вертикальный оптиметр: его схема и применение
advertisement

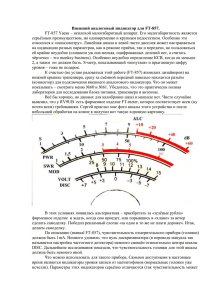
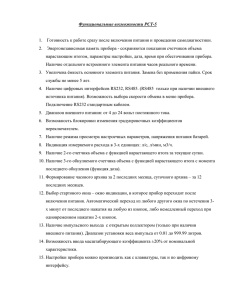
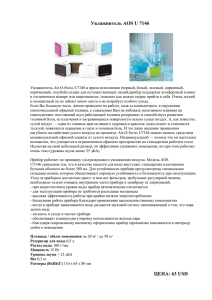
Министерство образования и науки Российской Федерации Саратовский государственный технический университет ВЕРТИКАЛЬНЫЙ ОПТИМЕТР: ЕГО СХЕМА И ПРИМЕНЕНИЕ Методические указания к выполнению лабораторной работы по курсу «Метрология, стандартизация и сертификация» для студентов специальностей 15170165, 19010965 и направлений 19060062, 19070062,15010062, 15040062, 15070062, 15100062, 15190062, 08010062, 22200062 очной и заочной форм обучения Одобрено редакционно-издательским советом Саратовского государственного технического университета Саратов 2012 Цель работы: изучение принципа работы, метрологических показателей, конструкции вертикального оптиметра и область его применения; расчёт погрешности схемы прибора; освоение методики настройки и измерения на вертикальном оптиметре. ОПИСАНИЕ ПРИНЦИПА РАБОТЫ И КОНСТРУКЦИИ ПРИБОРА Одним из распространенных оптико-механических приборов является вертикальный оптиметр. Вертикальный оптиметр типа ОВО-I модели ИКВ показан на рис. 1. Он предназначен для относительного измерения линейных размеров деталей с высокой точностью. Штатив прибора имеет массивное чугунное основание 1, на котором установлена винтовая колонна 2 и регулируемый столик 9. Вдоль колонны перемещается кронштейн 3 с помощью гайки 5, в котором установлена трубка оптиметра 6, являющаяся основной частью прибора. Кронштейн фиксируется на колонне стопорным винтом 4, а трубка оптиметра в кронштейне 3 – винтом 7. Грубую установку измерительного наконечника трубки оптиметра относительно столика 9 осуществляют вращением кольца 5, а точную – продольным перемещением столика при помощи гайки 11, которая связана с ним. Положение столика по высоте фиксируется стопорным винтом 12. Для установки плоскости подвижного столика перпендикулярно оси измерительного наконечника служат регулировочные гайки 10, которые фиксируются стопорными винтами 13. При выполнении работы гайки 10 вращать не следует, т.к. установка столика производится заранее. Работа вертикального оптиметра основана на принципе автоколлимации и оптического рычага. Автоколлимационными называются системы, проецирующие изображение шкалы при помощи зеркала в плоскость самой шкалы. Принцип автоколлимации – способность объектива (рис. 2 а) превращать пучок лучей, исходящих из точек M, N, расположенных во фронтальной плоскости 2, на фокусном расстоянии F в параллельные лучи. Параллельные лучи, попадая на плоскость зеркала 3, отражаются от него и собираются в ту же точку М или N. Принцип оптического рычага заключается в следующем: если зеркало 3 отклонить на некоторый угол α (рис. 2 б), то направление отраженных лучей изменится на угол 2α, в результате чего изображение точки М переместится в точку В на расстояние t. Конструктивно автоколлимационная система оптиметров выполнена в виде оптиметровой трубки (рис. 3), являющейся основной частью прибора. Для удобства измерения трубка оптиметра имеет Г-образную форму, и в ее оптическую систему введена призма 8 полного внутреннего отражения. Шкала, служащая для произведения отсчета, нанесена на пластинке 4. 2 Эта шкала освещается при помощи зеркала 7 и призмы 5. Пластинка со шкалой помещена во фронтальной плоскости объектива 9, за которым находится плоское поворотное зеркало 10, опирающееся на измерительный стержень 6. Рис. 1. Общий вид прибора а б Рис. 2. Принцип автоколлимации Пучок света от постоянного источника при помощи шарнирно закрепленного зеркала 7 направляется в призму 5. Лучи света, отражаясь от грани этой призмы, проходят через прозрачную стеклянную пластинку 4, на которой нанесена шкала. Лучи света от шкалы, проходя через призму 8, изменяют свое направление на 90º и, пройдя через объектив 9, параллельным пучком падают на поворотное зеркало 10. Отразившись от зеркала, 3 световой поток дает автоколлимационное обратное изображение шкалы в правой части окулярной сетки, на которой нанесен указатель. Изображение отраженной шкалы рассматривается глазом через окуляр 3. Рис. 3. Трубка оптиметра 4 Зеркало 10 прижимается к измерительному стержню пружиной 2, которая создает измерительное усилие. Изменение положения измерительного стержня 6 приводит к изменению положения поворотного зеркала 10 (поворачивается на угол α). В трубке оптиметра фокусное расстояние F = 200 мм, длина механического рычага С = 5 мм, что обеспечивает передаточное отношение S = = 2F/C = 2 200/5 = 80. Шкала оптиметра имеет число делений n = 200 с интервалом делений = 0,08 мм. Цена деления С = /S = 0,001 мм. Окуляр дает 12-кратное увеличение. Видимый интервал деления шкалы составляет = 12 = 0,08 12 = 0,96 мм. Пределы измерений по шкале: ±C n/2 = ± (0,001200)/2 = ±0,1 мм. Метрологические показатели прибора ОВО-I: – цена деления шкалы: 0,001 мм (1 мкм); – пределы измерения по шкале: ±0,1 мм (±100 мкм); – пределы измерения прибора в целом: 0…250 мм; – предельная погрешность прибора: ±0,0004 мм. РАСЧЕТ ПОГРЕШНОСТИ СХЕМЫ ВЕРТИКАЛЬНОГО ОПТИМЕТРА Погрешность схемы трубки оптиметра является систематической погрешностью прибора. Она возникает вследствие того, что зависимость между величинами смещения шкалы и смещения измерительного стержня не является, строго говоря, линейной. Эту зависимость можно определить в аналитическом виде. Смещение t светящейся точки в фокальной плоскости объектива (рис. 2 б) связано с углом наклона зеркала 10 зависимостью: t F tg 2 , (1) где F – фокусное расстояние объектива, мм 2tg . F 1 tg 2 (2) Учитывая, что arctg Ch , можно записать tF 2 Ch 2 1 Ch 2 , (3) где h – смещение измерительного стержня, мм; С – расстояние от оси поворотного зеркала до оси измерительного стержня, мм. Выражение (3) можно сделать более удобным для анализа, учтя известное приближенное равенство 5 1 1 Х , 1 Х где Х – малая величина, поэтому h h2 t 2 F 1 2 . C C (4) (5) При подстановке в (5) численных значений: h = 200 мм, С = 5 мм, получается зависимость t 80h 3,2h 3 . (6) Первый член (6) – линейная часть зависимости – соответствует прибору, не имеющему систематической погрешности. Второй член (6) – нелинейная часть зависимости – представляет собой погрешность схемы. Как видно из (6), её величина пропорциональна 3-й степени величины смещения измерительного наконечника. Оценим величину смещения на конце шкалы (h = 0,1 мм) в делениях шкалы. Смещение шкалы в окуляре прибора Н связано со смещением шкалы t в фокальной плоскости зависимостью: 12,0 12,0 (7) 80h 3,2h 2 , Н t 0,96 ' где 12,0 – увеличение окуляра; = 0,96 мм – видимая линия (интервал) делений шкалы оптиметра. Для смещения измерительного стержня на величину h = 0,1 мм: Н = 12,0(8+0,00032) = 100,0004 деления. Таким образом, погрешность схемы прибора составляет величину 0,0004 деления на конце шкалы, т.е. наибольшая величина этой составляющей погрешности прибора равна 410–6 мм. МЕТОДИКА НАСТРОЙКИ И ИЗМЕРЕНИЯ НА ВЕРТИКАЛЬНОМ ОПТИМЕТРЕ Оптиметры принадлежат к числу точных лабораторных приборов, поэтому работа на них должна производиться со всей тщательностью и осторожностью. Настройка прибора осуществляется в следующей последовательности. 1. Изучается измеряемая деталь: проходной рабочий калибр-пробка Р-Пр и устанавливается измеряемый размер. 2. Рассчитывается и подбирается блок концевых мер по номинальному размеру детали. 3. Блок мер кладется на стол 9. 4. По блоку мер шкала прибора устанавливается на ноль. 6 Установка шкалы вертикального оптиметра на ноль производится в следующей последовательности. Стол 9, отстопорив винт 12, опускают, вращая гайку 11. Затем кронштейн 3, отстопорив винт 4, перемещают по колонне 2, вращая кольцо 5 так, чтобы наконечник измерительного стержня находился над столом на высоте немного больше (1-1,5 мм) установленного размера. В этом положении кронштейн закрепляют стопорным винтом 4. Далее микровинтом 11 поднимают стол до тех пор, пока поверхность установочной меры не коснется измерительного наконечника, и указатель не станет на ноль шкалы. В этом положении стол закрепляют винтом 12. Затем проверяют установку на ноль, поднимая и опуская несколько раз измерительный наконечник арретиром. Если при проверке окажется, что указатель не возвращается в исходное положение, то необходимо повторить операцию установки на ноль. 5. Измеряется заданная деталь в 3 сечениях по оси в 2 взаимоперпендикулярных направлениях (рис. 4). Измеряемую деталь кладут на столик прибора 9 и осторожно двумя руками перемещают под измерительный наконечник. При этом по шкале окуляра 3 (рис. 3) отсчитывают показания. Показания могут быть положительными, отрицательными и равными нулю. При измерении цилиндрических деталей отсчитывается наибольшее отклонение, при котором шкала как бы останавливается на мгновение, что соответствует наибольшему размеру, т.е. диаметру цилиндра d (рис. 4). В процессе настройки может возникнуть затруднение с определением установочного размера, по которому подбирают блок концевых мер для настройки. Дело в том, что установочный размер не всегда можно принять равным номинальному размеру. Все зависит от того, как задано поле допуска относительно нулевой линии. В тех случаях, когда хотя бы одно из отклонений выходит за границу шкалы, за установочный размер нужно принять один из предельных размеров или средний из предельно допусти095 . мых. Например, требуется измерить деталь по наружному диаметру 6000,,145 Нижнее отклонение в этом случае выходит за границу шкалы оптиметра (±0,1), поэтому за установочный размер нужно принять 59,905 или 59,855. 7 1 2 3 1 2 3 d h a d â a â Рис. 4. Схема измерения цилиндрической детали: d – диаметр, h – хорда ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ 1. Ознакомиться с принципом работы и конструкцией вертикального оптиметра ОВО-I модели ИКВ. 2. Изучить принцип автоколлимации, устройство и оптическую схему трубки оптиметра. 3. Зарисовать принципиальную схему устройства трубки. 4. Рассчитать и подобрать блок концевых мер заданного проходного калибра-пробки. 5. Настроить прибор на измерение калибра-пробки. 6. Измерить калибр-пробку (рис. 4) в 3 сечениях по длине (I-I, II-II, III-III) и двух взаимно-перпендикулярных направлениях (а-а, в-в). Рабочие размеры пробок проверяются в трех примерно равноотстоящих вдоль оси сечениях, в т.ч. в двух крайних сечениях на расстоянии примерно 1 мм от краев фаски или концов закругления. В каждом сечении проверка производится в двух направлениях, расположенных под 90°. Рабочие размеры должны быть в пределах полей допусков. Погрешности геометрической формы измерительных поверхностей (конусообразность и овальность) должны находиться в пределах 60% величины допуска на неточность изготовления калибров. 7. Рассчитать действительные (измеренные) размеры калибра-пробки в каждом сечении. 8. Рассчитать отклонение формы калибра (овальность, конусообрность). 8 9. По ГОСТ 24853-81 (СТ СЭВ 157-75) выбрать предельные отклонения на изготовление и на износ рабочего проходного калибра-пробки: Z – отклонение середины поля допуска проходного калибра-пробки относительно наименьшего предельного размера контролируемого отверстия; Н – допуск новых калибров для отверстий; Y – допустимый выход размера изношенного проходного калибрапробки за границу поля допуска детали; – величина при компенсации погрешности контроля калибрами отверстий с размерами свыше 180 мм. Выдержка из ГОСТ 24853-81 № варианта 1 2 3 4 5 6 7 Номинальный размер калибра, мм 45Н8 35Н8 38Н7 40Н8 26Н7 27Н8 30Н8 Z, мкм Н, мкм Y, мкм , мкм 6 6 3,5 6 3 5 5 4 4 4 4 4 4 4 5 5 3 5 3 4 4 0 0 0 0 0 0 0 Ð-Ïðmax Ð-Ïðmin P-Ïðèç ì Díîì . Dm in a y Dm ax z H Ï î ë å ä î ïó ñ êà îòâå ðñòè ÿ H 2 10. Рассчитать предельные размеры нового и изношенного калибрапробки. 11. Построить схему расположения полей допусков проходного калибра-пробки (рис. 5). Рис. 5. Схема расположения полей допусков проходного калибра‐пробки 12. Сделать вывод о годности калибра-пробки. 9 ОБРАБОТКА РЕЗУЛЬТАТОВ ИЗМЕРЕНИЯ При измерении деталей на оптиметре снимаются показания шкалы в мкм. Для определения действительных размеров измеряемой детали следует рассчитать по формуле d изм d ном , (8) где – показания прибора, мкм. Отклонение формы калибра в поперечном сечении (овальность) определяется по формуле d изм max d изм min ов , (9) 2 где dизм.max, dизм.min – размеры, измеренные в сечениях, расположенных под углом 90° друг к другу (а-а, в-в). Отклонение формы в продольном сечении калибра-пробки рассчитывается по следующей зависимости: d изм max d изм min кон , (10) 2 где dизм.max, dизм.min – размеры, измеренные в сечениях I-I, II-II, III-III. Предельные размеры нового и изношенного калибров определяются по формулам: Р – Прmin = Dmin + z – H/2; (11) P – Прmax = Dmin + z + H/2; (12) (13) P – Призм = Dmin – y + , где Dmin – диаметр основного отверстия, для контроля которого предназначен калибр-пробка. Для основного отверстия Dmin = Dном. Затем действительные размеры калибра сравниваются с предельными. Делается заключение о годности. СОДЕРЖАНИЕ И ОФОРМЛЕНИЕ ОТЧЕТА О РАБОТЕ В результате выполнения работы студент должен оформить письменный отчет. В отчете необходимо вычертить оптическую схему трубки оптиметра и указать метрологическую характеристику прибора. При измерении калибра-пробки необходимо привести эскиз измеряемой детали, номинальный размер измеряемого калибра, показания прибора в указанных сечениях. Далее приводят результаты обработки измерений, расчёты действительного и предельного размеров измеренной детали; делается заключение о годности. 10 Вычерчивается схема расположения полей допусков проходного калибра-пробки. СПИСОК ЛИТЕРАТУРЫ 1. Димов Ю.В. Метрология, стандартизация и сертификация / Ю.В. Димов. – СПб.: Питер, 2010. – 432 с. 2. ГОСТ 24642-81. Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения. 3. ГОСТ 24643-81. Основные нормы взаимозаменяемости. Допуски формы и расположения. Числовые значения. 4. ГОСТ 25347-82. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки. 5. Выбор универсальных средств измерения линейных размеров на основе теории погрешностей: метод. указ. к выполнению лаб. работы по курсу «Метрология, стандартизация и сертификация» для студ. спец. 120100, 120200. 120900; сост. И.И. Бочкарева, М.Г. Бабенко. – Саратов: СГТУ, 2006. – 16 с. Время, отведенное на лабораторную работу Подготовка к работе Выполнение работы Обработка результатов измерения и оформления отчета 0,8 акад. час. 0,4 акад. час. 0,8 акад. час. 11 ВЕРТИКАЛЬНЫЙ ОПТИМЕТР: ЕГО СХЕМА И ПРИМЕНЕНИЕ Методические указания к выполнению лабораторной работы Составили: БАБЕНКО Марина Геннадиевна СЛЕСАРЕВ Сергей Валентинович МЕЛЕНТЬЕВ Владимир Александрович Рецензент В.В. Шалунов Редактор К.А. Кулагина Компьютерная верстка Ю.Л. Жупиловой Подписано в печать 3.12.12 Формат 6084 1/16 Бум. офсет. Усл. печ. л. 0,69 (0,75) Уч.-изд. л. 0,6 Тираж 100 экз. Заказ 212 Бесплатно Саратовский государственный технический университет 410054, Саратов, Политехническая ул., 77 Отпечатано в Издательстве СГТУ. 410054, Саратов, ул. Политехническая, 77 Тел. 24-95-70, 99-87-39. E-mail: izdat@sstu.ru 12