КОМПЛЕКСНОЕ ИСПОЛЬЗОВАНИЕ ДРЕВЕСИНЫ В.Д.Никиьиов
advertisement

В.Д.Никиьиов
КОМПЛЕКСНОЕ
ИСПОЛЬЗОВАНИЕ
ДРЕВЕСИНЫ
Д о п ущ е н о М и н и сте р ство м в ы сш е го и ср е д н е го
сп ец и ал ьн о го об р азован и я С С С Р в качестве
уче б н и к а для студ е н то в вузов, о б у ча ю щ и хся
по специально сти « Л е со и н ж е н е р н о е дело»
Л
(<§> п
М ОСКВА
«Л ЕСН А Я П РО М Ы Ш ЛЕНН О СТЬ»
1985
R0
0 4
Я
о б л а с oieica
им. 11. В. БаОушкиш
П РЕ ДИ СЛ О ВИ Е
В «Основных направлениях экономического и социального
развития С С С Р на 1981 — 1985 годы и на период до 1990 года»
в лесной, целлюлозно-бумажной и деревообрабатываю щей про­
мышленности предусмотрено увеличение выпуска продукции на
17— 19 %, значительное повышение комплексности переработки
древесного сырья, увеличение выпуска древесностружечных плит
в 1,5 раза, целлюлозы в 1,3— 1,4 раза, бумаги на 20— 25 %.
Планомерный рост экономики вызывает постоянно растущий
спрос на древесное сырье, который уже нельзя удовлетворить
только увеличением объема лесозаготовок. Возникает опасность
истощения лесных ресурсов. Добыча сырья становится все д о ­
роже при освоении лесных территорий, отступающих от тр ан с­
портных магистралей и обжитых мест. Поэтому комплексное
использование всей органической массы дерева стало одним из
основных направлений развития лесной промышленности.
Большое внимание в нашей стране уделяю т производству
щепы. В щепу можно п ерерабатывать дровяные и тонкомерные
деревья, пни и корни, вершины и обломки стволов, сучья и
ветви, отходы л есообрабаты ваю щ и х производств. Частицы щепы
образуют однородный сыпучий материал, который облегчает ме­
ханизацию и автоматизацию транспортно-переместительных опе­
раций, складирование и хранение сырья.
В первом разделе учебника дана характеристика составных
элементов биомассы дерева, различных отходов лесозаготовок и
низкокачественной древесины как дополнительного сырья для
переработки. К ратко изложены технологические процессы с м е ж ­
ных с лесозаготовительной перерабатываю щ их отраслей — по­
требителей щепы, что позволяет лучше понять их требования
к сырью.
Второй раздел «Производство щепы» является центральным.
В нем даны различные сведения о свойствах щепы, хар а ктер и ­
зующих ее как сырье и как сыпучий материал. И злож ена тех­
нология подготовки древесного сырья, включая вопросы гидро­
термической обработки. Подробно освещено измельчение д р е ­
весного сырья в дисковых и б арабанны х рубительных машинах.
Рассмотрен процесс одновременного получения пиломатериалов
и щепы в фрезерно-брусующих станках. И зложены технологиче­
ские процессы производства щепы из различного сырья.
В третий раздел включено производство различных видов
продукции, которые не являю тся основными в лесозаготовитель­
ной промышленности.
Автор с благодарностью примет критические зам ечания и
предложения по улучшению изложения учебника, которые сл е­
дует направлять по адресу: 141001, Мытищи-1 Московской об ­
ласти, Московский лесотехнический институт.
1*
3
Р а з д е л пер в ы й
БИОМАССА Д Е Р Е В А И Е Е И С П О Л Ь З О В А Н И Е
В НАРОДНОМ Х О З Я Й С Т В Е
Глава
1
ОТХОДЫ И НИЗКОКАЧЕСТВЕННАЯ Д Р ЕВ Е С И Н А
КАК Д О П О Л НИ Т Е Л Ь НО Е СЫРЬЕ
В ЛЕСОЗАГОТОВИТЕЛЬНОМ П РОИЗ ВОДСТВЕ
1 1. О С Н О ВН Ы Е ПОНЯТИЯ И КЛ А С С И Ф И КА Ц И Я
Д О П О Л Н И Т ЕЛ ЬН О ГО С Ы РЬЯ
Сырье, которое получает лесозаготовительная промышлен­
ность в составе отводимого лесосечного фонда, можно п о д р а з­
делить на основное и дополнительное. Основное древесное сырье
служит д ля выработки круглых и колотых лесоматериалов р а з ­
личного назначения, хлыстов, сырья для химцко-технологической переработки и древесного топлива. На отдельных стадиях
производства лесопродукции часть древесного сырья из-за низ­
кой товарной ценности не используется или теряется в виде о т ­
ходов. Это сырье может быть дополнительным источником д р е ­
весины для переработки в технологическую щепу и другую цен­
ную продукцию.
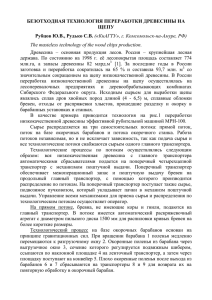
В общей биомассе отводимого в рубку леса древесина ориен­
тировочно составляет 8 2 % , кора 15, древесная зелень 3 % . Б и о­
масса в растущем дереве распределена неравномерно (рис. 1).
Н аибольш ая доля (до 6 5 % ) приходится на ствол, который яв ­
ляется основным объектом лесозаготовительного производства.
Вершинную тонкую часть ствола, крону, пни и корни к а к о т­
ходы лесозаготовок оставляю т на лесосеке. Количество таких
отходов лесозаготовок колеблется от 30 до 50 % в общей био­
массе.
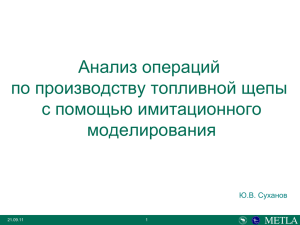
Н а рис. 2 представлена классификация дополнительного
сырья, биомассу которого составляют древесина, кора и древес­
ная зелень. В зависимости от технологии лесозаготовок они о б ­
разуются на лесосеке, лесопогрузочном пункте, верхнем и н и ж ­
нем складах. Место их концентрации имеет важ ное практиче­
ское значение Для переработки.
-Д о п о л н и т е л Ь ' Н ы-м с ы р ь е м д ля переработки в лесо­
заготовительном производстве могут служить отходы л есозаго­
товок и лесообрабатываю щ их производств, а т а к ж е древесина,
образую щ аяся на лесных- складах лри переработке хлыстов и по
4
своему качеству непригодная для выработки деловых круглых
лесоматериалов.
О т х о д а м и л е с о з а г о т о в о к называю т всю неиспользо­
ванную биомассу древостоя, оставляемую в лесу после л есозаго­
товительных работ. К ним относят пни, корни, лесосечные от­
ходы и целые деревья, которые остаются на лесосеке. К л е с о ­
с е ч н ы м о т х о д а м относят сучья, ветви, вершины и обломки
стволов. Среди оставленных па корню или брошенных на лесо­
секе следует выделить н е ж е л а ­
тельные и тонкомерные деревья.
Н еж елательн ы м и, по терминоло­
гии лесоводства, являются д е р е ­
вья, которые по своему состоя­
нию, качеству и форме ствола не
отвечают хозяйственным целям.
К ним относят дровяные, сухо­
стойные и лиственные деревья
низкой товарной ценности. К. тон­
комерным относят деревья, д и а ­
метр которых ниже м иним аль­
ного разм ера заготовляемых. Н е ­
ж елательны е и тонкомерные д е ­
ревья, которые н азы ваю т иногда
отходами лесоводства, л есозаго­
товители чаще всего оставляют
на корню. Н а р я д у с древесиной,
дополнительным источником сы ­ Рис., 1. Распределение биомассы
'
в растущем дереве
рья д ля переработки могут с л у ­
жить кора, хвоя и листья.
Ресурсы дополнительного сырья принято разделять на по­
тенциальные, реальные и экономически доступные. П о т е н ­
ц и а л ь н ы е р е с у р с ы включают весь объем дополнительного
сырья в составе отводимого в рубку лесосечного фонда. Р е а л ь ­
ные ресурсы определяются ка к потенциальные за вычетом тех­
нологических потерь в процессе заготовки. К потерям относят
древесину, расходуемую на производственные нужды в процессе
лесосечных работ, опилки, отпавшие сучья, ветви, хвою, листья
и другое сырье, которое невозможно собрать для дальнейшей
переработки. Э к о н о м и ч н е й и д о с т у п н ы е р е с у р с ы д о ­
полнительного сырья представляют часть реальных ресурсов,
освоение и переработка которых в конечные продукты э ф ф е к ­
тивна на данном этапе развития экономики.
1.2. Д О П О Л Н И Т ЕЛ ЬН О Е Д Р Е В Е С Н О Е С Ы Р Ь Е
Пни и корни. Использование пней и корней, оставшихся по­
сле валки деревьев, позволит увеличить выход древесины с еди­
ницы лесной площ ади на 15—20 % [17, 34, 48]. В нашей стране
широкое распространение получило использование пневого
5
Дополнительнее сырье В лесозаготодительной прпмыш пенности
Пни
и
корни
Древесина
Кора
На лесосеке
На л есо п о гр узо ч­
ном пцНктпе
С учья
и
ветви
Отходы
окорка
Верши­ U5лом - Дровяные
ны
ки
и тонко­
стволов стволов мерные
деревья
Горбыли
Рейки
Сучья
'и
ветви
Верша -
Л ре В? гния
На лесном складе
Облом ки
стволов
стволов
ны
Оторцов
ки
зелень
Cl/чья
и
детви
Отсев
тепы
Отходь'
раскряь г вк и
Ниэкокочес- Отходы лр пвгнноя
сподрапатыЯающах
д^евгеина
цехов
Опалки
Ри с. 2. Классификация отходов и низкокачественной древесины как дополнительного сырья для переработки в лесозаготови­
тельной промышленности
осмола — просмолившейся ядровой древесины m idi и корней
сосны и кедра. Большое практическое значение имеет заготовка
и использование свежих пней сразу же после лесосечных работ.
При технологических расчетах по заготовке пней п корней, кон­
струировании технологического оборудования, разработке тех­
нологии переработки в щепу необходимо знать о зап ас ах пневокоркевой древесины и ее свойствах.
Рис. 3. Вид пня м корневой системы сосны и ели
П од пнем подразумевается надземная часть ствола, остав­
шаяся после валки дерева на лесосеке. Д л я подсчета обьемов
пневой древесины важ н о знать диаметр и высоту пня. Согласно
исследованиям П. Хаккила между диаметром дерева на высоте
1,3 м и диаметром пня существует прямолинейная зависимость:
^ i , 3 = 0 ,7 5 d n. Средний диаметр пня в 1,32 р а з а больше диаметра
ствола на высоте 1,3 м независимо от породы.
Высотой пня является расстояние от уровня земли до торцо­
вой час_ти пня. С ростом дерева шейка корня укрепляет корне­
вую систему и пень тем выше, чем крупнее дерево. Р еал ь н а я
высота пня зависит от породы, условий произрастания, времени
проведения работ и применяемой лесозаготовительной техники.
На дренированных лесных почвах пни всегда выше из-за мощ­
ного расширения комля.
На рис. 3 показан типичный вид пня и корней сосны и ели
Д л я пнево-корневой системы сосны характерен крупный сте р ж ­
невой корень, являющийся продолжением ствола в грунте. Он
развивается слабо или сЪвсем не растет на заболоченных т о р ­
фяных почвах и в северных районах. Глубина залегания корне­
вой системы зависит от диаметра пня. При диаметре пня 28 см
средняя глубина залегания составляет 64 см. При увеличении
диаметра пня на 1 см глубина его залегания возрастает на
0,9 см.
Ель отличается от сосны развитой системой боковых корней,
которые повсеместно располагаю тся в поверхностных слоях
почвы. Средняя глубина залегания корневой системы ели при
диаметре 26 см составляет 37 см. Более чем 90 % объема боко­
вых корней сосны обыкновенной и ели располагаю тся в поверх­
ностном слое почвы толщиной 20 см.
М еж ду высотой пня h (см) и его диаметром dn (см) уста­
новлено следующее соотношение: для сосны h = \ 9 d„ + 4,7 (г —
= 0,563, S xy = 2,5 см); для ели /г = 0 ,2 6 с?п + 2,6 (г = 0,60l, S xy —
= 3,8 см ). Сосновый пень обычно ниже, так как шейка корня
из-за слаборазвиты х боковых корней расположена ниже, чем
у ели. При валке деревьев в зимнее время высота пня увеличи­
вается из-за влияния снежного покрова.
Моторные пилы и валочные машины позволяют выполнять
рез д а ж е ниже теоретического расположения торцовой части
Рис. 4. Варианты заготовки пневой древесины одновременно со стволовой
пня, т. е. ниже наивысшей шейки корня. Однако, чем ниже про­
пил, тем больше трудностей возникает из-за закомелистости
стволов, быстрого затупления рабочего органа пил, возрастания
вероятности травмирования. Тем не менее там, где это воз­
можно, при валке леса следует оставлять пни наименьшей вы ­
соты. Уменьшение высоты пня на 5 см позволяет вовлечь в сферу
использования дополнительно 1 % сырья к объему заготовлен­
ной древесины.
Н а рис. 4 показаны различные варианты заготовки пневой
древесины, которые могут быть реализованы одновременно
с заготовкой стволов. Д ополнительное древесное сырье можно
получить при валке дерева не только путем снижения высоты
пня, но и спиливанием дерева заподлицо с землей, круговым
движением пильного ап п арата или клиновидным подпилом от
кромки почвы. При сборе пневой и корневой древесины следует
обязательно захваты вать боковые корни. Если ограничиться
только пневой частью, то потери составят у сосны половину,
у ели до двух третей потенциального сырья.
Р асс м атр и в ая показанные на рис. 4 способы, следует отме­
тить наибольшую практическую значимость снижения высоты
пня при валке дерева. Три других способа вызываю т контакт
пильного ап п арата с почвой, быстрое затупление инструмента и
снижение производительности труда. Д в а последних способа
связаны с сезонностью работ и возможностью повреждения
ствола захватным устройством. Предпоследний способ наиболее
эффективен при заготовке сосны. Способ заготовки стволов
с корнями вызывает определенные трудности по всем технологи8
Т аблица
Диаметр
пня
Диаметр на
высоте 1,3 м
D1.S' см
16
18
20
22
24
26
28
30
32
34
36
38
40
42
44
12,0
13,5
15,0
16,5
18,0
19,5
21,0
22,5
24,0
25,5
27,0
28,5
30,0
31,5
33,0
1
Ель
Сосна
масса, кг
объем, м"1
масса, кг
объем, м1
8
10,6
13,6
16,9
20,5
24,4
28,6
33,1
37,9
43,1
48,5
54,3
60,4
66,8
73,5
0,017
0,022
0,029
0,036
0,043
0,051
0,060
0,070
0,080
0,091
0,102
0,115
0,127
0,141
0,155
6,1
9,5
13,4
17,7
22,4
24,5
33,0
38,9
45,2
52,0
59,1
66,6
74,6
83,0
91,7
0,014
0,022
0,031
0,041
0,052
0,064
0,077
0,090
0,105
0,121
0,137
0,155
0,173
0,193
0,213
ческим ф аза м лесозаготовительного производства. Р а сп о л о ж е­
ние корней перпендикулярно оси ствола затрудняет использова­
ние лесопогрузчиков, лесовозов, процессы складирования и
другие операции на лесных складах. Н еизбеж но появление об­
ломков стволов и загрязнение сортиментов. Поэтому заготовку
стволов и пнево-корневой древесины целесообразно производить
раздельно.
Объем и сухая масса неокоренной пнево-корневой древесины
сосны и ели, вклю чая корни диаметром более 5 см, приведены #
в табл. 1. Подсчет сухой массы пневой древесины т (кг) произ­
водился из экспериментально найденной зависимости ее от д и а ­
метра пня (в см) для сосны т = 0,039 ofn2—2 (/- = 0,92, S xy=
= 8,2 кг); для ели m = 0,051 d n2— 7 (г = 0,95, S xy = 9,l кг).
Д ан н ы е таблицы н приведенные уравнения справедливы д ля
д иаметров пня от 15 до 45 см. Д л я лиственных пород д р ев е­
сины
рекомендуется
использовать
величины,
относящиеся
к сосне.
Достаточно точный подсчет п о т е н ц и а л ь н ы х ресурсов
пневой и корневой древесины на лесосеке можно получить, зная
состав насаждений и распределение средних диаметров д е­
ревьев. Подсчитать р е а л ь н ы е ресурсы пневой и корневой д р е ­
весины возможно только ориентировочно. Согласно отраслевой
методике определения объемов вторичных материальных ресур­
сов в лесной и деревообрабаты ваю щ ей промышленности [32] пни
составляют 2— 3. % объема заготовляемой древесины, корни
11 % от объема ствола дерева.
По методике финских исследователей, для сбора пнево-корневой древе­
сины рекомендуются участки сплошных рубок с объемом стволовой древе­
сины нё менее 300 м3. На таком участке теоретически можно собрать 60 —
75 м3 пневой древесины, т. е. 20—25 %. Из этого количества условно
пригодно для сбора 75 % сырья. Не все участки сплошных рубок можно
0
Таблица
Часть пнево-корневой
системы
Плотность,
кг/м3
Содержание
коры, “о
2
Смолистые вещества
кг/м’
%
11,0
10,1
9,5
10,3
10,7
10,4
23,3
21,2
38,7
26,2
43,3
35,5
5,1
4,5
8,1
5,6
9,1
7,5
15,5
11,8
11,1
12,5
9,3
11,5
11,7
10,9
12,3
11,8
11,0
11,2
2,5
2,4
2,8
2,6
2,8
2,6
Сосна
Корни диаметром, см:
5— 10
10—20
20 и более
н среднем
Пень
В среднем
457
472
478
469
476
473
Ель
Корпи диаметром, см:
5 -10
1 0 -2 0
20
В среднем
Пень
В среднем
467
456
439
452
394
432
: его ;ьзоиат 1, для сбора пнево-корневой древесины. Считаются пригодными
только 75 % таких участков. Потери древесины при уборке пней и корней
составляют 10 %.
»
Качество пнево-корневой древесины характеризуется плот­
ностью, содержанием коры, экстрактивных веществ и м инераль­
ных примесей, свойствами волокон. Значения этих показателей,
по исследованиям П. Хаккила, приведены в табл. 2.
Плотность пнево-корневой древесины выше, чем стволовой: у сосны на
17% , у ели на 7 % . Среднее значение плотности составляет у сосны 473,
у елн 432 кг/м3. Наибольш ая плотность отмечена в древесине соснового пня,
которая в корнях постепенно снижается с уменьшением диаметра. В еловых
пнях изменение плотности иное. Древесина пня здесь имеет более низкую
плотность, чем древесина корней. В самих корнях плотность древесины воз­
растает с уменьшением диаметра.
Коры в пнево-корневой древесине содержится больше, чем в стволовой,
однако различие сравнительно невелико. Процентное содержание коры в све­
жей пнево-корневой древесине составило у сосны 10,4, у ели 11,5% . Более
высокое содержание коры наблюдается в тонких корнях. Ч асть коры при
разделке, транспортировке и хранении отделяется тем больше, чем длитель­
нее срок хранения.
С веж ая пнево-корневая дрьвеенна отличается от стволовой большим
содержанием смолистых веществ, что влияет н па плотность древесины. Так,
в балансовой древесине сосны содержится в среднсм 3,5 %, у елн 1,6 %
смолистых веществ. Пнево-корневая древесина содержит значительно боль­
шее количество смолистых веществ, которое у соспы составляет 7.5 %, у ели
2,6 %. Наиболее высокое содержание смолистых всществ наблюдается в пнях
и толстых корнях. В каждом кубометре древесины соснового пня содержится
43,3 кг смолистых веществ, а в тонких корнях 21,2—23,3 кг. В пнево-корне­
вой древесине елн содерж ится сравнительно небольшое количество смоли­
стых вещ еств— 11,2 кг/м3, а различие между пнем и корнями незначитель­
ное.
Повышенная плотность пнево-корневой древесины объясняется особенно­
стями ее морфологической структуры. В ней наблюдается значительное раз](1
питие крепи или «сжатой» древесины. Внешние физические воздействия пет­
ровых и гравитационных сил приводят к усиленному эксцентричному росту
ствола в основании. На поперечном срезе заметны более широкие годичные
кольца креневой древесины темного цвета. Клетки такой древесины не при­
легают плотно друг к другу, образуя характерные просветы [48]. Значительно
чаще креневая древесина развивается в корнях.
Свойства волокон пневой древесины отличаются от свойств волокон
стволовой. Длинные волокна чаще встречаются в тонких частях корней, кото­
рые из-за малого диаметра не собирают. В пригодной для сбора пнево-кор­
невой древесине хвойных пород волокна короче, чем в древесине ствола.
Так, в древесине соснового ния средняя длина волокна составляет 2,6 мм,
в дреЕеснне ствола 3,5 мм [34]. Волокна креневой древесины, как правило,
короче.
Основными потребителями пнево-корневой древесины я в л я ­
ются лесохимические канифольно-экстракционные заводы, т р а ­
диционно перерабатываю щ ие свежие сосновые пни, корни и пне­
вый осмол. Ш ирокое использование пнево-корневая древесина
может найти в производстве древесноволокнистых и древесно­
стружечных плит, цементно-древесных материалов, сульфатной
древесной массы в целлюлозно-бумажной промышленности. Во
всех перечисленных производствах пнево-корневая древесина
в начальной стадии технологии подвергается измельчению
в щепу.
К недостаткам ппево-корневой древесины как технологиче­
ского сырья относятся: наличие в ней пороков строения (н а ­
клона волокон, крени и свилеватости); разнообразие форм и
размеров кусков древесины; сложность окорки; значительная
засоренность минеральными примесями и д аж е камнями, кото­
рые нередко зарастаю т в корнях. Из такой древесины сложно
получить щепу высокого качества, изготовление которой требует
дополнительных затр ат на очистку сырья.
Технически доказана возможность использования пнево-корневой древе­
сины для плит. В средний слой древесностружечных плит можно добавлять
до 60 % этого сырья без снижения их прочностных и гигроскопических
свойств. Считается даж е, что высокое содержание смолы в щепе из древе­
сины пней позволяет экономить связующее. Однако для плит могут быть ис­
пользованы другие виды более дешевого древесного сырья.
Наиболее значительное потребление ппево-корневой древесины возможно
в целлюлозно-бумажной промышленности при сульфатном способе производ­
ства, требования которого к величине частиц и их чистоте ниже по сравнению
с другими способами. Подробные исследования переработки пнево-корне­
вой древесины в сульфатно-целлюлозном производстве выполнены в инсти­
туте леса Карельского филиала АН СССР [34, 48]. Выход сульфатной д р е­
весной массы здесь ниже на 4—5 % из-за большого содерж ания смолистых
веществ, что однако не препятствует широкому внедрению в промышленную
переработку этого сырья. В Финляндии действуют промышленные установки
производительностью до 300 тыс. м3 пневой древесины в год, в Швеции — до
450 тыс. м3 [29]. При производстве целлюлозы не требуется существенных
изменений в технологии, хотя расход щелочи на варку несколько возрастает.
Щепа из пневой древесины добавляется к обычной в объеме 10—2 0 % . П не­
вая щепа не вызывает каких-либо затруднений в процессе варкп, но каче­
ство волокнистой массы начинает снижаться, если доля пневой древесины
превышает 10 или 15 %. По другим данным [48], добавка 20 % щепы из
пнево-корневой древесины позволяет получить целлюлозу, которая не усту­
пает по прочности, а по некоторым показателям превосходит целлюлозу in
стволовой древесииы. Наиболее целесообразным направлением переработки
пнево-корневой древесины признано использование ее для выработки целлю ­
лозы нормального выхода и полуцеллюлозы. Этн полуфабрикаты находят
применение в производстве мешочной и оберточной бумаги, тарного картона.
В последнем случае варка осуществляется с использованием только пнево­
корневой древесины без добавок стволовой.
Сучья и ветви. Сучья — крупные боковые отростки от ствола
дерева, ветви — небольшие побеги и отростки, идущие ка к от
ствола, так и сучьев. Вся разветвленная часть дерева вместе
с листовой образует крону. Сучья и ветви имеют различные р а з ­
меры и объем, которые зависят от породы и возраста дерева,
диаметра ствола и зап аса на 1 га, типа и бонитета леса. Н а и ­
большую долю от стволовой древесины составляю т сучья и
ветви: у ели 18 %, у сосны 14, у березы 6, у осины 8 %.
Максимальный диаметр сучьев до 17 см наблюдается у сосны, однако
у осины встречаются сучья диаметром свыше 20 см. В общем объеме кроны
доля крупных сучьев диаметром 11—20 см невелика и составляет у осины
15 %, у березы 5, у сосны 2 %• Наибольший объем в кроне приходится на
сучья диаметром 4— 10 см, доля которых у названных пород составляет 50—•
60 %. На одном стволе этих пород в среднем содержится 10— 18 сучьев без
учета тех, которые остаются на удаляемой при обрубке части вершины.
Д ля ели н пихты характерно значительное содерж ание мелких сучьев
и ветвей диаметром до 3 см, объем которых в кроне составляет 70 %■ При
диаметре ствола ели от 30 до 60 см масса сучьев и ветвей составляет 6 %
к общей биомассе спиливаемого дерева. Количество сучьев пропорционально
растет при возрастании диаметра дерева до 36—60 см. М аксимальное , их
число наблюдается, когда дерево прекращ ает рост в высоту.. После этого к о ­
личество сучьев не увеличивается и постепенно сниж ается за счет естест­
венного отпада в нижней части кроны. Ч исло' йучьев и ветвей диаметром
до 2 см в одном дереве колеблется от 43 до 135 шт., а общее число их м о­
ж ет достигать 280 шт. С редняя длина сучьев составляет 2,35 м, средний д и ­
аметр 3,12 см. Объем сучьев, собираемых с одного ствола ели, составляет
0,063—0,338 м3.
Д ля сучьев отмечена значительная сбежистость. Так, при диаметре сучьев
в отрезе 4,7 см пх длина в среднем составляет 1,5 м. При том же диаметре
в отрезе тонкомерный ствол имеет значительно большую длину, которая со­
ставляет 4,7 м. С увеличением диаметра до 12,2 см средняя длина сучьев
возрастает до 6,5 м, а тонкомерных стволов — до 10,7 м.
М асса 1 скл. м 3 сучьев из-за низкой полнодревесности невы­
сока и в среднем составляет 151 кг. Таким образом, сучья и
ветви как сырье представляют довольно рыхлую массу, тран с­
портировка которой без уплотнения неэффективна. Стягивание
пакета сучьев стальным канатом т ак ж е не дает хороших р езу л ь ­
татов и только уплотнение трактором уменьшает их объем
на 54 %.
Сучья и ветви поступают на нижний, склад при вывозке д е ­
ревьев. При валке и транспортировке теряется примерно поло­
вина биомассы сучьев. При вывозке деревьев количество сучьев
и тонких вершин, поступающих па нижние склады, составляет
у сосны 7 %, у ели и пихты 12, осины 4, березы 5 % объема вы ­
везенной древесины. Средневзвешенные нормативы реальных
ресурсов таких отходов на нижних складах [32] для отдельных
экономических районов страны приведены в табл. 3.
12
Таблица
Экономический район
Северо-Западный
Уральский
Дальневосточный и У к­
раинская ССР
Западно-сибирский,
Прибалтийский и Б ело­
русская ССР
Сучья и вер­
шины, ?о ОТ
объема ство­
ла
5
4,3
4,2
3,7
Экономический район
Центральный и Восточ­
но-сибирский
Волго-Вятский
Центрально-чернозем­
ный, П оволжский, Се­
верокавказский,
Сред­
неазиатский
3
Сучья и вер­
шины, ?ь от
объема ство­
ла
3,4
3,1
2,6
В областях с развитой лесозаготовительной промышленно­
стью нормативы реальных ресурсов сучьев и вершин па н и ж ­
них складах составляют (в % ): в Архангельской области 6,3,
Коми А С С Р 5,2, Карельской АССР и Вологодской области 4,2,
Кировской и Горьковской 3,1, Пермской 4,7, Свердловской 4,2,
К расноярском крае и Кемеровской области 3,7, Иркутской 3,1 %.
При очистке деревьев от сучьев в машинах бункерного типа
к отходам прибавляю тся обломки стволов, содерж ащ их стволо­
вую гниль, и обломки тонкомерных стволов. Потенциально это
сырье пригодно для выработки технологической щепы высокого
качества, для чего требуется отделить его из общего потока от­
ходов.
• Свойства древесины ствола и сучьев заметно отличаются. Плотность
древесины у сучьев выше, особенно у основания, примыкающего к стволу.
В средней части и на тонком конце сучьев плотность сниж ается. Такой х а­
рактер изменения плотности у хвойных пород можно объяснить большим
содержанием смолистых веществ, которых примерно в 5 раз больше у осно­
вания сучьев, чем в средней пли тонкой части. Д ревесина сучьев обладает
большей, чем стволовая, теплотворной способностью, которая составляет
в среднем 21,48 М Д ж на килограмм сухой массы. Выход целлюлозы из д р е­
весины сучьев примерно на 8— 10 % ниже по сравнению со стволовой древе­
синой.
Одним из недостатков, осложняющих использование сучьев
и ветвей, является их засоренность минеральными примесями,
которая в неблагоприятные периоды может достигать 2 5 %. С о­
д ер ж а н и е древесины в сучьях сравнительно невелико и состав­
ляет 54 % у сосны и 43 % у ели. Следует подчеркнуть, что вы ­
ход древесины из сучьев и ветвей примерно в 2 раза ниже, чем
из пнево-корневой древесины. Значительную долю (в пределах
от 26 до 3 5 % ) сухой биомассы сучьев составляет хвоя, кора
20—22 %- Относительное содерж ание трех основных компонен­
тов биомассы сучьев — древесины, коры и зелени — может изме­
няться под влиянием тех или иных факторов. В зимнее время
д ревесная зелень сохраняется только в сучьях хвойных пород.
П родолжительное хранение сучьев приводит к почти полной по­
тере древесной зелени. С одерж ание коры зависит от диаметра
сучьев. Ветви диаметром менее 1 см содерж ат больше коры, чем
13
древесины. Однако с увеличением диаметра относительная доля
коры резко снижается.
Использование биомассы ветвей и сучьев встречает опреде­
ленные трудности, главны м образом из-за сложности р аз д ел е­
ния трех составляющих компонентов. Но д аж е и при успешном
техническом решении этой задачи будет получено относительно
меньшее количество более дорогого древесного сырья, чем при
других процессах лесозаготовок. Наиболее целесообразный
путь — использование в технологических процессах сразу всей
биомассы сучьев и ветвей, измельченных на «зеленую щепу».
Такой путь был опробован в производстве древесноволокнистых
и древесностружечных плит, фурфурола и метанола — компо­
нента топлива для двигателей внутреннего сгорания. Сучья и
ветви пополняют ресурсы топлива, особенно в тех случаях,
когда стволовая дровяная древесина может быть использована
для получения ценной технологической щепы.
Вершины и обломки стволов. В составе лесосечных отходов
можно встретить довольно крупные отрезки вершин, которые
как дополнительный источник сырья имеют важное значение.
Наименьший диаметр вершин, с учетом минимально допусти­
мого стандартом диаметра балансов, должен быть не более
6 см. По результатам обмера отходов средняя длина вершин
равна 3—4 м, толщина в месте отреза достигает 7—8 см н еза­
висимо от способа заготовки. На практике диаметры вершин
могут достигать иногда 17 см.
Длина вершин при каждом диаметре отреза зависит от диаметра и сбгжнстости ствола, породы и возраста дерева, времени года. У молодых
стволов небольшого объема наблюдается меньшая сбежистость при значи­
тельном росте дерева в высоту. Большая сбежистость характерна для вер­
шин стволов сосны, меньшая — для березы. Так при диаметре в месте от­
реза 6 см длина вершин составляет (в м): у сосны 2,2—4,2, у ели 2,7—4,4,
у березы 4,2—6,8. Меньшие значения длин относятся к стволам диаметром на
высоте груди 31 см, большие — к тонким стволам диаметром 7 см. Н еболь­
ш ая длина вершин встречается у лиственных пород, которая достигает 14 м.
У хвойных пород наиболее длинные вершины короче и достигают 11,7 м.
Относительный объем вершинной части ствола диаметром менее 6 см сн иж а­
ется с возрастом. Д оля вершины у деревьев сосны в возрасте до 30 лет со­
ставляет 57,7 %, до 40 лет 37 %, до 50 лет 13,1 % объема стволовой древе­
сины. У березы доля вершинной части в стволе больше и составляет соот­
ветственно возрасту 61,8 %; 51,8 и 29,8% .
Качество древесины вершин идентично качеству стволовой
древесины, поэтому они могут быть использованы для получе­
ния высококачественной щепы.
Объем вершим, оставляемых на лесосеке, сравнительно не­
велик, но относительная доля теряемой д р е в е с и н ы ' в тонких
стволах значительно выше. Уменьшение диаметра балансов до
5 см даст прибавку в использовании древесины 8 % для сосны
диаметром на высоте груди 9 см и 0,6 % при диаметре 19 см.
Более полное использование древесины вершин возможно
снижением диаметра стволов в верхнем отрезе до 4 см. Однако
этот путь и не всегда может быть реализован. Вершины часто
обламы ваю тся при валке и трелевке дерева, особенно зимой.
Неизбежны потери сырья при формировании пачек по г аб ар и ­
там. Тем не менее в суммарном выражении потери древесины
в вершинах, отрезаемых диаметром более допустимого с та н д ар ­
том, довольно значительны и достигают 1,5% объема заготов­
ляемой древесины.
В процессе проведения лесосечных работ неизбежно об р азо ­
вание обломков стволов. При валке леса бензиномоторными пи­
лами, особенно в зимний период при температуре воздуха ниже
— 20 °С, падение дерева нередко сопровождается появлением
излома. В летний период наибольший диаметр обломков ство­
лов составляет не более 8 см, тогда как в зимний период про­
цесс валки сопровождается появлением 80 % обломков д и ам ет­
ром от 6 до 18 см и длиной от 2 до 8 м. Не удалось избежать
появления обломков стволов и при использовании валочно-пакетирующих машин, хотя потери сучьев и ветвей при укладке д е ­
рева здесь меньше, чем при падении после валки бензиномотор­
ными пилами. В захватном устройстве валочно-пакетирующих
машин часто наблюдается излом стволов диаметром 14— 18 см,
доля которых среди лесосечных отходов достигает 6 По­
зн ач ительн ее количество обломков стволов образуется на
погрузочных пунктах лесосек, где широко используются челюст­
ные погрузчики. Более 90 % обломков, оставленных на погрузоч­
ных пунктах, имеет диаметр от 6 до 22 см и длину от 2 до 12 м.
Количество отходов — обломков стволов на погрузочных пунк­
тах достигает 6,6 % запаса древесины на 1 га. Обломки стволов
следует рассматривать как важный источник сырья для произ­
водства в первую очередь балансов и технологической щепы.
Наличие в этом сырье трещин не позволяет рекомендовать его
для получения пилопродукции, однако исследований разм ерно­
качественных характеристик обломков стволов все еще недо­
статочно.
Дровяные деревья. При проведении лесосечных работ часть
таких деревьев остается невырубленной, так как товарная цен­
ность их настолько низкая, что не оправды вает затр а т на з а г о ­
товку. Значительные ресурсы невырубленных деревьев н акап ­
ливаются на предприятиях, примыкающих к сплавным путям и
там. где допускаются условно-сплошные рубки.
Из дровяных деревьев на лесных складах вы рабатываю т
дрова и различное древесное сырье для технологической пере­
работки. Д л я расчета объемов такого сырья следует пользо­
ваться сортиментными и товарными таблицами [1], которые оп­
ределяют его выход как из деловых, так и дровяных деревьев.
К древесному сырью для технологической переработки относят
(по ОСТ 13-76—79) круглые и колотые лесоматериалы, предна­
значенные для выработки щепы и стружки в производстве д р е ­
весноволокнистых и древесностружечных плит, гидролизном
производстве и для распиловки на тарную дощечку. Толщина
древесного сырья для гидролизного и плитного производств
установлена от 4 см. При толщине сырья 60 см и более д оп уска­
ются любые разм еры гнили, однако здоровая часть древесины
по радиусу д олж на быть не менее 10 см.
В европейской части страны ежегодно остается на корню
в спелых н асаж д ен иях около 40 млн. м3 древесины м ягколист­
венных пород. Среди них особое значение имеют береза и осина,
которые д аю т наибольшее количество дровяных деревьев. К р и ­
визна ствола, сучки и внутренняя краснина — самые распро стр а­
ненные пороки древесины березы. Осина, как правило, п о ра­
ж ена сердцевинной гнилью, высоко поднимающейся от комля
к вершине, особенно с увеличением возраста древостоев. Гниль
звездчатой формы отдельными лучами близко подходит к пери­
ферии, что затрудняет ее отделение при выработке колотых сор­
тиментов.
В последние годы наблюдается рост потребления лиственной
древесины в производстве древесных плит и в целлюлозно-бу­
мажной промышленности. Объясняется это не только заметным
истощением ресурсов древесины хвойных пород, но и появле­
нием новых способов варки, возможностью придания специфи­
ческих свойств бумаге н картону при использовании полуф абри­
катов из лиственной древесины.
По физическим свойствам древесина лиственных пород отли­
чается от хвойных повышенными плотностью, распределением
влаги в стволе растущего дерева, водопроницаемостью вдоль во­
локна, большей твердостью. Затрудн ен а окорка лиственной д р е­
весины, особенно березы: производительность окорочного обо­
рудования снижается на 25—50 %, расход электроэнергии на
измельчение такой древесины в щепу увеличивается на 15—:
3 0 % , возрастает количество мелкой фракции щепы и опилок, ,
иные требуются режимы варки. О днако следует подчеркнуть,
что среди лиственных пород предпочтение отдается древесине
березы. Она имеет высокую плотность (выше 500 кг/м 3), по­
этому расход сырья на 1 т производимой целлюлозы ниже на
20— 25 % по сравнению с древесиной осины. В производстве д р е­
весноволокнистых плит нет ограничений при использовании д р е­
весины мягколиствепных пород, особенно при сухом способе
производства. Возрастает потребление этой древесины и в про­
изводстве древесностружечных плит
К категории дровяных часто относят сухостойные деревья,
которые нередки для спелых и перестойных насаждений. Д р е ­
весина сухостойных деревьев, с небольшим сроком усыхания, по
составу и свойствам мало отличается от здоровой. Однако при
продолжительном стоянии на корню усохшие деревья быстро
подвергаются поражению синевой и гнилью. Обычно средняя
часть ствола такого дерева меньше поражена г-нилью, чем ком­
л ев ая и вершинная. Гпиль сосредоточена главным образом в з а ­
болони.
Отличительном особенностью с.ухостомной древесины сосны является оди­
наковое влагосодержапие в ядре я заболони, которое составляет 24,5.%.
16
Химический состав древесины отличается большим содержанием веществ, р а­
створимых в горячей воде и щелочи. Чем дольше стоит дерево в усохшем
виде, тем больше образуется растворимых веществ [48]. Присутствие синевы
в заболони практически не оказы вает влияния на химический состав, но
коррозионная гниль вносит значительные изменения. С ниж ается содерж ание
целлюлозы, повышается в 2 раза содерж ание золы и экстрактивных веществ.
Изменения, происходящие при усыхании, вызываю т уменьшение плот­
ности древесины. Плотность древесины сосны стабильна в ядровой части и
составляет 520 кг/м 3. В заболони плотность непостоянна и колеблется от
310 до 500 кг/м3.
Изучение свойств целлюлозы из сухостойной древесины сосны, повреж ­
денной синевой и коррозионной гнилью, показало возможность ее использо­
вания в целлю лозно-бумажной промышленности в виде 30 % добавки к зд о ­
ровому сырью. Это подтверж дает практика работы Сегежского Ц БК, где
в составе перерабатываемого сырья используется более 15 % сухостойной
древесины без ущ ерба производству [48].
Тонкомерные деревья. Среди лесосечных отходов зн ачитель­
ную долю (до 4 0 % ) объема составляют тонкомерные деревья
диаметром на высоте 1,3 м менее 14 см. Современная высоко­
производительная техника, используемая на машинной валке,
трелевке и обрезке сучьев, малоэффективна д ля тонкомерных
стволов, которые остаются на лесосеке чаще всего невырубленными. Следует учитывать и сравнительно невысокий выход то ­
варной продукции из топкомерной древесины. О днако в усло­
виях наступающего дефицита древесного сырья проблема ис­
пользования тонкомерной древесины становится актуальной.
Количество тонкомерной древесины при рубках главного
пользования зависит от возрастного и породного состава лесов,
их происхождения и интенсивности предшествующих рубок
ухода. Ресурсы тонкомерной древесины на ежегодно отводимых
лесосеках не поддаются точному учету и ориентировочно состав­
ляю т 4— 5 % общего объема лесозаготовок. Н а отдельных елово­
лиственных лесосеках деревья диаметром менее 8 см составляют
10 % запаса. О значительных реальных ресурсах тонкомерной
древесины свидетельствуют и натурные обследования лесосек,
пройденных рубками главного пользования. Так, в объединении
«Дальлеспром» оставляемая тонкомерная древесина ежегодно
составляет до 10,8 % объема учтенного заготовленного леса. Н а
лесосеках, пройденных рубками главного пользования в И в а ­
новском управлении лесного хозяйства, неиспользованная тон­
комерная древесина составляла, по данным Е. К. Пашнина,
12 % зап аса, в Коми АССР — до 20 %. Н аиболее часто встреча­
лись тонкомерные деревья диаметром 8— 10 см, доля которых
составляет 8 9 %, и длиной 7— 10 м, доля которых несколько
меньше — 86,7 %.
Тонкомерные стволы пригодны для заготовки технологиче­
ского сырья, измельчаемого в щепу, выработки балансов и пи­
ловочника, если его диаметр в верхнем отрезе не менее 6—
8 см, а длина более 3 м. Такой пиловочник пригоден для пере­
работки на фрезерно-брусующих станках. Таким образом, тон­
комерная древесина яв 1яется значительным источником д опол­
нительного древесного сырья.
17
Другими значительными источниками тонкомерной древесины являются
рубки ухода за лесом и объекты мелиорации с произрастающей на них древесно-кустарниковой растительностью [18, 27]. При рубках ухода с момента
образования насаждений до наступления возраста главной рубки периоди­
чески вырубается часть деревьев. Б лагодаря этому формируется породный
состав насаждений и улучшаются условия прироста.
При всех рубках ухода в м о л о д н яках — осветлениях, прочистках, про­
реживаниях — получают тонкомерную древесину. Выход такой древесины при
рубках ухода зависит от возрастной структуры и породного состава н асаж ­
дений, лесорастительной зоны и интенсивности прореживания. По некоторым
оценкам выход этого древесного сырья колеблется от 10 до 35 м3/га. С ред­
ние данные об изъятии древесины при рубках ухода (в пл. м3/га) приве­
дены ниже по союзным республикам (по исследованиям И. К. Иевинь).
Прореживание
РСФСР
............................................................
У краинская ССР ...........................................
Белорусская ССР
.......................................
Латвийская ССР
...........................................
Проходные
рубки
19
20
23
44
28
25
28
40
По концентрации древесного сырья прореживания и проходные рубки усту­
пают сплошным в 3—5 раз. Ежегодный размер рубок ухода в лесах нашей
страны определен в 3,3 млн. га. При интенсивном ведении лесного хозяйства
рубки ухода намечено проводить на более значительных площ адях, что поз­
волит удовлетворить до 30—40 % общей потребности в древесине.
Удельный вес размерно-качественных групп сырья от рубок ухода за
лесом приведен в табл. 4.
Таблица
4
У д е л ь н ы й вес с ы р ь я , %
деревья
В ид р у б о к у х о д а
тонкомер­
ные
Осветление
Прочистки
Прореживание
Проходные рубки
2
93—98
40—48
крупномер­
ные
2 -5
52—60
хворост
100
98— 100
2
При прореживании средневозрастных насаждений тонкомериые деревья
составляют 90—95 %. Из них 35,4 % имеют диаметр на высоте груди от
4,1 до 6,0 см и 25,8 % от 6,1 до 8,0 см. При проведении прочисток и освет­
лений в молодом сомкнувшемся древостое больше всего вырубается березы
(40,5 %) диаметром на высоте среза до 1 см. Доля вырубаемых деревьев
диаметром до 9 см здесь достигает 98 %. Выход сырья при прочистках срав­
нительно невелик. М инимальная площадь для промышленных заготовок ре­
комендуется в пределах 3—5 га.
В проходных рубках, проводимых в приспевающем древостое, до 60 %
объема составляют хлысты, пригодные для получения пиловочника. Однако
около 80 % всех вырабатываемых деревьев имеют диаметр меньше 12 см и
средний объем ствола 0,09—0,11 пл. м3. П реобладание тонкомерных деревьев
и невысокая степень концентрации сырья приводят к тому, что при рубках
ухода заготовка лесоматериалов обходится дорож е в 2—3 раза. Анализ рен­
табельности при разных видах рубок ухода показывает, что осветления и
прочистки могут стать источником дополнительного сырья при использораии.ч
всей вырубленной биомассы. На прореживаниях рентабельно производнтп
сырье для выработки щепы, а такж е вести комплексную переработку всей
18
биомассы. При проходных рубках получают бревна, балансы, сырье для
технологической переработки.
Из данных исследований, представленных в табл. 5, следует, что тонко­
мерная древесина в свежезаготовленном виде при осветлениях позволяет по­
лучить 45—62 % сырья лиственных пород для производства щепы. При про­
чистках доля сырья для производства щепы составляет 45 % всей массы
у хвойных пород и 68 % У лиственных. Д оля деловой древесины и дров не­
значительна и составляет здесь всего 3 %. Выход деловых сортиментов воз­
растает при прореживаниях и составляет в среднем 50 % У хвойных и 45 %
у лиственных пород. Еще больше возрастает выход деловой древесины прн
проходных рубках, который достигает 90 %, включая сырье для производ­
ства щепы [18].
Таблица
ВЫХОД, "о ОТ общ ей ма с сы
% ОТ общ е й
массы
1
1
2
2
45
68
52
29
Прорежи­
вания:
хвойные
лиственные
Проходные:
хвойные
лиственные
51
44
10
21
21
27
18
8
59
51
8
13
18
31
15
6
зе­
38
55
древесная
лень
62
45
сырье для п р о ­
изводства щ е ­
пы
древесная
лень
—
—
круглые
лесома­
те р и а л ы
др о в а
сырье д л я
производства
щепы
—
—
Вид р у б о к
и п ор о д а вы ­
рубаемых
деревьев
деловая
древе­
сина
дров а
Осветленне:
береза
осина
Прочистки:
хвойные
лиственные
круглые
лесомате­
ри ал ы
деловая
древеси­
на
Вид р у б о к и
п орода в ы ­
рубаемых
деревьев
зе­
1
Выход,
5
Древесина тонкомерных стволов по качеству несколько отличается от
спелой древесины. Д л я нее характерны меньшая плотность, более короткие
и тонкие волокна целлюлозы, особенно в молодом возрасте. Средняя длина
волокна у тонкомера сосны пятилетнего возраста составляет 0,7— 1,2 мм,
в древесине возраста до 27 лет 2,3 мм, в балансовой древесине спелого воз­
раста 2,2 — 3,2 мм. При исследовании молодой древесины лиственных пород
с коротким циклом выращивания так ж е установлено, что молодая древе­
сина имеет более короткое и тонкое волокно. Однако разница меж ду разм е­
рами волокон молодой и спелой древесины лиственных пород менее значи­
тельна, чем для хвойных. Н аблю дается повышенная «грубость» волокна
с возрастом древесины. Волокна целлюлозы молодых деревьев более топкие
и гибкие.
Плотность тонкомерной древесины хвойных пород ниже, чем плотность
спелой балансовой древесины. У лиственных пород плотность равна или
ниже плотности спелой древесины, а у осины и ивы деревья 3—5 лет могут
иметь плотность д аж е выше, чем 20 — 25 лет. Наименьш ая плотность х ар ак ­
терна для деревьев 10—20 лет, когда разница с плотностью спелой древесины
составляет 10— 12 %. При достижении возраста 30—40 лет это различие
снижается до 4—6 % [34].
Н аблю даю тся отличия и в химическом составе тонкомерной древесины.
В ней меньше содержится целлюлозы, больше — лигнина, пентозанов, смол,
золы. Молодые ель и осина по содержанию целлюлозы отличаются незначи­
тельно. Древесина тонкомерных стволов сосны, березы и ольхи содержит па
4—5 % меньше целлюлозы, чем балансовая. Содержание целлюлозы с возра­
стом увеличивается, особенно существенно у сосны — на 10,4 % и несколько
1.)
Меньше у березы — на 6 ,6 % . Значительных изменений в количестве лигМина
с возрастом не происходит [34].
К недостаткам тонкомерной древесины следует отнести ср а в ­
нительно высокое содерж ание коры в молодых стволах, которое
постепенно снижается с возрастом. Кора у тонкомера тонкая,
гладкая, состоит преимущественно из луба. Корковый слой
обычно отсутствует или имеется в зачаточном состоянии. Кора
молодых деревьев труднее поддается отделению. Следует о б р а ­
тить внимание и на относительно высокое содержание в тонко­
мере древесной зелени, которая наряду с корой засоряет техно­
логическую щепу при ее производстве пз целых деревьев. О д ­
нако в тонкомерных деревьях почти отсутствует гниль.
В нашей стране накоплен опыт использования тонкомернон
древесины для производства целлюлозы, картона и древесных
плит, где при изготовлении стружки отмечается ее более высо­
кое качество и резкое снижение пыли. Древесностружечные
плиты из тонкомерной древесины получены с более высокими
показателям и физико-механических свойств и лучшим внешним
видом по сравнению с плитами из дровяной древесины. В произ­
водстве древесноволокнистых плит добавка 40 % такого сырья
не требует изменений технологических режимов [34].
Щ епа из неокоренной тонкомерной древесины пригодна для
использования в целлю лозно-бумажном производстве. П рисут­
ствие коры в щепе приводит к увеличению расхода реагентов
при сульфатной варке и снижению выхода целлюлозы, но не
создает никаких принципиальных препятствий. Волокна ц ел­
люлозы из неокоренной сосны оказал и сь длиннее, чем пз око­
ренной древесины.
К тонкомеру близка по своим свойствам древесно-кустарниковая расти­
тельность, произрастаю щ ая на объектах мелиорации и большей частью пред­
ставленная лиственными породами. Отечественный и зарубежный опыт пока­
зывает, что технологическая щепа из этого сырья не уступает по качеству
щепе из древесины от рубок ухода. Запасы сырья на мелиорируемых землях,
особенно в северо-западных районах Европейской части страны, довольно ве­
лики. Согласно нормативам М инмелиоводхоза БССР запасы древесины на
объектах мелиорации для всех пород составляют: для редкого кустарника
10 пл. м3/га, для кустарника средней густоты 20 пл. м3/га, для густого
33 пл. м3/га. Количество такой древесины только в Белорусской ССР дости­
гает 10 млн. м 3 [27]. П оказана целесообразность использования такого сырья
в гидролизном производстве с предварительным измельчением в щепу.
Отходы лесообрабатывающих производств. О т к о м л е в к и
образуются при оторцовке хлыстов и представляют собой ком­
левую часть ствола с такими пороками формы, как сбежистость,
ребристая или округлая закомелисгость, которые снижаю т каче­
ство деловых сортиментов или совсем в них не допускаются.
Откомлевки образуются и в случае дефектов стволов, возник­
ших при валке дерева. Выступающие над поверхностью торца
ствола козырьки или часть хлыста удаляю тся для получения
торцовой поверхности сортимента, перпендикулярной продоль­
ной оси дерева. Д ли н а откомлевок не превышает 1 м.
20
Древесина откомлевок мало отличается от стволовой, по­
этому вполне пригодна для получения технологической щепы.
Однако характерный для нее порок — наклон волокон может
вызвать образование мелких частиц с толщиной более допусти­
мой и с цяты м и торцами. Д о л я такой древесины в общей массе
перерабатываемого на нижнем складе сырья невелика и состав­
ляет в среднем 2 ,5 % (1,5—3 , 0 % ) , поэтому снизить качество
щепы существенным образом она не может. Р а зр а б о т а н а спе­
ц иальная рубительпая машина для измельчения откомлевок
в щепу для древесных плит без предварительной окорки.
О т х о д ы л е с о п и л е н и я . На нижних складах произво­
дится 40 % всех пиломатериалов в стране. При распиловке д р е­
весного сырья образуется до 44 % отходов, количество и ка ч е­
ство которых зависит от технологического процесса распиловки,
разм еров и качества распиливаемых бревен, применяемых по­
ставов. Отходы лесопиления составляют горбыли, рейки, торцо­
вые отрезки и вырезки досок, опилки. Часть сырья безвозвратнс
теряется на распыл и усушку. Средний баланс древесины при
раскрое пиловочных бревен хвойных пород диаметром 20—
22 см и длиной 6 м приведен [41] в табл. 6.
Таблица
6
Выход, в % от объема сырья, при распиловке
вразвал
С
брусовкой, 'а
П и л о м а т е р и а л ы и о т ходы
Доски длиной 1 м
Горбыли
Рейки
Короткие доски дллной
0,3— 1 м
Торцовые отрезки, вырез­
ки
Опилки
Усуш ка и распыл
необрез­
ные доски
обрезные
доски
74
6
50
100
57,5
8,5
59
3
56
6
14
3
3
7
3
—
2
2
2
10
12
12
7
7
7
12
7
—
10
10
Горбыли представляю т собой отпиленную периферийную часть бревна,
у которых одна пласть пропилена, а другая образована необработанной по­
верхностью бревна. Толщина горбылей составляет 20—50 мм и возрастает от
вершины к комлю. Она зависит от сбежистости и длины пиловочных бревен.
Ширина горбылей изменяется от 80 до 130 мм, длина от 3,0 до 6,5 м. Они,
как правило, короче выпиливаемых досок. Количество горбылей зависит от
метода раскроя, диаметра и сбега бревен, правильности расчета поставов,
сортировки бревен по смежным диаметрам и составляет от 6 до 10 % исход­
ного сырья [33].
Рейки образуются при обрезке и раскрое пиломатериалов по ширине.
Толщина реек всегда соответствует толщине выпиливаемых пиломатериалов
и составляет 25— 100 мм. Ширина реек изменяется от 35 до 100 мм, а длина
от 2,0 до 6,5 м. Объем реек такж е значителен и составляет от 7 до 14 %
исходного сырья.
*
Горбыли и рейки, получаемые из заболонной части пиловоч­
ных бревен, содерж ат сравнительно небольшое число пороков и
по качеству древесины являю тся наилучшим сырьем для полу­
чения высококачественной щепы для целлюлозно-бумажного
производства. Древесина, сод ер ж ащ ая водопроводящие каналы,
хорошо пропитывается варочными щелоками, более 'доступна
для удаления смолистых веществ и не образует непровара. Н е­
обходимое и важ н о е условие использования отходов лесопиле­
ния на щепу — предварительная окорка бревен.
Уступают горбылям н рейкам по качеству торцовые отрезки и вырезки,
получаемые при раскрое пиломатериалов по длине, опиловке торцов, удале­
нии дефектных участков с пороками или острых концов досок. Они имеют
сравнительно небольшую длину в пределах от 25 до 150 мм, толщину от 13
до 250 мм и ширину от 30 до 300 мм. Объем торцовых отрезков и вырезок
колеблется в пределах от 2 до 4 1 а в экспортном лесопилении достигает
5 % исходного сырья.
К отходам лесопиления не относятся короткие доски длиной
0,3— 1,0 м, однако из-за трудностей сбыта они являются допол­
нительным сырьем для выработки щепы. Объем коротких д о ­
сок составляет 3 %.
Опилки образуются в процессе лесопиления в объеме от 9
до 16 % от распиливаемого сырья. И з-за небольших размеров
древесных частиц они с большим трудом могут быть использо­
ваны в целлюлозно-бумажной промышленности. Плиты из них
имеют низкие прочностные показатели. Практическое значение
имеют опилки с размером более 3 мм, которые можно исполь­
зовать в виде добавок к основному сырью в производстве целлю ­
лозы, бумаги, картона. Д о 23 % таких частиц образуется на л е ­
сопильных рам ах при распиловке сосновых и еловых бревен.
Р азраб отан ы специальные рамные пилы для получения опилок
более крупных размеров. Опилки, образую щиеся при обработке
пиломатериалов на круглопильных станках, имеют волокнистую
структуру и значительно меньшие размеры. На обрезных и то р ­
цовочных станках количество опилок размером более 3 мм не
превышает, по данным Ю. А. Пушкина, 15 %.
Форма частиц древесины в опилках близка к кубической, а отношение их
длины к толщине (коэффициент гибкости) составляет 2,5, что препятствует
их использованию в производстве плитпых материалов. Удельная насыпная
масса опилок 149 кг/м3. В сухом состоянии этот показатель колеблется от
194 до 226 кг/м3 [23]. При хранении влаж ных опилок в кучах, в результате
происходящих в них процессов распада, наблюдается саморазогрев массы.
Температура внутри куч достигает 38—73 °С, в результате чего возможно
самопроизвольное воспламенение. Происходит постепенный распад ценных
компонентов древесины, отмечается снижение ее теплотворной способности.
Поэтому опилки в случае предполагаемой переработки не должны подвер­
гаться длительному хранению.
Д ревесные опилки широко используют в качестве сырья для
гидролизного производства. ГОСТ 18320— 78 регламентирует по­
родный состав, количество примесей и размерный состав опилок
как технологического сырья для гидролиза. Опилки не должны
22
содерж ать более 8 % коры, 5 гнили и 0,5 % минеральных при­
месей. В их составе не допускается более 10 % мелких древес­
ных частиц, прошедших через сито с отверстиями диаметром
1 мм, и более 5 % крупных, оставшихся на сите диаметром
30 мм. Породный состав опилок жестко регламентируется для
фурфурольного профиля гидролизного производства, где исполь­
зуется древесина только лиственных пород без примеси хвой­
ных. В опилках для дрож ж евого профиля породный состав не
регламентируется. Д л я перевода насыпного объема опилок
в плотный принимают следующие коэффициенты: 0,28 — до о т­
грузки потребителю; от 0,30 до 0,36 — при перевозке автомо­
бильным и ж елезнодорожны м транспортом на расстояние до
500 км.
Одним из эффективных направлений является получение
вместо опилок технологической стружки, пригодной для произ­
водства плит и целлюлозы. Д о к а за н а практическая возможность
получения такой стружки при продольной распиловке древесины
специальными круглыми пилами [40]. Более крупные частицы
могут быть получены за счет увеличения подачи на зуб или пу­
тем приближения процесса распиловки к строганию или ф резе­
рованию. Большие подачи предопределяют малое количество
зубьев в пиле и значительные по объему межзубовые впадины.
Р азраб отан ы различные конструкции круглых пил с группо­
выми и коническими зубьями для продольной распиловки с по­
путной и встречной подачей. Получаемые частицы имеют форму
длинноволокнистых стружек длиной от 7 до 14 мм и толщиной
0,3— 0.5 мм. Экспериментально доказана возможность исполь­
зования таких частиц для производства древесностружечных и
древесноволокнистых плит, бисульфитных целлюлоз [40].
О т х о д ы ш п а л о п и л е н и я . Выход шпал в среднем с о ­
ставляет 50 % от сырья и зависит от формы их поперечного се­
чения и типа, применяемого постава и способа распиловки, д и а ­
метра и качества шпального кряж а. Н а р яд у со ш палам и и
брусьями, в шпалопилении получают необрезные доски и дело­
вой горбыль. В цехах шпалопиления часто практикуется изготов­
ление шпал без выпиливания подгорбыльной доски, что позво­
ляет повысить на 10— 15 % производительность головных ш пало­
резных станков и получать горбыли укрупненного сечения. Т а ­
кие деловые горбыли (в объеме около 12 % от п ерерабаты вае­
мого шпального кр я ж а) являются хорошим сырьем для полу­
чения пиломатериалов различного назначения. Перспективной
является технология изготовления шпал на фрезернопильных
линиях, где одновременно со ш палами получают щепу.
Усредненный выход продукции и отходов в шпалопилении
[44] приведен в табл. 7.
Отходы шпалопиления получают из заболонной бессучковой
или малосучковой зоны шпальных кряжей, свободной от поро­
ков грибного происхождения, табачных и загнивших сучков.
Д ревесина таких отходов (преимущественно хвойных пород)
Таблица
7
Выход. % от объема сырья, при распиловке
Продукция II отходы
с подгорбыльной
доской
без подгорбыльной
доски
Шпалы и брусья
Доски нгобрезные
Горбыль деловой
Горбыль неделовой, торцовые отрезки
Опилки
Усуш ка
48—53
11— 12
17—20
9— 10
4—6
5
4 8 -5 3
4—5
2 4 -2 7
9— 10
4—5
5
является ценным сырьем д ля выработки короткомерных пило­
материалов и технологической щепы. Необходимое условие ис­
пользования отходов в щепу — предварительная окорка ш п ал ь ­
ных кряжей.
Д л и н а отходов в шпалопилении соответствует длине ш п ал ь ­
ных кряжей и составляет 2,75 м. В отличие от делового гор­
быля, который используется для получения пиломатериалов, не­
деловой или дровяной горбыль имеет меньшую длину и то л ­
щину менее 15 мм. Такой горбыль не пригоден д ля получения
пиломатериалов и используется только для выработки щепы.
При распиловке шпальных кряжей с подгорбыльной доской тол­
щина горбыля изменяется в пределах от 20 до 65 мм. Однако
толщина делового горбыля, получаемого из шпальника без под­
горбыльной доски, значительно больше и достигает 130 мм.
Ш ирина горбыля зависит от д иам етра распиливаемого ш п ал ь ­
ного кр яж а. При распиловке к р я ж а небольшого д иам етра и
выходе одной шпалы ш ирина горбыля получается в пределах от
160 до 260 мм, а при раскрое крупномерного сырья большого
диаметра она достигает 500 мм и более. В случае использования
таких отходов для выработки щепы необходимо распиливать их
по ширине, чтобы они могли пройти в рубительную машину че­
рез загрузочный патрон ограниченного сечения.
О т х о д ы т а р н ы х п р о и з в о д с т в . Д л я выработки ком­
плектов ящичной тары в леспромхозах используются круглые
лесоматериалы, полученные из дровяных и тонкомерных д е ­
ревьев, отходы лесопиления и шпалопиления. Полезный выход
пилопродукции при переработке такого сырья невелик, и отходы
составляют от 52 до 80 % [12].
К отходам тарных производств относятся горбыли, рейки,
торцовые отрезки, вырезки. Значительную долю, около 20 %
всей распиливаемой древесины, составляют опилки. Качество
отходов здесь невысокое из-за наличия в них до 50 % гнили. П о ­
этому отходы тарных цехов, где в основном п ерерабатывается
д ровяная древесина с гнилью, для выработки высококачествен­
ной технологической щепы непригодны. Окорка тарного к р я ж а
не производится, поэтому щепа из отходов здесь будет содер­
жать, н аряду с гнилью, до 23 % коры. Т ак ая щепа из-за чрез-
Мерной засоренности гнилью и корой непригодна ни для произ­
водства плит, ни для гидролиза и может быть использована
только как топливо. Однако отходы тарного производства можно
подвергнуть предварительно сортировке и отделить более цен­
ные отрезки из периферийной части тарного кряж а, которые не
содерж ат гниль. Щ епа из этих отходов может быть подвергнута
очистке от коры и гнили в специальных устройствах, что позво­
лит использовать ее для выработки плит и целлюлозы.
В производстве деталей ящичной тары из отходов лесопиле­
ния и шпалопиления т ак ж е образуется значительное количество
отходов. Так, при переработке делового горбыля на тару отходы
составляют 76 %, а реек длиной до 2,5 м 84 %. Меньше отходов,
в объеме от 60 до 6 9 %, образуется при переработке коротких
досок длиной от 1 до 1,75 м. Качество отходов тарного произ­
водства здесь высокое, так как пиловочник и шпальник можно
подвергнуть предварительной окорке. Поэтому они вполне при­
годны д ля выработки технологической щепы, используемой
в целлюлозно-бумажной промышленности.
Отсев щепы
представляет собой совокупность мелких
древесных частиц длиной менее 5 мм, которые образуются при
сортировке технологической щепы. Наличие большого количе­
ства таких частиц в щепе отрицательно сказы вается на качестве
целлюлозы и ее выходе. С одерж ание мелких частиц зависит от
вида древесного сырья, условий его измельчения и времени года.
Отсев составляет до 8 % и более к объему измельчаемой древе­
сины. В зимнее время из-за хрупкости древесины количество
мелких частиц в отсеве возрастает. По сравнению с обычными
опилками эта фракция щепы имеет то преимущество, что ее
получают из древесины с ограниченным содерж анием коры,
гнили и минеральных примесей. Опыт работы промышленности
показал, что отсев является полноценным компонентом сырья
в производстве древесностружечных плит, где может быть ис­
пользован
в
соответствии
с
техническими
условиями
ТУ 13-597— 81.
1.3. КОРА И Д Р Е В Е С Н А Я З Е Л Е Н Ь
Кора. Н а р у ж н а я поверхность ствола, сучьев, ветвей и ко р ­
ней покрыта слоем коры, выполняющей в процессе ж и зн ед ея­
тельности дерева ряд функций, наиболее в а ж н а я из которых —
защ ита от вредных воздействий солнечного излучения, микроор­
ганизмов, перепадов температуры и влаж ности атмосферного
воздуха. Круглые деловые сортименты с поврежденной корой не
подлеж ат длительному хранению. З а 3—4 летних месяца в них
появляются различные грибные поражения, активному развитию
которых Способствуют трещины усушки на торцах и боковой
поверхности лесоматериалов, где снята кора. Бревна с непо­
врежденной корой сохраняются до переработки значительно
лучше.
25
Процесс переработки круглых лесоматериалов чаще всего
начинается с окорки — обязательной операции в производстве
балансов, рудстойки, столбов линий связи и электропередачи,
щепы для целлюлозно-бумажной промышленности. П о д в ерга­
ются окорке шпальный кря ж и пиловочник, отходы переработки
которых используются д ля выработки щепы. Окоренные л есом а­
териалы, используемые в круглом виде, быстрее высыхают и ме­
нее подвержены гнили и порче насекомыми в процессе эксп л уа­
тации.
При окорке 1 пл. м 3 круглых лесом атериалов хвойных по­
род ориентировочно получают 30 кг абсолютно сухой коры. О т ­
ходы окорки составляют 10— 15 % объема стволовой древесины,
а общие реальные ресурсы древесной коры достигают в стране
15— 18 млн. м 3 [8]. Н аибольш ее количество коры содержится
у лиственницы — до 25 % объема ствола и до 184 кг на 1 пл. м3
древесины при 55 % влажности.
Пригодность коры д ля различных видов промышленного ис­
пользования зависит от многих факторов, ио прежде всего от
химического состава и физико-механических свойств этого сырья.
В коре зрелых деревьев различаю т наружный корковый, или пробковый,
слой с постепенным или резким переходом к внутреннему — лубяному слою,
выполняющему проводящую функцию для органических питательных ве­
ществ. Толщина и количественное соотношение слоев различно и зависит от
породы, возраста дерева, расположения коры по высоте ствола. Резко отли­
чаются и физические свойства слоев. Н аружный корковый слой имеет в 7—
10 раз меньшую влажность, чем лубяной [47]. Древесная кора, особенно кор­
ковая часть, бедна целлюлозой, которой в 3—4 раза меньше, чем в древе­
сине. Кора тонкомерной древесины в сравнении с корой спелой древесины
содерж ит целлюлозы на 10— 15 % больше.
Важное практическое значение имеют содержащ иеся в коре д у б и л ь ­
н ы е в е щ е с т в а — танниды, извлекаемые из коры на заводах дубильных
экстрактов и используемые в кожевенной промышленности. Наиболее богата
дубильными веществами кора хвойных пород ели, пихты и лиственницы,
а у лиственных пород — кора ивы и дуба. Содержание дубильных веществ
зависит прежде всего от возраста дерева. Наибольшее содержание таннидов
наблюдается у коры молодых деревьев. Кора еловых деревьев в возрасте до
40 лет содержит 15,8 % дубильных веществ, в возрасте от 40 до 80 лет
12,4% , а наиболее низкое их содержание (до 4 % ) в коре перестойных д е­
ревьев. Самую ценную часть еловой коры здесь составляет лубяной слой.
У коры лиственницы наибольшее содержание таннидов (до 20 %) в возрасте
60— 100 лет и падает от комля к вершине. Кора молодых и перестойных д е­
ревьев лиственницы небогата дубильными веществами [24]. Присутствие л у ­
бяного слоя в отличие от ели снижает здесь содержание таннидов в коре.
Содержание дубильных веществ мало изменяется в течение года. Оно зави ­
сит от биохимических процессов, происходящих главным образом при х р а­
нении и сушке коры При сплаве древесины дубильные вещества активно
экстрагируются водой и их содержание может уменьшиться вдвое.
Количество коры, получаемой при окорке бревен, зависит от
их диаметра, породы, возраста дерева, места произрастания.
Среднее объемное содерж ание коры принимают в расчетах р а в ­
ным 10 % к объему еловой и сосновой балансовой древесины
[15]. Усредненные сведения о выходе коры при окорке 1 пл. м3
древесины приведены в табл. 8.
26
Таблица
8
Выход отходов о корки
Порода
% от об ъ е м а
к г на 1 п л . м 3 при в л а ж ­
ност и к о р ы , %
древесины
Ель
Пихта
Сосна
Лиственница
Осина
Береза
9,5
9,5
11,0
18,0
14,0
13,0
0
55
27
30
37
75
60
58
60
60
82
166
130
130
Отходы коры, получаемые при механизированной окорке
круглых лесоматериалов, неоднородны по форме и разм ерам ч а ­
стиц, составу и примесям древесины, влажности. Основную
массу лесом атериалов окоряю т ножевыми и роторными ста н ­
ками, а т а к ж е окорочными б ар аб ан ам и. Отходы от окорки но­
жевыми окорочными станкам и имеют серповидную форму ч ас­
тиц, выгнутых в сторону корки. Вместе с корой срезается и
прилегающий к ней слой древесины, поэтому отходы состоят
примерно из одинакового количества коры и древесины. С р е ­
заем ы е частицы коры в зависимости от реж им а резания и типа
станка имеют длину от 120 до 200 мм и ширину от 30 до 50 мм.
Основная масса коры находится на срезанны х частицах д р е в е ­
сины. Около 20 % коры крошится. Н асы пн ая масса отходов при
ножевой окорке колеблется в пределах от 180 до 250 кг/м3 и
зависит от влажности. При длительном хранении отходы не­
сколько уплотняются, теряется их сыпучесть и они трудно под­
даются разборке [15].
При окорке бревен на станках роторного типа содерж ание
древесины в отходах коры значительно меньше, чем при н о ж е­
вой окорке, и составляет летом 3—5 % , зимой до 13% [8]. О т­
личаются отходы и по фракционному составу. Их форма и р а з ­
меры зависят от времени года, режимов окорки п влажности
коры. В летний период в отходах встречаются сильно извитые и
переплетенные между собой полосы коры длиной 400—500 мм
и более, из-за которых снижается сыпучесть отходов. Степень
переплетения полос коры и их размеры тем больше, чем выше
ее влажность. Но в основном в этих отходах содерж атся куски
коры и отщепы древесины размером от 30 до 100 мм. Д оля т а ­
ких частиц зависит от времени года и составляет при окорке
сосны 49—67 %, ели 51—5 7 % . При окорке в зимний период
в озрастает доля мелких (длиной от 10 мм) частиц в виде
крошки, мелких кусков коры и измельченных волокон д р е в е ­
сины. В летний период такие частицы составляют в среднем 13
и 14 % для ели и сосны. Однако зимой их доля возрастает, осо­
бенно при окорке сосны, до 24 %, у ели до 14 %■
97
В роторных станках иногда устанавливаю т специальные ко ­
роподрезающие ножи, б лагодаря которым частицы коры стано­
вятся более мелкими и сыпучими. Н асы пная масса отходов при
роторной окорке древесины сосны составляет 320 кг/м 3, ели
385 кг/м 3. При хранении отходы несколько уплотняются, их о б ъ ­
ем ная масса возрастает в 1,5— 1,8 раза. Они приобретают вид
сильно свойлоченной массы, трудно поддающейся разборке при
перевалке и перевозке. Угол естественного откоса отходов
окорки составляет 40—47° у сосны и 45—60° у ели. Отходы ро­
торной окорки лесоматериалов по своему качеству более всего
пригодны для выработки дубильного сырья.
Отходы окорки лесоматериалов в б араб ан ах имеют не­
сколько иную структуру и состав. Н а ряд у с примесями здоровой
древесины, они содер ж ат значительное количество гнили.
О сновная масса коры здесь отделена от древесины и имеет
фракционный состав с преобладанием мелких частиц, получен­
ных при истирании коркового слоя. Кора после сухой окорки
обычно не требует дополнительного измельчения при сжигании.
В отходах окорки содер ж атся примеси древесных частиц в виде
отщепов и волокна. Общее количество отходов при сухой окорке
в б ар аб ан ах достигает у ели 16,7%, у лиственницы 2 5 ,5% . По
своему качеству эти отходы пригодны д ля утилизации в каче­
стве топлива, мульчи и сырья для производства компостов. П о ­
лучение дубильного сырья из таких отходов невозможно из-за
трудностей отделения гнили и древесных частиц.
Отходы коры как составной части биомассы дерева являю тся
естественным о р г а н и ч е с к и м у д о б р е н и е м и имеют боль­
шой гумусовый потенциал. Л у б я н ая и прикамбиальная части
коры богаты питательными элементами, необходимыми для р а з ­
вития микроорганизмов. В коре срубленного дерева микрофлора
находится в активном состоянии. О б л ад ая естественной пори­
стостью и высокой влагоемкостью, кора хорошо н акапливает и
удерж ивает влагу, способствует аэрации почвы и стимулирует
деятельность почвенных бактерий. К ора содержит органически
связанный азот в количестве до 3,83 % абсолютно сухого вещ е­
ства, который становится доступным д ля питания растений при
ее медленном, длящ емся 5—7 лет, разложении в почве. Н а р яд у
с азотом, кора содержит следующие химические элементы (в мг
на 100 г сухого вещ ества): кальция до 2500, магния до 600, к а ­
лия до 300, фосфора до 200, марганца до 40, бора до 3. Отходы
окорки целесообразнее всего использовать для удобрения почвы.
Древесная зелень. Составной частью лесосечных отходов я в ­
ляется древесная зелень, к которой относят хвою, листья и не­
одревесневшие побеги ветвей диаметром в отрубе не более 8 мм.
В процессах обмена веществ и фотосинтеза древесная зелень
цграет важнейшую роль. В ней содерж атся углеводы, белки,!
жирорастворимы е пигменты, витамины, эфирные масла, микро­
элементы. С одерж ание этих веществ непостоянно и носит ярко
выраженный сезонный и возрастной характер.
28
В хвое сосны обыкновенной содержится до 19% ц е л л ю л о з ы и
к р а х м а л а [18]. В зимний период содерж ание крахм ала снижается. В де­
кабре и январе в хвое и побегах елн он не обнаружен, а у сосны сохраня­
ется в побегах. В марте содержание крахмала увеличивается и достигает
максимальных значений к июню, когда в хвое его содержится до 34 %, в по­
бегах до 45 %.
И з с а х а р о в в древесной зелени найдены фруктоза, глюкоза и сах а­
роза. Содержание сахаров в побегах значительно меньше, чем в хвое. П овы ­
шенное содерж ание сахаров наблю дается в зимний период и сохраняется
до ранней весны, когда начинается их активный расход. К осени количество
сахаров снова возрастает. Наибольшим суточным колебаниям подвержено
содержание в древесной зелени глюкозы, в меньшей степени — фруктозы.
Более стабильна концентрация сахарозы и крахмала и практически не изме­
няется количество целлюлозы. Л истья деревьев мало отличаются от хвои по
качественному составу сахаров, хотя динамика их в годичном цикле и со­
держ ание у разных пород различны.
Белковых веществ в древесной зелени меньше, чем углеводов. Однако
обнаруженные в ней простые белки — протеины и ряд аминокислот — позво­
ляют отнести древесную зелень к одному из важных источников кормов для
животных. Больше всего протеина содерж ится в молодых листьях. У осины
содержание протеина составляет 14,2% от сухого вещества, у березы II,
у ивы 15,7% . Меньшее содерж ание протеина обнаруж ено в хвое, сезонные
колебания которого у сосны составляют 9,4— 11,8% , у ели 5,6 — 8 ,3 % . Н а ­
иболее низкое содержание протеина приходится на летний период. С возра­
стом содержание протеина в хвое и листьях снижается.
В аж ное практическое значение имеют содерж ащ иеся в древесной зелени
жирорастворимые пигменты х л о р о ф и л л и к а р о т и н о и д ы . Количество
пигментов такж е подвержено значительным колебаниям. Н аиболее высокое
содержание хлорофилла в хвое сосны и ели наблю дается в конце лета, наи­
более низкое — зимой. В листьях наибольш ая концентрация хлорофилла от­
мечена в фазе их полного развития. На содерж ание хлорофилла влияют
полнота и бонитет насаждения. В хорошо освещенной верхней части крон
хвоя и листья содерж ат меньше хлорофилла, чем в теневой. П оэтому древес­
ная зелень в высокополнотных насаж дениях богаче хлорофиллом. С пониже­
нием класса роста деревьев и увеличением класса бонитета количество хло­
рофилла в древесной зелени увеличивается. Хвоя старшего возраста содер­
ж ит хлорофилла больше, чем молодая. С возрастом деревьев количество
хлорофилла в ней возрастает примерно до 60 лет, а затем постепенно сни­
ж ается.
С одержание каротина такж е зависит от возраста дерева н древесной зе­
лени, времени года и суток. Хвоя старшего возраста в спелых насаждениях
богаче каротином, чем молодая хвоя и молодые деревья. Н аибольш ее коли­
чество этого ппгмепта наблюдается в древесной зелени в первой половине
дня (от 8 до 12 ч). М инимальная концентрация отмечена в летний период.
Д ревесная зелень богата в и т а м и н а м и группы Е, К, Р, С. Роль этих
физиологически важ ных соединений различна в разное время года, поэтому
содерж ание их непостоянно. В летние месяцы наблю дается повышенная
концентрация в хвое витамина Е, в зимнее — витаминов К, С и Р. В листьях
деревьев концентрация витамина К повышается в течение всего вегетацион­
ного периода, достигая наибольших значений перед их пожелтением. Аскор­
биновой кислоты, наоборот, больше всего в молодых листьях, весной. В тече­
ние вегетационного периода ее количество уменьшается. Витамин Е наиболь­
шей концентрации достигает в листьях березы бородавчатой в фазе их пол­
ного развития, после чего его количество постепенно сниж ается [18].
Д ревесная зелень содержит легколетучие вещества сложного состава,
с характерным запахом, которые называются эфирными маслами. Наиболее
ценно пихтовое эфирное масло, которое используется для получения синтети­
ческой и медицинской камфары. М аксимальное количество эфирного масла
накапливается в хвое летом, после чего его содержание постепенно сниж а­
ется и достигает минимальных значений в период вегетации. Условия про­
израстания дерева оказываю т значительное влияние на содерж ание эфирных
20
масел, наибольшее количество которых наблюдается в деревьях, растущих на
южных склонах.
Хвоя и листья богаты м и к р о э л е м е н т а м и , среди которых наиболее
значительно содержание азота, В листьях ольхи его количество достигает
3 % массы сухого вещества. Азота в хвое примерно вдвое меньше: у ели
1,47 %, у сосны от 0,3 до 1,0 %■
Более высокое содержание микроэлементов наблюдается в древесной зе­
лени молодых деревьев, произрастающих на более плодородных почвах. Уве­
личивается зольность и с возрастом хвои, хотя содержание азота в этом слу­
чае снижается. В период вегетации и активного роста дерева количество
основных элементов питания снижается. Содержание азота и микроэлемен­
тов, наиболее значительное весной к началу вегетации, постепенно снижается
с ростом дерева, достигает максимальных значений летом и затем снова в о з­
растает. Древесина ветвей и стволов содержит в 2—3 раза меньше азота и
микроэлементов.
Д ревесная зелень, богатая витаминами, улеводами, протеи­
ном, аминокислотами издавна используется в качестве корма
животным. Из нее изготовляют витаминную муку — ценную
кормовую добавку. И з хвои извлекают хлорофилло-каротиновую
пасту и эфирные масла, которые используют в парфюмерии и
фармацевтике. Н а практике широкое распространение получило
использование хвойной лапки — мелких, диаметром до 8 мм, в е­
ток, покрытых хвоей. Промышленное использование листьев
ограничено сезонностью, поэтому организация постоянно дей­
ствующих производств возможна только при использовании
хвои.
Количество древесной зелени в общей биомассе дерева з а ­
висит от многих факторов. В высокополнотных насаж дениях
кроны деревьев узкие и короткие, с небольшой массой древес­
ной зелени. С уменьшением полноты насаждений количество
древесной зелени возрастает до определенных пределов, а з а ­
тем снова снижается. Это объясняется тем, что на определенной
площади с уменьшением числа деревьев объем кроны не увели ­
чивается больше определенных для данных условий пределов.
Оценка запасов древесной зелени на лесосеке может быть
произведена следующими способами:
по массе древесной зелени, получаемой с учетом диаметра
дерева на высоте 1,3 м, р азр я д а высоты и числа деревьев на
лесосеке;
по массе древесной зелени, отнесенной на 1 м 3 заго та вл и в ае­
мой древесины, с учетом среднего диаметра хлыста и общего
зап аса древесины на лесосеке;
по массе древесной зелени, отнесенной на 1 м 3 заго та вл и в ае­
мой древесины, с учетом потерь при заготовке.
Д л я определения массы древесной зелени, полученной с од ­
ного дерева, можно использовать связь этого показателя с в ы ­
сотой и диаметром . на высоте груди, которую установил
- П. Г. Курвитс.
По табл. 9 можно определить зап ас древесной зелени по
таксационным показателям насаждений. Д ан ны е таблицы при­
годны для определения потенциальных ресурсов древесной зе30
Таблица
Диаметр
на высоте
груд и, см
8
12
16
20
24
28
32
36
40
44
48
52
56
М ас с а др е ве с н о й зе л ени с одн ого д е ре ва , кг
по р а з р я д а м
1
I
Iа
сосна
13
20
28
34
41
48
54
61
66
72
77
82
ель
10
21
38
63
86
125
150
195
229
269
286
331
II
9
вы сот и п о родам
I
IV
сосна
ель
сосна
ель
сосн а
ель
сосна
12
18
25
31
38
44
48
56
60
67
72
76
9
18
31
53
72
104
126
163
192
224
239
276
—
11
17
23
29
36
41
46
51
57
61
66
70
8
16
29
44
60
80
105
125
146
172
200
232
—
10
15
21
27
32
37
42
48
52
56
60
66
7
15
24
37
50
67
88
104
123
144
167
177
—
9
14
19
25
29
34
38
43
47
52
56
59
ель
7
13
20
31
42
56
67
87
103
110
128
148
--
лени в спелых и перестойных насаждениях, где диаметр д е ­
ревьев более 28 см, а так ж е в средневозрастных, при меньшем
диаметре дерева, получаемого при рубках ухода.
Реальны й объем заготовляемой древесной зелени зависит от
технологии лесосечных работ и времени года. При валке д е ­
рева, д а ж е при положительных температурах, наблю дается о т­
пад сучьев: до 70 % у сосны, 8 у ели и 2 % у березы. При отри­
цательных тем пературах теряется до 90 % сосновой древесной
зелени, до 30 % еловой. Использование валочно-пакетирующих
машин сокращ ает потери из-за «мягкого» реж има укладки д е­
рева. Однако при трелевке и погрузке неизбежны значительные
потери древесной зелени. Поэтому для ориентировочных оценок
справедливы данные Ц Н И И М Э , по которым на 1 м3 заготавл и ­
ваемой древесины приходится 56 кг древесной зелени, со д е р ж а ­
щей 36 кг хвои п листьев.
К недостаткам древесной зелени как технологического сырья
для переработки следует отнести: рассредоточенность и с р а в ­
нительно низкий объем, приходящийся на единицу лесной пло­
щади; невозможность создания значительных технологических
запасов из-за быстрой порчи; низкая производительность труда
на сборе; значительные потери и подверженность засоренности
минеральными примесями в лесозаготовительном производстве.
1.4. СПОСОБЫ КО Л И Ч ЕС ТВЕН Н О Й О Ц ЕН КИ Д О П О Л Н И ТЕЛ ЬН О ГО
С Ы Р Ь Я НА Л Е С О С Е К Е
Способы оценки запасов дополнительного сырья на лесосеке
имеют важ ное практическое значение. Технико-экономические
расчеты по сбору и использованию этого сырья, р азработка но­
вой техники и оценка эффективности ее работы, прогнозирова­
ние пожароопасности неочищенных лесосек требуют сравни31
ТеЛьно точных Данных о количес¥ве сырьй, оставшегося несо­
бранным и потенциально пригодного для переработки.
Наиболее широко используют выборочный способ оценки
запасов дополнительного сырья путем зак л ад ки пробных пло­
щадей по ОСТ 06-06— 81. На исследуемой лесосеке зак л ад ы в аю т
пробные площ ади размером 5 0 x 5 0 м, на которых измеряют
длину и диаметры оставленных отходов с последующей оценкой
их объемов в пересчете на 1 га. Такой способ отличается высо­
кой точностью, но весьма трудоемок. Способом зак л ад ки проб­
ных площадей оцениваются т а к ж е и запасы пнево-корневой д р е­
весины.
Оценка запасов сучьев и древесной зелени в растущем д ре­
востое производится по модельным деревьям. Д л я каждой сту­
пени толщины отбираю т не менее четырех деревьев, х ар а к тер ­
ных д л я данного массива по развитию кроны. Отобранные мо­
дельные деревья спиливают, затем измеряют диаметр и объем
ствола, объем (в скл. м3) и массу (в кг) сучьев. После этого,
отделив секатором древесную зелень от сучьев, ее взвешивают,
определяют реальный выход древесной зелени и сучьев на 1 м3
стволовой древесины.
Д л я быстрой и нетрудоемкой оценки объемов лесосечных от­
ходов удобен способ измерений по выходу технологической
щепы. Н а залож енны х пробных площ адях все лесосечные от­
ходы собирают механизированным способом и измельчают
в щепу. По выходу щепы можно судить о зап асах лесосечных
отходов. Сбор отходов в виде щепы не только уп рощ ает про­
цедуру измерений, но позволяет определить прежде всего их
реальные ресурсы.
М еж ду количеством лесосечных отходов и запасом древесины на 1 га
установлено уравнение регрессии с высоким коэффициентом корреляции
г = 0,71:
0 = 0,12* + 14,3,
где у — количество лесосечных отходов, которые были собраны и перерабо­
таны в щепу, %; х — зап ас древесины на 1 га, м3.
Количество щепы из собранных лесосечных отходов в среднем составляет
33 % к количеству неокоренной стволовой древесины, а содерж ание древе­
сины в ней — только 6 ,8 % . На 1000 м3 стволовой древесины можно собрать
330 скл. м3 щепы из лесосечных отходов, где содерж ание древесины соста­
вит 68 м3. Расчеты показывают, что для получения на лесосеке 70—80 м'5
щепы необходимо на участке иметь зап ас лесосечных отходов 250—300 м3.
Все лесосечные отходы в полном объеме собрать невозможно. Часть из них
неизбежно теряется. Кроме того, тщ ательная уборка приведет к попаданию
в щепу камней, песка и комков почвы. По экспериментальным данным ре­
ально можно собрать в среднем 37.% лесосечных отходов от общего количе­
ства.
В табл. 10 приведено количество пригодных для сбора лесосечных отходов,
а такж е пнево-корневой древесины, которое дает лишь общее представление
о запасах отходов лесозаготовок на лесосеке. При расчете принято, что по­
тери отходов при сборе составляют 2 0 % , а плотный объем кусков пня 3 0 % .
Данны е таблицы показывают, что при запасе на 1 га 200 м3 можно по­
лучить 63 скл. м3 щепы из лесосечных отходов. В этой щепе окоренной д р е­
весины содерж ится только 12 пл. м3. Пневой и корневой древесины с этого
32
Таблица
10
Сред ни п в ы ход о т х о д о в
лесосечных
пнево-корневой древесины
1 га, м 1
50
100
150
200
250
300
щ е п а , с к л . мя
д р е в е с и н а , п л. ма
к у с к и пня,
скл. m:j
д р е в е с и н а , пл. м 1
16
31
47
63
78
93
3
7
10
13
17
20
25
50
75
101
126
151
10
14
21
28
35
42
ж е участка получают 101 скл. м3, нз которой окоренная древесина состав­
ляет 28 пл. м3.
При оценке объемов лесосечных отходов на больших площ адях можно
воспользоваться способом линейных пересечений. Н а исследуемой лесосеке
намечают ряд линий. Объем оставленных отходов тесно связан с количест­
вом хаотично разбросанных кусков и отрезков, пересеченных этими линиями.
Затем измеряют диаметры отходов в месте пересечения их линией отбора.
Оценка объема отходов на единицу площади включает диаметр пересечен­
ных кусков и длину линии отбора образцов. М еж ду этими показателями вы­
ведена следую щ ая зависимость:
,,
* I *
1=1
где У — объем кусковых отходов на единицу площ ади, м3/м 2; di — диаметр
i-ro куска, измеренного в точке пересечения его с линией отбора, м; L —
длина линии отбора образцов, м.
Н а точность подсчетов объема влияет общ ая длина линий отбора. Чтобы
оценить, например, объем оставленного сырья плотностью распределения
224,9 м3/га с точностью ± 1 0 % . требуется линия общей длиной 1524 м. С у­
щественное влияние имеет направление линии отбора образцов, а так ж е х а ­
рактер распределения отходов по площади и их ориентация относительно ли­
нии. Способ линейных пересечений сравнительно быстро позволяет оценить
объем оставленных лесосечных отходов с определенной степенью вероятности
и при относительно небольших трудозатратах.
1.5. В Л И Я Н И Е
И СП О ЛЬЗО ВА Н И Я БИОМ АССЫ Д Е Р Е В А
НА О К Р У Ж А Ю Щ У Ю С РЕД У
Комплексное использование всей биомассы дерева по-раз­
ному влияет на экологическую систему. О трицательны м побоч­
ным влиянием является дополнительный вынос таких важны х
питательных веществ, как азот, фосфор, калий, кальций, со­
д ерж а щ и хся в древесине, коре и зеленой массе. Д л я примера
укаж ем , что при заготовке стволов сосны питательных ве­
ществ выносится 847 г/м3, ели 1030 г/м3. При сборе пневой
древесины вынос микроэлементов т а к ж е значителен и состав­
ляет в пересчете на 1 м3 стволовой древесины сосны 151 г, ели
308 г. Вынос перечисленных элементов в ельниках 120-летнего
2
Заказ № 1314
33
возраста при заготовке стволов составляет 392 кг/га, при за г о ­
товке пней и корней диаметром более 2 см — дополнительно
137 кг/га. Однако оставш иеся в почве корни диаметром менее
2 см со д ерж ат еще значительное количество микроэлементов
(до 90 к г / г а ) .
В процессе перегнивания отходов образую тся естественные
удобрения, насыщенные микроэлементами, которые необходимы
д л я возобновления леса. Особую ценность представляю т хвоя,
листья, тонкие ветви и корни, которые перегнивают за 2— 3
года, т. е. в несколько р аз быстрее, чем древесина. Они о б р а ­
зуют комплекс органических питательных веществ, весьма в а ж ­
ных именно в первые годы жизни деревца. М еж ду тем распро ­
страненным способом очистки лесосек является сбор л есо ­
сечных отходов в валы и кучи с последующим их сжиганием.
Известно, что после концентрированного сж игания ухудшаю тся
физико-химические и микробиологические свойства почвы, в о з­
растает ее плотность и резко уменьш ается скважность, вы зы вая
заболачиваем ость лесосек. Н а огневищах образуется много
золы, которая усиливает щелочную реакцию и создает н еб лаго­
приятные условия д ля прорастания семян. Нередко у н и ч то ж а­
ется вся подстилка, и почва обедняется органическими вещ ест­
вами, необходимыми д ля успешного лесовозобновления и роста
деревьев. От правильной организации очистки лесосек зависит
качество лесовозобновления.
Способ очистки лесосек определяю т при их отводе в рубку
и у казы ваю т в лесорубочном билете. Учитываются п ринятая
технология, сезон заготовок, наличие подроста, почвенно-грун­
товые условия.
Н а сырых и мокрых почвах сбор лесосечных отходов имеет
особое значение для естественного возобновления леса. Хотя
лесосечные отходы улучш аю т д ля техники проходимость, о д ­
нако они затр уд н яю т испарение влаги и прогрев почвы, содей­
ствуют накоплению снега и зад ер ж ан и ю его таяния. Это уси­
ливает заб олачиваем ость лесосек, создает трудности для п р о р а ­
стания семян и появления всходов.
Н а каменистых и сухих песчаных почвах влияние лесосеч­
ных отходов иное. Здесь они способствуют улучшению водного
реж им а почв и обогащению их органическими веществами.
У меньшается испарение влаги, понижается скорость ветра у по­
верхности почвы, обеспечивается защ и та всходов от низких и
высоких температур, зад ер ж и в ае тся развитие сорной р асти тел ь­
ности. Чтобы обеспечить равномерное распределение массы л е ­
сосечных отходов по площ ади лесосек, они долж ны подвер­
гаться измельчению передвижными рубительными машинами.
Измельчение и разб расы в ан и е отходов требует меньших за т р а т
труда, чем сбор и сж игание их в кучах или валах.
З аго тов к а пнево-корневой древесины ск азы вается не только
на выносе дополнительной органической массы, но и к а к ре­
зультат на некотором истощении почв. Оставленные неубран34
ними пни являю тся местом разм нож ения многих видов н асе­
комых, некоторые из которых вредны д л я лесного хозяйства.
Вредители, обитаю щ ие в пнях, могут позднее повлиять на о к ­
руж аю щ ий лес, молодые посадки и неокоренные л есом атер и ­
алы. П ри удалении пней некоторые виды вредных насекомых и
грибы теряю т возможность разм нож аться. Облегчается м еха­
низация работ по лесоводству.
Обилие кормов д ля разви тия насекомых — ксилофагов со з­
даю т сучья, ветви, вершины и обломки, оставленные на лесо­
секе. Крупные отходы диаметром свыше 6 см более пригодны
для активного заселения стволовыми вредителями, чем мелкие.
О б щ а я п лощ адь заселенной боковой поверхности крупных о т ­
ходов в 3,1 р а за превыш ает таковую у мелких. Н аибольш ую
опасность, с точки зрения о б разован ия за п а с а стволовых вреди­
телей, представляю т собой отходы, оставленные на зимних в ы ­
рубках. Они с л у ж а т основной кормовой базой д л я разви тия
елового гравера — опасного стволового вредителя. Н а второй
год после вырубки, когда отходы перестают служить базой
д ля развития короедов, гравер переходит на стоящ ие деревья
в стенах леса и подрост, а т а к ж е мигрирует на вновь о б р а зо ­
ванные вырубки. Поэтому своевременная уборка лесосечных от­
ходов, особенно крупных, в а ж н а я мера санитарной охраны лесов.
Сбор и удаление лесосечных отходов ск азы ваю тся на у р о ­
ж а е лесных ягод. Д л я черники и брусники удаление отходов не
имеет большого значения, а у рож ай малины уменьшается. К о р ­
чевка пней т а к ж е ведет к уменьшению у р ож аев малины и брус­
ники.
Глава 2
ПЕРЕРАБОТКА Д РЕ ВЕ С НО Г О СЫРЬЯ
В НАРОДНОМ ХОЗЯЙСТВЕ
2.1. О С Н О ВН Ы Е Н А П РА В Л ЕН И Я И СПОСОБЫ П ЕР ЕР А БО Т К И
Д Р Е В Е С Н О ГО С Ы Р ЬЯ
Д ревесина служ и т в народном хозяйстве исходным сырьем
д л я выработки более д ва д ц ати тысяч продуктов и изделий.
Способы переработки древесного сырья классифицирую т на три
основные группы: механические, химико-механические и хими­
ческие. Р азл и ч н а степень превращений древесины в конечный
продукт. В одних технологических процессах она сохраняет
свои исходные физико-механические свойства, макро- и микро­
структуру, в других — используется к а к источник волокнистого
сырья, в третьих — ка к химическое сырье.
М е х а н и ч е с к а я п е р е р а б о т к а древесины заклю чается
в изменении ее форм пилением, строганием, фрезерованием, л у ­
щением, точением, сверлением, раскалы ванием. В результате
2*
35
механической обработки получают р азн ообразн ы е товары н а ­
родного потребления и промышленного назначения, продукцию
и сырье д л я смежных перер абаты ваю щ их отраслей промы ш лен­
ности. Механическим истиранием древесины получают волокни­
стые полуфабрикаты .
При х и м и к о - м е х а н и ч е с к о й п е р е р а б о т к е полу­
чаю т промежуточный продукт из древесины, однородный по со­
ставу и р азм ер ам ,— специально резаную струж ку, дробленку,
шпон. П ромежуточный продукт, получаемый механическим спо­
собом, покры ваю т синтетическим связую щ им веществом. Под
действием тем пературы и давлен ия происходит реакция поли­
меризации связующего, в результате чего промежуточный д р е ­
весный продукт прочно склеивается. В качестве связующего ве­
щества мож ет быть использован цемент и другие минеральные
вяж у щ и е вещества. П ри химико-механической п ереработке п о ­
лучаю т фанеру, столярные, древесностружечные и цементно­
стружечные плиты, арболит и фибролит. Химико-механический
способ используют при получении волокнистых полуф абрикатов
в целлю лозно-бумажной промышленности.
Одно из направлений химико-механической переработки состоит в полу­
чении м о д и ф и ц и р о в а н н о й д р е в е с и н ы . Н аиболее простой способ
улучшения природных свойств древесины — увеличение ее плотности прессо­
ванием, называю т термомеханическим модифицированием (ГОСТ 24329—80).
Заготовки в виде брусков, досок, стержней или цилиндров уплотняют
в пресс-формах под давлением до 70 М Па. Механическое воздействие мож ет
сочетаться с нагревом, пропаркой, пропиткой древесины минеральными м ас­
лами или смолами. Химико-механическое модифицирование осущ ествляется
предварительно обработкой древесины аммиаком или мочевиной с последу­
ющим прессованием. Комбинированное механическое, термическое и химиче­
ское воздействие вызы вает изменения физических свойств и химического со ­
става древесины, в результате чего повышается ее пластичность и улучш а­
ются условия прессования. П олучаемые материалы обладаю т стабильностью
формы и размеров, высокими показателями физико-механических свойств,
примерно пропорциональных степени уплотнения. При химическом модифи­
цировании прессования не требуется. Д ревесину обрабаты ваю т ацетилирующими реагентами и затем подвергают длительной термообработке. Совсем
иначе происходит увеличение плотности при радиационно-химическом моди­
фицировании. Древесину вначале подвергаю т пропитке низковязкими моно­
мерами или алигомерами, например стиролом, метилметакрилатом, винилацетатом, ненасыщенными смолами или их смесями. П олимеризацию м о­
номера в древесине проводят под воздействием гамма-лучей. Получаемый
материал представляет собой древесину, пропитанную пластмассой.
Х и м и ч е с к а я п е р е р а б о т к а древесины осуществляется
термическим разлож ением , воздействием на нее растворителей,
щелочей, кислот, кислых солей сернистой кислоты. Термическое
разлож ение, или пиролиз древесины, осущ ествляется н а г р е в а ­
нием древесины при высокой тем пературе без доступа воздуха.
П ри пиролизе получают твердые, ж и дки е и газообразн ы е про­
дукты. Из них наибольш ее практическое значение в народном
хозяйстве имеет древесный уголь.
При помощи растворителей из древесины, предварительно
измельченной в щепу, извлекаю т различны е экстрактивны е ве­
36
щества. При экстракции водой получаю т дубители. К леящ ие
свойства камеди, извлекаемой водой из древесины лиственницы,
используются в полиграфической, текстильной и спичечной про­
мышленности. При экстракции бензином пневого осмола, из­
мельченного в щепу, из древесины наиболее экономным спосо­
бом извлекаю т канифоль. Этот ценный продукт широко
используют д ля получения высококачественной бумаги, как з а ­
менитель жиров в мыловарении, д ля производства лаков, л и ­
нолеума, резины, электротехнических и других изделий.
При об р аботке хвойной древесины слабы ми растворами щ е ­
лочей, без давления, из нее извлекаю т смолистые вещества и
небольшое количество лигнина, гемицеллюлоз. При длительном
нагревании древесины под давлением с концентрированными
растворами щелочи, взяты ми в избытке, происходит ее полное
разложение. П родуктами р азл ож ен и я являю тся газы, смола, у к ­
сусная и м уравьи ная кислоты. Значительное количество этих
кислот обр азуется при окислении древесины кислородом в о з­
духа в слабощелочной среде под давлением [11].
При варке измельченной в щепу древесины с 5— 15% -ны м
водным раствором едкого натра, часто с добавлением серни­
стого натрия, большая часть лигнина растворяется и получается
волокнистая целлю лоза — н атронная или сульф атная. С у л ьф и т­
ную целлю лозу получают при обработке древесины раствором
кислых солей сернистой кислоты. В присутствии свободного
сернистого ангидрида лигнин растворяется под действием д а в ­
ления и высокой температуры. К ак и при натронной варке, по­
лучается волокнистая масса — целлю лоза. Кислоты оказы ваю т
разруш аю щ ее гидролизующее действие на древесину, что л е ­
ж и т в основе гидролизного процесса производства глюкозы,
ксилита, спирта. Больш ое значение приобретаю т кормовые
д ро ж ж и , полученные на гидролизных и целлю лозных п редпри я­
тиях из углеводов, содерж ащ и хся в гидролизатах и сульф ит­
ных щелочах. Гидролизом лиственной древесины, разбавленной
кислотой или водой под давлением, получают фурфурол.
Основными потребителями древесного сырья, поставляемого
лесозаготовительной промышленностью, являю тся лесопильные,
целлю лозно-бумажные, плитные и фанерны е предприятия.
С развитием народного хозяйства структура потребления д р ев е­
сины постоянно изменяется. Р ан ее значительным было исполь­
зование круглых необработанны х лесом атериалов. З а тем п ре­
обладаю щ и м стало использование древесины в лесопилении,
где объемы п ерерабаты ваем ого сырья теперь ст а би л и зи р ов а­
лись. Ныне наиболее интенсивно растет использование измель­
ченного древесного сырья в виде технологической щепы, кото­
рая широко используется в производстве целлюлозы, бумаги,
картона, древесностружечных и древесноволокнистых плит. П о ­
требление древесины д ля выработки этих видов продукции воз­
растает в 2 р а за примерно к а ж д ы е 10 лет и в перспективе д о ­
стигнет около половины объем а всего заготовляемого сырья.
37
И зм енения в структуре потребления древесины вызы ваю т
соответствующие изменения в поставке лесоматериалов. Б ы с т ­
рыми темпами н ар астает производство щепы, которую сп р ав ед ­
ливо н азы ваю т «строительным камнем» будущей лесной инду­
стрии. Щ епа является основой комплексного использования
древесины. Она откры вает неограниченные возможности для
утилизации практически любого древесного сырья, вклю чая
нетранспортабельные отходы и вторичное сырье, например т а р ­
ноупаковочные м атериалы , скапливаю щ иеся в больших количе­
ствах в городах. Процесс производства щепы мож ет осущ ествля­
ться на любой стадии заготовки и обработки древесины, н ачи­
ная от измельчения в лесу целых деревьев до переработки
отходов.
Успешно развивается производство щепы мобильными рубительными машинами. Н а лесных ск л а д а х в щепу п е р ер а б а ты ­
ваю т не находившую сбыта низкокачественную древесину не
только хвойных, но и мягколиственных пород. В лесопилении
широкое признание получили фрезерно-брусующие станки д ля
одновременного получения бруса и щепы. Значение их особенно
велико д ля тонкомерной (диаметром от 6— 8 см) древесины,
которая ранее не могла быть использована ка к пиловочное
сырье.
Щ епа откры вает новые возможности не только в сферах
заготовки и переработки древесного сырья, но и его транспорте.
Измельченную в щепу древесину мож но сплавлять в сп ец и ал ь­
ных капсулах, б ла го д а р я чему из глубинных лесных районов
можно доставл ять потребителю всю биомассу дерева любых
пород.
П ояви лась возможность создания промышленных плантаций
леса с применением короткого оборота рубок. Преимущ еством
плантационных н асаж дений является не только более высокая
производительность 1 га леса. Разм ещ ен и е плантаций вблизи
перерабаты ваю щ их предприятий позволит бесперебойно сн аб ­
ж а т ь их древесным сырьем при меньших за т р а т а х на его з а г о ­
товку и транспорт.
2.2. П ЕР ЕР А БО Т К А Д Р Е В Е С И Н Ы В Ц ЕЛЛЮ ЛО ЗНО -БУМ АЖ НО М
П РО И ЗВО Д СТВЕ
Б у м а г о й н азы ваю т листовой м атери ал массой до 250 г/м2,
состоящий из совокупности волокнистых, проклеиваю щих, н а ­
полняющих и красящ их веществ. Листовой м атериал, состоя­
щий преимущественно из растительных волокон, связанны х си­
лам и поверхностного сцепления, н азы ваю т к а р т о н о м . Он о т­
личается от бумаги большей толщиной и массой 1 м2 (более
250 г).
Д л я производства бумаги и картона широко применяют
волокна древесины в виде волокнистых п олуф абрикатов — д р е­
весной массы и целлюлозы.
38
В ы р абаты в аю т белую, бурую и химическую древесную
массу. Б е л у ю д р е в е с н у ю м а с с у получают при механиче­
ском истирании балансов поверхностью в ращ аю щ егося а б р а з и в ­
ного камня — дефибрера. Д л я ее выработки используют почти
исключительно древесину ели и пихты. Д о л я сосновой д р ев е­
сины сравнительно невелика [54]. И з-за высокого содерж ан ия
в ней смолы возникают с м о л я н ы е з а т р у д н е н и я — з а м а ­
зы вание дефибрерного камня, закл еи вани е сит сортировок и
ценообразование. Рекомендуется перер абаты вать древесину
сосны в возрасте до 30 лет, когда она содерж ит небольшое ко­
личество смолы. В настоящ ее время д ля производства белой
древесной массы все шире используют вы ращ и ваем ы е на п л а н ­
тациях лиственные породы, особенно осину и тополь. Высокие
показатели механической прочности волокон обеспечиваются
в белой древесной массе из свежесрубленной древесины, когда
они легче отделяю тся и сохраняю т свою форму.
В лаж ность древесины о казы в ает большое влияние на каче­
ство массы. При влаж ности сырья не менее 3 5 % , т. е. выше
предела гигроскопичности, расщепление древесины облегчается,
так как свободная влага при трении превр ащ ается в пар, а во­
локна набухаю т п иод действием тепла становятся гибкими и
мягкими. При недостаточном содерж ании влаги волокна при ис­
тирании древесины повреж даю тся и содерж ание длинноволок­
нистой ф ракции уменьшается.
Технология производства белой древесной массы зависит от
ее назначения. Д л я картона используют древесную массу хо­
лодного и горячего дефибрирования, которую в ы рабаты в аю т
в условиях высокого д авл ен ия древесины на камень и неболь­
ших д обавк ах воды. Это приводит к нагреву массы до 40—45 °С
при концентрации 3—4 % . Длинноволокнистую массу, исполь­
зуемую для бумаги, получают истиранием древесины при в ы ­
сокой температуре, достигающей в зоне деф и бри рован и я 150 °С
и концентрации в пределах 16— 2 0 % . В олокна древесной массы
образую т при отливе бумаги плохое сплетение и не д аю т проч­
ного листа, поэтому ее применяют только вместе с целлюлозой.
Б у р а я д р е в е с н а я м а с с а зан и м ает промежуточное по­
лож ен и е между белой древесной массой и целлюлозой. Б ум ага
и картон, вы работанны е из этого п олуф абриката, отличаются
повышенной механической прочностью. Это о бъясняется п ред­
варительной обработкой древесины перед дефибрированием,
варкой б ал ан са в присутствии воды или пропаркой, что спо­
собствует получению более длинных и гибких волокон. К ка ч е­
ству бал ан са здесь предъявляю тся пониженные требования. И с ­
пользуют практически лю бы е породы древесины. И з бурой д р е ­
весной массы вы рабаты ваю т картон, упаковочные и оберточные
бумаги без добавки других полуф абрикатов.
Х и м и ч е с к у ю д р е в е с н у ю м а с с у получают истира­
нием на д еф и брерах бал ан са, предварительно подвергнутого
тепловой и химической обработке. Б л а г о д а р я этому связь
39
меж ду волокнами древесины осл аб л яется больше, чем при про­
парке. В результате волокна не только легче отделяются, но и
получаются тоньше, длиннее и эластичнее. Этот способ позво­
л яет получать волокнистую массу в основном из древесины л и ­
ственных пород — березы, осины, тополя, ранее мало использо­
вавш ихся д л я производства бумаги. Химическая древесная
масса о б ладает высокой белизной и по механическим свойствам
не уступает сульфитной целлю лозе [54]. Ее применяют при вы ­
работке картона, газетной и типографской бумаги.
Белую и химическую древесную массу получают т а к ж е из
щепы. Д ревесина в измельченном состоянии подвергается более
равномерной глубокой пропитке и быстрее прогревается, б л а ­
годаря чему повышается производительность установок, со к р а ­
щаю тся на 50 % производственные площ ади и на 10— 20 % к а ­
питаловлож ения [51]. Д л я разм ола щепы используют не д еф и б ­
реры, а компактные дисковые машины — рафинеры. В процессе
разм о ла щепы (рис. 5, а) пучки волокон сж им аю тся под дей­
ствием сб л иж аю щ и хся ножей 1 и 2 рафинера. Н а каж дой н а ­
бегающей стороне А ножей происходит ударное сж ати е воло­
кон, которые на сбегающей стороне В стремятся вернуться
в исходное положение. В результате сопротивления, о к а з ы в а е ­
мого ножам древесиной, и трения м еж д у ними в пограничных
об ластях возникают усилия среза t i и х 2, действующие друг
против друга и рассл аи в аю щ и е пучки волокон [51]. В процессе
р азм о л а щепы выделяю т три стадии. Н а стадии 1 (рис. 5 ,6 )
масса измельченной щепы еще скользит между дискам и и р а з ­
бивка ее на т а к назы ваем ы е спички мож ет п р одол ж аться до
зоны разм ола. Н а стадии 2 волокна долж ны быть отведены по
возможности неповрежденными от древесного комплекса. С т а ­
дия 3 р азм о л а зак л ю ч ается в фибриллировании отдельных во­
локон без их укорачивания.
Н а рис. 5, в п оказан а технологическая схема производства
белой и химической древесной массы из щепы. Из бункера 1
щепа подается в установку 2 д л я промывки горячей водой.
В результате у д ал яю тся инородные включения и происходит
разм ягчение древесины. П еред первой ступенью р азм о ла в р а ­
финере 5 хвойная щ епа подвергается интенсивной промывке
горячей водой, а лиственная щ епа — пропитке химикатами
в котле периодического действия 4. Особенно оправдал о себя
применение им прессфайнера 3 — винтового пресса непрерывного
действия, работаю щ его в условиях высокого давления. В прессе
из щепы у д ал яется воздух, б лаго даря чему осущ ествляется р а в ­
номерная и полная ее пропитка под давлением, а т а к ж е п р ед в а­
рительный разм ол. П олученная масса р азб ав л яе тся водой до
концентрации 25 % и поступает в первую ступень разм ола, где
установлены мельницы 5 с одним в р ащ аю щ и м ся диском. З а тем
масса поступает в промежуточный бассейн 6 и на сортировку 7.
Грубую массу после сортировки 7 сгущ аю т в устройстве 8 д л я
обезвож и вани я и повторно р а зм а л ы в а ю т в рафинере 9, а от­
40
сортированную массу н ап р ав л яю т в сборный бассейн 10, о т ­
куда она поступает на третью ступень р азм о л а 13. П олученная
масса н ап рав л яется на сортировку 14 и после обезвож ивания
и устройстве 11 р а зм ал ы в ае тся в рафинере 12. О тсортирован­
ную массу н ап р ав л яю т на переработку.
стадия 1
Стадия 2 Стадия 3
5
Рис. 5. Процесс размола щепы и технологическая схема получения древесной
массы
Процесс получения ц е л л ю л о з ы сводится к освобождению
ее от других сопровож даю щ их веществ, находящ ихся в д р еве­
сине. П оскольку таким основным веществом является лигнин,
процесс извлечения целлю лозы н азы ваю т д е л и г н и ф и к а ц и е й . Волокнистый продукт, получаемый из древесины в ре­
зул ьтате делигиификации, н азы ваю т т е х н и ч е с к о й ц е л л ю ­
41
л о з о й , которая не требует дополнительного р азм ола д л я р а з ­
деления на волокна. По величине выхода технические цел л ю ­
лозы дел ятся на три основные категории [46]. Волокнистый
продукт с выходом от 40 до 50 от массы древесины н азы вается
ц е л л ю л о з о й н о р м а л ь н о г о в ы х о д а , а с выходом во­
л окна от 50 до 6 0 % — ц е л л ю л о з о й в ы с о к о г о в ы х о д а .
П родукт с выходом волокна примерно от 60 до 80 % от массы
древесины н азы вается п о л у ц е л л ю л о з о й .
Ц елл ю л оза нормального выхода делигнифицирована тем
больше, чем глубж е она проварена и чем меньше ее выход из
исходного сырья. Потеря выхода целлюлозы при глубоком про­
в ар е объясняется не только более полным растворением лигнина,
но и частичным разруш ением самой клетчатки. По степени
провара в зависимости от остаточного лигнина целлю лозы
нормального выхода могут быть мягкими, полужесткими и ж е ­
сткими. М я г к и е целлюлозы со д ерж ат остаточного лигнина не
более 1,5% , п о л у ж е с т к и е — от 1,5 до 3 , 0 % , ж е с т к и е —
от 3 до 8 %. Ц е л л ю л о за высокого выхода содерж ит еще более
значительное количество сопутствующих веществ.
В производстве полуцеллю лозы лигнин и гемицеллюлозы
растворяю тся лишь частично, поэтому волокна могут быть р а з ­
делены и превращены в целлю лозную массу в две ступени.
В н ачале частично осущ ествляется делигниф икация щепы, а по­
том следует механический размол. Остаточный лигнин может
содерж аться здесь в количестве 15— 2 0 % [46]. Способ п роиз­
водства полуцеллюлозы наиболее экономичен. Он д ает в о зм о ж ­
ность получить из лиственной древесины, древесных отходов,
сучьев и хвороста высококачественный волокнистый продукт
д ля производства бумаги и картона. Из всех известных про­
мышленных методов получения целлю лозы наибольш ее р ас п р о ­
странение получили сульфатный и сульфитный. Производство
сульфатной целлю лозы разви вается быстрее, чем сульфитной,
т а к ка к сульфатный метод позволяет перерабаты вать в целлю ­
лозу все виды растительного сырья.
Процесс получения целлю лозы из древесины н азы ваю т в а р ­
к о й . В арку щепы производят в котлах периодического или не­
прерывного действия по специальному графику, в котором оп­
ределены все стадии варочного процесса и его параметры . Д л я
варки применяют вертикальные котлы объемом от 50 до 400 м3,
изготовленные из биметаллических листов.
С у л ь ф и т н у ю целлю лозу получаю т путем варки щепы
с сульфитной кислотой. Она представляет собой водный раствор
сернистой кислоты, содерж ащ ий некоторое количество бисуль­
фита кальция, магния, аммония или натрия. Получение ц ел л ю ­
лозы в котлах периодического действия состоит из следующих
операций: загрузки щепы, заливки кислоты, заварки, варки,
опорожнения котла. В процессе загрузки щепу специальным
паровым устройством уплотняют на 30— 40 %, что позволяет
увеличить производительность котла.
П ар
конденсируется
п щепе и нагревает ее до 70— 80 ®С. П осле загрузки щепы в ко­
тел через нижние штуцеры насосами подают кислоту. Первой
стадией варки является з а в а р к а , назначение которой полно­
стью и равномерно пропитать щепу. Проникновению кислоты
способствует пористое строение древесины, лиш ь небольш ая
часть объем а которой заполнена древесным веществом. К о м ­
поненты варочной кислоты могут проникать в щепу вместе
с жидкостью за счет капиллярного всасывания, путем д и ф ­
фузии из жидкой ф азы в жидкую, а т а к ж е путем газовой д и ф ­
фузии сернистого газа [46]. З а счет капиллярного всасы вания
щепой поглощ ается около 90 % жидкости. Ж и д к о ст н ая про­
питка происходит в котле в нижних слоях щепы, находящ ихся
мод гидравлическим давлением столба кислоты. Скорость ж и д ­
костной пропитки вдоль волокон хвойных пород в 50— 200 раз
больше, чем в поперечном направлении. Д и ф ф у зи я кислых р а с ­
творов вдоль волокон происходит быстрее, чем поперек, при­
мерно в 10— 12 раз.
Больш ое значение д ля пропитки имеет плотность древесины.
Чем выше плотность, тем труднее пропитка, особенно д и ф ф у ­
зионная. Трудно пропитывается плотная древесина сучков и
крени. После варки сучки д аю т твердые, нефибриллируемые о б ­
р а з о в а н и я — непровар. В ар ка древесины с большей плотностью
хотя и затруд н яет пропитку, но сн и ж ает удельный расход
сырья и увеличивает производительность котла.
П овы ш енная н ач ал ьн ая влаж н ость щепы практически ис­
ключает жидкостную пропитку, вызы вает р азб ав л ен и е кислоты
внутри щепы, поэтому требует применения концентрированной
кислоты. В то ж е время повышенная влаж н ость не только не
препятствует диффузионной пропитке, но д а ж е и облегчает ее
при высокой концентрации сернистого газа. П ересуш енная щепа
из-за наличия в ней воздуха плохо пропитывается. Если из д р е ­
весины не удалить воздух, получается костричная и неравн о­
мерно проваренная целлюлоза. Д л я ускорения процесса про­
питки используют пропарку, давление, вакуумирование. После
зав ар к и следует процесс варки, во время которого в раствор
переходит лигносульфоновая кислота и ее соли, образовавш и еся
в период заварк и. Одновременно с удалением лигнина проис­
ходят гидролиз и растворение части гемицеллю лоз и неболь­
шого количества целлюлозы.
В арку целлю лозы осущ ествляю т с принудительной цирку­
ляцией и непрямым обогревом варочной кислоты (рис. 6 ,а ) .
Щ ел ок из котла 1 через сеточный пояс 2 заб и рается насосом 4
и прокачивается через пароподогреватель 3. Д а л е е щелок по
трубам подается в верхнюю и нижнюю части котла. Во время
варки в котле п оддерж ивается постоянное давлен ие 0,6—
0,7 М П а. Температурный режим зависит от марки целлюлозы.
П одъем до конечной тем пературы 130— 155 °С длится 1—3 ч,
после чего происходит процесс варки. Полный оборот процесса
дли тся от 7 до 16 ч. По окончании процесса варки из котла
43
Рис. 6. Технологическая схема производства сульфитной целлюлозы и полу­
целлюлозы:
а — в котлах периодического действия; б, в — в котлах непрерывного действия
отбираю т щ елок и н ап рав л яю т его на переработку. Полученную
целлюлозную массу промываю т и очищ аю т от сучков, непроиара и м инеральны х загрязнений. З а тем ее обезвож и ваю т и н а­
п равляю т на производство бумаги или на сушку, если она п ред­
н азначена д л я отправки на другие предприятия.
В настоящ ее время существует несколько методов варки,
основанных на использовании сульфитных растворов. Н а р яд у
с сульфитной варкой применяют вар ку с сернистой кислотой,
бисульфитную, бисульфит-моносульфитную и нейтрально-суль­
фитную [3]. Сульфитные растворы в этих процессах отличаются
концентрацией водородных ионов и содерж анием связанного
сернистого газа.
З а последние годы широкое р азвитие получил б и с у л ь ф и т н ы й метод варки, где варочным реагентом является р а с ­
твор бисульфита магния. Этот метод обеспечивает защ иту во­
доемов от загрязнени я отработанны м и щелоками, эффективную
регенерацию химикатов и экономичное использование о р ган и ­
ческой части щелоков д ля получения пара. Б и сульф итн ая ц ел ­
лю лоза близка по свойствам к сульфитной, но отличается боль­
шой механической прочностью и более легкой способностью
разделяться на волокно при высоком выходе. М еж ду сульф ит­
ным п бисульфитным методами нет принципиального различия.
Р азн ы е температуры и продолжительность варки применяют
при этих способах д ля достижения определенной степени делигнификации.
Н е й т р а л ь н о - с у л ь ф и т н ы й м е т о д , где в качестве
реагента применяется сульфит натрия или сульфит алюминия,
получил большое развитие в послевоенные годы д л я получения
полуцеллю лозы из лиственной древесины [46]. Технологическая
схема непрерывного производства полуцеллю лозы способом «дефибратор» [51] приведена на рис. 6,6. Щ епа, за г р у ж а е м а я
в бункер 1, в начале пропаривается в трубе 2 при низком д а в ­
лении, затем с помощью шнекового питателя 3 н ап рав л яется
в зону пропитки 4 над варочным котлом 5 непрерывного д ей ­
ствия. Щ еп а при этом перемещается, к а к показано стрелками.
После пропитки, осуществляемой при рабочем давлении варки,
древесина поступает в варочный котел 6. Уровень щепы в котле
п оддерж ивается с помощью регулятора 5. Достигнув требуемой
степени п ровара, сваренн ая щепа через днище котла под р а б о ­
чим давлением варки поступает на разм ол в деф ибратор 7.
После р азм о л а масса через циклон 8, где д авление снимается,
поступает в массный бассейн.
Ш ирокое применение д л я производства полуцеллю лозы н а ­
ходят котлы непрерывного действия системы «П андия» (рис.
6, б). Щ епа из бункера 1 с помощью шнекового дозатор а 2
подается в б атарею труб. Сюда ж е через штуцеры 3 и 4 од­
новременно подаю тся пар и химикаты. В зависимости от тр е ­
буемой степени провара и производительности установка мо­
ж ет состоять из 6—8 труб длиной 5—9 м, диаметром 600—
45
1000 мм. Трубы снабж ены шнеками и взаимосвязаны, что обес­
печивает беспрепятственный переход щепы и варочного р а с ­
твора из одной секции в другую. С варен ная щепа р азгруж ается
в сборный бассейн 5 посредством специального устройства, з а ­
тем насосом 6 транспортируется к дисковым мельницам для
разм ола.
Н а р я д у с нейтрально-сульфитным, полуцеллю лозу получают
и бисульфитным методом. Б и сул ьф итн ая полуцеллю лоза о б л а ­
д ает лучшей мягкостью и требует меньшего расхода энергии на
разм ол [3].
С у л ь ф а т н у ю целлю лозу получают варкой щепы из д р е ­
весины любых пород со смесью едкого натра и сульфида н а т ­
рия. На заводах, п ерерабаты ваю щ их главным образом листвен ­
ную древесину, применяют натронный метод с раствором ед­
кого натра. С у л ьф атн ая целлю лоза труднее р а зм ал ы в ае тся и
отбеливается, но легче проклеивается, более долговечна и т ер ­
мостойка. При одинаковой степени провара выход сульфатной
целлюлозы на 3— 4 % ниже, чем сульфитной. Поэтому п ред ло­
жено много модификаций сульфатного метода с более высоким
выходом. П о всем п о казател ям механических свойств с у л ь ф ат­
н ая целлю лоза превосходит сульфитную. З а высокую прочность
ж е стк а я сул ь ф атн ая целлю лоза получила назван ие к р а ф т ц е л л ю л о з ы . Д л я получения небеленой крафт-целлю лозы,
целлюлозы высокого выхода и полуцеллюлозы применяют н а ­
ряду с окоренной и неокоренную древесину.
В арку щепы сульфатным методом (рис. 7) производят в кот­
лах периодического или непрерывного действия при т ем п ер а­
туре 165— 175 °С и давлении 0,7— 1,0 М П а [54]. Варочный р а с ­
твор носит назван ие б е л о г о щ е л о к а , где помимо основных
компонентов содерж ится некоторое количество соды, сульф ата
натрия и других соединений. Щ епа за г р у ж аетс я и уплотняется
в котлах т а к же, как и при сульфитном процессе производства.
Пропитка щепы происходит в процессе заварки. Если вся щепа
пропитана равномерно, процесс растворения лигнина происхо­
дит с одинаковой скоростью по всей толщине. П ри недостаточ­
ной пропитке наруж н ы е слои древесины в щепе подвергаются
варке быстрее внутренних. Ц елл ю л оза получается с н еравн о­
мерным проваром и неоднородной по качеству. В л а ж н а я д р е в е ­
сина пропитывается легче, чем сухая, т а к ка к раствор щелочи
значительно быстрее вытесняет воду. Пропитка щепы зак а н ч и ­
вается при тем пературе 120— 130 °С, после чего начинается
процесс делигнификации. В зависимости от вида получаемой
целлю лозы время варки колеблется от 0,5 до 2,0 ч. В этот пе­
риод подача пара в подогреватель прекращ ается, а циркуляция
щелока осущ ествляется насосом до окончания варки. По исте­
чении заданного времени варки котел 1 опорожняю т выдувкой
массы в резервуары 2.
С вар ен ная целлю лоза пропускается через сучкоуловитель 3
и н ап р ав л яется в вакуум-фильтр 4 на промывку д л я удаления
46
из нее отработанного ч е р н о г о щ е л о к а . П осле промывки
ц еллю лоза подвергается сортировке в устройстве 5 и очистке
в вихревом конусном центриклинере 6. Очищ енная целлю лоза
о безвож ивается и сгущ ается до концентрации 3—6 % в сгусти­
теле 7, откуда н ап рав л яется в сборный бассейн 8.
О тработанны й черный щ елок собирается в баке 9, откуда
н ап рав л яется в отдел регенерации и частично (в количестве
Черньй—.----щелок на варку
Белый.
щелок
Рис. 7. Технологическая схема производства сульфатной целлюлозы
от 20 до 6 0 % ) вновь возвращ ается в котел, где смешивается
с белым щелоком. О тработанны й щ елок предварительно у п а р и ­
вается в выпарных ап п ар ата х 10 до концентрации 50— 55 % су­
хого вещества. После у п ари вани я щ елок сж игается в содореге­
нерационном агрегате 11. В результате сж игани я образуется
плав, состоящий из соды и сернистого натрия. Из печи плав по­
ступает в бак 12 со слабы м щелоком, где растворяется и о б р а ­
зует так н азы ваемы й з е л е н ы й щ е л о к . В каусти заторе 13
его о б раб аты ва ю т известью, в результате чего вновь получают
белый щелок. Ш лам поступает в отвал, а белый щ елок — в р е­
зервуар 14.
В результате варки щепы с тем или иным химическим р е а ­
гентом получают н е б е л е н у ю ц е л л ю л о з у . Такой в о л ок­
нистый продукт имеет не только относительно низкую белизну,
но и содерж ит еще значительное количество сопровождаю щ их
клетчатку примесей. Д ал ьн ей ш ее освобождение от них бывает
связано с неж елательны м повреждением целлю лозы и ухудш е­
нием ее свойств [46]. Чтобы получить химически чистый продукт
белого цвета, освобожденный от лигнина, смол и других при­
месей, небеленую целлюлозу о б раб аты ва ю т отбеливаю щими
реагентами. В зависимости от степени о тбеливания получают
б е л е н у ю или п о л у б е л е н у ю целлюлозу. И ногда при от­
белке д ля более глубокого удаления гемицеллю лоз проводят
дополнительную щелочную обработку, получая о б л а г о р о ­
ж е н н у ю целлюлозу.
47
П олуцеллю лоза, целлю лоза высокого выхода, небеленая
целлю лоза различной степени провара, беленая, полубеленая и
об лаго рож ен н ая целлю лоза как волокнистые п олуф абрикаты
находят широкое применение д ля вы работки разн ооб разн ы х ви­
дов бумаги и картона. Особое значение имеют бумаго-образующиё свойства целлю лозы ка к основы бумажного листа. Б у м а ж ­
н ая промышленность заинтересована в механической прочно­
сти волокна, его гибкости, эластичности, белизне, способности
к размолу, гидратации, расщеплению и образованию слизи.
Д л я нуж д бумажного и картонного производства используется
около 93 % целлюлозы. О стал ьн ая часть сл уж и т сырьем
д л я химической переработки на искусственное вискозное или
ацетатное волокно, кинопленку, пластмассу, бездымный порох,
целлофан и другие продукты. Д л я химической переработки ис­
пользуют исключительно беленую и большей частью о б л а го ­
роженную, химически чистую р а с т в о р и м у ю целлю лозу со
строго определенными физико-механическими и коллоидными
свойствами.
2.3. П ЕР ЕР А Б О Т К А Д Р Е В Е С И Н Ы В П РО И ЗВО Д С ТВЕ
Д РЕ В Е С Н О В О Л О К Н И С Т Ы Х ПЛИТ
Древесноволокнистыми плитами н азы ваю т отделочный, кон­
струкционный или изоляционный листовой материал, сф орм и ­
рованный из древесных волокон. Основным показателем , по ко­
торому осущ ествляется класси ф и кац и я плит, является п лот­
ность. Р а зл и ч аю т плиты м я г к и е плотностью 150— 350 кг/м3
п о л у т в е р д ы е от 400 до 800 кг/м3, т в е р д ы е и с в е р х ­
т в е р д ы е плотностью не менее 850 и 950 кг/м3. Плотность
плит специального назначения превы ш ает 1000 кг/м3. П литы
находят широкое применение в строительстве, м алоэтаж ном
стандартном домостроении, автомобиле- и судостроении, про­
изводстве мебели, контейнеров и ящиков. Д л я производства
древесноволокнистых плит используют древесное сырье д л я тех­
нологической переработки, тонкомерную древесину, отходы л е ­
созаготовок и л есо об раб аты ваю щ и х производств, которые
предварительно измельчаю т в щепу. П отребление 1 млн. м2
плит, изготовленных из отходов, сберегает в народном хозяй ­
стве 54 тыс. м3 круглых деловых лесом атериалов [38].
Ш ирокое распространение получили мокрый и сухой способ
производства плит. М окры й способ основан на формировании
ковра из древесноволокнистой массы в водной среде. В л а ж ­
ность волокнистых полотен, подвергаемы х горячему прессова­
нию, составляет около 7 0 %. П ри сухом способе ковер ф орм и­
руют в воздушной среде, из волокна влаж н остью 5— 8 %. Н а м е ­
тилась тенденция сближ ения производства древесностружечных
и древесноволокнистых плит сухим способом. В зависимости от
конъюнктуры потребления и вида сы рья на одних и тех ж е
технологических линиях, при их незначительной переналадке,
48
можно выпускать и древесностружечные и древесноволокнистые
плиты. Интенсивно разви вается производство сухим способом
древесноволокнистых плит средней плотности, которые прим е­
няются взамен древесностружечных в производстве мебели и
в домостроении, в качестве панелей д ля обшивки стен. Толщина
плит средней плотности 16 и 19 мм, твердых 3,2 и 3,5 мм, сверх­
твердых 2,0 и 2,5 мм. При сухом способе поверхность плит г л а д ­
к а я с двух сторон, при мокром — только с одной. Н а второй
стороне имеется отпечаток сетки, которая подклады вается при
прессовании д л я лучшего уд ален и я влаги и пара.
Мокрый
способ
производства
древесноволокнистых
плит, технологическая схема которого п о казан а на рис. 8, с о ­
стоит из следующих основных операций: подготовки древесного
сырья, получения и проклейки волокнистой массы, отлива
ковра, прессования, терм овлагообработки и форматной обрезки
плит. Подготовка древесного сырья вклю чает его измельчение
в щепу на рубительной м аш ине /, сортировку щепы в машине 2,
доизмельчение крупных частиц в дезинтеграторе 3. П ри по­
ставке товарной щепы ее н ап р ав л яю т в бункер 4, а затем шне­
ковым дозатором в моечную установку 5. О чищ енная от ми­
неральных примесей щепа подается в бункер питателя дефибратора в. П олученная при р азм о л е волокнистая масса д олж н а
обеспечивать прочные межволоконны е связи у прессуемых плит.
От качества и степени р азм о л а зависят процессы отлива, о б ез­
вож и вани я и прессования плит. П еред разм олом щ епу п р ед ва­
рительно подвергаю т пропарке в подогревателе, который пред­
ставл яет собой конусообразную емкость с вертикально распо­
ложенной, медленно вращ аю щ ей ся мешалкой. Д л я пропарки
в камеру подают насыщенный пар тем пературой 170— 190 °С
под давлением 0,8— 1,2 М П а. П родолж ительность пропарки з а ­
висит от породы древесины, качества щепы, п арам етров исполь­
зуемого п ара и колеблется от 1,5 до 6,0 мин.
Д л я разм ола щепы используют д еф и браторы и рафинеры,
оборудованные разм ольны м и дисками. П р о п ар е н н ая щепа вин­
товым дозатором (рис. 9) подается к впускному лотку /. Д а ­
лее через ж елоб она попадает во впускное кольцо, прикреплен­
ное к в р ащ аю щ ем уся диску 2, и начинает в р ащ а т ьс я вместе
с ним. Ц е н тр о б еж н а я сила перемещает щепу по к ан авк ам к по­
даю щ ем у участку р азм ал ы в аю щ и х секторов (рис. 9 , 6 ) . При
прохождении щепы меж ду дискам и на нее действуют истираю ­
щие, расщ еп ляю щ и е и разр е заю щ и е силы, которые зав и ся т от
скорости в ращ ения дисков, их д иам етра, формы секторов и ост­
роты реж ущ их кромок. В р ем я нахож дения щепы м еж д у д и с­
ками зависит от требуемой степени помола. Тонкость помола
волокнистой массы можно регулировать, изменяя зазо р меж ду
разм ал ы в аю щ и м и дисками в пределах 0,4— 1,0 мм. Чем меньше
зазор, тем тоньше помол.
Выход волокнистой массы [38] из лесосечных отходов состав­
ляет 8 0 % , из лесом атериалов лиственных пород 85, хвойных
49
21
70
Пористые плиты ft f t ------------ --------------------
~.. 11111111r-ri 11111 mm
22
8. Технологическая схема производства Древесноволокнистых плит мокрым способом
9 0 %. Д л я облегчения разм ола древесины применяют т е р м о ­
х и м и ч е с к у ю обработку щепы. В качестве химикатов исполь­
зуют сульфит натрия, кальцинированную соду, едкий натр, рас­
ход которых к массе щепы рекомендуют соответственно 0,5; 0,8
и 0 ,5 % - Химикаты вводят в пропарочную кам еру под д а в л е ­
нием, р асп ы л яя паромеханической форсункой. Н аилучш ие ре­
зультаты подготовки щепы к разм олу достигнуты при холод-
lJiu\ 1) 1'хгми рл(Мольной камеры («) и размалы ваю щ его диска (6)
ной пропитке ее 2 %-ным раствором едкого натра или варке
щепы в 3 % - н о м растворе моносульфита натрия при тем пера­
туре 165 °С.
Д л я получения более тонких волокон существует вто рая сту­
пень разм ола. Из резервуара 7 (см. рис. 8) дефибрированное
волокно поступает в мельницу 8 д л я р азм о л а массы, которую
назы ваю т рафинатором. П риготовленная д ревесная м асса по­
ступает в промежуточный резервуар 9 — массный сборник.
Повышению механической прочности плит, снижению их водопоглощения и набухания способствует проклейка древесново­
локнистой массы. В качестве клеевой добавки ч ащ е всего при­
меняют альбумин, реж е — малотоксичную фенолформальдегидную смолу. Введение 1 % альбум ина к массе абсолютно сухого
вещества ведет к повышению прочности плиты на 20— 30 %.
Д л я придания плитам водостойкости альбуминовую проклейку
применяют в сочетании с парафиновой. С одерж ан и е гидрофоб­
ных д о бавок не превыш ает 1 % массы. В водят параф и н в вовокнистую массу в виде водных эмульсий. Необходимое условие
осаж дения на волокнах п ар аф и н а — создание в массе кислой
среды. Д л я этого дополнительно вводят сернокислый глинозем
или алю м окалиевы е квасцы, сл уж ащ и е коагуляторам и или осадителями. Д л я этой цели стали широко применять т а к ж е сер­
ную кислоту. К оагуляторы способствуют осаж дению на волок­
нах смоляных веществ древесины, поэтому в отдельных случаях
проклеиваю щ ие составы в массу не вводят. О бязател ьн ое ус­
ловие проклейки — первоначальное введение проклеиваю щей
51
эмульсии и только после перемешивания ее с массой — д о б а в л е ­
ние осадителя. П роклеиваю щ ие составы вводят в волокнистую
массу перед отливом, д л я чего применяют специальные ящики
д л я проклейки.
Отлив массы и формирование полотна выполняю т па отл и в­
ных кругло- или плоскосеточных м аш инах 10 (см. рис. 8). Д р е ­
весноволокнистая масса с концентрацией волокна в пределах
0,9— 1,8% непрерывно отливается в маш инах на д виж ущ ую ся
сетку. Сформированный в виде ленты ковер разр е заю т на ко ­
роткие полотна — заготовки, одновременно обрезаю т боковые
кромки. Основной узел круглосеточной машины — вакуум-формующий б ар аб ан большого д и ам етра и длиной, равной ширине
ковра. Его внутренняя часть р азд ел ен а на ячейки, а поверх­
ность представляет собой колосниковую решетку с опорной сет­
кой, имеющей крупные отверстия. Н а опорной сетке л еж и т р а ­
бочая, форм ую щ ая сетка. Участок поверхности б ар аб ан а, где
формируют ковер, вакуумируют. Д и а м ет р б а р а б а н а колеблется
от 1600 до 4270 мм, д ли н а от 3050 до 5490 мм, площ адь р а б о ­
чей поверхности от 15,3 до 73,4 м2. О к р у ж н а я скорость сетки
б а р а б а н а составляет около 8 м/мин, разр еж ен и е — до 0,03 М П а.
П осле вакуумного об езвож и вани я ковер подвергают отжиму,
пропуская его через несколько пар валов, обтянутых сетками
и обеспечивающих линейное д ав л ен и е 100— 180 н/см. С в л а ж ­
ностью около 80 % ковер н ап р ав л яется роликовым конвейером
к циркульной пиле и разр е заетс я на полотна требуемой длины.
Дополнительны м обезвож иванием в вальцовом прессе в л а ж ­
ность полотна доводится до 60 %.
Ш ирокое применение получила более производительная и
у добн ая в эксплуатации плоскосеточная отл и вн ая машина. О с­
новными ее узлам и являю тся напускной ящик, регистровая и
отсасы ваю щ ие части, форпресс, прессовая часть, пилы ф о р м а т ­
ной обрезки. Д л я приема и равномерного отлива массы служ и т
напускной ящик, регистровая и отсасы ваю щ ие части — д л я ин­
тенсивного удаления воды и ф ормирования ковра. О б е з в о ж и в а ­
ние осущ ествляет вакуумное отсасы ваю щ ее устройство — ротабельт, установленное под сеткой. Форпресс, состоящий из трех ­
четырех пар валов с гидравлическим прижимом, предназначен
д л я подпрессовки ковра. З а форпрессом устан авл и в аю т дветри пары прессовых валов диаметром 700 мм с гидроприж и­
мом. Верхние и нижние валы охвачены соответственно верхней
и нижней сеткой прессовой части. Узел форматной обрезки со­
стоит из двух п арал л ел ьн о располож енны х циркульных пил,
предназначенны х д л я обрезки кромок, и одной пилы д л я п о­
перечной резки ковра на отдельные полотна.
П осле отлива, об езвож ивания и резки полотна поступают
в загрузочное устройство 11 гидравлического пресса 12, имею ­
щего нагревательную систему 13, разгрузочное устройство 14 и
линию околопресоовой механизации 15 (см. рис. 8). Горячие
плиты 25— 30-этажного пресса имеют внутреннюю систему д ля
52
циркуляции теплоносителя, который обеспечивает п о дд ерж ан ие
температуры 190— 230 °С. К онструкция пресса д о л ж н а обеспе­
чивать одинаковое качество продукции на всех э т а ж а х , поэтому
предусматривается устройство д ля одновременного смыкания
плит пресса.
Р еж и м прессования волокнистого полотна вклю чает три по­
следовательные технологические фазы: отжим, сушку и закал ку.
Интенсивный отжим выполняется при удельном давлении до>
5,0— 5,5 М П а и п родол ж ается 50—90 с. Во время сушки удель­
ное д авление сн и ж аю т до уровня 0,8 М П а, что создает б лаго­
приятные условия д л я выхода пара. П родолж ительность сушки:
зависит от толщины прессуемой полосы, степени разм о ла массы;
и составляет 3,5— 7,0 мин. Н а следующей стадии о сущ ествля­
ется з а к а л к а плит путем тепловой обработки при повышенном
давлении. Она продол ж ается обычно не более 3 мин. П рессова­
ние вы зы вает пластифицирование волокон и химические преоб­
р азо ван и я компонентов древесины. Эти процессы приводят
к проклейке полотна и образованию плиты.
Д л я повышения прочности и влагостойкости плиты, выш ед­
шие из пресса, пропитывают смесью льняного и таллового м а ­
сла, затем подвергаю т термической обработке. Д л я этого при­
меняют маслопропиточные машины и зак ал очн ы е камеры 17,
снабженны е устройствами 16 и 18 д л я загрузки и выгрузки
плит. Терм ообработке подвергаю т твердые и сверхтверды е
плиты. П од воздействием сухого горячего воздуха с тем перату­
рой 160— 170 °С из плит у д ал яю тс я остатки влаги и з а в е р ш а ­
ется процесс проклейки. Д л я придания формоустойчивости
плиты у в л аж н я ю т и подвергаю т акклим ати зац ии , за к л ю ч а ю ­
щейся в увлаж н ен и и при одновременном остывании. Раскрой
плит на заготовки осущ ествляю т на форматно-обрезны х стан ­
ках 19. Обрезки кромок, мелкие дефектны е куски плит измель­
чаю тся ф резам и и вместе с опилками в озвращ аю тся в произ­
водство вторично.
Производство м я г к и х древесноволокнистых плит осущ еств­
ляется только по мокрому способу. Технологическая схема их
производства (см. рис. 8) вклю чает те ж е операции по приго­
товлению массы и отливу ковра, что и производство твердых
плит. Требуется лиш ь более вы сокая степень р азм о ла волокни­
стой массы. П осле отливной машины полотна подаю тся в ро­
ликовую сушилку 20, в которой они высушиваются до 2— 3 %
влажности. Т ерм ообработку и кондиционирование мягких плит
не производят. С разу после сушки их подвергаю т форматной
резке на линии 21. Отсюда готовые мягкие плиты у к л ад ы ваю т
в пакет на гидравлическом подъемнике 22 и отп рав л яю т на
ск лад 23.
З а во д ы древесноволокнистых плит с годовой мощностью 10,
20 и 40 млн. м2 работаю т к а к самостоятельные предприятия,
так и в блоке с другими производствами на лесопромы ш лен­
ных комплексах.
го
С у х о й с п о с о б производства древесноволокнистых плит,
технологическая схема которого п о казана на рис. 10, состоит
из следующих операций: приготовления щепы, пропарки, р а з ­
мола щепы на волокна, смеш ивания волокна со связующим и
гидрофобными добавкам и , сушки
волокна, ф ормирования
ковра, подпрессовки ковра, прессования, кондиционирования
плит, форматной обрезки. Его в аж н ы м и преимуществами я в л я ­
ются: лучш ее свойлачивание волокон, уменьшение загрязнени я
водоемов промышленными .стоками, использование древесины
твердолиственных пород, которую труднее п ер ерабаты в ать м о к­
рым способом, сближ ение с технологией древесностружечных
плит.
Операции подготовки сырья в производстве плит разными
способами одинаковы (позиции 1— 5 на рис. 10 те же, что и
на рис. 8). После промывки, которая благоприятно влияет на
разм ол и сушку древесноволокнистой массы, щепа поступает
в расходный бункер 6 (см. рис. 10). Отсюда она н ап рав л яется
на пропарку в ап п а р а т 7, куда из б ака 8 одновременно вводят
парафиновую эмульсию в количестве 0,5—2,0 % от массы щепы.
Щ еп а р азд ел яется на волокна в д еф и б р а то р ах 9. При тр ан сп ор ­
тировке от деф и братора к суш илке 10 в древесноволокнистую
массу д о бавл яю т фенольный клей в количестве 3 %. При необ­
ходимости количество связующего можно увеличить до 8 % ,
что способствует сокращению продолжительности горячего
прессования и улучшению качественных показателей плит.
Фенольный клей используют при производстве твердых плит
наружного применения. П литы средней плотности изготовляют
на связующем, приготовленном из мочевино-формальдегидной
смолы. Такие плиты пригодны только д л я использования внутри
помещений. Д ревесноволокнистые плиты средней плотности и
большой толщины изготовляю т трехслойными. Плотность слоев
и количество связующ его в них различно, поэтому проклейку
волокна осущ ествляю т раздельно. Волокна д л я наруж ны х слоев
проклеиваю т в трубопроводе на пути от д еф и братора к су ­
шилке, а д л я среднего — в смесительных установках.
Сушка древесноволокнистой массы осущ ествляется в две
ступени: в циклонной 10 и тоннельной 11 сушилках. В лаж ность
волокна составляет 5— 12% д ля наружного слоя и 3—8 % Для
среднего.
В качестве агента сушки используют топочные газы в смеси
с воздухом или подогретый воздух.
Формирование древесноволокнистого ковра осущ ествляет вакуум формирую щ ая м аш ина 12. Специальные формующ ие го­
ловки распределяю т волокна по ширине движ ущ ейся сетки,
чащ е всего с помощью качаю щ егося над ней сопла с п ерф ори ­
рованным дном. Б ол ее интенсивному осаждению волокон спо­
собствует вакуум под сеткой. Основной зад ач ей при ф орм и ­
ровании является равномерное распределение 'волокон по
ширине ковра. К а ж д а я головка имеет калибрую щ ий валик, кото54
Рис. 10. Технологическая схема производства древесноволокнистых плит сухим способом
рый снимает щ еткам и верхнюю часть сортировочного ковра и
вы равнивает его поверхность. Обычно м аш ина имеет от трех
до шести формую щ их головок, количество которых о п ред ел я­
ется числом слоев в плите и производительностью. Д л я о б р а ­
зования верхнего и нижнего наруж ны х слоев необходимо иметь
по одной формующей головке. Средний слой, где содерж ится
50— 70 % волокна, формируют последовательно двум я голов­
ками. Д л я нанесения отдельных слоев из более тонкого волокна
могут быть установлены дополнительные формую щ ие го­
ловки 14.
Сформированный волокнистый ковер высотой до 500 мм д о ­
вольно рыхлый, легко рассы пается при транспортировке. Д л я
лучшей транспортабельности и сокращ ения просвета меж ду
плитами горячего пресса его подпрессовываю т в ленточных
прессах 13 непрерывного действия. Н а следующем участке ко­
вер с помощью пил 15 раскр аи в аетс я на полотна, а дисковые
пилы 16 по ходу его дви ж ени я обрезаю т кромки.
Д л я прессования древесноволокнистых плит при сухом спо­
собе используют 22-этажны й гидравлический пресс 18, обору­
дованный механизмом д ля одновременного см ы кан ия н а г р е в а ­
тельных плит. Пресс оборудован загрузочной 17 и разгр у зо ч ­
ной 19 э таж еркам и . Удельное давлен ие прессования 7 М П а,
тем пература зависит от породного состава сырья, связующ его и
на разных зав од ах колеблется от 180 до 260 °С. В н ачале прес­
сование кратковременно ведется при максимальном давлении
6,5—7,0 М П а, затем д авление сн и ж аю т так, чтобы обеспечить
отвод парогазовой смеси. Н а следующем этапе осущ ествляется
стаби л и зац ия плиты, которая мож ет проводиться при том ж е
давлении, что и сброс парогазовой смеси, либо несколько выше.
Р еж и м выбирается с учетом исходного сырья, материалов, тр е ­
бований к получаемой продукции и технологии предш ествую ­
щих операций.
Д л я производства плит сухим способом р а зр а б о та н а конст­
рукция одноэтаж ного пресса, который имеет р я д преимуществ.
Он отличается простотой загрузочной системы, выполненной
в виде конвейера с бесконечной стальной лентой, проходящей
через пресс. П ри открытии пресса стал ьн ая лента приводится
в движение. Готовая плита вы груж ается, а ковер на стальной
ленте за г р у ж ает с я в пресс. П роизводительность пресса повы­
ш ают подогревом подпрессованного ковра токами высокой ч а ­
стоты.
После прессования твердые плиты подвергаю т тер м о обра­
ботке в кам ере кондиционирования 20, в результате чего пре­
дел их прочности повы ш ается на 10— 15% и улучш ается водо­
стойкость. П литы средней плотности, изготовленные на основе
карбам идны х смол, такой обработке не подвергаются. Д л я по­
лучения плит зад ан н ы х разм еров их распиливаю т на ф р езерн о ­
обрезных станк ах 21 и 22. Из накопительного устройства 23 их
доставляю т на с к л а д погрузчиком 24,
5Q
Р а зр а б о т а н а технология производства комбинированных
трехслойных плит, средний слой которых представляет собой
древесностружечную плиту, облицованную снаруж и древесно­
волокнистыми плитами толщиной 1—2 мм.
2.4. П ЕР ЕР А Б О Т К А Д Р Е В Е С И Н Ы В П РО И ЗВО Д С ТВЕ
Д Р Е В Е С Н О С Т Р У Ж Е Ч Н Ы Х ПЛИТ
Д ревесноструж ечны е плиты п редставляю т собой листовой
м атериал, получаемый путем горячего прессования древесины,
измельченной в специальную струж ку и смешанной со связую ­
щим веществом. В соответствии с ГОСТ 10632—77 древесно­
стружечные плиты изготовляют марок П-1, Г1-2 и П-3, отли чаю ­
щиеся конструкцией, видами отделки и областью применения.
По конструкции плиты бывают одно-, трех-, пяти- и много­
слойными. Они отличаю тся разм ерам и частиц и количеством
связующего. О д н о с л о й н ы е плиты изготовляют из однород­
ных по р азм ерам струж ек и с одинаковым количеством связую ­
щего. Такие плиты могут быть сплошными и многопустотными,
с внутренними каналам и. Т р е х с л о й н ы е плиты, выпуск ко ­
торых является наиболее массовым, разл и чаю тся р азм ер ам и
струж ек и количеством связующего в слоях: поверхностные
слои со д ерж ат наиболее мелкую струж ку и большое количество
связующего, средние — более грубые частицы и меньше с в язу ­
ющего. Б олее глубоким разделением частиц по ф рак ци ям о т­
личаю тся п я т и с л о й н ы е плиты, н ару ж н ы е слои которых
часто изготовляют из древесного волокна и пыли, пром еж уто ч ­
н ы е — из мелких, а средние — из крупных древесных стружек.
Д л я м н о г о с л о й н ы х плит характерно постепенное в о зр ас­
тание крупности струж ек от верхних слоев к внутренним.
Плиты облицовываю т шпоном, пластиком, декоративными
пленками, укрывистыми лакокрасочны м и м атери алам и . Часть
плит поставляю т без отделки поверхности. Д ревесноструж ечны е
плиты широко используют в мебельной промышленности и
строительстве. Больш инство плит изготовляют средней плотно­
стью 650— 750 кг/м3. Разность в плотности между внутренним
и наруж ны м слоями составляет в трехслойных плитах примерно
100 кг/м 3 [31].
Р азл и ч аю т плиты плоского и экструзионного прессования.
В плитах п л о с к о г о прессования частицы располож ены п а ­
раллельно пласти. Преимущ ество этих плит — о д и н ак овая проч­
ность по всем н аправлениям плоскости, основной недостаток —
разнотолщинность. Н ер ав н о м ерн ая толщ ина плит отрицательно
ск азы вается при декоративной отделке. Н а участках с малой
толщиной (впадинах) шпон и пленка часто не приклеиваю тся
к плите, образуется непроклей. Н а участках с большой тол щ и ­
ной из-за больших местных удельных давлений в плите возни­
кают расслоения. Чтобы обеспечить заданную р азн отолщ и н ­
ность, которая не д о л ж н а превыш ать ± 0 ,1 5 мм, плиты плоского
57
Прессования подвергают шлифованию, что одновременно улуч­
шает и качество поверхности.
Плиты э к с т р у з и о н н о г о прессования отличаются посто­
янством толщины, которая обеспечивается б лагодаря непреры в­
ному процессу экструзии — выдавливанию стружечно-клеевой
смеси между двумя неподвижными горячими плитами пресса.
Д ревесны е частицы расположены в экструзионной плите пер­
пендикулярно пласти. Такие плиты о б ладаю т очень низкой
прочностью на изгиб, плохо вы держ иваю т транспортировку и
подл еж ат обязательной облицовке.
Сырьем д ля производства древесностружечных плит сл у ж ат
круглые и колотые лесом атериалы д ля технологической п е р е р а ­
ботки, отходы л есообрабаты ваю щ и х производств и тов арн ая
щепа. В качестве связующего в производстве древесноструж еч­
ных плит широко применяют карбам и дн ы е или мочевино-формальдегидные смолы, т а к как они сравнительно дешевы, имеют
высокую скорость твердения, даю т прочное клеевое соединение
и не окраш и ваю т древесины. Однако им свойственны некоторая
токсичность из-за испарения свободного ф ормальдегида и не­
достаточная водостойкость, которая обусловливает использование
плит как интерьерного м атери ала, предназначенного д л я э к с­
плуатации внутри помещений. Токсичность плит сниж аю т пу­
тем отделки их поверхности, а т а к ж е р азработкой различных
модификаций смол с наименьшим возможным содерж анием
свободного ф ормальдегида. Водостойкость карбам идны х клеев
улучш аю т путем добавки меламина. Д л я производства атм о­
сферостойких плит могут быть использованы фенолформальдегидные смолы, применение которых до сих пор ограничивалось
из-за высокой токсичности и окраш иваю щ его воздействия на
древесину. Р азр аб о т ан н ы е ныне смолы с относительно низким
содерж анием свободного фенола позволили получить д о с т а ­
точно водостойкие плиты, использование которых разрешено
в граж данском строительстве.
Производство плит плоского прессования осуществляют
в специальных автоматизированны х цехах и завод ах различной
мощности. Технологическая схема производства трехслойных
плит в цехе с годовой производительностью 25 тыс. м3 продукции
приведена [28] на рис. 11. Технологический процесс вклю чает
следующие основные процессы: изготовление специальной
стружки, ее сушку, сортировку, приготовление струж ечно-кле­
евой смеси, формирование ковра, прессование плит, кондицио­
нирование, форматную обрезку, шлифование.
Специальную стру ж ку д ля изготовления наруж ны х и сред­
них слоев плит получают раздельно по потокам. При использо­
вании лесоматериалов, которые поставляю т зав о д ам древесно­
стружечных плит ка к технологическое сырье, струж ку можно
получать по различны м схемам. По одной из них (см. рис. 11)
струж ку д ля н аруж н ы х слоев изготовляют в потоке /. К руглые
лесом атериалы из буферного питателя 1 поступают на шести58
пильный слешер 2 и р ас к р яж ев ы в аю тс я на мерные заготовки
длиной до 1 м. П роходя над металлоискателем 3, они посту­
п аю т к барабан н ы м или дисковым стружечным станкам 4 и
измельчаю тся в струж ку длиной 25 мм и толщиной 0,15—
0,60 мм. Отсюда струж ка пневмопроводом 5 подается в бун­
кер 6. П ол уч аем ая тонкая струж ка имеет значительную ширину.
Д оизм ел ьч аю т ее по ширине на молотковых и лопастных д р о ­
билках 7. З а тем струж ку н ап рав л яю т пневмотранспортом через
циклон 8 в б арабан н ую суш илку 9. С ухая стру ж ка подается
пневмотранспортом 10 на ситовые сепараторы 11, где от нее о т­
д еляется пыль. Очищенную сухую струж ку н ап рав л яю т в р а с ­
ходный бункер 12. Автоматические ковшовые весы дозированно
вы даю т струж ку в б ар аб ан н ы й смеситель 13. Сюда одновре­
менно подается через форсунки связующее, которое р а с п ы л я ­
ется сж аты м воздухом. Д л я интенсивного и равномерного см е­
шивания со связую щ им стр уж ка перемеш ивается в б ар аб ан е
лопастями, установленными на в р ащ аю щ ем ся валу.
Д л я приготовления и дозирования связующего служ ит у с т а ­
новка 14. В процессе приготовления в связую щ ее д оба вл я ю т отвердитель (например, хлористый аммоний, реж е мочевину или
аммиачную воду, широко используют ком бинированные отвердители). Д л я повышения эксплуатационной стойкости плит
в них вводят т а к ж е гидрофобные и антисептические добавки.
Процесс приготовления стружки д ля среднего слоя осущ е­
ствляется на отдельном потоке 11. Здесь могут быть установ­
лены стружечные станки 23, предназначенные д ля переработки
непосредственно в струж ку долготья, без предварительной р а з ­
делки его на части. Д а л е е процесс на оборудовании 6— 14 а н а ­
логичен тому, что осущ ествляется в потоке I. Р азл и чи е состоит
лиш ь в том, что д ля приготовления осмоленной струж ки р а с ­
ход связую щ его неодинаков. Д л я н аруж н ы х слоев, приготов­
ленных из древесины хвойных пород, необходимо 13,5 % с в я ­
зующего, д л я среднего слоя 9,5 % • Б е р е з а и липа требуют у в е­
личения на 1 % расхода связующего, ольха, липа и бук
на 2 %.
Существуют и другие технологические схемы получения спе­
циальной стружки, основанные на предварительном измельче­
нии долготья, тонкомера или отходов в щепу (см. рис. 10, поз.
1— 5). После промывки щепу перер абаты ваю т в струж ку на
центробежных стружечных станках. В ы суш енная и осмоленная
с тр у ж к а системой ленточных конвейеров 15 подается в бун­
керы-дозаторы формирую щих машин 17. П итатели машин р а в ­
номерно насы паю т стружечный ковер на металлические под­
доны, перем ещ аемы е главны м конвейером 16 по зам кнутому
пути. Д л я об разован ия трехслойного стружечного ковра из р а з ­
ной по качеству струж ки и количеству связующ его в главном
конвейере последовательно устан авл и в аю т четыре ф ормирую ­
щие машины. Одна м аш и на формирует нижний слой ковра,
две — средний и одна — верхний.
60
Д л я лучшей транспортабельности, предотвращ ения просеи­
вания частиц в н и ж ел еж а щ и е слои и уменьшения просвета
между горячими плитами пресса стружечный ковер подвергают
холодной подпрессовке в прессе 18. Получение плит со ст а б и л ь ­
ными п оказател ям и физико-механических свойств обеспечива­
ется постоянством массы ковра, которая д о л ж н а отклоняться
от нормы в пределах ± 3 % . Д л я контроля массы сформ иро­
ванных пакетов предусмотрены автоматические контрольные
весы 19, установленные в главном конвейере. При отклонении
массы от заданной пакет снимается с конвейера, а струж ка
в озвращ ается на формирование.
Д л я плоского прессования плит используют 15— 17-этажные
гидравлические прессы 20 периодического действия, оборудо­
ванные системой подогрева, загрузочными и выгрузочными э т а ­
ж ерками. Р а зр аб о тан ы прессы с механизмом д ля одновремен­
ного см ы кания плит, а т а к ж е прессы д л я изготовления плит
без поддонов. В последнее время в промышленности начинают
использовать одноэтаж ны е прессы с крупногабаритны ми н а ­
гревательными плитами шириной 2,6 и длиной 16,0— 20,8 м.
Д л я изготовления тонких плит применяют вал ковы е или к а ­
лан дровы е прессы непрерывного действия.
Установки с одноэтаж ны м прессом больше преимуществ
имеют в цехах небольшой годовой производительности (в пре­
делах 10— 12 тыс. м3). Т ем пература прессования в м н огоэтаж ­
ных прессах составляет 160— 180 °С, в одноэтаж ны х и в а л к о ­
в ы х — от 180 до 220 °С. Удельное давление прессования зависит
от плотности плит, влажности, разм еров стружки, породы д р е­
весины. Его принимаю т таким, чтобы прессование ковра до з а ­
данной толщины плиты зав ер ш ал ось не более чем за 30 с. П р о ­
долж ительность прессования при температуре 180—220 °С и
в лаж ности струж ки в ковре 8— 10 % составляет 0,8—0,13 мин
на 1 мм толщины. Д л я интенсификации процесса прессования
используют более высокие температуры и способ парового
удара. Он состоит в том, что поверхность ковра предварительно
у в л аж н яю т распылением небольшого количества воды, которая,
испаряясь в процессе прессования, способствует быстрому про­
греву стружечно-клеевой массы.
П осле прессования плиты подвергаю тся форматной обрезке
на линии 22 и поступают на пакетирование в ш табелеукладчик
21. Отсюда пакеты плит перевозят в промежуточный с к л а д для
выдержки, в процессе которой происходит вы равнивание их
влаж ности до состояния, равновесного с окруж аю щ ей средой.
П осле кондиционирования плиты при необходимости подвер­
гают кали бровке и шлифованию. Припуск на обработку состав­
ляет около 1,5 мм на обе пласти, что позволяет получить после
ш лифования плиты с минимально допустимой разнотолщинностыо в пределах ± 0 , 3 мм.
Технологический процесс производства экструзионных древесностружеч­
ных плит в цехе с годовой производительностью 12 тыс. м’ (рис. 12, а)
61
21
Выдерт\ ка плит
Облицовг а
fiiu m
Рис. 12. Технологическая схема производства древесностружечных плит экструзионного прессования (а)
ния (б)
и схема
прессова
иключает те ж е операции, чтй и при плоском прессовании. Древесное сырье
поступает на ленточный конвейер 1. Пройдя через металлоискатель 2, оно
и ш ельчается в щепу в рубнтельной машине 3. П осле сортировки в машине
■/ кондиционная щепа пневмотранспортом подается в вертикальный бункер 5,
откуда дозирующим устройством 6 равномерно ссыпается на ленточный кон­
вейер 7, который подает ее на измельчение в стружечный станок 8. П олу­
ченная струж ка через шлюзовый затвор 9 поступает в барабанную сушилку
10. После сепарации в машинах 11 и дополнительного измельчения в др о ­
билке 12 струж ка поступает в расходный горизонтальный бункер 13. С по­
мощью автоматических ковшовых весов 14 щепа дозированно подается
в смеситель 15, где непрерывно смешивается со связующим, поступающим
сюда из установки 16. Осмоленная стружка поступает в промежуточный
бункер 17, а из него в расходный бункер 18. Отсюда струж ка подается в два
экструзионных пресса 19, схема прессования плит в которых показана на
рис. 12, б. Лотком-питателем 4 струж ка подается в дозатор пресса, где
установлены регулируемые заслонки 3, разрыхляю щие 5 и дозирующие 6
вальцы. Из дозатора струж ка равномерно поступает по направляю щим
ж елобам 7 под пуансон 2, который с помощью кривошипно-шатунного ме­
ханизма 1 перемещ ается вверх. П ри последующем ходе вниз пуансон за т а л ­
кивает порцию осмоленной струж ки в полость, образованную двумя нагре­
вательными плитами 8. По мере продвижения вниз стружечная масса уп­
лотняется возвратно-поступательными движениями пуансона и прогревается
от плит, нагретых до 180— 190 °С. Связующее отверж дается, в результате
чего образуется плита, которая вы давливается из полости пресса в виде бес­
конечной ленты. Эта лента разрезается в форматном станке 20 (рис. 12, а)
на заготовки заданной длины, уклады вается в пакеты штабелеукладчиком
21 н после кондиционирования подвергается облицовке шпоном. Н изкая
прочность экструзионных плит на изгиб и сравнительно невысокая произво­
дительность экструзионного пресса ограничивают широкое распространение
этого способа.
При изготовлении древесностружечных плит с мелкострук­
турной поверхностью для формирования наруж ны х слоев ис­
пользуют древесное волокно, мелкие древесные частицы и пыль.
Получают древесное волокно переработкой щепы в дефибраторах или сухим размолом плоской стружки в рафинере. Первый
способ здесь менее предпочтителен из-за большого расхода
энергии. Кроме- того, в результате пропарки получают окраш ен­
ные н коричневый цвет волокна. Д л я древесностружечных плит,
где стремятся сохранить натуральный цвет древесины, такие
волокна нежелательны.
Р азр а б о т а н способ непрерывного прессования т о н к и х плит
толщиной 1,6— 6,0 мм и шириной 1300— 2500 мм. Стружечный
ковер формируют на бесконечной стальной ленте, которая пере­
м ещ ается со скоростью до 21 м/мин и огибает нагретый до
240 °С валковый пресс — б ар аб ан диаметром 2600 мм. Необхо­
димое давлен ие прессования создается двум я нагретыми при­
жимными бараб ан ам и диаметром 800 мм. З а д а н н а я толщина
плит обеспечивается калибровочным валом. Полученные тонкие
древесностружечные плиты уступают по механическим свойст­
вам твердым древесноволокнистым.
Р азв ив ается
производство
цементно-стружечных
плит, которые отличаются атмосферо- и огнестойкостью, не под­
вержены воздействию грибов, хорошо обрабатываю тся. Они
пригодны д л я наружной облицовки панелей в стандартном
63
Домостроении. Д л я изготовления таких плит используют измель­
ченную древесину, в основном хвойных пород, цемент и химиче­
ские добавки, нейтрализующие вредное влияние сахаров на про­
цесс гидратации цемента. Р асход древесины здесь сравнительно
невелик и составляет по массе одну часть на четыре части це­
мента. Приготовленную цементно-стружечную смесь у кл ад ы ­
вают на поддоны, из которых набирается пакет. Прессование
пакета осуществляется в одноэтаж ном гидравлическом прессе.
Д о полного отверждения цемента пакет остается в сж атом со­
стоянии, находясь в струбцинах.
2.5. П ЕРЕРА БО Т К А Д Р Е В Е С И Н Ы
В ГИ Д РО ЛИ ЗН О М
П РО И ЗВО Д СТВЕ
Д ревесина содерж ит целлюлозу и гемицеллюлозы — естест­
венные высокомолекулярные полимеры — полисахариды, кото­
рые путем реакции присоединения воды можно опять превратить
в простые сахара. Эта реакция, н азы ваем ая гидролизом, позво­
ляет п ерерабаты в ать древесину в пищевые и кормовые про­
дукты. Гидролиз целлюлозы с образованием глюкозы осущест­
вляется по уравнению
(СвН 10О6) п + пН20
ц еллю ло за
вода
пСвН 120 6.
глю коза
Р еак ц и я гидролиза древесины в чистой воде и обычной тем ­
пературе по существу не происходит. Необходимыми условиями
гидролиза являются повышенная температура и присутствие к а ­
тал и затор а , в качестве которого используют серную или сол я­
ную кислоту. Р а зл и ч а ю т гидролиз разбавлен н ы м и и концент­
рированными кислотами. Д л я гидролиза разбавлен н ы м и кис­
лотами, который проводят при тем пературе 175— 190 °С и
соответствующем давлении, применяю т серную кислоту концент­
рации 0,4— 6 ,0 % . В качестве сы рья используют опилки и спе­
циально измельченную древесину в виде щепы. При гидролизе
образую тся редуцирующие вещества, представляющие сумму
моносахаров и других веществ, содерж ащ ихся в гидролизате.
Выход редуцирующих веществ достигает 46—50 % абсолютно
сухой древесины [2]. Гидролиз разбавленными кислотами х а р а к ­
теризуется большим расходом тепла, потерями сахаров вслед­
ствие р а с п а д а и некоторым загрязнением гидролизатов р а з л и ч ­
ными примесями.
Д л я гидролиза концентрированными серной или соляной
кислотами характерн ы низкие за тр а т ы тепла. В качестве сырья
используют древесину хвойных и лиственных пород, п р ед ва р и ­
тельно измельченную в щепу. Выход редуцирующих веществ
здесь близок к теоретическому и достигает 55— 68 %. Гидролиз
концентрированной соляной кислотой применяют д ля производ­
ства глюкозы. Способ гидролиза концентрированной серной кис­
лотой более сложен, требует больших капитальных за т р а т и
имеет более высокую себестоимость продукции. Возможность
64
варки влажного древесного сырья, сравнительно простая ап п а­
ратура, малый расход химикатов обеспечили широкое промыш­
ленное распространение гидролиза древесины разбавленной сер­
ной кислотой. Частицы древесины, назы ваемы е твердой фазой,
в процессе гидролиза могут находиться в состоянии покоя или
движения. Отсюда различаю т периодический и непрерывный
способы гидролиза. Раствор кислоты — ж и д к а я ф а з а т а к ж е мо­
ж ет находиться в покое или движении. По взаимодействию
твердой и жидкой ф аз р азличаю т стационарный, оросительный
и перколяционный гидролиз. В стационарном способе обе ф азы
неподвижны, в оросительном ж и д к а я ф аза распы ляется и, оро­
ш ая древесные частицы, каплями стекает по их поверхности
вниз. В перколяционном способе частицы неподвижны и полно­
стью погружены в жидкость, которая непрерывно фильтруется
через слой гидролизуемого материала. Процесс п е р к о л я ц и и - это непрерывная подача в гидролизуемое сырье раствора
кислоты при одновременном отборе образую щегося гидролизата
[21]. Большинство заводов работает с применением периодиче­
ского перколяционного гидролиза, с движеиием жидкой фазы
сверху вниз.
Технологическая схема гидролизного производства включает
предварительное измельчение древесного сырья в щепу, про­
цесс гидролиза, частичное охлаждение полученного гидролизата,
инверсию или дополнительный гидролиз. Технологический про­
цесс гидролиза осуществляется в вертикальном цилиндрическом
сосуде сварной конструкции, назы ваемом г и д р о л и з а п п а р а т о м . Его изготавливают из толстой листовой стали с внутрен­
ней кислотостойкой футеровкой 2 (рис. 13) или коррозионностойких титановых сплавов. Д л я уменьшения теплопотерь н а ­
р уж н ая поверхность ап п ар ата покрывается теплоизоляцией.
В промышленности применяют гидролизаппараты объемом 18—
80 м3, которые имеют одинаковые конструктивные решения,
исключая лишь некоторые узлы и детали [3, 21]. Верхняя сф е­
рическая горловина (см. рис. 13) предназначена д ля загрузки
ап п арата щепой или опилками. Она зак ры вается герметичной
крышкой 1 с дистанционным управлением. В верхней части
ап п арата имеются штуцеры д л я подачи раствора кислоты,
сдувки паров, воздуха и газов, а так ж е д л я присоединения
контрольно-измерительных приборов.
В середине цилиндрической части к корпусу ап п арата при­
варены две лапы сварной конструкции, при помощи которых
он устанавливается на опорные балки. Конструкция одной из
лап приспособлена для установки контрольного весомера 3.
Д р у г а я лап а краями опирается на две неподвижные шарнирные
опоры. Б л аго д ар я такой конструкции гн дролизаппарат опира­
ется на три точки, две из которых неподвижны. В нижней части
ап п ар ата имеются штуцеры д ля отбора гидролизата, подачи
пара и присоединения контрольно-измерительных приборов.
Н и ж н яя горловина предназначена для выгрузки лигнина.
3
З ак аз № 1314
65
Рис. 1.4. Схема гидролиэаппарата
Внутри ап п ар ата см онтирована система перфорированны х труб
I. предназначенных для отбора и фильтрации гидролизата.
Процесс переработки сырья в гидролизном производстве
включает загрузку ап п арата измельченной древесиной, подачу
раствора кислоты, прогрев гидролизуемой массы, собственно
гидролиз, отбор гидролизата, промывку лигнина водой, отжим
остатка гидролизата и удаление лигнина. Щ епа или опилки по­
даются в ги дролизаппарат системой ленточных транспортеров.
Одновременно в аппарат подают воду и кислоту в необходимом
количестве и соотношении. Н агрев содержимого в ап п арате и
подъем давления осуществляют подачей пара по программе.
В процессе прогрева порисходит гидролиз легкогидролизуемых
полисахаридов. После достижения заданны х значений тем пера­
туры и давления начинается процесс перколяции, при котором
иыводится сахар, образовавшийся при подогреве, и гидролизу­
ются трудногидролизуемые полисахариды. Эта операция вклю ­
чает подачу воды и серной кислоты через смеситель и одновре­
менно отбор гидролизата. Изменения температуры, а такж е р а с ­
хода кислоты и йоды заданы соответствующим режимом.
гмдроли.чпта осуществляют в зависимости от изменения
массы и гидролинапнаратс, определяемой весомером. Подачу
раствора кислоты п р екращ аю т незадолго до окончания процесса
гидролиза. З атем горячей водой промывают лигнин. Д л я его
удаления из ап п ар ата давление снижают до 0,6—0,7 М П а и от­
крываю т клапан нижней горловины. Лигнин с большой скоро­
стью устремляется в циклон, где отделяется от паров влаги и
с помощью выгрузочного механизма поступает на выносной
транспортер. По внешнему виду лигнин представляет собой од ­
нородную темно-бурую массу. Оборот гидролиэаппарата вм е­
стимостью 70 м 3 составляет 310 мин. Гидролизаг, отбираемый
в процессе перколяции и отж им а, содерж ит 3— 4 % простых с а ­
харов. Н аличие в древесине двух типов полисахаридов — гексозанон и нситозанов — обусловливает выход различны х сахаров.
В процессе гидролиза гексозанов образую тся гексозные с а ­
х а р а — глюкоза, манноза и г а л ак т о за (2 ,3 6 % ) , а пентозанов —
ксилоза и ар аби н о за ( 0 ,8 4 % ) . Гексозный сахар подвергают
биохимической переработке, в результате чего получаю т эти л о ­
вый спирт. Пентозный сахар, не применяемый д ля получения
спирта методом брожения, пер ерабаты ваю т на кормовые д р о ж ­
жи. П о такой схеме комплексного использования древесного
сырья раб отаю т многие гидролизные заводы.
Н а ряд у с полезными веществами, гидролизат содерж ит ряд
примесей, тормозящих процесс выращ ивания д рож ж ей. К т а ­
ким веществам относятся серная кислота, фурфурол и другие
продукты распада. Д л я дальнейшего использования гидроли­
зата в процессах сб раж иван и я или выращ ивания д рож ж ей тр е ­
буется возможно полное удаление из него этих примесей. П р о ­
цесс подготовки гидролизата для дальнейшей переработки
включает нейтрализацию гидролизата, снижение температуры,
3*
67
уменьшение содерж ания фурфурола до минимальных значений,
удаление коллоидных и других веществ.
И з гидролизаппарата полученный гидролизат по трубопро­
воду подается к коллектору и далее на охлаждение. Снижение
температуры и давления осуществляется в две-три ступени в по­
следовательно соединенных испарителях. После сброса давления
и охлаждения гидролизат поступает в нейтрализатор, где о б р а ­
баты вается известковым молоком и аммиачной водой. П олучен­
ный продукт называю т н е й т р а л и з а т о м . После дополнитель­
ной очистки и дальнейшего охлаж дения нейтрализат поступает
в переработку в д рож ж евой цех.
При гидролизе разбавленной серной кислотой из 1 т абсо­
лютно сухой древесины можно получить 200— 235 кг д ро ж ж ей и
7—8 кг фурфурола. При гидролизе концентрированной соляной
кислотой считается возможным получить 200—260 кг глюкозы и
165—200 кг д р ож ж ей [2].
Раздел второй
П РО И ЗВО Д СТВО Щ Е П Ы
Глава 3
ЩЕПА И ЕЕ ХАРАКТЕРИСТИКИ
3.1 Т Е Р М И Н Ы И О П Р Е Д Е Л Е Н И Я
В процессе механической переработки древесного сырья по­
лучаю т измельченную древесину в виде древесных частиц р а з ­
личной формы и размеров: щепу, дробленку, стружку, опилки,
древесную муку и древесную пыль (ГОСТ 23246— 78).
Щ е п а — древесные частицы, получаемые в результате и з ­
мельчения древесного сырья рубительными машинами или спе­
циальными режущими устройствами в составе технологических
линий. Р азл и чаю т щепу технологическую, зеленую и топливную.
Т е х н о л о г и ч е с к а я щ е п а — древесные частицы в виде
косоугольного параллелепипеда с острым углом 30—60°, з а д а н ­
ной длины и толщины, предназначенные для производства цел­
люлозы, древесных плит, продукции лесохимических и гидролиз­
ных производств.
Т о п л и в н а я щ е п а — измельченное древесное сырье, ко­
торое по своему качеству может быть использовано только как
топливо.
З е л е н а я щ е п а — древесные частицы, содерж ащ ие при­
меси коры, хвои и листьев, получаемые при измельчении целых
68
тонкомерных деревьев, лесосечных отходов, сучьев и ветвей.
Зеленую щепу используют в виде добавок в производстве др е­
весных плит, гидролизных продуктов, а т а к ж е как топливо.
Д р о б л е н к а — древесные частицы, получаемые при измель­
чении древесного сырья в дробилках и молотковых мель­
ницах.
Д р е в е с н а я с т р у ж к а — тонкие длинные древесные ч а­
стицы, образую щ иеся при резании древесины на стружечных
станках. Р азл и чаю т резаную струж ку в производстве древесно­
стружечных плит, древесную струж ку в производстве цемент­
ного фибролита и упаковочную стружку.
М и к р о с т р у ж к а — мелкие древесные частицы толщиной
до 0,25 мм и длиной 6—8 мм, получаемые из древесной стружки
или опилок на специальном размольном оборудовании. М икро­
струж ку н аряду с древесной пылью используют для ф орм и рова­
ния наруж ны х слоев древесностружечных плит с мелкоструктур­
ной поверхностью.
Т е х н о л о г и ч е с к и е о п и л к и в отличие от обычных мел­
ких древесных опилок имеют вид тонких длинных частиц, полу­
чаемых в процессе пиления древесины специальными пилами.
Д р е в е с н а я п ы л ь — несортированные древесные частицы
размером менее 1 мм, которые образуются при шлифовании и
другой механической обработке древесины.
Древесная
м у к а — мелкие, измеряемые в десятках и
сотнях микрон, древесные частицы заданного гранулометриче­
ского состава, получаемые механическим размолом сухих д р е ­
весных опилок и стружек.
3.2. К Л А С С И Ф И КА Ц И Я И СВОЙСТВА Щ ЕП Ы
Классификация щепы осуществляется по назначению, гран у­
лометрическому составу, виду используемого древесного сырья
и способу его измельчения. По назначению щепа п одразделя­
ется на технологическую и топливную. По гранулометрическому
составу различаю т щепу кондиционную, крупной и мелкой ф р а к ­
ций. В зависимости от используемого в леспромхозах древесного
сырья, его вида и качества различаю т щепу: из пнево-корневой
древесины, из сучьев и целых тонкомерных деревьев (зеленая
щ епа), из круглых и колотых лесоматериалов, из отходов рас­
кряжевки, из отходов лесопиления и шпалопиления. По пород­
ному составу исходного сырья различаю т щепу хвойных, лист­
венных и смешанных пород. В щепе хвойных пород отдельно
выделяют щепу из древесины ели и пихты, щепу из древесины
лиственницы. В щепе из древесины лиственных пород выделяют
щепу твердолиственных и щепу мягколиственных пород.
По способу переработки древесного сырья различаю т щепу,
полученную измельчением в дисковых или б арабанны х руби^
тельных машинах, и щепу, полученную фрезерованием древе­
сины специальным инструментом,
69
Щепа — сыпучий материал. По геометрической форме д р е ­
весных частиц, их р азм ерам и составу щепа характеризуется
как однородный сыпучий материал. Условие однородности т а ­
кого материала характеризуется коэффициентом неоднородно­
сти частиц k H, который определяется из соотношения:
“10
где а?бо— диаметр отверстий сита, через которое просеивается
не менее 6 0 % м атериала; dm — наименьший диаметр отверстий
сита, через которые просеивается 10 % мелких частиц.
Д л я технологической щепы, где парам етру dw соответствуют
сита с ячейками 28 мм, а п ар ам етру d i0 — с ячейками 10 мм,
коэффициент неоднородности составляет величину йп = 2,8, по­
этому щепу относят к однородному сыпучему материалу [19].
С труктура щепы как сыпучего тела является важнейш им
фактором, определяющим ее механические свойства. Д л я щепы
характерны связность частиц, их подвижность, смерзаемость,
слеживаемость, уплотнение при статических и динамических
воздействиях, сводообразование при истечении из бункеров и силосов. При свободной отсыпке в виде «дождя» частицы щепы
образую т конусную кучу с определенным углом при основании.
К ак материал органического происхождения, щепа гигроско­
пична, подвержена поражению микроорганизмами. Подобно
другим растительным материалам большая масса щепы о б л а ­
дает способностью саморазогреваться и при определенных у с ­
ловиях самовозгораться. Основными параметрами, х ар а ктер и ­
зующими свойства щепы, являются объемная масса, влажность,
коэффициент полнодревесности, коэффициент уплотнения, угол
естественного откоса, коэффициент внутреннего трения, н ач ал ь ­
ное сопротивление сдвигу, коэффициент трения скольжения
о различные поверхности.
Объемная масса щепы характеризует плотность ее укладки и
определяется содержанием массы влажной древесины m w в и з­
меренном объеме Упас щепы. О бъем ная масса зависит от плот­
ности измельчаемой древесины, влажности сырья, коэффициента
полнодревесности щепы, а так ж е степени ее уплотнения и ф р а к ­
ционного состава.
Плотность древесины, определяемая отношением ее массы
к единице объема, характеризуется несколькими показателями,
которые взаимосвязаны и определяются ГОСТ 16483.1— 73. Р а з ­
личают плотность абсолютно сухой древесины ро, плотность
влаж ной древесины pw и условную плотность русл. В практике
учета технологической щепы часто пользуются значением у с ­
ловной плотности, которая определяется отношением массы а б ­
солютно сухой древесины к ее плотному объему во влаж ном
С О СТ О Я Н И И
1 /п л -
В лаж ность древесного сырья, измельчаемого в щепу, в лесо­
заготовительном производстве обычно составляет 70— 90 %.
70
V свежесрубленной древесины наибольшая влажность н аб лю д а­
ется у заболони 100— 120 %. Влажность ядра составляет 30—
10 % Таким образом, влажность сырья заведомо выше предела
гигроскопичности древесины. В этом случае зависимость между
различными п оказателям и плотности древесины определяется
выражением
_
р0
100 + W
100 — 30йо
юо
юо
100 + W
= Русл
100
где W — абсолю тная влаж ность древесины, %; k a — коэффи­
циент объемной усушки древесины, % на процент влажности.
Д о ля объема щепы, занятого древесиной, определяется ко­
эффициентом полнодревесности /гпнас — важнейш ей х ар а к тер и ­
стикой в системе учета вырабатываемой технологической щепы.
Д л я свободно насыпанной щепы
;,нас _
" —
^пл Pw
Упас
= 0,36.
PW
О д н а ко щепу в свободно пасыпаппом состоянии можно счит ; т . лишь в момент отеынкп. Через непродолжительное время
иод действием статических нагрузок от собственного веса щепа
постепенно самоуплотняется, изменяется ее коэффициент полно­
древесности. Значительное уплотнение щепы наблю дается под
воздействием динамических нагрузок, возникающих, например,
при пневмонагрузке или транспортировке. Поэтому коэффициент
полнодревесности k n щепы, находящейся в любой степени уплот­
нения, в общем виде можно выразить следующим образом:
/г ,.-С Ч
где к
коэффициент уплотнения щепы.
На практике коэффициент уплотнения щепы определяют как
отношение начальной высоты слоя свободно отсыпанной щепы
к высоте после уплотнения. Д л я свободно отсыпанной щепы ко ­
эффициент уплотнения равен единице. При уплотнении щепы
статическим нагружением коэффициент уплотнения достигает
значительной величины, равной 1,15— 1,47 [15]. При хранении
щепы в открытых кучах коэффициент ее уплотнения в нижних
слоях достигает 1,5. Наибольш ее значение коэффициента соот­
ветствует нагрузке около 16 Н /с м 2. При пневматической по­
грузке щепы величина коэффициента уплотнения составляет
1,12— 1,36. Она зависит от скорости и концентрации аэросмеси,
высоты расположения дефлектора и числа его качаний. При
вибрационном уплотнении коэффициент уплотнения достигает
величины 1,33— 1,49 и тем выше, чем больше амплитуда и ч а ­
стота колебаний. Теоретически возм ож ная предельная величина
коэффициента уплотнения численно р авн а коэффициенту р а з ­
71
рыхления k p, равному отношению объема свободно насыпанной
щепы к исходному объему измельченного древесного сырья:
k P = V„aJV„n = Ш Г = 2,78.
В этом случае коэффициент полнодревесности щепы имеет н аи ­
большее теоретически возможное значение, равное единице. На
практике эта величина недостижима и k n не превышает 0,51.
С учетом изложенного, величина объемной массы влаж ной
щепы, находящейся в любой степени уплотнения, может быть
найдена из вы раж ения в общем виде
нас
Pw
_
1 нас
=Ро«п
е-
100-1- W
100— 30*о
100
100
Когда известна условная плотность древесины, объемную
массу влаж ной щепы можно определить по формуле
лнас
PW
ьнасо
— Русл&п
8'
100+ w
100
Д л я определения содерж ания в щепе древесины в абсолютно
сухом состоянии объемную массу р"ас сухой щепы можно под­
считать по формуле
„нас __
Ро
“п
Mo
m 0k n
У нас
'
ГГ
У пл
^
Русл^п»
где т 0 — масса щепы в абсолютно сухом состоянии в измерен­
ном насыпном объеме, кг.
В табл. 11 приведена объемная масса свободно насыпанной
технологической щепы различной влажности д ля основных д р е ­
весных пород при &пас = 0,36.
Подвижность щепы характеризуется углом естественного от­
коса, коэффициентом внутреннего трения, начальным сопротив­
лением сдвигу. Угол естественного откоса а образуется плоско­
стью естественного откоса свободно отсыпанной кучи щепы с го­
ризонталью. Величина угла естественного откоса изменяется
Таблица
Объемная масса свободно насыпанной щепы,
кг/м1, при влажности, %
Порода
Ель
П ихта белая
Сосна обыкновенная
Лиственница
Осина
Береза бородавчатая и пу­
шистая
72
11
40
50
60
70
80
90
100
110
120
187
180
213
277
209
263
202
195
231
295
223
285
216
206
245
317
238
303
231
224
260
335
256
321
241
231
274
357
270
339
256
245
292
374
285
360
270
256
306
396
299
378
285
270
321
414
314
396
295
285
335
436
328
414
для щепы в пределах 30—40° и зависит от подвижности частиц.
Чем большей подвижностью они обладают, тем меньше угол а.
11одвижность частиц слеж авш ейся при длительном хранении
щепы значительно меньше, чем свободно отсыпанной. В лажность
щепы так ж е оказы вает заметное влияние на ее подвижность.
■Лучшая сыпучесть наблю дается у щепы с уменьшением ее в л а ж ­
ности.
Другой важной характеристикой щепы как сыпучего тела яв ­
ляется коэффициент внутреннего трения f, численно равный т а н ­
генсу угла внутреннего трения ср. Возникновение внутреннего
трения в щепе объясняется тем, что одни частицы входят в у г ­
лубления меж ду другими частицами и защ ем л яю тся ими. Кроме
того, при перемещении щепы из-за сцепления частиц на поверх­
ности их контакта возникают силы трения. Сопротивление щепы
сдвигу т обусловливается, таким образом, внутренним трением
и сцеплением частиц:
Т —
о
т о>
где (т„
нормальное напряжение в сыпучем теле; т0 — н ач ал ь ­
ное сопротивление сдвигу.
11 л плмн.!м гоиротниленнем сдвигу считают силу, которую необходимо
приложим, пли смещении одних частиц щепы относительно других при Ма­
ли х нормальных нагрузках. Величина начального сопротивления сдвигу для
щепы не является постоянной и зависит от фракционного состава и степени
ее уплотнения. Ориентировочное определение предельных значений т 0 может
быть произведено с помощью приближенных методов механики сыпучих тел.
В работе [15] проводились опыты по определению начального сопротивления
сдвигу и углов внутреннего трения. Величина начального сопротивления
сдвигу составила 90—375 Па. По другим данным величина этого показателя
может достигать 104 Па. Этот показатель имеет решающее значение при
оценке вероятности сводообразовапия щепы над выгрузочными люками бун­
керов и силосов. В опытах определялась такж е величина угла внутреннего
трения, который изменялся в пределах от 29 до 74°. Соответствующий ему
коэффициент внутреннего трения составлял 0,55—3,40. Большие значения по­
казателей определены при уплотнении щепы. В свободно насыпанном состоя­
нии угол внутреннего трения щепы, как и у других сыпучих материалов,
меньше угла естественного откоса.
При перемещении щепы механическими и пневматическими
транспортными устройствами важное значение имеют коэффи­
циенты трения щепы. Р азл и ч аю т коэффициенты трения покоя
|л0 и трения скольжения \х', которые находятся в соотношении
(х7ц0 = 0,7ч-0,9.
Коэффициент трения скольжения характеризуется отноше­
нием касательной силы, затрачиваем ой на преодоление сопро­
тивления относительному перемещению двух тел при их сколь­
жении, к нагрузке, сж имаю щей тела касания. Коэффициент
трения скольжения зависит от влажности щепы, температуры,
объемной массы, шероховатости поверхности, скорости переме­
щения частиц и нагрузки. Р езул ьтаты исследования коэффици­
ентов трения щепы приведены в табл. 12.
73
Таблица
Состояние древесины
Пара трения
Щ епа хвойных пород —
сталь
То же
»
»
Щепа хвойных пород ■—
резина
Щепа хвойных пород —
лента
Щепа хвойных пород —
дерево
Щепа хвойных пород —
щепа хвойных пород
То же
Щепа
лиственных
по­
род — ста ль
Щепа
лиственных
пород — щепа лиственных
пород
влаж­
ность, %
темпера­
тура, “С
70—85
12
Коэффициент трения
покоя
скольжения
0,56—0,81
50
80
60— 130
50—80
+ 20—20
Ч 20—20
4-20
+ 20—20
0,90—0,92
60—80
— 15—25
_
0,21— 0,25
50—80
0+20
0,77—0,80
_
—.
—,
0,31—0,34
0,21—0,24
0,25—0,35
50—80
+ 20
0,88—0,93
_
50—80
100
—20
0,49—0,50
0,58—0,73
—
100
0,55
На подвижность щепы оказываю т влияние смерзаемость ч а ­
стиц и их примерзание к различным поверхностям. Смерзание
щепы возможно только под действием уплотняющей нагрузки
при влажности более 80 % и температуре не выше — 5 °С. И с ­
следования С. М. М азарского показали, что уплотненная щепа
влажностью 70— 75 % не смерзается при температуре воздуха
до —30 °С. Слабое смерзание щепы наблю дается при ее в л а ж ­
ности 80—90 %. При влажности более 9 0 % обнаружено значи­
тельное смерзание щепы при низких температурах, которое сни­
ж а ется при повышении температуры и становится слабым при
— 10°С.
Степень см ерзания зависит от содерж ан ия мелкой фракции
в щепе. При значительных количествах мелочи влаж ностью бо­
лее 90 % смерзание щепы наблю дается и при более высоких
тем пературах (— 5, — 10°С). При смерзании щепы механиче­
ск ая прочность сыпучего тел а значительно возрастает. Предел
прочности при сж атии образцов смерзш ейся уплотненной щепы
составляет 0,01— 0,05 М П а. С м ер зш аяся щепа сравнительно
легко разры хляется.
Влаж ность щепы оказы вает реш ающее влияние на ее при­
мерзание к поверхностям. Щ епа при влажности 80 % не при­
м ерзает к деревянным, металлическим и бетонным поверхно­
стям, при влажности 95— 110% наблю дается незначительное
примерзание, при влажности 1 1 0 - 1 3 0 % отмечается отчетливое
примерзание щепы к поверхностям.
74
3 3. ЩЕПА ДЛЯ
ЦЕЛЛЮЛОЗНО-БУМАЖНОГО ПРОИЗВОДСТВА
В зависимости от назначения технологическую щепу для
целлюлозно-бумажного производства изготовляют по ГОСТ
15815—83 трех марок: Ц-1, Ц-2 и Ц-3. Щ епа марки Ц-1 пред­
назначена д л я выработки сульфитной целлюлозы и древесной
массы с регламентируемой сорностью, щепа марки Ц-2 — для
выработки сульфитной целлюлозы и древесной массы д ля бу­
маги и картона с нерегламентируемой сорностью, а т а к ж е суль­
фатной и бисульфатной целлюлозы для бумаги и картона с рег­
ламентируемой сорностью, щепа марки Ц-3 — для выработки
сульфатной целлю лозы и различных видов полуцеллюлозы для
бумаги и картона с нерегламентируемой сорностью. Качество
технологической щепы для целлю лозно-бумажной промышленно­
сти определяется породой древесины, геометрическими р а зм е ­
рами частиц, дефектами обработки торцовых срезов, примесями
коры, гнили и инородных включений.
Породы древесины используют в целлю лозно-бумажном про­
изводстве практически все, особенно для выработки полуцеллюIII11,1 Наиболее широкое применение находят сосна, ель, пихта,
miMiii, fiepi'tu и лиственница. Д л я выработки сульфитной и би­
с у л ь ф и т о м целлюлозы потребляется древесина ели и пихты
с ограниченными примесями до 10 % лиственных пород. Д р е в е с ­
ная масса вырабаты вается только из древесины ели и пихты без
примеси лиственных пород. Технологическая щепа из ели и
пихты высоко ценится, поэтому древесное сырье этих пород д о л ­
жно быть выделено на лесных складах из общего потока и пе­
реработано отдельно от других пород. Д л я выработки целлю ­
лозы по сульфатному способу применяют все хвойные породы,
однако щепа из древесины лиственницы д о л ж н а поставляться
отдельно. М ассовая доля лиственных пород в щепе здесь д о л ­
ж н а составлять не более 10 %.
По химическому строению и качеству волокон лиственные по­
роды являю тся менее качественным сырьем для целлюлозно-бу­
мажной промышленности. Волокна их значительно короче,
имеют меньший диаметр и прочность. М асса из лиственной д р е­
весины имеет слабовы раж енную волокнистую структуру, более
низкую механическую прочность и потому пригодна для произ­
водства бумаги только в смеси с полуфабрикатами из древесины
хвойных пород. По ГОСТ 15815—83 все лиственные породы мо­
гут быть использованы д ля выработки щепы, предназначенной
для переработки по сульфатному способу. Но в производстве
сульфитной и бисульфитной целлюлозы допускается использо­
вать только березу, осину, тополь, ольху, бук и граб. При по­
ставке щепы из лиственных пород массовая доля хвойных
в смеси не д о лж н а быть более 10 %.
Лиственные породы древесины без ограничений использу­
ются для выработки нейтрально-сульфитной целлюлозы, но
щепу из твердолиственных пород следует поставлять отдельно
75
от мягколиственпых. Примесь хвойных пород в щепе здесь не
допускается.
Геометрические разм еры щепы (длина, толщ ина) и ф р а к ц и ­
онный состав являю тся наиболее важны ми показателям и ее
качества. И д еа ль н ая технологическая щепа д о л ж н а об ладать
способностью быстро и равномерно пропитываться варочным
раствором, что является условием полного провара щепы. Треб о ­
вания эти противоречивы. Д л я получения длинноволокнистой
целлюлозной массы ж елательно иметь щепу большей длины,
однако т ак ая щепа плохо пропитывается варочными растворами
и частицы остаются непроваренными. Если исходить из скоро­
сти пропитки и качества варки, то щепа д олж на быть возможно
меньшей длины. Чем короче и тоньше щепа, тем скорее пропи­
тывается она варочными растворами, быстрее варится и требует
меньшего расхода тепла. Однако выход целлюлозы из такой
мелкой щепы и ее прочностные показатели более низкие.
При рассмотрении влияния геометрических размеров необхо­
димо принимать во внимание отдельно длину, толщину и ш и­
рину щепы, учитывать способ варки целлюлозы. При с у л ь ­
ф а т н о й варке толщина щепы оказы вает очень большое в л и я­
ние на равномерность ее провара. Д л и н а щепы, хотя и влияет
на равномерность реакции делигнификации, но значительно
в меньшей степени. Объясняется это тем, что при сульфатной
варке диффузия варочного щелока в продольном, тан ген ц иаль­
ном и радиальном направлениях происходит примерно с од ин а­
ковой скоростью. Поэтому решающую роль в определении ко­
личества химикатов, достигающих центра щепы при сульфатной
варке, будет играть наименьший разм ер щепы, т. е. ее толщина.
Оптимальной толщиной щепы для варки сульфатной целлюлозы
большинство исследователей считают 2— 3 мм. Щ епа д о л ж н а
быть равномерной по толщине, так как при варке частиц р а з ­
личной толщины получается целлюлоза низкого качества, воз­
растает доля отходов.
Н а существующих дисковых рубительных машинах невоз­
мож но получить щепу равномерной толщины, которая ко л еб ­
лется в очень широких пределах. Это объясняется тем, что тол­
щина щепы не формируется машиной, а зависит от физико-ме­
ханических свойств древесины и длины щепы. В связи с этим
для сульфатного процесса варки целлюлозы необходимы м а ­
шины для сортировки щепы по толщине либо специальные рубительные машины. Известно, например, что получение щепы з а ­
данной толщины обеспечивают б арабан н ы е рубительные м а ­
шины [6].
П ри с у л ь ф и т н о й варке не только толщина, но и длина
щепы оказы ваю т влияние на скорость пропитки и равном ер­
ность реакции делигнификации. Варочный раствор проникает
здесь в щепу гораздо быстрее вдоль волокон, чем в других н а­
правлениях. Оптимальными разм ерам и щепы для выработки
сульфитной целлюлозы являю тся следующие: длина по волокну
76
от 18 до 25 мм, толщина 3— 5 мм, ширина щепы не играет су­
щественной роли, но устанавливается в пределах до 20 мм
16, 15]. Несколько иные разм еры щепы желательны при пер ера­
ботке древесины хвойных и лиственных пород. Д л я сульфитной
целлюлозы из хвойных пород, предназначенной для бумаги, не
следует использовать в больших количествах щепу короче 15 мм.
Укорочение волокна древесины в такой щепе, вызванное рубкой,
оказы вает влияние на показатели прочности целлюлозы. П о ­
этому оптимальной длиной щепы при сульфитной варке счи­
тают д ля хвойных пород от 15 до 20 мм, д ля лиственных от 10
до 15 мм [6].
Действующий ГОСТ 15815— 83 устанавливает следующие гео­
метрические разм еры щепы д ля целлю лозно-бумажного произ­
водства: д л и н а в пределах от 15 до 25 мм, т о л щ и н а не бо­
лее 5 мм, ш и р и н а не регламентируется. Реальны е размеры
щепы изменяются в широких пределах и определяются целым
рядом факторов, наиболее важ ны ми из которых являю тся ф и ­
зико-механические свойства измельчаемой древесины, режимы
резания и конструктивные особенности рубительных машин. На
практике длина щепы по волокну достигает 50 мм, толщина
12 мм, ширина колеблется в пределах от 2 до (50 мм. Д л я вы р ав­
нивании щепы по разм ерам ее сортируют, у д ал яя чрезмерно
крупные и мелкие частицы. Но д аж е и после сортировки щепа
содерж нг частицы различных размеров. Количественное соот­
ношение частиц определенных размеров в общей массе техноло­
гической щепы определяет ее ф р а к ц и о н н ы й с о с т а в . Ч а ­
стицы, близкие по своим геометрическим размерам, образуют
какую-либо фракцию щепы. Р азл и чаю т кондиционную, крупную
и мелкую фракции. С одерж ание частиц по ф ракциям реглам ен­
тируется действующим стандартом.
К о н д и ц и о н н у ю ф р а к ц и ю щепы образуют частицы
длиной от 10 до. 30 мм. И х массовая доля д о л ж н а составлять не
менее 86, 84 и 81 % соответственно д ля щепы марок Ц-1, Ц-2 и
Ц-3. К р у п н а я ф р а к ц и я щепы ограничивается содержанием
массовой доли не более 3; 5 и 6 % частиц разм ерам и более
30 мм соответственно д ля м ар ок щепы Ц-1, Ц-2 и Ц-3. Крупные
частицы, отбракованны е при сортировке, как правило, сод ер­
ж а т сучки или отщепы древесины из прилегаю щей к ним зоны
завитков. Т ак ие частицы рекомендуется н ап р авл ять на доизмельчение в рубительные машины.
М е л к а я ф р а к ц и я щепы разм ерам и от 5 до 10 мм допус­
кается в количестве не более 10 % д ля щепы всех марок. Ч а ­
стицы разм ерам и менее 5 мм образуют отсев и в составе о т ­
гружаемой технологической щепы их м ассовая доля д олж на
быть не более 1 % для щепы марок Ц-1, Ц-2 и не (более 3 %
для щепы марки Ц-3.
Среди мелких частиц в щепе вызывают затруднения при пе­
реработке т а к назы ваемы е с п и ч к и или и г л ы — длинные ч а ­
стицы, поперечное сечение которых не более 1—2 мм (рис. 14,(3).
77
Спички сниж аю т скорость циркуляции варочного щелока, з а б и ­
вают сита и трубопроводы, н аруш аю т работу дозировочных
устройств. Особенно чувствительно к спичкам производство
сульфатной целлюлозы в варочных аппаратах непрерывного дей­
ствия. Требования к щепе сводятся здесь не только к ограниче­
нию количества спичек, но и к необходимости более равн ом ер­
ного фракционного состава.
Рис. 14. Виды частиц технологической щепы
В геометрии частиц технологической щепы важ н ое значение
имеет у г о л с р е з а , образованный поверхностью реза и н а п р а в ­
лением волокон, который долж ен быть в пределах 30— 60°.
В щепе с таким углом среза древесина имеет меньше по вр еж ­
дений. Количество щепы, не соответствующей этому тр еб ов а­
нию, не долж но превышать 30 % объема партии.
Н а рис. 14 показаны различны е виды частиц технологической
щепы. В тщ ательно отрегулированной дисковой рубительной
машине с хорошо заточенными ножами большинство частиц
имеют разм еры и форму, близкую к стандартной (рис. 14, а ) .
Однако один из торцов щепы часто имеет заметно повреж ден­
ную, м я т у ю поверхность (рис. 14, а). При затуплении ножей
или неустойчивом положении чурака в процессе резания могут
быть получены частицы с р в а н ы м и торцами (рис. 14,6). И з ­
мельчение древесины нередко сопровождается образованием
трещин в щепе (рис. 14, е, ж), в результате чего получаются частицы-спички (рис. 14, д). Игольчатую форму они приобретают
при резании древесины с таким пороком, как наклон волокон.
Один из торцов такой щепы имеет плоскую поверхность, о б р а ­
зованную резцом. Второй торец, более топкий п часто в виде
острой кромки, получается в результате скалывания щепы по
годичному слою
(рис.
14,з). Т р е щ и н о в а т ы е .ч асти ц ы
(рис. 14, в) характерны для фрезерованной щепы, полученной
в фрезерно-брусующих станках.
Дефекты обработки щепы возникают в процессе измельчения
сырья. Ц еллю лозно-бум аж ная промышленность предъявляет вы ­
сокие требования к чистоте торцовых срезов щепы, которые д о л ­
жны быть гладкими, без мятых кромок. Чистых торцовых сре­
78
зов под углом 30—60° можно добиться систематической зато ч ­
кой режущих ножей, своевременной подготовкой контрножей и
правильно^ установкой зазо ра между кромками режущих но­
жей и контрножей. Большое влияние на качество срезов щепы
оказы вает влаж ность сырья. Наиболее благоприятна для из­
мельчения влаж ность древесины 45—65 %, которая позволяет
получить щепу с ровными чистыми срезами и более равном ер­
ного фракционного состава. При понижении или повышении
влажности древесины поверхность срезов ухудшается. При
влажности менее 20 % срезы щепы приобретают ломаный вид
и шероховатую поверхность. Выход качественной щепы с н и ж а ­
ется вдвое.
В процессе резания древесины в рубительных машинах она
неизбежно подвергается воздействию сжимающих, растяги ваю ­
щих, изгибающих и скалываю щ их усилий, в результате которых
щепа повреждается и содерж ит как видимые, так и скрытые
дефекты обработки.
Д ефекты обработки щепы обнаруж иваю тся в виде частиц
с трещинами, мятыми и расщепленными торцами, содерж ание
которых не долж но превышать 30 % общего объема поставки.
В и д и м ы е д е ф е к т ы обработки щепы играют незначи­
тельную роль в процессе варки целлюлозы по сравнению
с в н у т р е н н и м и скрытыми р а з р у ш е н и я м и . Они возни­
кают как последствие деформаций сж ати я древесины и з а т р а ­
гивают значительное количество волокон. Внутренние повреж де­
ния нельзя обнаружить при визуальном осмотре щепы. Их
можно выявить при фотографировании древесины в поляризо­
ванном свете или в результате химической обработки кислым
сульфитным варочным раствором. С ж ати е древесины вдоль во­
локон существеннее снижает прочностные показатели целлю ­
лозы, чем сж атие поперек волокон.
Способ варки поврежденной щепы оказывает большое влияние на проч­
ностные показатели получаемой целлюлозы. Известно, что сульфитная цел­
люлоза из щепы, поврежденной осевым продольным сжатием, более чем
в 2 раза понижает прочностные характеристики. При сульфатной варке вли­
яние повреждений на прочностные показатели целлюлозы не столь значи­
тельно и примерно в 3 раза меньше, чем при сульфитном способе. Дефекты
обработки лишь в незначительной степени влияют такж е на выход и хими­
ческий состав сульфитной и сульфатной целлюлозы.
Пр имеси в технологической щепе, к которым относят кору,
гниль и инородные включения, ограничиваются стандартом.
К о р а характеризуется высоким содержанием лигнина и отно­
сительно низким содержанием целлюлозы, прочность которой
вдвое ниже прочности древесной целлюлозы. Она вносит з а г р я з ­
нения в древесную массу и получаемую целлюлозу из-за боль­
шого количества смол, жиров и различного рода красящих ве­
ществ. Присутствие в этих полуф абрикатах д аж е небольшого
количества коры оставляет в них темные пятна, которые трудно
удалить и обесцветить при отбелке целлюлозы. Выход целлю ­
лозы из неокоренной древесины в среднем снижается на 2 ,5 % ,
79
ухудшается белизна и возрастает расход химикатов на отбелку.
П ри увеличении содерж ания коры в щепе снижаю тся показатели
механической прочности целлюлозы как следствие повышенного
на 4—5 % расхода щелочи и увеличение длительности процесса
варки.
Вся древесина, из которой вырабаты вается технологическая
щепа для целлюлозно-бумажного производства, д о л ж н а подвер­
гаться окорке. Степень окорки лесоматериалов зависит от н а з н а ­
чения щепы. Более тщательной окорки требует производство
древесной массы и сульфитной целлюлозы, где в массе щепы
марки Ц-1 допускается не более 1 % коры. Н а ряд у с повыше­
нием сорности сульфитной целлюлозы содерж ащ иеся в коре
дубильные и экстрактивные вещества тормозят процесс делигнификации. Поэтому д а ж е при выработке сульфитной целлюлозы
д ля бумаги и картона с нерегламентируемой сорностью м ассо­
в ая доля коры в щепе марки Ц-2 д о л ж н а быть не более 1,5% .
При сульфатной варке кора не оказы вает столь вредного в л и я­
ния на сорность целлюлозы, а дубильные и экстрактивные в е­
щества лишь незначительно воздействуют на процесс делигнификации. М ассовая доля коры в щепе марки Ц-2 д ля су л ьф ат­
ной варки допускается стандартом не более 1,5% , в щепе
м арки Ц-3 — не более 3 % . При выработке целлю лозы и полуцеллюлозы, используемой в производстве картона и упаковоч­
ной бумаги с нерегламентируемой сорностью, требования
к качеству окорки существенно снижаются. По согласованию
с потребителем допускается изготовление щепы марки Ц-3 с со­
держ ани ем коры до 10 %.
ГОСТ 15815—83 ограничивает засоренность технологической
щепы г н и л ь ю , м ассовая доля которой допускается не б о­
лее 1,0; 3,0 и 7,0 % соответственно для марок Ц-1, Ц-2 и Ц-3.
Д л я выработки технологической щепы в леспромхозах используют дре­
весное сырье с большим содержанием гнили, поэтому влияние этого порока
на качество щепы рассмотрим подробнее. В процессе гниения древесины ее
плотность, механические свойства, химический состав и анатомическое строе­
ние претерпевают значительные изменения, влияющие на показатели, сор­
ность и выход целлюлозы [3, 15]. В начальной стадии гниения структура дре­
весины изменяется очень незначительно и физико-механические свойства ее
почти не отличаются от здоровой. В конечной стадии происходят глубокие
структурные изменения в пораженной древесине при резком понижении всех
физико-механических свойств.
Основной критерий для использования древесины, пораженной гнилью,
в производстве целлюлозы — плотность. Степень разлож ения древесины гни­
лями характеризуется коэффициентом ц, показывающим отношение плотности
пораженной гнилью древесины ргн к плотности здоровой древесины рзд, в зя ­
тых из одного и того ж е участка ствола: |х = р гн/рзд- Коэффициент |х, по д ан ­
ным Э. П. Л ицмана, колеблется для древесины березы и осины от 1,0 до
0,2; для древесины ели и сосны — от 1 до 0,35.
Процесс гниения вызывается различными дереворазрушаю щими грибами.
Одни из них пораж аю т древесину в период роста, другие — в период хране­
ния на складах. Некоторые грибы разруш аю т только целлюлозу, вызывая
д е с т р у к т и в н у ю гниль, при которой клеточные оболочки распадаю тся
равномерно без образования в них перфораций. Древесина темнеет до темно­
80
коричневой окраски, покрывается многочисленными трещинами, распадается
на отдельные призматические кусочки, становится трухлявой и легко расти­
рается в порошок. Количество лигнина возрастает в пораженной деструк­
тивной гнилью древесине ели до 50 %.
Некоторые грибы разруш аю т не только целлюлозу, но и лигнин, вызы­
вая другой вид гнили — к о р р о з и о н н ы й . Гниение древесины сопровож ­
дается здесь перфорацией клеточных стенок гифами грибов, отслоением у ча­
стков вторичных оболочек и уменьшением толщины стенок. Соотношение
лигнина и целлюлозы при коррозионном типе гнили остается примерно т а ­
ким же, как и у здоровой древесины.
Ч ащ е всего пораж ается коррозионной гнилью древесина хвойных пород
сосны и ели. В древесине лиственных пород более распространена гниль
коррозионно-деструктивного вида, которая характеризуется тем, что фер­
менты, выделяемые грибами, воздействуют в равной степени на лигнин и
целлюлозу. Древесина приобретает светло-желтую окраску с черными поло­
сами вдоль волокон. Она легко сж имается поперек волокон и при растира­
нии распадается на мелкие короткие волокна.
Примеси гнили в щепе снижают выход, белизну и прочностные п оказа­
тели целлюлозы, увеличивают расход химикатов и сорность продукции.
О днако вид гнили и степень разлож ения ею древесины имеют различное вли я­
ние. Коррозионная гниль в начальной стадии разлож ения, когда (.1 = 0,9, во­
обще не влияет на процесс варки и качество получаемого продукта. О со­
бенно мало заметно ее влияние на прочностные показатели сульфатной цел­
люлозы. При варке с увеличенным расходом щелочи полуразруш енные
грибами волокна целлюлозы растворяю тся, а неповрежденные остаются.
Наибольшее влияние на качество целлюлозы оказы вает деструктивная
гниль. Если степень разлож ения древесины такой гнилью составляет более
0.7, выход целлюлозы снижается на 15—25 %, а процесс варки требует
большего на 20—25 % расхода щелочи. Снижаются прочностные показатели
и белизна целлюлозы. Деструктивная гниль, особенно в I I I стадии, недопу­
стима для выработки качественной бумаги.
Среди других примесей в технологической щепе всех марок
не допускаются металлические включения и обугленные ча­
стицы. Существенно ограничивается и содерж ание минеральных
примесей, которые из-за абразивного воздействия отрицательно
влияют на оборудование и инструмент, увеличивают сорность и
зольность целлюлозы. В технологической щепе марки Ц-1 м и­
неральные примеси не допускаются. И только в щепе марок
Ц-2 и Ц -3 минеральные примеси ограниченно допускаются, но
их массовая доля д о лж н а быть не более 0,3 %.
3.4. Щ ЕП А Д Л Я П РО И ЗВО Д СТВА Д Р Е В Е С Н О С Т Р У Ж Е Ч Н Ы Х ПЛИТ
По ГОСТ 15815— 83 щепу д ля производства древесностру­
жечных плит изготовляют марки ПС. Качество щепы определя­
ется породой древесины, геометрическими разм ерам и частиц и
содержанием примесей. Угол среза частиц и качество кромок не
регламентируют.
Породы древесины при изготовлении щепы марки ПС стан­
дарт не ограничивает. Д опускается использование всех листвен­
ных и хвойных пород. Известно, однако, что породы древесины
оказываю т большое влияние на физико-механические свойства
древесностружечных плит. Прочность их тем выше, чем меньше
плотность исходной древесины. При одинаковом количестве св я­
81
зующего плиты из хвойных и мягколиственных пород примерно
на 20 % прочнее плит из березовой и на 40 % прочнее плит из
буковой древесины. Высокие прочностные показатели плит из
древесины низкой плотности объясняются тем, что при одной и
той ж е исходной массе осмоленная струж ка из менее плотной
древесины занимает больший объем. При прессовании получа­
ется более тесная связь между частицами из-за их большого
количества в единице объема плит и более развитой суммарной
поверхности контакта.
Из древесины осины, несмотря на ее невысокую плотность,
плиты получаются более низкой прочности, так как помимо
плотности большое значение имеют и показатели прочности ис­
ходного сырья.
Древесны е частицы из осины имеют повышенную в орси ­
стость и более интенсивно впитывают связующее, в результате
чего снижается прочность их склеивания.
В производстве трехслойных древесностружечных плит для
наружны х слоев рекомендуется использовать древесину хвойных
пород, для внутреннего слоя — древесину твердолиственных.
При таком распределении сырья, при прбчих равных условиях
получаются плиты с высокими показателям и прочности на изгиб
и растяжение перпендикулярно пласти. Очень в аж н о обеспечить
постоянный породный состав сырья. Н а нижнем складе рекомен­
дуется предварительно сортировать его на четыре породные
группы: ель, сосна, кедр, пихта; береза, ольха, липа; осина, то­
поль; бук, дуб. Поставка щепы марки ПС допускается из смеси
различных пород, но их количественный состав следует согласо­
вывать с потребителем.
Геометрические размеры щепы д ля древесностружечных
плит установлены стандартом в следующих пределах: д л и н а
щепы по волокну д олж н а быть в пределах от 10 до 60 мм, т о л ­
щ и н а — не более 30 мм. Р егламентируется и фракционный со­
став. В щепе марки ПС массовая доля к р у п н о й ф р а к ц и и
частиц разм ерам и более 30 мм долж на быть не более 5 %• К о н ­
д и ц и о н н а я ф р а к ц и я размером от 5 до 30 мм д о лж н а со­
ставлять не менее 8 5 % , а массовая доля м е л к о й ф р а к ­
ц и и — не более 10 %•
Примеси в технологической щепе для древесностружечных
плит ограничены, но не столь жестко, как для производства
целлюлозы. Засоренность щепы к о р о й допускается до 1 5 %.
Примесь коры снижает прочность древесностружечных плит,
увеличивает расход связующего, портит внешний вид. ГОСТ
10633—77 допускает лишь отдельные ограниченные включения
коры на поверхности плит плоского прессования, что требует
производить о б язательную окорку всего сырья для наруж ны х
слоев плит высшего и 1-го сорта. Щ епа, используемая для про­
изводства плит 2-го сорта, может быть изготовлена из неоко­
ренного, либо частично окоренного древесного сырья. Щепа,
предназначенная для изготовления стружки внутреннего слоя п
02
экструзионных плит, допускает такое содерж ание коры, которое
не требует окорки древесины.
С одерж ан и е массовой доли г н и л и в щепе д ля древесн о­
стружечных плит долж но быть не более 5 % , поэтому гниль ре­
комендуется удалять из сырья. Ограничение гнили вызвано не
только тем, что п ораж енн ая древесина имеет низкие показатели
физико-механических свойств. При дополнительном измельче­
нии щепы с гнилью на зав о д ах древесностружечных плит сни­
ж ается производительность оборудования, образуется большое
количество пыли, растет запыленность цехов.
Д р ев есн ая пыль и мелкие частицы снижают, как считали
ранее, прочностные показатели древесностружечных плит. Пыль
старались полностью отделить в процессе изготовления плит.
Однако тщ ательные исследования показали, что п р и м е с ь
п ы л и до 1 5 % способствует повышению предела прочности
плит при статическом изгибе на 20 % и при растяж ении перпен­
дикулярно пласти на 7— 8 % - Это объясняется тем, что пыль
заполняет пустоты между отдельными древесными частицами
в готовой плите, в результате чего повышается контакт частиц
между собой [28]. В соответствии с технологической инструкцией
по производству трехслойных древесностружечных плит содер­
жание пыли и мелких частиц менее 1 мм допускается в количе­
стве до 15 % как д ля наружных, так и для внутренних слоев.
В щепе марки ПС ограничивается содерж ание м и н е р а л ь ­
н ы х п р и м е с е й , массовая доля которых д о л ж н а быть не бо­
лее 0 ,5 % - Не допускаются м е т а л л и ч е с к и е в к л ю ч е н и я
и обугленные частицы.
3.5. Щ ЕП А Д Л Я П РО И ЗВО Д СТВА Д РЕВ ЕС Н О В О Л О К Н И С Т Ы Х
ПЛИТ
По ГОСТ 15815—83 щепу д ля производства древесноволок­
нистых плит изготавливают марки ПВ. Качество щепы опреде­
ляется породой древесины, геометрическими р азм ерам и и со­
д ерж ани ем примесей. Щ епа марки ПВ д олж н а быть без мятых
кромок, с углом среза частиц 30—60°. Качество щепы, не соот­
ветствующей этим требованиям, не долж но превышать 30 %
объема партии.
Породу древесины для производства древесноволокнистых
плит применяют без ограничений (к ак хвойные, так и листвен­
ные). При мокром способе производства преимущественно пере­
рабаты ваю т древесину хвойных пород, при сухом — лиственных.
Повышенное содерж ание в древесине лиственных пород легко
гидролизуемых веществ ухудш ает качество оборотных вод, сни­
ж а е т выход волокнистой массы при переработке мокрым спосо­
бом. М еньшая, примерно в 3 р аза, длина волокна по сравнению
с трахеидами хвойных пород сказы вается и на механических
свойствах плит. О днако б ла го д а р я совершенствованию техноло­
гии производства и применению упрочняющих добавок доля л и ­
ственных пород древесины для производства плит мокрым спо­
83
собом значительно возросла. Некоторые предприятия полностью
перешли на использование этой древесины. П оставка щепы
марки ПВ допускается из смеси хвойных и лиственных пород
только по согласованию с потребителем.
Геометрические размеры щепы установлены следующие:
длина частиц по направлению волокон д олж н а быть в пределах
от 10 до 35 мм, толщина — не более 5 мм. М ассовая доля кон­
диционной фракции с разм ером частиц от 10 до 30 мм д о лж н а
быть не менее 7 9 % . М ассовая доля крупной фракции с р а зм е ­
ром частиц более 30 мм и мелкой ф ракции с разм ерам и частиц
от 5 до 10 мм допускается не более чем по 10 %. Отсев час­
тиц разм ерам и менее 5 мм ограничен и долж ен быть не более
1 %•
Примеси в щепе д ля производства древесноволокнистых
плит регламентируются в тех ж е пределах, что и для производ­
ства древесностружечных. Содержание к о р ы допускается в ко­
личестве не более 1 5 %, поэтому предварительной окорки д р е­
весного сырья не требуется. Высокое содерж ание коры в щепе
затрудняет процесс обезвоживания волокнистого ковра, ухуд­
шает внешний вид готовых плит, загрязняет сточные воды. В ы ­
ход волокнистой массы из осиновой коры примерно на 26 %
ниже, чем из стволовой древесины, из еловой коры на 13 %.
Примеси коры сниж аю т не только выход волокнистой массы,
но и показатели прочности плит. Наличие в щепе березовой
коры вызывает затруднения при отделке твердых древесново­
локнистых плит лакокрасочными материалами.
М ассовая д оля г н и л и в щепе марки ПВ допускается не
более 5 %. Используют щепу и с большим содержанием гнили,
но при соответствующей корректировке технологического р е­
жима. Гниль способствует снижению выхода волокнистой массы,
ухудшению прочностных свойств плит и загрязнению сточных
вод. Однако д ля выработки щепы марки ПВ допускается д р е ­
весное сырье без предварительно удаленной гнили, но с ограни­
чением ее разм еров на торцах лесом атериалов не более 2/з их
диаметра.
Обугленные частицы и металловключения в щепе марки ПВ
не допускаются. М ассовая доля минеральных примесей о гран и ­
чена содерж анием не более 1 %. У казанны е примеси отр и ц а­
тельно сказы ваю тся на качестве плит и состоянии размольного
оборудования.
3.6. Щ ЕП А Д Л Я ГИ Д РО Л И ЗН О ГО П РОИЗВО Д СТВА
В зависимости от назначения щепу для гидролизного произ­
водства изготавливаю т по ГОСТ 15815— 83 трех марок: ГП-1,
ГП-2 и ГП-3. Щ епа марки ГП-1 предназначена д ля выработки
спирта, дрож ж ей, глюкозы и фурфурола, марки ГП-2 — д ля вы ­
работки пищевого кристаллического ксилита, марки Г П - 3 —.для
выработки фурфурола и д рож ж ей при двухфазном гидролизе.
84
Качество кромок и угол среза частиц в щепе для гидролиза не
учитывают.
Породный состав сырья при выработке щепы ГГ1-1 зависит
от профиля гидролизного производства и вида получаемой про­
дукции. Д л я спиртового и дрож ж евого производства пригодна
древесина всех хвойных и лиственных пород. Однако смесь д р е­
весины допускается в любом соотношении пород только для з а ­
водов д рож ж евого профиля. В производстве спирта используют
щепу, состоящую не менее чем на 70 % из хвойной либо лист­
венной древесины, с примесью соответственно лиственной либо
хвойной не более 3 0 %. Д л я гидролизных заводов фурфурольного профиля пригодна щепа ГП-1 из сырья любых лиственных
пород, однако массовая до ля древесины хвойных пород здесь д о ­
пускается не более 5 % . Д л я производства глюкозы используют
древесное сырье только хвойных пород без примесей лиственных.
Щ епу марки ГП-2 для производства ксилита вы рабаты ваю т
только из древесины березы с примесью осины не более 1 0 %.
В производстве фурфурола и д рож ж ей при двухфазном гидро­
лизе т ак ж е используют только лиственные породы. В этом слу­
чае щепу марки ГП-3 изготавливают из древесины березы, бука,
клена, дуба и граба с ограниченной примесью осины не бо­
лее 10 %.
Геометрические разм еры частиц щепы всех марок для гид­
ролизных производств нормируются по д л и н е волокна в пре­
делах от 5 до 35 мм, по т о л щ и н е не более 5 мм. Ш и р и н а
щепы не регламентируется. С увеличением размеров частиц
уменьшается удельная плотность загрузки сырья в гидролизаппаратах, зам едляется процесс пропитки, что приводит к умень­
шению скорости процесса гидролиза. Из более крупных частиц
медленнее идет процесс диффузии сахара в окруж аю щ ую ж и д ­
кость, снижается его выход. Чем крупнее частицы, тем меньше
выход сахара. Так, при переработке опилок выход сах ара дости­
гает 50 % абсолютно сухой массы. При переходе от опилок
к щепе размером 1 0 x 5 0 мм выход сахара уменьшается на 4—
1 0 %, а при переработке еще более крупной щепы размером
15X60 мм выход сахара падает на 25 %.
Ф ракционный состав щепы одинаков для марок ГП-1 и ГП-2.
М ассовая д оля кондиционной фракции размером от 5 до 30 мм
д олж н а составлять не менее 90 %. К рупная ф ракци я частиц р а з ­
мером более 30 мм и мелкая ф ракция размером менее 5 мм д о л ­
жны составлять не более чем по 5 %. Фракционный состав щепы
марки ГП-3 несколько отличается, хотя содерж ание крупной
фракции регламентируется в тех ж е пределах.
М ассовая д оля кондиционной фракции здесь в о зр астает до
94 % и соответственно до 1 % сок р ащ ается содерж ание мел­
кой фракции.
Известно, что из опилок в гидролизном производстве полу­
чают большой выход сахара. Однако их примеси в щепе н еж е­
лательны, так как процесс гидролиза требует равномерного г р а ­
85
нулометрического состава сырья. Поэтому поставки гидролиз*
ным заводом опилок и щепы долж ны производиться раздельно.
Примеси к о р ы в щепе марки ГП-1 для гидролизного п ро ­
изводства ограничиваются содержанием не более 11% общей
массы. В коре содержится повышенное содержание зольных в е­
ществ, меньше общих полисахаридов и сбраж иваемого сахара —
гексоз. Зольны е вещества коры, вступая в реакцию с серной кис­
лотой в гидролизаппарате, нейтрализуют ее и снижаю т рабочую
концентрацию. В ыработка щепы марки ГП-1 допускается без
окоркп, однако относительное содерж ание коры в щепе в о зр а­
стает с уменьшением д иам етра сырья. Повышенное содержание
коры в щепе возможно, но требует корректировки кислотного
реж им а варки. Более жестко регламентируется содерж ание
коры в щепе марок ГП-2 и ГП-3, где массовая доля ее д олж н а
быть не более 3 % - В производстве щепы этих марок о б я з а ­
тельно требуется окорка сырья.
М ассовая доля г н и л и не д о л ж н а превышать 2,5 % в щепе
марки ГП-1 и 1 % в щепе марок ГП-2 и ГП-3. Ограничение
гнили вызвано тем, что п ораж енн ая древесина имеет меньшую
плотность, большую зольность, меньшее содержание пентозанов,
что снижает выход и концентрацию сахара в гидролизате, ухуд­
шает технико-экономические показатели производства.
Обугленные частицы и металлические вклю­
ч е н и я в щепе всех м аро к не допускаются. М ассовая доля м и н е р а л ь н ы х п р и м е с е й ограничена содержанием не более
0,5 и 0,3 % соответственно для щепы марок ГП-1 и ГП-3. М ине­
ральные примеси в щепе марки ГП-2 для выработки ксилита не
допускаются.
3.7. ЗЕ Л Е Н А Я Щ ЕП А
Зеленую щепу из тонкомерных деревьев и сучьев используют
в качестве добавки к технологической щепе по ГОСТ 15815—83
в древесноплитном и гидролизном производствах, а т а к ж е как
топливо д л я котельных установок.
В производстве древесностружечных плит зеленая щепа пригодна без
ограничений для получения стружки, используемой для внутренних слоев.
При этом не требуется изменения существующих технологических режимов,
а показатели физико-механических свойств плит не снижаются. В наружных
слоях плит добавка зеленой щепы допускается в количестве не более 20 %.
В производстве древесноволокнистых плит зеленая щепа пригодна для
выработки продукции, отвечающей требованиям стандарта, хотя по качеству
плиты уступают продукции из отходов деревообработки и имеют более тем­
ную окраску. Древесноволокнистая масса, полученная из зеленой щепы,
имеет на 1—3 % меньший выход и более короткое волокно. П роизводство плит
из нее мокрым способом по общепринятой технологии требует увеличенного
расхода свежей воды. Улучшение прочностных показателей плит достигается
добавкой 0,8— 1,2 % альбуминового клея. Зеленая щепа опробована в произ­
водстве древесноволокнистых плит сухим способом. Полученные плиты отве­
чают нормативным требованиям, хотя прочностные свойства их несколько
ниже, чем у плит из стволовой древесины. Рекомендуется использовать зе86
Таблица
Р а зм е р ы ч астиц ,
Н а зн а ч е н и е щ епы
Д л я производства древесностружечных плит пло­
ского прессования
Д л я производства древесноволокнистых плит:
мокрым способом
сухим способом
Д ля гидролизного производства
Д ля котельных установок
13
мм
длина
толщ ина,
не более
10—60
20
10—40
10— 15
5—35
не более 100
10
10
5
20
.пепую щепу в производстве древесноволокнистых плит лишь в качестве д о ­
бавок — не более 30 % к основному сырью, что не снижает их качества.
Р азм еры зеленой щепы долж ны соответствовать треб ова­
ниям технических условий ТУ-13-671—82, указанны м в табл. 13.
Породный состав зеленой щепы в производстве древесно­
стружечных и древесноволокнистых плит сухим способом,
а т ак ж е гидролизном производстве дрож ж евого профиля не рег­
ламентируют. При поставке сырья заводам древесноволокни­
стых плит, работаю щ им по мокрому способу, партия зеленой
щепы д олж на содерж ать не менее 70 % хвойных или листвен­
ных пород. В зеленой щепе для гидролизных заводов спиртового
профиля допускаются только хвойные породы в количестве не
менее 70 % в смеси. Приведенные требования породного состава
могут быть изменены по соглашению сторон.
Требования к качеству зеленой щепы регламентированы ме­
нее жестко. Независимо от назначения щепы содерж ание коры
в ней долж но составлять не более 2 0 %, г н и л и не более 3,
древесной
з е л е н и не более 5 % . О б у г л е н н ы е ч а ­
с т и ц ы и м е т а л л и ч е с к и е в к л ю ч е н и я не допускаются.
М и н е р а л ь н ы е п р и м е с и ограничены содерж анием не бо­
лее 1 % по массе.
Щ епа из тонкомерных деревьев и сучьев по р азм ерам частиц
отличается от щепы, изготовленной из круглых или колотых л е ­
соматериалов. Особенно зам етн а неправильная форма частиц и
большое количество мелкой фракции, что объясняется частич­
ным крошением хвои и коры, а так ж е изменением угла резания
сучьев в процессе измельчения. М елкая ф ракци я зеленой щепы
содерж ит в основном раздробленные частицы хвои и коры.
Фракционный
с о с т а в зеленой щепы регламентируется
техническими условиями и приведен в табл. 14. В отличие от
стандартного здесь допускается увеличенное содерж ание мел­
ких частиц размером 5— 10 мм, особенно в производстве древес­
новолокнистых плит сухим способом.
Зеленая щепа из лесосечных отходов отличается по качеству от щепы
пз топкомерных деревьев. Если лесосечные отходы подвергнуть измельче­
нию сразу же после заготовки стволовой древесины, то полученная масса
87
Таблица
14
Н о р м а по м ассе, %
О с та т о к на с и т а х с о т в е р с ­
т и я м и , мм
Д л я п р о и зв о д ства
древесноволокнис­
т ы х п лит
м о кр ы м
с пособом
30, не более
20, не более
10, не менее
5, не более
Поддон, не более
7
—
81
10
2
сухим
способом
Д л я про­
и зво дства
древесно­
струж еч­
ны х п ли т
Д л я гидр о л и зн ы х
п р о и з­
вод ств
—
—
—
—
—
—
—
95
50
7
6
50
41
2
5
83
10
7
Д ля ко­
тельны х
50
зеленой щепы в среднем будет содерж ать древесины от 42 до 79 %, коры
от 21 до 37, древесной зелени от 0 до 2 0 % . Такая щепа часто не будет
соответствовать техническим условиям. Содерж ание древесины в зеленой
щепе можно значительно увеличить полным удалением мелкой фракции при
сортировке, продолжительным открытым хранением щепы в летний период
либо получением щепы из предварительно подсушенных лесосечных отхо­
дов. Хранение щепы летом до одного месяца способствует снижению количе­
ства древесной зелени до 20— 25 % и увеличивает содерж ание древесины
до 45—55 %. При хранении щепы более 2 месяцев содерж ание древесины
становится более 6 0 %, хвои — менее 1 0 %. С одерж ание коры не зависит
от продолжительности хранения щепы и составляет 20—29 %. Удаление из
зеленой щепы мелкой фракции размером менее 6 мм увеличивает со д ер ж а­
ние древесины в щепе до 70—80 %. Д оля таких частиц в массе щепы из
сухих отходов достигает 20—27 %, а из влаж ных 35—40 %. О ставляя на
лесосеке мелкую фракцию зеленой щепы, мож но эффективнее использовать
транспорт и сократить ущерб, наносимый лесным почвам выносом органи­
ческих питательных веществ.
О бъемная масса щепы из лесосечных отходов зависит от породного
состава древостоев, состояния отходов, продолжительности их хранения,
содерж ания хвон и коры. В табл. 15 приведены значения объемной массы
зеленой щепы. Данные для сухой щепы рассчитаны по результатам измере­
ний условной плотности. Лесосечные отходы получены из древостоев, содер­
жащих 70 % Е, 25 С и 5 % Б.
Зеленая щепа из целых тонкомерных деревьев меньше содерж ит коры
и древесной зелени. Количество этих примесей зависит от породы, возраста
и диаметра дерева, времени года. В типичном составе массы зеленой щепы
из сосны содерж ится 75 % древесины, 15 коры и 10 % хвон. Е ловая щепа
не отличается по содерж анию коры, но количество хвои в ней достигает
2 5 %, а древесины содерж ится меньше (6 0 % ). С одерж ание древесной зе­
лени в щепе лиственных пород в зависимости от сезона колеблется от 0
до 21 %. Однако при измельчении тонкомерных стволов диаметром свыше
6 см содерж ание древесной зелени в щепе составляет 4—6 % . В зимний пеТаблица
С остоян и е л е со с е ч н ы х
отх о д о в
Сухие
1
Свежесрубленные
*
88
С остав щ епы , %
д р евеси н а
кора
70
60
50
40
25
30
30
30
|
хвоя
5
10
20
30
15
О б ъ е м н ая
м а с са , к г /м 3
461
446
430
415
Таблица
Порода
Сосна
Ель
Береза
Серая ольха
16
Объемная масса рНцС> кг/мя, при возрасте
дерева, лет
20
30
40
50
363
384
467
378
372
386
476
385
380
388
482
392
388
390
487
399
риод в березовой щепе в среднем содерж ится 80 % древесины и 20 % коры.
Серая ольха отличается меньшим содержанием коры ( 1 5 %) .
Объемная масса pJJ30 зеленой щепы из целых деревьев для типичного
соотношения основных компонентов сырья в зависимости от возраста и
породы дерева приведена в табл. 16.
Зеленая щепа из целых деревьев имеет лишь на 3—26 кг/м3 меньшую
объемную массу по сравнению с щепой из окоренного балансового сырья.
Возраст измельчаемого дерева незначительно сказы вается на величине ее
объемной массы. Щ епа из целых деревьев значительно быстрее обычной
подвержена биологическому разрушеншо микроорганизмами и требует быст­
рой переработки. В ее фракционном составе, отличающемся неравномер­
ностью, содерж атся крупные отщепы, длинные веточки, хвойная лапка, час­
тицы в виде рогаток и спичек.
Глава 4
ПОДГОТОВКА ДРЕВЕСН О ГО СЫРЬЯ
В П РО ИЗВО ДСТВЕ ЩЕПЫ
4.1. СОСТАВ П О ДГО ТО ВИ ТЕЛ ЬН Ы Х О П ЕРА Ц И Й
Подготовительные операции проводят до измельчения д р е ­
весного сырья в рубительных машинах. Н аиб о л ее в аж н о е з н а ­
чение имеют отбор древесного сырья от раскряж евочны х у с т а ­
новок, сортировка по породам или породным группам, созд а­
ние запасов, которые образую т единую систему подачи сырья
в цех щепы. К основным подготовительным операциям относят
т ак ж е поперечную распиловку долготья на коротье, р а с к а л ы ­
вание, окорку, удаление гнили и гидротермическую обработку
древесины. Подготовительные операции наиболее трудоемки и
составляю т до 75 % всех труд оз' /р ат в производстве щепы.
Система подачи древесного сырья оказы вает существенное
влияние на производительность цеха технологической щепы.
Породный состав, размерно-качественные характеристики и
объемы сырья, пригодного д л я щепы, весьма изменчивы. Осо­
бенно непостоянна на нижнем ск ладе интенсивность выхода
сырья, которая в ы р аж ается количеством древесины, поступаю­
щей в единицу времени от основных потоков в цех щепы. Она
89
Зависит не только от случайной изменчивости п арам етров х л ы ­
стов и деревьев. Техническое состояние оборудования, поломки
и неполадки в его работе, простои, погодные условия, опыт и
работоспособность рабочих — все эго существенно влияет на
интенсивность поступления сырья в цех щепы. М еж ду тем тех­
нологическое оборудование цехов щепы рассчитано на р ав н о­
мерное поступление древесного сырья. Поэтому система подачи
сырья в цех д олж н а быть спроектирована с учетом н еравн о­
мерности его выхода от раскряж евочны х установок.
Раскряжевка сырья перед цехом щепы требуется не всегда.
Круглы е лесом атериалы поступают д ля выработки щепы либо
в виде короткомерных сортиментов длиной до 1,2 м либо в долготье. Д л я рас кр яж ев ки долготья на участке подготовки древес­
ного сырья используют автоматические круглые пилы. При
больших объемах переработки долготья целесообразно исполь­
зовать высокопроизводительные слешеры.
Раскалывание древесины — обязател ьн ая операция в п р о и з­
водстве щепы на нижних складах. Н а переработку в щепу по­
ступает значительное количество древесного сырья, с о д е р ж а ­
щего стволовую или напенную гниль. Чтобы удалить внутрен­
нюю гниль, необходимо обнажить ее поверхность. Д р у г а я
в а ж н а я цель раскалы вания — калибровка древесного сырья по
сечению перед подачей в рубительные машины, которые не
всегда рассчитаны на измельчение крупномерной древесины.
Окорка древесного сырья, предназначенного для выработки
технологической щепы, может не производиться только в тех
случаях, когда щепа поставляется зав од ам древесностружечных
и древесноволокнистых плит, а т а к ж е гидролизным п редпри я­
тиям определенного профиля. Щ епа д л я целлю лозно-бумажного
производства требует обязательной предварительной окорки
древесного сырья и у д ал ен и я гнили.
О корка является наиболее дорогостоящей операцией в под­
готовке древесного сырья. Если степень чистоты окорки не со­
измерить с допускаемой засоренностью щепы корой, то это
обязательно скаж ется на технико-экономических п оказателях
работы цеха. Н еобходимая степень окорки поверхности древесТаблица
П орода
Осина
Береза
Ель
Пихта
Сосна
Лиственница
90
17
Ч и сто та о к о р к и л е с о м а т е р и а л о в , "о, при д о п у сти м о й
за с о р ен н о ст и щ епы ко р о й , %
0,5
1,0
1,5
2,0
2,5
3,0
5,0
96,2
96,3
94,3
96,1
95,8
97,8
92,3
92,6
88,5
92,3
91,7
95,6
88,5
88,9
82,7
88.5
87,5
93,4
84,6
85,2
77,0
84,7
83,4
91,2
80,7
81,5
71,2
80,8
79,4
89,0
76,9
77,9
65,5
77,0
75,2
86,9
61,6
63,2
42,6
61,8
58,7
78,2
ного сырья приведена в табл. 17 при различны х значениях
допускаемой засоренности корой.
Необходим ая степень окорки у (% ) д ля достижения з а д а н ­
ной нормы засоренности щепы корой k (% ) определяется по
формуле
)■
где /г0 — содерж ание коры в л есом атери ал ах до окорки, %.
Гидротермическая обработка древесины необходима в про­
изводстве технологической щепы д ля улучш ения качества
окорки. К ак п о казал и исследования, усилие для сдвига коры
на ее границе с древесиной начинает интенсивно возрастать
при тем пературе ниже —3 °С, а при — 10 °С оно в 3 р а з а пре­
восходит усилие сдвига при нулевой температуре. П р о д о л ж и ­
тельность окорки мерзлых лесом атериалов увеличивается в 2—
3 раза. П овы ш енная хрупкость древесины при низких тем пе­
ратурах приводит к увеличению ее потерь в процессе окорки
до 20—30 %, а при измельчении в щепу — росту в 1,5 раза ко­
личества отсева и более быстрому затуплению ножей.
Чтобы повысить производительность окорочного оборудова­
ния и снизить потери древесины, сырье необходимо подвергать
гидротермической обработке не только в зимнее, но и летнее
время. В результате такой обработки подсушенного летом д р е­
весного сырья у в л аж н яется и набухает кам биальны й слой,
уменьшаются силы сцепления коры и древесины, что сущ ест­
венно облегчает процесс окорки. В зимнее время гидротерми­
ческой обработкой можно разм орозить древесину и улучшить
условия окорки и измельчения в щепу. Д л я улучш ения про­
цесса окорки достаточно повысить температуру на границе
коры и древесины до — 4°С.
4.2. ПОДАЧА Д РЕ В Е С Н О Г О С Ы РЬЯ В ЦЕХ Щ ЕП Ы
Система подачи древесного сырья в цех щепы д о л ж н а обес­
печивать его отбор от основных потоков На лесных складах,
сортировку по породам, создание резервных запасов, поштуч­
ную подачу, полную м еханизацию всех работ.
Отбор древесного сырья, пригодного д ля выработки щепы,
необходимо производить непосредственно после раскряж евки ,
не за г р у ж а я им сортировочный лесотранспортер. Н а рис. 15
приведен один из вариантов отбора древесного сырья д ля по­
дачи в цех щепы от основного потока. П осле р аскр яж ев ки на
полуавтоматической линии / лесом атериалы с приемного стола
поступают на выносной шаговой лесотранспортер 2, который
предназначен д ля отделения дров, короткомерных сортиментов
длиной до 2,5 м п сортиментов длиной до 6,5 м. Л есо тр ан сп ор­
тер 2 скребкового типа имеет цепь с упорами, расположенны ми
с шагом 8000 мм. Цепь перемещается со скоростью 1,61 или
91
0,51 м/с в металлическом лотке V -образного профиля. Лесотранспортер состоит из трех рабочих и одной приводной секций.
С приемной секции коротье сбрасы вается на лесотранспортер 6
д ля дров. П ри сортировке сырья по породам устанавл и ваю т
д ва лесотранспортера 6. Д в е последующие рабочие секции ш а го ­
вого лесотранспортера 2 осущ ествляю т сброску коротья, д о лго­
тья или сортиментов на поперечный лесотранспортер 5 и пи­
тател ь 3 типа ЛТ-79, который осущ ествляет загр у зк у сорти­
ровочного лесотранспортера 4.
В цех
Д л я сброски коротья, долготья
и сортиментов выносной ш а г о ­
вый лесотранспортер имеет пово­
ротные борта с приводом от гид­
роцилиндра или кривош ипно-ш а­
тунного механизма. Буферный
поперечный лесотранспортер 6
предназначен д ля приема л есо­
материалов длиной от 2,5 до 6,5 м
и подачи их в цех щепы. О б щ а я
длина выносного шагового л есо ­
Рис. 15. Схема отбора древесного
транспортера составляет 27,35 м,
сырья для подачи в цех щепы
после раскряж евки
а расчетная производительность
80 м3/ч.
Отбор отходов раскряжевки от основного потока и их сор­
тировка по разм ерам могут производиться с помощью устрой­
ства, показанного на рис. 16. Устройство состоит из скребко­
вого конвейера и двухсекционного бункера, первый отсек
которого служит накопителем опилок и мелких отходов, а вто­
р о й — д л я сбора крупных частиц древесины размером более
50— 60 мм.
Принципиальное отличие такого конвейера от расп р о с тр а­
ненных на линиях типа П Л Х состоит в том, что он р а с п о л а г а ­
ется парал л ел ьно приемной эстак ад е под подающим лесотранспортером, пилой и приемным столом полуавтоматической р а с ­
кряжевочной установки. Это позволяет убирать отходы от всех
основных мест их образования одним конвейером. П ри вод­
ная станция 1 располож ена здесь в нижней части конвейера,
н атяж н ое колесо 4 — на бункере. Конвейер отходов имеет длину
до 85 м и состоит из горизонтального участка 2, проходящего
на высоте 0,5 м, и наклонного участка 3, перемещающ его о т­
ходы на высоту 7,5 м. Опилки, куски коры и сучков, козырьки
и оторцовки перемещаются к бункеру со скоростью 0,25 м/с
нижней рабочей ветвью 6 конвейера, размещенной в м е т ал л и ­
ческом лотке 7. Верхняя ветвь 5 конвейера холостая. Н а д п ер­
вой секцией бункера 10 по ходу дви ж ени я скребков 8 установ­
лена продольная реш етка 9 из металлических стержней, кото­
рая образует с перегородкой бункера зазо р 50— 60 мм. Опилки
и мелкие отходы через реш етку просеиваются в первую секцию
бункера. Ч асть мелких отходов, которая не успевает про­
92
сеяться, попадает в первый отсек бункера через зазо р между
решеткой и перегородкой. Крупные частицы древесины про­
ходят над зазор ом и за разделительной стенкой попадаю т во
второй отсек бункера. Обе секции бункера имеют шарнирно
установленные створки, которые откры ваю тся ручной лебедкой
11 через канатно-блочную систему.
Сортировка древесного сырья перед подачей в цех долж на
проводиться по двум группам древесных пород — хвойных и
------------:---------------1
£} ♦
/■*
и
*
lllllJ
-)-------л
и
Рис. 16. Схема устройства для отбора и сортировки отходов раскряж евки
лиственных. Р а з д е л ь н а я п ереработка хвойного и лиственного
сырья осущ ествляется при вы работке щепы д ля целлюлознобумаж ного производства и древесностружечных плит. Кроме
того, по условиям поставки щепы для сульфитной варки необ­
ходима сортировка хвойных пород с отбором в отдельную
группу древесины ели и пихты. Щ епа д ля сульфатной варки
та к ж е требует сортировки сырья и отдельной переработки д р е­
весины лиственницы и твердолиственных пород.
При поставке щепы древесноплитным и гидролизным з а в о ­
дам сортировка сырья производится по породам с учетом тре­
бований станд арта и потребителя.
Транспортировка древесного сырья на переработку в цех
щепы или резервный зап ас мож ет осущ ествляться трем я спо­
собами. Первы й способ основан на транспортировке в цех всего
объема сырья с помощью подъемно-транспортной машины
( П Т М ) — крана или погрузчика. При этом одна часть сырья
подается ПТМ непосредственно в приемное устройство цеха,
а д ругая часть — в штабеля резервного запаса. Отсюда сырье
поступает на переработку по мере надобности. Другой способ
обеспечивает прямую связь меж ду основными потоками и це­
хом через систему продольных и поперечных лесотранспортеров. Д ревесное сырье от раскряж евочной установки поступает
93
здесь непосредственно в цех или образует резервный за п а с
в накопительных устройствах, примыкаю щих к продольным лесотранспортерам. П ТМ здесь не используется. В третьем спо­
собе транспортировка древесного сырья осущ ествляется систе­
мой продольно-поперечных лесотранспортеров и ПТМ. Часть
сырья лесотранспортерами н ап р ав л яетс я на переработку в цех,
часть с помощью П ТМ откл ад ы вается в ш табеля резервного
зап аса. К огда поступление древесины от основных потоков
прекращ ается по тем или иным причинам, П ТМ за г р у ж а е т цех
сырьем из штабелей зап аса.
Выбор способа транспортировки древесного сырья в цех
щепы зависит от объемов переработки, разм ещ ения цеха и его
привязки к основным потокам на нижних складах. При боль­
ших объемах сырья целесообразно использовать ПТМ, т а к как
система транспортеров может о к а зать ся очень громоздкой.
В этом случае один кран или погрузчик полностью зан яты на
с к ладе сырья цеха. К оэффициент загрузки к р ан а КБ-572, з а ­
нятого на подаче короткомерных лесом атери алов из куч в сп а ­
ренную установку ЛТ-8, составляет 0,7— 0,8 [4].
Смешанный способ, когда сырье подается в цех лесо тран с­
портерами и краном, применяют в тех случаях, когда привязка
цеха щепы осущ ествляется к действующему нижнему складу.
Если отбор древесного сырья д ля переработки в щепу нельзя
осуществить на таком ск ладе ср азу после р аскряж ев ки , то
с помощью поперечных лесотранспортеров привязку можно вы ­
полнить в любом месте продольного сортировочного лесотран с­
портера. Л ес о м атери ал ы к цеху мож но перемещать выше или
н иж е располож ения действующих продольных лесотранспорте­
ров. Однако из-за отсутствия достаточно емких накопительных
устройств и свободных площ адей д л я их установки перед це­
хом д ля создания зап асов сырья приходится использовать дей­
ствующие ПТМ. Поскольку обслуж ивание цехов щепы ПТМ
осуществляют за счет некоторых резервов производительности,
их отвлечение от основных работ по ш табелевке и отгрузке д е­
ловой древесины не всегда возможно. Поэтому простои цехов
при такой системе подачи древесного сырья неизбежны и л и к ­
видировать их можно только путем дополнительной установки
к подающим лесотранспортерам накопительных устройств.
Резервные запасы сырья создаю т ка к перед цехом щепы,
так и между участками смежных операций. З а п а с ы сырья перед
цехом щепы по существующим нормативам долж ны составлять
двух-трехсменный объем переработки. Они могут храниться
в ш табелях или накопительных устройствах. Д л я короткомер­
ных лесом атериалов длиной до 1,0— 1,25 м рекомендуется ку­
чевое хранение или пакетные ш табеля с хранением древесины
в кассетах или контейнерах. Долготье рекомендуется хранить
в пачковых штабелях. Резервны е зап асы в п1та белях долж ны
обеспечивать бесперебойную ритмичную работу цехов, но не
долж ны быть и чрезмерно большими. И злиш ние запасы не вы ­
94
годны экономически. Кроме того, при долговременном хранении
возможны потери и порча древесины микроорганизмами,
а т а к ж е подсушка коры, что ослож няет окорку.
В отличие от штабелей в накопительных устройствах сырье
хранится только кратковременно и находится почти в постоян­
ном движении. В качестве накопительных устройств используют
продольные и поперечные лесотранспортеры, лесонакопители и
п лощ адки -эстакады у подающих транспортеров, различные п ри ­
емные устройства для пачек лесом атериалов из зап ас а или по­
ступающих поштучно от раскряж евки.
П р о д о л ь н ы е л е с о т р а н с п о р т е р ы , используемые на
подаче древесного сырья в цех, позволяю т созд авать лишь ог­
раниченный промежуточный запас. Загрузочный лесотранспор­
тер, например установки УПЩ -ЗА, мож ет в зависимости от
длины н акапл и вать сырье в объеме только одной-двух з а г р у ­
зок окорочного б араб ан а. З а п а сы сырья у лесотранспортера
можно увеличить с помощью лесонакопителей или резервных
площ адок — эстакад. О днако эти устройства требуют примене­
ния ПТМ и ручного труда на поштучной подаче лесом атери ­
алов.
П о п е р е ч н ы е л е с о т р а н с п о ' р т е р ы наилучшим о б р а ­
зом позволяют решать вопросы накопления и создания зн ач и ­
тельных резервных запасов сырья. Н а рис. 17 показана схема
буферного поперечного лесотранспортера, который может н а ­
капливать до 30 м3 (сменный объем переработки установки
У ПЩ -ЗА) древесного сырья и одновременно осущ ествлять его
поштучную выдачу на переработку с интенсивностью 90 м3/ч.
Поперечный четырехцепной лесотранспортер состоит из двух
секций. Секция / наиболее длинная, предназначена д л я приема
сортиментов длиной 2,5— 6,5 м, поступающих пачкам и или по­
штучно с нескольких продольных лесотранспортеров. Р а з о б щ е ­
ние сортиментов осущ ествляется системой подвижных пологих
упоров 2, размещенных на цепях с шагом 816 мм, и неподвиж ­
ных горок 3, укрепленных на раме. С екция II, более короткая,
имеет реверсивное движ ение цепей. Она п редназначена для вы ­
носа сортиментов и их поштучной выдачи на переработку о т­
секающим устройством /. Скорость дви ж ени я цепей первой
секции 0,076 м/с, второй секции значительно больше — 0,2 м/с,
за счет чего происходит растаскиван и е сортиментов и равн о­
мерная подача в цех. Накопительные, приемные и питающие
устройства, созданные д л я основных потоков или лесопильных
цехов, можно использовать д ля подачи долготья в цех щепы.
Подача коротья имеет свои особенности. В отличие от д о л ­
готья короткомерное сырье может быть ка к с ориентированным,
т а к и неориентированным расположением. В технологической
схеме с кучевым хранением коротья д ля подачи сырья необхо­
димы краны со специальными грейферными за х в ата м и и прием­
ные устройства перед цехом. Д л я приема короткомерных л есо ­
материалов и нх поштучной подачи разработан ы различные
95
1
питатели бункерного и тарельчатого типа. П и татели одновре­
менно могут выполнять роль накопителей резервных зап асов
сырья. Они могут служить и д л я создания межоперационных
запасов, например между р аскряж ев ко й долготья и р а с к а л ы в а ­
нием, меж ду р аскалы вани ем и окоркой коротья, меж ду окоркой
и измельчением.
Б у н к е р н ы е п и т а т е л и д ля коротья р азрабо тан ы с по­
перечными или продольными транспортерами, которые могут
Рис. 18. Бункерный питатель ПБ-6
быть одно- или мпогосекциоппыми, распол агаться горизон­
тально или наклонно на одном уровне с подающим продольным
лесотрапспортером или выше его. Бункерны й питатель П Б-6,
показанны й на рис. 18, п редставляет собой наклонный ш ести­
цепной транспортер 3 с упорами 2, смонтированный под углом
30° к подаю щ ему лесотранспортеру 4. Р а б о ч а я емкость бункера
1 со ставляет 6 пл.м3, а интенсивность подачи сырья на пере­
работку достигает 18— 20 пл.м3/ч. Н едостаткам и бункерного пи­
тател я данной конструкции являю тся трудность регулировки
поштучной подачи коротья и возможность з а в а л а сырьем по­
даю щего продольного транспортера. П оэтому так ие питатели
целесообразно выполнять двухсекционными с различной скоро­
стью дви ж ени я поперечных транспортеров. Н акоп и тельн ая сек­
ция д о л ж н а иметь небольшую скорость перемещения цепей, ко­
роткая выносная — в 3 р а з а большую скорость в зависимости
от интенсивности подачи.
Бункерны е питатели с горизонтально-поперечным перемещ е­
нием коротья раб о таю т в ц еллю лозно-бумаж ной промы ш ленно­
сти. Они отличаю тся высокой интенсивностью подачи сырья,
в п ределах от 50 до 200 м3/ч, и используют д л я подачи к о ­
ротья в реечные или гусеничные механизмы. Выносная часть
д ля поштучной подачи у этих питателей т а к ж е отсутствует.
К о м б и н и р о в а н н ы й п и т а т е л ь д ля коротья, схема ко ­
торого п о казан а на рис. 19, а, состоит из накопительной 1 и
выносной 4 секций, разм ещ енны х в бункере шириной 3 м и
длиной 16,6 м. По всему периметру, кроме выносной части, бун­
кер огр аж ден бортами 3 высотой 1,8 м. Д линной стороной бун­
кер, уп р авл яем ы й оператором с пульта 5, прим ы кает к лесо4
З ак аз № 1314
97
транспортеру 6, подаю щему сырье в цех. Н акоп и тельн ая часть
вместимостью до 30 м3 состоит из двух спаренных продольных
транспортеров 2 длиной 15 м с удлиненными траверсами. И з
накопителя короткомерные лесом атериалы п ерем ещ аю тся к в ы ­
носной секции со скоростью 0,03 м/с. Выносная секция п ред­
с та вл я ет собой виброплощ адку, наклоненную в сторону лотка
подающего лесотранспортера. П реимущ ествам и ком бинирован­
ного п итателя являю тся компактность, возможность приема
j
А
5
6
□Э
♦
I
в
II
V
а11
11
—ill
/
-i
1
------------------т г - tllr
Ъ ------------------
9
10
Н— V ч
>
____
11
В
Вцех щепы
Рис. 19. Схема комбинированного питателя для коротья
ориентированного и неориентированного, круглого и колотого
коротья. Регулируется вместимость п итателя изменением длины
транспортеров накопительной секции. В ы сокая интенсивность
подачи сырья, дости гаю щ ая 100 м3/ч, позволяет использовать
его в установках д л я производства щепы практически любой
мощности.
У з е л п о д г о т о в к и древесного сырья (рис. 19,6) с ис­
пользованием двух комбинированных питателей позволяет сор­
тировать лесом атери алы по двум породным группам. Д олготье
поступает с основного сортировочного транспортера 1 на попе­
речный транспортер 2 и д ал ее на подающий лесотранспортер 3
раскряж евочн ой установки 4. П осле распиловки короткомерные
лесом атери алы , не требующ ие р аскал ы вани я, с приемного стола
5 сбрасы ваю тся на выносной лесотранспортер 7. Коротье кру п ­
ных диаметров или сод ер ж ащ е е гниль раскал ы ва етс я в станке
6. Коротье по породам сортируют с помощью реверсивного л ен ­
точного транспортера 8, который сб расы вает его в один из двух
комбинированных питателей 9. Отсюда оно перемещ ается
к виб р оп л ощ ад кам 10 и загрузочным лесотранспортером И по­
д аетс я в цех щепы.
О рганизовано серийное производство т а р е л ь ч а т ы х п и ­
т а т е л е й , которые т а к ж е обеспечивают прием произвольно
ориентированного коротья. Их преимуществом является г а р а н ­
98
ти р ованн ая поштучная подача лесом атериалов с заданной д и с­
танцией меж ду торцами, что в аж н о д л я равномерной загрузки
колунов. Тарельч аты й питатель состоит из накопительной ч а ­
сти в виде круглого бункера, в днище которого располож ен
вр ащ аю щ и йся с равномерной скоростью диск. В ыносная часть
представляет собой лоток, прим ыкаю щ ий к бункеру по к а с а ­
тельной. Т ар ел ьч аты е питатели м аро к 1Т, 5Т, 8Т и 325 М Г
имеют интенсивность подачи сырья 20, 40, 100 и 200 м3/ч. П и ­
татель 8Т входит в комплект оборудования установок по про­
изводству щепы (типа J1T-8 и У П Щ -6 Б ). К. недостаткам т а ­
рельчатых питателей следует отнести сравнительно неболь­
шую вместимость при высокой интенсивности подачи коротья.
Это вы зы вает необходимость частой подачи сырья в питатель
кранами. По этой причине использование тар ел ьч аты х п итате­
лей, например в системе подачи сырья от р ас кр яж ев ки лесотрапспортерами, может о к а зать ся неэффективным без других,
более вместимых накопительных устройств. С ледует отметить
т а к ж е высокую м еталлоемкость и энергоемкость тарельчаты х
питателен по сравнению с комбинированными питателями той
же и рои чводителыюсти.
4.3. ОКОРКА Д РЕ В Е С Н О Г О С Ы РЬЯ
О борудование д ля окорки древесного сырья в производстве
технологической щепы долж но удовлетворять следую щим т р е­
бованиям:
осущ ествлять чистую окорку л есом атери алов с наименьшими
потерями древесины;
окорять сырье различного гидротермического состояния —
сухое, влаж ное, мерзлое;
об р аб аты ва ть лесом атери алы различной формы и разм еров
с кривизной, остаткам и сучьев и закомелистостью.
В производстве технологической щепы в леспромхозах н а и ­
большее распространение получила г р у п п о в а я о к о р к а л е ­
соматериалов в окорочных б а р а б а н а х и поштучная окорка в р о ­
торных станках. В окорочных б а р а б а н а х осущ ествляется ф р и к­
ционная окорка, в процессе которой кора у д ал я е тся б ла го д а р я
взаимному соударению и трению лесом атериалов. Основное
преимущество фрикционного способа — возможность окорки ко­
роткомерных круглых или колотых л есо м атери алов при беспо­
рядочной загрузке.
Принцип действия о к о р о ч н о г о б а р а б а н а можно пояс­
нить по схеме, изображенной на рис. 20, а. Полый м е тал л и ­
ческий цилиндр, расположенны й горизонтально, заг р у ж аю т
короткомерными л есом атери алам и, которые о бразую т сегмент
заполнения с центральны м углом 2а. П ри вращ ении б ар аб ан а
сегмент поворачивается на некоторый угол динамического откоса
р, при котором л есом атери алы достигают наивысшей точки
подъема и обруш иваю тся вниз по поверхности сегмента. В ели­
4*
99
ч ина центрального у гл а сегмента определяется степенью з а п о л ­
нения сырьем окорочного б ар аб ан а. П ри заполнении объема
б а р а б а н а на 5 0 % величина а равн а 90°, на 2 0 % — 50°, на
75 % — 120°. Д инам ический угол откоса изменяется в п реде­
л а х 38—48° и зависит от разм еров окоряемы х л есом атери алов
и состояния их поверхности. Чем они крупнее, тем больше угол
их обрушения в барабане. Однако по мере удаления коры этот
угол постепенно снижается. У окоренной древесины он дости-
Рпс. 20. Схема поперечного движения лесоматериалов в окорочном барабане
(а) и ориентировочное распределение деформаций по зонам окоряемой
массы сырья (б)
г а е т наименьших значений. В реальных условиях в б ар аб ан е
происходит обрушение не одного отдельного чурака, а сразу не­
скольких, которые в совокупности образую т клин обрушения
(он заш трихован на рис. 20, а). Ф ормирование клина происхо­
дит при некотором приращении динамического угла откоса.
П осле н ач ал а вращ ения через некоторое время процесс д ви ­
ж ени я лесом атериалов в б ар аб ан е устанавл и в ается в опреде­
ленном режиме. При этом в сегменте заполнения о б р азу ется
д в а движ ущ ихся навстречу друг другу потока окоряемого сы ­
рья. В нижнем слое сегмента, в зоне подъема лесом атериалы ,
п р иж аты е к обечайке общей массой древесины и центробежной
силой, поднимаются вверх. В верхнем слое сегмента, в зоне
обрушения лесом атери алы постоянно перемещ аю тся вниз. При
встречном перемещении двух потоков лесом атериалов в средней
зоне сегмента возникают мощные тангенциальные силы трения,
которые об уславливаю т значительные сдвиговые деформации
100
коры и ее истирание. Н а р я д у со сдвигом, кора подвергается
воздействию других деформаций, величина и характер которых,
ка к видно из рис. 20, б, неодинаковы в разны х зонах сегмента
заполнения. В зоне подъема наб лю д ается статическое сжатие,
в зоне обрушения кора подвергается воздействию ударны х н а ­
грузок.
Эффективность трения л есом атери алов в зоне окорки з а в и ­
сит от многих факторов. Н аиб ол ее существенно сказы вается
влияние коэффициента трения, размеров, формы и состояния
окоряем ы х лесом атериалов, степени заполнения б ар аб ан а сы ­
рьем и скорость его вращения.
Коэффициент трения лесоматериалов, который характеризует абразивные
свойства коры, изменяется в широких пределах. Он зависит не только от
состояния поверхности коры, но и от ее влаж ности, степени контактного
давления лесоматериалов и их взаимного расположения при трении. Н аи­
большим коэффициентом трения, равным 0,6—0,8, обладаю т неокоренные
лесоматериалы хвойных пород. У лиственных пород он в 1,5 р аза меньше
и составляет 0,4—0,6. Смачивание поверхности лесоматериалов водой способ­
ствует смазке трущихся поверхностей, в результате чего коэффициент тре­
пня сниж ается на 20 %.
И з-за низкого коэффициента трения наибольшие трудности вызы вает
окорка березы. Наличие бересты с гладкой поверхностью не обеспечивает
необходимых сдвиговых деформаций, препятствует истиранию коры. Чтобы
повысить производительность фрикционной окорки, березовые лесоматериалы
подвергаю т предварительной грубой окорке в роторных станках либо обра­
баты ваю т их вместе с хвойной древесиной. Примесь березовых чураков
® объеме 30—40 % повышает производительность барабана на 17— 25 % и
улучш ает условия окорки ■хвойной древесины. При этом степень чистоты
окорки березовых чураков достигает 70—78 %■
Величина коэффициента трения несколько увеличивается при повыше­
нии контактного давления в зоне взаимодействия лесоматериалов до 0,3—
0,5 М Па, однако при дальнейшем повышении давления коэффициент т р е­
ния не изменяется. В процессе фрикционной окорки коэффициент трения не­
постоянен. По мере удаления коры его величина возрастает и достигает наи­
большего значения при окорке лесоматериалов на 40—60 %. П осле у д ал е­
ния 60 % коры коэффициент трения начинает резко снижаться. Когда сте­
пень чистоты окорки достигает 85—90 %, величина коэффициента трения
принимает столь низкие значения, что лесоматериалы начинают скользить
■относительно друг друга практически без окорки.
Р е ж и м т р е н и я окоряемы х лесом атери алов зависит от
степени их взаимодействия при вращении барабанов. Экспери­
ментально установлено, что наилучшие условия д л я перемеш и­
вания наб лю д аю тся при отношении диам етра б а р а б а н а к длине
л есом атери алов равном 2,5— 3. П ри этом б о л ь ш а я часть о ко ­
ряемого сырья взаимодействует в зоне обруш ения при угле
встречи 45— 90°. Д л я используемых в лесозаготовительной про­
мышленности окорочных б ар аб ан о в диам етром 3 м наиболее
выгодна длина окоряемых лесом атери алов в п ределах 0,8—
1,2 м. Угол встречи л есом атери алов 45— 90° благоприятно с к а ­
зы вается при окорке короткомерного сы рья с кривизной, о в а л ь ­
ной или ребристой закомелистостью, с плохо зачищ енными суч­
ками. П ри этих ж е значениях угла встречи кора взаимодейст­
вующих л есом атери алов имеет наименьший предел прочности
101
на ск ал ы ван и е и н аибольш ее значение коэффициента трения
[15]. Д и а м етр лесом атери алов т а к ж е оказы в ает влияние на
процесс фрикционной окорки. Н абл ю д ен ия показали, что
окорка тонкомерного сырья происходит лучше. Поверхности
взаимного контакта л есом атери алов тем больше, чем меньше
диаметр сырья, что ск азы вается благоприятно на реж име
трения.
Чтобы обеспечить интенсивную окорку лесом атериалов, не­
обходимо установить определенный режим загрузки б ар аб ан а
радиусом R и наиболее выгодную скорость его в ращ ения V. Л е ­
сом атериал с массой т (рис. 2 0 , а ) , достигнув верхней точки
подъема в сегменте заполнения, находится под действием силы
тяж ести m g и центробежной силы m v 2IR. При малой скорости
вращ ения б ар аб ан а лесом атери алы из верхней мертвой точки
будут ск аты ваться вниз по поверхности сегмента заполнения.
П ри m g'sin (а 1— $ ) > m v 2!R наб лю д ается интенсивная окорка сы ­
рья. При увеличении скорости вращ ения, когда составл яю щ ая
силы тяж ести m g sin ( а — р) существенно приблизится или с р а в ­
няется с центробежной силой m v 2/R, л есом атери ал отры вается
от сегмента заполнения по касательной, описывая п а р а б о л и ­
ческую траекторию. Тогда установивш ийся процесс дви ж ени я
л есом атери алов наруш ается, меж ду ними существенно о с л а б л я ­
ю тся контактные взаимодействия и силы трения. Н а б л ю д аетс я
простое перемешивание коротья без окорки. Частота вращ ения
б ар аб ан а, при которой этот процесс наблю дается, н азы вается
критической:
m v2KplR = m g sin ( а — Р);
икр= V # g s i n ( a — Р) •
Отсюда критическая частота в ращ ения составляет
п=
30
я
V
R
П ри частоте в ращ ения б а р а б а н а выше критической л есом ате­
риалы п риж им аю тся центробежной силой к обечайке корпуса
и в р ащ аю тся синхронно с барабаном . Р аб о ч а я частота в р а щ е ­
ния б а р а б а н а составляет 40— 65 % критической и зависит от
его диам етра и степени заполнения сырьем.
К о э ф ф и ц и е н т з а п о л н е н и я , который определяется от­
ношением объемов б а р а б а н а и н аходящ ейся в нем древесины,
является одним из наиболее в аж н ы х параметров. К а к малое,
т а к и чрезмерное заполнение о б ъем а б а р а б а н а древесиной
ухудшает процесс окорки. Н аиболее выгодные условия обеспе­
чиваются при коэффициенте заполнения б а р а б а н а равном 0,6.
О днако степень заполнения б а р а б а н а рекомендуется различной
при изменении частоты вращения. Д л я используемых на н и ж ­
них ск л а д а х б араб ан о в коэффициент заполнения при частоте
10 мин-1 рекомендуется 0,50—0,55. П ри 15 мин-1 коэффициент
в о зр астает до 0,60— 0,65, а при 20 мин-1 — до 0,80.
102
П о реж им у работы разл и ч а ю т окорочные б ар аб ан ы перио­
дического и непрерывного действия. Основной отличительный
п р и зн ак окорочных б араб ан ов п е р и о д и ч е с к о г о д е й с т ­
в и я — сравнительно м а л а я д ли н а L, которая равн а диаметру
D или несколько выше его, но не более чем в 1,5— 2,0 раза.
У окорочных бар аб ан о в н е п р е р ы в н о г о действия отношение
L /D долж но быть не менее 2,5, а у некоторых конструкций до-
Откпды пкорпи
11
и
Отхоаы онорки
Рис. 21. Устройство окорочных барабанов периодического
действия
и
непрерывного
стигает 5— 6. Устройство окорочных б ар аб ан о в периодического
и непрерывного действия идентично (рис. 21). Окорочный б а ­
рабан любой конструкции состоит из полого цилиндра, привода,
загрузочного и выгрузочного устройства. Обечайка 5 в ы полня­
ется из листовой стали и имеет ряд прорезей — окон 6, через
которые отходы окорки ссыпаются на выносной конвейер 10,
располагаемы й в лотке под барабаном. Б а н д а ж н ы м и кольцами
8 б ар аб ан опирается на ролики 1, ширина которых в 1,25— 1,50
р а за больше ширины б ан д а ж а. Опорные ролики д л я со хран ­
ности б а н д а ж а выполняю тся из м а тери ал а меньшей твердости.
В ращ ательное движ ение б ар аб ан а осущ ествляется эле ктр о д ви га­
103
телем через "редуктор, цилиндрическую шестерню 2 и зубчаты й
венец 4, закрепленны й на обечайке б ар аб ан а. Со стороны з а г р у ­
зочной части окорочные б ар аб ан ы закры ты неподвижной стенкой
3, в верхней части которой распол агается загрузочное устрой­
ство. В ыгрузочная часть окорочного б ар аб ан а периодического
действия (рис. 21, а) за к р ы та щитом с разъемны ми створками
или подъемным шибером 7, который откры вается только в пе­
риод выгрузки окоренного сырья. З а г р у з к а б ар аб ан а осущ еств­
ляется при закры том шибере. П осле загрузки вклю чается при­
вод б ар аб ан а, вращ ение которого происходит определенное
время, необходимое д л я окорки сы рья до требуемой чистоты.
По окончании цикла обработки б а р а б а н останавливается, от­
кры вается шибер и окоренные л есом атери алы вы гр уж аю тся на
сортировочный стол с поперечными растаскиваю щ им и лесотранспортерам и 9.
Производительность (м3/ч) окорочного б а р а б а н а периодиче­
ского действия определяется по ф ормуле
jj
_
60&рл02£ф&п
4 (t\ -)- / -f- t2)
где kp — коэффициент использования рабочего времени; D —
внутренний диаметр б ар аб ан а, м; L — длина б ар аб ан а, м; ф —
коэффициент заполнения б ар аб ан а; k n — коэффициент полно­
древесности л есом атери алов в сегменте заполнения (Деп= 0 ,3 5
-н0,50); ti, t, t 2 — время соответственно загрузки, окорки и в ы ­
грузки сырья, мин.
В ремя загрузки окорочных б араб ан ов периодического дейст­
вия в леспромхозах довольно значительно и колеблется от 16
до 47 мин, время выгрузки сырья составляет 21— 30 мин. С у м ­
марное врем я загр узки и выгрузки примерно равно п родол ж и ­
тельности процесса окорки.
В окорочных б а р а б а н а х непрерывного действия процесс з а ­
грузки и выгрузки сы рья происходит без остановки. Выходное
отверстие таких б араб ан о в (рис. 2 1 ,6 ) выполняется в виде усе­
ченного конуса 11, часть которого перекрыта шибером 7. П о д ­
ним ая или- опуская шибер, можно регулировать степень з а п о л ­
нения б а р а б а н а сырьем и изменять продолжительность окорки.
Количество древесины, н аходящ ейся в окорочном б ар аб ан е,
распределяется неравномерно по его длине. В зоне загр узки
сы рья всегда больше, чем в зоне выгрузочного конуса.
Плоскость, которую образует м асса л есом атери алов от з а г р у ­
зочной зоны до ш ибера, наклонена относительно продольной
оси б а р а б а н а на угол у ^ 2 ° . П ер ем ен н ая масса сырья, которая
после загрузки постепенно сн и ж ается в вертикальных сечениях
б ар аб ан а, обеспечивает равномерное продвижение л есо м атери ­
алов к выгрузочному конусу. Скорость перемещения л есом ате­
риалов вдоль оси б а р а б а н а зависит от степени заполнения.
Чем больше коэффициент заполнения, тем ниже скорость п ере­
104
мещения. П ри (р = 0,2 скорость перемещения древесины состав­
л я е т 0,9 м/мнн, однако с увеличением степени заполнения до
Ф= 0,8 скорость сн и ж ается до 0,3 м/мин. Окорочные б араб ан ы
непрерывного действия часто конструируют многосекционными,
что облегчает их м он таж и эксплуатацию , т а к к а к к а ж д а я сек­
ция имеет независимый привод. З а гр у зо ч н ая секция таких б а ­
рабан ов выполняется иногда глухой, без прорезей в обечайке
и пред назначается д л я гидротермической обработки древесины.
Производительность (м3/ч) окорочного б а р а б а н а непрерыв­
ного д ействия определяется по формуле
г-,
__
6 0 £ p J lD 2 U f k a
где t — продолжительность окорки, мин, соответствующ ая вре­
мени д ви ж ени я ч урака в б ар аб ан е от загру зк и до выгрузки.
Н а р я д у с производительностью, важ ной характеристикой
окорочного б а р а б а н а является мощность привода N (кВ т), к о ­
торую ориентировочно можно подсчитать по эмпирической ф о р ­
муле [15] N ' 0,09nD2L.
С редняя продолжительность окорки древесного сырья при
коэффициенте загрузки б а р а б а н а 0,5— 0,6 приведена в табл. 18
д л я различны х пород и времени года.
По данным табл. 18, окорка круглых л есом атери алов и су ­
чьев происходит быстрее, чем колотых. Существенно возрастает
продолж ительность окорки в б а р аб ан ах в зимнее время. Чтобы
обеспечить высокую производительность, древесину в процессе
окорки подвергаю т гидротермической обработке.
Таблица
18
П р о д о л ж и т е л ь н о с т ь о к о р к и с ве ж ес р у б л е н н о Й
д р е в е с и н ы , мин
В ид д р е в е с н о го
с ы р ья
Круглые лесо­
материалы
диаметром
:3— 18 см, дли­
ной 0,3— 1,5 м
Сучья любой
кривизны диа­
метром
3 — 10 см, дли ­
ной 0,5— 1,5 м
Колотые
чураки с л и ­
нией раскола
'д о 20 см, дли­
ной 0,8— 1,0 м
П орода
зи м о й при т е м п е р а т у р е , °С
л ето м
осен ью
Сосна
Ель
Б ереза
Осина
10— 15
12— 17
15—20
10— 15
20—25
25—30
30—35
25—30
40—50
55—60
45—55
35—45
55—65
90— 105
65—80
50—60
50—60
115— 130
60—70
45—55
Сосна
Осина
10— 15
10— 15
20—25
20—25
3 5 -4 5
30—40
50—60
45—55
45—55
40—50
Сосна
Ель
Береза
Осина
20—25
25—30
30—35
20—25
40—25
45—50
55—60
45—50
85—95
120— 130
115— 125
95— 105
100— 110
140— 155
135— 145
115— 125
95— 105
155— 170
130— 140
110— 120
-5
— 15
-2 5
105
Таблица
Т и п о к о р о ч н о го б а р а б а н а
П оказатели
Производительность, м3/ч
Внутренний диаметр, мм
Д ли на барабана, м
Число секций
Частота вращения, мин _1
Установленная мощность, кВт
Масса, т
КБ-3
КБ-6
КБ-12
3—4
2850
3.5
5—8
3000
7,5
10— 17
3000
15
1
1
10.5
47,9
20.3
10,1
55
35,2
2
10,1
110
67,0
Н а нижних ск л а д а х получили распространение б арабан ы
периодического действия типа Б О М П -3 для сухой окорки, более
совершенной конструкции КБ-3, непрерывного действия — одно­
секционный К Б-6 и двухсекционный КБ-12, характеристики ко ­
торых приведены в табл. 19.
Н а внутренней поверхности обечайки бараб ан о в у с т а н а в л и ­
ваю т ножи д л я н ад резан и я коры, что увеличивает коэффициент
трения окоряемы х л есом атери алов и со к ращ ает время окорки.
Конструкция ножей д л я окорочных бараб ан ов п оказана на
рис. 22. Большинство ножей выполняется в виде зубчатых п л а ­
стин прямоугольной (а ), трапецеидальной (д ) или треугольной
(б, е ) формы с Н -образны м или перекрестным расположением
(е , в, г). Р е ж е встречаю тся ножи с изогнутыми пластинами и
рифленым роликом ( ж) . Недостатком пластинчаты х ножей я в ­
ляется возможность повреждения и д а ж е ск ал ы в ан и я кусков
древесины при ударе о них лесом атериалов. Поэтому более э ф ­
фективно применение сегментных ножей (з), хорошо н а д р е за ю ­
щих кору, но почти не повреж даю щ и х древесину.
Установкой коронадрезаю щ их ножей по винтовой линии,
под острым углом к ней достигается т а к ж е более интенсивное'
перемешивание л есом атери алов в б ар аб ан е и сокращ ение про­
долж ительности окорки. Р еком ендуется разм ещ ать ножи ПО'
винтовой линии с шагом, уменьш аю щ им ся к выгрузочному
концу.
Помимо окорки сы рья в б а р а б а н а х происходит отделение и
истирание гнили. П о р аж ен н ы е лесом атери алы предварительно'
раскалы ваю т. Д еструк тив н ая гниль у д ал яется на 75— 9 0 % ,
тогда как коррозионная не более чем на 12 %. Степень и интен­
сивность удал ен и я гнили в разное врем я года примерно о д и н а­
ковы.
Важ нейш ей задачей в технологии фрикционной окорки я в л я ­
ется обеспечение высококачественной интенсивной и рав н о м ер ­
ной обработки сырья независимо от его состояния и времени
года. И нтенсификация процесса окорки достигается установкой
дополнительного числа ножей, увеличением частоты в р ащ е н и я
б а р а б а н а и гидротермической обработкой древесины. Д оказан о,
что число ножей в окорочных б а р а б а н а х необходимо увеличить
106
в 1,5— 2 раза, б ла го д а р я чему производительность окорки в оз­
растает в 1,2 р аза. Рост производительности в 1,3— 1,5 раза
н аблю дается т а к ж е и при увеличении рабочей частоты в р а ­
щения до 0,8 п кр, что соответствует 16— 20 мин-1.
Интенсификацию процесса окорки при увеличении частоты
вращ ения б а р а б а н а можно объяснить перераспределением масс
лесом атериалов в дви ж ущ ихся встречных потоках. П ри малой
скорости в ращ ения их м асса в зоне обруш ения значительно
д
е
м
з
Рис. 22. Ножи для окорочных барабанов
меньше, чем в среднем слое и зоне подъема. Эта масса тем
меньше, чем ниже частота вращ ени я б ар аб ан а. Б л а г о д а р я уве­
личению скорости подъема с увеличением частоты вращ ения
возр астает и количество лесом атериалов, выносимых из зоны
подъема в зону обрушения. М асса древесины в нижнем слое
снижается, а скорость ее перемещения в зоне обрушения, обус­
ловленн ая силой тяж ести лесом атериалов, практически не и з ­
меняется. В озросшее в зоне обрушения число лесом атериалов
зам етно увеличивает массу древесины в верхнем слое сегмента
заполнения. В результате возрастаю т контактные нап ряж ени я
в среднем слое, увеличиваю тся силы трения и сдвиговые д е ф о р ­
мации коры.
Окорочные б ар аб ан ы имеют ряд недостатков, среди которых
следует выделить значительную металлоемкость, высокий у р о ­
вень шума, загрязнение пылью помещения цеха, недостаточную
скорость выноса отходов окорки из внутренней полости, низкую
производительность, невысокое качество окорки и значительные
потери древесины при отрицательны х тем пературах.
107
При работе окорочного б а р а б а н а наблю дается интенсивное
излучение шума практически во всем диапазоне звуковы х
частот. Шум возникает при ударном взаимодействии л есо м ате­
риалов друг с другом и с обечайкой б ар аб ан а. М асса д р ев е­
сины частично демпфирует колебания корпуса, особенно с у в е­
личением частоты. О днако уровень звукового давлен ия в д и а п а ­
зоне низких частот довольно значителен и достигает 110 дБ.
Источниками шума являю тся т а к ж е приемная и выгрузочная
воронки, конструкция которых рекомендуется более жесткой,
с демпфирующим слоем. М ал ош ум ящ и м является фрикцион­
ный привод бар аб ан о в на пневматических автомобильных ш и­
нах, которые одновременно являю тся опорами. Устранение тех­
нологического шума при перемешивании лесом атериалов в б а ­
р аб ан е практически невозможно. Н а д е ж н ы м средством борьбы
с ним является изоляция окорочного б ар аб ан а установкой e r a
в отдельном помещении либо в специальном звукоизолирую щ ем
кожухе.
Н еблагоприятно воздействует на обслуж иваю щ ий персонал
не только шум, но и пыль, обильно в о зн и каю щ ая при окорке
сухого или мерзлого сырья. Иногда концентрация пыли п ревы ­
шает предельно допустимую норму — 4 мг/м3 [4]. В пыли от
окорочных бар аб ан о в п реобладаю т мелкие ф ракции частиц.
В дисперсном составе респираторной пыли 90 % частиц имеют
разм еры менее 10 мкм. Они наиболее опасны по воздействию
на организм человека. Эффективным средством борьбы с пылением окорочных бар аб ан о в является увл аж н ен и е поверхности
сырья перед окоркой или в процессе окорки. Д л я у вл аж н ен и я
сы рья на подающем лесотранспортере р азм ещ аю т кольцевое
сопло, б ла го д а р я которому вода под давлением см ачивает про­
ходящие лесом атериалы . Р асх од воды не превыш ает 1 м3/ч.
Другой путь борьбы с пылью — устройство вытяж ной или п ри ­
нудительной вентиляции внутреннего объема бараб ан а.
Недостаточно быстрый вынос отходов окорки из б ар аб ан а
мож ет приводить к тому, что частицы скап ли ваю тся перед вы ­
грузочным конусом, сн и ж аю т коэффициент трения, прилипаю т
к окоренной поверхности л есом атери алов и вместе с ними п опа­
д аю т в рубительную машину, зас о р яя щепу. Ч асть коры через
выходное отверстие б а р а б а н а попадает вместе с окоренным сы ­
рьем на ленточный конвейер и затем в рубительную машину.
У окорочного б а р а б а н а К Б-6 прорези д л я выноса коры р ас п о ­
лож ен ы в зонах загрузки и выгрузки, в результате чего до
73 % отходов проходит через весь б ар аб ан и у д ал яется только
в конце его. Устройство дополнительных прорезей в ц ен тр ал ь­
ной зоне б а р а б а н а способствует удалению более 70 % отходов
в первой половине его длины. Ч астицы коры, прилипаю щ ие
к поверхности лесом атериалов, легко отделяю тся щ етками, с ж а ­
тым воздухом или см ываю тся водой.
Качество окорки сы рья в б а р а б а н а х зависит от тем п е р ату р ­
но-влажного состояния коры, продолжительности об работки ,
108
породы. Н аиб олее благоприятным д ля окорки является весен­
ний период вегетации, когда силы сцепления коры с древесиной
резко уменьшаются. П родолж ительность фрикционной окорки
древесины ели, березы, осины составляет в этот период 13—
18 мин, а потери древесины при чистоте окорки, достигающей
90—95 %, составляю т 1,5— 1 ,6 % . В летне-осенний период д л я
достижения задан н ой чистоты окорки продолжительность о б р а ­
ботки приходится увеличивать вдвое, до 27—35 мин. Потери
древесины возрастаю т до 2,0— 2,5 %. В зимний период при тем ­
пературе — 20 °С продолжительность окорки в озрастает в 3 —
4 р а за и достигает иногда 1,5— 2,0 ч. Потери древесины д о­
стигают 20— 26 %.
Л ес ом атери ал ы с сухой корой о б р аб аты ваю тся в б а р а б а н а х
значительно хуже, чем с влаж ной. Критической д л я ф рикцион­
ной окорки является в л аж н о сть коры 4 3 %, ниже которой сы ­
рье не окоряется до тех пор, пока не намокнет [15]. По м ере
у в л аж н ен и я коры от 43 до 100 % сырье хорошо окоряется. П ри
влажности более 100 % процесс окорки проходит в 1,5—2,0 р а за
интенсивнее, но потери древесины возрастаю т. У правление к а ­
чеством окорки возможно при гидротермической обработке л е ­
соматериалов, в процессе которой можно получить ж е л а т е л ь ­
ную д л я их обработки тем пературу и влажность.
4.4. ГИ Д РО Т Е РМ И Ч Е С К А Я
О БРАБО ТКА Д Р Е В Е С Н О Г О
С Ы Р ЬЯ
П од г и д р о т е р м и ч е с к о й
обработкой
древесного
сырья понимают процессы воздействия на него тепла, в л аж н о го
га за или воды д л я изменения температуры и в л аж н ости д р ев е­
сины до значений, при которых технология ее переработки по­
звол яет получить качественную продукцию при наибольш ей
производительности оборудования и наименьших эн е р го з а т р а ­
тах. П ри выработке технологической щепы гидротермическая
подготовка древесного сы рья д олж н а обеспечить:
улучшение качества окорки мерзлой древесины р а з м о р а ж и ­
ванием, т. е. повышением температуры древесины в зоне к а м ­
биального слоя до — 4 °С;
улучшение качества окорки сухой древесины увлаж н ен и ем
коры до влаж ности более 43 %;
улучшение качества щепы снижением содерж ан ия мелкой
ф ракции и спичек полным или частичным оттаиванием мерзлой
древесины до температуры 1— 2 °С.
Т е х н о л о г и ч е с к и е ц е л и гидротермической обработки
древесного сы рья различны. При окорке требуется снижение
прочности сцепления коры с древесиной, при измельчении
в щепу — снижение твердости и прочности древесины. Хвойные
и лиственные породы отличаю тся характер ом распределения
влаги по радиусу ствола. С веж есрубленн ая древесина з а б о ­
лони у хвойных пород всегда имеет высокую влаж ность, дости­
гаю щ ую 100 % и более. В лаж ность ядровой древесины значи109
тельно ниже и колеблется в пределах 30— 50 %. У лиственных
пород в л ага р аспределяется по сечению ствола равномерно.
Поэтому д л я технологических целей при измельчении д р е в е ­
сины достаточно, чтобы глубина оттаи ван ия по радиусу л есо­
материалов достигала у хвойных пород ядра, у лиственных по­
род сердцевины.
Гидротермическую обработку древесного сырья, используе­
мого д ля выработки щепы, ведут следующими с п о с о б а м и :
>30
Б
>20
ю
О
с
-1 /
/'
-20
/'
-ЗП
5
//
У
У
1/ ^
У.
-С
у\
Б'л'
/
/
Г—
'
10
15
20 25 30 35
40
Продолшиппельность прогрева, пин
Рис. 23. Характер изменения температуры в камбиальном
березы (Б) и ели (£)
i5
слое
5055ВО
древесины
мерзлую древесину при б арабан н ой окорке р а зм о р аж и в аю т
непосредственно в окорочном б ар аб ан е подачей в него пара, н а ­
гретого воздуха или топочных газов;
мерзлую древесину при роторной окорке р азм о р аж и в аю т или
оттаиваю т в бассейнах с подогретой водой;
древесину с подсушенной корой у в л аж н я ю т зам ачиванием
сы рья в воде, опрыскиванием водой или пропаркой в окороч­
ных бараб ан ах.
В качестве т е п л о н о с и т е л я при гидротермической о б р а ­
ботке древесины используют теплый воздух, топочные газы, по­
догретую воду и пар. Основной характеристикой теплоносителя
яв л яется коэффициент теплоотдачи, численно равный количе­
ству тепла, отдаваем ого 1 м2 поверхности бревен за 1 ч при
разности температур 1 °С. Д л я циркулирую щего воздуха или
топочных
газов
коэффициент
теплоотдачи
равен
0,08—
0,40 М Д ж , д л я дви ж ущ ей ся воды 4,19— 12,58 М Д ж , д ля кон­
денсирующего п ар а 46,05 М Д ж , поэтому тепловая обработка
в среде насыщенного п ар а наиболее эффективна.
П ри обработке древесины, например паром, температура
в кам биальном слое изменяется по типичным кривым, п о к а за н ­
ным на рис. 23. Н а первом этапе тем пература лесом атериалов,
д иам етр которых в данном случае 18— 20 см, повы ш ается от
110
отрицательной величины t0 до нуля. Н а втором этапе, когда
в лага из твердого состояния п ревращ ается в жидкое, в течение
некоторого времени она остается постоянной. П осле этого тем ­
пература снова начинает повышаться, стремясь к тем пературе
t c воздействующей на нее воды или насыщенного пара, либо
к пределу о х л аж д ен и я при нагревании в среде горячего воз­
духа. Х арактер изменения тем пературы в других точках д реве­
сины аналогичен.
Удельный расход тепла q (к Д ж /м 3) на оттаивание лесоматериалов скла­
дывается из затрат тепла на оттаивание древесины qsm и покрывающей ее
коры q£T. а такх<е от тепловых потерь <7пот. Если ввести поправочный ко­
эффициент 1,15 для неучтенных потерь, то
Удельный расход тепла на оттаивание мерзлой древесины складывается
из тепла на ее нагревание от начальной отрицательной температуры to до
нуля и тепла на превращение в воду содержащегося в ней льда [41].
где р — плотность древесины, кг/м3; с — удельная теплоемкость мерзлой дре­
весины при температуре t0, к Д ж /к г-гр ад ; Wr. ж — содержание гигроскопиче­
ской влаги, которая остается в жидкой фазе при отрицательной t 0, %;
335 — скрытая теплота плавления льда, кДж/кг.
Удельный расход тепла на оттаивание коры можно определить по а н а ­
логичной формуле. Однако теплофизические характеристики коры изучены
недостаточно, поэтому для ориентировочных расчетов
где тк — коэффициент, учитывающий содержание коры в лесоматериалах.
При размораживании древесного сырья до температуры в камбиаль­
ном слое t3= — 4°С удельные затраты тепла на нагревание коры и древе­
сины от t0 до U составят
<7раэ-|- ?£аэв Рс [ - ( * 3 - /о)]'"к
Удельные затраты тепла на размораживание древесины до —4°С со­
ставляют 50—65 М Д ж /м 3, а при размораживании до 0 °С достигают
105 М Д ж /м 3 и более. Тепловые потери при размораживании древесины
в окорочном барабане складываются из затрат тепла на начальный прогрев
его обечайки и других элементов конструкции, теплопотери через о граж д е­
ния, конвективный теплообмен нагретого барабана с окружающей средой и
тепловое излучение. Тепловые потери в окорочных барабанах, по данным
П. П. Сосунова и А. А. Селюги, составляют 40—50 % общих зат р ат тепла.
При гидротермической обработке сырья в бассейнах тепловые потери оп­
ределяются конвективной теплоотдачей с открытой поверхности бассейна,
затратами тепла на испарение воды, начальный прогрев ограждений и кон­
вейеров, теплопотерями через ограждения и тепловым излучением в о кру­
жающую среду. Удельный расход тепла на потери в пересчете на 1 м 3
обрабатываемой древесины определяется суммарной величиной теплопотерь
2Q и производительностью П установки за время Т:
Япот —
111
Полный расход тепла в единицу времени или тепловая
потребная на размораживание древесины, составит
О
ЧГполн
—
мощность кВт,
цП
Удельный расход пара (кг) на обработку 1 м 3 мерзлой древесины состав­
л яет
Р=
0,1 0.5 0.6 0.8 1,0
7
J
К рит ерии
Q
*п — *к
и 5 6 в 10
20 30 40 50 60 80 100 150 20000*1
гпцО ины о т т а и ва н и я, м г
Рис. 24. Номограмма критерия глубнны оттаивания Ф
где гп — теплосодержание пара, кДж/кг; iK — теплосодержание неиспользуе­
мого конденсата, кДж/кг.
Разность (in—iK) в ориентировочных расчетах может приниматься рав­
ной 2200 к Д ж /к г для окорочных барабанов и 2500 к Д ж /к г для открытых
бассейнов [41].
При окорке древесины в окорочных барабанах, совмещенной с термо­
обработкой паром, удельный расход пара зависит от исходной темпера­
туры сырья, породы, толщины коры и колеблется в пределах от 10 до
73 кг/м3.
Определение продолжительности оттаивания — в аж н ая задача в гидро­
термической обработке древесины. Д л я круглого сортимента неограниченной
длины, например пиловочника или шпальника, продолжительность оттаива­
ния приближенно можно определить из выражения
(
т
112
Л
D * — dr
16
In
О ^
7от
d )
ltc
рде D — диаметр сортимента; d — диаметр неоттаявшей зоны; X —• коэффици­
ент теплопроводности древесины, Вт/м-град; tc — температура среды оттаи­
вания.
Сложный множитель в скобках называется критерием глубины оттаи­
вания Ф, который определяют [41] графически по номограмме, приведенной
на рис. 24. С учетом критерия
Полное оттаиванне круглого
время
__
П°
сортимеита,
когда d = 0, происходит
за
Яот
16
'
Ktc
Приведенные уравнения не-пригодны для
решения задачи
о продолжительности оттаивания
коры при обработке лесоматериа­
л о в теплоносителем в окорочном
барабане. Прогрев в данном слу­
чае сопровождается нестационар­
ным тепломассообменом, который
происходит при интенсивном пе­
ремешивании
и
механическом
взаимодействии
лесоматериалов.
Экспериментальным путем получе­
на номограмма (рис. 25), которая
позволяет
оценить
ориентиро­
вочно продолжительность гидро­
термической обработки лесомате­
риалов до /3= — 4°С н необходи­
Рпс. 25. Номограмма для определения
мые удельные затраты тепла. Из
продолжительности размораживания ле­
номограммы видно, что чем выше
соматериалов до температуры —4 °С в
температура теплоносителя, тем
камбиальном слое
•быстрее происходит процесс про­
грева. Таким образом, изменяя
температуру теплоносителя, можно регулировать процесс размораж ивания.
При барабанной окорке лесом атери алов в качестве тепло­
носителя используют пар и топочные газы, получаемы е при сго­
рании жидкого топлива или древесных отходов. Н едостатками
топочных газов являю тся: потребление ценного дизельного топ­
л и в а в количестве от 1 до 4 кг на 1 м3 окоряемой в б а р а б а ­
нах древесины; загрязнени е щепы продуктами сгорания топ­
л и в а ; токсичность; необходимость эксплуатации окорочных б а ­
р абан ов на открытом воздухе, что увеличивает потери тепла
и расход топлива.
По сравнению с топочными газам и использование пара
имеет р яд преимуществ: более высокая теплоотдача, отсутствие
токсичных компонентов, уменьшение о б разо в ан и я пыли при
■окорке, высокая экономичность процесса. О днако об р аб отка п а ­
ром приводит к потемнению древесины.
Технология окорки с использованием п ар а является энерго­
сберегаю щ ей, т а к ка к потребляет дешевое местное топливо —
113
древесные отходы. П а р д ля тепловой обработки можно п олу­
чить от центральной котельной на нижнем ск л а д е или котель­
ной, встроенной в цех щепы (рис. 26, а ) . Система п ароснабж ения здесь вклю чает водопровод 5, два паровых котла 3 ти па
КВ-300, разм ещ енны х в помещении 6 , паропровод 4 и подхо­
дящ и е к б ар аб ан у 1 отводы 2 паропровода. П аропровод,
д иам етр которого д олж ен быть рассчитан на максимальный р а с ­
ход пара, необходимо уком плектовать запорной арматурой, р а с ­
ходомером и манометром. Н а концах отводов трубопровод дол-
жен оканчиваться конусной частью с уменьшением проходного
сечения. В полость б а р а б а н а 1 (рис. 2 6 ,6 ) сухой насыщенный
пар с температурой 140— 150 °С и давлением 0,3 М П а подается
через неподвижную стенку 2, установленную со стороны загру-
Рнс. 27. Технология подготовки пиловочника и шпальника при переработке
отходов на щепу
зочной воронки 3. Н аиболее в ы ­
ьи
годные координаты точек подачи
3,4
п ар а 8 определены опытным п у ­
■50
'.и
тем.
Они
располож ены
так,
55
X1
20
* 60
/
чтобы струи п ара равномерно
У
у У ►
65
/ у
S’ ►
прогревали окариваемую массу
" z ' >70
W § Я!9
сырья. При различном объеме
✓
S
.у
у ' / /
сегмента заполнения и в з ав и си ­
/ X
р / /
// / /
мости от исходной температуры
/
050- */
подача п ар а в паропроводы 4 р е ­
/S
гулируется с помощью вентилей
0.3020
5
Ю -1 5 - 2 0 - 2 5 - 3 0
5. Д л я спуска из паропровода
Н ачал ьн ая т еп п ерат и р а д р е в е с и н ы , 'С
конденсата, отбираемого в к о л ­
И
л ектор е 6, служ и т вентиль 7.
Д л я отвода
паровоздуш ной
Рис. 28. Номограмма для опреде­
■смеси из б ар аб ан а рекоменду­ ления продолжительности оттаи­
ется у станавл и вать принудитель­ вания на глубину заболони мерз­
лых бревен в горячей воде с тем­
ную систему вентиляции с в ы ­
пературой от 50 до 7 0 °С
тяж ны м колпаком-зонтом. В л а ж ­
ность коры после фрикционной окорки с паром повы ш ается не­
значительно и остается в пределах 45— 55 %. В летнее время
в окорочных б а р а б а н а х мож ет осущ ествляться п ропарка подсу­
шенной древесины при расходе пара 10— 12 кг на 1 пл. м3 око­
ряемого сырья.
115
Технология подготовки пиловочника и ш пальника, отходы
переработки которых используются д л я выработки щепы, осу­
щ ествляется на лесных ск ладах с подогревом сырья в о ткры ­
тых бассейнах (рис. 27). Л есом атери алы , предназначенные д ля
переработки, сбрасы ваю тся с сортировочного лесотранспортера
/ в первый бассейн 2, где они за 1,5— 2,0 ч р азм о р а ж и в а ю т с я
или увл аж н яю тс я до состояния, необходимого д л я вы сококаче­
ственной окорки. П родольными лесотранспортерами 3 подготов­
ленные д ля окорки л есом атери алы вы гру ж аю тся из бассейна и
поступают в утепленное здание окорочного отделения 4, где ус­
тановлены роторные окорочные станки. Окоренные бревна по
приемным рольгангам 5 и спускным лоткам поступают во вто­
рой бассейн 6, где за 5— 6 ч оттаиваю т полностью или частично
на глубину заболони. О ттаявш ие сортименты продольными л е ­
сотранспортерами 7 подаю тся на п ереработку в цех.
Теп ловая о б работка в открытых бассейнах соп ровож дается
значительными потерями тепла с большой поверхности. Н а ­
блю даю тся трудности р а з м о р а ж и в а н и я выступающей н ад по­
верхностью верхней зоны плаваю щ и х бревен. Перспективны ми
являю тся зак ры ты е бассейны с горячей водой, где теп ловая о б ­
работка ведется более интенсивно и с меньшими потерями
тепла. Н ом ограм м а д ля определения продолжительности о т­
таи ван ия мерзлы х бревен на глубину заболони, о б р а б а т ы в а е ­
мых в горячей воде при различной температуре, приведена на
рис. 28. Изменением температуры горячей воды подачей в нее
п ара мож но регулировать продолжительность процесса о ттаи ­
вания мерзлы х бревен [42].
Глава 5
ИЗМЕЛЬЧЕНИЕ ДРЕВЕСИНЫ
5.1. Д И С К О В Ы Е Р У Б И Т Е Л Ь Н Ы Е М АШ И Н Ы
Устройство дисковых рубительных машин. При в ы работке
щепы высокого качества наиболее широкое распространение п о ­
лучили дисковые рубительные машины. Рабочим органом м а ­
шины (рис. 29) является массивный н о ж е в о й д и с к 5 с р а ­
диально располож енны ми н ож ам и 3, которые закреплены
ш пильками 7 на лицевой стороне диска. Н ожевой диск за к р ы т
кожухом 4, на котором монтируются з а г р у з о ч н ы й п атрон
д л я подачи сырья и патрубок д л я выброса щепы. В патро н е
крепятся сменные опорные пластины, которые н азы в а ю тся
к о н т р н о ж а м и . В процессе резани я древесины контрножи
с л у ж а т опорой д ля лесо м атери ал а. П ри вращении диска к а ж ­
дый нож отрубает от него слой древесины, который р а с п а д а ется
на щепу. Д л я отвода щепы в диске вдоль реж ущ ей кромки но­
ж ей выполнены сквозные п о д н о ж е в ы е о к н а , через ко торы е
116
Рис. 29. Дисковая рубительная машина
-Q
Щ
|Ф
0
х х у р
Рис. 30. Классификация дисковых рубительных машин
о тру б аем ая щепа проходит на приводную сторону диска. П одножевые окна д ел аю тся с расширением в направлении д в и ж е ­
ния срезанной древесины. Д а л е е щепа лопастям и 6 в ы б расы ­
вается из маш ины через выносной патрубок. Н ожевой диск
крепится на вал у 2, установленном в сферических роликопод­
ш ипниках /. П ривод диска осущ ествляется электродвигателем
10 через муфту 8, остановка — ленточным тормозом 9. Все
конструктивные элементы маш ины крепятся на общей раме.
Классификация дисковых рубительных машин осущ ествля­
ется (рис. 30) по форме рабочей поверхности диска и его р а с ­
положению, количеству ножей и способу их крепления, реж иму
резания и направлению подачи лесом атер и ал а, способу подачи
сырья и располож ению патрона, направлению выброса щепы и
условиям работы машины.
Р а б о ч а я поверхность ножевого диска рубительных машин
бывает плоской и геликоидальной (рис. 30, а ) . Г е л и к о и ­
д а л ь н а я (винтовая) поверхность обеспечивает наиболее б л а ­
гоприятные условия резания древесины и получение щепы вы ­
сокого качества. Н ож евой диск может быть располож ен в ру­
бительных м аш инах вертикально, горизонтально или наклонно'
(рис. 30, б). П о ч и с л у н о ж е й р азли чаю т мало- и многоно­
ж евы е машины (рис. 30, в). У м алонож евы х машин обычно 3—
4 ножа. Р е ж у щ и е ножи монтируют в н а к л ад к у с боковой по­
верхностью диска либо устан авл и в аю т меж ду н акл ад ко й и
подкладкой (рис. 30, г).
По р е ж и м у р е з а н и я разл и чаю т дисковые рубительныемашины с прерывистым и непрерывным резанием (рис. 30, <Э).
Прерывистый реж им резани я характерен д л я м алонож евы х м а ­
шин с плоским диском, у которых в контакте с древесиной
всегда находится только один нож, а расстояние м еж д у но­
ж а м и значительно больше д и ам етр а измельчаемых л есо м ате­
риалов. П ри таком реж им е наб лю д аю тся чередование подачи
древесины с остановкой, толчки и удары в момент внедрения
ножа, что заметно ухудш ает качество щепы. Н епрерывный р е­
жим резани я обеспечивается большим числом (10— 16) р е ж у ­
щих ножей, приближенны х к центру диска. П ри этом основным
условием непрерывности резания является сочетание м и н им ал ь­
ного расстояния м еж д у ножами, которое д олж н о быть меньше
д и ам етра измельчаемых лесом атериалов, с геликоидальной
поверхностью диска.
По н а п р а в л е н и ю п о д а ч и измельчаемого сырья к но­
жевому диску разл и чаю т рубительные машины с наклонным и
горизонтальным загрузочным патронами. П атрон мож ет быть
наклонен к горизонту на угол а х, иметь в горизонтальной
плоскости угол а у (рис. 30, е). У некоторых машин основание
патрона мож ет иметь дополнительный наклон в вертикальной
плоскости на угол a z. Н аклонны е загрузочные патроны могут
иметь в одной машине все три у ка зан н ы х угла наклона. Часто
патрон имеет угол наклона к горизонту а х = 45— 52° и разворот
119»
в горизонтальной плоскости на угол а у = 1 0 —30°. П ри а у = 0
загрузочный патрон имеет только один угол наклона — к гори­
зонту. Р убительные машины с наклонной подачей с л у ж а т д ля
измельчения в основном короткомерных лесом атериалов д л и ­
ной до 3 м. Измельчение более длинных л есом атери алов осу­
щ ествляется в маш инах с горизонтальной подачей. Загрузочный
патрон д ля горизонтальной подачи имеет угол а х = 0 и угол
а у = 38— 45°, под которым л есом атери алы специальным лесотранспортером подаются к ножевому диску. Рубительны е м а ­
шины с горизонтальной подачей имеют ряд преимуществ. Они
удобны при организации производства щепы в л е с о о б р аб ат ы ­
вающих цехах и не требую т высоких помещений. Н ожевой диск
при встрече с л есом атери алом не испытывает здесь дин ам ич е­
ских ударов, как при наклонном патроне.
П о д а ч а с ы р ь я в рубительных маш инах мож ет быть г р а ­
в и т а ц и о н н а я — под действием веса л есом атери ала, п р и ­
н у д и т е л ь н а я — вал ь ц а м и и с а м о п о д а ч а , которая осу­
щ ествляется в маш инах с геликоидальным диском (рис. 3 0 , ж ) .
П ри н уди тельная подача используется в машинах, п р е д н а зн а ­
ченных д ля измельчения тонкомера, сучьев и реек. С амоподача
в маш инах с геликоидальны м диском объясняется следующим.
В к аж д о м секторе м еж д у нож ам и такой машины распол агается
н а к л а д к а с геликоидальной поверхностью. По выступающей
кромке н ак л ад о к крепится нож, лезвие которого копирует ге­
ликоидальную поверхность накладки. Таким образом, торцовую
поверхность диска мож но представить в виде многозаходного
винта. При вращении такого диска, если посмотреть со сто­
роны привода, ножи будут непрерывно входить в древесину
по винтовой образую щ ей с определенным шагом. П оскольку
диск закреплен в подшипниках и лишен осевого перемещения,
то при его «ввинчивании» в древесину посредством ножей л есо ­
материал будет непрерывно двигаться к торцу диска. З а т я г и ­
вание сырья в маш инах с геликоидальным диском позволило
р азр а б о т а т ь конструкции с горизонтальной подачей м а т е р и а ­
лов. Усилия затя ги в ан и я достигают 15 кН.
Загрузочный патрон в рубительных маш инах мож ет р ас п о ­
л агать ся на правой или левой стороне кожуха диска, если см от­
реть со стороны подачи. В маш инах с горизонтальной подачей
патрон мож ет иметь верхнее или нижнее располож ение (рис.
30 з ) . П о месту располож ения патрона машины бывают соот­
ветственно в п р а в о м и л е в о м и с п о л н е н и и . Это имеет
определенные преимущества при проектировании технологиче­
с к и х потоков.
В рубительной м аш ине устанавливаю т, ка к правило, один
загрузочный патрон. Н ередко монтируется дополнительный п а т ­
рон д ля измельчения более мелкого сырья или крупной ф р а к ­
ции щепы (рис. 30, и). В сечении патроны могут иметь р а з ­
личную форму, что зави си т от вида перерабаты ваемого сырья,
на которое рассчитана машина. Д л я измельчения круглых л есо­
320
м атери алов и горбыля машины с наклонной подачей часто ос­
нащены патронами с V -образным или ромбическим сечением.
М аш ины с горизонтальной подачей часто имеют патрон в виде
однобокой трапеции, а маш ины с принудительной подачей о т­
ходов — патрон прямоугольной формы. Известны и другие
формы проходного сечения патронов — овальные, каплевидные,
квадратные.
Р убительные машины изготовляю тся с в е р х н и м или н и ж ­
н и м в ы б р о с о м щепы (рис. 30, к). В лесозаготовительной
промышленности наибольш ее распространение получили м а ­
шины с верхним выбросом. Они позволяют н ап р ав л ять щепу на
сортировку без устройства дополнительных транспортеров. О д ­
нако верхний выброс щепы сопровож дается дополнительным
измельчением при ударе частиц о лопасти на ободе ножевого
диска, о неподвижные элементы кож уха и трубопровода.
По у с л о в и я м р а б о т ы рубительные машины могут быть
с т а ц и о н а р н ы м и и п е р е д в и ж н ы м и (рис. 30, к). П о ­
следние могут быть п р и ц е п н ы м и с приводом от в ал а отбора
мощности тягача или с а м о х о д н ы м и на базе т р ак то р а или
автомобиля повышенной проходимости (рис. 3 0 , л ) .
Особенности процесса резания древесины в дисковых руби­
тельных м аш инах можно пояснить по схемам, изображ енны м
на рис. 31. Здесь так же, ка к и при всех других видах резания
древесины, используют клиновидный резец. Однако в отличиеот пиления, строгания, фрезерования и других видов обработки
технологической целью измельчения л есом атери алов является
получение древесных частиц заданной формы и размеров.
В рубительной машине с плоским диском 3 (рис. 31, а)
ножи 2 с углом заточки (3 и задним углом
выпущены над по­
верхностью диска на расстояние t. Д ревесное сырье по н акл он ­
ному питаю щ ем у патрону с углом а х поступает под в р а щ а ю ­
щиеся ножи диска. В процессе резания лесом атери ал опирается
на контрнож 1, кром ка которого д о л ж н а находиться на опре­
деленном расстоянии At от л езвия ножа. О трубаем ы е частицы
щепы имеют острый угол, численно равный углу встречи е л е ­
со м атери ал а с диском. Очевидно, что е = 90°— а х■ Д л и н у щепы
можно определить из вы раж ен и я
Если патрон развернут в горизонтальной
ау, длина щепы составит
/щ = ---------- 1------------cos а х cos а у
плоскости
на угол
(2 >
В рубительных маш инах с горизонтальной подачей, когда
а х = 0, д ли н а щепы будет равна
/щ= ------ •
cos а у
(3)
121
Таким образом, в рубительных маш инах с плоским диском
д лина технологической щепы зависит от выпуска ножей t и у г­
лов наклона питающего патрона.
И з рис. 31, а нетрудно увидеть, что подача древесины на
величину t осущ ествляется в машине с плоским диском только
при входе н о ж а в древесину на участке ab. Усилие, необходи­
мое д ля перемещения л есом атери ала, создает передняя кром ка
Рис. 31. Схема процесса измельчения древесины в рубительной машине с плос­
ким и геликоидальным дисками
ножа. При дальнейш ем движении н ож а на участке Ьс и до в ы ­
хода из древесины подачи сырья не происходит. Л есом атери ал
в точке а опирается на торцовую поверхность диска и скользит
по ней при вращении. Д а в л е н и е в точке а, которое зависит от
массы лесом атери ала и угла подачи, вы зы вает смятие д р ев е­
сины, а трение чурака способствует быстрому износу поверхно­
сти диска. Трение и и зн о с 'д и с ка еще более возрастут, если в т а ­
кой м аш ине осущ ествлять принудительную подачу сырья. Если
верхний нож начнет входить в древесину раньше, чем нижний
окончит рез, будет н аблю даться срыв в процессе резания. В ер х­
122
няя часть лесо м атери ал а станет подаваться к диску в то
время, к а к н иж няя еще опирается на диск и будет препятство­
вать подаче. Л есом атери ал, находящ ийся в патроне, начнет
движение, по часовой стрелке до тех пор, пока не отделится
элемент щепы. П од действием веса лесом атериал снова займет
исходное положение, однако продолж аю щ ий движ ение нож пе­
редней гранью вновь станет поднимать его, подтягивая к диску.
Неустойчивое положение сырья в процессе резания, вибрации,
толчки и отскакивания лесом атери ала типичны д ля машин
с плоским диском. Выход качественной щепы зад ан н ы х р а з м е ­
ров и фракционного состава здесь невысок.
И н аче протекает процесс резания в дисковых рубительных
маш инах с геликоидальной поверхностью, д л я которых х а р а к ­
терна непрерывность процессов резания и попутного з а т я г и в а ­
ния древесины (рис. 31, б ). З а д н я я грань нож а 2 здесь я в л я ­
ется продолжением скошенной н акладки диска 4. И накладка,,
и за д н я я грань н о ж а имеют одинаковый задний угол уг, по­
этому угол встречи лесом атер и ал а с плоскостью д иска равен
е + у г. При входе нож а в древесину, ка к и в машине с плоским
диском, процесс резания на участке ab сопровож дается одно­
временно затягиванием лесом атери ал а к диску со скоростью
v n вдоль волокон. Однако при проходе точки Ъ ч ур ак в точке а
не упирается в плоскость д иска, а продо л ж ает скользить по его
поверхности. Л езви е нож а производит рез в плоскости, повер­
нутой относительно окруж ной скорости v Q на угол у^ Поворот
плоскости резани я вы зы вает увеличение острого у гл а среза
щепы на величину у г. С корректировать величину этого угла
можно уменьшением угла встречи лесо м атери ал а с диском со­
ответствующим увеличением накл он а патрона а х на величину
у г. И з п ар ал л ел о г р ам м а скоростей по теореме синусов получим
уравнение
я0
(4)
sin 7 ;
sin (я/2 + а* — yi)
sin (п/2 — а*)
Отсюда определяем
в процессе резания
скорость
(м/с)
затягиван и я
Un = Uo------p i L .
cos (ах — 7 ,)
древесины
(5>
Скорость подачи древесины к рубительной машине лесотранспортером не д о л ж н а быть выше скорости затягиван и я, иначелесом атериал будет отброшен от диска. Л езв и я реж ущ их но­
жей будут срезать элементы щепы 6 различной длины под не­
определенным углом. Срыв процесса резани я из-за большей,
чем необходимо, скорости подачи мож ет иногда наблю даться
в м аш инах с наклонным патроном. Здесь скорость движ ения
лесо м атери ал а не контролируется и мож ет превысить скорость
затягивания.
123-
Большое влияние на процесс затягиван и я л есо м атери ал а
в рубительной машине оказы в ает задний угол у ^ который н а ­
зы в а ю т еще углом затягиван и я [5]. Величина этого угла д о л ж н а
быть подобрана такой, чтобы обеспечить постоянство скорости
зат я г и в ан и я v„. Только при постоянном значении v n можно
■обеспечить равномерный процесс резани я и получение ровной
щепы. С учетом того, что о к р у ж н а я скорость н ож а v 0 (м/с)
-определяется угловой скоростью диска со и радиусом резания
Ri, получим
vo = a R i = n n R l/30,
( 6)
где п —-частота вращ ения ножевого диска, мин-1.
К аж дой точке на лезвии ножа соответствует свой радиус
резания, поэтому величина Ri непостоянна. Скорость за т я г и в а ­
ния после подстановки значения v 0 составит
Vn = R i ^
.
----- М
----- .
(7)
cos (а х — Ус)
30
Отсюда видим, что постоянную скорость затягиван и я можно
-осуществить только при переменной величине у гл а у*. К аж дой
точке на лезвии нож а с радиусом R { долж ен соответствовать
■определенный угол у,- С увеличением радиуса резания зн ач е­
ние угла затягиван и я д о лж н о уменьшаться. Это условие вы ­
полняется в рубительных маш инах с геликоидальным диском.
Н ожи, а т а к ж е накл ад ки в секторе м еж д у нож ам и здесь
■скручивают так, чтобы угол затягиван и я уменьш ался к пери­
ферии диска. Величина угла затягиван и я зависит и от з а д а н ­
ных разм еров щепы. Д л и н а щепы (мм) в маш инах с геликои­
дальны м диском определяется шагом V (в мм), с которым ножи
входят в древесину, углом наклона патрона и углом за т я г и ­
в ания (рис. 31, а)
/щ =
-
—.
(8)
cos ( а х — Vi)
Н а р я д у с равномерной подачей древесины с постоянной ск о ­
ростью в а ж н а и непрерывность процесса резания. Условие не­
прерывности соблю дается в том случае, если ножи входят
в древесину последовательно один з а другим с шагом ¥. При
этом расстояние между лезвиями ножей bd долж но быть строго
определенным. З а некоторый п ромеж уток времени б ножи бу­
д у т перем ещ аться по дуге с окруж ностью Ri со скоростью v 0.
Точка Ъ на лезвии н ож а переместится в точку d, а лесом ате­
риал из точки b переместится в точку с. Д л и н а пути по дуге
b d составит:
bd = 2 n R tlz,
(9)
где z — число ножей.
Время, за которое будет пройдено это расстояние,
6=
124
£>о
v0z
.
(10)
З а это ж е время лесом атериал со скоростью у„ переместится
на расстояние Ьс, равное длине щепы. Отсюда
б = /щ/и,п.
После преобразования
длины щепы:
получим
/,«
^
(11)
в ы раж ение
- - Ri
■
для
расчетной
(12)
Z
Vo
О тсю да видим, что соотношение скоростей vnj v 0 является в а ж ­
ным фактором, определяю щ им длину щепы. С уменьшением
скорости затягиван и я лесом атери ал продвинется с опозданием
в точку а (рис. 31, б), тогда лезвие ножа начнет рез несколько
раньше. При этом длина частиц Ьс уменьшится. Если скорость
v n велика, лесом атериал подойдет к плоскости диска раньше
и нож начнет рез с некоторым опозданием. Д л и н а частиц при
этом увеличится. Чтобы длина щепы оставал ась постоянной,
соотношение скоростей v n и v 0 до лж но быть таким, чтобы л есо­
м атериал и нож приходили в заданную точку а одновременно.
Если отношение скоростей v„/v0 в формуле (12) заменить три ­
гонометрическими величинами из уравнения (5), то длина
щепы составит
2яRi
,
•in
z
•
sin Vi
cos (a* — Vi)
■
лоч
Таким образом, длина щепы в маш инах с геликоидальным
диском определяется рядом параметров, связанны х м еж д у со­
бой строгим соотношением. Среди этих параметров, помимо от­
ношения скоростей vn/ v 0, н аиболее важ н ое значение имеет угол
затя ги в ан и я у г. И з A bed на рис. 31, б можно вывести:
г
/|м COS (Хх
ус — a r c tg ---------- —------- -----------R i sin я /z — 1Щ sin a x
1
1
»\
(14)
В вы раж ении (13) длина щепы, число ножей и угол н а­
клона патрона — величины постоянные, поэтому значение угла
затягиван и я определяется только радиусом резания. Отсюда
понятна необходимость переменного значения у г. для каждой
точки на лезвии радиуса резания R i . Видим так ж е, что угол у г
долж ен постепенно уменьшаться по длине радиально располо­
женного нож а от периферии к центру диска. Это условие вы ­
полняется в рубительных м аш и нах с геликоидальным диском.
Если величина угла затягиван и я
при радиусе резания R i
будет больше требуемого значения, то длина отрезаемой щепы
возрастет. Оптимальной длине щепы 25 мм на заданном р а ­
диусе резания соответствует угол 3,2° [5, 6]. Если этот угол
уменьшить до 1,4°, длина получаемой щепы снизится до 14 мм.
Толщина щепы в отличие от длины зависит не только от
кинематических п арам етров дисковых рубительных машин, но
125
и от физико-механических свойств древесины. Изменчивость по­
казател ей этих свойств столь широка, что получить щепу с т а ­
бильной толщины практически новозможно. О днако изменением
некоторых параметров рубительных машин толщину щепы все
ж е удается смещать в ж елаем ую сторону.
Процесс резания в рубительной машине сопровождается об ­
разованием в древесине сложного комплекса нап ряж ени й и д е ­
формаций. Клиновидный резец (рис. 32) внедряется в древе-
1’нс. 32. Схема образования элемептоп щепы в рубительной машине
сину в направлении вектора скорости резания с силой Р р, ко­
то рая разл а га ется на нормальную сгн и касательную сгт состав­
ляющие. По мере внедрения н о ж а в древесину, на его передней
грани н аблю дается постепенный рост напряжений. Эти н а п р я ­
жения численно равны произведению модуля упругости д р е в е ­
сины вдоль волокон и относительной деф орм ации осевого с ж а ­
тия щепы клином. К огда эти н ап р яж ен и я превысят предел
прочности древесины на скалы вание вдоль волокон, произой­
дет отделение частицы по плоскости сдвига Ьс. С кал ы в ан и е
элемента щепы происходит под действием касательны х н а п р я ­
жений сгх.
Н орм альн ы е н ап ряж ен и я (Тн вы зы ваю т сж атие и смятие д р е ­
весины поперек волокон. Если бы древесина бы ла идеально
упругим телом, щепа имела бы в сечении правильную форму
п ар ал л ел о гр ам м а abed. В реальной щепе верхняя сторона п а ­
р а л л ел о г р ам м а всегда короче и р ав н а a'd, т а к ка к древесина
на торцовом срезе см ята по плоскости а'Ь. С мятие торцового
среза щепы объяснялось обычно осевым сж атием древесины
передней гранью клина [37]. Но прочность древесины на с ж а ­
тие вдоль волокон примерно в 5 р аз превыш ает прочность на
ск ал ы ван и е [47], поэтому нап ряж ени я, вызы ваю щ ие с к а л ы в а ­
12В
ние щепы, не могут вызвать какого-либо смятия древесины при
ее осевом сжатии. Н абл ю д аем ое на торцовом срезе щепы с м я ­
тие древесины вызы вается иными причинами. П од воздействием
силы Р р происходит не только перерезание волокон древесины,
но и ее сж ати е лезвием ножа поперек волокон. Усилие, необхо­
димое д л я перерезания волокон, в несколько раз превыш ает
усилие, при котором происходит смятие древесины при сжатии
поперек волокон. Поэтому составл яю щ ая Оц вы зы вает смятие
древесины раньше, чем происходит перерезание волокон. В этом
случае передняя грань ножа подвергает сж атию у ж е смятые
волокна древесины. При перемещении н о ж а смятые волокна
дополнительно подвергаются изгибу из-за трения передней
грани о поверхность древесины. С ж ати е и изгиб смятых воло­
кон вы зы ваю т образование на торцовом срезе видимых д еф ек ­
т о в — ворсистости или трещин глубиной 1— 2 мм, если нож не­
достаточно острый. Д ви ж ени е частиц после отруба показано
на рис. 31, б.
С увеличением скорости резания сила Р р будет возрастать,
что вызовет одновременно и рост составляю щей сгт . Поэтому
отделение частиц станет происходить при более коротком пере­
мещении ножа в древесине, т. е. толщ ина щепы будет умень­
ш аться пропорционально возросшей скорости резания. Экспе­
риментально доказано, что лю бое увеличение скорости резания
приводит к увеличению в щепе относительного количества спи­
чек, мелкой фракции и опилок. П оэтому не рекомендуется
работать при скоростях резания более 20— 25 м/с, хотя это и
сн и ж ает производительность машин. Увеличение скорости ре­
зан и я ещ е более ухудш ает качество щепы при резании мерзлой
древесины. Бы ло установлено [6], что при резании мерзлы х б а ­
лансов со скоростью ир = 9,7 м/с мелкая ф ракци я в щепе со­
с та вл я ет 8,9 %, опилки 3,8 %• С увеличением скорости резания
до 36,4 м/с д оля мелкой ф ракции в озрастает до 24 %, а опилок
до 16,6 %. Д л я объяснения этого ф ак та снова обратимся
к свойствам древесины. При понижении температуры прочность
вл аж н о й древесины заметно возр астает б ла го д а р я о б р а зо в а ­
нию льда. Т ак по данным В. Н. Курицына, при — 30 °С проч­
ность на сж ати е вдоль волокон древесины влаж н остью 70 %
увеличивается в 2,43 раза, на ск алы ван и е в 2,16, на сж ати е по­
перек волокон в 3,5 раза. П ри резании мерзлой древесины н а ­
пряж ени я сж ати я в точке b (рис. 32) значительно возрастут
из-за увеличения упругости. Одновременно в о зрастает и состав­
л я ю щ а я сгт, которая вызовет отделение щепы при значительно
меньшей толщине элемента. Тонкая щ епа из мерзлой д рев е­
сины р азби вается о выступаю щие поверхности в рубительной
машине и дополнительно распадается на узкие частицы —
спички.
Отметим так ж е, что смятие волокон у мерзлой древесины
долж но происходить меньше, б л а го д а р я значительному в о зр а с ­
танию прочности на сж ати е поперек волокон.
127
Существует д ва пути улучшения качества щепы при р е з а ­
нии мерзлой древесины. Один путь — снизить скорость резани я
уменьшением частоты в ращ ения ножевого диска, другой — из­
менить угол X (рис. 32, а). Этот угол, который является д о п о л ­
нением до 90° суммы углов встречи е, угла затягиван и я у г и
угла заточки |3j, контролирует толщ ину щепы. Установлено
так ж е, что с увеличением угла X уменьшается количество как
спичек, так и мелкой нестандартной ф ракции щепы. Н а прак-
Рис. 33. Схема установки компенсирующих клиньев при изменении угла
заточки ножей в машинах с геликоидальным диском
тике различные значения угла К могут быть получены измене­
нием угла заточки рг. С ледует помнить, однако, что лю бые и з­
менения у гла заточки ножей в маш инах с геликоидальны м дис­
ком могут н аруш ать кинематику процесса резания. П оэтому
при изменении угла заточки на некоторый угол if) меж ду н а ­
кладкой д иска и ножом следует у станавли вать компенсирую­
щие клинья с соответствующим углом г|з (рис. 33). При ум ень­
шении угла заточки острие клина долж но быть направлено
к центру диска (рис. 33, б), при увеличении — к периферии
диска (рис. 33, а ) . Известен и другой способ уменьшения угла
заточки — снятие на передней грани н ож а короткой фаски ш и­
риной не более 1,5 мм под углом около 20° (рис. 33, в).
Хотя с уменьшением у гл а заточки ножей и удается ул у ч ­
шить качество щепы, однако такие ножи быстрее подвержены
затуплению, особенно при резании мерзлой древесины. При ту ­
пых нож ах ухудш ается подача древесины, срез щепы получ а­
ется более грубым, шероховатым, появляется большое кол и ­
чество мелкой фракции, возрастает расход электроэнергии. И с ­
пользованием высококачественных инструментальных сталей
мож но добиться уменьшения углов заточки и более д о лго в ре­
менной работы ножей.
Помимо рассмотренных факторов на качество щепы о к а з ы ­
ваю т влияние величина за зо р а At м еж д у лезвиями ножей и
128
кромками комтрножей (см. рис. 31), а т а к ж е состояние р аб о ­
чих кромок конгрножей и подножевых пластин 5. Величина з а ­
зора At д о л ж н а быть минимально возможной и строго отрегу­
лирована в пределах 0,5— 0,8 мм. При увеличении з а з о р а ухуд­
шается качество торцовых срезов частиц, появляется большое
количество спичек н мелкой фракции. Р абочие кромки контр­
ножей д олж ны подвергаться своевременной заточке. П ри экс­
плуатации машин они постепенно затупляю тся, что приводит
к снижению выхода кондиционной щепы. Р ад иус закругления
рабочей кромки контрножа при износе д о лж ен быть не более
2 мм. Качество щепы в немалой степени зависит от своевремен­
ного и тщ ательного технического обслуж ивания рубительной
машины в соответствии с требованиями завода-изготовителя.
Производительность дисковых рубительных машин можно
определить исходя из скорости подачи v n лесом атер и ал а в про­
цессе измельчения, которая определяется уравнениями (5, 7).
Продолж ительность измельчения т (с) одного бревна длиной
/о составит
т
_ h ______ /бЗО
vn
nnRi
cos (а х — у,)_______ /б60
sin Yf
1щпг
где /с — длина бревна, мм; /щ — длина щепы, мм; п — частота
вращения диска, мин-1.
Сменную производительность можно определить по числу из­
мельченных лесом атериалов TCMjr, средний объем которых со­
ставляет F cpls:
п1СМ - Ь Ь
1
Тсм
X
F ср Lb6i
1
где k M— коэффициент использования машинного времени, для
м алоножевы х рубительных машин k M= 0,7-±-1,0; д ля многоно­
ж евы х машин &м = 0,3-^0,6; д л я многоножевых ( z = 12-ь 16) ге­
ликоидальных быстроходных (« = 700—900 мин-1) машин &„ =
= 0,1— 0,3 [6]; k p — коэффициент использования рабочего в р е­
мени; £р= 0,7 ч-0,8 [20].
После п реобразован ия с учетом размерности величин получим:
П см
0,06 7смЯг/щ^ср^м^р»
где Тем — продолжительность смены, ч; п — в мин-1; /щ — в мм;
F ср — в м2.
Д л я определения площ ади сечения F ср подсчитывают сред­
ний диаметр лесоматериалов. П ри измельчении некруглого сы­
рья за Fср принимают среднее значение сечения колотого чурака или пучка реек. Н а и б о л ьш ая производительность руби­
тельной машины теоретически возмож на, если за F cp принять
проходное сечение патрона. Хотя практически т а к а я произво­
дительность недостижима, следует стремиться к наиболее пол­
ной загр узке сечения патрона, что особенно в аж н о при измель­
чении тонкомерного сырья.
5
Заказ №
1314
129
При расчете мощности привода рубительных машин сущ ест­
вует различный подход [5, 6, 15]. С ум м арная мощность привод­
ного электродвигателя (кВт) склады вается из мощности, з а ­
трачиваемой на резание древесины N p, выброс щепы N B и хо­
лостой ход N x '.
N rb - N
p+
N b+
n
x.
Дополнительные затр аты энергии на выброс щепы треб у ­
ются только при верхнем выбросе. -При этом мощность холо­
стого хода несколько возрастает из-за потерь на создание в оз­
душного потока. Имеется несколько вы ражений по определе­
нию мощности электродвигателя. Удовлетворительные резуль­
таты получаются из следующего выражения:
N*
(15)
Vl
а1кв
где ki — коэффициент, учитывающий неравномерность длины
щепы, равный для м алонож евы х машин 0,80— 0,85, для много­
ножевых 0,93— 1,0; k„ — коэффициент кратковременной пере­
грузки двигателя, равный 2,2— 2,8; г|.— К П Д машины; dmax,
d 3KB — соответственно максимальный и эквивалентный диаметр
измельчаемых бревен.
Если в измельчаемом сырье относительная доля л есо м ате­
риалов диаметром d\ составляет q it диаметром d 2— Цч и т. д., то
4 к в = V<7id i +?2^2 +
. . . + q4i ■
Мощность (кВ т), потребная на резание древесины в рубительной машине, можно определить по формуле
N — Е рП расч,
где Е р — полезный удельный расход энергии на рубку д р ев е­
сины в щепу, к В т -ч /п л . м3; /7раСч — расчетная производитель­
ность машин, пл. м3/ч.
Величина Е р д л я ели, пихты и осины составляет 1,5—
2,1 к В т -ч /п л . м3; д л я сосны и лиственницы 2,1— 2,4; д л я бе­
резы 2,6— 3,3 [15]. Р асч етн ая производительность машин (м3/ч)
определяется из в ы раж ен и я
^ р а с ч ==
0,06nzlwkMmi3Kj4 .
Стационарные дисковые рубительные машины, используе­
мые на нижних ск ладах лесозаготовительных предприятий, о т­
личаю тся производительностью, направлением подачи сырья и
н аправлением выброса щепы.
Отечественные дисковые машины, изготовляемые с н акл о н ­
ным загрузочным патроном, имеют обозначение М Р Н , с гори­
зонтальной подачей — М Р Г. При правом расположении патрона
в индекс машин д о бавл яется буква П, например М Р Н П . О т ­
сутствие этой буквы указы в ает на левое исполнение машины,
130
п,'Iпример M P II. Ц иф ра в индексе обозначает паспортную часо­
вую производительность машины (в пл. м3). Б укв а Н, стоящ ая
в индексе после цифры, указы вает на нижний выброс щепы.
При верхнем выбросе, щепы эта буква отсутствует. Больш и н ­
ство выпускаемых машин изготовляется с геликоидальной по­
верхностью диска.
Н аибольш ее распространение на лесозаготовительных п ред­
приятиях получили рубительные дисковые машины М Р Н П -1 0
и М РН П -30. Они имеют наклонно расположенный загрузочный
патрон и изготовляются в правом исполнении. М аш ины полно­
стью унифицированы по конструкции, которая п о казана на
рис. 29. Р азли чи е производительности машин достигнуто и зм е­
нением скорости вращ ения диска и мощности привода. Р у б и ­
тельные машины имеют верхний выброс щепы и поставляются
в комплекте с циклоном Ц-30. В лесоперерабаты ваю щ их цехах
в ряде случаев удобнее использовать машины М РНП-ЗОН
с нижним выбросом, которые меньше п овреж даю т щепу. В кон­
струкции этих машин нет необходимости устанавли вать л о п а ­
сти на ободе диска и отсутствует циклоп. Загрузочный патрон
имеет снарной корпус, который своим основанием опирается на
р ам у мпшимы. Ж е л о б патрона выложен тремя износными л ис­
тами. Д не боковые и н иж няя стенки патрона, примыкающие
к диску, имеют гнезда д ля установки сменных контрножей.
Угол наклона патрона к горизонтальной плоскости а х = 52°,
патрон развернут в горизонтальной плоскости под углом а у =
= 18° к оси ножевого диска. Кроме того, патрон повернут отно­
сительно оси навстречу вращ ению диска на угол a z= 15°. Д л я
технического обслуживания, осмотров и смены ножей, один из
секторов кож уха делается откидным, на шарнире.
В процессе работы дисковые рубительные машины я в л я ­
ются источником интенсивного шума на рабочих местах. П р о ­
ведена модернизация серийных машин, которая позволила сни­
зить уровень шума на 6— 10 дБ. Кожух, о гр аж даю щ ий диск
новых машин, выполнен литым и покрыт внутри износостой­
кими листами. Пространство между листами и кожухом за п о л ­
нено звукопоглощ аю щ им материалом. М одернизированные м а ­
шины имеют обозначение М РНП -10-1, М РНП -30-1 и т. д. В них
отсутствуют выносные опорные площ адки под корпус подшип­
ников, опорой д л я которых стали служить передняя и зад н яя
стенки кожуха.
Новые рубительные машины, предназначенные д ля в ы р а ­
ботки щепы на лесозаготовительных предприятиях, р а з р а б а т ы ­
вают с учетом особенностей сырья. Во избеж ание трудоемкой
подготовительной операции по раскалы вани ю чураков увеличи­
вают проходное сечение патрона. Так, машина М РНП -40-1,
п редназначенная д ля комплектации установок У П Щ -6 Б и JIT-8,
имеет патрон V -образной формы с углом разво рота стенок
118°. Д и ам етр вписываемой в его поперечное сечение о к ру ж н о­
сти составляет 440 мм. Это позволяет п ер ерабаты вать без р а с ­
5*
131
калы ван и я лесом атериалы диаметром в 2 раза большим, чем
в маш инах типа М Р Н П -30. Поэтому сырье диаметром до
84 см р ас кал ы ва ю т лишь за один проход. Производительность
труда на подготовке сырья для измельчения в такой машине
возрастает в 1,5— 2 раза. Другой путь, устраняющий п ред вар и ­
тельное раскалы вани е крупномерных лесоматериалов, — из­
мельчение сырья в многорезцовых дисковых машинах. В ка ч е­
стве реж ущ их элементов в них используют резцы с коротким
лезвием. Б л агод ар я этому слой древесины срезается не одно­
временно по всему сечению лесом атериала, а отдельными ч ас­
тями одинаковой ширины. Многорезцовый диск позволяет сни­
зить динамику процесса резания, уменьшить мощность привода
и улучшить качество щепы за счет уменьшения доли крупной
фракции, так как разм ер щепы по ширине регламентирован.
Р а зр а б о т а н а конструкция многорезцовой рубительной машины
МРГМ-01 с горизонтальной подачей лесом атериалов и нижним
выбросом щепы. Она мож ет перерабаты вать крупномерное д р е ­
весное сырье диаметром до 80 см и длиной до 24 м.
Р уби тельн ая машина с горизонтальной подачей М Р Г-20Н
приспособлена д ля измельчения отходов лесопиления, но мож ет
быть использована д ля переработки колотых и круглых л есо ­
материалов диаметром не более 20 см. Н ожевой диск машины
имеет определенный зап ас кинетической энергии, который о г р а ­
ничивает при горизонтальной подаче длину п ерерабатываемого
сырья. Чем больше сечение измельчаемых лесоматериалов, тем
меньше д о л ж н а быть их длина. Так, при диаметре лесом ате­
риалов 20 см предельная длина у станавливается не более 2,2 м.
Д л и н а сырья может быть увеличена при соответствующем
уменьшении диаметра.
Загрузочный патрон машины расположен горизонтально,
под углом 38° к плоскости ножевого диска. М аш ина вы п уска­
ется в правом и левом исполнении. Отличительная особенность
загрузочного патрона — переменное проходное сечение, которое
на подходе к диску имеет специальную сферическую форму.
Б л а г о д а р я этому при перемещении к диску рейки собираются
в пучок, а горбыль разворачивается по ширине и располагается
в патроне по диагонали. Таким образом, при сравнительно не­
большой длине реж ущ их ножей и узком основании проходного
сечения патрона удается п ерерабаты вать горбыли шириной до
400 мм и толщиной до 50 мм. Внутри загрузочного патрона
располагается коробка с нижней п боковой износными п ласти ­
нами, к которым крепятся съемные контрножи. Боковая п л а с ­
тина образует с нижней острый угол 45°.
К ак п оказали исследования [6], щ епа в рубительных м а ш и ­
нах после отруба дви ж ется вдоль подножевой щели и по н а ­
правлению подачи лесоматериалов. Скорость дви ж ени я частиц
из зоны резания колеблется от 25 до 120 м/с. Удар щепы
о стенку кож уха машины при такой высокой скорости в ы зы ­
вает расслоение щепы, в результате чего возрастает количество
132
п ш ч е к и доля мелкой фракции. Поэтому конструктивные усопс'ршенствования, направленны е на снижение скорости выброса
щепы и смягчения ее ударов, имеют важ н о е значение. У совер­
шенствованная модель машины МРГ-20Б-1 р а зр а б о та н а с без­
ударным выбросом щепы. Это позволило на 5— 6 % увеличить
выход частиц кондиционной фракции.
Д и с ко в ая рубительная м аш ина с горизонтальной подачей
М РГ-40 имеет широкую область применения. Она пригодна не
только д ля переработки крупномерных отходов лесопиления и
шпалопиления шириной до 500 мм и длиной до 8 м, но и д р е­
весного долготья, дров и отходов лесозаготовок. В машине ус­
тановлено два загрузочных патрона — основной и дополнитель­
ный. Основной патрон расположен горизонтально на передней
части рамы под углом 41° к плоскости диска. В основании п ат­
рона смонтированы д ва контрножа: боковой крепится на с т а л ь ­
ном вкладыш е, нижний — на подвижном основании, который
может перем ещ аться шпонкой д л я регулирования з а зо р а с л е з ­
виями ножей.
Дополнительный патрон установлен наклонно над основным
патроном и предназначен д ля повторного измельчения крупной
фракции щепы. Он может быть использован д ля переработки
горбыля, реек и других мелких отходов лесо п ер ераб аты ваю ­
щих производств. Патрон имеет два контрножа, которые кр е­
пятся у основания подвижных стенок патрона. Перемещением
стенок достигается изменение рабочего з а зо р а меж ду лезвиями
ножей и контрножей. Все контрножи делаю тся съемными, с по­
очередно работаю щ им и кромками. Б л а г о д а р я горизонтальной
подаче сырья маш ину М РГ-40 можно устанавли вать в техно­
логических потоках на уровне действующих лесотранспортеров.
В зависимости от интенсивности загрузки машины сырьем, его
размеров и породы древесины мощность приводного э л ектро ­
двигателя может составлять 125— 250 кВт.
М аш ины М РГ-40 выпускаю т с нижним и верхним выбросом
щепы, который обеспечивается лопастями, установленными на
приводной стороне диска. Ч тобы уменьшить механические по­
вреждения щепы, лопасти расположены в плоскости, я в л я ю ­
щейся продолжением поверхности подножевой щели. В ком п­
лекте машины с верхним выбросом рекомендуется использовать
циклон № 3 Гипродрева.
Передвижные рубительные машины в нашей стране не
имеют столь разнообразного парка, как стационарные. Одной
из первых была разр а б о та н а самоходная установка «Карпаты»
производительностью 3 м3/ч. П ервоначально ее выпускали на
базе трак то ра ТДТ-40. Н акопленны й опыт позволил усовершен­
ствовать конструкцию этой машины у ж е на базе трелевочного
трактора ТДТ-55. Р еж ущ и м органом машины М Р Г С -5 я в л я ­
ется плоский диск диаметром 1000 мм с четырьмя радиальны ми
ножами. Патрон сечением 2 5 0X 220 мм имеет горизонтальное
расположение. П од ач а лесом атериалов диаметром до 160 мм
133
предусмотрена вручную. О тличительная особенность рубительной машины — наличие второго горизонтального загрузочного
патрона д ля подвода сучьев, которые измельчаются четырьмя
ножами, расположенны ми на ободе диска. Д л я подачи сучьев
имеется ленточный транспортер и вальцовый механизм. П р о и з­
водительность машины 5— 8 м3/ч.
Серийно выпускаю т более совершенные самоходные руби­
тельные установки ЛО-63А и Л О -63Б, предназначенные д ля
измельчения в щепу топкомерных деревьев и лесосечных отхо­
дов. Конструкция самоходной рубительной установки ЛО-63А
р азра б ота н а на базе трелевочного трактора ТБ-1 с гидром ани­
пулятором. Р еж ущ ий орган представляет собой плоский диск
диаметром 1270 мм с тремя радиальны ми ножами. Мощность
привода 61 кВт. Ч а со в ая производительность до 10,6 м3. Гори­
зонтально
расположенный загрузочный патрон разм ерам и
420X 220 мм имеет механизм для принудительной подачи сы ­
рья, состоящий из горизонтальных вальцов. Выброс щепы в м а ­
шине верхний — непосредственно в щеповоз через выпускную
трубу. П од ач а сырья из зап ас а производится манипулятором
с максимальным вылетом зах в ата 5 м.
Самоходная рубительная установка Л О -63Б р азр а б о та н а на
б азе трелевочного трак то ра ЛП-18А. Конструкция у становлен­
ной на ней рубительной машины идентична Л О -63Б. Мощность
привода составляет 81 кВт, б лагодаря чему производительность
возросла до 15 м3/ч.
Подача сырья из зап аса производится манипулятором с вы ­
летом за х в а т а до 5 м.
Общим недостатком передвижных рубительных установок
на базе тракторов является недостаточная мобильность. При
проведении лесосечных работ небольшими площ адями и ру б ­
ках ухода возникает необходимость частой перебазировки м а ­
шины, д ля чего требуется тяж елы й автомобильный прицеп —
трейлер. П ер еб ази ровка машины своим ходом отнимает зн ач и ­
тельное время. Поэтому передвижные рубительные машины ц е­
лесообразнее выпускать на базе автомобилей повышенной про­
ходимости либо прицепными на одно- или двухосных прицепах.
Прицепную рубительную установку УРП-1 производитель­
ностью 15 м3/ч монтируют на одноосном прицепе. Привод м ощ ­
ностью 121 кВт от колесного трактора Т -15 0 К - Н а подаче сы ­
рья из зап ас а используют манипулятор с вылетом з а х в а т а 7 м.
Р еж ущ им органом является двухножевой плоский диск д и а ­
метром 1000 мм, расположенный наклонно — под углом 48°
к горизонтальному направлению подачи. Загрузочный патрон
снабж ен вальцовы м механизмом д л я принудительной подачи
сырья, наибольший диаметр которого достигает 30 см. О б сл у ­
ж ивает установку один оператор.
Процесс создания передвижных и прицепных рубительных
машин, формирование их ти п а ж а находятся ещ е в начальной
стадии, поэтому полезно сформулировать требования, которым
они долж ны удовлетворять. Производительность мобильных
машин д о л ж н а быть определена не только на основании о б ъ ­
емов лесосечных отходов или древесины от рубок ухода, но и
с учетом интенсивности их образован ия на предприятии. П р и ­
нудительная подача сырья в машинах д олж н а осуществляться
поштучно или пачками с помощью манипуляторов. Проходные
сечения патронов долж ны учитывать крайне неоднородный р а з ­
мерный состав древесного сырья, среди которого одновременно
могут находиться сучья, тонкомерные деревья и обломки круп­
ных стволов. Следует предусматривать быструю переналадку
машин на выпуск щепы различной длины.
5.2. Б А РА БА Н Н Ы Е Р У Б И Т Е Л Ь Н Ы Е М АШ И Н Ы
Устройство барабанных рубительных машин, которые ш и­
роко применяют д ля выработки щепы, струж ки и дробленки
из различных отходов, показано на рис. 34. Рабочим органом
таких машин является вращ аю щ и йся ротор в виде полого н о­
женого б ар аб ан а (рис. 34, а). Па его поверхности по об разу ю ­
щей, параллельном продольной оси, закреплены ножи 1. И з ­
мельчаемая дренесипа подается через загрузочный патрон 4,
в основании которого закреплены контрножи 3. При вращении
б ар аб ан а лезвия ножей, выступающих над ним, отрезаю т слой
древесины, который распадается на отдельные частицы. Д а л е е
щепа сквозь подпожевые щели 2 поступает внутрь б ар аб ан а,
откуда через открытый торец удаляется вентилятором.
Д р у г а я конструкция барабанной рубительной машины д ан а
на рис. 34, б (здесь 3 — патрон, 4 — контрнож и). В качестве
рабочего органа здесь служ ит цельный массивный ротор / ,п о д
ножами 2 которого имеются пазухи 5, где собирается щ епа при
отрезании одного слоя древесины. С подходом к выгрузочному
патрубку 6 щ епа вы брасы вается в него под действием центро­
бежных сил. В таких маш инах применяют иногда ситовые
вкладыш и, которые устанавливаю т в нижней половине б а р а ­
бана д ля перекрытия сечения выходного патрубка. Ситовые
вкладыш и позволяю т дополнительно измельчать крупные ч ас­
тицы.
К лассификация б араб ан н ы х рубительных машин осущ ест­
вляется по конструктивным признакам (рис. 35). По типу р а ­
бочего органа р азличаю т машины с п о л ы м (а, в ) или ц е л ь ­
н ы м (б) бараб ан ом цилиндрической (г) или конической (д, е)
формы. Н ож и могут располагаться по образую щ ей б ар аб ан а
лезвиями, обращенными к наружной (з) или внутренней (ж)
поверхности. Соответственно расположению ножей осущ ествля­
ется внешний или внутренний подвод сырья. Л езви я ножей мо­
гут быть сплошными или прерывистыми — в виде гребенки.
Б ар а б а н н ы е рубительные машины изготавливаю т с грав и ­
тационной (и, к) или принудительной (л) подачей. З а гр у з о ч ­
ный патрон машин с принудительной подачей снабжен в а л ь ­
135
цами или системой горизонтальных и вертикальных вальцов,
которые позволяют концентрировать подачу измельчаемого
древесного сырья. Такие машины имеют преимущество при пе­
реработке тонкомерных стволов, сучьев и реек. Загрузочный
патрон может быть расположен горизонтально (м, л ) , верти ­
кально (з , н) или наклонно (и, о) под углом а х к гори зонталь­
ной плоскости. П атрон мож ет быть т а к ж е развернут в горизон­
тальной плоскости под углом ay к обечайке б ар аб ан а.
Рис. 34. Барабанные
а—с
полым ротором;
рубительные машины:
б— с
цельным ротором
В процессе резания в б арабанны х рубительных маш инах
продольная ось лесом атериалов мож ет быть п ар ал л ел ь н а (н)
или перпендикулярна (м ) продольной оси б ар аб ан а. В первом
случае осуществляется продольно-поперечное резание, во вто­
р о м — торцово-поперечное. Б ар а б а н н ы е рубительные машины,
ка к и дисковые, могут быть стационарными и передвижными.
Особенности процесса резания древесины в б араб ан н ы х р у ­
бительных маш инах рассмотрим д л я случая торцово-попереч­
ного резания (рис. 36). Н ож и машины 1, выступающие над
поверхностью б ар аб ан а 2 на величину h по радиусу R, в р а щ а ­
ются с постоянной угловой скоростью о. И зм ельч аем ая д р е ­
весина подается под углом а х к горизонтальной плоскости, про­
ходящей через центр вращ ения О и точку встречи нож а с д р е­
весиной а. П редполож им , что в процессе резания лесом атериал,
который опирается на контрнож 3, имеет скорость подачи v n =
= 0. Тогда нож будет перемещаться в древесине по дуге ab,
образованной лезвием н о ж а с радиусом вращ ения R. П р е ж д е
чем следующий нож подойдет к древесине, переместим ч урак па
величину аа', тогда торцовый срез ab займет положение а'Ь'.
П ри входе ножа в древесину длина отделяемой по н а п р ав л е­
нию волокон щепы составит /щ = й/c o s a x. В процессе д ал ьн ей ­
шего кругового перемещения ножа угол его встречи с древеси ­
136
ной е будет постепенно уменьшаться на величину сot. А угол
схода щепы, который вначале был равным а х, напротив, будет
постепенно увеличиваться на величину Ы. П ол уч аем ая в б а ­
рабанной рубительной м аш ине щепа, переменная д ли н а кото-
и)
-S s:—
ГЧ
/ч
/ 1
1
1
&
—
v„~
1 Vn< ^ \
V л /
1\ / Л гл >
Рис. 35. Классификация барабанных рубительных машин
рой составит 1Щ— /г/cos (ах
имеет переменный угол среза и
неоднородна по разм ерам . С поворотом нож а на угол ср угол
встречи в точке b станет равным е— ср, а угол схода щепы в о з­
растет до величины а х + ср. Поэтому наименьш ая длина щепы
137
будет получаться на входе нож а в древесину, а наи бо л ьш ая —
на выходе. В реальных условиях в барабанной рубительной
машине осущ ествляется непреры вная принудительная подача
сырья с определенной линейной скоростью и„. При этом к а ж ­
дому окружному перемещению нож а в древесине соответствует
определенное линейное перем е­
щение чурака. Через время t от
н ачала отсчета положение точки
лезвия ножа определяют у р а в ­
нениями
в
параметрической
форме: xv„t; y = Rsina>t.
Щ епу с постоянной длиной /щ
и углом среза можно получить
в барабанной рубительной м а ­
шине только с принудительной
подачей
сырья, происходящей
синхронно
с вращением ротора.
Рис. 36. Схема процесса измель­
Скорость подачи ип д о л ж н а быть
чения древесины в барабанной ру­
бительной машине
подобрана таким образом, чтобы
чурак переместился из точки а
в точку а ' на длину щепы /1Ц за время t = luJ v n. З а этот ж е про­
межуток времени нож долж ен переместиться из точки а
в точку /; со скоростью v p. При этом t = a b / v p. Если будет со­
блю даться условие h,Jvn = a b / v р, то угол встречи е останется
постоянным в процессе резания. Траекторией движения ножа
в древесине будет в этом
случае не дуга, а п рям ая
линия ас, которая через
время t займет положение
а'Ь. Очевидно, что о тр е з а е ­
мый слой древесины будет
иметь в сечении п а р а л л е ­
лограмм аа'Ьс. Д л я с т а ­
бильного процесса резания
и получения однородной по
длнне щепы в барабанной
рубительной машине д о л ­
жны быть соблюдены оп ре­
деленные
кинематические
соотношения. При выходе
ножа из древесины в точке
b следующий нож долж ен
Рис. 37. Барабанная рубительная ма­
одновременно
подойти
шина ДУ-2А
в точку а. Если нож в точку
а придет с опозданием, то
длина отрезаемой щепы возрастет, а если раньше — умень­
шится.
Д л и н а дуги ab, равная расстоянию между ножами, опреде­
ляется числом ножей z и длиной окружности резания ab =
138
= 2 л R/z. Л и нейная скорость резания v p определяется окружной
скоростью о) = л/г/30 и радиусом резания
ир = соR = nnR/30,
где п — частота вращ ения б ар аб ан а, м и н "1.
Отсюда скорость (м/с) принудительной подачи древесины в б а ­
рабанной рубительной машине, если размерность /щ в мм, со­
ставит:
__
у
"
1и\гХ) Р
__
I щп г
2л Я 10я
60 10:>
Таким образом, важ нейш им кинематическим соотношением
для б араб ан н ы х рубительных машин, когда обеспечивается
прямолинейный рез, является у п/1щ = пг.
Д ругое важ н ое соотношение получим для скоростей резания
и подачи:
tip
Vn
nD
I
Напомним, что для получения качественной щепы скорость р е­
зания ие д о лж н а превышать 25 м/с. С учетом заданной опти­
мальной длины щепы тюлучим следующее ограничение для ск о ­
рости подачи:
— ,
где D — диаметр б ар аб ан а по окружности резания, мм.
Производительность б араб ан н ы х рубительных машин р ас­
считывают по тем ж е формулам, что и дисковых.
Конструкции барабанных рубительных машин разработаны
применительно к различным видам измельчаемого древесного
сырья. Д л я переработки сучьев предназначены рубительные
машины ДУ-2А и М РГС -7, которые работаю т в составе стаци о­
нарных сучкорезных машин. Д л я измельчения отходов р а с к р я ­
жевки р а зр а б о т а н а рубительная м аш ина М Р Б -0 4 (см. ее опи­
сание в гл. 7). Н а лесохимических предприятиях д л я измель­
чения
пневого осмола
используют рубительные
машины
УПЩ-13, М Р Б -02 и М РБ-03. Н есмотря на специализацию, б а ­
рабанные рубительные машины можно использовать для и з­
мельчения практически любого вида древесного сырья.
Н аиболее широкое распространение в лесной промы ш ленно­
сти получила б ар аб ан н ая рубительная м аш ина ДУ-2А (рис. 37)
производительностью 12 м3/ч. М еханизм резания машины со­
стоит из полого б ар аб ан а 1 диаметром 600 мм, который р а с ­
положен под углом 35° к направлению подачи древесного сы ­
рья. Н а обечайке б ар аб ан а, имеющего привод 55 кВт, з а к р е п ­
лены четыре ножа. Горизонтальная подача сырья со скоростью
0,8 м/с осущ ествляется механизмом, который состоит из си­
стемы вертикальных и горизонтальных приводных вальцов. Д в а
боковых 3 и три нижних в а л ь ц а 4 установлены в неподвижных
139
опорах н имеют один общий привод. Верхний горизонтальный
валец 2, б лагодаря шарнирной подвеске, может перемещаться
по высоте в зависимости от толщины перерабатываемого сы ­
рья. Сечение загрузочного патрона составляет 3 0 0 x 3 0 0 мм.
П о лучаем ая щепа через подножевые щели проходит в полость
б араб ан а, где неподвижно установлен под углом 39° к его оси
отбойный лоток для отвода щепы. Ц ентробеж ны й вентилятор
5, встроенный в открытый торец б ар аб ан а, н ап равл яет щепу
вверх по трубопроводу в циклон. М аш ин а имеет приспособле­
ние для заточки ножей, смонтированное на общей станине.
М еханизм резания барабанного типа позволяет создавать
рубительные машины с значительным проходным сечением з а ­
грузочного патрона. Так, размеры приемного патрона машины
д ля измельчения сучьев М Р Г С -7 составляю т 9 00 X 50 0 мм. М е­
ханизм подачи состоит из системы горизонтальных нижних
вальцов и качаю щ егося верхнего в альца. Но боковые вальцы ,
используемые в машине ДУ-2А, исключены. М еханизм резания
выполнен т а к ж е из полого четырехножевого б а р а б а н а д и а м ет­
ром 1300 мм. Д л я сбора и отвода щепы на б ар аб ан е преду­
смотрены подножевые пазухи. Они позволяют отделить щепу
из лесосечных отходов крупных размеров. Нижний выброс
щепы осуществляется через перфорированную перегородку, к о ­
торая з ад ер ж и в ае т крупные частицы, подвергающиеся д о п ол ­
нительному измельчению. Производительность машины дости­
гает 30 м3/ч, общ ая установленная мощность составляет
180 кВт.
Д л я измельчения пневого осмола предназначена п ятинож е­
в ая б ар аб ан н ая рубптельная м аш ина У ПЩ -13 с шахтной з а ­
грузкой сырья [11] и нижним выбросом щепы. Проходное сече­
ние патрона равно 8 4 0X 9 00 мм. Б а р а б а н (см. рис. 35, б) имеет
длину 1000 мм. Д и ам етр ротора 1300 мм, частота вращ ения
590 мин-1, мощность привода 160 кВт, ч асовая производитель­
ность до 40 скл. м3 щепы. М аш ина имеет дополнительный з а ­
грузочный патрон д ля донзмельчения щепы крупной фракции.
Р а зр а б о т а н а более соверш енная б ар аб ан н ая рубительная
маш ина М Р Б -02 с горизонтальной вальцовой подачей сырья.
Сечение загрузочного патрона равно 9 5 0 x 7 5 0 мм. Ч еты рехно­
жевой б араб ан диаметром 1600 мм оснащен электроприводом
мощностью 160 кВт. Крепление ножей и контрножа позволяет
н астраивать их на получение щепы различной длины. П рои зв о­
дительность машины 30 пл. м3/ч. М аш ин а рассчитана на пере­
работку осмола и разнообразного древесного сырья: дров, р а з ­
личных отходов, вышедшей из употребления деревянной тары.
Д р у г а я модель рубительной машины типа М Р Б -0 3 оснащ ена
таким же механизмом резания. Ее основное отличие — гр ав и ­
тационная подача осмола через наклонный загрузочный п ат­
рон.
Разработаны барабанные рубительные машины, которые позволяют по­
лучать технологическую щепу с заданной длиной и толщиной, что осоН0
бенпо важно Для Целлюлозно-бумажной промышленности. В машине марки
680-А фирмы «Содерхамнс» получение такой щепы осуществляется при про­
дольно-поперечном резании [6]. Вертикальный механизм подачи выполнен
в виде шахты с двумя синхронно движущимися цепными транспортерами
(рис. 38, а). По окружности барабана установлено 18 пар ножей двух ти ­
пов. Первый ряд образуют подрезающие ножи с перпендикулярными боко­
выми режущими кромками (рис. 38, б). Они прорезают в древесине неглу­
бокие желобки, ширина и глубина которых формирует длину и толщину
щепы. Второй ряд образуют сплошные ножи, которые срезают сформиро-
Рис. 38. Схема барабанной рубительной машины для получения щепы с по­
стоянной длиной п толщиной:
а,
б — с
поперечной
п одач ей еьу^ья; в — с продольной
п одачей
сы рья
ванные частицы. Щепа, полученная в таких машинах, легко крошится и д о ­
полнительно измельчается под воздействием любых нагрузок. Она не может
подвергаться многократному пересыпанию, транспортироваться в трубопро­
водах, храниться в кучах.
Другой путь получения щепы с заданной толщиной и длиной — созда­
ние конусных барабанных машин, позволяющих измельчать сырье большого
диаметра без предварительного раскалывания. Представляет интерес конус­
ная рубптельпая машина, режущий орган которой приведен на рис. 38, в.
Конструкция этой машины позволяет пе только получать щепу заданных
размеров, но и одновременно удалять центральную часть лесоматериала,
пораженного внутренней стволовой или папенпой гнилью. Режущий орган
машппы состоит из нескольких стальных конусов /, которые вращаются
141
й кольцевых подшипниках 3. Д л я компенсации крутящего момента, переда­
ваемого на бревно 4, соседние конусы вращаются и разные стороны. Подача
сырья принудительная, вальцами. Режущие ножи 2 установлены внутри ко­
нуса, на обечайке которого сделаны прорези для выноса щепы в сборники,
затем на конвейер. На внутренней поверхности конусов смонтированы гели­
коидальные накладки, являющиеся продолжением лезвия ножа. В направ­
лении к подножевым прорезям радиус кривизны накладок возрастает про­
порционально углу его поворота. Перед лезвием следующего ножа накладка
образует ступеньку, которая и определяет выпуск ножа. Такая форма н а­
кладок позволяет перемещаться бревну в осевом направлении на одну
постоянную величину, равную длине щепы. Это происходит синхронно с по­
воротом конусного ротора. Таким образом, ножи конусов, «ввинчиваясь»
в бревно, образуют щепу постоянной длины. Конструкция конусной машины
позволяет вывести пз зоны резании одни или несколько составных режущих
элементов. При этом центральная часть бревна с гнилью может проходить
через машину без измельчения.
К барабанным относятся также двухконусные рубительные машины,
режущий орган которых состоит нз двух усеченных конусов, обращенных
друг к другу вершинами (см. рис. 33, д, в). По образующей конуса уста­
новлены режущие ножи. Конусность барабанов выбрана такой, чтобы при
продольной подаче сырья резание древесины осуществлялось в продольнопоперечном направлении. При сомкнутых конусах лесоматериал измельча­
ется по всему сечению. Если конусы развести, то на такой машине будет
измельчаться в щепу только периферийная часть лесоматериала. Ц ентраль­
ная неизмельченная часть бревна будет иметь сечение двухкантного бруса,
толщина которого будет равна расстоянию м еж ду конусами. Такие машины
образуют самостоятельную группу станков для одновременного получения
щепы п пиломатериалов фрезерованием бревен.
5.3. Ф Р Е З Е Р Н О - Б Р У С У Ю Щ И Е СТАНКИ И ЛИНИИ
Основное назначение фрезерно-брусующих станков — изго­
товление бруса фрезерованием горбыльной части бревна.
С тр уж ка, об разуем ая при фрезеровании, может иметь з а д а н ­
ные размеры, соответствующие требованиям станд ар та на тех­
нологическую щепу. Получение бруса и товарной щепы за
один проход бревна, механизация и автоматизация всех работ
обеспечивают высокую экономическую эффективность фрезерно-брусующих станков. Важнейш им их преимуществом я в л я ­
ется возможность переработки тонкомерных сортиментов д и а ­
метром от 6 до 14 см, б лагодаря чему можно существенно по­
полнить ресурсы пиловочного сырья.
Устройство фрезерно-брусующих станков показано на рис.
39. Станки состоят из механизмов подачи и ориентации бревен
/ и бруса 3, фрезерно-брусующего 2 й многопильного 4 моду­
лей. Такие модули имеют собственные механизмы подачи, э л е ­
менты базирования бревна и приводы. Модули могут быть
смонтированы на одной станине и иметь общий механизм по­
дачи. Такие станки н азы ваю т агрегатными. Если модули а в то ­
номно расположены в технологической последовательности и
конструктивно не соединены друг с другом, они образую т фрезерно-брусующие или фрезерно-пильные линии.
Фрезерно-брусующие станки работаю т следующим образом.
К руглые лесом атериалы поштучно поступают в ,м е х ан и зм 1 для
1-12
ориентации и подачи бревен. Фрезерно-брусующий модуль 2
перерабаты вает в щепу горбыльную часть бревна, которое
жестко зафиксировано и перемещается относительно в р а щ а ю ­
щихся фрез с постоянной скоростью. Это обеспечивает одно­
временное получение щепы и бруса. П осле фрезерования брус
подается центрирующим рольгангом 3 в многопильный модуль
4, где распиливается на обрезные доски. В отдельных случаях
г
1
V7
JS
V7
О
4
j
\
\ V /
^
\
Г7
i l
Н
LA
\
Т7
LA
'
■
**
Рис. 39. Схема фрезерио-брусующего станка
фрезерпо-брусующие модули могут быть установлены перед л е ­
сопильными рамами.
В настоящ ее время широкое распространение получили
станки д ля обработки бревен диаметром от 6 до 30 см, хотя
конические фрезерные модули позволяют переработать бревна
и более значительных диаметров [49]. В б алансе п ерерабаты ­
ваемого сырья щепа составляет 40— 44 %, пиломатериалы от
40 до 50 % и опилки 10— 12 %.
Классификация оборудования для одновременного получе­
ния пиломатериалов и щепы путем фрезерования древесины
осуществляется По технологическим и конструктивным призн а­
кам. В зависимости от реализуемой структурно-технологиче­
ской схемы переработки сырья различают: фрезерно-брусующие линии, фрезерно-пильные линии, фрезерно-обрезные станки.
Фрезерно-брусующие
линии
(Ф Б Л ) за первый
проход бревна через модуль 1 (рис. 40) позволяю т получать
двухкантный брус и щепу. З а второй проход в фрезерно-брусующем модуле 2 получают щепу и ч е т ы р е х б и т н ы й брус, ко ­
торый распиливаю т затем на пиломатериалы в многопильном
модуле 3. Полученные обрезные п иломатериалы торцуют
в станках 4. Основное назначение фрезерно-брусующих л и ­
н и й — п ереработка тонкомерной древесины диаметром от 6 до
14 см.
Фрезерно-пильные
линии
(Ф П Л ) отличаются от
Ф Б Л тем, что сразу после фрезерио-брусующего модуля 1
(рис. 40, б) в них у станавли ваю т двух- или четырехпильный
модуль 2, в котором от каж д ой пласти двухкантного бруса о т­
143
пиливают по одной-две необрезной доске. Вся операция по
обработке бревна и получению необрезных досок, двухкантного бруса и щепы осущ ествляется за один проход. После этого
в другом фрезерно-брусующем модуле 3 получают щепу и че­
т ы р е х б и т н ы й брус, который распиливаю т затем в многопиль­
ном модуле 4. Полученные пиломатериалы торцуют в станках
5, а необрезные пиломатериалы о б р аб аты ваю т в фрезерно-об-
Рис. 40. Структурно-технологические схемы:
а
— ф р езер н о -бр у су ю щ и х лин и й;
б — ф р е зер н о -п и л ьн ы х
линии
резных станках 6. Основное назначение Ф Б Л — переработка
пиловочника диаметром от 14 до 24 см, а т а к ж е ш пальника
больших диаметров.
Ф р е з е р н о - о б р е з н ы е с т а н к и перерабаты ваю т в щепу
обзольные кромки досок или горбыля.
По
способу
фрезерования
древесины различаю т
станки с цилиндрическими (рис. 41, а, б, ж, з, и) или кониче­
скими фрезами (рис. 41, в, г, д, е ) . Д л я распиловки древесины
на пиломатериалы в фрезерно-пильных станках используют мо­
дули с циркульными (рис. 41, к) или ленточными (рис. 41, л)
пилами, а так ж е лесопильные рамы (рис. 41, м).
Станки с цилиндрическими фрезами работаю т только с по­
путной подачей. Н абор цилиндрических фрез позволяет п олу­
чать фигурный брус ступенчатой формы (рнс. 41, б), что уве­
л ичивает выход пиломатериалов. Двухконпческпе фрезы с о д ­
нолезвийными ножами (рис. 41, в) или с большим числом
резцов, расположенных по спиралям (рис. 41, г ), позволяют по­
лучать двухкантный брус. Сдвоенные конические фрезы могут
одновременно об раб аты вать бревно по взаимно перпендику­
лярны м пластям, в результате чего образуется ч е т ы р е х б и т ­
ный брус (рис. 41, с?).
И ногда на торцах конических или цилиндрических фрез, на
одной оси с ними зак реп л яю т целые пильные диски или сег­
144
менты (рис. 41, е, ж). Они предварительно до измельчения от­
пиливают горбыль. Пилы позволяют улучшить качество по­
верхности бруса и устранить боковые составляю щ ие сил р е з а ­
ния, возникаю щ ие при коническом фрезеровании древесины.
Фрезерно-обрезные станки с помощью круглых пил и ци­
линдрических фрез отпиливают рейки и одновременно измель­
чают их в щепу (рис. 41, з ). При обработке широких необрез­
ных досок может быть дополнительно установлена средняя
пила. С танки могут иметь несколько наборов фрез различного
д иам етра и ширины (рис. 41, и) д ля обработки горбылей по
пласти и кромкам. Они позволяют вы рабаты вать обрезные
доски и щепу из малоценного горбыля различных размеров.
Особенности процесса резания при выработке щепы ф резе­
рованием древесины обусловлены типом применяемых фрез.
Однако кинематика процесса резания клиновидным р е зц о м ,с о ­
вершающего с фрезой вращ ательное движение, остается той
же, что и при резании в б араб ан н ы х рубительных машинах. С у­
ществуют две принципиальные схемы фрезерования древесины
для получения щепы и бруса: цилиндрическое и торцово-коническое.
При ц н л и п д р и ч е с к о м ф р е з е р о и а и и и угол встречи
ножа с древесиной является переменным (рис. 42, а). Л езвие
ножа в начале процесса внедрения в древесину перерезает ее
волокна в торцово-поперечном направлении. П ередняя грань
ножа ск ал ы в ает частицы, отделяемые вдоль волокон. Толщина
получаемой щепы непостоянна и зависит от физико-механиче­
ских свойств древесины и ряда других факторов. Д л и н а щепы,
определяемая величиной подачи, постоянна.
Из рис. 42, а можно видеть, что условия образован ия э л е ­
ментов щепы при цилиндрическом фрезеровании хотя и сходны,
но не идентичны .тем, что имеются в барабанной рубительной
машине. По мере изменения угла перерезания волокон процесс
струж кообразования в рубительной машине обусловлен только
торцовым резанием. При фрезеровании этот процесс изменяется
и торцовое резание переходит в торцово-продольное. В резу л ь­
тате щепа образуется не скалыванием, а отщепом частиц. Д р у ­
гое отличие состоит в том, что в рубительной машине д рев е­
сина жестко опирается на контрнож, а при цилиндрическом
фрезеровании такой опорой служ и т са м а древесина, которая
легко деформируется под действием сил резания. Поэтому
в зоне выхода пожа наблю дается смятие волокон, отщепы и вырывы кусков древесины. Пороки строения, особенно тангенци­
альный наклон волокон и завитки, заметно увеличиваю т выход
некондиционной щепы. Ухудшается и качество поверхности
бруса. С увеличением глубины фрезерования качество щепы
определяется так ж е величиной подачи на один резец. Имеется
несколько типов цилиндрических фрез, среди которых наиболее
надежными в эксплуатации являю тся фрезы с эксцентричным
корпусом, имеющие один или два резца. В передней части
145
гребня одной из конструкций такой фрезы (рис. 42, б) вы пол­
нена кольцевая выточка типа «ласточкин хвост». Резец п ред­
ставляет собой полукольцо, на внешней поверхности которого
имеется гребень, по форме и разм ерам соответствующий к о л ь ­
цевой выточке. Резец 3 у станавливаю т в корпус 5 заведением
его гребня в выточку до упора в винт 2. В гребне фрезы име­
ется так ж е прорезь шириной 3 мм, б лагодаря которой боковые
поверхности кольцевой выточки плотно притягивают резец
W )
«I5
Рис.
41.
Классификация
г
оборудования для одновременного
пиломатериалов и щепы
3
получения
к корпусу с помощью винта 4. Регулировочный винт 2 с к о н тр ­
гайкой 1 позволяет выдвигать резец, чтобы сохранить постоян­
ный диаметр резания при его износе и заточке.
При т о р ц о в о - к о н и ч е с к о м
фрезеровании
горбьгльная часть бревен высотой Н измельчается в щепу ножами,
расположенными па боковой конусной поверхности фрезы
(рис. 43, а). Д в е фрезы, обращ енны е друг к другу вершинной
частью усеченных конусов диаметром D, образую т при ф резе­
ровании двухкантный брус. Толщина бруса при измельчении
бревен любого д иам етра регулируется изменением расстояния
меж д у торцами фрез. В аж н ое преимущество этого способа ф ре­
з е р о в а н и я — улучшение качества щепы и поверхности бруса.
П одача бревен вершиной вперед (рис. 43, б) способствует пере­
146
резанию сучков в поперечном сечении, что заметно снижает
сколы и вырывы кусков древесины с сучками. При обработке
бревен, подаваемы х комлем вперед, качество обработки сн и ж а ­
ется. Л езвие ножа перерезает тогда сучок по всей длине п а­
раллельно продольной оси, и часто вы ры вает его вместе с д р е­
весиной. Н а поверхности бруса остаются глубокие следы вырывов, а в щепе увеличивается содерж ание крупных частиц.
Рис. 42. Схема образования элементов щепы при цилиндрическом фрезерова­
нии
Торцово-коническое фрезерование осущ ествляется м алон о­
жевыми и многорезцовыми фрезами. О бразование элементов
щепы малоножевы ми фрезами (рис. 44, а, г) осуществляется
при торцово-коническом резании. В отличие от барабан н ы х ру­
бительных машин в щепу измельчается не все бревно, а только
горбыльная часть. Отсутствие контрножа сказы вается на к а ­
честве бруса. Поскольку на выходе ножа из зоны резания
у бревна нет жесткой опоры, происходят отщепы и сколы д р е­
весины по кром ке бруса. О дна из кромок плоского ножа в про­
цессе работы перемещается вдоль образую щ ейся пласти бруса
и оставляет на его поверхности глубокие риски.
Д л и н а щ е п ы при фрезеровании определяется величиной
подачи. Частицы древесины скалы ваю тся вдоль волокна перед­
ней гранью нож а (рис. 44, а). Толщина щепы непостоянна при
обработке малонож евы ми фрезами. Она зависит от состояния
сырья, физико-механических свойств древесины и других ф а к ­
торов. Зам етим , что поверхность бруса образуется не резаннем
древесины лезвиями ножа, а скалыванием частиц. Отделяемые
от бруса вдоль волокон частицы создаю т на его поверхности
характерны е неровности. Поэтому в малоножевы х торцово-ко­
нических ф резах для улучшения поверхности бруса дополни­
тельно устанавливаю т зачистной пильный диск (рис. 44, г ), ко­
торый засоряет щепу опилками.
Д р у г а я конструкция малоножевой фрезы снабж ена д ву х­
лезвийным Г-образным ножом (рис. 44, д). Один конец плос­
кого нож а здесь отгибается на длину щепы и. образует второе,
короткое лезвие, которое долж но быть строго п араллельно
Рис. 43. Схема фрезерования торцово-коническими фрезами
пласти бруса. При фрезеровании бревен таким ножом (рис. 44,
б) длинное лезвие перерезает древесину поперек волокон и
скалы вает частицы, а короткое подрезает щепу вдоль волокон
у пласти бруса. Б л аго д ар я этому улучш ается не только к а ч е ­
ство поверхности бруса, но и щепы, которая не засоряется опил­
ками. Н а практике получили распространение многорезцовые
торцово-конические фрезы (рис. 44, е ), которые позволяю т по­
лучать щепу не только с заданной длиной, но и толщиной. Т а ­
кие фрезы т а к ж е имеют Г-образпые ножи, однако образование
элементов щепы здесь происходит иначе (рис. 44, в). Н ожи,
расположенны е с превышением на толщину щепы, п оследова­
тельно входят в древесину один за другим. Д линное лезвие
движ ется п араллельно пласти бруса и отрезает тонкий слой
древесины, равный заданной толщине щепы. Короткое лезвие
перерезает древесину поперек волокна и ск ал ы в ает частицы
заданной длины. Процесс измельчения древесины в щепу т а ­
ким резцом представляет собой комбинацию лущения и торц о­
во-поперечного резания. Высокая скорость фрезерования в со­
четании с малой толщиной срезаемого слоя древесины улуч­
ш ает чистоту обработки поверхности бруса. Однако качество
щепы, которую н азы ваю т иногда п а р а л л е л ь н о й , с н и ж а ­
ется. Условия резания благоприятны д л я получения трещ ин ова­
тых частиц, а подрезаю щее лезвие скалы вает тонкие игольча­
тые частицы — спички. Д л и н н а я кром ка резца мож ет перерезать
волокна не точно по осп ствола, а поперек — под пекото148
рым углом к оси. Это не только укорачивает волокна, но и спо­
собствует легкому разруш ению параллельной щепы.
Р азр аб о тан о много конструкций многорезцовых торцово-ко­
нических фрез, но все они имеют один общий принцип р а зм е ­
щения резцов на поверхности фрезы — по восходящей спирали.
Рис. 44. Схема образования элементов щепы малоножевыми и многорезцо­
выми фрезами
Корпус одной из таких фрез (рис. 44, е) выполнен в форме сту­
пенчатого усеченного конуса. Н а каж дой ступени закрепляется
один нож, перед которым имеется подножевая щель д л я про­
хода щепы на тыльную сторону фрезы. Высота ступеней равна
заданной толщине щепы. Соседние ножи смещены по радиусу
и в плоскости вращ ения расположены с постоянным угловым
143
шагом. Установленные таким образом ножи образую т на по­
верхности фрезы ножевую спираль. За одни оборот фреза сре­
зает слой древесины толщиной, равной высоте подъема спирали
по оси фрезы. Н ож и могут располагаться по одной спирали,
но лучше предусмотреть две. Хотя это услож няет заточку и ус­
тановку большого числа резцов (иногда до 114 шт.), однако
двухспиральное расположение мож ет уравновеш ивать р аб о та­
ющую фрезу. М еж ду числом резцов г, числом спиралей i, т о л ­
щиной щепы Лщ и толщиной срезаемого за один оборот слоя
древесины Н существует зависимость: z h u v --iH.
М еж ду скоростью резания иР и скоростью подачи v n для
спиральных брусующих машин с торцово-коническими много­
резцовыми фрезами существует соотношение:
nD
vD
я DH
- 2 - ^ —;-----, или —^ = ----------- ,
Vп
^1Ц
ЯЙщ/щ
где D — диаметр резания у нижнего
фрезы, который определяю т по формуле
основания конической
D = d - f 21щН/кщ,
где d — диаметр резания у верхнего основания многорезцовой
торцово-конической фрезы.
Мощность, потребную на фрезерование (к В т), можно р а с ­
считать по формуле
N - - kck ynblmz' a,
где &с — коэффициент, характеризую щ ий перепады сил резания
от входа до выхода резца из древесины, k c = 0,8— 1,0; /гуд —
удельное сопротивление срезанию щепы, которое зависит от
вида резания, породы и толщины щепы, Н /м м 2; b — ширина
срезаемой щепы, мм\ г' — число резцов, одновременно сре заю ­
щих щепу; о — частота вращ ения фрезы, сек-1.
Сменную производительность фрезерно-брусующих станков
можно определить по формуле
1П1C M —
---- 1ТCM
q ^vП №м
k №k р )
*г»
где Тсм — продолжительность смены, мин; q — средний объем
бревна, м3; /б — средняя длина бревна, м; k M и k p — коэффици­
енты использования машинного и рабочего времени.
Выход щепы зависит от структурно-технологической схемы
переработки сырья, заданной толщины бруса, д иам етра бревен
и их сбежистости. Н аиб олее выгодная толщина бруса со став­
л яет 0,71— 0,72 д иам етра бревен в верхнем отрезе.
Качество щепы, полученной фрезерованием древесины, по
фракционному составу удовлетворяет [50] требованиям ГОСТ
15815—83. О днако условия фрезерования различными спосо­
бами не всегда позволяют получать щепу, равноценную по к а ­
честву щепе от рубительных машин.
150
При цилиндрическом фрезеровании получаю т щепу неодно­
родную по р азм ер ам с более низкой объемной массой от 108
до 142 кг/м3 [50]. В крупной фракции, которая достигает 9,6 %,
со держ атся отщепы и сколы кусков древесины. Количество
мелкой фракции в озрастает при увеличении глубины ф резеро­
вания и в том случае, когда перед ножом установлен р ас с е к а ­
тель щепы. Д о л я мелкой ф ракци и в о зр астает та к ж е при ув ел и ­
чении скорости резани я и особенно при обработке мерзлой д р е ­
весины. Однако снижением скорости резания и настройкой
станка на получение щепы большей длины количество мелкой
фракции можно уменьшить.
Срезы частиц, сделанные при цилиндрическом ф резеров а­
нии под разными углами, часто имеют смятые и рваные торцы.
Д л я улучшения качества щепы при цилиндрическом ф резеро­
вании существуют следующие пути: применение цилиндриче­
ских фрез большого диаметра; снижение скорости резания до
25 м/с; подача сырья со скоростью v n, синхронной со скоро­
стью резания су При большом диаметре окружности резания
можно уменьшить угол встречи с древесиной и улучшить к а ­
чество торцов щепы. Резание древесины клиновидным резцом
с большой скоростью приводит к снижению качества щепы.
Скорость резания необходимо сниж ать при измельчении м ерз­
лой древесины. Синхронная подача сырья, когда строго выпол­
няются кинематические соотношения.
ип
------ = n z \
/щ
Or,
nD
--- £ - = ------On
позволяет обеспечить прямолинейную траекторию движения
ножа в древесине. При этом можно получить щепу с заданным
постоянным углом среза, более однородную по длине и толщине.
М алонож евы е торцово-конические фрезы позволяют получать
щепу наиболее высокого качества, которая по своим п ар ам ет­
рам близка щепе от рубительных машин. О бъем ная масса
щепы здесь составляет 155— 156 кг/м3, а от рубительных м а ­
шин 158,6. К рупная ф ракци я достигает 2,7— 3,6 %. Содержание
мелкой ф ракции зависит от типа фрезы. Зачистной пильный
диск (см. рис. 44, г) приводит к образованию в щепе 16,7%
мелкой ф ракции и опилок. М алорезцовы е фрезы с Г-образпым
ножом (рис. 44, d) снижаю т количество таких частиц до 5 %
[50].
К недостаткам щепы от малонож евы х торцово-конических
фрез следует отнести переменный угол среза и неоднородность
частиц по толщине. В отличие от цилиндрических фрез, р аб о ­
тающих с постоянной скоростью резания, каж д ой точке на
лезвии ножа конической фрезы соответствует своя скорость. П о ­
этому срезы частиц под постоянным углом в таких ф резах полу­
чить невозможно. Очевидно, что наилучшие условия ф орм и ро ва­
ния элементов щепы можно получить в малоножевы х торцовоцилиндрических фрезах с Г-образпым пожом. Такие фрезы при
151
синхронной подаче сырья обеспечат прямолинейную траекторию
перемещения ножа и получение щепы с постоянным углом среза.
Многорезцовые торцово-конические фрезы образую т наибо­
лее однородную по длине и толщине параллельную щепу. Т ол ­
щина такой щепы, котр ая имеет серповидную форму, и зм ен я­
ется от 2,2 до 3,9 мм, а в рубительных маш инах от 3,3 до
4,5 мм. Увеличение скорости фрезерования вы зы вает н езначи­
тельное уменьшение толщины. Н аибольш ее количество тонкой
щепы вы рабаты вается при увеличении скорости резания до
40— 50 м/с и небольшой глубине фрезерования. К недостаткам
параллельной щепы следует отнести: низкую объемную массу;
наличие трещин в серповидных частицах; дополнительное и з­
мельчение частиц при транспортировке; значительное с о д е р ж а ­
ние иглообразных частиц — спичек. О бъем ная масса п а р а л л е л ь ­
ной щепы на 10— 15 % меньше, чем обычной щепы от рубитель­
ных машин.
И гольчат ая и м елк ая фракции возрастаю т пропорционально
увеличению скорости резания. Количество таких частиц состав­
ляет 3 % при скорости резания 14,7 м/с и достигает 12 %
с увеличением скорости до 58,6 м/с. П ри этом доля мелких ч а ­
стиц (размером менее 6 мм) увеличивается от 0,4 до 3 ,6 % .
Щ епа от фрезерно-брусующих станков пригодна д ля исполь­
зования в целлю лозно-бумажном производстве, хотя э ф ф екти в ­
ность использования варочных котлов снижается на 10— 15 %
из-за низкой объемной массы. Н ебол ьш ая толщ ина щепы пред­
почтительна д ля варки крафт-целлю лозы, выход которой здесь
больше, а продолжительность варки короче. При других спосо­
бах варки эта щепа используется в виде 10— 15 %-ных добавок.
Затруднения при переработке параллельной щепы от фрезернобрусующих станков наблю даю тся в варочных ап п аратах непре­
рывного действия. М елкие игольчатые частицы — спички н ачи­
нают перем ещ аться вместе с циркулирую щим раствором, выно­
сятся из общей массы щепы, заб и ваю т сетчатые фильтры и
трубопроводы. У читывая особенности параллельной щепы, ц еле­
сообразно ее вы р абаты в ать вблизи целлюлозно-бумажных пред­
приятий, а при поставках не рекомендуется смешивать с щепой
от рубительных машин. Щ епа, полученная при переработке
сырья цилиндрическими или малорезцовыми коническими ф р е­
зами, мож ет поставляться и в смеси с щепой от рубительных
машин.
Станки и линии для одновременной выработки пиломатериа­
лов и щепы. Фрезерно-брусующий станок Ф БС предназначен
для переработки тонкомерной древесины диаметром от 80 до
140 мм. В станке установлено две многорезцовые торцово-ко­
нические фрезы с основанием диам етра 930 мм, скоростью в р а ­
щения 730 мин-1. На каж д ой фрезе, имеющей собственный п ри ­
вод мощностью 55 кВт, установлено по 40 резцов с двум я р е ж у ­
щими кромками. П одача бревен осуществляется приводным
рольгангом с прижимным центрирующим роликом. Скорость
подачи сырья 28— 36 м/мин. Сменная производительность
60,2 м3 д ля бревен диаметром 100 мм. О б щ а я установленная
мощность 130 кВт. О б служ и вает станок один оператор. Д л я
продвижения бруса после фрезерования сл у ж а т две группы вер­
тикальны х вальцов, приводимых в движение от главного при­
вода с помощью передач. Щ еп а в ы брасы вается вниз на специ­
альное выносное устройство. Наименьш ее расстояние между
фрезами, соответствующее высоте бруса, составляет 70 мм, н аи ­
большее 240 мм.
Брусующ е-рубительпая м аш ина БРМ-1 Белорусского техно­
логического института предназначена для переработки тонкомерного сырья диаметром от 60 до 160 мм и длиной от 1,5 м.
Высота получаемого бруса от 40 до 140 мм. В машине установ­
лены две многорезцовые торцово-конические фрезы с основа­
нием диаметром 700 мм, частотой вращ ения 1460 мин-1. На
каж дой фрезе, имеющей собственный привод мощностью
40 кВт, разм ещ ено 12 резцов по одной спирали с превышением
5 мм, равным толщине щепы. Механизм подачи сырья имеет
цепь с упорами и две группы вы тяж н ы х вальцов с собственным
приводом. Скорость подачи сырья 36 м/мин. С менная производи­
тельность составляет 65 м3 тонкомерных бревен диаметром
10 см и длиной 3 м.
Ф резерно-пильная линия конструкции Ц Н И И М О Д п редна­
значена для переработки бревен диаметром от 160 до 300 мм
и длиной 2,7— 7,5 м. М еханизм подачи имеет конвейер с торцо­
вым заж им ом бревна, который обеспечивает его базирование,
центровку и равномерное перемещение в процессе переработки
со скоростью 52, 60 или 72 м/мин. Фрзерование бревна осущест­
вляется малорезцовы ми торцово-коническими фрезами с зачистным пильным диском. После ф резерован ия от бруса отпили­
вают необрезные доски при помощи двух плаваю щ и х циркуль­
ных пил.
Л и ни я Л А П Б предназначена д ля переработки пиловочника
диаметром от 120 до 240 мм и длиной от 3 до 7,5 м. Она со­
стоит из механизма подачи бревен, фрезерного и пильного м о­
дулей. Фрезерный модуль образую т первичный и вторичный
узлы, которые формирую т ступенчатый фигурный брус одноили двухножевы мн цилиндрическими фрезерными головками.
Д и ам етр окружности резания цилиндрических фрез в наборе
колеблется от 280 до 425 мм. Ч астота вращ ения фрез 1460 мин-1.
Д л я улучшения качества поверхности бруса предусмотрены зачистные фрезы. Станок имеет пильный модуль со смежны м н а ­
бором пил до 9 шт. в поставе. Н а и б о л ьш ая высота пропила
210 мм. М еханизм подачи обеспечивает ориентацию и центровку
бревна относительно фрез. Скорость подачи 24, 30 и 36 м/мин.
Установленная мощность 351 кВт.
Эффективно применение фрезерно-пильных станков в произ­
водстве шпал. В нашей стране успешно испытан такой станок.
Фрезерно-обрезной станок Ц ЗД-7ф, разработанн ы й на базе
153
обрезного стайка Ц2Д-5А, состоит из механизмов резания, подачи
и системы управления. М еханизм резания имеет две ц илиндри­
ческие фрезерные головки с подрезающими дисковыми пилами
(рис. 43, з ). Н аибольш ее расстояние между фрезами составляет
618 мм, наименьшее 62 мм. Одна из фрез устанавливается па
нужную ширину фрезерования гидравлическим позиционером,
другая — вручную при обработке досок шириной более 300 мм.
Н а вал суппорта дополнительно у станавли ваю т делительную
пилу. П одача пиломатериалов осуществляется вальцами. Т ол ­
щина обрабаты ваем ы х пиломатериалов от 13 до 50 мм, длина
от 1,5 до 7,5 м. Скорость подачи 90 и 135 м/мин.
Гл а в а 6
•
СОРТИРОВКА, ХРАНЕНИЕ И ТРАНСПОРТ ЩЕПЫ
6.1. СОРТИ РОВКА Щ Е П Ы
П ри выработке технологической щепы н ар яд у с кондицион­
ной фракцией образую тся крупные и мелкие частицы, разм еры
которых не соответствуют требованиям стандарта. Д л я удаления
некондиционных частиц щепу сортируют.
Устройство машины для сортировки щепы показано на
рис. 45. Рабочим органом машины являю тся сита 6 и 7, которые
установлены в подвижном коробе 1. Сита расположены одно
над другим таким образом, чтобы щ епа просеивалась и после­
довательно р а зд ел я л а сь на фракции от крупной до мелкой. Под
нижним ситом устанавли ваю т поддон д л я сбора мелкой щепы
и опилок. М ассивная опорная р ам а 2 машины смонтирована
на четырех шаровы х опорах 3, которые опираются на ф у н д а ­
мент 4. Привод машины осущ ествляется от электродвигателя
через клипоременную передачу и эксцентриковый вал 5 с про­
тивовесом. Б л аго д ар я таком у приводу и шаровым опорам короб
1 с ситами 6 и 7 соверш ает круговое движение в горизонталь­
ной плоскости с амплитудой 50— 100 мм.
Сортируемая щепа через загрузочный лоток 8 поступает на
верхнее сито 7 с крупными отверстиями. З а счет центробежных
сил, возникающих при круговом движении, щ епа равномерно
распределяется по всей поверхности сита. Кондиционные и м е л ­
кие частицы просеиваются, крупные постепенно перемещаются
по наклонной поверхности сита и сходят с него на выносной
лоток. Разд елен и е остальной щепы на кондиционную и мелкую
фракцию осущ ествляется ситом 6 с мелкими отверстиями. М ел ­
кая щепа просеивается через сито и по лотку ссыпается на в ы ­
носной транспортер. Кондиционная щ епа перемещается по по­
верхности сита в сторону уклона и поступает на выносной
лоток. Производительность сита с мелкими отверстиями зн ач и ­
тельно меньше, чем с крупными, поэтому его площ адь соответ­
ственно больше.
154
Классификация сортировочных машин д ля щепы осущ еств­
л яется по способам перемещения частиц во время сортировки,
конструктивным и технологическим признакам.
П еремещ ение щепы в процессе сортировки производится
пневматическим (рис. 46, а) или механическим (рис. 4 6 ,6 — е)
способами. П н е в м а т и ч е с к а я сортировка осуществляется
в циклонах, внутри которых установлен перфорированный конус-сепаратор. Потоком сж атого воздуха щепа с большой ско-
Рис. 45. Схема установки для сортировки щепы
ростью подается в циклон, где под действием инерционных и
центробежных сил частицы приж им аю тся к внутренней поверх­
ности конуса и скользят вниз по спиральной кривой. В процессе
скольжения мелкие частицы проходят через перфорации на
внешнюю сторону конуса и ссыпаются к выносному лотку. К руп ­
ные частицы остаются внутри конуса и через нижнее выпускное
отверстие ссыпаются на выносной конвейер [19]. При пневм ати­
ческой сортировке скорость движ ения частиц достигает 27—
40 м/с и мож ет вызвать дополнительное измельчение щепы.
С ложность разделения частиц на три фракции в одном циклоне
т а к ж е ограничивает использование этого способа.
При сортировке наиболее широко используют механическое
перемещение частиц в ситовых устройствах, которые п одверга­
ются вр ащ ател ьном у движению или колебаниям в горизонталь­
ной или вертикальной плоскости. Р азл и ч аю т гирационные, б а р а ­
банные и вибрационные сортировочные машины.
В г и р а ц и о н н ы х сортировочных маш инах (рис. 46, б, д)
щепа соверш ает круговые колебания в горизонтальной плоско­
сти. Это обеспечивает равномерное послойное распределение
частиц парал л ел ьно горизонтальной поверхности сита и наи бо ­
155
лее высокое качество сортировки. Конструкции машин могут
быть в напольном и подвесном исполнении. Гирационные м а ­
шины меньше засоряются, просты, надежны в работе и полу­
чили самое широкое распространение в промышленности. О с­
новной недостаток их — неполное отделение частиц крупной
фракции и закупор ка отверстий сит застрявш ими частицами.
к
t
-
Н
г
ч
S
\
н -
/
J
пп
н №
L
J JU
Рис. 46. Классификация сортировочных установок для щепы
Сравнительно редки в эксплуатации б а р а б а н н ы е сорти­
ровочные машины (рис. 46, в). Основное их достоинство —
способность к самоочистке, когда застрявш и е частицы при пово­
роте б ар аб ан а в ы падаю т из сит под действием веса. Н едо стат­
ками б араб ан н ы х машин являю тся сравнительно низкая п роиз­
водительность, приходящ аяся на единицу поверхности, и низкое
качество сортировки. При хаотичном перемешивании щепы во
вращ аю щ ем ся б арабан е длинные нестандартные частицы могут
156
торцами просеиваться через калиброванны е отверстия и зас о ­
рять кондиционную щепу.
В и б р а ц и о н н ы е сортировочные машины (рис. 46, г, е)
имеют возвратно-поступательное движение сит. В озникаю щ ая
в процессе их работы вибрация частично гасится пружинными,
рессорными или тросовыми подвесками. При встряхивании сиг
нестандартные частицы торцами могут проникать через сита и
засорять кондиционную щепу. Более крупные частицы зас т р е­
вают в отверстиях, поэтому вибрирующие сита быстро з а с о р я ­
ются.
Сортировка щепы п о д л и н е не дает полного п редставле­
ния о действительных геометрических р азм ерах частиц. Ширина
некоторых из них может быть больше длины. Такие частицы
будут отбракованы ка к крупные. Н а достоверность ф р акци он ­
ного состава о казы в ает влияние не только ширина, но и поло­
жение частиц в процессе сортировки. Д ли н н ы е нестандартные
частицы, находясь в вертикальном положении, просеиваются
через сито, либо застреваю т в ячейках. Чтобы этого не происхо­
дило, щепа своей длинной стороной д о л ж н а ориентироваться
параллельно плоскости сита. Необходимы р авн ом ерн ая подача
щепы и миним альная скорость частиц. При большой скорости
подачи происходят динамический удар щепы о поверхность
сита, дополнительное измельчение частиц и их заклинивание
в ячейках. Н еравно м ерн ая подача щепы на сортировку, осо­
бенно большими порциями, способствует уд ерж ани ю частиц
в вертикальном положении в толстом слое. Ч асть кондиционных
частиц не успевает просеиваться и вместе с крупными сходит
в отсев. Д л я снижения скорости частиц и равномерной подачи
на сортировку щепа, по даваем ая ленточными конвейерами,
предварительно поступает в уравнительный бункер (рис. 4 6 ,ж ) ,
а пневмотранспортом — в циклон (рис. 46, з ). Из промеж уточ­
ной емкости щ е п а-д о зи ру ю щ и м устройством ссыпается по н а­
правляю щ ей пластине на приемный лоток сортировочного ко­
роба. Д л я лучшего разравн и ван и я и распределения щепы на
поверхности, равномерного движ ения и схода частиц сита р азм е­
щаю т в коробах с уклоном от 2 до 10°, а иногда — до 20° к го­
ризонту. Р азр ав н и в ан и е щепы улучш ается в том случае, когда
нап р ав л яю щ а я пластина располож ена с уклоном, обратным у к ­
лону верхнего сита (рис. 4 6 ,з ). Р ав н ом ерн ая д о з и р о в а н н а я
подача щепы на сортировку достигается различными устрой­
ствами, например вертикальным шнеком (рис. 46, и).
Вынос рассортированной щепы от машины осуществляется
конвейерами, которые располагаю тся под выносными лотками.
Количество лотков зависит от числа фракций, па которые р а з ­
деляется щепа. Когда щепа сортируется на кондиционную ф р а к ­
цию и отсев, имеется два лотка (рис. 46, к). В этом случае от­
сев образую т крупная и м елкая некондиционные фракции. Д л я
увеличения выхода крупную ф ракцию рекомендуется после сор­
тировки щепы н ап равлять на доизмельчение. Тогда сортиро­
157
вочные машины имеют три лотка (рис. 46, л ) , которые могут
выходить на две или одну сторону короба (рис. 46, м). Д л я в ы ­
носа щепы используют ленточные или скребковые конвейеры,
а кондиционная ф ракци я может у д ал яться на склад пневмо­
транспортом (рис. 4 6 , л ) .
Конструкции сит по назначению подразделяю тся на две ос­
новные группы: плоские с и т а — д л я сортировки щепы по длине
э о о V,оооо
эоооа
d □ □ □ с
□ □ □ □
р □ □ □ а
&
в
25
$
л
О
/у
h*~- ■
К
Движение
,
щепы
М
О
О
о Уо
о о
I
д
Рис. 47. Конструкция сортировочных сит
(рис. 47, а, б, в), щелевые с и т а — д л я сортировки частиц по т о л ­
щине (рис. 47, г, д, е ) .
П л о с к и е с и т а изготовляют из металлического листа п ер­
форированием сверху вниз. Неровные кр ая отверстий с зау с ен ­
цами способствуют опрокидыванию длинных частиц на торец
и проходу их в кондиционную фракцию. Поэтому п ерф ори рован ­
ное сито нельзя перевертывать, чтобы не ухудшать качество сор­
тировки. Поверхность сита д о л ж н а быть ровной, без перегибов
и коробления, которые препятствуют равномерному рассеву ч а ­
стиц. Форма отверстий мож ет быть круглой, квадратной или
эллипсной. Р асп олож ен и е перфораций влияет на качество сор­
тировки и производительность сита.
Отношение общей площ ади сита F,, к суммарной площади всех отвер­
стий F 0 определяет коэффициент использования полезной площади М. П ер­
форации пробивают на листе обычно в ш ахматном порядке, что позволяет
наиболее полно использовать площ адь сита. Круглые отверстия расп ола­
гают по вершинам правильного шестиугольника, центр которого совпадает
с центром одного из соседних отверстий. В этом случае коэффициент ис­
пользования полезной площ ади
2 ( т + г)2V 3
где т — половина расстояния меж ду кромками смежных отверстий; г — р а­
диус отверстия.
158
С уменьшением диаметра отверстий коэффициент использования полез­
ной площади сниж ается. Если величину т выразить в долях радиуса, когда
б = т/г, тогда величина /и после преобразования составит /п = 0,9/( 1+ б ) 2.
Величина перемычки 2т характеризует прочность сита и зависит от
толщины листа и диаметра отверстий d. Средний размер перемычки можно
определить с достаточной для практики точностью [15] из эмпирического вы ­
раж ения 2т = 0,9 j. d ■ Отношение величины перемычки к диаметру отвер­
стия непостоянно и возрастает с уменьшением диаметра. С учетом предыду­
щего выраж ения 8 — 2 mid
площади сита составит
0,9 | d ■
М -
Отсюда
0,9
С
коэффициент использования
0,9rf
'.0 ,9
I d 2 '
Д ля сит с квадратны ми отверстиями со стороной h и длиной перемычки
2 т коэффициент использования полезной площади мож но определить из
выраж ения
м = ------(Л -|- 2 т)г
Э ф ф е к т и в н о с т ь с о р т и р о в к и определяется произво­
дительностью спта н оценивается количеством щепы, сортируе­
мой в единицу времени при заданном коэффициенте разделения
смеси е. Величина этого коэффициента характеризует качество
работы сортировочной машины. Она определяется отношением
количества п' просеянных через сито частиц заданного разм ера
к их содерж анию в щепе до ее сортировки п, т. е. г = п'1п. В ы ­
сокое качество разделения достигается в том случае, когда
е = 0,90-^0,98. При меньшем коэффициенте разделения, равном
0,85, качество сортировки считается средним. Низкое качество
сортировки наблю дается, когда е = 0,8.
Д ругим показателем качества сортировки является коэф ф и ­
циент засоренности отсортированной кондиционной щепы нестан­
дартными частицами, который определяется отношением коли­
чества нестандартных частиц, попавших во время сортировки
в кондиционную фракцию, к количеству их в исходной щепе.
В идеальном случае этот коэффициент долж ен быть равен нулю.
Качество сортировки щепы зависит и от формы перфорации
сита. Более достоверно разделение смеси осущ ествляется на
ситах с круглыми отверстиями, так как при других ф ормах л и ­
нейный разм ер проходного сечения непостоянен.
Д л я разделения щепы по т о л щ и н е разработаны щ е л е в ы е сортиро­
вочные устройства. Рабочие элементы таких машин выполнены из стальных
стержней либо пластин, расположенных параллельными рядами. Д л я луч­
шей ориентации щепы относительно щели и просеивания частиц по толщине
пластины имеют V -образное расположение (рис. 47, <3). С той ж е целью
стержни долж ны иметь не однорядное расположение в одной плоскости
(рис. 47, г), а двухрядное (рис. 47, е). В верхнем ряду расстояние х меж ду
стержнями составляет 32 и 38 мм для лиственных и хвойных пород соот­
ветственно. Расстояние у в нижнем ряду рекомендуется для лиственных
пород 8 мм, для хвойных 10 мм. Недостатком щелевых сортировок я в л я ­
ется возмож ность быстрого засорения их крупными частицами. Щ епа за159
клИннВается В щелях торцовыми срезамй, сделанными под острым углом.
Решением проблемы в данном случае является использование барабанных
сортировок, способных к самоочнстке.
Сортировочные машины для щепы, выпускаемые отечествен­
ными заводами, имеют механическое перемещение частиц и от­
личаю тся р азм ер ам и и производительностью. К ним относятся
напольные гирационные установки С1Д-1, СЩ-1М, СЩМ-60,
СЩ-120. Сортировочные установки С1Д-1 н СЩ -1М близки по
конструкции, которая схематично показа па рис. 45. Верхнее
сито имеет перфорации размером 35 мм. Крупные частицы з а ­
держ и ваю тся этим ситом и сходят на выносной лоток. К онди­
ционная щепа и мелкие частицы просеиваются через верхнее,
сито и поступают д л я разделения на следующее сито с перф о­
рациями размером 10 мм. Верхнее и нижнее сита наклонены
в разны е стороны д л я более удобного отвода рассортированной
щепы. Угол наклона сит 3°. П л о щ а д ь сита с мелкими отвер­
стиями увеличена установкой дополнительного среднего сита,
которое парал л ел ьно верхнему и имеет срез д ля свободного осы ­
пания щепы на нижнее сито. М ел ка я ф ракци я и опилки соби­
раю тся на поддоне.
Производительность установки СЩ-1 составляет 40 нас. м3/ч.
Ч астота колебаний короба 150 мин-1, мощность привода 4 кВт.
Производительность установки СЩ -1М увеличена до 60 нас. м3/ч.
Частота колебаний короба составляет 180 мин-1, мощность при­
вода снижена до 3 кВт. Одна из модификаций этой установки
(типа СЩМ-60) имеет аналогичную конструкцию, но несколько
иное, удобное д ля практики, расположение лотков д ля схода
щепы. К рупная и м елк ая фракции сходят по отдельным лоткам,
расположенным с одной стороны установки. Л о т о к для конди­
ционной щепы располагается с противоположной стороны ко ­
роба.
Более мощ ная сортировочная установка СЩ-120 опирается
на восемь шаровых опор. В коробе разм ещ ены три плоских
сита: верхнее с отверстиями разм ером 30 мм, среднее 10 мм
и нижнее 6 мм. М ел кая ф ракция и опилки собираются на под­
доне. Все сита п араллельны друг другу, поэтому лотки для
схода частиц и выносные транспортеры располагаю тся по одну
сторону установки. Угол наклона сит 2°. Производительность
машины 120 нас. м3/ч, частота колебаний короба 150 мин-1,
мощность привода 4,5 кВт.
К недостаткам указан ны х установок следует отнести с л о ж ­
ность м он таж а многоопорной конструкции, трудности техниче­
ского обслуживания, н ал ад ки и ремонта привода, размещенного
в нижнем основании машины м еж д у опорами. Д ругие недо­
статки связаны с неравномерной загрузкой и сортировкой щепы.
По мере перемещения щепы по ситу от загрузочного до вы гру­
зочного лотка н аблю дается неравномерное просеивание частиц.
Н аиболее интенсивно этот процесс осущ ествляется на участке
160
сита вблизи загрузочного лотка. С удалением частиц от лотка
эффективность использования сита все более снижается.
Ш ведской фирмой КМВ разработана гирационная установка СЦ Л (рис.
48, а ), которая не имеет указанных недостатков [15]. Подвижной короб 3
такой установки, имеющий форму шести- или восьмигранной призмы, подве­
шен на тросах 13 к неподвижной опорной раме. Привод 1 с противовесом 2
расположен в верхней части короба, который разделен вертикальными стен­
ками на шесть пли восемь секторов. К аж дый сектор состоит нз верхней
направляющей пластины 4 , двух снт 5, 6 п поддона 7.
13
ю
а
8
a
Рис. 48. Схема сортировочных установок для щепы СЦ Л и ИПС-1
Щ епа подается пневмотранспортом через трубопровод 14 в уравнитель­
ный бункер, расположенный над коробом. Частицы щепы нз аэросмеси опус­
каются на дно бункера, а воздух возвращ ается через трубопровод 15. В ос­
новании бункера смонтирован вертикальный шнековый дозатор 12 с при­
водом 16, который обеспечивает равномерную подачу щепы на сортировку.
Н аправляю щ ие пластины 4, расположенные с уклоном от центра короба,
обеспечивают перемещение щепы к основанию сегментов п далее на верх­
нее сито 5. Располож енное с уклоном к центру сито обеспечивает равно­
мерное отделение крупной фракции, которая через боковой лоток 10 направ­
ляется на донзмельченне в рубнтельную машину 11. Н иж нее сито с укло­
ном к Центру обеспечивает разделение щепы на кондиционную н мелкую
фракции. Важ ное преимущество такой сортировки в том, что по мере просенванпя щепы пропорционально уменьшается и площ адь сегментного сита.
Это обеспечивает компактность машины. Кондиционная щепа выносится че­
рез нижнее отверстие в центре короба и поступает в питатель 9 пневмотранспортной установки. М елкая фракция через боковой лоток поступает
на выносной конвейер 8.
Определенные трудности представляет сортировка зеленой
щепы. В ее составе находятся крупные частицы несколько не­
обычной д ля щепы формы. И з такой щепы трудно отделить на
плоских ситах хвойную лапку, длинные обрубки веток, рогатки,
отщепы древесины и куски коры. Р а зр а б о т а н а специальная
установка для сортировки зеленой щепы, рабочим органом кото­
6
Заказ №
1314
161
рой являю тся в ращ аю щ и еся зубчатые диски с определенным з а ­
зором, выполняющим роль калибра. Они насажены в ш а х м а т ­
ном порядке на горизонтальные валы , которые максимально
сближены и вращ аю тся в одну сторону с одинаковой скоростью.
П одача щепы осущ ествляется специальным питателем, который
обеспечивает ориентацию крупных частиц в горизонтальной пло­
скости перпендикулярно направлению движения. Н а первой
секции установки эти частицы отделяются, а оставш аяся щепа
проходит между широкими дисками и подается на вторую сек­
цию. Здесь диски имеют значительно более узкий зазор, через
который проходит только мелкая ф ракция. Кондиционная щепа,
оставш аяся на дисках второй ступени, сходит с них па выносной
конвейер. М ел ка я щепа подвергается дополнительному р а зд е л е ­
нию на плоском сите. Преимуществом дисковой установки я в л я ­
ется способность к самоочистке.
В нашей стране р азр а б о та н а пневматическая установка
(рис. 48, б) д л я сортировки зеленой щепы, которая позволяет
отделить древесную зелень [18]. В серийно выпускаемом и зм ель­
ч и т е л е — пневмосортировщике ИПС-1 сучья и ветви 5 подвер­
гаются измельчению реж ущ им механизмом 4. Полученная зе л е ­
ная щепа, состоящ ая из смеси частиц древесины 2 и древесной
зелени 3, по наклонному патрубку поступает в вертикальную
сортировочную колонну 1. Здесь она подхватывается нагн е­
таемы м потоком сж атого воздуха. Аэродинамические свойства
частиц различны. Более легкая д ревесная зелень в виде кусоч­
ков неодревесневших побегов, покрытых хвоей (па рисунке они
показаны к р у п н е е ), потоком воздуха выносится из колонны,
а более тяж ел ы е древесные частицы п адаю т вниз на тран сп ор ­
тер.
6.2 ВН УТРИ С КЛ А Д СКО Й ТРАНСПОРТ Щ ЕП Ы
Д л я перемещения измельченной древесины между складам и
и цехами, а т а к ж е из цехов щепы на ск лад используют механи­
ческие и пневматические транспортные устройства различной
производительности и конструктивного исполнения. Внутрискладской транспорт д о л ж ен обеспечить:
высокую экономичность процесса перемещения;
сохранение формы, разм еров и фракционного состава частиц;
надеж ное перемещение щепы независимо от времени года;
перемещение щепы по территории нижнего ск лада с учетом
располож ения действующего технологического оборудования;
раздельную подачу щепы по породно-качественному составу
на ск лад или отгрузку.
Удельные энергозатраты ( Вт - ч ) на перемещение 1 м3 щепы
на расстояние 1 м определяю т ло формуле
162
где q — удельные затраты па перемещение щепы; N — установ­
ленная мощность, Вт; Я ч — часовая производительность, м3/ч;
L — расстояние перемещения щепы, м.
При выборе транспортных средств следует учитывать, что
механические конвейеры наиболее эффективны при небольшом
расстоянии перемещения щепы — до 70—80 м. И з них наиболее
экономичными и малоэнергоемкимн являю тся ленточные кон ­
вейеры, эффективно работаю щ ие при перемещении щепы до
400 м. Применение пневмотрапспортных установок при малом
расстоянии перемещения экономически невыгодно. Их ц еле­
сообразно использовать д ля виутрискладского или межцехового
транспорта щепы на значительные расстояния — от 70—80 м
до 1500 м.
Ш ирокое распространение для перемещения щепы получили
скребковые, ленточные, винтовые, реж е вибрационные кон­
вейеры.
С к р е б к о в ы е к о н в е й е р ы перемещают щепу по лотку,
деревянному или обшитому листовой сталью, имеющему п рям о­
угольное сечение. Д остоинствами скребковых конвейеров я в л я ­
ются простота конструкции, надежность в работе, возможность
загрузки и выгрузки щепы на любом участке трассы. Основные
недостатки скребковых конвейеров вызваны трением щепы
о стенки лотка, что вызы вает дополнительное измельчение ч а ­
стиц, значительный расход электроэнергии, ограничение скоро­
сти перемещения, длины и производительности, быстрый износ
лотков и тяговых цепей. Угол наклона конвейера ограничен 30°.
Ч асо в ая производительность скребкового конвейера о п ределя­
ется по формуле
П ч = 3600uVcknk pll,
где v — скорость движения тяговой цепи, м/с; V — средний
объем щепы, транспортируемой одним скребком, м3; с — попра­
вочный коэффициент для наклоненных под углом ср конвейеров,
с = 1—sincp; k n — коэффициент полнодревесности щепы; I — р а с ­
стояние между скребками, м; k p — коэффициент использования
рабочего времени.
Объем щепы, транспортируемой одним скребком, прибли­
женно определяется по формуле
У = 1,Ш ?* л ,
где /г, /г — соответственно высота и длина скребка; k a — к оэф ­
фициент заполнения лотка перед скребком, &л = 0,5-=-0,6.
Скребковый конвейер Т О Ц 16-5 производительностью 15 м3/ч
перемещает щепу на расстояние 40 м со скоростью 0,5— 0,8 м/с.
Расстояние меж ду скребкам и составляет 810 мм. Высота
скребков 83 мм, длина 450 мм, мощность привода 5,5 кВт.
Скребковый конвейер КС перемещает щепу на расстояние от
20 до 60 м со скоростью 0,50—0,63 м/с. Производительность
конвейера от 6 до 250 м3/ч. Расстояние между скребками
6*
163
640 мм. Разм еры скребков различные. Высота колеблется от 200
до 400 мм, длина от 440 до 1200 мм. Мощность привода 4,5—
6,0 кВт [20].
Л е н т о ч н ы е к о н в е й е р ы перемещают щепу бесконечной
прорезиненпой лентой, движущ ейся по роликам или скользящей
по пастилу. Наиболее важ н о е преимущество ленточных конвейе­
ров— сохранение целостности частиц, которые в процессе пере­
мещения остаются неподвижными па движ ущ ейся ленте. По
удельному расходу электроэнергии на перемещение щепы они
в 1,5—2,0 раз экономичнее скребковых. Наибольш ий угол п о д ъ ­
ема щепы ленточными конвейерами составляет 12°, так как при
больших углах наблю дается сползание щепы с ленты. Р а в н о ­
мерная загрузка ленточного конвейера щепой производится из
уравнительного бункера с дозатором или через загрузочные во­
ронки. Р а згр у зк а осуществляется па конечной ветви простым
сходом щепы с ленты, огибающей ведущий барабан. На проме­
жуточных участках трассы применяют плужковые с б р ас ы в а­
тели одно- или двухстороннего действия. Угол поворота з а с ­
лонки для схода щепы составляет 30— 45°.
Ч асо в ая производительность ленточных конвейеров опреде­
л яется по формуле
Я ,, =
3600Fvknk p,
где F — площ адь поперечного сечения щепы па лейте, м2; v —
скорость движ ения ленты, м/с.
Д л я увеличения производительности конвейеров, имеющих
плоскую ленту, рекомендуется устраивать лотки с вер ти кал ь ­
ными боковыми стенками из металла или древесины. М еж ду
боковыми стенками и лентой устанавливаю т защ итны е клапаны
из прорезиненной ленты или войлока, которые препятствуют по­
п аданию частиц под несущую ленту. Р аз р аб о тан ы различные
конструкции стационарных и передвижных ленточных конвейе­
ров, технические характеристики которых приведены в табл. 20
(масса стационарных конвейеров у к а за н а без массы приводной
и натяж ной станций).
Т абл иц а
20
Характеристики ленточных конвейеров
передвижных
П оказатели
Д лина, м
Ширина
ленты, мм
Скорость ленты,
м/с
Мощность при­
вода, кВт
Масса, кг
164
стационарных
Т-144
Т- 164В
т л -ю
К л С-500
КЛС-650
КЛС-800
к л С -1000
15
500
10
500
10
500
80
500
80
650
80
800
80
1000
1,6
1,6
0,6—0,8
1,6
1,6
1,6
2,0
2,8
2,8
1,7
2 ,8 - 2 0
2,8—20
4 ,5 - 2 0
4,5—20
1000
640
900
6255
7290
8915
15 450
В и н т о в ы е к о н в е й е р ы , пли шнеки, перемещают щепу
на расстояние до 30—40 м горизонтально или наклонно под
углом не более 15— 20°. Рабочим органом конвейера является
винт, при вращении которого щепа перемещ ается скольжением
вдоль ж елоба круглого сечения. З а гру зка конвейера щепой осу­
щ ествляется через специальные воронки. Выгрузка щепы про­
изводится через отверстия в днище ж елоба. Общий недостаток
винтовых
конвейеров — дополнительное
измельчение
щепы
в процессе перемещения. Винтовые копвейры часто используют
д ля перемещения щепы м еж д у станками и дозированной подачи
ее на сортировку, в систему учета, трубопровод пневмотранспортной установки. В последнем случае применяют короткие
консольные шнеки с переменным шагом винта. При этом в ж е ­
лобе меж ду шнеком и выгрузочным окном создается герметич­
ная пробка из частиц древесины, которая предупреж дает выброс
воздуха через загрузочное устройство.
Ч асо вая производительность винтового конвейера зависит
от параметров винта и определяется по формуле
/7Ч— I 5n d2nsk3ckpk iu
где d — диаметр винта, м; п — частота вращ ения винта, мин-1;
s — шаг винта, м; с — поправочный коэффициент д ля наклон­
ного шнека, с = 0,6-:-1,0 при уменьшении угла наклона от 20°
до 0; k 3 — коэффициент заполнения поперечного сечения винта,
63= 0,4.
Ш аг винта д ля перемещения щепы долж ен быть равен его
диаметру. Н аи б о л ьш ая допустимая частота вращ ения винта
Птах определяется по эмпирической формуле
^тах — 65/1' d •
Ппевмотрапспортные
установки
перемещают
щепу в герметичном трубопроводе потоком воздуха, н агнетае­
мого вентилятором высокого давлен ия или воздуходувной м а ш и ­
ной. П од ач а щепы в трубопровод осущ ествляется специальным
дозирующим устройством или питателем. Пневмотранспортные
установки получили широкое распространение в лесной промы ш ­
ленности и предприятиях, п ерерабатываю щ их щепу. Они могут
быть рассчитаны практически на любую производительность,
которая необходима. Д и а п а зо н производительности установок
колеблется от 5 до 350 т/ч. Они перемещают щепу под любым
углом в плане и профиле трассы, могут осущ ествлять верти­
кальный подъем щепы н р аботать в «плаваю щ ем» режиме. Т ех­
нологическая привязка цехов щепы на нижних ск ладах уп р о щ а­
ется, когда трубопровод мож но проложить среди действующих
потоков сырья. Однако при выборе пневмотранспортных у с т а ­
новок щепы следует учитывать их недостатки: неэф ф ектив­
ность работы при небольшом расстоянии транспортировки; з н а ­
чительные удельные энергозатраты ; дополнительное измельче­
ние щепы в скоростном потоке аэросмеси; высокий уровень шу.м.а.
165
При правильном проектировании, монтаж е и эксплуатации
установок влияние этих недостатков можно уменьшить. Д л я со­
хранения качества щепы недопустимы высокие скорости потоков
аэросмеси. Реком ен дуем ая скорость движ ения щепы в аэр о ­
смеси составляет 22—27 м/с для трубопроводов диаметром 200—
350 мм и 28— 34 м/с д л я трубопроводов диаметром 360—600 мм.
Скорость потока в трубопроводах постепенно возрастает к концу
трассы. Аэродинамическое сопротивление вызы вает падение
давлен ия воздуха и снижение его плотности. Поскольку расход
массы воздуха в трубопроводе постоянен, снижение плотности
автоматически вызы вает увеличение скорости. Д л я сохранения
качества щепы важ н о обеспечить на всем протяжении пневмо­
трассы постоянство скорости аэросмеси. Оно достигается по­
степенным, ступенчатым увеличением диаметра трубопровода [19].
Щ епа повреж дается и растрескивается при перемещении
в различных элементах пневмотрасс, но особенно значительно
при изменении направления движения. Н а поворотах происхо­
дит удар щепы о стенки трубопровода. При этом возможно
смятие кромок торцов, разруш ение частиц по наиболее слабому
направлению в древесине — вдоль волокон, образование трещин
и спичек. Количество растрескавш ейся щепы зависит от угла
встречи со стенкой и наиболее интенсивно возрастает (от 8
до 2 3 % ) , когда угол встречи изменяется от 45 до 90°. П о р о д ­
ный состав щепы, физико-механические свойства древесины и
отрицательная тем пература среды оказы ваю т влияние на д о ­
полнительное измельчение частиц.
Н есмотря на отмеченные недостатки, пневмотранспортные
установки б лагодар я их надежности, высокой степени м е х ан и за­
ции и автоматизации работ нашли широкое применение в про­
мышленности.
Техническая характеристика пневмотранспортных установок
для перемещения щепы
ПНТУ-2М BO-59 ЛТ-67
Производительность, м3/ч
Д лина, м ..........................
.................
Диаметр, мм
Давление, к П а .................
Установленная мощность, кВт
. . .
7
70
260
4,9
28,4
ВП-1
ВП-5
ВП-ЗМ
35
30
15
60
60
75
100
400
350
650
319
319
260
515
359
11,77 11,77 39,24 17,66 63,76
78,0 72,0 104,5 264,0 414,0
Д л я нагнетания воздуха в пневмотранспортных установках
используют различные воздуходувные машины центробежного
типа. В зависимости от создаваемого в трубопроводе давления
разли чаю т низко-, средне и высоконапорные установки (соот­
ветственно ПНТУ-2М; ВО-59 и ЛТ-67; ВП-1, В П-ЗМ и В П -5).
В состав пневмотранспортной установки ПНТУ -2М входят
(рис. 49) центробежный вентилятор 2 с всасываю щ ей трубой 1,
шлюзовой питатель 3, нагнетательный трубопровод 4, переклю ­
чатель 5 трубопровода к отводам. П ри работе установки кон­
диционная ф ракци я частиц ссыпается в воронку питателя. В на166
гнетаТеЛьном трубопроводе она увлекается потоком воздуха И
перемещ ается в виде аэросмеси. П одача щепы на ск лад и л и щеповоз осущ ествляется по отводам 6 и 8, которые могут попере­
менно подключаться к трубопроводу 4 с помощью позиционного
переклю чателя 5. Отвод трубопровода 6 закан чи вается стаци о­
нарно закрепленной насадкой 7, которая предназначена для
направленной подачи щепы на склад кучевого храпения. П огру­
зочный отвод 8 оборудован приводным дефлектором 9, совер­
шающим возвратно-поступательные движения в пределах 0—60°.
Б л аг о д ар я этому выходное сопло равномерно за г р у ж а е т щеповоз в поперечном сечении. Пневмотранспортные установки
ВО-59 и ЛТ-67, предназначенные для погрузки щепы в щеповозы и речные суда, могут быть использованы и д ля других
транспортно-переместительных операций в пределах нижнего
склада.
Р асход воздуха в пневмотранспортных установках регулиру­
ется шиберным устройством. При необходимости производи­
тельность установок может быть увеличена за счет более м о щ ­
ной воздуходувной машины. Расчеты установок проводятся по
методике, изложенной в работе [19].
Высоконапорная пневмотранспортная установка ВП-1 имеет
основное оборудование, унифицированное с ПНТУ-2М. З н а ч и ­
тельная дальность транспортировки щепы и более высокая
производительность достигнуты за счет более мощной центро­
бежной воздуходувной машины ТВ-80-1,4. Установка п р ед н а зн а­
чена не только д л я перемещения щепы на склад, но и непосред­
ственно в п ерерабатываю щ ий цех, для чего в ее состав входит
циклон-отделитель. Аналогичное назначение имеют наиболее
высокопроизводительные установки ВП-5 и ВП-ЗМ. Отличи­
тельной особенностью их является шлюзовой питатель броскового типа с направленной подачей щепы. Установка ВП-ЗМ
имеет ступенчатый трубопровод, н ачальная ветвь которого д л и ­
ной 400 м имеет диаметр 359 мм, а конечная 384 мм.
При загрузке щепы в трубопровод установок применяют
шлюзовые питатели барабанного типа, устройство которых по­
казано на рис. 50, а. П итатель состоит из загрузочной воронки
/, приводного ротора 3, расположенного в корпусе 2, смеситель­
ной камеры 4 и отраж аю щ и х пластин 5. И зм ельченная древе167
сипа через загрузочную воронку поступает в секционные ячейки
ротора, который для уменьшения потерь сж атого воздуха у с т а ­
н авливаю т с зазором от корпуса в 0,3—0,5 мм. При его в р а ­
щении щепа перемещается к соединительному ка н а лу 5 и ссы­
пается в смесительную камеру, где смешивается с нагнетаемым
воздушным потоком. Привод ротора осуществляется через р е ­
дуктор от электродвигателя мощностью 2,7— 14,0 кВт. Устой­
чивая работа питателя зависит от равномерной подачи щепы по
Рис. 50. Устройство шлюзового питателя (а, б) и переключателя трубопровода
1в)
всей длине ячейки ротора без ее перегрузки по высоте лопасти.
Д л я предупреждения заклин и вани я частиц м еж д у лопастями
и корпусом, вследствие чего возможна остановка ротора м у ф ­
той предельного крутящего момента, коэффициент загрузки сек­
ционных ячеек щепой не долж ен превыш ать 0,5— 0,7.
К недостаткам б араб ан н ы х питателей относят потери с ж а ­
того воздуха, примерзание ротора к корпусу, значительные гид­
равлические потери на разгон частиц с начальной нулевой
скоростью. Эти недостатки существенно снижены в более совер­
шенной конструкции питателя, ротор которого установлен пер­
пендикулярно оси трубопровода, а смесительная кам ера см е­
щена по ходу движения аэросмеси (рис. 5 0 ,6 ).
Д л я поочередной подачн щепы в несколько пунктов н а зн а ­
чения одной пневмотранспортпой системой используют п ереклю ­
чатели трубопроводов. Конструкция трехпозицнонного п ереклю ­
чателя револьверного типа (рис. 50, б) вклю чает двухколенный
поворотный патрубок 5, сочлененный с одной стороны с па168
гнетательным трубопроводом 7, с другой — с одним из трех
отводных трубопроводов 2. Электромеханический привод 1 и
кронштейн 4 обеспечивают продольный отжим, поворот и присо­
единение патрубка 5 к одному из отводов. Нагнетательный
трубопровод и отводы, расположенны е на вертикальном щите 3,
ж естко смонтированы на опорной рам е 6. У правление п ереклю ­
чателем осущ ествляется дистанционно и долж но проводиться
при обязательной остановке подачи щепы в шлюзовой питатель.
При проектировании транспортной системы переключатель сл е­
дует располагать таким образом, чтобы длина отводов была
наименьшей.
6.3. Х Р А Н Е Н И Е Щ ЕП Ы
Необходимость хранения щепы на складе вызы вается нере­
гулярной отгрузкой и неравномерной работой цеха.
В м е с т и м о с т ь и з а п а с — два важ н ы х п оказателя склада
щепы. Н аибольш ее количество щепы, которое можно отсыпать
на складе, х арактери зует его вместимость. З а п а с определяется
объемом щепы, который хранится на ск ладе в данный момент
времени. Этот показатель непостоянен д ля ск лада и является
случайной величиной. При недостаточной вместимости склада
возможно его переполнение, из-за чего возникают простои цеха
и потери 25— 30 % рабочего времени. Ч р езм ерн ая вместимость
потребует излишних и ненужных капитальных вложений на
устройство склада. Она отрицательно ск аж ется и на качестве
щепы из-за продолжительного хранения. Значения оптимальной
вместимости ск лада при вывозке щепы вагонами и автощеповозам и приведены ниже [45].
Сменный объем
поступления
щепы из цеха на склад, пл. м3 .
15
Рекомендуемая
■ вместимость
.............................. 27—36
склада, смен
25
50
100
19—26
15—21
10—15
200
7— 12
Классификация складов щепы осуществляется в зависимости
от объема хранимой измельченной древесины и способа х р а н е ­
ния. По объему хранимой щепы условно р азли чаю т склады м а ­
лой, средней и большой вместимости. С клады малой вместимо­
сти рассчитаны на хранение зап аса щепы до 7-сменной в ы р а ­
ботки, склады средней вместимости — до 36-сменной выработки
(такие склады используют при вывозке щепы вагонами и автощ еповозам и). С клады большой вместимости, рассчитанные на
хранение щепы в межнавигационный период, устраиваю т на бе­
реговых складах, где вывозка производится в судах.
Р а зл и ч аю т три основных способа хранения щепы: з а к р ы ­
тый — в бункерных галереях, открытый — в кучах на специаль­
ных п лощ ад ках ,'ко н тейн ерн ы й — в небольших емкостях.
Закрытые
склады
щепы имеют механизированные
бункерные галереи, которые представляю т собой систему ж е л е ­
зобетонных или деревянных бункеров призматической или
169
цилиндрической формы, с боковым (рис. 51, а, б) или нижним
(рис. 51, в, г) расположением разгрузочных люков. Р а в н о м е р ­
ное распределение щепы по бункерам производится с помощью
скребковых или ленточных транспортеров 1, расположенных
на верхнем перекрытии 2. Выгрузка осущ ествляется г р а в и т а ­
ционным истечением щепы через боковые или нижние люки, ко­
торые имеют подвижные створки 8. При свободном истечении
щепы через щелевое отверстие в бункере наблю дается образо-
Рнс. 51. Типы бункерных галерей
вание динамических сводов, которое зависит от многих ф а к т о ­
ров. Д л я интенсификации выгрузки дно бункера 4 делается н а ­
клонным, а на стенках 4 и 5 устанавливаю т электровибраторы
7. С этой ж е целью боковые стенки 3 делаю тся не вер ти кал ь ­
ными, а с наклоном под углом 10°. Производительность по­
грузки составляет 30— 70 м3/ч.
П редставляет интерес конструкция бункерной галереи с при­
нудительной выгрузкой щепы транспортером, расположенным
в днище (рис. 51, г). Преимуществом такой галереи является
возможность располож ения основания бункера па небольшой
безопасной высоте. При установке двух транспортеров может
производиться загрузка одновременно двух щеповозов, которые
ставят под погрузку рядом с галереей.
Закр ы то е храпение позволяет защ итить щепу от неблаго­
приятных воздействий окруж аю щ ей среды. Однако бункерные
галереи требуют больших капиталовложений. Они имеют о г р а ­
ниченную вместимость: в пределах от 50 до 100 м3 при в ы ­
возке автощеповозами, от 650 до 1500 м3 при вывозке в аго­
нами. Д л я хранения щепы различных древесных пород и н а ­
значения требуется устройство отдельных галерей.
Открытые склады для кучевого хранения щепы получают все
большее распространение- благодаря следующим преимущест­
вам: относительно низким затр а т ам на устройство и со д е р ж а ­
ние; экономичному использованию производственной площади;
практически неограниченной вместимости.
170
С клады для открытого хранения щепы могут вмещ ать от
1000 м3 до 700 тыс. м3, а высота куч достигает 30 м. В леспром­
хозах д л я кучевого хранения устраиваю т сравнительно неболь­
шие площ адки размером от 2 5 x 2 5 до 6 5 X 7 0 м. Н а нижнем
складе можно у страивать несколько таких площ адок в з а в и ­
симости от породы древесины, назначения и качества щепы.
Твердое покрытие площ адок делается асфальтобетонным или
гравийным, с уклоном для отвода воды. Береговые открытые
склады щепы можно устраивать на причалах эстакадного типа
или свайном основании из бревен. Чтобы щепу не уносило в е т ­
ром за пределы склада, по его периметру устанавливаю т сет­
чатое мелкоячеистое ограж дение высотой до 2,5 м. Объем щепы,
хранимой на таких п лощ адках, достигает 4— 5 тыс. м3 при в ы ­
соте куч 8— 10 м.
П л о щ а д к а д ля склада д олж на располагаться с наветренной
стороны по отношению к источникам пыления, дымовым трубам
и установкам с открытыми источниками огня. Требования про­
тивопожарной безопасности долж ны быть учтены при устрой­
стве складов открытого хранения щепы. П о ж а р н а я опасность
открытых складов щепы значительно ниже, чем складов круг­
лых лесом атери алов [4]. При возгорании щепы интенсивность
горения зависит от скорости ветра и влаж ности древесины.
Слой образую щ ейся золы значительно снижает скорость горе­
ния и тепловое излучение. Температура на расстоянии 1 м от
горящей поверхности щепы не превыш ает 100 °С, поэтому
можно подойти вплотную к куче и ликвидировать огонь р асп ы ­
ленной струей воды.
Открытые склады оборудуют ленточными конвейерами и
пневмотранспортными установками. Н аиболее плотную укладку
щепы в кучах осущ ествляет пневмотранспорт, которому с л е­
дует отдавать предпочтение. Высота куч здесь не ограничива­
ется стоимостью оборудования для насыпки, а трубопровод
пневмосистемы можно п роклады вать над кучей.
Способ открытого хранения щепы имеет ряд недостатков,
к числу которых следует отнести:
развитие биохимических процессов, вызы ваю щ их деструкцию
щепы;
потери древесины, легкогидролизуемых и смолистых в е ­
ществ;
воздействие на щепу окруж аю щ ей среды, что приводит к пе­
ремешиванию ее со снегом, загрязнению минеральными приме­
сями, смерзанию наружны х слоев, потемнению и деструкции
древесины под воздействием солнечной радиации.
Хорошо известно, что вл аж н ы е материалы органического
происхождения подвержены саморазогреванию в результате
деятельности микроорганизмов. Поверхность контакта д р е в е ­
сины с внешней средой в щепе возрастает в 150—200 раз, по­
этому щепа в кучах начинает разогреваться сразу ж е после о т­
сыпки.
17)
Однако экзотермические процессы пе происходят при низких
тем пературах воздуха. Д л я н ач ал а деятельности м и кроорган и з­
мов необходима тем пература + 3 ° С .
Температурный реж им зависит от р азм ера куч, плотности
укладки частиц, времени года, породы древесины, примесей,
атмосферных воздействий. Быстрее разогреваются большие
массы щепы объемом свыше 3000 м3, уложенные пневмотранс­
портом. Кучи щепы, сформированные ленточными конвейерами,
имеют более рыхлую структуру и разогреваю тся до более н из­
ких температур. В небольших кучах теплоотдача может зн ач и ­
тельно превышать интенсивность экзотермического процесса и
увеличение температуры пе наблю дается. Однако это не я в л я ­
ется свидетельством того, что деятельность микроорганизмов
не происходит. Потери древесины в небольших рыхлых кучах
щепы наблю даются больше, чем в больших плотных кучах.
Интенсивность нарастания температур неодинакова для различных пород
древесины. Щ епа из древесины лиственных пород достигает наибольшей
температуры после 10— 15 дней хранения, хвойная — после 15—30 дней.
Н аибольш ая температура разогрева березовой щепы составляет 67—69 °С,
сосновой 62—6 4 °С, еловой 56—5 9 °С. Примесь опилок способствует увели­
чению температуры до 80 °С, а коры до 90 °С.
В благоприятных температурно-влаж ностных условиях дереворазруш ающне грибы быстро изменяют структуру древесины. В результате протекаю ­
щих реакций и разрушительной деятельности микроорганизмов происходят
потери древесины, которые определяют по изменению ее плотности. З а 4— 5|
месяцев потери массы абсолютно сухой щепы составляю т у хвойных пород
от 2,2 до 9,7 %. Потери древесины при хранеш ш в летних условиях обычно
выше для щепы, находящ ейся на боковых склонах куч, а зимой они выше
в центральных и нижних слоях. В районах с умеренным климатом потери
не превышают 0,5—0,7 % за каж ды й месяц хранения.
Выход целлюлозы при кучевом хранении щепы практически не сн иж а­
ется. Однако уменьшение плотности древесины приводит к увеличенному
расходу щепы. Существенным количественным и качественным изменениям
подвергаются при хранении щепы смолистые вещества в древесине. Выход
таких побочных продуктов, как скипидар и талловое масло, сниж ается на
целлю лозно-бумажных предприятиях иногда в 6 раз. Но при сульфитном
способе переработки сииженне смолистых веществ — положительный фактор,
так как смоляные затруднения становятся значительно меньше.
Д л я снижения потерь древесины при кучевом хранении п ред­
ложены физические, химические и биологические способы
заш иты щепы. Наиболее простым, доступным, дешевым и неток­
сичным способом защ иты является орошение щепы водой. П л о т ­
ность увлажненной щепы пе меняется на протяжении 4 м еся­
цев от начала хранения. При химических способах защ иты д р е ­
весина подвергается обработке водными растворами различных
антисептиков. Биологические способы защиты, основанные на
антагонизме грибов, находятся в стадии разработки. Вопросы
защ иты измельченной древесины имеют важ н ое н ароднохозяй­
ственное значение. Несмотря на то, что щепа на лесозаготови­
тельных предприятиях хранится сравнительно недолго, з а щ и т ­
ную обработку целесообразно проводить в начальной стадии ее
производства па лесных складах.
172
К о н т е й н е р н ы й с п о с о б х р а н е н и я Имеет одно в а ж ­
ное преимущество по сравнению с бункерным н кучевым: щепа
не подвергается здесь различным механическим воздействиям и
сохраняет свое качество наилучшим образом.
Р азр аб о т ан ы типовые конструкции жестких контейнеров для
щепы типа КЩ -2 и КЩ -3 вместимостью 17,5 и 12,5 м3. М асса
контейнеров составляет 1100 и 940 кг. В ыгрузка щепы осуще­
ствляется через откры ваю щ иеся в дннще створки. П р еи м ущ е­
ство контейнеров — возможность использования на погрузке
действующих па ннжием складе ПТМ. Своеобразным контейне­
ром является сменный кузов щеповоза, который заполняется
щепой в тот период, когда автомобиль отвозит заполненный
кузов потребителю.
Контейнерное хранение и контейнерные перевозки щепы по­
лучат широкое распространение, когда будут разработаны л е г­
кие жесткие контейнеры с сетчатым ограж дением. Н аходят при­
менение при храпении и вывозке зеленой щепы з а рубежом
легкие контейнеры — мешки большой вместимости. В аж н ое з н а ­
чение будут иметь сплавные контейнеры д ля береговых у д ал ен ­
ных складов.
6.4. П О ГРУЗКА Щ ЕП Ы
Технологические схемы погрузки щепы на лесных складах
показаны на рис. 52, где позиции на всех схемах имеют о дин а­
ковое обозначение. Из цеха 1 щепа пневмотранспортной у с т а ­
новкой 2 подается на ск лад открытого хранения 4, либо непо­
средственно в вагон, автощеповоз или судно 7. П огрузка со
ск лада осуществляется скребковыми и ленточными конвейе­
рами, пневмопогрузчиками и крапами. Выбор погрузочных
средств зависит от способа хранения, энерговооруженности
предприятий, условий погрузки и объема отгруж аемой щепы.
Возможно комбинированное использование, например, кранов и
ленточных конвейеров.
После заполнения
контейнеров
5
(рис. 52, а) щепа складируется открытым способом. П огрузка
в вагоны осущ ествляется краном 8, который используется для
лесоскладских работ. Контейнеры подаются крапом к вагону,
р азгр уж аю тся и возвр ащ аю тся на склад 6. П огрузка щепы
с открытого ск лада 4 производится ленточным конвейером 3.
При открытом хранении щепы погрузка осуществляется л ен ­
точным конвейером 3 (рис. 52,6) или пневмопогрузчиком 9
(рис. 52, в). В нутрискладская пневмоустановка т а к ж е п ереклю ­
чается на погрузку щепы, которая из цеха, минуя склад, н а ­
правляется в щеповоз. П огрузка щепы с открытого ск лада м о­
ж ет осущ ествляться башенными или плавучими крапами, обору­
дованными специальными грейферами (рис. 52, г , д ) .
Т ребуем ая часовая производительность погрузочного сред­
ства вместимостью q может быть рассчитана по формуле
П„ ^ q k j t j x ,
Где k 3 — коэффициент зап аса на «шапку», /г3= 1,05— 1,1; т —
нормативное время простоя щеповоза под погрузкой.
Выбор погрузочного средства зависит от объемов производ­
ства и приведенных расходов на погрузку. При годовых объемах
Рис. 52. Технологические схемы погрузки щепы
отгрузки до 5 тыс. м3 выгодно использование контейнеров, ков­
шовых автопогрузчиков и кранов с грейферами. При годовых
объемах от 5 до 20 тыс. м3 наиболее экономична погрузка щепы
башенным краном с грейфером и ковшовым автопогрузчиком.
При больших объемах производства (от 20 до 60 тыс. м3 в год)
наиболее экономична погрузка ковшовым автопогрузчиком и
пневмопогрузчиком, а при объемах свыше 60 тыс. м3 только
174
пневмопогрузчпком. Ленточные конвейеры экономически в ы ­
годны при годовом объеме работ от 40 до 60 тыс. м3 [26].
П огрузку щепы грейферами применяют в случае, если ком ­
плекс по отгрузке располож ен на нижнем ск ладе в зоне д ей ­
ствия башенного крана. Р а зр а б о т а н ы специальные грейферы для
щепы производительностью 45 и 70 м3/ч. Гидравлический грей­
фер ГГ-5Щ предназначен д л я оснащ ения башенных кранов г р у ­
зоподъемностью 5 т. Он состоит из двухчелюстного ковша, при­
водимого в действие гидроцилиндрами, гидромоторной группы
с двум я электродвигателями по 7,5 кВт и двум я ш естеренча­
тыми насосами. М асса грейфера 2450 кг, объем зачерпываемой
щепы 5 нас. м3. При подвеске грейфера к грузовому канату од ­
ноблочную крюковую обойму крана зам еняю т двухблочной
траверсой, к которой крепят червячное устройство д ля р а з в о ­
рота грейфера на 180° в горизонтальной плоскости. М онтаж и
д ем он таж грейфера к крану БК С М -14П М 2 зан и м ает около 1 ч.
Д л я погрузки щепы на береговых ск л а д а х используют д ву х­
канатны е грейферы Л Р-64А, которыми оснащ аю т стреловые б а ­
шенные или плавучие двухканатны е краны грузоподъемностью
5 т. Грейфер состоит из двухчелюстного ковша, ч еты рехкрат­
ного полиспаста и тяг. Н а нижней части тяг имеется серьга для
соединения с успокоителем, с помощью которого грейфер ориен­
тируют относительно борта судна. М асса ковша составляет
2610 кг, вместимость 6,7 нас. м3. Ч а со в ая производительность
при использовании плавучего крана К ПЛ-5-30 достигает 100 т
[26].
Основными эксплуатационными характери сти кам и грейфе­
ров являю тся относительная зач ер п ы ваю щ ая способность k c и
коэффициент использования грузоподъемности крана ф:
К = т щ1тт\
(р = т щ/тк,
где /пщ — масса ■щепы в грейфере; т г — масса грейфера без
щепы; т к — грузоподъемность крана.
Пневмопогрузчик ВО-59 (рис. 53) предназначен д ля по­
грузки щепы с открытых складов в ж елезнодорож ны е вагоны.
О т гр у ж а ем а я щепа бульдозером надвигается на нижнюю часть
лотка скребкового конвейера 5, оборудованного шиберным у с т ­
ройством 10 д ля дозированной подачи щепы в шлюзовой п ита­
тель 6. И зм ен яя просвет м еж д у шибером и цепным конвейером,
можно регулировать
производительность
пневмопогрузчика
в зависимости от физико-механического состояния щепы и у с ­
ловий погрузки. В трубопроводе 4 щепа увлекается потоком с ж а ­
того воздуха, нагнетаемого воздуходувной машиной 2 типа
ТВ-150-1,12 с электроприводом 3. В сасываю щ ий патрубок 1 м а ­
шины оборудован шиберным дросселем, с помощью которого ре­
гулируется расход воздуха в пневмосистеме.
Конечная ветвь трубопровода с дефлектором 11 смонтиро­
вана на мачте 7, откуда щепа со скоростью 20—22 м/с посту­
пает в щеповоз или вагон. Д л я равномерной загрузки вагона
175
n 11 Ось н а с а д к а
gu^
загрузочной
\^1К\крайние пот>
Х г А ^ /л /я насад
\Д \к и загрузочТЛ— h — ^ ш /
ш щ к и репьса
К р а й н ее п о л о м е н и е
транспортера
Рис. 53. Схема пневмопогрузчика ВО-59
по длине предусмотрено его перемещение маневровой лебедкой
9 типа Т-193Б. Р ав ном ерн ая поперечная загр узк а тр ан сп о рт­
ной емкости обеспечивается возвратно-поступательным качательным движением направляю щ его сопла дефлектора. Угол
качания (3 может быть отрегулирован в пределах от 0 до 60°.
Управление всеми погрузочными операциями осуществляет опе­
ратор из кабины 8, расположенной на мачте.
Пневмопогрузчик ВО-59 мож ет быть использован и для
внутрискладского транспорта щепы. Его производительность,
которая достигает 30— 35 м3/ч, может быть отрегулирована и з­
менением расхода воздуха и щепы соответствующими ш ибер­
ными устройствами. Основное преимущество пневмопогруз­
ч и к а — уплотнение щепы из-за высокой начальной скорости
частиц. П л отн ая у к л ад к а повышает коэффициент загрузки щеповозов в среднем на 20—25 %- Приближ енны е расчеты произво­
дительности пневмопогрузчика можно осуществить по соответ­
ствующим форм улам для скребкового конвейера — дозатора.
П н е в м о п о г р у з ч и к JIT-67 предназначен для работы на
береговых складах, не оборудованных причалам и (рис. 54).
Его береговая часть 8 представляет собой серийный ппевмопогрузчик ВО-59, трубопровод которого проложен к реке на дере­
вянных опорах. Н адвод ная часть 5 пневмопогрузчика располо­
жена в русле реки на специальных понтонах — четырех проме­
жуточных 14 и двух основных 13. Н а стыке береговой и
наплавной частей установлен компенсатор 7, воспринимающий
осевые нагрузки, возникающие в трубопроводе при швартовке
и маневрировании судна 9. Ш аровы е шарниры 6 освобождаю т
наплавную секцию трубопровода от различных нагрузок при
изменении горизонта воды. Основные понтоны 13 образую т пло­
щадку, на которой установлены причальный бон 10, мачта 4
с кабиной 3 и приборы управления процессом погрузки. Ко­
нечная ветвь трубопровода, смонтированная на мачте, имеет
консоль 2 с гибкой насадкой /, состоящей из ряда шарнирно
соединенных конусных колец. Р ав н ом ер н ая загрузка щепы по
ширине судна обеспечивается при различных положениях кон­
соли 2 и насадки /, которые перемещаются в горизонтальной
и вертикальной плоскостях двум я лебедкам и 12 и 14 с электр о­
приводом. Продольное перемещение судна при необходимости
осуществляется маневровой лебедкой 11.
П ри в язка пневмопогрузчика к береговому складу осущ ествля­
ется в каж дом случае индивидуально в зависимости от гидро­
логических условий и рельефа берегового склона. Система креп­
ления плавучего основания д о л ж н а обеспечивать устойчивое по­
ложение наплавной части в процессе погрузки судна. О б сл у ж и ­
вают пневмопогрузчик два оп ератора и бульдозерист. П р о и з­
водительность зависит от дальности стоянки судна, которая
может быть в пределах до 140 м. Чем меньше расстояние тр а н ­
спортировки, тем больш е производительность, которая при н аи ­
большей дальности снижается до 15 м3/ч [26].
177
Рис. 54. Схема пневмопогрузчика для судов ЛТ-67
6.5. ПЕРЕВОЗКА ЩЕПЫ
Ж елезнодорожный транспорт занимает ведущее место в пе­
ревозках щепы. Примерно половина производимой в стране
щепы доставляется потребителю в вагонах общего назначения
и специальных вагопах-щеповозах. Расстояние перевозки дости­
гает 2000 км и более.
Д л я лучшего использования грузоподъемности борта уни­
версального четырехосного полувагона с деревянной обшивкой
н аращ иваю т в пределах, допускаемых габаритом подвижного
состава. У шестпосного цельнометаллического вагона объемом
104 м3 борта не наращ иваю т. Небольшое увеличение его вмести­
мости примерно на 10 % не покры вает высоких дополнительных
затрат на дооборудование. Н а р ащ и в ан и е бортов требует допол­
нительных труд озатрат, расхода пиломатериалов и увеличения
времени простоя вагонов. Хотя затраты на устройство н а р а ­
щенных бортов оплачивает потребитель, народнохозяйственные
интересы требуют, чтобы такие вагоны использовались в спе­
циальных составах — «вертушках» только д ля перевозки щепы.
Это позволит исключить расходы на многократную надстройку
бортов и сберечь пиломатериалы. Объем вагона составляет
64,8 м3, а с устройством наращ енны х бортов возрастает до
100 или 112 м3.
Д л я перевозки щепы используют т а к ж е торфовозные хоп­
перы вместимостью 62 м3 и сам ор азгру ж аю щ и еся полувагоны
для угля вместимостью 91,2 м3. Недостатком вагонов общего
пользования является возможность засорения щепы примесями,
которые остаются от ранее перевозимых сыпучих грузов. Н а д ­
ставные борта и устройства затрудн яю т использование рыхлительных средств на разгрузке щепы и увеличиваю т простои в а ­
гонов.
Р а зр а б о т а н ы специальные вагоны-щеповозы двух типов.
Один из них представляет собой крытый цельнометаллический
хоппер объемом 140 м3. Торцовые стенки наклонены под уг­
лом 40°. Вагон разделен на три секции с раздельным п невм а­
тическим механизмом откры вания разгрузочных люков. Крыша
вагона п редохраняет щепу от загрязнения, осадков и в ы д ув а­
ния. Н а торцовых стенках и под горкой — в средней части
вагона — установлены четыре вибратора д ля интенсификации
процесса выгрузки. Однако выгрузка уплотненной и смерзшейся
щепы из такого вагона затруднена, так как нельзя применить
механизированное рыхление.
Вагон-щеповоз модели 22-478 имеет кузов цельном еталличе­
ской конструкции прямоугольного сечения объемом 135 м3. О т­
сутствие крыши облегчает процесс загрузки и выгрузки щепы.
Но отсутствие механизации при открывании и закры ван и и л ю ­
ков, а т а к ж е недостаточные углы наклона крышки люков, кото­
рые не обеспечивают гравитационного ссыпания щепы, я в л я ­
ются основными недостатками этого вагона. В стадии разра179
боткп находится новый вагоп-щеповоз объемом 158 м3, отвечаю ­
щий требованиям промышленности.
Автомобильный транспорт широко используют для
пере­
возки щепы на небольшие расстояния, в пределах до 200 км.
Возможность перевозки щепы непосредственно на ск лад потре­
бителя и автономная разгрузка — в аж н ы е преимущества ав то­
транспорта. Устройства д ля сам оразгрузки позволяют уп ро­
стить приемные склады сырья.
Автощеповозы классифицируют по конструктивным и экс­
плуатационным п ризн акам [26]. По подвижному составу, ис­
пользуемому для перевозки щепы, разли чаю т кузовные автомо­
били общего назначения, специальные автопоезда и автомобили
с полуприцепами, прицепами и контейнерами. По грузоподъем­
ности автощеповозы бывают легкие, средние и большегрузные;
по конструкции кузова — рамные и безрамные; по способу р а з ­
г р у з к и — самосвальны е и са м оразгруж аю щ и еся.
Кузовные автомобили общего назначения, с наращ енными
бортами используют ка к внутризаводской транспорт или для
перевозки щепы на короткие расстояния. Переоборудованные
кузова автосамосвалов имеют вместимость 8— 13 м 3. Д л я пере­
возки щепы па значительное расстояние автосамосвалы эконо­
мически невыгодны.
Легкие автощеповозы имеют кузов объемом до 30 м3, сред­
н и е — до 45 м3, т яж ел ы е — до 75 м3. П еревозка щепы легкими
щеповозами осущ ествляется на б азе автомобилей З И Л , сред­
н и м и — М АЗ и тяж елы м и — КрАЗ. Эффективность применения
щеповозов разной вместимости зависит от расстояния и объемов
перевозки, дорожно-эксплуатационных условий. Легкие и сред­
ние щеповозы рекомендуют при малом грузообороте д ля пере­
возки щепы на расстояние до 100 км, большегрузные — до
200 км и при большом грузопотоке сырья.
По дорогам общего пользования без ограничения могут
быть использованы автомобили с колесной формулой 4x2.
Применение автомобилей повышенной проходимости с колес­
ной формулой 4x4, 6 X 6 или 6X4 эффективно при вывозке
щепы из лесосек.
С ам оразгруж аю щ и еся щеповозы осуществляют выгрузку
щепы из кузова с помощью подвижного пола, перемещение кото­
рого осущ ествляется специальным механизмом. В отличие от
них самосвальны е щеповозы разгр у ж аю тся при наклоне кузова
на угол, превыш аю щий угол естественного откоса щепы. Н а и ­
большее распространение получила разгр узк а наклоном кузова
назад. Б око вая р азгру зк а требует специального приемного уст­
ройства, так как щепа при отсыпке на открытом ск ладе ссы­
пается под колеса и .з а т р у д н я е т выезд. Боковую или трехсто­
роннюю разгрузку применяют у автопоездов, когда сцеплены
два полуприцепа или полуприцеп и прицеп. Щеповозы с авто­
номной разгрузкой целесообразны при небольших грузопотоках
и расстояниях перевозки. При массовых перевозках па значи­
180
тельные расстояния до 200 км эффективно применение несамо­
свального транспорта и оборудование ск л а д а потребителя р а з ­
грузочным устройством.
Щ еповозы безрамной конструкции имеют более легкий кузов
и эффективнее используют грузоподъемность автомобиля. Кон­
струкция рамного щеповоза имеет преимущество тогда, когда
щепа перевозится в сменных кузовах-контейнерах или сам о ­
свальных кузовах с наклоном в любую сторону.
В нашей стране разработан ы легкие автощеповозы типа
ПС-22, ЛТ-57, Л Т-57П, автощеповозы Л Т-7 и ЛТ-7А средней
грузоподъемности. К большегрузным относят автощеповозы
ЛТ-111 и ЛТ-7С.
Автощеповоз ПС-22 (рис. 55, а) состоит из автом обиля-тя­
гача / и одноосного полуприцепа с кузовом 4, объемом 22 м3.
Базой щеповоза могут служить автомобили З И Л - 1ЗОВ 1 и
КАЗ-608, оборудованные седельным устройством 2. Н а раме 5
полуприцепа помимо кузова 6, обшитого досками, монтируют
два электровибратора 3 и подъемный механизм 4 с двум я гидро­
цилиндрами.
П ри транспортировке кузов фиксируется на рам е с помощью
кронштейнов. Боковы е борта 7 откры ваю т с помощью системы
рычагов. Б оков ая р азгру зк а осущ ествляется наклоном кузова
вправо или влево на 40°.
Автощеповоз ЛТ-57 (рис. 55, б) оборудован самосвальны м
одноосным полуприцепом, который унифицирован с автощеповозом ЛТ-7А и отличается только тем, что не имеет надставных
бортов 5. В качестве базового автомобиля 1 используют тягач
ЭИЛ-130В1, оборудованный седельным устройством 2. П о л у ­
прицеп 4 безрамной конструкции оборудован кузовом объемом
24 м3 с тентом, откры ваю щ им ся задним бортом 7, подъемным
устройством и электровибратором 6. Боковы е стенки и днище
кузова выполнены с двойным дном — д ля обогрева в холодное
время года и лучшей разгрузки смерзшейся щепы. Р а зг р у зк а
осущ ествляется подъемом кузова на угол до 50°. Подъемное
устройство имеет гидроподъемник 3 и тяговую рам у 8, которая
обеспечивает подкаты вание полуприцепа к тягачу одновременно
с подъемом кузова.
Щ еповозы ПС-22 и ЛТ-57 предназначены для работы на
дорогах общего пользования. При вывозке щепы из лесосеки
может быть использован щеповоз ЛТ-57П на базе автомобиля
повышенной проходимости ЭИЛ-131В.
Н аибольш ее распространение получил автощеповоз средней
грузоподъемности ЛТ-7 и его усоверш енствованная модель
ЛТ-7А. Объем кузова этих щеповозов, разработанны х на базе
автомобиля MA3-5430 (М АЗ 504Г), составляет соответственно
34,6 и 37 м3. С амосвальный полуприцеп этих щеповозов ан ал о ­
гичен по конструкции ЛТ-57. Д л я большей вместимости щепы
кузов оборудован надставными сетчатыми бортами 5 (рис.
55, б).
IS I
г
Рис. 55. Схема устройства автощеповозов
Большегрузный автощеповоз ЛТ-111 предназначен д ля п ере­
возки 74 м3 щепы прй благоприятны х дорож ных условиях. Он
состоит из тягача МАЗ-509 и двух полуприцепов, соединенных
одноосной подкатной тележкой. П о конструкции полуприцепы
аналогичны ЛТ-7А. Такие двухкомплектные щеповозы получили
182
лишь ограниченное распространение из-за низких тяговых и м а ­
невровых характеристик.
Большегрузный щеповоз JIT-70 (рис. 55, в) состоит из автом обиля-тягача КрАЗ-258 1 и полуприцепа 3 с двухосной т е л е ж ­
кой TM3-9383. Тросовая крестообразн ая сцепка позволяет сов­
падать колее автомобиля и полуприцепа, что обеспечивает
хорошие маневровые качества при движении на кривых участ­
ках дорог. Кузов цельнометаллический, несущего типа, объемом
70 м3, оборудован легкосъемными надставными сетчатыми бор­
тами. Д войное дно служит для подвода теплоносителя, когда
требуется оттаивание примерзшей к кузову щепы. Р а зг р у зк а
осуществляется скребковым конвейером 4, который движется
по всей ширине д нищ а и ссыпает щепу через открывающийся
в стороны двухстворчатый задний борт. П ривод ведомого
шкива конвейера осущ ествляется от лебедки 7 автомобиля
через канатную 6 и две цепные передачи 5. Ветви канатной
передачи пропущены над седельно-сцепным устройством 2 через
свободно вр ащ аю щ и йся обводной блок. Это обеспечивает в за ­
имное перемещение тягача и кузова на поворотах при постоян­
ной длине каната. Кузов сн аб ж ен легкосъемным тентом из к а п ­
ронового сетчатого полотна, который препятствует выдуванию
частиц из кузова встречным потоком воздуха.
Намечен выпуск более совершенного автощеповоза JIT-170
с кузовом вместимостью 70 м3, где к а н а тн а я передача от л е ­
бедки будет зам ен ен а гидравлическим приводом. И спользова­
ние высокомоментных гидромоторов позволит снизить м етал л о­
емкость кузова, увеличить его грузоподъемность и повысить
надежность.
Д л я перевозки щепы от передвижных рубительных машин
могут быть использованы контейнерные автопоезда, которые
разработаны д л я пневого осмола. Контейнеровоз ТМ-12 состоит
из автомобиля-тягача МАЗ-509А, специального двухосного полу­
прицепа и трех сменных контейнеров. Полуприцеп имеет погру­
зочную лебедку с гидроприводом и механизм разгрузки, состоя­
щий из двух гидроцилиндров и подъемного рычага. По прибы­
тии на лесосеку порожний контейнер разгрузочным механизмом
сгруж ается с полуприцепа. Подготовленный к погрузке контей­
нер с щепой прицепляю т к тросу лебедки и за 4,5— 10 мин
грузят на полуприцеп. Щ епа при погрузке не высыпается из кон­
тейнера б лагодаря заднему борту, который является п родолж е­
нием днища, скошенного под углом 30°. В транспортном поло­
жении контейнер зак р еп л яется на полуприцепе фиксирующими
пальцами. В ыгрузка щепы происходит за 2 мин наклоном кон­
тейнера на 45— 60° гидроцилиндрами на полуприцепе.
Контейнеровоз типа ТМ-15 (рис. 55, г) состоит из автомобиля-тягача М АЗ-509А 1, с седельным устройством 2 специаль­
ного двухосного полуприцепа 4 и двух сменных контейнеров 3
объемом по 29 м3. Р а з г р у зк а и погрузка контейнера осущ е­
ствляются лебедкой 7, установленной на автотягаче. Ссыпаппс
183
щепы осуществляется наклоном контейнера на полуприцепе
с помощью подъемного рычага 5 и трехцилиндрового гидроподъ­
емника 6, который обеспечивает встряхивание кузова в конце
подъема.
Д л я перевозки щепы из лесосеки могут быть использованы
полуприцепы, буксируемые тракторами. Двухосный са м о св ал ь ­
ный полуприцеп ЛТ-143 с гидроподъемником р азр аботан на
базе тр ак то р а Т-157 с седельным устройством. Кузов полупри­
цепа ЛТ-143 оснащен надставными бортами и имеет вмести­
мость 25 м3.
С менная производительность щеповозов определяется по
формуле
П са =
-
~ ‘ "— q k n,
//,
/.
где Т — продолжительность смены, мин; tn. 3 — подготовитель­
но-заключительное время, мин; q — н агрузка на рейс, м3;
k n — коэффициент полнодревесности; I — расстояние перевозки,
км; t\ — время пробега 1 км пути в обоих направлениях, мин;
^2 — время пребывания щеповоза на погрузочном и р азгру зо ч ­
ном пунктах; t 2 — tnJr t 9-\-t4, здесь t„ — время погрузки, мин;
/р — время разгрузки, мин; t M— продолжительность маневриро­
вания, мин.
Потребное количество щеповозов можно определить по их
сменной производительности и среднесменной выработке щепы
предприятием.
Водный транспорт щепы по внутренним водным путям осу­
щ ествляется пока в сравнительно небольших объемах. Н а бере­
говых ск ладах в ы рабаты вается только 3 % щепы от общего
объема производства [26]. Лесозаготовительные предприятия,
примыкающие к рекам, имеют значительные резервы дополни­
тельного сырья для переработки в щепу, поэтому объемы вод­
ного транспорта щепы будут возрастать.
В аж н ое значение имеет и располож ение ц ел л ю ло зн о-б у м аж ­
ных предприятий, большинство из которых примыкает к в од ­
ным путям.
Д л я перевозки щепы применяют все типы судов, п ред н азн а­
ченных д л я лесных и сыпучих грузов. Одно нз наиболее в а ж ­
ных требований к судну — достаточная ширина люков и высо­
кий коэффициент вертикальной проницаемости, который п о к а ­
зы вает отношение площ адей просвета люков и трюма. Д л я
щепы целесообразно использовать барж и — площ адки, о ткр ы ­
тые самоходные суда, имеющие достаточную вертикальную
проницаемость, что позволяет применять на погрузке краны
с грейферами для щепы.
Грузоподъемность б арж и -п лощ ад ки колеблется от 200 до
2800 т. Открытые трюмные суда с двойным дном и бортами
имеют грузоподъемность от 1800 до 3000 т. Большинство откры ­
тых трюмных судов и некоторые типы б арж -п л ощ адок выпод184
йены несамоходными и предназначены д ля толкан и я б у к­
сиром.
З а г р у з к а щепой всех типов судов установлена в размере
50 % их грузоподъемности. Д л я более эффективного использо­
вания суда оборудуют устройством дополнительного грузового
бункера или надстройкой бортов. П огрузку осуществляют
с «шапкой», объем щепы в которой колеблется от 15 до 50% Д опустим ая высота «шапки» д о л ж н а обеспечивать нормальную
видимость судоводителю, особенно при толкании судна, где
щепа грузится с уклоном от кормовой части к носовой. При
перевозке в слож ны х ветро-волновых условиях «ш апка» д ол ­
жна быть укрыта тентом во избеж ание потерь щепы и засор е­
ния вод. Несмотря на дооборудование, использование грузо­
подъемности судов не превыш ает 70—80 %- Поэтому перспек­
тивными являются сухогрузные трюмные суда новой постройки
универсального назначения. Они обладаю т почти полным р ас­
крытием люков и повышенной грузовместимостью. Их н есл о ж ­
ная модернизация по дооборудованию позволит перевозить
щепу с высокой степенью загрузки и почти полным использова­
нием грузоподъемности.
6.6. К О Н Т РО Л Ь КАЧЕСТВА И УЧЕТ Щ ЕП Ы
Лабораторный анализ щепы проводят во время приемо-сда­
точных испытаний отгружаемой продукции, а та к ж е в процессе
ее производства. К аж д ое предприятие, производящее щепу, обя­
зано контролировать ее качество в соответствии с указаниями
ГОСТ 15815— 83. Л абораторны й анализ проводят в специально
оборудованной лаборатории. Он вклю чает контроль ф ракцион­
ного состава, содерж ания коры, гнили, минеральных примесей,
формы, разм еров и качества срезов частиц.
Д л я определения качества щепы от к аж д о й партии отби­
рают десять точечных проб, которые составляю т контрольную
пробу общей массой 10±1 кг. Партией считают количество
щепы одной марки, оформленное одним документом о качестве.
Р азм ер партии устанавливаю т по согласованию с потребителем.
Точечные пробы массой не менее 1 кг отбираю т из транспорт­
ных средств на глубине не менее 20 см от верхнего уровня. О т­
бор проб мож ет производиться и в процессе равномерной по­
грузки щепы ленточным транспортером. Точечную пробу отби­
рают через равные промежутки времени пересечением потока
щепы по всей ширине ленты транспортера. Составленную конт­
рольную пробу тщ ательно перемешивают и методом д ву х к р ат ­
ного квартования сокращ аю т до навески массой 2,0— 2,5 кг.
В начале определяю т в щепе массовую долю коры и гнили.
Из приготовленной навески, которую предварительно в звеш и­
вают, вручную вы бираю т частицы коры и гнили, а т а к ж е щепу
с частичным наличием этих примесей. Их отделяют от щепы,
присоединяют к отобранной коре и гнили, затем взвешивают
185
с погрешностью не более 1 г. Массовую долю коры или гнили X
в процентах вычисляют по формуле
Х = А
т
100,
где т * — масса коры и гнили, г; т — об щ ая масса навески с ко ­
рой и гнилью, г. Р езультаты вычислений округляю т до перво­
го десятичного знака.
Фракционный состав щепы контролируют определением м ас­
совой доли остатков на ситах анализатора. Н авеску щепы после
отбора из нее коры и гнили просеивают на механическом л а б о ­
раторном ан ал и зато ре АЛГ-М. П редварительно щепу, ширина
которой больше длины, доизмельчаю т вручную. А нализатор
(рис. 56, а) представляет собой миниатюрную гирационную
установку д л я сортировки щепы. Он состоит из корпуса 1, н а ­
бора сит 7 диаметром 30, 20, 10 и 5 мм, опорной плиты 5, э л е к ­
186
тродвигателя 9, эксцентрикового вала 2 и часового механизма 8.
Набор сит установлен на плите 5, опирающейся на три шаровые
опоры 4. В собранном виде сита наполовину утоплены одно и
в другое и закреплены заж им ны м устройством 6. В нижней
части набора установлен поддон для сбора мелочи и опилок.
Н авеску ссыпают в короб верхнего сита, которое закры ваю т
крышкой. После этого весь комплект сит фиксируют заж им ны м
устройством и включаю т электродвигатель. Через фрикционную
передачу 3 и эксцентриковый в ал 2 опорная плита 5 с набором
сит приводится в круговое движ ение в горизонтальной плоско­
сти с частотой 3—4 сек-1. Ч ерез заданный промежуток времени,
обычно не менее 1 мин, часовой механизм 8 отклю чает ан а л и ­
затор. Остаток частиц на всех ситах и поддоне взвешивают. З а ­
тем вычисляют массовую долю остатков щепы на ситах Х\
в процентах:
хг=
т
юо,
где rtii — масса остатка на одном из сит, г; т — масса навески
без коры и гнили, г.
После анализа фракционного состава определяю т массовую
долю в щепе хвойных или лиственных пород. Д л я этого отби­
рают 100 г щепы, оставшейся на сите с отверстиями диаметром
10 мм. Щ епу ссыпают в стакан вместимостью 500 см3, сд ел ан ­
ный из монель-металлической сетки или нерж авею щ ей стали со
сквозными отверстиями. Сетчатый стакан помещ аю т в ф а р ф о ­
ровый стакан, который зал и в аю т 1 %-ным раствором м а р га н ц о ­
вокислого калия. Ч ерез 2 мин сетчатый стакан вынимают и
щепу промы ваю т водой. После промывки пробу в течение 2 мин
обраб аты ваю т 12 %-ным раствором соляной кислоты. Затем
щепу снова промы ваю т и в течение 1 мин о б р аб аты ва ю т вод­
ным 1 %-ным раствором ам м иака. В результате такой о б р а ­
ботки щепа из древесины лиственных пород приобретает пур­
пурно-красную окраску, а хвойная — желтую. Частицы слегка
отж им аю т фильтровальной бумагой, сортируют по цвету и
взвешивают. М ассо в ая д оля щепы лиственных пород Х 2 в про­
центах составляет:
Х2 = — ^ — 100,
щ + т2
где mi — масса щепы лиственных пород, г; т 2 — об щ ая масса
хвойных пород, г. Аналогично определяется м ассовая доля
щепы хвойных пород Х 3.
Контроль содерж ан ия минеральных примесей проводят в два
этапа. В н ачале из навески щепы, еще до контроля ф ракци он ­
ного состава, отбираю т и взвешивают крупные минеральные
примеси размером 3 мм и более. Н а втором этапе определяют
массовую долю мелких минеральных примесей разм ером менее
3 мм. Д л я этого берут 2 г высушенных до постоянной массы
частиц щепы, прошедших в ан али заторе через сито с отверсти­
187
ями диаметром 5 мм. Взятую пробу помещают в стеклянный
цилиндр несложного лабораторного прибора, рекомендованного
стандартом. Предварительно в цилиндр заливаю т 70 см3 р ас­
твора хлористого цинка или насыщенный раствор любой соли
плотностью 1400— 1600 кг/м3. С одержимое цилиндра перемеши­
вают, чтобы механически отделить прилипшие к щепе мелкие
минеральные примеси. После отстаивания суспензии всплывшие
частицы древесины с раствором хлористого цинка сливаю т
в один стакан, а оставшийся раствор с осадком минеральных
примесей — в другой. З атем этот раствор фильтруют. Фильтр
с минеральными примесями сушат до постоянной массы в су­
шильном ш каф у при температуре 105 °С, после чего в звеш и ­
вают с точностью до 0,01 г. Массовую долю минеральных при­
месей (Х$) в процентах вычисляют по формуле
100
т
где т — масса навески щепы до контроля фракционного состава;
т.\ — масса частиц минеральных примесей размером более 3 мм;
тг — масса м инеральны х примесей в 2 г остатка па поддоне;
/л3 — масса остатка на поддоне, определенная при контроле
фракционного состава.
Н а заключительном этапе лабораторного контроля опреде­
ляю т массовую долю частиц с мятыми кромками. М ятыми счи­
таю т кромки, обмятые по всей ширине частиц. Состояние кр о ­
мок оценивают визуально. Д л я испытаний берут пробу щепы
массой 100 г из остатка на сите с отверстиями диаметром 20 мм.
Массовую долю щепы с мятыми кромками Х 5 в процентах
вычисляют по формуле
Х 5 = — ^ — 100,
mi -|- m2
где 1П\ — масса частиц с мятыми кромками; т 2— масса частиц
без мятых кромок в пробе щепы.
Обугленные частицы и металлические включения в щепе
определяют так ж е визуально. Угол среза древесных частиц конт­
ролируют шаблоном. Р езультаты ан ал и за регистрируют в л а б о ­
раторном ж у р н а л е и сообщаю т в цех. Регулярный контроль
качества щепы позволяет своевременно обнаружить неполадки
в работе оборудования и произвести его необходимую наладку.
В обязанности лаборатории входит определение и других п а р а ­
метров щепы, необходимых при ее учете.
Учет щепы, который производят в кубических метрах плот­
ной массы, необходим ка к для определения производительности
работы смен и цехов, т а к и д ля контроля количества продук­
ции, отгружаемой потребителю. Р а зр аб о тан ы специальные учет­
чики щепы, которые реализую т объемный и весовой способы
учета.
Объемный учетчик щепы JIB-132, работающ ий в автом ати­
188
ческом реж име (рис. 56, б), оборудован приемным бункеромнакопителем щепы /, двухвинтовым конвейером 4, датчиками
2 и 3 верхнего и нижнего уровней щепы в бункере. При з а п о л ­
нении бункера щепой датчик 3 вклю чает винтовой конвейер учет­
чика. При отсутствии щепы ср а б а ты в ае т датчик 2 нижнего уровня
и останавливает его работу. Учет щепы ведется с погрешностью
± 4 % по числу оборотов конвейера, винты которого вращ аю тся
с частотой 25 мин-1. Производительность учетчика составляет
16 пл. м3/ч. Рекомендуется установка учетчика в цехе между
сортировкой и питателем пневмотранспортной установки, кото­
рый смещают на расстояние немногим более 2 м. Р а з р а б а т ы ­
вается система учета щепы в уравнительном бункере, куда она
поступает после рубительной машины и н акапливается перед
сортировочной установкой. О бъемный учет щепы мож ет произ­
водиться т а к ж е по числу заполняем ы х мерных емкостей: кон­
тейнеров, бункеров, щеповозов, вагонов. Подсчет объема щепы
Q производится по формуле
Q = riVkn,
где п — число заполненных мерных емкостей; V — объем мерной
емкости, м3; /г„ — коэффициент полнодревесной щепы; при
погрузке щепы механическими устройствами величина коэф ф и ­
циента принимается равной 0,36, при пневмопогрузке 0,41.
Объемный метод учета в мерных емкостях характеризуется
недостаточной точностью из-за погрешностей при определении
плотного объема и изменчивости коэффициента полнодревесно­
сти, который зависит от многих, иногда трудноучитываемых
факторов.
Весовой способ учета основан на измерении массы щепы
в абсолютно сухом состоянии, что позволяет избеж ать влияние
возможных изменений влажности древесины во время перевозки.
Весовой метод наиболее объективен, но имеет некоторые по­
грешности из-за большой изменчивости плотности древесины
и ее влажности. Д л я взвешивания щепы применяют автом ати ­
ческие порционные, крановые, вагонные и другие весоизмери­
тельные устройства. При перевозке щепы водным транспортом
массу щепы определяю т по осадке судов на основе методики,
разработанной Д а л ь Н И И Л П о м .
Перевод массы сырой щепы в массу в абсолютно сухом со­
стоянии осуществляют при помощи переводного коэффициента,
значения которого устанавливаю т экспериментально путем в ы ­
борочных контрольных проб. М ассу щепы в абсолютно сухом
состоянии т п определяют по формуле
/п0 = Ш\ykm,
где /nw — масса щепы, измеренная при взвешивании; k m — пере­
водной коэффициент, который определяю т измерением абсолю т­
ной влажности щепы W:
и
г\-т. —
100
<7о
—
1
100+ W
<7W
189
где qо — масса пробы щепы при нулевой влаж ности древесины;
<7 w — масса пробы вл аж н о й щепы.
Р а зр аб о тан весовой учетчик щепы ВО-63 (рис. 56, в) на
базе автоматических порционных весов. После сортировки в м а ­
шине 1 щепа поступает в приемный бункер и скребковым кон­
вейером 2 подается в перепускное устройство 8, через которое
ссыпается в порционные весы 7 типа Д 100-3. Весы с опорным
столом 5 смонтированы на металлической р ам е высотой 5 м
и расположены над шлюзовым питателем 3 пневмотранспортной установки. Учет ведется по количеству взвешенных порций
щепы. По заполнению бункера весов до заданной массы щепа
автоматически высыпается и по лотку 6 ссыпается в п рием ­
ник 4 шлюзового питателя. Погрешность измерений массы
щепы учетчиком составляет ± 1 % , производительность — от 3
до 10 т/ч.
Глава 7
ТЕХНОЛОГИЯ П РО ИЗВО ДСТВА ЩЕПЫ
7.1. ВЫ РА БО ТКА Щ Е П Ы Д Л Я Ц ЕЛЛЮ ЛО ЗН О -БУМ АЖ Н О ГО
П РОИ ЗВО Д СТВА
Состав технологических операций в производстве щепы
вклю чает подготовку древесного сырья, его измельчение, сор­
тировку, доизмельчение крупных частиц, очистку, с к л а д и р о в а­
ние, хранение, погрузочно-разгрузочные и транспортные работы.
Высокое качество щепы обеспечивают:
сортировка древесного сырья по породам с обязательным
выделением древесины ели и пихты;
тщ ател ьн ая окорка лесом атериалов до такой степени чис­
тоты поверхности, которая гарантирует получение щепы с допу­
скаемой стандартом засоренностью корой;
удаление гнили из дровяной древесины, подвергаемой п ред­
варительно раскал ы вани ю на части и обработке в окорочных
б араб ан ах;
гидротермическая об р аб отка древесного сырья, которая о б ­
легчает процессы окорки и измельчения, со к ращ ает потери д р е ­
весины.
По видам перерабатываемого древесного сырья технологиче­
ские процессы производства щепы условно образую т пять групп,
которые существенно отличаются составом применяемого обо­
рудования. В первую группу относят процессы, п редназначенны е
для производства щепы из древесного сырья низкого качества,
которое образуется в лесозаготовительном производстве. Ко вто­
рой относят процессы производства щепы из отходов л е со о б р а­
баты ваю щ их производств, к третьей — процессы производства
щепы из пнево-корневой древесины. Четвертую и пятую группы
190
образуют перспективные технологические процессы, р а з р а б а т ы ­
ваемые для переработки на щепу и сортименты целых хлыстов,
а так ж е д л я переработки в щепу древесины, теряемой при
сплаве.
Технология производства щепы из древесного сырья низкого
качества разр а б о та н а для переработки крупных (диаметром бо­
лее 3 см) сучьев, вершин, обломков, отрезков, дров и целых
стволов, которые по своему качеству непригодны д ля выработки
круглых деловых лесоматериалов. Оборудование для выработки
щепы из такого сырья поставляю т лесозаготовительным пред­
приятиям комплектно, в составе установок различной мощности,
которые непрерывно совершенствуются.
Первое поколение установок УПЩ -3, У П Щ -6 и У ПЩ -12 по­
зволило о тработать технологический процесс производства в ы ­
сококачественной щепы в условиях лесозаготовительного про­
изводства.
Установки второго поколения УПЩ -ЗА и У ПЩ -6А были
усовершенствованы главным образом разработкой новых уни­
фицированных рубительных машин.
Цех по производству щепы на базе установок У ПЩ -ЗА
(рис. 57) имеет в своем составе узел подготовки древесного
сырья 9, в котором осущ ествляю тся распиловка долготья и р ас­
калы вание лесом атериалов какой-либо одной породной группы.
Д а л е е древесное сырье цепным конвейером подается в окороч­
ный б ар аб ан 6 периодического действия К.Б-ЗА. После загрузки
на 50— 60 % объема включаю т привод окорочного б ар аб ан а, а
цепной конвейер подает сырье в накопитель 8. При достижении
заданной чистоты окорки сырья б ар аб ан о станавливаю т и от­
крываю т разгрузочный шибер. В открытом состоянии б араб ан
снова вклю чаю т на 30— 60 с, б л а го д а р я чему окоренные лесо­
материалы вы груж аю тся на приемный стол 5. После выгрузки
б ар аб ан останавливаю т, зак р ы в аю т шибер и вновь заполняю т
сырьем. Пятицепной конвейер, которым оборудован приемный
стол, равномерно подает окоренное сырье на ленточный кон­
вейер 4 или в накопитель 3. П лохо окоренные лесом атериалы
в озвращ аю тся на доокорку в б ар аб ан цепным конвейером 19.
Чистоокоренная продукция со скоростью 0,6 м/с подается лен­
точным конвейером в рубительную машину 17 типа М Р Н П -10.
Отсюда измельченная древесина по трубопроводу поступает
в циклон и равномерно ссыпается в сортировочную установку 2
типа СЩМ-60. После сортировки щепа поступает в питатель 1
пневмотранспортной установки ПНТУ-2М и д а л е е по трубопро­
воду 16 через трехпозиционный переклю чатель 15 в открытые
кучи 11 или вагон 10. Одна из куч предназначена д л я хранения
хвойной щепы, д р угая — лиственной. Д л я погрузки щепы пре­
дусмотрен пневмопогрузчик 12.
Отходы окорки и некондиционные частицы перемещаются
ленточными конвейерами 7 и 18 в бункер 14, откуда по мере
накопления вывозятся в котельную. З а тр аты сырья на выра191
Рис. 57. Схема цеха щепы на базе установки УПЩ-ЗА
ботк\ I м щепы составляют в среднем 1,4— 1,5 м3, поэтому
количг. 11 ■ отходов при выработке щепы довольно значительно.
Эти (м МММ целесообразно использовать не только в энергети ­
чески'! iic.ihx, но и д л я удобрения лесных почв. Н екондицион­
ные ч;ц-|мцы (отсев) могут быть использованы в составе щепы
для производства плит.
Средняя
сменная производительность
цеха
со став л яет
20 мл. м3 щепы. П родолж ительность окорки сырья в б ар аб ан е
7
!
2
I
/
1
3
1
п / ш
5 6YY ш
:[)&
■ 11 4 f r ii
11
IIи
11
К
------
%
Рис. 58. Схема цеха щепы на базе установки УПЩ -6А
вместе с операциями по выгрузке и загр узке колеблется от 80
до 130 мин, а измельчение окоренной древесины происходит
всего за 16— 20 мин. Д л я устойчивой работы цеха, р еа л ь н а я
производительность которого редко достигает проектной, необ­
ходимо созд авать резервные зап асы ка к неокоренной, т а к и
окоренной древесины. Д л я более эффективной загр узки руби­
тельной машины, имеющей значительные резервы производи­
тельности, на некоторых предприятиях дополнительно у ста н а в ­
ливаю т второй окорочный б арабан , монтируемый п арал л ел ьн о ­
первому и примыкаю щий к удлиненной части ленточного т р а н с ­
портера 4. Д л я интенсификации окорки используют устройства
13 для гидротермической обработки. Если по тем или иным
причинам не удается выполнить указан ны е мероприятия, р е ­
зервную мощность рубительной машины можно исп ол ьзовать
д ля выработки щепы из неокоренного сырья. Т ак ая щепа по­
ставляется древесноплитным и некоторым гидролизным пред­
приятиям.
Ц ех по производству щепы на базе установок У П Щ -6А
(рис. 58) имеет узел подготовки древесного сырья 1. Р а с к р я ­
ж евк а дровяного долготья производится автоматической пилой
АЦ-ЗС. Д л я р аскал ы ван и я лесоматериалов предусмотрен ги дро­
колун JIO-46 или КГ-8А. Колотые и тонкомерные л есом атери ­
алы загрузочным цепным конвейером 2 подаются в окорочный:
б ар аб ан непрерывного действия 3 типа КБ-6. После окорки
лесом атериалы из выгрузочного конуса б ар аб ан а с шиберным
устройством 4 попадают на ленточный конвейер 5 и д ал ее в руVg7 З ак аз № 1314
193
Рис. 59. Схема цеха щепы на базе двух установок J1T-8
бительную машину 8 типа М Р Н П -30. Плохо окоренные л есо м а­
териалы сбрасы ваю тся на цепной конвейер 6 и возвращ аю тся
на доокорку в б арабан . Н а леточном конвейере 5 установлен
металлоискатель, сблокированный с его приводом. Щ епа из
рубительной машины вы брасы вается в циклон, откуда р ав н о ­
мерно ссыпается на приемный лоток сортировочной машины 9
типа СЩ-1М.
Кондиционная щепа ссыпается в питатель 10 пневмо­
транспортной установки ПНТУ-2М и перемещается на склад.
Отходы окорки и сортировки щепы ленточным конвейером 11
выносятся в бункер-накопитель 7. С редняя сменная производи­
тельность установки 40 пл. м3 щепы. Д л я устойчивой работы
цеха необходимо создавать буферный зап ас сырья.
Третье поколение установок для производства щепы, начало
которому положено выпуском линии ЛТ-8, имеет в комплекте
оборудования заводской узел подготовки древесного сырья
(рис. 59) с тарельчаты м питателем 4 и гидроколуном 5. Ч а со в ая
производительность установки 8 пл. м3 щепы. Н а базе таких
установок разработаны не только однопоточные типовые про­
екты цехов, но т ак ж е и двух-трехпоточные [4]. По своей мощ ­
ности они могут удовлетворить потребности лесного ск л а д а
практически любого грузооборота. П реимущ еством такой к о м ­
поновки цеха является возможность независимой раздельной
переработки древесного сырья одновременно хвойных и листвен­
ных пород. В цех короткомерные лесом атериалы поштучно в ы ­
даются тарельчаты м питателем и поступают на конвейер 3, а
далее на приемный стол 6. Отсюда тонкомерные лесом атериалы
сбрасываю тся на подающий лесотранспортер 2, который з а г р у ­
ж а ет их в модернизированный окорочный барабан. Кора и
гниль из б ар аб ан а просыпаются через прорези на ленточный
сдвоенный конвейер 1 и выносятся в бункер или скиповый по­
грузчик.
Л есом атери алы большого диаметра, которые не проходят
по сечению в патрон рубительной машины, а т а к ж е с гнилью
предварительно раскал ы ваю тся гидроколуном 5, после чего
сбрасываю тся на подающий лесотранспортер 2. Д а л е е техноло­
гический процесс производства щепы протекает так же, как и
на установке УПЩ-6А.
Более соверш енная установка У П Щ -6Б имеет в своем с о ­
ставе рубительную машину М РНП-40-1.
В состав обязательны х технологических операций необхо­
димо вклю чать доизмельчение частиц крупной фракции, кото­
рые в значительном количестве образуются при измельчении
тонкомерного сырья и отходов в лесопильно-шпалорезных це­
хах. Потери древесины из-за отсева крупных частиц в отходы
достигают 15 % количества в ы рабаты ваем ой щепы. В озврат
195
крупной фракции на доизмельчение осущ ествляется установкой
дополнительного ленточного конвейера между рубительной и
сортировочной машинами. Выход кондиционной щепы в р езу л ь ­
тате доизмельчения увеличивается на 8— 1 0 % . Помимо основ­
ного технологического оборудования все установки по производ­
ству щепы д олж ны иметь металлоискатели, учетчики и а н а л и за ­
торы щепы, ножеточные станки и шаблоны. Установка м е тал л о ­
искателей перед рубительной машиной обязательна, так ка к
случайное попадание металлических предметов выводит из
строя комплект ножей.
Д ал ьн ей ш е е соверш енствование установок направлено на
улучш ение условий труда рабочих, снижение шума и зап ы л ен ­
ности в цехах. Улучшению качества выпускаемой щепы и сн и ж е­
нию потерь древесины способствует выпуск установок с обору­
дованием д л я подготовки сырья. Они обеспечивают сортировку,
создание резервного зап ас а, поштучную выдачу и гидротерми­
ческую обработку лесоматериалов. Операции по подготовке
сы рья являю тся «узким» местом в большинстве действующих
установок по производству щепы.
Л есо м атер и ал ы могут быть п ереработаны в щепу не только
в установках с окорочными б арабанам и. По данным исследова­
ний Ц Н И И М Э , из всего объема стволовой древесины, поступа­
ющей в цехи щепы, 84— 87 % сырья может быть окорено в ро­
торных окорочных станках. Хотя производительность окорки не­
сколько сниж ается из-за пороков формы ствола, применение
роторных станков рентабельно д а ж е при малы х объемах в ы р а ­
ботки щепы.
Технологический процесс цеха щепы (рис. 60, а) вклю чает
окорку древесного сырья двум я роторными окорочными стан­
ками 1 и 12 типа О К-35М и ОК-66М. П осле окорки долготье
подвергается поперечной распиловке пилой И типа АЦ-ЗС и
д а л е е н ап р ав л яется на измельчение в рубительную маш ину 8
типа М РН П -30. Д ревесину с гнилью р ас кал ы ва ю т на колуне 10
и о б раб аты ва ю т на станке 9 типа Н-10, где вы калы ваю т гниль.
После измельчения сы рья щепа подвергается сортировке в м а ­
шине 5 типа СЩ-1М. Кондиционная щепа конвейром 7 по­
д аетс я в бункерную галерею 6, крупная — конвейером 4 на д о ­
измельчение, а м елкая по системе конвейеров 2 вместе с отхо­
д ам и окорки подается в бункер 3.
Д р у г а я двухпоточная технологическая схема цеха р а зр а б о ­
т ан а д ля переработки тонкомерных хлыстов (рис. 60, б). Из р а ­
зоб щ и тел я 7 хлысты направляю тся в роторный окорочный с т а ­
нок 6, после окорки они подаются лесотранспортером 5 к руби­
тельной м аш ине 1 с горизонтальной подачей, откуда готовая щепа
в ы брасы вается в циклон 3. После сортировки в машине 4 конди­
ционная щепа перемещается на ск лад пневмотранспортной
установкой 9, а м елк ая — конвейерами 8. К рупная фракция
щ епы с помощью передвижного ленточного конвейера 2 воз­
в р а щ а е т с я в рубительную машину на доизмельчение.
196
Технология производства щепы из отходов лесообрабатыва­
ющих производств включает обязательную окорку пиловочника
и ш пальника с предварительной гидротермической обработкой
сырья. Горбыли, рейки и оторцовки поступают на сборный кон­
вейер 1 (рис. 61). Д а л е е загрузочным конвейером 2, привод ко ­
торого сблокирован с металлоискателем 3, отходы направля-
Ж
S шлю
Отходы и кора
Рис. 60. Схема цеха щепы на базе роторных окорочных станков
ются в рубительную машину 4. В цехах лесо- и шпалопиления
преимущественно используют рубительные маш ины с горизон­
тальной подачей, которые удобнее д ля измельчения длинных
горбылей и реек. Такие машины имеют дополнительный з а г р у ­
зочный патрон с наклонной подачей, который используется для
измельчения коротких отходов и крупной фракции щепы от сор­
тировочной установки 7. Разд ельное измельчение коротких и
длинных отходов позволяет более эффективно использовать
7
З ак аз № 1314
197
рубительную машину. Так, часовая производительность машины
М РГ-40 возрастает до 45 пл. м3 щепы. После измельчения от­
ходов щепа поступает на сортировку в установку 7. Если руби­
тельная машина имеет нижний выброс щепы, то загрузка сор­
тировки осущ ествляется специальным конвейером 5. После сор­
тировки крупные частицы н ап равляю тся конвейером 8 на
доизмельчеиие, а м е л к ая ф ракци я и кондиционная щепа конвейе-
Рис. о'1. Технологическая схема переработки в щепу отходов лесопиления и
шпалопиления
рами 6 выносятся из цеха в бункер или на открытый склад. Вы ­
ход щепы из отходов составляет 85 % ■
Более перспективной является технология получения щепы из
тонкомерных бревен одновременно с пиломатериалами, брусом
или шпалами, д ля которой разработаны типовые схемы. В фрезерно-брусующей линии Ф Б Л (рис. 62, а) окоренные и рассорти­
рованные по диаметру бревна лесотранспортером 1 подаются на
загрузочный конвейер 2 и д алее в фрезерно-брусующий мо­
дуль 3, где перерабаты ваю тся на брус и щепу. Полученный двухкантный брус по роликовому конвейеру 4 подается в механизм
ориентации и подачи 5 многопильного модуля 7, где р а с п и л и в а ­
ется на обрезные доски. Возможен вари ан т установки в линии
второго фрезерио-брусующего модуля 6 д ля получения четырех­
б и т н о г о бруса. Щ епа от Ф Б Л н ап равляется в бункер-накопи­
тель, а доски с продольного конвейера 8 передаются на попе­
речный конвейер 9, где в станке 10 проходят торцовку и посту­
пают на выносной конвейер II. Линию Ф Б Л обслуж иваю т опе­
ратор и помощник. Н аиболее эффективна она при переработке
тонкомерных бревен диаметром 8— 15 см.
Линия агрегатной переработки бревен (Л А П Б ) более э ф ф е к ­
тивна при переработке пиловочника диаметром 14— 18 см. О ко­
ренный и рассортированный по четным диам етрам пиловочник
(рис. 62, б) подается лесотранспортером 1 в лесонакопитель 2,
откуда поштучно подается в механизм ориентации и подачи
198
бревен 3 комбинированного фрезерно-пильного станка 4. Здесь
бревна в фрезерном модуле перерабаты ваю тся цилиндрическими
ф резами на брус фигурного профиля и технологическую щепу,
которая направляется в бункер. Пильный модуль, состоящий из
блока циркульных пил, раскр аи в ает фигурный брус на обрезтоо
35
/
7
6
\
и
L
Lmax +05м
•
/
А
211
В
С
В
0,8/1 0,8 п 2,5/1
V
ю /;
а
"
5
6
7
8
9
Высота сброса 0,8 п
6__________________________
'
Т - г -г -г
Т п = г^
/
й:
/ :М '1 -
1
2
3 4
5 6
б
1
/
8 9
да
/
//
/'
/J
Рис. 62. Типовые технологические схемы для одновременного получения щепы
и пиломатериалов
ные пиломатериалы. Боковые доски роликовым разделительным
конвейером 5 передаются на поперечный конвейер 6, где на
пиле 7 проходят предварительную торцовку, и д алее поступают
на выносной конвейер 8. Ц ентральны е доски конвейером 9 по­
даются на участок формирования пакетов. О бслуж иваю т линию
оператор и помощник. Л А П Б рекомендуется применять при
7*
199
годовом объеме переработки тонкомерного сырья не менее
50 тыс. м3.
В фрезерно-пильной линии (Ф П Л ) окоренный и рассортиро­
ванный по д иам етр ам пиловочник (рис. 62, в) подается лесо­
транспортером 1 в механизм ориентации и подачи 2 головного
фрезерно-пильного станка 3, где в ы рабаты ваю тся двухкантный
брус и щепа. Одновременно при помощи плаваю щ их круглых
пил отпиливаются боковые необрезные доски. П и лом атериалы
поступают на роликовый конвейер 4, с которого доски подаются
на поперечный конвейер 5 и д алее в фрезерно-обрезной с т а ­
нок 6. Д вухкантны й брус поступает в механизм ориентации и
подачи 7 фрезерно-пильного станка 8 второго ряда. Отсюда бо­
ковые необрезные доски разделительны м роликовым конвейе­
ром 9 и поперечным конвейером 10 нап р авл яю тся к ф резер н о­
обрезному станку 11. Ц ентральн ы е обрезные доски и доски от
станка 11 поступают на выносные транспортеры 12 и 13. Щ епа
от фрезерно-пильных и фрезерно-обрезных станков н ап р ав ­
л яется в бункер. Пунктиром на схеме показан вари ан т уста­
новки дополнительных фрезерно-обрезных станков. Д л я улучш е­
ния условий работы Ф П Л пиловочник может пройти к а л и ­
б ровку комлевой части на оцилиндровочном станке ОЦ-40М.
О бслуж иваю т линию оператор, помощник и два станочника на
фрезерно-обрезных станках. Рекомендуется применять Ф П Л при
объеме переработки тонкомерного сы рья не менее 70 тыс. м3
в год. В Ч С С Р подобная линия успешно используется для в ы р а ­
ботки шпал, досок и щепы.
Технология производства щепы из пнево-корневой древесины
разр а б о та н а в двух вариантах. По одному из них щепу в ы р а ­
баты ваю т на специальных заводах. Здесь пни и корни пред вари ­
тельно проходят полный цикл окорки и очистки от минеральных
примесей, затем измельчаются. По другому вари ан ту пни и
корни в начале измельчаются в щепу на лесных складах, а с т а ­
дию очистки щепа проходит у потребителя.
Технологический процесс переработки пнево-корневой древесины в щепу,
схема которого представлена на рис. 63, а , осуществлен на заводе одной из
шведских фирм [29]. Пневую древесину доставляю т на зав о д и выгружаю т
под траверсой 6. Траверса с помощью специального захватного устройства
поднимает и подает пни и корни на загрузочный конвейер 7, с которого они
поступают в барабаны для очистки сырья 8 и 9. В первом барабане про­
изводится сухая обработка сырья. Тонкие корни и песок отделяются и
подаются в отходы проходящей внизу лентой конвейера 5. В барабане 9 про­
исходит водная обработка. Отходы от барабана по ж елобу поступают в бас­
сейн для отстаивания 4, откуда конвейером подаются в кучу, где смеши­
ваю тся с отходами от барабана 8. И з барабанов сырье поступает в сплав­
ной бассейн 3, а очищенные пни в устройство 10, где их раскалы ваю т и
освобож даю т от вросших камней. Р асколотая пневая древесина проходит
еще через один сплавной бассейн 2, где отделяю тся камни. Очищенное и
обезвож енное сырье конвейером 11 подается в измельчитель 1. Д алее щепа
поступает на сортировочное устройство, где проходит через два сита 12 и
13. Крупные частицы измельчаются повторно. Затем щепа отправляется на
целлюлозный завод. М елкую щепу используют в качестве топлива. П роизво­
дительность установки 100 м’/ч.
200
Рис. 63. Технологический процесс переработки в щепу пнево-корневой древесины
В нашей стране разработана установка для измельчения пней (рис. 63,
б) с последующей очисткой щепы у потребителя. Пни и корни скребковым
транспортером 6 подаются в загрузочный лоток 4 приемного бункера 2.
С помощью толкателя 3, приводимого в действие гидроцилиндром 5, пнево­
корневая древесина подается к барабанной рубительной машине 1. Ножевой
ротор диаметром 1390 мм и длиной 2000 мм имеет 16 ножей. Ч астота в р а ­
щения ротора 300 мин-1 . О бщ ая установленная мощность 123 кВт. У ста­
новка позволяет за 1 ч перерабаты вать 10 т пней любых размеров.
Перспективные процессы производства щепы разр а б а ты в аю т
для многолесных районов, примыкающих к целлю лозн о-бум аж ­
ным предприятиям, пунктам экспортных поставок щепы и с п л ав ­
ным водным путям. Н а рис. 64, а приведена технологическая
схема переработки хлыстов на щепу и сортименты на линии
с годовой производительностью 100 тыс. м3 сырья. П р е д в ар и ­
тельно рассортированные по группам пород хлысты поступают
на э стак ад у 1. Р азгрузочно-растаски ваю щ и м устройством 2 типа
РРУ -10М пачка хлыстов разделяется на мелкие партии, кото­
рые подаются к манипулятору 3 для поштучной подачи их в р ас­
кряжевочную установку ЛО-30С. З а т ем хлысты пилой 4 р а с ­
к р я ж ев ы ва ю тся на л есом атери алы длиной от 3 до 6,5 м. В з а ­
висимости от кривизны хлыста и его качества выпиливаю тся
один-два особо ценных сортимента, например пиловочник, а т а к ж е
лесом атериалы д л я производства щепы и дров, которые из-за
большого содерж ания гнили не пригодны для выработки щепы.
После р аскряж евки сортименты и дрова поступают на выносной
транспортер 5 и сбрасываю тся в лесонакопитель 6. С помощью
сортировочного устройства 7 манипуляторного типа сортименты
и дрова укл ад ы ваю т в ш аблоны 8, где из них формируют т р ан с­
портный пакет.
Л есоматериалы , подлеж ащ ие переработке в щепу, с вынос­
ного транспортера 5 сбрасываю тся в разобщ итель бревен 9 типа
ЛО-Ю8. Отсюда они поштучно поступают в роторный окороч­
ный станок 10 типа ОК-ЮО. Окоренные лесом атериалы н а к а п ­
ливаются во втором разобщ ителе бревен 9 и транспортером 11
подаются в рубительную машину 12. Тонкомерная древесина
формируется
манипулятором
сортировочного
устройства
в пачки. Чтобы исключить операцию по раскалы ванию сырья,
целесообразно
использовать многорезцовую
рубительную
маш ину М РГМ -01. П осле сортировки в установке СЩ-120 конди­
ционная щепа перемещается на склад открытого хранения пневмотранспортной установкой 13. Л иния р азр а б о та н а для сы рь­
евых баз, где для производства щепы может быть использо­
вано от 50 до 90 % всего древесного сырья. Д л я определения
эффективности переработки хлыстов на сортименты и щепу
предлож ена эмпирическая формула:
Я = 0,1898х— 0,001674х2 + 20,
где П — прибыль, р/м3; х — общий выход ценных сортиментов,
%. М аксимум прибыли соответствует выходу сортиментов
в объеме 50— 62 % общего объема лесопродукции.
202
Д р у г а я перспективная технология р азрабаты в ается для пере­
работки в щепу топляка, теряемого при сплаве. Плавучий цех
щепы 6 смонтирован на плаш коуте 1 (рис. 64, б ). В состав цеха
входят топлякоподъемный агрегат 2, окорочный станок 7, рубительная машина 8, сортировочная установка для щепы 9 и пнев­
мопогрузчик 10. Плавучий цех устанавливаю т вблизи берега,
Рис. 64. Перспективные технологические схемы производства щепы
на котором с помощью тр актора 4 собираю т и сталкиваю т
в воду разнесенные при аварии плотов и выброшенные на берег
бревна 5. Часть такой древесины по качеству пригодна д ля о т­
правки потребителю в круглом виде. Некондиционная древесина
и обломки бревен н акапливаю тся в дворике 3, откуда посту­
пают на переработку.
Топлякоподъемный агрегат 2, смонтированный на другом
плашкоуте 1, ведет очистку русла реки от бревен, утонувших
при сплаве. Среди топляка могут быть бревна 12, пригодные
д ля использования в круглом виде, обломки и некондиционные
лесом атери алы д л я выработки щепы.
203
В процессе переработки древесины, потерянной при сплаве,
необходима очистка ее от ила и минеральных примесей обмывом
бревен струями воды. О ко рка такой древесины не представляет
трудностей, т а к ка к кора большей частью уж е потеряна при
длительном пребывании бревен в воде или трении их друг
о друга у берега.
Щ епа из плавучего цеха поступает непосредственно в суднощеповоз 11. Отходы окорки и некондиционную щепу собирают
в контейнеры для перевозки на берег. П ерер аб отка в щепу д р е ­
весного сырья, утонувшего при сплаве, разбросанного по бере­
гам рек при авариях плотов или по другим причинам, способ­
ствует не только очистке водного бассейна, но и сохранению
лесных ресурсов страны, вовлечению в сферу промышленного
использования дополнительного древесного сырья.
7.2. ВЫ РА БО Т К А Щ Е П Ы Д Л Я Д РЕВ ЕС Н О П Л И Т Н О ГО
И ГИ Д РО Л И ЗН О ГО П РО И ЗВО Д СТВ
Состав операций в производстве щепы, предназначенной
д ля плит и гидролиза, вклю чает сортировку древесного сырья
по породам, р ас к р яж ев к у долготья, раскалы вание, подачу сырья
в рубительную машину, измельчение и сортировку частиц.
Окорки древесного сырья не требуется, за исключением с л у ­
чаев, когда щ епа используется д ля производства специальных
высококачественных плит, ксилита, ф урф уро л а и д ро ж ж ей при
д вухфазном гидролизе. В ы работка такой щепы требует т щ а ­
тельной окорки и ничем не отличается от технологии получения
щепы д ля целлю лозно-бумаж ного производства.
В аж н о е значение имеет сортировка древесного сырья по по­
родам, которая предопределяется требованиями стандарта или
потребителя щепы. Сырьем д ля выработки щепы служ ит низко­
качественная и тонкомерная древесина, отходы рас кр яж ев ки и
лесосечные отходы.
Производство щепы из низкокачественного и тонкомерного
сырья может производиться на лесном ск ладе по технологии,
схема которой п оказана на рис. 65. П а ч к а круглых лесом атери­
алов краном 1 загр у ж аетс я в бункерный питатель или р азо б щ и ­
тель бревен 2, откуда они поштучно подаются в многопильный
слешер 3 типа ДЦ-10А. Крупномерные бревна диаметром от
400 до 800 мм распиливаю тся в однорядном шестипильном мо­
дуле с верхним расположением пил. Бревн а диаметром менее
400 мм цепными конвейерами последовательно подаются к трем
п ар ам пил, где распиливаю тся на лесом атериалы длиной
1000 мм. Производительность слеш ера достигает 40 пл. м3/ч.
Тонкомерные лесом атери алы конвейером 5 подаю тся в руби­
тельную машину 10. Л есо м атери ал ы диаметром, превышающим
проходное сечение патрона рубительной машины, конвейером 6
подаются в гидроколун 7. И зм ельчен н ая в машине 10 древесина
в ы брасывается в циклон 12 и ссыпается в сортировочную у с т а ­
204
новку 11. Кондиционная щ епа поступает в питатель пневмо­
транспортной установки 13 и по трубопроводу уносится на
склад. Мелкие отходы сортировки и опилки от слеш ера н а к а п ­
ливаются в бункере 14.
Если на лесном складе работает цех древесностружечных
плит, то древесину целесообразно измельчать на стружечных
станках 8. П одача сырья к ним осуществляется ленточными кон­
вейерами 9, на которых лесом атериалы располагаю тся перпеп-
Рпс. 65. Технологическая схема участка производства щепы для плат или
гидролиза из дровяного и тонкомерного сырья
д икулярно их продольной оси. И зм ельченная древесина в ы б ра­
сывается в циклон 4, откуда ссыпается в питатель пневмотранс­
портной установки и перемещается на промежуточный склад.
Производство щепы из отходов раскряж евки осущ еств­
ляется по технологии, схему которой можно пояснить по рис. 66.
Откомлевки и оторцовки стволов с помощью ленточных кон­
вейеров б и 7 от раскряж евочной установки подаются к б а р а ­
банной рубительной машине М РБ-04. Рабочим органом руби­
тельной машины является полый фрезерный б ар аб ан /, на
поверхности которого закреплено 37 резцов 2 с полукруглым л ез­
вием шириной 22 мм. Толщ ина щепы составляет 5 мм и регу­
лируется выпуском ножей над поверхностью б а р а б а н а д и ам ет­
ром 950 мм. М аш ин а имеет загрузочный патрон 4 шахтного
типа, разделенны й на кам еры перегородкой 5. В кам еру / з а ­
г ру ж аю т откомлевки, в к а м ер у I I оторцовки. З а гр у з к у ведут
одновременно с двух конвейеров, разм ещ енны х под прямым
205
углом. П ривод б ар аб ан а осущ ествляется электродвигателем 8
через клиноременную передачу 3. Ч астота вращ ения б ар аб ан а
370 мин-1. Щ епа, сре заем ая резцами, через подножевые щели
проходит внутрь б ар аб ан а, далее по неподвижному лотку она
ссыпается через открытый торец б ар аб ан а на приставной кон­
вейер. Наибольш ий диаметр п ерерабаты ваем ы х откомлевок
800 мм, д ли н а 750 мм. Производительность машины 15 пл. м3/ч.
з
Рис. 66. Технологическая схема производства щепы для плит или гидролиза
из отходов раскряж евки
Производство щепы из лесосечных отходов осуществляется
передвижными рубительными машинами непосредственно на
трелевочном волоке (рис. 67, а) или лесопогрузочном пункте
(рис. 67, б). Лесосечные отходы предварительно долж ны быть
рассортированы по породным группам и собраны в кучи 3.
Б ри гад а рабочих отбирает из состава отходов обломки стволов,
вершины, тонкомерные стволы и крупные сучья диаметром б о­
лее 3— 4 см. С помощью мотоинструмента древесное сырье очи­
щ аю т от сучьев, распиливаю т на отрезки, удобные для их о ку ­
чивания у трелевочного волока.
Если рубительная м аш ина оборудована манипулятором, то
окучивание сырья допускается в пределах вылета стрелы. На
одной площ адке 4 окучивают 0,3— 0,5 м3 сырья длиной до 3 м.
Сбор н окучивание древесного сырья необходимо произво­
дить сразу после вырубки, так как отходы быстро заселяю тся
стволовыми вредителями леса. Отходы, оставшиеся после зи м ­
ней вырубки, следует переработать после весенней распутицы
206
(к ак только позволят дорожные условия в лесу). Такие отходы
сл у ж а т основной кормовой базой для развития елового г р а ­
в е р а — активного стволового вредителя. Н а практике о п равдала
себя технология заготовки дополнительного древесного сырья
Рис. 67. Технологическая схема производства щепы для плит или гидролиза:
а — на лесосеке;
б — на
лесопогрузочном пункте
на участке лесосеки, расположенном через две пасеки от зоны
валки, после трелевки деревьев на лесопогрузочный пункт.
Собранное древесное сырье измельчает в щепу прицепная
или самоходная рубительная машина 2 (см. рис. 67, а). П е р е­
двигаясь по трелевочному волоку, она подбирает манипулято­
ром древесное сырье и подает его в загрузочный патрон. И з ­
207
мельченная древесина н акапли вается в сменном кузове 1,
который передвигается за рубительной машиной на прицепе.
П осле наполнения кузов отвозят на лесопогрузочный пункт и п ере­
гр у ж а ю т на автощеповоз 6, который отвозит щепу на нижний
с к л а д или склад потребителя. Н а прицепе к рубительной м а ­
шине устанавли ваю т порожний кузов 5, после чего она
вновь следует по трелевочному волоку и измельчает окученное
сырье.
П о другому варианту (рис. 67, б) древесное сырье измель­
чается в рубительной машине 2, которую устанавливаю т на л есо ­
погрузочном пункте. Окученное древесное сырье погрузочно­
транспортной машиной 7 типа ЛТ-168 или подборщиком-погрузчиком
Л П -23
(П Л О -1 А )
д оставляю т
на
площ адку
к рубительной машине 2. И зм ельчен н ая древесина мож ет непо­
средственно поступать в кузов щеповоза 6 или сменный кон­
тейнер-кузов, который находится на площ адке рядом с руби­
тельной машиной в то время, как щеповоз отвозит другой кон­
тейнер с щепой на склад.
В условиях лесосеки важ н о е значение имеет правильный в ы ­
бор рубительной машины и технологии переработки сырья. Н е ­
обходима р азрабо тк а не только самоходных, но и прицепных
рубительных машин с достаточно большим проходным сечением
патрона, чтобы измельчать сырье любых размеров без д опол­
нительного раскал ы ван и я на колунах. Определенные преимущ е­
ства имеет рубительная машина, располож енн ая на поворотной
платформе, б лагодаря чему ее легко можно развернуть з а г р у ­
зочным патроном в сторону площадки, где расположено древес­
ное сырье.
Н а технологический процесс производства щепы в условиях
лесосеки воздействуют различны е факторы: объем, породный
состав, концентрация сырья на одной лесосеке. Поэтому п р е­
дусмотрен третий вари ан т технологии, основанный на и зм ел ь ­
чении древесного сырья в условиях нижних складов.
Количество обломков тонкомерной древесины и крупных
сучьев составляет в среднем 8— 12 пл. м3/га. В зависимости от
н асаждений этот показатель может изменяться в большую или
меньшую сторону. При лесозаготовках, выполняемых в условиях
небольших лесосек, окученное древесное сырье целесообразнее
вывезти и измельчить на нижнем складе. Д о став ка тяж елой
рубительной машины на лесосеку с малой концентрацией сырья
мож ет оказаться экономически невыгодной. Технология перер а­
ботки такого сырья на нижнем складе мож ет производиться на
установках типа У П Щ или по схеме, показанной на рис. 65.
Преимуществом такой технологии является возможность про­
изводства из дополнительного древесного сырья, собранного на
лесосеке, не только щ е п ы ,'н о и круглых деловых сортиментов.
И х отбираю т с конвейера 5 и у к л ад ы ваю т в кассеты либо н а ­
п р ав л яю т на окорку в роторный окорочный станок. Д ревесину
ели и пихты следует отбирать из состава дополнительного
208
сырья и н ап равл ять на переработку в щепу для целлюлознобумаж ного производства.
При вывозке лесосечных отходов на нижний ск лад появ­
ляется возможность переработать и сучья в щепу д ля плит. Р а з ­
работана установка д ля получения из сучьев частиц волокни­
стой структуры, используемых при изготовлении древесностру­
жечных плит повышенной прочности [36]. Р еж ущ им органом
установки
является
ротор
4
(рис. 68) барабанной рубитель­
ной
машины или молотковой
дробилки. П од ач а сучьев д и а ­
метром до 5 см и длиной не ме­
нее 500 мм осущ ествляется п ри ­
водными вальцам и 3 диаметром
400 мм. Скорость подачи сырья
от 0,5 до 2,0 м/с. С помощью
пневмоцилиндра 2 валки с ж и ­
мают подаваемы е сучья 1 с уси­
лием до 40 кН, в результате
чего межволоконны е связи р а з ­
руш аю тся и древесина р ас п л ю ­
щивается на отдельные волокна.
В ножевом роторе 4 формиру- Рис. 68. Схема измельчения сучьется длина частиц, которые по- евс Расплюш.иванием древесины
в
валковой установке
ступают затем в загрузочный
патрон 5 зубчатого б ар аб ан а 6,
где формируется их толщина. Ч асо в ая производительность ус­
тановки 3,5 т сырья.
Основным препятствием д л я переработки сучьев в щепу я в ­
ляется их н изкая полнодревесность и неэффективное использо­
вание транспортных средств на вывозке из леса. Ведется
работа по созданию машины, которая связы вает сучья, тонкомер­
ные стволы и древесно-кустарниковую растительность в плот­
ную непрерывную фашину, нарезаемую пучками длиной 6 м.
Такие плотные пучки удобны не только д ля перевозки, но и для
лесоскладских операций при переработке.
Перспективной является безотходная технология лесозагото­
вок, в которой предусм атривается и нж енерная подготовка лесо­
сек с использованием малы х маневренных тракторов типа
T-40JI или «Макери». С помощью этих машин бригада рабочих
предварительно убирает на лесосеке тонкомерную древесину и
стволы, которые непригодны д ля заготовки валочными м аш и ­
нами. Т а к а я технология по своему х арактеру идентична рубкам
ухода за лесом. Она обеспечивает более эффективное исполь­
зование валочны х машин, полное использование всей биомассы
отводимого в рубку участка леса, увеличивает съем древесины
с каж д ого гектара леса, препятствует образованию обломков
стволов. О ткры вается возможность производства на лесосеке
зеленой щепы.
209
7.3. в ы р а б о т к а з е л е н о й
щ епы
Классификация технологических процессов д ля выработки
зеленой щепы может быть осуществлена по ее назначению, ви­
д ам исходного древесного сырья и месту его измельчения. По
назначению производимой зеленой щепы можно выделить два
основных вида технологических процессов. Одни из них предна­
значены д ля выработки топливной щепы, другие — д ля п олу­
чения технологической щепы д ля плит и гидролиза. Исходным
сырьем д ля производства зеленой щепы могут служить сучья,
вершины, целые тонкомерные деревья и древесно-кустарниковая
растительность. Д ревесное сырье мож ет подвергаться п р ед ва­
рительной обработке д л я принудительного отделения хвои и
листьев либо в ы держ ке И подсушке д ля их естественного от­
пада. Отделение древесной зелени осущ ествляется и при сор­
тировке зеленой щепы.
П о месту измельчения сырья разл и чаю т технологические
процессы производства зеленой щепы на лесосеке, лесопогру­
зочном пункте, верхнем и нижнем складе.
Состав операций по производству зеленой щепы включает
сбор и окучивание сучьев и вершин, срезание и пакетирование
тонкомерных стволов, измельчение сырья в щепу, сортировку и
очистку щепы, транспортно-технологические операции и с к л а ­
дирование.
Р азвити е техники и технологии получения зеленой щепы идет
по двум направлениям: создание одной машины, выполняющей
весь комплекс работ, или нескольких небольших мобильных м а ­
шин, к а ж д а я из которых выполняет какую-либо одну операцию.
В первом случае м аш ина по производству щепы получается т я ­
желой, громоздкой и при малой концентрации сырья неэф ф ек­
тивной. Д л я снижения ее массы целесообразно использовать
мягкие сетчатые контейнеры, которые по мере заполнения щ е­
пой оставляю т на лесосеке, а затем подбирают и отвозят на
склад. Применение передвижных рубительных машин для в ы ­
работки щепы из тонкомерной древесины и лесосечных отхо­
дов оправдано в тех случаях, когда обеспечена достаточная кон­
центрация сырья, близок потребитель и имеются хорошие д о­
рож ны е условия д ля работы щеповозов. Производство зеленой
щепы небольшими мобильными машинами многоцелевого н а ­
значения реш ает проблему использования сырья при малой ко н ­
центрации. О днако такие машины имеют невысокую проходи­
мость на заснеженных и заболоченных участках.
Производство зеленой щепы при рубках главного пользова­
ния осуществляется главным образом из сучьев по различным
технологическим схемам, показанным на рис. 69. При обрубке
сучьев на лесосеке оставленные отходы после трелевки и в ы ­
возки хлыстов окучивают с помощью грабельного подборщика
1 типа ПСГ-3 (рис. 69, а). Подборщ ик собирает отходы в валы
шириной 1,5— 2,5 м и высотой 0,8— 1,2 м. Расстояние между
210
вал ам и зависит от концентрации отходов и колеблется в пре­
делах 15— 25 м. Отходы измельчаются прицепной или самоход­
ной рубительной машиной 3, которая вы брасы вает щепу в ку ­
зов, расположенный в следующем за ней прицепе. П осле за п о л ­
нения кузова щепой его доставляю т к лесовозной дороге и
перегруж аю т в щеповоз 2. По другому варианту отходы, скон­
центрированные в валы, собираю т манипулятором транспортно­
погрузочной машины ЛТ-168 и подвозят к передвижной руби­
тельной машине, работаю щ ей на площ адке лесовозной дороги.
Т ак ая технология имеет ограниченное применение, так как
зависит от сезонности работ. В зимнее время лесосечные отходы
невозможно собрать из-за снежного покрова. В период р а с ­
путицы п ереработке отходов мешают попадаю щ ие в машину
вместе с сучьями комки почвы, минеральные примеси, камни.
По своему качеству т а к а я щ епа пригодна д ля использования
только в виде топлива. Поэтому перед измельчением лесосечные
отходы целесообразно в ы д ерж ать в течение 1— 2 месяцев. Это
способствует естественной сушке древесины, увеличению тепло­
творной способности щепы и отпаду древесной зелени, которая
удобряет лесные почвы.
Более выгодна переработка отходов в зеленую щ епу на верх­
нем ск ладе пли лесопогрузочном пункте (рис. 69, б ), где д е ­
ревья очищ аю т от сучьев передвижными сучкорезными м а ­
шинами. Д ер евья трелюют трактором 1 на лесопогрузочный
пункт 2, расположенный на делян ке I. Д л я очистки деревьев
от сучьев используют сучкорезную машину 5 на лесопогрузоч­
ном пункте 4, расположенном на делянке II. Сучья, н ах од ящ и ­
еся в беспорядочном положении в в а л а х 3, могут быть п р ед ва­
рительно рассортированы по породам и качеству. Измельчение
сучьев в щепу осущ ествляется передвижной рубительной м а ­
шиной 7 с манипулятором, которую располагаю т на лесопогру­
зочном пункте 8 -у делянки III. Щ епа в ы брасы вается непосред­
ственно в щеповоз 6 или сменный кузов. П огрузка хлыстов 9
на лесовозы ведется на этом ж е пункте с помощью челюстного
погрузчика 10.
Производство зеленой щепы на нижнем складе осущ еств­
ляется при вывозке деревьев (рис. 69, в). Сучья после очистки
деревьев в стац и он арн о й , сучкорезной машине попадают в л о ­
ток 3, по дну которого перемещаются тросовые конвейеры 12
типа ТТ-2 или ТТ-5 с упорами 11. В конце лотка в отдельном
помещении установлена рубительная м аш ина 2 типа ДУ-2А или
М РГС-7, где сучья измельчаются в щепу. Д а л е е щепа вентиля­
тором в ы брасы вается по трубопроводу в циклон 14, из кото­
рого ссыпается в уравнительный бункер 15, где в днище смон­
тирован многоцепной конвейер 1. Б л аг о д ар я небольшой конус­
ности стенки бункера постепенно расш иряю тся к днищу. Щ епа
беспрепятственно выносится конвейером 1 на скребковый кон ­
вейер 13, который перемещает ее в сортировочную машину 7,
откуда она ссыпается в питатель 8 пневмотранспортной уста211
9
Рис. 69. Технологические схемы производства зеленой щепы:
а — при
рубках
главного пользования на лесосеке;
в — на нижнем складе
б — на
лесопогрузочном пункте,
новки и по трубопроводу 9 поступает на склад. Турбовоздуходувная м аш ина 4 р асп о л о ж ен а в одном здании с рубительной
машиной и отделена от нее шумоизолирующей перегородкой.
Некондиционная щепа от сортировочной маш ины конвейерами
5 и 6 подается в скиповый погрузчик 10.
Зе л е н а я щепа, в ы рабаты в аем ая из сучьев, содерж ит иногда
значительное количество древесной зелени и минеральных при­
месей, поэтому д ля поставки потребителю ее необходимо очис­
тить, что удоро ж ает производство. Н аиболее целесообразен путь
использования щепы из сучьев в качестве топлива. Следует
учитывать, что и объемы производства этой щепы зав и ся т от
времени года и в зимнее время сокр ащ аю тся в 2 раза.
Производство зеленой щепы при рубках ухода (рис. 70, а)
вклю чает следующие операции: валку тонкомерных деревьев
в технологических коридорах и на пасеках, формирование п а ­
чек деревьев в коридорах, сбор и подвозку пачек к передвиж ­
ной рубительной машине, измельчение целых деревьев в щепу
и поставку ее потребителю или на промежуточный склад. На
участке леса, где предусмотрено проведение рубок ухода в н а ­
саждениях, про кл ад ы ваю т технологические коридоры ш ири­
ной 4— 5 м, которые сл у ж а т основным путем д ля трелевочного
тр ак тор а или погрузочно-транспортной машины. М еж ду п а р а л ­
лельными коридорами на расстоянии 35— 40 м образую тся па­
секи. В ал к а тонкомерных деревьев, отведенных в рубку, осу­
ществляется на пасеках 1 бензиномоторными пилами. Колесный
трелевочный трактор 2 типа Т-40АМ собирает деревья в пачки
и у кл ад ы ва ет их по левой стороне коридора. П ри этом произво­
дится подсортировка сырья по породам. П огрузочно-транспорт­
ная маш ина 3 типа ЛТ-168 манипулятором с грейферным з а ­
хватом собирает пачки, грузит их на одноосный самосвальный
полуприцеп, подвозит к дороге и ск ла д ы в ает у рубительной
машины 4. Щ епу грузят в цеповоз 5 или сменный контейнер а в ­
топоезда ТМ-12. П одвозка тонкомерных деревьев в полностью
погруженном состоянии препятствует загрязнению щепы мине­
ральными примесями, поэтому т а к а я щепа мож ет быть исполь­
зована д ля отделения древесной зелени и последующего ее ис­
пользования. В составе бригады при заготовке щепы по этой
технологии раб отаю т 9 человек. В комплект машин входят две
бензопилы, д ва колесных т р ак то р а Т-40АМ, по одной машине
ЛТ-168, Л О-63 и контейнерный автопоезд ТМ-12. С менная про­
изводительность бригады 36 м3 щепы.
Технология рубок ухода за лесом не мож ет быть универсаль­
ной и зависит от природных условий, биологии и таксационных
показателен основных лесообразующ нх
пород.
Расстояние
между технологическими коридорами и в м олодняках может
213
а
5
Рис. 70. Технологические схемы производства зеленой шепы:
II — при рубках ухода; б — при реконструкции насаждений или м елиорац ии земель
составить 16— 18 м, а в приспевающих насаж дениях 30— 35 м.
Д л я работы на рубках ухода разработан трелевочный телеско­
пический манипулятор ТТМ па базе тр ак тора М ТЗ-52 [30]. Д л я
работы манипулятора па подтаскивании, окучивании и трелевке
тонкомерных деревьев на конце трехсекционной телескопической
стрелы установлен гидроуправляемый клещевой захват. Д а л ь ­
ность вылета стрелы достигает 10 м. П акеты деревьев к руби­
тельной машине могут д оставлять бесчокерное трелевочное обо­
рудование типа ТПР-1 «Муравей», «Трал», трактор Т-25А с а к ­
тивным полуприцепом. При такой технологии древесная зелень
засоряется минеральными примесями, поэтому целесообразнее
измельчать в щепу тонкомерные деревья, предварительно очис­
тив их от сучьев с помощью бензопилы «Тайга» или прицеп­
ного устройства УОС-3,5. Ч а со в ая производительность устрой­
ства, которое работает от в а л а отбора мощности колесного т р а к ­
тора, составляет 2,8 м3 тонкомерных деревьев диаметром до
18 см. Щ епа из очищенных от древесной зелени стволов лучше
сохраняется и более однородна по качеству.
Технология производства щепы при рубках ухода д о л ж н а
предусматривать переработку в первую очередь тонкомерной
/февесины лиственных пород. Т а к а я щепа может быть д остав­
л ена непосредственно во двор гидролизного предприятия или
завода древесных плит. Хвойную древесину следует п ер ераба­
тывать в более ценную щепу д л я ц еллю лозно-бумаж ного про­
изводства или выработки деловы х сортиментов на лесных с к л а ­
дах. Экономично производство зеленой щепы из тонкомерной
лиственной древесины, убираемой при реконструкции н а с а ж д е ­
ний (рис. 70, б). В озмож ны три вари ан та технологии щепы из
такого сырья:
1) вал ка, пакетирование, подвозка к рубительной машине,
расположенной у дороги, измельчение, погрузка в щеповоз и
доставка потребителю;
2) в ал к а, пакетирование, измельчение передвижной руби­
тельной машиной, подвозка щепы к дороге, погрузка в щеповоз,
доставка потребителю;
3) в ал к а с одновременным измельчением в щепу, подвозка
щепы к дороге, погрузка в щеповоз и д оставка потребителю.
Н аи б ол ее отр аб отан а технология получения зеленой щепы
по первому варианту. П л ощ адь, предназначенная д ля сплошной
вырубки, мож ет р азр а б а ты в а ть с я по круговой схеме или лен ­
тами. В ал ку с помощью бензопил 1 целесообразно выполнять
в древостоях со средним диаметром стволов 8— 10 см. В про­
цессе валки деревья у кл ад ы ва ю т в небольшие пачки под углом
25— 30° к оси ленты. При р азр а б о тк е древостоев диаметром бо­
лее 10 см применяют маш ину ЛП -17, которая раб отает в ре­
ж и м е в ал кд — пакетирование. Сбор пачек и их подвозку на
площ адку к передвижной рубительной м аш ине 3, р асп ол ож ен ­
ной у дороги, осущ ествляет погрузочно-транспортная м аш ина 2
типа ЛТ-168. П ачки длиной более 10— 12 м д л я удобства
215
подвозки в погруженном состоянии р ас к р яж ев ы в аю т на две
части, что исклю чает загрязнени е сы рья минеральными п рим е­
сями. Щ епа из рубительной машины подается в контейнер а в ­
топоезда 4, который отвозит ее потребителю или на лесной
склад. При сортировке такой щепы целесообразно отделить и
использовать древесную зелень. В составе бригады работает
6 человек. К омплект машин вклю чает две бензопилы или одну
маш ину ЛП-17, по одной машине ЛТ-168, Л О -63 и контейнер­
ный поезд ТМ-12. С менная производительность достигает 35 м3
щепы.
Если отдельное использование древесной зелени не преду­
сматривается, возможен упрощенный вариант технологии.
В ал к а
тонкомерных
деревьев
производится
бензопилами
«Тайга», которые обрезаю т сучья непосредственно на лесосеке
или на промежуточном ск ладе у передвижной рубительной
машины. Т релевка хлыстов или деревьев осуществляется т р а к ­
торам и ТДТ-55, оснащенными широкими гусеницами д л я р а ­
боты на заболоченных участках. Н а площ адке перед рубитель­
ной машиной создается резервный з а п а с хлыстов.
Д ругим источником получения тонкомерного древесного сырья для про­
изводства зеленой щепы по аналогичной технологии м ож ет служ ить др е­
весно-кустарниковая растительность, у даляем ая при подготовке земель для
сельскохозяйственного пользования с площ адей, расположенных под лини­
ями электропередач или отводимых под добычу торф а и сланцев. Д л я сре­
зания такой растительности разработан специальный мотоинструмент «Секор-3», срезаю щ е-пакетирую щ ая машина типа РП Р-1 или МТП-13. М ашина
Р П Р -1, разработанная на базе колесного трактора М ТЗ-82, предназначена
для срезания тонкомерных деревьев рядами V -образным ножом пассивного
действия. М ашина имеет бункер-накопитель для ф ормирования пачки из
15 деревьев, которые уклады ваю тся комлями в сторону, противоположную
направлению движения. М аш ина МТП-13 срезает древесно-кустарниковую
растительность на полосе шириной 10— 12 м и уклады вает ее в вал. Она
имеет движ итель с широкими гусеницами, что позволяет использовать ее
на заболоченной местности. Собранное в пакеты или валы древесное сырье
погрузчиком-подборщиком доставляется к передвижной рубительной м а­
шине, расположенной у дороги, и измельчается в щепу.
Опыт работы предприятий п оказы вает, что производство
зеленой щепы более эффективно в том случае, если из ее со­
става отделяется д ревесная зелень д ля последующей п ер ер а­
ботки. Технологические процессы получения щепы с попутным
отделением хвои и листьев рассмотрены в главе 8.
Раздел третий
ЗАГОТОВКА И ПЕРЕРАБОТКА
Д О П О Л Н И Т Е Л Ь Н О Г О С ЫР Ь Я
В ЛЕСОЗАГОТОВИТЕЛЬНОЙ
ПРОМЫШЛЕННОСТИ
Глава 8
ЗАГОТОВКА И ПРОИЗВОДСТВО СЫРЬЯ
ДЛЯ ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
8.1. ЗА ГО ТО ВКА ОСМОЛА
П нево-корневая древесина является традиционны м сырьем
для лесохимической промышленности. В кани ф ольно-экстрак­
ционном и см олоскипидарном производствах широко исполь­
зуют пневый осмол — ядровую древесину зрелы х пней и кор­
ней сосновых деревьев. Р а зл и ч а ю т свежий и спелый осмол,
который отличается содерж анием смолистых веществ. В све­
жем пне возрастом до 3 лет количество смолы в ядровой части
составляет 8— 15 % и еще меньше в заболони — не более 4 %
[14]. Процесс об разован ия пневого осмола — его созревание —
состоит в относительном обогащении смолистыми вещ ествами
ядровой части пня. В результате жизнедеятельности микроор­
ганизмов, поселяющ ихся в пне после валки дерева, малосм о­
л истая заболонь постепенно р азруш ается за 6— 13 лет. Еще
быстрее сгниваю т пни молодых и тонкомерных деревьев, имею­
щие сравнительно низкое содерж ание смолы. Значительно бо­
гаче смолой пни стары х деревьев. Концентрация смолистых
веществ в оставш ейся ядровой части в о зрастает в них за 5—
10 лет иногда до 20— 29 %. Н аиболее богата смолистыми ве­
щ ествами шейка корня. Смолистость надземной части пня,
расположенной выше шейки корня, постепенно уменьш ается
по его высоте. В подземной части пня содерж ание смолы
ниже, особенно в удаленных боковых корнях.
Смолистость и выход пневого осмола зав и ся т от многих
факторов. Более смолистый осмол получают на сухих песча­
ных и супесчаных почвах, менее смолистый — на заболоченны х
участках. Зрелость пня определяется по внешнему виду, когда
сгнивш ая заб о л он н ая часть легко отделяется от ядровой. С о­
зревшие пни легко поддаются корчевке и легко очищ аются
от почвы.
Оценку сырьевых ресурсов пневого осмола осущ ествляю т
в три этапа. П редвари тельно производят кам еральн ы е работы.
П о таксационны м м а тери ал ам лесоустройства, лесорубочным
билетам и другим учетным документам вы бираю т площ ади в ы ­
рубок, пригодные д л я промышленной заготовки осмола. На
217
втором этапе проводят натурные обследования выбранных
площадей. Глазомерной таксацией, ленточным перечетом и з а ­
кладкой пробных площадей устанавли ваю т средний диаметр
и высоту пня, количество пней и средний зап ас осмола на 1 га,
степень и х ара ктер лесовозобновления, качество сырья. Н а
заключительном этапе в результате ан ал и за и обработки по­
лученных данны х определяю т состав и границы сырьевой базы
с наличными зап ас ам и осмола. П л о щ а д и вырубок считают
эксплуатационными, если зап ас осмола на 1 га составляет не
менее 2— 3 скл. м3. П о данны м многолетних обследований
сырьевых баз, средний зап ас осмола составляет 5—9 скл. м3/га.
Число пней колеблется от 50 до 80 шт/га, средний диаметр
пня в пределах 24—32 см, высота — от 20 до 30 см.
Основным показателем качества осмола является с о д е р ж а ­
ние в нем канифоли. С тандартны й сосновый осмол долж ен
содерж ать не менее 130 кг канифоли в 1 т сырья в л а ж н о ­
стью 20 %■ Л и ш ь по согласованию с потребителем допускаю тся
поставки осмола с меньшим содерж анием канифоли. При в ы ­
соком содерж ании смолистых веществ свежий р азрез осмола
имеет янтарный цвет и издает сильный зап ах скипидара. О с­
мол поставляю т потребителю в виде кусков пня, очищенного
от почвы, гнили и остатков заболонной древесины. Горелые
пни д олж н ы быть очищены от обугленной древесины. Д л и н а
отдельных кусков не д о л ж н а превыш ать 60 см, а поперечное
сечение 40 см. Д л я получения 1 м3 очищенного и разделанного
осмола требуется обычно 10—20 пней. Коэффициент полнодре­
весности пневого осмола принимается 0,5.
Поступающий на канифольно-экстракционны е заводы осмол
подвергается измельчению в щепу на дисковых или б а р а б а н ­
ных рубительных машинах. Щ епу из осмола получают длиной
от 3 до 25 мм и толщиной 1,5— 3,0 мм. П ри этом ф ракци я
щепы размером до 15 мм составляет 85 % общей массы. Д л я
улучшения качества щепы ее подвергаю т дополнительному
разделению на ф ракции, после чего частицы разм ером более
7 мм н ап рав л яю т в гл ад ковал ковы е дробилки. Процесс пере­
работки осмола на канифольно-экстракционных зав о д ах не
создает принципиальных препятствий д ля поставок его в виде
технологической щепы.
Спелый осмол является сырьем с относительно низкой кон­
центрацией на лесной площ ади и часто экономически труд но­
доступен из-за отсутствия транспортных путей. К моменту со з­
ревания осмола лесовозные дороги разр уш аю тся и становятся
непригодными д ля его вывозки. З аго тов к а спелого осмола не­
избеж но сопровож дается повреждением деревьев в молодняках естественного происхождения или лесных культурах. По
действующим правилам, заготовка пневого осмола допускается
на п лощ адях лесных культур до 12-летнего в озраста в южном
и центральном поясах и до 16-летнего возраста в северном
поясе в лесах всех групп. В лесных культурах не разр еш ается
218
заготовка осмола механизированным способом и допускаются
лишь ручной и взрывной способы.
В п р ав и л ах заготовки пневого осмола под механизирован­
ным способом п одразум евается работа с корчевальными м а ­
шинами. Д л я них требуется за е зд на площ адь лесных к у л ь ­
тур или перемещение стрелы манипулятора над вершинами
молодых деревьев. Освоен опыт механизированной корчевки
пней с помощью лебедки и к а н а та трелевочного трак то ра [7].
З а е з д трактора в н асаж дение здесь необязателен, а п овреж де­
ния деревьев канатом при корчевке и трелевке пня примерно
такие ж е, как и при взрывном способе.
Экономически доступнее использовать снежие сосновые пни и корни
в период до 3 лет, считая с момента вырубки насаждений. П роблема ис­
пользования свежего пневого осмола, несмотря на снижение выхода кани­
фоли, решается с учетом интересов народного хозяйства. Свежий осмол
можно заготавливать одновременно с заготовкой стволовой древесины. При
этом материально-техническая база лесозаготовительных предприятий мо­
ж ет быть использована для получения дополнительного древесного сырья.
Свежий пневый осмол бывает 2 сортов. В древесине первого сорта долж но
содерж аться не менее 13 % канифоли при 20 % влаж ности сырья, второго
сорта — не менее 8 % . Свежий осмол первого сорта заготовляю т на вы руб­
ках спелых и перестойных насаждений корчевкой пней диаметром от 20 см
и более. Заболонь корчуемых пней долж на составлять до 40 % всего объема
пня. Свежий осмол второго сорта получают сплошной корчевкой пней ди а­
метром от 20 см и более.
Смолистость корчуемых пней можно искусственно повысить путем пред­
варительного окорения, что вызы вает обильное смоловыделение. Другой
путь — нанесение ранений на стволе за 1—2 года до рубки. Глубокие раны
у основания ствола, смоченные 40% -ной серной кислотой, так ж е повышают
смолистость пня.
Заготовка пнево-корневой древесины пополняет сырьевые ресурсы не
только канифольно-экстракционных заводов. Увеличивая объем древесного
сырья с 1 га леса, можно получить дополнительное сырье для получения
сульфатной целлюлозы, бумаги, картона, кормовых дрож ж ей. П осле экст­
ракции смолистых веществ щепа пригодна для выработки древесных плит
и волокнистых полуфабрикатов.
Технологический процесс заготовки пнево-корневой д реве­
сины вклю чает механизированную корчевку, перевозку, р а з ­
делку, очистку, складирование и отгрузку потребителю. Н а и ­
более трудоем кая операция по разделке и очистке сырья мо­
жет осущ ествляться как на нижнем, т а к и верхнем складе.
С пециальная корчевальная погрузочно-транспортная машина
на гусеничной или колесной базе корчует на лесосеке пнево­
корневую древесину и д о став л яет ее на промежуточный склад.
Погрузчик, оборудованный грейферным захватом , грузит неразделанны е пни в кузов щеповоза или автопоезда. Н а н иж ­
нем ск ладе сырье разгр у ж аетс я и конвейером подается в б а р а ­
бан д ля очистки от коры, сгнившей заболони, почвы и мине­
ральных примесей. После очистки сырье в виде целых или
с обрезанными корнями пней подается на стационарную слешерную установку д ля разделки на куски. П оследую щ ая пере­
работка зависит от исходного сырья. Куски осмола поступают
в бункер-накопитель, откуда транспортным средством д о став ­
219
ляю тся на перерабаты ваю щ ий завод. С в е ж ая пневая д р ев е­
сина подвергается переработке по аналогичной технологии.
Д ругой вари ан т п редусматривает измельчение сырья в щепу
на установке. После сортировки щепа поступает в бункер, от­
куда отгруж ается в щеповоз и д оставляется потребителю.
Технологический процесс заготовки и первичной п ер ер а­
ботки пнево-корневой древесины мож но приводить и на л есо­
секе. Н а корчевке пней используют корчевальны е погрузочно­
транспортные машины, которые д оставл яю т их на верхний
склад, на р азделке пней — передвижную установку, перем е­
щ аемую тягачом. З а г р у з к а сырья в приемное устройство у с т а ­
новки
производится гидроманипулятором. После разделки
куски пнево-корневой древесины накапл и ваю тся в сменном
контейнере, который отвозят контейнеровозом на ск лад или
непосредственно во двор потребителя.
Д л я механизированной корчевки пней разр аботан ы р а зл и ч ­
ные маш ины -корчеватели с пассивными и активными рабочими
органами. В навесных корчевальны х устройствах, оборудован­
ных пассивным рабочим органом, пни корчуют за счет т я г о ­
вого или толкаю щ его усилия базового трактора. В маш инах
с активным рабочим органом корчевка пней осущ ествляется
самим органом, тяговые усилия которого д ля большей э ф ф е к ­
тивности могут дополняться усилием трактора. Корчеватели
К-1А, К-2А, КМ-1, разработанн ы е д ля корчевки пней при
строительстве лесовозных дорог и подготовке лесных почв
к посадке, могут быть использованы и при заготовке пнево­
корневой древесины. Более эффективны специальные корч ева­
тели, которые выполняю т не одну технологическую операцию,
а целый комплекс раб о т по корчевке и очистке пнево-корне­
вой древесины.
К лин-корчеватель MJ1-27 (рис. 71, а) крепится на сп ец и ал ь­
ные кронштейны к базовом у трактор у Т-130.1.Г-1. П однимается
клин 1 двум я гидроцилиндрами 2, опускается за счет его
массы. На, нижней части корпуса клина установлена к о р ч ев ал ь ­
н ая гребенка. П ри движ ении трактора к пню оператор ориен­
тирует клин по его центру и опускает на почву. П од действием
толкаю щ его усилия тр ак то р а клин внедряется в пень и р а с к а ­
лы в а ет его на части. При дальнейш ем движении трак тор а
части пня воздействием корчевальной гребенки извлекаю тся
на поверхность. Д л я предварительной очистки мелких пней от
почвы
оператор п ереезж ает через них трактором. П очву
с крупных пней у д ал яю т перемещением их по лесосеке. П р о ­
изводительность клина-корчевателя достигает 39 пл. м3 сырья
в смену.
Ш ирокое распространение на заготовке пнево-корневой д р е ­
весины получил агрегат АКП-1 (рис. 71, б) д ля корчевки,
предварительной очистки пней, сбора их в кучи и з а р а в н и в а ­
ния ям после у даления пней. Технологическое оборудование
агрегата установлено на рам у базового трактора ТДТ-55. Оно
220
вклю чает двухзвенный манипулятор 5
7,29 м п грузоподъемностью 1730 кг,
стрелы, захват-корчеватель, две пары
выполнен в виде двух подпружиненных
с вылетом от 1,5 до
механизм 2 поворота
аутригеров 1. З а х в а т
рам — силовой и гру­
зовой. С иловая р ам а 6 имеет форму арки и разм ещ ена в плос­
кости, перпендикулярной грузовой раме. Н а ее концах смон­
тированы гидродомкраты 7, а в середине — арка подвески.
Грузовая р ам а оборудована челюстями 5, гидроцилиндрами 4
для их привода и вибратором.
221
Перед корчевкой пня оператор опускает аутригеры. З атем
манипулятором подводит к нему и опускает захват-корчеватель. Р аскры ты е челюсти заглуб ляю тся в грунт и см ыкаю тся
под пнем. С помощью гидродомкратов захвата пень с корнями
извлекается из земли. Усилие выдергивания пня достигает
276 кН. М анипулятор не участвует в процессе извлечения пня.
Очистка пня от почвы производится встряхиванием его над
ямой с помощью вибратора. Очищенный пень манипулятором
грузят в прицеп или ск лады в аю т в кучу. С редняя сменная про­
изводительность агрегата 25 скл. м3.
Н а базе трактора ТТ-4 создана корчую щ ая погрузочно­
тран сп ортн ая м аш ина КПТМ -1С [29] (рис. 71, в ). Она о сн а­
щ ена съемным технологическим оборудованием, что является
важ н ы м преимуществом при сезонной работе на корчевке пней.
Предусмотрено создание аналогичной машины на базе колес­
ного тр актора. М аш ина имеет манипулятор 2, оснащенный
корчевальной головкой 1 или клещ евым грейферным захватом
с вибратором, и седельное устройство 3 с кузовом 4 объемом
22— 25 м3. Б л а г о д а р я вылету стрелы манипулятора до 8 м
машина корчует и грузит пни без лиш них переездов. Она мо­
ж е т работать в реж име сбора и транспортировки пнево-корневой древесины, д ля чего манипулятор оснащ аю т грейфером.
Д л я первичной перевозки пнево-корневой древесины исполь­
зуют агрегаты ПЛ О-1А, Л П-23, ЛТ-168 и другие машины,
предназначенные д ля сбора и перевозки лесосечных отходов.
На разделке пнево-корневой древесины на куски стандартны х
разм еров применяют электро- и бензопилы. Станки, р а з р а б о ­
танные для разделки пней методом силового продавливания
пня через ножевую головку, еще не получили распространения
из-за недостаточной технологичности и эффективности.
8.2. ПРОИ ЗВО Д СТВО Д Р Е В Е С Н О ГО У ГЛ Я
Д ревеси н а является естественно возобновляемым источни­
ком углерода — ценного сырья д ля химической промы ш ленно­
сти. Углерод получают переугливапием дров и древесных от­
ходов. Твердым продуктом при переуглнвании
является
древесный уголь, который х арактери зуется плотностью и с о д е р ж а ­
нием нелетучего углерода. Качество продукта считается хоро­
шим, если масса 1 м3 березового угля при нормальной в л а ж ­
ности 6 % будет не менее 175 кг, осинового 140, соснового 135,
елового 120 кг. Плотность угля без пор постоянна и состав­
ляет 1350— 1400 кг/м3 [13]. Под нелетучим углеродом понимают
твердый углеродистый остаток, под летучим — углерод, со д ер­
ж ащ и й ся в летучих продуктах при кратковременном п р о кал и ­
вании угля в течение 7 мин в строго определенных условиях
при тем пературе 860 °С. Выход угля и нелетучего углерода
несколько выше из хвойных пород.
222
Древесный уголь, получаемый в одних и тех же условиях из древесины
различных пород, имеет почти одинаковый состав. При обычной температуре
переугливания (400— 450 °С) уголь из древесины ели, пихты, березы и осины
содержит: углерода 80,8—8 1 ,4 % , водорода 3,9—4,1, кислорода с азотом
14,7— 15,3% [11]. Выход хорошо прокаленного угля составляет в среднем
около 60 % по объему или 30 % по массе. И з 1 пл. м3 березовых око­
ренных дров получается 170— 175 кг товарного угля, из неокоренны х—■
от 155 до 165 кг. Осиновые дрова даю т примерно на 2 0 % меньшее коли­
чество угля. Важный показатель качества угля — пористость — характери­
зует адсорбционную способность. П ористость угля из древесины различных
пород колеблется в пределах от 65 до 75 %.
Требования к товарному древесному углю регламентированы ГОСТ
7657—74. К аж ущ аяся плотность древесного угля марки А долж на быть не
менее 370 г/дм 3. Д л я марок угля Б к В этот показатель не нормируется.
Содерж ание нелетучего углерода изменяется от 90 % в угле марки А выс­
шего сорта до 67 % в угле марки В. Зольность древесного угля в зависи­
мости от сорта колеблется в пределах от 2,5 до 4 %, содерж ание влаги дол­
жно быть не более 6 %. После переугливания древесины уголь получается
абсолютно сухим. Но при хранении он поглощает влагу из воздуха, по­
этому по согласованию с потребителем влаж ность древесного угля допус­
кается до 2 0 % . Регламентирую тся и размеры угольных частиц. В местах
погрузки количество частиц размером менее 12 мм долж но быть не более
5— 7 %. Д л я производства активных углей используется древесный уголь
марки А, содерж ащ ий не более 5 % частиц размером меньше 25 мм.
Древесный уголь широко используют в различных отраслях народного
хозяйства. Одним из основных его потребителей является химическая про­
мышленность, вы рабаты ваю щ ая различные виды активных, осветляющих и
других специальных углей. Значительное количество древесного угля идет
па получение сероуглерода в производстве искусственного волокна. В метал­
лургической промышленности уголь применяют при выплавке чугуна спе­
циальных марок, производстве ферросплавов, получении марганца. Карбю ри­
затор из березового угля, покрытого пленкой углекислого бария, используют
для цементации стальных деталей. В цветной металлургии уголь находит
применение в процессах получения меди и медных сплавов, его широко ис­
пользуют в производстве кристаллического кремния, который требуется для
транзисторов, фотоэлементов, солнечных батарей и других полупроводни­
ковых приборов.
Древесный уголь находит некоторое применение в приборостроении и
полиграфическом производстве для шлифовки и полировки деталей и форм,
в производстве дымного пороха, электроугольных изделий, твердых смазок
и в качестве топлива. Перспективной областью использования древесного
угля является сельское хозяйство, где он употребляется в качестве пищевой
добавки к кормам животных [13].
Технология получения древесного угля вклю чает р яд после­
довательных операций: подготовку древесного сырья, сушку
древесины и ее термическое разлож ение, охлаж дение, выгрузку
и упаковку угля. Производство угля осущ ествляется в р а зл и ч ­
ных печах и ретортах. К наиболее передовым по конструкции,
применяемой технологии и степени механизации относят в ер ­
тикальные реторты непрерывного действия. Н а лесозаготови­
тельных предприятиях получила распространение передвиж ная
углевы ж игательн ая реторта или печь УВП-4. Ее важ н ы м пре­
имуществом является мобильность. Она смонтирована на одно­
осном прицепе и мож ет быть доставлена непосредственно на
лесосеку! д ля переугливания отходов лесозаготовок.
П еред ви ж н ая печь (рис. 72) состоит из поворотного б а р а ­
бана 2 диаметром 2,0 м и длиной 3,1 м. Отходы лесозагото­
223
вок с помощью бензопил предварительно распиливаю т на
куски длиной 0,5—0,6 м и толщиной не более 0,15 м. Ч ерез
люки 4 дрова в объеме 7,5 скл. м3 загр у ж а ю т в б а р а б а н и
плотно уклады ваю т. После загрузки люки герметизируют и
в топке 3 р азв од ят огонь с неполным горением. Топочные газы
вначале проходят через дрова вверх и затем выходят к д ы м о ­
вой трубе 1, примыкаю щей к нижней части б ар аб ан а. Ч ерез
1,5—2 ч воздух полностью вытесняется из б ар аб ан а, а дрова
/ ____ 1100
0 _____
5060
Рис. 72. П ередвиж ная углевыжигательная печь
прогреваются
выходными топочными газами. После этого
топку форсируют, по-прежнему не д опуская избыточного кис­
лорода в продуктах сгорания. Это достигается поддерж анием
процесса неполного горения с высоким слоем топлива. Тягу
регулируют кры ш ками поддувала и вытяжной трубы. При пло­
хом нагреве низа печи в нее в течение 1— 2 ч впускаю т в о з­
дух через душники д л я частичного сж игания газа. Об окон ча­
нии процесса переугливания судят по полному прогреву печи
и изменению цвета дымовых газов: от желтоватого к си н ева­
т о м у — почти прозрачному. После переугливания древесины
печь герметизируют и оставляю т д ля охл аж д ен и я до 40—50 °С.
З а т ем поворотом б а р а б а н а относительно продольной оси люки 4
располагаю т в нижней части и р а зг р у ж а ю т уголь. В течение
суток уголь о х л аж д аю т, о ставляя его на воздухе. Если при
выгрузке уголь загорается, его опрыскиваю т водой.
Годовая производительность печи по сырью составляет
около 1000 скл. м3 дров или отходов лесозаготовок. В ы работка
угля составляет 100— 120 т. Выход угля не является строго
постоянной величиной и зависит от целого ряд а факторов.
Из сучьев и вершин выход угля несколько меньше, чем из
стволовой древесины, а из заболони — больше, чем из ядра.
Гнилая древесина образует уголь с очень низкими механиче­
224
скими свойствами. Из
плотной древесины получают более
прочный уголь. Крупные куски древесины неодинаковой тол­
щины ухудш аю т условия равномерного ее прогревания. П о л у ­
чаемый уголь имеет трещ иноваты е частицы и содерж ит не­
дожог. Больш ое влияние на выход угля оказы в ает и скорость
нагревания древесины. Чем медленнее идет нагрев, тем больше
выход угля. Оборот печи УВП-4 составляет около 35 ч. При
н ад леж ащ ей организации работ бригада из 3 человек обслу­
ж и вает две — четыре печи.
Процессу пиролиза подвергаю т не только цельную древесину, но и щепу.
Использование измельченной древесины способствует равномерному прогреву
частиц, более быстрому переугливанию и большему выходу продуктов. П ре­
делы измельчения древесного сырья определяют размерами частиц угля,
задаваем ы х потребителем. Одним из новых направлений переугливания д р е­
весины является ее пиролиз с катализаторам и. П рисутствие химических р еа­
гентов ускоряет процесс термораспада древесины и смягчает процесс пиро­
лиза. Повышенный выход угля наблю дается с добавками катализатора
Ц Н И И Л Х И , фосфорной или борной кислот и других реагентов, обладаю ­
щих кислыми свойствами.
8.3. ЗА ГО ТО ВКА К О Р Ь Я Д Л Я ПРО И ЗВО Д СТВА
Д У Б И Л Ь Н Ы Х ЭКС ТРА КТ О В
Корье заготовляю т окоркой свежесрубленной несплавной
древесины ели и лиственницы механизированным или ручным
способом. З агото в к а корья с древовидных и кустарниковых ив
возм ож на только ручным способом. Относительная влаж н ость
стандартного корья д ля производства дубильных экстрактов
не д о л ж н а превыш ать 16 %. В период с 1 октя бря по 1 мая
допускаются поставки корья с более высоким содерж анием
влаги (до 22 % ) . Основным показателем качества корья я в ­
ляется танидность. С одерж ан и е дубильных веществ при мини­
мальной задан н ой влаж ности долж но быть не менее 7 % для
ивового и лиственничного корья и 8 % д л я елового.
Корье разделяю т на два сорта в зависимости от примеси древесины,
которой долж но содерж аться не более 0,5—8,0 %. В ивовом корье примеси
древесины не допускаются. П редъявляю тся требования и к внешнему виду
корья. Внутренняя поверхность долж на быть гладкой и чистой, с лубом или
без луба, с остатками древесины в пределах, допускаемых стандартом. Гниль
в корье не допускаются.
Заготовка корья вручную ведется только в весенне-летний период, с по­
мощью специального окорочного инструмента скобеля. Д ерево окоряю т
обычно у пня, для чего валку ведут на подкладочное дерево или подстав­
ной козел. Снятые полотна коры скручиваю т в простые или сдвоенные р у ­
лоны, которые оставляю т на лесосеке для атмосферной сушки. С целью луч­
шего проветривания рулоны расставляю т наклонно вдоль козел и сверху
в два-три слоя накрываю т кусками коры. Чтобы ниж няя часть коры не
увлаж нялась почвенной влагой, рулоны устанавливаю т на подкладочные,
обычно тонкомерные деревья. П осле атмосферной сушки корье спрессовы­
вают в тюки массой от 30 до 80 кг и в крытых транспортных средствах
доставляю т потребителю. Себестоимость ручной заготовки корья примерно
в 4 раза выше по сравнению с механизированным способом.
225
М ехани зи рованн ая заготовка корья осущ ествляется на лес­
ных ск л а д а х при роторной окорке древесины ели и листвен­
ницы. Р азм е р частиц коры вдоль волокон долж ен быть не ме­
нее 20 мм. Отходы б арабан н ой окорки непригодны д ля п роиз­
водства экстрактного дубильного сырья. Они со д ер ж ат
не
Рис. 73. Технологические схемы заготовки корья для производства дубиль­
ных экстрактов
только мелко истертые частицы коры, но и значительные при­
меси гнили и здоровой древесины.
Технологический процесс заготовки корья на лесных с к л а ­
дах вклю чает следующие операции: роторную окорку д рев ес­
ного сырья, сортировку отходов окорки, суш ку коры и отгрузку
ее потребителю. М еханизированная линия д ля заготовки корья
226
типа ЛО-45 (рис. 73, а) состоит из устройства д ля отбора ел о ­
вой или лиственничной коры от роторных окорочных станков,
сортировочного б ар аб ан а и 17 сетчатых контейнеров д ля с к л а ­
дирования, атмосферной сушки и отгрузки коры.
Отбор еловой или лиственничной коры осущ ествляется при
помощи управляемого шибера, установленного под роторным
окорочным станком (рис. 73, в). И зм ен яя положение шибера 3
в процессе окорки лесом атериалов различны х пород, оператор
н ап р ав л яет еловую кору на верхний конвейер 2, а на нижний 1
кору других пород. Д л я получения более мелких частиц коры
один из короспимателей в роторном станке зам еняю т подрезаю ­
щим ножом.
Отходы окорки, предназначенные д ля заготовки дубильного
сырья, от роторных станков 7 (см. рис. 73, а) подаются л е н ­
точным конвейером 6 к сортировочному б а р а б а н у 3. Плужковым сбрасы вателем 5 они нап р авл яю тся в наклонный лоток 4,
по которому ссыпаются в полость б ар аб ан а. Сортировочный
б а р а б а н диаметром 1000 мм и длиной 3000 мм состоит из п ер­
форированной обечайки, опорного б а н д а ж а и электропривода.
Со стороны загр узки б а н д а ж опирается на два катка. Р а з г р у ­
зочный конец соединен через крестовину с в алом , в р а щ а ю ­
щ имся в сферическом подшипнике. В процессе перемеш ивания
отходов окорки в бараб ан е, в р ащ а ю щ ем с я с частотой 34 мин-1,
минеральны е примеси, мелкие нестандартные частицы коры
и древесины просеиваются через перфорированную обечайку
и попадаю т в располож енны й ниже бункер 2. О тсортирован­
ная кора из б ар аб ан а подается скребковым конвейером 1
в специальные контейнеры 10, установленные в зоне действия
крана 8.
Сетчатый контейнер
каркасной
конструкции
разделен
внутри на грузовые и вентиляционные отсеки шестью сетча­
тыми перегородками. Д н о образую т откры ваю щ иеся сетчатые
створки. В грузовые отсеки в процессе загрузки вставляю т
через ячейки сетки деревянные стержни. Они об р азую т венти­
ляционные каналы , способствуя более рыхлой ул ад ке коры
и лучшей сушке. Д в а пустых контейнера 10 устанавл и ваю т на
тел е ж ку 11, кото рая перемещ ается по рельсовому пути специ­
альной лебедкой. Один из контейнеров постоянно находится
под погрузкой, второй — резервный — исключает простои л и ­
нии, когда кран зан ят складскими работами. Наполненный кон­
тейнер объемом 15 м3 перемещается краном на эстак ад у 9,
где кора в течение 5—-15 суток в зависимости от сезона про­
суш ивается в естественных условиях. Сверху к а ж д ы й контей­
нер прикрывает створчатая кры ш а д ля предохранения коры
от атмосферны х осадков. П о мере высыхания кору вы гру­
ж а ю т из контейнеров в транспортное средство и россыпью
д оставляю т потребителю. С менная производительность линии
1,3— 2,0 т сухого корья. Д р у г а я линия д л я механизированной
заготовки елового корья (рис. 73, б) р а зр а б о та н а с конвек­
227
тивно-тепловой сушкой предварительно измельченной коры.
Здесь отходы окорки от роторных станков 1, ка к и в линии
JIO-45, ленточным транспортером подаются в сортировочный
б ар аб ан 2. Некондиционные мелкие частицы коры и древесины
отсеиваются и с помощью вентиляторов 11 через циклон 10
подаю тся в бункер д л я топлива 9. О тсортированная кора л е н ­
точным транспортером подается в измельчитель 3 типа «В ол ­
гарь-5». С его помощью крупные куски коры измельчаю тся
в частицы разм ер ам и 20— 80 мм. И зм ельченная кора ленточ­
ным транспортером перемещ ается в бункер-накопитель 4. О т­
сюда частицы коры с помощью винтового конвейера непре­
рывно подаются в бар аб ан н у ю суш илку 7. Сушка коры до
влаж ности 16 % осущ ествляется топочными газам и, которые
образую тся при сжигании опилок и отсева коры в выносной
топке 8. Отработанны е топочные газы с помощью дымососа 5
подаются в циклон, где очищаются от взвешенных мелких ч ас­
тиц и вы брасываю тся в атмосферу. Высушенные частицы коры
ленточным транспортером подаются в бункер-накопитель 6,
откуда винтовым конвейером загр у ж аю тся в мешки. Годовая
производительность цеха 750 т корья.
8.4. ЗА ГО ТО ВКА Д РЕВ ЕС Н О Й З Е Л Е Н И
Д р ев есн ая зелень является ценным сырьем. Ее заготовляю т
в соответствии с требованиями ГОСТ 21769—76. Сырье п ред­
ставл яет собой охвоенные ветви диам етром не более 8 мм.
В массе товарной древесной зелени долж но быть не менее
60 % хвои и неодревесневших побегов, не более 30 % одревеснев­
ших побегов. Количество листьев, мха и других органических
примесей допускается не более 1 0 % , минеральных примесей
не более 0 ,2 % . Древесную зелень поставляю т п ер ера б а ты в аю ­
щим предприятиям ка к целыми ветвями, так и в измельчен­
ном
виде. Х арактерн ая
особенность древесной зелени —
ограниченный срок хранения, т ак к а к сод ерж ащ и еся в ней
хлорофилл, каротин и витамины быстро разл агаю тся. При от­
рицательной тем пературе воздуха наибольший срок хранения
зелени в ветвях со ставляет 20 суток, при плюсовой 7. Еще
менее продолжительный срок хранения измельченного сырья:
зимой 10 суток, при плюсовой тем пературе 2 суток. Сырьем
д л я заготовки древесной зелени с л у ж а т тонкомерные деревья,
сучья и вершины, а та к ж е зел еная щепа. Заго тов л яю т древес­
ную зелень ка к на лесосеке, непосредственно у пня ср а зу после
вал ки дерева и обрезки сучьев, так и на лесных складах.
В процессе трелевки и транспортировки деревьев неизбежны
потери, загрязнение сучьев и ветвей. Н еблагоприятно воздей­
ствуют на качество зелени длительные сроки хранения деревьев
при создании зап асов на нижних складах.
В состав операций по заготовке древесной зелени входят
сбор сырья, отделение охвоенных ветвей, транспортировка
228
/
3
//
2 3
4
6
L
1
\1tи ♦по
11
Рис. 74. Устройства для отделения древесной зелени
Ч
сы рья или продукции на ск лад предприятия. Основная техно­
логическая операция в заготовке древесной з е л е н и — отделение
ее от сучьев, вершин и тонкомерных деревьев ручным или ме­
ханизированным инструментом. Н аиболее трудоемка заготовка
древесной зелени вручную с помощью специальных ножей.
Производительность труда при этом не превыш ает 200— 300 кг
зелени на 1 чел.-день.
М еханизированное отделение древесной зелени осущ ест­
вляется в стационарных или передвижных хвоеотделителях.
Основным рабочим органом механического отделителя, н ап ри ­
мер типа О Д З-12А , яв л яется в ращ аю щ и йся б ар аб ан с ш а р ­
нирно укрепленными на его обечайке штифтами или н о ж ам и
(рис. 74, а). Сучья и тонкомерные деревья загр у ж а ю т комлем
вперед в приемную часть конвейера 3, после чего они з а х в а ­
ты ваю тся ребристыми вальцам и 4, которые подают их в р а б о ­
чую зону б а р а б а н а 3. Д л и н а сучьев д о л ж н а быть не менее 1 м,
а диаметр не более 60 мм. Под воздействием штифтов, в р а ­
щ аю щ ихся вместе с бар аб ан о м , хвоя и тонкие ветви отд ел я­
ются от проходящих мимо сучьев. П ри дальнейш ем движении
очищенные сучья попадаю т между конвейером 3 и выводным
вальцом 1 и выносятся наружу. Ч а со в ая производительность
отделителя 450— 600 кг древесной зелени. Д л я работы непо­
средственно на лесосеке или верхнем складе предназначен
передвижной барабан н ы й отделитель ОЗП -1, смонтированный
на прицепе. Его привод осущ ествляется от трак то ра через к а р ­
данный вал. Наибольш ий диаметр об раб аты ваем ы х сучьев и
тонкомерных деревьев составляет 80 мм, ч асовая производи­
тел ь н о сть — до 1000 кг зелени. Рекомендую т применять пере­
движной отделитель там, где нет условий д ля п ереработки
очищенных от зелени сучьев и тонкомерных деревьев [18].
Р а зр а б о т а н а передвиж ная установка (рис. 74, б), на кото­
рой из сучьев получают и древесную зелень и щепу. Она со­
стоит из базовой машины, на которой смонтированы механиче­
ский хвоеотделитель 2 с вентилятором и рубительная м а ­
шина 1, имеющие общий привод от в ал а отбора мощности.
Д р ев есн ая зелень из хвоеотделителя в ы брасы вается по тру б о­
проводу в один из контейнеров 3, расположенный на прицепе.
С помощью заслонки 4, управляемой оператором, можно по­
путно вести сортировку хвои по породам, что особенно в а ж н о
д л я производства пихтового эфирного масла. Очищенные сучья
подвергаются измельчению в щепу, которая вы брасывается
в отдельный контейнер на прицепе. Заполненны е контейнеры
отвозят к лесовозной дороге и д ал ее на нижний склад. К не­
д остатк ам механических отделителей следует отнести низкое
качество получаемого продукта, поштучную подачу сучьев я
большие затр аты ручного труда.
Наиболее перспективной является технология производства
древесной зелени, отделяемой из состава зеленой щепы. Д л я
предотвращ ения потерь и получения чистого продукта, не з а ­
230
грязненного минеральными примесями, лесосечные отходы со ­
бираю т и отвозят на нижний склад. Сбор сучьев, вершин и
тонкомерны х деревьев производится в кучи на месте валки
или очистки деревьев от сучьев. Трудоемкость сбора п ракти ­
чески та же, что и при подготовке лесосечных отходов к с ж и ­
ганию [18]. Окученные на лесосеке отходы стягиваю т в пакет
тросовой сеткой длиной 10 м и шириной 4,5 м. Полученный
п акет трелю ю т в погруженном состоянии на лесопогрузочную
площ адку. Здесь лесосечные отходы п ерегруж аю т на лесовоз­
ный транспорт и отвозят на нижний склад.
С тационарны е установки позволяю т получать одновременно
древесную зелень и очищенную щепу. Технологический про­
цесс (рис. 74, в) вклю чает предварительное измельчение от­
ходов в зеленую щепу и ее сортировку пневматическим спо­
собом. Привезенные к месту переработки сучья, вершины и
тонкомерные деревья манипулятором 2 подают на загр у зо ч ­
ный конвейер 1 рубительной машины 3 типа ДУ-2А или
М Р Г С -7. П олученная зел еная щепа в ы брасы вается в бункернакопитель 5. Ч асть отходов, не с о д е р ж а щ а я древесную з е ­
лень, измельчается в щепу, которая н ап р ав л яется в отдельный
бункер 4. З е л е н а я щепа из промежуточного бункера 5 с по­
мощью скребкового конвейера равномерно подается в ш л ю зо­
вой затвор-питатель пневмосортировочного узла. В его н ак л о н ­
ном трубопроводе частицы п одхваты ваю тся воздуш ным пото­
ком, который нагнетается вентилятором 6 через специальные
ж алю зи . Во взвешенном состоянии измельченная масса посту­
пает в первую сортировочную колонну 7, где для большего
разры хл ен и я щепы укреплена решетка. Скорость воздуха от­
регулирована таким образом, чтобы крупные тяж ел ы е частицы
вы п ад ал и из массы щепы, а. мелкие уносились в циклон. В нем
частицы оседаю т и через шлюзовой затвор-питатель н а п р а в л я ­
ются во вторую сортировочную колонну 8 аналогичной кон ­
струкции. Скорость воздушного потока во второй колонне
подобрана меньше, чем в первой. Б л а г о д а р я этому в осадок
вы п ад аю т частицы щепы кондиционной фракции. Д р евесн ая з е ­
лень с остаткам и щепы с помощью вентилятора 9 в ы б р ас ы в а­
ется на экран 10, где р азд ел яется на две фракции. Отходы
ссыпаю тся на ближний конвейер и во звращ аю тся на повтор­
ную сортировку, а д ревесная зелень выносным конвейером н а ­
п рав л яется в п ерерабаты ваю щ ий цех. Крупные частицы, п олу­
ченные после первой ступени сортировки, могут подвергаться
дополнительному измельчению.
П невмотранспортировке на
этой установке мож ет подвергаться зел е н а я щепа, заг о то в л я е­
м а я на лесосеке или верхнем, складе.
Иной принцип отделения древесной зелени положен в ос­
нову термомеханического устройства, где сучья предварительно
подвергаю тся сушке. Высуш енная древесная зелень легко осы па­
ется при небольшом механическом воздействии. Основным р а б о ­
чим органом этого устройства (рис. 74, г) является сушильный
231
б а р а б а н 3 типа С Б 1.6-8Л, предназначенный для сушки сыпучих
материалов. Его внутренний диаметр составляет 1,5 м, общ ая
длина 9 м. З агрузо чн ая и выгрузочная секции б ар аб ан а обору­
дованы терм окам ерам и 1, внутри которых смонтированы сетча­
тые обечайки 4. Через б ан даж н ы е кольца б ар аб ан опирается на
катки и с помощью привода в ращ ается с частотой 3 мин
Для
предотвращения потерь тепла корпус б ар аб ан а и термокамеры
покрыты слоем теплоизоляции 2.
Лесосечные отходы с промежуточного ск л а д а у к л а д ы в а ­
ются манипулятором на конвейер 6, который подает их в р а з ­
грузочное устройство 5 с системой горизонтальных и вер ти ­
кальны х вальцов, заимствованных от рубительной машины
ДУ-2А. Одновременно с загрузкой сы рья в б а р а б а н по тепло­
проводу 7 н агнетается теплоноситель, в качестве которого ис­
пользуют топочные газы от сж игания жидкого топлива в тепло­
генераторе. В загрузочной терм окам ере минеральные примеси,
снег и мусор через сетчатую обечайку 4 ссыпаются в нижний
бункер 8. При вращении б ар аб ан а б ла го д а р я его небольшому
н аклону сучья и ветви постепенно перемещ аю тся в сторону
выгрузки. П од воздействием теплоносителя происходит быст­
рое высушивание хвои. Процесс перемешивания способствует
отделению древесной зелени, которая полностью ссыпается
с сучьев, когда они достигаю т выгрузочной камеры. Здесь су­
хая зелень через сетчатую обечайку ссыпается в бункер 9,
откуда по всасы ваю щ ем у пневмопроводу 10 поступает в цик­
лон и д ал ее на переработку для получения витаминной муки.
Очищенные сучья вы п ад аю т из б а р а б а н а на ленточный кон­
вейер 11, который н ап р ав л яет их в рубительную машину.
8.5. П РОИ ЗВО ДСТВО ХЛО РОФИ ЛЛО -КАРОТИ НО ВОЙ ПАСТЫ,
Э Ф И Р Н Ы Х М АСЕЛ И ХВО Й Н О ГО ЭКС ТРАКТА
И з-за ограниченного срока хранения древесную зелень пере­
р аб аты в аю т обычно на том предприятии, где ее заготовляют.
Она служит сырьем для производства хвойной хлорофилло-каротиновой пасты, эфирных масел и хвойного лечебного экстракта.
И зв л екаю т эти продукты экстракцией хвои бензином, паром и
водой.
Хлорофилло-кароти новая
паста
представляет
собой густую однородную массу желтовато- или буровато-зеле­
ного цвета с характерны м запахом хвои. П аста является поливитаминно-фитонцидным препаратом, ее применяют в медицине
и парфюмерной промышленности (ее д о бавл яю т в количестве
3— 5 % в мыло, зубную пасту и крем ы ). П а ста служ и т сырьем
д л я получения концентратов каротина, витамин Е, хлорофиллина натрия и других ценных препаратов.
Технологический процесс производства (рис. 75, а) в к л ю ­
чает подготовку древесной зелени, экстракцию смолистых в е­
ществ хвои бензином, отгонку бензина и обработку выделен232
х
з
>1
Рис. 75. Технологические схемы производства хлорофилло-каротиновой пасты
и эфирного масла
ных смолистых веществ. В агрегате 1 древесную зелень под­
в ергаю т дополнительному измельчению и вальцеванию, чтобы
разруш ить целостность хвоинок. В естественном состоянии они
покрыты тончайшей пленкой, препятствующей процессу экс­
тракции. П одготовленная древесная зелень поступает в проме­
8
З ак аз № 1314
233
жуточные бункеры 4, откуда загр у ж ает с я в экстракторы 2
специальной конструкции. Экстрактор состоит из средней ци­
линдрической части с лож ны м днищем, верхней откидной
крышки с ох л аж д аю щ и м элементом 3 и нижней конусной
части с встроенным пароподогревателем. После загрузки сырья
в нижнюю часть экстрактора зак ач и в аю т насосом 10 бензин,
который, испаряясь, прогревает хвою. Д остигнув верхней
крышки, пары бензина конденсируются на поверхности о х л а ж ­
даю щ его элемента 3. Стекающ ие капли бензина проходят че­
рез массу хвои и экстрагирую т смолистые вещества. Процесс
экстракции длится 3,0— 3,5 ч. По окончании процесса экстракт
сливаю т в баки, а экстрагированную хвою о б р аб аты ва ю т п а ­
ром. В холодильнике 5 пары конденсируются. Смесь бензина
и воды сливается в флорентину 9 — сосуд, где происходит р а з ­
деление жидкостей с различной плотностью. И з верхней части
флорентины сливается в бак 8 бензин, а из нижней — вода.
Полученный экстракт из бака 11 перекачиваю т в перегонный
куб 6. После отгонки бензина смолистые вещества в виде
пасты-сырца сливаю тся в омылятор 7. Здесь при п ерем еш и ва­
нии с раствором натриевой щелочи нейтрализую тся свободные
кислоты. После нейтрализации влаж н ость продукта доводится
до 5 0 % . В горячем состоянии готовая паста расф асовы вается
в бидоны. Средний выход пасты из 1 т древесной зелени со­
ставл яет 40— 55 кг.
Э ф и р н ы е м а с л а добы ваю т из хвои пихты сибирской,
сосны, ели и кедра. Н аибольш ую ценность имеет пихтовое
масло, сод ерж ащ ее б о р н и л а ц е т а т — продукт, используемый для
синтеза медицинской кам ф ары . Пихтовое эфирное масло пред­
ставляет собой прозрачную жидкость плотностью 900—925 кг/м3
с содерж анием борнилацетата не менее 32 %. С одерж ан и е
эфирного м асла в пихтовой зелени — до 2 , 5 % . Общим спосо­
бом получения эфирных масел явл яется отгонка их из хвои
водяным паром. Значительную часть пихтового м асла получают
на стационарных или передвижных установках периодического
действия западно-сибирского типа (рис. 75, б). Установки обо­
рудованы одним или двум я перегонными чанам и 1, паровым
котлом 2, баком д ля воды 3, холодильником 4, флорентиной 5
и сборником готового продукта. Д л я получения п ара на боль­
шинстве установок используют паровые котлы. Д ревесную з е ­
лень предварительно подвергают измельчению и з а г р у ж а ю т
в чан емкостью 7,5 м3. Через массу хвои пропускают пар, ко­
торый прогревает ее и увлекает с собой эфирное масло. П ары
м асла и воды н ап равляю тся в холодильник, где конденсиру­
ются и поступают на разделение в флорентину. Годовая в ы р а ­
ботка пихтового масла на одночанной установке достигает 5 т,
на двухчанной — до 8 т.
Д л я производства м асла р а зр а б о та н а т а к ж е установка не­
прерывного действия типа У Н П со шнековым измельчителем
древесной зелени. Ее основной частью являю тся две в ер ти к ал ь ­
234
ные колонны (рис. 75, в). В первой колонне измельченная
масса перемещ ается вверх при помощи ш нека с п ерф орирован­
ными витками и прямотоком о б раб аты вается паром. Во второй
колонне обработка паром ведется противотоком. П рои зводи ­
тельность такой установки на практике о к а зал ас ь не выше,
чем двухчанной установки периодического действия, а выход
и качество масла ниже [11]. Вместе с тем установка обеспечи­
вает полную механизацию процесса загрузки и выгрузки д р е ­
весной зелени, которая после отгонки масла мож ет быть ис­
пользована д ля получения кормов.
Н а р яд у с пихтовым, в ы р а б а ты в аю т и другие виды эф и р­
ного масла, выход которого из сосновой и еловой хвои при­
мерно в 5— 7 раз меньше. Производство масла в этих случаях
осущ ествляется попутно в цехах с комплексной переработкой
древесной зелени. Эти эфирны е масла ка к душистые п репа­
раты используют д ля дезодорантов и мыла. П осле отгонки
эфирного м асла сосновую или еловую древесную зелень можно
подвергать водной экстракции.
Х в о й н ы й э к с т р а к т , используемый в лечебных целях,
получают из сосновой или еловой древесной зелени водной
экстракцией сырья. Полученную водную в ы тя ж к у упариваю т
д ля получения жидкого или твердого хвойного лечебного э к с­
тракта. Ж и д ки й экстракт уп ари ваю т до плотности 1190 кг/м3,
д о б а вл я ю т к нему поваренную соль и до 1 % эфирного
м асла. Готовый продукт п редставляет собой коричнево-черную
жидкость с хвойным запахом . Выход экстр а кта с 5 0 % -н ы м со­
д ерж ани ем сухого вещества составляет 170— 200 кг из 1 т д р е ­
весной зелени. Твердый брикетированный э к стракт получают
в виде таблеток по 50 г при более длительном упаривании
и с добавкой большего количества соли. Э кстрак т хорошо р а с ­
творяется в теплой воде.
которая преду­
см атривает полное использование всех полезных ее компонен­
тов, является наиболее рентабельной и перспективной. Техно­
логическая схема комплексной переработки вклю чает получе­
ние эфирного м асла, лечебного экстракта и кормовой муки.
Д р ев есн ая зелень дозирую щ им транспортером (рис. 75, в) з а ­
груж ается в шнековый измельчитель 1, который подает ее
в нижнюю часть первой колонны установки 2 непрерывного
действия типа У НП. Здесь ее о б р аб аты ваю т паром при тем ­
пературе 115 °С и небольшом избыточном давлении. В пере­
валочной головке древесная зелень перегруж ается во вторую
колонну, куда т а к ж е подается пар. Вместе с извлеченным м ас­
лом пары воды поступают в холодильник 3, откуда конденсат
стекает в флорентину 4. И з нее периодически сливаются э ф и р ­
ное масло и конденсат, поступающий в сборник 5.
Процесс получения лечебного экстракта состоит в следую ­
щем. В первой колонне в период прогрева древесной зелени
образуется конденсат, который стекает вниз и извлекает из
Комплексная переработка древесной зелени,
8*
235
хвои некоторое количество водорастворимых веществ. Д а л ь ­
нейш ая их в ы тя ж к а осущ ествляется во второй колонне, куда
подаются вода и д истил л ят из б ака 5. О бразую щ ийся водный
экстракт стекает в сборник 12, затем в горизонтальном 10 и
вертикальном 9 испарителях, а т а к ж е с помощью ваку у м -н а­
соса 8 он доводится до 50 %-ной концентрации. В смесителе 7
в него д обавл яю т 0,5 % эфирного м асла, после чего готовый
продукт р азл и в аю т в бутылки. Э кстраги рован ная древесная
зелень, вы хо д ящ ая из второй колонны, непрерывно отж им ается
в шнековом прессе 11. Ж идкий продукт отжима нап р авл яется
в сборник 12 и используется д ля получения лечебного экс­
тр ак та, а о т ж а т а я зелень поступает на дальнейш ую п ерера­
ботку для приготовления корма на участке 6. Годовой выпуск
эфирного масла в цехе комплексной переработки составляет
408 кг, лечебного экстракта 24 т, хвойной кормовой муки 522 т.
Глава 9
ПРОИЗВОДСТВО ТОВАРОВ НАРОДНОГО ПОТРЕБЛЕНИЯ
И ПРОМЫШЛЕННОГО НАЗНАЧЕНИЯ
9.1. ПРОИЗВО Д СТВО ТО ВАРО В НАРОДНОГО П О Т РЕ Б Л ЕН И Я
Н а лесных ск ладах объемы древесного сырья, перер абаты ­
ваемого на товары народного потребления, сравнительно не­
в е л и к и — обычно не более 15 тыс. м3 в год. В качестве сырья
используют низкокачественные лесом атериалы , не находящ ие
сбыта, дрова, тонкомерные сортименты, отходы лесопильно­
шпалорезных цехов. Производство товаров народного потреб­
ления по объему перерабаты ваемого сырья не является в ед у ­
щим в комплексном использовании древесины. Но значение его
велико д ля решения социально-экономических проблем. Оно
способствует выпуску дополнительной товарной продукции из
1 м3 заготовляемой древесины, укреплению экономики пр ед ­
приятий, обеспечивает занятость трудоспособного населения
лесных поселков и рабочих, которые освобож даю тся при внед­
рении процессов механизации и автоматизации основного про­
изводства.
Производство товаров народного потребления на л есозаго­
товительных предприятиях осущ ествляю т д ерево о б р аб аты ва ю ­
щие мастерские и специализированные цехи. Небольшие м а ­
стерские с объемом переработки до 2,0—2,2 тыс. м3 сырья
в год производят обычно столярно-строительные изделия для
собственных нужд. В ' некоторых случаях мастерские вы пус­
каю т несложные товары и изделия промышленного назначения,
которые не требуют квалифицированного труда: штакетник,
щиты д ля сн егозадерж ан и я, дощ атую тару, крепежные клинья,
различные прокладки д ля транспортировки и складирования
236
строительных материалов, металлоизделий, полуфабрикатов.
Применение простой технологии позволяет использовать р аб о ­
чих, не заняты х на лесозаготовительном производстве в пери­
оды распутицы. По опыту комплексных лесных предприятий
социалистических стран в таких мастерских часто заняты
рабочие, выполняющие сезонные работы по выращиванию, по­
садке и уходу за лесными культурами. Р аб о ту в таких м астер ­
ских организуют несколько постоянно зан яты х к вал и ф и ци р о­
ванных рабочих. В течение года они заготовл яю т п олу ф аб р и ­
каты, часть которых склади рую т на промежуточном складе.
Выпуск товарной продукции в расчете на 1 м3 п ер ер а б а ты в ае­
мого сырья в д еревообрабаты ваю щ и х мастерских примерно
в 1,5 раза ниже, чем в специализированных цехах. Н и ж е произ­
водительность труда и фондоотдача.
С пециализированны е цехи по производству товаров н а р о д ­
ного потребления разли чаю т малой, средней и большой м ощ ­
ности. Годовой объем перерабаты ваем ого сырья в цехе малой
мощности составляет не более 5000 м3, в цехе средней м ощ ­
н о с т и — до 10000 м3, в цехе большой мощности— более 10000 м3.
Выбор целесообразного объема переработки следует произво­
дить с учетом трудовых и лесосырьевых ресурсов, которыми
распол агает лесозаготовительное предприятие.
К ак для экономики предприятия, так и для народного хозяйства очень
важ но, чтобы производство товаров народного потребления достигало 1 р.
на 1 р. фонда заработной платы. Д л я повышения экономических стимулов
и материальной заинтересованности прибыль от реализации товаров о ста­
ется в распоряж ении предприятия и отчисляется в специальный фонд. Из
этого фонда 60 % средств расходуется на строительство и ремонт ж илья —
сверх плана капитальных вложений, на разработку новых товаров и ос­
настки для их производства; 35 % на премирование и культурно-бытовые
нужды, вклю чая расходы на детские сады, пионерлагеря, клубы, дома о т­
ды ха и санатории. Премии из фонда выплачиваются независимо от выпол­
нения плана по другим показателям деятельности предприятия. Товары пе
облагаю тся налогом с оборота, если рентабельность их менее 15 %.
Технология производства товаров народного потребления
зависит от их назначения, конструкции и качества отделки
поверхности.
Большинство изделий требует искусственной
сушки древесины и отделки. Одни товары , изготовляемые ме­
ханической обработкой древесины, в окончательном виде по­
ставляю т и используют без отделки. Д р угие собираю т из от­
дельных деталей, соединяя их различным способом в готовые
изделия. В производстве сувениров часто используют худож е­
ственную роспись, выжигание, резьбу по дереву. Технологиче­
ский процесс производства товаров народного потребления
вклю чает обычно пять операций: распиловку н изкокачествен­
ной древесины на п иломатериалы , суш ку пиломатериалов, ме­
ханическую обработку древесины, сборку и отделку изделий.
Отделение распиловки включает лесопильные рамы, головные циркуль­
ные или ленточнопильные станки с делительными устройствами, станки для
распиловки пиломатериалов по ширине и толщине, торцовочные станки.
237
Отделение для сушки пиломатериалов оборудовано устройствами для
формирования и транспортировки штабелей, лесосушильными камерами. На
лесозаготовительных предприятиях широко используют сборные камеры,
реж е — стационарные. Сборные камеры изготовляю т на машиностроительных
заводах в виде металлических панелей с теплоизоляцией. Их поставляю т
в комплекте с нагревательными элементами, приборами управления и агре­
гатами, которые обеспечивают циркуляцию сушильного агента. К числу наи­
более современных конструкций относят [41] серийно выпускаемый суш иль­
ный блок марки СПМ -2К, состоящий из двух паровоздуш ных камер СП Л К -2.
Ш табеля в камеры закаты ваю т по рельсовым путям. Камеры оборудованы
калориферами, реверсивными вентиляторами и отопительно-вентиляционным
агрегатом. Равномерность высыхания пиломатериалов обеспечивает другая
серийно выпускаемая сборная камера «Урал-72». От обычных паровоздуш ­
ных камер она отличается тем, что ме имеет калориферов. Сушильный агент
в ней подогревается аэродинамическим нагревом в вентиляторах специаль­
ной конструкции, что требует большого расхода электроэнергии. В высоко­
температурной сборно-металлической камере СПВ-62 в качестве сушильного
агента используют перегретый пар. Д ля равномерного просыхания пило­
материалов в ней создается интенсивная поперечно-вертикальная циркуля­
ция агента. М одернизированная камера СПВ-62М спроектирована паровоз­
душной для работы как на перегретом паре, так и на влаж ном воздухе.
Процесс сушки в камере склады вается из ряда последовательно выполняе­
мых операций, которые регламентируют «Руководящ ие материалы по кам ер­
ной сушке пиломатериалов». Высушенные пиломатериалы обязательно вы­
держ иваю т некоторое время в помещении цеха для равномерного распре­
деления влаги по сечению материала и снятия внутренних влажностных
напряжений.
Отделение механической обработки древесины оборудовано различными
станками для пиления, строгания, ф резерования, сверления, точения и ш ли­
ф ования древесины. Ш ирокое распространение получили деревообрабаты ваю ­
щие станки общего и специального назначения, а так ж е универсальные
станки и автоматические линии. При выпиловке заготовок и деталей с кри­
волинейной поверхностью применяют ленточнопильные и лобзиковые станки.
Д л я чистовой обработки заготовок, формирования прямого смежного угла
меж ду пластыо и кромкой, строгания в размер используют фуговальные и
рейсмусовые станки. Разнообразное применение имеют фрезерные станки,
с помощью которых в заготовках выбираю т углубления заданной формы и
обрабаты ваю т в размер криволинейные контуры. К фрезерованным изде­
лиям относятся ложки, совки, топорища, прищепки для белья и другие то ­
вары.
Д ля фрезерования топорищ разработан специальный станок ФКС. К о­
пировально-фрезерный станок ВФК-1 широко применяют в производстве иг­
рушек и сувениров [22]. Прищепки для белья изготовляю т на полуавтом а­
тических фрезерных станках и специальных линиях.
Д л я вытачивания изделий фасонной и цилиндрической формы исполь­
зую т различные токарные и круглопалочные станки. Токарные изделия из
древесины весьма разнообразны. Точением заготовок изготовляю т принад­
лежности кухни, шахматы, шашки, городки, грабли, черенки и ручки для
инструментов, сувениры, игрушки и много других изделий. Д ля производ­
ства массовых видов продукции разработаны специальные токарные стан­
к и — автоматы, например станок АТФ-1 предназначен для вытачивания м ат­
решек, станок ТПТ — пуговиц, настольный станок ТН-200 — для производства
мелких фасонных изделий в виде шаров и грибков.
В производстве товаров народного потребления эффективно применэние различных универсальных и комбинированных станков для выполнения
нескольких технологических • операций. П осле станочной обработки древе­
сины поверхность изделий и деталей обычно шлифуют. Класс ш ероховатости
определяется условиями применения изделий или требованиями последую­
щей отделки. Л акирование требует меньшей шероховатости, чем отделка
товаров красками, а изделия без отделки должны иметь ш ероховатость
в пределах 6—8 класса. В соответствии с назначением и формой изделия
238
потребления
народного
товаров
цеха
схема
76. Технологическая
Рис.
для
шлифования применяют
ленточные,
цилиндровые
и
дисковые
шлифовальные
станки.
П роизводство
некоторых
товаров народного потребле­
ния, изготовляемых из не­
скольких деталей, требует вы ­
полнения сборочных операций.
Соединение деталей из древе­
сины
производят стяжками,
винтами, шурупами, гвоздями,
скобами, скрепами.
Процесс
соединения механизирован и
часто осуществляется специ­
альными автоматами, напри­
мер
гвоздезабивными.
Н аи­
более распространенный вид
соединения — склеивание,
ко­
торое состоит из трех основ­
ных операций: приготовления
клея, нанесение его на древе­
сину
и
запрессовки.
Д ля
склеивания
древесины
ши­
роко используют поливинилацетатную эмульсию ПВА и
мочевино - формальдегидные
клеи горячего и холодного от­
верждения. Применяемые син­
тетические клеи имеют высо­
кую
скорость
отверждения
при нагревании. Д л я плотного
соприкосновения и получения
прочного клеевого шва склеи­
ваемые
детали
подвергают
запрессовке
под
давлением
в
специальных
сборочных
станках (винтовых, пневмати­
ческих
или
гидравлических
ваймах). Д л я интенсификации
процесса
склеивания приме­
няют высокочастотный нагрев.
Ваймы
для
механизирован­
ной сборки рамочных, коробча­
тых н каркасных узлов и из­
делий изготовляю т в механи­
ческих мастерских предприя­
тия.
При отделке товаров
применяют
разнообразные
лаки,
красители, эмали
и
грунтовки. Лакокрасочные и
клеевые
материалы
готовят
в
специальной лаборатории.
Их чаще всего наносят пнев­
матическим
распылепием
в специальных камерах, обору­
дованных вытяжной вентиля­
цией. Сушку покрытий осуще­
ствляют в камерах.
239
I
Р а з р а б о т а н ряд типовых проектов цехов д ля производства
товаров народного потребления на лесных складах, которые
имеют различный состав оборудования и рассчитаны на разны е
объемы переработки сырья [22, 43, 52]. При выборе проекта
следует учитывать возможность быстрой перестройки технологи­
ческого процесса при освоении новых товаров. Н а рис. 76 при­
ведена технологическая схема цеха мощностью 10 000 м3 сырья
в год, р азработан н ая Гипролестрансом. Предварительно подсортированные лесом атериалы длиной до 2 м подаются к цеху цеп­
ным лесотранспортером 1, откуда сбрасываю тся на поперечный
конвейер 2. В лесопильно-раскроечном отделении установлены
короты ш евая лесопильная р ам а 3 типа РК , т а р н а я р ам а 4 и
торцовочные станки 5. Д оски и заготовки подают к месту ф о р ­
мирования сушильных штабелей. Сформированные полупакеты
высотой 1,0— 1,2 м подвесным однобалочным краном у к л а д ы ­
вают в штабеля на сушильные треки и загру ж аю т в камеры 6.
После сушки и выдерж ки пиломатериалы направляю т д л я ме­
ханической обработки в деревообрабаты ваю щ ее отделение, где
станки образую т два потока. В первом потоке, предназначенном
для обработки брусковых деталей, установлены торцовочный 7,
круглопильный 8, фуговальный 9, рейсмусовый 10, ленточно­
пильный 11 и фрезерный 12 станки. Во втором потоке, пред­
назначенном для обработки токарны х изделий, установлены
круглопильный 13, круглопалочный 14, группа токарных 15 и 16,
сверлильно-пазовальный 17 и ш лифовальны й 18 станки.
Заготовки, обработанны е на станках, подают в отделение
склейки 19, где установлены сборочные ваймы. После сборки
изделия поступают в отделение 20 на отделку. П окрыты е л а ­
ками или краской изделия подсушивают в кам ере и автоп о­
грузчиком отвозят на с к л а д готовой продукции. В отдельном
помещении 21 оборудовано отделение сувениров. В составе
цеха имеется л аб о р ато р и я и пилонож еточная м астерская,
а т а к ж е отделение д ля приготовления клея, лаков и красок.
Все транспортные перевозки по цеху осущ ествляются при по­
мощи специальных тележ ек. Опилки и струж ки собираю т си­
стемой пневмотранспорта, рейки и отрезки древесины — л ен ­
точным конвейером.
9.2. ПРО И ЗВО Д СТВО УПАКО ВОЧНО Й С Т РУ Ж К И
Упаковочную струж ку в виде плоских лент длиной от 200
до 530 мм изготовляю т строганием чураков и поставляю т по­
требителю в тюках массой до 60 кг. Производство струж ки
широко распространено на лесозаготовительных предприятиях.
Сырьем д л я ее изготовления с л у ж а т окоренные круглые или
колотые чураки длиной 430—530 мм. Рекомендуется использо­
вать низкокачественные лесом атери алы в основном мягколист­
венных пород. Л учш им сырьем считается древесина с боль­
шим содерж анием заболони и небольшим количеством суч­
240
ков. С труж ка из заболони более эластичная, прочная и менее
хрупкая, чем из ядра. Сучки, а т а к ж е наклон волокон и сви л е­
ватость увеличивают со д ерж ан ие короткой фракции, кол и ­
чество которой ограничивается. С одерж ан и е ломаной стружки
длиной от 50 до 199 мм не долж но превыш ать в тюке 10 %,
а струж ки длиной менее 50 мм 1 % ■
С труж ку для упаковки продовольственных и промышленных товаров,
которая выпускается в соответствии с техническими требованиями ГОСТ
5244—79, изготовляю т четырех марок. С труж ку марки П, предназначенную
для упаковки стеклянной, фарфоровой и фаянсовой посуды, а такж е изделий
из пластмасс изготовляю т из древесины хвойных и мягколиственных пород.
Ш ирина струж ки 5—9 мм, толщина от 0,05 до 0,25 мм. Н аиболее узкую,
шириной всего 2 мм, струж ку марки Ф для упаковки фруктов изготовляют
толщиной 0,05 и 0,1 мм из древесины осины,флипы, ели. В лаж ность товарной
струж ки для предотвращ ения порчи фруктов не долж на быть выше 20 %.
Еще более сухой, влаж ностью не более 15 %, долж на быть струж ка марки
Я для упаковки яиц. Ее изготовляю т толщиной 0,20 мм и шириной 7,0 мм
из древесины ели и пихты. С труж ку марки М КС, предназначенную для
упаковки листового стекла, металлических, керамических изделий и про­
дукции в стеклянной посуде, выпускаю т толщиной от 0,15 до 0,50 мм, ш и­
риной 4,0; 6,0; 8,0 мм. Ее изготовляю т из древесины хвойных и мягколист­
венных пород, вклю чая березу. В лаж ность струж ки марок МКС и П не
долж на превыш ать 2 2 % , но по соглашению с потребителем допускаются
поставки продукции и без сушки.
С труж ка долж на иметь цвет и запах здоровой древесины и не долж на
содерж ать кору, гниль и посторонние примеси. В струж ке для упаковки пи­
щевых продуктов не допускаются заболонные грибные окраски, ограничива­
ются грибные ядровые пятна и полосы. Н ар яд у с упаковкой, сухая струж ка
из древесины мягколиственных пород находит применение для подстилки
при клеточном содержании пушных зверей. В этом случае ее изготовляю т
тонкой, толщиной 0,05—0,15 мм, шириной 4,0; 6,0 и 8,0 мм с влажностью
древесины не более 15% - Промышленное использование стружки развито
в производстве цементного фибролита — строительных плит, применяемых
для звуко- и теплоизоляции в крупнопанельном строительстве и как зап о л ­
нитель в стандартных деревянных домах каркасно-щ итовой конструкции.
П редприятия, производящ ие цементный фибролит,
изготовляю т струж ку
в древесно-подготовительных отделениях из древесины длительной выдержки.
В процессе хранения древесина высыхает до равномерной влаж ности 20—
22 % и сниж ает количество содерж ащ ихся в ней сахаристых веществ, в р ед­
ных для твепдения цемента. С труж ку марки ФС шириной от 2 до 6 мм,
толщиной 0,25; 0,30 и 0,50 мм лесозаготовительные предприятия поставляют
цементно-фибролитовым заводам.
Технологический процесс производства струж ки включает
окорку древесного сырья, распиловку лесом атериалов на чураки, строгание чураков, сушку стружки, отсев мелкой ф р а к ­
ции и упаковку. Технологическая схема цеха упаковочной
струж ки [52] приведена на рис. 77. Д ревесное сырье, подсортированное по породам и уложенное в кассеты на участке р а з ­
делки дров и низкокачественной древесины, поступает на склад
д ля предварительной атмосферной сушки. Некоторы е лесо заго­
товительные предприятия используют древесину сухостойных
деревьев и в этом случае атмосферной сушки не требуется.
Поступаю щие в иех л есом атери алы длиной 1 м загрузочным
транспортером 1 подаются к окорочному станку 2. После
окорки их распиливаю т балансирной пилой 3 на чураки,
241
_!____ 1_ __L
l_ l □
РАО
L_J l_|
1_I U
ШШШ
Рис. 77. Технологическая
'
Ось сеточного транспортера
схема
цеха упаковочной стружки
0,00
которые ЛеНточным конвейером 4 подаются в накопитель к спе­
циальным строгальным станкам 5 типа СД-3. Отходы окорки,
опилки и горбы лькп — остатки от строгания чураков — выно­
сятся за пределы цеха в бункер системой ленточных конвей­
еров 6.
Основным конструктивным элементом станка СД-3 является
н ож евая плита, соверш аю щ ая возвратно-поступательные д в и ­
жения. В плите установлены д ва строгальных нож а и комплект
делительны х ножей, формирующих ширину стружки. Д л и н а
струж ки за д а н а длиной чу рака. Станок оборудован вальцовы м
механизмом, который осущ ествляет подачу ч урака на з а д а н ­
ную толщ ину струж ки после каж дого рабочего хода ножевой
плиты. Станок одновременно строгает четыре чурака. П о л у ­
ченная стр уж ка проходит через подножевые щели и п адает на
сеточный конвейер 8. М елкие некондиционные частицы про­
сеиваются через сетку на расположенный ниже выносной л ен ­
точный конвейер 7. О став ш ая ся то в ар н ая струж ка, н асы п ан ­
ная слоем 200— 400 мм, подается в многосекционную конвейер­
ную суш илку 9 типа ПКС-5. К а ж д а я секция такой воздушной
сушилки оборудована вентилятором, калори ф ером и к а р к ас н о ­
щитовыми ограж дениям и. Воздух, нагнетаемый вентилятором,
омы вает калориферы, подогревается, проходит слой стружки
и в озвр ащ ается в вентиляторы. Поперечно-круговая ц и р к у л я ­
ция воздуха за 4-10 мин обеспечивает сушку струж ки до з а ­
данной влажности: струж ка медленно продвигается на конвей­
ере 8 через последовательно установленные секции сушилки.
В ысушенная струж ка поступает в наклонный лоток 10, где
из нее отсеивается мелочь. Вместе с отсевом, собранным на
конвейере 7, мелкие частицы уд аляю тся пневмотранспортом
за пределы цеха. Готовая стр уж ка из лотка подается д в у х ­
цепным конвейером 11 в киповальный пресс 12 типа ПК-3.
Здесь она прессуется в тюки задан н ы х размеров. Тюки о б в я ­
зы ваю тся проволокой и автоматически вы тал ки ваю тся из к а ­
меры прессования на контрольные весы 13. После в звеш и в а­
ния и маркировки тюки отвозят на с к л а д готовой продукции.
Ш естистаночный цех при двухсменной работе производит
в год 6 тыс. т упаковочной стружки. Р асх о д древесного сырья
на 1 т струж ки составляет примерно 3 м3. Выход стружки
в зависимости от качества сырья колеблется от 70 до 80 %.
Отходы — горбыльки, которые остаются в объеме 1 5 %, п ри ­
годны д ля измельчения в щепу.
Отсев мелкой струж ки зависит не только от качества д р е ­
весного сырья и его влаж ности, но и времени года. Зимой
строгание мерзлы х чураков приводит к значительному сн и ж е­
нию выхода длинной качественной струж ки и возрастанию
доли мелкой фракции. В летнее время, когда активно проходит
процесс атмосферной сушки древесины, в аж н о вовремя пере­
работать чураки влаж ностью не ниже 20 %■ Строгание д р ев е­
сины с меньшей влаж ностью приводит к получению менее
243
эластичной и ломкой стружки. Ч ур аки перед их переработкой
необходимо подвергать гидротермической обработке, д л я чего
необходима специальная кам ера. Вместимость такой камеры
д о л ж н а быть рассчитана с учетом производительности цеха
и времени гидротермической обработки, которую можно произ­
водить паром. При отсутствии такой камеры сухие чураки сл е­
дует предварительно у в л аж н я ть водой, а в зимнее время от­
таи вать древесину, рас п о л ага я контейнеры с сырьем в поме­
щении цеха.
9.3. П РО И ЗВ О Д С ТВ О А РБО ЛИ ТА
Арболитом н азы ваю т легкий бетон на органических за п о л ­
нителях. Его получают в результате формирования и твер д е­
ния смеси, состоящей из древесной дробленки, минерального
вяж ущ его, химических добавок и воды. Согласно ГОСТ 19222—
73 он подразделяется на пять марок, которые означаю т проч­
ность на сж ати е в 0,1 М П а. Арболит марок 5 и 10 применяют
д л я изготовления теплоизоляционных, а марок 15, 25 и 35 —
д л я конструкционно-теплоизоляционных изделий. Его д осто­
инства сочетают в себе многие положительные свойства и д р е ­
весины и бетона. М атер иал легок, не горит, относительно
био- и морозостоек, нетоксичен, легко поддается механической
обработке, б лагодаря своим хорошим теплофизическим свойст­
вам способствует поддерж анию устойчивых тепловых реж имов
в помещениях.
К недостаткам арболита следует отнести значительный расход в я ж у ­
щего, масса которого в 1,5— 1,6 раза превышает массу древесины. С равни­
тельно низки прочностные показатели этого материала, которые более чем
в 15 раз ниже соответствующих показателей у исходных компонентов. С о­
держ ащ иеся в древесине сахара и водорастворимые вещества торм озят про­
цессы гидратации цемента, особенно при использовании свежесрубленной д р е­
весины лиственных пород. Н еравномерная усадка анизотропной древесины
при удалении связанной влаги приводит к необратимым разруш ениям в по­
граничном с ней слое цементного камня. Н аблюдения за процессом тверде­
ния арболита, проведенные неразрушающим ультразвуковым способом, пока­
зали, что возрастание его прочности по времени периодически сопровож да­
ется резкими спадами из-за внутренних разрушений. Н аруж н ая поверхность
ограждаю щ их конструкций, соприкасающихся с атмосферой, периодически
подвергается увлажнению и высыханию. В результате этого происходит
дальнейшее снижение прочности арболита. Одни из его недостатков у стра­
нимы, другие, в силу различной природы древесины и цементного камня,
устранить невозможно. Н аруж ны й слой ограж даю щ их конструкций долж ен
иметь отделочный слой, обеспечивающий защ иту арболита от увлаж нения.
Влияние водорастворимых веществ и сахаров можно снизить длительной
выдерж кой древесины или введением ускорителей твердения цемента.
И з арболита изготовляю т панели, блоки, стеновые камни,
тепло- и звукоизоляционные плиты. Эти изделия применяют
д л я м алоэтаж ного строительства жилых, общественных и про­
мышленных зданий. И спользование этого экономичного м а те­
ри ал а позволяет индустриальным методом ускоренно в о зво­
дить поселки лесозаготовителей, зд ан ия сельскохозяйственного
244
и промышленного назначения. Он существенно сн и ж ает труд о­
затраты и экономит для народного хозяйства дорогостоящий
брус.
Технологический процесс производства арболита вклю чает
следующие основные операции: приготовление древесной дробленки, минерализацию древесины, приготовление арболитовой
смеси, формование, твердение, хранение и транспортировку
арболитых изделий. Сырьем д л я производства ар болита могут
служить отходы лесозаготовок и лесооб раб ат ы ваю щ и х произ­
водств, которые предварительно измельчаются в щепу. Окорка
сырья не требуется. Д л и н а частиц д о л ж н а быть не более 40 мм
при наибольшей толщине 5 мм и ширине 10 мм. Щ епа не д о л ­
ж н а сод ерж ать более 20 % коры, 5 хвои и листьев, 2 гнили
и 4 % минеральных примесей. Сырье рекомендуется в ы д ер ж и ­
вать на открытом воздухе в течение не менее 2 месяцев [35].
Д л я получения плотной и связной структуры арболита необходимы др е­
весные частицы небольшой толщины и значительной длины, что способст­
вует лучшему их проклеиванию меж ду собой. П оэтому процесс получения
таких частиц вклю чает вторичное измельчение щепы в дробленку.
В качестве вяж ущ его используют в основном портландцемент марки 400
и 500. Д л я получения арболита повышенной прочности рекомендуются быстросхватывающ ие цементы. Р азр аб о тан а технология арболита на белитошламовом цементе из отходов металлургического производства. Его отличитель­
ная особенность в том, что влияние водорастворимых веществ древесины
здесь относительно невелико и предварительная вы держ ка сырья может не
производиться.
Д л я лучшего схватывания цемента и древесины дробленку подвергают
минерализации, под которой понимают обработку ее растворами мине­
ральных солей. Они действуют как коагулянты и адсорбенты органических,
вредных для твердения цемента примесей. В качестве минерализатора ис­
пользуют хлористый кальций, ж идкое стекло и комплексную добавку из
сернокислого алюминия и извести-пушонки. Р азработаны более эффективные,
комбинированные химические добавки, позволяющ ие использовать даж е м а ­
ловыдержанную древесину. Лучшими минерализаторами являю тся составы
с трехвалентным сернокислым алюминием и окисным сернокислым железом
в комбинации с известью или ж идким стеклом, хлористым кальцием, нитра­
том кальция. Действие минерализатора лучше всего протекает в щелочной
или слабощелочной среде. П оэтому в комбинации, например, с сернокислым
железом вводят значительное количество извести, увеличивающей щ елоч­
ность среды. Д ля уменьшения плотности арболита н улучшения формовоч­
ных свойств смесей иногда применяют порообразую щие добавки. Д ля поризованного арболита рекомендуются жидкостекольный пенообразователь
или синтетические поверхностно-активные вещества.
Состав арболитовой смеси подбираю т расчетно-экспериментальным путем.
Исходный состав зависит от используемого древесного сырья, марки ар б о ­
лита и определяется действующими нормативными документами. Так для
1 м3 изделия из арболита марки 10 требуется следующее количество исход­
ных материалов: дробленки из отходов лесозаготовок хвойных пород 190 кг
сухой массы, портландцемента (марки 400) 300 кг, хлористого кальция или
ж идкого стекла 8 кг, воды 330 кг. Экспериментальными замесами в зав о д ­
ской лаборатории делаю т опытные образцы и уточняют состав смеси, кото­
рый дополнительно подвергается корректировке непосредственно в произ­
водственных условиях.
Арболитовую смесь приготовляют в смесителях циклического действия
с принудительным перемешиванием компонентов. Д л я приготовления смеси
используют оборудование, применяемое на заводах сборного железобетона.
245
Дозирование материалов производится с помощью весовых дозаторов. К а­
чество арболитовой смеси зависит не только от тщательности перемешива­
ния компонентов, которое долж но продолж аться не менее 3 мин, но и от
последовательности их ввода. Д робленку подаю т в смеситель предварительно
замоченную в воде или с естественной влажностью . В зимнее время ее за м а ­
чивают в подогретой до 50 °С воде, что позволяет оттаять древесину, осво­
бодиться от снега и льда и более эффективно использовать химические до­
бавки. Замоченную дробленку подают в смеситель, куда вводят минерали­
затор, а после их непродолжительного перемешивания — цемент. По другой
технологии дробленка подается без предварительного замачивания, а необ­
ходимое количество воды вводится в смеситель перед подачей минерализа­
тора.
Формование и уплотнение арболитовой смеси при изготовлении изделий
производится различными способами: послойным укатыванием, силовым виб­
ропрокатом, вибропрессованием, прессованием или послойным механическим
трамбованием. Выбор способа зависит от требуемой массы арболита, вида
изделий, применяемого оборудования и долж ен быть обоснован технико-эко­
номическими расчетами. Формование изделия производят в металлических
горизонтальных или вертикальных формах. Формы снабж аю т зажимными
металлическими крышками, которые снимают после приобретения арболитом
необходимой прочности. П оризованная арболитовая смесь, образуем ая вве­
дением технической пены, позволяет отказаться от металлоемкого ф ормовоч­
ного оборудования. Формование изделий в этом случае достаточно произ­
вести на обычных виброплощ адках без дальнейшего прессования.
Твердение изделий из арболита мож ет проходить как в естественных
условиях, при температуре воздуха не ниже 15°С и относительной в л а ж ­
ности 60—80 %, так и в процессе тепловой обработки в камерах. В есте­
ственных условиях арболит npno6petaeT прочность, равную 50 % от про­
ектной, через 5—6 суток. Этот срок сокращ ается в 2 р аза при использова­
нии быстротвердеющих цементов и до 20—24 ч при тепловой обработке или
электроподогреве изделий. При достижении необходимой прочности, обычно
через сутки, производят распалубку изделий и доводку их выдерж кой в теп­
лом помещении не менее 5—6 суток, после чего они хранятся на откры ­
том складе. И зделия из арболита чаще всего отделываю т на строительной
площ адке или в процессе формования.
Р а зр а б о т а н ы
технологические
комплексы оборудования
на 12 (рис. 78) и 24 тыс. м3 арболитовы х изделий в год [30].
Д ревесное сырье лесотранспортером 1 подается в б арабан н ую
рубительную машину 2 типа ДУ-2А. П олученная щ епа в ы б р а ­
сы вается в циклон и ссыпается в накопительный бункер 3.
Отсюда винтовым дозатором она равномерно подается на пов­
торное измельчение в молотковую дроби лку 4. П олученная
дробленка в ы брасы вается в циклон и ссыпается в расходный
бункер 5. Смонтированным в его днище винтовым дозатором
дробленка периодически загр у ж аетс я в устройство 6, где про­
исходит ее зам ачивание. Отсюда она подается скиповым по дъ­
емником 7 в смеситель 8, куда дозированно вводятся м и н ера­
лизатор и затем портландцемент. Одновременно в другом см е­
сителе 9 приготовляется цементно-песчаная смесь, которая
используется для облицовки наруж ны х слоев арболитовых из­
делий. Смесители 8 и 9 оборудованы укладчиками-дозаторами
10 и 11, которые подают приготовленную смесь в формы.
Ф ормование изделий разм ерам и до 3 , 6 X 1 ,2 x 0 , 3 м осущ е­
ствляется на формовочной линии J1B-24M, которая состоит из
вибротележ ки 12, пресса 14, кр ан-балки 16 и роликового кон246
Рис. 78. Технологическая схема производства арболитовых изделий
вейера 17. Форму 13 с предварительно уложенной арм атурой
и зак л ад н ы м и детал ям и кран-балкой у станавли ваю т на виб ро ­
т ел е ж к у 12 и передвигаю т под бункер-дозатор 11. Здесь
в форму укл ад ы ваю т цементно-песчаную смесь, которая под
действием вибрации равномерно растекается по ее днищу.
После этого вибротележ ку передвигают под бункер-дозатор 10
и заполняю т арболитовой смесью. Равном ерность заполнения
достигается при помощи вибрации. Д л я формирования в ер х ­
него отделочного слоя виб р отел еж ка повторно проходит под
бункером-дозатором 11. П осле этого на форму кран-балкой
ставят крышку и вибротележ ку перемещ ают под пресс 14.
Зд есь арболитовая смесь уплотняется. С помощью сп ец и аль­
ных зам ков кры ш ку прочно скрепляю т с бортами формы,
в результате чего смесь остается в запрессованном состоянии
после снятия давлен ия пресса. Форму с изделием снимают
с вибротележ ки и у кл ад ы ваю т на роликовый конвейер 17
в стопы 15. Конвейер 17 имеет вместимость, рассчитанную на
суточную производительность комплекса. Ч ерез сутки изделия
подвергают распалуб ке и кран-балкой 19 укл ад ы ваю т на кон­
вейер 18, где процесс твердения п родолж ается в течение 6 су ­
ток. Освободившиеся формы чистят, см азы ваю т и вновь н а ­
п равляю т на формование изделий. После шестисуточной в ы ­
д ер ж к и изделия н ап р ав л яю т на с к л а д готовой продукции.
Более мощный технологический комплекс оборудован ф о р ­
мовочной линией JIB-125M, который позволяет изготовлять
арболитовые изделия разм ером до 6,0 X 1 ,2 X 0 ,3 м. В состав
комплексов входят механизированный склад цемента и а п п а ­
раты для приготовления водных растворов минерализатора.
Глава
10
ПРОИЗВОДСТВО КОРМОВЫХ ПРОДУКТОВ
И УДО БРЕН И Й
ro t
КОРМА ИЗ Д РЕ В ЕС Н О Й ЗЕ Л Е Н И
И з древесной зелени приготовляют веточный корм, веточ­
ные хлопья, лесной силос, витаминную муку и другие продукты
д л я ск арм л и вани я животным и птицам. В современном про­
мышленном комплексе страны кормовое значение древесной
зелени сравнительно невелико. Ее можно рассм атривать скорее
ка к витаминную д обавку к другим корм ам и только в неуро­
жайн ы е годы — ка к запасной источник кормов. Причина в том,
что древесная зелень является трудоемкой «кормовой ку л ьту­
рой». Н аиболее значительного ручного труда требует заготовка
в е т о ч н о г о к о р м а . С помощью несложного инструмента
в летнее время с деревьев срезают ветви диаметром 10— 15 мм.
Их связы ваю т в пучки и развеш иваю т для сушки в хорошо
248
проветриваемом помещении. Н ельзя допускать попадания сол­
нечных лучей, которые губительны д ля биологически активных
веществ зелени. Недопустимо и чрезмерное, п родолж ительно­
стью более одних суток, кучевое хранение заготовленных в е­
ток. В л а ж н а я биомасса подверж ена сам о разогреву и под дей­
ствием микроорганизмов быстро теряет питательную ценность.
Д л я приготовления веточного корма пригодны и хвойные
и лиственные породы. Н ельзя использовать лишь колючие д е ­
ревья и кустарники: облепиху, черемуху, бузину, крушину,
волчью ягоду, содерж ащ ие неж елательны е примеси. О граничи­
вается использование древесной зелени пород с большим со­
д ерж ани ем дубильны х веществ — дуба, ка ш т ан а, лещины.
В летнее время повышается содерж ание смолистых веществ
в хвое и ее использование д л я веточного корма в этот период
так ж е необходимо ограничивать. Зимой хвоя является полно­
ценной витаминной добавкой к кормам.
Веточный корм можно скарм ли вать животным в виде зе л е ­
ной массы без предварительной сушки. В этом случае из д р е­
весной зелени приготовляют в е т о ч н ы е х л о п ь я — хорошо
измельченную однородную массу светло-зеленого цвета с х а ­
рактерным зап ахом древесной зелени. В л аж н о сть массы колеб­
лется в пределах от 40 до 65 %. С одерж ание зелени и коры
долж но быть не менее 50 %. Хлопья имеют крупноволокнистую
структуру массы с тонкими плоскими частицами, что способ­
ствует лучш ему усвоению древесной зелени. Д л и н а частиц по
волокну допускается до 15 мм, а р азм еры поперечного сече­
ния не более чем 1X 2 мм. Ограничено содерж ание более круп­
ных и пылевидных частиц, которых до лж но быть в массе
не более чем по 1 0 %- М инеральны е примеси допускаются до
2% .
Измельчение древесной зелени в
хлопья осущ ествляю т
в два этапа. П редварительно ветви перерабаты ваю т в зеленую
щепу, которая подвергается затем тонкому измельчению в д р о ­
билках [54]. П роизводство зеленой щепы из тонких гибких
ветвей, особенно с неодревесневшими побегами, на б араб ан н ы х
или дисковых рубительных маш инах затруднительно. Поэтому
разр аботан ы специальные валковы е дробилки. Рабочим о р г а ­
ном дробилки В Д (рис. 79, а) с часовой производительностью
до 30 м3 сырья с л у ж а т два в р ащ аю щ и хся вальца диаметром
600 мм, которые снабж ены продольными 4 и поперечными 3
ножами. Ветви подаются загрузочным транспортером. Верхний
вал ец выполнен подвижным, что обеспечивает переработку
слоя сырья различной толщины. Необходимое давл ен ие в про­
цессе резания обеспечивают приж имные пружины 2 с регули­
ровочными винтами 1. П олучаемы е частицы, или иначе резка,
имеют длину до 20 см и менее эффективны для скарм ли вани я
животным. Они ссыпаются на выносной транспортер и повторно
измельчаются в хлопья на молотковых мельницах или сельско­
хозяйственных д робилках грубых кормов.
249
Рабочими органам и молотковой дробилки Д М Л (рис. 79, б)
являю тся в ращ аю щ и й ся б араб ан 2 с шарнирно укрепленными
молотками 5 и сепарирую щ ие решетки 3. Д л я более интен­
сивного измельчения сырья в верхнем кожухе установлен н а ­
бор съемных противорежущих пластин 4. З е л е н а я щепа посту­
пает в дробилку через загрузочную горловину, снабженную
подвижной отраж ательной пластиной 1, которая препятствует
обратному выбросу частиц.
Рис. 79. Дробилки для измельчения древесной зелени:
а — валковая; б — м олотковая
Заготовленные веточные хлопья не подл еж ат хранению и
д олж н ы незам едлительно поставляться агропромышленному
предприятию. Ведутся работы по консервированию хлопьев
д л я получения из них лесного силоса [54]. О д н ако наибольшее
распространение получил способ консервирования древесной
зелени путем сушки с последующим размолом в муку. После
сушки зелень теряет значительное количество летучих фитон­
цидов и антимикробную активность. Н о б ольш ая часть в и т а ­
минов сохраняется, особенно при кратковременной, быстропротекающей искусственной сушке.
В и т а м и н н а я м у к а из древесной зелени д олж н а соот­
ветствовать требованиям ГОСТ 13797— 78. Она п р ед н а зн а ч а­
ется д ля включения в состав рационов и комбикормов ж и в о т ­
ных и птицы. В л аж н ость продукта в рассыпной муке д олж н а
быть 8— 12% - Крупность разм ола характеризуется остатком
на сите с отверстиями диаметром 2 мм, который долж ен со­
250
ставлять не более 5 % и 8 % д ля муки второго сорта. Остаток
на сите с отверстиями диаметром 5 мм не допускается. С одер ­
ж ани е минеральных примесей ограничено не более 0,7— 1,0 %
от массы. Н аиб олее важ ны й п оказатель качества — содерж ание
каротина, количество которого определяет сортность муки.
В итаминная мука с государственным знаком качества д олж н а
содерж ать не менее 105 мг каротина в 1 кг муки. Наиболее
низкое содерж ание каротина, но не менее 60 мг в 1 кг про­
дукта допускается в муке второго сорта.
М уку получают не только в рассыпном, но и гран ул и ро в ан ­
ном виде. Д и а м ет р гранул 10— 14 мм, д ли н а от 15 до 25 мм.
Крошимость гранул д олж н а быть не более 10 %, влаж ность
продукта 10— 14 %. Сырьем д ля производства витаминной муки
сл у ж и т св еж ая незагрязненн ая древесная зелень хвойных и
лиственных пород в любых соотношениях. Д опускается исполь­
зование обработанной хвои сосны, ели и пихты после отгонки
эфирных масел.
Технологический процесс производства витаминной муки
вклю чает измельчение древесной зелени, суш ку измельченной
массы, размол, гранулирование и расф асовку готового про­
дукта. Д л я сушки древесной зелени широко используют серий­
ные пневмотранспортные агрегаты АВМ, предназначенные д ля
выработки травяной муки [25]. Агрегат АВМ-065 в отличие от
других моделей оборудован питателем сырья, позволяющим
и збеж ать ручного труда при загрузке.
Ц ех витаминной муки на базе агрегата АВМ-065 ко м пл ек­
туют двум я измельчителями-пневмосортировщиками ИПС-1М
(рис. 80, а). После измельчения сучьев и ветвей в рубительной
машине 18 зел еная щепа через циклон 4 поступает в пневмо­
сортировщик 5. Здесь измельченная масса р азд ел яется на
щепу и древесную зелень. И з циклона 6 отсортированная з е ­
лень поступает в накопительный бункер, оборудованный в ы ­
носным конвейером 7 с лотком и гидроподъемником 8. С по­
мощью шнекового питателя 9 и конвейера 12 д ревесная зелень
непрерывно поступает в нап равляю щ и й ж елоб 16 трехходо­
вого сушильного б ар аб ан а 17. Р авномерность подачи сырья
обеспечивается специальным устройством 13. Трехходовой б а ­
р аб ан состоит из трех, оборудованных лопастями, цилиндров—
наружного, промежуточного и внутреннего. При вращении б а ­
раб ан а д ревесная зелень пад ает с лопастей вниз и уносится
потоком теплоносителя.
Сушильным агентом являю тся топочные газы, которые об ­
разую тся при сжигании жидкого топлива. И з б ака 10 топливо
поступает в электроподогреватель, где нагревается до тем пе­
ратуры 40— 60 °С. После очистки в фильтре оно нагнетается
топливным насосом в форсунку и распы ляется в кам ере гази ­
фикации 14. Здесь распыленное топливо смешивается с возду­
хом, который нагнетается вентилятором 11. Б л а г о д а р я танген­
циальным окнам на входе в камеру образуется закрученный
251
воздушный поток, способствующий интенсивному перем еш ива­
нию горючей смеси. Ее воспламенение происходит от свечи
заж игани я. Продукты горения поступают в топку 15. Более
полное сгорание обеспечивает дополнительная подача воздуха
через второе окно, встроенное в топку. Д л я получения тепло-
Рис. 80. Технологические схемы производства витаминной муки:
а — на
б а зе а гр е га т а АВМ-065;
б — на
б а зе
а гр е га т а
В О -101
носителя с определенной температурой продукты сгорания
смешивают с отработанными газами. Они частично в о зв р а ­
щ аю тся из циклона 3 д ля сухого продукта и через кольцевой
промеж уток поступают в топку 15.
Полученный теплоноситель через н аправляю щ ий ж елоб 16
нагнетается в сушильный б араб ан 17. Здесь частицы д ревес­
252
ной зелени высыхаю т в потоке сушильного агента. Постепенно,
по мере высыхания, они перемещаются из полости внутреннего
цилиндра в промежуточный, а затем и внешний цилиндр. Б о ­
лее легкие частицы уносятся потоком газов на большее р а с ­
стояние и быстрее покидают барабан. Т а к а я пневмосепарация
обеспечивает равномерное высушивание древесной зелени,
несмотря на различную начальную влаж н ость и разны й г р а ­
нулометрический состав.
Р азд ел ен и е древесной зелени и теплоносителя происходит
в циклоне 3, где отработанные газы вентилятором в ы б р асы ­
ваю тся в атмосферу, а частично н аправляю тся в смесительный
контур топки. С ухая д ревесная зелень через шлюзовой затвор
циклона поступает в молотковую мельницу 19 на размол. О т­
сюда продукты разм ола с помощью вентиляторов попадаю т
в промежуточный 2, а затем конечный циклон 1, где о х л а ж д а ­
ются и через шлюзовой затвор нап р авл яю тся в выгрузочный
шнек 20. Готовую муку через выгрузочные горловины фасуют
в мешки.
Технологический поток обслуж и вает бригада из 2— 3 чело­
век. Производительность потока и расход топлива зави сят от
влаж ности исходного сырья. Так, при переработке древесной
зелени влаж н остью 62,1 % часовая производительность состав­
ляет 825 кг муки, расход сы рья 2003 кг, расход топлива 125 л.
Установка дополнительного оборудования д л я циркуляции о т­
работанного сушильного агента позволяет снизить расход
топлива на 14,8 % [25]. С ухая витаминная мука в процессе х р а ­
нения постепенно теряет каротин. Чтобы лучше сохранить био­
логически активные вещества, муку прессуют в гранулы в спе­
циальном ап п арате — грануляторе. Б л а г о д а р я этому повы ш а­
ется качество продукции и улучш аю тся условия труда. Г ран у ­
лирование полностью исключает ручной труд на фасовке, сни­
ж а е т запыленность в цехе.
Д ругой путь сбереж ения питательной ценности древесной
зелени — хранить высушенную хвою в неизмельченном виде.
Спрессованную в брикеты хвою мож но поставлять агропро­
мышленным предприятиям, которые располагаю т необходимым
оборудованием д л я приготовления комбикормов. Б ри кети ро­
вание исклю чает необходимость фасовки муки в мешки и
лучше позволяет использовать грузоподъемность транспортных
средств. Д л я сушки цельной неизмельченной хвои мож ет слу­
жить агр егат В О - 101, который одновременно служ и т д ля от­
деления древесной зелени. Сучья и ветви (рис. 80, б) без
предварительной подготовки и сортировки у кл ад ы ваю тся м а ­
нипулятором 1 на конвейер 2, который подает их в загрузоч ­
ное устройство агрегата 4. В б ар аб ан агрегата одновременно
нагнетается теплоноситель от теплогенератора 3. В процессе
сушки и перемешивания сучьев хвоя отделяется. При помощи
вентилятора 5 в воздушном потоке она у д ал яется из суш иль­
ного б а р а б а н а и оседает в циклоне 6. Отсюда хвоя д о з ато ­
253
ром 7 мож ет п одаваться в загрузочную воронку пресса для
выработки брикетов или в д робилку 8 для получения в итам и н ­
ной муки. И з дробилки мука поступает в циклон 9, откуда ее
вы груж аю т дозатором 10 и расфасовы ваю т в мешки. Сучья из
агрегата 4 поступают в барабанную рубительную маш ину 12,
где измельчаю тся в щепу, которая накапл и вается в отдельном
бункере 11. С менная производительность установки до 1200 кг
муки и 7,5— 10 пл. м3 щепы.
10 2. К О Р М О В Ы Е П РО Д У КТЫ ИЗ К О Р Ы
В коре содерж ится клетчатка, ряд ценных питательных,
вкусовых и биологически активных веществ, что позволяет от­
нести ее к потенциальному источнику сырья д л я производства
кормовых продуктов. Из коры можно приготовить кормовую
муку, грубый корм, д обавки и полуф абрикаты д ля различны х
кормосмесей [54].
Технологический процесс получения к о р м о в о й
муки
из коры сходен с процессом производства витаминной муки из
древесной зелени. Д л я переработки на муку пригодны отходы
окорки, однако содерж ание древесины в них долж но быть ог­
раничено. П редварительно, перед сушкой, отходы измельчают.
Частицы коры д олж н ы иметь длину 5— 30 мм, ширину 5— 10 мм,
толщину до 5 мм. Д л я измельчения коры мож но использовать
молотковые дробилки, специальные корорубки или измельчи­
тель кормов «Волгарь-5» [8]. Измельченную кору суш ат в а г ­
регатах АВМ-065 и затем р азм ал ы в аю т. Н аиболее высокую
питательную ценность имеет корм овая мука из осиновой коры,
где содерж ание сырого ж и р а достигает 7,3 %, протеина 2,8,
са х ар а 2,2 %. Кормовую муку используют в качестве добавки
в производстве комбикормов и кормосмесей.
Д л я приготовления г р у б ы х к о р м о в предпочтительно
использовать кору осины, березы и ели молодых и средн евоз­
растных деревьев. Пробковы й слой коры старых деревьев
является нежелательной, хотя и безвредной примесью, которая
сниж ает питательность и перевариваемость корма. Процесс
приготовления грубых кормов вклю чает измельчение коры,
удаление из нее дубильных веществ и очистку от загрязнений.
Отходы окорки после измельчения промывают водой и з а м а ­
чивают в холодной воде. В ы д ерж ка в течение суток позволяет
существенно снизить содерж ание дубильных веществ. О б р а ­
ботка коры паром или горячей водой со к р ащ ает процесс в ы ­
держ ки до 4 ч. Д опускается использование без зам ач иван и я
отходов окорки сплавной древесины, а т ак ж е осины и березы.
Береста является • трудноперевариваемы м компонентом и
д о л ж н а быть отделена от луба. П редварительно березовую
кору нужно подсушить, а затем измельчить в молотковой д р о ­
билке и просеять. Д ругой путь подготовки березовой коры со­
стоит в щелочной обработке ее в кормосмесителях. К массе
254
измельченного сырья д об а вл я ю т 4—6 % щелочи, после чего
кору вы д ерж ив аю т 2— 3 ч при температуре 95— 100 °С. А н ал о ­
гичным путем о б раб аты ваю т и кору хвойных пород, что по­
зволяет не только удалить из нее смолистые вещества, но и
улучшить перевариваемость. Помимо щелочи применяют т а ­
кие реагенты, ка к кальцинированую соду, негашеную известь,
известковое молоко [54]. Измельченную, зап аренн ую или в ы ­
сушенную кору перемешивают с другими корм ами и ск а р м л и ­
вают животным.
Р азр аб о т ан ы технические условия на кормовой п о луф аб ри ­
кат из осиновой коры — грубый корм, производство которого
освоил Сясьский Ц Б К . Используется полуф аб рик ат в качестве
кормового компонента в рационах кормления животных.
По внешнему виду кормовой п олуф аб рикат представляет со­
бой измельченную однородную массу с характерн ы м запахом
свежей осиновой коры. Д л и н а частиц д о л ж н а быть не более
20 мм, ширина 10 мм, толщ ина 5 мм. П ы левидные частицы
допускаются не более 1 0 %- Содержание древесины ограни­
чено не более чем на 1 5 %, минеральных примесей 1 %. Н а и ­
больш ая продолжительность хранения кормового п о луф аб р и ­
ката, влаж ность которого не превыш ает 60 %, со ставляет 10—
15 дней при положительной тем пературе воздуха или 1 месяц
при отрицательной. Хранится п о луф аб рикат россыпью в хо­
рошо проветриваемых складских помещениях или под н а­
весом.
10.3. К О Р М О В Ы Е П РО Д У КТЫ ИЗ Д Р Е В Е С И Н Ы
Н еобработанные опилки можно использовать в качестве грубого корма
в рационе мясного скота [25]. Опилки древесины как хвойных, так и лист­
венных пород, применяемые в виде кормовой добавки в количестве до 25 %,
не повреж даю т пищеварительный тр акт телят и не оказы ваю т токсического
действия. Хотя они 'и обеспечивают нормальную функцию рубца, но не я в ­
ляю тся источником питательных веществ. П олисахариды древесины, осо­
бенно хвойных пород, почти не перевариваю тся в рубце ж вачных ж ивот­
ных. Наиболее высокая перевариваемость, которая достигает 37 %, наблю­
дается лиш ь у древесины осины. У хвойных пород она составляет 5—7 %>
у березы 6—8 и у тополя разных видов — от 4 до 25 %.
Существуют различные способы обработки древесины, позволяющие
улучшить ее перевариваемость. Измельчение древесины, например разм алы ­
ванием осиновых опилок, несколько улучш ает усвояемость питательных ве­
ществ. Критический размер частиц такой кормовой муки составляет 2 мм.
Более мелкие частицы из-за ускоренного прохождения через рубец не под­
вергаются должным образом воздействию микрофлоры и перевариваются
хуже. Экспериментально доказано, что целлюлоза, полученная путем делиг­
нификации древесины, почти полностью переваривается жвачными ж ивот­
ными и ее приравнивают к корму из зерна ячменя. Однако скармливание
технической целлюлозы сравнительно дорого и невыгодно. Корма повышен­
ной питательности получают из древесины гидротермическими, термохимиче­
скими и микробиологическими методами глубокой переработки. В результате
древесина частично подвергается делигнификации и гидролизу. Удаление лиг­
нина способствует доступу фермента к молекуле целлюлозы и лучшей
перевариваемое™ . Гидролиз полисахаридов повышает питательность кор­
мов,
255
Сырьем для получения кормовых продуктов могут служить опилки, лю­
бые измельченные отходы древесины, зеленая и технологическая щепа. Гид­
ротермическая обработка сырья, которое предварительно увлаж няю т до
70—75 %, осущ ествляется в автоклавах. Здесь при повышенном давлении
(0,6—0,9 М П а) и температуре 158— 165 °С происходит реакция гидролиза
полисахаридов, в результате чего за 2—3 ч содерж ание простых сахаров —
легко перевариваемых углеводов — в готовом продукте возрастает до 7—
9 %. Полученный корм представляет собой бурую массу, хорошо пахнущую,
мягкую и рассыпчатую. П еревариваемость такого корма из хвойных пород
составляет 35 %, из лиственных 55 %• Хранить его можно в сухом виде как
ссно или подвергать брикетированию и гранулированию. Д л я гидротермиче­
ской обработки могут быть использованы автоклавы периодического и не­
прерывного действия, применяемые в различных отраслях промышленности,
а так ж е технологическое оборудование гидролизной и целлю лозно-бумажной
промышленности: гидролизаппараты и аппараты для получения целлюлозы
непрерывным способом [54].
Термохимическую обработку тщательно измельченной древесины осу­
ществляют в тех ж е аппаратах с применением в качестве химических реа­
гентов минеральных кислот — серной или соляной. Такая обработка оказы ­
вается более эффективной, способствует получению продукта с большим вы ­
ходом легкоусвояемых сахаров.
Кормовые продукты в виде волокнистой массы мож но получить при
производстве древесноволокнистых плит. Получив более грубый размол
щепы при увеличенном до 1 мм расстоянии меж ду размольными дисками,
волокнистую массу разбавляю т водой и используют для отлива ковра, ми­
нуя проклейный бассейн. П осле отжима па форпрессах поверхность ковра
обильно поливают 15—30%-ным раствором кормового гидролизного сахара.
Пропитанный ковер разрезаю т на куски и суш ат в роликовой сушилке. В оз­
можны и другие варианты технологии производства
кормовой древе­
сноволокнистой массы, которую скармливаю т животным в виде смеси с кор­
мами.
Глубокой химической переработкой измельченной древесины в гидролизаппаратах получают кормовой гидролизный сахар. П родукт представляет со­
бой темно-коричневую, вязкую , хорошо текучую сироповидную ж идкость
с характерным карамельным запахом. П лотность гидролизного сахара при
температуре 20 °С составляет 1150— 1220 кг/м3, содерж ание сухого вещ е­
с т в а — не менее 3 0 % . Технологический процесс получения кормового сахара
вклю чает нейтрализацию гидролизата, осветление и упаривание нейтрализата, удаление ш лака, очистку и отбор готового продукта. Количество кор­
мового сахара при соблюдении определенных требований сохраняется в
течение длительного времени. Х ранят и перевозят его в специальных цистер­
нах или бочках. С кармливаю т гидролизный сахар как заменитель легкоперевариваемых углеводов кормовых корнеплодов или как добавку кормовых
рационов. На основе продуктов гидролизного производства получен угле­
водно-протеиновый корм, который представляет собой густую пасту с з а ­
пахом подгорелого хлеба. Сухое вещество такого корма составляет 40—
50 %, а количество протеина достигает 20 % [54].
П родуктом биохимической переработки гидролизных сахаров, получен­
ных из древесины, являю тся кормовые дрож ж и. Они содерж ат до 52 % хо­
рошо перевариваемого белка и группу витаминов В. Естественное сочетание
в дрож ж ах белков н витаминов делает их исключительно ценным корм о­
вым продуктом для питания животных и птиц. Употребляют дрож ж и как
белково-витаминную добавку в кормовых рационах. Технология производ­
ства кормовых дрож ж ей вклю чает подготовку гидролизата и выращ ивания
на нем дрож ж ей в специальном дрож ж ерастильном чане — инокуляторе.
Выросшие в инокуляторе при интенсивной аэрации дрож ж и непрерывно от­
бирают, извлекаю т из браж ки флотацией, подвергают сгущению в сеп ар а­
торах и упариванию. Высушенные до влаж ности 8— 10% дрож ж и уп ако­
вывают в бумажные мешки и отправляю т потребителю [2].
256
10.4. ОРГАНИЧЕСКИЕ УДОБРЕНИЯ ИЗ ДРЕВЕСИНЫ И КОРЫ
Д л я повышения плодородия почв, особенно нечерноземной
зоны страны, большое значение имеет внесение органических
удобрений. Н едостаток таких удобрений ск азы вается на уро­
жайности сельскохозяйственных культур и отрицательно в л и ­
яет на лесовозобновление. Д еф и ц и т органического вещества
можно компенсировать не только торфом и навозом, ресурсы
которых ограничены. Естественным источником органических
удобрений являю тся отходы, образую щ иеся при заготовке и
переработке древесины.
Известно положительное влияние периодического внесения
опилок при выращ ивании малины. Однако широкое примене­
ние одних только опилок в качестве удобрения почвы м а л о ­
эффективно. Внесение их в почву в первые годы вызы вает
азотное голодание растений. Л иш ь по истечении времени пи­
тательны е элементы становятся доступными растениям. Д р е ­
весина содерж ит много углерода и сравнительно бедна а з о ­
том. Процесс разл о ж ени я опилок в почве происходит в резуль­
тате деятельности микроорганизмов, потребляю щ их азот. Если
масса содерж ит менее 1 % азота, то он весь используется ми­
кробами при поглощении углерода. Н едостаток азота можно
компенсировать одновременным добавлением азотистых удоб­
рений в почву вместе с опилками. Д л я удобрения почвы лучше
использовать компосты. При компостировании опилок или и з­
мельченных отходов древесины в кучах происходит процесс их
частичного разл ож ени я. Д о б а в к а необходимого количества пи­
тательны х веществ и обогащение микроэлементами позволяют
получить полноценное органическое удобрение. Внесение компостов из опилок и сучьев в виде прослойки под сосновые
культуры способствует более активному росту растений [25].
Н аибольш ее распространение в практике получило приго­
товление компостов из коры, что объясняется более разн о об ­
разны м ее химическим составом и лучшей гумусообразующей
способностью. Кора богата углеродом, калием и кальцием,
но в ней, ка к и в древесине, содерж ится мало азота — в пре­
д ел ах 0,27— 0,40 % и фосфора 0,09 % • Более пригодной д ля
удобрений кору д ел ает высокое содерж ание в ней активных
органических соединений и различны х питательных веществ.
Л у б я н а я и п ри к ам б и ал ьн ая часть являю тся благоприятной пи­
тательной средой д л я микроорганизмов, которые активно з а ­
селяю т кору. В результате процесс компостирования проте­
кает у коры быстрее, чем у древесины.
Технология компостирования коры вклю чает тонкое из­
мельчение отходов окорки, смешивание измельченной массы
с минеральными добавками, формирование буртов и хранение
смеси в буртах от 1,5 до 4 месяцев. Д л я измельчения отходов
окорки пригодны молотковые мельницы, корорубки или из­
мельчители кормов типа «Волгарь-5». Р азм е р частиц долж ен
257
быть в пределах до 10 мм. Чем тоньше измельчение, тем
быстрее протекает процесс компостирования. И зм ельченная
кора перемешивается с минеральными д обавкам и в серийных
агрегатах д л я приготовления кормовых смесей. Среди мине­
ральны х д обавок обязательны ми являю тся вещества, с о д е р ж а ­
щие азот и фосфор. При расчете количества добавок учиты­
вается агрохимическая характери сти ка коры. По одной из р е ­
цептур, предложенной Н. Ф. Траниной и J1. А. Гришковой,
основными д об а вк ам и являю тся ам м иачн ая вода, из расчета
7,5 кг азота на 1 т абс. сухой коры, и суперфосфат в коли­
честве 12 кг. По другой рецептуре [8], на 1 т коры вносят с л е­
дующие добавки: 5 кг аммиачной селитры, 10 кг фосфатной
муки и 2 кг хлористого калия. Из полученной смеси формируют
бурты высотой 2,5—3,0 м на специальном полигоне. Д л я л у ч ­
шей аэрации массу периодически подвергают ворошению, что
ускоряет процесс компостирования. Полученный из коры пере­
гной-гумус о б ладает почти черным цветом, специфическим зе м ­
ляны м зап ахом и сильно м аж ется при растирании пальцами.,
Удобрение таким гумусом повышает урожайность сельскохо­
зяйственных и лесных культур, особенно на песчаных и глини­
стых почвах. В последние годы компосты из коры стали ши­
роко применять при парниковом и тепличном вы ращ ивании
овощей.
Кора мож ет быть использована в сельском и лесном хо­
зяйстве и без предварительного компостирования. Б л а г о д а р я
естественной пористости, хорошим теплофизическим свойствам
и высокой влагоемкости она используется д ля мульчирования
почвы. Слой тонко измельченной коры-мульчи толщиной в не­
сколько сантиметров препятствует росту сорняков, осл аб л яет
испарение влаги, препятствует образованию почвенной корки
и уменьшает суточные колебания тем пературы почвы. З а ру­
бежом распространена розничная торговля мульчей из коры
для, садоводов и цветоводов-любителей.
П о опыту лесоводов П Н Р , сосновую кору — отходы окор ­
к и — успешно используют без дополнительного измельчения
д л я удобрения лесных почв. Корой покрываю т почву главным
образом в молодых борах, двулетних сосновых культурах,
а т а к ж е на сплошных вы рубках перед их вспашкой лесным
плугом. Кора не только улучш ает физические свойства и в о д ­
ный режим почв. Постепенно р азл а га я с ь , она служ и т естест­
венным органическим удобрением.
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1. Анучин Н. П. Сортиментные и товарные таблицы. М., Л есная промыш­
ленность, 1981. 536 с.
2. Андреев А. А., Брызгалов Л. И. Производство кормовых дрож ж ей. М.,
Л есная промышленность, 1970. 296 с.
3. Бобров А. И., Мутовина М. Г. Производство бисульфитной целлюло­
зы.— М., Л есная промышленность, 1979. 192 с.
4. Брик М. И., Васильев Б. А. Технологическая щепа. М., Л есная про­
мышленность, 1975. 208 с.
5 Вальщиков Н. М. Рубительные машины. П роектирование и расчет. Л.,
Машиностроение, 1970. 328 с.
6. Вальщиков Н. М., Лицман Э. П. Рубительные машины. М., Л есная про­
мышленность, 1980. 96 с.
7. Василевский А. Б., Красгыньш И. Е. Опыт заготовки пневого осмола.
М., Л есная промышленность, 1976. 64 с.
8. Веретенник Д . Г. И спользование древесной коры в народном хозяй­
стве. М., Л есная промышленность, 1976. 120 с.
9. Ветшева В. Ф., Малыгин Л . Н. Переработка древесного сырья. М.,
Л есная промышленность, 1981. 65 с.
10. Вопросы комплексного использования древесины.— Труды ЦНИ ИМ Э,
1976. 126 с.
11. Гордон Л . Ф., Фефилов В. В., Скворцов С. О., Лисов В. И. Технология
и оборудование лесохимических производств. М., Л есная промышленность,
1979. 288 с.
12. Деревянко И. Г. Производство тарных комплектов на лесозаготови­
тельных предприятиях. М., Л есная промышленность, 1976. 184 с.
13. Древесный уголь. Получение, основные свойства и области примене­
ния древесного угля. М., Л есная промышленность, 1979. 137 с.
14. Дубин 3. Ю. Заготовка осмола взрывным способом. М., Л есная про­
мышленность, 1977. 208 с.
15. Ж итков А. В., М азарский С. М. Хранение и подготовка древесного
сырья в целлюлозно-бумажном производстве. М., Лесная промышленность,
1980. 224 с.
16. Залегаллер Б. Г., Ласточкин П. В. М еханизация и автом атизация р а ­
бот на лесных складах. М., Л есная промышленность, 1973. 408 с.
17. Калинин М. И. Формирование корневой системы деревьев. М., Л есная
промышленность, 1983. 152 с.
18. Комплексное использование древесины при рубках ухода. М., Л есная
промышленность, 1976. 88 с.
19. Коробов В. В. Пневматический транспорт и погрузка технологической
щепы. М.. Л есная промышленность, 1974. 176 с.
20. Коробов В. В., Брик М И., Рушнов Н. П. Комплексная переработка
низкокачественной древесины и отходов лесозаготовок. М., Л есная промыш­
ленность, 1978. 272 с.
21. Корольков И. И. Перколяционный гидролиз растительного сырья. М.,
Лесная промышленность 1978. 263 с.
22. Коротаев Э. И. Клименко М. И. Производство товаров народного по­
требления из низкосортной древесины и отходов. М., Л есная промышлен­
ность, 1978. 272 с.
?3. Коротаев Э. И., Клименко М. И. И спользование древесных опилок.
М., Л есная промышленность, 1974. 144 с.
24. Левин Э . Д., Денисов О. Б., Пен Р. 3. Комплексная переработка листвешшцы. М., Л есная промышленность, 1978. 224 с.
25. Лес — сельскому хозяйству (производство и применение продуктов
переработки древесных отходов). М., Л есная промышленность, 1978. 192 с.
259
Отходы
Сортировка щепы по толщине 159
— лесозаготовок 5
Станки
— лесосечные 5, 32
— фрезерно-брусующие 142, 152, 198
— лесопиления 21
— фрезерно-обрезные 144, 153, 200
— окорки 26
С труж ка упаковочная 240
— раскряж евки 20, 92
Сучья
— тарных производств 24
— измельчение в щепу 209, 211
— шпалопиления 23
— ресурсы 12
Паста хлорофилло-каротиновая 232
Товары народного потребления
Патрон загрузочный 116, 120
— производство 236
Перевозки щепы
Толщина щепы 77, 82, 84 85, 87, 125,
— автомобильные 180
140
— железнодорожные 179
Транспорт щепы
Переключатель трубопроводов 168
— внутрискладской 162
Печь углевыжигательная 223
— водный 184
Питатели для коротья
Уголь древесный 222
— бункерные 97
Удобрения органические
— комбинированные 97
------ из коры 257
— тарельчатые 98
-----------древесины 257
Плиты
Узел подготовки древесного сырья 98
— древесностружечные 57
Установки
— древесноволокнистые 48
— для производства щепы 191
— цементно-стружечные 63
-------сортировки щепы 160
Пневмопогрузчик щепы 175
Учет щепы 188
Пни 5
Учетчик щепы
Подача сырья
— весовой 190
— в рубительную машину 120
— объемный 188
— в цех щепы 91
Ф ракция щепы
Полуфабрикаты волокнистые 38
— кондиционная 77
Полуцеллюлоза 42, 45
— крупная 77
Примеси щепы 79
— мелкая 77
Продолжительность измельчения 129
Хвоя 28
П родукты кормовые
Хлопья веточные 249
------ -и з древесной зелени
248
Хранение щепы
------ - — коры 254
— бункерное 169
-----------древесины 255
— контейнерное 173
Производство щепы
— кучевое 170
-------в лесообрабатывающих цехах
Ц еллюлоза
197
— производство 41
—■■— на верхнем складе 208, 211, 215
Частицы щепы
---------- лесосеке 206, 210
— игольчатые 77
— ------- нижнем
складе
191,202,— спички 77
204, 209, 211
— трещиноватые 78
Размол щепы 40
Щепа
Рейки 21
— для гидролизного производства 84,
Свойства щепы
204
— объемная масса 70
------ древесноволокнистых плит 83,
— подвижность частиц 72
85, 204
— примерзание 74
------ древесностружечных
плит 81,
— сводообразование 73
86, 204
— смерзаемость 74
------ целлю лозно-бумажного
произ­
Сита для сортировки щепы 158
водства 71, 190
С клад щепы 169
— зеленая 68, 86, 210
Скорость резания 127
— из лесосечных отходов 88, 206
Сортировка щепы
тонкомерных деревьев 88, 213
-------по длине 157
— топливная 68, 86, 211
ОГЛАВЛЕНИЕ
Предисловие
:
:
.
................................................................................................
Раздел
3
первый
БИОМАССА Д Е РЕ В А И ЕЕ И С П О Л ЬЗО В А Н И Е В Н А РО ДН О М
Х ОЗЯЙСТВЕ
Г л а в а 1. Отходы и низкокачественная древесина как дополнительное
сырье в лесозаготовительном п р о и зв о д с т в е .....................................
4
1.1.
1.2.
1.3.
1.4.
Основные понятия и классификация дополнительного сырья .
4
Дополнительное древесное с ы р ь е ........................................................5
Кора и древесная з е л е н ь ....................................................................... 25
Способы количественной оценки дополнительного сырья на ле­
сосеке ................................................................................................................ 31
1.5 Влияние использования биомассы дерева на окружающую среду 33
Г л а в а 2. Переработка древесного сырья в народном хозяйстве
. . . .
35
2.1. Основные направления и способы переработки древесного сырья 35
2.2. П ереработка древесины в целлюлозно-бумажном производстве 38
2.3. Переработка древесины в производстве древесноволокнистых
п л и т ............................................................................................................. ..... 48
2.4. П ереработка древесины в производстве древесностружечных
п л и т .................................................................................................................... 57
2.5. П ереработка древесины в гидролизном производстве . . . .
64
Раздел второй
П РО И ЗВ О Д С Т В О Щ ЕП Ы
Г л а в а 3. Щ епа и ее х а р а к т е р и с т и к и .................................................................... 68
3.1.
3.2.
3.3.
3.4.
3.5.
3.6.
3.7.
Термины и о п р е д е л е н и я ............................................................................68
Классификация и свойства щ е п ы ..........................................................69
Щепа для целлюлозно-бумажного п р о и з в о д с т в а ........................... 75
Щ епа для производства древесностружечных п л и т ..................... 81
Щ епа для производства древесноволокнистых п л и т .....................83
Щ епа для гидролизного п р о и з в о д с т в а ............................................ 84
Зеленая щ е п а .................................................................................................86
Г л а в а 4. П одготовка древесного сырья в производстве щепы
4.1.
4.2.
4.3.
4.4.
. . . .
89
Состав подготовительных о п е р а ц и й ..................................................... 89
П одача древесного сырья в цех щ е п ы ............................................... 91
Окорка древесного с ы р ь я ....................................................................... 99
Гидротермическая обработка древесного с ы р ь я ........................... 109
Г л а в а 5. Измельчение д р е в е с и н ы ...........................................................................116
5.1. Дисковые рубительные м а ш и н ы ........................................................... 116
5.2. Барабанны е рубительные м а ш и н ы ...................................................... 135
5.3. Фрезерно-брусующие станки и л и н и и ................................................ 142
Глава
6.1.
6.2.
6.3.
6.4.
6. Сортировка, хранение и транспорт щ е п ы ............................... 154
Сортировка щ е п ы ........................................................................................ 154
Внутрискладской транспорт щ е п ы .......................................................162
Хранение щ е п ы .............................................. * ........................................169
Погрузка щ е п ы .............................................................................................173
263
6.5. Перевозка щ е п ы ........................................................................................... 179
6.6. Контроль качества и учет щ е п ы .......................................................... 185
Г л а в а 7. Технология производства щ е п ы .......................................................... 190
7.1. Выработка щепы для целлюлозно-бумажного производства . . 190
7.2. Выработка щепы для древесноплитного и гидролизного произ­
водств ............................................................................................................... 204
7.3. Выработка зеленой щепы
: ............................................................210
Раздел
третий
ЗАГОТОВКА И П ЕРЕРА БО ТК А Д О П О Л Н И Т Е Л Ь Н О Г О С Ы РЬЯ
В Л ЕС О ЗА ГО ТО В И ТЕЛ ЬН О Й П РОМ Ы Ш Л ЕНН ОСТИ
Г л а в а 8. Заготовка п производство сырья для химической промышлен­
ности .................................................................................................................217
8.1.
8.2.
8.3.
8.4.
8.5.
Заготовка о с м о л а ........................................................................................ 217
Производство древесного у г л я ............................................................... 22?
Заготовка корья для производства дубильных экстрактов . . 225
Заготовка древесной з е л е н и ..................................................................228
Производство хлорофнлло-каротиновой пасты, эфирных масел и
хвойного экстракта ..................................................................................... 232
Г л а в а 9. Производство товаров народного потребления и промышлен­
ного н а з н а ч е н и я ..........................................................................................236
9.1. Производство товаров народного п о т р е б л е н и я ............................ 236
9.2. Производство упаковочной с т р у ж к и .................................................. 240
9.3. Производство а р б о л и т а ............................................................................ 244
Глава
10. Производство кормовых продуктов
10.1.
10.2.
10.3.
10.4.
иу д о б р е н и й ......................248
Корма из древесной з е л е н и .................................................................248
Кормовые продукты из к о р ы .............................................................254
Кормовые продукты из д р е в е с и н ы .................................................... 255
Органические удобрения из древесины и к о р ы .......................... 257
Список рекомендуемой л и т е р а т у р ы ........................................................................... 259
Предметный у к а з а т е л ь .................................................................................................... 261