроцилиндрами
избирательное, то есть можно независимо управлять каждым гидроцилиндром,
изменять положение рамы машины и придавать ей дифферент. Так же при помощи
данной гидравлической системы можно осуществлять натяжение гусеничной
ленты.
На рисунке 2 представлен общий вид разработанной конструкции
ходовой системы гусеничного трелевочного трактора ТЛТ-100.
Рисунок – 2 Ходовая система трелевочного трактора ТЛТ-100
Как и в предыдущем случае в ходовой системе трактора тоже
планируется применять торсионную подвеску.
Нами была сделана попытка разработки гидропневматической подвески
для гусеничного трелевочного трактора ТЛТ-100, общий вид которой
представлен на рисунке 3.
Рисунок – 3 Трелевочный трактор ТЛТ-100 с гидропневматической подвеской
Так как наиболее нагруженным элементом гусеничного трелевочного
трактора является ходовая система, поэтому ей было уделено внимание в
рамках нашей работы. Перед нами встала задача по выбору системы
подресоривания.
Рассматривались
два
варианта.
Торсионная
и
гидропневмоподвеска.
Плюсы
торсионной
подвески.
Высокая
технологичность, стабильность характеристик. Минусы использование
116
внутреннего объема машины. Минусы гидропневматической подвески это
трудности эксплуатации и высокая стоимость. Плюсы гидропневматической
подвески не использование внутреннего объема, легкость осуществления
блокировки подвесок, изменение клиренса и положения рамы трактора и
регулировка характеристик мягкости и жесткости. Поскольку проектируемый
трактор является лесозаготовительным, в процессе движения на его пути
встречаются пни, поваленные деревья, камни и т.д. [1], то нам прежде всего
необходимо было повысить проходимость проектируемого трактора за счет
возможности изменения клиренса, поэтому, мы остановили свое внимание на
гидропневматической подвески.
Проектируемая ходовая система гусеничного трелевочного трактора
состоит из следующих элементов: гусеничный движитель состоит из двух
гусениц, двух ведущих звездочек, двух направляющих колес с механизмом
натяжения, 8 опорных и 4 поддерживающих катков. Конструкция данной
подвески предназначена для смягчения толчков и ударов действующих на раму
трактора при движении его по лесосеке. Упругим элементом проектируемой
подвески является гидропневматическая рессора рабочим телом которой
является газ азот, а передающим усилие масло АМГ-10. Конструкция
проектируемой рессоры оснащена амортизатором находящимся между
гидравлической
и
пневмогидравлической
полостью.
Амортизатор
предназначен для гашения колебаний корпуса возникающих при движении
машины. Шток гидропневматической рессоры связан с рычагом балансира
ходовой системы.
Предлагаемые
конструкции
ходовых
систем
гусеничных
лесозаготовительных машин призваны повысить технический уровень тракторов
"Онежского тракторного завода", а предлагаемые конструкции гидравлических
цилиндров и гидропневматических подвесок повысить проходимость машин в
плохих почвенно-грунтовых условиях [12]. Используя современные прикладные
пакеты компьютерных программ, можно провести прочностные - статические и
динамические расчеты разработанных конструкций ходовых систем [2,3,5,6,7,13].
Библиографический список
1. Котиков, В.М. Воздействие лесозаготовительных машин на лесные почвы. /
В.М. Котиков // Диссертация доктора технических наук. – М.: МЛТИ, 1995. 214с.
2. Клубничкин, Е.Е. Повышение долговечности ходовой системы гусеничной
лесозаготовительной машины: диссертация кандидата технических наук: 05.21.01
/ Е.Е. Клубничкин // [Место защиты: Моск. гос. ун-т леса]. - Москва, 2008. - 227 с.
3. Клубничкин, Е.Е., Динамическое моделирование движения гусеничной
лесозаготовительной машины с использованием прикладных пакетов
117
компьютерных программ / Е.Е. Клубничкин, В.Е. Клубничкин, В.М. Крылов,
Д.В. Кондратюк //Лесной вестник. №8. 2012. С. - 41-47.
4. Ксеневич, И.П. Наземные тягово-транспортные системы. / И.П. Ксеневич,
В.А. Гоберман, Л.А. Гоберман // Энциклопедия. -М. Машиностроение, 2003. 788 с.
5. Клубничкин, Е.Е. Повышение долговечности ходовой системы гусеничной
лесозаготовительной машины: автореферат диссертации на соискание ученой
степени кандидата технических наук: Моск. гос. ун-т леса. - Москва, 2008. –
18с.
6. Клубничкин, Е.Е. Определение нагруженности ходовой системы
многооперационной лесосечной машины / Е.Е. Клубничкин, В.А. Макуев, В.Е.
Клубничкин // Лесной вестник. №3. 2013. С. 175-177.
7.
Котиков,
В.М.
Долговечность
ходовой
системы
гусеничной
лесозаготовительной машины / В.М. Котиков, Е.Е. Клубничкин // Тракторы и
сельхозмашины. № 5. 2008. С. 46-47.
8. Воскобойников, И.В. Многооперационные лесные машины. / И.В.
Воскобойников, В.А. Кондратюк, В.М. Крылов, Д.В. Кондратюк, Е.Е.
Клубничкин // Монография. Том 1, Моск. гос. ун-т леса. - Москва : Изд-во
Моск. гос. ун-та леса. 2013 - 480 с.
9. Воскобойников, И.В. Многооперационные лесные машины. / И.В.
Воскобойников, В.А. Кондратюк, В.М. Крылов, Д.В. Кондратюк, Е.Е.
Клубничкин // Монография. Том 2, Моск. гос. ун-т леса. - Москва : Изд-во
Моск. гос. ун-та леса. 2013 - 496 с.
10. Клубничкин, Е.Е. К обоснованию удельного давления гусеничного
лесопромышленного трактора / Е.Е. Клубничкин, В.Е. Клубничкин, В.М.
Крылов, Д.В. Кондратюк // Лесной вестник. №8. 2012. С. 48-50.
11. Клубничкин Е.Е. Ходовые системы гусеничных лесозаготовительных
машин [учебно-методическое пособие] / Е.Е. Клубничкин, В.А. Макуев, В.Е.
Клубничкин // - Москва : Изд-во Моск. гос. ун-та леса, 2010. - 110 с.
12. Клубничкин, Е.Е. Изменение длины опорно-активных участков движителя
гусеничной лесозаготовительной машины с учетом режимов нагружения / Е.Е.
Клубничкин, В.Е. Клубничкин, Ю.В. Башкирцев, В.М. Крылов //Лесной
вестник. №2 (94). 2013. С. 119-120.
13. Клубничкин, Е.Е. Конечно-элементное моделирование ходовой системы
гусеничной лесозаготовительной машины / Е.Е. Клубничкин // Автомобильная
промышленность. №2. 2009. С. 29-30.
14. Клубничкин, В.Е. О дифференциальных уравнениях колебаний несущей
системы гусеничной лесозаготовительной машины с блокированной системой
подрессоривания / В.Е. Клубничкин, Е.Е. Клубничкин // Научные труды – Вып.
356. – М.: ФГБОУ ВПО МГУЛ 2011г. С. 112-124.
118
УДК 630*24 + 630*232
СРЕДСТВА МЕХАНИЗАЦИИ ДЛЯ ПРОВЕДЕНИЯ РУБОК УХОДА
ЗА ЛЕСОМ
MECHANIZATION MEANS FOR CONDUCTING THINNING THE FOREST
Малюков С.В., к.т.н., преподаватель;
Поздняков Е.В., аспирант;
Аксенов А.А., студент
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3937
Аннотация: выполнен обзор существующей техники для проведения
рубок ухода за лесом. Приведено аналитическое сравнение технических
характеристик машин, выявлены достоинства и недостатки. Представлены
дальнейшие пути совершенствования технических устройств.
Summary: there is a review of existing techniques for conducting thinning the
forest. The analytical comparison of the technical characteristics of machines,
revealed advantages and disadvantages. Presents the ways of updating of technical
devices.
Ключевые слова: рубки ухода, кусторез, трелевочные захваты,
трелевочные устройства.
Keywords: thinning, bush cutter, skidding grips, skidding device.
Рубки ухода за лесом являются одним из важнейших лесохозяйственных
мероприятий, направленных на выращивание устойчивых ценных
высокопродуктивных насаждений, сохранение и усиление их защитных
функций, и дополнительное получение древесины. Они осуществляются путем
периодического удаления из насаждений нежелательных деревьев и
кустарников и создания благоприятных условий для роста оставляемых
лучших деревьев [1, 2].
В зависимости от возраста насаждений и целей ухода выделяются следующие
основные виды рубок ухода: осветления и прочистки (рубки ухода в
молодняках), прореживания, проходные рубки. К системе мероприятий по
уходу за лесом, кроме того» относятся: уход за подлеском, уход за опушками,
обрезка сучьев, рубки формирования ландшафта, выборочные санитарные
рубки, рубки переформирования и рубки обновления насаждений.
Основными задачами рубок ухода являются: улучшение породного
состава и санитарного состояния насаждений; повышение качества и
устойчивости насаждений; сокращение сроков выращивания технически
119
спелой древесины; сохранение и повышение водоохранных, почвозащитных,
санитарно-гигиенических и других полезных свойств леса; увеличение размера
пользования древесиной с единицы площади.
Для проведения рубок ухода в молодняках (осветление и прочистки)
применяются фронтальные тракторные кусторезы-осветлители КО-2,3, КОМ2,3, КОГ-2,3, КОН-2,3, КН-1,5, КНГ-1,5 и катки-осветлители КОК-2, КОК-2М,
КУЛ-2. Применение тракторных кусторезов увеличивает производительность
работ в 10…15 раз по сравнению с "Секорами"[3]. Однако с их помощью
можно проводить осветление только коридорным способом в междурядьях
лесных культур или полосно-кулисным способом в естественных
насаждениях. В таблице 1 приведены основные показатели работ кусторезовосветлителей [4].
Таблица 1 – Показатели кусторезов-осветлителей
Показатели
КО-2,3 КОМ-2,3 КОГ-2,3 КОН-2,3 КНГ-1,5
Ширина захвата, м
2,3
2,3
2,3
2,3
1,5
Наибольший диаметр
срезаемой растительности,
5,0
5,0
6,0
5,0
5,0
см
Производительность в час
1,24
1,35
1,82
2,30
1,5…2,0
сменного времени, км
В дальнейшем необходима разработка кусторезов с возможностью
регулировки ширины захвата изменения положения рабочего органа в
поперечной и других плоскостях относительно агрегатируемого трактора. Это
могут быть секционные кусторезы, имеющие автономный привод и
управление секциями, а главным образом манипуляторные кусторезы с
набором сменных рабочих органов. Представляет интерес разработка
комбинированных конструкций, а также кусторезов-комбайнов, позволяющих
одновременно срезать древесную растительность (ДР) на различные виды
щепы [5].
Для удаления ДР в междурядьях, выборочного удаления деревьев в
рядах и рядов в загущенных культурах на стадии прочисток (диаметр ДР
больше 8 см) и прореживаний существует машина для прореживаний лесных
культур МПК-3,0. Кроме этого, ею можно подготавливать технологические
коридоры (ТК) шириной от 3 до 5 м. В дальнейшем целесообразна ее
разработка на колесном шасси и усовершенствование рабочего органа для
срезания как мелкой, так и крупной (диаметром до 25 см) ДР.
Для проведения рубок ухода с заготовкой деревьев или хлыстов при
120
прореживаниях, проходных и санитарных рубках имеются приспособления
трелевочные навесные ПТН-10 и ПТН-10А, захват трелевочный навесной
ЗТН-0,8, захват трелевочный лесной 3TJI-2 и подтрелевщик древесины –
тракторный ПДТ-0,3. В отличие от существующих, трелевочные захваты ЗТН0,8 и 3TJI-2 оснащены лебедками с гидравлическим приводом. На ПТН-10 и
ПДГ-0,3 установлены лебедки с приводом от ВОМ трактора. В таблице 2
приведены основные показатели работы трелевочных устройств [4].
Таблица 2 – Показатели трелевочных устройств
Показатели
ПТН-10А
тросочокерны
Способ трелевки
й
Тяговое усилие лебедки, кН
до 10
Длина троса, м
35
3
Объем трелюемой пачки, м
до 1,5
ЗТН-0,8
ЗТЛ-2
бесчокерный и
тросочокерный
до 15
до 20
25
30
до 1,5
до 2,0
Дальнейшее совершенствование трелевочных устройств должно быть
направлено на повышение их производительности и надежности в работе, на
увеличение рабочей зоны, на уменьшение повреждаемости оставляемого на
пасеке древостоя и почвенного покрова. Требуется усовершенствовать
подтрелевщик древесины ПДТ-0,3 в части сокращения продолжительности
рабочих циклов и расширения зоны укладки деревьев в пачки.
Целесообразным является разработка технических средств с использованием
модульных узлов для расширения рабочих, технологических функций.
Наиболее
эффективной
сортиментной
технологией
является
"Скандинавская", когда весь комплекс работ по заготовке сортиментов
непосредственно на пасеке осуществляется двумя машинами: валочносучкорезно-раскряжевочной машиной (харвестером) и форвардером
(сортиментовозом). Основным технологическим узлом (составной частью)
указанных машин, а также других: валочных, валочно-пакетирующих,
валочно-трелевочных, трелевочных лесозаготовительных машин является
гидроманипулятор. При этом как у нас, так и за рубежом для каждой машины
разрабатывается, в основном, свой манипулятор. Это значительно сдерживает
разработку новых машин и увеличивает их себестоимость.
Совершенствование технологий рубок должно идти по пути уменьшения
площади технологических элементов лесосеки (волоков, погрузочных
площадок, лесовозных дорог), так как даже при минимальном воздействии на
почву на этих участках полностью уничтожаются остающиеся после валки
121
деревьев компоненты лесного фитоценоза. Сильное же повреждение
почвенного покрова на значительной части площади лесосеки приводит не
только к замедлению лесовозобновительного процесса, ухудшению роста
насаждения новой генерации, но и к ухудшению его породного состава,
снижению биоразнообразия.
Технологию рубки определяют технические возможности применяемых
машин. В связи с этим совершенствование лесозаготовительных машин
должно быть направлено на обеспечение экологически приемлемых
технологических вариантов рубок.
Библиографический список
1. Технологии и машины удаления поросли, порубочных остатков и пней
на вырубках [Текст] / И. М. Бартенев, С. В. Малюков. – Воронеж: ГОУ ВПО
«ВГЛТА», 2010. – 82 с. – Деп. в ВИНИТИ 16.07.2010, № 454-В2010.
2. Поздняков, Е. В. Машины для удаления пней и древеснокустарниковой растительности на вырубках [Текст] / Е. В. Поздняков, С. В.
Малюков // Молодой ученый. – 2013. – № 12 (59). – С. 161-164.
3. Малюков, С. В. Оборудование для удаления лесной поросли [Текст] /
С. В. Малюков, Е. В. Поздняков, А. А. Аксенов // Сборник научных трудов по
материалам международной заочной научно-практической конференции
Актуальные направления научных исследований XXI века: теория и практика.
– 2014. – № 2-2 (7-2). – С. 99-103. – DOI: 10.12737/3111
4. Зинин, В. Ф. Состояние и совершенствование средств механизации для
проведения рубок ухода за лесом [Текст] / В. Ф. Зинин // Повышение
технического уровня машин лесного комплекса : материалы Всероссийской
научно-практической конференции (Воронеж, 3-5 июня 1999). – Воронеж, 1999.
– 205 с.
5. The wood shoots removing mechanisms applied in the forests [Текст] / S.
V. Malyukov, N. I. Bazarskaya // Актуальные проблемы лесного комплекса :
межвузовский сборник научных трудов / под ред. проф. Л. Т. Свиридова ; Мво образования и науки РФ, ГОУ ВПО "ВГЛТА". – Воронеж, 2010. – Вып. 1. –
Т. 2. – С. 168-171.
122
УДК 625.8
ОСОБЕННОСТИ ТЕХНОЛОГИЙ ПРОИЗВОДСТВА И УКЛАДКИ
МОДИФИЦИРОВАННЫХ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ С
ОТХОДАМИ ДРОБЛЕНИЯ ИЗВЕСТНЯКОВ ПРИ СТРОИТЕЛЬСТВЕ
ЛЕСОВОЗНЫХ АВТОМОБИЛЬНЫХ ДОРОГ В ЧУВАШСКОЙ
РЕСПУБЛИКЕ
THE MANUFACTURING AND LAYING OF ASPHALT MIXES MODIFIED
WASTE AT CRUSHED LIMESTONE BUILT FOREST ROADS IN THE
CHUVASH REPUBLIC
Малянова Л.И., аспирант,
ФГБОУ ВПО «Поволжский государственный технологический
университет», г. Йошкар-Ола, Россия,
DOI: 10.12737/3938
Аннотация: Приводится разработанный состав и описываются
предлагаемые технологии производства и укладки модифицированной отходом
местного химического производства асфальтобетонной смеси с отходами
дробления малопрочных известняков.
Summary: It is described the proposed technology of production and placing
of waste, modified by chemical production asphalt concrete mixture B- type with
waste of crushing of soft limestone which was developed in a new composition.
Ключевые слова: асфальтобетонная смесь, вяжущее, модификация,
анилиносодержащие отходы производства, малопрочные известняки,
дробление, технологии производства и укладки
Keywords: asphalt concrete mixture, modification, waste products of
manufacture of aniline, soft limestone, crushing, technologies, manufacturing,
placing.
Разработан состав модифицированного отходом местной химической
промышленности Чувашской Республики асфальтобетона с отходами
дробления малопрочных известняков, Проблема возникла из-за того, что при
использовании местных материалов и отходов промышленности в
асфальтобетонах отходов дробления известняков возрастает требуемый расход
вяжущего, а модификация компонентов путем применения дорогостоящих
поверхностно-активных веществ удорожает себестоимость асфальтобетонных
смесей.
Цель работы - разработать состав и технологии производства и укладки в
покрытие модифицированной асфальтобетонной смеси типа Б сравнительно
низкой себестоимости на основе замены некоторых дорогостоящих
123
компонентов – минерального порошка и части песка, отходами дробления
местных малопрочных известняков и сокращения расхода вяжущего за счет
использования в качестве модифицирующей добавки отходов местной
химической промышленности.
Ранее был разработан способ приготовления горячей щебеночно-мастичной
асфальтобетонной смеси с отсевами дробления известняков марки 400 для
устройства верхнего слоя покрытий автомобильных дорог [1, 2]. Однако, при
этом, происходит определенный рост требуемого расхода вяжущего. Для
преодоления этого недостатка был разработан способ производства
асфальтобетона, позволяющий уменьшить требуемый расход вяжущего за счет
использования небольшого количества добавки из числа отходов местной
химической промышленности – анилиносодержащих отходов химического
производства [3]. Для достижения поставленной цели необходимо было
решить следующие задачи:
-изучить состояние вопроса по данной проблеме;
-изучить свойства исходных материалов и образцов асфальтобетонов с их
использованием, провести сравнительный анализ результатов испытаний с
требованиями действующих нормативов и разработать рекомендации по
технологиям производства и
укладки асфальтобетонных смесей
предложенного состава.
Горячая мелкозернистая асфальтобетонная смесь приготавливается путем
смешения предварительно нагретых до рабочих температур компонентов в
серийно выпускаемой асфальтобетонной установке принудительного
перемешивания, оборудованной устройством для разогрева, обезвоживания,
перемешивания и выдачи готовой продукции потребителю. Приготовление
модифицированной асфальтобетонной смеси с отходами дробления
известняков, осуществляется следующим образом: вязкий битум БНД 90/130
или БНД 60/90, разогретый и обезвоженный при температуре 130… 140 °С,
перекачивают в свободный котел (цистерну) и туда же подают расчетное
количество анилиносодержащих отходов местного химического производства.
Затем полученную смесь (модифицированное вяжущее) перекачивают в
расходную емкость (цистерну). Перед объединением с битумом
анилиносодержащие отходы подогревают до жидкотекущего состояния
(примерно до 30…40 0С, в зависимости от содержания в отходе анилина).
Далее модифицированное вяжущее подают в асфальтобетоносмеситель,
оборудованный паро-, электро- или маслопрогревом, где перемешивают с
другими предварительно подогретыми отдозированными и обезвоженными
при 150…170 0С минеральными компонентами. Перемешивание обеспечивает
124
равномерное распределение всех составляющих и полное обволакивание
вяжущим поверхности минеральных зерен. Следует ожидать, что из-за
присутствия в смеси активирующей добавки в процесс смачивания
поверхностей минеральных частиц при этом должен облегчиться и перевод
вяжущего в связанное состояние будет более полно. Точность дозирования
щебня, песка и отходов дробления известняков должна соответствовать классу
точности 2 по ГОСТ 10223 [4] и ГОСТ 30124 [5]. Точность дозирования битума
и кубовых остатков ±1,5 % по массе.
При реализации данного проекта линия подачи минерального порошка в
асфальтобетоносмеситель не будет задействована, а подача отходов
камнедробления будет организована через бункер-питатель, сушильный
барабан и агрегаты грубого и точного дозирования совместно с крупным и
мелким заполнителями. Для этого в открытом складе отходы дробления
известняков в заданном соотношении предварительно смешивают с дробленым
песком и эту смесь далее отправляют в бункер-питатель. Их смешение
производится путем подачи ОДИ ковшом фронтального погрузчика в склад
дробленого песка и их перелопачивания.
Техническим результатом проекта является повышение прочности,
теплостойкости и водостойкости, а так же снижение расхода вяжущего [3], при
соответствии остальных показателей требованиям ГОСТ 9128-97 [6] к горячим
асфальтобетонам типа Б. Способ получения горячей щебеночной
асфальтобетонной смеси с отходами дробления известняков М 400 включает
приготовление горячей асфальтобетонной смеси для верхнего и нижнего слоев
покрытий, состоящее из, % масс.: щебня прочных пород – 46…48, дробленого
песка (отходов дробления прочных пород) – 38…50, отходов дробления
известняков М 400 – 3…15 % и вяжущего – 4,7…4,9 (сверх 100 %). Вяжущее
получают путем добавления в вязкий битум БНД 90/130 или БНД 60/90
0,6…1,0 %
(от массы битума) добавки анилиносдержащих отходов
химического производства.
При исследованиях и постройке опытного участка приготовление
асфальтобетонной смеси осуществлено модифицированием битум вязкого БНД
90/130 добавками кубовых остатков анилина – отходов химического
производства ОАО «Химпром» (г. Чебоксары»).
При добавлении в вязкие битумы рассмотренных жидких отходов
химической промышленности г.Чебоксары в количестве 0,6…1,0 % от массы
вяжущего позволило повысить глубину проникания иглы в вяжущее при
температурах +25 и 0 0С, снизить температуру хрупкости и расширить индекс
пенетрации при удовлетворительности оставшихся показателей требованиям
125
ГОСТ 22245-90 [7]. Это, соответственно, приводит к улучшению свойств
асфальтобетонов на их основе. Работы по получению горячей
модифицированной асфальтобетонной смеси типа Б с ОДИ предложенного
состава и технологии, т.е. заменой дорогостоящих минерального порошка и
части дробленого песка на отходы дробления местных малопрочных
известняков при применении кубовых остатков производства анилина,
необходимо вести в сухую погоду при температуре не ниже плюс 10 °С весной
и ниже плюс 5 °С - осенью. Перед укладкой смеси основание тщательно
очищают от пыли и грязи механической щёткой или сжатым воздухом. За 3 - 5
часов до укладки смеси основание обрабатывают битумной эмульсией из
расчёта 0,6…0,9 л/м2 или жидким битумом 0,3…0,4 л/м2. Не позже чем за одну
смену рабочую зону закрывают для движения, устраивают ограждения,
дорожные знаки и подготавливают съезды и объезды. Выполняют разбивку в
плане и по
высоте.
Для постройки асфальтобетонного покрытия
автомобильной дороги применяют комплект машин в составе одного - двух
асфальтоукладчиков,
трех-четырех
самоходных
катков
и
ряда
вспомогательных машин, оборудования и ручного механизированного
инструмента – автогудронатора, машины с механической щёткой (дорожной
щетки или комбинированной дорожной машины), компрессора, самоходного
малогабаритного виброуплотнителя, ручной вибротрамбовки, передвижного
битумного котла и т.д. По краям покрытия устанавливают боковые упоры из
деревянных брусьев или из рельс-форм узкой колеи или, при использовании
асфальтоукладчиков со скользящей опалубкой, обходятся без них.
Асфальтобетонную смесь к месту укладки доставляют автомобилямисамосвалами. Качество привезённой смеси в кузове оценивают по результатам
визуального осмотра и замером температуры термометром. Качество
уложенной смеси оценивают как неразрушающими методами, так и путем
периодического отбора проб и испытания их в лабораторных условиях, в
соответствии с действующими нормативами и принятыми в предприятии
правилами и системе управления качеством продукции.
Для обеспечения однородности смеси по структуре и температуре
разгрузку асфальтобетонной смеси из кузова автосамосвала в бункер-питатель
асфальтоукладчика рекомендуется осуществлять через передвижной
перегружатель.
Укладку горячей смеси ведут одним или двумя самоходными
асфальтоукладчиками одной или двумя смежными полосами на пневмо- или
гусеничном ходу, без перерывов и остановок. При относительно нежаркой
погоде и использовании одного асфальтоукладчика, с целью обеспечения
126
хорошего сцепления смежных полос, работу могут организовывать
отдельными подзахватками длиной по 50…100 м. Конкретная длина
подзахватки зависит от температуры наружного воздуха, наличия ветра и
характера открытости местности. При температурах свыше 20…25 0С длину
подзахватки или длину одной полосы укладки часто увеличивают до длины
сменной захватки. Толщину укладываемого слоя регулируют путем поднятия
или опускания выглаживающей плиты асфальтоукладчика. Скорость движения
асфальтоукладчика, в зависимости от толщины укладываемого слоя,
изменяется от 5 м/мин – при толщине слоя до 2,5 см и до 2,0 м/мин – при
толщине 6…10 см. При наличии трамбующего бруса у асфальтоукладчика
значение коэффициента уплотнения уложенного слоя доходит до 0,92. В узких
и стесненных местах асфальтобетонную смесь распределяют автогрейдером и
вручную. Поверхность уложенного и слоя после прохода асфальтоукладчика
должна быть ровной, однообразной и без раковин.
Уложенную в покрытие асфальтобетонную смесь уплотняют
самоходными катками – сначало прикатывают легким катком с массой 6…8 т,
затем уплотняют средними гладковальцовыми или пнвмошинными катками с
массой 8…10 т и в конце – самоходным тяжелым гладковальцовым катком с
массой 13…18 т. Скорость движения гладковальцовых катков при первых 5-6
проходах по одному следу следует принять – 1,5…2,0 км/час, затем 3…5
км/час; для пневмошинных катков скорость движения составляет 5…8 км/час.
Асфальтобетонную смесь после предварительного прикатывания можно
уплотнять виброкатками с массой 4…8 т. Прикатку асфальтобетонной смеси
производят за 2…4 прохода по одному следу легкого катка, а укатку – за
10…15 проходов среднего катка. Окончательное уплотнение тяжелым катком
осуществляется за 2…3 прохода по одному следу. Конкретное число
устанавливается пробной укаткой. При этом необходимо отметить, что у
самоходных пневмошинных катков, по сравнению с гладковальцовыми,
производительность и глубина уплотнения больше; кроме того, за счет
возможности изменения внутреннего давления воздуха в шинах они позволяют
регулировать контактные давления и уменьшить дробимость крупного
заполнителя в уплотняемой асфальтобетонной смеси. В узких местах ручной
укладки асфальтобетонной смеси число проходов катка по одному следу
следует увеличивать на 20…30 %. Следует подчеркнуть то, что из-за
использования модифицирующей добавки, появляется возможность либо
уменьшения количества проходов катков по одному следу, либо некоторого
снижения требования к предельно допустимой температуре смеси в конце
процесса уплотнения.
127
Уплотнять горячие модифицированные асфальтобетонные смеси типа Б
можно начинать при 100…120 0С, т.е. на 10…20 0С ниже, чем не
модифицированные. Соответственно, это позволяет утверждать, что способ
модификации, во-первых, менее энергоемкий процесс, во-вторых эти смеси
можно укладывать весной раньше, а осенью – позже, чем не
модифицированные. Кроме того, этот способ позволяет организовать при
относительно невысоких температурах воздуха более длинные подзахватки без
опасений получения менее качественных стыков на смежных полосах.
Соответственно, это способствует убыстрению темпов строительного
процесса.
Повышение уплотняемости модифицированной смеси объясняется
резким снижением поверхностной энергии контактирующих между собой
зернистых составляющих и вяжущего при присутствии поверхностно-активной
добавки, в результате чего улучшаются смачиваемость поверхностей и
облегчается взаимная смещаемость минеральных компонентов относительно
друг друга при воздействии внешней уплотняющей нагрузкой.
Вальцы катков во избежание прилипания смеси к ним должны
автоматически смачиваться смесью воды с керосином соотношении 1:1. В
недоступных для катков местах уплотнение выполняют металлическими
трамбовками. Пористость на отдельных участках устраняют путём россыпи по
поверхности покрытия асфальтобетонной смеси крупностью заполнителя не
более 5 мм, с последующим уплотнением катками. При перерывах в работе,
например в конце второй смены, ступени между полосами должны быть
минимальными. Швы должны быть перпендикулярны к оси дороги.
В результате применения предложенного модифицированного
асфальтобетона при строительстве верхнего и нижнего слоев покрытий
автомобильных дорог значительно улучшается состояние автомобильных
дорог в Чувашской Республике и снижается себестоимость и энергоемкость
строительных работ. Это будет способствовать выполнению Постановления
Кабинета Министров ЧР [9] в части развития модернизации и развития сети
автомобильных дорог.
По выполненным работам сделаны следующие выводы:
1.
Внедрение в производство предложенного модифицированного
асфальтобетона с отходами дробления малопрочных известняков и технологий
его производства и укладки при строительстве покрытий лесовозных
автомобильных дорог позволяет значительно сократить расход вяжущего,
уменьшить себестоимость и энергоемкость строительных процессов при
обеспечении требуемого качества и улучшения некоторых их физико128
механических свойств.
2.
Разработанную модифицированную смесь можно выпускать в
серийно выпускаемых асфальтобетоносмесительных установках и укладывать
традиционно применяемым комплектом асфальтоукладочных машин.
Библиографический список
1. Патент РФ на изобретение № 2426704 МПК C 04/B 26/26 (2006.01).
Способ получения щебеночно-мастичной асфальтобетонной смеси с добавкой
отсевов дробления известняков марки 400/М.Г.Салихов, В.М.Вайнштейн,
Е.В.Вайнштейн: Опубл. 20.08.2011.- Бюл. № 23.
2. Алибеков С.Я. О нетрадиционных технологиях производства и укладки
дорожно-строительных материалов в лесной зоне/С.Я.Алибеков, М.Г.Салихов,
В.П.Сапцин,
Е.В.Вайнштейн,
Ю.Е.Щербаков//Лес.
Экология.
Природопользование: Вестник МарГТУ.- Йошкар-Ола:: Изд.-во МарГТУ,
2007.- № 1.- С. 76-81.
3. Патент РФ № 2503633 МПК C 04 B 26/26 (2006.01). Способ получения
горячей щебеночной асфальтобетонной смеси с добавкой отсевов дробления
известняков марки 400/М.Г.Салихов, Л.И.Малянова, В.Ю.Иливанов: Опубл.
10.01.2014.- Бюл. № 1.
4. ГОСТ 10223-97. Дозаторы весовые дискретного действия. Общие
технические требования. Постановлением Гос. комитета РФ по
стандартизации, метрологии и сертификации от 8 мая 1998 г. № 181/Межгос.
Стандарт ГОСТ 10223-97 введен в действие непосредственно в качестве гос.
стандарта РФ с 1 июля 1999 г.- М.: Стандартинформ, 1998 (взамен ГОСТ
10223-82).
5. ГОСТ 30124-94. Весы и весовые дозаторы непрырывного действия.
Общие технические требования. Принят Межгосударственным советом по
стандартизации, метрологии и сертификации (протокол № 6 от 21 октября 1994
г.) Пост. Комитета РФ непосредственно в качестве гос. стандарта РФ по
стандартизации, метрологии и сертификации от 18 декабря 1995 г. №
610/Межгос. Стандарт ГОСТ 30124-94 введен в действие в качестве гос.
стандарта РФ с 1 января 1997 г..- М.: Изд.-во стандартов. Стандартинформ,
2007. (взамен ГОСТ 10223-82, ГОСТ 246; переиздание – апрель 2007 г.).
6. ГОСТ 9128-2009. Смеси асфальтобетонные дорожные, аэродромные и
асфальтобетон. Технические условия. Введен в действие
Приказом
Федерального агентства по техническому регулированию и метрологии от 22
апреля 2010 г. № 62-ст в качестве национального стандарта Российской
Федерации с 1 января 2011 г.- М.: Стандартинформ, 2010.
7. ГОСТ 22245-90. Битумы нефтяные дорожные вязкие. Технические
условия.- Введ. 1991-01-01.- М.: Госстандарт России. Изд.-во стандартов, 1996.
8. Зубков А.Ф., Андрианов К.А., Любимова Т.И. Технология устройства
покрытий нежесткого типа из асфальтобетонных горячих смесей: Учеб.
пособие.- Тамбов: Изд.-во ТГТУ, 2009.- 80 с.
129
9.
Постановление Кабинета Министров Чувашской Республики: О
республиканской программе «Модернизация и развитие автомобильных дорог
в Чувашской Республике на 2006-2010 годы с прогнозом до 2025 года».Чебоксары, 2006.
УДК 630*114.12:621.039.7
ВЛИЯНИЕ ЛЕСОРАСТИТЕЛЬНЫХ СВОЙСТВ ПОЧВ НА
ЛЕСОВОДСТВЕННО-ТАКСАЦИОННЫЕ ПОКАЗАТЕЛИ ЗАЩИТНЫХ
НАСАЖДЕНИЙ, РАСПОЛОЖЕННЫХ НА РАДИОАКТИВНО
ЗАГРЯЗНЕННЫХ ТЕРРИТОРИЯХ
EFFECT OF SOIL`S FOREST GROWTH PROPERTIES ON THE PROTECTIVE
STANDS METRICS THAT GROW AT RADIOACTIVE CONTAMINATING
AREAS
Маркина З.Н., д. с/х н., профессор
Вечеров В.В., аспирант
ФГБОУ ВПО «Брянская государственная инженерно-технологическая
академия»
г. Брянск, Россия
DOI: 10.12737/3939
Аннотация: представлена характеристика влияния лесорастительных
свойств почв на лесоводственно-таксационные показатели лесных насаждений,
расположенных на радиоактивно загрязненных территориях
Summary: presented characteristics that forest growth properties of soils
effect on the protective stands metrics that grow at radioactive contaminating areas
Ключевые слова: почвы, лесное хозяйство, радиоактивное загрязнение,
лесная таксация.
Keywords: soils, forestry, radioactive contamination, forest taxation.
В связи со сложной радиоэкологической обстановкой на территории
Брянской области (особенно юго-западных районов) вследствие аварии на
ЧАЭС особую актуальность приобретают исследования, связанные с
разработкой способов реабилитации территорий [1].
Основным экологическим барьером на пути миграции радионуклидов
являются лесные насаждения, которые выступают в роли их депо в структуре
ландшафта. Рост, состояние и лесоводственно-таксационные показатели
насаждений, влияющие на способность удерживать радиоактивные выпадения,
в большой степени зависят от лесорастительных свойств почв, на которых
130
произрастают данные древостои [4, 5].
Наиболее важными лесорастительными свойствами почв, влияющими на
распределение радионуклидов и типоморфных элементов в структуре
ландшафта являются реакция почвы, содержание органического вещества,
подвижных форм фосфора и калия [2, 3].
Объекты исследования влияния лесорастительных свойств почв на
основные лесоводственно-таксационные показатели лесных культур
расположены в ГКУ Брянской области «Клинцовское лесничество». Почвы на
территории объектов исследования представлены дерново-подзолистыми
почвенными разностями разной степени оподзоленности (таблица 1)..
Таблица 1 — Влияние лесорастительных свойств почв на лесоводственнотаксационные показатели насаждений
Запас на 1 га,
м3
Класс
бонитета
Относительн
ая полнота
ТЛ/ТЛУ
Средняя
высота, м
Средний
диаметр, см
Содержание
P2O5, мг/кг
почвы
Содержание
К2O, мг/кг
почвы
Состав
Элемент леса
pH
Содержание
гумуса, %
Генетически
й горизонт
Возраст, лет
Лесоводственно-таксационные показатели насаждений
Агрохимические показатели
ПП 1 — Среднедерновая слабоподзолистая глееватая песчаная почва на моренных и водноледниковых отложениях
A0A1 3,29 5,19 25,0
65,0
A2Bg 0,53 4,18 12,5
35,0
10С
Чер
B1g 0,13 5,65 12,5
25,0
70
22
19
0,7
II
210
С
А3
B2g 0,07 5,80 25,0
20,0
BCg 0,03 6,24 25,0
40,0
Cg
0,02 6,42 12,5
20,0
ПП 2 – Старопахотная глубокодерновая слабоподзолистая легкосуглинистая почва на
моренных отложениях, перекрытых покровными суглинками
A0A1 8,25
4,05 125,0
130,0
A1
3,88 62,5
65,0
1,82
A2B
0,60
4,12 125,0
65,0
B
0,17
3,81 125,0
120,0
8С2Б
73
С
28
22
Бр
А2
0,6
II
240
C
0,03 4,22 150,0 40,0
ПП 3 — Дерновая слабоподзолистая легкосуглинистая почва на смеси моренных отложений
и покровных суглинков
A0A1 5,25 3,86 250,0 215,0
A1
A1A2
B
C
1,29
0,71
0,27
0,03
3,82
3,89
4,17
3,98
87,5
62,5
200,0
100,0
85,0
135,0
180,0
280,0
10С
С
73
26
22
Бр
А2
0,6
II
230
ПП 4 – Слабодерновая сильноподзолистая суглинистая почва на моренных отложениях
131
A0A1 4,87
3,97 200,0
245,0
A1A2 1,19
3,87 100,0
110,0
B1
0,35
4,19 150,0
95,0
B2
0,06
3,85 200,0
200,0
C
0,03
4,30 125,0
250,0
22
Бр
А2
0,6
II
240
Запас на 1 га,
м3
Класс бонитета
Относительная
полнота
ТЛ/ТЛУ
Средняя
высота, м
Средний
диаметр, см
Возраст, лет
Содержание
P2O5, мг/кг
почвы
Содержание
К2O, мг/кг
почвы
Состав
Элемент леса
pH
Содержание
гумуса, %
24
Лесоводственно-таксационные показатели насаждений
Агрохимические показатели
Генетический
горизонт
7С3Б
73
С
ПП 5 – Слабодерновая слабоподзолистая суглинистая почва на смеси моренных отложений
и покровных суглинков
A0A1 3,34 4,22 200,0 185,0
A1
0,99
3,93 37,5
25,0
A2
0,48
4,05 12,5
15,0
B
0,08
4,98 12,5
115,0
5С5Б
52
С
22
19
Бр
А2
0,6
II
180
C
0,02 6,15 250,0 75,0
ПП 6 – Слабодерновая слабоподзолистая супесчаная почва на моренных и водноледниковых отложениях
A0A1 15,22 4,17 50,0
90,0
A1
1,45
4,02 87,5
80,0
A2B
0,33
4,37 150,0
20,0
B
0,04
4,63 150,0
15,0
10С
С
75
26
22
Бр
А2
0,8
II
270
C
0,02 4,54 75,0
125,0
ПП 7 — Слабодерновая слабоподзолистая легкосуглинистая почва на смеси моренных
отложений и покровных суглинков
A0A1 8,55 4,51 75,0
300,0
A1
1,15 3,99 75,0
90,0
10С
Бр
73
24
20
0,7
II
A2B 0,34 4,48 200,0 30,0
С
А2
B
0,10 4,62 125,0 20,0
C
0,08 4,60 75,0
165,0
ПП 8 – Слабодерновая слабоподзолистая суглинистая грунтово-глееватая почва на
моренных отложениях
A0A1 6,98 4,96 37,5
450,0
A1
4,15
4,87 50,0
200,0
A1A2 1,27
4,31 62,5
110,0
B1
0,42
4,18 125,0
40,0
B2
0,28
3,94 12,5
20,0
Cg
0,24
3,49 37,5
100,0
9С1Б
73
С
22
132
21
Бр
А2
0,6
II
240
220
Насаждения, в которых проводился отбор почвенных проб, представлены
средневозрастными чистыми сосновыми и смешанными сосново-березовыми
древостоями. В ходе исследований было отобрано и проанализировано 50
почвенных проб.
Данные таблицы 1 показывают, что наибольший запас имеют насаждения
одинакового возраста, произрастающие на автоморфных почвах лёгкого
гранулометрического состава, сформированные на смеси моренных, водноледниковых отложений и покровных суглинков (ПП 2, ПП 4, ПП 6, ПП 7).
Содержание органического вещества в гумусовых горизонтах невысокое,
количество которого резко снижается вниз по профилю. Степень
обеспеченности почв подвижным фосфором низкая. Содержание подвижного
калия в верхних горизонтах высокое, что связано с проводимыми ранее
антирадиационными мероприятиями по снижению перехода 137Cs в растения.
Так как калий является аналогом 137Cs по химическим свойствам, то
происходит его блокирование и снижение загрязнения продукции. Реакция
почвенной среды колеблется от очень сильнокислой до среднекислой по
горизонтам почв практически на всех пробных площадях. Наименьшую
кислотность имеют почвы под смешанными сосново-березовыми древостоями,
что объясняется тем, что объясняется вовлечением в биологический
круговорот веществ опада берёзы, богатого основаниями.
Таким образом, защитные насаждения на радиоактивно загрязненных
территориях являются геохимическим барьером на пути миграции
радиоактивных и типоморфных элементов.
Библиографический список
1. Марадудин, И.И. Основы прикладной радиоэкологии леса [Текст]
/И.И. Марадудин, А.В. Панфилов, В.А. Шубин. - Уч. пособие, М.: ВНИИЛМ,
2001. –224 с.
2. Маркина, З.Н. Лесорастительные свойства почв сосновых насаждений
Брянской области, загрязненных 137Сs вследствие катастрофы на ЧАЭС [Текст]
/ З.Н. Маркина, Т.А. Кондратенко. - Брянск. гос. инженер.-технол. акад.,
Брянск, 2014. – 106 с.
3. Маркина, З. Н. Принципы лесовосстановления на основе анализа
радиоэкологического состояния почвенно-растительного покрова Брянской
области [Текст] / З. Н. Маркина. – Брянск. гос. инженер.-технол. акад., Брянск,
2011. – 135 с.
4. Редько, Г.И. Лесные культура и защитное лесоразведение [Текст] /Г.И.
Редько и др. – М: Изд. дом «Академия», 2008. – 394 с.
5. Родин, А. Р. Лесные культуры: учеб. для вузов по специальности
«Лесное хоз-во» [Текст] /А.Р. Родин; МГУЛ.- М, 2002. – 267 с.
133
УДК 630*378.31
ЗАТОПЛЕННАЯ ДРЕВЕСИНА И ЕЁ ИСПОЛЬЗОВАНИЕ В УСЛОВИЯХ
ЛЕСОПРОМЫШЛЕННЫХ ПРЕДПРИЯТИЙ РЕСПУБЛИКИ КОМИ
FLOODING OF THE WOOD AND ITS USE IN FORESTRY ENTERPRISES ОF
THE KOMI REPUBLIC
Михеевская М.А., ассистент
Бажуков Н.Н., студент
ФГБОУ ВПО «Ухтинский государственный технический университет
г. Ухта, Россия»
DOI: 10.12737/3940
Аннотация: в статье рассматриваются возможности поднятия
затопленной древесины топлякоподъёмными агрегатами и использования
затопленной древесины в условиях лесопромышленных предприятий
Республики Коми.
Summary: the article considers the possibility of raising the flooded timber
and use flooded-timber-up units flooded timber under forest companies of the Komi
Republic.
Ключевые слова: затопленная древесина, лесосплав, биотопливо.
Keywords: flooded timber, timber rafting, biofuels.
Топляк – затонувшее при сплаве бревно. При молевом сплаве, который
обычно проводится в период весеннего паводка, лесоматериалы
транспортируют несвязанными между собой. Он применяется на первичной
речной сети при невозможности использовать других видов транспорта. Для
направления движения леса по лесосплавному ходу устанавливают
направляющие сооружения боны, а для временной или окончательной его
задержки в определённых местах сплавной реки – лесозадерживающие
сооружения запани. При молевом сплаве часть лесоматериалов в результате
потери ими плавучести тонет, засоряя русла рек, чем и обусловлен запрет его
проведения в Российской Федерации.
В Республике Коми молевой сплав проводился на реках Печора,
Вычегда, Сысола. Отношение к природным богатствам в нашей стране
логическому объяснению не поддается. С одной стороны, тот же лес стоит ой
как недешево. С другой, у нас его могут себе позволить просто затопить.
Перевести огромное количество деловой древесины в мало для чего пригодный
топляк.
Топляк – проблема и помеха для судоходства, и для экологии
(выделяемые гниющей древесиной вещества качество воды не улучшают). В
134
результате такой «хозяйственной» деятельности мы теперь имеем большое
количество топляка. И в стране в целом, и в отдельно взятых водохранилищах.
Так что нелишне поинтересоваться, насколько сильно его влияние на качество
воды.
В настоящее время в водоемах России по этим причинам находится
более 30 млн. м3 затонувшей и затопленной древесины, запасы которой могут в
течение
длительного
периода
служить
источником
сырья
для
лесопромышленного производства. При этом следует отметить возрастание
доли деловой древесины среди залегаемого топляка по мере продвижения его
на восток страны: от 40…53% в Европейской части РФ и до 70…77% на
Дальнем Востоке. Объясняется это возрастанием удельного веса хвойных
пород. Как строительный материал он не годится, для целлюлозно-бумажного
производства – тоже. За рубежом, где топляка немного, он – излюбленный
материал для дизайнеров, создающих причудливые «штучные» скульптуры и
предметы интерьера. Наиболее интересным на сегодняшний момент является
проект сбора древесины из водохранилища с помощью плавучих механизмов с
последующей переработкой на заводе в биотопливо – «пеллет», сжигание
одной капсулы которого приравнивается к сжиганию килограмма угля.
Топлякоподъёмный агрегат – универсальное плавающее средство для
подъёма со дна сплавных рек, в том числе мелководных и рейдовых участков,
затонувшей древесины (топляков) и сплавного такелажа. Может выполнять
дноуглубительные работы, погрузку и разгрузку сыпучих и штучных грузов.
Топлякоподъёмный агрегат снабжен навесным оборудованием:
грейфером универсальным, комплектуемым зубчатым захватом для подъема
топляков и челюстным захватом для сыпучих грузов, а так же крюковой
подвеской для работы со штучными грузами. Рабочие технологические
передвижения и устойчивость при крановых операциях обеспечивается
четырьмя папильонажными лебедками с установкой на четырех якорях. Для
внутрирейдовых технологических перемещений в корме агрегата установлены
два гидродвигателя. Для обеспечения швартовых операций и вытаскивания
затонувшего такелажа имеется шпилевая лебедка.
Топлякоподъемник
ЛС-41
используется
для
очистки
дна
(топлякоподъемник), дноуглубления, берегоукрепления, погрузки и разгрузки
штучных и сыпучих грузов, работы грейфером.
Деревья плавали, мешая навигации, напитывались водой и тонули, а
затем всплывали вновь. Планировалось, что древесину будут собирать в
специально устроенные для этого заливы-лесохранилища, затем поднимать на
берег и отправлять на переработку. Позже выяснилось, что переработка дерева,
135
которое оказалось в воде и потеряло свойства, экономически невыгодна и
совершенно не окупается.
Разработанная ОАО "ЦНИИЛесосплава" методика по статистическому
методу учета объема затонувшей древесины путем закладки пробных
площадей наряду с гидроакустическим обследованием отдельных участков рек,
где, как показали расчеты, основанные на анализе ретроспективных данных об
объемах проплавленных лесоматериалов, сконцентрирован основной запас
топляка, позволяет с достаточной степенью точности установить удельную
концентрацию топляка и рассчитать объем затонувшей древесины. Поэтому
очистка водных бассейнов от затонувшей и затопленной древесины и освоение
такой древесины с переработкой ее на товарную продукцию позволит решить
ряд важных экологических, технологических и экономических задач: –
восстановить экологическое равновесие на водных бассейнах, где ранее
проводился молевой лесосплав, создать положительные последствия при вводе
в эксплуатацию этих бассейнов или их участков; – увеличить объемы
древесного сырья без увеличения объемов вырубок леса. Наиболее важной и
сложной задачей в освоении затонувшей древесины является разработка
специального оборудования по обнаружению мест залегания такой древесины
и количественной ее оценки.
По данным исследований, ориентировочный объем затонувшей
древесины только на некоторых реках Северо-Западного региона составляет
3011,0 тыс. м3, в том числе деловой – 418,0 тыс. м3.
Производительность технологического процесса при освоении
затонувшей древесины с глубины 3…4 метра и при линейной плотности
залегания древесины 0,3 м3/п. м и среднем объеме бревна 0,15 м3 составляет 40
м3/см. Как уже отмечалось, выполнение топлякоподъемных работ
осуществляется в соответствии с принятой технологией при условии ее
согласования с рыбонадзорными и природоохранными организациями.
Поднятую древесину во избежание поражения гнилью необходимо
подвергнуть атмосферной сушке.
Поднятую древесину можно переработать на следующие виды
продукции: – поставка в круглом виде на целлюлозно-бумажные предприятия
для производства целлюлозы; – производство технологической щепы для
изготовления древесных плит, арболита и т. д.; – использование свежеподнятой
древесины в качестве сырья для производства пиломатериалов. Предельный
срок хранения такой древесины до распиловки 4…8 недель. Наиболее
пригодны для этой цели топляки хвойных пород, в частности, древесина
лиственницы, объемы которой после прекращения молевого сплава на реках
136
РФ оцениваются в 1,5…2 млн. м3. Как показывают исследования, при
соблюдении необходимого режима сушки древесина затонувшей лиственницы
независимо от времени нахождения в воде может использоваться наряду со
свежезаготовленной.
Переработка топляка на древесный уголь. В качестве сорбита древесный
уголь широко используется в пищевой, фармацевтической, химической
промышленностях, в металлургии, а также для бытовых нужд. Проведенные
ОАО "ЦНИИЛесосплава" исследования подтвердили полную пригодность
топляка из лиственных пород в качестве сырья для производства древесного
угля.
Производство топливных брикетов. На производство топливных
брикетов идет топляк и отходы производства (кора, ветки, опилки, стружка,
некондиционная древесина). Брикеты обладают высокой теплотворностью, что
превосходит теплотворную способность дров. Производство арболитовых
панелей и блоков для сельского и дачного строительства; –производство
тарной дощечки и паркета.
В перспективе для переработки топляка теоретически можно
использовать
предприятие
по
глубокой
переработке
древесины.
ПечораЭнергоРесурс является одним из самых динамично развивающихся
предприятий российской лесной деревообрабатывающей промышленности.
Производственные фонды компании включают в себя лесозаготовительное
предприятие и завод по глубокой переработке древесины, расположенные на
севере европейской части России, в Троицко-Печорском районе Республики
Коми.
С точки зрения экологии и охраны природы задачи по очистке рек от
затонувшей древесины следует решать в самое ближайшее время. Требуют
скорейшего решения и вопросы очистки водохранилищ от затопленной
древесины.
Рисунок 1 – Топлякоподъёмный агрегат
137
Рисунок 2 – Топлякоподъёмник
ЛС-41
УДК 630*383
ЗАВИСИМОСТЬ КОЭФФИЦИЕНТА УСИЛЕНИЯ ОТ ТОЛЩИНЫ
СЛОЯ ЗЕРНИСТОГО МАТЕРИЛА В КОНСТРУКЦИИ ДОРОЖНОЙ
ОДЕЖДЫ ПО УСЛОВИЮ УПРУГОГО ПРОГИБА
DEPENDENCE OF THE GAIN ON THE THICKNESS GRANULAR MOTHERS
IN THE PAVEMENT STRUCTURE BY THE HYPOTHESIS OF ELASTIC
DEFLECTION
Михеевская М.А., ассистент
Пильник Ю.Н., старший преподаватель
ФГБОУ ВПО «Ухтинский государственный технический университет
г. Ухта, Россия»
DOI: 10.12737/3941
Аннотация: в статье рассматривается возможность нахождения
оптимальное значение коэффициента усиления дорожной одежды путем
произведения расчета с постепенным увеличением слоя зернистого материала,
расположенного над геосинтетиком.
Summary: the article discusses the possibility of finding the optimal value of
the gain of the road pavement works by calculating a gradual increase layer of
granular material placed over geosynthetics.
Ключевые слова: дорожная одежда, георешетка, коэффициент усиления
Keywords: road pavement, geogrid, the amplification factor.
Георешетка, как и другие дорожно-строительные материалы, имеет
собственные прочностные характеристики, зависящие от вида используемого
сырья, применяемого при её производстве. В зависимости от величины
нагрузки, которая воздействует на конструкцию, применяют различные марки
георешеток.
В
рассматриваемом
примере
используется
плоская,
двухосноориентированная георешетка марки «Славрос СД-30» с расчетным
модулем упругости 1550 МПа. Находясь в конструкции дорожной одежды,
георешетка воспринимает часть статической нагрузки от массы материала,
расположенного над ней и часть динамической нагрузки, возникающей в
конструкции дорожной одежды из-за проходящего автотранспорта.
Конструкция дорожной одежды в целом удовлетворяет требованиям
прочности и надежности по величине упругого прогиба при условии:
а5 Еобщ Emin К тр .
(1)
К тр – требуемый коэффициент прочности; Еmin – минимальный общий
модуль упругости, МПа,
Eобщ
– расчетный общий модуль упругости
138
неармированной конструкции, вычисляется послойно снизу вверх, начиная с
рабочего слоя, МПа, а5 – коэффициент усиления.
i
E общ
0 ,71 3
i 1
E общ
h
i
E
1,05 0 ,1 1 3
i
D
Ei
i 1
E общ
E
2
D
1,35 hэ
arctg
i i1 arctg
Ei
D
hэ
E общ
(2)
i 1
hi – толщина рассчитываемого слоя, м; Eобщ
– модуль упругости
где
подстилающего слоя, МПа; Ei – модуль упругости рассчитываемого соля,
МПа; hэ – эквивалентная толщина слоя, м; D – диаметр отпечатка колеса, м;
hэ 2 hi 3
Ei
i 1
6 Eобщ
a5 a0 a1 X1 a2 X2 a3 X3 a11X12 a12X1 X2 a13X1 X3 a22 X22 a23X 2 X3 a33X
(3)
2 1
3
(4)
где а0 ... а33 – коэффициенты для данного армирующего материала. Х1 –
отношение суммарной толщины слоев дорожной одежды, расположенных над
георешеткой к диаметру отпечатка колеса.
h
E
X1
X2 2
,
(5, 6)
D
E3
Х2 – отношение общего модуля упругости основания, подстилающего
композитный слой; Х3 – отношение средневзвешенного модуля упругости
слоев дорожной одежды, расположенных над георешеткой, к условному
E
X3 1 .
модулю упругости композитного слоя:
(7)
E3
Сдвигоустойчивость (отсутствие накопления недопустимых деформаций
сдвига) при воздействии нагрузки для дорожных одежд с армированными
основаниями обеспечивается при соблюдении условия:
Tпр
1
T тр ,
a6
K пс
(8)
где Т – активное расчетное напряжение сдвига, МПа; Тпр – предельная
величина активного напряжения сдвига, МПа; K пстр – требуемый коэффициент
прочности; a6 – коэффициент усиления (коэффициент снижения активных
напряжений сдвига).
139
a6 a0 a1X1 a2 X2 a3 X3 a11X12 a12X1X2 a13X1X3 a22X22 a23X2 X3 a33X32
1
(9)
По результатам расчета доказано, что конструкция удовлетворяет
условиям прочности по упругому прогибу и по сдвигоустойчивости грунта.
При расчете дорожной одежды по условию упругого прогиба георешетка
усиливает конструкцию на величину коэффициента усиления а5, значение
которого зависит от суммарной толщины слоев, расположенных над
георешеткой. Для определения оптимального значения коэффициента
усиления необходимо произвести расчет с постепенным увеличением слоя
зернистого материала, расположенного над геосинтетиком. Расчет
выполняется в соответствии с методикой проектирования армированной
дорожной одежды, когда рассматривается различная толщина слоя покрытия.
Данные расчета сводим в таблицу 1. Зависимости коэффициента усиления а5 от
толщины слоя зернистого материала отображена на графике 1. На графике
видно, что наблюдается обратная зависимость между коэффициентом усиления
а5 и толщиной слоя зернистого материала h2. Так при толщине гравия 5 см
армоэлемент будет воспринимать до 67 % динамических нагрузок,
возникающих при проходе лесовозных автопоездов, а при слое гравия в 32 см
нагрузка на армоэлемент будет практически отсутствовать. В соответствии с
ОДН 218.046-01 величина нагрузки на армоэлемент принимается не более 20%,
что соответствует толщине слоя гравия в 22 см.
Наличие георешетки в конструкции дорожной одежды препятствует
боковому сдвигу в грунте и малосвязных материалах (песка). При расчете
дорожной
одежды,
армированной
георешеткой,
по
условию
сдвигоустойчивости в грунте и малосвязных материалах георешетка усиливает
конструкцию на величину коэффициента усиления а6, значение которого
зависит от суммарной толщины слоев, расположенных над георешеткой. Для
определения оптимального значения коэффициента усиления необходимо
произвести расчет с постепенным увеличением слоя зернистого материала,
расположенного над геосинтетиком. Данные расчета сводим в таблицу 2.
Зависимости коэффициента усиления а6 от толщины слоя зернистого
материала отображена на графике 2. На графике видно, что наблюдается
обратная зависимость между коэффициентом усиления а6 и толщиной слоя
зернистого материала h2. Так при толщине гравия 5 см армоэлемент будет
воспринимать до 88 % динамических нагрузок, возникающих при проходе
лесовозных автопоездов, а при слое гравия в 32 см нагрузка составляет 53%.
Так как ранее была принята толщина слоя гравия 22 см.
140
Таблица 1 – Зависимость коэффициента усиления а5 от толщины слоя
зернистого материала
Высота слоя
гравия, h (м)
Коэф.
усиления а5
Высота слоя
гравия, h (м)
Коэф.
усиления а5
Высота слоя
гравия, h (м)
0,05
0,06
0,07
0,08
0,09
0,1
0,11
0,12
0,13
0,14
1,674
1,639
1,605
1,572
1,540
1,509
1,479
1,449
1,421
1,393
0,15
0,16
0,17
0,18
0,19
0,2
0,21
0,22
0,23
0,24
1,365
1,339
1,313
1,288
1,264
1,240
1,217
1,194
1,172
1,151
0,25
0,26
0,27
0,28
0,29
0,3
0,31
0,32
Коэф.
усиления
а5
1,130
1,110
1,090
1,070
1,052
1,033
1,015
0,998
Таблица 2 – Зависимость коэффициента усиления а6 от толщины слоя
зернистого материала
Высота слоя
гравия, h (м)
0,05
0,06
0,07
0,08
0,09
0,1
0,11
0,12
0,13
0,14
Коэф.
усиления
а6
1,88
1,86
1,84
1,82
1,8
1,79
1,77
1,75
1,74
1,71
Высота слоя
гравия, h (м)
Коэф.
усиления а6
Высота слоя
гравия, h (м)
Коэф.
усиления а6
0,15
0,16
0,17
0,18
0,19
0,2
0,21
0,22
0,23
0,24
1,69
1,68
1,67
1,66
1,64
1,63
1,62
1,61
1,6
1,59
0,25
0,26
0,27
0,28
0,29
0,3
0,31
0,32
1,58
1,57
1,56
1,55
1,55
1,033
1,54
1,53
Рисунок 1 – Зависимость
коэффициента усиления а5 от
толщины слоя зернистого
материала
Рисунок 2 – Зависимость коэффициента
усиления а6 от толщины слоя зернистого
материала
141
УДК 630*24; 630*231.42
ВИДЫ ЦЕЛЕВОЙ ОПТИМИЗАЦИИ РЕЖИМОВ УСКОРЕННОГО
ВЫРАЩИВАНИЯ СОСНОВЫХ ДРЕВОСТОЕВ
SPECIES TARGET OPTIMIZATION OF MODES
OF FAST CULTIVATION OF PINE STANDS
Мурзинов Ю.В., к.т.н.
Малышев В.В., к. с.-х. н., доцент
ФГБОУ ВПО «Воронежская лесотехническая академия»
г. Воронеж, Россиия
DOI: 10.12737/3942
Аннотация: предложена целевая функция повышения продуктивности
сосновых древостоев, максимизирующая выход стволовой древесины с 1 га за
1 год лесовыращивания со снижением возраста технической спелости
насаждений. Представлены рассчёты изменения запаса стволовой древесины и
возраста наступления технической спелости сосновых насаждений Iа, I, II и III
классов бонитета для различных целевых диаметров. Получены значения
целевой
функции
неразреживаемого
(контрольного)
древостоя
и
разреживаемого (с оптимальными режимами изреживаний) древостоя для
различных целевых диаметров.
Summary: criterion function of increase of efficiency of the pine forest
stands, maximizing an exit of stem wood with 1 hectare for 1 year of forest growing
with decrease in age of technical ripeness of plantings is offered. Calculations of
change of a stock of stem wood and age of approach of technical ripeness of pine
plantings of Ia, I, II and III classes of site class for various target diameters are
presented. Values of criterion function of a nerazrezhivayemy (control) forest stand
and razrezhivayemy (with optimum modes of izrezhivaniye) a forest stand for
various target diameters are received.
Оной из основных задач, решаемых при создании автоматизированных
систем ускоренного выращивания сосновых древостоев, является определение
целевой функции управления и ее оптимизация.
С позиции управления, оптимизация режимов изреживаний сосновых
древостоев может осуществляться по критерию максимального выхода
стволовой древесины, м3/га с ипользованием компьютерной программы [1].
Показателем эффективности режимов рубок ухода за лесом в данном
случае является целевая функция Ω1, характеризующая отношение объёма
получаемой от проведения рубок ухода древесины к сроку выращивания:
142
1
V
, м3/год,
T
(1)
V – объем древесины получаемый от рубок ухода и сплошной рубки, м3;
T – возраст древостоя на момент проведения сплошной рубки, лет.
Также при оптимизации режимов изреживаний может использоваться
целевая функция Ω2, характеризующая отношение увеличения объёма
получаемой от проведения рубок ухода древесины к сроку выращивания:
где
2
V
, м3/год,
T
(2)
где ΔV – увеличение объёма оставляемой древесины после проведения рубок
ухода по сравнению с контрольным объёмом оставляемой древесины.
Еще одним показателем эффективности является отношение увеличения
выхода стволовой древесины к сокращению срока выращивания технически
спелой древесины – целевая функция Ω3.
3
где
V
,
T
(3)
ΔT – снижение возраста технической спелости, лет.
Таблица 1 – Значение целевой функции Ω1 неразреживаемого (контрольного)
древостоя для различных целевых диаметров
Целевой
Класс бонитета
диаметр, см
Iа
I
II
III
9,1 (436/48)
7,5 (410/55)
5,5 (373/67)
4,4 (356/81)
22
3
3
3
м /год
м /год
м /год
м3/год
8,6 (474/55)
7,2 (451/62)
5,6 (417/74)
4,2 (384/90)
24
3
3
3
м /год
м /год
м /год
м3/год
8,8 (511/58)
6,9 (474/69)
5,4 (446/82)
4,1 (401/98)
26
3
3
3
м /год
м /год
м /год
м3/год
8,3 (542/65)
6,7 (507/77)
5,2 (459/89)
3,9 (413/106)
28
3
3
3
м /год
м /год
м /год
м3/год
7,9 (555/70)
6,2 (521/84)
4,9 (475/97)
3,7 (429/115)
30
3
3
3
м /год
м /год
м /год
м3/год
7,5 (576/77)
6,0 (543/90)
4,8 (501/104)
32
3
3
м /год
м /год
м3/год
7,3 (600/82)
5,9 (569/97)
34
3
м /год
м3/год
Наиболее выгодным будут являться те режимы изреживаний, при
которых max [2]. Целевая функция (1) показывает, какой объем древесины
мы можем получить с одного га площади за один год лесовыращивания.
143
Целевая функция (2) показывает, насколько увеличится пользование
древесины с одного га площади за один год лесовыращивания по сравнению с
контрольным древостоем.
Не менее важным является целевая функция (3). Данный показатель
позволяет оценить динамику положительного эффекта от внедрения
оптимальных режимов выращивания сосновых древостоев и внести при
необходимости коррективы в управлении процессом лесовыращивания.
Рассчитано значение запаса стволовой древесины и возраст технической
спелости сосновых насаждений Iа, I, II и III классов бонитета для различных
целевых диаметров. Полученные данные приведены в таблицах 1 и 2.
Таблица 2 – Значение целевой функции Ω1 разреживаемого (с оптимальными
режимами изреживаний) древостоя для различных целевых диаметров
Целевой
Класс бонитета
диаметр, см
Iа
I
II
III
12,4 (559/45)
10,6 (550/52)
8,3 (532/64)
6,6 (510/77)
22
3
3
3
м /год
м /год
м /год
м3/год
12,3 (641/52)
10,8 (635/59)
8,3 (582/70)
6,5 (556/85)
24
3
3
3
м /год
м /год
м /год
м3/год
13,0 (717/55)
10,7 (697/65)
8,2 (637/78)
6,3 (575/92)
26
3
3
3
м /год
м /год
м /год
м3/год а
12,7 (772/61)
10,0 (731/73)
7,8 (658/84)
6,0 (598/100)
28
3
3
3
м /год
м /год а
м /год
м3/год
12,3 (812/66)
9,7 (774/80)
7,2 (665/92)
5,8 (627/109)
30
3
3
3
м /год
м /год
м /год
м3/год
12,0 (861/72)
9,6 (819/85)
7,4 (736/99)
32
3
3
м /год
м /год
м3/год
11,4 (890/78) 9,1 (834 м3/92)
34
м3/год
м3/год
На основании полученных данных построены графики (рис. 1-3)
наглядно отображающие преимущества целевой оптимизации режимов
ускоренного выращивания сосновых древостоев.
144
V, м3
Увеличение запаса стволовой древесины с 1 га
300
280
260
240
220
200
180
160
140
120
100
22
24
26
Iа бонитет
28
I бонитет
30
II бонитет
32
34 Dц, см
III бонитет
Рисунок 1 – График увеличения запаса древесины с 1 га с ростом целевого
диаметра
Среднегодовое увеличение пользования древесиной с 1 га
Ω, м3/год
5
4
3
2
1
0
22
Iа бонитет
24
26
I бонитет
28
II бонитет
30
32
III бонитет
34
Dц, см
Рисунок 2 – График среднегодового увеличения пользования древесиной с 1 га
в зависимости от целевого диаметра
145
T, лет
120
100
80
60
40
20
0
22
24
26
28
30
32
34
Dц, см
Iа бонитет
I бонитет
II бонитет
III бонитет
Рисунок 3 – График снижения возраста наступления технической спелости
насаждения в зависимости от целевого диаметра
При проведении рубок ухода в сосновых древостоях выход стволовой
древесины увеличивается в зависимости от класса бонитета и
соответствующих типов лесорастительных условий. Рекомендуемые режимы
изреживаний позволяют сократить срок получения технически спелой
древесины.
Библиографический список
1. Мурзинов, Ю. В. Свидетельство о государственной регистрации
программы для ЭВМ № 2010610420. Программа для расчета режимов
оптимального ускоренного выращивания сосновых древостоев [Текст] /
Мурзинов Ю. В., Малышев В. В., Петровский В. С.; правообладатель ГОУ
ВПО "ВГЛТА". - № 2009616205; заявл. 6.11.2009; зарегистрировано в Реестре
программ для ЭВМ 11.01.2010.
2. Петровский, В. С. Автоматизированное проектирование режимов и
выбора машин для проведения рубок ухода за лесом [Текст] / В. С.
Петровский, В. В. Малышев, Ю. В. Мурзинов. М.: ФЛИНТА: Наука, 2012. –
216 с.
146
УДК 630*383
ОСОБЕННОСТИ РАСЧЕТА НЕЖЕСТКОЙ ДОРОЖНОЙ ОДЕЖДЫ
ЛЕСНОЙ ДОРОГИ В УСЛОВИЯХ РЕСПУБЛИКИ КОМИ
FEATURES CALCULATION NONRIGID ROAD CLOTHES FOREST ROADS
IN THE KOMI REPUBLIC
Овчинникова И.И., студент
Шатунова В.С., студент
ФГБОУ ВПО «Ухтинский государственный технический университет»
г. Ухта, Россия
DOI: 10.12737/3943
Аннотация: в статье рассматривается конструирование и расчет
нежесткой дорожной одежды лесной дороги в Ижемском районе Республики
Коми от воздействия нагрузок А-3, а также прогноз полной осадки и времени
консолидации основания, проверка устойчивости основания и динамический
расчет насыпи.
Summary: the article considers the design and calculation of non-rigid
pavement road in the forest area of the Izhemsky area of the Komi Republic of action
of a load A-3, as well as rainfall and forecast full-time consolidation of a base, check
the stability of the base and dynamic calculation of the mound.
Ключевые слова: лесная дорога, дорожная одежда, нагрузка,
устойчивость.
Keywords: forest road, pavement, the load, resistance.
Для обеспечения необходимых условий эксплуатации лесовозные
автомобильные дороги проектируют с учетом надежности, под которой
понимают вероятность безотказной работы конструкции дороги в течение
всего периода между капитальными ремонтами.
Дорожные одежды нежесткого типа рассчитывают на прочность по трем
критериям: а) сопротивлению упругому прогибу всей конструкции; б)
сопротивлению сдвигу в грунтах и слоях из слабосвязных материалов; в)
сопротивлению растяжению при изгибе монтажных слоев. Одежды с
покрытиями переходного типа рассчитывают на воздействие подвижных
нагрузок только по двум критериям – упругому прогибу и сдвигу в грунте
земляного полотна. Независимо от результатов расчета на прочность толщина
покрытия (с учетом запаса на износ) и других слоев одежды должна
назначаться не менее минимально допустимых величин.
Республика Коми относится ко II дорожно-климатической зоне.
Основные характеристики расчетной нагрузки А-3 приняты следующие:
147
нормативная нагрузка на ось 13000 кг; давление воздуха в колесе наиболее
нагруженной оси – 6 кгс/см2; диаметр отпечатка колеса при статическом
нагружении – 37 см, при динамическом нагружении – 42 см; расчетная
статическая нагрузка на колесо – 6500 кг, динамическая – 7150 кг.
Интенсивность движения лесовозных автопоездов составляет 50 расчетных
лесовозных автомобилей в сутки.
Принятая дорожная конструкция: 1. Щебень, марки 1200, фр. 20×40 мм с
расклинцовкой по ГОСТ 25607-94, ГОСТ 8267-93, Купл = 0,98, t = 80 см. 2.
Песок мелкий по ГОСТ 8736-93, Купл = 0,98, t = 125 см. 3. Щебень, марки 1200,
фр. 20×40 мм с расклинцовкой по ГОСТ 25607-94, ГОСТ 8267-93, Купл = 0,98, t
= 15 см.
4. Грунтовое основание – суглинок.
В ходе исследований были определены эпюры вертикальных напряжений
от действующей нагрузки и собственного веса дорожной одежды. Произведен
расчет по условию сдвигоустойчивости слабосвязного слоя дорожной одежды
и подстилающего грунта. Недопустимые деформации сдвига в конструкции не
будут накапливаться, если в слабосвязном слое дорожной одежды и
подстилающем грунте обеспечено условие:
Кпр
пр
акт
,
(1)
где Кпр – требуемый коэффициент прочности по данному критерию, Кпр =
0,87; акт – расчетное активное напряжение сдвига в слабосвязном слое
дорожной одежды или грунте от действующей нагрузки, кгс/см2; пр –
предельная величина активного напряжения сдвига, превышение которой
вызывает нарушение прочности на сдвиг, кгс/см2. Действующие в грунте
активные напряжения сдвига акт определены по зависимости:
акт
( 1 3 ) ( 1 3 ) sin
,
2 cos
(2)
где σ1 – максимальное главное напряжение; σ3 – минимальное главное
напряжение; φ – угол внутреннего трения грунта.
Главные напряжения σ1 и σ3 вычислены с использованием точного
решения осесимметричной задачи теории упругости.
Предельная величина активных напряжений сдвига τпр определена по
зависимости:
τпр=кd(с+γсрzопtgφст),
(3)
где с – сцепление в грунте, МПа; zоп – глубина расположения
поверхности слоя, проверяемого на сдвигоустойчивость (от верха
конструкции), см; γср – средневзвешенный вес конструктивных слоев,
расположенных выше проверяемого слоя, кгс/см3; φст – расчетный угол
148
внутреннего трения материала проверяемого слоя при статическом действии
нагрузки, град; кd – коэффициент, учитывающий особенности работы
конструкции на границе подстилающего слоя с нижним слоем несущего
основания. Условия прочности выполнены и по результатам построены эпюры
действующих и допускаемых активных касательных напряжений (τакт) в
слабосвязном слое дорожной одежды и подстилающем грунте.
Расчетные значения внешней нагрузки, приходящей на кровлю слабого
грунта были определены из выражения: Pрасч=σzg+σz.
(4)
где σzg – напряжения от собственного веса насыпи; σz – напряжения от
колеса автомобиля. Осадка слабой толщи в пределах активной зоны рассчитана
по формуле
Р расч H акт ,
(5)
S кон
Е ср
где Накт – мощность сжимаемой толщи, см; Ррасч – нагрузка на
поверхности толщи, кгс/см2; Еср – средневзвешенный модуль деформации
сжимаемой толщи, кгс/см2. Определены коэффициент консолидации и время
консолидации грунта.
Устойчивость основания оцениваем по величине коэффициента
k без Рбез / Р расч .
безопасности:
(6)
Расчетная нагрузка составит: Р расч н (hрасч S кон )
(7)
где γн – удельный вес грунта насыпи; hрасч – расчетная высота насыпи; Sкон
– конечная осадка основания насыпи.
Безопасная нагрузка для условий быстрой отсыпки, исходя из
нач
прочностных свойств грунта, равна:
Pбез
(С нач ztg нач ) / ,
(8)
где Снач и φнач – сцепление и угол внутреннего трения грунта при
природной влажности; γ – средневзвешенный удельный вес толщи; z – глубина
расположения рассматриваемого горизонта от поверхности земли; β – функция
φнач.
Составлены блок – схемы и алгоритмы расчетов (рис. 1, 2, 3.4)
149
N
p
0, 7 N p
Кс
Т рqг К n
q ( Тсо1)
вывод
N
p
пес
ввод h, E, SN p ,c , E общ
/ E пес
1
Етр
qt 1 3,25
N q 1
рD
1,32
25,119 Q
вывод
Ен h пес щеб
, , Eобщ , Eобщ , Етр
Ев p
щеб
К пр Етр
/ Етр
вывод К пр
Рисунок 1 – Блоксхема расчета по
допустимому
упругому прогибу
Рисунок 2 – Алгоритм расчета по допустимому
упругому прогибу
n
n
Ев Eh / h
i 1
i 1
ввод j , н , p
T н p
вывод Eв ,T
Tпр сNK д 0,1qср zontgjСТ
щеб
К пр Етр
/ Етр
вывод Tпр , К пр
Рисунок 3 – БлокРисунок 4 – Алгоритм расчета конструкции по условиям
схема расчета
сдвигоустойчивости
конструкции по
условию
сдвигоустойчивости
150
УДК 630*377
К ВОПРОСУ РЕШЕНИЯ ЗАДАЧИ РАСПРЕДЕЛЕНИЯ
ЛЕСОПРОМЫШЛЕННЫХ ПРОИЗВОДСТВ ПОСРЕДСТВОМ
КОНЦЕНТРАЦИИ И СПЕЦИАЛИЗАЦИИ
THE PROBLEM SOLVING THROUGH DISTRIBUTION TIMBER INDUSTRY
CONCENTRATION AND SPECIALIZATION
Пильник Ю.В., старший преподаватель
Бурмистрова О.Н., д.т.н., профессор
ФГБОУ ВПО «Ухтинский государственный технический университет»
г. Ухта, Россия
DOI: 10.12737/3944
Аннотация: данной статье рассматривается воздействие транспортного
фактора на территориальное размещение лесопромышленных предприятий, на
процессы специализации и кооперирования производства. Проблема учёта
транспортного фактора в рассматриваемых задачах требует не только
оптимизационного
подхода
на
основе
критериев
экономической
эффективности, но и учёта особенностей, которые вносит специфика
действующего производственного механизма, существующие различия между
предприятиями.
Summary: the his article considered the impact of transport factor on the
geographic distribution of forest companies, the processes of specialization and
cooperation. Problem of the transport factor in these problems requires not only
optimization approach based on the criteria of economic efficiency, but also taking
into account features that contributes specificity of action of the production
mechanism, the differences of the between the enterprises.
Ключевые слова: анализ, планирование, учёт, затраты, показатели,
затраты, оптимизация, критерии, транспорт, система, модель, объём,
размещение, производство.
Keywords: analysis, planning, accounting, cost, performance, cost,
optimization criteria, transport system, model, size, placement and production.
Транспорт оказывает существенное воздействие на территориальное
размещение лесопромышленных предприятий, на процессы специализации и
кооперирования производства. Влияние его проявляется в двух направлениях.
С одной стороны, транспорт выступает как производственный ресурс
(ограничивающий фактор), с другой – расходы транспорта выступают как
составляющая производственных затрат и, следовательно, на размещение
производства, его специализацию и кооперирование влияет соотношение
151
производственных затрат на транспортировку продукции.
В проблеме учёта транспортного фактора при анализе в отраслевом
планировании выделяются два круга методических вопросов: как оценить
существенность транспортного фактора и как формировать нормативную базу
по транспорту для задач размещения и развития производства (то есть
определить величины транспортных расходов по элементам транспортной
сети). Как показывают исследования, при перспективном отраслевом анализе и
планировании, учёт затрат на транспорт, как правило, обязателен. Здесь надо
иметь в виду следующее практическое соображение. Чем меньше требуется
дополнительных затрат на транспорт, тем относительно выгоднее возить
продукцию дальше (больший регион потребителей прикреплять к пункту с
меньшими затратами в производственном цикле). Это создает предпосылки для
концентрации и специализации производства. С другой стороны, чем больше
требуется затрат на транспорт, тем выгоднее сокращать дальность перевозки
(целесообразнее рассредоточивать производство) [1].
Модель оптимального размещения выпуска однородной продукции с
учётом минимизации совокупных общественных затрат на производство и
транспорт может быть записана в таком виде
m n
m
(1)
min З min f i Qi C ij Qij
i 1
i 1 j 1
при ограничениях
(2)
n
Qi Qij M iдоп , i 1, m;
j 1
m
Q j Qij P j ,
(3)
j 1, n;
j 1
Qij 0 ,
(4)
где i , j – индексы возможных пунктов производства и соответственно
пунктов потребления продукции;
Qi , M iдоп - объёмы производства и соответственно предельно допустимые их
величины в i-ом пункте;
Q ij - интенсивность транспортно – экономических связей между пунктами i
и пунктами j;
f i Qi - функция производственных затрат в i-ом пункте;
C ij - удельные транспортные затраты на перевозки между пунктами i и j;
P j ,Q j -
необходимый
объём
потребления
и
соответственно
объём
доставляемой в j –й пункт продукции.
Из анализа модели (1) – (4) можно установить, что определяющее влияние
152
на размещение производства оказывает не абсолютный уровень транспортных
затрат, а дифференциация их по различным транспортным связям: чем меньше
эта дифференциация, тем слабее влияние транспорта (независимо от общего
уровня транспортных затрат). При малых или относительно постоянных
затратах, оптимальный план отыскивается из условия минимума только
производственных затрат. Дифференциация непосредственно влияет и на
оптимальные транспортно – экономические связи, прикрепление поставщиков
к потребителям. В рассматриваемой модели учтены не все влияющие факторы
(например, отражение установить длительные хозяйственные связи), но в
целом тенденции влияния транспорта на прикрепление поставщиков к
потребителям модель отражает правильно.
Участвующие в оптимизационных расчётах показатели транспортных
затрат должны быть структурно сопоставимы с показателями затрат на
производство, а методы их определения должны быть согласуемыми с
условиями их применения в оптимизационных расчётах. На практике задача
размещения и развития производства рассчитываются обычно при следующих
предпосылках [2].
1. Пункты и объёмы потребления рассматриваемой продукции
фиксированы, - критерий – минимум приведённых затрат на производство и
транспортировку продукции.
2. Оптимизация размещения выполняется по всему предполагаемому
объёму выпуска продукции (а не только по его приросту).
3. В экономико–математических моделях транспортные блоки имеют
линейную структуру с постоянными коэффициентами целевой функции –
значениями удельных показателей транспортных затрат, не зависящими от
объёма перевозок.
4. Расчёты выполняются изолировано по отдельным вариантам (или их
комплекса) без непрерывного обмена информацией, поэтому суммарные
загрузки транспортных объектов потоками всех родов грузов в ходе расчётов
ещё неизвестны.
Разработка показателей транспортных затрат для их оптимизации в
условиях неопределённости общей загрузки транспорта является весьма
актуальной. В силу экстремального характера оптимизационных расчётов
показатели транспортных затрат должны отражать лишь дополнительные
составляющие, зависящие от размещения производства, объёмов и
направлений перевозок грузов и т.д. (к ним относятся все капитальные
вложения в развитие транспортной сети, эксплуатационные расходы в части,
связанной с движением подвижного состава: топлива, электроэнергии, оплата
153
труда персонала и т.д.). «Независящие» затраты в расчётах и в составе
используемых показателей транспортных затрат не учитываются. Однако,
существует целый ряд задач (определение полной себестоимости перевозок,
внешнеторговые расчёты и т.п.), в которых исключение «независящих» затрат
недопустимо, так как это искусственно занижает общий уровень затрат на
перевозки.
В ряде случаев при анализе размещения производства необходимо
дополнительно учесть ущерб от снижения качества и потерь лесопродукции в
пути. Эти элементы целесообразно учитывать, непосредственно добавляя их к
показателям производственных затрат или по соответствующим расходам на
начально – конечные операции. Также может быть введена корректировка,
связанная с неаддитивностью транспортных затрат по расстоянию.
При решении транспортных оптимизационных задач предполагается, что
найденные транспортно – экономические связи на этом этапе и транспортные
потоки будут осуществляться в реальном текущем плане. Однако условия
реального хозяйственного механизма могут потребовать заново решать вопрос
о прикреплении поставщиков к потребителям и уже в качестве величин будут
рассматриваться, как правило, транспортные тарифы (будет «решаться» задача
минимизации тарифных плат). Возникает проблема модификации исходной
информации и процедуры решения с целью снижения отрицательного влияния
хозяйственного механизма при реализации решения. Здесь можно выделить
три следующих этапа:
а) подготовка информации для решения задачи о размещении
производств;
б) выбор решения по минимуму приведенных затрат;
в) реализация принятого решения (определение рациональных потоков
сырья и готовой продукции по минимуму тарифных плат).
Если тарифы совпадают с соответствующими дифференциальными
удельными приведёнными транспортными затратами, то потери качества
решения не происходит. В противном случае, должны быть внесены
необходимые коррективы на этапах «а» и «б».
Вывод: таким образом, проблема учёта транспортного фактора в
рассматриваемых задачах требует не только оптимизационного подхода на
основе критериев экономической эффективности, но и учёта особенностей,
которые вносит в реализацию оптимизационных планов специфика
действующего производственного механизма, существующее различие
критериев оптимизации. Важны здесь и информационные условия решения
задачи:
при
полной
информации
оценки
транспорта
являются
154
дифференциальными (приростными) величинами, при неполной –
дифференциально – усреднёнными при вероятностном характере. Роль
отсутствующей обратной связи влияния варианта размещения производства на
развитие и загрузку транспортной системы, её затратные характеристики могут
выполнять подключаемые здесь к модельным построениям элементы
неформального характера (экспертная информация).
Библиографический список
1.
Сушков, С.И. Методика определения оптимальных процессов
транспортировки лесоматериалов. [Текст]/ C.И. Сушков, О.Н. Бурмистрова
Актуальные
проблемы
развития
лесного
комплекса:
материалы
Международной научно-технической конференции. – Вологда: ВоГТУ, 2013. –
с. 42-44.
2.
С.И. Сушков. К вопросу совершенствования структуры
региональной транспортной системы лесного комплекса. Моделирование
систем и процессов, научно-технический журнал, выпуск 3-4, ВГЛТА,2010. –
С.38-42
УДК 630*377
МЕТОДИКА ОЦЕНКИ ОПТИМАЛЬНЫХ ТРАНСПОРТНЫХ
ПОТОКОВ ЛЕСОМАТЕРИАЛОВ
METHODS OF OPTIMAL TRANSPORT FLOWS TIMBER
Пильник Ю.В., старший преподаватель
Бурмистрова О.Н., д.т.н., профессор
ФГБОУ ВПО «Ухтинский государственный технический университет»
г. Ухта, Россия
DOI: 10.12737/3945
Аннотация:
перераспределение
объёмов
лесоматериалов
от
поставщиков к потребителям в лесных предприятиях из арендованных
участков лесного фонда производится на основе экономико-математических
методов при достаточных резервах проносных и провозных способностях
соответствующих видах транспорта учитывая только текущие затраты,
которые не предполагают долгосрочное планирование.
Summary: ibution of volumes of timber from suppliers to consumers in forest
enterprises of leased forest areas is based on economic-mathematical methods with
sufficient reserves pronosnyh and carrying capacity corresponding transport taking
into account only the current costs that do not involve long-term planning.
155
Ключевые слова: объём, лесоматериалы, потоки, груз, экономия.
Keywords: volume, timber, and cargo and savings.
Главными особенностями методики определения экономического
эффекта применения комплексных оптимальных грузопотоков является:
изменение (перераспределение) объемов перевозок лесоматериалов
на каждом из рассматриваемых видов транспорта (при неизменном общем
объеме перевозок на транспортной сети);
возникновение дополнительных затрат на освоение передаваемых
объемов перевозок соответствующих видов транспорта;
наличие
дополнительных
погрузочно-разгрузочных
(перевалочных) операций и соответствующих затрат (при необходимости) на
развитие пунктов перевалки.
В общем виде экономический эффект комплексной схемы (ΔЭк)
определяется по формуле:
ΔЭ =ΔЭ –ΔЗ .
руб.
(1)
где Δ Э – экономия, получаемая на том виде транспорта, с которого
передается часть перевозок груза;
Δ З – дополнительна затраты на том виде транспорта, на который
передается часть перевозок (чаще всего - это автомобильный),
Расчет рассматриваемых показателей эффекта (и экономия, и затрат)
может производиться при наличии достаточных резервов пропускных и
провозных способностей на соответствующих видах транспорта для освоения
передаваемого объема перевозок лесоматериалов [1].
При малых размерах передачи объема лесоматериалов и наличии
резервов в расчетах учитывается экономия (затраты) только текущих
(эксплуатационных) расходов и капитальных вложений в потребный
подвижной состав. При значительных размерах передачи объема
лесоматериалов и отсутствии указаний выше резервов к учету должны
приниматься полные текущие (эксплуатационные) расходы и капитальные
вложения в подвижной состав и постоянные устройства. Все расчеты
выполняются только на дополнительный (передаваемый) объем перевозок
лесоматериалов – ΔРпер.
При расчетах экономии (затрат) в смешанных перевозках.
Так как перераспределение грузопотоков осуществляется на конкретных
направлениях и в связи с замкнутостью отдельных лесных массивов, то
дсполнительные затраты (как и эконемию) целесообразно определять по сумме
перевозок конкретных передоваемых объемов лесоматериалов груза. Схема
к
т
д
т
д
156
определения этих расходов следующая.
Дополнительные эксплуатационные расходы на освоение передаваемого
объема перевозок лесоматериалов определяется (при наличии перевозочных
резервов) по формуле:
1
Pl C
i i
Сqпер
зав
п
n
1000
(2)
где Pili - дополнительный грузооборот, определяемый произведением
объема перевозок (Р) на протяженность (l) соответствующей корреспонденции
(i), ткм;
С пзав
- зависящая (переменная) часть себестоимости перевозок
конкретного вида лесоматериалов на определенном полигоне р/м3 ,км;
n - число передаваемых корреспонденций груза (i = 1,2...n).
Дополнительные капитальные вложения в подвижной состав в этих
условиях определяется, по формуле:
1
Pl
i i
К q
Ц пс
n
365 Fпc
(3)
где Fпс
- суточная производительность единицы подвижного состава
(вагона, локомотива, судна соответствующего типа и т.п.), м3, км;
Цпс- оптовая цена единицы подвижного состава, руб.
Расстояния перевозки определяются с учетом поправочных
коэффициентов, учитывающих эксплуатационную длину дорожной сети по
отношению к определенной картаграфически. Затраты на перевалку груза
определяется по формулам:
зав
2 Pпер C пер
К пр
С qпер
P
пер
1000
- годовой объем перевозки груза, м3;
Сqпер - дополнительные текущие расходы на осуществление перевалки
груза, руб.;
зав
Cпер
- зависящая от объема перевалка часть себестоимости выполнения
погрузочно-разгрузочных работ в портах, руб-опер.;
157
(4)
Кпр- коэффициент, учитывающий долю прямой вывозки .
Общая величина дополнительных приведенных затрат на освоение
передаваемого объема лесоматериалов определяется по формуле:
ΔЗд = Сд + Ео(Кд + ΔКоб)
(5)
где Сд - дополнительные текущие затраты;
Кд - дополнительные капитальные вложения в подвижной состав и
другие устройства (включая при необходимости и в погрузочно-разгрузочные
механизмы склады пунктов перевалки), руб.;
ΔКоб - дополнительная стоимость оборотных средств грузовладельцев,
связанная с замедлением скорости доставок груза, руб.
Аналогичным образом можно определить и экономию затрат, связанную
с передачей лесоматериалов на другой вид транспорта.
Величину дополнительных затрат и их экономии можно определять по
соответствующим поучастковым затратам транспорте. При этом необходимо
учитывать, что высвобожденный подвижной состав в результате реальной
передачи части перевозок на другой вид транспорта может обеспечить
дополнительную перевозку грузов и тем самым дать определенный
экономический эффект.
Вывод: при использовании стоимостных транспортных сетей для
решения комплексных задач оптимизация грузопотоков экономическая
эффективность рассматриваемых схем может быть получена как разница
функционалов оптимального и действующего планов перевозок груза,
получаемых с помощью ЭВМ.
Библиографический список
1.
Сушков, С.И. Разработка модели организационных системы
транспортных потоков в лесном комплексе. [Текст] / С.И. Сушков, О.Н.
Бурмистрова –М.: Современные проблемы транспортного комплекса России:
Вып. 4:Межвуз. сб. науч. тр. / под ред. АН Рахмангулова. Магнитогорск: Издво Магнитогорск. гос. техн. ун-та им. Г.И.Носова, 2013.- С110-115.
2. Бурмистрова, О.Н. Формирование иерархической системы принятия
решений при управлении транспортными потоками в лесном комплексе.
[Текст] / О.Н. Бурмистрова, А.С. Сушков – М.: Воронежский научнотехнический
вестник.
Воронеж:
ВГЛТА.
Режим
доступа
http://vestnikvglta.ucoz.ru/noviy_nomer/1.pdf – № 4(6). 2013.–С.66-69.
158
УДК 630.367
ПОВЫШЕНИЕ КАЧЕСТВА ЛЕСОВОССТАНОВИТЕЛЬНЫХ
ОПЕРАЦИЙ
QUALITY IMPROVENMENT OF FOREST RECONSTRUCTION AKTIVITIES
Поздняков Е.В., аспирант
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3946
Аннотация: Описаны условия работы агрегатов на вырубках.
Представлена технология удаления пней, которая позволит повысить качество
операций лесовосстановления.
Summary: Conditions of aggregates work on cutting areas are described.
Technology of stumps extraction which allow advance to quality of forest
reconstructions activities is presented.
Ключевые слова: лесовосстановление, вырубка, пень, почва.
Keywords: forest reconstruction, cutting area, stump, soil.
Основными объектами при лесовосстановлении являются вырубки. Для
вырубок характерны различные древесные препятствия в виде пней, отдельных
деревьев, крупных корней, порубочных остатков. В этих условиях лесные
почвообрабатывающие орудия с пассивными рабочими органами (лемешные и
дисковые плуги, бороны, культиваторы и др.) выполняют операции по
основной, дополнительной и междурядной обработке почвы, нарезке
противопожарных полос, содействию естественному возобновлению леса.
Вырубки в нашей стране занимают значительный объем лесокультурного
фонда: в таежной зоне – 30…40 %, в подзоне смешанных лесов – 60…65 %, в
лесостепи искусственным путем восстанавливается до 90…95 % вырубаемых
площадей.
Количество пней на вырубках – один из основных факторов,
определяющих условия работ машинно-тракторных агрегатов. Вырубки в
таежной зоне европейской части России содержат пней на 1 га: до 400 – 5 %;
400…600 – 40 %; 600…800 – 45 %; 800…1200 – 9 %; свыше 1200 – 1 %. В зоне
смешанных лесов: до 400 пней на 1 га – 3 %; 400…600 – 50 %; 600…800 – 41
%; 800…1200 – 24 %; свыше 1200 пней – 2 %. 80 % европейского севера
имеют 800 пней на 1 га [1].
Из-за объезда крупных препятствий почвообрабатывающие агрегаты
совершают криволинейное зигзагообразное движение. При наличии 600…800
пней на 1 га радиус кривизны пути движения агрегата составляет в среднем
159
15…30 м, а на отдельных участках снижается до 5 м. При этом частые
повороты ухудшают условия работы агрегата.
Однако, несмотря на криволинейное движение, рабочие органы лесных
почвообрабатывающих орудий встречаются с препятствиями по следующим
причинам. Во-первых, невозможно провести агрегат строго в промежутках
между препятствиями. Во-вторых, препятствия бывают скрыты под
поверхностью почвы (пни, крупные корни). В-третьих, иногда наезд на
препятствие предусматривается технологическим процессом, например, при
прокладке на нераскорчеванных вырубках строго прямолинейных борозд и
полос.
Частота столкновений рабочих органов с пнями на свежей
нераскорчеванной вырубке колеблется в широких пределах и зависит в
основном от типажа и габаритов почвообрабатывающего агрегата,
геометрических размеров пней и их количества на гектаре. К примеру, при
наличии на 1 га вырубки от 600 до 1200 пней столкновение с ними рабочих
органов составляет от 15 до 200 раз. Число столкновений рабочих органов с
крупными неперерезаемыми корнями в среднем в 2…3 раза превышает число
столкновений орудия с пнями.
При встрече с препятствиями рабочие органы и другие детали машин
испытывают интенсивные ударные нагрузки, которые в 10…20 раз превышают
среднее рабочее сопротивление. Динамические нагрузки приводят к изгибу и
скручиванию деталей, образованию трещин, отколам, обломам, разрушению
сварных соединений.
Поэтому в большинстве случаев процесс лесовосстановления начинается
с операции по удалению пней, для выполнения которой разработано
множество тракторных агрегатов, отличающихся друг от друга конструкцией,
принципом действия, типом рабочих органов, энергетическими средствами [2].
Одним из самых старых способов машинного удаления пней является их
корчевание. Однако, корчевка – это энергоемкий процесс, поскольку
корчеватели и корчеватели-собиратели удаляют пни, создавая в корнях
напряжения растяжения, повышение допустимых значений которых приводит
к их разрыву.
Известно, что древесина хорошо работает на растяжение. Предел
прочности при сжатии древесины дуба вдоль волокон равен 30,5 МПа, при
статическом изгибе – 65,5 МПа, при растягивании вдоль волокон – 94,6 МПа.
Незначительно ему уступают клен и бук. Осина, в свою очередь, значительно
уступает по пределу прочности при сжатии и изгибе, но практически не
уступает по сопротивлению растяжению – 92,7 МПа. Это и является причиной
160
большого сопротивления осиновых пней корчеванию.
Древесина всех видов пород обладает малым сопротивлением
скалыванию вдоль волокон. При радиальном и тангенциальном скалывании
сопротивление составляет соответственно: для дуба – 7,6 и 8,8; для клена – 8,2
и 8,8; для липы – 5,5 и 4,9; для осины – 3,5 и 4,9; для сосны – 4,2 и 4,4; для ели
– 4,0 и 4,3; для березы – 4,9 и 5,8 МПа.
Следовательно, сопротивление скалыванию меньше сопротивления
растяжению и разрыву волокон дуба в 10,7…12,8 раза; для клена – в 10,2…11,0
раз; для березы – в 21,4…25,3 раза; для липы – в 16,3…18,2 раза и осины – в
18,9…26,6 раза.
Кроме того, корчевка пней сопровождается значительными нарушениями
экологического порядка. Это удаление верхнего плодородного слоя почвы,
разрушение структуры почв за счет колееобразования и буксования ходовых
органов трактора, образование подпневых ям, повреждение растительности.
Поэтому конструкторы начали сосредотачивать свое внимание на
изыскании других способов и разработке технических средств удаления пней,
которые воздействовали бы только на древесину пня и не оказывали
негативного влияния на окружающую его почвенную среду, являясь тем самым
экологически безопасными.
Однако, несмотря на все достоинства, машины для измельчения,
понижения и дробления пней имеют существенный недостаток: они фрезеруют
пни только до уровня поверхности почвы. Оставшаяся подземная часть пней
является препятствием для работы лесных почвообрабатывающих орудий, в
результате чего происходит снижение качества лесокультурных работ.
Понижение же пней ниже поверхности почвы сдерживается интенсивным
абразивным износом режущих элементов рабочих органов [3].
Для устранения этих недостатков необходимо предварительно
подготовить площадку вокруг пня в диаметре 120…180 см и на глубину 15…20
см. Однако все известные площадкоделатели используются на открытых
площадях и не предназначены для образования площадок вокруг пней.
Для выполнения данной операции предлагается агрегат, состоящий из
трактора МТЗ–80/82, телескопического гидроманипулятора, винтового
ротатора, поперечного бруса, двухштокового гидроцилиндра, двух
гидромоторов, ротационных рабочих органов с гибкими рыхляще-сдирающими
элементами в виде кусков троса, гидросистемы и органов управления.
161
Рисунок 1 – Технологическая схема рабочего процесса орудия для
формирования площадок вокруг пней
Рабочий процесс осуществляется следующим образом (рис. 1).
Тракторист с помощью гидроманипулятора устанавливает устройство над пнем
до контакта с поверхностью почвы. Включает гидропривод, в результате чего
ротационные рабочие органы начинают вращаться. Троса при этом
соприкасаются с пнем. При помощи ротатора производят реверсивный поворот
устройства. За счет этого обеспечивается удаление почвы вокруг пня в
диаметре 1,2…1,8 м и очищение его в зоне пиления на глубину до 15…20 см.
После удаления почвы на необходимую глубину тракторист поднимает
ротационные рабочие органы в верхнее положение и отключает их привод.
При пне большего диаметра тракторист посредством двухштокового
гидроцилиндра разводит ротационные рабочие органы, при пне меньшего
диаметра – уменьшает расстояние между ними.
В результате формирования площадки вокруг пня и удаления с него
налипшей почвы в пределах глубины площадки повышаются эффективность
162
работы измельчителей пней, качество вспашки, посадки и других операций по
лесовосстановлению, улучшаются условия проходимости ходовых систем
тракторов, сокращаются трудовые и материальные затраты [4].
Библиографический список
1. Бартенев, И.М. К вопросу столкновения лесохозяйственных машин с
препятствиями на вырубках [Текст] / И.М. Бартенев // Вестник ЦентральноЧерноземного регионального отделения наук о лесе Академии естественных
наук Воронежской государственной лесотехнической академии. – Воронеж:
ВГЛТА. – 1998. – Вып. 1. – С.230-234.
2. Бартенев, И.М. Эффективные и экологически безопасные технологии
удаления пней на вырубках [Текст] // И.М. Бартенев, Е.В. Поздняков. –
Лесотехнический журнал. – 2013. – № 4. – С.146-151.
3. Технологии и машины удаления поросли, порубочных остатков и пней
на вырубках [Текст] / И.М. Бартенев, С.В. Малюков. – Воронеж: ГОУ ВПО
«ВГЛТА», 2010. – 82 с. – Деп. в ВИНИТИ 16.07.2010, № 454-В2010.
4. Бартенев, И.М. Эффективные способы и технические средства
удаления пней [Текст] / И.М. Бартенев, Е.В. Поздняков. – Тракторы и
сельхозмашины. – 2013. – № 9. – С.13-16.
УДК 630.37
РАЗРАБОТКА ХОДОВЫХ СИСТЕМ ДЛЯ ГУСЕНИЧНЫХ МАШИН
ЛЕСОПРОМЫШЛЕННОГО КОМПЛЕКСА
THE DEVELOPMENT OF SUSPENSION SYSTEMS FOR TRACKED
VEHICLES OF TIMBER INDUSTRY COMPLEX
Порошков Е.А., Евменеко В.А., Корсаков А.Н. студенты кафедры
Колесных и гусеничных машин ФГБОУ ВПО «Московский государственный
университет леса» г. Мытищи, Россия.
DOI: 10.12737/3947
Аннотация: Статья посвящена разработке ходовых систем, которые
существенно
повысят
маневренность,
проходимость,
скорость
и
производительность гусеничных лесозаготовительных машин на базе тракторов
"Алтайского тракторного завода" АТЗ и "Курганского машиностроительного
завода" машины МЛ-107А.
Summary: Article focuses on the development of suspension systems, which
will significantly increase the agility, passability, speed and performance of tracked
forest machines based on tractors "Altai Tractor Plant" and "Kurgan Machine-Building
163
Plant".
Ключевые слова: Гусеничные машины, ходовая система, опорная
поверхность, клиренс, маневренность, проходимость, гидроцилиндры,
гидропневматическая подвеска.
Keywords: Tracked vehicles; suspension system; support surface; clearance;
agility; passability, hydrocylinders, hydropneumatic suspension.
В
современных
условиях
перед
отечественным
лесным
машиностроением стоит задача сохранить конкурентоспособность на рынке
лесозаготовительной техники, за счет улучшения её характеристик, таких как
управляемость, маневренность, надежность и производительность. Перед нами
встала задача разработать конструкции ходовых систем для гусеничных
лесозаготовительных машин семейства АТЗ и "Курганмашзавода" способных
составить конкуренцию импортным аналогам. На рисунке 1 представлен
общий вид разработанной ходовой системы для валочно-пакетирующей
машины.
За базу машины нами был выбран трактор семейства АТЗ. Машина
данного типа имеет гусеничную базу и манипулятор с мощной валочнопакетирующей головкой. Данный тип машины используется в основном на
хлыстовом или цельнодревесном способе заготовки древесины, на крупных
делянках расположенных на уклонах до 30о [1,8].
Рисунок – 1 Ходовая система ВПМ на базе АТЗ
По способу соединения осей опорных катков с корпусом подвески
данная ходовая система классифицируется как смешанная [4]. В ней крайние
опорные катки имеют индивидуальные связи и способны изменять свое
положение под воздействием гидравлических цилиндров, а другие катки
блокированы в тележке и уже таким образом связаны с корпусом
проектируемой машины. При опущенных крайних опорных катках ходовой
164
системы увеличивается площадь опорной поверхности и устойчивость машины
во время работы в продольной плоскости [12]. При поднятых крайних опорных
катках машина осуществляет поворот с наименьшими мощностными
затратами. Условия поворота определяются качеством грунта и радиусом
поворота [2]. Влияние конструкции гусеничного движителя при повороте
определяется длиной поверхности гусениц, шириной колеи и формой подошвы
траков [11]. Длина опорной поверхности гусениц при повороте составляет
2600мм. Давление на почву 0,57 кг/см2 . Основная база опорной поверхности
гусеничной ленты составляет 3900мм и давление на почву 0,38 кг/см2 [10].
На рисунке 2 и 3 представлена разработанная конструкция ходовой
системы гусеничного трелевочного трактора ТТ-4М (вид сбоку и сверху).
Рисунок – 2 Ходовая система гусеничного трелевочного трактора ТТ-4М (сбоку)
Как видно применяется торсионная подвеска. Мы остановили свое
внимание на торсионной подвески, так как она является самой простой и
надежной. Торсионы проектируемой подвески расположены рядом, что при
равной длине балансиров и одинаковом направлении их по ходу машины
приводит к смещению катков одного борта относительно катков другого.
Рисунок – 3 Ходовая система гусеничного трелевочного трактора ТТ-4М (сверху)
165
Нами предлагается использовать конструкцию составного торсиона,
стержневой торсион расположен внутри трубчатого торсиона. Конструкция
данной торсионной подвески осуществляет последовательную работу
стержневого торсиона, а затем трубчатого.
Для натяжения гусениц и гашения колебаний возникающих при
движении по профилю пути нами предлагается оснастить трактор
гидравлическим механизмом натяжения направляющих колес. Механизм
натяжения состоит из корпуса, цилиндра, поршня с кольцами и штока.
Передающим усилие является масло АМГ-10. В гидравлическую систему
механизма
натяжения
входят
сами
механизмы
натяжения,
гидрораспределитель,
гидромотор,
бак,
фильтр,
обратные
и
предохранительные клапаны. Давление масла в системе составляет 18 МПа.
Также нами была сделана попытка модернизации конструкции ходовой
системы гусеничной лесозаготовительной машины МЛ-107А выпускаемой
"Курганским
машиностроительным
заводом"
путем
установки
гидропневматической подвески. Общий вид проектируемой ходовой системы
лесозаготовительной машины МЛ-107А представлен на рисунке 4.
Проектируемая ходовая система машины МЛ-107А состоит из
следующих элементов: гусеничный движитель состоит из двух гусениц, двух
ведущих звездочек, двух направляющих колес с механизмом натяжения, 12
опорных и 6 поддерживающих катков. Конструкция данной подвески
предназначена для смягчения толчков и ударов действующих на раму машины при
движении её по лесосеке. Упругим элементом проектируемой подвески является
гидропневматическая рессора.
Рисунок – 4 Ходовая система лесозаготовительной машины МЛ-107А
166
Основное преимущество гидропневматической подвески это легкость
осуществления блокировки подвесок, изменение клиренса, мягкости, жесткости и
положения корпуса. Проектируемая машина является лесозаготовительной, в
процессе движения на её пути встречаются пни, поваленные деревья, камни и т.д.,
нам прежде всего необходимо было повысить проходимость проектируемой
машины за счет возможности изменения клиренса. Конструкция проектируемой
рессоры оснащена амортизатором находящимся между гидравлической и
пневмогидравлической полостью. Амортизатор предназначен для гашения
колебаний корпуса возникающих при движении машины.
Предлагаемые конструкции ходовых систем гусеничных машин
лесопромышленного комплекса призваны повысить технический уровень
тракторов на базе "Алтайского тракторного завода" и "Курганского
машиностроительного завода". Используя современные прикладные пакеты
компьютерных
программ,
можно
провести
прочностные
расчеты
разработанных конструкций ходовых систем [3,5,6,7,9,13].
Библиографический список
1. Воскобойников, И.В. Многооперационные лесные машины. / И.В.
Воскобойников, В.А. Кондратюк, В.М. Крылов, Д.В. Кондратюк, Е.Е.
Клубничкин // Монография. Том 1, Моск. гос. ун-т леса. - Москва : Изд-во
Моск. гос. ун-та леса. 2013 - 480 с.
2. Котиков, В.М. Воздействие лесозаготовительных машин на лесные почвы. /
В.М. Котиков // Диссертация доктора технических наук. – М.: МЛТИ, 1995. 214с.
3. Клубничкин, Е.Е. Повышение долговечности ходовой системы гусеничной
лесозаготовительной машины: диссертация кандидата технических наук: 05.21.01
/ Е.Е. Клубничкин // [Место защиты: Моск. гос. ун-т леса]. - Москва, 2008. - 227 с.
4. Ксеневич, И.П. Наземные тягово-транспортные системы. / И.П. Ксеневич,
В.А. Гоберман, Л.А. Гоберман // Энциклопедия. -М. Машиностроение, 2003. 788 с.
5. Клубничкин, Е.Е., Динамическое моделирование движения гусеничной
лесозаготовительной машины с использованием прикладных пакетов
компьютерных программ / Е.Е. Клубничкин, В.Е. Клубничкин, В.М. Крылов,
Д.В. Кондратюк //Лесной вестник. №8. 2012. С. - 41-47.
6. Котиков,
В.М.
Долговечность
ходовой
системы
гусеничной
лесозаготовительной машины / В.М. Котиков, Е.Е. Клубничкин // Тракторы и
сельхозмашины. № 5. 2008. С. 46-47.
7.
Клубничкин, Е.Е. Повышение долговечности ходовой системы
гусеничной лесозаготовительной машины: автореферат диссертации на
соискание ученой степени кандидата технических наук: Моск. гос. ун-т леса. Москва, 2008. – 18 с.
8. Воскобойников, И.В. Многооперационные лесные машины. / И.В.
167
Воскобойников, В.А. Кондратюк, В.М. Крылов, Д.В. Кондратюк, Е.Е.
Клубничкин // Монография. Том 2, Моск. гос. ун-т леса. - Москва : Изд-во
Моск. гос. ун-та леса. 2013 - 496 с.
9. Клубничкин, Е.Е. Определение нагруженности ходовой системы
многооперационной лесосечной машины / Е.Е. Клубничкин, В.А. Макуев, В.Е.
Клубничкин // Лесной вестник. №3. 2013. С. 175-177.
10.
Клубничкин, Е.Е К обоснованию удельного давления гусеничного
лесопромышленного трактора / Е.Е. Клубничкин, В.Е. Клубничкин, В.М.
Крылов, Д.В. Кондратюк // Лесной вестник. №8. 2012. С. 48-50.
11. Клубничкин, Е.Е. Ходовые системы гусеничных лесозаготовительных
машин [учебно-методическое пособие] / Е.Е. Клубничкин, В.А. Макуев, В.Е.
Клубничкин // - Москва : Изд-во Моск. гос. ун-та леса, 2010. - 110 с.
12.
Клубничкин, Е.Е. Изменение длины опорно-активных участков
движителя гусеничной лесозаготовительной машины с учетом режимов
нагружения / Е.Е. Клубничкин, В.Е. Клубничкин, Ю.В. Башкирцев, В.М.
Крылов //Лесной вестник. №2 (94). 2013. С. - 119-120.
13.
Клубничкин, Е.Е. Конечно-элементное моделирование ходовой
системы гусеничной лесозаготовительной машины / Е.Е. Клубничкин //
Автомобильная промышленность. №2. 2009. С. 29-30.
УДК 630.181
СРАВНИТЕЛЬНОЕ СОСТОЯНИЕ ГОРОДСКИХ И ПАРКОВЫХ
ПОСАДОК МЕСТНЫХ ВИДОВ ЛЕСНЫХ ПОРОД
COMPARATIVE STATE PARK AND URBAN FIT NATIVE SPECIES OF
FOREST TREES
Разинкова А.К., аспирант
кафедры экологии, защиты леса и лесного охотоведения
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»,
г. Воронеж, Россия
DOI: 10.12737/3948
Аннотация: в статье дан сравнительный анализ патологического
состояния пород местного происхождения в городской и пригородной зоне. В
результате исследований были выявлены степень воздействия и
доминирование воздействий биотического характера в пригородной зеленой
зоне, антропогенных и абиотических в городских посадках.
Summary: The article presents a comparative analysis of the pathological
state of rocks of local origin in urban and suburban areas. As a result, studies have
revealed a degree of influence and dominance effects of biotic nature in suburban
168
green, abiotic and anthropogenic in urban plantings.
Ключевые
слова:
лимитирующие
факторы,
устойчивость,
жизнеспособность, патологии, аборигенные виды.
Keywords: limiting factors, sustainability, viability, pathology, native species.
Здоровая среда города обуславливает физический, психологический и
социальный комфорт жителей, а также обеспечивает стабильное
экономическое и социальное развитие города. Городская среда – это комплекс
природных, антропогенных, социально-экономических факторов, широко
воздействующих на население, влияющих на здоровье и качество жизни [2]. В
целом система городского озеленения включает три группы зелёных
насаждений, которые различают по характеру использования. На насаждения
пригородной зоны и в пределах города основные удручающие факторы
оказывают свое воздействие по-разному. Для того, чтобы проследить развитие
и дать оценку преобладающим видам патологий, основные данные
произведенной лесопатологической таксации по объектам исследования,
сведены в таблицы 1 и 2 [4].
Таблица 1 – Состояние аборигенных пород деревьев в городской посадке
и пригородной зоне
Порода
Средневзвешенная категория состояния
(Мср±m)
Город
Зеленая зона
Липа мелколистная
2.1±0.022
1.6±0.092
Tilia cordata Mill.
Ясень обыкновенный
2.3±0.134
2.0±0.167
Frаxinus excеlsior L.
Клен остролистный
1,9±0.021
1.5±0.046
Acer platanoides L.
Вяз гладкий
2.6±0.066
2.0±0.120
Ulmus laevis Pall.
Береза повислая
2.7±0.046
2.4±0.092
Вetula pendula Roth
Из таблицы 1 видно, что в городской среде состояние деревьев
значительно хуже, чем в пригородной зоне (1,9 – 2,8), что объясняется
различной степенью воздействия угнетающих факторов. Так, наихудшее
состояние приходится на березу повислую (Вetula pendula Roth) (2,7). Средняя
категория состояния у урбанизированных лесных местных пород колеблется в
пределах 1.8 – 2.8, что заметно значительно меньше чем в пригородной
зеленой зоне (1.5 – 2.4).
169
В городе при средней категории состояния насаждений свыше 2.1,
требуется санация древостоя в виде проведения обрезки сучьев, заделки
трещин и дупел, весенней обработки приствольных кругов, покраске комлевой
части дерева и т.д.
По всем анализируемым породам обнаружены достоверные различия в
состоянии между городскими и пригородными древостоями (Таблица 2).
Таблица 2 – Встречаемость патологических признаков у аборигенных
пород в городских посадках (Г) и в зеленой зоне (ЗЗ)
Патологические
признаки
Отмирание
скелетных ветвей/
вершин
Ошмыг/обдир/
облом/ сухобочина
Комлевой пень
Комлевое дупло
Водяные побеги на
стволе
Не заросший сук
Дупло на стволе
Морозобойная
трещина
Опухоли (рак)
Летные отверстия
стволовых
насекомых
Плодовые
тела
древоразрушающи
х грибов
Патология формы
ствола
Ажурность/
дефолиация
Мучнистая роса
Породы, %
Липа
Ясень
мелкол обыкно
истная
венный
Tilia
Frаxinu
cordata s
Mill.
excеlsio
r L.
Г
ЗЗ Г
ЗЗ
24 17 25 13
Клен
остролист
ный
Acer
platanoide
s L.
Вяз
гладкий
Ulmus
laevis
Pall.
Береза
повислая
Вetula
pendula
Roth
Г
19
ЗЗ
8
Г
14
ЗЗ
5
Г
58
ЗЗ
26
52
14
56
5
45
12
42
3
16
9
7
44
9
8
29
5
1
12
7
6
8
1
9
15
4
5
14
47
7
26
2
5
3
11
11
28
2
10
5
-
8
7
3
7
4
27
8
11
2
3
34
2
2
25
1
5
41
11
1
18
5
4
1
3
0
-
4
6
8
2
3
2
5
-
16
-
4
-
3
7
2
3
3
14
23
30
15
24
7
16
9
17
15
4
17
10
24
17
22
33
10
7
24
35
15
24
28
35
23
37
12
17
4
17
8
4
16
14
7
5
22
18
170
Из таблицы 2 видно, что в пригородной зоне патологические признаки
биотического характера значительно возрастают. В зеленой зоне наличие
плодовых тел у пород местного происхождения колеблется в диапазоне 1230%. Самый высокий показатель приходится на ясень обыкновенный (Frаxinus
excеlsior L.), произрастающий в пригородной посадке и составляет 30%.
Патологии формы ствола (искривление, наклон, однобокость, срастание,
толстые скелетные ветви и др.) зафиксированы в существенном количестве в
сравниваемых посадках (4-35%).
В большинстве случаев в сравнимых возрастных группах городские
посадки имеют более широкий диапазон патологий и наибольшее их
процентное выражение. Так, по таким видам патологии как усохшая вершина
и усохшие скелетные ветви, а так же наличие механических повреждений
городские посадки опережают пригородные посадки по всем обследуемым
породам. «Лидируют» в городских посадках и такие патологии как раковые
опухоли, незаросшие суки и патологические формы ствола [3].
В пригородных насаждениях (в зеленой зоне) чаще встречаются такие
патологии как комлевые дупла, плодовые тела дереворазрушающих грибов и
дефолиация (ажурность) кроны [1].
Достаточно редкими можно считать такие патологии как морозобойные
трещины, повреждение деревьев стволовыми вредителями и наличие дупел на
стволе.
Наиболее ослабленной породой как в городе так и в зеленой зоне следует
признать березу повислую (Вetula pendula Roth.)
В городской среде у исследуемых лесных пород наличие патологических
признаков колеблется в диапазонах: механические повреждения – 16-62%,
отмирание скелетных ветвей – 14-58%, комлевой пень – 0-17%, комлевое
дупло – 0-15%, дупло на стволе – 0 - 11%,морозобойная трещина – 1-8%, не
заросшие сучки – 8-44%. В пригородных насаждениях диапозон встречаемости
в большинстве случаев заметно меньше: механические повреждения – 3-14%,
отмирание скелетных ветвей – 5-26%, комлевой пень – 0-34%, комлевое дупло
– 6-24%, дупло на стволе – 1 - 7%,морозобойная трещина – 0-15%, не заросшие
сучки – 3-29%.
Приведенные данные объективно свидетельствуют, что деревья в
городских посадках при равных таксационных показателях имеют
существенно худшее санитарное состояние.
Выводы:
1. Растения в условиях городской среды имеют свойство
приспосабливаться к изменениям внутренней экологической ситуации города в
171
отношении изменения уровня загазованности, антропогенной нагрузке и
климатогенным стрессам.
2. Преобладающими патологиями деревьев, произрастающих в
естественных условиях являются различные аномалии форм ствола (наклон,
толстые скелетные ветви, срастания, закрученость, однобокость и т. д.),
усыхание скелетных ветвей, раковые заболевания, летные отверстия стволовых
вредителей, поражение морозными трещинами. Основными пороками
урбанизированных насаждений являются морозобойные трещины, отмирание
скелетных ветвей и вершин, механические повреждения, ожоги листвы и как
результат неправильного развития и физиологической ослабленности,
различные патологии формы ствола и появление водяных побегов.
Библиографический список
1.
Мозолевская, Е. Г. Оценка состояния и устойчивости лесных
насаждений [Текст] / Е. Г. Мозолевская // Устойчивость лесов к воздействию
насекомых. — Красноярск, 1991.- С. 4-6.
2.
Почва. Город. Экология [Текст] / под ред. Г. В. Добровольский и
М. Н. Строганова // М.: Изд-во Фонд «За экономическую грамотность», -1997.320 с.
3. Разинкова А.К. Долголетие и жизнеспособность деревьев в
городских посадках (на примере г. Воронежа)// Современные проблемы науки
и образования. – 2014. – № 2; URL: http://www.science-education.ru/116-12297
(дата обращения: 07.03.2014).
4.
Разинкова, А.К.
Особенности патологического состояния
урбанизированных насаждений г.Воронежа / А.К. Разинкова
//
Политематический сетевой электронный научный журнал Кубанского
государственного аграрного университета (Научный журнал КубГАУ)
[Электронный ресурс]. – Краснодар: КубГАУ, 2013. – №10(094). – IDA [article
ID]: 0941310009. – Режим доступа: http://ej.kubagro.ru/2013/10/pdf/09.pdf, 0,875
у.п.л.
172
УДК 662.76
ИССЛЕДОВАНИЕ ПРОЦЕССА ПОЛУЧЕНИЯ СИНТЕЗ-ГАЗА И ЕГО
КОНВЕРСИИ В ДИМЕТИЛОВЫЙ ЭФИР
STUDY OF THE PROCESS OF SYNGAS PRODUCTION AND ITS
CONVERSION IN DIMETHYL ETHER
Сафин Р.Г., д.т.н., профессор
Садртдинов А.Р., к.т.н., доцент
Исмагилова Л.М., аспирант
ФГБОУ ВПО «Казанский национальный исследовательский
технологический университет»
г. Казань, Россия
DOI: 10.12737/3949
Аннотация: Рассмотрено перспективное направление утилизации
древесных отходов – получение диметилового эфира. Исследован процесс
получения синтез-газа и его конверсии в диметиловый эфир.
Summary: Considered promising direction wood waste utilization production of dimethyl ether. The process of syngas production and its conversion in
dimethyl ether.
Ключевые слова: древесные отходы, переработка, диметиловый эфир,
паровая конверсия, синтез-газ.
Keywords: wood waste, processing, dimethyl ether, steam conversion,
syngas.
Квалифицированное использование отходов лесозаготовок, лесопиления
и деревообработки является одной из наиболее серьезных и пока не решенных
проблем лесного комплекса. Анализ потребления древесины показывает, что ее
заготовка и переработка сопровождаются огромными потерями, которые
составляют до 65% от массы заготовляемой древесины [1].
К настоящему времени разработаны и реализованы многие схемы
переработки различных видов древесных отходов. Более традиционным
способом утилизации является сжигание с целью получения тепла, однако
целесообразность использования древесины в качестве энергетического
топлива противоречива, так как она имеет низкую удельную теплотворную
способность, а зачастую плохая организация сжигания, приводит к увеличению
уноса твердых частиц и выбросу NOx в атмосферу [2]. В свою очередь
шведские исследователи пропагандируют экономическую целесообразность
теплоснабжения небольших поселков за счет сжигания так называемой
топливной щепы из любых отходов древесного сырья.
173
Одно из перспективных направлений утилизации древесных отходов –
производство на их основе продуктов химического синтеза - диметилового
эфира. Возрастающий интерес к этой области исследований обусловлен тем,
что растительная биомасса является возобновляемым источником, а в регионах
с большими запасами такого сырья, особенно в отдаленных, использование
диметилового эфира вместо моторного топлива, позволяющего радикально
улучшить качество выхлопа дизельных двигателей с уменьшением выброса
вредных компонентов, может быть экономически целесообразным. Так же
диметиловый эфир может применяться как топливо для электростанций и
полупродукт, который легко превращается в бензин с улучшенными
экологическими характеристиками [3].
Синтез диметилового эфира может быть осуществлен из смеси водорода
и монооксида углерода, являющиеся основными компонентами синтез газа.
Процесс включает в себя следующие реакции: синтез метанола (1), его
дегидратацию (2), реакции конверсии водяного пара (3), прямой синтез
диметилового эфира из синтез газа (4-5) [4].
2CO + 4H2 ↔2 CH3OH
(1)
2CH3OH ↔ CH3OCH3 + H2O
(2)
H2O + CO ↔ CO2 + H2
(3)
3CO + 3H2 ↔ CH3OCH3 + CO2
(4)
2CO + 4H2 ↔ CH3OCH3 + H2O
(5)
Исходный синтез-газ возможно получить путем паровой конверсии
древесного сырья, в результате проведения совмещенного процесса их
пиролиза и газификации [5].
Рис. 1 – Влияние температуры на выход Н2 (1), СО (2) и СО2 (3).
174
На рис. 1 представлена зависимость компонентного состава полученного
синтез газа при различных температурах ведения процесса. Она показывает,
что повышение температуры положительно влияет на количество и качество
синтез газа. Наиболее приемлемым и достижимым температурным режимом
для проведения паровой конверсии древесных отходов с максимальным
выходом СО и Н2 является интервал температур 950-1000°С.
Исходя из полученных данных по компонентному составу исходного газа
была исследована зависимость степени его конверсии от соотношения Н2/СО
(см. рис. 2).
Рис. 2 – Влияние соотношения Н2/СО на конверсию исходного сырья
(280°С, 5 МПа)
Результат показал, что при прямом синтезе диметилового эфира, реакция
(4), наилучшая конверсия синтез газа достигается при соотношении Н2/СО=1 и
что процесс можно эффективно вести с меньшими требованиями к поучаемому
синтез газу, а именно не придерживаться условия Н2/СО=2. Также это
обуславливает возможность осуществления синтеза диметилового эфира из
синтез газа с соотношением Н2/СО=0,6÷1,1. Подобные предпосылки по
снижению значений соотношения Н2/СО для синтеза химических продуктов
убирают жесткие ограничения по организации процесса и позволяют
упростить способ получения синтез газа.
При прямом синтезе диметилового эфира по реакции (4) имеется
преимущество относительно реакции (5), которое заключается в
предотвращении образования и накопления воды на катализаторе в процессе
синтеза, т.к. это может привести к дезактивации катализатора. Также этому
способствует параллельно протекающая реакция (3).
175
В свою очередь у реакции (4) имеется побочный продукт - СО2, однако
процесс разделения диметилового эфира от СО2 – это менее сложный и не
потребляющий энергии процесс, по сравнению с удалением воды, в случае
реакции (5). В результате полученных данных и их анализа наиболее
перспективным вариантом для ведения прямого синтеза диметилового эфира
из синтез-газа, является процесс, основанный на реакции (4).
Библиографический список
1. Организация селективного сбора отходов [Текст] // Твердые бытовые
отходы. – 2012. – № 9. – С. 10-17.
2. Тимербаев, Н.Ф. Очистка топочных газов энергетических установок
работающих на твердых органических отходах [Текст] / Н.Ф. Тимербаев, Р.Г.
Сафин, А.Р. Садртдинов // Вестник казан. технол. ун-та. – 2010. – № 11. – С.
247-252.
3. Коробов, В.В. Переработка низкокачественного древесного сырья / В.В
Коробов, Н.П. Рушнов. – М.: Экология, 1991.- 240 с.
4. Степень, Р.А. Альтернативные пути рациональной переработки
древесных отходов [Текст] / Р.А. Степень, С.М. Репях // Wood.ru
5. Садртдинов, А.Р. Влияние предварительной тепловой обработки
древесных отходов на процесс газификации и качество синтез газа [Текст] /
А.Р. Садртдинов, А.Н. Николаев, А.С. Торопов, В.А. Салдаев // Вестник казан.
технол. ун-та. – 2014. – № 1. – С. 89-90.
УДК 630.46*5+231
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ДРЕВЕСИНЫ ОРЕХА
ГРЕЦКОГО И ЕЁ ИСПОЛЬЗОВАНИЕ В ЛЕСНОЙ
ПРОМЫШЛЕННОСТИ
PHYSICAL-MECHANICAL PROPERTIES OF WOOD OF WALNUT AND ITS
USE IN THE FOREST INDUSTRY
Славский В.А., к.с-х.н., ст. преп.
ФГБОУ ВПО «Воронежская государственная лесотехническая академия
г. Воронеж, Россия
DOI: 10.12737/3950
Аннотация: в работе перечислены основные направления применения
древесины ценнейшей породы – ореха грецкого. Приведены основные
наиболее характерные физико-механические свойства, апосредованно
отражающие качество древесины ореха, произрастающего в Центральном
Черноземье.
176
Summary: the paper lists the main directions of the use of wood of valuable
breeds of walnut. The main most characteristic physical-mechanical properties,
oposredovanno reflect the quality of the wood nut, which grows in Central
Chernozemye
Ключевые слова: орех грецкий, основные свойства, эстетическая
оценка, качество и характерные направления применения древесины.
Key words: walnuts, basic properties, aesthetic assessment, quality and typical
areas of application of wood.
Исключительная
ценность
орехоплодных
пород
способствует
постоянному увеличению площадей, занимаемых ими во многих странах. В
связи с этим первостепенное значение имеют интродукция, селекция и
широкое разведение ореха во всех районах, подходящих по климату, а также,
учитывая ценность культуры и максимально возможное продвижение на север.
Культивирование требует проведения селекционных работ, направленных не
только на выведение сортов и форм с плодами высокого качества и выделение
растений с заданными свойствами для конкретных районов выращивания, но и
на повышение их зимостойкости, морозоустойчивости и урожайности. Кроме
того, орехи являются растениями, сочетающими в себе множество ценных
функций, т.к. занимают промежуточное положение между строго лесными и
садовыми породами. Следовательно, они пригодны не только как плодовые и
парковые культуры – их целесообразно вводить в состав придорожных и
полезащитных лесных полос, использовать в озеленении населенных пунктов и
т. д.
Орех грецкий (J. regia L.) является полезнейшей древесной пород, в связи
с чем давно введен в культуру практически во всех странах мира. В первую
очередь, безусловно, возделывается как плодовое растение, но немалой
степени его разведение обусловлено и очень высоким качеством древесины.
Древесина ореха, не превзойденная по красоте и качеству, прекрасно
обрабатывается и полируется, почти не коробится и слабо растрескивается, в
связи с этим представляет собой ценный материал в столярном производстве,
применяется для изготовления высших сортов мебели, отделки офисных
помещений, салонов самолетов и вагонов, яхт, паркета и др. Используется для
изготовления токарных и резных поделок, элитных отделочных работ и
производства деталей, требующих особой прочности. В начале XX века из
ореховых стволов производили пропеллеры для самолетов [2]. Так как она
является по большому счету побочным продуктом выращивания грецких
орехов, вследствие чего её поступление нерегулярно, предприятия,
использующие эту древесину, немногочисленны и ориентированы на
177
небольшие объёмы. В связи с этим, свойствам древесины необходимо уделить
значительное внимание.
Древесина любой древесной породы состоит преимущественно из
органических веществ (99 % общей массы). Абсолютно сухая древесина в
среднем содержит 49 % углерода, 44 % кислорода, 6 % водорода, 0,1-0,3 %
азота. При её сжигании остаётся неорганическая часть – зола. В состав золы
входят кальций, калий, натрий, магний и другие элементы. Перечисленные
химические элементы образуют основные органические вещества: целлюлозу,
лигнин и гемицеллюлозы [4].
Орех грецкий имеет ядровую крупнорассеянно-сосудистую древесину.
Заболонь широкая, серовато-бурая; ядро серо-коричневое неравномерно
окрашенное, с черными пятнами и прожилками. С возрастом процент ядра
увеличивается и может достигать более 70 % от объема ствола. Древесина
мелкозернистого строения, умеренно тяжелая, довольно твердая (близкая к
дубовой), с широкими годичными слоями, устойчива к гниению. Крупные
сосуды хорошо видны невооруженным глазом на поперечном разрезе в виде
отверстий (просветов), а на радиальном – в виде темных штрихов. Это
обусловлено тем, что ранний прирост имеет крупные поры и отличается от
позднего прироста, но не так сильно, как у кольцепористых пород. Кроме того,
цвет ядровой древесины зачастую неравномерен, за счёт чего получаются
поверхности со сложным узором текстуры, цвета и внутренней игрой света,
которые особенно ценятся. Сердцевинные лучи очень тонкие, более темного
цвета, чем основной фон.
Древесина ореха грецкого, произрастающего в Центральном Черноземье,
обладает отличными механическими, свойствами (табл.), нередко
причудливым рисунком и приятной окраской от светло-серой до темнокоричневой. Цвет и рисунок несколько различаются в зависимости от района
произрастания [1; 2]. По свидетельству А.А. Никитина, чем южнее
происхождение формы, тем темнее окраска древесины.
Таблица – Физико-механические свойства древесины ореха грецкого
Влажность, Объемный
%
вес, г/см³
15
0,60
Коэффициент
Сопротивление, кг/см²
объемной статическому сжатию вдоль скалыусушки
изгибу
волокон
ванию
0,46
975
485
100
Ударный
изгиб,
кг/см³
0,36
Проанализировав данные, приведенные в таблице можно подтвердить всем
известный вывод об очень высоком качестве древесины, практически не
изменяющимся, по сравнению с естественным ареалом. Один из основных
178
показателей – объемный вес составляет 0,60 г/см³. Твердость в торцевом
направлении – 580 кг/см².
Кроме стволовой древесины промышленное значение имеют наплывы
(капы), отличающиеся чрезвычайно красивым рисунком. Каповые формы
образуются благодаря разрастанию колоний подкоровых почек (побегов),
между которыми прослаивается древесина, образуемая камбием коры ствола.
Капы очень прочны и при использовании в шарнирных соединениях способны
работать дольше металлических деталей [3]. Чем крупнее кап, тем выше его
ценность. Наилучшую текстуру имеют шарообразные капы, которые
распиливают на очень тонкие пластинки и используют как отделочный
материал для различных украшений. Прикорневые наплывы достигают
огромных размеров (до 2 м в диаметре и столько же в ширину) и имеют
луковицеобразную форму; стволовые наплывы гораздо меньше.
На дереве может быть несколько капообразований. Стволовые наросты
чаще образуются в низкополнотных насаждениях, обычно в условиях
хорошего увлажнения приречных долин, конусах выноса ручьев. Наиболее
часто они встречаются в прикомлевой части дерева, а также отдельные капы
образуют и небольшие по длине корни.
Образование капа может быть связано с влиянием на ритм жизненных
процессов климатических условий, насекомых и механических повреждений.
Имеется мнение о генетической природе этого явления [5].
Библиографический список
1. Деревья и кустарники СССР [Текст] // М.: Наука, 1951. – С. 208-265.
2. Николаев, Е.А. Интродукция и селекция ореха грецкого в
Воронежской области [Текст] / Е.А. Николаев, В.А. Славский, В.В. Тищенко. –
Воронеж, изд-во ВГУ, 2007. – 152 с.
3. Орехоплодные древесные породы [Текст] / Щепотьев Ф.Л. [и др.]. –
М.: Агропромиздат, 1985. – 224 с.
4. Славский, В.А. Сравнительная характеристика орехов рода Juglans в
Центральном Черноземье и перспективы их внедрения в культуру [Текст]: /
В.А. Славский, Е.А. Николаев // / В.А. Славский, Е.А. Николаев // Архангельск,
АГТУ: Лесной журнал. – №6, 2009. – С. 56-62.
5. Яблоков, А.С. О семеноводстве ореха и использовании каповых форм
для промышленной культуры [Текст] / А.С. Яблоков // Материалы совещания
по развитию ореховодства 23-28 сентября 1968 г.: сб. науч. тр. / Фрунзе, 1970. –
С. 92-98.
179
УДК 630*377
ОПРЕДЕЛЕНИЕ ЭФФЕКТИВНОСТИ СИСТЕМ
АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ ПРОЦЕССАМИ
ЛЕСОПРОМЫШЛЕННОГО ПРОИЗВОДСТВА С ДОБАВЛЕНИЕМ И
ИСКЛЮЧЕНИЕМ ИНФОРМАЦИИ
DEFINITION OF AUTOMATES EFFIKTIVNOSTI-CONSISTENT PROCESS
CONTROL FORESTRY PRODUCTION WITH ADDITION AND EXCEPT
INFORMATION
Солопанов М.С., студент 5 курса
лесопромышленного факультета
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3951
Аннотация: представлены перспективы совершенствования управления
транспортно-грузовыми
процессами
лесопромышленных
производств.
Рассмотрены вопросы добавления и исключения информации, в различных
трёх вариантах. Уставлена экономическая эффективность внедрения в
производственный процесс.
Summary: The prospects for improving the management of transport and
cargo timber production processes. The questions and add exception information in a
variety of three variants. Lined with economic efficiency of the production process.
Ключевые слова: экономическая эффективность, транспортно-грузовой
процесс, добавление, исключение, затраты, целесообразность, аммортизация.
Keywords: economic efficiency, cargo-process, addition, deletion, cost,
appropriateness, Amortization.
Совершенствование управления транспортно-грузовыми процессами, как
и основными технологическими процессами лесопромышленных производств,
в настоящее время имеет особо важное значение, так как прогрессирующим
направлением развития лесного комплекса становится опережающий рост
производств, обеспечивающих более глубокую переработку древесины в
районах основных лесозаготовок с развитием рубок главного пользования в
основном по сортиментной заготовке.
Решение первостепенной указанной проблемы на микроэкономическом
уровне требует определённого системного подхода, который должен
учитывать все стороны деятельности лесопромышленных предприятий,
включая деятельность их инфраструктурных объектов и в первую очередь
транспортно-грузовых комплексов.
180
В настоящее время отсутствует определённое мнение об экономической
сущности категории эффективности совершенствования управления
транспортно-грузовыми
системами
лесопромышленных
производств,
методологии её количественной оценки. Имеющиеся теоретические
исследования ограничиваются несколькими работами, которые не охватывают
всех аспектов данной проблемы и выполнены без учёта особенностей
указанного периода, переживаемого лесным комплексом.
Характерно, что по мере необходимости увеличения объёма вывозки
древесины будет выявляться всё более явное отставание исследований,
направленных на повышение эффективности управления транспортногрузовыми процессами лесопромышленных предприятий.
Таким образом, определение экономической сущности категории этой
эффективности, методологии её количественной оценки и разработка методов
управления ею (разработка форм, методов и применения оптимального
управления транспортно-грузовыми процессами) – важнейшая задача
совершенствования управления транспортно-грузовыми комплексами как
лесопромышленных предприятий, так и различных лесных регионов нашей
страны.
Помимо теории, управление эффективностью совершенствования
функционирования транспортно-грузовыми процессами лесопромышленных
производств должно обладать описательным элементом, т.е. языком, на
котором можно обсуждать объекты её исследования, правилами, при помощи
которых выполненные наблюдения можно свести в определённую систему
(закономерность), и методами, позволяющими правильно оценивать
результаты наблюдений.
Внедрение результатов научных исследований в производство, т.е. в
реально существующий транспортно-грузовой комплекс лесопромышленного
предприятия, прежде всего связано с тем, чтобы результаты теории можно
было облечь в какую-либо (оптимальную на данную этапе) техническую
форму. При этом, вся работа должна состоять в разработке соответствующих
методических
и
руководствующих
материалов,
позволяющих
совершенствовать управление транспортно-грузовыми процессами, создавать
надёжные и эффективно функционирующие ТГК лесопромышленных
производств, вести учёт, оценивать результаты выполненной работы.
Таким образом, для устранения недостатков в области управления
транспортно-грузовыми процессами лесопромышленных производств с целью
повышения
эффективности
их
функционирования,
необходимо
совершенствовать методологию и методы управления, планирования
181
функционирования ТГК.
Экономическая
эффективность
внедрения
созданных
систем
автоматизированного управления определяется сравнением затрат на создание
и функционирование системы автоматизированного управления транспортногрузовыми процессами с результатом этого функционирования. Определение
экономической эффективности позволяет проводить выбор наилучшего
варианта и ставить задачи оптимизации системы автоматизированного
управления транспортно-грузовыми процессами в процессе её создания [1].
Вопрос
об
оценке
экономической
эффективности
системы
автоматизированного
управления
ТГК
возникает
при
сравнении
существующей и создаваемой системы управления для него, при сравнении
одного, двух и более вариантов создаваемой автоматизированной системы
управления или при сравнении создаваемой системы управления с
аналогичной (подобной) уже действующей на данном объекте. При этом
создаваемая система автоматизированного управления будет считать
экономически эффективной в том случае, если затраты на её создание будут
окупаться за счёт экономического эффекта, получаемого в результате
внедрения этой системы управления в производство лесопромышленного
предприятия в течении какого-то срока не превышающего для данной отрасли
(лесной промышленности) нормативный.
Общий экономический эффект от внедрения автоматизированной
системы управления транспортно-грузовыми процессами состоит из прямого
эффекта (Эп) и косвенного (Эк). При этом как прямой так и косвенный эффекты
могут быть определены по изменению количественных показателей, но
несколько по различным методикам.
Итак прямой эффект может быть определён по формуле приведённых
затрат:
Эп = С1 + Ен∙ К1 – (С2 + Ен∙К2)
(1)
где: С1, С2 – себестоимость производства продукции или единица объёма
выполненных работ до и после внедрения системы автоматизированного
управления;
К1, К2 – соответственно суммарные капитальные вложения, включающие
в себя все виды затрат;
Ен – нормативный коэффициент эффективности для соответствующий
отрасли (для лесной промышленности Ен= 0,1)
Косвенный эффект может быть определён с учётом прироста ценности
(ΔZ) полного (всего) объёма информации и прироста затрат на
функционирование системы управления (ΔЗ), как:
182
Эк = ΔZ - ΔЗ
(2)
Тогда общий экономический эффект (Эо) составит сумму прямого и
косвенного эффектов, т.е.:
Эо = Эп + Эк
(3)
а срок окупаемости может быть определён из соотношения:
Тс = Ki / (Эп + Эк)
(4)
где i- номер сравниваемых вариантов при определении сроков
окупаемости
всех
капиталовложений
при
внедрении
системы
автоматизированного управления ТГК.
На основе приведённых выражений можно сделать сравнительную
оценку различных вариантов построения системы автоматизированного
управления в целом и путём оценки ввода (вывода) отдельных единиц
информации. Он определяется, как Эк, сравнением суммы уменьшения
(увеличения) ценности всего объёма за год (ΔZ) c величиной уменьшения
(увеличения) эксплуатационных затрат (ΔЗ) на систему автоматизированного
управления за этот же период.
Целесообразность ввода дополнительных единиц информации
определяется сроком окупаемости Тс* необходимых дополнительных
капитальных вложений (ΔК):
Тс* = ΔК / (ΔZ+ ΔЗ)
(5)
Целесообразность вывода каких-то определённых дополнительных
единиц информации определяется сравнением получаемого эффекта с
недоаммортизированной частью стоимости выбывающих нестандартных
устройств, приборов, каналов связи и устройств переработки информации.
При этом изменение капиталовложений и себестоимости продукции
определяется с учётом того, требует ли изменение всего объёма информации
ввода (вывода) датчиков первичной информации, каналов связи или изменения
пропускной способности устройств переработки информации.
Добавление информации. При вводе новой (дополнительной) единицы
информации в общий (полный) объём информации, циркулирующий в системе
автоматизированного управления, возможны два характерных случая: 1)
вводимая информация является первичной специального датчика, который
ранее не был предусмотрен: 2) вводимая информация не требует введения
нового датчика (такой информацией является любая непервичная или
некоторая из первичной информации).
Если вводится дополнительная единица информации, то она может
183
потребовать добавления в систему автоматизированного управления ТГК
новых каналов связи, так как пропускная способность каналов связи уже
недостаточна для её пропуска.
И наконец, вновь вводимая единица информации может потребовать
увеличения пропускной способности специализированных технических
устройств переработки информации, если их пропускная способность не
позволяет вести обработку расширенного (увеличенного) объёма информации.
Введём параметр ψi - 1, если при добавлении единицы информации i
необходимо увеличение пропускной способности таких устройств переработки
информации; в противном случае, т.е. не требуется введения пропускной
способности данных устройств [2].
Как видно, в рассматриваемых случаях добавления в систему
автоматизированного управления ТГК новых единиц информации 1,2,…,m;
можно выразить измерением себестоимости продукции и капиталовложений в
результате увеличения существующего до этого объёма информации с
помощью следующих соотношений:
ΔС =
+
+
(6)
ΔК =
+
+
(7)
Здесь: ΔС и ΔK означают изменения себестоимости продукции и
капиталовложений за счёт добавления единиц информации 1,2…m;
, , – эксплуатационные затраты, оказывающие существенное влияние
на себестоимости вывозки единицы продукции и связанные с добавлением
датчиков, каналов связи и увеличением пропускной способности
существующих устройств переработки информации при добавлении единицы
информации 1,2, …m;
, ,
– соответственно капиталовложения, возникающие в тех или
иных указанных частях системы автоматизированного управления ТГК.
Пусть за счёт увеличения общего (полного) объёма информации ценность
системы автоматизированного управления изменилась на величину ΔZ.
Сравнивая следующие выражения для установленного срока окупаемости:
184
=
и
(8)
=
(9)
можно определить изменения его (срока окупаемости) как: Δ
=
=
-
=
(10)
В выражениях (8, 9 и 10):
- срок окупаемости до увеличения общего объёма информации;
- cрока окупаемости после увеличения общего объёма информации за счёт
введения дополнительной информации;
– приращение косвенного экономического эффекта за счёт
дополнительной информации.
Исключение информации. Подсчёт изменения срока окупаемости при
исключении из системы автоматизированного управления каких-то единиц
информации 1,2,…m можно определить аналогичным образом.
Введём параметры:
Следует отметить, что γi = 1только в том случае, когда уменьшения
пропускной способности хотя бы одного устройства переработки информации
в системе автоматизированного управления происходит, например за счёт
замены дорогостоящего оборудования более дешёвым.
Тогда:
δ∙С=-
-
-
(11)
δ∙С=-
-
-
(12)
Далее по предыдущему:
=
;
=
тогда изменения срока окупаемости будет:
185
Δ = - =
=
(13)
где А – недоаммортизированная стоимость выбывших средств (для
действующего объекта ТГК) уменьшенная на сумму их ликвидированной
стоимости или стоимости реализации.
Выделенные соотношения (10;13) изменения срока окупаемости с
добавлением и исключением информации дают реальную возможность
сформулировать задачи оптимизации системы автоматизированного
управления
транспортно-грузовым
комплексом
лесопромышленного
производства.
Библиографический список
1. Солопанов, М.С. Классификация функционирующей информации в
системе
автоматизированного
управления
лесопромышленным
производством [Текст]/ М.С. Солопанов, Б.Ш. Зоиров, А.В. Коломыцев –
М.: Научное сообщество студентов XXI столетия. Технические науки»:
Электронный сборник статей по материалам XV студенческой
международной научно-практической конференции. — Новосибирск: Изд.
«СибАК» № 9 (12)/ [Электронный ресурс] — Режим доступа. — URL:
http://www.sibac.info/archive/Technic/9(12).pdf. 2013. - 110-116с.
2. Макеев, В.Н. Влияние продолжительности простоя на производительность
подвижного состава [Текст]/ В.Н. Макеев, С.И. Сушков, М.С. Солопанов,
И.Е. Шевцова, А.С. Сушков.– М.: Лесотехнический журнал. – Воронеж:
ВГЛТА. № 1(9) 2013. - 92-98 с.
УДК 630*377
НЕОБХОДИМОСТЬ АВТОМАТИЗАЦИИ УПРАВЛЕНИЯ
ТРАНСПОРТНО-ГРУЗОВЫМИ ПРОЦЕССАМИ
ЛЕСОПРОМЫШЛЕННОГО ПРОИЗВОДСТВА
NEED TO AUTOMATE FREIGHT MANAGEMENT PROCESSES
FORESTRY PRODUCTION
Солопанов М.С., студент 5 курса
лесопромышленного факультета
Сушков С.И., д.т.н. профессор
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3952
Аннотация:
рассмотрены
перспективы
автоматизации
лесопромышленного производства. Приведены основные задачи управления
186
транспортно-грузовыми процессами, процедуры сбора, хранения и обработки
информации.
Summary: the prospects for automation of timber production. The basic
management tasks freight cargo processes, procedures for collecting, storing and
processing information.
Ключевые слова: автоматизация, транспортно-грузовой процесс,
функция, комлекс.
Keywords: automation, cargo-process function komleks.
В настоящее время автоматизация, как нигде является основой
технического прогресса, она во многом определяет уровень развития не только
того или иного предприятия, но и в ряде случаев целых отраслей хозяйства и в
какой-то степени даже всей страны в целом.
Сегодня трудно найти такую отрасль промышленности, где бы не
использовалась автоматизация. Масштабы её применения всё время
расширяются, захватывая самые различные области.
Автоматизация – сложный процесс, порождённый прогрессом. Она
охватывает множество соотношений: технических, научных, социальных,
экономических и т.п., ставит их в некое единство, где противоречивые
положения сочетаются в целесообразности, обусловленной диалектикой
процесса.
Примеров применения автоматизации настолько много, что даже
перечислить их трудно, однако среди них следует отметить автоматизацию
умственных процессов – процессов управления. На железной дороге, в
авиации, в торговле и т.п. вычислительные машины выполняют более быстро и
дёшево те виды работ, которые до этого производили инженерно-технические
служащие. Однако эти машины способны и на большее: они могут быть
полезны при составлении производственной программы и т.д., помогая
выяснению существенно важных моментов производства. Большое количество
служащих здесь не поможет, так как сведения будут запаздывать, поэтому
решение приходится принимать интуитивно или пользуясь самыми грубыми
расчётами. Машина может составлять даже несколько вариантов любого плана
и дело инженерно-технического персонала выбрать наилучший. С помощью
машин была решена задача сокращения транспортных издержек,
балансирования сборочных линий и т.д[1].
В современных условиях создания автоматизированных систем
управления является принципиально новым направлением автоматизации,
характеризующееся
внедрением
устройств,
в
какой-то
степени
автоматизирующих умственные процессы человека. Управляющие машины
187
становятся нервной системой производственного процесса, его электронным
мозгом. Это высшее достижение в развитии современных средств
автоматизации.
Использование управляющих машин позволит исключить из сферы
деятельности человека все нетворческие функции, всё то, что может
подвергнуться программированию для передачи этих функций машине.
Потребности в этом, даже в наиболее совершенных автоматических системах,
сейчас весьма велики, так как чем производительнее, точнее и больше (с точки
зрения разнообразия и количества выполняемых операций) такая система, тем
меньше необходимость использования в ней человека без ущерба для работы
этой системы. Даже «нажимать кнопки» на пульте управления, при достаточно
большом объёме работ, окажется не только утомительной операцией, но и
непосильной для человека, обладающего сравнительно слабой реакцией,
склонного к рассеянности, вследствие чего способного перепутать эти кнопки.
И здесь, в конце концов, его должны заменить управляющие машины.
Следует так же учитывать, что автоматизация даёт экономический
эффект только при наличии определённых предпосылок. Далеко не всякий
технологический процесс и не все операции следует автоматизировать.
Выгоднее автоматизировать производство с большим объёмом производства
продукции, выпуск которой имеет тенденцию к увеличению.
В системе управления транспортно-грузовыми процессами в
лесопромышленном комплексе могут решаться – преимущественно в
автоматизированном режиме – следующие основные задачи:
- обеспечение непрерывного и устойчивого управления;
- обеспечение сбора, обработки и доведения информации;
- комплексную интеллектуальную поддержку и информационное
обеспечение процессов подготовки и принятия решения инженернотехническим персоналом, постановки и решения задач, а также планирования
применения производственных мощностей;
- организационно-техническое и информационное обеспечение
непрерывного взаимодействия различных видов производств между собой при
совместном решении задач;
- формирование и поддержание в зоне ответственности инженернотехнический персонал единого информационного пространства на основе
согласованного применения систем информационного обеспечения;
- обеспечение обмена информацией с вышестоящими подчинёнными
(приданными) и взаимодействующими органами управления, системами
(комплексами) специальной техники;
188
- обеспечение моделирования и прогнозирования обстановки (в том
числе, экономической) и вариантов использования производственных
мощностей применительно к различным решениям инженерно-технического
персонала;
- обеспечение многоуровневой комплексной защиты информации в
любых условиях.
Перечисленные задачи являются типовыми для всех видов производства,
в том числе лесопромышленного, в частности его транспортно-грузовыми
процессами. Перечень, содержание задач и требования к их решению могут
уточняться в зависимости от уровня управления транспортно-грузовыми
процессами лесопромышленного производства, поставленных перед ним задач,
условий применения различных видов оборудования, а также от других
факторов.
Актуальность проведения работы обусловлена тем, что возрастающая
динамичность развития рыночных отношений, которые не оставили в стороне
и
лесопромышленный
сектор
в
целом,
требуют
постоянного
совершенствования всей системы управления, начиная от системы управления
машинами и механизмами транспортно-грузового комплекса, заканчивая
управлением процесса документооборта и, в частности, средств управления
(связь и автоматизированные системы управления), являющихся одним из
элементов системы управления.
Работа имеет своей целью обоснования состава, структуры и алгоритмов
реализации целевых функций системы управления транспортно-грузовыми
процессами лесопромышленного производства, обеспечивающих повышение
эффективности управления.
Комплексная автоматизация целевых функций осуществляется
посредством реализации алгоритмов одноимённых процедур.
К целевым функциям управления относятся:
- сбор данных и их обработка;
- принятие решения и планирование;
- доведение задач до инженерно-технического персонала и контроль
выполнения задач.
Реализация перечисленных целевых функций управления транспортногрузовыми процессами лесопромышленного производства основывается на
применении процедурного подхода, содержанием которого является
упорядоченная,
управляемая
инженерно-техническим
персоналом
последовательность действий при выполнении автоматизированного и
высокоавтоматизироанного ряда операций с использованием программно189
технических комплексов (ПТК). Разработка основных (целевых) процедур
базируется на алгоритмизации целевых функций управления.
Процедура сбора, обработки и доведения данных об обстановке в
транспортно-грузовом комплексе (ТГК) должна обеспечивать алгоритмизацию
с последующей программной реализацией следующих функций:
- работу со структурой подчинённости;
- интерактивную работу с данными инженерно-технического персонала;
- просмотр «полученных» документов и обработку соответствующих им
формализованных сообщений с записью информации в базе данных;
- формирование и выдачу запросов вышестоящим и подчинённым
объектам на информацию;
- согласование информации;
- ведение формуляров различных объектовТГК;
- ведение информации о наличии и состоянии материальных средств и
технического имущества по этим объектам;
- формирование документов и их доведение до соответствующих
объектов.
В
процессе
управления
транспортно-грузовыми
комплексами
лесопромышленных производств
взаимообмен
информацией
между
инженерно-техническим
персоналом
органов,
пунктов
управления
осуществляется
распределительными
и
отчётно-информационными
документами, при использовании технических средств связи и личного
общения. При автоматизации функций управления наряду с вышеупомянутым,
традиционным
взаимообменом,
регламентированным
нормативными
документами по управлению и имеющим правовое значение, появляется
автоматизированный информационный обмен, направленный на повышение
оперативности и надёжности сбора, обработки и доведения информации[2].
Содержание процесса автоматизации функций управления инженернотехнического персонала ТГК лесопромышленного предприятия состоит во
взаимообмене формализованными документами и сообщениями по локальновычислительной сети, сети передачи данных и в обработке этой информации
на автоматизированных рабочих местах инженерно-технического персонала
путём использования соответствующего программного обеспечения (ПО) и
информационно-лингвистического обеспечения(ИЛО). Основной разработки
ПО и ИЛО являются алгоритмы обработки формализованной информации.
Оснащение органов и пунктов управления системы автоматизированных
управления ТГК, объединёнными в систему автоматизированного управления
лесопромышленного производства позволит повысить эффективность
190
управления
лесопромышленного
производства
позволит
повысить
эффективность управления производством и более полно использовать
производственные мощности на всех этапах деятельности предприятия.
Предлагаемая система управления обеспечивает своевременный сбор,
обработку, распределение, хранение и доведение информации (данных),
проведение необходимых расчётов, доведение задач до инженернотехнического персонала, обеспечение управления подчинённым инженернотехническим персоналом.
Библиографический список
1.
Сушков, А.С. Модель определения мощности транспортной системы по
периодам года [Текст] / А.С. Сушков, М.С. Солопанов – М.: Современные
проблемы транспортного комплекса России.-Магнитагорск-№3(4) 2013.- С.208213
2.
Сушков
С.И.
Совершенствование
методики
определения
производственных мощностей лесных предприятий в пределах региона [Текст] /
С.И. Сушков, М.С. Солопанов – М.: Актуальные вопросы развития науки.
Сборник статей по итогам межд. науч.-практ.конф. Уфа:РицБашГУ, 2014. С.164-166
УДК 625.7/.8
НЕОБХОДИМОСТЬ СТРОИТЕЛЬСТВА ДОРОГ РАЗЛИЧНОГО
НАЗНАЧЕНИЯ В УСЛОВИЯХ ЛЕСНОГО КОМПЛЕКСА
NEED FOR CONSTRUCTION VARIOUS ROADS IN THE FOREST SECTOR
Солопанов М.С. студент 5 курса
лесопромышленного факультета
Ермолов Ю.В. студент 2 курса
лесопромышленного факультета
Макеев В.Н. к.т.н., профессор
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3953
Аннотация: в статье поднимается самая злободневная проблема лесного
комплекса – необходимость строительства лесных дорог различного
назначения. При этом на основании существующих документов даётся
обоснованность немедленного решения этой проблемы в настоящий период
времени.
191
Summary: the article raises the most urgent problems of forest complex - the
need for construction of forest roads for various purposes. Thus on the basis of
existing documents given to the validity of an immediate solution to this problem in
real time.
Ключевые слова: древесина, строительство, автомобильные дороги,
объёмы.
Keywords: wood, construction, roads, volumes.
Обнищание и развал лесопромышленных и лесохозяйственных
предприятий лесного комплекса на множество мелких осколков после
ликвидации Минлесбумпрома СССР, Министерства лесного хозяйства РСФСР
и других министерств занимающихся лесозаготовками привели к значительной
утрате господствовавшей хлыстовой технологии, по которой заготавливалось и
вывозилось 96% общего объема древесины. Образовавшимся различным
мелким предприятиям его ничего другого не оставалось, как перейти на
примитивную
технологию
заготовки
древесины
сортиментами
с
использованием бензино-моторных пил, трелевочных тракторов с
тросочокерным оборудованием и транспортных средств общего назначения, с
использованием
существующих
ранее
действующих
предприятий
транспортных сетей и дорог общего пользования. Запас тракторов и дорожно –
строительных машин, оставшихся с советских времен, позволял этим вновь
образовавшимся предприятиям лесного комплекса фактически до настоящего
времени не покупать новую технику, ремонтируя старую и собирая одну
единицу из двух. Сокращение спроса на новую трелевочную, дорожностроительную и лесовозную технику привело к сокращению ее производства,
деградации лесного машиностроения, а в отдельных случаях даже и его
полному уничтожению [1].
В результате этого в условиях лесного комплекса фактически полностью
прекратилось строительство дорог различного назначения и особенно
лесовозных дорог. Хотя, лесные дороги представляют собой наиважнейший
элемент именно как лесной инфраструктуры, так и лесоперерабатывающей,
которая фактически не может функционировать без наличия развитой сети
лесовозных дорог. Таким образом, как лесная, так и лесоперерабатывающая
инфраструктуры должны служить одной цели: освоению лесов в целях
обеспечения многоцелевого, рационально, непрерывного, неистощимого
использования. При этом лесные дороги различного назначения являются
единственным элементом данных инфраструктур, который необходим при
любых видах использования лесов [2,3].
Лесные дороги различного назначения – это в большинстве своем
192
автомобильные дороги, поэтому на них также распространяется положение ФЗ
РФ от 8 ноября 2007 г. 3257-ФЗ «Об автомобильных дорогах и о дорожной
деятельности в Российской Федерации и о дорожной деятельности в
Российской Федерации и о внесении изменений в отдельные законодательные
акты Российской Федерации» и иных нормативных правовых актов,
регулирующих дорожно – строительную деятельность. В то же время
автомобильные лесные дороги различного назначения не являются
автомобильными дорогами общего пользования, что определяетспецифику
применения дорожно – строительного законодательства учитывать
оптимальность освоения лесосырьевых баз предприятий. Возникает много
неясностей, обусловленных строительством, содержанием и эксплуатацией
лесных дорог различного назначения, связанных с созданием лесной
инфраструктуры и не связанных с ней [2].
Но не взирая на это, до настоящего времени лесные дороги различного
назначения фактически не строились, о чем очень ярко свидетельствовали
происходящие лесные пожары в 2010 году даже в малолесных регионах,
поэтому необходимость их строительства с каждым годом становится
проблемой первостепенной важности, которую уже необходимо решать
любыми путями.
Существующие нормы различных отраслей права и законодательства,
применяемые при проектировании строительстве и эксплуатации лесных дорог
различного назначения, свидетельствуют о том, что общественные отношения
в данной области не могут регламентироваться только лесным
законодательством.
Необходимо привлечение
норм
экологического,
гражданского, водного права, горного законодательства, законодательства об
охоте, о недрах, о дорожном строительстве и т.п [3].
Требуемые объемы дорожного строительства в настоящее время в
условиях лесного комплекса даже трудно себе представить, так как среднее
расстояние вывозки леса за период с конца восьмидесятых годов до
настоящего времени непрерывно увеличивалось и составляет сейчас 60…80
км. Даже в тот период времени ежегодно необходимо было строить от 7.0 до
10.0 т.км магистралей и веток, а временных подъездных путей (усов) до 30.0
т.км, это не считая лесных дорог другого назначения [4]. Для выполнения
таких задач в отрасли была создана необходимая техническая база для
коренного решения проблемы строительства лесовозных дорог, которая
позволяла значительно улучшить использование существующей сети
автомобильных дорог круглогодового действия и повысить ритмичность
вывозки леса в течении года.
193
В конце восьмидесятых годов для строительства и содержания
лесовозных дорог ЦНИИМЭ были разработаны с учетом конструкции их и
условий производства работ «Системы машин для строительства и содержания
лесовозных дорог», в которые были включены как общепромышленные
дорожные машины, так и специальные лесодорожные машины для выполнения
специальных для лесного комплекса работ. Специальные лесодорожные
машины, разработанные отраслевыми научно – исследовательскими
институтами
и
выпускаемые
машиностроительными
заводами
Минлесбумпрома СССР позволяли значительно сократить дефицит в дорожно
- строительной технике и повысить производительность труда на
строительстве и содержанием лесовозных дорог. Большое признание
работников лесопромышленных и лесохозяйственных предприятий лесного
комплекса получили такие широко известные лесодорожные машины
(дорожно – строительные агрегаты), как ЛД-4, ЛД-4А, ЛД-18, ЛД-35, ДМ-15 и
др [5].
Вместе с этим разработке и внедрению специализированных
лесодорожных машин в условиях лесного комплекса способствовали:
оснащение этих машин постоянно навешанным рабочим оборудованием, как
минимум двух видов; возможность быстрой замены одного рабочего органа
другим; использование в качестве базового шасси гусеничных и колесных
тракторов, предназначенных для работы в условиях лесной отрасли и, наконец,
доставка к месту строительства лесовозной дороги на значительные расстояния
вместо двух – трех дорожных машин общего назначения только одной
лесодорожной машины. Следовательно, в связи с увеличением из года в год
среднего расстояния вывозки древесины, т.е необходимостью удлинения
общей протяженности лесовозных дорог и практически прекращением их
строительства, на работах по строительству и содержанию лесных дорог
различного назначения необходимо будет внедрять ранее созданные
прогрессивные технологии, полнее использовать технические возможности
специальных лесодорожных машин (дорожно – строительных агрегатов) с
усовершенствованием их конструкций и выпускать дорожно – строительные
машины общего назначения с несколькими видами рабочего оборудования и с
учетом специфических особенностей дорожного строительства в условиях
лесного комплекса.
Самой востребованной и распространенной дорожно – строительной
машиной в условиях лесного комплекса был и остается безусловно, бульдозер,
который практически применяется во всех сферах строительного производства
и особенно в дорожном строительстве как лесопромышленных, так и
194
лесохозяйственных предприятий.
Поставленная проблема и более активное
использование лесных
ресурсов все острее ставят вопрос об увеличении выпуска бульдозеров
отечественного производства, по повышению технического уровня и качества
их, их прочности, надежности и конкурентоспособности, по обеспечению их
постоянно – навешенным или съемнонавеснымразличного вида рабочим
оборудованием, расширяющим область применения и повышающим
производительность труда и уровень механизации выполнения всех видов
работ в дорожном строительстве в условиях лесного комплекса.
Проектирование и производство отечественных бульдозеров для условий
лесного комплекса должно осуществляться с учетом создания технологически
увязанных комплексов машин, обеспечивающих выполнение определенных
видов подготовительных и земляных работ в дорожном строительстве при
минимальной стоимости их и наибольшей производительности, а также с
обязательным учетом постоянного повышения конкурентоспособности на
внешнем рынке машин отечественного производства.
Бульдозеры
отечественного
производства
должны
быть
с
гидромеханической или электромеханической трансмиссией, с гидроперекосом
отвала, с теми или иными видами дополнительного и сменного рабочего
оборудования (трехзубые рыхлители с индивидуальным приводом каждого
зуба, корчующее оборудование, поворотные, неповоротные, сферические и
полусферические отвалы и др.), с гусеничными лентами ходового
оборудования наиболее удовлетворяющими лесным условиям эксплуатации
их.
Библиографический список
1. Бусленко, В.Н. Автоматизация имитационного моделирования сложных
систем [Текст]: В.Н. Бусленко - М.:Наука, 1977.-329 с.
2. Голенко, Д.Н. Моделирование в технико-экономических системах [Текст]:
Д.Н. Голенко, А.Н. Дакелян, С.Е. Лифшин - М.: из-во ленинградского
университета, 1975.-185 с.
3. Аникевич, А.А. Автоматизация ежегодного планирования работы грузовых
автомобилей [Текст]: А.А. Аникевич, В.А. Бабарыкин, А.Б. Грибов - М.:
Транспорт, 1971.- 283 с.
4. Смехов, А.А. Математические модели процессов грузовой работы[Текст]:
А.А. Смехов - М.: Транспорт, 1982.- 255.
5. Смехов, А.А. Математические модели процессов грузовой работы [Текст]:
А.А. Смехов - М.: Транспорт, 1982.- 255.
195
УДК 631.15:658.27
ЭКСПОРТНЫЙ ПОТЕНЦИАЛ ПРЕДПРИЯТИЙ ЛЕСНОГО
ХОЗЯЙСТВА ПО КОНЦЕПЦИИ УСТОЙЧИВОГО
ПРИРОДОПОЛЬЗОВАНИЯ
THE EXPORT POTENTIAL OF THE FORESTRY ON THE CONCEPT
OF SUSTAINABLE NATURE
Суска А.А., к.э.н., асистент
Харьковский национальный автомобильно-дорожный университет
г. Харьков, Украина
Безрукова Т.Л., д.э.н., профессор
Кириллова С.С., к.э.н., старший преподаватель
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3954
Аннотация: в современных условиях адаптации хозяйствующих
субъектов лесной отрасли к рыночной модели, важным фактором рыночной
трансформации таких субъектов является внешнеэкономическая деятельность.
Максимальную возможность предприятия при существующем уровне
собственных мощностей, касательно производства товаров или оказания услуг,
конкурентоспособных на зарубежных рынках, в известных научных
исследованиях определяют как экспортный потенциал предприятия.
Такая трактовка экспортного потенциала учитывает три важных аспекта:
возможности предприятия производить продукцию на экспорт, возможности
предприятия формировать спрос на свою продукцию на зарубежном рынке,
возможности предприятия производить конкурентоспособную продукцию. В
то же время для предприятий лесного хозяйства, которые используются для
изготовления экспортной продукции уникальные природные лесные ресурсы,
потенциальные возможности по экспортной деятельности могут наступать
только тогда, когда изъятие таких ресурсов на экспорт будет осуществляется
на условиях экологически безопасного состояния леса и лесных территорий
предприятий лесного хозяйства. Поэтому, по концепции устойчивого
природопользования,
существует
необходимость
развития
понятия
экспортного потенциала предприятий лесного хозяйства.
Summary: under modern adaptation conditions of economic entities of the
forest industry to the market model, an important factor in the market transformation
of such entities is foreign economic activity. The maximum opportunity enterprises
in the current level of own capacities, concerning the production of goods or
196
provision of services, competitive in the foreign markets, known in scientific
research is defined as the export potential of the enterprise.
Such an interpretation of the export potential based on three important aspects:
the enterprises capabilities to produce products for export opportunities to shape
enterprises demand for its products in the foreign market, the enterprise opportunities
to produce competitive products. However, for forestry enterprises, which are used
for the manufacture of export products superlative natural forest resources, the
potential for export activities may occur only when the removal of such resources to
the exported will be carried out on terms of ecologically safe forest condition and
forest areas and forestry enterprises. Therefore, according to concepts of sustainable
nature management there is necessity of developing the concepts of the forestry
export potential.
Ключевые слова: устойчивое природопользование, экспортный
потенциал, экологическая безопасность, природные ресурсы.
Keywords: sustainable use of natural resources, export potential, environment
and natural resources.
В исследованиях И. Ю. Сиваченко и И. С. Должанского экспортный
потенциал предприятия определяется как максимальная возможность
предприятия при существующем уровне собственных мощностей производить
товары или оказывать услуги, которые конкурентоспособны на зарубежных
рынках [1,2].
Автор статьи считает, что экспортной потенциал следует рассматривать
как совокупность четырех составляющих.
Основным носителем первой составляющей экспортного потенциала, как
возможности эффективной мобилизации имеющихся ресурсов, в первую
очередь, с целью достижения определенных экономических результатов,
является лесное хозяйство.
Большинство предприятий лесного хозяйства комплексные. Кроме
лесовыращивания они занимаются лесоэксплуатацией и переработкой
древесины на товары широкого потребления.
Важным направлением повышения экономической эффективности
мобилизации имеющихся природных лесных ресурсов является активизация
экспортной деятельности предприятий лесной отрасли.
Экспортная деятельность дает возможность образовывать предприятию
значительные валютные резервы и инвестировать их в новые технологии,
современные машины и механизмы, формировать благоприятный
инвестиционный климат для зарубежных инвесторов, повышать свой имидж в
глазах отечественных и зарубежных потребителей.
197
Продукция предприятий лесного хозяйства пользуется значительным
спросом на зарубежном рынке. Активными деловыми партнерами предприятий
лесного хозяйства Украины являются субъекты хозяйствования Венгрии,
Италии, Германии, Австрии, Словакии, Чехии.
То есть, успешно реализуется вторая составляющая классического
понятия экспортного потенциала предприятия – возможности по
формированию спроса на зарубежном рынке.
Предприятия лесного хозяйства Украины активно формируют и третью
составляющую экспортного потенциала относительно возможностей
производить конкурентоспособную продукцию. Повысить конкурентоспособность
экспортных товаров планируется и реализуется через расширение
ассортимента экспортируемой продукции. В структуре экспортной продукции
предприятий лесного хозяйства Украины кроме круглой древесины все чаще
появляются обрезные и не обрезные доски, заготовки пиленные, шпон, брус,
поддоны.
В этих условиях можно сделать вывод, что за экономическими аспектами
– ресурсными возможностями, возможностями по формированию спроса и
изготовление конкурентоспособной продукции – предприятия лесного
хозяйства Украины, в первую очередь те, которые территориально
расположены в северо-западных регионах, потенциально готовы для
экспортного производства.
Но в условиях концепции устойчивого природопользования, которая
определяет, что все взятое у природы должно быть возвращено ей с
определенным запасом, чтобы сохранить ее первозданность для будущих
поколений, а также многофункциональность такого природного ресурса как
лес, который наряду с экономическими функциями, выполняет значительные
социально-экологические функции, даже таких важных условий, как
достаточность ресурсов и возможностей их эффективного преобразования в
конкурентоспособный товар не достаточно для того, чтобы сделать вывод о
наличии потенциальных возможностей у предприятия организовывать
экспортное производство.
По концепции устойчивого лесопользования важным условием
хозяйствования предприятий лесной отрасли является недопущение
нарушений лесных экосистем. Состояние окружающей среды предприятий
лесного хозяйства, при котором невозможны нарушения природных экосистем
и возникновения негативных явлений для развития и здоровья людей
определяется как экологически безопасное состояние.
Необходимость
формирования
и
соблюдения
экологической
198
безопасности эксплуатации лесов обусловлено стратегически важным экологоэкономическим и социальным значением лесных ресурсов, их многофункциональностью, межотраслевым характером использования ресурсного и
экологического потенциала лесов, а также растущими потребностями общества
в экологически безопасной и чистой окружающей среде.
Риски производственного воздействия предприятия на окружающую
среду минимизируются, т.е. соответствуют экологически безопасному уровню
производственной деятельности при таких условиях, когда предприятие имеет
финансовые, материальные, информационные, управленческие и другие
ресурсы для сохранения или восстановления первозданного природного
состояния лесных территорий.
Количественную оценку экологической безопасности хозяйственной
деятельности, в частности экспортного производства, по природным аспектам
можно оценить сравнивая значения природоемкости (комплексные
экономическое, экологическое и социальное нагрузки на лесные ресурсы)
экспортного производства территории предприятия, т.е. совокупность объемов
хозяйственного изъятия и поражения местных возобновляемых ресурсов,
включая загрязнение среды, и возможность привлечения ресурсов предприятия
для восстановления первозданных экосистем.
Учитывая то, что лес является народнохозяйственной ценностью со
значительным комплексом полезных эффектов, которые активно используются
обществом, оценка уровня экспортной нагрузки на леса должна включать
измерения целого комплекса показателей (полезных свойств леса), которые
могут находиться под влиянием экспортной деятельности предприятия.
Комплекс полезных свойств леса, которые, в той или иной степени, могут
быть под влиянием экспортной нагрузки включает: способность леса создавать
материальные блага; способность лесных территорий создавать необходимые
условия для существования различных видов флоры и фауны; способность
выполнять комплекс социальных функций; способность формировать и
поддерживать обще естественный баланс.
Экологически безопасна экспортная деятельность возможна, в первую
очередь, в ситуации, когда средств от реализации экспортной продукции будет
достаточно для компенсации эксплуатационной нагрузки на материальные
ресурсы и социально-экологические функции леса и лесных территорий
предприятия.
В условиях концепции устойчивого природопользования, только при
наличии у предприятий лесного хозяйства возможностей по соблюдению
безопасного экспортного производства (конечно, при наличии экономических
199
составляющих экспортного потенциала) можно считать, что предприятие
потенциально способно организовывать экспортную деятельность.
Изложенное выше дает основание автору статьи предложить свое
определение понятия экспортного потенциала предприятия лесного хозяйства,
а именно: экспортный потенциал предприятия лесного хозяйства – это
способность предприятия максимально использовать свои имеющиеся и
перспективные лесные ресурсы для производства товаров и услуг, которые
пользуются спросом и конкурентоспособны на зарубежном рынка при условии
обеспечения безопасного состояния леса и лесных территорий хозяйств.
То есть, экспортный потенциал предприятий лесного хозяйства включает
в себя четыре составляющих: имеющиеся и перспективные ресурсы (которые
ожидаются в ходе выращивания лесов), уровень спроса на товары и услуги
лесоводства на зарубежном рынке, возможности предприятия по производству
качественной и конкурентоспособной на зарубежном рынке продукции,
условия производства продукции на экологически безопасном уровне.
Библиографический список
1. Сіваченко І. Ю. Управління міжнародною конкурентоспроможністю
підприємств та організацій : [навч. посіб.] / І. Ю. Сіваченко. – К. : ЦНЛ, 2003. –
186 с.
2. Должанський І. З. Управління потенціалом підприємства : [навч. посіб.] / І.
З. Должанський [та ін.] – К. : Центр навчальної літератури, 2006. – 362 с.
УДК 630*377
МЕТОДИКА ОЦЕНКИ ВОЗДЕЙСТВИЯ ЛЕСОВОЗНОГО ПОТОКА НА
ПРИДОРОЖНЫЕ ЭКОСИСТЕМЫ
METHOD OF ASSESSMENT FLOW ON ROADSIDE FORESTRY
ECOSYSTEMS
Сушков А.С., к.т.н., преподаватель
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3955
Аннотация: значимость (весомость) основных измерителей воздействия
автомобильной дороги на окружающую среду на разных этапах жизненного
цикла дороги при оценке уровня ее экологической безопасности
устанавливается экспертным путем с учетом чувствительности отдельных
компонентов окружающей среды к дорожно-транспортным воздействиям.
200
Summary: The importance (weight) of the main gauges the impact of the road
on the environment at different stages of the life cycle of the road when assessing the
level of ecological safety is established by experts, taking into account the sensitivity
of the individual components of the environment to preRozhnev-vehicle impacts.
Ключевые слова: оценка, дорога, показатель, защита, загрязнение.
Keywords: assessment, road indicator, protection, pollution.
Для оценки воздействия дороги как инженерного сооружения на
окружающую среду широко используется составной (комплексный) показатель
– критерий экологической безопасности
Р
S11 S 2 2 ... S n n
1 2 ... n
(1)
где α1, α2, …, αn – коэффициенты весомости (значимости) i-го показателя
(вида) воздействия на окружающую среду на этапах жизненного цикла дороги;
S1, S2, …, Sn – степень соответствия отдельных параметров воздействия на
окружающую среду природоохранным требованиям, балл.
Отклонения показателей измерителей воздействия дороги на
окружающую среду от базовых (фоновых или нормативных) в совокупности
характеризуют экологическую безопасность
(опасность) лесовозной
автомобильной дороги. Если эти значения для каждого рассматриваемого
параметра дороги, воздействующего на окружающую среду в заданный период
времени, меньше предельно допустимых или находятся в пределах фона, то
экологическая безопасность дороги считается приемлемой или обеспеченной.
Если они превышают нормативные предельно допустимые или фоновые, то
уровень экологической безопасности (опасности) автомобильной дороги
оценивается по формуле (5.28). Данный критерий может использоваться для
сравнительной оценки и определения возможности применения той или иной
технологической схемы или материалов в жизненном цикле дороги.
Из всего жизненного цикла дороги наиболее важны этапы эксплуатации
и содержания дороги (26,6 и 22,6%). Значимость этапов сооружения земляного
полотна, ремонта дороги и устройства дорожной одежды ниже – 12-12,9%.
При оценке воздействия дороги на среду с помощью приложения Н
можно определить не только значимость отдельных этапов жизненного цикла
дороги, но и отдельных видов воздействия:
изъятие (потребление) невозобновимых природных ресурсов
(строительно-дорожные материалы – каменные материалы, песок, щебень,
цемент, грунт; конструкционные – черные, цветные металлы, пластмассы;
эксплуатационные – топливо, масло, антигололедные реагенты, биопрепараты,
пестициды; энергоресурсы, изъятие площади территории, воды, кислорода
201
воздуха); воздействие на плодородный слой почвы – 12,8%;
физическое наличие объекта (сооружение и использование
объекта), воздействие на ландшафт, гидрологию, климат, социальноэкономические
условия
жизни,
традиционный
уклад
жизни
и
природопользование местного населения – 27,1%;
загрязнение химическими веществами, пылью, твердыми отходами
компонентов окружающей среды (воздуха, воды, почвы, растительности) и
воздействие на здоровье населения, плодородие сельскохозяйственных земель,
биопродуктивность природных ландшафтов и водоемов – 42%;
шум, вибрации, электромагнитное и ионизирующее воздействие на
компоненты окружающей среды, население и животный мир (дискомфорт для
проживания) – 10,5%;
динамическое воздействие движущихся машин и механизмов на
людей, животных, растительность (истощение генофонда популяций) – 7,6%.
Степень соответствия отдельных измерителей воздействия на
окружающую среду природоохранным требованиям (нормативам) S,
оценивается по 3-х балльной шкале в зависимости от попадания конкретных
(измеренных или расчетных) значений показателей в заданные диапазоны.
Перечень параметров, используемых в формуле (5.28) для оценки
степени соответствия отдельных параметров технологических процессов
жизненного цикла дороги природоохранным требованиям, представлены в
приложении О.
Развитие автомобилизации привело на урбанизированных территориях к
чрезмерному загрязнению окружающей среды, деградации экосистем,
нарушению регенерационных свойств природных ландшафтов.
Одно из перспективных направлений инженерной защиты окружающей
среды в автотранспортном комплексе (АТК) – использование биотехнических
принципов конструирования и обеспечения функционирования наземных
транспортных объектов с минимальным негативным воздействием на
окружающую среду.
Решение этой проблемы видится на путях поиска необходимых
биоэталонов и природных (био) аналогов, их анализ, обоснование требований к
природным аналогам, биоэталонам, конструкциям транспортных средств и
объектам транспортной инфраструктуры, формирование принципов создания
биотехнических транспортных объектов, систем и приборов, необходимых для
решения проблем АТК с минимальным негативным воздействием на
окружающую среду.
Совершенствование системы слежения может облегчить и ведение
202
мониторинга за состоянием дорог, транспортными потоками и их воздействием
на придорожную территорию. Исследования в области ориентации, навигации и
локации, кроме определения местонахождения АТС позволит более эффективно
при меньших затратах решать вопросы, связанные с фрагментацией и
дефрагментацией территории дорогами.
Дорога является источником комплексных воздействий на окружающую
среду, которые могут привести к следующим последствиям:
деградация качества поверхностных вод от эрозии почвы,
расчищенной в результате строительства дороги, неправильно
спроектированной системы дренажа, проходящей через водораздел дороги;
деградация или разрушение экосистем из-за ухудшения водного
регулирования и фильтрующей способности почвы, когда размещение новой
дороги через лес ведет к внутренней миграции видов;
появление устойчивых тепловых аномальных полей, связанных в
основном, с функционированием инженерных коммуникаций.
Транспортные объекты (дорога, транспортные средства) вызывают
негативные изменения в экосистеме придорожной полосы, что сказывается на
ее качестве. Одновременно происходит и ухудшение качества транспортного
объекта, т.е. инженерный объект и окружающая среда находятся в тесном
взаимодействии друг с другом. Чтобы предотвратить (замедлить) деградацию
придорожной
экосистемы,
необходимо
одновременно
повышать
регенерационные свойства экосистемы и снижать негативное воздействие
транспортных объектов на неё (рисунок 1).
Повысить регенерационные свойства экосистемы можно, очищая
поверхностные сточные воды с проезжей части, внося в почву биопрепараты,
повышающие устойчивость зеленых насаждений к антигололедным реагентам,
снижающие концентрацию нефтепродуктов в почве. Эти мероприятия
позволят восстановить механизмы самоочищения придорожной экосистемы,
угнетенные в результате чрезмерного негативного воздействия транспортного
объекта.
Второе направление - поддержание дороги и транспортных средств в
исправном состоянии, а также использование биологически разлагаемых
эксплуатационных материалов.
Указанные выше недостатки преодолимы при использовании
биологических методов очистки воды, основанные на способности
микроорганизмов использовать в качестве ростовых субстратов различные
соединения, входящие в состав загрязненных вод.
Многие микроорганизмы способны накапливать металлы в больших
203
количествах. В ходе эволюции в них сформировались системы поглощения
отдельных металлов и их концентрирования в клетках.
Рисунок 1 - Схема текущей взаимосвязи транспортных объектов с
экосистемой придорожной полосы после применения биотехнологий
Степень загрязнения поверхностных сточных вод с дорог зависит от
многих факторов и содержит такое количество органики, биогенов,
нефтепродуктов, солей тяжелых металлов, что в ряде случаев их очистка
является обязательной.
Микроорганизмы, помимо включения в цитоплазму, способны также
сорбировать металлы на поверхности клеточных стенок, связывать их
метаболитами в нерастворимые формы, а также переводить в летучую форму.
Селекция в этом направлении и применение новых генно-инженерных методов
позволяют получать формы, активно аккумулирующие металлы, и на их основе
создавать системы биоочистки.
Библиографический список
1.
Сушков
А.С.
Разработка
методов оценки воздействия
лесопромышленных предприятий на окружающую среду. – М.:
Лесотехнический журнал. – Воронеж: ВГЛТА. – № 1(9) 2013.– С. 53-59.
204
УДК 656.072
ОПРЕДЕЛЕНИЕ ТЕХНИЧЕСКИХ ПАРАМЕТРОВ СОСТОЯНИЯ
ЛЕСОТРАНСПРОТНЫХ МАШИН В ЛЕСНОМ КОМПЛЕКСЕ
DEFINITION OF TECHNICAL STATE PARAMETERS LE
SOTANSPROTNYH MACHINES IN THE FOREST COMPLEX
Сушков А.С., к.т.н., преподаватель
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3956
Аннотация: рассмотрена стратегия, способы управления процессом
старения. Наряду с ними определена интенсивность отказов в виде монотонно
возрастающей функции наработки до отказа. Рассмотрены вопросы
резервирования, профилактики процесса старения.
Summary: The strategy, how to manage the aging process. Along with them,
the failure rate is defined as a monotonically increasing function of time to failure.
The questions of redundancy, preventing the aging process.
Ключевые слова: стратегия; старение; моделирование; оборудование
лесопромышленного комплекса.
Keywords: strategy; aging; modeling; equipment les sopromyshlennogo
complex.
Составные части механических систем, к которым принадлежат
оборудование лесопромышленного комплекса, относятся в своем большинстве к
элементам стареющего типа, т.е. таким, у которых интенсивность отказов
является монотонно возрастающей функцией наработки [1]
(1)
Здесь f(t) – плотность распределения времени безотказной работы; F(t) –
функция распределения времени работы до отказа; l – объём наработки до
отказа.
Одним из немногих способов управления этим естественным процессом
старения, наряду с резервированием, является профилактика, тем более, что резервирование, предусматривающее дублирование в конструкции оборудования
их наиболее ответственных элементов, в лесной технике используется редко, в
основном в устройствах, ответственных за безопасность эксплуатации.
Что касается профилактики, то это, достаточно дорогостоящая для
эксплуатационников процедура, весьма чувствительна к экономическим
показателям.
Принято различать три стратегии управления. При стратегии CI
205
управленческие мероприятия осуществляются после достижения элементом
предельного (неработоспособного или экономически неприемлемого)
состояния. При стратегии СII предусматривается замена деталей при
достижении определённой наработки. А стратегия СIII основана на принятии
решения, предупреждающего отказ. Это решение принимается после
предварительного определения параметров технического состояния элемента и
сравнения их с предельными или допустимыми значениями.
В стратегии СII принятие решений носит жесткий регламентный характер
и основана на учете априорной для данной ситуации статистической
информации о надежности аналогичных элементов в прошлом в зависимости от
наработки ими соответствующего числа часов, или затрат энергоресурсов.
Стратегия СIII опирается на апостериорный учет старения данного
экземпляра изделия. В этой стратегии используется больший объем
информации о ходе управляемого процесса, поэтому достаточно ожидаема её
оценка как более экономной в использовании ресурса превентивно заменяемых
элементов, чем стратегия СII. Более экономной и эффективной, но, тем не
менее, также предупредительной.
Особенностью стратегии СIII является то, что характеристика состояния
элемента (оборудования) Zi – оценивается как правило, через диагностические
параметры Yi, связанные зависимостью Zi = f(Yi).
Графически этот процесс можно представить кривой изменения диагностического параметра Yi, от характеристики состояния Zi. В зависимости от
вида Z=f(Y), удобства измерения и других факторов в качестве Y могут быть
использованы различные показатели процесса в заданном интервале:
минимальное, максимальное, мгновенное, среднее, среднеквадратическое
значение физической величины.
Для измерения выбранного диагностического параметра Y применяют
различные первичные измерительные преобразователи, на которые воздействует
какая-то физическая величина. Эта величина преобразуется в выходной сигнал
ε.
Выходной сигнал, являясь отображением характеристики состояния,
содержит необходимую информацию для управления.
В большинстве случаев управленческие решения принимаются не на
основе анализа характеристик состояния, а путем сопоставления значений
диагностических параметров с их критическими значениями. На рисунке 1
приведена модель определения технического состояния для стратегии СIII.
Зависимость Y(Z), как было сказано, считаем детерминированной. А
зависимость Z(t) является случайной функцией. В этом и состоит меньшая
206
информативность стратегии управления техническим состоянием по наработке –
стратегии СII. Что касается функции ε (Y), ТО здесь возможен упрощенный
анализ погрешности, сводящийся к анализу результатов измерения как
случайной величины при Y=const.
Техническое состояние машины может быть определено путем анализа
большого количества диагностических параметров, число которых достигает
100 и более. Такое многообразие показателей состояния при достаточно
широком спектре конструктивного исполнения лесных машин привело к
необходимости разработки и применения большой номенклатуры
диагностических средств, перечень и описание которых достаточно полно
приведено в литературе.
Рисунок 1 – Модель определения технического состояния для стратегии СIII
Использование
стратегии
СIII
предполагает
проведение
предупредительных работ диагностического плана. Эти работы направлены на
определение фактического состояния Zi(Yi) и сравнения их с допустимыми
значениями Yd(Zd). Цель проведения этих работ – прогнозирование момента
проведения ремонта и предотвращения отказов машины.
Объемы и периодичность проведения контроля могут изменяться в
широких пределах, включая непрерывное диагностирование выходных
параметров элемента оборудования.
207
В стратегии СIII различают два ее подвида. Первый, обозначим его С1III
характеризуется одним значением параметра Y – предельным допускаемым
значением контролируемой характеристики состояния Yn-d . Выход Y за границу
Yn-d можно рассматривать и как параметрический (постепенный) отказ, при
котором изделие не всегда теряет свою работоспособность, но становится менее
экономичным. Такой отказ также подлежит устранению, а значение Yn-d –
расчётному определению.
Второй подвид стратегии СIII характеризуется двумя значениями управляющего параметра. Здесь, кроме экономически допускаемого Yд присутствует
такое значение контролируемой характеристики состояния, которое
определяется физическим отказом машины и препятствует ее дальнейшему
использованию. Обозначим этот параметр Yn.
В этом варианте стратегии Yд имеет упреждающий характер и обозначает
такое значение контролируемой характеристики, при которой осуществляется
превентивное ремонтное вмешательство, предупреждающее физический отказ,
a Yn – параметр, определяемый по экономическим соображениям, например,
вероятностью потери самоходности. Это не означает, что последствия
физического отказа лишены экономической оценки. Просто эта оценка
априорна по отношению к поиску оптимального Yд и не связана с установлением
Yn. Соотношение между Yд и Yn выясняется в ходе минимизации издержек,
связанных как с неполным использованием ресурса заменяемых элементов,
потерями продукции из-за возможных отказов, так и с затратами на
необходимые контрольные и ремонтные операции.
Современные рыночные механизмы, изменив соотношения стоимости
оборудования и производимой ими продукции в пользу первых, уменьшили в
значительной
степени
эффективность
профилактических
ремонтных
воздействий, связанных с недоиспользованием годности и ресурса заменяемых
составных частей. Эти обстоятельства создали предпосылки для естественного
вырождения стратегии.
При этом приходится иметь в виду, что в годы повсеместного увлечения
стратегией С2III основные научные усилия прилагались к оптимизации
величины упреждающего допуска на предельное значение параметра состояния.
Само предельное состояние адекватным образом не формализовывалось, а его
количественные характеристики в большинстве случаев назначались экспертно.
За исключением тех немногих элементов, для которых предельное состояние –
суть разрушение или иное явление, приводящее к мгновенному физическому
отказу.
При постепенном изменении контролируемого параметра стратегия С2III
208
трансформируется в стратегию С1III с одним параметром управления. При внезапных отказах – в стратегию СI, которая лишена возможностей влиять на
процесс старения машины, а лишь отражает его результат. Стратегия СI в такой
интерпретации, естественно, не может иметь применений в случаях, связанных
с обеспечением безопасности, а иногда и самоходности. Но эти случаи, если
они находятся вне сферы действия экономических закономерностей,
характерных для рыночных условий, нами не рассматриваются.
Библиографический список
1.
Сушков, С.И. Разработка методики и алгоритма расчёта основных
параметров лесопользования на предприятиях лесопромышленного комплекса.
[Текст]/ С.И. Сушков, О.Н. Бурмистрова – М.: Строительные и дорожные
машины.2/2013. – С. 12-16
УДК 630*377
ОПТИМИЗАЦИЯ ТРАНСПОРТНЫХ ПРОЦЕССОВ
ЛЕСОМАТЕРИАЛОВ ПРИ ЖЕЛЕЗНОДОРОЖНЫХ ПЕРЕВОЗКАХ В
РЕГИОНАХ
OPTIMIZATION OF TIMBER TRANSPORT PROCESSES IN RAIL
TRANSPORT IN REGIONS
Сушков А.С., к.т.н., преподаватель
Новокщёнов Е.В., студент 5 курса
лесопромышленного факультета
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3957
Аннотация: в статье рассмотрены вопросы оптимизации транспортнотехнологических процессов лесопромышленных предприятий на основе метода
«ветвей и границ».
Summary: in a paper questions of optimization of Transport-technological
processes of the timber industry enterprises are considered on the basis of a method «
branches and borders ».
Ключевые слова: оптимизация, транспортировка, лесоматериалы,
железнодорожные перевозки.
Keywords: optimization, transportation, timber, rail transportation.
Анализ схем размещения лесозаготовительных и деревообрабатывающих
209
предприятий показывает, что в лесопромышленных регионах расстояния
перевозки хлыстов с нижних складов на склады сырья L достигают 50-120 км.
При таких расстояниях разность транспортных затрат по различным вариантам
распределения объемов перевозки леса соизмерима, а иногда и превышает
разность производственных затрат по вариантам раскряжевки хлыстов. Это
указывает на существенность транспортного фактора при определении
рациональных объемов перевозки хлыстов в лесозаготовительные и на
деревообрабатывающие предприятия в пределах регионов.
Снижение затрат на начально-конечных операциях и повышение
статической нагрузки зависят от поиска и приведения в действие внутренних
резервов контактирующих через погрузочно-разгрузочные механизмы (краны,
погрузчики) различных видов транспорта (в рассматриваемом случае –
железнодорожного,
осуществляющего
поставку
лесоматериалов
на
перерабатывающие
предприятия,
и
автомобильного,
вывозящего
заготовленный лес из сырьевых баз). В отдельных случаях существует вывозка
заготовленного леса и по узкоколейным лесовозным дорогам (10–15 % от
общего объема). Поэтому величина оптимальных расстояний поставки хлыстов
в деревообрабатывающие комбинаты по железным дорогам определяется
степенью
согласованной
работы
участков
железнодорожного
и
автомобильного транспорта в пунктах перегрузки леса и уровнем
совершенствования взаимодействия обоих видов транспорта.
В пункты перегрузки лесоматериалов с автомобильного транспорта на
железнодорожный лесовозные автопоезда в стационарные периоды суток tст
поступают через интервалы времени i , имеющие плотность распределения
f ( )
1
e ,
Г( )
(1)
где значения параметров и определяются коэффициентом вариации V,
зависящим от схемы лесовозных дорог в лесосырьевой базе.
Продолжительность стационарного периода tст и интенсивности
поступления леса ст для погрузки в железнодорожные вагоны зависит от
режима работы, расстояния вывозки Lср и грузооборота ср лесовозной дороги:
tст C1 C2 cp C3 Lcp ;
ст
d1 d 2 cp d3 Lcp .
(2)
Характер изменения интенсивности потока лесовозных автопоездов в
пункт перегрузки на железнодорожный транспорт в нестационарный период
суток
( t ) e a bt
(3)
определяется коэффициентами а и b. Количественная характеристика
210
которых в данной статье не рассматривается.
Лесовозные автопоезда поступают в этот период через интервалы времени,
имеющие распределение
(4)
Степень
использования
расчетной
статической
нагрузки
железнодорожных вагонов зависит от характера распределений параметров
пачек леса, доставляемых автопоездами, поскольку объем пачек определяет их
число в вагоне, количество хлыстов в пачке, а их длина – коэффициент
плотности укладки. Задаются эти параметры многомерными распределениями,
коэффициент корреляции между параметрами пачек лесоматериалов = 0,69–
0,78.
Железнодорожные вагоны (спецплатформы) на фронт погрузки
лесоматериалов (где подача производится не более одного раза в сутки)
поступают в моменты времени tn , имеющие распределение вероятностей
,
(5)
где параметры и вычисляются из нормативного времени подачи
вагонов, определяемого договором между железнодорожной станцией и
лесопромышленным предприятием.[1]
На крупные лесопромышленные предприятия, где число подач под
погрузку леса две и более, вагоны поступают во взаимозависимые моменты
времени tn1 , tn2 ,…, характеризующиеся коэффициентами последовательной
корреляции
(6)
и имеющие совместное распределение вероятностей
.
(7)
Статистическими исследованиями установлено, что самое раннее и самое
позднее время подачи спецплатформ под погрузку леса (хлыстов) с
вероятностью не более 0,75 отличается от нормативного (по договору) в 1,35–
1,45 раза, а соответствующие значения для времени подачи спецплатформ под
выгрузку на складах сырья деревообрабатывающих комбинатов – в 1,2–1,3
раза. При вероятности 0,9 гарантированные сроки ранних и поздних подач
отличаются от нормативного в 1,6–1,7 раза (нижние склады) и в 1,4–1,5 раза
211
(склады
сырья
деревообрабатывающих
комбинатов).
Значения
гарантированных вероятностей зависят от конкретных производственных
условий каждого лесопромышленного предприятия региона.[2]
Как показал опыт работы предприятий, наиболее эффективны перевозки
лесоматериалов маршрутами по 20 и более вагонов. Анализ транспортного
обеспечения предприятий в основных лесопромышленных регионах страны
подтвердил, что 42–64 % всего объема поставки хлыстов в
деревообрабатывающие комбинаты можно выполнять такими маршрутами.
При этом увеличивается скорость движения вагонов в 1,6–1,8 раза,
сокращаются сроки доставки грузов, ускоряется оборот вагонов, что, в свою
очередь, снижает потребность в подвижном составе.
Указанные расстояния перевозки леса в хлыстах по железным дорогам
являются основой для формирования системы транспортных связей в
предприятиях лесопромышленного региона. В такой системе отдельные
расстояния поставок могут быть и больше; важно, чтобы средняя длина
поставок не превышала допустимых расстояний.
Библиографический список
1. Сушков, А.С. Разработка единой многоуровневой транспортной
системы связей лесных предприятий. [Текст]/ А.С. Сушков, В.А. Морковин М.:
Воронежский научно-технический вестник. - Воронеж: ВГЛТА.– № 4(6).
Режим доступа http://vestnikvglta.ucoz.ru/noviy_nomer/1.pdf 2013.-С.66-69.
2. Сушков С.И. Разработка модели принятия решений при
совершенствовании
управления
транспортными
системами
лесопромышленного комплекса [Текст]/ С.И. Сушков, О.Н. Бурмистрова, А.С.
Сушков. – М.: Природные ресурсы и экология Дальневосточного региона :
материалы Международного научно-практического форума, Хабаровск, 25-26
октября 2012 г. / редкол.: А. П. Ковалев (отв. ред.) [и др.]. - Хабаровск: Изд-во
Тихоокеан. гос. ун-та, 2013. - С. 202-204.
212
УДК 625.81
КЛАССИФИКАЦИЯ ДОРОЖНЫХ ОДЕЖД В
ЛЕСОЗАГОТОВИТЕЛЬНЫХ ПРЕДПРИЯТИЯХ С ЦЕЛЬЮ РАСЧЁТА
ИХ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК
CLASSIFICATION PAVEMENT IN LOGGING COMPANIES TO CALCULATE
THEIR STRENGTH CHARACTERISTICS
Сушков С.И., д.т.н. профессор
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3958
Аннотация: приведены основные данные по разновидностям дорожных
одежд. Проанализированы эксплуатационные свойства дорожных одежд.
Рассмотрены теоретические основы испытаний дорожных одежд.
Summary: The basic data on species pavements. Analyzed the performance of
the pavements. Theoretical basics of test pavements.
Ключевые слова: дорожная одежда, свойства, упругость, жёсткость,
испытания, прочность.
Keywords: pavement, properties, elasticity, hardness, test strength.
Дорожные одежды по своим механическим свойствам и для целей
расчета прочности могут быть разделены на две группы.
1.Нежесткие
(упруго-пластичные)
одежды,
не
оказывающие
значительного сопротивления изгибу, прочность которых зависит главным
образом от прочности грунтового основания, причем разница в жесткости
соседних слоев одежд и подстилающего грунта сравнительно невелика.
2. Упруго-жесткие одежды, оказывающие сопротивление изгибу и
представляющие собой плиты, лежащие на упругом грунтовом основании,
причем разница в жесткости плиты и основания весьма значительна.
В основу теории прочности
и метода расчета положены такие
принципы:
1.Прочность
одежд
определяется
предельной
допускаемой
деформацией (осадкой), возникающей в результате воздействия на них
вертикальных повторных нагрузок.
2.Прочность отдельных слоев и одежды в целом характеризуется
модулем деформации, исчисляемым по кривой осадки под штампом при
заданных осадках.
3.Для определения напряжений и деформаций (осадок) многослойная
дорожная одежда приводится к эквивалентному ей по распределению
213
напряжений однородному изотопному массиву.
При оценке прочности пользуются главным образом упругим прогибом
или вычисляемым по его величине модулем упругости. Объясняется это
следующими обстоятельствами. Чем больше прогиб дорожных одежд, под
данной нагрузкой, тем, следовательно, меньшей жесткостью и меньшей
распределяющей способностью они обладают. В нижних слоях при прочих
равных условиях возникают большие напряжения и больше вероятность того,
что фактическое напряжение сдвига превысит предел этого сопротивления. С
увеличением прогиба в монолитных слоях в большенстве случаев возрастают
растягивающие напряжения, которые могут превысить их допустимую
величину. Таким образом, упругий максимальный прогиб, не является сам по
себе прочностной характеристикой, тесно с ним и в большинстве случаев
служит показателем, в достаточной степени характеризующим фактическую
прочность дорожной одежды.
Основным критерием прочности нежестких дорожных одежд при
полевых испытаниях может быть рекомендован упругий прогиб по оси
действия нагрузки или вычисляемый по его величине модуль упругости –
параметр, получивший в настоящее время наибольшее обоснование [1].
Нагрузка может быть длительной, статической и кратковременной
динамической. Статическая нагрузка при различных способах испытаний
передается дорожной одежде через жесткий или гибкий штамп, а также
непосредственно от колеса расчетного автомобиля.
Статическое нагружение штампом осуществляют с помощью
передвижного или навесного пресса. Навесной пресс состоит из
гидравлического или механического домкрата с динамомером, круглого и
обычно жесткого штампа и индикаторов, служащих для измерения осадок
штампа. Индикаторы с помощью струбцин крепят к балке, опоры которой в
процессе нагружения должны быть расположены за приделами чаши прогиба
дорожной одежды. В период нагружения домкрат упирают в раму автомобиля
через упорную балку. Наличие двух индикаторов, расположенных вдоль
диаметра штампа на равном расстоянии от его центра, позволяет устранить
ошибку при измерении его осадки под нагрузкой.
В процессе испытаний к штампу прикладывают ступенчато
возрастающую нагрузкую. Всего дают три-четыре нагружения с разгрузкой
после каждой ступени. Максимальную нагрузку принимают равной или
больше расчетной.
Статическое нагружение колесом расчетного автомобиля, как правило,
сопряжено с применением рычажных прогибомеров.
214
В процессе испытаний рычажный прогибомер устанавливают
паралельно продольной оси автомобиля таким образом, чтобы измерительный
стержень опирался на поверхность покрытия между спаренными скатами по
оси действия нагрузки от колеса, т. е. под осью заднего моста. Измерительный
стержень
и
опоры
прогибометраих
снабжены
подпятниками,
предотвращающими втапливание в покрытие, что существенно снижает
вероятность разброса показаний за счет втапливания. По команде оператора
автомобиль отъезжает на расстояние (5-10 м), при котором измерительный
стержень оказывается за приделами чаши прогиба дорожной одежды.
Численное значение обратимого прогиба определяют как разность отсчетов,
взятых по индикатору часового типа до и после съезда автомобиля.
Метод статического нагружения колесом автомобиля с измерением
упругого прогиба рычажным прогибомером позволяет проводить до 80-100
измерений в день. Техника испытаний проста по сравнению со статическим
нагружением штампом. Нагрузку создает реальный автомобиль. Общий
недостаток методов статистического нагружения дорожных одежд –
длительность действия усилия – не соответствует реальным условиям
воздействия движущегося автомобиля, нагрузка от которого передается
кратковременно.
Реальным условиям в большой степени соответствуют динамические
методы оценки прочности, в которых длительность приложения нагрузки
близка или соизмерима с продолжительностью нагружения колесом
автомобиля, находящегося в движении. К динамическим методам испытаний
дорожных одежд относятся испытания однократной или ограниченно
повторяющейся кратковременной нагрузкой, а также многократной нагрузкой
и вибрационной. Испытания однократной или ограниченно повторяющейся
кратковременной нагрузкой производят с применением установки
динамического нагружения или движущегося автомобиля.
Оценка прочности дорожных одежд. Упругий прогиб в качестве
основного критерия прочности дорожных одежд при их испытании принят не
только в отечественной, но и в зарубежной практике.
Наряду с этим исследования показывают, что в отдельных случаях
целесообразно иметь сведения не только о величине максимального прогиба,
но и об очертании чаши прогиба места нагружения [2].
Модули упругости материалов, составляющих дорожную одежду, могут
быть установлены также путем определения скорости распространения
колебаний, вызванной импульсом в соответствующих слоях. Поэтому в
некоторых случаях критерием, характеризующим прочность тех или иных
215
конструктивных слоев дорожной одежды, является скорость распространения
упругих волн.
Оценку прочности нежестких дорожных одежд осуществляют
нагружением колеса автомобиля с измерением упругой вертикальной
деформации (прогиба) рычажным прогибомером.
Общим недостатком всех методов статических испытаний дорожных
одежд является то,что время нагружения не соответствует реальным условиям
воздействия движущегося автомобиля, нагрузка от которого передается
кратковременно (динамически).
Этим условиям в большей степени соответствуют динамические методы
оценки прочности, в которых длительность действия нагрузки близка или
соизмерима с продолжительностью нагружения колесом автомобиля,
находящегося в движении. Динамические методы испытаний, как правило,
требуют менее громоздкого оборудования, чем статические, так как чаще всего
отсутствует необходимость в тяжелом грузовом автомобиле.
Применяемые в настоящее время динамические методы испытания
дорожных одежд могут быть разделены на следующие группы:
- испытания однократной или ограниченно повторяющейся
кратковременной нагрузкой;
- испытания многократно повторяющейся кратковременной нагрузкой;
- испытания вибрационной нагрузкой.
К первой группе относят испытания установкой динамического
нагружения и испытания колесом движущегося автомобиля.
Установки динамического нагружения различных конструкций находят
применение в разных странах. Принцип действия этих установок основан на
создании динамического усилия в результате сбрасывания груза с
определенной высоты на упругое амортизационное устройство, которым могут
быть стальные пружины, прокладки из специальной резины и другие упругие
материалы, мало подверженные изменению своих свойств во времени.
Длительность действия усилия зависит от жесткости амортизатора.
Груз, как правило, имеет цилиндрическую форму, но может быть
шаровидным, что обеспечивает центрирование удара при наличии сферической
поверхности, воспринимающей этот удар. Подъем груза осуществляют ручной
или механической лебедкой.
В качестве устройств для записи деформации дорожной одежды под
действием кратковременной нагрузки применяют различные вибрографы,
датчики деформаций, сейсмографы и др.
При испытаниях колесом движущегося автомобиля нагрузка,
216
действующая на дорожную одежду, является полностью реальной.
К автомобилю, создающему расчетную нагрузку и движущемся со
скоростью 2-3,5 км/ч, подвешены два специальных прогибомера.
В начале испытания без остановки автомобиля прогибомеры
автоматически опускаются на покрытие. Автомобиль подъезжает задними
колесами к измерительному наконечнику соответствующего прогибомера. По
мере подъезда колес производится запись нарастающих прогибов до их
максимальной величины. Затем устройство, связанное системой передач и тяг с
передними и задними колесами автомобиля, переносит в процессе движения
автомобиля прогибомеры вперед, и цикл испытаний повторяется.
Испытания
дорожных
одежд
проводятся
также
установкой
динамического нагружения повторяющегося действия, а также установками
высокой производительности.
Установка динамического нагружения повторяющегося действия
представляет собой недорогое оборудование для оценки работоспособности
существующей дорожной одежды на любом опытном участке. Эта установка
позволяет избежать устройства дорогостоящих полигонов с пропуском по ним
большого количества автомобилей или других опытных нагрузок. Переброска
установки с одной точки испытания на другую осуществляется легким
грузовым автомобилем.
Рассматриваемый комплекс вибрационного оборудования, предназначен
для нагружения дорожных одежд периодически изменяемой (вибрационной)
нагрузкой, измерения возникающего при этом динамического прогиба в одном
или при необходимости в нескольких точках покрытия и регистрации
получаемой информации с целью последующей ее обработки.
Комплекс оборудования функционирует следующим образом: дизель –
электрический агрегат, установленный в кузове автомобиля – тягача, который
через
индукционную
муфту скольжения
приводит
в
движение
полигармонический инерционный вибратор направленного действия,
создающий переменную во времени нагрузку, прикладываемую к
испытуемому через спаренные колеса прицепа. Виброизолированная тележка
несет два или восемь измерительных механизмов (по одному или четыре с
каждой стороны), представляющих собой жесткие колеса прижимаемые к
покрытию пружинами для обеспечения непрерывного контакта, необходимого
для измерений. Датчики ускорения, жестко связанные с измерительными
колесами, воспринимают вертикальные виброперемещения по поверхности
дороги и преобразуют их в электрические сигналы, пропорциональные
вертикальным виброускорениям, которые поступают на выходы усилительно –
217
преобразовательной электронной аппаратуры. Блоки электронной аппаратуры
осуществляют преобразование электрических сигналов, поступающих от
датчиков ускорения в сигналы, пропорциональные вертикальным
перемещениям (упругим деформациям) дорожной одежды, и отфильтровывают
нежелаемые гармонические составляющие, содержащиеся в спектре сигналов
датчиков. Они возникают в результате воздействия микропрофиля покрытия на
датчики при работе комплекса в движении. Сигналы с выходов усилительно –
преобразовательной аппаратуры регистрируются в цифровой форме для
последующей обработки.
Прочность покрытий из смесей минеральных материалов,
обработанных битумами или дегтями, зависит в основном от двух факторов: от
сопротивления трению, обеспечиваемого минеральным скелетом, и от
сцепления, обуславливаемого зацеплением более крупных зерен, наличием в
минеральном скелете минерального порошка и коллоидных частиц,
свойствами органического вяжущего.
Прочность покрытий с органическими вяжущими нужно оценивать
при трех его состояниях: при высокой температуре, когда сцепление
минимально, материал пластичен и, следовательно, сопротивление
образованию сдвигов и волн наименьшее; при некоторой средней температуре,
когда наиболее вероятно водонасыщение покрытий, снижение сцепления и
коэффициента сцепления трения, которые могут вызывать хрупкое разрушение
покрытия; наконец, при низкой температуре, когда прочность сама по себе
достаточна, так как сцепление достигает наибольших значений, но нарушение
однородности структуры, особенно при повторяющихся переходах
температуры через ноль, вызывающих вымораживание влаги, и минимальные
относительные удлинения способствуют образованию трещин, а в отдельных
случаях – выкрашиванию покрытий.
Библиографический список
1.
Афоничев Д.Н. Совершенствование расчета объемов земляных
работ в системе автоматизированного проектирования автомобильных дорог.
[Текст] / Д.Н. Афоничев-М.: Воронеж: ВГЛТА 117 с. Деп. в ВИНИТИ
26.02.2008, № 164-2008 г.
2.
Афоничев Д.Н. Математическое обеспечение автоматизированного
проектирования сборных дорожных покрытий. Моделирование систем и
процессов. [Текст] / Д.Н. Афоничев-М.: ВГЛТА, НИИЭТ. Воронеж, Вып. 4.
2012.- 14–16 с.
218
УДК 630*377
ПРИНЦИПЫ РАЗРАБОТКИ ДИАЛОГОВОЙ МОДЕЛИ
ТРАНСПОРТНЫХ ПОТОКОВ ЛЕСОМАТЕРИАЛОВ
DESIGN PRINCIPLES DIALOG TRAFFIC FLOW MODEL TIMBER
Сушков С.И., д.т.н. профессор
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3959
Аннотация: в данной статье рассматривается оценка производительной
возможности транспортной системы. Была разработана диалоговая модель
позволяющая оперативно оценить результаты принятия управленческих
решений в стратегии развития транспорта.
Summary: This article examines the performance evaluation capabilities of
the transport system. Interactive model has been developed which allows quickly
assess the results of managerial decisions in the transport development strategy.
Ключевые слова: система, модель, нагрузка, транспортное средство,
скорость.
Keywords: system, model, load, vehicle speed.
Возможность транспортной системы определяется её производительной
силой (РТ), которую можно вычислить по формуле
PT W Ц Ц ,
(1)
где W Ц – ёмкость системы (в м3, единиц подвижного состава);
Ц - число циклов (оборотов) подвижного состава за год.
Ёмкость транспортной системы в свою очередь можно определить как
произведение парка подвижного состава (Np наличного или рабочего) на
среднюю статистическую нагрузку (PCT)
W Ц N p PCT ,
(2)
а число циклов Ц по формуле
Ц
365
,
ОТ
(3)
где ОТ – время оборота транспортных средств подставки формулы (2) и
(3) в (1) получим
365
.
(4)
O
Далее приводится расчёт производительной силы транспортной системы
применительно
к
железнодорожному
транспорту.
Время
оборота
РТ N p PCT
219
транспортного средства О (вагона - Oв r ) является одной из важнейших
характеристик и определяется по сети как время полного цикла работы вагона
от данной погрузки до другой, следующей погрузки.
Оборот транспортного средства определяется по формуле [1,2]
Ов t дв t пр t гр t пер t б / пер ,
(5)
где t дв – время вагона в движении (час);
t пр - время простоя вагона на промежуточных станциях (ч);
t гр - суммарное время простоя вагона под погрузочными операциями (ч);
t пер , t б / пер - суммарное время нахождения вагона на технических
станциях соответственно с переработкой и без переработки (час).
Составляющие формулы (5) можно вычислить
lp
t дв
,
T
(6)
где l p – полный рейс вагона, или расстояние, которое проходит вагон за
время оборота, км;
T - средняя техническая скорость грузовых поездов, км/ч;
t пр
lp
y
lp
T
;
где y – участковая скорость грузовых поездов, км/ч;
t гр к м t гр ,
(7)
(8)
где к м – коэффициент местной работы, показывающий отношение
объёма погрузки и выгрузки вагонов к общей работе, то есть к погрузке на сети
или к сумме погрузки и приёма гружёных вагонов на дороге и отделении,
0 км 2;
t гр - среднее время нахождения вагона на станциях погрузки и выгрузки,
приходящиеся на одну грузовую операцию, ч;
lp
t пер
t пер ,
Lм
(9)
где L м – маршрутное плечо, или среднее расстояние, проходимое
вагоном между техническими станциями с переработкой, км;
t пер - среднее время нахождения вагона на технических станциях с
переработкой, ч;
220
lp
lp
t б / пер ,
tT / пер
(10)
L
L
м
в
где Lв – вагонное плечо, или среднее расстояние, проходимое вагоном
между всеми техническими станциями с переработкой и без переработки, ч;
t б / пер - среднее время нахождения вагона на технических станциях без
переработки, ч.
На основе вышеприведённой методики расчёта производительной силы
железнодорожного транспорта была разработана диалоговая модель,
позволяющая решить следующие задачи:
1) Расчёт промежуточных показателей;
2) Расчёт результирующих показателей;
3) Оценка
влияния
изменений
первичных
показателей
на
результирующие.
Разработанная диалоговая модель позволяет оперативно оценивать
результаты принятия управленческих решений в стратегии развития
транспорта. При необходимости модель можно дезагрегировать, применяя
первичные показатели более низкого уровня. Для других видов транспорта
необходима соответствующая корректировка показателей и их соотношений.
Библиографический список
1.
Солопанов, М.С. Влияние транспортного фактора при решении
задач планирования и размещения лесопромышленных производств. [Текст]/
М.С. Солопанов, С.И. Сушков. Молодежный научный форум: Технические и
математические науки. Электронный сборник статей по материалам VIII
студенческой международной заочной научно-практической конференции. –
Москва: Изд. «МЦНО». – № 1 (8) / [Электронный ресурс] – Режим доступа. –
URL: http://www.nauchforum.ru/archive/MNF_tech/1(8).pdf 2014- с.32-37
2. Сушков С.И. Принципы организации транспортного обслуживания
лесных
предприятий
с
использованием
логистических
операций.
Международная
научно-техническая
конференция
«Механика
технологических процессов в лесном комплексе» Воронеж, ФГБОУ ВПО
«ВГЛТА». – 2014. – С.164-170.
221
УДК 625.81
ОБОСНОВАНИЕ ТРЕБОВАНИЙ К ГРАНУЛОМЕТРИЧЕСКОМУ
СОСТАВУ МАТЕРИАЛА ДРЕНИРУЮЩЕГО СЛОЯ ЛЕСОВОЗНОЙ
ДОРОГИ
JUSTIFICATION REQUIREMENTS GRANULOMETRIC COMPOSITION
MATERIAL DRAINAGE LAYER OF LOGGING ROADS
Сушков С.И., д.т.н., профессор
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
Бурмистрова О.Н., д.т.н., профессор
ФГБОУ ВПО «Ухтинский государственный технический университет»
г. Ухта, Россия
DOI: 10.12737/3960
Аннотация: рассмотрены динамические нагрузки на поверхность
земляного полотна при строительстве и эксплуатации лесовозных дорог.
Приведена методика расчёт дренирующего слоя дорожной одежды.
Summary: The dynamic loads on the surface of the subgrade during construction
and exploitation of forest roads. The methodology of calculation of drainage layer of
pavement.
Ключевые слова: величина, грунт, земляное полотно, нагрузка, агрегат.
Keywords: size, soil subgrade, the load unit.
При воздействии динамической нагрузки на покрытие в переувлажненном
естественном основании возникают восходящие потоки воды, движущиеся в
дренирующий слой. На контакте с дренирующим слоем под действием
гидродинамического давления этих потоков происходит отслаивание агрегата
грунта. Явление отслаивания объясняется тем, что в местах, незащищенных
частицами материала дренирующего слоя, образуются ненагруженные участки.
Величина сил сцепления между частицами грунта на этих участках имеет
минимальное значение, поэтому при действии гидродинамического давления
частицы грунта отрываются от грунтового основания. Агрегаты грунта, двигаясь
затем вместе с потоком воды в дренирующий слой, задерживаются в более
мелких, чем размеры этих частиц, порах и тем самым со временем снижают его
фильтрационные свойства (происходит заиливание дренирующего слоя).
В связи с тем, что в процессе эксплуатации покрытий восстановить
фильтрационные свойства материала дренирующего слоя без разборки слоя
собственно покрытия невозможно, при проектировании дренирующего слоя
необходимо подбирать такой гранулометрический состав фильтрующего материала,
222
при котором не будет происходить заиливание, то есть не должно происходить
деформации отслаивания.
Отслаивание грунта не будет, если максимальный размер пор материла (во
всей массе) дренирующего слоя будет меньше минимальных размеров отрываемых
фильтрационным потоком агрегатов грунтового основания [1]:
дс
D100
dmin
(1)
дс
где: D100 - максимальный размер нор материала дренирующего слоя
при 100% обеспеченности, мм; dmin - минимальный размер отрываемого агрегата
грунта, мм.
Для того, чтобы определить размеры отрываемого агрегата, рассмотрим
устойчивость связного грунтового основания на контакте с крупнозернистым
материалом дренирующегослоя покрытия.
Пусть в грунте естественного основания под действием внешней нагрузки
возникает фильтрационный поток воды, движущийся снизу вверх и имеющий
градиент J.
Рассмотрим равновесие агрегата грунта, находящегося на поверхности
грунтового основания на участке, не защищенном частицами материала. На этот
агрегат действует гидродинамическое давление фильтрационного потока,
стремящегося оторвать его от всей массы грунта. Гидродинамическое давление,
действующее на агрегат, равно:
Pг J w
d
6
(2)
где:J - градиент фильтрационного потока воды; w - объемный вес воды, Н/м3: d диаметр отрываемого агрегата, м.
Этому давлению противодействует собственный вес агрегата и сила
молекулярного притяжения частиц. Уравнение равновесия агрегата под действием
этих сил имеет вид:
N0 Pг G
(3)
где: N 0 - силы молекулярного притяжения частиц, Н; G - собственный вес
агрегата грунта, Н.
Собственный вес агрегата грунта равен:
d 3
G s
6
(4)
где: s - объемный вес грунта, облегченный весом вытесняемой воды, Н м3 ;
d - диаметр отрываемого агрегата, м.
223
Силы молекулярного притяжения агрегатов связного грунта, имеющих
одинаковый диаметр отрываемого агрегата грунтаопределяется выражением:
N 0 0.0714
d
2
(5)
Подставим (3), (5) в (4) и, произведя преобразование, получим
соотношение для определения минимального диаметра, который может быть
оторван с поверхности естественного основания гидродинамическим давлением
фильтрационного потока воды, имеющего градиент J.
d min
0 . 214
J I
(6)
Выражение (6) показывает, что размер отрываемого агрегата естественного
основания определяется в основном величиной градиента восходящего потока
воды, причем, чем больше величина градиента, тем меньше размер отрываемого
агрегата.
Ввиду того, что поступление в дренирующий слой происходит за счет
градиента избыточного напора, создаваемого при воздействии колесной нагрузки,
определим, какие факторы могут оказывать влияние на градиент напора.
Функция J- убывающая. Свое максимальное значение она принимает при
z=0. Следовательно:
J max
pk
2
m0
w
t
1.128
Pk
w l
(1 eср Kфt )
cvt
(m0 aweср )
(7)
Выражение (7) показывает, что максимальный градиент потока
фильтрующейся воды в грунтовом основании зависит от скорости приложения
нагрузки и фильтрационно-деформативных свойств грунта. Чем больше скорость
приложения нагрузки, тем больше градиент потока. И наоборот, чем больше
коэффициент фильтрации грунта и его модуль деформации (или коэффициент
постель), тем меньше градиент напора. Jтах.
Подставив выражение для Jтах (7) в (6) получим соотношение для
определения величины минимального размера агрегата грунта отрываемого
потоком, поступающим в дренирующий слой:
0.214
dmin
1.128
m0
w
Pk
1
(1 eср Kфt )
(m0 aweср )
(8)
где m0 -0минимальный диаметр отрываемого агрегата грунта, м; Рк-величина
действующей нагрузки, МПа; t - время приложения нагрузки, сек.
224
Распределение диаметров пор материала дренирующего слоя на контакте с
грунтовым основанием зависит oт гранулометрического состава материала слоя.
Очевидно, что максимальные по своему размеру поры будут образовываться
наиболее крупными зернами материала. Зависимость для построения кривой
состава пор дренирующего материала может быть выражена, в соответствии с
методикой ВНИИ ВОДГЕО, в следующем виде:
Di0 nin
(9)
где: Di0 - диаметр пор материала дренирующего слоя, м; i - процентное
содержание пор или частиц в составе грунта по массе; d - диаметр частиц грунта, м;
n - коэффициент, учитывающий пористость грунта n - одинаковый для всех
частиц диаметром d ),
Таблица 1- Значение коэффициентаа в зависимости от пористости
Порист
0,259 –
0,392 0,4
0,41
0,42
0,48
0,49
0,45 0,46
ость
0,3
Коэф.
n
0,155
0,156
0,168
1,184
0,204
0,228
0,252
0,27 0,306
0,47
0,476
0,35
0,415
Вывод: следовательно, исходя из условий воздействия нагрузки на покрытие
и фильтрационно-деформативных свойств грунтового основания, представляется
возможным подобрать материал дренирующего слоя таким образом, чтобы
максимальный диаметр частиц, а также и максимальный диаметр пор
фильтрационного материала слоя не превышал допустимых величин. Тем самым
предотвращалась бы возможность фильтрационного разрушения грунта
естественного основания на контакте с дренирующим слоем существенно снижалась
возможность заиливания.
Библиографический список
1.
Бурмистрова,
О.Н.
Обоснование
нормативных
значений
параметров шероховатости дорожных покрытий. [Текст]/ О.Н. Бурмистрова,
А.С. Король. – М.: Материалы IX международной научно-технической
конференции «Лесные технопарки – дорожная карта инновационного лесного
комплекса: социально-экономические и экологические проблемы лесного
комплекса». – Екатеринбург: УГЛТУ, № 2 (45), 2013. – с. 12 –14.
225
УДК 630.8
ИННОВАЦИОННЫЙ ПОТЕНЦИАЛ ОТРАСЛИ ПРОМЫШЛЕННОСТИ:
СУЩНОСТЬ И ОСНОВНЫЕ ФАКТОРЫ
INNOVATIVE POTENTIAL INDUSTRIES: SUMMARY AND KEY FACTORS
Узденов И.Ш., аспирант
НОУ ВПО «Северо-Кавказский гуманитарно-технический институт»
г. Ставрополь, Россия
DOI: 10.12737/3961
Аннотация: проведен анализ сущности инновационного отраслевого
потенциала промышленности, выявлены факторы его развития.
Summary: analyzed the essence of innovative industry building industry,
factors of development
Ключевые слова: инновационный потенциал, элементы, факторы,
принципы формирования.
Keywords: innovative capacity, elements, factors, principles of formation.
Инновационный потенциал отрасли представляет собой важную часть
ее успешного развития в научно-техническом плане.
Для рассмотрения сущности инновационного потенциала необходимо
выделить его элементы, оттолкнувшись от ресурсов его развития. В
поэлементной структуре потенциала хозяйственной структуры чаще всего
выделяют кадровый, информационный, организационный, материальнотехнический и финансовый срезы, идентифицирующие соответственно им
аналогичные элементы.
Каждый срез инновационного потенциала представляет собой
самостоятельный атрибут и, он не является равнозначным и
взаимонезависимым. Так, кадровый срез - это генератор инновационных идей,
материально-технический элемент является вещественной базой образования
инновационного потенциала организации; организационный компонент - это
совокупность органов управления, структурных подразделений и входящих в
их состав исполнителей, которые выполняют закрепленные за ними работы,
включая комплекс функций, с помощью которых реализуется управленческое
воздействие; информационная составляющая пронизывает, интегрирует весь
управленческий процесс, поскольку так или иначе все работы в аппарате
управления представляют собой работу с информацией, и, поэтому, без
современных информационных технологий деятельность аппарата управления,
да и всей организации не возможны; финансовая составляющая
инновационного потенциала обеспечивает поступление финансовых средств,
226
осуществляет воздействие на отбор инновационных проектов и программ в
соответствии с приоритетными потребностями функционирования и развития
организации и ее инновационной сферы, способствует эффективному
расходованию финансовых средств на инновации и т.п., то есть в целом этот
компонент выполняет роль опосредования реализации остальных элементов
потенциала промышленной компании и их количественной оценки.
Как показал анализ, можно идентифицировать следующие наиболее
значимые факторы, определяющие размеры инновационного потенциала
промышленной компании и направления его использования [1,2]:
- инновационная политика, которая проводится органами власти в
конкретной отрасли промышленности;
- инновационная стратегия предприятий - субъектов хозяйственной
деятельности (различных по характеру деятельности и величине капитала
предпринимательских бизнес-структур, а также организаций научной сферы);
- политика банков, фондов и других финансово-кредитных учреждений,
работающих в отрасли промышленности;
- динамика потребительских предпочтений;
- уровень и характер конкурентной борьбы в отрасли;
- достигнутый уровень и динамика развития инновационной
промышленной инфраструктуры;
- определенный запас инновационной "прочности" - задел научнотехнических разработок в отрасли и за ее пределами, и которые можно
привлечь в интересах ее развития.
Сущность
инновационного
потенциала
лесной
отрасли
промышленности можно правильно оценить в том случае, если инновационная
деятельность рассматривается в тесной взаимосвязи с научно-технической,
экологической и производственной деятельностью, то есть наука, инновации,
производство и условия среды должны представлять собой единую
органическую систему. Таким образом, в соответствии с высказанным
положением, развитию инновационного потенциала, в том числе и в лесной
отрасли промышленности, будет способствовать формирование органами
власти
социально-экономических
условий,
обеспечивающих
тесное
взаимодействие и развитие каждого из указанных выше компонент на
соответствующем уровне управления.
Институциональная структура инновационного потенциала отрасли
промышленности включает научно-технические потенциалы предприятий
материального производства, непроизводственной сферы; потенциалы,
инфраструктурных объектов, таких как бизнес-инкубаторы, технопарки и др.
227
В соответствии с принадлежностью компонент инновационного
потенциала к той или иной форме собственности, можно говорить о
потенциалах государственной, частной и смешанной форм собственности.
В соответствии с доминирующим функциональным характером
структурных элементов можно их сгруппировать и выделить компоненты
потенциала по отдельным функциональным составляющим (финансовой,
материально-технической, кадровой, информационной), что позволяет
определить взаимосвязи между ними, провести детальный анализ тенденций их
развития и выбрать направления совершенствования соотношений и
взаимосвязей между составляющими потенциала [3,4].
Кроме этого, в соответствии с источником формирования основных
ресурсов развития инновационный потенциал отрасли промышленности может
быть
собственным
и
привлеченным.
Инновационный
потенциал
хозяйствующих субъектов отрасли в определенной степени обслуживает
экономику в целом, но при этом на отрасль работают "инновационные
потенциалы" предприятий других отраслей и регионов, что предопределяет
возможность и целесообразность выделения собственного и привлеченного
инновационного потенциалов. Собственный потенциал отрасли можно
охарактеризовать как стоимостную величину инновационного потенциала,
накопленного предприятиями отрасли, а привлеченный – соответственно,
определяем как стоимостную величину привлекаемого в отрасль потенциала
(из других отраслей и регионов).
Величину инновационного потенциала отрасли промышленности
можно оценить как совокупный инновационный потенциал составляющих
отрасль различных по масштабам, качеству и динамике субъектов
предпринимательской деятельности (предприятий малого, среднего и крупного
бизнеса), инновационная активность которых, во-первых, формирует основу
инновационного потенциала промышленной отрасли, а, во-вторых, является
объектом управления, и, как следствие, определяется эффективностью
управленческой деятельности как в организации, так и в отрасли. а также в
регионе. Инновационное развитие предприятий предопределяется наличием
благоприятного инновационного климата в регионе, стране и отрасли, развитой
инновационной инфраструктурой, выверенной отраслевой инновационной
политикой и промышленной стратегией органов власти.
Итак, инновационный потенциал отрасли представляет собой
совокупность инновационных потенциалов входящих в ее состав субъектов
предпринимательской деятельности разных размеров и форм собственности, а
также включает предполагаемые или уже привлеченные ресурсы предприятий
228
других взаимосвязанных отраслей. Функционально в состав инновационного
потенциала отрасли промышленности входят
кадровый, финансовый,
материальный, организационный и другие компоненты, которые необходимы
для достижения поставленных инновационных целей отрасли в области
наукоемких технологических процессов, новых продуктов, услуг или их
модификаций, а также новых организационных решений. Это, можно так
сказать,
своеобразная
«мера
готовности»
предприятий
отрасли
промышленности выполнять поставленные инновационные задачи.
Библиографический список
1. Чернявский, Д. А. Инновационное развитие региона как основа
повышения его конкурентного преимущества [Электронный ресурс]:
автореферат / Д. А. Чернявский. – М., 2011. - 24 с. Режим доступа http://yandex.ru/yandsearch?text.
2. Андреев, Ю. Н. О некоторых проблемах государственной поддержки
инновационной деятельности (региональный уровень) [Текст] / Ю. Н. Андреев
// Инновации. - 2008. - № 4.
3. Ермаков, И. В. Проблемы развития информационных систем для
предпринимательских структур аграрной сферы [Текст] / И. В. Ермаков, А. Н.
Ермакова // Интеграция и дезинтеграция в агропромышленном секторе
экономики: традиционный и инновационный подходы: сб.материалов междун.
науч.-прак. конфер.- Москва: ВНИЭТУСХ, 2009.
4. Парахина, В. Н. Компетенции промышленной компании и их развитие /
Социально-экономические явления и процессы. 2011. № 12. С. 235-238.
УДК 667.648.84:621.922.024
ОСОБЕННОСТИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
МЕТОДОМ ПЛОСКОГО ШЛИФОВАНИЯ, ФАКТОРЫ ВЛИЯЩИЕ НА
ПЕРИОД СТОЙКОСТИ ИНСТРУМЕНТА И МОЩНОСТЬ РЕЗАНИЯ
FEATURES OF MACHINING OF WOOD THE METHOD OF FLAT GRINDING,
VLIYASHCHIYE'S FACTORS FOR FIRMNESS OF THE TOOL AND CUTTING
POWER
Фридрих А.П., канд. техн. наук, доцент,
Костюк О.И., аспирант
УО БГТУ «Белорусский государственный технологический университет»
г. Минск, Республика Беларусь
DOI: 10.12737/3962
Аннотация: статья посвящена особенностям обработки древесины
методом шлифования. Рассматривается исследование влияния пород
229
древесины на мощность резания при переменных режимах шлифования, таких
как скорость резания, скорость подачи, припуск на обработку, длина
шлифуемой поверхности и т.д. В статье описывается характер потери режущей
способности шлифовального инструмента в зависимости от переменных
факторов и пород древесины.
Summary: article is devoted to features of processing of wood by a grinding
method. Researsh influence of breeds of wood on cutting power is considered at
variable modes of grinding, such as the cutting speed, giving speed, an allowance on
processing, length of a ground surface ets. In article nature of loss of cutting ability
of the grinding tool depending on variable factors and breeds of wood is described.
Ключевые
слова:
шлифование,
межзерновое
пространство,
обработанная поверхность, абразивная способность, период стойкости шкурки.
Summary: grinding, the intergrain space, the processed surface, abrasive
ability, the period of firmness of a skin.
Абразивная способность шлифовального материала – важнейшая его
характеристика. Это свойство проводить съем обрабатываемого материала при
заданных условиях. В порядке повышения абразивной способности материалы
располагаются в такой последовательности: электрокорунд, карбид кремния,
эльбор, алмаз [1].
Известно, что стойкость шлифовального инструмента, т.е. его
работоспособность в основном зависит от технологических факторов: вида
используемых абразивов, метода насыпки, обрабатываемого древесного
материала и других переменных факторов процесса резания. Однако
разработанные рекомендации по расходу абразивного инструмента и затрат
мощности на выполнение технологического процесса приемлемы для
шлифования древесины при срезании припусков на обработку не
превышающих 0,1 мм с получением микронеровностей на обработанной
поверхности не превышающих 0,008 мм.
Проведены исследования, позволяющие устанавливать влияние
технологических режимов на стойкость шлифовального инструмента,
выраженного в метрах погонных и расхода энергоносителя на резание в кВт.
Исследования проводились на экспериментальной установке, разработанной на
кафедре деревообрабатывающих станков и инструментов, на базе фрезерношлифовального станка HOUFEK BULDOG BRICK FRC-910.
Не
представляется
возможным
определить
удельную
производительность при расчетах пути контакта шлифовальной ленты с
объектом обработки, т.к. этот показатель постоянно изменяется.
Работоспособность инструмента или длительность его эксплуатации
230
предусматривает период времени, когда абразивные зерна (острые) достигают,
в результате износа, критического округления зерен. При умелом подборе
зернистости и правильном подборе глубины шлифования, осуществляемой
каждой лентой, можно добиться оптимального режима шлифования, при
котором все ленты будут работать максимально долго. Создавая оптимальный
режим работы для шлифовальных лент можно существенно продлить срок их
службы, тем самым можно добиться не только эффективного шлифования, но
и получения максимального экономического эффекта.
Обработка опытных данных позволила определить стойкость
шлифовального инструмента (таблица 1) при скорости резания e =18 м/с,
припуска на обработку h =0,4 мм, скорости подачи s = 8 м/мин. Калибрование
производилось электрокорундовым абразивным инструментом зернистостью
Р80.
Таблица 1 – Износостойкость шлифовальной ленты при шлифовании
древесины при скороcти подачи 8 м/мин
Порода
Сосна
Береза
Дуб
Ольха
древесины
Длина
обработанной
80
2150
1500
2500
поверхности,
пог. м
Аналогично получены результаты исследований и для других режимов
шлифования, таким образом, при скорости резания е =18 м/с, скорости подачи
s =6 м/мин, припуска на обработку h =0,4 мм (таблица 2).
Таблица 2 – Износостойкость шлифовальной ленты при шлифовании
древесины при скорости подачи 6 м/мин
Порода
Сосна
Береза
Дуб
Ольха
древесины
Длина
обработанной
250
4300
3140
5200
поверхности,
пог. м.
Параллельно производилась регистрация затрат мощности на
выполнение технологии калибрования в зависимости от зернистости
абразивного инструмента (рисунок 1). Мощность резания фиксировалась при
шлифовании древесины сосны. Ширина шлифования составляла b =150 мм.
Влияние пути контакта при шлифовании древесины сосны при скорости
подачи 8 м/мин представлен на рисунке 1.
231
Рисунок 1 – Шлифование древесины сосны при скорости резания 18 м/с,
скорости подачи 8 м/мин, припуска на обработку 0,4 мм, зернистостью Р80
Основными параметрами режима (для шкурки выбранной зернистости)
являются удельное давление на шлифуемой поверхности, направление
шлифования относительно волокон древесины, скорость резания, скорость
подачи, длина контакта шкурки с древесиной [2].Схема резания абразивным
зерном представлена на рисунке 3.
Рисунок 2 - Схема резания абразивным зерном при шлифовании
девесины
На рисунках 3 и 4 можно наблюдать, как происходит заполнение
межзернового пространства продуктами резания (абразива и сошлифованного
материала).
232
Рисунок 3 – Шлифовальная лента c заполненным межзерновым объемом
1 – заполненное межзерновое пространство; 2- свободное пространство
Рисунок 4 – Шлифовальная лента Р80 при увеличении, потерявшая
режущую способность
На рисунке 5 видно при увеличении волокна древесины ольхи (стружкаволокно) при шлифовании, припуском 0,4 мм.
Рисунок 5 - Волокна древесины ольхи (стружка-волокно)
На рисунке 6 представлена зависимость мощности от длины пути при
шлифовании различных пород древесины.
233
Рисунок 6 – Зависимость мощности от длины пути при шлифовании
пород древесины: 1-сосна; 2- дуб; 3 – ольха; 4- береза
При увеличении скорости подачи размеры фракций возрастают и, как
следствие, теряют свойства налипания. В дном случае абразивные зерна имеют
тенденцию к истиранию вершин в результате чего глубина вдавливания
уменьшается, что приводит к падению мощности. Аналогичные зависимости
имеют место и при шлифовании других древесных материалов. Притом при
калибровании древесины ольхи затраты на мощность на 150 мм ширины
шлифования составило 3,1 кВт, а сосны в 3 раза больше.
Заключение.
1) При шлифовании древесины сосны при оптимальном режиме
(скорости резания 18 м/с, скорости подачи 8 м/мин, припуска на обработку 0,4
мм) полезная мощность изменяется в диапазоне от 3,8 – 12,1 кВт, что
составляет около 318.%;- при шлифовании древесины дуба при оптимальном
режиме полезная мощность изменяется в диапазоне от 4,5 – 6,5 кВт, что
составляет 144 .%;- при шлифовании древесины ольхи при оптимальном
режиме полезная мощность изменяется в диапазоне от 3,1– 5,8 кВт, что
составляет 187 %;- при шлифовании древесины березы при оптимальном
режиме полезная мощность изменяется в диапазоне от 3,1– 5,6 кВт, что
составляет 180 %;
2) Результаты исследований позволили установить критерий потери
режущей способности, который характеризуется не как степень износа
абразивных зерен, а в процентном заполнении пространства между режущими
элементами.
Библиографический список
1.Зотов, Г.А. Подготовка и эксплуатация дереворежущего инструмента /
Г.А. Зотов, Ф.А. Швырев. -М.: Лесн. пром-сть, 1986.
234
2. В.И. Любченко. Резание древесины и древесных материалов/ В.И.
Любченко: - Москва. Лесная промышленность, 1986.
УДК 62-522.2
ОПТИМИЗАЦИЯ ПАРАМЕТРОВ СИСТЕМЫ
АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ МАНИПУЛЯТОРОМ
САМОХОДНОЙ ЛЕСНОЙ МАШИНЫ
OPTIMIZATION OF PARAMETERS OF SYSTEM OF AUTOMATED
MANAGEMENT BY THE MANIPULATOR OF THE SELF-PROPELLED
FOREST CAR
Царев Е.М., д. т. н., профессор,
Онучин Е.М., к. т. н., доцент,
Кренев А.В., аспирант,
ФГБОУ ВПО «Поволжский государственный технологический университет»
г. Йошкар-Ола, Россия
DOI: 10.12737/3963
Аннотация: При разработке автоматизированной системы управления
манипулятором самоходной лесной машины ставились задачи по определению
наилучших значений параметров при заданной структуре объекта
оптимизации. В связи с этим необходимо было определиться с постановкой
оптимальной задачи. Для решения поставленных задач использовался метод
динамического программирования. Так как метод динамического
программирования позволяет представить функционирование системы в виде
дискретного многостадийного процесса, исходя из этого, можно выделить
несколько факторов, являющихся граничными для каждой стадии: вероятность
определения сортимента и вероятность ошибки определения графа для
перехода манипулятора в конфигурацию, обеспечивающую захват сортимента.
Помимо факторного пространства выделяют несколько факторов, являющихся
аргументами функций массы и производительности установки. С учетом
данных факторов и наложенных на них ограничений можно найти
оптимальную стратегию управления для всего многостадийных процессов
функционирования автоматизированной системы управления манипулятором
самоходной лесной машины, являющейся функцией начального состояния
процесса. Для нахождения оптимальных значений оптимизируемых
параметров использовалась программа Optimization Toolbox, являющаяся
элементом программного пакета MATLAB. По результатам применения метода
235
динамического программирования
получены оптимальные значения
параметров.
Summary: When developing an automated control system by the manipulator
of the self-propelled forest car tasks of determination of the best values of parameters
were set at the set structure of object of optimization. In this regard it was necessary
to decide on statement of an optimum task. For the solution of objectives the method
of dynamic programming was used. As the method of dynamic programming allows
to present system functioning in the form of discrete multistage process, proceeding
from it, it is possible to allocate some factors which are boundary for everyone stage:
probability of definition of assortment and probability of an error of definition of the
count for transition of the manipulator to the configuration providing capture of
assortment. Besides factorial space allocate some factors which are arguments of
functions of weight and productivity of installation. Taking into account these factors
and the restrictions imposed on them it is possible to find optimum strategy of
management for all of multistage processes of functioning of an automated control
system by the manipulator of the self-propelled forest car which is function of an
initial condition of process. For finding of optimum values of optimized parameters
the Optimization Toolbox program which is an element of a software package of
MATLAB was used. By results of application of a method of dynamic programming
optimum values of parameters are received.
Ключевые слова: автоматизированные системы, оптимизация,
манипулятор, самоходная лесная машина, автоматизированное управление.
Keywords: the automated systems, optimization, the manipulator, the selfpropelled forest car, automated management.
В процессе разработки автоматизированной системы управления
манипулятором самоходной лесной машины ставится задача определения
наилучших значений параметров при заданной структуре объекта
оптимизации. Такая задача называется параметрической оптимизацией. [1]
Однако, при решении конкретной задачи оптимизации прежде всего
необходимо выбрать математический метод, который приводил бы к конечным
результатам с наименьшими затратами на вычисления или же давал
возможность получить наибольший объем информации об искомом решении.
Выбор того или иного метода в значительной степени определяется
постановкой оптимальной задачи, а также используемой математической
моделью объекта оптимизации.
Для решения задачи параметрической оптимизации системы управления
манипулятором самоходной лесной машины перспективно использовать метод
динамического программирования, поскольку функционирование системы
236
можно представить в виде дискретного многостадийного процесса. В контексте
рассмотрения нашей задачи метод динамического программирования
представляет собой алгоритм определения оптимальной стратегии управления
на всех стадиях процесса функционирования системы: сканировании площадки
для размещения сортимента, определения графа перехода в конфигурацию
манипулятора, обеспечивающую захват сортимента, изменение конфигурации
манипулятора путем подачи управляющих импульсов на гидроприводы. При
этом закон управления на каждой стадии будет определяться путем решения
частных задач оптимизации последовательно для всех стадий процесса с
помощью методов исследования функций классического анализа или методов
нелинейного программирования. Ограничения на переменные задачи не
оказывают влияния на общий алгоритм решения, а учитываются при решении
частных задач оптимизации на каждой стадии процесса.
Критерием, по значению которого оценивается оптимальность
найденного решения, является материалоемкость, определяемая по формуле 1:
,
где
(1)
– материалоемкость, [кг/с];
– масса установки, [кг];
– производительность, [с].
В вышеприведенной формуле производительность измеряется в
секундах, поскольку в контексте рассмотрения системы автоматизированного
управления манипулятором самоходной лесной машины особое значение
приобретает время цикла выполнения хронологической последовательности
событий от сканирования площадки до захвата сортимента манипулятором.
В процессе решения задачи, заключающейся в параметрической
оптимизации системы автоматизированного управления манипулятором
самоходной лесной машины, нужно учитывать ряд граничных условий.
Введение факторов, характеризующих наличие данных условий, позволяет
учесть требования к эффективности функционирования системы управления.
Поскольку метод динамического программирования позволяет
представить функционирование системы в виде дискретного многостадийного
процесса, можно выделить несколько факторов, являющихся граничными для
каждой стадии:
- вероятность определения сортимента (>0.98);
- вероятность ошибки определения графа для перехода манипулятора в
конфигурацию, обеспечивающую захват сортимента (<0.02);
Вышеприведенные параметры составляют факторное пространство
237
условий параметрической оптимизации автоматизированной системы
управления.
Поскольку критерием оптимизации системы управления является
материалоемкость, определяемая по формуле 1, можно выделить несколько
факторов, являющихся аргументами функций массы и производительности
установки:
- шаг сканирования по оси X - ∆x;
- шаг сканирования по оси Y - ∆y;
- приращение координат пространственных механизмов - ∆;
- скорость изменения координат пространственных механизмов – υ.
Следует заметить, что закон управления на каждом этапе
функционирования системы будет определяться путем решения частных задач
оптимизации последовательно для всех стадий процесса с помощью метода
нелинейного программирования, применяемого для решения оптимальных
задач с нелинейными функциями цели. При этом на вышеприведенные
факторы будут наложены ограничения. Для нахождения оптимальных
параметров, представим работу системы управления в виде многостадийного
процесса, представленного на рисунке 1.
Рисунок 1 – Многостадийный процесс оптимизации системы управления
В основу метода динамического программирования положен принцип
оптимальности, который в контексте рассмотрения системы управления можно
сформулировать следующим образом.[2] Оптимальная стратегия обладает тем
свойством, что каковы бы ни были начальное состояние X(0) многостадийного
процесса и управление на первой стадии (∆x, ∆y), последующие управления на
всех стадиях (∆,υ) должны составлять оптимальную стратегию относительно
состояния X(1) первой стадии, определяемого начальным состоянием процесса
X(0) и управлением на первой стадии (∆x, ∆y). Процедура применения
принципа оптимальности для оптимизации 3х-стадийного процесса начинается
с последней стадии процесса, для которой не существует последующих стадий,
могущих повлиять согласно принципу оптимальности на выбор управления на
этой стадии. После того как оптимальное управление (υ) найдено для всех
238
возможных состояний входа последней стадии X(2), можно приступить к
определению оптимального управления для предыдущей стадии, для которой
оптимальная стратегия управления на последующих стадиях (т. е. на 3-ей
стадии) известна, и т. д.[3]
В результате может быть найдена оптимальная стратегия управления для
всего многостадийного процесса функционирования автоматизированной
системы управления манипулятором самоходной лесной машины, являющаяся
функцией начального состояния процесса. Если начальное состояние X(0)
известно (задано или выбрано из условия оптимума критерия
материалоемкости), то его значение определяет оптимальные управления для
всех стадий процесса.
Для нахождения оптимальных значений оптимизируемых параметров
использовалась программа Optimization Toolbox, являющаяся элементом
программного пакета MATLAB. При этом материалоемкость рассматривалась
как функция нескольких переменных ∆x, ∆y, ∆, υ с граничными условиями: P1
(вероятность определения сортимента), P2 (вероятность ошибки определения
графа). График изменения материалоемкости в зависимости от
вышеприведенных параметров в пределах изменения факторного пространства
условий оптимизации представлен на рисунке 2.
Рисунок 2 – График изменения материалоемкости
По результатам работы программы можно выделить оптимальные
значения параметров: ∆x=4см, ∆y=5см, ∆=3см. Оптимальное значение
критерия M=0.49 кг/с.
Результаты: Приведены критерии и методы параметрической
оптимизации системы автоматизированного управления манипулятором
самоходной лесной машины. Далее было обосновано факторное пространство
условий оптимизации, а также приведены оптимизируемые параметры. По
239
результатам применения метода динамического программирования получены
оптимальные значения параметров.
Библиографический список
1 Глебов Н.И., Кочетов Ю.А., Плясунов А.В. Методы оптимизации.
Учебное пособие - Новосибирск: Новосибирский государственный
университет, 2000. 105 с.
2 Пантелеев А.В. Методы оптимизации в примерах и задачах. Учебное
пособие,2-е издание - М.: Высш. шк. , 2005. 544 с.
3 Трифонов А.Г."Постановка задачи оптимизации и численные методы ее
решения"
URL:
http://matlab.exponenta.ru/optimiz/book_2/1.php.
(Дата
обращения: 20.03.2014).
УДК 630*372
ОПТИМИЗАЦИЯ ПРОЦЕССА ПЕРВИЧНОЙ ТРАНСПОРТИРОВКИ
ДРЕВЕСИНЫ В ГОРНЫХ УСЛОВИЯХ ЛЕСОЗАГОТОВОК
OPTIMIZATION OF PRIMARY TIMBER TRANSPORTATION IN THE
MOUNTAINS HARVESTING
Черных А.С., к.т.н., доцент
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
Абрамов В.В., к.т.н., доцент
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
Бондаренко А.В., к.т.н.,
младший научный сотрудник
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3964
Аннотация: статья посвящена решению актуальной задачи повышения
эффективности первичной транспортировки древесины в горных условиях
лесозаготовок на основе использования обобщенного критерия оценки
процесса, отличающегося возможностью прогнозирования экономического
результата с одновременным учетом технико-технологического воздействия на
окружающую среду.
Summary: the article is devoted to solving the urgent problem of increasing
the effectiveness of primary timber transportation in the mountains les sozagotovok
240
based on the use of the generalized criterion evaluation process, characterized by the
possibility of forecasting economic results while taking into account technical and
technological effects on the environment.
Ключевые слова: первичная транспортировка древесины, горные
лесозаготовки, оптимизация, технико-технологические параметры процесса.
Keywords: primary wood transport, mountain logging, optimization, technical and
technological parameters of the process.
В настоящее время 42 % площади лесного фонда Российской Федерации
с 30 % запаса древесины от общего по стране приходится на горные леса. Они
получили распространение на Дальнем Востоке, в Западной и Восточной
Сибири, на Урале и на Северном Кавказе.
Технология горных лесозаготовок весьма сложна и во многом отлична от
технологии лесосечных работ в равнинной местности по причине
изменяющихся на каждой лесосеке – уклона местности, конфигурации
разрабатываемого участка, лесотаксационных показателей насаждения (запас,
породный состав, объемы, длины, диаметры, массы предметов труда), а также
преобладания несплошного способа рубки и наличия существенных
ограничений на использование различных типов традиционной техники. Все
это определяет более высокую стоимость горных лесозаготовок.
Существенный рост затрат наблюдается на первичной транспортировке
древесины особенно у трелевочных тракторов и машин, которые ограниченны
в использовании крутизной склона в 15 градусов, а также наносят
значительные повреждения окружающей среде. Канатные установки
позволяют осваивать участки с большими уклонами местности, процент и
степень повреждения всех компонентов леса при этом значительно ниже, а
мобильные к тому же не уступают существенно большинству тракторов и по
производительности.
Первичная транспортировка древесины в горной местности проходит
наиболее часто в три этапа - сбор древесины с территории лесосеки
(подтрелевка), перемещение ее к подножью горного склона (спуск леса с гор) и
перемещение древесины от подножья склона до погрузочных пунктов
(подвозка). Первый этап характеризуется самым серьезным техникотехнологическим воздействием на окружающую среду – деревья, подрост,
почвенный покров. В процессе второго и третьего этапа наблюдается влияние
техники уже на почвогрунт волока, при этом здесь в большей степени
определяется экономический результат [2].
Выполнять оценку эффективности первичной транспортировки
древесины в горной местности предлагается на основе прогнозирования
241
технико-экономического
результата
и
лесоводственно-экологических
последствий следующими критериями: общие затраты на перемещение
древесины с разрабатываемого лесного участка до близлежащих транспортных
путей С1 ; показатель повреждаемости стволовой части оставляемых деревьев
С2 ; показатель повреждаемости травяного покрова (лесной подстилки)
лесосеки С3 показатель повреждаемости почвогрунта волоков лесосеки С4 [1, 4].
Общие затраты на первичную транспортировку древесины с
разрабатываемого лесного участка до близлежащих транспортных путей
определяются из следующего выражения
C
M
C1 м смi j LiCm.ni ,
(1)
Псмi
где
C м смi – себестоимость содержания машино-смены i - го транспортного
средства, руб;
Mj –
объем
древесины
заготавливаемый
на
лесосеке
и
транспортируемый по волоку или трассе под канатную установку, м3;
П смi – сменная производительность i -го транспортного средства, м3;
Li – протяженность i -го типа транспортных путей, км;
Cm.ni – стоимость подготовки (волок, трасса под канатную установку) 1
км i -го типа транспортных путей, руб.
Показатель повреждаемости стволовой части оставляемых деревьев
определится в процентах из следующего выражения
C2 0,085153 0,000294 N 0,1414816 lп 4,6392857 kизр
(2)
0,000331 N lп 0,0167399 N kизр 0,673806 lп kизр 0,009938 N lп kизр ,
где
N – густота насаждения, шт./га;
lп – расстояние подтрелевки, м;
kизр – степень изреживания древостоя.
Показатель повреждаемости травяного покрова лесосеки отражает общую
протяженность траектории контакта всех предметов труда с поверхностью
пасеки в процессе перемещения их от места обработки к волоку
N kизр lп
C3
( А А bв ) Lт. ку ,
(3)
104
где A – длина расчетного участка, м;
А – количество разрабатываемых пасек, шт.;
bв – ширина волока (трассы канатной установки) на расчетном участке,
м.
242
Lт.ку –ширина расчетного участка, м.
Показатель повреждаемости почвогрунта лесосеки отражает общую
протяженность траектории контакта всех предметов труда с поверхностью
волока в процессе перемещения их от места формирования пачки до
погрузочного пункта
N L2т.ку
C4
(4)
Аkизр А bв (1 kизр ) .
2 104
Для принятия оптимального многокритериального решения по всем
представленным
показателям
эффективности
процесса
первичной
транспортировки древесины требуется формирование обобщенного критерия
качества на основе использования процедуры свертывания целей:
C C1min
C C2 min
C C3min
C C4 min
q1 1i
, q2 2i
, q3 3i
, q4 4i
,
C1max C1min
C2 max C2 min
C3 max C3min
C4 max C4 min (5)
q1 , q2 , q3 , q4 – безразмерные величины критериев качества C1 , C2 , C3 , C4
соответственно;
C1i , C2i , C3i , C4 i – результаты расчета критериев эффективности в i - м
опыте вычислительного эксперимента;
C1min , C1max , C2 min , C2 max , C3min , C3max , C4 min , C4 max –
максимальные
и
минимальные значения результатов оптимизации по каждому критерию в
отдельности.
Обобщенный
критерий
эффективности
процесса
первичной
транспортировки древесины будет иметь следующий вид
Cобщ. = 1q1 + 2 q2 + 3q3 + 4 q4 ,
где
1 , 2 , 3 , 4 – весовые коэффициенты критериев эффективности
q1 , q2 , q3 , q4 соответственно.
Предлагаемый обобщенный критерий качества отличается возможностью
прогнозирования экономического результата первичной транспортировки
древесины с одновременной оценкой технико-технологического воздействия
на окружающую среду, а также оптимизации процесса при использовании
различных вариантов технических средств в горной местности (рис.1).
где
243
Рисунок 1 – Интерфейсные формы компьютерной программы по
оптимизации процесса первичной транспортировки древесины в горной
местности
Для автоматизированного выбора эффективного варианта первичной
транспортировки древесины с оптимальными параметрами функционирования
техники на кафедре ЛПМСиС ФГБОУ ВПО «ВГЛТА» было разработано
программное обеспечение (язык программирования - Delphi) рекомендованное
к использованию на стадии технологического проектирования предприятиям
функционирующим в горных условиях лесозаготовок [3].
Библиографический список
1.Бондаренко, А. В. Оптимизация процесса транспортировки древесины в
условиях горной местности с помощью канатных установок [Текст] / А. В.
Бондаренко, Ф. В. Пошарников, В. В. Абрамов // Лесное хозяйство. - 2011. - №
4. - С. 29-30.
2.Бондаренко, А. В. Моделирование природно-производственных
условий в задачах исследования первичного транспорта леса в горной
местности [Электронный ресурс] / А. В. Бондаренко, В. В. Абрамов, Ф. В.
Пошарников // Современные проблемы науки и образования. - 2012. - № 2. Режим доступа: www.science-education.ru/102-5518.
3.Пошарников, Ф. В. Свидетельство о государственной регистрации
программы для ЭВМ № 2012614913. Оптимизация работы трелевочной
244
техники [Текст] / Ф. В. Пошарников, В. В. Абрамов, А.В. Бондаренко, Л. В.
Беляев; правообладатель ФГБОУ ВПО "ВГЛТА". - № 2012611371 ; заявл.
27.02.2012 ; зарегистрировано в Реестре программ для ЭВМ 31.05.2012.
4.Черных, А. С. Разработка имитационных моделей функционирования
канатных установок в горной местности [Текст] / А. В. Бондаренко, В.В.
Абрамов // Молодой ученый. - 2013. - № 10. - С. 221-225.
УДК 630*232.427
ИССЛЕДОВАНИЕ ПНЕВМАТИЧЕСКОЙ СЕЯЛКИ
УНИВЕРСАЛЬНОЙ МАШИНЫ ДЛЯ ЛЕСОВОССТАНОВЛЕНИЯ
STUDYING PNEUMATIC SEEDER OF UNIVERSAL MACHINE FOR
REFORESTATION
Чечков А.А., магистрант
ФГБОУ ВПО «Петрозаводский государственный университет»
г. Петрозаводск, Российская Федерация
Родионов А.В., к.т.н., доцент
ФГБОУ ВПО «Петрозаводский государственный университет»
г. Петрозаводск, Российская Федерация
DOI: 10.12737/3965
Аннотация: В статье представлены первые результаты исследования
качества рассева семян пневматической сеялкой универсальной машины для
лесовосстановления.
Summary: First results of studying of seeding quality of pneumatic seeder of
universal machine for reforestation are presented in the article.
Ключевые слова: пневматическая сеялка, машина, лесовосстановление.
Keywords: pneumatic seeder, machine, reforestation.
Для механизации обработки почвы и подготовки лунок для посадки
растений при восстановлении леса на нераскорчеванных вырубках с
каменистыми почвами в Петрозаводском государственном университете
(ПетрГУ) разработан динамический лункообразователь типа Л-2У [1].
На базе лункообразователя Л-2У разработана универсальная машина для
восстановления леса на вырубках, обеспечивающая в зависимости от условий
обработку почвы, подготовку лунок для посадки растений и посев лесных
культур (патенты РФ на полезные модели №№ 56764, 56766, 56768 и 75910).
Коллективом исследователей ПетрГУ были разработаны два варианта
высевающего устройства к универсальной машине [2]: механическое и более
245
совершенное – пневматическое.
Механическое
высевающее
устройство
является
сменным
приспособлением к лункообразователю, устанавливаемым вместо игл.
Приспособление предназначено для строчно-луночного посева мелких
сыпучих семян по минерализованным полосам одновременно с обработкой
почвы.
Лункообразователь с пневматическим высевающим приспособлением
содержит (см. рисунок 1) [2]: остов (1), навесное устройство (2) для соединения
с трактором, по бокам остова смонтированы рычаги (3) с шарнирными иглами
(4), регуляторы энергии в виде пружин сжатия (5), лыжеобразные полозы (6),
оснащенные снизу устройствами для поверхностной обработки почвы (7), на
остове также смонтировано устройство для выделения порций семян с
воздухонагнетателем (8), внутри остова проложены семяпроводы (не
показаны), заканчивающиеся выходными окнами (9) на лыжеобразных
полозах. Лункообразователь с пневматическим высевающим приспособлением
без дополнительной переналадки режимов работы, обеспечивает подготовку
ямок для посадки растений, посев семян или поверхностную обработку почвы.
Рисунок 1 – Лункообразователь с установленным
пневматическим высевающим приспособлением [2]
246
При этом установка пневматического высевающего приспособления не
только позволяет экономить время на переналадку машины с посадки на посев
и обратно, но также делает технически возможным реализацию нового способа
посева лесных семян [3, 4] – см. также рисунок 2.
В настоящее время коллективом исследователей ПетрГУ проводятся
теоретические и лабораторные исследования предложенного способа посева
лесных семян [3, 4] и возможностей его реализации с помощью разработанной
универсальной машины для восстановления леса на вырубках [2].
Коллективом студентов в составе: Борисов А. Ю., Чечков А. А., под
руководством профессора Цыпука А. М. были проведены лабораторные
исследования рассева семян пневматической сеялкой универсальной машины
для восстановления леса (см. рисунок 2).
Рисунок 2 – Лабораторные исследования пневматической сеялки
Предметом исследований являлась скорость воздушного потока,
необходимого для надежного перемещения семян от остова машины до
плоскости иглы на расстояние около 0,4 м с последующим отражением и
разбрасыванием их на ширину полосы около 0,3 м (см. рисунок 3).
Скорость воздушного потока измерялась анемометром чашечным по
ГОСТ 6376-74 с точностью до 1 м/с.
Непосредственно из сопла вентилятора при отсоединенном эжекторе
скорость воздушного потока составила 24 м/с, после эжектора при снятом
семяпроводе – 19 м/с, после эжектора с установленным семяпроводом – 15 м/с,
на выходе из воздухопровода – 9 м/с.
Качество разброса семян после выхода из наконечника воздухопровода
можно оценить по рисунку 3, принимая во внимание, что размер плиток
247
покрытия пола 0,3 х 0,3 м.
Наибольшее количество отраженных семян располагается по центру
иглы и по бокам ее, а часть выходит за пределы полосы 0,3 м на общую
ширину, превышающую 0,42 м (ширина устройства для поверхностной
обработки почвы (7) – см. рисунок 1).
Часть семян заделывается иглой, другая остается на поверхности
обработанной полосы и за её пределами. Таким образом, достигается
максимальная диверсификация условий для прорастания и дальнейшего
развития растений, что и требовалось при разработке сеялки к универсальной
машине для восстановления леса на вырубках.
Коллективом исследователей ПетрГУ продолжаются исследовательские
и опытно-конструкторские работы по обоснованию проектных параметров
универсальной машины для восстановления леса на вырубках на базе
динамического лункообразователя, а также разработка технологий применения
на вырубках в различных природно-производственных условиях, в т. ч. рамках
реализации Программы стратегического развития ПетрГУ на 2012-2016 гг.
Библиографический список
1. Цыпук,
А.
М.
Применение
лункообразователя
Л-2У
в
лесовосстановлении [Текст] / А. М. Цыпук, А. В. Родионов, А. Э. Эгипти //
Лесное хозяйство. – 2006. – № 1. – С. 42–43.
2. Родионов, А. В. Направления совершенствования динамического
лункообразователя [Текст] / А. В. Родионов, А. М. Цыпук, О. Б. Марков, А. Э.
Эгипти // Ученые записки Петрозаводского государственного университета:
Серия: Естественные и технические науки. – 2012. – декабрь, № 8 (129). Т. 2. –
С. 46–48.
3. Цыпук, А. М. Новый способ посева лесных семян [Текст] / А. М.
Цыпук, А. Э. Эгипти, А. В. Родионов, А. И. Соколов // Труды
Лесоинженерного факультета ПетрГУ. – 2012. – Вып. 9. – С. 62–64.
4. Пат. 2504942 РФ, МПК А01С 5/00. Способ строчно-луночного посева
лесных семян [Текст] / Цыпук А. М. (RU), Эгипти А. Э. (RU), Родионов А. В.
(RU), Соколов А. И. (RU); заявитель и патентообладатель ПетрГУ (RU). – №
2012128469/13; заявл. 06.07.2012; опубл. 27.01.2014, Бюл. № 3. – 9 с.: ил.
248
УДК 630.37
РАЗРАБОТКА ПЕРСПЕКТИВНОЙ ХОДОВОЙ СИСТЕМЫ ДЛЯ
КОЛЕСНЫХ МАШИН ЛЕСОПРОМЫШЛЕННОГО КОМПЛЕКСА
DEVELOPMENT OF PERSPECTIVE SUSPENSION SYSTEM FOR WHEELED
VEHICLES OF TIMBER INDUSTRY COMPLEX
Клубничкин В.Е., к.т.н., доцент, каф. Колесных и гусеничных машин
Клубничкин Е.Е., к.т.н., доцент, каф. Колесных и гусеничных машин
Шишов Е.В., студент каф. Колесных и гусеничных машин,
ФГБОУ ВПО «Московский государственныйуниверситет леса»
г. Мытищи, Россия.
DOI: 10.12737/3966
Аннотация: В статье представлена разработка перспективной ходовой
системы для колесной валочно-сучкорезно-раскряжевочной машины. Описаны
основные принципы ее работы, преимущества и недостатки.
Summary: The article presents the development of perspective suspension
system of wheeled feller-delimbing and bucking machine (harvester). Describes the
main principles of its operation, advantages and disadvantages.
Ключевые слова: Колесная лесозаготовительная машина, тандемные
тележки, террасер, препятствия.
Keywords: Wheel forest machine, tandem trolley terraser, obstacles.
В настоящее время в России существует два способа заготовки леса это
сортиментная и хлыстовая. В последнее время лесозаготовительные
предприятия все больше применяют сортиментную заготовку леса. При
сортиментной заготовке в основном используется комплекс машин состоящий
из:
валочно-сучкорезно-раскряжевочной
машины
(харвестера)
и
сортиментовоза (форвардер) [1,3,4]. Поскольку в лесу встречается
значительное количество препятствий: овраги, пни, поваленные деревья и
тяжелые почвенно-грунтовые условия [2,8], то перед нами встала задача
разработки перспективной ходовой системы для колесной валочно-сучкорезнораскряжевочной машины, обладающей высокой проходимостью и
обеспечивающая повышенную устойчивость [6,7]. Общий вид колесной
валочно-сучкорезно-раскряжевочной машины с проектируемой ходовой
системой представлен на рисунке 1.
249
Рисунок – 1 Общий вид валочно-сучкорезно-раскряжевочной машины с
разработанной ходовой системой
На рисунке 2 представлена технологическая схема движения и
преодоления волочно-сучкорезно-раскряжевочной машиной препятствия в
виде оврага. Колеса планируется использовать как и на базовой машине [5].
Рисунок – 2 Преодоление препятствия в виде оврага ВСРМ
250
В процессе движения по твердому грунту колесная рама остается
неподвижной, как только возникают непреодолимое препятствие в виде камня,
пня, поваленного дерева происходит вращение всей колесной рамы вокруг
собственной оси, напоминающее перешагивание. Привод на машине
планируется использовать гидрообъемный.
На управление машиной новая ходовая система никак не повлияла,
поворот осуществляется также за счет складывания гидроцилиндрами полурам
относительно друг друга[9].
Колесной раме нами было дано название "терассер". Внутри корпуса
терассера по средствам паразитных шестерен передается крутящий момент ко
всем трем ведущим колесам. Рама терассера выполняется сварной из листовой
стали марки СТАЛЬ 09Г2С.
Нами были произведены расчеты устойчивости машины против
опрокидывания. У проектируемой валочно-сучкорезно-раскряжевочной
машины по сравнению с базовой увеличилась длина и ширина опорной
поверхности машины это в свою очередь позволило улучшить устойчивость
при максимальном вылете манипулятора на 15%.
Библиографический список
1. Ксеневич, И.П. Наземные тягово-транспортные системы. / И.П.
Ксеневич, В.А. Гоберман, Л.А. Гоберман // Энциклопедия. - М.
Машиностроение, 2003. -788 с.
2. Клубничкин,
В.Е Оценка влияния внешних условий на
лесозаготовительные машины / В.Е. Клубничкин // Лесной вестник. №6. 2010.
С. 119-123.
3. Воскобойников, И.В. Многооперационные лесные машины. / И.В.
Воскобойников, В.А. Кондратюк, В.М. Крылов, Д.В. Кондратюк, Е.Е.
Клубничкин // Монография. Том 1, Моск. гос. ун-т леса. - Москва : Изд-во
Моск. гос. ун-та леса. 2013 - 480 с.
4. Воскобойников, И.В. Многооперационные лесные машины. / И.В.
Воскобойников, В.А. Кондратюк, В.М. Крылов, Д.В. Кондратюк, Е.Е.
Клубничкин // Монография. Том 2, Моск. гос. ун-т леса. - Москва: Изд-во
Моск. гос. ун-та леса. 2013 - 496 с.
5. Егоров, Л.И. Колеса и шины лесотранспортных машин [учебнометодическое пособие для бакалавров] / Л.И. Егоров, В.Е. Клубничкин, Е.Е.
Клубничкин // - Москва: Изд-во Моск. гос. ун-та леса, 2013. - 36 с.
6. Клубничкин, Е.Е. Общая методика исследования проходимости
колёсных машин с тандемными тележками, оснащёнными гусеничными
цепями / Е.Е. Клубничкин, В.М. Котиков, В.Е. Клубничкин // Естественные и
технические науки. № 3. 2010. С. 327-334.
7. Клубничкин, Е.Е. К вопросу о методике исследования нагруженности
гусеничных цепей колесных машин с тандемными тележками / Е.Е.
251
Клубничкин, В.М. Котиков, В.Е. Клубничкин // Естественные и технические
науки. № 3. 2010. С. 321-326.
8. Клубничкин, Е.Е. Определение нагруженности ходовой системы
многооперационной лесосечной машины / Е.Е. Клубничкин, В.А. Макуев, В.Е.
Клубничкин // Лесной вестник. №3. 2013. С. 175-177.
9. Макуев В.А. Обучение человека оператора как основная задача
управления зарубежной лесозаготовительной техники. / В.А. Макуев, Ф.А.
Дац, В.Е. Клубничкин // Труды международного симпозиума Надежность и
качество. Т.2. 2010 С. 36-38.
252
СЕКЦИЯ: ДЕРЕВООБРАБОТКА И ДЕРЕВОПЕРЕРАБОТКА В
РОССИИ: КЛЮЧЕВЫЕ ФАКТОРЫ УСПЕХА
UDC 626.666.974
WOOD COMPOSITE – IMPROVING ITS MONOLITHIC STRUCTURE
ДРЕВЕСНЫЙ КОМПОЗИТ УЛУЧШЕНИЕ ЕГО МОНОЛИТНОЙ
СТРУКТУРЫ
Storodubtseva T.N.,
Doctor of Engineering Science, Assoc, Professor
FGBOU VPO "Voronezh State Forestry Academy", Voronezh, Russia
DOI: 10.12737/3967
Summary: The results of theoretical and experimental studies to identify
the influence of physical factors on the fracture toughness improved monolithic
structure of the composite material.
Аннотация:
приведены
результаты
теоретических
и
экспериментальных исследований по выявлению влияния физических
факторов на вязкость разрушения, улучшение монолитности структуры
композиционного материала.
Keywords: wood, waste, composites, strength.
Ключевые слова: древесина, отходы, композиты, прочность.
Rail transport, including forestry one, with extremely slow construction of
roads in Russia in the coming decades will be the primary means of transportation.
One of the main, but also the most vulnerable, from a position of
operational life, elements of the superstructure of railroad tracks is a sleeper.
Statistics show that in the world of railway construction the most common
material for sleepers is wood. Sleepers on this basis are up to 80% of the total
number and have normative service life in the impregnation with antiseptics of 14
... 25 years, which is reduced due to the intensification of traffic and increasing
loads and speeds up to 8 ... 10 years. At the same time, we know that to replace
each year sleepers and on the development of the rail network it is necessary to cut
down up to 12 million m3 of forest which are the lungs of the planet, and these are
the trees at the age of 80 ... 100 years.
In view of the above, it is important to study the effect of various physical
factors on polymer matrix of glass fiber composite material (GFCM), wood filler
and, in general, on WGFCM taking into account the anisotropy of its properties.
The aim of study, whose results are given in this paper, is to develop of
material science, technology and other methods on their basis to ensure crack
253
resistance of WGFCM for a specified service life of sleepers, including logging
railroads. The dependence of ultimate strength and modulus of elasticity in tension
and compression of wood and GFCM on the temperature in the range 0 ... 100 0C
were studied. As a result of approximating the experimental data, these relations
are linear. Temperature of 100 0C is critical, because when it starts pentosans
decay takes place in wood, which can characterize its mechanical properties, and
in GFCM - thermal degradation of the polymer FA. The values of the temperature
coefficients of the strength and stiffness are got, which are used in subsequent
calculations.
The formula to calculate the thermal stress on the surface of products from
WGFCM is suggested that refines formula derived by V.V. Paturoev [1]. It uses the
new results obtained in the study of the effect of temperature on the modulus of
elasticity of GFCM and coefficients of thermal expansion. It is shown that the
diagrams of normal stresses in the section of the cube from WGFCM perpendicular
to normals «a», «t», «r» are limited to parabola. This allows you to calculate for
certain, for example, voltage on surface of the product, the maximum stress at the
center, and vice versa.
Attention was paid to the fact that in certain studies of the shrinkage process of
polymeric materials the authors took into account only the facts of strength growth,
modulus of elasticity and the most shrinkage during curing. It was absolutely not taken
into account that this process is accompanied by temperature increaser, and it is
associated with a decrease of the strength and elastic properties, which we took into
account, along with the anisotropy of the properties of wood in studies of WGFCM
shrinkage.
To identify the stress and deformed condition arising in WGFCM under
physical factors associated with the curing process of FA oligomer and moisturizing
during operation of sleepers, cube of the material was adopted as the object of study
which is a cube of pine wood, the faces of which coincide with planes of its elastic
symmetry and which is enclosed in a polymer shell of GFCM, and cross-sectional
area ratio of the matrix and wood filler in a cube of WGFCM and real sleeper are
the same.
It was found that the curing of FA polymer solution proceeds exponentially,
i.e. unevenly in time T. Initially it is quite intense due to its self-heating in an
exothermic polymerization reaction. Then, the solution thickens and from that
moment free shrinkage strains begin to interfere with its elements of wood filler,
in the case - faces of wooden block. Thus at its edges stress concentration is
possible.
Their consideration leads to the conclusion that the presence of residual
254
thermal stresses on the surface of the product do at some point the state of stress in
the cube of WGFCM and, of course, any product of this material more dangerous
than when it was cooled completely. Similar condition can occur, for example, in
railroad sleeper, in summertime and, in particular, through the rails on switches
and in curves, when they are heated to a temperature of 100 0 C when driving on
them.
As a result of input of necessary data into the computer and use of a special
program two variants of stress and strain state in cube of wood were analyzed. Values
of the principal stresses were found, the principal provisions of sites are determined
through the direction cosines and then the principal values of relative deformations
were defined.
The greatest danger is value of main relative deformation (calculation of the
second limit state) towards the axles «r» and «t», which is equal to 0.01 or 1 %. It is
higher than the maximum relative strain at the beginning of the crack-formation,
equal to 0.0066 or 0.66 %. Since similar deformation without water activity was
0.48%, this means that, as expected, its effect increased deformability of GFCM in
two times. However, this does not mean that the cracks in the polymer shell after
increasing its thickness should appear as reduction of the modulus of elasticity in
tension of GFCM exposed to water and reduce the actual tension in it (such a
statement needed experimental validation).
The next stage of our work was to investigate the influence of water on
WFGCM without and taking into account the simultaneous action of constant
bending load. In particular, part of the total relative strain was revealed,
characterizing the effect of pressure of constrained swelling of wood cube on
polymer shell. It made possible to determine its absolute strain, and then - relative
to the edges of the cube of WFGCM that, when the shell thickness is 12.5 mm was
higher than limit tensile of WFGCM.
It is concluded that a simple increase in its thickness does not solve
completely the problem of protecting wood from swelling, so you need
simultaneously produce surface treatment of sleepers, for example, with waterrepellent solutions.
We hold the original experiment to determine the absolute deformation of
edges of the cube of WFGCM immersed in water. It was found that in the shell of
the cube of GFCM with thickness of 12.5 mm, non-treated with water-repellent
solution after two months of exposure in the water, cracks at an angle, almost
coinciding with the angle of main area with the highest principal tensile stress
occur, which fully confirmed the correctness of theoretical calculations.
Surface treatment of the cube polyethylene wax and divinyl styrene
255
thermoplastic elastomeric solutions plus colophony in kerosene oil reduces
relative deformations in two or three times. While increasing the thickness of the
shell up to 27.5 mm WFGCM crack resistance can be guaranteed within 6 months,
i.e. in the most dangerous fall-winter-spring period and then.
An experiment to detect resistance of sample-beam of WFGCM of basic
composition, immersed in water, which are then tested in pure bending, was held.
Approximating functions were obtained with high accuracy of the experimental
data and for determining the coefficient of resistance, equal to that at the end of a
given period of operation of sleepers - 40 years, 0.47 ... 0.48, and for 260 days 0.50 ... 0.51. For WFGCM with reinforcing frame these are 0.76 and 0.76,
respectively [2].
Experimental studies of the process of creep in pure bending of beams
samples of WFGCM of basic composition, immersed in water were done.
Obtained from experimental data precision approximating functions, allowing
calculating the coefficients of duration at the end of a given period of operation
0.41 and for 260 days - 0.45 and long deformation coefficients equal to 0.37 and
0.46, respectively were got. The absolute value of a long resistance limit can be
taken equal to 9 MPa, and extended secant modulus of deformation - 0.36 * 104
MPa and 0.45 * 104 MPa for the same term of exposure to water. Difference
n.v
n.v
between Cst and Cdur for 260 days (0,50…0,51 against 0,41) and tensile strength
at the same time point (11 MPa to 9 MPa) can be explained by different rates of
loading: in machine testing to determine the coefficient of resistance in the water 10 mm / min and in creep strain - developing with a rate of 0.5 mm / min.
We must also consider that the values of the coefficients are relative values
as if they are equal absolute values of ultimate strength and limits of prolonged
resistance may be higher, for example by applying reinforcing frame, using
hydrophobic solutions, restoring strength and elastic properties of the material at
high summer temperatures, etc.
In connection with the foregoing, the selection of components of waterproof
WFGCM matrix composition was done and the technology of casting of railway
sleepers of it was developed, for example, in the existing workshops of sleepers
sowing.
The results of theoretical and experimental studies described in this article,
make a significant contribution to solving the problems of replace of traditional
materials, wood and reinforced concrete, for WGFCM in railway sleepers for various
purposes. Its implementation should help to preserve the forest, use the huge amount
of waste of forestry and woodworking industries, improve the environment and create
employment.
256
Bibliography
1. Paturoev, V.V. Polymer concretes [Text] / V. V. Paturoev. – PSRI of
concrete and reinforced concrete. M. Stroiizdat, 1987. - 286 p.
2. Storodubtseva, T.N. Composite material based on wood for railway
sleepers: Fracture toughness under the influence of physical factors: Monograph. /
T.N. Storodubtseva. - Voronezh: Issue of Voronezh State University Press, 2002. 216 p.
УДК 674.8: 574
ВЛИЯНИЕ ЭЛЕКТРОМАГНИТНОЙ ОБРАБОТКИ
НАПОЛНИТЕЛЕЙ НА ЭМИССИЮ СВОБОДНОГО ФОРМАЛЬДЕГИДА
ИЗ ГОТОВОЙ ФАНЕРЫ
INFLUENCE OF ELECTROMAGNETIC PROCESSING OF FILLERS ON
EMISSION OF FREE FORMALDEHYDE FROM READY PLYWOOD
Анисимов М.В., аспирант кафедры химии
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
maxmailwork@gmail.com
DOI: 10.12737/3968
Аннотация: В работе изучался эффект введения клиноптилолита,
активированного в электромагнитном поле СВЧ и слабом импульсном
магнитном поле в клеевую композицию на эмиссию свободного
формальдегида из готовой фанеры. Определено снижение данного физикохимического показателя на 7-33% для образцов фанеры, изготовленных на
основе связующего с использованием клиноптилолита, активированного в
электромагнитных полях.
Summary: This paper studies effect of entering of clinoptilolite, activated in
an electromagnetic field of microwave and weak pulsed magnetic field in the
adhesive composition on the emission of free formaldehyde from the finished
plywood. Reduction of this physico-chemical parameters is 7-33% for samples of
plywood, made on the basis of the binder using clinoptilolite activated in
electromagnetic fields.
Ключевые Cлова: Фанера, клиноптилолит, эмиссия, формальдегид,
электромагнитные поля СВЧ, импульсное магнитное поле
Keywords: Plywood, clinoptilolite, emission, formaldehyde, electromagnetic
fields of microwave, pulsed magnetic field
257
Одним из наиболее востребованных клееных плитных материалов,
получившим широкое распространение во многих отраслях промышленности
является фанера. Фанера применяется в строительстве для изготовления
опалубки, возведении лесов и подмостей, при облицовке зданий и создании
элементов крыш, в качестве деревянных конструкций для фасадов зданий, в
интерьере - при изготовлении подоконников, звукоизолирующих стеновых
панелей, в качестве облицовки, для производства дверей, при оснащении
игровых и спортивных площадок и т.д.
В качестве связующего для производства фанеры используют
карбамидоформальдегидные (КФ) смолы, имеющий второй класс опасности и
отрицательно влияющий на здоровье человека.
Традиционно предприятиях при производстве фанеры в клеевую
композицию вводят различные наполнители, такие как природный минерал
каолин, древесная мука и др., обеспечивающие регулирование определенных
физико-химических показателей связующего. Каолин является слоистым
глинистым минералом с жесткой каркасной решеткой типа 1:1. Пакеты в
структуре минерала прочно связаны друг с другом большим числом
водородных связей. Каолин характеризуется только внешней адсорбционной
поверхностью, его пористость обусловлена зазорами между контактирующими
частицами [1]. В работах ранее [2] установлена малая сорбционная емкость
(4мг/г) минерала, что делает невозможным его использование в качестве
сорбента формальдегида.
Древесная мука является мелко измельченной, высушенной древесиной,
обладающей волокнистой структурой [3]. Ее традиционно получают из
хвойных пород: ели, сосны, пихты и ряда других мягких пород, однако такой
вид наполнителя может содержать древесную смолу. Введение в связующее
древесной муки значительно влияет на вязкость клея и незначительно (на
±10%) изменяет прочность при изгибе [4], при этом адсорбционная
способность древесной муки по формальдегиду довольно мала и делает ее
непригодной для использования в качестве сорбента.
В
литературе
[2]
приводится
возможность
использования
термоактивированного природного цеолита клиноптилолита в качестве
сорбента-наполнителя клеевой композиции при изготовлении экологичной
фанеры. Однако добавление термоактивированного минерала является
достаточно трудоемким процессом и требует повышенного контроля при
производстве связующего, вследствие влияния температуры вводимого
сорбента на время желатинизации клеевой композиции. Однако ранее в
работах
[5,6]
изучалась
возможность
использования
активации
258
клиноптилолита в электромагнитных полях с целью увеличения
его
сорбционной емкости. Анализ данных работ позволяет сделать вывод о
возможности использования применяемых исследователями способов
активации минерала для активации клиноптилолита, вводимого в клеевую
композицию при изготовлении экологичной фанеры.
Клиноптилолит представляет собой нанопористый природный цеолит с
каркасной структурой, активные центры которого имеют различную природу:
неэкранированные (или частично экранированные) катионы, комплексы из
многозарядного катиона и гидроксильных групп, бренстедовские и
льюисовские кислотные центры, мостиковые атомы кислорода, дефекты
кристаллической структуры [7]. Для сорбционных процессов, определяющим
являются размеры и расположение каналов. Кроме каналов цеолитные каркасы
содержат пустоты, образующие совместно с каналами полиэдры, внутри
которых имеются свободные объемы размерами 0,6-1,1 нм. В структуре
клиноптилолита имеется 4 типа каналов эллиптического сечения. Размеры
десятичных каналов равны 0,705×0,425, а восьмичленных – 0,46×0,395 нм.
Матрица клиноптилолита – каркасная открытая, с расположением обменных
ионов в открытых полостях и каналах [8]. Подобная структура минерала
способствует значительной сорбционной емкости цеолита и делает возможным
применение его в качестве сорбента-наполнителя клеевых композиций при
изготовлении фанеры.
В связи с этим целью данной работы было изучение введения в клеевую
композицию на основе карбамидоформальдегидной смолы, применяемой при
изготовлении фанеры, клиноптилолита, активированного в электромагнитных
полях (ЭМП) СВЧ и слабых импульсных магнитных полях (СИМП) на уровень
эмиссии свободного формальдегида из готовой фанеры.
В работе частично заменяли традиционные наполнители клеевых
композиций (каолин и древесная мука) природным минералом
клиноптилолитом (К95) словацкого происхождения, с содержанием
клиноптилолита 95% и 5% гидрослюда, размер частиц 20 мкм. В работах ранее
[5,6] определены показати оптимальных режимов
предадсорбционной
активации клиноптилолита. Для ЭМП СВЧ– мощность поля СВЧ – 800 Вт,
время обработки – 4 мин. Для ИМП время обработки - 0,5мин., величина
магнитной индукции 71 мТл. В качестве основы клеевой композиции при
изготовления фанеры
использовали малотоксичную смолу
словацкого
происхождения KRONORES CB 1100 (KR) и российскую смолу КФ-Н66Ф
(KФ). Традиционным отвердителем связующего являлся хлорид аммония,
широко используемый в промышленности при горячем способе отверждения.
259
Рецептуры используемых клеев и соотношение традиционных
наполнителей с клиноптилолитом в используемых клеевых композициях
представлены в таблице 1.
Таблица 1 – Рецептуры применяемых клеевых композиций.
№ образца
Клей (мас.ч.)
Образец 1
KRONORES
CB
1100 (100)
KRONORES
CB
1100 (100)
KRONORES
CB
1100 (100)
KRONORES
CB
1100 (100)
Смола
КФН66Ф
(100)
Смола
КФН66Ф
(100)
Смола
КФН66Ф
(100)
Смола
КФН66Ф (100)
Образец 2
Образец 3
Образец 4
Образец 5
Образец 6
Образец 7
Образец 8
Отвердитель
(мас.ч.)
Хлористый
аммоний
(0,8)
Хлористый
аммоний
(0,8)
Хлористый
аммоний
(0,8)
Хлористый
аммоний
(0,8)
Хлористый
аммоний
(0,6)
Хлористый
аммоний
(0,6)
Хлористый
аммоний
(0,6)
Хлористый
аммоний
(0,6)
Наполнитель
1
(мас.ч.)
Древесная
мука (10)
Наполнитель 2
(мас.ч.)
Древесная
мука (7,8)
Неактивированный
клиноптилолит (2,2)
Древесная
мука (7,8)
Клиноптилолит,
активированный в СВЧ
(2,2)
Клиноптилолит,
активированный в ИМП
(2,2)
-
Древесная
мука (7,8)
Каолин
(10)
-
Каолин
(7,8)
Неактивированный
клиноптилолит (2,2)
Каолин
(7,8)
Клиноптилолит,
активированный в СВЧ
(2,2)
Клиноптилолит,
активированный в ИМП
(2,2)
Каолин
(7,8)
Определение эмиссии свободного формальдегида из готовой фанеры
проводили с помощью камерного (образцы 1- 4) [9] и эксикаторного
(образцы5-8) методов [2], а также с применением фотоколорометрического
ацетилацетонового способа анализа концентрации формальдегида [9].
В ходе работы установлено влияние введения активированного
клиноптилолита в клеевую композицию на уровень эмиссии свободного
формальдегида из готовой фанеры. Определение относительного снижения
эмиссии формальдегида из готовой фанеры рассчитывали по формуле:
260
,%
где Собр – эмиссия свободного формальдегида из исследуемого образца
фанеры, мг/м3
Страд – эмиссия свободного формальдегида из образца фанеры,
изготовленного по традиционной методике, мг/м3
Полученные данные представлены в таблице 2.
Таблица 2. Эмиссия свободного формальдегида из готовой фанеры.
Номер образца
1
2
3
4
5
6
7
8
Эмиссия
формальдегида из
0,091
0,090
0,077
0,085
0,134
0,123
0,090 0,101
3
фанеры, С, мг/м
ŋ, %
1
15
7
8
33
25
Примечание: номер образцов соответствует определенному клеевому составу, типу
обработки и типу наполнителя приведенным в таблице 1, ŋ - относительное снижение
эмиссии свободного формальдегида из готовой фанеры, %
Снижение эмиссии свободного формальдегида из готовой фанерой при
введении в клеевые композиции клиноптилолита, активированного в ЭМП
СВЧ и СИМП наблюдается для всех образцов применяемого связующего.
Данный эффект максимален для фанеры, изготовленный на основе
отечественной смолы.
Обработка клиноптилолита полем СВЧ приводит к поглощению энергии
волны в большей степени гидратированными молекулами воды в составе
цеолита, за счет так называемого дипольного сдвига, который характерен для
материалов, содержащих полярные молекулы, представителем которых и
является вода. Данный процесс протекает в считанные доли секунды [10]. При
этом происходит разрыв связей между структурой цеолита и молекулами воды.
Воздействие поля СВЧ приводит к непрерывному вращению диполей
перпендикулярно направлению движения электромагнитной волны и при
достижении температуры 100˚С происходит ее испарение. Ионы структуры
минерала приобретают направленное положение в сторону действия силовых
линий поля и за счет частой смены этого направления происходит интенсивное
их взаимодействие с выделением тепла. В совокупности же движение
дипольных молекул и ионов структуры минерала приводит к быстрому
разогреву образца. Таким образом, механизм воздействия СВЧ поля сводится к
моментальному нагреву и дегидратации минерала.
261
Влияние СИМП на эмиссию формальдегида из фанеры меньше, чем
эффект обработки в ЭМП СВЧ. Согласно работам [11,12] влияния слабых
импульсных магнитных полей на структуру сложных систем возможно на
уровне спиновой подсистемы. Применительно к клиноптилолиту вероятно
спиновое
разупорядочивание
в
группах
AlOH,
FeOH,
MgOH,
гидроксилированных катионах и др., и, как следствие, образование
радикальных пар, являющихся активными центрами. Таким образом, эффект
использования СИМП для активации адсорбционных свойств клиноптилолита
возможен в связи с наличием на поверхности минерала находятся
функциональных групп, обладающих определенным зарядом, на который
влияет магнитное поле, вызывая, по данным [13], перестройку структуры
минерала которая способствует повышению сорбционных свойств минерала.
Выводы:
1) Впервые установлено влияние вводимого в клеевую композицию
клиноптилолита, активированного в ЭМП СВЧ и СИМП на величину
эмиссии свободного формальдегида из готовой фанеры.
2) Определено снижение уровня эмиссии свободного формальдегида из
готовой фанеры на основе отечественной смолы ниже класса Е1.
3) Снижение эмиссии свободного формальдегида из готовой фанеры с
применением неактивированного клиноптилолита в качестве
сорбента-наполнителя клеевой композиции
минимальны и
составляют для смолы KRONORES CB 1100 – 1%, а для КФ-Н66Ф –
8%.
4) Обработка природного цеолита в ЭМП СВЧ приводит к снижению
выделения свободного формальдегида из фанеры для словацкого клея
KR на 15%, для российского КФ на 33%.
5) Активация клиноптилолита в СИМП уменьшает эмиссии свободного
формальдегида из готовой фанеры на 7% при использовании KR
связующего и на 25% для отечественной смолы КФ.
Библиографический список
1)
Клёсов А. Древесно-полимерные композиты. – Спб.: Научные
основы и технологии, 2010. – 736с.
2)
Бельчинская, Л.И., Влияние наполнителей клеевой композиции для
обеспечения экологической безопасности фанеры [Текст], Бельчинская Л.И.,
Анисимов М.В.//Научный вестник. Строительство и архитектура. №1-2012
3)
Клёсов А. Древесно-полимерные композиты. – Спб.: Научные
основы и технологии, 2010. – 736с.
262
4)
B. English, N.Stark, and C.Clemons. Weight reduction: wood versus
mineral fillers in polypropylene. In: Fourth International Conference on WoodPlastic Composites, Forest Product Society, Madison, WI, May 12-14, 1997, pp.
237-244.
5)
Anisimov, M.V. Neutralization of waste water from formaldehyde and
heavy metals by activated clinoptilolite in electromagnetic fields / M. V. Anisimov,
L. I. Belchinskaya, K.V. Strokova, J. Sedliačik, G.A. Petuhova // Adhesives in
woodworking industry : Zbornic referatov XXI International Sympozium, 2628.06.2013 / Technical University in Zvolen. – Zvolen, 2013. – PP.80-85
6)
Активация клиноптилолита в электромагнитных полях для очистки
сточных вод от формальдегида [Текст] / М. В. Анисимов, Ю. С. Струкова, Е. А.
Шатилова, Л. И. Бельчинская // Актуальные вопросы химической технологии и
защиты окружающей среды : сборник материалов Всероссийской
конференции, Новочебоксарск, 25-26 октября 2012 г. / редкол.: О. Е. Насакин,
П. М. Лукин, К. В. Липин (отв. ред.). - Новочебоксарск, 2012. - С. 39-40. Библиогр.: с. 40 (3 назв.).
7)
Бельчинская Л.И. Природозащитные технологии обезвреживания и
утилизации отходов мебельных производств. – Воронеж: Воронеж. гос.
лесотехн. акад., 2002. – 210 с.
8)
Челищев, Н.Ф. Цеолиты – новый тип минерального сырья [Текст] /
Н.Ф. Челищев, Б.Г. Беренштейн, В.Ф. Володин. – М. : Недра, 1987. – 176 с.
9)
Liptáková, E. Chēmia a aplikāciapomocnych lātok v drevārskom
priemysle / Eva Liptáková, Milan Sedliačik. – Bratislava, 1989. – 520 c.
10) В.С. Побединский, Активирование процессов отделки текстильных
материалов энергией электромагнитных волн ВЧ, СВЧ и УФ диапазонов
[Текст]. — Иваново: ИХР РАН, 2000.— 128 с.
11) Бучаченко, А. Л. Магнитные и спиновые эффекты в химических
реакциях [Текст] / А.Л. Бучаченко, Р.З. Сагдеев, К.М. Салихов. – Новосибирск :
Наука, 1978.
12) Salikhov, K.M. et al. Spin Polarization and Magnetic Effects in Radical
Reactions (Studies in Physical and Thejretical Chemistry, Vol. 22) (Amsterdam:
Elsevier, 1984).
13) Ходосова Наталия Анатольевна. Снижение концентрации
формальдегида в окружающей среде алюмосиликатными сорбентами :
диссертация ... кандидата химических наук : 03.00.16 / Ходосова Наталия
Анатольевна; [Место защиты: Иван. гос. хим.-технол. ун-т].- Иваново, 2009.197 с.: ил. РГБ ОД, 61 10-2/129
263
УДК 674.8: 574
ВЛИЯНИЕ ЭЛЕКТРОМАГНИТНОЙ ОБРАБОТКИ
НАПОЛНИТЕЛЕЙ НА ПРОЧНОСТЬ ФАНЕРЫ ПРИ СКАЛЫВАНИИ
ПО КЛЕЕВОМУ СЛОЮ
INFLUENCE OF ELECTROMAGNETIC PROCESSING OF FILLERS ON
PLYWOOD DURABILITY AT SKALYVANIYA ON THE GLUE LAYER
Анисимов М.В., аспирант кафедры химии
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
maxmailwork@gmail.com
DOI: 10.12737/3969
Аннотация: В работе рассмотрена возможность использования
клиноптилолита, активированного в различных электромагнитных полях, в
качестве сорбента-наполнителя клеевой композиции при производстве фанеры.
Установлено увеличении предела прочности при скалывании по клеевому
слою на 26-56% для образцов фанеры, изготовленных на основе связующего, с
применением клиноптилолита, активированного в электромагнитных полях.
Summary: This paper considers the using of clinoptilolite activated in various
electromagnetic fields, as a sorbent-filler of adhesive composition in the manufacture
of plywood. The increase of shear strength of the adhesive layer is 26-56% for the
samples fabricated from binder with using of clinoptilolite activated in
electromagnetic fields.
Ключевые слова: Фанера, природный цеолит, клиноптилолит, предел
прочности при скалывании, электромагнитные поля СВЧ, импульсные
магнитные поля
Keywords: Plywood, natural zeolite clinoptilolite, shear strength,
electromagnetic fields ща microwave, pulsed magnetic fields
В настоящее время к выпускаемой фанерной продукции предъявляются
все более жесткие требования по прочностным и экологическим свойствам. В
связи со стремлением отечественных производителей укрепиться на мировом
рынке производителей фанеры и других древесных плитных материалов,
данные требования должны соответствовать не только российским, но и
зарубежным
стандартам.
Кроме
того,
большинство
современных
инвестиционных проектов, совместных с зарубежными компаниями, требуют
повышенного качества применяемых строительных и отделочных материалов,
среди которых значится и фанера.
Основным прочностным показателем фанеры является предел прочности
при скалывании по клеевому слою. Его допустимые значения
264
регламентируются
ГОСТ 9624-93 [1] или внутренним стандартам
предприятия, которые, как правило, имеют более жесткие требования чем
государственные документы соответствия. Для фанеры общего назначения
марки ФК (береза) предел прочности при скалывании по клеевому слою
составляет 1,5 МПа после 24 ч вымачивания в воде. Соответствие
изготавливаемой на предприятии фанеры данным требованиям являются
необходимым условием для продолжения ее выпуска и возможности
реализации на отечественном рынке и за его пределами.
Общеизвестно, что связующим при изготовлении фанеры на
отечественном
и
европейских
предприятиях
являются
карбамидоформальдегидные (КФ) смолы, которые используются при
производстве более чем 80% объема выпускаемой продукции. Повсеместно, на
деревообрабатывающих предприятиях при изготовлении фанеры, в связующее
вводят различные наполнители, такие как каолин, древесная мука и др., с
целью регулирования регламентируемых ГОСТами физико-химических
показателей.
Каолин представляет собой традиционный наполнитель клеевой
композиции, основным назначением которого является регулирование
вязкости и расхода связующего, без придания дополнительных прочностных,
экологичных и других физико-химических свойств связующему. Он является
слоистым глинистым минералом с жесткой каркасной решеткой типа 1:1 и
имеет только внешнюю адсорбционную поверхностью, обладает малой
пористостью[2] и сорбционной емкостью [3].
Древесная мука традиционно используется при изготовлении фанеры на
предприятиях западной Европы, США и Канады. Она представляет собой
мелко дисперсные волокнистые частички сухой древесины (обычно хвойных
пород) [4]. Основное ее назначение, так же как и каолина, регулирование
вязкости и расхода связующего. При этом она оказывает минимальные
воздействия на прочностные характеристики (±10%) конечного продукта
(фанеры) [5]. Использование ее в качестве сорбента малоэффективно [5].
Таким образом, можно сделать вывод, что традиционные наполнители клеевых
композиций в наименьшей степени влияют на прочностные характеристики
конечной продукции (фанеры, ДСтП и т.д.).
Известны работы [3] в которых приводится возможность использования
природного цеолита клиноптилолита в качестве сорбента-наполнителя клеевой
композиции, что обеспечивает увеличение прочностных характеристик
фанеры. Однако данная методика требует проведения предварительной
термоактивации минерала. При этом сам процесс обработки цеолита является
265
довольно длительным и при отсутствии должного контроля может привести к
преждевременному отверждению связующего и выходу из строя ряда
оборудования клееприготовительного отделения. Наряду с термической
активацией в литературе [6,7] приводятся методики активации клиноптилолита
в электромагнитных полях, которые возможно использовать в качестве
альтернативы температурной обработки.
Клиноптилолит является природным цеолитным минералом. Имеет
открытую нанопористую каркасную матрицу, с расположением обменных
ионов в открытых полостях и каналах [9]. В качестве активных центров
данного
минерала
выступают:
неэкранированные
(или
частично
экранированные) катионы, комплексы из многозарядного катиона и
гидроксильных групп, бренстедовские и льюисовские кислотные центры,
мостиковые атомы кислорода, дефекты кристаллической структуры [8].
Подобная структура минерала способствует значительной сорбционной
емкости цеолита и делает возможным применение его в качестве сорбентанаполнителя клеевых композиций при изготовлении фанеры.
Опираясь на проведенный анализ
используемых сорбентов и
литературные данные о возможности использования новых минералов в
качестве сорбентов-наполнителей клеевой композиции при изготовлении
фанеры, а также способов их предварительной активации, была
сформулирована цель данной работы: изучение эффекта введения в клеевую
композицию на основе карбамидоформальдегидной смолы, применяемой при
изготовлении фанеры, природного цеолита клиноптилолита, активированного в
электромагнитном поле сверх высокой частоты СВЧ и слабом импульсном
магнитном поле (СИМП) на основной прочностной показатель готовой фанеры
– предел прочности при скалывании по клеевому слою.
Ранее [6,7] были определены оптимальные режимы активации
природного цеолита клиноптилолита: для ЭМП СВЧ величина мощность поля
СВЧ = 800 Вт, время обработки = 4 мин, для ИМП время обработки - 0,5мин.,
величина магнитной индукции 71 мТл.
В ходе настоящей работе проводили частичное замещение традиционных
наполнителей клеевых композиций (каолин и древесная мука) природным
минералом клиноптилолитом (К95) словацкого происхождения, с содержанием
клиноптилолита 95% и 5% гидрослюда, размер частиц 20 мкм. В качестве
связующего при изготовления фанеры использовали малотоксичную смолу
словацкого происхождения KRONORES CB 1100 и российскую смолу КФН66Ф. Хлорид аммония выполнял роль традиционного отвердителя
связующего для горячем способе отверждения. Рецептуры используемых
266
клеев
и
соотношение
традиционных
наполнителей
с
клиноптилолитом
в
используемых
клеевых
композиция х
представлены в таблице 1.
Таблица 1 – Рецептуры применяемых клеевых композиций.
№ образца
Образец 1
Образец 2
Образец 3
Образец 4
Образец 5
Образец 6
Образец 7
Образец 8
Клей (мас.ч.)
Отвердитель
(мас.ч.)
Наполнитель 2
(мас.ч.)
Хлористый
аммоний (0,8)
Наполнитель
1
(мас.ч.)
Древесная
мука (10)
KRONORES
CB
1100 (100)
KRONORES
CB
1100 (100)
KRONORES
CB
1100 (100)
KRONORES
CB
1100 (100)
Смола
КФН66Ф
(100)
Смола
КФН66Ф
(100)
Смола
КФН66Ф
(100)
Смола
КФН66Ф (100)
Хлористый
аммоний (0,8)
Древесная
мука (7,8)
Неактивированный
клиноптилолит (2,2)
Хлористый
аммоний (0,8)
Древесная
мука (7,8)
Хлористый
аммоний (0,8)
Древесная
мука (7,8)
Хлористый
аммоний (0,6)
Каолин
(10)
Клиноптилолит,
активированный в СВЧ
(2,2)
Клиноптилолит,
активированный в ИМП
(2,2)
-
Хлористый
аммоний (0,6)
Каолин
(7,8)
Неактивированный
клиноптилолит (2,2)
Хлористый
аммоний (0,6)
Каолин
(7,8)
Хлористый
аммоний (0,6)
Каолин
(7,8)
Клиноптилолит,
активированный в СВЧ
(2,2)
Клиноптилолит,
активированный в ИМП
(2,2)
-
Для полученных материалов проводились физико-механические
испытания (ГОСТ 9624-93 [10]) по определению предела прочности при
скалывании по клеевому шву [11]. Образцы изготовленной фанеры
выдерживали в воде при температуре 20 ± 5 оС в течение суток и затем
определяли предел прочности при скалывании по клеевому слою согласно
приведенной методике на установке, показанной на рисунке 1.
267
Рисунок 2.9 – Схема приспособления для проведения физикомеханических испытаний готовой фанеры, где 1- захват; 2 – образец; 3 – упор;
4 – упорная планка.
Полученные в ходе работы результаты представлены в таблице 2.
Таблица 2. Предел прочности при скалывании по клеевому слою.
Номер образца
1
2
3
4
5
6
7
8
Предел прочности
при скалывании,
1,64
1,7
3,15
2,43
1,53
1,55
3,46
2,06
Рскал, Мпа
β, %
3
48
33
1
56
26
Примечание: β - процент увеличения предела прочности при скалывании по клеевому слою.
Из данных таблицы 2 следует вывод об увеличении прочности при
скалывании по клеевому слою выше в сравнении с этой характеристикой для
фанеры, изготовленной по традиционной методике с учетом требовании
ГОСТов и предприятий для данного показателя. В связи с этим очевидна
возможность применения клиноптилолита, активированного в ЭМП СВЧ и
СИМП в качестве сорбента-наполнителя, обеспечивающего увеличение
предела прочности при скалывании по клеевому слою для готовой фанеры.
Выводы:
1. Установлено увеличение предела прочности при скалывании по клеевому
слою готовой фанеры при введении в клеевую композицию клиноптилолита,
активированного в ЭМП СВЧ и СИМП.
2. Увеличение предела прочности при скалывании по клеевому слою для
фанеры на основе смолы KRONORES CB 1100 составляет 48% при активации
клиноптилолита в ЭМП СВЧ и 33% процента при обработке цеолита в СИМП.
3. Обработка клиноптилолита в СИМП приводит к увеличению прочностных
268
показателей готовой фанеры с использованием смолы КФ-Н66Ф на 26%, в то
время как активация цеолита в ЭМП СВЧ увеличивает исследуемый
показатель в 2 раза (56%).
Библиографический список
1.
ГОСТ 9624-93. Древесина слоистая клееная. Метод определения предела
прочности при скалывании
[Текст]. – Введ. с 95.01.01. - М. : Изд-во
стандартов, 1994. 10 с.
2.
Клёсов А. Древесно-полимерные композиты. – Спб.: Научные основы и
технологии, 2010. – 736с.
3.
Бельчинская, Л.И., Влияние наполнителей клеевой композиции для
обеспечения экологической безопасности фанеры [Текст], Бельчинская Л.И.,
Анисимов М.В.//Научный вестник. Строительство и архитектура. №1-2012
4.
Клёсов А. Древесно-полимерные композиты. – Спб.: Научные основы и
технологии, 2010. – 736с.
5.
B. English, N.Stark, and C.Clemons. Weight reduction: wood versus mineral
fillers in polypropylene. In: Fourth International Conference on Wood-Plastic
Composites, Forest Product Society, Madison, WI, May 12-14, 1997, pp. 237-244.
6.
Anisimov, M.V. Neutralization of waste water from formaldehyde and heavy
metals by activated clinoptilolite in electromagnetic fields / M. V. Anisimov, L. I.
Belchinskaya, K.V. Strokova, J. Sedliačik, G.A. Petuhova // Adhesives in
woodworking industry : Zbornic referatov XXI International Sympozium, 2628.06.2013 / Technical University in Zvolen. – Zvolen, 2013. – PP.80-85
7.
Активация клиноптилолита в электромагнитных полях для очистки
сточных вод от формальдегида [Текст] / М. В. Анисимов, Ю. С. Струкова, Е. А.
Шатилова, Л. И. Бельчинская // Актуальные вопросы химической технологии и
защиты окружающей среды : сборник материалов Всероссийской
конференции, Новочебоксарск, 25-26 октября 2012 г. / редкол.: О. Е. Насакин,
П. М. Лукин, К. В. Липин (отв. ред.). - Новочебоксарск, 2012. - С. 39-40. Библиогр.: с. 40 (3 назв.).
8.
Бельчинская Л.И. Природозащитные технологии обезвреживания и
утилизации отходов мебельных производств. – Воронеж: Воронеж. гос.
лесотехн. акад., 2002. – 210 с.
9.
Челищев, Н.Ф. Цеолиты – новый тип минерального сырья [Текст] / Н.Ф.
Челищев, Б.Г. Беренштейн, В.Ф. Володин. – М. : Недра, 1987. – 176 с.
10. ГОСТ 9624-93. Древесина слоистая клееная. Метод определения предела
прочности при скалывании
[Текст]. – Введ. с 95.01.01. - М. : Изд-во
стандартов, 1994. 10 с.
11. Разиньков Е.М., Технология клееных материалов и древесных плит.
Изготовление и испытание материалов [Текст]: методическое указание к
выполнению лабораторных работ для студентов специальности 260200
(250303) – Технология деревообработки / Е.М. Разиньков, В. С. Мурзин, О. В.
Лавлинская; Фед. агентство по образованию, ГОУ ВПО «ВГЛТА». – Воронеж,
2007. – 52с.
269
УДК 630
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ РАБОТЫ НОВОЙ
КОНСТРУКЦИИ ДИСКОВОЙ РУБИТЕЛЬНОЙ МАШИНЫ
TECHNO-ECONOMICINDICATORS OFNEW DESIGNDISCCHIPPERS
Березников С.В., аспирант
Фокин С.В., д.т.н.,доцент
ФГБОУ ВПО «Саратовский государственный аграрный университет им.
Н.И.Вавилова»
г. Саратов, Россия
DOI: 10.12737/3970
Аннотация: В статье приводятся результаты исследованиятехникоэкономических
показателей работы новой конструкции машины для
измельчения порубочных остатков, оснащенной
комбинированным
рубительным ножом.
Summary: The article presents theresults of a studyof technical andeconomic
performance of thenew designgrindersforest residueswith combinedchipperknife.
Ключевыеслова: щепа, машина для измельчения порубочных остатков,
механизм резания, рубительный нож
Keywords: chips, machine for grindingwood residuals, cutting mechanism,
chipperknife.
Россия ежегодно производит 15 млн. т. биомассы. Биомасса,
пригоднаядля энергетического производства,включает: до 800 млн. т
древесины,250 млн. т сельскохозяйственных отходов, 70 млн. т лесных отходов
(отлесотехнических предприятий и целлюлозно-бумажных комбинатов), до60
млн. т твердых коммунально-бытовых отходов и 10 млн. т канализационных
отходов.
Существует
рядтехнологий
и
процессов,
позволяющих
преобразовывать данные источники биомассы в тепловую энергию и топливо.
Биомасса может быть получена из отходов лесозаготовительного
производства.Лесохозяйственные и деревообрабатывающие предприятия
производят древесину, которая является крупнейшим источником
твердойбиомассы.Измельчение порубочных остатков наиболее правильный
вариант решения проблемы переработки отходов, потому что утилизация
порубочных остатков путем их измельчения и разбрасывания щепы по
поверхности почвы является одним из разрешенных способов, не наносит
вреда окружающей среде, снижает вероятность пожаров.
Технологии и оборудование для производства топливной щепы
разнообразны. Во всех технологиях центральной машиной является
270
рубительная машина. Наибольшее распространение получили технологии с
мобильной рубительной машиной, так как состав технологических операций
предполагает минимум дополнительного оборудования.
Для исследования технико-экономических параметров работы машины
для измельчения порубочных остатков[1], оснащенных комбинированными
рубительными ножами изготавливался ее опытный образец (рисунок 1).
Рисунок 1- Общий вид опытного образца машины для измельчения
порубочных остатков
Он состоит из: трактора, системы тяг, щепопровода, измельчающего
диска с ножами, редуктора, системы шкивов, загрузочного патрона, механизма
подачи, состоящего из вальцов трех типов и доуплотняющих пластин,
крестообразных захватов, закрепленных на валу внутри загрузочного патрона и
работающих при помощи клиновых ремней на шкивах, действующего от вала
отбора мощности через редуктор, механизма формования, выполненного в
виде направляющих пластин, расположенных по периферии входного окна
загрузочного патрона, подъемного устройства в виде рамы, приводимом в
рабочее положение гидроцилиндром, тормозной муфты и шасси[2].
Данныеполевых исследований показали, что часовая производительность
устройства для измельчения порубочных остатковсоставила 34 м3/ч.
При расчете экономической эффективности от применения новой
конструкции машины для измельчения порубочных остатковгодовая загрузка
трактора на всех видах работ принималась в соответствие с «Нормативами
годовых загрузок и потребности в лесохозяйственных машинах». На базе этих
исходных данных был произведён расчёт прямых эксплуатационных затрат на
271
работу машины для измельчения порубочных остатков.
Проведенные расчеты свидетельствуют, что применение внедряемой
конструкции машины для измельчения порубочных остатковэкономически
целесообразно, так как применение данной конструкции машины для
измельчения
порубочных
остатков
[3,4,5,6]позволяет
повысить
производительности труда в среднем на 21 %, а так же снижению прямых
затрат на 3,4 %. Снижение прямых эксплуатационных издержек составило 3,5
рубля на 1м3 произведенной продукции.
При этом экономический эффект составляет 30,6 рубля
при
3
измельчении 1 м порубочных остатков или 1952437,8рубля в год при сроке
окупаемости 0,8 года (10 месяцев).
Библиографический список
1. Устройство для измельчения порубочных остатков : Пат. 129452 Рос.
Федерация: B 27 L 11/00 [Текст] / Фокин С.В., Березников С.В. ; заявитель и
патентообладатель ФГОУ ВПО «Саратовский ГАУ». – № 2012157974/13
;заявл. 27.12.2012 ; опубл. 27.06.2013, Бюл. № 18.
2. Фокин, С.В. О применении устройства для измельчения порубочных
остатков
при
реконструкции
защитных
лесонасаждений
[Текст]
/В.В.Цыплаков, С.В. Фокин // Научное обозрение.-2011.-№5- С.253-257.
3. Фокин, С.В.Моделирование машины для измельчения порубочных
остатков[Текст] / С.В. Фокин // Научное обозрение.-2011.-№5- С.258-265.
4. Фокин, С.В.К обоснованию параметров и режимов работы устройства для
измельчения порубочных остатков[Текст] / С.В. Фокин // Вестник Марийского
государственного технического университета.-2011.-№3- С.36-45.
5. Фокин, С. В.О создании комплекса машин для расчистки нераскорчеванных
вырубок [Текст] / В. В. Цыплаков, С. В. Фокин // Вестник Саратовского
госагроуниверситета им. Н. И. Вавилова. – 2008. – № 1. – С. 60–63.
6. Фокин, С.В. Теоретическое обоснование основных конструктивнотехнологических параметров устройства для измельчения порубочных
остатков[Текст] / С.В. Фокин, А.С.Бурлаков // Инновационная деятельность.2011.-№4- С.123-130.
272
УДК 674.048
ИССЛЕДОВАНИЕ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО
СОСТОЯНИЯ ДЕРЕВЯННЫХ ШПАЛ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
RESEARCH OF IN-SERVICE STRESS-STRAIN STATE OF WOODEN
SLEEPERS
Божелко И.К., ассистент
УО «Белорусский государственный технологический университет»,
г. Минск, Республика Беларусь
DOI: 10.12737/3971
Аннотация: разработана расчетная модель деревянной шпалы;
проведены расчеты напряженно-деформированного состояния шпал в
зависимости от влажностного градиента и геометрических параметров шпал;
выявлены факторы, влияющие на возникновение трещин.
Summary: the computational model of wooden sleepers is developed; the
stress-strain state of sleepers depending on moisture gradient and geometrical
parameters is determined; the factors influencing on appearance of cracks are
determined.
Ключевые слова: шпалы, модель, расчет, напряжения, деформации.
Keywords: sleepers, model, determination, stresses, deformations.
Деревянные шпалы имеют ряд преимуществ и поэтому широко
используются в мире. В процессе эксплуатации они подвергаются
воздействию ряда внешних факторов [1], что зачастую приводит к
преждевременному растрескиванию, механическому разрушению и
гниению. Для прогнозирования состояния шпал с целью оптимизации
технологии их производства проведены исследования напряженнодеформированного состояния деревянных шпал в процессе эксплуатации
путем моделирования.
Модель деревянной шпалы разрабатывалась с учетом анизотропии
древесины, усушки и разбухания на основе теории упругости,
сопротивления материалов и метода конечных элементов (КЭ) [2, 3]. За
основу взята наиболее применяемая сосновая обрезная шпала второго типа
для железных дорог широкой колеи с размерами 160×230×2750 мм (рисунок
1).
273
Рисунок 1 – Расчетная модель шпалы второго типа 160×230×2750 мм
Расчеты напряженно-деформированного состояния шпал проведены для
периодов эксплуатации с наиболее существенными перепадами влажности
(осенне-весенние периоды), когда нижняя пласть шпалы сохраняет влажность
более 30 %, а верхняя с учетом среднемесячной равновесной влажности
воздуха – не более 15 % (рисунок 2).
а)
б)
Рисунок 2 – Граничные условия:
а) распределение влажности; б) схема нагружения шпалы (опора давления)
В процессе разработки модели предполагали:
– рассчитываемая конструкция шпалы представляется в виде
совокупности КЭ, узлы которых обеспечивают соединение элементов между
собой, их перемещения определяют деформированное состояние конструкции
в целом;
– связь между напряжениями и деформациями осуществляется через
упругие постоянные на базе теории упругости анизотропного тела;
– параметры, характеризующие механические свойства древесины,
заданы с учетом цилиндрической системы координат: модуль упругости вдоль
волокон, поперек волокон в тангентальном и радиальном направлении
соответственно Ea, Et, Er, модуль сдвига соответственно Ga, Gt, Gr,
274
коэффициент поперечной деформации ra , аr , ta , аt , tr , rt [4];
– параметры, характеризующие физические свойства древесины, также
заданы с учетом цилиндрической системы координат: коэффициент усушки
(разбухания) вдоль волокон, поперек волокон в тангентальном и радиальном
направлении соответственно Ka, Kt, Kr [4];
– все нагрузки являются установившимися во времени;
– температурные деформации, в соответствии с их незначительной
величиной, не учитываются.
Результаты расчетов для двух вариантов расположения ядра в шпале
представлены на рисунках 3, 4, 5.
а)
б)
Рисунок 3 – Распределение деформаций:
а) ядро по центру; б) ядро смещено влево на 65 мм от центра
Рисунок 4 – Распределение напряжений по верхней пласти шпалы:
а) ядро по центру; б) ядро смещено влево на 65 мм от центра
275
а)
б)
Рисунок 5 – Распределение напряжений по поперечному сечению шпалы:
а) ядро по центру; б) ядро смещено влево на 65 мм от центра
Выводы:
1. Разработана расчетная модель деревянной шпалы.
2. Модель учитывает анизотропию древесины, градиент концентраций
влаги, геометрию шалы, расположение отверстий под костыли.
3. Проведены расчеты напряженно-деформированного состояния шпал в
периоды с наиболее существенными перепадами влажности при эксплуатации.
4. Выявлено, что наибольшее влияние на возникновение напряжений
(трещин) оказывают следующие факторы:
– различная влажность верхней и нижней пластей шпалы;
– расположение центра ядра;
– анизотропия древесины (различие коэффициентов усушки и разбухания
в тангенциальном и радиальном направлениях);
– расположение отверстий в шпале.
Сочетание всех 4-х факторов приводит к возникновению глубоких
сплошных трещин и соответственно к существенному ослаблению креплений.
5. Из-за максимальных перепадов влажности и анизотропии древесины в
шпалах возникают самые высокие напряжения, достигающие более 4 МПа,
что превышает предел прочности древесины поперек волокон и является
причиной возникновения глубоких трещин.
6. Для снижения такого рода напряжений и соответственно появления
трещин целесообразно придание древесине шпал свойств, предотвращающих
возникновение больших перепадов влажности, быстрого высыхания и
разбухания.
Библиографический список
1. Божелко И. К, Леонович О. К. Определение долговечности защитных
средств для древесины, эксплуатируемой в тяжелых условиях // Труды БГТУ. –
2011. – №2: Лесная и деревообраб. пром-сть. – 2011. – Вып. XIX. – С.
276
2. Обеспечение формоустойчивости неоднородных массивов древесины с
учетом цилиндрической анизотропии их элементов при усушке и разбухании:
диссертация ... кандидата технических наук: 05.21.05: защищена 23.12.08:
утверждена 25.03.09 / Пардаев Александр Сергеевич. — Минск, 2008.
3. Лехницкий, С. Г. Теория упругости анизотропного тела /С. Г.
Лехницкий– Москва: Наука, 1977. – 415 с.
4. Уголев, Б.Н. Древесиноведение с основами лесного товароведения:
Учебник для лесотехнических вузов / Б.Н. Уголев. – 3-е изд. – Москва: МГУЛ,
2001. – 340 с.
УДК 630*18
ИЗМЕНЕНИЕ ПРИРОСТА ДРЕВЕСИНЫ КАШТАНА ПОСЕВНОГО В
СВЯЗИ С ВЕРТИКАЛЬНОЙ ЗОНАЛЬНОСТЬЮ
CHANGE OF GROWTH OF EUROPEAN CHESTNUT WOOD IN
CONNECTION WITH VERTICAL ZONING
Буракова Е.В., студент группы ТД2-101-ОС
Снегирева С.Н., к. б. н., доцент
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3972
Аннотация: Статья посвящена изучению влияния вертикальной
зональности на формирование прироста древесины каштана посевного.
Установление закономерностей в изменении показателей макро и микро
структуры под влиянием различных факторов окружающей среды позволит
прогнозировать качество сырья, а также с помощью направленного
воздействия на условия произрастания добиваться получения древесины с
требуемыми качественными характеристиками.
Summary: The article studies the influence of vertical zoning on the
formation of growth of European chestnut. Establishment of laws in levels of macro
and micro structure under the influence of various environmental factors will predict
the quality of raw materials, as well as by target influence on growing conditions to
seek wood with the required quality characteristics.
Ключевые слова: древесина, ширина годичного слоя, каштан посевной,
вертикальная зональность.
Keywords: wood, width of the annual ring, European chestnut, vertical
zoning.
277
Дерево отражает в себе многочисленные и разнообразные влияния
окружающей среды. Это влечет за собой заметную изменчивость в строении
древесины, которая наблюдается не только у деревьев одной породы,
выросших в различных условиях, но даже в разных частях одного и того же
дерева. Ширина годичного слоя – один из наиболее чутких признаков,
немедленно реагирующих на изменение условий произрастания дерева. Любое
ухудшение внешних метеорологических факторов, а также условий
произрастания деревьев сказываются на энергию роста и приводит к
образованию узких годичных колец [1].
Для исследования были отобраны деревья каштана посевного одного
возраста (115-120 лет), произрастающие в Пшишском лесхозе Краснодарского
края, в условиях, отличающихся по вертикальной зональности (высота
произрастания 500 м, 900 м и 1200 м над уровнем моря). На каждой пробной
площади от шести модельных деревьев брали выпилы древесины на высоте 1,3
м. При исследование макроструктуры измерение проводили по каждому
годичному слою, начиная с последнего периферического, под микроскопом
МБС-9, с точностью до 0,1 мм. Для изучения микроструктуры из
заготовленных по годичным слоям образцов древесины каштана посевного в
лаборатории готовили поперечные микросрезы на санном микротоме [2]. Для
измерения
элементов
микроструктуры
древесины
использовали
исследовательский
микроскоп
«Биолам»
с
насадкой-видеоокуляром
«ORBITOR MVE 50», позволяющим захватывать изображения, видимые через
микроскоп, отображать их на мониторе и сохранять как компьютерные файлы.
Фотографии редактировали с помощью компьютерной программы CapturePro
1.0.
ширина годичного слоя, мм
6
1
5
4
2
3
3
2
1
0
6
16
26
36
46
56
66
76
86
96
106
116
возраст дерева, лет
высота произрастания: 1 –500 м н. у. м.; 2 – 900 м н. у. м.; 3 – 1200 м н. у. м.
Рисунок 1 - Формирование ширины годичного слоя каштана посевного
в различных экологических условиях
278
Изменение ширины годичного слоя древесины каштана посевного с
учетом вертикальной зональности представлено на рис. 1.
Как видно, на рис. 1 в раннем возрасте ширина годичного слоя
увеличивается. Достигнув максимума к 18 годам, в последующем происходит
плавное снижение. Наиболее широкие годичные слои формируются на высоте
500 м над уровнем моря, достигая 4,5 мм. С увеличением высоты
произрастания происходит уменьшение ширины годичного слоя (2,8 мм).
Средние значения ширины годичного слоя и критерий его достоверности
для разных участков в течение онтогенеза приведены в таблице 1.
Таблица 1 - Средние значения ширины годичного слоя каштана посевного, мм
Высота произрастания, м
Коэффициент вариации (V), %
500
V
900
V
1200
V
M±m
2,8±0,09
35,5
2,2±0,05
26,0
2,0±0,04
46,4
Влияние условий произрастания сказывается, в общем, на изменение
ширины годичного слоя. С увеличением высоты произрастания насаждений
ширина годичного слоя уменьшается и становится достоверной с 900 м н.у.м.
В дальнейшем ширина годичного слоя мало изменяется. Так, на высоте 500 м
над уровнем моря средняя ширина годичного слоя составляет 2,8 мм. С
увеличением высоты ширина годичного слоя уменьшается (2,2 мм), где
влияние оказывают погодные условия, а амплитуда колебаний значений
меньше.
Поперечные срезы древесины каштана посевного произрастающего в
различных экологических условиях по вертикальной зональности
представлены на рисунке 2.
На поперечных срезах древесина каштана имеет четко выраженную
годичную слоистость, благодаря резкой разнице в строении ранней и поздней
древесины. Ранняя древесина состоит преимущественно из двух-трех рядов
очень широко-просветных сосудов, имеющих на поперечном срезе почти
правильные округлые очертания. Поздняя древесина большей частью шире
ранней.
279
280
Сосуды поздней зоны древесины многочисленные и в сочетании с
трахеидами образуют косоклиновидные, расширяющиеся к периферии группы
клеток. На поперечных срезах эти группы создают рисунок языков пламени.
Примечателен тот факт, что на высоте 500 м н.у.м. крупные сосуды
располагаются в 1-2 ряда, а высоко в горах – в 3-4 ряда. Мелкие сосуды вместе
с волокнистыми трахеидами и волокнами либриформа сосредоточены в
плотной поздней части годичного слоя. Так как возрастная редукция годичного
слоя происходит главным образом за счет поздней части, ранние зоны
древесины при этом сближаются, и формируется пористая древесина, особенно
в неблагоприятных условиях роста. С увеличением вертикальной поясности
размеры крупных и мелких сосудов неуклонно уменьшаются. Так, на высоте
500 м над уровнем моря диаметр крупных сосудов составляет 309,3 мкм, а на
высоте 1200 м – 215,3 мкм. У мелких сосудов в поздней зоне годичного слоя
наблюдается аналогичная закономерность, с увеличением высоты над уровнем
моря размеры сосудов уменьшаются. Укорочение члеников сосудов с
подъемом в горы можно рассматривать как следствие общей тенденции к
мелкоклетности, затрагивающей и длину камбиальных инициалей. Это связано
с укорочением периода растяжения клеток из-за нехватки питательных
веществ, или в результате расширения клеток в ходе их дифференциации, либо
поперечного их деления. В условиях высоких отрицательных давлений сосуды
должны иметь дополнительную механическую прочность, достаточную для
предотвращения сжатия их стенок.
Вертикальная зональность оказывает существенное влияние на
формирование анатомических элементов древесины ствола. С ухудшением
условий произрастания по вертикальной зональности происходит уменьшение
ширины годичного слоя, что является важным диагностическим признаком при
выращивании высококачественной древесины. Такая же закономерность
наблюдается в поздней зоне годичного слоя, где диаметр мелких сосудов на
высоте 500 м достигает 80 мкм, а на высоте 1200 м всего лишь 45 мкм.
Библиографический список
1. Раскатов, П. Б. Анатомия вегетативных органов древесных растений
[Текст] / П. Б. Раскатов. – Воронеж: Изд-во ВГУ, 1974. – 104 с.
2. Яценко-Хмелевский, А. А. Основы и методы анатомического
исследования древесины [Текст] / А. А. Яценко-Хмелевский. – М.: Изд-во АН
СССР, 1954. – 337 с.
281
УДК 630*812
ЭКСПРЕСС-МЕТОД ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЕЙ КАЧЕСТВА
ДРЕВЕСИНЫ ОСНОВНЫХ ДРЕВЕСНЫХ ПОРОД,
ПРОИЗРАСТАЮЩИХ В УМЕРЕННО-КОНТИНЕНТАЛЬНОМ
КЛИМАТИЧЕСКОМ ПОЯСЕ
EXPRESS METHOD FOR DETERMINING THE MAIN INDICATORS OF
QUALITY WOOD OF TREE SPECIES GROWING IN THE TEMPERATE
CONTINENTAL CLIMATIC ZONES
Вариводина И.Н., к.т.н., доцент
Самойленков В.С., студент
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3973
Аннотация: результаты экспериментальной работы по определению
основных показателей, характеризующих качество древесины (пористость,
плотность, прочность) по ширине годичного слоя для представителей
различных древесных групп приводятся в статье. Предлагаемый авторами
экспресс-метод значительно сокращает энергетические и трудовые затраты
при определении показателей качества древесины, которые широко
используются для расчетов процессов нагревания древесины, определения
содержания сухого вещества в древесном сырье для целлюлозно-бумажной
промышленности, имеют большое значение при сушке, при пропитке
древесины растворами антисептиков и антипиренов с целью улучшения ее
свойств.
Summary: The results of the experimental work to define the basic
parameters describing the quality of wood (porosity, density, strength) to the rate of
growth for representatives of different tree groups are given in the article. Proposed
by the authors express method significantly reduces energy and labor costs in
determining wood quality indicators that are widely used for calculations of
processes of heating wood, determine the dry matter content in the wood raw
material for pulp and paper industry are of great importance when drying,
impregnation of wood with an antiseptic solution and flame retardants to improve its
properties.
Ключевые слова: древесина, качество, годичный слой, пористость,
плотность, прочность
Keywords: wood, quality, growth ring, porosity, density, strength
Важнейшими показателями, характеризующими качество древесины,
282
являются пористость, плотность и прочность. Эти показатели широко
используются для расчетов процессов нагревания древесины, определения
содержания сухого вещества в древесном сырье для целлюлозно-бумажной
промышленности, имеют
большое значение при пропитке растворами
антисептиков и антипиренов с целью улучшения ее свойств, при сушке
древесины, при сплаве лесоматериалов и в других случаях.
Были проведены эксперименты по определению зависимости между
пористостью древесины и шириной годичного слоя у представителей
различных древесных групп. Из Учебно-опытного лесхоза ВГЛТА были
отобраны образцы ели, сосны и лиственницы как представителей хвойных
пород, осины и березы как представителей лиственных рассеяннососудистых
пород и дуба, ясеня и вяза как представителей лиственных кольцесосудистых
пород. Для исследования отбирали образцы, которые представляли весь
диапазон колебания ширины годичного слоя древесины. Образцы готовили
стандартных размеров и по ГОСТ 16483.1-84 определяли их плотность в
абсолютно сухом состоянии, а затем аналитическим путем рассчитывали
пористость. В соответствии с ГОСТ 16483.18-72 определяли число годичных
слоев в 1 см. По результатам исследований строили графики зависимости
пористости от числа годичных слоев в 1 сантиметре (рис.1, 2, 3).
Как видно из рисунков, зависимости между пористостью и числом
годичных слоев у представителей хвойных и лиственных рассеяннососудистых
пород линейные, обратнопропорциональные, у представителей лиственных
кольцесосудистых пород - линейные прямопропорциональные.
80
Пористость,%
70
y = -0,4x +
74,3
Ель
y = -0,6x
60
+ 67,9
Сосна
Листве нница
50
y = -0,8
x + 55
,6
40
2
2,5
3
4
4,5
5,5
6
6,5
7
8,5
9
11,5 13,5
Число годичных слоев в 1 см, год.сл/см
Рисунок 1 - Зависимость пористости древесины хвойных пород от числа
годичных слоев в 1 см
283
Рисунок 2 - Зависимость пористости древесины лиственных
рассеяннососудистых пород от числа годичных слоев в 1 см
Рисунок 3 – Зависимость пористости древесины лиственных
кольцесосудистых пород от числа годичных слоев в 1 см
Далее были проведены эксперименты по установлению взаимосвязи
прочности древесины и ширины годичного слоя (рис.4, 5, 6).
Предел прочности при сжатии вдоль волокон
75
70
y = 2,9023x + 35,168
R2 = 0,9771
65
60
55
50
45
40
35
30
0
1
2
3
4
5
6
7
8
9
10
11
12
13
Число годичных слоев в 1см, n
Рисунок 4 - Зависимость предела прочности при сжатии вдоль волокон
(σсж, МПа) древесины сосны от числа годичных слоев 1см (n, cм-1)
284
Предел прочности при сжатии вдоль волокон
95
90
y = 3,28x + 54,991
R2 = 0,9849
85
80
75
70
65
60
55
50
0
1
2
3
4
5
6
7
8
9
10
11
12
Число годичных слоев в 1см, n
Рисунок 5 - Зависимость предела прочности при сжатии вдоль волокон
(σсж, МПа) древесины березы от числа годичных слоев 1см (n, cм-1)
Предел прочности при сжатии вдоль волокон
90
85
80
75
70
65
60
y = -5,6809x + 97,938
R2 = 0,9816
55
50
0
1
2
3
4
5
6
7
8
Число годичных слоев в 1см, n
Рисунок 6 - Зависимость предела прочности при сжатии вдоль волокон
(σсж, МПа) древесины дуба от числа годичных слоев 1см (n, см-1)
Проведенное исследование актуально для теории и практики
древесиноведения. В практическом отношении оно значительно сокращает
трудовые и энергетические затраты при определении таких показателей
качества древесины, как ее пористость, плотность и прочность.
Библиографический список
1. Вариводина, И.Н. Взаимозависимости основных показателей качества
древесины как природного полимера [Текст]/ И.Н.Вариводина.- В
сборнике: Международная научно-техническая конференция «Актуальные
проблемы фундаментальных исследований воспроизводства и переработки
природных полимеров» при финансовой поддержке РФФИ, ВГЛТА. Воронеж,
2014. -116 с.
285
УДК 674.8
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ФОСФАТА КАЛИЯ НА
ОГНЕЗАЩИЩЕННОСТЬ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ
STUDY OF THE INFLUENCE OF THE PHOSPHATE POTASSIUM ON FIRE
PROTECTION WOOD- PARTICLE BOARDS
Вахнина Т.Н., к.т.н., доцент,
Виноградов А.В., студ.
ФГБОУ ВПО «Костромской государственный технологический
университет»
г. Кострома, Россия
DOI: 10.12737/3974
Аннотация:
представлены
результаты
экспериментального
исследования повышения огнезащищенности древесно-стружечных плит.
Summary: results of the study on fire protection wood-particle boards are
presented.
Ключевые слова: древесно-стружечные плиты, огнезащищенность,
горение, потеря массы.
Keywords: wood-particle boards, fire protection, combustion, reduction of
the mass.
Успешное развитие производства древесно-стружечных плит, как и
других производств лесопромышленного комплекса, невозможно без
обеспечения показателей безопасности продукции. Задача повышения
огнезащищенности материалов на основе древесины актуальна на протяжении
многих десятилетий. Склонность древесно-стружечных плит (ДСтП), как и
других древесных материалов, к горючести делает конструкции из них
ненадежными. Для снижения горючести ДСтП в композицию вводят
различными методами огнезащитные средства, составы и вещества,
объединенные общим термином – антипирены. Повысить огнезащищенность
ДСтП можно при использовании следующих основных технологических
способов: обработка древесных частиц антипиреном перед стадией осмоления;
введение антипирена
в рабочий раствор связующего; введение
мелкодисперсного антипирена в массу древесных частиц одновременно с их
осмолением; нанесение антипирена на поверхность готовой плиты.
Более технологичным и наименее затратным является введение
антипирена в рабочий раствор связующего. Важным при изготовлении
огнезащищенных плит является создание условий, при которых антипирены не
оказывали бы отрицательного влияния на желатинизацию связующего.
286
Совместное введение в стружечную массу связующего и антипиренов
возможно только при их совместимости. Желатинизация связующего на основе
карбамидоформальдегидных смол происходит в кислой среде, поэтому такие
антипирены, как натрий фтор, фосфорнокислый аммоний, введенные со
смолой в стружечную массу, ускоряют процесс желатинизации, а такие
добавки, как бура, замедляют его. Большинство антипиренов негативно влияет
на физико-механические показатели плит, поэтому исследование способа
повышения огнезащищенности необходимо проводить с учетом влияния на
нормируемые физико-механические показатели.
На кафедре ЛДП КГТУ проводилось исследование с целью разработки
значений технологических факторов процесса производства ДСтП
повышенной огнезащищенности. Были изготовлены и испытывались ДСтП: с
содержанием калия фосфоркислого однозамещенного (KH2PO4) от 1 до 4 % и с
расходом связующего 74,45‒111,15 кг/м3; ДСтП без фосфатной добавки с
расходом связующего 74,45‒111,15 кг/м3.
По результатам определения средних значений физико-механических
показателей плит построены графические зависимости и получены
регрессионные модели показателей плит. Значения показателя достоверности
аппроксимации R2 подтверждают адекватность полученных зависимостей.
Линейные регрессионные модели прочности при статическом изгибе плит с
добавкой калия фосфорнокислого представлены на рис. 1.
а
б
287
в
г
Рисунок ‒ Зависимость прочности плит при статическом изгибе σи, МПА от
расхода связующего и содержания KH2PO4:
а − 1% KH2PO4; б − 2% KH2PO4; в − 3% KH2PO4; г − 0 % KH2PO4.
Огнезащищенность плит оценивалась по результатам испытаний в
«огневой трубе». Результаты статистической обработки показателей
огнезащищенности приведены в таблице.
Таблица ‒ Статистические характеристики показателей огнезащищенности
плит
Доля добавки
KH2PO4.
Показатель
- 1% KH2PO4
Потеря массы плит при
горении, %
Время самостоятельного
горения, с
Время тления, с
- 2 % KH2PO4
Потеря массы плит при
горении, %
Время самостоятельного
горения, с
Время тления, с
- 4 % KH2PO4
Потеря массы плит при
горении, %
Среднее
арифметическое
У
Среднее
квадратическое
S
Коэффициент
вариации
V
3,016
0,781
25,89
1,618
1,099
67,98
44,4
4,878
10,98
3,806
1,077
28,299
1,462
0,635
43,47
56,826
20,045
35,274
6,816
1,55
22,801
288
Время самостоятельного
горения, с
Время тления, с
1,306
0,616
47,19
65,612
10,993
16,755
Была получена кубическая регрессионная модель зависимости потери
массы плит при горении У ( m , %) от доли добавки фосфата Х, %:
Y = - 0,7687X3 + 6,3597X2 - 14,846X + 13,526.
По результатам анализа экспериментальных данных были разработаны
технологические рекомендации для производства плит с добавкой калия
фосфорнокислого однозамещенного, позволяющие снизить горючесть ДСтП
при сохранении нормируемых физико-механических показателей.
УДК 630*81
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ДИАМЕТРА БРЕВНА НА
ТОЛЩИНУ КОРЫ
RESEARCH OF INFLUENCE OF DIAMETER OF THE LOG ON BARK
THICKNESS
Газизов А. М. ,д.т.н., профеccор
ФГБОУ ВПО Башкирский ГАУ, г. Уфа, Россия
Абубякярова Д. А., магистр
ФГБОУ ВПО Башкирский ГАУ, г. Уфа, Россия
DOI: 10.12737/3975
Аннотация: представлены результаты исследований влияния диаметра
бревна на толщину коры. Значение толщин массива коры в целом, отдельных
ее слоев - пробки и луба, в зависимости от диаметра бревна, наиболее точно
описываются
полиномиальной
зависимостью,
с
коэффициентом
аппроксимации от 0,737 до 0,937. Результаты исследования позволяют для
конкретного бревна определять оптимальные параметры окорки.
Summary: results of researches of influence of diameter of a log on bark
thickness are presented in this article. Value of thickness of the massif of bark as a
whole, its separate layers of a stopper and a bass, depending on diameter of a log, are
most precisely described by polynomial dependence, with approximation coefficient
from 0,737 to 0,937. Results of research allow to determine optimum parameters of
barking for a concrete log.
Ключевые слова: окорка; кора; луб; полиномиальная функция
Keywords: barking; bark; bass; polynomial function
289
При механической окорке большое значение имеют строение и толщина
коры, ее механические свойства и физическое состояние в момент обработки.
Определению толщины коры посвящено большое количество исследований,
результатом этих исследований является корреляционные уравнения,
показывающие связь толщины коры и диаметра бревна. Результаты расчетов
толщины коры по этим уравнениям имеют близкие значения, однако наиболее
точным следует признать дифференцированный способ определения толщины
коры с выделением комлевой и серединной части ствола.
Статистики законов распределения могут служить основой выбора числа
отсчетов. Для этого необходимо определить коэффициент вариации процесса,
задаться вероятностью и допустимой ошибкой.
Коэффициент вариации или мера изменчивости процесса (V)
определяется по формуле [1]:
V
100 ,
M
(1)
где: σ – среднее квадратичное отклонение; М – математическое
ожидание.
При коэффициенте вариации менее 10 целесообразно использовать
«Номограмму достаточно больших чисел» для величины вероятности Р=0,95,
при этом необходимо задаться желательной допустимой ошибкой ε. Для
исследуемого предмета труда при Р=0,95 и ε=0,05 число отсчетов должно быть
180. С понижением допустимой ошибки ε, число отсчетов уменьшается [3].
По экспериментальным данным были построены графики следующих
зависимостей: hкоры = f(d), hлуба = f(d), hкорки = f(d) и подобраны
аппроксимирующие кривые с наибольшим коэффициентом аппроксимации
(рис.1 - 3). Сравнительные данные по аппроксимации экспериментальных
данных рисунка 1 представлены в таблице 1.
Таблица 1 Подбор аппроксимирующей кривой для зависимости толщины
коры от диаметра бревна
№
Название
1
2
3
4
Экспоненциальная
Линейная
Логарифмическая
Степенная
5
Полиномиальная
Формула
y = 2,176e0,03x
y = 0,146x + 1,011
y = 3,832ln(x) - 7,595
y = 0,363x0,793
y = -6E-05x4 + 0,007x3- 0,289x2
+ 5,272x - 32,34
290
Коэффициент
аппроксимации
R² = 0,896
R² = 0,911
R² = 0,906
R² = 0,907
R² = 0,916
Из таблицы 1 видно, что с наибольшей достоверностью зависимость
толщины коры от диаметра бревна описывается полиномиальной функцией,
т.к. ее коэффициент аппроксимации является наибольшим. Рисунок 1
иллюстрирует степень приближения теоретической зависимости толщины
коры от диаметра бревна к экспериментальным данным.
Рисунок 1 Экспериментальная и аппроксимирующая кривые зависимости
толщины коры от диаметра бревна: 1 – экспериментальные данные; 2 аппроксимирующая кривая
Сравнительные данные по аппроксимации экспериментальных данных
рисунка 2 представлены в таблице 2.
Из таблицы 2 видно, что с наибольшей достоверностью зависимость
толщины корки от диаметра бревна описывается полиномиальной функцией,
т.к. ее коэффициент аппроксимации является наибольшим. Рисунок 2
иллюстрирует степень приближения теоретической зависимости толщины
коркового слоя от диаметра бревна к экспериментальным данным.
Рисунок 2 Экспериментальная и аппроксимирующая кривые зависимости
толщины коркового слоя от диаметра бревна: 1 – экспериментальные данные; 2
- аппроксимирующая кривая
291
Таблица 2 Подбор аппроксимирующей кривой для зависимости толщины
коркового слоя от диаметра бревна
№ Название
Формула
Коэффициент аппроксимации
0,050x
1 Экспоненциальная y = 0,695e
R² = 0,897
2
3
Линейная
Логарифмическая
y = 0,133x - 0,806
y = 3,503ln(x) - 8,680
R² = 0,926
R² = 0,924
4
Степенная
y = 0,034x1,333
R² = 0,918
y = -0,00038x3 +
R² = 0,937
0,030x2 - 0,644x + 5,689
Из таблицы 3 видно, что с наибольшей достоверностью зависимость
толщины лубяного слоя от диаметра бревна описывается полиномиальной
функцией, т.к. ее коэффициент аппроксимации является наибольшим. Рисунок
3 иллюстрирует степень приближения теоретической зависимости толщины
коры от диаметра бревна к экспериментальным данным.
5
Полиномиальная
Рисунок 3 Экспериментальная и аппроксимирующая кривые зависимости
толщины лубяного слоя от диаметра бревна: 1 – экспериментальные данные; 2
- аппроксимирующая кривая
Таблица 3 Подбор аппроксимирующей кривой для зависимости толщины
лубяного слоя от диаметра бревна
Коэффициент
№
Название
Формула
аппроксимации
Экспоненциальна
1 я
y = 1,837e0,005x
R² = 0,489
2 Линейная
y = 0,012x + 1,812
R² = 0,489
3 Логарифмическая y = 0,320ln(x) + 1,093
R² = 0,481
0,148
4 Степенная
y = 1,315x
R² = 0,485
3
2
5 Полиномиальная
y = 0,00026x - 0,021x + 0,578x - R² = 0,737
3,077
292
Из полученных данных видно, что с наибольшей достоверностью
зависимость толщины коры от диаметра бревна, зависимость толщины корки
от диаметра бревна, зависимость толщины лубяного слоя от диаметра бревна
описывается полиномиальной функцией, т.к. ее коэффициент аппроксимации
является наибольшим. Значение толщин массива коры в целом, отдельных ее
слоев - пробки и луба, в зависимости от диаметра бревна, наиболее точно
описываются
полиномиальной
зависимостью,
с
коэффициентом
аппроксимации от 0,737 до 0,937. Результаты исследования позволяют для
конкретного бревна определять оптимальные параметры окорки.
Библиографический список
1. Бойков С. П. Теория процесса очистки древесины от коры. Л.: ЛГУ,
1980 – 150 с.
2. Газизов А.М., Григорьев И.В., Гумерова О.М., Ильюшенко Д.А.
Аппаратное обеспечение экспериментальных исследований селективной
роторной окорки круглых лесоматериалов // «Технология и оборудование
лесопромышленного комплекса» Межвузовский сборник научных трудов.
Выпуск 2. СПб.: ЛТА, 2008 - С. 42-49
3. Москалева В. Е. Строение древесины и ее изменение при физическом и
механическом воздействии. М.:АН СССР, 1971 – 130 с.
4. Цзе Ф.С., Морзе И.Е., Хинка Р.Т. Механические колебания. М.:
Машиностроение. 1966 - 507 с.
УДК 662.754
ИССЛЕДОВАНИЕ ПРОЦЕССА ПЛАЗМЕННОЙ ГАЗИФИКАЦИИ
ДРЕВЕСНОЙ БИОМАССЫ РАЗЛИЧНОЙ ВЛАЖНОСТИ
STUDY OF WOODY BIOMASS PLASMA GASIFICATION DIFFERENT
HUMIDITY
Галеев Т.Х., аспирант
Садртдинов А.Р., к.т.н. доцент
ФГБОУ ВПО «Казанский национальный исследовательский
технологический университет»
г. Казань, Россия
DOI: 10.12737/3976
Аннотация: Рассмотрена технология
плазменной газификации
древесной биомассы с целью получения сырья - синтез газа для химической
промышленности. Приведены результаты исследований переработки
293
древесной биомассы различной влажности методом плазменной газификации.
Дан сравнительный анализ полученного синтез газа.
Summary: The technology of plasma gasification of woody biomass to
produce raw materials - synthesis gas for the chemical industry. The results of
studies of various processing woody biomass moisture by plasma gasification. A
comparative analysis of the produced synthesis gas.
Ключевые слова: древесная биомасса, плазменная газификация, синтезгаз, каталитический синтез, метанол.
Keywords: woody biomass plasma gasification, synthesis gas, the catalyst
synthesis, methanol.
Проблема плазменной переработки древесной биомассы в сырье для
химической промышленности заключается в острой необходимости разработки
эффективной технологии процесса и оборудования для ее осуществления [2].
Для решения данной задачи необходима разработка научно-обоснованных
технологических решений по классификации и подготовке древесной
биомассы к переработке и внедрить данный опыт в технологические процессы
лесопромышленного комплекса.
В данной работе приведены результаты экспериментальных
исследований плазменной газификации древесной биомассы различной
влажности с целю изучения ее влияния на получаемый продукт - синтез газ и
возможности его дальнейшего использования для синтеза моторных топлив метанола. Получение пригодного для синтеза метанола синтез газа, является
сложной задачей, т.к. в исходном газе соотношение водорода к окиси углерода
(Н2:СО) должно составлять 2:1, в соответствии с реакцией [1]:
СО+2Н2=CH3OH
(1)
Для определения наилучшего компонентного состава синтез газа для
дальнейшего синтеза, проведено экспериментальное исследование по
плазменной газификации древесной биомассы различной влажности
результаты которого приведены на рис. 1.
294
Рис. 1. Влияние влажности биомассы на компонентный состав синтез газа.
Исследование проводилось с двумя вариантами загрузки биомассы: с
влажностью в интервале 18-22% и 37-42%. В качестве газифицирующего
агента была использована паро-воздушная плазма, полученная в плазматроне
переменного тока.
Исходя из результатов приведенных на рис.1 видно, что соотношение
Н2:СО при переработке биомассы влажностью около 40 % выше чем при
переработке древесины с низкой влажностью. Это объясняется разложением
большего количества влаги в материале на Н2 и О2, но в тоже время приводит к
относительному увеличению СО2 вследствие участия высвобожденного
кислорода в реакциях[2]. Данные результаты показывают возможную
эффективность применения плазменной газификации для переработки влажной
древесной биомассы.
На данный момент, применение электроплазменной технологии для
переработки древесной биомассы, позволяет провести газификацию с
получением высококалорийного синтез газа и дальнейшем применением его в
химической промышленности. Полученный синтез-газ в плазменном
газификаторе содержит высокий процент Н2 и СО, что позволяет определить
его как качественное сырье для получения химических производств.
Библиографический список
1. Поздеев А.Г. Современный метод получения метанола из древесных
отходов / А.Г. Поздеев, А.Р. Садртдинов, Т.Х. Галеев // Вестник
Казанского технологического университета. 2013.-№20.160-162.
2. Чередниченко В.С. Плазменные электротехнологические установки /
В.С. Чередниченко, А.С. Аньшаков, М.Г. Кузьмин - Новосибирск: Изд-во
НГТУ, 2005.
295
УДК 674.04
ПЛИТЫ ДЛЯ ПОЛА ИЗ ДРЕВЕСНО-ПОЛИМЕРНОГО КОМПОЗИТА
FLOOR SLABS OF WOOD-POLYMER COMPOSITE
Галиев И.М., аспирант
ФГБОУ ВПО «Казанский национальный исследовательский технологический
университет»
г. Казань, Россия
DOI: 10.12737/3977
Аннотация: представлена технология получения половых плит на основе
полимерного связующего и древесных частиц, приведены результаты
исследования предела прочности на изгиб
Summary: presented technology for producing floor slabs based on a
polymeric binder and wood particles, the results of research flexural strength
Ключевые слова: древесина, композиционный материал, полимер,
смешение, предел прочности на изгиб, прессование.
Keywords: wood, composite material, polymer, mixing, flexural strength,
pressing.
В области переработки древесины известна технология разработки
композиционных материалов. Отрасль возникла в связи с необходимостью
расширения областей использования древесины, а также стремлением
максимально использовать отходы деревообработки. Проблемам исследования
свойств древесины как древесного наполнителя в производстве
композиционных материалов посвящены многие работы зарубежных и
отечественных ученых. При этом сравнительно новым направлением развития
рынка древесно-наполненных композиционных материалов является
производство напольных покрытий на основе древесных частиц и полимерной
матрицы [1].
В КНИТУ разработана линия для производства и исследования свойств
древесно-полимерных композитов, в частности половых плит на основе
отходов деревообработки и лесопиления. Плиты состоят из поверхностного и
внутреннего слоя. Поверхностный слой плит состоит из древесной муки,
полипропилена (ПП), модификатора ударной прочности, и целевых добавок.
Внутренний слой плит включает древесные опилки размером до 10 мм и
вторичный термопластичный полимер. Наиболее подходящим способом
производства является метод прессования.
Технология изготовления половой плиты заключается в следующем.
Заполнитель для внутреннего и поверхностного слоя в виде древесных частиц
296
высушивают до влажности 1%, затем смешивают с вторичным
термопластичным полимером для внутреннего слоя и полипропиленом для
поверхностного слоя. Полученный компаунд отправляют в пресс. Вначале
формируют внутренний слой, на него наслаивают поверхностный слой, далее
происходит формирование половой плиты из внутреннего и поверхностного
слоев [2].
Данная технология позволяет сохранить положительный экономический
эффект, не ухудшая физико-механических, эксплуатационных свойств и
сохранить высокую атмосферную устойчивость получаемого материала.
Наличие внутреннего слоя значительно уменьшает конечную стоимость
изделия по сравнению с конкурирующими в этом сегменте рынка
материалами. Это достигается за счет более дешевого заполнителя и
связующего, в виде отходов лесопиления, деревообрабатывающей
промышленности и переработки вторичного термопластичного полимера [3].
Представлены результаты предела прочности на изгиб половых плит на
основе древесных частиц и полимера.
Таблица 1 – Показатели предела прочности на изгиб
№
пример
а
1
2
3
Поверхностный слой
ПП,
%
древесна
я мука,
%
15
20
25
80
75
70
модификато
р ударной
прочности,
%
3
2
1
Внутренний слой
краситель,
%
2
3
4
вторичны
й
полиэтиле
н, %
20
25
30
древесные
опилки, %
80
75
70
предел
прочност
и при
изгибе,
МПа, %
23
32
38
Основываясь на полученные данные, строим графики зависимости (рис 1):
Рис. – 1 Изменение предела прочности на изгиб половой плиты в
зависимости от содержания древесного наполнителя
где, С – содержание древесных частиц в изделии.
297
В данной работе приведена технология изготовления половой плиты,
представлены результаты исследования предела прочности на изгиб в
зависимости от содержания древесных частиц в изделии.
Библиографический список
1. Д.Ф. Зиатдинова, Р.Г. Сафин, Н.Ф. Тимербаев, Л.И. Левашко, Вестник
казанского технологического университета, 18, 69-75, (2011).
2. Р.Г. Сафин, Г.И. Игнатьева, И.М. Галиев, Вестник казанского
технологического университета, 2, 87-88, (2013).
3. Р.Г. Сафин, Н.Ф. Тимербаев, В.В. Степанов, Э.Р. Хайруллина, Вестник
казанского технологического университета, 11, 90-92, (2012).
УДК 630*363.7
ТАРИРОВАНИЕ ТЕНЗОРЕЗИСТИВНЫХ ДАТЧИКОВ
ДЛЯ ОПРЕДЕЛЕНИЯ КРУТЯЩЕГО МОМЕНТА
ПРИВОДА РУБИЛЬНОЙ УСТАНОВКИ
CALIBRATION STRAIN GAUGES TO DETERMINE
THE DRIVE TORQUE CHIPPER MODULE
Германович А.О., аспирант
УО «Белорусский государственный технологический университет»
г. Минск, Республика Беларусь
DOI: 10.12737/3978
Аннотация: измельчение древесинного сырья в щепу - сложный
процесс, зависящий от различных факторов. Изучение процесса измельчения
усложняется не только из-за наличия большого числа этих факторов, но и в
связи с возможностью многочисленных их сочетаний. В качестве критерия,
определяющего степень и характер влияния этих факторов на процесс
измельчения, выступает крутящий момент привода рубильной установки.
Summary: Grinding of raw wood into chips is a complex process depending
on various factors. Study of a grinding process is complicated not only because of a
large number of these factors, but also because of the possibility of many
combinations. The drive torque chipper module can be considered to be one of the
criterion determining the extent and nature of these factors influence on the grinding
process.
Ключевые слова: измельчение, крутящий момент, рубильная машина,
щепа.
Keywords: shredding, torque, chipper, wood chips.
298
Переработка отходов лесозаготовок при помощи мобильных рубильных
машин является одной из наиболее доступных и в то же время эффективных
технологий переработки древесины на топливную щепу [1]. Из перечня
технических средств, используемых в цепочке производства топливной щепы,
рубильная машина является наиболее энергоемкой, сложной и дорогостоящей.
В ходе проведения испытаний экспериментального образца мобильной
рубильной машины Амкодор 2904 был произведен замер крутящего момента
привода рубильной установки.
Определение крутящего момента привода рубильной установки
производилось при помощи наклеенных по мостовой схеме на
предварительно подготовленный участок карданного вала (рисунок 1)
тензорезистивных датчиков 1. Сигнал разбаланса тензомоста усиливался
усилителем передатчика 2 и поступал на вход преобразователя передатчика,
где преобразовывался в модулированные импульсы. Через конденсатор
связи, образованный антеннами передатчика 3 и приемника,
модулированные импульсы поступали на вход предварительного усилителя
приемник, выход которого подключен к преобразователю. Преобразователь
осуществлял обратное преобразование модулированных импульсов в
аналоговый сигнал, который поступал на выход приемника, а затем на вход
восьмиканального многофункционального измерительного комплекса
Spider-8.
3
2
1
Рисунок 1 – Карданный вал с тензомостом
1 – тензорезистивный датчик; 2 - передатчик; 3 – антенна
299
Одновременно с определением крутящего момента регистрировалась
угловая скорость вращения рубильного барабана, это осуществлялось при
помощи датчика частоты вращения (датчик положения индуктивный
ВБ2.18М.80.5.2.1.Z)
подключенного
к
многофункциональному
измерительному комплексу Spider-8.
Регистрируемые величины записывались на жесткий диск компьютера и
сопровождалась графической визуализацией процесса. Программное
обеспечение Catman, установленное на портативном компьютере позволяло
осуществлять проверку работоспособности датчиков и усилительных каналов,
просматривать и проводить предварительную обработку полученных
результатов.
Использованное при проведении экспериментальных исследований
оборудование прошло предварительную поверку. Тарировка тензорезистивных
датчиков производилась согласно ГОСТ 21616-91. Все тензорезистивные
датчики принадлежали одной партии. Датчики для тарирования отбирались
согласно ГОСТ 18321-73 количеством 5% от их общего числа.
Тарировка тензомоста производилось при помощи специализированного
стенда СТ-1 (рисунок 2) и динамометра ДОСМ 3-1 (динамометр образцовый
переносной серии 3-го разряда) 1 (рисунок 2) в стендовом зале ИЦИДМ завода
«Дормаш» ОАО «Амкодор» -управляющая компания холдинга».
Карданный вал 2, передающий крутящий момент от двигателя к
рубильному барабану, демонтировался с рубильной машины для наклеивания
тензорезистивных датчиков и закрепления передатчика, батареи, антенны.
Тензорезистивные датчики приклеивались при помощи этилцианакрилатого
клея на предварительно подготовленную поверхность карданного вала.
300
2
7
5
1
6
4
7
1
3
6
2
Рисунок 2 – Стенд СТ-1
1 – динамометр ДОСМ 3-1; 2 - карданный вал; 3 – поворотной цапфы; 4 –
рукоять вращения поворотной цапфы; 5 - рычаг; 6 – многофункциональный
измерительный комплекс Spider-8; 7 – портативный персональный компьютер
Карданный вал с тензомостом закреплялся на специализированном
стенде СТ-1. Один конец вала фиксировался жестко, а второй имел степень
подвижность относительно его продольной оси вращения, что позволяло
нагрузить карданный вал. Вращение поворотной цапфы 3 стенда, соединенной
с карданным валом, осуществлялось посредством зубчатых передач стенда
путем вращения рукояти 4, тем самым осуществлялось приложение нагрузки к
301
карданному валу. Часть поворотной цапфы станка была соединена с
динамометром ДОСМ 3-1 посредством рычага 5 длиной равной одному метру,
который нагружался по схеме чистого изгиба (ГОСТ 8.543-86). Нагружение
производилось в соответствии с нагрузочной таблицей с шагом нагружения
равным 294 Н (30 кг). Эталонные значения крутящих моментов определялись
по показаниям динамометра ДОСМ 3-1. Одновременно осуществлялось снятие
показаний тензомоста карданного вала при помощи восьмиканального
многофункционального измерительного комплекса Spider-8 6 и программного
обеспечения Catman, установленное на портативном компьютере 7. Был
определен тарировочный коэффициент и регрессионная зависимость
изменения напряжения от прикладываемой нагрузки (рисунок 3).
Mк,
Нм
U, В
Рисунок 3 – Регрессионная зависимость изменения напряжения от
прикладываемой нагрузки
Непосредственно перед замером крутящего момента в производственных
условиях карданный вал устанавливался в изначальное положение на
рубильную машину и все измерительное оборудование проходило проверку
работоспособности.
В результате тарирования тензорезистивных датчиков был определен
тарировочный коэффициент и регрессионная зависимость изменения
напряжения от прикладываемой нагрузки (крутящего момента), которая
позволила получать, в процессе проведения эксперимента, значения крутящего
момента привода рубильной установки.
302
Библиографический список
1. Федоренчик, А. С. Энергетическое использование низкокачественной
древесины и древесных отходов / А. С. Федоренчик, А. В. Ледницкий. –
Минск: БГТУ, 2010. – 446 с.
УДК 674
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ
ПРОИЗВОДСТВА ПИЛОМАТЕРИАЛОВ
IMPROVEMENT OF TECHNOLOGICAL PREPARATION OF PRODUCTION
OF TIMBER
Глотова Т.И., к.т.н., доцент
Глотов А.Г., студент
Карпейкин А.А., студент
ФГБОУ ВПО «Брянская государственная инженерно-технологическая
академия»
DOI: 10.12737/3979
Аннотация: Рассмотрены вопросы по разработке методики расчета
поставов по круговому способу раскроя крупномерных бревен содержащих
ядровую гниль.
Summary: Considered questions on development of the methods of the
calculation of the installing the saws on circular way reveal;open tree of the big
diameter, containing mildew
Ключевые слова: качество, крупномерные бревна, постав, раскрой.
Keywords: Quality, tree, installing the saws , sawing.
Рациональное
использование пиловочного сырья в значительной
степени связано с тщательной технологической подготовкой производства,
которая включает в себя выбор способа раскроя сырья и выбор оборудования,
обеспечивающего раскрой по предлагаемому способу.
Ленточнопильные станки позволяют повысить качество получаемых
пиломатериалов за счет применения индивидуального раскроя по круговому
способу раскроя. Как правило, постава для данного раскроя рассчитываются
так же как по брусоворазвальному способу раскроя.
Целью работы является разработка методики расчета поставов по
круговому способу раскроя крупномерных бревен содержащих ядровую гниль
и определение влияния на объемный и качественный выход пиломатериалов
размера и способа вырезки порока.
Анализ литературных источников показал [1], что в крупномерных
303
бревнах наиболее часто встречается гниль не превышающая 1/3 диаметра
торца на который она выходит.
Предлагаемая методика расчета основывается на получении гнильной
вырезки не превышающей размер порока и с учетом поворота бревна на 900 и
1800 при его базировании. Первоначально раскрой бревна идет параллельно
его оси. Схема раскроя представлена на рисунке 1 а. Расчет постава
производится от центра к периферии, а раскрой в обратном направлении.
Местоположение доски в поставе определяет расход ширины постава Е,
как расстояние между пропилом и линией предполагаемого симметричного
пропила (рисунок 1а). Расход ширины постава для первой после гнили доски
определяется
Е Г 2(t1 y1 ) .
(1)
а
б
в
d – диаметр бревна в вершине, мм; Г – гниль, мм; t+y – толщина доски с
усушкой, мм; p - толщина пропила, мм; bст+y – ширина доски с усушкой, мм;
А1 – меньшая пласть трехкантного бруса, мм
Рисунок 1 – Схема раскроя при круговом способе
Для всех остальных досок расход ширины Ei, мм, определяется по
формуле
Е i E (i 1) 2 (t i y i ) ,
(2)
где Е(i-1) – расход ширины постава для предыдущей доски, мм.
Далее расчетная ширина досок и их длина определяется по традиционной
методике расчета поставов.
При повороте бревна на 90° оставшуюся часть укладывают на
пропиленную пласть (рисунок 1б).
Как и для первого прохода, для первой доски после гнили расход ширины
определяется по формуле (1) и далее по формуле (2).
Если расход ширины не превышает критический, то ширина доски Вр, мм,
304
определяется по вершинному диаметру по формуле
(d 2 Е 2 ) Г
,
Вр
2
(3)
Ширину
доски,
полученную
по
расчету,
округляют
до
спецификационной и определяют объем доски, и объемный выход.
Для досок, у которых расход больше критического, ширина определяется
по формуле (4), а рассчитывается как
Вр
(0,577 D 2 E 2 ) Г
,
2
(4)
где D – диаметр в комле, мм.
Длина укороченных досок l, м, определяется по формуле
2
2
Г
Е
2 (вст у ) d
2
2
l L
,
c
(5)
Расчет постава при повороте оставшейся части бревна на 90°
производится аналогично рассмотренному выше расчету.
Расчет постава при раскрое трехкантного бруса (рисунок 1в)
производится по схеме:
1)
из спецификационных толщин выбирают доски, у которых
толщина (t1 + у) больше или равна диаметру гнили;
2)
затем из досок, у которых спецификационная ширина совпадает с
толщиной бруса (вст + у), мм, составляют схему раскроя;
3)
определяют меньшую пласть А1, мм, бруса
2
Г
А1 d ((вст у ) 2 ,
2
2
(6)
4) определяют количество досок n, вписываемых в пласть бруса А
Г
A1
2
n
,
t y
(7)
5) для толстых досок определяют расход ширины постава Ет, мм
ЕТ (t у ) n (n 1) Г .
(8)
Ширина досок, у которых расход ширины не превосходит ширину
пласти, равна толщине трехкантного бруса. Когда ширина постава становится
больше ширины пласти бруса, то ширину доски определяют по формуле
305
(4,5,6), а длину по формуле (7 и 8).
По разработанной методике были составлены и рассчитаны поставы. При
вырезке гнили 1/3d объемный выход составил 49%, при вырезке 0,7d объемный
выход равен 35,4%.
Библиографический список
1. Боровиков А.М. Качество пиломатериалов/ А.М. Боровиков. – М.: Лесн.
пром-сть, 1990. – 256 с.
УДК 691.34:539.422
О СОВЕРШЕНСТВОВАНИИ РЕСУРСОСБЕРЕГАЮЩИХ
ТЕХНОЛОГИЙ ИСПОЛЬЗОВАНИЯ ДРЕВЕСНОГО СЫРЬЯ
ON THE IMPROVEMENT OF RESOURCE-SAVING TECHNOLOGIES OF
WOOD PROCESSING
Горбачева Наталья Андреевна, студентка,
ФГБОУ ВПО «Петрозаводский государственный университет»,
г. Петрозаводск, Россия
N.A. Gorbacheva
Petrozavodsk State University, Petrozavodsk, Russia
DOI: 10.12737/3980
Аннотация: Приведен краткий обзор новых технических решений и
методик численного моделирования, ориентированных на совершенствование
технологий использования древесного сырья.
Summary: A brief review of new technical solutions and methods of
numerical simulation focused on improving technology of wood processing.
Ключевые слова: рациональное природопользование, отходы
переработки древесины.
Keywords: environmental management, waste wood processing.
Предприятия лесопромышленного комплекса закономерно сталкиваются
с проблемой рационального использования отходов, к которым, в частности,
относятся: порубочные остатки при заготовке круглых лесоматериалов; кора и
некондиционная измельченная древесина в производстве щепы; опилки и
стружка в лесопилении и деревообработке [1]. Полностью исключить потери
сырья практически невозможно. Поэтому необходимы ресурсосберегающие
технологии использования отходов для выпуска других видов продукции [1–
10].
В статье [4] рассмотрена техническая возможность использования
306
отходов переработки древесной зелени сосны обыкновенной в качестве сырья
для изготовления теплоизоляционных плит (патенты РФ 138680 и 138701).
В лесопильном производстве количество опилок составляет примерно
10 % от объема распиливаемых лесоматериалов. В строгальных цехах отходы в
виде стружки могут достигать 20 % от объема поступающих пиломатериалов.
Рациональное использование смеси опилок и стружки как основы древесноцементных материалов (аналогов арболита) рассмотрено в статье [2].
Применение новых добавок позволяет повысить прочность древесноцементных материалов [6]. Применение результатов прикладных исследований
современных древесно-цементных материалов позволяет реализовать их
преимущества: малая плотность (450-900 кг/м.куб.), соответствие высоким
экологическим требованиям, хорошая звукоизоляция, огнестойкость,
устойчивость к динамическим воздействиям, технологическая совместимость с
отделочных материалами. Древесно-цементные материалы могут быть
конструкционными (т.е. обладать достаточно высокой прочностью, например,
5 МПа) и теплоизоляционными (т.е. иметь низкую теплопроводность).
Организация производства таких материалов также способствует решению
проблемы утилизации отходов лесопильных цехов.
Однако появляющиеся в этой связи задачи требуют продолжения
исследований таких вопросов, как: влияние минеральных добавок на
анизотропию механических свойств; оценка технической возможности и
экономической целесообразности применения наномодификаторов древесноцементных композиций (например, нанопорошка шунгита). Решение
названных задач позволит внести вклад в решение проблем рационального
использования древесного сырья.
Работа выполнена при поддержке Программы стратегического
развития ПетрГУ в рамках реализации комплекса мероприятий по развитию
научно-исследовательской деятельности на 2012-2016 гг.
Библиографический список
11. Андреев А.А. Ресурсосбережение и использование отходов заготовки
и переработки древесного сырья // Фундаментальные и прикладные
исследования: проблемы и результаты.
12. Андреев А.А., Васильев С.Б., Колесников Г.Н., Сюнёв В.С.
Влияние новой полимерно-минеральной добавки на прочность древесноцементного материала для малоэтажного строительства // Сборник научных
трудов по материалам международной заочной научно-практической
конференции: Актуальные направления научных исследований XXI века:
теория и практика. 2014. № 2-2 (7-2). С. 292-296.
13. Девятникова Л.А. Потенциал ресурсосбережения в технологии
подготовки круглых лесоматериалов к переработке на щепу //
307
Политематический сетевой электронный научный журнал Кубанского
государственного аграрного университета. 2013. Т. 88. № 88-88 (04). С. 188206.
14. Зайцева М.И., Никонова Ю.В. Возможности использования отходов
как компонента строительных материалов в республике Карелия // В сборнике:
деревянное малоэтажное домостроение: экономика, архитектура и
ресурсосберегающие
технологии:
Сборник
статей
по
материалам
международной
научно-практической
конференции.
Петрозаводский
государственный университет. Петрозаводск, 2013. С. 30-36.
15. Зайцева М.И., Робонен Е.В., Чернобровкина Н.П., Колесников Г.Н.
Утилизация отходов переработки хвои сосны обыкновенной // В сборнике:
Деревянное малоэтажное домостроение: экономика, архитектура и
ресурсосберегающие
технологии:
Сборник
статей
по
материалам
международной
научно-практической
конференции.
Петрозаводский
государственный университет. Петрозаводск, 2013. С. 25-30.
16. Колесников Н.Г. Разработка методики оценки социальноэкономической эффективности использования местных ресурсов в регионе //
Диссертация на соискание ученой степени кандидата экономических наук /
Петрозаводск, 2001. 155 с.
17. Лукутцова Н.П., Горностаева Е.Ю., Карпиков Е.Г. Древесноцементные композиции с минеральными микронаполнителями // Вестник
БГТУ им. В.Г. Шухова. Белгород, 2011. №3. С. 21-23.
18. Наназашвили И.Х. Строительные материалы из древесно-цементной
композиции // Л.: Стройиздат, 1990. 415 с.
19. Пошарников Ф.В., Филичкина М.В. Анализ структуры смеси для
опилкобетона на основании многофакторного планирования эксперимента //
Вестник Московского государственного университета леса - Лесной вестник.
2010. № 1. С. 111-114.
20. Титова С.А., Андреев А.А., Копарев В.С. Некоторые закономерности
влияния крупности древесных частиц на теплопроводность, плотность и
прочность щепоцементных блоков для малоэтажного строительства // В
сборнике: Деревянное малоэтажное домостроение: экономика, архитектура и
ресурсосберегающие
технологии:
Сборник
статей
по
материалам
международной
научно-практической
конференции.
Петрозаводский
государственный университет. Петрозаводск, 2013. С. 65-70.
21. Цепаев В.А., Один А.И. Длительная прочность арболита с учетом
анизотропии строения // Приволжский научный журнал. 2007. № 1. С. 51-56.
308
УДК674.048
МЕТОД УСКОРЕННОЙ ИМПРЕГНАЦИИ ДРЕВЕСИНЫ
METHOD OF FAST OF IMPREGNATION WOOD
Грошиков В.В.
Овсянников С.И., канд. техн. наук, доц.
Харьковский национальный технический университет сельского хозяйства
имени Петра Василенко
г. Харьков, Украина
DOI: 10.12737/3981
Аннотация: Предложен метод увеличения импрегнации древесины
путем применения импульсного давления раствора. Время импрегнации
сокращается на 20-50%.
Summary: The method of increase of impregnation of wood through the use
of pulse pressure of a solution. Time of impregnation is reduced by 20-50%.
Ключевые слова: импрегнация древесины, скорость пропитки,
импульсное давление.
Keywords: impregnation of wood, speed impregnation, the pulse pressure.
Древесина в процессе эксплуатации на открытом воздухе и при контакте
с влажной почвой подвергается быстрому разрушению грибками и гнилью.
Древесина является горючим материалом и нуждается в защите от огня. Также
древесина поражается древесными насекомыми, личинки которых разрушают
древесину и уменьшают ее прочность. Способ защиты древесных материалов
от досрочного старения, повреждения вредными насекомыми и грибками,
придание дополнительных свойств, например влагоизоляция, пожаростойкость
и эстетически внешний вид, называется импрегнацией древесины.
Для импрегнации применяют антисептики и антипирены. Известны такие
способы проведения импрегнации: поверхностное нанесение, пропитка
(погружение), чередование вакуума и избыточного давления. Под действием
атмосферного давления пропитка осуществляется на небольшую глубину.
Анализ существующих методов импрегнации показал, что глубина пропитки в
лучшем случае не превышает толщины заболони, ядровая часть почти не
подвергается пропитке.
В результате проведенных исследований установлено, что время
пропитки путем чередования вакуум–давление составляет не менее 200-300
мин/цикл, что значительно снижает производительность оборудования. При
температуре ниже 40°С увеличения скорости пропитки не происходит, при
нагреве до 75°С – скорость пропитки увеличивается до 35%. С увеличением
309
давления до 0,5 МПа качество пропитки удовлетворительно, при последующем
увеличении давления происходит разрушение структуры древесины. Скорость
просачивания зависит от размеров капилляр и их проницаемости. Жидкость, в
первую очередь, перемещается по радиальным каналам, а затем переходит от
них к продольным.
Со временем при тех же условиях скорость поглощения раствора
замедляется. Это дает основания сделать вывод, что в процессе пропитки в
капиллярах образуются препятствия в виде заторов в местах расположения
клапанов сосудов, снижающие скорость проникновения жидкости. Для
продавливания
образовавшихся
заторов
предлагается
создавать
дополнительное избыточное давление в виде кратковременных импульсов.
Применение данного метода предположительно позволит сократить
время импрегеиции на 20-50%.
Библиографический список
1. ГОСТ 10950-78. Пиломатериалы и заготовки. Антисептирование
способом погружения. – М.: ИПК Изд-во стандартов, 1979.
2. ГОСТ 20022.14-84. Защита древесины. Методы определения пред
пропиточной влажности. – М.: ИПК Изд-во стандартов, 1985.
3. Белей П. В. Руководящие технические материалы из технологии камерного
сушения пиломатериалов. / Белей П.В., Соколовский І.А., Павлюст В.М.,
Кунинець Є.П. -Ужгород: Карпаты, 2010. -140с.
4. Белей П.В. Сушение древесины: Учебное пособие. / П.В.Белей, В. М.
Павлюст - Львов: Лига-пресс, 2003. - 240 с. Серговский П. С.
Гидротермическая обработка и консервирование древесины. / П. С.
Серговский, А. И Расев: Учебник для вузов. - 4-е изд., перераб. и доп. - М.:
Лесн. пром-ть, 1987. - 360 с.
5. Уголев Б. Н. Древесиноведение и лесное товароведение./ Б. Н. Уголев
– М: МГУЛ, 2007. –390с.
6. Защита древесины «Сенеж» (антисептики) [Электронный ресурс]:
Режим доступу http://drevstroy.com.ua
310
УДК 630*323.4
ПОЭТАПНАЯ ОПТИМИЗАЦИИ РАСКРЯЖЕВКИ ХЛЫСТОВ ПРИ
ЛЕСОЗАГОТОВКАХ В МАЛОЛЕСНЫХ РАЙОНАХ
PHASED OPTIMIZATION BUCKING OF STEMS WHEN LOGGING IN
SPARSELY WOODED AREAS
Гудков А.Ю., к.т.н., доцент
Свиридов В.Г., к.т.н., доцент
Серебрянский А.И., к.т.н., доцент
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3982
Аннотация: достоинством предлагаемого подхода являются полная
формализация вычислительного процесса, что позволяет его легко
автоматизировать. Использование безусловного и условного критериев
предпочтения при выборе рациональных схем раскроя, позволит оценить
любое количество вариантов раскроя хлыста.
Summary: the advantage of the proposed approach are full formalization of
the computing process, which makes it easy to automate. The use of conditional and
unconditional preference criteria when choosing rational schemes cutting, will
evaluate any number of options cutting whip.
Ключевые слова: модель, кривизна, функция, раскряжевка, критерии
оптимальности, образующая ствола, матрица.
Keywords: model, curvature, function, bucking, criteria of optimality,
forming a barrel, the matrix.
Современная рыночная экономика предъявляет новые требования к
развитию научно-технического прогресса и составной его части –
автоматизации проектирования технологических процессов, основанной на
создании ресурсосберегающих, малоотходных технологий.
Интенсивное лесопользование в малолесных районах России
(Европейская часть), где сосредотачивается до 70% предприятий лесного
комплекса, привело к сокращению запасов спелых лесов. Уменьшение
концентрированных сплошнолесосечных рубок создает определенный дефицит
качественного сырья в этих районах. Обеспечить потребителей древесиной без
существенного увеличения объемов лесозаготовок возможно за счет обработки
сырья от рубок ухода характерных для малолесных районов, а в лесах IIгруппы возможно и главных.
311
Доля древесного сырья от прореживаний и проходных рубок составляет
35…40% от общего объема рубок промежуточного пользования и отличается
небольшими объемами хлыста. Возможность полного использования такого
вида сырья в деревообрабатывающих цехах определяется качеством раскроя
хлыстов на круглые лесоматериалы, то есть получением максимального
количества деловых сортиментов наивысшего качества при обязательном
выполнении сортиментной программы.
Для обеспечения повышенного выхода качественных деловых
сортиментов, хлысты должны раскряжевываться индивидуально. Однако в
этом случае резко возрастает количество варьируемых параметров.
Обуславливается это прежде всего большим количеством размернокачественных параметров хлыста, которое необходимо учитывать оператору в
процессе раскряжевки. В этой связи он не в состоянии из многих возможных
вариантов раскроя хлыста выбрать наилучший, что приводит к снижению
выхода деловых сортиментов и к увеличению отходов. Для достижения
необходимой производительности оператор тратит много времени на
непосредственное управление механизмами и его не остается на анализ и
подготовку хлыста к раскряжевке. Однако такой анализ размернокачественных характеристик хлыста необходим для выбора оптимальной
схемы раскроя.
Таким образом, актуальными становятся задачи по разработке
оптимальных схем раскроя малообъемной древесины во всем пространстве
варьируемых параметров и критериальных условий. Решение данной задачи с
применением
регулярных
методов
линейного
и
нелинейного
программирования затруднительно, так как математический аппарат этих
методов рассчитан на ограниченное число варьируемых параметров, а при их
увеличении требует значительных допущений и упрощений, обусловленных
трудоемкостью вычислений. В данном случае допустимые решения и пределы
изменения каждого параметра лежат в области конечных множеств, которые
являются дискретными и замкнутыми. Поэтому учесть конечное множество
параметров при оптимизации процесса раскряжевки хлыстов возможно только
с привлечением дискретного программирования, реализующего теорию
множеств. При этом применяется математическая теория отношений как
составная часть теории множеств. Совокупность отношений можно
представить матрицей, которая является аналитическим отображением графа.
Связь графа и матрицы в виде бинарных отношений позволяет перевести
особенности процесса раскряжевки на язык чисел. Граф, сохраняя всю
наглядность и содержательность отображаемого им объекта, позволяет строить
312
формальные алгоритмы преобразований и при использовании своих
матричных эквивалентов легко обрабатывается на ЭВМ [1].
В процессе оптимизации технологии раскроя хлыстов решается задача
поиска оптимального покрытия одного множества другим относительно
выбранных критериев, то есть находится минимальное покрытие графа. Выбор
оптимальной схемы раскроя производится последовательно в несколько
этапов, с введением на каждом этапе соответствующих критериев и бинарных
отношений между множествами. Задачей первого этапа является
формирование исходных данных посредством упорядоченного кортежа
состояний поверхностей хлыста и получаемых круглых лесоматериалов. Для
этого по принципу проектирования типовых технологических процессов,
производится классификация изделий, т.е. круглых лесоматериалов. Классы
делятся на группы в соответствии с возрастающей степенью подобия между
значениями параметров поверхностей сырья и изделий. В итоге получается
достаточно большое количество групп для каждой из которых
разрабатываются свои схемы раскроя.
На втором этапе выбираются допустимые варианты раскроя на
множестве параметров сырья и изделий, параметров технологического
оборудования и показателей эффективности. При этом число показателей не
ограничивается. Задачею третьего этапа является многокритериальная
оптимизация процесса раскряжевки. На основе системы безусловного и
условного критериев предпочтения с помощью метода информационного
поиска выбирается оптимальный вариант схемы раскроя хлыста на круглые
лесоматериалы.
Достоинством предлагаемого подхода являются: полная формализация
вычислительного процесса, что позволяет его легко автоматизировать;
ускоренный поиск по любому количеству и сочетанию природнопроизводственных факторов.
Библиографический список
1.
Гудков, А. Ю. Теоретическое обоснование формы маломерных
хлыстов [Текст] / А. Ю. Гудков // Повышение эффективности лесозаготовок
малолесных районов России : межвузовский сборник научных трудов по
материалам Международной конференции, Воронеж, 23-25 октября 2001 г. /
ВГЛТА. - Воронеж, 2002 . - С. 78-80.
313
УДК 630*323.4
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ФОРМЫ ХЛЫСТОВ
ИМЕЮЩИХ КРИВИЗНУ ДЛЯ РЕШЕНИЯ МНОГОКРИТЕРИАЛЬНЫХ
ЗАДАЧ РАСКРЯЖЕВКИ
MATHEMATICAL MODELING OF THE FORMS OF WHIPS HAVING
CURVATURE FOR SOLVING MULTICRITERIA PROBLEMS BUCKING
Гудков А.Ю., к.т.н., доцент
Свиридов В.Г., к.т.н., доцент
Серебрянский А.И., к.т.н., доцент
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3983
Аннотация: объектами исследования в данной работе являются
древесные хлысты, поступающие в раскряжевку и имеющие порок формы
ствола, называемый кривизной. Исследования направлены на отыскание
оптимальной схемы раскроя хлыста при заданных критериях оптимальности.
Summary: the objects of study in this paper are wood sticks, entering bucking
and having a defect form of a trunk called curvature. The research is aimed at finding
the optimal scheme of cutting whip given optimality criteria.
Ключевые слова: модель, кривизна, функция, раскряжевка, критерии
оптимальности, образующая ствола, матрица.
Keywords: model, curvature, function, bucking, criteria of optimality,
forming a barrel, the matrix.
Подавляющее большинство предприятий лесного хозяйства расположены
далеко от перерабатывающих комбинатов и имеют небольшие объемы
лесозаготовок от рубок ухода. Все эти предприятия имеют небольшие
мощности лесопиления реализуя свою продукцию в виде круглого леса,
пиломатериалов, столярных изделий. Принятые технологии переработки
стволовой древесины на этих предприятиях сопровождаются значительными
объемами отходов, что ведет к безвозвратным потерям стволовой древесины,
которые достигают 35-40%.
Повышение полезного выхода лесоматериалов необходимо искать в
усовершенствовании технологии их переработки. В связи с этим технологии
переработки стволовой древесины от рубок ухода должны обеспечить
наибольший выход высокоценных сортиментов круглого леса, которые и будут
являться сырьем для лесопиления и деревообработки. Эти пиловочные бревна
должны иметь наибольший цилиндрический объем древесины, что обеспечит
314
последующий наибольший выход пиломатериалов.
Основным источником сырья предприятий находящихся в малолесных районах
России является древесина, получаемая от рубок ухода. Основная масса сырья
это тонкомерные деревья, которые имеют большое количество пороков.
Поэтому, при дальнейшей переработке такого сырья возникает ряд трудностей
связанных с учетом сортообразующих пороков, которые оказывают влияние на
выход и качество получаемых сортиментов. Одним из таких сортообразующих
пороков формы ствола является кривизна. Кривизна оказывает
непосредственное влияние на выход сортиментов, их сортность, и дальнейшие
способы переработки связанные с технологическими параметрами
применяемого оборудования. Наибольшее влияние кривизна оказывает в
тонкомерных
хлыстах,
так
как
крупномерные
стволы
обычно
раскряжевываются на более короткие сортименты.
Раскрой хлыста на сортименты является одним из самых важных
технологических процессов по переработке древесины. От того, как раскроен
ствол, зависит дальнейшее использование древесины и выход конечной
продукции. Поэтому каждый ствол необходимо раскраивать наилучшим
образом, т.е. по оптимальной схеме.
Важным для решения данной задачи является построение образующих
тонкомерных хлыстов, имеющих кривизну. Наиболее достоверно образующую
древесных хлыстов удалось описать уравнением, предложенным профессором
Петровским В.С. [2].
,
(1)
где 2х – диаметр ствола на расстоянии l от комля; d0.5H – диаметр на половине
длины хлыста; H – длина хлыста. Функция f(l/H) может апроксимироваться
алгебраическим полиномом различной степени.
Очевидно, что это уравнение имеет большое преимущество в том, что оно
описывает форму древесных стволов независимо от возраста, бонитета,
полноты насаждений, в котором эти древесные стволы произрастают. Влияние
этих параметров на форму ствола не исчезает, оно целиком будет отражаться
на значениях срединного диаметра и значениях длины.
Однако при всех достоинствах данной модели в ней неучтено влияние
кривизны стволов. Кроме того, это подтверждается тем, что в природе не
существует абсолютно прямых стволов, их продольная ось больше
приближается к параболе, а не к прямой. Все это существенно снижает
конечные результаты моделирования процесса раскряжевки.
При использовании модели предлагаемой Петровским В.С. древесный ствол
315
рассматривается как тело вращения относительно центральной оси. В этом
случае не учитывается его кривизна, что снижает точность данной модели.
Выдвинем предположение, что для уточнения данной модели хлыста
необходимо принять отношение (l/H) (прямолинейных) как отношение длин
дуг (l/H) для хлыстов имеющих кривизну [1,3]/
С этой целью были рассмотрены ряд математических функций, которые
позволяют с той или иной степенью точности приблизится к реальному
поведению кривизны в природе и к хлысту как объекту раскряжевки. Для
получения полной математической модели необходимо задаться требуемыми
исходными данными, которые используются в реальных производственных
условиях, это требуемые параметры хлыстов среди которых:
o Высота дерева (длина хлыста) – H, м.;
o Срединный диаметр дерева (хлыста) – d0.5H, м;
o Положение стрелы прогиба по длине дерева (хлыста) – Lf, м;
o Стрела прогиба дерева (хлыста) – f, м;
В ходе статистических наблюдений было замечено, что простую
кривизну хлыста с переменным расположение стрелы прогиба достаточно
адекватно описывает участок кривой «строфоида» на промежутке [0;1],
которая в параметрической форме представлена зависимостью:
(2)
где: d – положение стрелы прогиба на оси Х
u – максимальное значение функции по оси Y
Изучение функции данного типа позволит выявить влияние кривизны
на объем и качество вырабатываемых лесоматериалов в любой точке длины
хлыста. При использовании данной функции появляется возможность более
полно воссоздать образующую хлыстов имеющих кривизну, что позволит
повысить выход полезного объема древесины в ходе решения задач
оптимизации раскряжевки.
Оптимизация раскроя лесоматериалов в традиционной постановке предлагает
применение аппарата линейного программирования. Исходными данными для
составления модели являются оценки объемно-качественного выхода
продукции при различных вариантах раскроя. Параллельно с этим возникает
задача определения оптимальных схем раскроя для заданного типоразмера. Эта
задача появляется, например, в случае, когда номенклатура выпускаемой
продукции задается не жестко и главное значение имеет оптимальное
316
использование сырья, что особенно важно для предприятий малолесных
районов. Также возможен вариант, когда предприятие заказывает сырье
определенных типоразмеров и необходимо знать способы его наилучшего
получения.
Подобная ситуация может возникнуть на предприятии, где не проводится
сортировка с требуемой дробностью и количество сырья каждого типоразмера
известно лишь приблизительно. В этом случае применение линейного
программирования невозможно и остается использовать стратегию подбора
оптимальной схемы для каждого типоразмера.
При большом ассортименте выпускаемой продукции выбор оптимальной
схемы превращается в сложную комбинаторную задачу, и необходимы методы,
не использующие стратегию полного перебора, то есть методы дискретного
программирования с формализацией исходной информации.
Основой методов формализованного описания является информация о
геометрии объекта и его состоянии. Наиболее удобным математическим
аппаратом здесь является теория бинарных отношений и теория матриц как
составная часть теории множеств.
Язык бинарных отношений позволяет сравнить по качественным признакам
любые объекты. Каждому типу качественной информации соответствует
определенный класс отношений. С их помощью можно описать разнообразные
типы соответствия между элементами множества и множествами. С помощью
бинарных отношений и с введением схем математического программирования
возможно описать любой механизм выбора, однако при этом исследуемый
объект необходимо представить в виде системы.
Система решения задачи задается семейством множеств и определяется как
собственное подмножество декартова произведения. Для перехода от общей
сложной системы к формализации геометрической модели выделяются два
возможных отношения. В первом случае под системой понимается
вероятностное отношение входных и выходных объектов системы. Во втором
случае отношение можно представить, как отношение множеств в
алгебраической системе. Из определения алгебраической системы следует, что
предметная область теории алгебраических систем есть множества с
определенными на них последовательностями операций и отношений.
Совокупность отношений можно представить матрицей, которая является
аналитическим отображением графа. Связь графа и матрицы в виде бинарных
отношений позволяет перевести особенности объекта описания на язык чисел.
Граф, сохраняя всю наглядность и содержательность отображаемого им
объекта, позволяет строить формальные алгоритмы преобразований и при
317
использовании своих матричных эквивалентов легко обрабатывается на ЭВМ.
Ограниченное количество параметров, которое снимается в производственных
условиях недостаточно и снижает точность модели, затрудняет дальнейший
процесс моделирования и приводит к большому числу упрощений и
допущений, а так же при ограниченном числе параметров заполнение матрицы
по исходным хлыстам затруднительно. Для заполнения всех ячеек матрицы
используется ранее рассмотренные уравнения образующих тонкомерных
хлыстов имеющих кривизну с определением местоположения максимальной
стрелы прогиба по длине хлыста.
Таким образом, использование приведенных выше положений позволит
повысить объемно-качественный выход сортиментов при раскряжевки
тонкомерных хлыстов имеющих кривизну и создать на их базе
ресурсосберегающую технологию первичной переработки древесины в
лесодефицитных районах страны.
Библиографический список
1. Гудков, А. Ю. Теоретическое обоснование формы маломерных
хлыстов [Текст] / А. Ю. Гудков // Повышение эффективности лесозаготовок
малолесных районов России : межвузовский сборник научных трудов по
материалам Международной конференции, Воронеж, 23-25 октября 2001 г. /
ВГЛТА. - Воронеж, 2002 . - С. 78-80.
2. Петровский В.С. Оптимальная раскряжевка лесоматериалов. – М.:
Лесная пром-сть, 1989. –288 с.
3. Гудков, А. Ю. Многокритериальная оптимизация раскроя хлыстов,
имеющих кривизну [Текст] / А. Ю. Гудков, Е. А. Пыхов // Лес. Наука.
Молодежь - 2007 : сборник материалов по итогам научно-исследовательской
работы молодых ученых ВГЛТА за 2006-2007 гг. - Воронеж, 2007. - С. 93-97.
318
УДК 674.09
ПАРАМЕТРЫ РАБОЧЕЙ ПОВЕРХНОСТИ ОТЖИМНОЙ
АЭРОСТАТИЧЕСКОЙ НАПРАВЛЯЮЩЕЙ ЛЕНТОЧНОПИЛЬНОГО
СТАНКА
PARAMETERS OF WORKING SURFACE SPRING-TONGUE AEROSTATICS
DIRECTING OF BAND SAWING MACHINE
Дербин М.В., к.т.н., доцент
Дербин В.М., к.т.н., зав кафедрой
ФГАОУ ВПО Северный (Арктический) федеральный университет имени
М.В. Ломоносова, г. Архангельск, Россия
DOI: 10.12737/3984
Аннотация: рассмотрены отжимные аэростатические направляющие
ленточнопильных станков. Приведены результаты расчетов и анализ удельной
подъемной силы, расхода воздуха и других показателей. Распределение
значений удельной подъемной силы по поверхности аэростатической опоры
при различном количестве отверстий представлено в графическом виде. По
результатам исследований сделаны соответствующие выводы.
Summary: The spring-tongue aerostatics directing of band saw are
considered. Results over of calculations and analysis of specific carrying capacity,
expense of air and other indexes are brought. Distribution of values of specific
carrying capacity on the surface of aerostatics support at the different amount of
orifice is presented in a graphic kind. On results researches corresponding
conclusions are done.
Ключевые
слова:
ленточная
пила,
рабочая
поверхность,
аэростатическая направляющая, грузоподъёмность, устойчивость.
Keywords: band saw, working surface, aerostatic directing, capacity, stability.
В настоящее время в лесопильном и деревообрабатывающем
производстве широко применяются ленточнопильные станки. Для повышения
показателей качества пиления древесины требуется увеличивать жесткость и
устойчивость пилы во время работы.
Одним из способов повышения жесткости ленточной пилы является
использование направляющих, установленных над и под распиливаемым
материалом. В работе [1] предложены отжимные направляющие, рабочая
поверхность которых выполнена в виде аэростатической опоры. Они
обеспечивают значительное снижение трения полотна пилы о поверхности
направляющих, и для их изготовления не требуется применение тепло- и
износостойких материалов.
319
Для увеличения срока службы ленточной пилы необходимо обеспечить
минимум возникающих напряжений на участках пилы при переходе через
направляющие. Это достигается увеличением длины контакта ленточной пилы
с направляющей, то есть копированием рабочей поверхности направляющей
кривой изгиба полотна ленточной пилы. При этом увеличивается число
возможных циклов нагружения полотна ленточной пилы до ее разрушения, то
есть повышается ее долговечность. В статье [2] приведены результаты
теоретических расчётов и кривые изгиба ленточной пилы, которые показывают
необходимость
изготовления
рабочей
поверхности
направляющей
криволинейной формы. Разработана конструкция, которая обеспечивает
варьирование кривизны в зависимости от изменения параметров
ленточнопильного станка, например, расстояния от направляющей до шкива,
которые задаются в зависимости от распиливаемого материала. Для
стабильной работы направляющих необходимо определить параметры
аэростатической опоры.
При определении параметров аэростатической опор использован
численный метод [3]. В соответствии с рекомендациями [4], задано
расположение микроканавок и количество отверстий поддува на
аэростатической опоре.
Рисунок 1 – Рассматриваемые варианты расположения отверстий поддува на
отжимных аэростатических направляющих.
Расчеты аэростатических опор (удельная подъемная сила Kн, подъемная
сила Qн и расход воздуха Wн в зависимости от величины зазора между опорой и
поднимаемым объектом h, диаметра отверстий d и абсолютного давления
подводимого воздуха ps) проводились с использованием математического
пакета Maple 12.0 компании Waterloo Maple Inc. Погрешность при сравнении с
полученными результатами от промышленного образца составляет не более
6%. В ходе исследования учитывались постоянные факторы: 17,95 10 6 Па с
– динамическая вязкость воздуха; а 1,2 кг/м 3 – плотность атмосферного
воздуха; ра 9,81 10 4 Па – атмосферное давление, 0,85 – коэффициент
320
истечения воздуха через отверстие поддува. По результатам исследований [2]
рекомендуются следующие параметры: зазор для аэростатической отжимной
направляющей h = 0,05…0,1 мм; диаметр отверстий d = 0,6…1,0 мм. В
теоретическом исследовании приняты следующие параметры: зазор h = 0,05
мм, d = 0,6…0,8 мм, ps =0,4…0,6 МПа.
Из
сравнения
результатов
исследования
грузоподъёмности
аэростатических опор и величины силы отжима [5] следует, что для
обеспечения работы отжимной аэростатической направляющей достаточно 2
или 4 отверстия.
С помощью математического пакета Maple 12.0 компании Waterloo Maple
Inc результаты исследований (распределение удельной подъемной силы Kн по
поверхности аэростатической опоры) приведены в графическом виде (рис. 2).
a)
б)
в)
Рисунок 2 – Распределение значений удельной подъемной силы Kн по
поверхности аэростатической опоры, при различном количестве отверстий: а) n
= 2; б) n = 4; в) n = 6.
Из графических материалов исследований (рис. 2) видно, что при
использовании опоры с количеством отверстий n = 4 подъемная сила будет
воздействовать более равномерно на полотно пилы.
1. Прокофьев, Г.Ф. Повышение эффективности пиления древесины на
лесопильных рамах и ленточнопильных станках: монография [Текст] /Г.Ф.
Прокофьев, И.И. Иванкин. – Архангельск: АГТУ. – 2009. – 380 с. – ISBN 978-5261-00453-0;
2. Дербин, М.В. Отжимная аэростатическая направляющая ленточной
пилы с регулируемой кривизной рабочей поверхности [Текст] / М.В. Дербин,
Г.Ф. Прокофьев, В.М. Дербин // Актуальные вопросы современной науки:
сборник научных трудов. – Новосибирск: Издательство НГТУ, – 2012. –
Выпуск 23. – С 142-163 ISBN 978-5-7782-2045-4;
3. Прокофьев, Г.Ф. Применение опор с газовой смазкой в технике: учеб.
пособие [Текст] / Г.Ф. Прокофьев, Н.И. Дундин, И.И. Иванкин. – Архангельск:
321
Изд-во АГТУ. – 1999. – 65 с.;
4. Прокофьев, Г.Ф. Интенсификация пиления древесины рамными и
ленточными пилами [Текст] / Г.Ф. Прокофьев. – М.: Лесн. пром-сть. – 1990. –
240 с.;
5. Прокофьев, Г.Ф. Определение напряжений в ленточной пиле при
применении отжимных направляющих. [Текст] / Г.Ф. Прокофьев, М.В. Дербин
// Лесной журнал. – 2011. – №5. – С 131 – 137 (Изв. высш. учеб. заведений).
УДК 674.023
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ В ДЕРЕВООБРАБОТКЕ,
ДЕРЕВОРЕЖУЩЕЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
PROGRESSIVE TECHNOLOGIES IN THE WOODWORKING, THE
WOODCUTTING EQUIPMENT AND THE TOOL
Елфимова М.В., студентка
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3985
Аннотация: представлены пути совершенствования традиционных
технологических процессов, инструмента и оборудования в деревообработке.
Summary: ways of improvement of traditional technological processes, the
tool and the equipment in a woodworking are presented.
Ключевые слова: технологических процессы, деревообработка, резание,
стружка.
Keywords: technological processes, woodworking, cutting, shaving.
Как мы знаем, лес является возобновляемым природным ресурсом,
однако процесс его восстановления занимает довольно длительный период
времени, в связи с этой
и многими другими причинами проблема
рационального использования древесины является
одной из основных
проблем деревоперерабатывающей промышленности. Не многие знают, что в
результате переработки древесины на долю отходов приходится 60% от общей
сырьевой базы лесоматериалов. Причём больше половины из этого процента
составляют трудно используемые в переработке, а именно на кору и стружку
приходится по 10%, а на опилки по 13% и только лишь 25% составляют
крупнодисперсные отходы, которые поддаются простым обработкам в
целлюлозно-бумажной отрасли или для изготовления плит ДСП. Решение
проблем деревоперерабатывающей промышленности во многом сводится к
322
совершенствованию технологии деревообработки, а также внедрении нового
дереворежущего
оборудования
и
ножей.
Работа
посвящается
совершенствованию традиционных технологических процессов резания
древесины путем срезания тонких стружек, а также о возможностях
использования древесины посредством продольного сращивания на микрошип.
1.Совершенствование традиционных технологических процессов резания
древесины путем срезания тонких стружек
Для совершенствования технологического процесса рассмотрим схему
резания при различных значениях толщин стружек h (рис.1). Будем считать,
что лезвие резца, имеющее радиус затупления , создает в наиболее
выступающей точке n напряжения, приводящие к разрушению
обрабатываемого материала по линии п - п с образованием стружки и
поверхности обработки. Характер деформирования обрабатываемого
материала на различных участках резца неодинаков. Участок передней грани
резца (выше точки n) имеет криволинейный участок na и плоскую часть. При
номинальном угле резания все остальные углы x на участке na будут иметь
большие значения. В связи с этим одним из обстоятельств повышения
удельного давления со стороны резца на материал на участке na, а
следовательно, и большее его деформирование, является величина x>.
Материал ниже линии n-n претерпевает упруго-вязкую деформацию контуром
резца nb, а на участке bc происходит редеформация будущей поверхности
обработки. Результирующая касательная сила резания может быть
представлена в виде двух составлявших с точками приложения выше и ниже
точки n. Составляющая силы резания со стороны передней грани при определенных условиях резания находится, как правило, в прямой зависимости
от толщины стружки. Составляющая, действующая по нижнему контуру резца
nbc, от толщины стружки не зависит [1].
Рисунок 1 – Толщина стружки h и толщина деформируемого слоя hд
323
Наблюдения показывают, что при срезании тонких стружек образуются
сливные стружки при высоком качестве обработки. Профессор Н.Н.Зорин
считает, что явление перехода сливной стружки в стружку скалывания при
увеличении толщины среза обусловлено изменением напряженного состояния
в зоне стружкообразования. С уменьшением толщин среза напряженное
состояние становится все более сложным. А это приводит к повышению
пластичности материала, т.е. способности выдерживать значительные
деформации без разрушения. Широко применяемая в теории резания
древесины формула
K Kд
3
h
достаточно точно описывает характер
изменения К от толщины стружки. При этом считают, что увеличение К с
уменьшением h при постоянном Кд происходит за счет второго слагаемого, так
как Ро не имеет прямого отношения к h, а лишь к величине деформируемого
слоя hд. Поэтому можно предположить, что увеличение усредненного
напряжения К по мере уменьшения h обусловлено в большей степени
возрастанием Кд, чем отношением o/h. Определенное влияние на увеличение
Кд оказывают углы давления x>. Исследования профессора В.А. Кривоухова
показывают, что деформации обрабатываемого материала ниже линии среза
(пп) имеют меньшую величину, чем выше линии среза и не вносят
существенных изменений в зоне стружкообразования.
Имея в виду общую экспериментальную зависимость К от толщины
стружки, считаем, что величина Кд не является величиной постоянной: она
увеличивается с уменьшением толщины стружки h. Это подтверждается
известными положениями из области резания металлов и древесных
материалов об увеличении усадки стружки и относительной длины контакта ее
с передней гранью по мере уменьшения толщины стружки, происходящими за
счет возрастания деформаций срезаемого сдоя.
На рис.2 приведены зависимости К от толщины стружки, при резании
сухой березы, построенные по результатам опытов Кивимаа. Из графиков
следует, что при h<0,05 мм разница в значениях К и К|| по мере уменьшения
толщины стружки непрерывно уменьшается, для продольно-торцового резания
значения К-|| лежат в границах указанных кривых. По мере уменьшения
толщины срезаемых стружек при резании древесины вдоль волокон, в торец и
в продольно-торцовом направлении разница в значения К падает. Это
свидетельствует о том, что значение фактора ориентации волокон по
отношению к направлению резания непрерывно уменьшается.
324
Рисунок 2 – Графики зависимости К и Rz max от толщины стружки
Во всех случаях разрушение материала происходит за счет
преобладающих напряжений сжатия. В правой части рис. 2 показаны
зависимости высоты неровностей поверхности обработки от толщины стружки
для различных углов встречи с волокнами, из приведенных зависимостей
R z max f (h) , в частности следует что при толщине стружки h 1 мм, т.е.
величине, соизмеряемой с условным радиусом затупления острого резца,
шероховатость поверхности обработки для различных углов встречи с волокнами древесины получается практически одинаковой. В условиях
производства обеспечение процесса резания при срезании тонких стружек
достигается за счет повышения быстроходности рабочих шпинделей
деревообрабатывающих станков при надлежащей остроте режущего
инструмента, его стойкости и качества подготовки.
2. Повышение возможностей использования древесины посредством
продольного сращивания на микрошип
С помощью нарезки зубчатоклиновых шипов стало возможным,
послеудаления дефектов древесины и ее предварительной обработки,
склеивание заготовок любой длины в бесконечную ленту с последующей
распиловкой на желаемые длины с помощью соответствующего отрезного
устройства. Это приводит к оптимальному использованию сырья-древесины с
одновременным улучшением качества готовой продукции.
325
Библиографический список
1. Свиридов, Л.Т. Современные процессы и оборудование в
деревообработке: монография [Текст] – /Л. Т. Свиридов, А.В.
Ивановский, В.П. Ивановский. – Воронеж.: Воронежский ЦНТИ –
филиал ФГУ «РЭА» Минэнерго России, 2011. – 363с.: ил.
УДК 630*181.658
ПЕРСПЕКТИВЫ РАЗВИТИЯ ЛЕСОПИЛЬНОГО БИЗНЕСА В
РОССИИ
PROSPECTS OF DEVELOPMENT OF THE TIMBER BUSINESS IN
RUSSIA
Еременко Н.Э., студент
Кузнецов С.А., ассистент
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г.Воронеж, Россия.
DOI: 10.12737/3986
Аннотация: Представлены перспективы развития лесопильного бизнеса.
Summary: Presents prospects of development of the timber business.
Ключевые слова: Лесопильная промышленность, бизнес.
Keywords: Sawmill industry, business.
Россия обладает огромными запасами леса, однако уровень
использования лесного сырья в стране остается низким. Проблемы
лесопромышленной отрасли, возникшие в период распада СССР, привели к
закрытию большинства крупных лесоперерабатывающих предприятий и
резкому сокращению объемов производства пиломатериалов.
Сегодня лесопромышленный сектор восстанавливается медленно, и в
процессе восстановления почти не задействованы ни современные технологии
пиления, ни новое лесопильное оборудование. В России по-прежнему широко
применяются устаревшие лесопильные станки и технологии деревообработки,
которые не позволяют с максимальной эффективностью использовать
древесное сырье. С этим можно было мириться несколько лет назад, когда цена
пиловочника в стране была значительно ниже мировой, однако в последнее
время цены сравнялись, и российские предприятия с малоэффективным
оборудованием и низким качеством пиломатериалов уже в ближайшем
будущем обречены на вымирание.
И если в странах Европы главная задача предприятия - провести пиление
326
с наибольшей производительностью (скоростью подачи пиловочника),
высоким качеством и максимальным полезным выходом пиломатериалов, то в
РФ ситуация несколько иная. Сегодня в России качество получаемых
пиломатериалов, полезный выход и общая эффективность производства
потеряли значимость.
Одна из главных причин неконкурентоспособности российских
предприятий и их продукции - низкий технический уровень лесопиления на
малых предприятиях, из-за чего их продукция не отвечает требованиям
западного рынка как по форме напиленного продукта, так и по качеству.
Главными поставщиками пиломатериалов на внутреннем рынке стали
малые предприятия, которым приходится работать на устаревшем
оборудовании. Выйти напрямую на серьезного западного покупателя
пиломатериалов таким фирмам тяжело ввиду невысокого качества и
небольших объемов выпускаемой продукции, которые для европейского
оптовика просто не интересны. А получение кредита на приобретение
современного лесопильного оборудования для малого предприятия - почти
несбыточная мечта при целом ряде трудновыполнимых требований,
выставляемых российскими банками.
После отмены обязательного соблюдения норм Госстандарта требования
к пиломатериалу (доске) у каждого производителя свои, как и цены, которые
чаще всего определяются по принципу «как кому нравится».
Одно из основных требований к доске, поставляемой на внутренний
рынок, - относительная прямолинейность, отсутствие видимых дефектов
пиления, разнотолщинность и разноширинность в пределах допусков. Это
относится и к отклонениям по длине и торцовке. Пиломатериалы для поставки
на экспорт, кроме прочего, должны быть без обзола, синевы, гнили, гнилых
сучков и трещин.
С применением автоматического лесопильного оборудования, а также с
использованием современных технологий, несомненно, повысится и качество
производимой продукции, и полезный выход пиломатериалов.
На улучшение результата лесопиления влияют такие факторы, как
возможность применения оборудования для кривого пиления, специальных
устройств для поворота и подачи бревна на фрезерно-брусующий станок
первого ряда; центровки бруса и новейших электронных приборов, например
3Dсканеров и т. п.
Какой совет можно дать инвестору, заинтересованному в эффективном
капиталовложении, нацеленному на максимально продуктивное использование
приобретенного оборудования?
327
Прежде чем приступить к выбору лесопильного оборудования, любой
здравомыслящий покупатель должен задать себе следующие вопросы: Какой
объем пиломатериалов мы собираемся производить? Достаточно ли у нас для
этого сырья? На каком рынке будет продаваться производимая продукция - на
внешнем или внутреннем? Как будет организовано финансирование проекта?
достаточно ли средств для приобретения нового оборудования или следует
начать с бывшего в употреблении и, как только позволит бюджет предприятия,
модернизировать производство?
После того как ответы на эти вопросы получены и принято решение о
начале лесопильной деятельности предприятия,
инвестору следует
ознакомиться со всем многообразием присутствующего на рынке лесопильного
оборудования: рамного, ленточнопильного, фрезерно-брусующего на базе
круглопильного и т. п.
Мы можем предложить два варианта комплектации техники для
лесопильного производства.
Как известно, сегодня ленточнопильное оборудование пользуется
повышенным спросом по сравнению с фрезерно-брусующими линиями на базе
круглопильного оборудования.
На наш взгляд, это связано в первую очередь со сложившейся в
последние годы практикой широкого использования небольшими российскими
предприятиями так называемого фермерского ленточнопильного оборудования
типа WoodMizer (США) и Serra (Германия).
Однако любое ленточнопильное оборудование предъявляет повышенные
требования к персоналу, который работает на нем и должен обладать высокими
техническими навыками, позволяющими управлять им, а также к персоналу,
обслуживающему ленточные пилы, осуществляющему их заточку, плющение,
вальцовку, напайку и т. п.
Кроме того, использование ленточных пил при распиловке промерзлой
древесины сопряжено с рядом трудностей: значительно падает скорость подачи
при распиловке, происходит потеря устойчивости пилы в процессе пиления,
образуются трещины в полотне пилы.
Поскольку большую часть года на Урале и в Сибири преобладают
отрицательные температуры, оборудование лесопильных цехов должно быть
ориентировано на распиловку мерзлой древесины.
Поэтому в суровых климатических условиях России намного проще
добиться высокой производительности производства и высокого качества
пиломатериалов с помощью фрезерно-брусующего оборудования на базе
круглопильных станков. Такое оборудование обеспечивает высокую скорость
328
подачи бревна на распиловку, высокий полезный выход пиломатериалов (5864%) и достаточную простоту в использовании и обслуживании режущего
инструмента
для
круглопильных
станков.
Фрезерно-брусующие
круглопильные станки не имеют равных по производительности при
распиловке круглого леса. Ни один тип пилорам, традиционно используемых
на российском рынке деревообработки, не может конкурировать с этим
оборудованием.
В качестве примера можно указать лесопильное оборудование
производства шведской компании AriVislаnda, которое превосходно
зарекомендовало себя при работе в суровых климатических условиях, в
северных странах. Круглопильное оборудование AriVislanda специально
разработано с учетом возможности его эксплуатации в таких условиях.
Таким образом, инвестор, который решит купить фрезерно-брусующее
лесопильное оборудование на базе круглопильных станков, приобретает
технику, которая на деле оказалась самой надежной при работе в холодном
климате, при 30-40-градусных морозах.
Помимо этого, оборудование на базе круглопильных станков прекрасно
подходит для кривого пиления лесоматериалов и позволяет выполнять
распиловку бревен со значительной кривизной. Это не только увеличивает
полезный выход готового пиломатериала, но и способствует повышению его
качества.
Одним из положительных примеров многолетнего использования
подобной техники в России можно назвать лесопильное предприятие ООО
«Севлеспил» в Сыктывкаре, где установлено и успешно работает
компьютеризированная автоматическая фрезернобрусующая линия компании
AriVislanda.
Кроме линий лесопиления, неотъемлемой частью лесопильного
производства являются линии сортировки сухих и сырых пиломатериалов.
Инвестор должен запланировать в своем бюджете расходы на приобретение
качественной сортировочной техники и найти производителей, продукция
которых будет надежной и эффективной.
Например, шведская компания C. Gunnarssons Verkstad AB готова
предложить покупателям индивидуально ориентированные системы
автоматизации процесса сортировки сырых и сухих досок, а также погонажных
изделий.
Собственная оригинальная система компьютерного управления
сортировкой обеспечивает точное и быстрое разделение пиломатериалов по
геометрическим параметрам и качеству древесины. Как правило, в поставку
329
могут входить сортировочные карманы вертикального или горизонтального
типа, сканеры, определяющие качество и геометрические параметры
пиломатериалов, оборудование для маркировки и пакетирования досок и т. д.
Уникальную электронную систему управления процессом лесопиления и
сортировки бревен и досок с использованием 3D-сканеров предлагает
шведская компания RemaSawco AB. Используя подобную систему, инвестор
сможет значительно сократить штат производства и почти исключить ошибки,
вызванные действием «человеческого фактора», то есть свести к минимуму
процент брака и максимально увеличить полезный выход продукции.
Клиентам, заинтересованным в менее дорогостоящей технике, компания
- производитель оборудования всегда может предложить вариант установки
бывшего в употреблении оборудования после проведения капитального
ремонта на фабрике фирмы-производителя. Зачастую на бывшее в
употреблении оборудование предоставляются такие же гарантии, как и на
новое.
При верной инвестиционной политике перспективы экспорта
пиломатериалов из России могут быть довольно хорошими. Дело в том, что
качество древесины медленно растущих деревьев в России и Скандинавии
одинаково высокое. Это может сделать российские пиломатериалы
конкурентоспособными на мировом рынке, как было во времена СССР. Но
только при условии полного обновления российского парка лесопильного
оборудования и использования современной производительной техники и
систем электронного контроля процессов лесопиления и сортировки
пиломатериалов.
Библиографический список
1.
Motivation and incentives for employees in business Kuznetsov S.A.
Лесотехнический журнал. 2012. № 1. С. 122-130
2.
Формирование механизма управления кризисными явлениями на
предприятиях Сибиряткина И.В., Кузнецов С.А. Инновационная деятельность
в сфере управления производством Материалы региональной конференции
ВГЛТА. Федеральное агентство по образованию, ответственный редактор В.П.
Бычков. Воронеж, 2008. С. 90-95.
330
УДК 674.07
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ ДЛЯ МЕБЕЛЬНОГО
ПРОИЗВОДСТВА
PAINTMATERIALSFORTHEFURNITUREINDUSTRY
Желтоухова Н.А., студентка
Новоселова И.В., к.т.н., доцент
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/4030
Аннотация: в статье анализируется развитие технологии защитнодекоративных покрытий мебели, указываются лакокрасочные материалы и
промышленное оборудование, дается оценка современного состояния и
перспектив развития данной производственной отрасли.
Summary: In an article analyzes the development of technology of protective
and decorative coatings but the furniture, indicated paints and industrial systems,
assesses the current state and prospects of development of the productive sector.
Ключевые слова: мебель,отделка, подложка, покрытие, лак, эмаль.
Keywords: furniture,decoration, substrate, coating, varnish, enamel.
Исследование технологий мебельного производства позволяет сделать
вывод, что в середине прошлого века наши предприятия выпускали продукцию
весьма ограниченного ассортимента. В основном это были единичные типы
изделий: шкафы, кровати, кресла, диваны, столы, стулья, буфеты, табуреты.
Мебель для жилых комнат имела облагороженное полированием
закрытопористое полиэфирное покрытие на подложке из натурального шпона.
Кухонная, медицинская, бытовая мебель отделывалась нитроцеллюлозными и
полиэфирными
эмалями.
Ассортимент
лакокрасочных
материалов,
используемых производителями мебели, был невелик, преобладала продукция
отечественного производства. Главными видами отделочного оборудования
являлись
однои
двухголовочные
лаконаливные
машины
и
краскораспылители. Со временем на смену высокоглянецвой отделке
полиэфирными парафиносодержащими материалами пришла тонкослойная
отделка, позволившая сократить расход лакокрасочных материалов в три раза.
Предприятия переориентировались на выпуск мебельных наборов. Невысокое
благосостояние граждан рождало спрос на недорогие изделия, изготовленные
из ДСтП, облицованных синтетическими материалами на основе пропитанных
смолами бумажных пленок. В этот период предприятия широко применяют
331
материалы вальцового нанесения, а также традиционные нитроцеллюлозные
лаки. Для отделки пластей щитовых деталей этими составами использовались
как поточные, так и автоматизированные линии (для нанесения
нитроматериалов – вальцово-наливная линия МЛН 1, для вальцового
нанесения материалов кислотного отверждения – линия МЛВ).
Тем не менее неуклонно возраставший спрос на мебель требовал
увеличения выпуска продукции. Это явилось определяющим фактором для
создания и внедрения в производство материалов для линий вальцовоналивного
нанесения
с
ускоренным
отверждением
УФ-лучами.
Доминирующим оборудованием отделочных цехов становятся автоматические
линии фирм «Дюрр», «Лигнакон», «Химмен», «Хильдебранд», отечественные
линии ЛО-1, ЛО-2М.
С утверждением моды и, соответственно, спроса на мебель рамочнофиленочных конструкций многим предприятиям пришлось отказаться от
использования автоматических линий отделки щитовых деталей. При этом
сократилось и использование соответствующих материалов. Их заменили
составы, наносимые распылением – наиболее пригодным способом для
отделки деталей рамочно-филеночной конструкции. Преобладает отделка
матовыми материалами, в основном, полиуретановыми.
В современных требованиях к производителям четко прослеживается
линия на сокращение выпуска и применения лакокрасочных материалов на
основе органических растворителей с целью максимально обезопасить
окружающую среду и человека. В этой связи особенно важными являются
составы для отделки мебели на водной основе. Это - водные шпатлевки и
вальцгрунты (в т.ч. и пигментированные), водные лаки для пленок (в т.ч. и
порообразующие), водный лак УФ-сушки для отделки стульев, водные
грунтовки и лаки на основе полиэфирных смол (в т.ч. и пигментированные),
полиуретановый водный лак для отделки пленок, акриловый водный лак и
акрилатные водные шпатлевки, водорастворимый лак кислотного отверждения
и др.
Наряду с этим создаются и используются композиции с высоким сухим
остатком, что также является одним из направлений комплекса научных
изысканий по разработке и внедрению в производство экологически чистых
материалов.
Одним из перспективных направлений является разработка новейших
технологий с применением порошковых композиций для отделки древесины и
древесных материалов [1].
В постсоветский период мебель престала быть дефицитом. Это заставило
332
производителей существенно разнообразить ее ассортимент, работать на
конкретных заказчиков, выпускать изделия как крупными, так и небольшими
партиями. Качество мебели в большой степени зависит от используемых при ее
производстве лакокрасочных материалов. Однако, наращивая
объемы
производства, мебельная промышленность уже сегодня остро испытывает
недостаток лакокрасочных материалов отечественного производства.
Достаточно сказать, что доля импортных материалов, используемых в
мебельной промышленности, на сегодняшний день составляет 90%.
В связи с этим была разработана программа развития и
конкурентноспособности мебельной промышленности России, в которой
отечественные производители были сориентированы на освоение производства
современных высококачественных материалов. Реализация в полной мере
мероприятий по вытеснению импортных материалов и компонентов
отечественными аналогами должна снизить долю использования импортных
лакокрасочных композиций на 30 %.
Лаки и эмали для отделки мебели сегодня предлагают многие
производители. В большинстве своем они пригодны для бытовых условий или
для предприятий небольшого промышленного масштаба. Статистика
показывает, что на крупных мебельных предприятиях зачастую используют
материалы немецких, итальянских, испанских фирм.
Мебельная промышленность в течение многих десятилетий применяет
для отделки изделий полиуретановые составы. Этому способствует
возможность их нанесения на детали любых форм и различных видов
подложек (в том числе и МДФ), высокие защитные свойства получаемых
покрытий. Единственным недостатком многих полиуретановых материалов
является малая жизнеспособность рабочего состава (3-4 ч).
Покрытия, сформированные полиэфирными лаками, также обладают
хорошими эксплуатационными свойствами, но по сравнению с
полиуретановыми они отличаются меньшим сроком сушки по причине
возможности отверждения беспарафиновых систем на основе ненасыщенных
полиэфирных
смол
УФ-облучением.
Такие
системы
являются
однокомпонентными, что существенно облегчает их применение - не нужно
готовить рабочий состав материала и контролировать его жизнеспособность в
течение рабочего дня. Кроме того, они наносятся с меньшими потерями, т.к.
для этого используется экономичное вальцово-наливное оборудование. Такое
оборудование позволяет отделывать в основном щитовые детали плоских
форм. Для отделки широко распространенных в настоящее время мебельных
фасадов с рельефными поверхностями, а также решетчатой мебели
333
применяется тиксотропный лак для распыления. Этот материал наносится
распылителем для двухкомпонентных составов. Полученное покрытие не
требует облагораживания. Достоинством полиэфирных материалов также
является то, что они незаменимы для создания зеркальных поверхностей.
На рынке мебельных лакокрасочных материалов все более утверждаются
гидросистемы, свободные от вредных для природы и человека органических
растворителей. Покрытия, образованные материалами на водной основе,
высокоустойчивы к физико-механическим воздействиям, имеют различные
цвета и степени блеска. Находят свое применение и однокомпонентные водные
бейцы.
К быстросохнущим системам, образующим покрытия с высокой
механической стойкостью, а также стойкостью к действию воды и спирта
относятся многослойные бесцветные лаки кислотного отверждения. Они
универсальны при использовании в качестве грунтовок или покровных лаков
при отделке различных древесных материалов. К достоинствам этих лаков
следует отнести и то, что они не имеют запаха и отличаются низким
содержанием формальдегида.
Нитроцеллюлозные материалы в связи с ограничениями по
экологической безопасности заметно утратили свое значение в отделке
древесины. Целесообразность их использования определяют быстрый срок
сушки и универсальность способов нанесения. Современные материалы этой
группы могут иметь определенные свойства, например: лаки с высокой
твердостью, хорошо шлифуемые грунтовки и т. д.
Уникальными материалами с природным эффектом являются лигнатурысистемы на основе натуральных связующих (пчелиного воска и растительных
масел). Являясь экологически безвредными, эти материалы, по сравнению с
чисто природными, более стойки к воздействию спиртов и обладают высокой
механической стойкостью. Их наносят как промышленными, так и ручными
способами. Ассортимент мебельных ЛКМ постоянно расширяется, пополняясь
как традиционными, так и качественно новыми видами продукции.
Библиографический список
1. Новоселова И.В., Хромых Е.В. Состояние рынка порошковых
материалов // Лес. Наука. Молодежь – 2004 : сборник матер.по итогам НИР
молодых ученых / ВГЛТА. Воронеж, 2005. С. 233 - 236
334
УДК 674.07
ОСОБЕННОСТИ ОТДЕЛКИ МДФ ПОРОШКОВЫМИ КРАСКАМИ
FEATURES FINISHES MDF POWDER PAINT
Желтоухова Н.А., студентка ЛПФ
Новосселова И.В., к.т.н., доцент
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3987
Аннотация: в статье приведен анализ достоинств и недостатков
применения порошкового окрашивания МДФ
Summary: this article provides an analysis of the advantages and
disadvantages of powder coating MDF
Ключевые слова: порошковые краски, технология, покрытие, свойства,
нагрев, излучение.
Keywords: powder paint technology, coating, properties, heat, radiation.
Создание порошковых красок явилось значительным достижением
лакокрасочной промышленности в 20 в. К настоящему времени они получили
широкое распространение во всем мире, что свидетельствует о быстром и
успешном развитии технологии с их применением в течение последних лет.
В первую очередь эти материалы отличаются экологической
безопасностью, т.к. не содержат в своем составе токсичных растворителей.
Загрязнение окружающей среды практически отсутствует, при отверждении
покрытия в атмосферу поступает менее 1 % побочных летучих продуктов.
Современная
система
рекуперации
позволяет
избежать
выбросов
неиспользованного порошка из окрасочной камеры.
Отсутствие в их составе летучей фракции обеспечивает высокую
стабильность порошковых красок при хранении.
Порошковые краски не имеют запаха, готовы к использованию, т.к. не
нуждаются в дополнительном разведении и введении добавок.
Эти материалы отличаются технологичностью, легкостью очистки
оборудования при смене цветов и марок красок, возможностью повторного
использования материала, не осевшего на изделии (потери краски при этом
составляют 2 – 7 %).
Время отверждения покрытий за счет высокой скорости образования
пленки из расплава (по сравнению с раствором) уменьшится. Кроме того,
сушка порошкового покрытия производится однократно, а в случае обычных
многослойных покрытий – несколько раз.При этом производственный цикл
335
заметно сокращается.
Улучшается и качество покрытий (например, снижается их пористость) в
связи с отсутствием отрицательного влияния на пленку процесса испарения
растворителей. 100 % содержание пленкообразователя
обеспечивает
возможность полученияпокрытий за одно нанесение.
Одновременно отделываются пласти и кромки щитовых деталей.
Еще одним достоинством является отсутствие потеков на вертикальных
поверхностях.
Порошковые покрытия отличаются высокими защитными свойствами:
химической стойкостью и физико-механическими показателями вследствие
использования пленкообразователей с большой молекулярной массой. Они
имеют
высокую
адгезию
к
подложке
и
обладают
хорошей
электроизоляционной способностью.
Температурная стойкость порошковых покрытий находится в пределах
от –60 до +120 0С. Стоит также отметить долговечность таких покрытий.
Важным
преимуществом
является
декоративность
покрытий,
полученных на основе порошковых красок. Их отличают широкая цветовая
гамма (более 5000 цветов, оттенков) и наличие различных декоративных
эффектов
(золотистый,
серебряный,
алюминиевый
металлики,
флуоресцентные, муаровые, структурированные).Немаловажным является и то,
что покрытия имеют различные степени блеска ( глянцевую, матовую,
полуглянцевую, полуматовую). При этом покрытие имеет свойства, которые
невозможно получить при использовании традиционных материалов, и
отличается значительной дешевизной.
За счет сокращения количества технологических операций, высокой
скорости полимеризации, компактности оборудования на 30 % уменьшаются
производственные площади, отводимые под данный вид работ.
Использование порошковых красок предусматривает возможность
полной автоматизации процесса окраски, при этом производительность
отделочных работ увеличивается в 5 – 7 раз.
И, несомненно, значительным преимуществом является экономичность
использования порошковых красок. Энергетические затраты снижаются на 30
–40 % за счет того, что используемый объем воздуха обновляется 2 раза в час
(вместо 15 раз в час при традиционных методах окраски). Затраты труда
снижаются на 40 – 50 %.
При использовании порошковых красок увеличение экономической
эффективности, включая материальные, энергетические и трудозатраты,
составляет до 50 % по сравнению с другими материалами.
336
Снижаетсяпожароопасность цехов в связи с отсутствием растворителя.
Утилизация отходов отделочного производства составляет около 95 %.
Оператор затратит на обучение малое количество времени.
Вопросами порошкового окрашивания производители занялись еще в середине
20 в. При этом производилась окраска проводящих материалов- металлических
поверхностей. Постепенно данная технология начала применяться и к
диэлектрикам – древесине и древесным материалам. Однако недостаточная
электропроводность, анизотропные свойства пористой подложки, термическая
нагрузкана подложку, образование пузырей на покрытии при испарении воды и
недостаточность декоративных свойств порошковых покрытий, высокая
температура плавления порошков стали причиной задержки в коммерческом
использовании
порошковой
технологии
в
деревообрабатывающей
промышленности.
Основные проблемы в данном случае заключаются в следующем.
Покрытия наносят электростатическим способом, когда порошок
заряжается с помощью электрического потенциала или трибостатическим
трением. При этом заряженные частицы притягиваются к поверхности
заземленной и противоположно заряженной детали. Главная роль здесь
отводится ее электропроводности. Проводимость МДФ низка, а значит,
порошок плохо оседает на ее поверхности и образует достаточно тонкий слой
покрытия.
При температурной полимеризации порошка МДФ начинает выделять
пары разлагающегося связующего и влаги. Также наблюдается коробление
плиты.
Ворсистая поверхность МДФ ведет к снижению качества покрытия.
Влажность и плотность МДФ различны для разных марок,
партийпоставки, условий храненияиотличаются у производителей этого вида
продукции.Данные факторы напрямую связаны с электропроводностью и
газовыделением плит.
Всвязи с этим путями улучшения качества отделки являются следующие.
Впервую очередь к ним относится предотделочная подготовка плит для
улучшения их проводимости. Ее выполняют, нанося токопроводящую
грунтовку.При этом разработчики предлагают: водный раствор хлорида
натрия, спирта исоли аммония; проводящую эмульсию на основе
эмульгированного раствора органофункциональныхсиланов; эпоксидные
поляризатор и растворитель; кокоалкиламин с растворителем и т.д.
Увеличить проводимость можно предварительным разогревом МДФ.
Это обеспечит перенос влаги к поверхностным слоям и будет
337
способствовать частичной дегазации материала. Конвективный нагрев при
этом являетсяболее объемным и щадящим. Инфракрасный – более быстрый, но
при этом велика вероятность коробления плит и меньшей дегазации. Возможен
разогрев и микроволновым излучением, сочетающим быстроту инфракрасного
нагрева с равномерностью конвективного, но здесь важно создать
распределение излучения по всему объему детали. Влажность плит должна
находиться в пределах 5-8 %.
Для расплавления порошка используют низкотемпературные краски, а
также инфракрасное и ультрафиолетовое излучения, которые не дают
древесной поверхности сильно разогреваться.
Листовые древесные материалы надо располагать горизонтально,
направление
окрасочногофакела сверху. Температура полимеризации,
обеспечивающая плавление порошка, 90-120 0С. Для плит МДФ рекомендуется
отверждение в режиме 140 0С в течение 10 мин. Если применяются порошки
ультрафиолетового отверждения, нагрев ведется до 100-110 0С, а далее ведется
воздействие излучением.
Библиографический список
1. Новоселова И.В., Хромых Е.В. [Текст]/ И.В. Новоселова, Е.В. Хромых.
Состояние рынка порошковых материалов // Лес. Наука. Молодежь – 2004 :
сборник матер. по итогам НИР молодых ученых / ВГЛТА. Воронеж, 2005. С.
233 - 236
УДК 674.093:620.267
ПЕРЕРАБОТКА ДРЕВЕСИНЫ, ЗАГРЯЗНЕННОЙ РАДИОНУКЛИДАМИ,
НА МОБИЛЬНЫХ УСТАНОВКАХ
WOOD PROCESSING CONTAMINATED WITH RADIONUCLIDES, ON
MOBILE INSTALLATIONS
Заикин А.Н., д. т. н., доцент,
Меркелов В.М., к. т. н., доцент,
Богданова Ю.А., студентка
ФГБОУ ВПО «Брянская государственная
инженерно-технологическая академия»
г. Брянск, Россия
DOI: 10.12737/3988
Аннотация: приведены возможные варианты заготовки и переработки
древесины на территории лесных массивов, загрязненных радионуклидами.
Summary: the possible variants of preparation and processing of wood on the
338
territory of forests contaminated by radionuclides.
Ключевые слова: лесной фонд, радионуклиды, мобильные установки,
шпалы.
Key words: forest Fund, radionuclides, mobile units, sleepers.
В результате техногенных аварий, в том числе на Чернобыльской АЭС,
радиационному загрязнению подвергся лесной фонд на площади более 1
млн.га. Площади земель лесного фонда загрязненные цезием-137
располагаются на территории пятнадцати субъектов Российской Федерации, в
связи с этим вопросы организации использование древесины с этих территорий
весьма актуальны [1].
Из-за угрозы возникновения на этой территории лесных пожаров
существует большая вероятность вторичного радиоактивного загрязнения
прилегающих районов России и приграничных государств, что приведет к
увеличению дозовых нагрузок на население. В связи с этим освоение таких
лесов требует проведения различных видов рубок.
Цель исследования заключается в разработке технологии использования
древесины, заготовленной в зонах радиоактивного загрязнения. При
переработке древесины, пораженной радионуклидами, невозможно 100%-ое
удаление радионуклидов, незначительная их часть все равно остается в
древесине. Поэтому из такой древесины целесообразно изготавливать такую
продукцию, которая будет эксплуатироваться там, где люди не будут вступать
в прямой контакт с этой продукцией, например, шпалы. Изготовление шпал
является одним из наиболее прибыльных производств на лесозаготовительных
предприятиях, так как Российская Федерация располагает самой большой в
мире протяженностью железных дорог – более 50% грузоперевозок в стране
осуществляется железнодорожным транспортом. Шпалы, изготовленные из
такой древесины, должны прокладывать на территориях, подвергшихся
радиационному воздействию от выбросов ЧАЭС.
Проведенные ранее исследования
показали, что древесина,
заготовленная в лесных массивах первой зоны загрязнения радионуклидами,
может быть использована в промышленных целях после очистки бревен от
коры. Древесина из лесных массивов второй и последующих зон загрязнения
может использоваться в промышленных целях при условии полной очистки
бревен от коры и снятия определенного внешнего слоя.
При этом наиболее рациональным является проведение такой обработки
непосредственно на лесосеке. Для выполнения технологических операций
целесообразно использовать одну из основных схем [2].
Для предлагаемых вариантов технологических процессов в настоящее
339
время разработаны и применяются мобильные установки как отечественного,
так и зарубежного производства. Сортименты диаметром свыше 22 см могут
быть окорены и вывезены для дальнейшего использования или переработаны
на пилопродукцию с допустимым уровнем
загрязнения радионуклидами, в том числе на шпалы, на мобильных установках
– лесопильных рамах, ленточнопильных или круглопильных станках
непосредственно на лесосеке.
Окорка сортиментов выполняется передвижным окорочным станком с
приводом от вала отбора мощности трактора. Станок ВК-16 с приводом от
трактора применяется для окорки древесины диаметром от 6 до 36 см с
минимальной длиной 1 м как непосредственно на лесосеке, так и на различных
территориях склада. Трактор, от которого приводится в действие станок,
работает также и в качестве тягача.
Погрузка окоренных сортиментов
на подвижной состав может
осуществляться или манипуляторным погрузчиком, или самозагружающимся
автомобилем, который устанавливается на лесосеке в удобном для погрузки месте.
Лесопильная рама РПМ-02Т работает без использования электроэнергии,
с приводом механизма пиления от коробки отбора мощности и приводом
механизма подачи от гидросистемы тракторов МТЗ-80, МТЗ-82, Т-150. По
заказам потребителей лесопильная рама комплектуется ходовой частью и
околорамным оборудованием. Лесопильные рамы семейства РПМ после
установки их на подкладные брусья, подключения к источнику
энергоснабжения и установки околорамного оборудования готовы к работе.
Качество распила древесины соответствует ГОСТ 10295.
Мобильный ленточнопильный станок «Тайга» с автономным двигателем
внутреннего сгорания HONDA предназначен для продольной горизонтальной
распиловки круглых лесоматериалов максимальным диаметром от 650 до 800
мм на брус, доски обрезные и необрезные, шпалы, лафет заданной толщины.
Распиловка
производится
ленточной
пилой
пильного
механизма,
перемещаемого
вдоль
горизонтальной
плоскости
обрабатываемого
пиломатериала по рельсовым направляющим.
Ленточнопильный станок модели «ЛЕСОВИК – 370» является одной из
новейших разработок конструкторского бюро фирмы ЗАО «Лесмашпроект» и
расчитаного для мелкого и среднего бизнеса.
Область применения – мобильные лесные комплексы или компактные
лесопильные производства.
Преимуществом конструкции станка является пильный узел с
«плавающими» тонкими пилами (до 6 штук) толщиной от 2,8 мм,
340
исключающий боковые нагрузки на пилу. В форсунки направляющих подается
водо-воздушная смесь для охлаждения пил, которая служит в качестве
«подшипников скольжения», удерживающих пилы.
Малая потребляемая мощность позволяет использовать станок с
вмонтированным ленточным транспортером удаления отходов в мобильном
передвижном комплексе, работающем от дизельной электростанции
мощностью до 60 кВт.
Для переработки сортиментов диаметром менее 22 см в технологический
процесс
лесосечных работ может быть включена
передвижная
фрезернопильная установка типа УПФП-1М. Использование этой установки
дает возможность перерабатывать практически все сортименты диаметром в
вершине 6…18 см и в комле до 22 см в пиломатериалы. Привод пильного
вала осуществляется от вала отбора мощности через цилиндрический
зубчатый редуктор и клиноременную передачу.
Сортименты диаметром в вершине меньше 6 см (вершинки и сучья), а
также отходы от распиловки могут быть измельчены в передвижной рубильной
машине типа ДОП-1или в рубительной машине RM-160/T, которая
устанавливается на трехточечную гидронавеску трактора и соединяется с
валом отбора мощности посредством карданной передачи.
Наиболее предпочтительными методами утилизации представляются
методы измельчения радиоактивных отходов древесины непосредственно на
лесосеке и захоронение их в специально подготовленные траншеи, либо
равномерное распределение по окружающей территории.
Анализ существующих методов переработки и использования
радиоактивных
древесных
отходов
показывает,
что
наиболее
предпочтительными, с нашей точки зрения, являются термические методы
(газификации) утилизации таких отходов. Метод газификации позволяет
преобразовывать энергию биотоплива в тепловую или электрическую при
соответствующей схеме конверсии. Из имеющихся методов газификации
наиболее предпочтительным, по оценкам специалистов, является метод
газификации в плотном слое (на колосниковой решетке), обеспечивающий
минимальный вынос активных веществ с газовой фазой – менее 30%. Одним
из преимуществ термической переработки является значительное
уменьшение объема отходов, что значительно упрощает процесс
захоронения радиоактивных элементов.
В частности, белорусскими учеными предлагается газогенератор для
переработки древесных радиоактивных отходов [3], который позволяет
уменьшить возможность загрязнения генераторного газа радиоактивными
341
веществами при переработке древесины в районах, загрязненных при аварии на
ЧАЭС, что при большом объеме подлежащих переработке древесных отходов
значительно повысит безопасность проведения таких работ.
Выводы. Предлагаемые схемы и мобильные установки для реализации
предлагаемых схем позволят организовать переработку древесины из
радиоактивно загрязненных регионов, снизить экологическую напряженность в
них.
Библиографический список
1. Заикин А.Н. Теория, методы и модели интенсификации лесосечных
работ: монография [Текст] / А.Н. Заикин. – Брянск: БГИТА, 2009. – 204 с.
2. Заикин А.Н. Технология и оборудование заготовки и переработки
древесины, загрязненной радионуклидами: монография [Текст] / А.Н. Заикин,
В.М. Меркелов. – Брянск: БГИТА, 2012. – 266 с.
3. Газогенератор для переработки древесных радиоактивных отходов:
Пат. 2073926 РФ МПК G21F9/32./ Г.Г. Колчанов, А.В. Наганов, И.А.
Савушкин, В.Д. Дубровский // Изобретение. Полезные модели. – 1997. – № 6.
УДК 674.52
ВЫСОКОУРОВНЕВОЕ МОДЕЛИРОВАНИЕ, КАК СПОСОБ
ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ ПОЗАКАЗНОГО МЕБЕЛЬНОГО
ПРОИЗВОДСТВА
HIGH LEVEL MODELING LIKE A METHOD OF EFFICIENCY
ENHANCEMENT OF CUSTOM FURNITURE PRODUCTION
Захарова И.А., аспирант,
ГАОУ ВПО «МГОСГИ»,
Коломна, РФ
DOI: 10.12737/3989
Аннотация: Данная статья посвящена проблематике позаказного
производства
мебельных
ансамблей.
Предлагается
разработка
высокоуровневых объектных структурно-атрибутивных моделей, реализация
которых позволит повысить эффективность процесса приема заказов,
минимизировать вероятность появления брака и значительно ускорить
производство.
Summary: The article is devoted the problems of custom production of
furniture ensembles. It is proposed to develop high-level object-attribute structural
models, the realization of which will improve the efficiency of taking orders, to
342
minimize the probability of marriage and seriously speed up the production of
furniture.
Ключевые слова: высокоуровневое моделирование, инжиниринг,
мебельный ансамбль, позаказное производство
Keywords: high level modeling, engineering, furniture ensemble, custom
production.
В настоящее время основной объем корпусной мебели производится в
позаказном варианте. За счет уникальности проектов производство становится
более трудоемким и требует наличия отдельного дополнительного этапа –
приема заказа. Он выполняется специалистами, не имеющими достаточного
объема знаний в области производства мебели. Для сокращения длительности
приема заказов и исключения возможных ошибок субъективного характера
необходимо, чтобы системы автоматизированного проектирования решали
проблемы,
связанные
с
учетом
дизайнерских,
конструкторских,
технологических и других аспектов, свойственных конкретному мебельному
предприятию. Жизненный цикл мебельного изделия включает в себя
следующие этапы: идея, дизайн, проектирование, моделирование и симуляция,
технологическая подготовка, производство, испытание и контроль качества,
продажа, послепродажное использование. Для повышения эффективности
позаказного производства бизнес-процессы мебельного предприятия
разделяются на два этапа: выcокоуровневое (инжиниринг) и исполнительное
(реинжиниринг) моделирование [1]. Их соотношение показано на рисунке 1.
Рисунок 1 – Инжиниринг и реинжиниринг мебельного ансамбля
Высокоуровневое
моделирование
реализовано
в
ряде
специализированных САПР корпусной мебели [2]. Указанные подходы имеют
два основных недостатка: возможность моделирования лишь отдельных
мебельных изделий и учет только конструкторско-технологических аспектов
мебельного производства. Таким образом, актуальной является задача
разработки высокоуровневых объектных структурно-атрибутивных моделей
(ВОСАМ), работающих на уровне мебельного ансамбля и включающих в себя
343
дизайнерские аспекты.
ВОСАМ представляют собой модели классов изделий, отображающие на
абстрактных типах данных производственно-технические возможности
конкретного производства. Это означает, что на этапе приема заказа будет
реализован значительный объем конструкторско-технологических работ в
«прозрачном» режиме для сотрудников мебельных салонов. ВОСАМ (рисунок
2) включают в себя максимальное количество информации, отражающей
специфику
дизайнерских,
конструкторско-технологических,
производственных, организационных и логистических особенностей
конкретного предприятия.
Структурное описание объекта в ВОСАМ представляет собой описание
отдельных элементов в контексте изделия, отдельных изделий в контексте
ансамбля, а также алгоритмов сопряжения элементов. Структура мебельного
ансамбля, представленная на рисунке 2, отражает зависимость элементов друг
от друга, определяя концептуальные границы предлагаемых моделей
(пунктирными линиями показаны сопряжения элементов).
Геометрические
данные
эскизного
представления
описывают
геометрические формы и параметрические взаимосвязи отдельных элементов.
В качестве примера рассмотрим набор геометрических данных мебельного
ансамбля. Для его параметрического описания необходимо учесть следующие
характеристики:
1)
– габаритные размеры элементов;
2)
– необходимые технологические зазоры;
3)
– вкладные и накладные элементы;
4)
– трансформируемые, выдвижные и раздвижные элементы;
5)
– фурнитура;
i
6) Pm – параметры толщина элементов класса i, изготовляемых из
материала m;
7) Gmi – параметры формообразования элементов класса i, изготовляемых
из материала m;
8)
– матрица взаимных сопряжений элементов.
Параметры
могут содержать подмножества.
– это множества параметров, которые
344
С тру к турн ое оп и с ан и е о бъек та
Ге о м е т р и ч е с к и е д а н н ы е э с к и з н о г о
п редстав л ен и я
Высокоуровн евая
м од ель
Проц едурн ая ре а ли зац и я а лгори тм ов
п реобр аз ов ан и я элем ен тов ф ор м ы с
у чето м и м ею щи хся о гр ан и чен и й
Ук аз атели ти п ов ых ф и к си ров ан н ых
элем ен то в , расши р я ю щи х м н оже ств о
ко н тр о л и р у е м ы х о г р ан и ч е н и й
О т н о ш е н и я ко н с т р у к т и в н о т е х н о л о г и ч е с ко г о с о о т в е т с т в и я
О т н о ш е н и я ко н с т р у к т и в н о л о г и ст и ч е ско г о с о о тв ет ст в и я
Рисунок 2 – Структура ВОСАМ
Алгоритмы преобразования эскизных координат в исполнительные
координаты формируют конкретный экземпляр изделия или ансамбля с учетом
ограничений, накладываемых технологическими и иными особенностями
производства. Именно эти алгоритмы показывают, как реализуется в
автоматизированном проектировании модель с учетом ограничений.
При проектировании мебели широко используются типовые
фиксированные элементы внешнего или внутреннего представления.
Например, в качестве выдвижных ящиков могут применяться сетчатые
корзины, размеры которых соответствуют некоторому размерному ряду
(внешнее представление), или ящики, собираемые на самом предприятии,
размеры которых желательно выбирать из определенного ряда, но при
необходимости можно изменять (внутреннее представление). Типовые
фиксированные элементы, по сути, предоставляют дополнительную
возможность, используя которую можно разными путями реализовать
моделирование объекта. Например, от смены расположения элемента зависит
расположение остальных элементов, то есть структура изделия.
345
Функционально-декоративные
элементы
Фурнитура
-
замки
опоры
подвески
подпятники
ручки
Антресольная
секция
Прямая секция
Ансамбль
Угловая секция
Прямой шкаф
Шкаф
Угловой шкаф
Открытые ниши
Корпус
Фасад
Полки
-
с тационарные
с ъемные
Ящики
-
деревянные
комбинированные
металлические
пластиковые
фиксированные элементы
Ш танга
-
торцевое вешало
штанга
Двери
-
раздвижные
рас пашные
складные
Секции
Рисунок 3 – Структура мебельного ансамбля
Отношения
конструктивно-технологического
и
конструктивнологистического соответствия позволяют с минимальными затратами
формировать по любому экземпляру ВОСАМ необходимые для производства
документы. В результате реинжиниринга в автоматическом режиме может
быть подготовлена документация, которая включает комплект чертежей,
маршрутную технологию изготовления, спецификации, указывающие место
нахождения или приобретения материалов и комплектующих, а также
операционные технологии.
Реализация ВОСАМ в комплексной САПР корпусной мебели позволит
повысить эффективность процесса приема заказов, минимизировать
вероятность появления брака и значительно ускорить производство.
346
1.
2.
Библиографический список
Бунаков, П.Ю. Перспективная САПР сложной корпусной мебели:
концептуальные основы, парадигма проектирования, особенности
реализации / П.Ю. Бунаков, А.В. Стариков, В.Н. Харин, С.Я. Гусев, А.А.
Старикова // Известия высших учебных заведений – Лесной журнал. –
2009. – № 1 с. 100-107.
Бунаков, П.Ю. Моделирование объектов в САПР корпусной мебели /
Программные продукты и системы. 2009. № 1(85) с. 72-74.
УДК 674.8
ОСОБЕННОСТИ ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ ЗОЛЫ
В ДРЕВЕСНЫХ ПЕЛЛЕТАХ
FEATURES DETERMINATION OF ASH IN THE WOOD PELLETS
Зотова Е.В., соискатель
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3990
Аннотация: в статье представлены особенности определения
содержания золы в одном из видов твердого биотоплива – древесных пеллетах.
Этот показатель очень важен как для процесса горения, так и для нормального
функционирования топок. Значение зольности определяет один из главных
показателей пеллет – теплотворную способность.
Summary: the article presents the defining characteristics of the ash content in
some form of solid biofuels - wood pellets. This figure is very important for the
combustion process, and for the normal functioning of furnaces. Ash value defines
one of the main indicators of pellets - calorific value.
Ключевые слова: горение, древесина, зола, масса, определение, опыт,
пеллета, печь, результат, температура, топливо.
Keywords: burning, wood, ash, weight, determination, experience, pellet,
stove, result, temperature, fuel.
В отличие от традиционных ископаемых углеводородов, древесные
пеллеты должны иметь низкое содержание золы. Из практики торговли этой
продукцией по достаточно жестким требования Евросоюза содержание золы в
пеллетах должно быть менее 0,5 %. Настоящее требование важно для России,
так как большая доля этой продукции реализуется именно для стран
Евросоюза. При этом по действующему Российскому стандарту содержание
347
золы в древесных пеллетах может превышать 10 % [1].
Зола, образующаяся при сгорании древесных пеллет в котлах и топках
различных конструкций, представляет собой минеральное вещество.
Содержание золы или зольность пеллет – очень важная качественная
характеристика, так как величина этого показателя существенно влияет на
производительность топливных устройств. Если у золы в твердом биотопливе
низкая температура плавления, то происходит зашлаковывание топочного
оборудования из-за попадания в него твердых частиц.
Также высокие значения влажности и зольности пеллет снижают
теплотворную способность этого вида топлива, уменьшают долю горючих
веществ в общем объеме энергоносителя [2]. Согласно нормативным
документам под зольностью понимается отношение массы твердого
неорганического остатка, образующегося после полного сгорания топлива в
определенных условиях, к массе сухого вещества, выраженное в процентах.
Показатель зольности определяют расчетным путем по массе остатка,
образовавшегося после сгорания топлива при температуре 550±10 °С.
Для этой цели может использоваться автоматическое оборудование [3].
Метод целесообразно проверять на эталонных образцах аналогичного вида
биомассы. Оборудование должно отвечать требованиям, включающим размеры
пробы, процедуры нагрева, температуры, атмосферы и точности взвешивания
образцов.
При этом некоторые расхождения значений при определении зольности в
условиях сжигании топлива при более высокой температуре, например, 815 °С
по сравнению с более низкой 550 °С, можно объяснить потерей летучих
неорганических соединений, высокой степенью окисления неорганических
веществ и разложением карбонатов, образующих окись углерода. В реальной
практике определения этого показателя некоторые из высвобожденных
неорганических веществ или соединений могут быть восстановлены, в то
время как летучая зола и другие газообразные соединения не
восстанавливаются, то есть они не будут являться частью общего количества
золы.
В качестве оборудования используются тигли, муфельная печь, весы,
эксикатор. Тигли для сжигания изготавливаются из инертного материала,
например, фарфора, глубиной от 10 до 20 мм. Их размер должен быть такой,
чтобы на 1 см поверхности дна тигля масса пробы древесных пеллет не
превышала 0,1 г/см. Муфельная печь должна удовлетворять требованию
равномерности нагрева, обеспечивать заданные значения температуры и
скорость нагрева в соответствии с действующим стандартом [1]. Вентиляция
348
должна исключать возможность недостатка кислорода при всех стадиях
горения. При этом скорость воздухообмена в муфельной печи должна
находиться в интервале 5…10 рабочих объемов печи в минуту. Лабораторные
весы должны удовлетворять требованиям соответствующих стандартов и
обеспечивать точность взвешивания до 0,1 г. Как правило, применяется
эксикатор без осушителя. Однако, следует помнить, что зола и пепел от
древесных пеллет более гигроскопичны, чем пепел угля.
Подготовка пробы заключается в следующем. Для определения
зольности используют пробу, измельченную до размера частиц 1 мм и менее.
Определение зольности выполняют одним из следующих способов:
а) непосредственно на подготовленной аналитической пробе при
одновременном определении влагосодержания пеллет;
б) на образце аналитической предварительно высушенной пробы,
которая хранилась абсолютно сухой перед взвешиванием в закрытом
контейнере в эксикаторе.
Испытания проводятся как минимум на двух навесках. Как уже сказано
все взвешивания проводят на весах с точностью до 0,1 мг. Предварительно в
муфельной печи прокаливают пустой тигель при рабочей температуре среды
550±10 °С не менее 60 мин. Затем его помещают на жаростойкие пластины,
охлаждают в течение 5…10 мин и помещают в эксикатор. Когда тигель
остынет до температуры окружающей среды, его взвешивают с точностью до
0,1 мг и записывают массу. Несколько тиглей могут прокаливаться
одновременно.
Затем аналитическую пробу предварительно перемешивают и
взвешивают. Пробу древесных пеллет массой 1 г помещают в тигель и
разравнивают, производят взвешивание и определяют массу. Если
аналитическая проба древесных пеллет требует высушивания, то тигель с
содержимым высушивают в сушильном шкафу при 105±10 °С с последующим
взвешиванием.
Процесс сжигания пробы осуществляется следующим образом. Тигель с
пробой древесных пеллет помещают в холодную печь и равномерно нагревают
до температуры 250±10 °С в течение 50 минут со скоростью +5 °С/мин.
Температуру поддерживают на этом уровне в течение 60 мин, чтобы вышли
летучие вещества до воспламенения. Далее с той же скоростью продолжают
нагревать печь до температуры 550±10 °С в течение 60 и обеспечивают
температуру на этом уровне не менее 120 мин.
Потом тигель с золой извлекают из печи и помещают для охлаждения на
толстую металлическую пластину на 5…10 мин с последующим перемещением
349
в эксикатор без осушителя для достижения температуры окружающей среды.
Тигель с золой взвешивают с точностью до 0,1 мг и записывают массу.
Если образец древесных пеллет сгорел не полностью и при визуальном
осмотре обнаружена сажа, то тигель с помещают в печь, нагретую до 550 °С, и
прокаливают 30 мин, после чего взвешивают. Прокаливание повторяют до
момента, когда изменение массы тигля с остатком не станет менее 0,2 мг.
Возможен другой вариант. В тигель добавляют несколько капель воды
или нитрата аммония, затем помещают его в холодную печь, нагревают до
температуры 550±10 °С и прокаливают в течение 30 мин, после чего
взвешивают. Прокаливание повторяют до тех пор, пока изменение массы тигля
с остатком не станет менее 0,2 мг [1].
Зольность на сухое состояние рассчитывают по следующей формуле:
где m1- масса пустого тигля, г;
m2- масса тигля с пробой, г;
m3- масса тигля с зольным остатком, г;
Wa - массовая доля влаги в аналитической пробе, %.
Результаты проведенных испытаний, измерений вычисляют до 0,01 % и
округляют до 0,1 %. При этом за окончательный результат испытаний
принимают среднеарифметическое значение результатов двух параллельных
определений.
Результаты двух параллельных определений, проведенных в течение
краткого промежутка времени, но не одновременно, выполненных в одной и
той же лаборатории одним исполнителем с использованием одной и той же
аппаратуры на двух представительных образцах, взятых из одной и той же
пробы для испытаний, не должны отличаться друг от друга более чем на
значения, указанные в таблице.
Таблица 1 - Повторяемость и воспроизводимость метода
Зольность, %
Максимально допустимые расхождения между
результатами при доверительной вероятности
Р=0,95 (на сухое состояние)
Предел повторяемости
Критические значения
воспроизводимости
Менее 10 %
0,2 (абсолютных)
0,3 (абсолютных)
10 % и более
2,0 от среднего значения 3,0 от среднего значения
Разность результатов двух параллельных определений, выполненных в
двух различных лабораториях на представительных образцах, взятых из одной
и той же пробы для испытаний, не должны отличаться друг от друга более чем
на значения, указанные в таблице.
350
Протокол испытаний должен содержать наименование лаборатории и
дату проведения анализа, наименование продукции или образца испытаний,
ссылку на действующий стандарт, любое отклонение от стандарта, отмеченное
во время определения, результаты испытаний на сухой основе, а также
условия, замечания и отклонения в ходе процедуры испытания, которые могут
повлиять на его результат.
Таким образом, описанная выше методика определения зольности может
эффективно применяться для определения этого показателя на предприятиях,
занимающихся производством древесных пеллет. Набор лабораторного
оборудования не отличается высокой стоимостью, не требует сложных
навыков и вполне реализуем в условиях цеховых лабораторий.
Библиографический список
1.
ГОСТ Р 54185-2010 (ЕН 14775:2009). Биотопливо твердое.
Определение зольности. М., 2010, 8 с.
2.
Сафонов А.О. Новые методы управления технологиями
переработки отходов древесины в биотопливо [Электронный ресурс] /
Политематический сетевой электронный научный журнал Кубанского
государственного аграрного университета (Научный журнал КубГАУ). –
Краснодар: КубГАУ, 2012. – №84 (10). С. 348 – 357. –
URL:http://ej.kubagro.ru/2012/10/pdf/28.pdf (дата обращения 25.04.2014).
3.
Сафонов А.О. Автоматизация управления прессом-гранулятором
для производства пеллет из древесных отходов [Электронный ресурс] /
Политематический сетевой электронный научный журнал Кубанского
государственного аграрного университета (Научный журнал КубГАУ). –
Краснодар:
КубГАУ,
2011.
–
№
74(10).
С.
1
–
8.
–
URL:http://ej.kubagro.ru/2011/10/pdf/21.pdf (дата обращения 25.04.2014).
УДК 674.023
ОБРАБАТЫВАЕМОСТЬ РЕЗАНИЕМ ДРЕВЕСИНЫ РАЗЛИЧНЫХ
ПОРОД
MACHINABILITY WOOD OF DIFFERENT SPECIES
Камышанов Д.Т., студент
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3991
Аннотация: представлены основные направления резания древесины и
способы повышения их эффективности.
Summary: the main directions of cutting wood and ways to enhance their
351
effectiveness.
Ключевые слова: резание древесины, дереворежущий инструмент.
Keywords: cutting of timber,woodcutting tools.
Характеристика процесса продольного пиления древесины
Кинематика процесса продольного пиления древесины мягких
лиственных пород
Оптимальные режимы резания на круглопильных станках должны
обеспечить высокую производительность, безопасность работы, необходимую
точность и класс шероховатости поверхности обработки при наименьшем
расходе древесины, труда и энергопотребления.
Траектория относительного движения главной режущей кромки зуба
пилы в древесине описывается уравнением укороченной циклоиды.
Здесь дополнительно определим кинематический угол входа резца в
древесину.
При встречной подаче для станков с верхним расположением пильного
вала:
угол входа резца в древесину определяется по формуле:
ah
R a1
arccos
, град.
R
R
вх arccos
(1.1)
где a1 – высота сегмента пилы, выступающего из пропила, 3…5 мм
угол выхода резца из древесины:
вых arccos
a
R ( h a1 )
arccos
, град.
R
R
(1.2)
угол контакта резца с древесиной:
вых вх , град.
(1.3)
При попутной подаче для станков с верхним расположением пильного
вала угол входа резца в древесину равен:
вх arcsin
a
R ( h a1 )
arcsin
, град
R
R
(1.4)
угол выхода резца из древесины:
вых arcsin
ah
R a1
arcsin
, град
R
R
(1.5)
Так же рассчитываются углы входа резца в древесину для станков с
нижним расположением пильного вала, но при попутной подаче:
вх arcsin
a
R ( h a1 )
arcsin
, град
R
R
(1.6)
угол выхода резца из древесины:
вых arcsin
ah
R a1
arcsin
, град
R
R
(1.7)
352
Для станков с нижним расположением пильного вала a1 D .
Попутная подача широко используется при поперечной распиловке в
конструкциях торцовочных станков, а при продольной – на станках с
применением пил для получения технологической стружки вместо опилок. При
попутной подаче увеличивается длина непрерывной стружки, процесс резания
происходит более эффективно, класс шероховатости распиленной поверхности
более высокий.
Обзор деформирующих сил при взаимодействии резца и древесины
Осуществление любого процесса резания требует затраты механической
работы, которая в направлении любого из движений резания расходуется на
преодоление сил сопротивления, возникающих в зоне резания — зоне контакта
резца и материала образца. По характеру происхождения эти силы можно
разделить на три группы:
1)
молекулярно-электрические силы, возникающие при разделении
(диспергировании) молекулярных слоев и отдельных молекул образца, — эти
силы локализуются, главным образом, в зоне режущей кромки резца;
2)
силы деформирования, затрачиваемые на упруго-пластические
деформации отделяемой стружки и некоторой зоны под поверхностью резания;
3)
силы трения на поверхностях контакта граней резца со стружкой и
поверхностью резания.
Соотношение трех перечисленных групп сил, действующих в зоне
резания, не остается постоянным в процессе резания при изменении его
условий.
Виды резцов
При рассмотрении некоторых вопросов резания необходимо отвлечься от
физических свойств резца, приписав ему некоторые идеальные свойства,
почему и сами такие резцы называются идеальными. Идеальным резцом
называется такой резец, у которого режущая кромка представляет собой линию
пересечения передней и задней грани резца.
Идеальные резцы должны иметь: 1) идеальную гладкость (не иметь
каких-либо микронеровностей); 2) идеальную скользкость (полное отсутствие
сил трения); 3) идеальную остроту режущей кромки.
В реальном резце передняя и задняя грани не пересекаются, а
замыкаются криволинейной поверхностью, вследствие этого геометрия резца
вблизи режущей кромки становится не вполне определенной. Среди реальных
резцов различают простые и сложные.
К простым резцам относятся такие, у которых режущая кромка, а
следовательно, передние и задние грани плоские. Простые резцы должны быть
353
достаточно острые, шероховатость поверхностей граней и кромок должна быть
не ниже 9. У сложных резцов режущая кромка имеет криволинейную форму.
Влияние элементов резца на процесс резания
В процессе резания древесины происходят сложные явления как при
внедрении резца в древесину, отделении и формировании элементов стружки,
так и вследствие трения резца и стружки о древесину.
На процесс резания в основном влияют три группы факторов:
1. относящиеся к резцу: острота режущей кромки, задний угол, передний
угол, угол заострения, качество поверхностей передней и задней граней;
2. относящиеся к объекту обработки: порода древесины, плотность,
влажность, температура объекта обработки, механические свойства древесины;
3. относящиеся к подаче материала: ширина и глубина резания, скорость
резания, ориентация волокон относительно направления резания.
Совместное влияние всех этих факторов до некоторой степени находит
свое отражение в типе стружкообразования.
Основные факторы, влияющие на процесс резания
Исследования, относящиеся к резанию древесины, выполненные
многими авторами, свидетельствуют о влиянии на силу резания различных
факторов, сопутствующих резанию. Характер влияния отдельных факторов на
величину силы резания неодинаков: одни приводят к весьма существенному
изменению величины силы резания и потому должны учитываться в
соответствующих расчетах с использованием силы резания; влияние других
сказывается незначительно, и в ряде случаев ими можно пренебречь.
Рассмотрим характер и степень влияния некоторых факторов на силу
резания и другие энергетические показатели. Влияние породы древесины на
силу резания проявляется через различие физико-механических свойств
древесины различных пород. Свойства древесинных пород варьируют в
пределах до 70%. Влияние влажности на силу резания незначительно (не
превышает ±10...15%); угол резания влияет на величину силы резания, но в
условиях реального использования его в режущих инструментах приводит к
изменению величины силы резания в пределах до 30...50; влияние трения резца
и стружки наиболее существенно проявляется только в сложных видах резания
(например, пиление и некоторые другие). Наиболее ощутимое влияние на силу
резания оказывает изменение: а) толщины стружки (до 4...7 раз); б) вида
резания (до 4 раз; в) степени затупления резца (до 1,5...2 и более раз).
Основные
направления
повышения
энергоэффективности
дереворежущих инструментов:
Разработка
самозатачиваемых
инструментов;
инструментов,
354
адаптированных к резанию древесных пород различной плотности;
дереворежущих инструментов, работающих на повышенных частотах
вращения;
устройств,
реализующих
нетрадиционные,
практически
безотходные процессы резания (разрезание и штампование); инструментов,
востребованных в настоящее время по экономическим показателям.
Библиографический список
1.
Свиридов, Л.Т. Современные процессы и оборудование в
деревообработке: монография [Текст] – /Л. Т. Свиридов, А.В. Ивановский, В.П.
Ивановский. – Воронеж.: Воронежский ЦНТИ – филиал ФГУ «РЭА»
Минэнерго России, 2011. – 363с.: ил.
УДК 674.07:674.213
ТЕХНОЛОГИИ СТАРЕНИЯ ПАРКЕТНОЙ ДОСКИ, КАК
СРЕДСТВО ДИЗАЙН-ПРОЕКТИРОВАНИЯ
DESIGN-PLANNING IS IN TECHNOLOGY OF BRUSH-OLDNESS OF THE
PARKED
Караваев З.В., студент
Дьяченко В.Ю., старший преподаватель
Харьковский национальный технический университет сельского хозяйства
имени Петра Василенко
г. Харьков, Украина
DOI: 10.12737/3992
Аннотация: представлены методы искусственного старение паркетной
доски, рассматривая патинирование и браширование.
Summary: In article the problem of decoration of wood was discussed. It have
made a conclusion about the using and actuality at this method.
Ключевые слова: патинирование, браширование, паркет.
Keywords: patinated as the primary method of wood aging.
Современные технологии обработки паркета позволяют добиться
уникальных результатов и получать интересные дизайны поверхностей. С
каждым годом все большую популярность набирает так называемый антикдизайн. Данный вид дизайна включает в себя искусственно состаренные полы,
стены, потолки, антикварную мебель.
Одним из самых распространенных и популярных вариантов
искусственного состаривания является брашировка. В зависимости каков вы
хотите получить результат, проверяя браширования на ощупь, либо же на глаз.
Новая доска подвергнутая брашированию будет выглядеть как новая, только с
355
фактурной текстурой. А если новую сосоновую доску правильно покрыть
пигментом и красителем в серый цвет, будет казаться что она провела на улице
больше 15 лет. Процесс браширования заключается в обработке древесины
специальными металлическими и нейлоновыми щетками вдоль волокон
древесины. После такой обработки древесина приобретает рельефную
поверхность, которая по виду очень сильно напоминает старинный паркетный
пол прослуживший своим хозяевам не одно десятилетие.
Тонирование паркета - это еще одна технология, которая позволяет
состаривать паркет или массивную доску, придавая данным покрытиям
уникальный вид. Процесс тонировки заключается в нанесении на древесину
специальных тонировочных пигментов или натурального паркетного масла,
масло-воска. В результате данной обработки паркет приобретает оттенки,
подобно тем, которые имеют очень старые паркетные полы.
Наиболее сложной технологией состаривания паркета является патинирование. Принцип данной технологии заключается в выделении
текстуры дерева, для этого на древесину наносится специальный состав,
глубоко приникающий в древесные поры и вследствие этого подчеркивающий
рисунок годичных колец и его рельеф.
Выводы. Проанализировав выше указанные технологии декорирования
мы пришли к выводу, что данные способы декорирования древесины позволяет
нам не только сэкономить средства, но и увеличить срок эксплуатации полов,
при этом внести свое дизайнерское видение, придать эксклюзивность и
неповторимость во внешнем виде. Метод термического окрашивания и
пропитки древесины, как и метод патинирования очень актуален и востребован
среди производителей мебели и изделий из древесины в настоящее время.
Библиографический список
1. Барташевич А.А., Романовский А.М. Художественная обработка дерева.
Москва., Высшая школа, 1995.-327ст.
2. Бобиков В.Г. технология художественной отделки мебели. М., Высшая
школа, 1999.- 218 ст.
3. Гусарчук Д.М. 300 ответов любителю художественных работ по дереву. М.:
Лесная промышленность 1986.- 388 ст.
4. Прозоровский Н.И. ,Технология отделки столярных изделий. М.: Высшая
школа ,2008.- 185 ст.
5. Ердман Н.И. Патинирование древесины в дизайне мебели. Киев, экология,
2011. – 248 ст.
http://shenderdecor.ru/massiv_patina.html
http://woodgu.ru/article-61.html
356
УДК 674.023
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ РАСПИЛОВКИ БРЕВЕН УЗКИМИ
ЛЕНТОЧНЫМИ ПИЛАМИ ПУТЕМ СНИЖЕНИЯ ЗАТРАТ НА
ОБСЛУЖИВАНИЕ ОБОРУДОВАНИЯ
IMPROVING THE EFFICIENCY OF CUTTING LOGS WITH NARROW BAND
SAWS BY REDUCING MAINTENANCE COST OF EQUIPMENT
Киселев С.В., преподаватель
Блохин А.В., к.т.н., ст. преподаватель.
УО «Белорусский государственный технологический университет»
г. Минск, Беларусь
DOI: 10.12737/4031
Аннотация: в работе рассмотрены перспективы применения, и
проблемы при эксплуатации узких ленточных пил для распиловки бревен.
Предложен метод повышения усталостной долговечности таких пил. Сущность
метода основана на проведении упругопластического деформирования полотна
пилы в холодном состоянии.
Summary: application prospects and problems in the operation of narrow
band saws for cutting logs are examined in this article. The method of increasing
fatigue life of the saws was proposed. The essence of following method is based on
the carrying elastoplastic saw blade straining in a cold position.
Ключевые слова: бревно, пиломатериалы, ленточная пила,
устойчивость пилы, усталостная долговечность, деформирование поверхности
Keywords: log, lumber, band saw, stability saws, fatigue life, deformation of
the surface
Древесина является наиболее ценным из возобновляемых природных
ресурсов и используется в таких отраслях промышленности как строительная,
мебельная, бумажно-целлюлозная и энергетическая. Одним из этапов
переработки древесины является получение пиломатериалов, которые в
дальнейшем используются для изготовления различной продукции. При этом
одним из приоритетных направлений являются рациональное использование
древесного сырья и техническое перевооружение деревообрабатывающих
производств.
Необходимость рационального использования древесного сырья
становится особенно актуальным для твердолиственных пород таких как дуб и
ясень. Небольшие запасы древесины данных пород приводят к ограничению их
заготовки по сравнению с хвойными породами [Ошибка! Источник ссылки
не найден.], приводящее к постоянному росту цен на их пиловочник и
357
пилопродукцию.
Согласно данных министерства лесного хозяйства Республики Беларусь
[2] в лесхозах и леспромхозах получение пиломатериалов осуществляется в
основном на линиях использующих круглопильные станки (50%) и
лесопильные рамы (30%). Ленточнопильное станки составляют менее 20% от
общего количества оборудования на котором производится распиловка бревен.
В тоже время анализ данных выявил, что загрузка высокопроизводительных
круглопильных станков и лесопильных рам составляет 40–80% от проектной
что приводит к повышенным затратам на обслуживание оборудования.
Распространение данного типа оборудования обусловлено относительно
высокой ее производительностью и низкими требованиями к квалификации
рабочих. Однако, в связи с большой шириной пропила (достигающих в
некоторых случаях до 5-6 мм) имеют место большие потери древесины в
опилки при высоких энергетических затратах на сам процесс резания.
Например, установочные мощности круглопильных станков составляют от 25
до 35 кВт, а лесопильных рам могут достигать 100 кВт и более.
Наиболее энергоэффективной технологией, в которой указанные
недостатки проявляются в меньшей мере, является распиловка бревен узкими
ленточными пилами на горизонтальных станках легкого класса. Малая ширина
пропила (1,5-2 мм) определяет самое низкое энергопотребление среди других
видов оборудования (установочные мощности не превышают 11-13 кВт) и
сравнительно небольшие потери древесины в опилки. При этом могут быть
учтены индивидуальные особенности бревен, что увеличивает процент выхода
пиломатериалов при распиловке на 15-20 %. В настоящее время данная
технология используется в основном на предприятиях мебельной
промышленности, где применяется древесина ценных пород и потери
древесины приводят к неоправданно высоким затратам на сырье. Кроме этого
существует возможность использования мобильного ленточнопильного
оборудования с приводом от двигателя внутреннего сгорания, позволяющего
получать пиломатериалы непосредственно на лесосеке, что приводит к
снижению транспортных расходов особенно в условиях индивидуального
лесопиления [3]. Ограниченное распространение данного типа оборудования в
лесопильном комплексе обусловлено в основном тем, что при эксплуатации
ленточных пил возникает ряд проблем, снижающих эффективность их
применения. В частности, это необходимость высокой квалификации рабочего
производящего
распиловку,
недостаточная
точность
получаемых
пиломатериалов при интенсивных режимах распиловки и частые разрывы
полотна пилы во время работы. Такие разрывы приводят к дополнительным
358
затратам на инструмент, простои в работе оборудования и увеличению риска
травмирования рабочих полотном пилы.
Еще одной проблемой является недостаточная точность пиления при
больших скоростях подачи, что ограничивает производительность
ленточнопильного оборудования. Практика распиловки бревен на
предприятиях показали, что в условиях деревообрабатывающих производств
Республики Беларусь и Российской Федерации, при невозможности изменений
в конструкцию ленточнопильных станков наиболее простой и эффективный
способ повышения устойчивости узких ленточных пил является увеличение
предварительного натяжения. Однако такие меры приводят к увеличению
случаев аварийного выхода из строя ленточных пил из-за разрыва полотна
пилы вследствие возникновения и развития усталостной трещины [4].
В качестве методов, реализация которых возможна силами предприятий
предложено повышение усталостной долговечности за счет дополнительной
обработки поверхности впадин зубьев с целью повышения качества
поверхности либо ее упрочнение наклепом. Так Швамм Л.Г. предлагается
повышать усталостную долговечность путем поверхностного пластического
деформирования пилы путем алмазного выглаживания, ультразвуковым
наклепом стальными шариками, дробеструйной обработкой [5]. В качестве
рекомендации он так же предлагает дополнительно подшлифовывать впадины
зуба с целью изменения направления рисок от шлифовального круга на угол
π/2, что позволяет снизить их влияние на величину концентрации напряжений.
Юрьевым Ю.И. и Гернетом Г.М. предлагается упрочнять впадину зуба путем
дополнительной обработки ударами бойка либо развальцовки эксцентриковым
валом [6]. Демьяновским К.И и Цветковой Н.И. предложено упрочнять
впадину зуба термомеханическим способом воздействуя индентором
специальной формы [7]. Индентор, имеющий специальный профиль давит на
участок впадины зуба, причем место взаимодействие дополнительно
разогревается за счет пропускания электрического тока через индентор и пилу.
Профиль выбран таким образом, чтобы не только упрочнять поверхность зуба,
но и скруглять грани, тем самым уменьшает вероятность зарождения трещины.
Предложенные выше способы повышения долговечности имеют
существенный недостаток, а именно высокие временные и энергетические
затраты на их проведение. Кроме того, способы повышения долговечности
основанные на упрочнении впадины зуба требуют повторения их проведения
после каждой переточки. При том, что в пиле 160-220 зубьев, то вполне
очевидны значительные затраты по подготовке пил к работе.
Следующим направлением повышения долговечности ленточных пил
359
является уменьшение средних и амплитудных значений напряжений,
возникающих в полотне во время работы. При этом уменьшение данных
напряжений можно осуществить несколькими способами – увеличением
диаметра шкивов (что увеличивает металлоемкость и габариты оборудования),
уменьшением толщины пилы (значительно снижается жесткость и
устойчивость
пилы)
либо
созданием
внутренних
напряжений,
компенсирующих напряжения от изгиба на шкивах.
Наиболее перспективным является способ, предложенный Фонкиным
В.Ф. и Герасимовым В.В. [9] основанный на уменьшении амплитудных
значений напряжений, возникающих в результате изгиба пилы на шкивах
станка созданием предварительно искривленного состояния полотна ленточной
пилы на стадии изготовления путем термомеханической обработки полотна
ленточной пилы. Суть метода заключается в том, что полотно пилы при ее
термообработке дополнительно изгибается и после проведения обработки
данное состояние сохраняется. Недостаток данного метода – большие затраты
энергии, т.к. необходимо выдерживать пилу в изогнутом состоянии при
температуре 500-600°С.
В данной работе предложен метод упрочнения узких ленточных пил для
распиловки бревен, при котором проводится единоразовая обработка пилы в
холодном состоянии не требующая повторного проведения [10]. Таким
способом является упругопластическое деформирование пилы позволяющая
создать предварительное искривленное состояние и напряжения сжатия на
поверхности пилы, что приводит к уменьшению амплитудных значений
напряжений, возникающих в пиле во время работы.
Суть метода заключается в прокатке новой пилы на шкиве малого
радиуса, при этом
в поверхностных слоях пилы происходит
упругопластическая
деформация.
После
прокатки
пила
получает
предварительное искривленное состояние, а во внешнем слое полотна
создаются остаточные напряжения сжатия. Повышение долговечности
происходит за счет уменьшения амплитудных напряжений в пиле, что
обусловлено двумя факторами. Первое – при установке прокатанной пилы на
шкивы станка пила изгибается на меньшую величину чем такая же, но не
прошедшая обкатку. Второе – остаточные напряжения сжатия во внешних
слоях вычитаются из растягивающих напряжений, возникающих в пиле от
изгиба на шкивах.
Библиографический список
1.
Отчеты об использовании лесосырьевых ресурсов за 2010–2013 гг.
Министерство лесного хозяйства, Белгослес, Производственный центр по
организации использования лесосырьевых ресурсов.
360
2.
Программа повышения эффективности использования древеснотопливного сырья в деревообрабатывающих производствах (цехах) министерства лесного хозяйства Республики Беларусь на 2011-2015 годы. 28 ап-реля
2010 г. Минск, – 55 с.
3.
Серия
LT40
–
Ленточнопильные
станки
для
деревообрабатывающего производства [Электронный ресурс] / ООО "ВудМайзер
Индастриес"
–
Режим
доступа:
http://www.woodmizer.by/main/index.aspx?lc=BY – Дата доступа : 04.03.2014.
4.
Феоктистов, А. Е. Ленточнопильные станки / А.Е. Феоктистов.– М.:
Лесная промышленность, 1976.– 152 с.
5.
Швамм, Л. Г. Повышение долговечности ленточных пил при
продольной распиловке древесины: автореф. дис. … канд. тех. наук: 05.21.05 /
Л.Г. Швамм; ЛТА им. Кирова – Л., 1983. – 20 с.
6.
Способ обработки зубьев пил: а.с. 414060 СССР, МКИ5 В 23 D
63/12 / Ю.И. Юрьев, Г.М. Гернет,
В.В. Шестаков; Архангельский
лесотехнический ин-т.– заявл. 08.10.86 ; опубл. 23.04.88 Бюл. № 15.
7.
Способ обработки зубьев пил: а.с. 528154 СССР, МКИ5 B 23 D
63/08 / К.И.Демьяновский, Н.И. Цветкова; Архангельский лесотехнический инт.– заявл. 22.11.74 ; опубл. 15.09.76. Бюл. №34.
8.
Фонкин, В. Ф. Повышение долговечности и устойчивости
дереворежущих ленточных пил / В. Ф. Фонкин, В. В. Герасимов // Изв. вузов.
Лес. Журнал.–1984. – №6. – C 60–65.
9.
Фонкин, В. Ф. Повышение долговечности и устойчивости
дереворежущих ленточных пил / В. Ф. Фонкин, В. В. Герасимов // Изв. вузов.
Лес. Журнал.–1984. – №6. – C 60–65.
10. Дулевич А. Ф., Киселев С. В. Влияние параметров
упругопластического деформирования на усталостную долговечность
ленточных пил для распиловки древесины // Труды БГТУ. – 2011. – № 2:
Лесная и деревообраб. пром-сть. – С. 298–301.
УДК 674.093
ПРЕДПОСЫЛКИ ИЗМЕНЕНИЙ
В СИСТЕМЕ ЛЕСОПИЛЬНОГО ПРОИЗВОДСТВА
BACKGROUND OF CHANGES IN THE SYSTEM OF SAWING PRODUCTION
Корельская М.А., старший преподаватель
ФГАОУ ВПО «Северный (Арктический) федеральный университет имени М.В.
Ломоносова», г. Архангельск, Россия
DOI: 10.12737/3994
Аннотация: рассмотрен подход к процессу лесопиления с точки зрения
понятия «система»; показано, что в настоящее время ведущим критерием
361
рациональности раскроя является спецификационный, а не объёмный выход;
определены основные факторы, влияющие на рассеивание размеров
пиломатериалов;
показано,
что
снижение
рассеивания
размеров
пиломатериалов возможно, в том числе за счёт более детального изучения
размерных параметров бревна. В статье приводится обоснование того, что
одним из объективных путей выхода из системного кризиса является
пересмотр характеристик входного потока и поиск новых подходов к
планированию раскроя сырья.
Summary: considered approach to the process of sawmilling from the
viewpoint of the notion of «system»; it is shown that currently the leading criterion
of rationality of use of raw materials is specified material, but not lumber recovery
factor; identified key factors that influence the dispersion of dimensions of sawn
wood; it is shown that the reduction in the dispersion of dimensions of sawn wood
are possible, including through a more detailed study of the dimensional parameters
of the log. The article provides a justification that one of objective the ways out of
the systemic crisis is the revision of characteristics of the input stream and the search
for new approaches to processing decisions.
Ключевые слова: система лесопильного производства, пиловочные
брёвна, пиломатериалы.
Keywords: system of sawing production, sawlogs, sawn wood.
Широко известно определение системы, как совокупности элементов,
находящихся в связях и взаимосвязях друг с другом, образуя при этом единое
целое. Подходя к процессу лесопиления с точки зрения понятия «система»,
следует выделить пять её основных элементов: входной поток, структура
системы, выходной поток, внешнее воздействие, обратная связь (рисунок 1).
Рисунок 1 – Схема системы лесопильного производства
В этом случае под входным потоком понимается вся совокупность
пиловочного сырья, поступающего на лесопильное предприятие, а под
выходным потоком – вся номенклатура выпускаемой пилопродукции, где
структуру системы составляет структура производства. Отдельно следует
362
выделить понятие «внешнее воздействие». В годы, предшествующие развитию
либеральной экономики, внешнее воздействие на структуру производства на
предприятиях выражалось в передаче ему готовых методических
рекомендаций по расходу и нормированию сырья при производстве
пиломатериалов. С переходом на рыночные условия труда, эти вопросы
находятся непосредственно в ведении каждого конкретного лесозавода, таким
образом, вынуждая предприятия проводить собственные исследования в этой
области, которые получили название маркетинговых. Из этого следует, что
маркетинговые исследования напрямую влияют на выходной поток, т.е. на
получение пилопродукции заданной условиями контрактов (толщина, ширина,
группы длин пиломатериалов).
Расширение свободы экономической деятельности существенным образом
изменило условия функционирования предприятий, которые ранее
специализировались на выпуске экспортных товарных пиломатериалов, однако
не все эти изменения были благоприятны. В частности, была нарушена система
кооперированных связей внутри объединения, помогавшая гибко реагировать в
случае выполнения сложных по спецификациям, либо ограниченных по
срокам контрактов. В стремлении
выполнить требования контракта
предприятия стали ориентироваться на заведомый «перепил» отдельных
сечений за пределы положительных марджин. Излишки пилопродукции,
оставшейся у предприятия, как правило, сбывались по более низким ценам
или на длительные сроки оседали на складах, что, негативным образом влияло
на общие результаты экономической деятельности предприятия.
Такой элемент системы как обратная связь призван ответить на вопрос: как
следует организовать входной поток, чтобы он давал лучшие условия на
выходе? Иными словами, как изменить условия сортировки, чтобы повысить
эффективность использования сырья и увеличить выход пилопродукции? Если
подходить к рассмотрению системы лесопильного производства строго, то
становится неизбежным изменение самой структуры производства, которая
затрагивает главным образом этап подготовки сырья к распиловке и его
раскрой в лесопильном цехе. При этом любое предприятие ориентируется на
то, чтобы снизить затраты до минимального уровня, а получаемую продукцию
привести к оптимальному значению, поэтому чтобы изменить структуру
производства надо в первую очередь определить характеристики входного
потока. Меры, предпринятые на предприятиях, по совершенствованию
плановых расчётов в изменившихся экономических условиях также не дали
заметных результатов, поскольку изменение системы лесоснабжения привело к
существенным сдвигам в тех размерно-качественных характеристиках
363
пиловочного сырья, которые напрямую определяют рассеивание размеров
пилопродукции – явление, комплексно влияющего на спецификационный
выход.
Согласно основным положениям теории раскроя пиловочного сырья бревно
имеет форму усечённого конуса или усечённого параболоида вращения.
Однако фактически в распиловку по одному поставу поступают брёвна
различные по диаметру, сбегу, форме поперечного сечения и с кривизной по
длине [1]. Данные факторы оказывают влияние на отклонение фактических
размеров досок от расчётных, которое получило название рассеивание.
Рассеивание размеров пиломатериалов подробно рассматривалось в работах
А.Н. Песоцкого, П.П. Аксёнова и других [2,3]. Было установлено, что
отклонения ширины и длины пиломатериалов от расчётных размеров
проявляются сильнее по мере удаления от центра постава. Основные факторы,
влияющие на рассеивание размеров пиломатериалов можно разделить на три
группы (рисунок 2).
Рисунок 2 – Факторы, влияющие на рассеивание размеров пиломатериалов
Первая группа включает в себя размерные и качественные параметры бревна,
которые всегда отличаются от параметров принятой модели. Сюда относят
фактические размеры вершинного и комлевого диаметров, овальность
поперечного сечения, длину бревна, продольную
кривизну, форму
образующей, пороки древесины
и
дефекты обработки круглых
лесоматериалов. Заметим, что из всех перечисленных параметров только
длину бревна можно считать дискретной величиной, все остальные параметры,
по сути, независимые случайные величины.
Теория раскроя пиловочного сырья исходит из предположения, что бревно
представляет собой однородный по всему объёму объект, однако именно это
364
предположение является самым значимым недостатком данной теории. Вторая
группа факторов – способ раскроя брёвен на пиломатериалы. Основным
способом распиловки древесины хвойных пород, применяемым на
промышленных предприятиях уже долгое время остаётся брусово-развальный
метод, который главным образом влияет на рассеивание размеров центральных
досок. На предприятиях малой мощности, особенно при раскрое древесины
мягколиственных пород, применяют развальный способ, оказывающий
влияние на рассеивание размеров боковых досок. Другие известные методы
распиловки (круговой, брусово-сегментный, развально-сегментный), ранее
имевшие ограниченное применение, сейчас не применяются совсем. Третья
группа факторов имеет технологическое происхождение – это последствия
неправильного базирования и боковой навалки брёвна, ошибки на обрезке,
трещины усушки, коробление, поверхностные неровности. Обобщая, можно
сказать, что рассеивание характеризуется следующими основными
параметрами (независимыми переменными): dф – фактический вершинный
диаметр бревна, см; Dф – фактический комлевой диаметр бревна, см; l – длина
бревна, м; s – сбег бревна, см/м, а точнее соотношение dф/Dф; качество сырья;
ошибки распиловки.
Случайный характер подавляющего большинства независимых переменных,
практически исключил теоретическое исследование явления рассеивания,
ограничив его выявлением тенденций. Попытки теоретически определить
влияние диаметра бревна на рассеивание размеров пиломатериалов не дали
положительных результатов. В связи с этим основной упор при изучении
размерных характеристик входного потока следует делать на накоплении
экспериментальных данных, позволяющих хоть каким-то образом снизить
негативный эффект от рассеивания
размеров. В целом же, можно
констатировать, что в настоящее время в лесопильной промышленности
назрел системный кризис, для решения которого требуется не простая замена
оборудования в лесопильном цехе, а полный пересмотр характеристик
входного потока и поиск новых подходов к планированию раскроя сырья.
Библиографический список
1. Дербин, В.М. Концептуальная модель сертификации лесоуправления.
[Текст]/ В.М.Дербин, М.В. Дербин // Лесной журнал. – 2013. – №5/335. – С 150
– 155 (Изв. высш. учеб. заведений).
2. Песоцкий, А.Н. Исследование сырья и выхода пилопродукции в
лесопильном производстве. Дис. … д-ра техн. наук/ А.Н. Песоцкий. – Л.: ЛТА,
1940. – 321 с.
3. Аксёнов П.П. Раскрой брёвен на пиломатериалы [Текст]/ П.П. Аксёнов. –
М.–Л.: Гослесбумиздат, 1951. – 176 с.
365
УДК 674.07
К ВОПРОСУ ОЦЕНКИ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ
МЕБЕЛЬНЫХ ПОКРЫТИЙ
THE APPRAISAL OF OPERATIONAL PROPERTIES FURNITURE COVERS
Корчагин Е.В., студент ЛПФ
Новоселова И.В., к.т.н., доцент
ФГБОУ ВПО «Воронежская государственная
лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/3995
Аннотация: исследуется проблема сохранности свойств лакокрасочных
покрытий при хранении и эксплуатации мебельных изделий.
Summary: We investigate the problem of preservation of properties of
coatings during storage and use of furniture products.
Ключевые слова: мебель, качество, покрытие, фактор, свойство,
воздействие.
Keywords: furniture, quality, coverage, factor, property, impact.
При эксплуатации на мебельные изделия
воздействует множество
факторов [1]. Например, в результате влияния солнечных лучей может
измениться цвет лакокрасочного покрытия, оно частично разрушается и теряет
адгезию к подложке.
Действие низкой температуры проявляется при хранении готовой
продукции в неотапливаемых складах, перевозке продукции в морозную
погоду на дальние расстояния. Высокая температура влияет на мебель,
эксплуатируемую на открытом воздухе, и установленную в жилых и
общественных помещениях близко к отопительным приборам (в зимнее
время). Большую роль также играют климатические перепады температуры
при смене времен года: адгезионные свойства лакокрасочной пленки
снижаются.Влажность помещения, в котором эксплуатируются мебельные
изделия, также оказывает свое влияние. Длительное воздействие повышенной
влажности может стать причиной побеления лаковой пленки. Под
воздействием воды лакокрасочные пленки набухают и размягчаются. За счет
этого снижаются их адгезия к подложке. Повышенные влажность и
температура воздуха в помещении могут спровоцировать процесс развития
плесени на покрытиях, имеющих в своем составе высыхающие масла или,
кроме них, еще и алкидные смолы.
Частым фактором является механическое воздействие на покрытие в
366
процессе хранения, транспортировки и эксплуатации. Его проявление в
большей мере инициируется и определяется человеком. При этом на мебели
появляются царапины, трещины, сколы и потертости. При складировании и
использовании мебельное изделие выдерживает различные виды нагрузок,
работающих на сжатие или растяжение лакокрасочного покрытия. Поэтому
также не исключена возможность образования различных эксплуатационных
дефектов.
Частым явлением, наблюдающимся при складировании и использовании
мебели, бывает загрязнение поверхностей мебельных изделий. При этом
снижается степень блеска покрытий. В данном случае физико-химические
свойства пленок не претерпевают изменений, однако ухудшается зрительное
восприятие покрытия.
Факторы, воздействующие на лакокрасочное покрытие, проявляются
комплексно, причем в различных условиях хранения и эксплуатации
некоторые факторы доминируют, а действие других выражено меньше.
Методики оценки срока службы лакокрасочного покрытия базируются на
их ускоренных испытаниях в климатических камерах. В этом случае циклами
производится воздействие на покрытие УФ-лучами, переменной температурой
и различными уровнями относительной влажности. Однако такие испытания не
позволяют в полной мере оценить все негативные факторы, которые будут
действовать в естественных условиях. Поэтому довольно ценными
представляются натурные исследования.
Настоящие исследования проводились с целью выяснения характера
изменения защитно-декоративных свойств прозрачного лакокрасочного
покрытия с течением времени.
Факторы, действующие на покрытие, обусловлены тем, что мебель в
процессе использования подвергается механическим воздействиям, связанным
с хранением вещей н посуды. Также на нее воздействует и окружающая среда.
Наблюдались две группы изделий: хранившиеся в складских помещениях
и эксплуатировавшиеся в период гарантийного срока наборы корпусной
мебели для жилых комнат. Их отделка была выполнена нитроцеллюлозным
лаком по подложке из синтетического шпона, покрытие пластей деталей имело
первую и вторую категории качества по ОСТ 13-27-82 (в зависимости от вида
поверхности изделия).
367
Таблица 1 - Результаты оценки лакокрасочного покрытия
Показатели
качества Складское
Жилое помещение
лакокрасочной пленки
помещение
Изменение цвета
Побеление
Истирание
+
Разрушение
Грязеудержание
+
Наличие царапин
+
Снижение
адгезии
к
подложке
Изменение степени блеска
+, +
Таблица 2 - Оценка степени изменений свойств лакокрасочного покрытия
Вид
Изменение
Истирание на Грязеудержание Наличие
помещения, степени
участках,
в на участках, в царапин
на
исследуемые блеска
на процентном
процентном
участках,
в
поверхности участках,
в соотношении соотношении к процентном
процентном
к
площади площади детали соотношении
соотношении детали
к
площади
к
площади
детали
детали
Складское
помещение:
- внутренние
1-4
поверхности
1-5
лицевые
1-5
поверхности
- фасадные
поверхности
Жилое
помещение:
- внутренние
18-20
23-34
38-47
1-4
поверхности
15-19
1
5-12
1-2
лицевые
17-19
5-11
10-13
1-5
поверхности
- фасадные
поверхности
Полученные результаты позволяют сделать ряд выводов.
Изменения защитных свойств покрытий не наблюдалось ни в складских
условиях, ни при использовании в жилых помещениях.Изменение блеска
покрытия в процессе эксплуатации на внутренних поверхностях оказалось
368
большим, чем на фасадных и лицевых. При этом следует отметить, что на них
в меньшей степени воздействуют микроклиматические факторы помещения.
Также их практически не обрабатывают средствами ухода за мебелью, они
почти не испытывают механических воздействий. Единственный фактор, в
полной мере влияющий на изменение декоративных свойств внутренних
поверхностей, это - истирание лаковой пленки в процессе пользования
содержимым мебели (с учетом того, что покрытия внутренних поверхностей
имеют меньшую, по сравнению с другими, толщину слоя). Можно было бы
предположить, что покрытие фасада будет иметь большее изменение
показателя декоративных свойств, так как именно на него приходится
наибольшее воздействие различных факторов. Однако этому препятствует
большая, чем у покрытий внутренних поверхностей, толщина пленки.
Зафиксированное изменение блеска по высоте изделия при эксплуатации
объясняется тем, что при одинаковых микроклиматических условиях участки
мебели используются с разной частотой. Например, на низ мебели, места
установки ручек приходится большая часть загрязнений и механических
воздействий, оставляющих царапины и потертости. Выявленное изменение
блеска для наборов, находящихся в складских помещениях, составляет не
более 5 %, а бывших в эксплуатации - от 12 до 20 %. Это можно объяснить тем,
что на складе на изделие оказывают влияние только микроклиматические
факторы. Вероятнее всего, это перепады влажности при смене времен года.
Проведенные исследования позволили сделать обобщенную оценку
качественного состояния лакокрасочного покрытия, которая позволяет учесть
комплексное влияние на лакокрасочную пленку факторов окружающей среды
и физико-механических воздействий, неизбежно изменяющих ее свойства с
течением времени [2].
Обобщенная оценка состояния качества покрытия представлена в табл.3
Таблица 3 - Характеристика состояния покрытия
Обозначение
Количественное
Критерий оценки
Состояние
обобщенной
значение
оценки
АДф
0,794
0,7 ≤АДф≤ 1
Хорошее
АДл
0,794
0,7 ≤АДл≤ 1
Хорошее
АДв
0,794
0,7 ≤АДв≤ 1
Хорошее
АЗф
1
0,8 ≤АЗф≤ 1
Хорошее
АЗл
1
0,8 ≤АЗл≤ 1
Хорошее
АЗв
1
0,8 ≤АЗв≤ 1
Хорошее
Проведенные исследования показали, что в разных условиях хранения и
369
эксплуатации мебельных изделий состояние лакокрасочного покрытия в целом
характеризуются как хорошее. При этом наблюдалась разница в
количественных значениях (табл.3). Снижение показателей характерно для
покрытий, эксплуатировавшихся в жилых помещениях (декоративные
свойства). В наибольшей степени проявились грязеудержание (со снижением
оценки) и изменение блеска (без влияния на оценку). Изменения защитных
свойств не наблюдалось ни в складских условиях, ни при использовании
мебели в жилых помещениях. Это значит, что покрытие сохранило надлежащее
качество в течение гарантийного срока службы изделий.
Библиографический список
1. Новоселова И.В. Отделка мебели: вчера, сегодня, завтра // Дизайн и
производство мебели, 2005. № 1. С.37-40.
2. Новоселова И.В. Оценка эксплуатационных свойств прозрачных
покрытий мебели // Совершенствование технологий и экономики
лесопромышленного комплекса: сборник научных трудов. Воронеж: ВГЛТА,
1998. С. 95-96.
УДК 674.093.6
ИССЛЕДОВАНИЕ ОБЪЕМНОГО ВЫХОДА ПИЛОПРОДУКЦИИ ПРИ
РАСКРОЕ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ С КОЛЬЦЕВЫМ
ПОРАЖЕНИЕМ
INVESTIGATION OF VOLUME OF OUTPUT OF LUMBER WHEN
CUTTING OF ROUND TIMBER FROM THE RING DEFEAT
Краснова В.Ф., к.т.н. доцент
Сергеева Н.В., магистрант
ФГБОУ ВПО «Поволжский государственный
технологический университет»
г. Йошкар-Ола, Россия
DOI: 10.12737/3996
Аннотация:
Получены
регрессионные
зависимости
выхода
пилопродукции из пиловочника с кольцевым поражением.
Summary: the obtained regression dependence of the yield of lumber of sawn
timber with a ring defeat.
Ключевые слова: древесина дуба, кольцевые поражения, объемный
выход пилопродукции.
Keywords: oak wood, circular lesions, volume output of lumber.
370
В настоящее время особо остро стоит проблема использования
низкокачественной древесины дуба, имеющей кольцевые поражения из-за
воздействия низких температур (внутренняя заболонь). Необходимо
проектирование и внедрение специализированных технологий по переработке
древесины дуба, имеющей данный порок, способствующих максимальному
выходу качественной пилопродукции.
Целью проведенных исследований являлось выявление зависимости
выхода пилопродукции из древесины дуба с кольцевым поражением из-за
воздействия низких температур.
В целях снижения трудоемкости исследований нами разработана
программа, позволяющая определить объемный выход пилопродукции для
нового способа раскроя круглых лесоматериалов, имеющих кольцевые
поражения [1]. Эта программа представляет собой имитационную модель
раскроя круглых лесоматериалов с кольцевым поражением на пилопродукцию.
С помощью имитационной модели проведены исследования выхода
пилопродукции из пиловочника с кольцевым поражением. В качестве
выходной величины принят выход пилопродукции из пиловочника в %.
В результате анализа факторов, влияющих на величину объемного выхода
пилопродукции при раскрое пиловочника с кольцевым поражением, в качестве
независимых факторов приняты диаметр пиловочника (d), длина пиловочника
(l), диаметр наружного кольца в вершине (dнк).
Уровни варьирования факторов приведены в таблице.
Таблица – Уровни варьирования факторов
Наименование
фактора
Единицы
измерения
Уровни варьирования
Интервал
нижний основной верхний варьирования
(-1)
(0)
(+1)
Диаметр
пиловочника в
см
38
44
50
6
вершине (d)
Диаметр
наружного кольца
см
14
17
20
3
в вершине (dн)
Длина
м
3
3,5
4
0,5
пиловочника (l)
Выбор уровней варьирования факторов принят на основе анализа
размерно-качественных характеристик дубового сырья. Уровни варьирования
вершинного диаметра пиловочника приняты, исходя из того, что диаметр
дубовых бревен, поступающих на переработку, составляет 38-50 см, при этом
371
диаметр наружного кольца в вершинном торце составляет 14-20 см. Длины
дубового пиловочника, поступающего на распиловку от 3 до 4 м.
На основе анализа исследований в области раскроя пиловочного сырья в
большинстве случаев математической моделью объемного выхода
пилопродукции является полином второй степени. Поэтому для проведения
эксперимента был выбран план второго порядка В3. Этот план позволяет для
трех факторов поставить 14 опытов.
Постоянными факторами в эксперименте была толщина пиломатериалов
из периферийных частей секторов – 22 мм и число секторов -4.
Из полученных уравнений регрессии видно, что наибольшее влияние на
выход всех категорий пилопродукции оказывает диаметр пиловочника. С
увеличением диаметра пиловочника увеличивается доля всех видов
качественной пилопродукции и уменьшается выход низкокачественной
пилопродукции.
В результате исследований получены следующие зависимости выхода
пилопродукции (Р,%) из круглых лесоматериалов с кольцевым поражением:
1) общий выход пилопродукции
2
P 86,71 0,514d 2,19d нк 4,51l 0,015d 2 0,64d нк
1,448l 2 0,025dd нк 0,37ld нк 0,066dl,
2) выход качественной пилопродукции
2
P 66,58 1,099 d 0,319 d нк 1,88l 0,079 d нк
0,065 dd нк ,
3) выход обрезных пиломатериалов
2
P 34, 45 0,839 d 1,835 d нк 1,596 l 0,026 d 2 0,088 d нк
0,103 dd нк ,
4) выход низкокачественной пилопродукции
P 98, 77 5,578d 5,081d нк 0,072 d 2 0,086 dd нк ,
5) выход пилопродукции из сердцевинных частей секторов
2
P 29,69 1,099 d 0,319 d нк 1,88д 0,079 d нк
0,065 dd нк ,
6) выход пилопродукции из боковых частей секторов
2
P 7,35 4,469d 5,562 d нк 30,238l 0,041d 2 0,117 d нк
4,201l 2 .
По результатам расчетов построены графики зависимости выхода
пилопродкуции от исследуемых факторов (рисунки 1, 2).
372
Объемный выход пилопродукции, P, %
70
60
2
50
4
40
3
30
1
20
10
0
38
40
42
44
46
48
50
Диаметр пиловочника, d, см
Рисунок 1 – Зависимость объемного выхода пилопродукции от диаметра
пиловочника (dнк=17 см, l=3.5 м): 1 – обрезные пиломатериалы, 2 –
низкокачественные пиломатериалы, 3, 4 – соответственно пилопродукция из
сердцевинных и боковых частей секторов
Из графика (рисунок 1) видно, что с увеличением диаметра пиловочника
уменьшается выход низкокачественных пиломатериалов, но увеличивается
выход пилопродукции из боковых частей секторов. При этом объемный выход
обрезных пиломатериалов и пилопродукции из сердцевинных частей секторов
остаются практически неизменными.
Общий выход пилопродукции с увеличением диаметра незначительно
(примерно на 2-3 %) повышается.
На рисунке 2 представлены зависимости объемного выхода
пилопродукции от диаметра кольцевого поражения пиловочника. С
увеличением диаметра кольцевого поражения пиловочника наоборот
повышается выход низкокачественной пилопродукции, а снижается выход
пилопродукции из боковых частей секторов. Объемный выход обрезных
пиломатериалов и пилопродукции из сердцевинных частей секторов также
остаются практически неизменными, как и общий выход пилопродукции.
373
Объемный выход пилопродукции, P, %
70
60
2
50
4
40
3
30
1
20
10
0
14
15
16
17
18
19
20
Диаметр кольца, dнк, см
Рисунок 2 – Зависимость объемного выхода пилопродукции от диаметра
наружного кольца (d =44 см, l=3.5 м): 1 – обрезные пиломатериалы, 2 –
низкокачественные пиломатериалы, 3, 4 – соответственно пилопродукция из
сердцевинных и боковых частей секторов
Полученные
в
результате
экспериментальных
исследований
регрессионные зависимости выхода пилопродукции из пиловочника с
кольцевым поражением в зависимости от его диаметра, длины и диаметра
кольцевого поражения показывают, что наибольшее влияние на выход
пилопродукции оказывают его вершинный диаметр и длина, а наименьшее –
диаметр кольцевого поражения. Они могут быть использованы при
прогнозировании выхода пилопродукции.
Библиографический список
1. Способ раскроя круглых лесоматериалов, имеющих кольцевые
поражения древесины: пат. 2392111 Рос. Федерации: МПК В 27 В 1/00/
Торопов А.С., Торопов С.А., Шарапов Е.С., Краснова В.Ф., Христофоров А.В.,
Капитонов С.М.; заявитель и патентоообладатель Марийск. гос. техн. ун-т.№2008124073/03; заявл. 11.06.2008; опубл. 20.06.2010 Бюл. № 17.
374
УДК 630*532.5
ОПТИМИЗАЦИЯ ПРОЦЕССА МОДИФИЦИРОВАНИЯ ДРЕВЕСИНЫ
OPTIMIZATION OF PROCESS OF MODIFYING OF WOOD
Куницкая О.А., к.т.н., доцент
Григорьев И.В., д.т.н., профессор
ФГБОУ ВПО «Санкт-Петербургский государственный
лесотехнический университет имени С.М.Кирова»
г. Санкт-Петербург, Россия
DOI: 10.12737/3997
Аннотация: дано обоснование оптимальных параметров процесса
уплотнения пропитанной древесины в процессе ее прессования и сушки.
Summary: the substantiation of optimum parameters of process of
condensation of the impregnated wood during its pressing and drying is given.
Ключевые
слова:
модифицирование
древесины,
пропитка,
обезвоживание, уплотнение, прессование.
Keywords: inoculation of wood, impregnating, dehydration, condensation,
pressing.
Деформирование лесоматериалов зависят от условий размещения
заготовок в пресс-формах, их начальной влажности Wо, концентрации
пропиточного раствора C и прироста его массы Q, способов создания давления
Р, температуры Т, а также от формы и размеров инструментов прессования.
Основными показателями, влияющими на конечные свойства
модифицированной древесины, являются: 1) скорость прессования Vn h , где
h - величина перемещения штампа за определенный интервал времени τ,
обеспечивающая необходимую величину давления прессования Р; 2)
температура сушки Т; 3) конечное время обработки tк.
В качестве критерия эффективности технологических процессов
принимают конечную плотность ρ образца (или его относительное уплотнение
0
) при заданной его влажности W , т.е. степени W необходимого
обезвоживания. Величина ρо зависит от плотности натуральной сухой
древесины ρн, а также от Wо, C и Q. В частности, по данным проф. В.А.
Шамаева, для березы при ρн=550-570 кг/м3 после их пропитки в 20-30%-ных
растворах карбамида и достижении влажности Wо=40-50 % величина ρо=720760 кг/м3 [1].
Для достижения заданных показателей технологические параметры
варьируют в широких интервалах: скорость прессования Vn - в диапазоне от 0,2
375
до 20 мм/мин и давление прессования Р – от 0,5 до 2,5 МПа, температуру Т – от
110 до 170оС, время обработки tк - от 2 до 20 часов [1]. Такие границы
интервалов обусловливают необходимость оптимизации этих параметров с
целью достижения заданных показателей получения модифицированной
древесины.
При прессовании от h=0 до h=1,4 мм наблюдается линейный характер
поведения зависимостей qв(h) и to(h) и в момент времени τ=60 с достигаются
давление прессования qв=1,506 МПа, которое выдерживается постоянным в
течение оптимального периода время обезвоживания to=543 с. За этот период в
слое h происходит уплотнение массива и снижение его влажности W.
Анализ построенных логарифмических кривых свидетельствует о
существовании двух участков – ветвей интенсивного и асимптотического
затухания показателей и W, причем сопряжение этих ветвей происходит в
момент времени t 3 τ =180-200c. Значит, за один цикл прессования (Nц=1) в
течение tо=543с относительное уплотнение достигает =1,085, плотность
древесины в пределах первого слоя h=1,4 мм увеличивается с 760 до 825 кг/м3 ,
а влажность уменьшилась с 50 до 49,15%.
За пределами слоя h на некотором удалении r≥h давление прессования qв
вызывает в древесине действие вертикальных σr и тангенциальных σθ
напряжений, равных:
r
qв
,
( r / h) n
σθ=μσr.
(1)
Показатель степени n в формуле (1), обычно, принимают равным 2 при
решении задачи Буссинеска, допуская, что напряжения затухают достаточно
интенсивно с ростом расстояния r. Однако характер затухания напряжений для
сред с внутренним трением, а к ним следует относится и древесина, лучше
описывать коэффициентом n, равным:
n=χ-μ,
(2)
где χ=3 - для сферического фронта напряжений, χ=2 – для цилиндрического и
χ=1 – для плоского.
Для оценки напряженно-деформированного состояния древесины под
действием плоского штампа принимаем n=1-μ. Для ν=0,3 и μ=0,43 величина
n=0,57, т.е. затухание плоского фронта напряжений в материале с удалением от
поверхности пресса происходит достаточно медленно.
В соответствии с (1) при n=1-μ произведена оценка вертикальных
напряжений σr, действующих в массиве древесины за пределами слоя h в
направлении r, по мере изменения относительного расстояния r =
376
r
от 1 до 4.
h
Анализ показал, что сжимающие напряжения даже на удалении от штампа на
величину r =4 являются весьма существенными ( r 0,7МПа) и вносят
существенный вклад в процесс прессования и обезвоживания древесины.
Моделирование процесса прессования и обезвоживания древесины в поле
высоких температур показало, что для обеспечения оптимальных условий
процесса деформирования древесины необходимо, чтобы скорость
прессования соответствовала уровню температур. Построенная зависимость Vn
от Т позволяет говорить о нелинейном росте скорости прессования с
увеличением температуры обработки образца, причем наиболее интенсивный
рост наблюдается при достижении уровня термообработки Т≥140о С.
На втором цикле обработки образца древесины (Nц=2), выдерживая
давление прессования постоянным и равным qв=1,506 МПа, математическая
модель воспроизводит все вышеперечисленные операции и расчеты, однако
учитывается то обстоятельство, что в пределах очередного слоя h массив был
ранее подвержен общим деформациям ε от действия сжимающих напряжений
σr, которые оказали дополнительное влияние на процесс модификации.
Основываясь на анализе напряженно-деформированного состояния
массива в пределах следующего слоя h для исходных данных: r =2, qв=1,506
МПа и μ=0,43 по формуле (1) получим величину сжимающих напряжений
σr=1,015 МПа, которые по завершении первого цикла (Nц=1) обусловливают
действие дополнительных общих деформаций элемента массива Δε=0,0103 и
дополнительное
уплотнение
Δ 1 =1,01.
Суммарная
величина
относительного уплотнения второго слоя составит =1,085+Δε=1,095.
Исследования прессования массива при последующих циклах позволили
установить линейный характер поведения функции (Nц):
=1,075+0,01Nц.
(3)
Аналогично, исследования по снижению влажности W очередного слоя
массива по мере роста числа циклов Nц прессования и обезвоживания
позволили получить зависимость:
W=50-1,0224Nц.
(4)
В частности, задавшись показателем конечной влажности древесины
W=10%, с помощью (4) получим Nц=39, что соответствует времени обработки
образца tк=Nцtо=39543/3600=5,9 час., после чего с помощью (3) оценим
достигаемое уплотнение массива =1,465 или его конечную плотность ρ=1113
кг/м3. При необходимости обеспечить более низкие значения влажности,
например W=5%, соотношения (3) и (4) дают следующие расчетные
показатели: Nц=44, tк=6,6 час, =1,515 или ρ=1152 кг/м3.
377
Требование снижения конечной влажности лесоматериала в два раза (с
10 до 5%) при прочих равных условиях и весьма близких (отличие менее 3,5%)
показателях его уплотнения обусловливает незначительное увеличение
времени обработки (на 11,5-12%). Результаты моделирования показали, что
фактор температуры термообработки древесины с учетом взаимосвязи
параметров Т и Vn оказывает существенное влияние на величины tо и Nц.
Выявленные закономерности процессов прессования и обезвоживания, а
также полученные корреляционные соотношения с достаточно высокими
значениями коэффициента детерминации (R2≥0,9) позволили произвести
расчет конечных технологических показателей при вариации W, и Т.
Статистическая обработка данных позволила установить уравнения
линейной множественной регрессии:
t к , W , T k1W k 2 k 3T k 4 ,
(5)
причем уплотнение k 5T k 6W k 7 .
(6)
Для определения условного экстремума функции (5) вдоль поверхности
связи (6) осуществлен поиск экстремума функции Лагранжа
L , W , T , k1W k 2 k 3T k 4 k 5T k 6W k 7 ,
(7)
где λ – множитель Лагранжа.
Применительно к принятым условиям расчета значения коэффициентов
ki состав k1=-0,561; k2=7,98; k3=-0,0186; k4=3,607; k5=0,0032; k6=0,0135; k7=0,882.
Для оптимизации процесса, задавшись целевой функцией tк→min, приходим к
решению системы уравнений:
L
L
k 2 ( k 3T k 4 ) 0;
k1 ( k 3T k 4 ) k 6 0
W
L
L
k 5 k 3 ( k1W k 2 ) 0;
k 5T k 6W k 7 0
T
(8)
при технологических ограничениях: 1,2≤ ≤1,8; 2≤W≤12; 110≤T≤170.
(9)
Точкой условного экстремума функции (5), для расчетных
коэффициентов ki, является точка Мо(1,561; 10; 170), а требуемое время
обработки образца составит tк=3,7 час. При этом достигается ρ=1186 кг/м3 и ее
W=10%.
Библиографический список
1.
Шамаев В.А. Физико-механическое модифицирование древесины.
Воронеж: Изд-во ВГЛТА, 2003. - 260 с.
378
УДК 630.37
ПЕРЕРАБОТКА НИЗКОТОВАРНОЙ ДРЕВЕСИНЫ НА
ТЕХНОЛОГИЧЕСКУЮ ЩЕПУ
PROCESSING OF LOW-COMMODITY WOOD ON TECHNOLOGICAL SPILL
Куницкая О.А., к.т.н., доцент
Локштанов Б.М., к.т.н., доцент
Григорьев И.В., д.т.н., профессор
ФГБОУ ВПО «Санкт-Петербургский государственный
лесотехнический университет имени С.М.Кирова»
г. Санкт-Петербург, Россия
DOI: 10.12737/3998
Аннотация: в статье представлена компоновка новой линии для
производства технологической щепы из низкотоварной древесины с высоким
уровнем автоматизации процесса
Summary: in clause configuration of a new line for manufacture
technological chips from unvaluable wood with a high level of automation of process
is presented
Ключевые слова: низкотоварная древесина, удаление гнили, удаление
коры, технологическая щепа.
Keywords: unvaluable wood, removal of decay, removal of a bark,
technological chips.
Низкокачественная древесина (НКД) составляет значительный процент
от заготавливаемой древесины. Она может занимать от 10 до 60% от всего
заготавливаемого объема древесины, особенно при проведении рубок леса в
перестойных насаждениях с преобладанием лиственных пород.
Эффективное использование низкокачественной и тонкомерной является
крупной, до сих пор не решенной, отраслевой проблемой. Поскольку требует
повышенных затрат. Обычно, НКД рассматривается как сырье для
производства топлива. Но, НКД может эффективно использоваться в качестве
сырья для производства технологической щепы.
Для повышения эффективности облагораживания НКД для подготовки к
переработке на технологическую щепу и колотые балансы разработана линия
производства технологической щепы из низкокачественной древесины (рис. 1)
[1]. Основная задача линии - производство из НКД щепы марок Ц-1 и Ц-2 по
ГОСТ 15815-83 и колотых балансов по ГОСТ 9462-88 и ГОСТ 9463-88 с
высокой степенью автоматизации процесса.
379
Рисунок 1 - Линия по производству технологической щепы из НКД:
1 – участок приемки коротья НКД; 2 – участок приема длинной НКД; 3 –
участок раскряжевки; 4 – участок сортировки НКД; 5 – поток обработки
тонкомерной НКД; 6 – поток обработки крупномерной НКД; 7 - окорочный
барабан; 8 – рубительная машина; 9 – установка для сортировки щепы; 10 –
колун; 11 – станок для выколки гнили; 16 – рубительная машина; 17 установка для сортировки щепы; 18, 19 – сканеры; 20, 21 – узлы информации;
22, 23 – узлы программирования; 24 – привод ножа станка для выколки гнили
К качеству технологической щепы марок Ц-1 и Ц-2 предъявляются самые
высокие требования. Первоначальное содержание коры и гнили в НКД
колеблется в широких пределах, особенно гнили (до 40%). Толщина коры на
древесине зависит от породы древесины и места лесоматериала на стволе, и
может достигать от 1,0 см у вершины до 6,0 см у комля. На поточной линии
установлено оборудование, обеспечивающее удаление коры и гнили.
Линия включает участок 1 по приему НКД длиной 1-1,5 м (коротья) и
380
участок 2 по приему НКД длиной до 6 м. С участка 2 НКД передают на участок
3 для раскряжевки на коротье. В результате получается НКД однородная по
длине. Затем НКД проходит через узел сканирования 18, где производится
оценка лесоматериалов по размерам и наличию гнили. По результатам
сканирования производится автоматическая сортировка лесоматериалов на
участке 4.
Сортировка лесоматериалов производится по двум направлениям.
Тонкомерные лесоматериалы направляются в поточную линию 5, которая
включает окорочный барабан 7, рубительную машину 8 и сортировочную
установку для щепы 9 (рис. 2). На этом потоке линии может быть получена
щепа марки Ц-2.
Рисунок 2 - Поток для производства технологической щепы из тонкомера:
1 – участок приема НКД длиной до 1,5 м; 2 – участок приема длинной НКД; 3 –
участок раскряжевки; 4 – участок сортировки НКД; 5 – поток обработки
тонкомерной НКД; 6 – поток обработки крупномерной НКД; 18 – сканер; 20 –
узел информации; 22 – узел программирования; 28 - транспортер отходов; 29 –
бункер отходов; 30 – бункер технологической щепы марки Ц-2
Лесоматериалы диаметром более 13 см и лесоматериалы с гнилью
подают на второй поток 6, в состав которого входят колун 10 и станок для
выколки гнили 11, производящий также удаление коры.
Колун 10 раскалывает НКД на 4-6 частей, в зависимости от диаметра (на
основании информации поступающей от сканера 18, узла информации 20 и
узла программирования 22).
После раскалывания поленья подают на транспортер корой вниз, а
гнилью вверх (рис. 3). Причем, для автоматической ориентации поленьев в
такое положение можно использовать небольшой бассейн, из которого они
381
будут забираться подъемной ветвью транспортера.
Далее поленья подаются в сканер 19, который производит оценку
величины гнили. Полученная информация поступает в узел информации 21,
затем в узел программирования и к исполнительному устройству 23,
связанному с приводом 24 подъема-опускания кольцевого ножа 14 станка 11
для выколки гнили.
Рисунок 3 - Поток для производства колотых балансов и щепы:
10 – колун; 11 – станок для выколки гнили; 12 – НКД с корой и внутренней
гнилью; 13 – полено; 14 – нож для выколки гнили; 15 – корсетная фреза; 16 –
рубительная машина; 17 – сортировочная установка для технологической
щепы; 18, 19 – сканеры; 20, 21 – узлы информации; 22, 23 – узлы
программирования; 24 – привод ножа для выколки гнили; 26 – колотый баланс;
27 – технологическая щепа марки Ц-1
Кроме этого, станок 11 оснащен фрезой выполняющей окорку обзольной
части полена. В результате получается колотый баланс. Если полученное в
результате раскалывания полено не имеет гнили, то нож станка 11
выставляется в крайне верхнее положение и не участвует в процессе.
Полученные
колотые
балансы
могут
направляться
на
деревоперерабатывающие предприятия или направляться в рубительную
машину 16, установленную в составе потока 6, полученная щепа будет
сортироваться на сортировочной установке 17. На потоке 6 может быть
получена технологическая щепа марки Ц-1, так как оборудование позволяет
полностью удалить кору и гниль.
Библиографический список
1.
Локштанов Б.М., Григорьев И.В., Гулько А.Е., Куницкая О.А. Линия
производства технологической щепы из низкокачественной древесины. Патент
на полезную модель № 113690 опубл. 27.02.2012 Бюлл. № 6.
382
УДК 674.038.1:582.475
ВЛИЯНИЕ СРОКА УСЫХАНИЯ ДЕРЕВЬЕВ НА МЕХАНИЧЕСКИЕ
СВОЙСТВА ДРЕВЕСИНЫ ЕЛИ ЕВРОПЕЙСКОЙ
INFLUENCE OF DRYING OF TREES ON MECHANICAL PROPERTIES OF
WOOD NORWAY SPRUCE
Ларинина Ю.А., аспирант
УО «Белорусский государственный технологический университет»,
г. Минск, Беларусь
DOI: 10.12737/4033
Аннотация: представлены результаты исследований влияния срока
давности образования сухостоя на механические свойства древесины общего
отпада в очагах усыхания ели европейской. Установлено, что с увеличением
возраста сухостоя прочностные и эксплуатационные качества древесины ели
снижаются. При этом механические свойства древесины с возрастом усыхания
до 5 лет снижаются незначительно.
Summary: the effect of the studies of influence of tree death prescription on
the mechanical properties of dead wood in the centers of Norway spruce shrinkage. It
was found that spruce in state of deadwood gradually reduced strength and
exploitative qualities of wood. At the same time mechanical properties of wood are
reduced slightly with the age of dead tree up to 5 years.
Ключевые слова: ель европейская, сжатие вдоль волокон, статический
изгиб, ударная вязкость, категории состояния деревьев, возраст усыхания.
Keywords: Picea abies (L.) Karst.; compression along the fibers; static
bending; toughness; categories of tree state, age shrinkage.
Ель европейская – одна из основных лесообразующих пород в
Республике Беларусь. Леса с ее участием занимают 9,2% лесопокрытой
площади. Древесина ели находит широкое применение в различных отраслях
промышленности. Она используется для производства целлюлозы, бумаги,
древесной массы, музыкальных инструментов. Из коры ели получают
дубильные вещества. Еловая древесная зелень используется для получения
эфирных масел [1]. Поэтому особую важность в условиях современной
экономики приобретают вопросы продуктивности лесных насаждений и
рационального использования древесного сырья. Рациональное использование
древесного сырья во многом зависит от технических свойств древесины. В
последнее время в Беларуси наблюдается массовое усыхание ельников,
основной ущерб от которого сводится к снижению технических свойств
древесины усохших деревьев. Поэтому определение механических свойств
383
древесины усыхающих и сухостойных деревьев ели европейской,
характеризующих ее как материал, имеет несомненное практическое
значение.
В 2013 г. на территории ГЛХУ «Могилевский лесхоз», в котором
сосредоточены значительные объемы усыхающих еловых насаждений, были
подобраны участки для закладки пробных площадей и отбора модельных
деревьев. Отбор материала для образцов с целью определения механических
свойств древесины проводили в соответствии с действующими нормативными
документами [2].
Всего было отобрано 29 модельных деревьев, из которых были
изготовлены образцы для испытаний. Показатели механических свойств
определяли по стандартным методикам [3–7] на универсальной испытательной
машине MTS Insight 100 и маятниковом копре. Вывод данных и их обработка
осуществлялась в программах Test Works 4 и Microsoft Exel. Полученные
показатели были приведены к нормализованной влажности.
Возраст сухостоя определялся дендрохронологическим методом в
лаборатории продуктивности и устойчивости лесных экосистем ГНУ
«Институт экспериментальной ботаники имени В. Ф. Купревича НАН
Беларуси» [8].
В результате исследований было установлено, что с возрастом сухостоя
показатели механических свойств древесины ели снижаются, что связано с
возникновением и развитием дереворазрушающих грибов, действием
стволовых вредителей, а также с воздействием сезонных изменений других
биотических и абиотических факторов. Снижение наблюдается уже у сухостоя
текущего года по сравнению с древесиной деревьев без признаков ослабления.
Показатели механических свойств представлены в таблице 1.
Предел прочности древесины ели при сжатии вдоль волокон изменяется
с течением времени от 51,4 до 35,5 МПа, при статическом изгибе – от 73,6 до
40,8 МПа, а ударная вязкость при изгибе – от 5,3 до 2,8 Дж/см2.
Предел прочности древесины при сжатии вдоль волокон у однолетнего
сухостоя уменьшается почти на 12%, предел прочности древесины при
статическом изгибе и ударная вязкость – почти на 21%. Уже через 5 лет после
усыхания отклонение механических показателей от древесины деревьев без
признаков ослабления составляет 19–34%.
Таблица 1 – Механические свойства древесины ели европейской в
зависимости от времени образования сухостоя
384
Старый
сухостой
(7 лет)
Старый
сухостой (10 лет
и старше)
265
234
201
192
643
462
252
51,4
53,0
47,2
45,3
41,5
39,6
35,5
39
67
36
40
88
114
61
73,6
76,4
63,3
58,4
51,4
51,3
40,8
36
86
40
35
56
81
46
5,3
5,6
4,6
4,2
3,5
3,4
2,8
Сухостой
текущего
года
Сухостой
прошлого
года
Старый
сухостой
(5 лет)
Усыхающие
Количеств
о образцов,
шт.
Предел
прочности,
МПа
Количеств
о образцов,
шт.
Предел
прочности,
МПа
Количеств
о образцов,
шт.
Ударная
вязкость,
Дж/см2
Без признаков
ослабления
Ударная
вязкость при
изгибе
Статический
изгиб
Сжатие вдоль
волокон
Вид
испытани Показатели
я
Установлено, что предел прочности древесины при сжатии вдоль
волокон у деревьев в возрасте усыхания 10 лет и больше снижается в 1,4 раза,
при статическом изгибе – в 1,8 раза, а ударная вязкость – в 1,9 раза в сравнении
с показателями древесины здоровых деревьев. Наблюдаемое незначительное
повышение механических свойств у усыхающих деревьев вероятно связано с
анатомическими изменениями в структуре растительной клетки.
Таким образом, показатели механических свойств древесины и срок
давности усыхания деревьев находятся в обратной линейной корреляционной
зависимости. Поскольку коэффициент корреляции составляет 0,97–0,98, то
корреляционная связь сильная. Существенное снижение прочностных и
эксплуатационных качеств древесины под воздействием абиотических и
биотических факторов наблюдается у деревьев со сроком усыхания 5 лет и
более. До этого возраста качества снижаются незначительно.
Библиографический список
1. Уголев, Б.Н. Древесиноведение с основами лесного товароведения:
учеб. для лесотехнич. вузов / Б.Н. Уголев. – М.: МГЛУ, 2001. – 340 с.
385
2. Древесина. Метод отбора модельных деревьев и кряжей для
определения физико-механических свойств древесины насаждений: ГОСТ
16483.10–73. Введ. 01.07.74. М.: Госстандарт СССР: Изд-во стандартов, 1986. 6
с.
3. Древесина. Методы определения влажности: ГОСТ 16483.7–71. Введ.
01.01.73. М.: Госстандарт СССР: Изд-во стандартов, 1986. 4 с.
4. Древесина. Метод определения предела прочности при сжатии вдоль
волокон: ГОСТ 16483.10–73. Введ. 01.07.74. М.: Госстандарт СССР: Изд-во
стандартов, 1986. 6 с.
5. Древесина. Метод определения предела прочности при статическом
изгибе: ГОСТ 16483.3–84. Введ. 01.07.74. М.: Госстандарт СССР: Изд-во
стандартов, 1986. 8 с.
6. Древесина. Методы определения ударной вязкости при изгибе: ГОСТ
16483.4–73. Введ. 01.07.74. М.: Госстандарт СССР: Изд-во стандартов, 1986. 5 с.
7. Федоров Н. И., Пауль Э. Э. Древесиноведение и лесоматериалы.
Практикум. Минск: БГТУ, 2006. 292 с.
8. Ермохин М. В., Пугачевский А. В. Методика оценки потерь прироста
древесины на основе дендрохронологических материалов. Минск: Право и
экономика, 2011. 24 с.
УДК 674.213
ВИДЫ И ПРИМЕНЕНИЕ ФАНЕРЫ
TYPES AND APPLICATION OF PLYWOOD
Мещерякова А.А., канд. техн. наук, доцент
Бухарин А.А., студент 5 курса
Лесопромышленного факультета
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»,
г. Воронеж, Россия
DOI: 10.12737/3999
Аннотация: проведен анализ продукции фанерных производств и
область применения.
Summary: the analysis of production of plywood productions and a scope of
plywood have been carried out.
Ключевые слова: фанера, бакелизированная фанера, фанерные плиты,
ламинированная фанера, фанерные трубы.
Key words: plywood, bakelite plywood, the plywood panels, laminated
plywood, plywood pipes.
Огромные лесные ресурсы России, постоянно растущий спрос на
386
древесину являются определяющим стимулом развития лесного рынка и
лесной промышленности в целом. В основных направлениях развития лесной
промышленности на перспективу до 2015 года определены положения, исходя
из которых Россия будет строить свою стратегию развития. В первую очередь,
это развитие производств по углубленной переработке древесины,
удовлетворение внутреннего спроса за счет высококачественной продукции
российского производства, укрепление позиций на традиционных экспортных
рынках и развитие экспорта продукции глубокой переработки.
По прогнозу, к 2015 году объем экспорта лесопродукции из России (это
будет преимущественно продукция глубокой переработки древесины)
возрастет до 30 млрд. USD. По прогнозам специалистов, значительные объемы
при этом будет занимать фанерная продукция. Фанера - одна из возможных
модификаций древесины - широко используется в качестве конструкционного
материала. 1 м3 фанеры заменяет в народном хозяйстве страны 2,5 м3 деловой
древесины [1]. Многолетний опыт применения клееной фанеры показывает,
что она является не только высококачественным, но и достаточно
экономичным материалом по сравнению с заменяемыми ею пиломатериалами.
Фанеру считают одним из популярнейших видов стройматериалов.
Универсальность фанеры из-за повышенной влагостойкости, легкости монтажа
и износостойкости сделали её очень удобным и нужным видом
стройматериала. Высокие физико-механические показатели древесины
(особенно берёзы) в сочетании с многослойной структурой обеспечивают
необычайную прочность фанеры. Это свойство наряду с низкой ценой высоко
ценится в мебельном производстве, строительстве, автомобиле - и
вагоностроении, а также в других сферах производства, где прочность
материала играет определяющую роль [3].
Все виды фанеры и фанерной продукции в зависимости от назначения и
эксплуатационных свойств можно условно разделить на следующие группы:
фанера; плиты фанерные; древесные слоистые пластики; детали (гнутоклееные,
плоскоклееные, цельнопрессованные). Фанера может быть следующих
назначений и названий: для внутреннего потребления (общего назначения) рядовая; поставляемая на экспорт - экспортная; бакелизированная;
декоративная; облицованная
строганым
шпоном; профилированная;
строительная; опалубочная; трубная; ребровая; комбинированная [2].
Рассмотрим области применения часто используемых видов фанеры.
Фанера общего назначения выпускают следующих марок: марки ФК
(фанера изготавливается на основе карбамидоформальдегидного клея), марки
ФСФ (фанера изготавливается на основе фенолоформальдегидного клея).
387
Фанера
марки
ФК
характеризуется
средними
показателями
влагостойкости. Легкая в обработке и монтаже, не имеющая запаха клеевых
смол, фанера ФК в строительстве используется, как правило, при отделочных
работах. Например, с ее помощью настилают основания непосредственно под
черновой пол. Используемая для опалубных работ фанера ФК выдерживает
многократную заливку и отличается высокой прочностью на износ.
Конкретный вид отделочных строительных работ предполагает применение
определенного сорта фанеры ФК.
Фанеру ФК, особенно изготовленную из шпона карельской березы,
отличает красивая фактура, поэтому она незаменима при производстве мебели.
Из фанеры данной марки получается красивая и функциональная корпусная,
кухонная и детская мебель, мебель для спален и гостиных. Фанера ФК
передает оригинальную текстуру натурального дерева и хорошо
обрабатывается механически. Достаточно легко ее можно просверлить,
фрезеровать и распилить, что позволяет изготавливать изделия разной формы.
Используется фанера ФК также в производстве упаковки и тары. По
сравнению с другими упаковочными материалами фанера ФК имеет ряд
неоспоримых преимуществ. Она влагостойка, имеет высокую стойкость к
воздействию химикатов, долговечна, легка, безопасна и гигиенична и при этом
имеет низкую себестоимость. Обработанная специальным покрытием фанера
подходит для хранения инструмента. Использовать фанеру для упаковки
дорогостоящих и тяжелых грузов, например двигателей, аэронавигационного
оборудования,
электроники,
позволяют ее
высокие
механические
характеристики.
Фанера марки ФСФ имеет повышенную влагостойкость. Такая фанера
противопоказана для применения в жилых помещениях, поскольку в состав
пропитки входят вредные для человека компоненты (формальдегид). Чаще
всего её используют в автомобилестроении, при производстве вагонов, в
строительстве при создании конструкций под открытым небом.
Для наружных строительных и отделочных работ широко применяется
фанера повышенной влагостойкости марки ФСФ. Этот строительный материал
не боится воздействия влаги, губительной для дерева. Другим преимуществом
влагостойкой фанеры ФСФ является стандартный размер листа, что позволяет
планировать закупки материала с высокой точностью и избегать образования
большого количества обрезков. Хорошая совместимость с другими
строительными материалами. Вместе с устойчивостью к влаге такая фанера
практически не подвержена поражению грибком, плесенью и иными
микроорганизмами.
388
В фанере ФБ (бакелитовая или бакелизированная фанера) каждый слой
шпона пропитывается бакелитовым лаком, а затем осуществляется их
склеивание
фенолформальдегидными смолами [2]. Такая технология
обеспечивает не только самую высокую влагостойкость фанеры ФБ, но и
повышенную механическую выносливость, что позволяет использовать её в
судостроении и авиационной промышленности. Такая фанера внешне и на
ощупь больше похожа на кусок пластика, чем древесины.
Ламинированную фанеру производят главным образом из березовой (или
комбинированной) фанеры марки ФСФ путём прессовывания под большим
давлением и температурой с обоих сторон пленкой из формальдегидной смолы
[2]. Ламинированная поверхность делает лист фанеры чрезвычайно
устойчивым к внешним воздействиям. Эти свойства обуславливают ее
применение в областях, требующих износостойкие материалы - опалубка для
бетона, изготовление полов, рекламных щитов, обшивка фургонов.
Преимущества ламинированной фанеры: варианты гладкой и тисненой
(сетка) поверхности, исключительная износостойкость и прочность, быстрый
монтаж и легкая обработка, повышенная водостойкость, возможность
комбинирования с другими материалами, возможность выбора цвета и
плотности пленки. Ламинированную фанеру применяют в строительстве
(опалубка), конструкционных работах, автомобилестроение, вагоностроение,
оформление интерьера и экстерьера, для изготовления рекламных щитов и
ограждения, в обустройстве спортивных и детских площадок и др.
Фанерные плиты – это клееный слоистый материал, изготовленный из
семи и более слоев лущеного шпона, склеенных между собой синтетическими
клеями на основе фенолоформальдегидных и карбамидоформальдегидных
смол. В соответствии с ГОСТ 8673-82 выпускают плиты семи марок в
зависимости от применения.
Фанерные плиты (англ. plywood panels) являются одним из наиболее
прочных древесных материалов. Фанерные плиты хорошо поддаются
механической обработке, в т.ч. фасонной. Специальные обработки
обеспечивают защиту фанерных плит от распада и увеличивают сроки
эксплуатации напольных покрытий. Фанерные плиты также обладают
хорошими показателями по шумоизоляции.
Фанерные плиты создавались для обеспечения потребностей
машиностроения (напольные и стеновые панели в автобусах, багажных
отделениях автомобилях и охлаждающих установках) и производства
спортивного инвентаря. В мебели фанерные плиты могут применяться для
изготовления наиболее нагруженных деталей, например, элементов каркасов
389
диванов-кроватей, кресел, длинных полок , стеллажных конструкций и т.п. В
США фанерные плиты часто используются в производстве мебели для
студенческих общежитий и казарм.
Трубы из фанеры. Первые трубы из фанеры стали выпускаться только с
1945 года. При изготовлении фанерной трубы последовательные слои шпона
навиваются по спиралям противоположных направлений, образуя цилиндр, и
скрепляются методом горячей склейки. Давление, спрессовывающее слои
трубы, подается на ее внешнюю или внутреннюю поверхность. Для улучшения
навивки шпона нередко его слои перемежают тканью или бумагой. Поскольку
фанерные трубы пока не являются стандартизованной продукцией, они
выпускаются различных диаметров в диапазоне от 25 до 150 мм. Выпускаются
различные виды клееной фанеры: с облицовкой крафт-бумагой; с пропиткой и
без нее; пригодные для внешней обшивки и фанерования. Из этой серии можно
отметить гибкую фанеру из древесины Сейба. С помощью такой фанеры
можно изготавливать различные гнутые изделия, от мебельных фасадов до
элементов яхт [1].
Металлизированная фанера. Клееная фанера со слоями металла,
применяется там, где по условиям эксплуатации необходима прочная и
плотная поверхность, например в кузовах грузовиков, или там, где благодаря
металлической прокладке повышается износоустойчивость и противопожарная
безопасность материала. Производится и фанера высокой плотности; обычно
их листы набираются из слоев бакелизированного шпона и прессуются
методом горячей склейки. Удельный вес фанеры этого типа может достигать
значения 1,3, причем древесина такой фанеры существенно уплотняется в
процессе горячего прессования [1].
Библиографический список
1.
Центральный
научно-исследовательский
институт
фанеры
[Электронный ресурс]. – Режим доступа: www.zaoomz.ru. – Загл. с экрана.
2. Васечкин, Ю.В. Технология и оборудование для производства фанеры;
Учебник. – М.: Лесная промышленность, 1983. – 310 с.
3. Фанера как отделочный материал [Электронный ресурс]. – Режим
доступа: www.dachnyi-variant.ru. – Загл. с экрана.
390
УДК 674.817
АНАЛИЗ БРЕВНОПИЛЬНОГО ОБОРУДОВАНИЯ
ИСПОЛЬЗУЕМОГО В ЛЕСОПИЛЬНОМ ПРОИЗВОДСТВЕ
THE ANALYSIS OF A SAWMILL EQUIPMENT USED IN SAWING
PRODUCTION
Мещерякова А.А., канд. техн. наук, доцент
Желтоухова Н.А., студент 3 курса
Лесопромышленного факультета
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»,
г. Воронеж, Россия
DOI: 10.12737/4000
Аннотация:
проведен
анализ
бревнопильного
оборудования
используемого в лесопильном производстве. Рассмотрены достоинства и
недостатки бревнопильного оборудования.
Summary: the analysis of a sawmill equipment used in sawing production has
been carried out. Merits and demerits of a sawmill equipment are considered.
Ключевые слова: лесопильные рамы, круглопильные станки,
ленточнопильные станки, фрезерно-брусующие станки, агрегатные линии.
Key words: log frames, disk saws, band mills, chipper-canters, modular lines.
По мере развития рыночных отношений в России важнейшим фактором
конкурентоспособности отечественных деревообрабатывающих предприятий в
долгосрочной перспективе является наличие в составе их потенциала
прогрессивного оборудования. Опыт развитых стран показывает, что наличие и
использование такого оборудования на предприятии способствует
устойчивому функционированию на рынке и эффективному развитию
деревообрабатывающего бизнеса в целом.
Выбор бревнопильного оборудования – дело весьма непростое. В
настоящее время на рынке представлен большой ассортимент станков, причем,
по заявлениям производителей, именно их техника является наилучшей и
отвечает всем требованиям практически любого лесопильного производства. В
специальной прессе полно рекламных статей, а независимой информации
практически нет [1].
Выбор оборудования определяется назначением, размерами и требуемым
качеством пиломатериалов, особенностями выбранного метода раскроя бревен,
экономически доступными объемами, качеством и размерами распиливаемого
сырья и экономической эффективностью применения того или иного
оборудования в различных условиях [2].
391
Основные типы бревнопильных станков (пилорам):
- лесопильные рамы (пилорамы);
- круглопильные станки различных типов (дисковые пилорамы);
- ленточнопильные станки (горизонтальные и вертикальные);
- фрезерно-брусующие станки;
- агрегатные линии.
Пилорамы - традиционный и наиболее распространенный в России тип
оборудования. Существует множество стандартных решений по организации
лесопильных потоков на их базе, отечественная промышленность выпускает
стандартные средства механизации для таких потоков. Кроме того, имеются
опытные кадры по эксплуатации пилорам и подготовке режущего инструмента,
что для российских условий немаловажно.
Лесопильные рамы распиливают бревно за один проход и могут
подаваться торец в торец.
Недостатки пилорам: повышенные усилия резания и сопротивления
подаче, а также колебательное движение пильной рамки приводят к быстрому
износу механизма рамы, и, соответственно, к необходимости частой замены
деталей и узлов; низкое качество геометрии и чистоты поверхности
получаемых пиломатериалов; симметрично расположенные пилы в поставе
испытывают различную нагрузку вследствие неоднородностей древесины
(кривизны, крупных сучьев, гнили, порости и т.д.), что совместно с высоким
усилием резания приводит к отклонениям подачи от прямолинейности, а
иногда к проворачиванию бревна вокруг своей оси. Это приводит к
крыловатости пиломатериала или двухкантного бруса [3].
Пилорамы хорошо приспособлены для промышленного лесопиления, но
являются устаревшим оборудованием. В мире они практически не
используются и не производятся.
Круглопильные станки (дисковые пилорамы) проходного типа
предназначены для брусовки, распиливают бревно на двухкантный брус,
подгорбыльные доски и горбыли.
Станки данного типа имеют высокую производительность, хорошо
встраиваются в потоки, можно организовать автоматическое брусоотделение и
подачу материалов на станки второго ряда.
Основные недостатки круглопильных станков это очень жесткие
требования к качеству сырья. Подающий механизм цепного типа в состоянии
обеспечить прямолинейность подачи только ровных бревен без пороков
нарушающих геометрию бревна. Нарушения прямолинейности подачи
приводит к вибрации, перегреву пил, а также к нарушениям геометрии распила
392
и ухудшению качества поверхности пилопродукции. Ещё один недостаток –
необходимость сортировки сырья по диаметрам.
Круглопильные станки (дисковые пилорамы) проходного типа хорошо
подходят для поточного лесопиления пиловочника малых и средних
диаметров.
В
последние
годы
наибольшее
распространение
получили
круглопильные станки кареточного типа («Магистраль», «Кара», «Лаймет»
[3]). При использовании станков данного типа бревно укладывается на
подвижную каретку и закрепляется крючьями. Вначале выпиливается
двухкантный или трехкантный брус, а затем он распиливается на обрезные
доски.
Достоинства станка в высоком качестве продукции, станок может
работать без оборудования второго ряда, последовательная распиловка бревна
позволяет учесть его индивидуальные особенности и оптимизировать раскрой.
Основной недостаток – низкий выход пилопродукции (даже не смотря на
индивидуальный раскрой) и сложность подготовки режущего инструмента.
Данный тип оборудования подходит для лесопильного производства при
наличия дешевого сырья. Однако, желательно использовать станки второго
ряда для минимизации потерь от толстого пропила.
Угловые круглопильные станки значительно повышают объемный выход
радиальных пиломатериалов, которые являются на сегодняшний день наиболее
востребованными на рынке. Пильный механизм имеет 2 или 3 пильных вала,
расположенных под прямым углом друг к другу. Существуют модели как с
подвижным пильным механизмом, так и с подвижной кареткой с бревном. За
каждый проход отпиливается обрезная доска нужного сечения.
Достоинство угловых круглопильных станков в реализации
индивидуального раскроя бревна, что приводит к высокому выходу продукции.
Недостаток таких станков – невозможность встраиваться в лесопильный
поток, т.к. отпиленную доску необходимо убирать с бревна вручную.
Ленточнопильные станки обеспечивают высокий выход пилопродукции,
индивидуальный раскрой и высокое качество продукции. Не требуется
сортировка сырья. Недостаток ленточнопильных станков – сложность
эксплуатации, так как требуется высокая квалификация производственного и
обслуживающего персонала.
Горизонтальные ленточные пилорамы подходят для частного
использования. Вертикальные ленточные станки хорошо подходят для
переработки пиловочника средних и крупных диаметров на крупных и средних
предприятиях [2].
393
Фрезерно-брусующие станки применяются преимущественно для
переработки баланса, так как не имеют возможности выпилить подгорбыльную
доску. Эффективны на средних и крупных предприятиях в составе
лесопильных потоков.
Агрегатные линии применяются для переработки тонкомера на
различных предприятиях. Агрегатные линии обеспечивают высокую
производительность (бревна подаются торец в торец). Недостаток этих линий
заключается в жестком требовании к сырью, а так же требуется сортировка
сырья.
Выбор типа бревнопильного станка зависит от задачи, конкретных
условий и возможностей потребителя. Универсальных решений не бывает.
Библиографический список
1. Сравнительный анализ основных типов бревнопильного оборудования.
Часть 1 [Электронный ресурс]. – Режим доступа: www.sis.sibpressa.ru. – Загл. с
экрана.
2. Мещерякова, А. А. Выбор лесопильного оборудования [Текст] / А. А.
Мещерякова, И.Г. Перекрестов // Актуальные проблемы и перспективы
развития лесопромышленного комплекса: материалы II международной
научно-технической конференции, ФГБОУ ВПО КГТУ. – Кострома: Изд-во
КГТУ, 2013 – c. 50–52.
3. Бревнопильное оборудование [Электронный ресурс]. – Режим доступа:
www.ecodrev.ru – Загл. с экрана.
УДК 674.093
РАЦИОНАЛЬНОЕ ИСПОЛЬЗОВАНИЕ ДРЕВЕСИНЫ
ПРИ ИЗГОТОВЛЕНИИ ТОРЦОВЫХ ЩИТОВ
RATIONAL USE OF WOOD
IN THE MANUFACTURE PANEL OF END CUTS OF TIMBER
Микрюкова Е.В., к.т.н., доцент,
Пуртова Е.А., магистрант
ФГБОУ ВПО «Поволжский государственный технологический университет»
г. Йошкар-Ола, Россия
DOI: 10.12737/4001
Аннотация: предложены способы получения торцовых щитов из
тонкомерной древесины. В этих способах использован блочный метод
получения продукции. Получаемые щитовые элементы имеют декоративный
вид. Кроме того по сравнению с аналогами они более технологичны в
изготовлении.
394
Summary: the methods of obtaining panel of end cuts of timber of smalldiameter wood. In these methods, used by the block method of obtaining products.
The resulting plate elements have a decorative appearance. Besides in comparison
with analogues are more adaptable to production.
Ключевые слова: древесина, торцовый срез, щитовой элемент, способ
изготовления.
Keywords: wood, end cuts, shield element, a method of manufacturing.
Человека с давних времен привлекает своеобразная красота деревянных
срезов. В старинных русских городах торцовыми срезами стволов мостили
мостовые и улицы. Из торцовых шашек делают прочный и красивый паркет. И
в настоящее время, торцовые срезы находят применение в современных
интерьерах как общественных, так и жилых помещений, а также декоративной
отделке мебельных изделий.
Кроме декоративных свойств торцовая поверхность древесины обладает
повышенной твердостью и износостойкостью. Для этих целей можно
использовать тонкомерную древесину, а также отходы лесозаготовок в виде
вершинных частей хлыстов, которые мало и неэффективно в настоящее время
используются в деревообработке для получения пилопродукции.
Целью нашей работы было предложить технологию получения торцовых
щитов из неликвидной древесины.
Для осуществления цели был произведен анализ существующих
способов получения облицовочных материалов из торцовых срезов древесины
[2, 4]. В основном торцы древесины используются для настила полов, а также
изготовления щитовых деталей мебельных конструкций. В этом случае все
технологи производства можно разделить на две группы: производство
штучного паркета и производство щитов. С точки зрения производительности,
преимущество, конечно же, на стороне щитовых технологий.
С целью рационального использования древесных ресурсов (в частности
тонкомерной древесины) предложены способы получения торцовых щитовых
элементов из круглых лесоматериалов.
Первый способ изготовления торцовых щитовых элементов из древесины
(рисунок 1) включает оцилиндровку круглых лесоматериалов, выборку в
каждом из них продольных пазов в двух взаимно перпендикулярных
плоскостях таким же радиусом R, что и производилась оцилиндровка
заготовок, при этом ширина пазов составляет R 2 , сушку, склеивание
заготовок в блок и поперечный раскрой блока с получением щитов [3].
395
Рисунок 1 – Способ изготовления торцовых щитовых элементов
из древесины (патент РФ № 2512359)
В качестве сырья для получения торцовых щитовых элементов могут
быть использованы и отходы фанерного производства в виде карандашей,
получаемых в процессе лущения чураков. Диаметры этих карандашей зависят
от вида лущильных станков, применяемых на предприятиях, и могут
составлять от 30 до 120 мм. Карандаши уже имеют цилиндрическую форму и
могут быть использованы при изготовлении торцовых щитовых элементов
предлагаемой конструкции. Объем отходов в виде карандашей составляет 810% от объема чураков [1].
Предлагаются и другие формы поперечного сечения заготовок для
получения торцовых щитовых элементов. В первом случае (рисунок 2а)
фрезерование пазов на оцилиндрованных заготовках производится в двух
взаимно перпендикулярных плоскостях, а во втором случае – под углом 120о
друг к другу (рис. 2б). Ширина продольных пазов на заготовках в первом
случае составляет R 2 , а во втором – R . Вторая схема позволяет повысить
объемный выход продукции в виде щитов почти в 1,3 раза по сравнению с
первой.
396
Рисунок 2 – Виды торцовых щитовых элементов из древесины
(заявка на изобретение № 2012150923):
а – с двумя продольными пазами, б – с тремя продольными пазами
Таким образом, предложенные способы поучения торцовых щитовых
элементов позволят, во-первых, рационально использовать тонкомерную
древесину, а также отходы древесины в виде карандашей. Во-вторых,
получаемая таким образом продукция имеет декоративный вид, повышенную
твердость и может быть использована для облицовки помещений (стен, пола,
потолка), а также в производстве мебельных изделий (в виде самостоятельных
деталей, либо в виде наружного слоя – облицовки).
Согласно предлагаемой технологии (схема на рисунке 2а) были
изготовлены опытные образцы торцовых щитовых элементов (рисунок 3).
Рисунок 3 – Образцы торцовых щитовых элементов
397
Способ изготовления торцовых щитовых элементов, предлагаемый в
заявке на изобретение № 2012150923 (рисунок 2, 3) является более
технологичным. Меньше возникает проблем с сопряжением элементов, и в
процессе обработки не возникает такого острого угла как в первом случае. С
целью стабилизации геометрических размеров заготовок в предлагаемой
конструкции возможно перед склеиванием произвести модификацию
древесины.
Библиографический список
1.
Волынский, В. Универсальный полуфабрикат// Леспроминформ. –
2011. – №5 (79). – С.110-111.
2.
Способ изготовления декоративных пластин из древесного
материала: пат. 2062230 Рос. Федерация: МПК В27М3/04/ Рябов В.А., Диваев
С.Ф., Ташнова Ж.В.; заявители и патентообладатели Рябов В.А., Диваев С.Ф.,
Ташнова Ж.В.. - № 94025544/15; заявл. 12.07.94; опубл. 20.06.96.
3.
Способ изготовления торцовых щитовых элементов из древесины:
пат. 2512359 Рос. Федерация: МПК В27В1/00 / Микрюкова Е.В., Пуртова Е.А.,
Павлова О.В., Дербенева И.П., Яналова Н.А.; заявитель и патентообладатель:
ФГБОУ ВПО Поволжский государственный технологический университет № 2012133123/13; заявл. 01.08.2012; опубл. 10.04.2014. Бюл. № 10.
4.
Способ изготовления щитов торцового паркета: а.с. 1642957
СССР: МПК B27M3/06, E04F15/04/ Тепер В.Б., Ротань А.И.; заявитель и
патентообладатель Донецкий филиал Совм. советско-американск. предприятия
«АмСовИнвест». - № 4744189/15; заявл. 10.10.89; опубл. 15.04.91 Бюл. № 14.
398
УДК 674.055
ХВОСТОВАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ПЛИТНЫХ ДРЕВЕСНЫХ
МАТЕРИАЛОВ, ОБЕСПЕЧИВАЮЩАЯ ПОВЫШЕНИЕ
ЭФФЕКТИВНОСТИ АСПИРАЦИИ
END MILL FOR WOOD BASED PLATES PROCESSING, ENHANCED
ASPIRATION EFFICACY
Рудак П.В., к.т.н, доценткафедры
материаловедения и технологии металлов,
Рудак О.Г., ассистент кафедры
технологии и дизайна изделий из древесины,
Омелюсик А.В., научный сотрудник кафедры
материаловедения и технологии металлов
УО «Белорусский государственный технологический университет»
г. Минск, Беларусь
DOI: 10.12737/4002
Аннотация: представлены результаты разработки конструкции
хвостовой фрезы, позволяющей повысить полноту аспирации стружки и пыли
из зоны резания плитных древесных материалов. Новизна подхода состоит в
использовании кинетической энергии стружки и пыли с учетом неодинаковых
механических свойств обрабатываемого материала по толщине для сокращения
энергетических затрат на аспирацию.
Summary: prospects are presented the results of an end mill design, which
allows increasing the completeness of aspiration chips and dust from the wood
material plates cutting zone. The novelty of the approach is to use the kinetic energy
of the chip and dust into account unequal mechanical properties of the processed
material to reduce the thickness of the energy costs for aspiration.
Ключевые слова: аспирация, фрезерование, фреза, плитный древесный
материал.
Keywords: aspiration, mill, milling, wood-based panel.
На сегодняшний день наибольшее распространение нашли плитные
древесные материалы, полученные методами плоского прессования.
В связи с особенностями технологии изготовления данные материалы
имеют плотность, неодинаковую по толщине. Многие из них характеризуются
значительно более высокой плотностью в областях пластей плит и рыхлой
средняя частью.
Так у древесностружечных плит (ДСтП) плотность областей,
прилегающих к пластям, достигает 1000 кг/м3, в то время как плотность
399
средней части около 400 кг/м3.
На рисунке 1 представлена фотография, иллюстрирующая неодинаковую
плотность ДСтП по толщине.
Рисунок 1 – Неодинаковая плотность ДСтП по толщине
Неодинаково по толщине и содержание связующего, особенно в случае
отделки пластей плит синтетическими пленками, когда поверхностная область
плит может содержать до 35% законденсированного клея, а средняя часть 612% [1].
В связи с указанными особенностями древесных материалов в процессе их
фрезерования стружка, отделенная от пластей (верхней и нижней частей
заготовки) покидает зону резания в виде более уплотненных малорассеянных
потоков, которые медленно теряют свою кинетическую энергию и улавливание
которых требует организации в стружкоприемнике более высоких скоростей
аспирирующих потоков воздуха, что сопряжено с возрастанием
энергопотребления.
Задачей описываемой разработки является повышение эффективности
аспирации при фрезеровании древесных материалов за счет использования
собственной кинетической энергии стружки с учетом особенностей
формирования потоков стружки, покидающих инструмент,.
Решение задачи достигается за счет того, что хвостовая фреза для
обработки древесных материалов содержит режущие элементы, расположенные
на корпусе фрезы под углом к оси ее вращения группами с частичным
перекрытием друг друга режущими элементами соседних групп, и отличается
тем, что на одной образующей корпуса фрезы располагают пару режущих
элементов, а на диаметрально противоположной стороне корпуса располагают
400
отдельный режущий элемент, так, чтобы углы наклона режущих элементов к оси
фрезы были 25°, при этом верхний режущий элемент пары наклоняют вниз, а
нижний режущий элемент пары и режущий элемент, расположенный отдельно,
наклоняют вверх.
На рисунке 2 представлена схема обработки древесного материала
хвостовой фрезой в процессе работы пары режущих элементов.
Рисунок 2 – Схема обработки древесного материала хвостовой фрезой в
процессе работы пары режущих элементов
Хвостовая фреза 1, содержащая пару режущих элементов 2 и 3 на одной
образующей корпуса фрезы, и отдельный режущий элемент 4 на диаметрально
противоположной стороне корпуса обрабатывает боковую поверхность
древесного материала 5. Древесный материал неоднороден по толщине и
характеризуется меньшей плотностью в средней части 6 и более высокой
плотностью в областях 7, прилегающих к пластям.
Стружка, срезаемая верхним и нижним режущими элементами покидает
фрезу сориентированной соответственно в нижнем и верхнем направлениях.
Углы наклона режущих элементов 25° к оси фрезы обеспечивают сход
стружки с нижнего режущего элемента c большей скоростью, чем с верхнего,
что установлено расчетом по разработанным уравнениям [2].
В результате пересечения потоков стружки, покинувших фрезу с
нижнего и верхнего режущих элементов, потоки стружки рассеиваются,
кинетические энергии древесных частиц уменьшаются, и древесные частицы
более эффективно захватываются аспирирующими воздушными потоками,
направления которых вверх на рисунке 2 показаны пунктирными стрелками.
На рисунке 3 представлена схема обработки древесного материала
фрезерованием в процессе работы отдельного режущего элемента.
401
Рисунок 3 – Схема обработки древесного материала фрезерованием в процессе
работы отдельного режущего элемента
Отдельный режущий элемент 4 имеет угол наклона 25° вверх к оси
фрезы. Отдельный режущий элемент обрабатывает среднюю, более рыхлую
часть древесного материала и обеспечивает выход стружки с хвостовой фрезы
менее плотным потоком частиц вверх, в сторону воздухозаборника, что
благоприятно с точки зрения аспирации.
Таким образом, благодаря рассеянию кинетической энергии аспирируемых
частиц за счет формирования пересекающихся потоков стружки от более
плотных пластей древесного материала, а также направления стружки в сторону
воздухозаборника от менее плотной средней части древесного материала
достигается повышение эффективности и сокращение энергетических затрат на
аспирацию.
Применение разработанной фрезы наиболее эффективно в сочетании со
стружкоприемником, в котором обеспечивается рациональная организация
аспирирующих воздушных потоков через зону обработки [3].
Библиографический список
1. Сленьгис, М.-Э. А. Механическая обработка ламинированных ДСтП /
М.-Э. А. Сленьгис. – Рига : Лат. НИИНТИ, 1982. – 40 c.
2. Рудак, П.В. Моделирование процесса движения элемента стружки в
стружечной канавке фрезы при обработке плитных древесных материалов /
П.В. Рудак [и др.] // Вес. ГГТУ им. П.О. Сухого. – 2013. – №1. – С. 3–12.
3. Рудак, П. В. Совершенствование систем аспирации в деревообработке /
П. В. Рудак, О. Г. Рудак, А. Балтрушайтис, Г. Кятуракис //
Энергоэффективность. – 2013. – №6. – С. 24–27.
402
УДК 674.816.3
СПОСОБЫ МОДИФИКАЦИЯ ФЕНОЛФОРМАЛЬДЕГИДНЫХ СМОЛ
В ПРОИЗВОДСТВЕ ДРЕВЕСНЫХ ПЛИТ
A METHOD OF MODIFYING PHENOL-FORMALDEHYDE RESINS
FOR PRODUCTION OF WOOD-BOARDS
Осетров А.В., аспирант,
Угрюмов С.А., д.т.н., профессор
ФГБОУ ВПО «Костромской государственный технологический университет»
г. Кострома, Россия
DOI: 10.12737/4003
Аннотация:
Приведен
анализ
способов
модификации
фенолформальдегидных смол с целью повышения физико-механических
свойств
древесностружечных
плит.
Предложена
модификация
фенолформальдегидных смол фурановым олигомером. Экспериментально
установлено повышение физико-механических свойств плит, изготовленных на
основе модифицированных клеевых составов.
Summary: An analysis of ways to modify phenol-formaldehyde resins to
improve the physical and mechanical properties of particleboard. A modification of
the phenol-formaldehyde resins, furan oligomer. Experimentally found an increase in
physical and mechanical properties of boards made from modified adhesives.
Ключевые слова: фенолформальдегидная смола, фурфуролацетоновый
мономер, модификация, древесностружечная плита, физико-механические
свойства.
Keywords: formaldehyde resin, furan resin, modification, chipboard, woodshaving plate, physical and mechanical properties.
Одним из эффективных направлений получения клеев и связующих с
заданными свойствами является модификация фенолформальдегидных смол,
позволяющая увеличить их пластичность, биостойкость, скорость и степень
отверждения при условии образования прочного полимера пространственной
структуры. Применение модифицированных клеев позволяет придать клееному
материалу новый комплекс свойств.
Известны различные способы модификации фенолформальдегидных
смол применительно к производству древесных, наиболее эффективные из
которых следующие.
1. Повышение водостойкости и более глубокого процесса отверждения можно
добиться путем введения в клеевой состав ионов алюминия [1]. Резольные
фенолформальдегидные
смолы
содержат
значительное
количество
403
метилольных групп (более 30 %), с которыми ион алюминия может
образовывать координационную связь и способствовать полимеризации этих
смол. При гидролизе солей алюминия освобождается значительное количество
ионов Н+, способных частично нейтрализовать избыточную щелочность
смолы, кроме того, они являются катализаторами процесса поликонденсации,
способствуют углублению отверждения,
повышают водостойкость
связующего и позволяют получить атмосферостойкие древесные плиты [2].
2. Увеличение вязкости клеев позволяет повысить эффективность склеивания
поверхностей древесных частиц без значительного проникновения клея внутрь
и повысить прочность клеевых связей. Для повышения вязкости фенольных
смол горячего отверждения используется мел (3-12 масс. ч.), древесная или
пшеничная мука (3-6 масс. ч.), уротропин (3,5 масс. ч.), мел и древесная мука
придают клею нужную вязкость, пшеничная мука – необходимую липкость и
повышение качества клеевого шва [3].
3. Повышение степени отверждения фенолформальдегидной смолы возможно
путем
добавления катализаторов отверждения (гексаметилентетрамин,
параформальдегид, β-нафталинсульфокислота, водный раствор меламина и
бихромата калия, водный раствор уротропина и гидроксиламина, бикарбонат
натрия и формалин) [4].
4. Повышение прочности и пластичности, придание иных новых свойств
клеевых связей
возможно путем совмещения исходных смол с
модифицирующими добавками [1,5,6].
Актуальной задачей в отрасли производства древесных плит является
поиск доступных модификаторов для совмещения с традиционными клеевыми
составами,
например
на
основе
фенолформальдегидной
смолы,
обеспечивающих значимое повышение требуемых физико-механических
показателей, прежде всего, прочности и водостойкости.
В качестве модификатора фенолформальдегидных смол могут
использоваться олигомеры фуранового ряда (фурановые смолы) [7] .
Основным представителем фурановых олигомеров, достаточно широко
применяемых в промышленности, является фурфуролацетоновый мономер ФА,
получаемый при синтезе фурфурола и ацетона. В отвержденном состоянии он
обладает повышенной водостойкостью и прочностью [8].
Основной компонент фурановых смол – фурфурол, который можно
получать из отходов лесозаготовок (лесосечных отходов), лесопиления и
деревообработки, составляющих от 30% до 45% объема перерабатываемой
древесины. Поэтому производство фурфурола и клееных материалов на его
основе не только позволит получать малотоксичную продукцию с высокими
404
эксплуатационными характеристиками, но и обеспечит повышение
комплексности использования сырья [9].
Для оценки эффективности производства древесностружечных плит на
основе совмещенного связующего (фенолформальдегидной смолы марки
СФЖ-3014 в смеси с фурфуролацетоновым мономером ФА) в лабораторных
условиях были изготовлены образцы древесных плит из березовой стружки
фракции 10/2 при температуре прессования 180°С, удельном давлении
прессовании 2 МПа, продолжительности выдержки под давлением 8 мин.
Общий расход связующего при осмолении древесных частиц составлял 12 % от
массы абсолютно сухой стружки.
Физико-механические свойства плит определялись по ГОСТ 10634-78,
ГОСТ 10635-78, ГОСТ 10636-78, огнезащищенность оценивалась по потере
массы при горении методом «огневой трубы». Полученные сводные результаты
представлены в табл. 1.
Таблица 1 – Физико-механические свойства плит
Доля
добавки
фурфуролацетонового
мономера,
масс. ч.
Предел
прочности
при
статическом
изгибе, МПа
Предел
прочности при
растяжении
перпендикулярно к
пласти, МПа
0
2
4
6
8
10
19,02
23,67
26,81
23,18
21,20
20,22
0,67
0,71
0,72
0,69
0,68
0,68
Разбуха- Объемное
ние по
разбутолщине, хание, %
%
32,87
24,10
23,15
27,56
28,74
29,07
36,61
26,93
25,87
32,06
32,53
32,97
Водопоглощение,
%
Потеря
массы
при
горении,
%
62,35
52,09
48,03
55,54
58,10
59,23
12,67
11,55
11,08
12,28
12,42
12,59
В результате проведенных исследований подтверждается возможность
совмещения
фенолформальдегидной
смолы
с
фурфуролацетоновым
мономером. При введении модифицирующей добавки в количестве 2…6 масс.
ч. происходит повышение прочностных показателей древесностружечных
плит, снижается разбухание по толщине, водопоглощение, потеря массы при
горении. Модифицированная клеевая композиция долгое время сохраняет
исходную вязкость и жизнеспособность, равномерно распределяется по
поверхности древесных частиц.
405
Библиографический список
1. Кондратьев В.П. Синтетические клеи для древесных материалов [Текст]
/ В.П. Кондратьев, В.И. Кондращенко. – М.: Научный мир, 2004. – 520 с.
2. Эльберт А.А. Модификация фенолформальдегидных смол для
древесностружечных плит [Текст] / А.А. Эльберт, Л.П. Коврижных, А.М.
Завражнов, В.В. Васильев. – Деревообрабатывающая промышленность, 1979. –
№ 7. – С. 3-4.
3. Волынский В.Н. Технология клееных материалов: Учебное пособие для
вузов [Текст] / В.Н. Волынский. – Архангельск: Изд-во Арханг. гос. техн. унта, 2003. –280 с.
4. Кондратьев В.П. Исследование новых видов отвердителей для
низкотоксичных фенолформальдегидных смол
/ В.П. Кондратьев, Г.В.
Шашкова // Сборник трудов ЦНИИФ. –М. : ЦНИИФ. – Вып. 10, 1979. –С. 104108.
5. Угрюмов С.А. Модифицирование карбамидоформальдегидной смолы
для производства костроплит [Текст] / С.А. Угрюмов, В.Е. Цветков //
Деревообрабатывающая промышленность, 2008. – № 3. – С. 16-18.
6. Угрюмов С.А. Применение теории адгезии и смачивания для
модификации фенолформальдегидного олигомера, используемого для
осмоления костры [Текст] / С.А. Угрюмов, В.Е. Цветков // Вестник МГУЛ Лесной вестник, 2008. – № 2. – с. 104-106.
7. Угрюмов С.А. Фурановые смолы в производстве клееных древесных
материалов: монография [Текст]. – Кострома: КГТУ, 2012. – 142 с.
8. Угрюмов С.А. Оценка влияния технологических факторов на свойства
древесно-стружечных плит на основе фурановой смолы [Текст] / С.А.
Угрюмов, А.А. Федотов // Вестник Поволжского государственного
технологического университета. Серия «Лес. Экология. Природопользование».
– Йошкар-Ола: ПГТУ, 2012. - № 2(16). – С. 36-42.
9. Федотов А.А. Реакции отверждения фурфуролацетонового мономера ФА,
применяемого в производстве древесно-стружечных плит [Текст] / А.А.
Федотов, С.А. Угрюмов // Энциклопедия инженера-химика, 2012. –№ 11. –С.
25-28.
406
УДК 621.9.029
РАЗРАБОТКА КОМПОЗИЦИОННЫХ ПОКРЫТИЙ ДЛЯ УЗЛОВ
ТРЕНИЯ ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА СТРУЖКИ
INVESTIGATION OF COMPOSITE COATINGS FOR FRICTION UNITS
OF WOOD FLAKER’S EQUIPMENT
Прозоров Я.С., старший преподаватель
ФГБОУ ВПО «Брянская государственная
инженерно-технологическая академия»,
г. Брянск, Россия
DOI: 10.12737/4004
Аннотация: В статье рассмотрены особенности механизмов
изнашивания рабочих поверхностей деталей оборудования для производства
древесной стружки в зависимости от условий эксплуатации; исследованы
механические, тепловые и химические явления при трении системы “ножевой
вал – древесина”; сформулированы требования к выбору способа повышения
износостойкости и теоретическому обоснованию структурно-фазового состава
поверхностного слоя ножевых валов.
Summary: The article deals with the operational conditions, mechanisms and
laws of wear process surfaces woodworking machinery parts. The complex order of
phenomena in the friction zone between steel parts and wood sets mechanochemical
wear (tribocorrosion) as the dominant. The analysis of patterns and mechanisms of
wear steel parts allows to formulate requirements to the method of increasing wear
resistance and a theoretical basis for the structural-phase composition and physical
and chemical properties of the surface layer of the woodworking machinery parts
Ключевые слова: стружечный станок, коррозионно-механическое
изнашивание, ножевой вал, трибокоррозия.
Keywords: mechanochemical wear, tribocorrosion, flaker, tribocorrosion,
wood-metal friction pairs, hardfacing material
Технико-экономические показатели производства многих древесных
композиционных материалов (расход древесного сырья и связующих,
энергозатраты, качество производимой продукции) в значительной мере
формируются уже на стадии производства основной составляющей композита древесной стружки. Для ее изготовления широко используются стружечные
станки различных типов, потеря работоспособного состояния которых связана
с в основном с достижением предельного износа рабочих поверхностей
деталей узлов трения – ножевого вала, стружечного барабана и ряда других.
На основании анализа условий эксплуатации стружечных станков для
407
узла трения “деталь - древесина” преобладающим был признан коррозионномеханический вид изнашивания, иначе называемый трибокоррозией. Для
трибокоррозии характерен эффект совместного влияния (синергизм)
механических и химических явлений, результат проявления которых не может
быть определен простым суммированием эффектов отдельных составляющих.
При реализации такого вида изнашивания металлических поверхностей,
фрикционно контактирующих с древесиной, можно выделить три следующих
основных этапа:
образование слоев оксидов на рабочих поверхностях вала;
механо-химическое разрушение образовавшихся слоев;
взаимодействие древесного сырья с образовавшейся ювенильной
поверхностью металла и его репассивация
Отсюда необходимость одновременное исследование как химических
процессов, протекающих в зоне фрикционного контактирования, так и
механических воздействий, обусловливающих поверхностное разрушение
сталей и чугунов.
На протекание процесса изнашивания существенное влияние оказывает
то, что в зоне фрикционного взаимодействия с металлической поверхностью
создаются условия для разложения древесины. В результате на
контактирующих поверхностях формируются адсорбированные слои
химических соединений, образовавшихся при трибодеструкции древесины, в
совокупности с полярными молекулами полимерных органических (свободных
радикалов) и экстрактивных веществ. Из этих веществ наибольшее влияние на
характер и интенсивность изнашивания оказывают вода, карбоновые кислоты
и полифенольные соединения.
Наряду с рассмотренными выше, причиной износа поверхностей
стальных деталей, контактирующих с древесиной, является также насыщение
их поверхностных слоев такими газами, как водород, кислород, азот и др.
Механическая составляющая износа во фрикционном контакте между
древесным сырьем и металлическими поверхностями деталей узлов трения
также обусловлена присутствием в зоне контакта инородных абразивных
частиц, твердых продуктов износа и естественных минеральных компонентов
древесины.
Синергетическая компонента износа определяется взаимовлиянием
механических и химических факторов и играет основополагающую роль в
суммарном износе. В рамках синергетической компоненты выделяют
индуцированное коррозией изнашивание и индуцированную изнашиванием
коррозию.
408
Таким образом, механизм изнашивания рассматриваемых поверхностей
может быть представлен как совокупность коррозионных процессов окисления
(химического и электрохимического) и процессов разупрочнения, разрыхления
и разрушения поверхностей трения с параллельно текущей газификацией
поверхностных слоев[1].
Для определения качественных и количественных характеристик
механической,
коррозионной
и
синергетической
компоненты
трибокоррозионного износа была разработана соответствующая методика
испытаний. Для исследования коррозионно-механического изнашивания
применялась особая экспериментальная установка.
Экспериментальная установка для изучения химических и силовых
параметров взаимодействия системы «древесина — сталь» представляет собой
аппаратно-программный комплекс, состоящий из следующих основных частей:
малогабаритный
цифровой
потенциостат-гальваностат
IPC-Pro
М;
персональный компьютер; оригинальная трехэлектродная электрохимическая
ячейка с подвижным и нагруженным рабочим электродом; программа
управления потенциостатом и обработки результатов IPC2000[2].
Для
проведения
экспериментов
использовались
образцы,
представляющие собой цилиндрические стальные пластинки. Материал
образцов определялся набором распространенных сплавов, применяемых в
деревообрабатывающей промышленности. В соответствии со справочными
данными по породному составу древесного сырья при производстве
технологической стружки были приняты различные варианты контробразцов
из следующих пород древесины: осины, ольхи, березы, сосны и ели.
Исследуемые контробразцы представляли собой древесные чураки
цилиндрической формы.
При проведении исследований использовалось 2 вида электролитов.
Первый вид электролита — ацетатный буферный раствор, представляющий
собой раствор уксусной кислоты СН3СООН и ацетата натрия NаСН3СОО. Для
проведения экспериментов выбирались растворы со следующими значениями
pH: 3.5;4.5;5.5;6.5.
Второй вид электролита - так называемый «древесный сок».
Представляет
собой
специальный
водный
раствор,
максимально
приближенный по свойствам и химическому составу к естественным
жидкостям древесины. Процедура изготовления раствора включает в себя
переработку древесины в мелкие опилки, настаивание их в течение 1 недели в
закрытом контейнере в дистиллированной воде с регулярными
перемешиваниями, последующую фильтрацию смеси[3].
409
В качестве основы упрочняющей технологии использовалась
автоматическая дуговая наплавка электродами с внутренней защитой,
обеспечивающая наилучшее сочетание технико-экономических факторов
процесса нанесения покрытия и являющаяся наиболее целесообразным
технологических методом повышения износостойкости деталей узлов трения
стружечных
станков.
Выявлен
перспективный
для
обеспечения
износостойкости деталей оборудования для производства технологической
стружки наплавочный материал, содержащий 0,1-0,2% углерода и 12-14%
хрома и обеспечивающий получение в наплавленном слое аустенитномартенистной структуры с равномерно распределенными в ней карбидами
хрома типа Cr7C3. Рекомендовано после нанесения упрочняющего слоя
выполнить механическую обработку для достижения необходимой точности
формирования шероховатости. Предложено после механической обработки
создание
защитно-приработочного
протекторного
слоя
путем
электроискрового легирования на глубину 0,3-0,4 мм и нанесения меднокадмиевого барьерного покрытия толщиной 0,1-0,2 мм, получаемого методом
ФАБО.
Результаты проведенных в работе исследований
реализованы
в
производственных условиях на ОАО «Дятьково ДОЗ». Установленный
технико-экономический эффект подтверждает обоснованность использования
деталей с нанесенной поверхностью повышенной износостойкости в узлах
оборудования для производства стружки.
Библиографический список
1. Памфилов, Е.А. Модель механохимического разразрушения деталей
оборудования для производства технологической стружки/ Е.А.Памфилов,
С.В.Лукашов, Я.С.Прозоров // Лесной журнал. – Архангельск, 2012. –Номер 5.
– с. 108-116
2. Памфилов, Е.А. Методы и технологии исследования коррозионномеханического изнашивания древесно-металлических пар трения/ Е.А.
Памфилов, С.В.Лукашов, С.В.Кузнецов, Я.С.Прозоров // Физика, химия и
механика трибосистем: межвуз. сб. науч. тр. / под ред. В.Н.Латышева. Иваново: Иван. гос. ун-т, 2012. - Вып.11. - c. 25- 31
3. Ziomek-Moroz M. , Wood Solution for Studies of Corrosive Wear of
Woodcutting Tools. Corrosion 50 (4) (1994) 276–278.
410
УДК 662.754
ПОЛУЧЕНИЕ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА НА ОСНОВЕ
ПОРОШКОВОЙ ЦЕЛЛЮЛОЗЫ
FILTERING MATERIAL ON THE BASIS OF POWDERED CELLULOSE
Просвирников Д.Б., к.т.н. доцент
Ахметшин И.Р., студент
ФГБОУ ВПО «Казанский национальный исследовательский
технологический университет»
г. Казань, Россия
DOI: 10.12737/4005
Аннотация: Проведены эксперименты по получению фильтрующего
материала на основе порошковой целлюлозы и изучены его физические
свойства в зависимости от фракционного состава целлюлозы. Разработана
технология получения фильтрующего материала на основе порошковой
целлюлозы из древесных отходов.
Summary: Conducted an experiment on production of filter material on the
basis of powdered cellulose and studied its physical properties depending on the
fractional composition of cellulose. Developed technology of production of filter
material on the basis of powdered cellulose from wood waste.
Ключевые слова: древесные отходы, паровзрывная обработка,
порошковая целлюлоза, фильтрующий материал.
Keywords: wood waste, steam explosion processing, powdered cellulose,
filter material.
В настоящее время в научно-исследовательской и производственной
практике все большее значение приобретают полупроницаемые полимерные
мембраны, на основе которых интенсивно развиваются такие методы
разделения и очистки как микро- и ультрафильтрация, диализ, обратный осмос
и др. В качестве таких мембран успешно могут использоваться фильтрующие
материалы на основе целлюлозы, которые отличаются высокими
эксплуатационными свойствами по сравнению с другими фильтрующими
материалами при сравнительно невысокой стоимости.
В данной работе представлены результаты экспериментов по
получению фильтрующего материала на основе порошковой целлюлозы, а
также результаты исследования физических свойств полученного материала в
зависимости от фракционного состава целлюлозы.
Эксперименты проводились по следующей схеме: подготовка древесных
отходов – паровзрывная активация лигноцеллюлозного сырья - получение
411
технической целлюлозы – получение порошковой целлюлозы - получение
фильтрующего материала.
Древесные отходы предварительно измельчались и насыщались водой до
высоковлажного состояния, после чего подвергались паровзрывной обработке
на специальной установке [1]. Процесс проводили в герметичном реакторе, в
котором древесное сырье обрабатывалось насыщенным водяным паром при
температуре 200-220 ˚С и давлении 2,0-2,3 МПа в течение 3-5 минут. После
полного прогрева сырья производили резкую декомпрессию системы, в
результате чего получали высокодисперсный лигноцеллюлозный продукт с
развитой удельной поверхностью [2]. Далее лигноцеллюлозную массу
подвергали обработке 2-% м раствором гидроксида натрия при температуре 6065 ˚С с целью извлечения из нее остаточного лигнина и промывали
дистилированной водой. Полученную техническую целлюлозу с остаточным
содержанием лигнина до 8-9 % масс. подвергли измельчению в лабораторном
истирателе до достижения степени полимеризации 780-790, после чего
обработали измельченную целлюлозу раствором соляной кислоты
концентрации 5 н в специальном термостатируемом реакторе при температуре
50-60 ˚С. Степень полимеризации определялась стандартным методом по
удельной вязкости медно-аммиачного раствора целлюлозы. По достижении
степени полимеризации 440-460 раствор целлюлозы нейтрализовали, промыли
и высушили до постоянной массы. Полученный продукт подвергли
дополнительному механическому истиранию с различными условиями
истирания. Так, изменяя продолжительность механического воздействия, были
получены образцы порошковой целлюлозы с разной степенью помола (от 10 до
90 ˚ШР). Степень (градус) помола определялась на аппарате Шоппера-Риглера.
Пять образцов с разными фракционными составами смешивались с
наполнителем
(стекловолокном)
в
определенном
соотношении
и
формировались в фильтровальные
кассеты, которые подвергались
испытаниям
на
впитывающую
способность,
воздухопроницаемость,
деформацию, плотность, сопротивление потоку воздуха. Результаты
исследований представлены на рисунке 1.
Из
рисунка
видно,
что
впитывающая
способность
и
воздухопроницаемость уменьшаются с ростом степени помола, что
объясняется ростом сил межволоконных связей и уменьшением размеров пор
материала. На
уменьшение пористости материала влияет изменение
фракционного состава массы, в том числе увеличение доли мелких частиц
целлюлозы.
412
Рис. 1 – Зависимость показателей характеристик (%) фильтрующего
материала от степени помола порошковой целлюлозы φ, ˚ШР: 1 –
впитывающая способность, 2 – воздухопроницаемость, 3 – деформация, 4 –
плотность, 5 – сопротивление потоку воздуха.
Мелкие фракции целлюлозы не будут способствовать значительному
росту механической прочности полотна, но, несомненно, приведут к уплотнению его структуры на макроуровне. Повышенная плотность структуры
материала вызывает уменьшение воздухопроницаемости, как показывает
кривая 2. Также с увеличением плотности увеличивается сопротивление
потоку воздуха (кривая 5).
Таким образом, по результатам зависимости показателей характеристик
фильтрующего материала от степени помола порошковой целлюлозы можно
судить о качестве фильтрации и влиянии на нее компонентного состава. Это
позволит регулировать процесс фильтрации в требуемом направлении.
На основе проведенных исследований была разработана технология
получения фильтрующего материала на основе порошковой целлюлозы из
древесных отходов, схема которой представлена на рисунке 2.
Рис. 2 – Технологическая схема получения фильтрующего материала
413
Технологическая цепочка получения фильтрующего материала на основе
порошковой целлюлозы из древесных отходов состоит из следующих блоков: 1
– узел загрузки древесного сырья, 2 – камера паровзрывной обработки
древесного сырья, 3 – блок подготовки насыщенного пара, 4 – блок щелочной
экстракции для извлечения лигнина и промывки технической целлюлозы, 5 –
блок измельчения технической целлюлозы, 6 – блок получения порошковой
целлюлозы гидролизом и ее сушки, 7 – блок дополнительного измельчения
порошковой целлюлозы, 8 – блок получения фильтрующего материала.
Таким образом, по разработанной технологи возможно получение
целлюлозно-фильтрующего материала из древесных отходов, не прибегая к
использованию сульфатной или сульфитной целлюлозы. Гибкость физикомеханических свойств порошковой целлюлозы в различных направлениях,
стойкость ее к различным эксплуатационным условиям и инертность по
отношению к многим добавкам
позволит использовать фильтрующий
материал на ее основе в намывных ионитных фильтрах для глубокой
деионизации, дезактивации и обезжелезивания воды, в том числе горячего
конденсата пара, а также для удаления взвешенных и коллоидных частиц; в
микробиологических исследованиях жидкостей и воздуха, в аналитических
определениях, для очистки воздуха и газов в условиях стерильных технологий,
в электронной, биологической, пищевой и других отраслях промышленности.
Фильтровальный материал из целлюлозы также может применяться для
очистки сжатого воздуха от капель масла, воды и механических примесей, для
грубой и тонкой очистки жидкостей от твердых веществ, коллоидных примесей, удаления микроорганизмов и пирогенов, а также очистки агрессивных
растворителей, щелочей, кислот и топлива.
Библиографический список
1.
Зиатдинова, Д.Ф. Разработка опытно-промышленной установки для
разделения лигноцеллюлозного материала на компоненты методом
высокотемпературного парового гидролиза / Д.Ф. Зиатдинова, Р.Г. Сафин,
Д.Б. Просвирников // Вестник Казанского технологического университета. –
2011. - № 12. – С. 93 – 101.
2.
Халитов,
Р.А.
Исследование
механизма
паровзрывного
диспергирования лигноцеллюлозного материала / Р.А. Халитов, В.А. Лашков,
Д.Б. Просвирников // Вестник Казанского технологического университета. –
2014. - № 17. – С. 241-243.
414
УДК 630*4
ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ МЕБЕЛИ ДЛЯ ЛЮДЕЙ С
ОГРАНИЧЕННЫМИ ВОЗМОЖНОСТЯМИ
FEATURES DESIGN FURNITURE FOR PEOPLE WITH DISABILITIES
Савицкая О.А., студентка
Дьяченко В.Ю., старший преподаватель
Харьковский национальный технический университет сельского хозяйства
имени Петра Василенка
г. Харьков, Украина
DOI: 10.12737/4006
Аннотация: целью работы является выявление основных факторов,
влияющих на специфику проектирования мебели для людей с ограниченными
возможностями и их сравнения их со стандартными условиями
проектирования.
Summary: The aim is to identify the main factors influencing the specificity
of designing of furniture for people with disabilities and their comparison with the
standard terms of design.
Ключевые слова: Мебель для инвалидов; Специальная мебель
Keywords: Furniture for the disabled; special furniture
Целью работы является определение основных факторов, влияющих на
специфику проектирования мебели для людей с ограниченными физическими
возможностями и сравнения их со стандартными условиями проектирования.
На сегодняшний день около 10% всего населения мира являются
инвалидами. Три миллиона из них проживают на территории Украины.
- с поражением опорно-двигательным аппаратом;
- с дефектами слуха;
- с дефектами зрения.
Большинство инвалидов в Украине проживают в обычных квартирах, ни
в коей мере не приспособленных к их нуждам. В последнее время в нашей
стране проблемами улучшения быта и обслуживания инвалидов, создания для
них безбарьерной среды обитания занимаются ряд научно-исследовательских
институтов и компаний. Разработаны нормативные документы, которыми
руководствуются проектные и строительные организации при возведении
жилища для престарелых и инвалидов.
Наиболее сложная проблема — создание современного удобного
жилища, которое должно отвечать основным требованиям инвалидов,
пользующихся для передвижения кресло-колясками.
415
Мебель для инвалидов должна быть удобной, надежной, безопасной. Она
должна соответствовать индивидуальным особенностям людей, которые
ограничены физически.
При расстановке мебели в комнатах лучше всего расставить мебель
вдоль стен, а центр помещения оставить свободным. Шкафы, серванты,
мебельные стенки должны иметь раздвижные дверцы и выдвижные полки
и вешалки для белья, что обеспечивает максимально близкий подъезд коляски
к мебели.
В этом случае сидящий в кресле-коляске человек может дотянуться до
многих предметов, находящихся на полках. Удобны для пользования навесные
полки, укрепленные на стене на высоте 120–130 см. Это наиболее активная
зона досягаемости рук для тех, кто перемещается в кресле-коляске.
Учитывая небольшие площади помещений и ограниченность движения
кресла-коляски, шкафы для хранения белья и одежды рекомендуется
размещать рядом с кроватью. Его конструкция имеет ряд особенностей:
дверцы шкафа раздвижные, что позволяет максимально приблизиться к нему.
Для одежды наиболее удобна выдвижная консольная штанга. Она легко
выдвигается из шкафа, а потом задвигается обратно. Подобная выдвижная
тумба, состоящая из корзинок, выполненных из металлической проволоки,
предназначена для хранения белья.
Опыт западных стран накопил достаточно большую базу данных по
проектированию и конструированию такой специфической мебели ведь здесь
имеет место совсем другая эргономика и антропометрия, своя специфика в
применении материала и цветоструктурной отделки. Изменяется и дизайн
привычной нам мебели: появляются дополнительные опорные поручни, мягкие
валики, подножки, функциональные углубления и т. Д. Так при
проектировании стульев для инвалидов на первое место выходит
параметрические , функциональные свойства сидения: инвалид должен
непринудительно садиться и вставать с места, а не «втискивать » свое тело в
узкое пространство. Должны быть продуманы и сомасштабны человеку те
части стула на которые инвалид опирается руками, эти участки должны быть
эргономичны и обладать несомненными эстетическими качествами. Очень
часто, например, на поверхность стола необходимо положить таблетки или
другие мелкие предметы. Для этого предусматривают фрезерованные круглые
углубления, которые позволяют собирать мелкие предметы в одном месте, а
это
очень
облегчает
быт
инвалида.
Наука не стоит на месте, и уже совсем скоро люди с ограниченными
возможностями смогут жить лучше и ощущать себя полноценными членами
416
общества. Все эти новинки скоро появятся в продаже, в том числе и на
территории
Украины.
Выводы, Большое количество инвалидов нуждаются в подобном целевом
проектировании, что облегчает их ежедневный быт и позволяет лучше
адаптироваться в социальную сферу.
Библиографический список
1.
Архитектурная среда обитания инвалидов и престарелых. – М.:
Стройиздат, 1989.
2.
Калмет Х.Ю. Жилая среда для инвалидов. – М.: Стройиздат, 1990.
3.
Обеспечение возможности передвижения инвалидов и престарелых
в больших городах. Серия: «Проблемы больших городов». Обзорная
информация. Вып. 26. – М.: Гос. плановый комитет РСФСР, Мос. гор. ЦНТИ и
пропаганды.
4.
Степанов В.К., Шарапенко В.К.. Среда обитания для людей с
недостатками зрения – М.: ЦНТИ, 1982.
5.
Рекомендации по проектированию различных типов жилища для
престарелых и инвалидов. – Иваново, 1991.
6.
Типовая инструкция по обеспечению передвижения инвалидов,
пользующихся креслами-колясками, в проектах общественных зданий,
планировки и застройки населенных мест. – М.: Госкомархитектуры, 1988.
УДК 662.76
ВЛИЯНИЕ ПАРАМЕТРОВ ПРОЦЕССА ГАЗИФИКАЦИЯ ДРЕВЕСНЫХ
ОТХОДОВ ПОД ДАВЛЕНИЕМ НА СОСТАВ СИНТЕЗ ГАЗА
INFLUENCE OF PROCESS PARAMETERS OF WOOD WASTE
GASIFICATION PRESSURE ON THE COMPOSITION OF THE SYNTHESIS
GAS
Сафин Р.Г., д.т.н., профессор
Садртдинов А.Р., к.т.н., доцент
Салдаев В.А., аспирант
ФГБОУ ВПО «Казанский национальный исследовательский
технологический университет»
г. Казань, Россия
DOI: 10.12737/4007
Аннотация: Отражены исследования влияния параметров процесса
газификации древесных отходов под давлением на состав получаемого синтез
417
газа, который значительно зависит от влажности древесных отходов и
температуры процесса газификации.
Summary: Study reflected the influence parameters of the gasification process
waste timber under pressure produced synthesis gas composition, which greatly
depends on humidity and temperature of waste wood gasification process.
Ключевые слова: древесные отходы, переработка, газификация под
давлением, синтез газ.
Keywords: wood waste, recycling, gasification under pressure, synthesis gas.
За последние десять лет большинство ведущих стран осознало, что
природный газ, нефть и другие ресурсы не бесконечны и начало все больше
обращать внимание на биоэнергетику, т.е. на возможность получения
энергоресурсов из возобновляемого сырья и вкладывать все большие средства
на развитие данного сектора энергетики. Особенно это стало актуально
вследствие мирового экономического кризиса, который подстегнул рост цен на
природные энергоносители.
На сегодняшний день наиболее распространенным возможным
источником возобновляемой энергии, является растительная биомасса, в
частности древесина и ее отходы. В течении прошлого столетия и нынешнего
времени было разработано множества способов переработки древесины,
однако все они в той или иной мере были направлены на получение тепловой
или электрической энергии [1]. Сейчас стоит задача более глубокой
переработки древесных отходов с получением полезных видов продукции, в
частности продуктов химического синтеза. Все это обуславливает применение
иных методы и подходов к организации процесса переработки древесных
отходов. Одним из перспективных методов, является процесс газификации под
давлением, позволяющий получить синтез газ, который может служить сырьем
для химической промышленности. Сложность поставленной задачи
заключается в получении синтез газа с компонентным составом пригодным для
химического синтеза, а именно с соотношением Н2/СО равное не менее 1,5 [2].
С целью изучить зависимость состава синтез газа от параметров процесса
была разработана экспериментальная установка, позволяющая проводить
эксперименты по газификации древесной биомассы в широком интервале
температур и давлении - до 1100 °С и 1 МПа.
418
Т, °С
1100
1000
900
800
2
700
600
1
500
400
300
U, %
15
25
35
45
55
65
75
85
Рисунок 1 - Зависимость температуры процесса газификации от
влагосодержания отходов при различном давлении (1 - Р=атмос.; 2 - Р=6 атм.)
В процессе исследования было изучено влияние влажности древесных
отходов на процесс газификации под давлением. Известно, что
влагосодержание древесных отходов, при различном содержании окислителя,
оказывает влияние на температурный уровень процесса газификации [3]. Так и
при каталитической газификации под давлением данный фактор имеет
существенное значение. Из полученных результатов, представленных на рис. 1
видно, что обе кривые повторяют друг друга в пределах значений влажности
до 32%, однако при дальнейшем увеличении влажности четко заметно их
расхождение. Это обусловлено тем, что кривая 1 отражает стандартный
процесс при атмосферном давлении в котором испарение влаги из материала
сопровождается потреблением большого количества полезной энергии и как
следствие резким падением температуры процесса. Однако кривая 2
показывает меньшую зависимость температуры процесса от влажности
материала. Это можно объяснить тем, что выделенная влага под действием
давления и температуры более интенсивно учувствует в процессе газификации,
т.е. в химических реакциях образования синтез газа, и приводит к увеличению
экзотермических процессов, а следовательно росту температуры.
Полученные
данные
отражают
перспективность
применения
газификации под давлением для переработки древесных отходов, в том числе с
высокой влажностью.
419
Библиографический список
1. Коробов, В.В. Переработка низкокачественного древесного сырья / В.В
Коробов, Н.П. Рушнов. – М.: Экология, 1984. – 240 с.
2. Печуро, Н.С. Химия и технология синтетического жидкого топлива и
газа / Н.С. Печуро, В.Д. Капкин, О.Ю. Песин. – М.: «Химия», 1986. – 352 с.
3. Садртдинов, А.Р. Влияние предварительной тепловой обработки
древесных отходов на процесс газификации и качество синтез газа / А.Р.
Садртдинов, А.Н. Николаев, А.С. Торопов, В.А. Салдаев // Вестник казан.
технол. ун-та. – 2014. – № 1. – С. 89-90.
УДК 674.8
ОПРЕДЕЛЕНИЕ НАЛИЧИЯ ИСКУССТВЕННЫХ КОМПОНЕНТОВ
В ДРЕВЕСНОМ БИОТОПЛИВЕ
DETERMINING THE PRESENCE OF SYNTHETIC INGREDIENTS IN WOOD
BIOFUEL
Сафонов А.О., д.т.н., профессор
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/4008
Аннотация: приведена методика определения процентного содержания
азота в твердом биотопливе. Величина этого химического элемента,
характеризующаяся сравнительным постоянством в различных древесных
породах,
может
служить
оценкой
применения
производителем
биоэнергетической продукции добавок. Эти добавки, содержащие, в том числе,
азот используются для улучшения свойств твердого биотоплива, но
образующиеся оксиды и диоксиды могут оказывать негативное воздействие на
здоровье человека и работу отопительного оборудования.
Summary: The methodology of determining the percentage of nitrogen in
solid biofuel. The magnitude of this chemical element, characterized by a relatively
constancy in different wood species may be an estimate of the use of bioenergy
products manufacturer additives. These supplements containing including nitrogen
are used to improve the properties of solid biofuels , but the resulting oxides and
dioxides may have adverse effects on human health and the work of the heating
equipment.
Ключевые слова: азот, биотопливо, древесина, масса, определение,
реактив, результат, содержание, температура.
420
Keywords: nitrogen, biofuel, wood , mass, definition , reactive, result ,
content, temperature.
Содержание азота в твердом биотопливе различного породного состава,
изготовленном без посторонних примесей или добавок обычно находится в
пределах 0,3…0,5 %. Значение этого показателя резко повышается при
производстве продукции с применением добавок, играющих роль связующих,
стабилизаторов и других функциональных компонентов, улучшающих
свойства биотоплива. Поэтому массовая доля азота может служить
показателем, определяющим наличие компонентов, искусственно вводимых
при изготовлении пеллет, брикетов и их разновидностей. Повышение
содержания этого химического элемента в некоторой степени является
причиной уменьшения теплотворной способности твердого биотопива и
отрицательно влияет на топливное оборудование, повышая риски заболеваний
человека и возникновения очагов коррозии при образовании чрезмерного
количества оксида и диоксида азота. Разрабатываемые в настоящее время
методы управления технологиями переработки отходов древесины в
биотопливо должны учитывать этот факт и предотвращать случаи ухудшения
экологической ситуации автоматически или в диалоговом режиме [1].
Для определения содержания азота навеску биотоплива пробы сжигают в
присутствии кислорода или в смеси кислорода с газом-носителем гелием или
другим газом, указанным в инструкции по эксплуатации прибора с
образованием золы и газообразных продуктов горения, состоящие
преимущественно из СО2, паров Н2О, элементарного азота и оксидов азота,
газообразных соединений серы и галогенидов водорода.
Эти продукты горения обрабатывают для восстановления оксидов азота
до элементарного азота, а также для удаления соединений, мешающих
дальнейшему проведению анализа. Далее азот в газовом потоке количественно
определяют подходящими инструментальными методами.
При проведении испытаний необходимо использовать химические
реактивы, со степенью чистоты которых не ниже ч.д.а. (чистый для анализа).
Также требуется осторожно обращаться с реактивами, которые могут
быть токсичными и обладать коррозионными свойствами.
Для градуировки используют следующие чистые органические
соединения: ацетанилид C8H9NO, атропин C17H23NO3, цистин C6H12N2O4S2,
дифениламин C12H11N, ЭДТА C10H16N2, фенилаланин C9H11NO2, сульфаниловая
кислота C6H7NO3S, ТРИС {три(гидроксиметил)аминометан} C4H11NO3,
сульфаниламид C6H8N2O2S
Также применяются аттестованные стандартные образцы твердого
421
биотоплива с азота и других химических элементов.
В качестве оборудования для определения азота инструментальными
методами используют приборы, выпускаемые промышленностью. Тип прибора
проходит обязательную процедуру сертификации и регистрации в
Государственном реестре средств измерений для получения допуска к
применению в России. По особенностям функционирования приборы должны
выполнять следующие требования:
- условия сжигания пробы биотоплива должны обеспечивать полное
превращение азота в газообразный азот и/или оксиды азота;
- газообразные продукты горения должны быть обработаны для удаления
или отделения всех компонентов, мешающим определению и измерению
содержания азота в газовом потоке;
- оксиды азота, образовавшиеся при сжигании пробы, восстанавливаются
до элементарного азота перед измерением;
- сигнал детектора должен быть линейно пропорционален концентрации
определяемого газа в пределах измеряемых концентраций;
- при нелинейности зависимости между сигналом детектора и
концентрацией аппаратура дополнительно снабжается системой, проводящей
корреляцию между сигналом детектора и концентрацией исследуемого
продукта;
- аппаратура должна иметь дисплей для отображения сигналов детектора
или систему, рассчитывающую и визуально показывающую концентрацию
азота в пробе.
При этом система оценки и расчета сигнала детектора может соединяться
с контрольно-измерительной аппаратурой или представлять собой
дополнительный вспомогательный блок.
Проба твердого биотоплива для испытаний с размером частиц не более 1
мм, подготавливается по стандартной методике. Одновременно с определением
азота из отдельной навески пробы определяют содержание в ней влаги также
стандартным методом.
Имеется оборудование, требующее для проведения испытаний
использование пробы с максимальным размером частиц менее 1 мм для
достижений заданной прецизионности. При необходимости оценки содержания
азота в ранее не подвергавшемуся анализу биотопливе размер опытных частиц
аналитической пробы подбирают эмпирическим путем.
Величину навески регламентируют инструкцией по эксплуатации
прибора. Точность взвешивания навески пробы - 0,1 % от ее величины.
При применении аппаратуры для микро- или полумикроанализа, навеску
422
взвешивают прямо в капсуле. Либо навеску взвешивают в капсуле или в сосуде
для взятия навесок и затем переносят в капсулу.
Градуировку прибора выполняют так. Предварительно осуществляют
анализ двух навесок проб с содержаниями азота, находящимися в интервале
ожидаемых концентраций. Полученные результаты далее не учитывают. Затем
определяют вещества для градуировки или государственные стандартные
образцы с концентрацией азота аналогичной концентрации в исследуемом
образце. Проводят по 5 измерений для каждого выбранного стандартного
образца в соответствии с инструкцией по эксплуатации прибора. Качество
полученных результатов измерений проверяют сравнением расхождений
между ними с максимально допустимыми расхождениями.
Расхождение между максимальным и минимальным результатами не
должно превышать показатель повторяемости более чем в 1,4 раза. Иначе
требуется наладка прибора и последующие градуировочные определения.
Используя средние значения концентраций, рассчитанные по пяти результатам,
градуируют прибор по инструкции. С целью определения правильности
градуировки выполняется анализ вещества для градуировки аналогично
проведению испытания проб. Градуировка удовлетворительна, если результат
испытания стандартного образца отличен от значения, указанного в паспорте,
на величину, не превышающую величину повторяемости для данного метода.
Иначе требуется повторение градуировки.
Для проведения и проверки градуировки необходимо применять разные
стандартные образцы. Градуировку проводят в случаях его первоначальной
настройки, после ремонта, замены какой-либо части или если в процессе
рутинного анализа проб обнаруживают большее расхождение между
измеренным и паспортным значениями концентрации, чем величина
повторяемости для данного метода.
Анализ навески производят по инструкции эксплуатации прибора.
Периодически между сериями испытаний проб проводят испытание вещества
для градуировки или стандартного образца. При отличии результата этих
испытаний от паспортного значения на величину, превышающую градуировку
прибора повторяют по указанной выше методике, а результаты последней
серии испытаний проб не учитывают.
В случае если при проведении короткой серии испытаний пробы не
проводили градуировку прибора с использованием вещества для градуировки
или стандартных образцов, то проводят анализ вещества для градуировки или
стандартного образца в начале и в конце серии испытаний пробы для
получения подтверждения и внесения в протокол точности результатов
423
испытаний.
Массовую долю общего азота Nd в сухой пробе твердого биотоплива,
выраженную в процентах, вычисляют по формуле:
где Na - массовая доля общего азота в аналитической пробе, %;
Wa - массовая доля влаги в аналитической пробе, определяемая по
ГОСТ Р 54211, %.
Результаты испытаний, представляют среднеарифметические значения
результатов параллельных испытаний, их округляют до 0,05 %. Они могут
быть пересчитаны на другие состояния биотоплива.
Условия повторяемости и воспроизводимости должны соответствовать
действующему на момент определения массовой доли азота стандарту [2].
Прецизионность метода при определении содержания азота по условию
повторяемости: 0,05 % абс. (при N<0,5%), 10 % отн. (при N>0,5 %). Также
должно соблюдаться условие воспроизводимости опытов: 0,1 % абс. (при
N<0,5 %), 20% отн. (при N>0,5 %).
Протокол испытаний должен содержать информацию о ссылке на
настоящий стандарт, результатах испытаний с указанием, на какое состояние
биотоплива они выражены, наименовании лаборатории и дату проведения
испытания, идентификации пробы, любых особенностях, отмеченные в ходе
испытаний.
Таким образом, зная содержание азота в твердом биотопливе можно
судить об экологичности этой продукции и возможном влиянии на работу
топливного оборудования, планировать изменение его эксплуатационных
характеристик и прогнозировать профилактическое обследование и ремонт.
Библиографический список
1. Сафонов А.О. Новые методы управления технологиями переработки отходов
древесины в биотопливо [Электронный ресурс] / Политематический сетевой
электронный научный журнал Кубанского государственного аграрного
университета (Научный журнал КубГАУ). – Краснодар: КубГАУ, 2012. – №84
(10). С. 348 – 357. – URL:http://ej.kubagro.ru/2012/10/pdf/28.pdf (дата обращения
29.04.2014).
2. ГОСТ Р 54216-2010 (CEN/TS 15104:2005). Биотопливо твердое. Определение
углерода, водорода и азота инструментальными методами. М., 2010, 13 с.
424
УДК 674.05
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ДЕРЕВООБРАБАТЫВАЮЩИХ
СТАНКОВ НА ОСНОВЕ ОПТИМИЗАЦИИ РЕЖИМОВ ОБРАБОТКИ
IMPROVING THE EFFICIENCY OF WOODWORKING MACHINES BASED
ON THE OPTIMIZATION OF PROCESSING MODES
Сиваков В.В., к.т.н., доцент
Авдусь А.В., студент
ФГБОУ ВПО «Брянская государственная инженерно-технологическая академия»
г. Брянск, Россия
DOI: 10.12737/4009
Аннотация: рассматривается повышение эффективности отечественного
деревообрабатывающего оборудования
Summary: it is considered the improvement of efficiency of domestic
woodworking equipment
Ключевые слова: деревообработка, станки, оптимизация, шлифование.
Key words: wood processing, machine tools, optimization, grinding.
Быстрый прогресс промышленного производства требует постоянного
совершенствования деревообрабатывающего оборудования, целью которого
является улучшение условий труда рабочего и повышение его экономических
показателей.
В условиях высокого уровня развития оборудования реализация этого
направления связана не только с конструктивным совершенствованием
отдельных узлов современных станков, но и с расширением их типажа, поиском
новых принципиальных и кинематических схем, совершенствованием
технологического процесса и т.д. Повышение экономических показателей
производства за счет использования нового оборудования достигается
увеличением их рентабельности [1].
В рыночных условиях производство продукции обусловлено спросом.
Например, востребованными являются изделия промышленного назначения и
домашнего обихода цилиндрической формы: черенки садового инструмента,
спортивный инвентарь, детали мебели и другие [2]. При производстве данных
изделий наиболее часто применяются токарные и круглопалочные станки.
Преимуществом применения круглопалочных станков для производства
цилиндрических заготовок является возможность обработки деталей
неограниченной длины, высокая производительность, простота настройки на
необходимый диаметр. К недостаткам относятся низкое качество обработанной
поверхности, что требует использования дополнительного шлифовального
425
оборудования, и как следствие, производственных площадей и обслуживающего
персонала.
Для повышения эффективности работы круглопалочных станков в
условиях ограниченности финансовых ресурсов, имеющихся на предприятиях,
необходимо их совершенствование. Одним из возможных направлений
модернизации является установка дополнительной шлифовальной головки,
обрабатывающей заготовку сразу после основной операции [3], а также
обеспечение возможности изготовления фасонной формы за счёт изменения
конструкции шпинделя (установка копировального устройства, изменяющего
положение ножей).
Применение круглопалочного станка со шлифовальной головкой
позволяет повысить эффективность производства изделий цилиндрической
формы, уменьшить энергоёмкость и металлоёмкость оборудования,
себестоимость готовых изделий, а также более рационально использовать
древесное сырьё [5].
Разработка
новой
конструкции
станка
требует
проведения
предварительных расчётов, обеспечивающих максимальную эффективность
работы. Для этого необходимо исследовать процесс шлифования, который
можно представить в виде многополюсника, т.е. «чёрного ящика» (рис. 1) [4].
Рисунок 1 – «Чёрный ящик»
Критериями оптимизации, в данном случае, являются шероховатость
заготовки (Rm→min), производительность станка (An→max), а также требуемая
мощность электродвигателя шлифовального устройства (Pp→min).
К входным параметрам, значения которых возможно изменять, можно
отнести частоту вращения шлифовального лепесткового круга, скорость
подачи заготовки, а также зернистость шлифовальной шкурки. Существуют
также величины, параметрами которых мы не можем контролировать, они в
426
процессе обработки не меняются.
Чтобы оптимизировать режим обработки, необходимо изучить
закономерности изменения выходных параметров при различных вариантах
сочетания входных параметров.
Глубина неровностей на шлифованной поверхности напрямую зависит от
степени затупления зёрен основной фракции деревообрабатывающего
инструмента и их размера (рис 2а). Наименьшая шероховатость поверхности
будет достигнута при тупой структуре абразивных зёрен минимального
размера.
1
1
2
2
а)
Рисунок 2 – Графики зависимостей:
а) шероховатости заготовки от диаметра зёрен основной фракции,
б) глубины сошлифованного слоя от скорости подачи заготовки
1 – острая шкурка, 2 – тупая шкурка
б)
При увеличении скорости подачи глубина сошлифованного слоя будет
уменьшаться, а минимальна она будет при затупленной структуре зерна (рис. 2б).
Рассчитывая максимальную полную производительность процесса
шлифования,
принимаем
максимальное
значение
удельной
производительности шлифовальной шкурки и строим графики зависимостей от
частоты вращения шлифовальных кругов при различной степени затупления
шкурки (рис. 3а).
Из построенных графиков видно, что полная производительность
процесса шлифования будет максимальна при острой шкурке и наибольшей
частоте вращения шлифовальных кругов.
427
1
1
2
3
3
б)
а)
Рисунок 3 – Графики зависимостей:
а) полной производительности процесса от частоты вращения шлифовальных кругов,
б) мощности шлифования от частоты вращения шлифовальных кругов
1 – острая шкурка, 2 – шкурка средней остроты, 3 - тупая шкурка
При шлифовании необходимо приблизиться к минимальному значению
используемой мощности. Принимая размер зёрен основной фракции
номинальным, построим графики зависимостей мощности шлифования от
частоты вращения шлифовальных кругов при различной степени затупления
шкурки (рис.3б).
При оптимизации процесса необходимо назначить параметры, которые
максимизируют производительность процесса: острота шкурки, частота вращения
шлифовального круга и площадь контакта шкурки с обрабатываемой поверхностью.
Таким образом, полученные параметры позволят более рационально
подойти к процессу модернизации оборудования с целью повышения его
эффективности.
Библиографический список
1. Современное деревообрабатывающее оборудование и направления его
развития. PromWood [Электрон, ресурс]. – 26.04.14. – Режим доступа:
http://www.promwood.com.
2. Авдусь А.В. Повышение эффективности использования древесины
берёзы [Текст]// Экология, рациональное природопользование и охрана
окружающей среды: сборник статей по материалам III Всероссийской научнопрактической конференции с международным участием школьников,
студентов, аспирантов и молодых учёных. Том I. Студенты, аспиранты и
молодые учёные. – Красноярск: Лф СибГТУ, 2014. – С.281-283.
3. Сиваков В.В., Авдусь А.В. Повышение эффективности работы
деревообрабатывающих предприятий [Текст]// Экология и эффективность
организации производства / Под общей редакцией Е.А. Памфилова. Сборник
428
научных трудов по итогам международной научно-технической конференции.
Выпуск 19. – Брянск: БГИТА, 2013. – С.69-70.
4. Грибанов А. А., Мохаммед Хайдер А. Аббас. Системный анализ
процесса фрезерования декоративных элементов мебели и его оптимизация
[Текст]// Актуальные проблемы лесного комплекса / Под ред. Е.А.Памфилова.
Сборник научных трудов по итогам международной научно-технической
конференции. Выпуск 37. - Брянск: БГИТА, 2013. – с. 153-155.
5. Сиваков В.В., Авдусь А.В. Оптимизация использования природных
ресурсов в фанерном производстве [Текст]// Экология и защита окружающей
среды: сб. тез. докл. Междунар. науч.-практ. конф., 19—20 марта 2014 г. /
под общ. ред. А. Е. Грицук. - Минск: Изд. центр БГУ, 2014. – С.37 - 39.
УДК 630*32
СРАВНИТЕЛЬНЫЙ АНАЛИЗ МАТЕРИАЛОВ ДЛЯ ДЕРЕВЯННОГО
ДОМОСТРОЕНИЯ
IMPLEMENTATION OF THE LINE FOR CONSTRUCTION OF HOUSES
WOODEN BRICKS
Скрипка В.С., студентка
ФГБОУ ВПО «Ухтинский государственный
технический университет»
г. Ухта, Россия
DOI: 10.12737/4010
Аннотация: в статье рассматриваются материалы для деревянного
домостроения: оцилиндрованное бревно, клееный брус и деревянные кирпичи.
Приводятся их технические параметры, достоинства и недостатки.
Summary: the article deals with materials for wooden construction: round
logs, laminated veneer lumber and wooden bricks. Given their technical parameters,
merits and drawdacks.
Ключевые слова: деревянное домостроение, оцилиндрованное бревно,
клееный брус, деревянные кирпичи.
Keywords: wooden construction, round logs, laminated veneer lumber,
wooden bricks.
Россия является крупнейшей лесной державой. По данным Министерства
природных ресурсов России, общий запас древесины в РФ составляет 82 млрд.
м3, что составляет свыше четверти мировых запасов [1]. Но следует
подчеркнуть, что по запасам леса – единственного возобновляемого ресурса –
Россия занимает первое место в мире. Лесная продукция широко используется
429
в промышленности, строительстве, сельском хозяйстве, полиграфии, торговле,
медицине.
Деревянное домостроение с каждый годом становится все актуальнее.
Это связано с тем, что сегодня далеко не каждый способен купить или
построить жилье. У нас в стране, цены на строительство жилья держатся на
мировом уровне. Мировой опыт показывает, что одной из наиболее удобных,
экологичных и экономичных технологий строительства жилых домов
приходится на деревянное домостроение, а именно: оцилиндрованного бревна,
клееного бруса и деревянного кирпича.
Технология производства оцилиндрованного бревна.
Оцилиндрованным называют бревно, прошедшее специальную
механическую обработку на фрезеровочном станке, в результате чего оно
приобретает одинаковый диаметр по всей длине.
Вся работа по изготовлению оцилиндрованных бревен производится на
комплексе специализированных станков:
- Токарно-фрезерный (оцилиндровочный) станок;
- Торцовочный станок;
- Чашерезный (фрезерный) станок.
Бревна на углах сруба соединяются в специальный замок (рисунок 1).
Рисунок 1 – Замки оцилиндрованного бревна
Преимущества оцилиндровонного бревна: простота сборки (ровная
округлая форма), паропроницаемость, эстетичный внешний вид, стены не
требуют внешней отделки, дешевизна, неограниченное число циклов
«замораживание – размораживание».
Недостатки: деформация (усадка, трещины, коробление), щели между
венцами, подвержены гниению и действию паразитов.
430
Технология производства клееного бруса.
Клееный брус – это многослойный брус, изготавливаемый из слоев
специально подготовленного массива древесины (досок или ламелей),
соответствующий ГОСТ 8486-86.
Вся работа по изготовлению клееного бруса производится на комплексе
специализированных станков:
- Строгальный станок;
- Клееналивочный станок (+ механический пресс);
- Торцовочный станок;
- Шипорезный станок;
- Шлифовальный станок.
Клееный брус соединяется специальными паз-шипами (рисунок 2).
Рисунок 2 – Соединения клееного бруса
Преимущества клееного бруса: быстровозводимые, устойчивость
материала к деформациям, стены не требуют внешней отделки, древесина
высушенная (исключает появление трещин – допускается появление
продольных трещин, которые не снижают прочность конструкции), между
венцами не проникает влага, неограниченное число циклов «замораживание –
размораживание», минимальная усушка по высоте 1-2%.
Недостатки: высокая стоимость материала, в каждом конкретном случае
нужно рассчитать теплопотери, чтоб выявить нужную толщину стен (возможно
утепление).
Технология производства деревянного кирпича.
Деревянные кирпичи представляют собой блоки небольшой длины
(рисунок 3), четырех сторон такого бруса находятся специальные замки (пазшипы), благодаря которым отдельные изделия и скрепляются между собой
(ширина и длина элементов зависит от конкретных предпочтений заказчика).
431
Работа по изготовлению клееного бруса производится на комплексе
специализированных станков:
- Строгальный станок;
- Фрезерный станок;
- Шлифовальный станок.
Деревянные
кирпичи
соединяется
специальными
паз-шипами
(рисунок 3).
Рисунок 3 – Пример сборки деревянных кирпичей
Преимущества деревянного кирпича: относительно низкая цена,
быстровозводимые, усадка и усушка (0,5-1%), исключает появление трещин,
стены не требуют внешней отделки, между венцами не проникает влага,
устойчивость материала к деформациям, возможность строительства в
холодное время года, архитектурные решения, неограниченное число циклов
«замораживание – размораживание».
Недостатки: в каждом конкретном случае нужно рассчитать теплопотери,
чтоб выявить нужную толщину стен (возможно утепление).
В конечном итоге мы сводим все параметры оцилиндрованного бревна,
клееного бруса, деревянного кирпича в сравнительную таблицу 1.
Таблица 1 – Сравнительные параметры оцилиндрованного бревна,
клееного бруса, деревянного кирпича
Параметры
Вид сравниваемого материала
Оцилиндрованное
Клееный брус
Деревянный
бревно
кирпич
Влажность, %
12-18
10-12
8-10
Коэффициент
0,23
0,19
0,18
теплопроводности,
Вт/м∙°C
Теплоемкость,
0,4
0,38
0,374
ккал/кг∙град
432
Степень
прочности
Подверженность
воздействиям
биологических
факторов
(грибков,
насекомых)
Покрытия
Крепления
Используемая
порода
Средний срок
службы, лет
Средняя цена,
руб./м3
Сборка
конструкции, нед.
Средняя
Высокая
Высокая
Подвержен
Менее подвержен
Не подвержен
Антисептик
Антисептик, клей
Антисептик
Замок
Паз-шип
Паз-шип
Сосна, кедр, лиственница, ель
Более 100 лет
20000
28000
22000
36-72
5-7
3-5
Библиографический список
1. http://mnr.gov.ru.
УДК 626.666.974
ФИЗИЧЕСКИЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОЧНОСТНЫЕ
ХАРАКТЕРИСТИКИ ДРЕВЕСНОГО ЗАПОЛНИТЕЛЯ
PHYSICAL FACTORS AFFECTING THE STRENGTH CHARACTERISTICS OF
WOOD FILLER
Стородубцева Т. Н., д. т. н., доцент, профессор
Аксомитный А.А., аспирант
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»,
г. Воронеж, Россия
DOI: 10.12737/4011
Аннотация:
представлены
результаты
исследований
влияния
физических факторов на древесный композиционный материал, монолитность
его структуры, необходимость защиты древесины от набухания.
Summary: The effect of physical factors on the wood composite material, its
monolithic structure of the need to protect the wood from swelling.
Ключевые слова: температура, набухание, трещиностойкость,
433
древесина, композиционные материалы.
Keywords: temperature, swelling, fracture, wood, composite materials.
Целью исследований, результаты которых излагаются в данной работе,
является выработка на их основе материаловедческих, технологических и
иных приемов, гарантирующих трещиностойкость композита в течение
заданного срока эксплуатации шпал, в том числе лесовозных железных
дорог.
Обзор научных публикаций, посвященных влиянию физических
факторов – температуры, усадки и воды на прочностные и упругие
характеристики главных компонентов композита – полимерного раствора
фурфуролацетонового мономера и древесины, позволил установить наиболее
важные результаты проведенных исследований и частично использовать их.
Изучены зависимости пределов прочности и модулей упругости при
растяжении и сжатии древесины и стекловолокнистого КМ от температуры в
диапазоне 0…100 оС. В результате аппроксимирования экспериментальных
данных установлено, что эти зависимости линейны. Температура 100 оС
является критической, т.к. при ней в древесине начинает происходить распад
пентозанов, наличие которых характеризует ее механические свойства, а в
стекловолокнистом КМ – термическая деструкция полимера [1]. Получены
значения температурных коэффициентов по прочности и жесткости, которые
использовали в дальнейших расчетах.
Предложена формула для подсчета температурных напряжений на
поверхности изделия из древесного композиционного материала, которая
была уточнена Т. Н. Стородубцевой [2]. В ней использованы новые
результаты, полученные при исследовании влияния температуры на
величины модуля упругости стекловолокнистого КМ и коэффициентов
температурного расширения. Показано, что эпюры нормальных напряжений
в сечениях куба из композита, перпендикулярных нормалям «a», «t», «r»
ограничиваются параболой. Это позволяет подсчитать при известном,
например, напряжении на поверхности изделия, максимальные напряжения в
его центре и наоборот.
В известных исследованиях процесса усадки полимерных материалов
их авторы учитывали только факты роста прочности, модуля упругости и
самой усадки при отверждении. При этом совершенно не принималось во
внимание, что этот процесс сопровождается повышением температуры, а это
связано с понижением прочностных и упругих характеристик, что и
учитывалось нами наряду с анизотропией свойств древесины при
исследованиях усадки композита.
434
Установлено, что процесс отверждения полимерного раствора ФАМ
протекает по экспоненциальному закону, т.е. неравномерно во времени Т.
Вначале он достаточно интенсивен в связи с саморазогревом его при
экзотермической реакции полимеризации. Затем раствор густеет и с этого
момента свободным деформациям его усадки начинают препятствовать
элементы древесного заполнителя, в конкретном случае – грани деревянного
кубика. При этом у его ребер возможна концентрация напряжений.
Их рассмотрение позволило сделать вывод о том, что наличие
остаточных температурных напряжений на поверхности изделия делают в
определенный момент напряженное состояние в кубе из древесного
композиционного материала и, конечно, любого изделия из этого материала
более опасным, чем при его полном остывании. Аналогичное состояние
может возникнуть, например, в железнодорожной шпале, в летнее время и, в
особенности, через рельсы на стрелочных переводах и в кривых, когда они
разогреваются до температуры более 100 оС при движении по ним.
Был произведен анализ двух вариантов напряженного и
деформированного состояния в кубике из древесины, найдены величины
главных напряжений, определены через направляющие косинусы положения
главных площадок, а затем величины главных относительных деформаций.
Наибольшую опасность представляет величина главной относительной
деформации (расчет по второму предельному состоянию) по направлению
между осями «r» и «t», равная 0,01 или 1 %. Она выше, чем максимальная
относительная деформация при начале трещинообразования, равная 0,0066
или 0,66 %. Так как аналогичная деформация без учета действия воды
составляла 0,48 %, то это означает, что, как и следовало ожидать, ее действие
повысило деформативность СВКМ вдвое. Это означает, что трещины в
полимерной оболочке после увеличения ее толщины не должны появиться,
т.к. снижение величины модуля упругости СВКМ при растяжении под
действием воды уменьшило и фактические напряжения в ней, что
потребовало экспериментальной проверки.
Поставлен эксперимент по выявлению стойкости образцов-балок из
композита базового состава, погруженных в воду, которые затем
испытывали на чистый изгиб. Получены аппроксимирующие функции, с
высокой точностью представляющие данные эксперимента и позволяющие
определить величину коэффициента стойкости, равную, на конец заданного
срока эксплуатации шпал – 40 лет, 0,47…0,48, а на 260 сут. – 0,50…0,51. Для
композита с армирующим каркасом – 0,76 и 0,76, соответственно [2].
Необходимо учитывать также, что значения коэффициентов величины
435
относительные, т.к. при их равенствах абсолютные значения пределов
прочности и пределов длительного сопротивления могут быть и более
высокими, например, при применении армирующего каркаса, использовании
гидрофобизирующих растворов, восстановлении прочностных и упругих
характеристик материала при высоких летних температурах и т.д.
Древесина, являющаяся природным композитом, очень чутко реагирует
на воду, проникающую в нее различными путями, особенно если она
высушена, как это имеет место при использовании ее в качестве армирующего
заполнителя в древесном композиционного материала 1.
Таким образом, проанализировав достоинства и недостатки
возможных компонентов полимерной матрицы стекловолокнистого КМ и
композита на основе древесины с позиций включения их в ее состав с целью
повышения водостойкости, предельной растяжимости, прочности и
экологической безопасности, а именно:
– рекомендовано сушить древесину до влажности 8 %;
– рекомендовано не поднимать температуру прогрева изделий в
сушильной камере выше 60…65 0С, т.к. это может привести к расплаву БСК
и вызвать внутреннюю коррозию;
– присутствие свободной бензолсульфокислоты в отвержденной
матрице уменьшает ее прочность, т.к. ее кристаллы являются
концентраторами внутренних напряжений, поэтому следует стремиться к
уменьшению ее количества в составе за счет введения в него каталитически
активного наполнителя – пиритовой муки, одновременно повышающий
водостойкость композита;
– определены основные физико-механические характеристики по
составу полимерной матрицы, которые практически полностью
использованы в предложенном теоретическом составе композита,
содержащем армирующий каркас из древесины;
– разработана технологическая линия по отливке шпал, а также
соответствующий регламент, в которых учтена возможность налаживания их
производства в существующих шпалопильных цехах. При этом
целесообразно использовать не только имеющиеся в них станки и
оборудование, но и древесные отходы, которые шли ранее на изготовление
тарной дощечки. Было сделано обоснование выбора компонентов
водостойкого состава матрицы композита и разработана технология отливки
из него железнодорожных шпал, например, в существующих цехах
шпалопиления.
Результаты теоретических и экспериментальных исследований,
436
изложенные в настоящей статье, вносят существенный вклад в решение
проблемы замены на композиционный материал традиционных материалов –
древесины и железобетона в железнодорожных шпалах различного
назначения. Его внедрение должно помочь сохранить лес, использовать
огромное количество отходов лесного комплекса и деревообрабатывающих
производств, улучшить экологическую обстановку и создать новые рабочие
места.
Библиографический список
1. Стородубцева, Т. Н. Формирование механических характеристик и
макроструктуры композита в зависимости от синергетических эффектов
взаимодействия его компонентов [Текст] / Т. Н. Стородубцева. –
«Лесотехнический журнал», Воронеж. – 2013. – № 4(12). – С. 134-138.
2. Стородубцева, Т. Н. Строительные древесностекловолокнистые
композиционные материалы для изделий специального назначения [Текст] :
Автореф. дис. …д-ра техн. наук / Т. Н. Стородубцева; Воронеж. гос.
архитектурно-строит. ун-т. – Воронеж, 2005. – 43 с.
УДК 630*812:666.974
ИЗУЧЕНИЕ ВЛИЯНИЯ АГРЕССИВНОЙ СРЕДЫ НА
ДРЕВЕСНЫЙ ЗАПОЛНИТЕЛЬ И ПОЛИМЕРНУЮ МАТРИЦУ
STUDY OF AGGRESSIVE ENVIRONMENT ON WOOD FILLER AND
THE POLYMER MATRIX
Стородубцева Т.Н., д. т. н., доцент, профессор
Томилин А.И., аспирант
ФГБОУ ВПО «Воронежская государственна лесотехническа академия»,
г. Воронеж, Россия
DOI: 10.12737/4012
Аннотация: влияние агрессивной среды на древесину, находящуюся в
полимерной матрице, является весьма сложным процессом для изучения. Были
проведены испытания образцов при сжатии вдоль и поперек волокон
древесины, подверженной влиянию агрессивной среды, с учетом анизотропии
ее свойств, изучено влияние набухания на прочность полимерной матрицы.
Summary: effect on the aggressive medium timber box in the polymeric
matrix is a complex process for the study. Samples were tested in compression along
and across the grain of the wood, affected by the aggressive environment, taking into
437
account the anisotropy of its properties, to study the effect of swelling on the strength
of the polymer matrix.
Ключевые слова: агрессивная среда, водопоглощение, изгиб,
полимерная матрица, древесина.
Keywords: aggressive media, water absorption, bending, the polymer matrix
and wood.
Использование в композиционных материалах различных видов
древесных отходов является весьма актуальным на данный момент. Нами
исследованы
зависимости
основных
механических
характеристик
полимерцементной матрицы композиционного материала от содержания в ней
структурообразующих компонентов древесного композиционного материала –
модифицирующих наполнителей и армирующих заполнителей в виде
стеклосетки и кусковые отходы переработки древесины – щепы, которые
вводили в ее состав вначале порознь, а затем одновременно. В подавляющем
большинстве
случаев
эти
зависимости
были
представлены
графоаналитическими моделями в виде полиномов третьей степени и
построенными с их использованием кривыми, что подтверждалось
минимальными значениями сумм квадратов отклонений и возможностью
количественно и качественно оценить физический смысл процессов при
формировании
микрои
макроструктуры,
включая
армирование,
композиционного материала (КМ [1].
По сути КМ представляют собой термодинамические неравновесные
системы, состоящие из двух или более компонентов, отличающихся по
химическому составу, физико-механические свойствам и разделенных в
материале четко выраженной границей. Каждый из компонентов вводится в
состав, чтобы придать ему требуемые свойства, которыми не обладает каждый
из компонентов в отдельности. Комбинируя объемное соотношение
компонентов, можно получать материалы с требуемыми характеристиками.
Так, свободный член полиномов представляет собой значение
характеристики полимерцементной матрицы, снижение ее величины в начале
наполнения – нарушение ее структуры и появление очагов концентрации
напряжений, последующее повышение – оптимизация структуры нового
композита.
В результате сделаны следующие выводы:
- введение в базовый состав полимерцементной матрицы графитовой и
пиритовой муки повышает прочностные и упругие характеристики КМ, а
также водостойкость, однако увеличение содержания графитовой муки в смеси
приводит как бы к "смазке" частиц структуры отвержденного композита, их
438
«скольжению» под нагрузкой. Такой же эффект наблюдается и при введении
глицерина:
- роль армирующего заполнителя – щепы – заключается в повышении
изгибной прочности древесного полимерцементного КМ и снижении его
массы. С этим связана необходимость ее высушивания до влажности 7...8 %,
что, кроме этого, обеспечивает пропитку древесины полимером, который,
проникая в поры древесины в процессе отливки, отверждается в ней, защищая
от гниения.
В результате исследований выявлено наличие синергетических эффектов,
обеспечивающих формирование прочной структуры конечных композитов;
введение модифицирующих и армирующих компонентов в состав полимерной
песчаной матрицы, а также их гидрофобизация, повышение прочности при
изгибе, почти в два раза, предельная растяжимость в двадцать раз и снижение
величины модулей упругости материала и его массы в 1,5…2,0 раза [2].
Для увеличения характеристик изгиба предлагается применять
армирующие каркасы из древесины любых пород. Прокладки выполняют в
деревянном каркасе ту же роль, что наклонная стальная арматура в
железобетонных элементах, т.е. они должны препятствовать возникновению
трещин в направлении главных растягивающих напряжений, возникающих в
элементах конструкций из древесного полимерпесчаного КМ под действием
технологических и эксплуатационных факторов [3].
В связи с этим, были проведены экспериментальные исследования по
определению упругих характеристик древесины некоторых лиственных и
хвойных пород с учетом анизотропии ее свойств на сжатие вдоль и поперек
волокон, а также на статический изгиб.
По полученным результатам с использованием ПЭВМ были построены
графики зависимости пределов прочности от влажности образцов показатели
пределов прочности можно сравнивать только при одинаковой влажности
древесины. Кроме влажности на показатели механических свойств древесины
оказывает влияние и продолжительность действия нагрузок 4.
Наибольшими пределами прочности по сравнению с другими породами
обладают образцы лиственницы, а наименьшими ели (при влажности 12 %);
наибольшими – образцы дуба, наименьшими – липы, ели и сосны (при
влажности более 30 %). С увеличением содержания связанной воды в
древесине, жесткость ее снижается.
Сделав анализ зависимости предела прочности образцов древесины при
сжатии вдоль волокон и условного предела прочности древесины при сжатии
поперек волокон от влажности образцов, из которых следовало, что пределы
439
прочности резко уменьшаются при увеличении влажности образцов древесины
с 12 % до 45…50 %. Дальнейшее увеличение влажности слабо влияет на
изменение этой характеристики, нет смысла длительное время выдерживать
образцы в воде с целью определения пределов прочности при сжатии вдоль и
поперек волокон. Достаточно лишь выдержать их в воде в течение 2 ч до
предела насыщения водой 40…45 % и провести испытания.
Далее были определены модули упругости образцов древесины при
статическом изгибе [5], выдержанных в воде до тех пор, пока образцы не набрали
50 % влажности, после чего эта величина практически стабилизируется.
Посредством пакета для всестороннего статистического анализа Statistica 8.0
найдена модель одной из кривых графика зависимости E–W и определена ее
статистическая значимость.
Получены итоги регрессии первой, второй и третьей степени для
зависимой переменной Е: каждая последующая лучше предыдущей (ошибка
прогноза
уменьшается).
Значения
коэффициентов
множественной
детерминации позволяют сделать вывод о высокой (более 90 %)
детерминированности результативного признака E в модели с факторным
признаком W.
Регрессионная модель одной из кривых графика зависимости E–W
позволяет определить любое значение модуля упругости E в интервале наших
испытаний (степень полинома – третья).
Найденные коэффициенты регрессионной модели статистически
значимы и надежны, что позволило считать эту конкретную древесину
(образцы изготовлены из древесины, произрастающей на территории
Воронежской области) действительно ортотропным телом и использовать
полученные постоянные в обобщенном законе Р. Гука при определении
толщины полимерной оболочки из древесного полимерцементного
композиционного материала, призванной защищать ее от проникновения воды.
Библиографический список
1. Патент № 2215705 РФ. Состав для композиционного материала
[Текст] / В.И. Харчевников, Т.Н. Стородубцева, Ю.А. Репяков; Воронеж. гос.
лесотехн. акад. – № 2001110516; заявл. 17.04.2001; опубл. 20.11.2003, Бюл. №
31. – 9 с.
2. Стородубцева, Т. Н. Композиционный материал на основе древесины
для железнодорожных шпал: Трещиностойкость под действием физических
факторов [Текст] : моногр. / Т. Н. Стородубцева. – Воронеж: Изд-во Воронеж.
гос. ун-та, 2002.– 216 с.
3. Стородубцева, Т. Н. Формирование механических характеристик и
макроструктуры композита в зависимости от синергетических эффектов
440
взаимодействия его компонентов [Текст] /Т. Н. Стородубцева.–
«Лесотехнический журнал», Воронеж. – 2013. – № 4(12). – С. 134-138.
4. Харчевников, В. И. Упругие характеристики древесины сосны –
армирующего заполнителя композиционных материалов на основе
полимерного и цементного связующего [Текст] / В. И. Харчевников, Т. Н.
Стородубцева. Изв. вузов. «Лесной журнал». – 2002. – № 6. – С. 52-59.
5. Стородубцева, Т. Н. Возможность использования в композиционных
материалах отходов лесной и деревообрабатывающей промышленности [Текст]
/ Т. Н. Стородубцева // Актуальные проблемы развития лесного комплекса :
материалы Международной науч.-техн. конф., Вологда, 3-4 декабря 2013 г. /
отв. ред. Р. В. Дерягин ; Вологод. гос. ун-т. - Вологда : ВоГУ, 2014. - С. 93-95.
УДК 674.8
ВЛИЯНИЕ КРУПНОСТИ ДРЕВЕСНЫХ ЧАСТИЦ
НА ПЛОТНОСТЬ И ТЕПЛОПРОВОДНОСТЬ ЩЕПОЦЕМЕНТНЫХ
БЛОКОВ ДЛЯ МАЛОЭТАЖНОГО СТРОИТЕЛЬСТВА
INFLUENCE OF FINENESS OF WOOD PARTICLES ON DENSITY AND THE
THERMAL CONDUCTIVITY OF WOOD-CHIPS BLOCKS FOR LOW-RISE
BUILDING
Титова С.А., старший преподаватель
ФГБОУ ВПО «Петрозаводский государственный университет»
г. Петрозаводск, Россия
DOI: 10.12737/4013
Аннотация: Сформулирована актуальность использования низкосортной
древесины в составе композиционного материала на основе цемента.
Приведены результаты измерения плотности образцов материала и испытания
их на теплопроводность. Сделаны выводы о влиянии крупности частиц
древесного заполнителя на указанные свойства. Сформулированы перспективы
дальнейших исследований.
Summary: The topicality of use low-grade wood of composite materials based
on cement is formulated. Results of measurement density samples of material and
thermal conductivity testing are given. Conclusions about influence of the particle
size of the wood filler on these properties are made. Prospects for further research
are formulated.
Ключевые слова: измельчённая древесина; щепоцементные блоки;
малоэтажное домостроение.
Keywords: wood chips; wood-chips-cement blocks, low-rise housing
441
construction.
Актуальность проблемы утилизации отходов, появляющихся при
переработке круглых лесоматериалов, определяет повышение требований
ресурсосбережения и рационального природопользования. В производстве
технологической щепы образуются значительные объемы отходов, в том числе,
в виде древесных частиц некондиционной крупности [1]. Современные
технические и технологические решения [2, 3], известные на данный момент,
позволяют снизить количество отходов, но не избавиться от них полностью.
Одним из перспективных направлений переработки таких отходов является их
использование в качестве заполнителя для щепоцементных плит, арболита и
иных строительных материалов для малоэтажного строительства [3, 4, 5, 6].
Цель данной работы – изучение влияния крупности частиц измельченной
древесины хвойных пород (сосны и ели) на плотность и теплопроводность
материала щепоцементных блоков.
Фракционирование щепы было осуществлено на стандартном
анализаторе
древесных
частиц.
Гранулометрический
состав
нефракционированной щепы был определён по массе остатка на сите с
отверстиями диаметром 30 мм (масса остатка 4,5 %), 20 мм (32,5 %), 10 мм (55
%), 5 мм (7,5%), менее 5 мм (около 0,5 %).
С целью выявления влияния крупности древесного заполнителя на
плотность и теплопроводность данного композиционного материала –
щепоцемента – было изготовлено 4 серии образцов. Состав первой серии
включал щепу только фракции 5 мм, второй серии – щепу фракции 10 мм,
третьей – фракции 20 мм (рис. 1). В четвёртой серии образцов была
использована нефракционированная щепа, состоящая из смеси древесных
частиц, гранулометрический состав которой по массе указан выше.
Рис. 1 Образцы из щепы фракций 20 мм, 10 мм и 5 мм [6]
442
В качестве связующего для испытуемого композиционного материала
применён портландцемент марки 400, в качестве добавки – жидкое стекло и
для затворения древесно-цементной смеси – вода. Количество щепы и других
составляющих по массе – одинаково для всех четырёх серий.
Технологические процессы изготовления образцов имели следующую
последовательность: дозирование компонентов, минерализация щепы
двухпроцентным раствором сульфата алюминия, перемешивание древесноцементной смеси с водой и добавками в бетоносмесителе, укладка смеси в
формы, вибропрессование.
Плотность образцов определялась в возрасте 7 и 28 суток, коэффициент
теплопроводности – в возрасте 28 суток.
Был выявлен следующий результат измерения средней плотности (кг/м3)
образцов из щепы фракций 20 мм, 10 мм, 5 мм и из смеси соответственно:
через 7 суток 0,69; 0,69; 0,64; 0,66 и через 28 суток 0,56; 0,56; 0,49; 0,54.
Коэффициент
теплопроводности
был
определён
методом
цилиндрического зонда по ГОСТ 30256-94 в сертифицированной лаборатории
ЗАО «Петрозаводскстрой». Для образцов из щепы фракций 20 мм, 10 мм, 5 мм
и из смеси в возрасте 28 суток были получены следующие средние значения
коэффициента теплопроводности (Вт/(м К)): 0,214; 0,204; 0,156; 0,134.
В итоге образцы из щепы фракции 10 мм и 20 мм показали одинаковое
среднее значение плотности – максимальное и величина коэффициента
теплопроводности также оказалась максимальной, а значит наихудшей. Это
соответствует известной закономерности ухудшения теплотехнических
характеристик с увеличением плотности. Однако образцы из щепы фракции 5
мм при минимальной плотности не показали минимальной теплопроводности,
в отличие от образцов из смеси частиц, которые обладают минимальным
коэффициентом теплопроводности при плотности средней величины. Причина
этого, вероятно, в более полном заполнении древесными частицами
пространства формы для укладки блока, ведь именно древесная составляющая
улучшает теплотехнические характеристики материала, а пустоты между ними
заполняются вяжущим, которое обладает высокой теплопроводностью.
Влияние гранулометрического состава щепы на плотность и
теплопроводность материала – очевидно, однако общая закономерность
снижения теплопроводности с уменьшением плотности не строгая и имеет
некоторые невязки на пересечении зависимостей различных характеристик.
Для теплопроводности данного композита имеет существенное значение объём
блока, занятый плохо проводящим тепло материалом – древесиной или
воздухом в закрытых порах. Если между древесными частицами остаются
443
пустоты, они заполняется цементным раствором, который активно отдаёт
тепло, ухудшая тем самым теплозащитные характеристики щепоцементных
блоков. Чем меньше будет таких заполненных цементом пустот, тем большей
энергоэффективности материала удастся добиться. В случае с фракцией 20 мм
и 10 мм описанная «теплопроводная пустотность» остаётся достаточно
большой, также имеются значительные открытые воздушные пустоты,
вследствие чего – повышенная теплоотдача. Смесь частиц разного размера и
образцы из щепы фракции 5 мм обладают большей «полнодревесностью» и
поэтому менее теплопроводны.
Наиболее перспективным направлением на данном этапе является работа
с образцами щепы неоднородного фракционного состава, сбалансировав его
таким образом, чтобы максимально заполнить древесными частицами объём
блока, тем самым минимизировать «теплопроводные пустоты» и увеличить
«полнодревесность» материала. Подобные усилия дадут возможность
повысить энергоэффективность композиционного материала строительных
блоков для малоэтажного домостроения из низкосортной древесины,
полученной из отходов деревоперерабатывающей отрасли.
1.
2.
3.
4.
5.
6.
Библиографический список
Андреев А.А., Доспехова Н.А., Копарев В.С. Анализ технологических
операций получения древесной щепы // Политематический сетевой
электронный научный журнал Кубанского государственного аграрного
университета = Polythematic online scientific journal of Kuban State Agrarian
University. 2012. № 81. С. 374-389.
Васильев С.Б., Девятникова Л.А., Колесников Г.Н. Влияние технологии
раскроя балансовой древесины на фракционный состав щепы // Известия
Санкт-Петербургской лесотехнической академии. 2011. № 195. С. 125-133.
Коротаев Э.И., Симонов В.И. Производство строительных материалов из
древесных отходов. // М.: Лесная промышленность, 1972. 144 с.
Наназашвили И.Х. Строительные материалы из древесно-цементной
композиции. 2-е изд., перераб и доп. // Л.: Стройиздат, 1990. 415 с.
Титова С.А., Кузьменков А.А. Измельчённая древесина: опыт и
перспективы применения (на примере республики карелия) //
Фундаментальные исследования. – 2013. – № 10 (часть 10). – стр. 2174-2177
Титова. С.А., Андреев А. А., Копарев В. С. Некоторые закономерности
влияния крупности древесных частиц на теплопроводность, плотность и
прочность щепоцементных блоков для малоэтажного строительства //
Деревянное малоэтажное домостроение: экономика, архитектура и
ресурсосберегающие технологии: сборник статей научно-практической
конференции (23-28 июня 2013 г.). - Петрозаводск: Петропресс, 2013. - С.6570.
444
УДК 66.047.3
СХЕМА ПРОМЫШЛЕННОЙ УСТАНОВКИ ДЛЯ ПЕРЕРАБОТКИ
ОТХОДОВ ЛЕСНОГО КОМПЛЕКСА
THE SCHEME OF INDUSTRIAL PLANTS FOR WASTE FOREST COMPLEX
Тунцев Д.В., к.т.н., доцент,
Хисматов Р.Г., к.т.н., доцент,
Касимов А.М., аспирант,
Романчева И.С., студент,
Савельев А.С., студент
ФГБОУ ВПО «Казанский национальный исследовательский
технологический университет»
г. Казань, Россия
DOI: 10.12737/4014
Аннотация: дано описание промышленной установки для переработки
отходов лесозаготовки, разработанной на кафедре «Переработка древесных
материалов».
Summary: the description an industrial of installation for processing of timber
waste, developed on chair «Processing of wood materials» is given.
Ключевые слова: контактный пиролиз, пиролизная жидкость, отходы
лесозаготовки.
Keywords: contact pyrolysis, liquid pyrolysis, timber waste.
В мировой практике постоянно возрастает производство энергии из
источников, альтернативных традиционным. При этом важнейшим
направлением является использование энергии биомассы. В естественном или
переработанном виде биомасса может быть применена для получения тепловой
и электрической энергии[1].
Применение биомассы в натуральном твердом виде связано с рядом
проблем, основными из которых являются нестабильный гранулометрический
состав и низкая транспортная плотность.
Предварительная переработка биомассы в жидкую и газообразную формы
представляется наиболее перспективным решением этих проблем.
Производство
электроэнергии
из
отходов
лесного комплекса
непосредственно на потребляющих объектах позволяет существенно
уменьшить потери в распределительных сетях и снизить затраты на их
содержание и обслуживание, тем самым сократив стоимость тепла и
электричества для деревообрабатывающих предприятий[2].
Одним из решений, позволяющих минимизировать общие энергетические
445
затраты производства, является применение комбинированных систем,
совмещающих функции переработки отходов лесного комплекса в пиролизную
жидкость и производства из него электрической и тепловой энергии.
Для получения жидких продуктов с высоким выходом наиболее
целесообразно использовать процесс быстрого контактного пиролиза.
Схема промышленной установки для переработки отходов лесного
комплекса представлена на рис.1[3].
Рис.1. Схема промышленной установки для переработки отходов лесного
комплекса.
I –отходы лесозаготовки, II – вода, III – пиролизный газ, IV – топочный газ
1 – приемный бункер древесных отходов, 2 – загрузочное устройство, 3 –
шнековый питатель, 4 – реактор для контактного пиролиза, 5 – приемник, 6 –
топка, 7 – конденсатор, 8 - приемный резервуар, 9 - насос, 10 – расходный
резервуар.
Из приемного бункера 1, отходы лесозаготовки поступают в дозирующее
устройство, состоящее из шнекового 3 и шлюзовых питателей 2, после этого
подаются в реактор 4, для контактного пиролиза древесных отходов, твердые
продукты пиролиза (уголь) собираются в приемник 5 и направляются на
сжигание в топку 6 с целью энергетического обеспечения процесса пиролиза.
446
Полученная парогазовая смесь в реакторе, проходит через теплообменник 7,
где происходит её конденсация и жидкая часть направляется в приемный
резервуар 8, неконденсированные газы также направляются на сжигание в
топку.
Существенными условиями процесса быстрого контактного пиролиза
являются: 1) очень высокие потоки тепла (для интенсивной теплопередачи
требуется мелко размельченная биомасса и механоактивация процесса); 2)
тщательно контролируемая температура (500 - 550°С) и время пребывания
паров пиролиза в реакторе (не более 1с); 3) быстрое охлаждение парогазовой
смеси. Угольный остаток и неконденсированный газ рассматриваются как
побочные продукты быстрого контактного процесса пиролиза[4]. За счет
соблюдения данного условия, возможность получить до 75% по массе жидкого
продукта.
Жидкое пиротопливо, полученное при быстром контактном пиролизе,
обладает более высокой, чем исходная биомасса, энергетической плотностью,
может долго храниться, безопасно транспортироваться и использоваться в
качестве топлив в турбинных установках, паровых котлах и печах. Также
перспективным направлением пиролизной жидкости является ее газификация и
применение генераторного газа для получения электрической энергии.
Вместе с тем, некоторые свойства пиролизной жидкости, такие как
высокая вязкость, не высокая теплота сгорание, содержание угольных частиц,
высокая кислотность, делают ее непригодной для использования в качестве
топлива для поршневых двигателей внутреннего сгорания.
Таким образом, переработка отходов лесного комплекса методом быстрого
контактного пиролиза является перспективным методом получения тепловой и
электрической энергии.
Библиографический список
1. Тунцев Д.В. Технологическая схема подготовки жидких продуктов
пиролиза древесных отходов к газификации [Текст] / / Д.В. Тунцев, Р.Г. Сафин,
А.М. Касимов, Р.Г. Хисматов, И.С. Романчева, А.С. Савельев // Вестник
Казанского технологического университета. –2013. Т.16. –№21.–С.258-260.
2. Тунцев Д.В. Технологическая схема газификации жидкого продукта
контактного пиролиза [Текст] / / Д.В. Тунцев, Р.Г. Сафин, А.М. Касимов, Р.Г.
Хисматов, З.Г. Саттарова
// Вестник Казанского технологического
университета. –2013. Т.16. –№21.–С.139-141.
3. Тунцев Д.В. Исследование свойств жидкого продукта быстрого
пиролиза отходов деревообработки [Текст] / / Д.В. Тунцев, А.Н. Грачев, Р.Г.
Сафин, А.М. Таймаров, К.Х. Гильфанов // Известия высших учебных
заведений. 2009. № 11 – 12. С. 80-83.
447
4. Тунцев Д.В. Схема контактного пиролиза отходов лесозаготовки
[Текст] / Д.В. Тунцев, Р.Г. Хисматов, А.М. Касимов, И.С. Романчева, А.С.
Савельев // Сборник научных трудов по материалам международной заочной
научно-практической конференции Актуальные направления научных
исследований XXI века: теория и практика. 2014. № 2-3 (7-3). С. 146-149.
УДК 674.816.3
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ДОЛИ СИЛИКАТА НАТРИЯ
В КАРБАМИДОФОРМАЛЬДЕГИДНОМ СВЯЗУЮЩЕМ
НА ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ
RESEARCH OF INFLUENCE OF A SHARE OF SODIUM SILICATE IN UREAFORMALDEHYDE GLUE ON PHYSICAL-MECHANICAL PROPERTIES OF
WOOD-BOARDS
Федотов А.А., к.т.н., ст. преп.,
Угрюмов С.А., д.т.н., профессор
ФГБОУ ВПО «Костромской государственный технологический университет»
г. Кострома, Россия
DOI: 10.12737/4015
Аннотация: Изучено влияние доли добавки силиката натрия к
карбамидоформальдегидному связующему на основные физико-механические
характеристики древесно-стружечных плит. Установлено, что повышение
физико-механических свойств плит происходит при добавке жидкого стекла в
количестве 2-5 масс.ч.
Summary: We studied the effect of the share of additives of sodium silicate
for urea-formaldehyde binder on basic physical and mechanical properties of woodparticle boards. It is established that the improvement of physico-mechanical
properties of the plates is, with the addition of liquid glass in the amount of 2-5
percent.
Ключевые слова: древесно-стружечные плиты, карбамидоформальдегидный олигомер, силикат натрия, физико-механические свойства.
Keywords: chipboards, urea-formaldehyde oligomer, sodium silicate,
physical-mechanical properties.
В настоящее время в отечественном производстве древесных плит
широко применяются карбамидоформальдегидные смолы, позволяющие
выпускать относительно недорогие плиты. Однако водостойкость данных плит
448
не достаточная, при воздействии влаги или воды наблюдается разбухание плит
(до 20…25%), потеря прочности.
Одним из эффективных способов повышения физико-механических
свойств древесных плит на основе карбамидоформальдегидных смол является
их модификация или совмещение с реакционно-активными добавками [1-4].
При производстве строительных материалов на основе минеральных и
синтетических вяжущих широко применяют силикаты натрия Na2O(SiO2)n в
виде растворов (жидкое стекло). Наличие силикатов натрия в составе
материалов позволяет повысить их прочность, водостойкость, теплостойкость
[5,6].
Представляет интерес исследование возможности введения силикатов
натрия в клеевой состав на основе карбамидоформальдегидных смол
применительно к производству древесных плит.
В экспериментальных исследованиях были изготовлены и испытаны
образцы древесно-стружечных плит с различной долей добавки силикатов
натрия (жидкого стекла) от 0 до 15 масс. ч., которое вводилось путем
перемешивания в клей на основе карбамидоформальдегидной смолы марки
КФН-54П в смеси с 1% отвердителя (хлористого аммония). Для изготовления
образцов использовалась специальная резаная стружка лиственных пород
древесины с отбором фракции 10/2. Изготовление плит проводилось в
лабораторном гидравлическом прессе П100-400 при следующих постоянных
факторах: толщина плит 16 мм; расчетная плотность плит 800 кг/м3; удельное
давление прессования 2 МПа; продолжительность выдержки под давлением 6
мин; температура прессования 160 ºС. Физико-механические свойства плит
определялись по стандартным методикам. Графические зависимости влияния
доли добавки жидкого стекла на эксплуатационные характеристики древесных
плит представлены на рис. 1-4.
Рисунок 1 – Влияние доли добавки жидкого стекла на предел прочности
плит при статическом изгибе
449
Рисунок 2 – Влияние доли добавки жидкого стекла на предел прочности
плит при растяжении перпендикулярно к пласти
Рисунок 3 – Влияние доли добавки жидкого стекла на разбухание
плит по толщине
Рисунок 4 – Влияние доли добавки жидкого стекла на водопоглощение лит
450
Как видно из графиков прочность плит повышается при введении в
клеевой состав жидкого стекла от 1 до 5 масс. ч., при этом разбухание плит по
толщине и водопоглощение остается практически на прежнем уровне.
Дальнейшее увеличение доли вводимого жидкого стекла ведет к снижению
прочностных характеристик, повышению разбухания и водопоглощения, что,
вероятно, вязано с частичной нейтрализаций щелочным жидким стеклом
кислого катализатора отверждения. При значительном содержании жидкого
стекла клей не полностью переходит в отвержденное состояние, для
повышения степени отверждения при этом потребуются более сильные
катализаторы отверждения или их повышенное содержание.
Библиографический список
1. Кондратьев В.П. Синтетические клеи для древесных материалов [Текст]
/ В.П. Кондратьев, В.И. Кондращенко. – М.: Научный мир, 2004. – 520 с.
2. Угрюмов С.А. Модифицирование карбамидоформальдегидной смолы
для производства костроплит [Текст] / С.А. Угрюмов, В.Е. Цветков //
Деревообрабатывающая промышленность, 2008. – № 3. – С. 16-18.
3. Угрюмов С.А. Повышение эксплуатационных характеристик костроплит
путем
модификации
карабамидоформальдегидного
связующего
поливинилацетатной дисперсией [Текст] / С.А. Угрюмов, В.Е. Цветков //
Клеи. Герметики. Технологии, 2008. –№ 5. –С. 20-23.
4. Угрюмов
С.А. Оценка pаботы адгезии модифициpованного
каpбамидофоpмальдегидного олигомеpа [Текст] / С.А. Угрюмов, В.Е.
Цветков // Клеи. Герметики. Технологии, 2009. –№ 10. –С. 21-23.
5. Михайленко Н.Ю. Строительные материалы на жидкостекольном
связующем. Жидкое стекло как связующее в производстве строительных
материалов [Текст] / Н.Ю. Михайленко, Н.Н. Клименко, П.Д. Саркисов //
Техника и технология силикатов, 2012. –Т. 19. –№ 2. –С. 25-28.
6. Войтович В.А. Отвеpдители силикатных клеев [Текст]
/
В.А. Войтович // Клеи. Герметики. Технологии. –2009. –№ 12. –С. 17-20.
451
УДК 630
ПОСТАНОВКА ЗАДАЧИ НА ТЕОРЕТИЧЕСКОЕ ИССЛЕДОВАНИЕ
РАБОЧЕГО ПРОЦЕССА ЗАГРУЗКИ ПОРУБОЧНЫХ ОСТАТКОВ
МЕХАНИЗМОМ ЗАГРУЗКИ ГИДРОМАНИПУЛЯТОРНОГО ТИПА
PROBLEM DEFINITION ON THEORETICAL RESEARCH OF WORKING
PROCESS OF LOADING OF THE FELLING REMAINS BY THE MECHANISM
OF LOADING OF HYDRAULIC MANIPULATOR TYPE
Фокин С.В., д.т.н.,доцент
Фетяев А.Н., аспирант
ФГБОУ ВПО «Саратовский государственный аграрный университет им.
Н.И.Вавилова»
г. Саратов, Россия
DOI: 10.12737/4016
Аннотация: В статье приводится постановка задачи для исследования
рабочего процессазагрузки порубочных остатков механизмом загрузки с
помощью имитационной модели.
Summary: The article provides astatement of the problemfor theworking
processof logging residuesdownloadloading mechanismusinga simulation model.
Ключевые слова: щепа, машинадляизмельченияпорубочныхостатков,
механизм загрузки.
Keywords: chips, machine for grindingwood residuals, the loading
mechanism.
Исследование рабочего процессазагрузки порубочных остатков
механизмом загрузки гидроманипуляторного типа[1]с помощью имитационной
модели позволяет выделить следующие этапы[2]:
- поворот стрелы в вертикальное положение;
- подъем рамы;
- опускание рамы;
- поворот стрелы в горизонтальное положение;
- приведение в контакт с опорной поверхностью.
Предложенный метод моделирования позволяет исследовать, как влияет
большое количество конструктивных и технологических параметров
механизма загрузки на его показатели эффективности.
Для удобства исследования рабочего процессазагрузки порубочных
остатков механизмом загрузки гидроманипуляторного типа составлена
компьютерная программа "Программа для моделирования механизма загрузки
порубочных остатков" на языке ObjectPascal в интегрированной среде
452
программирования BorlandDelphi 7.0.[3]
Рисунок 1 – Интерфейсная форма ввода исходных данных в "Программе для
моделирования механизма загрузки порубочных остатков"
Взаимосвязь основных входных параметров (факторов) и выходных
показателей (критериев) рабочего процесса загрузки порубочных остатков в
дисковой рубительной машине [4]можно представить схематически
следующим образом (рисунок 2).
На схеме представлены три группы переменных, используемых в модели
[5]. Первая группа "Конструктивные параметры" представляет собой
геометрические параметры механизма подъема. Наибольший интерес
представляют следующие параметры, оказывающие существенное влияние на
эффективность загрузки:
LТ – длина тяги ;
LС – длина серьги;
(x22, y22) – координаты в системе координат, связанной со стрелой (тело
2), точки соединения с тягой ;
Ко второй группе "Технологические параметры" относятся параметры,
которые задают алгоритм движения, скорость движения и нагрузку на
механизм:
453
LГЦmin и LГЦmin – минимальная и максимальная длина гидроцилиндра в
рабочем цикле;
vГЦ – скорость перемещения поршня гидроцилиндра;
mПО – масса порубочных остатков, действующая на конец стрелы.
Третья группа параметров представляет собой показатели эффективности
механизма загрузки. Первичными показателями эффективности являются:
- y23(x23) – траектория движения конца стрелы в рабочем цикле;
- последовательность состояний ковша в рабочем цикле .
По траектории движения конца стрелы могут быть определены
параметры, определяющие эффективность подачи порубочных остатков: Δx23 и
Δy23 – смещения конца стрелы по горизонтали и вертикали относительно
базового положения.
Показатели
эффективности
Конструктивные
параметры
LТ
LС
(x22, y22)
Модель
механизма загрузки
порубочных остатков
y23(x23)
Δx23
Δy23
последовательность
состояний
Рисунок 2 –
теоретическое исследование
Постановка задачи на
LГЦmin LГЦmax vГЦ mПО
Технологические параметры
В процессе теоретического исследования необходимо определить такие
конструктивные и технологические параметры, при которых Δx23 стремится
кмаксимуму, Δy23 соответствует высоте расположения подающего барабана.
Библиографический список
1. Советов, Б. Я. Моделирование систем[Текст] / Б. Я.Советов, С. А.Яковлев.учебное пособие – М.: Высш. шк., 1998. – 319 с.
2. Фокин, С.В.Об имитационной модели процесса измельчения порубочных
остатков[Текст] / С.В. Фокин, А.Н.Фетяев // Научно-технический вестник
Поволжья.-2012.-№2- С.291-295.
3. Фокин, С.В.О представлении в модели механизма подъема порубочных
остатков дисковой рубительной машины[Электронный ресурс] / С.В.
Фокин, А.Н.Фетяев // Современные проблемы науки и образования. – 2013.
– № 5; URL: http://www.science-education.ru/111-10350 (дата обращения:
15.10.2013).
454
4. Устройство для измельчения порубочных остатков: Пат. № 2424896 Рос.
Федерация:А 01 G 23/06 / Цыплаков В. В., Фокин С.В,А.Н.Фетяев
//заявитель и патентообладатель ФГОУ ВПО «Саратовский ГАУ».-№
2010110972/21-Заявл. 22.03.2010 ;Опубл. 27.07.2011. Бюл. № 21.
5. Фокин, С. В. О способах подачи порубочных остатков в зону измельчения
рубительных машин [Текст] / А. Н. Фетяев, С. В. Фокин // Лесотехнический
журнал / ГОУ ВПО «Воронежская ГЛТА». – Воронеж, 2011. – № 2. – С. 45–
50.
УДК 674.8(075)
КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ДРЕВЕСНЫЙ
ЗАПОЛНИТЕЛЬ
COMPOSITE MATERIAL COMPRISING WOOD FILLER
Филичкина М.В., к.т.н., ст. преподаватель
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/4017
Аннотация: в статье представлена технология производства
композиционного материала, в котором в качестве заполнителя выступают
древесные опилки, а в качестве вяжущего, цемент, также приводятся сведения
по правильному подбору компонентов смеси и даются результаты испытания
образцов на прочность.
Summary: the article presents the technology of composite material, which
act as a placeholder sawdust, and as a binder, cement, also provides information on
the proper selection of components in the mixture and are the results of tests on
samples of strength.
Ключевые слова: опилки, древесный заполнитель, композиционный
материал, цемент, прочность
Keywords: sawdust, filler wood, composite material, cement, strength
Россия располагает неисчерпаемой сырьевой базой для развития
лесоперерабатывающей промышленности. Учитывая, что рациональное
использование всей массы древесины в связи с проблемами бережного
отношения к лесу становится весьма острым, актуальным является
комплексная переработка древесного сырья, при котором наряду с основной
продукцией одновременно использовались или перерабатывались и так
называемые древесные отходы.
455
На долю стволовой части приходится около 70% общей массы дерева,
коры - от 9% до 24%, сучьев - 8, пней и корней - 13%. На лесосеках при
сплошных рубках остается отходов от общей массы не менее 20%, при рубках
ухода от 80 до 100%, на нижних складах - 12-14%. Из этого количества отходов
около 100 млн. м3 являются экономически доступными.
Отходы - это та часть сырья, которая отделяется в процессе обработки
как не соответствующая техническим условиям на изготовляемую заготовку,
деталь или изделие. Отходы могут быть использованы в качестве основного
сырья при изготовлении продукции другого вида или размера. Таким образом,
используемые отходы представляют собой вторичное сырье или материал.
В нашей стране, по причине общего спада экономики, опилки и
станочная стружка практически не использовались и в основном направлялись
в отвалы. Только в последнее время, в связи с наметившимся ростом
производства в деревообрабатывающей промышленности, многие лесопильные
и деревообрабатывающие предприятия стали искать применение мягким
отходам. Совсем не требуют, каких либо расходов на их получение такие
древесные отходы как опилки, которые в огромных количествах скапливаются
на
лесозаготовительных
производствах
и
деревообрабатывающих
предприятиях и весьма мало используются. В тоже время известен такой
материал, как опилкоцементный материал, состоящий из смеси органических и
вяжущих заполнителей и воды. В качестве органического компонента
выступают отходы деревообработки, лесозаготовок, лесопиления (опилки),
дробленых стеблей хлопчатника, рисовой соломы, в качестве вяжущего
компонента – цемент. Он является конструкционно-теплоизоляционным
материалом, и свое основное применение находит в качестве блоков для
устройства жилых, производственных и общественных зданий. Благодаря
высокому содержанию органического наполнителя (опилки) опилкоцементные
изделия имеют отличные показатели звукопоглощения и паропроницаемости.
По многим показателям изделия соответствуют древесине.
На кафедре лесной промышленности, метрологии, стандартизации и
сертификации, ВГЛТА проводились исследования по определению состава
смесей для опилкоцементного материала, который может применяться в
различных элементах конструкций зданий.
Для приготовления смеси использовались опилки, которые в качестве
отходов образовывались при работе круглопильных и ленточнопильных
станков установленных в цехе деревообработки лесного нижнего склада
Учебно-опытного лесхоза ВГЛТА. С целью снижения отрицательного влияния
выделений из опилок, препятствующих кристаллизации цемента, опилки
456
выдерживались в течение 2-х месяцев, а затем без сортировки и дальнейшей
какой-либо их подготовки, использовались для образования смеси
опилкоцементного материала. Для формирования смеси использовались
стандартные спаренные металлические контейнеры размером полости
100 100 100 мм. Требуемое количество компонентов смеси определялось
взвешиванием на электронных весах. Для перемешивания смеси
использовалась специально изготовленная малогабаритная лопастная мешалка.
Для уплотнения смеси применялся вибростол с автоматическим
регулированием времени уплотнения. Общий вид контейнеров и получаемых
образцов показан на рисунке 1
Рисунок 1 – Общий вид контейнеров (а) и лабораторные образцы из
опилкоцементного материала (б);
Новым в подходе формирования смесей является то, что мы подбирали
добавки в определенном процентном количестве в зависимости от главных
компонентов – цемента, как связующего и древесного наполнителя (опилок).
Несмотря на то, что количество цемента, или опилок изменялось в
соответствии с устанавливаемой рецептурой, процентное соотношение
соответствующих добавок относительно них не изменялось, что позволило
обеспечить необходимые условия для протекания процесса отвердевания
смеси.
Для нашего случая в рецептуре количество цемента изменялось от 20 до
80% и соответственно опилок от 80 до 20%. В качестве ускорителя отвердения
цемента применялось 1,5 % гидроалюмината кальция для цемента и в качестве
нейтрализатора отрицательного воздействия выделений древесины для опилок
– 10% жидкого стекла.
Проведение испытаний на прочность проводилось в соответствии с
457
ГОСТ 8462-85. Образец устанавливался в центре плиты пресса ИП-100.
Нагрузка возрастала непрерывно и равномерно со скоростью нагружения 5-10
мм/мин, обеспечивающей его полное разрушение через 20-60 с после начала
испытания. Предел прочности на сжатие определялся общепринятой
формулой.
Таблица 1 – Прочность опытных образцов из опилкоцементного
материала, МПа
Количество
Количество
Количество цемента, %
сернокислого жидкого
20
50
80
алюминия, % стекла, %
1,2
10
0,51
3,51
5,72
1,5
10
0,69
5,48
6,98
1,8
10
0,71
5,51
7,18
1,5
6
0,45
4,61
4,73
1,5
10
0,69
5,48
6,98
1,5
14
0,72
5,49
7,22
Как видно из данных таблицы, после достижения определенного
количества добавок в смеси с дальнейшим их увеличением прочность
опилкоцементного материала практически не увеличивается. При любом
количестве добавок в смеси с увеличением количества цемента прочность явно
увеличивается, что подтверждает результаты наших исследований.
Библиографический список
1. Филичкина, М.В. Концепция использования древесных отходов для
получения древесно-композиционных материалов на лесоперерабатывающих
предприятиях / М. В. Филичкина, В. В. Абрамов, Д. С. Самошин ; М. В.
Филичкина, В. В. Абрамов, Д. С. Самошин// Агролесомелиорация в системе
адаптивно-ландшафтного земледелия: поиск новой модели (к 90-летию
академика РАСХН Е. С. Павловского) : материалы Международной научнопрактической конференции аспирантов и молодых ученых, Волгоград, 25-28
ноября 2013 г. / гл. ред. К. Н. Кулик. - Волгоград : ВНИАЛМИ, 2013. - С. 280284. - Библиогр.: с. 284 (3 назв.).
2. Филичкина, М. В. Обоснование и разработка процессов формирования
древеснокомпозиционных материалов: дис. ... канд. техн. наук : 05.21.05 :
защищена 23.12.11 / М. В. Филичкина ; М. В. Филичкина ; Воронеж. гос.
лесотехн. акад. - Воронеж, 2011. - 157 с. : ил. + прил. ; eLIBRARY. - Библиогр.:
с. 125. - Б.ц.
3. Сушков, С. И. Принципы формирования древесно-композиционных
материалов с использованием отходов лесопромышленного производства/ С.
И. Сушков, М. В. Филичкина ; С. И. Сушков, М. В. Филичкина// Строительные
и дорожные машины. - 2014. - № 1. - С. 12-17. - Библиогр.: с. 17 (5 назв.).
458
УДК 674.816.2
РАЗРАБОТКА ТЕХНОЛОГИИ ПЕРЕРАБОТКИ ДРЕВЕСНЫХ
ОТХОДОВ С ПОЛУЧЕНИЕМ ТЕПЛОИЗОЛЯЦИОННОГО
МАТЕРИАЛА
DEVELOPMENT OF TECHNOLOGY OF PROCESSING OF WOOD
WASTE TO PRODUCE HEAT-INSULATING MATERIAL
Хайруллина Э.Р., аспирант;
Филиппова Ф.М., к.х.н., доцент;
Степанов В.В., к.т.н., доцент
ФГБОУ ВПО «Казанский Национальный Исследовательский Технологический
Университет», г. Казань, Россия
DOI: 10.12737/4018
Аннотация: В статье рассматривается усовершенствованная технология
переработки древесных отходов с получением теплоизоляционного
гипсостружечного материала.
Summary: The article describes the improved technology of processing of
wood waste to produce heat-insulating material.
Ключевые слова: гипсостружечная плита, технология, древесные
отходы, теплоизоляция, камера гидратации.
Keywords: gypsum wood material, technology, wood waste, thermal
insulation , hydration chamber.
На сегодняшний день актуальна проблема рационального использования
природных ресурсов и вторичного сырья для производства полезной
продукции. В настоящее время в нашей стране ежегодно теряется более 100
млн м3 древесины: в лесозаготовительной промышленности в виде сучьев,
вершин, ветвей, некондиционной древесины; в деревообрабатывающей
промышленности в виде горбылей, реек, опилок и стружек. Все эти отходы
древесины являются источником «головной боли» для лесозаготовительных и
деревообрабатывающих предприятий, а также для предприятий озеленения
городов - их необходимо утилизировать, расходуя на это мероприятие
дополнительные средства. А эти отходы можно превратить в дополнительный
источник прибыли. Так как, интерес к созданию безопасных строительных
материалов, с повышенными теплоизоляционными и прочностными
характеристиками, из сырья растительного происхождения высока, то
использование древесных отходов для производства композиционных
материалов позволит не только удовлетворить возрастающий спрос на
конструкционные теплоизоляционные материалы, но и частично решить
459
проблему использования вторичных ресурсов [1].
Российский рынок нуждается в прочном и практичном строительном
материале, который обладает высокими показателями теплоизоляции,
прочности, экологичности. Решение этой задачи частично можно осуществить
путем организации производства строительных материалов на основе гипса и
древесных отходов, а именно производства гипсостружечных плит (ГСП).
В последние годы в отечественной строительной практике возрастает
интерес к применению в качестве вяжущих гипсовых материалов. Этому
способствует экологичность, высокие показатели пожаробезопасности и
огнестойкости, относительная дешевизна материалов на основе гипсовых
вяжущих, а также возможность использования местных минеральных ресурсов
для их производства. Используя природную способность гипса впитывать
излишнюю влажность в помещении, а при недостатке - отдавать, ГСП является
идеальным материалом для создания комфортного микроклимата в жилых
помещениях.
Существующие ранее технологии производства ГСП не обеспечивают
необходимые
физико-механические
свойства.
Производство
ГСП
осуществляется полусухим методом, при котором влажная смешанная масса
гипсового вяжущего и древесных стружек располагается на стальных листах,
после чего прессуется и высушивается.
В Европе ведущим производителем ГСП плит является немецкая
компания BINOS GmbH. Технология этой компания классическая и состоит из
следующих операций: изготовление стружки, разделение на фракции
(стандартная и грубая стружка), размол, сушка, загрузка бункера, смешивание,
формирование, прессование, затвердевание, штабелирование, сушка, обрезка.
В связи с потребностью российского рынка в строительных материалах на
основе гипса в Пешеланском гипсовом заводе создали новый цех,
оборудованный специально для выпуска ГСП. На данный момент ПГЗ «Декор1» является единственным производителем этого материала в России. Их
технология заключается в следующем: приготовление щепы, изготовление
стружки, измельчение, сушка, смешивание, формование, штабелирование,
прессование, выдержка, разбор штабеля, сушка, обрезка, формование пакета,
шлифовка. Но эти технологии, как и любая другая новая технология, имеют
ряд недостатков: стружка, изготавливается специально из круглых
лесоматериалов, а именно из деловой древесины; за счет использования
твердых древесных отходов для получения древесной стружки, возникает
необходимость в дорогостоящем оборудовании.
В связи с этим на кафедре «Переработка древесных материалов»
460
Казанского
национального
исследовательского
технологического
университета предложена новая усовершенствованная технология переработки
древесных отходов с получением теплоизоляционного гипсостружечного
материала.
Рисунок 1 - Линия переработки древесных отходов
Разработанная технология переработки древесных отходов с получением
гипсостружечных плит состоит из следующих операций: древесина в виде
кусковых отходов поступает в рубительную машину, после чего частицы
направляются в стружечный станок, далее стружка сортируются в грохоте и
стружка крупной фракции направляют на доизмельчение в дробилку; стружка
мелкой фракции поступает в сушилку, после чего в бункер для хранения, из
которого стружка дозированно поступает в смеситель, сюда же в смеситель,
дозировано подается гипс из емкости; масса тщательно перемешивается, в
полученную смесь подают расчетное количество воды и замедлитель
твердения гипса; полученная смесь перемешивается и подается в
формовочную машину, разделение насыпного ковер на поддонах производится
с помощью быстрого ленточного питателя; далее штабелер готовые поддоны
укладывает в пакет, пакет помещается в силовую тележку и фиксируется с
помощь специального зажимного каркаса; силовая тележка со сжатыми
штабелями помещается под пресс, фиксируется и прессуется; после пресса
силовая тележка со сжатыми штабелями направляется в камеру гидратации,
461
где при определенной температуре и влажности, происходит твердение плит;
после чего штабелер разбирает штабель на поддоны и отправляет в обрезной
станок, далее плиты направляются на выдержку, для снятия остаточных
напряжений [2].
Отличием разработанной технологии от рассмотренных является его
предназначение для утилизации древесных отходов лесозаготовки,
лесопиления, деревообработки и озеленения городов России. Использование
древесных отходов в производстве ГСП позволяет сокращать время на
производство, так как используется меньшее количество оборудования по
сравнению с уже известными технологиями, за счет чего покупка
дорогостоящего оборудование для получения стружки отпадает, линия
получения ГСП существенно уменьшается в размерах. При этом использование
камеры гидратации, в производстве ГСП, вместо сушильного проточного
канала, которую обычно применяют при производстве ГСП, обеспечивает
проведение процесса гидратации при определенно заданной температуре и
влажности, что исключает пересушивание плит и приводит к улучшению
физико-механических свойств. За счет камеры гидратации использование
стружки из древесных отходов вместо стружки, которая изготавливается
специально из круглых лесоматериалов, а именно из деловой древесины, не
приводит к понижению качества получаемых плит.
Таким образом, применение данной усовершенствованной технологии
получения теплоизоляционного гипсостружечного материала позволяет
использовать древесные отходы в качестве наполнителя, при этом, не понижая
физико-механических свойств получаемого материала, а так же регулировать
режимы технологического процесса.
Библиографический список
1. Хайруллина, Э.Р. Установка переработки древесных отходов с
получением теплоизоляционного материала [Текст]/ В.В. Степанов, Э.Р.
Хайруллина // Третья Всероссийская студенческая научно-техническая
конференция
«Интенсификация
тепломассообменных
процессов,
промышленная безопасность и экология», г. Казань, 2012. – С. 101-103.
2. Хайруллина, Э.Р. Усовершенствование технологии получения
древесных плитных материалов на основе минеральных вяжущих веществ
[Текст]/ Э.Р. Хайруллина // Международная научно-техническая конференция
«Актуальные проблемы и перспективы развития лесопромышленного
комплекса, г. Кострома, 2013. – С. 69-70.
462
УДК 674.04
ТЕРМОМОДИФИЦИРОВАНИЕ ИЗМЕЛЬЧЕННОЙ ДРЕВЕСИНЫ В
СРЕДЕ ТОПОЧНЫХ ГАЗОВ В КАМЕРЕ ТАРЕЛЬЧАТОГО ТИПА
THERMOMODIFICATION CRUSHED WOOD IN THE ENVIRONMENT OF
FURNACE GASES IN THE CHAMBER DISC TYPE
Хасаншин Р.Р., к.т.н., доцент
Тимербаева А.Л., ассистент
Крайнов А.А., ассистент
ФГБОУ ВПО «Казанский национальный исследовательский
технологический университет»
г. Казань, Россия
DOI: 10.12737/4019
Аннотация: в статье описана энерго- и ресурсосберегающая
экспериментальная установка для термомодифицирования измельченной
древесины.
Summary: article describes energy and resource saving experimental setup for
termomodifitsirovaniya crushed wood.
Ключевые слова: древесина, термомодифицирование, топочный газ,
композиционные материалы.
Keywords: wood, термомодифицирование, furnace gas, composite
materials.
В отличие от нефти, угля, древесина представляет собой широко
распространенный возобновляемый ресурс природных самоорганизующихся
материалов с огромным потенциалом неиспользованных функциональных
возможностей и областей применения. Реализация этого потенциала требует
изучения структуры и механизмов самоорганизации древесины на наноуровне,
то есть размерном масштабе наиболее эффективного технологического
манипулирования материалом. Контролируемая модификация структуры и
состава на этом уровне может привести к достижению улучшенных и новых
качеств широкого спектра материалов, например композитов. Однако
древесный наполнитель, как и многие другие органические целлюлозные
наполнители, наряду с присущими им ценными свойствами имеет и
отрицательные качества, которые затрудняют получение материала высокой
прочности из высокопрочных компонентов: повышенная химическая
агрессивность, значительные объемно-влажностные деформации и развитие
давления набухания [1].
Одними из перспективных способов повышения качества древесно463
конструкционных материалов на стадии производства является модификация
древесного наполнителя при высокой температуре.
В связи с этим на кафедре архитектуры и дизайна изделий из древесины
КНИТУ была создана экспериментальная установка для исследования
термически
модифицирования
измельченного
целлюлозосодержащего
растительного сырья в среде топочных газов, схема и внешний вид которой
представлены на рисунке 1.
3
а
термомодифицирование
4
5
2
1
загрузка
6 охлаждение
выгрузка
б
Рисунок 1 – Схема (а) и внешний вид (б) установки для
термомодифицирования измельченной древесины:
464
1 – древесный наполнитель; 2 – камера термомодифицирования; 3 – дымосос; 4
– топка; 5 – камера смешения; 6 – шнек с водяной рубашкой.
Измельченную древесину 1 загружают в камеру барабанного типа 2.
Циркуляция теплоносителя осуществляется в многократном режиме в
попутном направлении. Повышение температуры теплоносителя происходит
путем смешения в камере 5 с топочными газами высокой температуры,
поступающими из топки 4. Попадая в аппарат, измельченная древесина
нагревается, подвергается термическому разложению легкоразлагаемого
компонента древесины – гемицеллюлозы, с выделением в среду продуктов
разложения. Температура, до которой осуществляется нагрев древесных
частиц, зависит от требуемой степени термомодифицирования.
При этом измельченная древесина в аппарате находится как в полете, так
и в завале. Основным способом теплопередачи к измельченной древесине в
полете является конвекция, подвод тепла к материалу в завале характеризуется
контактным методом. Выгрузка измельченной древесины из барабана
осуществляется в шнек 6, где происходит стадия охлаждения обработанного
сырья путем передачи тепла хладагенту, циркулирующему в рубашке шнека.
Благодаря вращению аппарата и тарелки внутри камеры, древесное сырье
постоянно перемешивается, что позволяет провести равномерную
термическую обработку материала. Объем частиц, захватывающихся ковшами,
определяется формой и размером последних.
Пересыпание частиц материала в тарелке происходит сверху на слой
материала, находящийся в нижней части аппарата. В то же время часть
материала непосредственно контактирует с нагретой поверхностью. В зоне
контакта этого материала с поверхностью происходит передача теплоты и за
счет этого термомодифицирование пристенного слоя. Все частицы материала
этого слоя находятся в контакте с нагретыми элементами тарелки до
следующего цикла пересыпания. После выгрузки из тарелки древесное сырье
охлаждается.
Библиографический список
1. Хасаншин, Р.Р. Термическая обработка древесного наполнителя в
производстве композиционных материалов / Р.Р. Хасаншин, Р.Р. Сафин, В.А.
Лашков // Вестник Казанского государственного технологического
университета. Казань. - 2011. - № 20. - С. 150-154.
465
УДК 630*383.4
ИССЛЕДОВАНИЕ ПРОЦЕССА УВЕЛИЧЕНИЯ ВЛАЖНОСТИ
ДРЕВЕСИНЫ, ОБРАБОТАННОЙ РАЗЛИЧНЫМИ СОСТАВАМИ
RESEARCH OF PROCESS OF UVELICHENICHENIYA OF HUMIDITY
OF THE WOOD PROCESSED BY VARIOUS STRUCTURES
Черников Э.А., к.т.н.
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/4020
Аннотация: представлены перспективы борьбы с явлением
стесненного набухания древесины. Было исследовано влияние около двух
десятков составов, способных достаточно быстро пропитывать древесный
заполнитель до предела насыщения, выполняя выше названные функции и,
вместе с тем, сохраняя необходимые адгезионные связи между древесиной и
матрицей полимерного композиционного материала.
Summary: The prospects of combating the phenomenon of constrained
swelling of wood. Investigated the effect amounted to about two dozen Islands
capable fast enough to impregnate the wood filler to the saturation limit,
performing the above mentioned features and at the same time, to preserve the
necessary adhesive bond between the wood and polymeric matrix composite
material.
Ключевые слова: полимерный композиционный материал, древесина,
гидрофобизирующие составы, предельная влажность
Keywords: composites, wood, water-repellent compositions, humidity limit
Исследования связаны с определением абсолютных деформаций ребер
куба из полимерного композиционного материала, погруженного в воду[1].
Куб из ПКМ представлял собой кубик из древесины сосны с размером ребер
45 мм, высушенный до влажности 7…8% и помещенный в оболочку из
полимерного раствора, армированного тремя слоями стеклосетки и затем
отвержденного. Было установлено, что в оболочке деревянного кубика,
толщина которой равнялась 12.5 мм, уже через 2 месяца экспозиции в воде
возникли трещины, причиной появления которых являлась вода,
диффузионно проникающая к высушенному деревянному кубику и
вызывающая давление стесненного набухания древесины, приведшее к
разрушению оболочки.
Рядом мер, в том числе в результате применения гидрофобизирующих
составов для обработки поверхности изделий удалось обеспечить
466
монолитность структуры ПКМ, за счет увеличения его предельной
растяжимости. И все же пришлось констатировать факт того, что ни
защитная оболочка толщиной 12.5 мм, которая, как показали исследования
извлеченного из оболочки деревянного кубика, проникла в древесину на
2…3мм, не смогли защитить ее от проникновения воды.
На первый взгляд подобный результат подталкивал к выводу о том,
что армировать ПКМ древесиной не следует. Однако такое решение было
отклонено по следующим соображениям:
1. В ПКМ древесную щепу было необходимо сушить, т.к. вода,
находящаяся в ней, способна ингибировать реакцию полимеризации. Но
затем, когда отвержденный образец помещался в воду, сухая древесина
начинала интенсивно ее впитывать и набухать. Отсюда был сделан вывод о
том, что в ПКМ армирующий древесный заполнитель надо укладывать
влажным или пропитанным какими-либо составами.
2. Древесина содержит капилляры и поры различных размеров.
Крупные капилляры могут заполняться водой, которая мало влияет на
состояние древесины и ее качество как строительного материала. Она
сравнительно легко проходит в капилляры и поры, заполняет полости и
может составлять 100…200% к массе абсолютно сухой древесины, но она
также сравнительно быстро и легко удаляется из них при сушке.
Такие поры и капилляры заполняются водой не только при контакте с
ней, но и в условиях влажного воздуха, тем более в пропитанной водой среде
цементного камня, в связи с гигроскопичностью древесины и по законам
капиллярных сосудов. Эта гигроскопическая влага сорбируется на стенках
клеток и частично переходит в коллоидно-связанное состояние с веществом
дерева.
Предельное насыщение древесины гигроскопичной влагой составляет
в среднем 30% к массе абсолютно сухой древесины (Wп.н=30%), называемое
точкой насыщения волокон. Насыщение гигроскопической влагой до этой
точки сопровождается набуханием древесины и ухудшением ее физикомеханических свойств. Увеличение влажности после 30% ее содержания в
древесине почти не отражается на свойствах последней и, что самое главное,
не увеличивается ее объем за счет набухания [2].
Следовательно напрашивался вывод о том, что полимерный материал
надо армировать не просто влажной древесиной, а увлажненной до предела
насыщения, что должно предотвратить по крайней мере разрушения
цементной матрицы на время набора ею марочной прочности.
Предполагается, что в дальнейшем древесина может периодически
467
подсыхать и снова увлажняться, но при этом, если гидрофобизирующая
защита и модификация структуры полимерного материала на основе
цементного бетона с целью повышения его прочности будут
недостаточными, то давление стесненного набухания древесины не будет
превышать предела его прочности при растяжении, а деформации –
предельной растяжимости, т.к. древесина уже заняла свое место в структуре
ПКМ.
Дальнейшие исследования были направлены на то, чтобы увлажнять
древесину до предела насыщения не просто водой, а составами, способными
защитить ее от гниения и, в идеале, связывать экстрактивные вещества, в
том числе полисахариды, ингибирующие процесс схватывания полимерного
материала на основе цементного бетона, или препятствующими их
выделению из древесины.
Для исследования зависимостей нарастания влажности древесины
сосны применяли образцы – кубики размером 30×30×30 мм, которые в
начале высушивали до абсолютно сухого состояния, взвешивали, а затем
выдерживали в лаборатории до влажности 12±2%, которую они набирали за
24…25 ч. Кроме этого, производили промежуточное взвешивание через 5…6
ч, т.к. за примерно такое время происходит активное отверждение матрицы
ПКМ. Затем образцы покрывали в 1…3 слоя гидрофобизирующими
составами, которые либо впитывались в древесину, либо создавали на ее
поверхности защитную пленку, помещали в емкость с водопроводной водой
с температурой 15…18ºС и производили их взвешивание через каждые 24 ч,
в том числе контрольных необработанных образцов, также помещенных в
воду.
Составы используемые в эксперименте: раствор сырого каучука,
получаемого на заводе АО “Воронежсинтезкаучук”, в керосине (предел
насыщения наступал через 35, 50 и 74 часа); раствор низко молекулярного
полиэтилена (НМПЭ) в керосине, отход производства полиэтилена керосине
(предел насыщения наступал через 50, 57 и 60 часов); раствор
дивинилстирольного термоэластопласта ДСТ-30-0.1-Р, произведенного на
АО “Воронежсинтезкаучук” (предел насыщения наступал через 44, 50 и 60
часов); пропитывали раствором эфира глицериновой таловой канифоли в
керосине (ЭГТК), г. Нижний Новгород, АО “Оргсинтез” керосине (предел
насыщения наступал через 40, 83 и 87 часов)
Каждая экспериментально полученная точка представляет собой
средне арифметическое значение влажности трех образцов – близнецов на
время их экспозиции в воде. Кроме этого, проектируя точки пересечения
468
графиков с линией, имеющей ординату, равную W 30% , на ось абсцисс,
определяли время достижения образцами предела насыщения их
гигроскопической водой и частично жидкими гидрофобизирующими
составами.
Поскольку предварительный анализ показал, что ни один из
используемых составов не герметизирует древесину от проникновения воды,
а лишь в той или иной мере тормозит этот процесс, было решено сократить
сроки экспозиции в ней до 48 ч. с целью определения времени наступления
предельного насыщения, равного 30%.
По этой сокращенной методике испытывали образцы древесины сосны
тех же размеров, имеющих предварительную влажность 12±1%.
Их погружали в отработанное машинное масло (рис. 3.6, 2),
пропитывали лаком КОРС, получаемым дополимеризацией кубового остатка
ректификации стирола малеиновым ангедридом. В КОРС сухой остаток
составляет примерно 50%, остаточный стирол – 0.5…1.0%. (Он растворяется
в толуоле, для снижения вязкости можно добавлять керосин. КОРС
производится на Нижне-Камском химическом комбинате), а также латексом
БС-65+30% ДММА 65 ГП, в который добавляли растертую в ступке
пиритовые огарки [3] в количестве 2% от массы состава, или готовую муку,
которую получали с химического завода г.Уварово Тамбовской области.
При использовании образцов, имеющих комнатную влажность 12±1%,
время достижения предела насыщения при обработке лаком КОРС равнялась
12 ч, отработанным машинным маслом – 15 ч. При обработке латексом,
смешанной с пиритовой мукой, через двое суток суммарная абсолютная
влажность составляла лишь 14%, что говорит о хорошем качестве такого
вида покрытия поверхности древесины (рис. 3.6). Однако и в этом случае
очевидно, что при поступлении влаги из полимерного материала на основе
цементного бетона – процесс насыщения медленно, но будет продолжаться.
С целью проверки литературных данных о том, что после предельного
насыщения древесины водой прекращается нарастание деформаций
набухания по направлению осей ее анизотропии, в частности в наиболее
опасном тангенциальном, был поставлен эксперимент.
Таким образом, подтвержден предварительный вывод о том, что без
предварительной пропитки армирующего древесного заполнителя жидкими
растворами до Wп.н=30% матрица ДЦБКМ будет давать трещины под
влиянием давления набухания.
Библиографический список
1.
Стородубцева
Т.Н.
Обеспечение
трещиностойкости
композиционного материала на основе древесины для железнодорожных шпал
469
при отверждении и всестороннем увлажнении.: Автореф. дис….канд. техн.
наук. – Воронеж, 1999. – 20 с.
2.
Общий курс строительных материалов: Учеб. Пособие для строит.
спец. вузов / И.А. Рыбьев, Т.И. Арефьева и др.: Под ред. И.А. Рыбьева. – М.:
Высш.шк., 1987. – 584 с.
3.
Золочевский В.А., Хрулев В.М. Латексное покрытие для защиты
древесностружечных плит от увлажнения // Изв. вузов Лесной журнал, 1983. –
№ 1. – С. 101–103.
УДК 630*383.4
МЕРЫ ПО ОБЕСПЕЧЕНИЮ ВОЗМОЖНОСТИ СОВМЕЩЕНИЯ
ПОЛИМЕРНОГО МАТЕРИАЛА НА ОСНОВЕ ЦЕМЕНТА И
ДРЕВЕСИНЫ
MEASURES FOR THE POSSIBILITY OF COMBINATION OF THE
POLYMERIC MATERIAL ON THE BASIS OF CEMENT AND WOOD
Черников Э.А., к.т.н.
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/4021
Аннотация: представлены перспективы нейтрализации экстратов
древесины. Традиционная защита носит временный характер, т.е. оправдана
на период формования структуры цементного камня и набора прочности [6].
В дальнейшем частицы древесины могут подвергаться действию влаги
воздуха и атмосферных осадков. Это активизирует частицы, вызывая
опасные влажностные напряжения в цементной матрице в результате их
набухания, что приводит к ее разрушению. В последнее годы получили
развитие методы предварительной обработки древесного заполнителя
защитными составами.
Summary: The prospects neutralization ekstrat tree- Vecino . Traditional
protection is temporary, ie warranted for a period of forming the structure of
cement stone and curing [6]. Later wood particles can be exposed to moisture in
the air and precipitation. This activates the particles , causing the humidity
dangerous stresses in the cement matrix due to their swelling , which leads to its
destruction . In recent years, the development of methods for pretreatment of
wood filler protective compounds.
470
Ключевые слова: защита, древесина, заполнитель, водостойкость.
Keywords: protection , timber, aggregate, water resistance.
Несмотря на то, что древесина и цементный бетон самые
распространенные строительные материалы, композитов на их основе
создано мало. Одним из таких материалов является арболит – легкий бетон
на минеральном вяжущем и древесном заполнителе. Заполнитель для него
получают дроблением кусковых отходов деревообработки, дровяной
древесины, отходов лесопиления, т.е. это такие материалы, которые
предполагается использовать и в полимерном композиционном материале.
Наиболее массовым видом вяжущего является портландцемент. При этом
требуется защита твердеющего цементного теста от разрушающего действия
сахаров и экстрактивных веществ древесины [1, 2, 3].
Для нейтрализации экстратов древесины в смесь добавляют хлористый
кальций, жидкое стекло, сернистый глинозем. При изготовлении арболита из
древесины лиственницы, дробленку рекомендуется обрабатывать сначала
0.3…0.5% раствором едкого натрия, затем раствором сульфата алюминия и
хлористого кальция. Причем расход хлористого кальция принимается на
2…3% больше, чем сульфата алюминия [4, 5].
Такая традиционная защита носит временный характер, т.е. оправдана
на период формования структуры цементного камня и набора прочности [6].
В дальнейшем частицы древесины могут подвергаться действию влаги
воздуха и атмосферных осадков. Это активизирует частицы, вызывая
опасные влажностные напряжения в цементной матрице в результате их
набухания, что приводит к ее разрушению.
В последнее годы получили развитие методы предварительной
обработки древесного заполнителя защитными составами. Эффективным
способом комплексной защиты древесных частиц от влаги и ее последствий
(экстракция, набухание), является смачивание этого армирующего
заполнителя разбавленным бутадиенстирольным латексом СКС-65ГП с
последующей присыпкой смоченных частиц цементной пылью или
стандартным цементом.
Латекс образует на поверхности частиц тонкую водонепроницаемую
пленку, а присыпка препятствует их слипанию и кроме этого, необходима
для образования сыпучей древесной массы с целью последующего ее
перемешивания с цементным тестом. Древесный заполнитель, обработанный
подобным образом становится сыпучим, т.к. на частицах формируется
покрытие, обладающее прочностью и стойкостью к абразивному действию
471
цементного теста [4].
При применении данной технологии использования каких-либо
химических добавок не требуется, т.к. водорастворимые экстрактивные
вещества древесины блокированы полимерцементной пленкой и не
препятствуют нормальному протеканию процесса твердения цемента.
Расход цемента для образования на поверхности древесных частиц
сухой не слипающейся пленки составляет 40…45% от общего расхода
цемента для приготовления 1 м3 арболита класса В 35, т.е. 200 кг [5, табл.9].
Расход латекса для обработки 1 кг дробленки составляет 0.06…0.08 кг
по сухому остатку, т.е., при массе древесного заполнителя 250 кг [5, табл.9],
равен приблизительно 18 кг на 1 м3 арболита.
Данные, касающиеся основных физико-механических свойств,
стойкости к переменным температурно-влажностным и атмосферным
воздействиям арболита с добавкой латекса, а также контрольных образцов,
изготовленных по обычной технологии, т.е. с применением в качестве
минерализатора комплексной химической добавки (сернокислый алюминий
и жидкое стекло), приведены в таблице 2.3. В ней использованы данные [5].
Их анализ показывает, что утверждение “водонепроницаемость” пленки из
латекса СКС-65ГП на поверхности древесного заполнителя арболита,
сделанное К.Я. Мартыновым [6] на основании данных работ [3, 4],
противоречит величине водопоглощения этого материала за 24ч., которое
равно 36% [3 и 6].
Отсюда следует, что надо провести дополнительное исследование для
выявления возможности применения данного вида латекса и предложенной
технологии защиты цементного камня от разрушающего действия сахаров и
экстрактивных веществ древесины в ДЦБКМ.
Низкая водостойкость латекса СКС-65ГП отмечена и в работе [7],
выполненной под руководством В.М. Хрулева. Эта работа была связана с
повышением водостойкости ДСП на карбамидном связующем КФ-МТ. Для
этой цели в СКС65-ГП, имевшем следующие показатели: концентрация –
47%, вязкость по В 3-4 – 12…15с, Нр – 11, вводили минеральную добавку –
пиритные огарки (пиритную муку) следующего состава, %: Fe2O3 – 63.15;
FeO – 6.2; SiO2 – 12.47; CaO – 6.29; MgO – 1.3; Al2O3+TiO2 –3.75; п.п.п. –
остальное. Точность помола огарков на ПСХ-2 – 2500 см2/г.
Пиритную муку вводили в количестве 2% от массы латекса, которое
было признано оптимальным Наиболее важным результатом применения ее
в качестве добавки в латекс является достижение образцами ДСП
472
максимальных водопоглощения – 0.69% и набухания – 0.89%, что
значительно меньше требований, установленных ГОСТ 10632-77.
Нас привлек и факт того, что в начальный момент (4…5 ч.) образцы
почти не поглощают влагу, а это важно для создаваемого нами ДЦБКМ, т.к.
конец схватывания портландцемента завершается через 4.5…5.0 ч. [8].
Нами было решено применить данный вариант покрытия древесного
заполнителя еще и потому, что запасы пиритных огарков в отвалах
сернокислых и сульфат-целлюлозных заводов огромны.
Представлялось целесообразным применить в нашем исследовании их
быстротвердеющий
состав
бетона
на
основе
портландцемента,
предложенный для плит покрытий лесовозных автомобильных дорог.
Он являлся матрицей композиционного материала, в котором роль
заполнителя играла щепа с содержанием мелких фракций (5…15 мм) более
45% [1], т.к. это арболит.
Например, расход материалов на 1 м3 древесно-цементного бетона был
таким (кг):цемент –350; гипс – 7; негашеная молотая известь –52.5; соляная
кислота – 7; древесные заполнители – 429; вода – 225, водо-цементное
отношение 0.55.
Объемная масса этого материала равнялась 1 т/м3, предел прочности
при сжатии – 6.0 МПа, растяжении – 1.3 МПа, изгибе – 1.4 МПа, модуль
упругости при сжатии 6∙103 МПа, т.е. характеристики очень низкие.
В данном материале нас привлекло содержание в нем соляной
кислоты. Ее введение в состав бетона В.К. Курьянов аргументировал тем,
что она может локализовать действия некоторых компонентов древесины,
выделяющихся из нее под действием воды и отрицательно влияющих на
процесс твердения цемента в начальный период твердения.
Процесс локализации заключается в том, что соляная кислота,
проникая внутрь молекулы целлюлозы этерифицирует отдельные ее
гидроксилы с образованием сложных эфиров. Такая молекула набухает и
постепенно переходит в раствор. При таком действии кислоты гидролиз
почти отсутствует, происходит процесс деполимеризации, что препятствует
образованию моносахаров и их вымыванию из древесины.
Кроме этого, при обработке соляной кислотой в древесине образуется
цемент Сореля (хлорокись магния), который заполняет ее сосуды и
внутриклеточное пространство. Древесина при этом становится достаточно
стойкой к действию воды.
Библиографический список
1. Глуховский В.А. Производство бетонов и конструкций на основе
шлакощелочного вяжущего. – Киев: Будивельник, 1988. – 215 с.
473
2. Хрулев В.М., Магдалин А.А. Арболит на шлакощелочном вяжущем // Изв.
ЖКА. Гор. хоз-во и экология, 1995. – № 3. – С. 48–51.
3. Величко Б.П., Машкин Н.А. и др. Технология атмосферостойкого арболита
с автоматизированной обработкой древесного заполнителя // Изв. вузов.
Строительство, 1994. – № 3 – С. 53–56.
4. А.С. 735236 СССР, МКИ С 04 В 28/04. Способ приготовления арболита /
В.М. Хрулев, Н.А. Машкин, И.А. Петякшин. – опубл 23.05.92, Бюл. № 19.
5. Хрулев В.М., Дидник В.Т. и др. Строительные материалы в малоэтажном
домостроении Севера и Сибири.: Под ред. В.М. Хрулева. – Л.: Стройиздат,
Ленингр., отд-ние, 1989. – 152 с.
6. Мартынов К.Я. Комплексная защита древесины в строительных изделиях и
конструкциях. – Новосибирск.: “Наука” Сиб. издат. фирма РАН, 1996. – 162
с.
7. Золочевский В.А., Хрулев В.М. Латексное покрытие для защиты
древесностружечных плит от увлажнения // Изв. вузов Лесной журнал, 1983.
– № 1. – С. 101–103.
8. А.С. 1152002 СССР. Деревянное покрытие колейных автомобильных дорог /
В.В. Захаров, З.С. Цофин, Л.С. Матвиенко и др. (СССР). Бюл. изобр., 1985. –
№ 6.
УДК 674.04
ИССЛЕДОВАНИЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
ДЕКОРАТИВНЫХ ПИЛОМАТЕРИАЛОВ ИЗ
ОЦИЛИНДРОВАННЫХ БРЕВЕН
RESEARCH OF SAWN DECORATIVE TIMBER PRODUCTION
TECHNOLOGY FROM ROUND LOGS
Шарапов Е.С., к.т.н., доцент
ФГБОУ ВПО «Поволжский государственный технологический университет»,
г. Йошкар-Ола, Россия
Смирнова Е.В., магистрант
ФГБОУ ВПО «Поволжский государственный технологический университет»,
г. Йошкар-Ола, Россия
DOI: 10.12737/4022
Аннотация:
Предложена
новая
технология
производства
пиломатериалов из оцилиндрованных бревен. Представлены результаты
математического моделирования при определении величины объемного
(полезного) выхода декоративных пиломатериалов.
Ключевые слова: способ раскроя, декоративный пиломатериал,
474
оцилиндрованное бревно, математическая модель, объёмный выход
пилопродукции.
Summary: The new technology of production of sawn timber from round
logs. The results of mathematical modeling in the determination of the volumetric
yield of sawn timber.
Keywords: sawing technology, decorative timber material, round log,
mathematical model, volumetric yield of sawn timber.
На данный момент в лесопромышленной отрасли прослеживается явный
спад заготовки высококачественной древесины. Решением данной проблемы
может стать более широкое использование в качестве исходного сырья
маловостребованной древесины [1- 3], в том числе небольшого диаметра и
отходов производства оцилиндрованных бревен.
Целью исследования является определение влияния геометрических
характеристик оцилиндрованных бревен и получаемых декоративных
пиломатериалов на величину объемного (полезного) выхода.
В ходе патентных и литературных исследований была найдена
технология получения декоративных пиломатериалов из тонкомерных бревен
заключающаяся, во фрезеровании продольного паза в оцилиндрованном бревне
и последующем его раскрое на сегменты и доску [4]. Недостатком данного
способа является низкий полезный объемный выход получаемых декоративных
пиломатериалов и отсутствие возможности совместного использования
декоративных пиломатериалов, полученных из бревен различного диаметра
при формировании единого художественно-конструкторского решения – при
декорировании поверхностей.
С учетом вышеизложенного, нами был предложен способ раскроя
оцилиндрованных бревен [5], схема которого показана на рисунке 1.
475
Рисунок 1 – Схема раскроя оцилиндрованных бревен по новому способу, где
R – радиус оцилиндрованного бревна, h – расстояние от оси бревна до
выфрезерованного укладочного паза, (R-x-y) – расстояние от оси бревна до
плоскости раскроя
Новый способ заключается в раскрое оцилиндрованного бревна с
выфрезерованным укладочным пазом, по симметричным плоскостям,
находящимся на расстоянии 0,25 0,5 R (где R - радиус бревна) от
плоскости симметрии заготовки. Причем с целью получения единого
художественно-конструкторского
замысла
получаемый
декоративный
0
пиломатериал разворачивается друг относительно друга на 180 в продольной
и поперечной плоскостях, стыкуется между собой и крепится плоской
поверхностью к основе, при этом между стыковыми поверхностями
пиломатериалов укладывается утеплитель, например, на основе природного
волокна.
Одним из вариантов оценки эффективности способов раскроя является
анализ величины объемного полезного выхода конечной продукции. Была
разработана математическая модель определения величины объема
полученных
декоративных
пиломатериалов
с
учетом
радиуса
оцилиндрованного бревна, расстояния от оси бревна до плоскости раскроя и
расстояния от оси бревна до выфрезерованного укладочного паза:
476
Vп / м L S п / м
2
2
4
R
h
R
2
L h R R
3
2
Y
(1)
На основании математического моделирования с использованием
формулы (1) и при варьировании радиуса оцилиндрованнного бревна и
расстояния от оси бревна до плоскости раскроя, рассчитаны величины
объемного
(полезного)
выхода
декоративных
пиломатериалов
из
оцилиндрованных бревен. Результаты представлены в таблице 1.
Таблица 1 - Объемный выход декоративных отделочных пиломатериалов, %
Y, м
R, м
0
0,005
0,01
0,015
0,02
0,025
P, %
0,08
0,09
0,1
0,11
0,12
0,13
0,14
40,4120
47,9180
55,4240
62,9299
70,4359
77,9419
40,0263
39,9706
39,6785
39,5992
39,3701
39,0925
46,6176
45,5602
45,4438
44,6273
43,9228
43,3063
53,2646
51,5213
50,8613
49,5761
48,4756
47,5201
59,9116
57,4823
56,2787
54,5249
53,0284
51,7338
66,5585
63,4433
61,6962
59,4737
57,5812
55,9476
73,2055
69,4043
67,1137
64,4225
62,134
60,1614
В программной среде Table Curve 3D была построена поверхность
отклика объемного выхода декоративных пиломатериалов - рисунок 2.
P, %
Y, м
R, м
Рисунок 2 – Поверхность отклика объемного (полезного) выхода
декоративных пиломатериалов
477
Приведены основные статистические характеристики взаимодействия
величины объемного (полезного) выхода декоративных пиломатериалов,
радиуса оцилиндрованного бревна и расстояния от оси бревна до плоскости
раскроя:
(R2=0.9986,
скорректир.
R2=0.9984,
стандартная
ошибка
аппроксимации 0.408, F-статистика 5266.955 (при Р=0.00000)), модель и ее
коэффициенты значимы.
Выводы:
1. Разработана
и
запатентована
новая
технология
раскроя
оцилиндрованных бревен, нацеленная на производство декоративных
пиломатериалов и позволяющая повысить величину объемного
(полезного) выхода;
2. Разработана математическая модель определения величины
объемного (полезного) выхода конечной продукции;
3. На основе математического моделирования получена зависимость
изменения величины объемного (полезного) выхода. Наибольшее
влияние на выходную величину оказывает расстояние от оси бревна
до плоскости раскроя оцилиндрованного бревна.
Библиографический список
1.
Торопов, А.С. Новые технологии раскроя древесины, пораженной
сердцевинной гнилью /А.С. Торопов, Е.С. Шарапов//Вестник Московского
государственного университета леса. Лесной вестник. -2008. -№ 8. -С. 59-62.
2.
Шарапов, Е.С. Разработка технологии получения строганого шпона
из древесины березы с ядровой гнилью : дис. ... канд. тех. наук (05.21.05 Древесиноведение, технология и оборудование деревопереработки) / Е.С.
Шарапов. – Архангельск., 2008. – 154 с. – 04200812696.
3.
Краснова, В.Ф. Рациональное использование древесины дуба с
кольцевыми поражениями из-за воздействия низких температур: дис. ... канд.
тех. наук (05.21.05 - Древесиноведение, технология и оборудование
деревопереработки) / В.Ф. Краснова. – Архангельск., 2011. – 190 с. –
04201154805.
4.
Патент № 2110400 Российская Федерация, МПК В 27 В 1/00.
Способ производства декоративных пиломатериалов из тонкомерных бревен/
Борисов В.А.; заявитель и патентообладатель Борисов В.А. – заявка №
94001070; заявл. 11.01.1994; опубл. 10.05.1998; Бюл. № 13.
5.
Полож. реш. на патент РФ. Заявка 2013104417 РФ, МПК В 27 В
1/00. Способ производства декоративных пиломатериалов из оцилиндрованных
бревен [Текст] / Шарапов Е.С., Смирнова Е.В.; заявитель Поволжский
государственный технол. университет - № 2013104417; заявл. 01.02.2013;
положит. решение 03.04.2014 - 9 с.
478
УДК 674.028.9
К СОЗДАНИЮ КЛЕЕВЫХ СОЕДИНЕНИЙ ДРЕВЕСИНЫ
ПОВЫШЕННОЙ ПРОЧНОСТИ
CREATION OF WOOD ADHESIVE JOINTS OF HIGH STRENGTH
Шатилова Е.А., студентка
Научный руководитель: проф. Попов В.М.
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
г. Воронеж, Россия
DOI: 10.12737/4023
Аннотация: исследуется влияние импульсного магнитного поля на
структуру клеев, используемых для склеивания древесины. Показано
увеличение прочности клеевых соединений древесины на основе
магнитообработанных клеев.
Summary: Influence of pulsed magnetic field on the adhesives structure, used
for wood gluing is researched. Increase of the bonding strength of wood, based on
magnetically adhesives, is shown.
Ключевые слова: клеевое соединение, древесина, импульсное
магнитное поле, напряженность поля, предел прочности.
Keywords: adhesive joint, wood, pulsed magnetic field, field stress, strength
limit.
На современных деревообрабатывающих предприятиях широко
применяется склеивание отдельных деталей и узлов из древесины. Известно,
что основным показателем качества изделий из клееной древесины является
прочность клеевых соединений [1].
Для
создания
клееной
древесины
повышенной
прочности
совершенствуется технология склеивания, разрабатываются полимерные клеи
новых модификаций. Вместе с тем как свидетельствуют производственные
испытания клееных конструкций, показатели по прочности клеевых
соединений древесины во многих случаях далеки от предъявляемых к клеевой
древесине требований.
Предложенные в последнее время интенсивные технологии склеивания на
основе полимерных клеев, подвергнутых магнитной или электрической
обработке [2], можно отнести к прорывным технологиям. Проведенными
исследованиями установлено структурное изменение полимерной матрицы клея
под воздействием физических полей, когда протекает процесс упорядочения в
расположении макромолекул полимера и их сближение между собой [3].
В данном сообщении рассматривается процесс формирования клеевого
шва на основе клея, подвергнутого воздействию импульсного магнитного поля.
Есть основания предполагать, что применение более энергетически активного
импульсного поля по сравнению с ранее применяемым постоянным магнитным
полем, позволит создавать клеевые соединения древесины с более высокой
прочностью.
Выдвинутое предположение подтверждается результатами ранее
проведенных исследований по влиянию импульсного магнитного поля на
расплав полимера в процессе его полимеризации как полимерного покрытия
[4]. Установлено заметное повышение адгезионной прочности полимерных
покрытий при воздействии на расплав полимера импульсным полем в
сравнении с обработкой покрытия в постоянном магнитном поле.
В целях реализации предлагаемой технологии обработки клеев,
используемых
в
деревопереработке,
разработана
и
изготовлена
экспериментальная установка, принципиальная схема которой представлена на
рисунке.
Рисунок - Принципиальная схема установки для обработки в импульсном
магнитном поле емкости с клеем.
480
1 - обмотка электромагнита; 2 - башмаки электромагнита; 3 - рабочая
ячейка с нагревательным устройством; 4 - ярмо; 5 - блок питания; 6 потенциометр; 7 - источник питания нагревательного устройства; 8 пульсатор.
Основным элементом установки является электромагнитный индуктор.
За счет двух подвижных башмаков появляется возможность изменять
расстояние между полюсами электромагнита и таким образом регулировать
напряженность магнитного поля от 0 до 30∙104 А/м. Подвергаемый обработке
клей помещался в рабочую ячейку в виде фторопластовой кюветы, которая
располагалась между полюсами электромагнита. Здесь же располагался
нагревательный элемент. Входящий в состав установки пульсатор позволял
создавать импульсное поле с периодом импульсов Т=1…10 с.
В качестве исследуемого объекта использовался полимерный компонент
карбамидоформальдегидного жизнеспособного клея (КФЖ).
Время разовой выдержки в импульсном магнитном и отдельно в
магнитном поле полимерного компонента при температуре 40 °С составляло 20
мин.
После обработки полимерный компонент соединялся с отвердителем и
полученная композиция наносилась на склеиваемые поверхности высушенных
дубовых заготовок, из которых после отверждения клея изготавливались
стандартные образцы для испытаний клеевых соединений на прочность при
скалывании вдоль волокон. Расход клея составлял 180…250 г/м2. Отверждение
клеевого шва осуществлялось в термошкафу при температуре 60 °С в течение
суток. Готовые образцы затем испытывались на разрывной машине ИР-50-3 на
предел прочности при скалывании вдоль волокон.
Полученные в процессе исследований результаты представлены в
таблице.
Таблица - Результаты испытаний на прочность клеевых соединений
древесины дуба на основе клея КФЖ, обработанного в импульсном и
постоянном магнитном поле.
Предел прочности
Предел прочности на
Напряженность
Число
на скалывание для
скалывание для
магнитного поля
колебаний
импульсного
постоянного
-4
Н∙10 , А/м
в сек.
магнитного поля,
магнитного поля,
МПа
МПа
0
0
6,5
6,5
3,3
3
8,15
7,9
3,3
7
8,32
7,9
3,3
10
8,51
7,9
481
10,6
10,6
10,6
17,5
17,5
17,5
24,3
24,3
24,3
3
7
10
3
7
10
3
7
10
9,9
10,7
11,2
11,7
12,0
12,4
12,1
12,6
12,9
9,45
9,4
9,15
10,4
10,4
10,4
10,7
10,7
10,7
Как видно из таблицы, прочность клеевых соединений на основе клея,
обработанного в импульсном магнитном поле более чем на 20 % выше, чем
при обработке в постоянном магнитном поле.
Предлагаемый технологический прием получения клеевых соединений
древесины повышенной прочности может найти применение на
деревообрабатывающих
предприятиях. Реализация на практике данной
технологии не представляет особых трудностей и экономически выгодна.
Библиографический список
1.
Фрейдин А.С. Прогнозирование свойств клеевых соединений
древесины [Текст] / А.С. Фрейдин, К.Т. Вуба. - М.: Лесная промышленность,
1980. 224 с.
2.
Попов В.М. Влияние магнитных и электрических полей на
прочность клееной древесины [Текст] / В.М. Попов, А.В. Иванов, М.А.
Шендриков, А.В. Жабин // Вестник МГУЛ. Лесной вестник. 2009. №4. С.122126.
3.
Попов В.М. Влияние магнитной обработки полимерных клеев на
прочность клеевых соединений на их основе [Текст] / В.М. Попов, А.П.
Новиков,
А.В. Иванов // Механика композиционных материалов и
конструкций. 2012. Т.18.№3. С.414-421.
4.
Негматов С.С. Адгезионные и прочностные свойства полимерных
материалов и покрытий на их основе [Текст] / С.С. Негматов, Ю.М. Евдокимов,
Х.У. Садыков // Ташкент, 1979. 168 с.
482
УДК 674.04
ТЕРМОМЕХАНИЧЕСКИЕ ПУТИ ПЕРЕРАБОТКИ ДРЕВЕСНЫХ И
ПОЛИМЕРНЫХ ОТХОДОВ
THERMOMECHANICAL WAYS PROCESSING OF WOOD AND
POLYMER WASTE
Степанов В.В., к.т.н. каф. ПДМ,
Шаяхметов Ф.Ф., аспирант каф. ПДМ
ФГБОУ ВПО «Казанский национальный исследовательский технологический
университет»
г. Казань, Россия
DOI: 10.12737/4024
Аннотация: представлена термомеханические пути переработки
древесных и полимерных отходов с получением теплоизоляционноконструкционного материала.
Summary: represented by thermo mechanical ways processing of wood and
polymer waste to produce thermal insulation of construction material.
Ключевые слова: древесные отходы, теплоизоляционный материал,
полимерные отходы, смешение.
Keywords: wood waste, heat insulating material, polymer wastes, mixture.
Основными источниками образования древесных отходов являются
различные лесопромышленные комплексы и деревоперерабатывающие
комбинаты. Эти отходы могут найти применение в производстве щепы и
стружки, которая, в свою очередь, является ценным сырьем для производства
различных материалов и изделий. Одним из таких изделий является
теплоизоляционно-конструкционный материал из древесных и полимерных
отходов.
Нами была изобретена установка с помощью которого можно получить
теплоизоляционно-конструкционный
материал.
Свойство
пониженной
теплопроводности придает древесный наполнитель и химический элемент,
который в свою очередь вспенивает полимерные отходы. Древесные отходы и
полимерные отходы, которая в свою очередь выполняет роль связующего,
придают материалу высокие прочностные характеристики. Древесная
технологическая щепа толщиной 4 ±
2 мм используется в качестве
наполнителя, а в качестве химической добавки используют вспенивающий
агент азодикарбонамид.
Способ осуществляется согласно схемы (рисунок 1) получения материала,
которая состоит из сушильного аппарата 1, предназначенного для хранения и
сушки древесной щепы до 8-10 % относительной влажности при температуре
483
100-110 ºС, бункера 2, предназначенного для хранения технологической щепы,
питателя 3, предназначенного для дозированной подачи древесных частиц,
бункера 4, предназначен для хранения азодикарбонамида а для его
дозированной подачи предназначен питатель 5, бункера 6, предназначенной
для измельчения и хранения полимерных отходов, питателя 7,
предназначенного для дозированной подачи полимерных отходов, смеситель 8,
предназначенной для смешения компонентов при температуре 200-230 ºС,
питателя 9, предназначенной для дозированной подачи всей смеси
компонентов, формы 10, предназначенной для формования плитного
материала.
Рисунок 1- Схема способа получения теплоизоляционноконструкционного материала на основе древесных отходов
484
УДК 674-413
ОПТИМИЗАЦИЯ РАСКРОЯ БРЕВЕН НА ДОСКИ
ТРАПЕЦИИДАЛЬНОЙ ФОРМЫ
OPTIMIZATION OF CUTTING LOGS ON TRAPEZIUM BOARDS
Шевченко С.А., к.т.н., доцент,
Мартин И.А., магистрант
Харьковский национальный технический университет сельского хозяйства
им. Петра Василенко, г. Харьков, Украина
DOI: 10.12737/4025
Аннотация:
обоснована
целесообразность
выдерживания
фиксированного угла между кромками при производстве обрезных досок с
непараллельными кромками. Разработанная методика оптимизации указанного
угла.
Summary: expedience of observance of the fixed angle between the edges of
the edging boards with unparallel edges is grounded. The method of optimizing this
angle is developed.
Ключевые слова: обрезные доски, непараллельные кромки, угол.
Keywords: edged boards, unparallel edge, angle.
Одной из актуальных проблем производства пиломатериалов является
экономия древесины при производстве обрезных досок. Тенденция к
уменьшению толщины бревен приводит к снижению части пифагорической
зоны и уменьшению выхода досок с параллельными кромками.
Увеличить выход обрезных пиломатериалов можно, изготовляя обрезные
доски с непараллельными кромками [1]. Такие доски целесообразно
использовать в деревянном домостроении – для настила поверхностей полов,
потолков, обшивки стен и изготовлении щитовых изделий. Обрезка досок
параллельно сбегу приводит к тому, что доскам, которые отличаются местом в
поставе, присущие разные углы между кромками. Это ухудшает внешний вид и
усложняет сплачивание досок. Поэтому предлагается осуществлять обрезку
кромок так, чтобы угол между кромками был одинаковым для всех досок - т.е.,
был присоединительным размером.
Целью данной статьи является разработка методики оптимизации угла
между кромками обрезных досок с непараллельными кромками.
Рассмотрим раскрой бревна вразвал (с центральными досками) на доски
заданной толщины и шириной в вершинном торце не меньше заданного
предельного значения. Вычислим максимально допустимое расстояние от оси
бревна до внешней пласти наружной доски и определим количество досок:
485
2
H max r 2 Bmin
,
(1)
H
N 2 max ,
(2)
C
где H max – максимально допустимое расстояние от оси бревна до
внешней пласти наружной доски, м; r – радиус бревна в верхнем торце, м;
Bmin – минимальная ширина обрезной доски в верхнем торце, м; N –
количество досок; С – расход постава на вырезание доски, м.
На рис. 1 показаны эскизы досок и соответствующие углы и при
обрезке досок по сбегу. Утолщенной линией обозначено обрезку под
фиксированным углом .
Рисунок 1 – Эскизы центральной и боковой обрезных досок
Вычислим ширину торцов досок и угол между кромками:
BH i R 2 ( i C ) 2 ,
BB i r 2 ( i C ) 2
(3)
BH i BB i
,
i 2 arctg
(4)
2
L
где BН – ширина доски в нижнем торце, м; R – радиус бревна в нижнем
торце, м; i – номер доски; Н – расстояние от оси бревна до внешней пласти
доски, м; BB – ширина доски в верхнем торце, м; – угол между кромками
при обрезке по сбегу, град.
Вычислим ширину торцов досок при обрезке под фиксированным углом:
BB i ( ) BН i 2 L tg
, BH i ( ) BB i 2 L tg
,
(5)
2
2
где B – ширина доски в верхнем торце после обрезки кромок, м; L –
B
длина бревна, м; – угол между кромками, град; BH – ширина доски в
нижнем торце после обрезки кромок, м.
486
Объем трапециидальной доски вычисляется по формуле:
( B ( ) B ) h L / 2 , если
Bi
Нi
vi ( )
,
( ) B ) h L / 2 , если
(
B
Н i
Вi
где v – объем трапецеидальной доски, м3.
Тогда объем трапецеидальных досок, получаемых
определенной толщины, можно вычислить по формуле:
(6)
из
бревна
N ( r)
VS ( r , ) 2
vi ( r , )
,
(7)
i 1
где VS – объем трапецеидальных досок, вырезаемых из бревна
определенной толщины, м3.
Определим математическое ожидание объема досок, вырезаемых из
бревна, если в распиловку поступают бревна нескольких групп толщин:
J
V ( )
p j VS ( ri , )
,
(8)
j 1
где V – математическое ожидание объема досок, м3; p – доля бревен
определенной толщины.
Используя целевую функцию (8), сформулировать задачу оптимизации:
V ( ) max opt ,
(9)
где opt – оптимальный угол между кромками.
Вывод: разработана методика оптимизации угла между кромками
трапецеидальных досок по критерию максимального использования
древесины.
Библиографический список
1. Волынский, В.Н. Первичная обработка пиломатериалов на
лесопильных предприятиях [Текст] / В.Н. Волынский, С.Н. Пластинин. –М.:
Риэл-пресс, 2005. – 256 с.
487
Научное издание
АКТУАЛЬНЫЕ НАПРАВЛЕНИЯ НАУЧНЫХ
ИССЛЕДОВАНИЙ XXI ВЕКА: ТЕОРИЯ И ПРАКТИКА
Сборник научных трудов по материалам международной заочной научнопрактической конференции
2014 г. № 3 часть 2 (8-2)
(Volume 2, issue 3, part 2)
Материалы сборника публикуются в авторской редакции
Компьютерная верстка И.И. Шанин
Подписано в печать 12.05.2014г. Формат 60×90 /16. Объём 30,5 п. л.
Усл. печ. л. 30.5. Уч.-изд. л. 26,75. Тираж 100 экз. Заказ 113
ФГБОУ ВПО «Воронежская государственная лесотехническая академия»
ФГБОУ ВПО «ВГЛТА». 394087, г. Воронеж, ул. Тимирязева, 8
Отпечатано в типографии ООО "Просто типография"
394030 г. Воронеж, ул. Свободы, д. 69а, оф. 218а
488