ФГБОУ ВПО «Майкопский государственный технологический университет» (ФГБОУ ВПО «МГТУ») На правах рукописи
advertisement
 На правах рукописи")
ФГБОУ ВПО «Майкопский государственный технологический университет»
(ФГБОУ ВПО «МГТУ»)
На правах рукописи
ЧЕРЕПОВ Сергей Владимирович
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ ЭТИЛОВОГО СПИРТА
ПУТЕМ ОПТИМИЗАЦИИ ПРОЦЕССОВ ИЗМЕЛЬЧЕНИЯ
И РАЗВАРИВАНИЯ ЗЕРНА
05.18.01 – Технология обработки, хранения и переработки
злаковых, бобовых культур, крупяных продуктов,
плодоовощной продукции и виноградарства
05.18.12 – Процессы и аппараты пищевых производств
ДИССЕРТАЦИЯ
на соискание ученой степени
кандидата технических наук
Научные руководители:
доктор технических наук,
доцент Х.Р. Сиюхов
доктор технических наук,
доцент А.А. Схаляхов
Майкоп ‒ 2014
2
Содержание
ВВЕДЕНИЕ ........................................................................................................... 6
ГЛАВА 1 ЛИТЕРАТУРНЫЙ ОБЗОР …………………………………........... 8
1.1 Основные зерновые культуры, перерабатываемые на
пищевой ректификованный спирт отечественной
промышленностью ...................................................................... 8
1.2 Технологические стадии водно-тепловой обработки зерна
при производстве пищевого спирта .......................................... 9
1.2.1 Измельчение зерна ............................................................... 9
1.2.2 Смешение зерновой крупки с водой .................................. 12
1.2.3 Разваривание зернового замеса .......................................... 16
1.3 Коэффициенты диффузии влаги при сушке и увлажнении .... 25
1.4 Массообмен между дрожжевой клеткой и суслом .................. 31
1.5 Теории измельчения зерна, и влияние степени измельчения
на показатели производства пищевого ректификованного
спирта ........................................................................................... 33
ЦЕЛЬ И ЗАДАЧИ ИССЛЕДОВАНИЙ ............................................................... 36
ГЛАВА 2 ОБЪЕКТЫ И МЕТОДЫ ИССЛЕДОВАНИЙ ……………………. 38
2.1 Объекты исследований ………………………...….................... 38
2.2 Методы исследований ………………………...…..................... 42
ГЛАВА 3 РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ И ИХ АНАЛИЗ ..................... 46
3.1 Сравнительный анализ известных экспериментальных
данных по развариванию ячменной крупки при различных
температурных режимах с использованием результатов
численного решения уравнения нестационарной диффузии .. 46
3.2 Экспериментальное исследование разваривания пшеничной
и кукурузной крупки и разработка модели разваривания
крупки с учетом изменения температуры, явления набухания
крахмальных гранул и их разрыва, сопровождающегося
3
отрывом наружного слоя развариваемых частиц .................... 57
3.3 Обследование технологии разваривания пшеничной и
кукурузной крупки в производственных условиях спиртзаводов ООО «КХ Восход» (г. Майкоп) и ООО «Стандарт
Спирт» (г. Нарткала) и в лабораторном эксперименте ........... 64
3.4 Определение коэффициентов диффузии влаги при
разваривании пшеничной и кукурузной крупки и их
сравнение с результатами исследований диффузии при
сушке и увлажнении целого и измельченного зерна ............... 70
3.5 Совершенствование математической модели спиртового
брожения на основе анализа сопротивлений переносу
компонентов из цитоплазмы в наружную жидкость через
82
мембрану дрожжевой клетки .....................................................
3.6 Определение оптимального режима разваривания крупки
с учетом влияния ее размеров на время разваривания и
суммарные затраты электроэнергии на измельчение зерна
и теплоты на разваривание ......................................................... 91
3.7 Обследование брагоректификационной установки (БРУ)
производительностью 6000 дал ректификованного спирта
в сутки на ООО «Стандарт Спирт» (Кабардино-Балкарская
республика, г. Нарткала), разработка программы расчета
шестиколонной БРУ в интегрированной среде HYSYS и ее
апробация при оптимальном режиме разваривания крупки .. 101
3.8 Разработка и изготовление лабораторной ректификационной
установки периодического действия, апробация результатов
исследований по измельчению, развариванию кукурузной
крупки, сбраживанию сусла и ректификации бражки ............... 109
3.9 Технико-экономическое обоснование усовершенствованной
технологии получения этилового спирта, расчет ожидаемого
экономического эффекта от оптимизации процессов
4
измельчения зерна и разваривания зернового замеса и
разработка технологической инструкции для производства
ректификованного спирта ............................................................ 111
ВЫВОДЫ .............................................................................................................. 123
СПИСОК СОКРАЩЕНИЙ И УСЛОВНЫХ ОБОЗНАЧЕНИЙ ....................... 125
ЛИТЕРАТУРА …………………………………………………………………. 126
ПРИЛОЖЕНИЕ А Программа расчета на языке Паскаль «Расчет процесса
разваривания на базе уравнения нестационарной
диффузии» .......................................................................... 139
ПРИЛОЖЕНИЕ Б Программа расчета на языке Паскаль «Расчет
нестационарной диффузии, осложненной набуханием
и отрывом крахмальных гранул» ..................................... 150
ПРИЛОЖЕНИЕ В Хроматограмма покомпонентного состава летучих
примесей бражки, выработанной из кукурузной крупки
на ООО «Стандарт Спирт» (Кабардино-Балкарская
республика, г. Нарткала) ................................................... 166
ПРИЛОЖЕНИЕ Г Хроматограмма покомпонентного состава летучих
примесей бражного дистиллята, выработанного из
кукурузной крупки на ООО «Стандарт Спирт»
(Кабардино-Балкарская республика, г. Нарткала) .......... 167
ПРИЛОЖЕНИЕ Д Хроматограмма покомпонентного состава летучих
примесей сивушного масла, выработанного из
кукурузной крупки на ООО «Стандарт Спирт»
(Кабардино-Балкарская республика, г. Нарткала) .......... 168
ПРИЛОЖЕНИЕ Ж Хроматограмма покомпонентного состава летучих
примесей подсивушной воды, выработанной из
кукурузной крупки на ООО «Стандарт Спирт»
(Кабардино-Балкарская республика, г. Нарткала) .......... 170
ПРИЛОЖЕНИЕ К Хроматограмма покомпонентного состава летучих
примесей ректификованного спирта, выработанного
5
из кукурузной крупки на ООО «Стандарт Спирт»
(Кабардино-Балкарская республика, г. Нарткала) .......... 172
ПРИЛОЖЕНИЕ Л Хроматограмма покомпонентного состава летучих
примесей бражного дистиллята, выработанного из
кукурузной крупки на стендовой установке
периодического действия .................................................. 173
ПРИЛОЖЕНИЕ М АКТ ВНЕДРЕНИЯ степени измельчения кукурузной
крупки на ООО «Стандарт Спирт» (КабардиноБалкарская республика, г. Нарткала) ............................... 175
ПРИЛОЖЕНИЕ Н АКТ ВНЕДРЕНИЯ программы расчета
технологической схемы брагоректификационной
установки производительностью 6000 дал
ректификованного спирта в сутки при оптимальном
режиме разваривания ......................................................... 177
ПРИЛОЖЕНИЕ П Технологическая инструкция. Производство ректификованного спирта ................................................................ 178
6
ВВЕДЕНИЕ
В отечественной промышленности на спирт перерабатывают в основном
зерно злаковых культур: ячменя, пшеницы и кукурузы. Показатели производства этилового спирта существенно зависят от следующих основных технологических стадий: измельчения зерна, разваривания зернового замеса,
сбраживания сусла и брагоректификации. Повышение степени измельчения
зерна увеличивает затраты электроэнергии, но снижает затраты пара на разваривание крупки и увеличивает выход спирта с тонны зерна.
Технология разваривания претерпела в последние годы существенное
изменение. Оптимизация технологических параметров измельчения и разваривания зерна проводится лишь на эмпирическом уровне. Влияние степени
измельчения на выход спирта и затраты электроэнергии и греющего пара
представлены с помощью эмпирических соотношений Б.А. Устинниковым и
С.В. Мельниковым. Оптимизация этих параметров требует разработки математических моделей.
В процессе разваривания влага доставляется внутрь частиц крупки диффузией. Известные аналитические решения задач нестационарной диффузии
не учитывают комплекса происходящих при разваривании явлений, а именно
изменение температуры, набухание крахмальных гранул и их разрыв, сопровождающийся отрывом наружного слоя частиц развариваемой крупки. Набухание крахмальных гранул глубоко изучено отечественными и зарубежными
учеными. Полученные результаты обобщены с использованием моделей химических реакций 1-го, 2-го и 3-го порядка.
В теорию и практику технологии этилового спирта большой вклад внесли отечественные и зарубежные ученые – В.Н. Стабников, П.С. Цыганков,
В.Л. Яровенко, С.В. Востриков, С.Е. Харин, В.Б. Тишин, Л.А. Лихтенберг,
P. Malumba, S. Lagarrigue и др.
Однако в настоящее время отсутствует обоснованная теория оптимизации процессов измельчения и разваривания зерна, что сдерживает дальней-
7
шее развитие спиртового производства. Поэтому совершенствование технологии получения этилового спирта путем оптимизации процессов измельчения и разваривания зерна является актуальной задачей.
Диссертационная работа выполнена в соответствии с государственным
заданием Минобрнауки РФ (проект № 7.439.2011) «Теоретические основы
интенсификации тепло- массобменных, квазистационарных и мембранных
процессов с целью разработки инновационных технологий переработки сельскохозяйственного сырья и производства пищевых продуктов» и госбюджетной научно-исследовательской темой ФГБОУ ВПО «Майкопский государственный технологический университет» «Совершенствование технологических приемов производства продуктов переработки сельскохозяйственного
сырья» (№ гос. регистрации 01201062580).
8
ГЛАВА 1 ЛИТЕРАТУРНЫЙ ОБЗОР
1.1 Основные зерновые культуры, перерабатываемые на пищевой
ректификованный спирт отечественной промышленностью
Для производства спирта в России в качестве основных зерновых культур
применяют пшеницу, кукурузу и ячмень. Вид зерна оказывает определенное
влияние на показатели спиртового производства.
Рассмотрим характеристику этих зерновых культур. Зерно состоит из
трех анатомических частей: зародыша, эндосперма и оболочки. Зерна пшеницы и кукурузы относят к голозерным культурам, а ячмень из-за наличия цветочных пленок – к пленчатым. По содержанию сорной примеси эти культуры
относят к чистым (содержание сорной примеси 1-2 %). Химический состав
зерна зависит от культуры, сорта, почвенно-климатических условий и многих
других факторов. Усредненный химический состав зерна пшеницы, кукурузы
и ячменя приведен в таблице 1.1 [57].
Таблица 1.1 – Усредненный химический состав зерна, мас. %
Культура
зерна
Крахмал
Белок
Углеводы
Клетчатка
Жир
Зола
10,0
70,0
1,6
1,7
1,7
13,2
66,1
1,8
2,0
1,9
Пшеница
озимая
яровая
48-57
Кукуруза
58-60
9,0
69,2
2,2
4,4
1,3
Ячмень
43-55
9,5
67,0
4,0
2,1
2,5
В зерне содержится в среднем 14-15 % влаги, остальное – сухие вещества,
что подтверждается нашими исследованиями. В сухих веществах, кроме компонентов, приведенных в таблице 1.1, содержатся также витамины, минеральные вещества и ферменты. Последние имеют огромное значение, так как тех-
9
нология этилового спирта из крахмалистого сырья основана на ферментативном гидролизе зернового крахмала. К ферментам зерна относятся: -амилаза,
-амилаза, сахараза, мальтаза, протеазы, липазы и др. Из органических кислот в зерне содержатся щавелевая, яблочная и молочная [57].
1.2 Технологические стадии водно-тепловой обработки зерна
при производстве пищевого спирта
Отечественными и зарубежными специалистами используются различные схемы водно-тепловой обработки зерна при производстве пищевого ректификованного спирта. Рассмотрим основные технологические стадии воднотепловой обработки: измельчение зерна, смешение зерновой крупки с водой
и разваривание зернового замеса.
1.2.1 Измельчение зерна
Одной из задач водно-тепловой обработки зерна является перевод крахмала зерна в растворимое состояние. На первой стадии эта задача решается
путем предварительного измельчения зерна. Наиболее распространены на отечественных спиртзаводах молотковые и вальцовые дробилки. Степень измельчения зерна характеризуется проходом 60-95 % через сито с диаметром
отверстий 1 мм. На спиртзаводах зерно измельчают в одну или две стадии.
При двухстадийном способе измельчения первая стадия проводится на молотковой дробилке. Полученный помол направляется на сита для разделения его
на две фракции с различной крупностью частиц – более и менее 1 мм. При
двухстадийном способе измельчения получается более тонкий и равномерный
помол, уменьшается температура и продолжительность разваривания сырья,
снижаются потери сбраживаемых веществ при разваривании [36].
У всех конструкций молотковых дробилок к основным рабочим органам
относятся вращающийся ротор, набранный из стальных дисков, сквозь кото-
10
рые проходят валики, на которых свободно подвешены молотки, сита и деки.
Сита и деки вместе с ротором создают рабочую зону машины. Сущность процесса дробления и измельчения состоит в том, что вследствие удара, излома и
истирания рабочими органами молотковых дробилок, поступающее в дробилку сырье дробится на отдельные частицы (рисунок 1.1) [19].
Рисунок 1.1 – Устройство и принцип действия молотковой дробилки
Высокую эффективность вертикальные молотковые дробилки показывают при измельчении зерна на спиртзаводах. Измельченный в этой дробилке продукт имеет равномерную структуру с малым количеством мелкой
фракции (рисунок 1.2) [7]. Классическая горизонтальная дробилка обеспечивает высокопроизводительное дробление в одну линию, а также измельчение
продуктов с высоким содержанием клетчатки – шелухи, отрубей, оболочки и
отходов крупяных цехов (рисунок 1.3) [63].
Валковые дробилки являются идеальными машинами для эффективного
измельчения кукурузы и для создания однородной структуры материала. Через загрузочное окно материал подается в измельчитель и попадает между
двумя роликами, которые его измельчают. Конечный материал после измельчения выходит через разгрузочное окно. Один из установленных роликов
движимый, другой – недвижимый. Отсутствие пыления и аспирационных
систем позволяет применять эти измельчители в действующих производствах.
11
Рисунок 1.2 – Вертикальная
Рисунок 1.3 – Горизонтальная
молотковая дробилка
молотковая дробилка
Дробилки валковые классифицируются на двухроликовые, трехроликовые и четырехроликовые, среднего и мелкого помола. Их достоинством являются надежность в эксплуатации, простота обслуживания, сравнительно
низкое энергопотребление и возможность регулировки выходного размера
фракции. Принцип действия валковой дробилки приведен на рисунке 1.4
[15], четырехвалковой дробилки – на рисунке 1.5 [10].
Рисунок 1.4 – Принцип действия
Рисунок 1.5 – Четырехвалковая
валковой дробилки
дробилка
12
Основные технические характеристики дробилок-измельчителей фирмы
«ТЕХНЭКС» приведены в таблице 1.1 [7].
Таблица 1.1 – Основные характеристики дробилок-измельчителей
Параметры
Валковые
дробилки
молотковые
молотковые
дробилки
дробилки
5-40
5-25
5-80
600-2000
400-2000
50-2000
15-90
75-110
110-355
Производительность, т/ч
Диапазон размера частиц, мкм
Мощность, кВт
Вертикальные Горизонтальные
1.2.2 Смешение зерновой крупки с водой
Смешение зерновой крупки с водой проводится в смесителе для обеспечения однородности замеса. В нем не должно быть комочков теста («галушек»), которые плохо развариваются и приводят к увеличению потерь сбраживаемых веществ с нерастворенным крахмалом. Процесс смешения определяется конструкцией смесителей, частотой вращения мешалки и температурой воды при смешении, которая не должна превышать 50 ºС, т.е. быть ниже
температуры клейстеризации. В процессе разваривания подваренный замес
смешивается с паром в контактных головках и выдерживается в непрерывном потоке при определенной температуре.
В настоящее время широко применяются ферменты на стадиях смешения
и
разваривания.
В
работе
[49]
приведена
схема
смесителя-
предразварника с использованием вторичного пара из паросепараторавыдерживателя. Измельченное зерно поступает в смеситель, куда одновременно подают воду и -амилазу. Из смесителя насосом через контактную головку замес поступает в аппарат гидродинамической и ферментативной обработки первой ступени (ГДФО-1).
В работе [35] предлагается автоматизировать контур «зерно – вода» для
13
процесса смешения в смесителе. Внедрение автоматизации данного контура на
Ядринском спиртзаводе позволило уменьшить влияние возмущающих воздействий на основные технологические параметры варочного отделения, которых
не удается избежать в режиме ручного регулирования расходов зерна и жидкой фазы. На рисунке 1.6 приведена функциональная схема смешения зерна с
жидкой фазой. Значение плотности, которое необходимо поддерживать в смесителе, получено в результате лабораторного анализа для используемого вида
сырья на основе опытных данных. В составе системы реализованы три контура регулирования:
‒ контур регулирования расхода зерна (К1, Р1);
‒ контур регулирования расхода жидкой фазы (К2, Р2);
‒ контур регулирования плотности в смесителе «зерно – вода».
К1 – регулирующий кран подачи зерна;
К2 – регулирующий кран подачи жидкой фазы;
Р1 – расходомер зерна;
Р2 – расходомер жидкой фазы;
Др1, Др2 – рабочая и резервная дробилки зерна;
D1 – плотномер;
H1 – насос рециркуляции замеса в смесителе
«зерно – вода»;
Рисунок 1.6 – Функциональная схема смешения зерна с жидкой фазой
Для повышения эффективности обработки зерновых замесов на этапе
водно-тепловой (гидродинамической) и ферментативной обработки предложено совмещать операции измельчения и смешения [21].
14
Рисунок 1.7 ‒ Коллоидная мельница мокрого помола
Внедрение мельницы в технологию производства пищевого спирта дает
ряд преимуществ, основными из них являются:
‒ увеличение площади поверхности контакта фаз, что приводит к повышению выхода ректификованного спирта и улучшению качества, так как
мельница повышает степень измельчения зерна в несколько раз по сравнению с существующими видами измельчения (по сравнению с молотковой
дробилкой), и, как следствие, к уменьшению времени брожения;
‒ мельница обладает простотой конструкции и сравнительно малыми габаритами;
‒ мельница отвечает санитарным нормам, так как шум, создаваемый
мельницей, находится в пределах допустимых значений по сравнению с молотковой дробилкой. Мокрое измельчение имеет преимущество по сравнению с сухим, которое состоит в том, что в помещении измельчения отсутствует пыль, поэтому нет необходимости применения мер по защите от вредных факторов, возникающих в пыльных помещениях;
‒ мельница упрощает схему производства тем, так как не только измельчает зерно, но и одновременно является эмульгатором для гомогенизации зерна.
Вместе с тем разработана конструкция струйного смесителя (рисунок
1.8), основанная на использовании энергии струи, позволяющая снизить
удельные энергозатраты процесса и получить расчетную экономическую эф-
15
фективность 474 млн. руб. в ценах 2014 года. Струей передается воздействие
на обрабатываемый продукт при перемешивании и может служить заменой
классической механической мешалки. Процесс перемешивания зерновых замесов оказывает значительное влияние на гидролиз крахмалсодержащего сырья, и, следовательно, на количество получаемого спирта. Перемешиваемая
смесь через трубопровод 2 подается в рабочую емкость 1. После заполнения
емкости 1 смесь насосом 6 перекачивается по циркуляционному трубопроводу 3 через питающий трубопровод 5 обратно в рабочую емкость 1. Трубопровод 5 оборудован насадками 7. Затопленные струи создают турбулентные
потоки, обеспечивающие перемешивание внутри емкости. После обработки
продукт выгружается через трубопровод 4 [51].
а – схема; б – общий вид
1 – рабочая емкость; 2 – трубопровод подвода;
3 – циркуляционный трубопровод; 4 – трубопровод отвода;
5 – питающий трубопровод; 6 – насос; 7 – насадок
Рисунок 1.8 – Опытный образец струйного смесителя
Эта инновационная идея еще не доработана до стадии, предполагающей
ее внедрение.
16
1.2.3 Разваривание зернового замеса
Основной целью разваривания является разрушение клеточной структуры
и растворение крахмала сырья. Для разваривания зерна используется пар при
избыточном давлении. При тепловой обработке происходят сложные структурно-механические, физико-химические и химические изменения сырья. При
нагревании с водой белки набухают и денатурируются, крахмал клейстеризуется и переходит в коллоидный раствор. Набухание и клейстеризация обусловлены поглощением воды высокополимерными соединениями. Клейстеризация крахмала начинается при различной температуре, в диапазоне 55-60 °С,
и сопровождается увеличением вязкости среды. С постепенным нарастанием
температуры клейстеризованный крахмал разжижается и вязкость среды
уменьшается. При выходе разваренной массы из варочного аппарата вследствие перепада давления от избыточного к атмосферному клеточная структура
сырья разрушается до однородной массы [49].
0
60
20
70
30
40
80
50
90
100
Рисунок 1.9 ‒ Изменения целого зерна при разваривании под давлением
(цифры – время в минутах)
На рисунке 1.9 приведена динамика изменения целого зерна при разваривании под давлением. Набухание зерна и уменьшение прочности ткани пограничных участков длятся примерно 20 мин. В этот период повышаются дав-
17
ление пара и соответственно температура в разварнике до 120…125 ºС. В следующие 10 мин, когда температура достигает 135…140 ºС, растворяется крахмал в периферийных участках зерна, и вокруг центральной его части образуется слой гидратированного крахмала. Спустя еще 10 мин, в течение которых
температура повышается до 146…148 ºС, растворение и разрушение ткани несколько продвигаются к центру зерна [57].
Замес непрерывно подают насосом во внутреннюю трубку контактной
головки (рисунок 1.10). Одновременно через отверстия трубки поступает
греющий пар под давлением 7-8 атм. При этом контактная головка работает
как инжектор, одновременно обеспечивая энергичное перемешивание с паром и инжектируя его из нагнетательного трубопровода насоса. В контактной
головке замес нагревается до 165-170°С [39].
Этот способ относится к высокотемпературному развариванию, при котором снижается выход спирта из 1 т зерна.
5
3
2
4
1 – штуцер для ввода пара;
2 – корпус;
1
3 – трубопровод для поступления замеса;
4 – внутренняя цилиндрическая труба;
5 – сопло
Рисунок 1.10 – Контактная головка
Контактная головка крепится непосредственно к трубчатой системе аппарата, которая состоит из вертикальных труб диаметром 150 мм, последовательно соединенных горизонтальными трубами такого же диаметра под прямым углом. На всех фланцевых соединениях по ходу продукта установлены
диафрагмы с отверстиями диаметром 40-50 мм. При прохождении массы че-
18
рез диафрагмы скорость ее движения значительно возрастает, а давление и
температура понижаются. Вследствие перепадов температуры и давления,
вызванных диафрагмами, масса перемешивается, и растительная ткань сырья
измельчается. Прямоугольные коленчатые переходы усиливают перемешивание и диспергирование массы. На выходе аппарата поддерживают температуру 145-150 °С. Масса из аппарата поступает в паросепаратор, а затем на
осахаривание [39].
Наибольшее распространение получило непрерывное разваривание. Выход спирта из 1 т крахмала сырья увеличивается на 0,7-1,2 дал в сравнении с
выходом при полунепрерывном методе разваривания. Уменьшаются расход
пара и потери крахмала. В качестве типовых приняты две схемы непрерывного разваривания сырья: схема УкрНИИСПа и Мироцкого спиртового завода и схема ВНИИПрБа и Мичуринского спиртового завода. Первая схема
предусматривает повышенную температуру разваривания (165-172 °С) и
прохождение массы через варочный аппарат через 2-4 мин, а вторая схема
рассчитана на пониженную температуру разваривания (130-140 °С) и сравнительно продолжительную выдержку (50-60 мин) и является более прогрессивной. Она используется на спиртзаводах ООО «КХ Восход» (г. Майкоп) и
ООО «Стандарт Спирта» (г. Нарткала), обследованных в настоящей работе.
Аппаратурно-технологическая схема непрерывного разваривания крахмалистого сырья при пониженных температурах представлена на рисунке
1.11. Зерно подается элеватором на автоматические весы, откуда направляется для измельчения в дробилки. Полученная после измельчения крупка поступает в смеситель. Применение бактериальной -амилазы для разжижения
замеса позволяет смягчить последующий режим тепловой обработки сырья,
снизить расход пара и потери сбраживаемых веществ. Тонко измельченное
сырье смешивается с водой и ферментным препаратом в смесителе, подогревается вторичным паром до 90-95 °С и направляется в предразварник, оборудованный мешалкой. Масса находится в предразварнике в течение 20-25 мин,
после чего она поступает на разваривание. Из предразварника смесь плун-
19
жерным насосом подается в контактную головку, куда одновременно поступает острый пар из коллектора. Масса температурой 100-110 °С направляется
в варочный аппарат I ступени, в который снизу подают пар. В аппарате I ступени происходит основной процесс разваривания, а доваривание сырья ‒ в
варочном аппарате II ступени. Разваривание сырья, обработанного ферментом, осуществляют при температуре 133 ºС в течение 50 мин. Разваренное
сырье из последней колонны варочного аппарата 15 под давлением вытесняется в паросепаратор, в котором выдерживается при 105 °С 30 мин. Затем
разваренная масса поступает на осахаривание. Образовавшийся вторичный
пар используется на подогрев замеса и воды [42].
1 – элеватор для зерна; 2 – элеватор для картофеля; 3 – магнитный сепаратор;
4 – приемный бункер для зерна; 5 – ленточный дозатор зерна; 6 – регулирующий клапан для воды; 7 – молотковая дробилка для зерна; 8 – автоматические весы для картофеля; 9 – молотковая дробилка; 10 – смесительпредразварник; 11 – насос; 12 – коллектор для острого пара; 13 – контактная
головка; 14 – варочная колонка I ступени; 15 – варочная колонка II ступени;
16 – регулятор уровня массы; 17 – паросепаратор; 18 – гидравлический затвор
Рисунок 1.11 – Аппаратурно-технологическая схема непрерывного
разваривания крахмалистого сырья
20
На спиртзаводе ЗАО «Союз+» (РСО-Алания) внедрена линия механикоферментативной обработки замеса (рисунок 1.12), отличающаяся от типовой
схемы наличием узла подваривания в начале линии, трехступенчатой гидроферментативной обработкой, применением пластинчатых теплообменников
для охлаждения гидролизованной массы и сусла, трехступенчатым осахариванием. Эксплуатация линии показала, что пластинчатые теплообменники
выходят из строя при попадании в рабочее пространство целых зерен и их
крупных частиц, что наблюдается при пробое сит зерновой дробилки. Недостатком пластинчатого теплообменника является «усыхание» резиновых прокладок из-за высокой рабочей температуры. Замена резиновых прокладок
осуществляется в среднем 1 раз в месяц [54].
Рисунок 1.12 ‒ Линия механико-ферментативной обработки зерна
на спиртзаводе ЗАО «Союз+»
Все способы непрерывного разваривания рассчитаны на переработку
сырья в измельченном виде, что позволяет перекачивать зерновые замесы насосами и дает возможность, смягчив режимы разваривания, снизить потери
сбраживаемых веществ и улучшить использование углеводов сырья при переработке спирта [42].
Впервые мягкий режим стерилизационной обработки зернового сырья
при температурах от 100-105 до 120-125 ºС был проверен на Мичуринском
21
экспериментальном заводе ВНИИПБТ при проведении ведомственных испытаний в 1998 г. и рекомендован для широкого внедрения. Отмечается, что
этот режим, несмотря на простоту аппаратурного оформления, жестко связан
с качеством перерабатываемого сырья, влияющим на показатели как полупродуктов (сусло, бражка), так и конечного продукта – спирта. Наибольшая
эффективность обеспечивается при переработке доброкачественного зернового сырья при соответствующей его подработке, равномерном и тонком помоле. Известно, что зерно злаковых культур, поступающее на хранение и переработку, населено микроорганизмами из почвы и атмосферы, которые попадают с пылью при уборке зерна, обмолоте, перевозке и т.д. В таблице 1.2
приведен состав микрофлоры в 1 г доброкачественного зерна пшеницы с годичным сроком хранения в оптимальных условиях при естественной низкой
влажности зерна. Данные таблицы 1.2 свидетельствуют о длительной сохранности микроорганизмов в покоящемся состоянии [8].
Таблица 1.2 – Состав микрофлоры хранящейся пшеницы
Процентное соотношение
Общее количесКультура
Пшеница
тво микроорга-
Pseud.
низмов в 1 г
herbicola
138400-192100
90,4
Дрожжи Плесени
2,5
3,5
Споро-образующие бактерии
3,6
Общепринято для полного уничтожения микробов тепловую стерилизацию проводить при температуре выше 100 ºС. При ферментативной обработке при температуре от 35-40 до 90-95 ºС все дрожжевые микроорганизмы погибают во влажной среде при температуре 60-65 ºС через 5 мин, споры плесневых грибков разрушаются при 60 ºС за 30 мин, споры большинства бацилл
погибают при 80 ºС в течение 30-60 мин. Однако некоторые споры термоустойчивых бацилл погибают при температуре от 105 до 120 ºС и выше [8].
Из таблицы 1.3 видно, что термоустойчивые споры определяют фактическую эффективность тепловой стерилизации зерновой массы, стерилизо-
22
ванной -амилазой. Для гибели термоустойчивых спор необходимо увеличить продолжительность тепловой стерилизации [8].
Таблица 1.3 – Время, мин, разрушения спор при нагревании
Микроорганизмы
Температура, ºС
100 105 110 115 120-121
125
130
135
‒
‒
‒
‒
12
‒
‒
‒
Bac. Subtilis
6-7
‒
‒
‒
‒
‒
‒
‒
Cl. botulinum
300 120
90
40
10
‒
‒
‒
Bac. steazothermophilus
Вызывающие гниение
анаэробы
780 170 41,6 15,6
Термофилы
834 405 100
40
Почвенные бациллы
1020 420 120
15
5,6
11-12 3,9-4,6 1,7-2,2 0,7-0,9
6
‒
‒
‒
Перспективы низкотемпературной технологии переработки зерна на
спртзаводах определены в работе [9]. Рассмотрены перспективы снижения
температурного уровня для комплексного биокатализа зернового сырья применительно к схеме механико-ферментативной обработки. Предусмотрено
включение в схему на стадии приготовления замеса механических устройств,
направленных на доизмельчение зерна: мгновенного смешение тонкоизмельченного зерна с водой; выдержки массы в смесителе для полноты набухания,
клейстеризации крахмала с гомогенизацией замеса при перемешивании скоростной мешалкой. Предложено для гидролиза использовать разжижающую
-амилазу, осахаривающую глюкоамилазу, ферментные препараты: ксиланазы, целлюлазы и др. Отмечается, что при низкотемпературной технологии
порядок подработки зерна включает: качественную механическую очистку
зерна от примесей, полное улавливание металлических включений на магнитных сепараторах и тонкий равномерный помол всех видов зерна на молотковых дробилках и т.д. Представлена принципиальная упрощенная схема
низкотемпературной обработки (рисунок 1.13), предусматривающая переработку некондиционного (дефектного) зерна с включением аппарата АФО-2.
23
1 – бак тепловой воды; 2 – бункер; 3 – дробилка; 4 – форсмеситель;
5 – смеситель с гомогенизатором; 6, 8, 9 – насос; 7 – АФО-1;
8 – сборники ферментных препаратов; 11 – сборник антисептика;
12 – теплообменник; 13 – дрожжанка; 14 – бродильный чан
Рисунок 1.13 ‒ Принципиальная упрощенная схема
низкотемпературной обработки
Работами Б.А. Устинникова, С.В. Пыховой, С.И. Громова и др. показано,
что если на замес из измельченного зерна предварительно смешать с препаратом -амилазы, воздействовать тепловой энергией при непрерывном перемешивании в течение нескольких часов в диапазоне температур 60-90 ºС,
то замес можно без разваривания под давлением охлаждать до 60 ºС и подавать на осахаривание. При этом уменьшается на 40 % расход пара на разваривание и снижаются потери сбраживаемых веществ. Технологическая схема
механико-ферментативной подготовки крахмалистого сырья к сбраживанию
представлена на рисунке 1.14 [42].
Очищенные от посторонних примесей зерно или картофель поступают
на молотковые дробилки 9. Измельченное зерно поступает в смеситель 10,
куда одновременно подают воду и -амилазу из сборника через дозатор. В
смесителе поддерживается температура 50-55 ºС подачей теплой воды. Из
24
смесителя замес подается насосом 11 через контактную головку 13 в аппарат
14 гидродинамической и ферментативной обработки первой ступени (ГДФО1). В контактной головке замес быстро нагревается до 65-70 ºС, выдерживается в течение 120-150 минут при постоянном перемешивании механической
мешалкой и рециркуляции с помощью насоса 15. Для поддержания постоянной температуры замеса 65-70 ºС пар подают в рубашку или змеевик. Готовый замес насосом 16 непрерывно поступает в контактную головку 17 и затем в аппарат 18 ГДФО-2, где замес подогревается до 80-95 ºС и выдерживается в непрерывном потоке при перемешивании в течение 30-40 минут. Из
ГДФО-2 масса подается в паросепаратор 19.
9 – дробилки; 10 – смеситель; 11 – насос; 13 – контактная головка;
14 – ГДФО-1; 15, 16 – насос; 17 – контактная головка; 18 – ГДФО-2;
19 – паросепаратор
Рисунок 1.14 ‒ Технологическая схема механико-ферментативной
подготовки крахмалистого сырья к сбраживанию
Технологический процесс успешно осуществляется при степени измельчения зерна, характеризуемой проходом через сито с отверстиями диаметром
25
1 мм не менее 75-80 %. Остаток на сите с отверстиями диаметром 3 мм не
должен превышать 0,2 %. Ферментные препараты дозируются в зависимости
от их активности на 1 г условного крахмала: 1,5-2,0 единиц -амилазы в
смеситель или ГДФО-1 и 6,0-6,5 ед. глюкоамилазы в осахариватель [42].
Следует отметить, что схемы низкотемпературного разваривания не
прошли широкой производственной апробации. В связи с пониженной степенью стерилизации целесообразно использовать специальные препараты.
1.3 Коэффициенты диффузии влаги при сушке и увлажнении
В настоящей работе для моделирования процесса разваривания учтено,
что влага доставляется во все время процесса, вплоть до его окончания,
путем диффузии внутрь частицы. В этой связи выполним анализ известных
литературных данных по коэффициентам диффузии при увлажнении и сушке
пшеницы и кукурузы для целого и обрушенного зерна.
Экспериментальное определение коэффициентов диффузии при увлажнении проведено для сравнительно невысоких температур от 10 до 98,3 ºС. В
этом диапазоне они подчиняются уравнению Аррениуса и мало зависят от
формы частичек и типа зернового сырья. Экспериментальные данные обработаны по уравнению нестационарной диффузии для правильных геометрических форм (бесконечная пластина, бесконечный цилиндр, шар), аналитическое решение которого выполнено для регулярного режима [86].
В таблице 1.4 приведены литературные экспериментальные данные коэффициента диффузии при увлажнении пшеницы.
Таблица 1.4 ‒ Коэффициент диффузии при увлажнении пшеницы
Источник
Сорт пшеницы
99
Эндосперм
Grandin
Коэффициент
Температура, ºС диффузии, D·1010, м2/с
22
0,8
26
Продолжение таблицы 1.4
99
Amidon
0,55
Renville
0,73
Jagger
0,91
TAM107
1,4
Madsen
0,6
Rely
0,46
Penawawa
0,55
Vanna
0,57
Околоплодник
22
Grandin
0,13
Amidon
0,16
Renville
0,13
Jagger
0,13
TAM107
0,042
Madsen
0,19
Rely
0,32
Penawawa
0,42
Vanna
0,29
82
Aotea (эндосперм)
22
1,8
94
Otane
22
12
80
Thatcher
20,8-79,5
0,069-7,2
81
Thatcher
25
0,018-0,031
90
Ponca
26,7-98,3
0,027-2,456
Vernum
30-86
0,022-0,752
Seneca
26,7-98,3
0,031-1,409
Brevor
30-86
0,027-0,891
10
50
0,011
0,1
119
Ядро пшеницы
27
Продолжение таблицы 1.4
101
100
Ядро пшеницы
Обрушенное зерно
25
0,028
35
0,0418
45
0,0624
55
0,106
65
0,136
22
Grandin
0,62
Amidon
0,41
Renville
0,55
Jagger
0,70
TAM107
1,09
Madsen
0,48
Rely
0,47
Penawawa
0,44
Vanna
0,44
Целое зерно
100
22
Grandin
0,18
Amidon
0,17
Renville
0,17
Jagger
0,19
TAM107
0,05
Madsen
0,20
Rely
0,23
Penawawa
0,29
Vanna
0,25
Рассмотрим известные экспериментальные исследования по коэффициентам диффузии влаги в зерне кукурузы, зародыше и кукурузном крахмале.
В работе [117] изучена массопередача и физико-химические свойства
никстамализованной кукурузы с и без механического перемешивания при
28
различной температуре. Проведены исследования диффузии влаги при
увлажнении замеса никстамализованной Ca(OH)2 кукурузы при температурах
70, 80, 90 и 100 ºС. Соотношение кукуруза – вода составляло 1 : 3.
Коэффициент диффузии D вычислен при обработке экспериментальных
данных с использованием уравнения (1.1) (таблица 1.5). Размеры зерна кукурузы представлены в форме прямоугольного параллелепипеда (рисунок 1.15).
Таблица 1.5 – Коэффициенты диффузии влаги в никстамализованной кукурузе
Перемешивание
Без
с
Без
с
Без
с
Без
с
Температура, ºС
70
80
90
100
Коэффициент диффузии, м2/с
2,27·10-10
2,07·10-10
2,39·10-10
2,98·10-10
2,95·10-10
2,90·10-10
3,52·10-10
2,96·10-10
b = 0,01174 м;
c = 0,00922 м;
d = 0,00453 м
Рисунок 1.15 – Геометрическая форма представления зерна кукурузы [117]
2
C C
8
1
2 D
E
2
exp
2
n
1
2 ,
C0 C n 0 2n 12
2 a
(1.1)
где E ‒ доля насыщения влагой; C ‒ текущая концентрация влаги зерне в
момент времени ; С0 ‒ начальная концентрация влаги в момент времени
29
0 ; С ‒ равновесная концентрация влаги; a – линейный размер каждой
стороны параллелепипеда.
Суммарная доля насыщения влагой E вычислена по уравнению (1.2)
dt dt dt
E f 2 f 2 f 2 Eb Ec Ed f D, , a ,
b c d
(1.2)
где b, c, d ‒ линейные размеры длины, ширины и толщины параллелепипеда;
t ‒ температура разваривания.
В работе [79] проведена сушка крахмала кукурузы при значениях относительной влажности воздуха 56 и 62 %. Коэффициенты диффузии влаги в
крахмале кукурузы вычислены путем обработки экспериментальных данных
при 25 ºС по уравнению (1.3) и составили: 1,1·10-11 м2/с и 8,3·10-12 м2/с, соответственно.
m me
6
1
n 2 2 D
,
exp
m0 me 2 n 1 n 2
r2
(1.3)
где m ‒ текущая концентрация влаги зерне в момент времени ; m0 ‒ начальная концентрация влаги в момент времени 0 ; me ‒ равновесная концентрация влаги; D ‒ коэффициент диффузии; r ‒ координата.
Величина me определена с использованием экспериментально полученной зависимости изотермы сорбции для кукурузного крахмала при 25 ºС,
ро
приведенной на рисунке 1.16.
Влажность, %
20
15
10
5
0
0
10
20 30
40
50 60 70
Относительная влажность, %
80
ол
Рисунок 1.16 – Кривая сорбции кукурузного крахмала при 25 ºС
30
В работе [111] проводилась сушка зародышей кукурузы и кукурузных
зерен при относительной влажности 75, 80 и 90 % и температуре 25, 30, 35 и
40 ºС. Полученные коэффициенты диффузии представлены в таблице 1.6.
Таблица 1.6 – Коэффициенты диффузии влаги, D·107, м2/ч, в зародышах и
зерне кукурузы
Температура, Относительная
ºС
влажность, %
25
30
35
40
Кукуруза
Зерно (сорт)
Зародыш
FR27xMO17
P3576
75
0,97
0,97
0,26
80
0,68
-
0,16
90
0,60
0,83
0,15
75
1,01
1,36
0,49
80
0,90
-
0,20
90
0,78
1,20
0,17
75
1,24
1,71
0,60
80
1,20
-
0,32
90
0,88
1,09
0,24
75
1,40
1,65
1,03
80
1,32
-
0,39
В работе [89] коэффициенты диффузии в зерне кукурузы определены
при температурах 55 и 75 ºС и составили: 9,488·10-11 м2/с и 1,768·10-10 м2/с,
соответственно.
В работе [78] определены значения эффективного коэффициента диффузии Deff , м2/с, при сушке ферментированной кукурузы при 60, 65 и 70 ºС
(таблица 1.7) при обработке экспериментальных данных по уравнению
2n 12 2 Deff
M M0
8 n 1
1
exp
,
M 0 M e 2 n 0 2n 12
4l 2
(1.4)
31
где M ‒ текущая концентрация влаги в зерне в момент времени ; M 0 ‒ начальная концентрация влаги в момент времени 0 ; M e ‒ равновесная концентрация влаги; l ‒ половина толщины пластины, м.
Таблица 1.7 – Эффективный коэффициент диффузии
Скорость сушильного
Температура
Эффективный коэффициент
агента (воздуха), м/с
сушки, ºС
диффузии, м2/с, ( Deff 10 11 )
1,37
60
2,78
1,37
65
2,95
1,37
70
3,06
Все экспериментальные данные приведены до температуры 100 ºС. В
литературе отсутствуют данные по величине коэффициентов диффузии при
более высоких температурах, характерных для разваривания. Это является
одной из задач настоящего исследования.
1.4 Массообмен между дрожжевой клеткой и суслом
Процесс брожения рассматривается как ферментативная реакция разложения глюкозы на этанол и углекислоту, осложненная процессом массообмена. Реакция протекает внутри дрожжевых клеток, в которые доставляется
глюкоза из осахаренного сусла (наружной жидкости), окружающей дрожжи.
Образовавшиеся этанол и углекислота переносятся из клетки в наружную
жидкость за счет массопередачи. В этой связи скорость процесса массопередачи оказывает влияние на кинетику процесса брожения. В ферментативной
реакции участвуют 5 компонентов: фермент, глюкоза, соединение фермента с
глюкозой, этанол и углекислота [23, 75, 25].
При допущении, что сопротивлением массопередачи можно пренебречь,
а на границе раздела между веществом в клетке и в наружной жидкости достигается равновесие, разработана модель брожения. Использованы и обоб-
32
щены с помощью разработанной ранее теории равновесные данные по концентрациям в поровой и наружной жидкостях [25]. Вещества могут проникать в клетку под действием осмотических сил, путем диффузии, ультрафильтрации и без энергетических затрат [48]. Коэффициенты проницаемости
некоторых веществ мембран дрожжевых клеток приведены в [12]. Эти данные использованы в настоящей работе.
Математическое описание кинетики брожения приведено при допущении, что ферментативная реакция протекает только в дрожжах по следующей
схеме [23].
F + C12H22O11∙H2O
K1
AF
K2
4C2H5OH + 4CO2 + F
K3
где C12H22O11 сахароза; F фермент; H2O вода; AF промежуточный
компонент; C2H5OH этиловый спирт; CO2 углекислый газ; K1 , K 2 , K 3
константы скоростей прямых и обратной реакций, соответственно.
В поровой жидкости состав изменяется за счет ферментативной реакции
и за счет подвода вещества массопередачей из наружной жидкости. Получены следующие уравнения процесса брожения для поровой жидкости
dCA
K1CF C A K3C AF + K A S (C *A C A ) / VП ,
d
(1.5)
dСF
K1CF C A K 2 K 3 C AF ,
d
(1.6)
dСAF
dC
F ,
d
d
(1.7)
dCB
4 K 2C AF K B S (CB* CB ) / Vп ,
d
(1.8)
где C A , C F , C B , C AF концентрации сахарозы, фермента, спирта, промежуточного компонента в поровой жидкости, кмоль/м3, соответственно; продолжительность брожения, ч; K A , K B коэффициенты массопередачи сахарозы и спирта из поровой жидкости в наружную, м/с; Vп объем поровой жидкости, м3; S поверхность массопередачи, м2; индексом * обозначено равновесное состояние; индексы п и н означают поровая и наружная жидкость.
33
Данные по анализу сопротивлений массопередаче в цитоплазме, клеточной мембране и в наружной жидкости в литературе отсутствуют. Это является одним из вопросов настоящего исследования.
1.5 Теории измельчения зерна, и влияние степени измельчения на
показатели производства пищевого ректификованного спирта
Экспериментальные исследования выявили актуальность внедрения
тонкого помола зерна, которое позволяет проводить водно-тепловую обработку сырья при более низких температурах, что сокращает потребление пара и увеличит выход спирта [14]. Аналогичные выводы сделаны в работе
[11], в которой приведены экспериментальные данные, показывающие взаимосвязь выхода спирта и гранулометрического состава промышленного помола различных злаковых культур, разделенных на фракции путем рассева на
ситах по размеру образующихся частиц: тонкие фракции (0-0,5 мм), мелкие
фракции (0,5-1 мм); средние (1-2 мм) и крупные (2-3 мм). Установлено, что
наибольший выход спирта из 1 т помола получается из тонких фракций. Однако недостаточны проведенные исследования влияния величины степени
измельчения зерна на процесс разваривания.
Таким образом, установлено, что от степени измельчения (помола) зависят энергозатраты на помол зерна, продолжительность и режим разваривания, и выход готового продукта – спирта-ректификата. Чем меньше размеры
частиц, тем выше энергозатраты на помол зерна, но мягче режим разваривания и больше выход спирта на тонну крахмала в сырье.
Современные теории измельчения не позволяют рассчитать энергозатраты по заданной величине степени измельчения материала. Известны общепризнанные гипотезы П. Реттингера (1867 г.) и В.Л. Кирпичева (1874 г.), последняя в зарубежной литературе носит имя закона Кика. Согласно гипотезе
Реттингера работа, затрачиваемая на измельчение, пропорциональна поверхности кусков, полученных в результате измельчения. По гипотезе В.Л. Кир-
34
пичева работа внутренних сил упругости пропорциональна объемам дробимых тел. Гипотеза П. Реттингера получила название поверхностной, а
В.Л. Кирпичева – объемной. Первая гипотеза соответствует процессам истирания и отчасти раскалывания, применяемым при мелком дроблении и тонком измельчении. Вторая – крупному и среднему дроблению, при котором
измельчение материала осуществляется в основном раздавливанием и ударом. Были предложены и другие гипотезы, являющиеся модификациями вышеназванных, например теория П.А. Ребиндера (1928 г.) и гипотеза Ф. Бонда
(1951 г.), которые рассматривают как промежуточные между поверхностной
и объемной [20]. В этой связи используют эмпирические уравнения.
С.В. Мельниковым (1952 г.) для определения удельной работы, затраченной на измельчение зерна Aизм , Дж/кг, была предложена формула [20]
Aизм С1 lg 3 C2 1 ,
(1.9)
где ‒ степень измельчения (отношение величины крупности исходного
материала к крупности размолотого); С1 , С 2 – коэффициенты, зависящие от
свойств измельчаемого материала, Дж/кг.
Для зерна С1 12 кДж/кг и С2 8 кДж/кг.
Мощность на дробление перерабатываемого зерна может быть вычислена по формуле (1.10)
N Gз Aизм ,
(1.10)
где N ‒ мощность на дробление, Вт; G з ‒ количество перерабатываемого
зерна, кг/с.
Зависимость выхода спирта от среднего эквивалентного диаметра частичек сырья выражается прямой, описываемой эмпирическим уравнением, полученным Б.А. Устинниковым с сотрудниками [59]
Y A Bd ,
(1.11)
где Y ‒ выход спирта на 1 т крахмала для крупки данной степени
измельчения, дал; A, B – коэффициенты, зависящие от вида, состояния сырья
и способа его подваривания; d ‒ средний эквивалентный диаметр частиц
35
крупки, мм.
Для пшеничной крупки рекомендована формула для частиц диаметром
от 0,5 до 3 мм [59]
Y 66,2 0,43d .
(1.12)
Приведенные уравнения (1.9)-(1.12) используются в настоящей работе
при оптимизации процессов измельчения и разваривания зерна.
На основе анализа литературных данных можно сделать следующее заключение.
1. Прогресс в этой области теории и практики измельчения, разваривания, брожения и брагоректификации достигнут главным образом на базе экспериментальных исследований. Теория разваривания, учитывающая гидродинамический и температурный режимы, диффузию влаги в материале и кинетику набухания зерен крахмала, отсутствует.
2. При моделировании процесса брожения наряду с кинетикой ферментативной реакции разложения глюкозы на этанол и углекислоту необходимо
учитывать массопередачу между цитоплазмой в клетке и наружной жидкостью (суслом). Допущение о возможности пренебрежения сопротивлением
массопередачи в клетке не проверено ни экспериментально, ни теоретически.
Требуется подробная оценка массоотдачи в цитоплазме и в наружной жидкости, а также проницаемости клеточной мембраны.
3. Актуальным является вопрос оптимизации степени измельчения зерна
с учетом затрат электроэнергии на измельчение, теплоты на водно-тепловую
обработку сырья и стоимости исходного зерна.
4. Целесообразно выполнить идентификацию технологической схемы и
режима работы брагоректификационной установки по данным обследования
промышленных производств пищевого этилового спирта при оптимальном
режиме переработки зернового сырья.
Решению этих вопросов и посвящена данная работа.
36
ЦЕЛЬ И ЗАДАЧИ ИССЛЕДОВАНИЙ
Целью исследований явилось совершенствование технологии этилового
спирта путем оптимизации процессов измельчения и разваривания зерна.
В соответствии с поставленной целью решались следующие задачи:
‒ сделать сравнительный анализ известных экспериментальных данных
по развариванию ячменной крупки при различных температурных режимах с
использованием результатов численного решения уравнения нестационарной
диффузии;
‒ экспериментально исследовать разваривание пшеничной и кукурузной
крупки и разработать модель разваривания крупки с учетом изменения температуры, явления набухания крахмальных гранул и их разрыва, сопровождающегося отрывом наружного слоя развариваемых частиц;
‒ обследовать технологию разваривания пшеничной и кукурузной крупки в производственных условиях спиртзаводов ООО «КХ Восход» (г. Майкоп) и ООО «Стандарт Спирт» (г. Нарткала) и в лабораторном эксперименте;
‒ определить коэффициенты диффузии влаги при разваривании пшеничной и кукурузной крупки и выполнить их сравнение с результатами исследований диффузии при сушке и увлажнении целого и измельченного зерна;
‒ усовершенствовать математическую модель спиртового брожения на
основе анализа сопротивлений переносу компонентов из цитоплазмы в наружную жидкость через мембрану дрожжевой клетки;
‒ определить оптимальный режим разваривания крупки с учетом влияния её размеров на время разваривания и суммарные затраты электроэнергии
на измельчение зерна и теплоты на разваривание;
‒ обследовать брагоректификационную установку (БРУ) производительностью 6000 дал ректификованного спирта в сутки на ООО «Стандарт
Спирт» (Кабардино-Балкарская республика, г. Нарткала), разработать программу расчета шестиколонной БРУ в интегрированной среде HYSYS и ап-
37
робировать ее при оптимальном режиме разваривания крупки;
‒ разработать и изготовить лабораторную ректификационную установку
периодического действия, апробировать результаты исследований по измельчению зерна, развариванию кукурузной крупки, сбраживанию сусла и ректификации бражки;
‒ выполнить технико-экономическое обоснование усовершенствованной
технологии получения этилового спирта, рассчитать ожидаемый экономический эффект от оптимизации процессов измельчения зерна и разваривания
зернового замеса и разработать технологическую инструкцию для производства ректификованного спирта.
38
ГЛАВА 2 ОБЪЕКТЫ И МЕТОДЫ ИССЛЕДОВАНИЙ
2.1 Объекты исследований
В соответствии с поставленной целью в качестве объектов исследований
использовали зерно пшеницы, ячменя и кукурузы; бражку, бражной дистиллят, ректификованный спирт; технологические режимы разваривания промышленных БРУ непрерывного действия ООО «Стандарт Спирт» (Кабардино-Балкарская республика, г. Нарткала) и ОАО «КХ Восход» (республика
Адыгея, г. Майкоп). Для экспериментального исследования разваривания использовали пшеничную и кукурузную крупку, выработанную в производственных условиях спиртзаводов. Степень измельчения крупки составила
90 %-й проход через сито диаметром 1 мм.
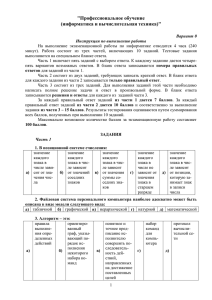
На рисунке 2.1 приведены основные зерновые культуры: пшеница, кукуруза и ячмень, применяемые отечественной спиртовой промышленностью
для производства пищевого ректификованного спирта. Как показано в литературном обзоре, в зерне пшеницы и кукурузы содержание крахмала значительно превосходит его содержание в зернах других злаковых культур. В
бражках, выработанных из зерна пшеницы и кукурузы, содержание такой
трудноотделимой примеси, как изопропанол, не превышает 0,5-0,6 мг/дм3,
что позволяет вырабатывать спирт марок «Экстра» и «Люкс».
пшеница
кукуруза
ячмень
Рисунок 2.1 – Основные зерновые культуры, применяемые
отечественной промышленностью для производства этилового спирта
39
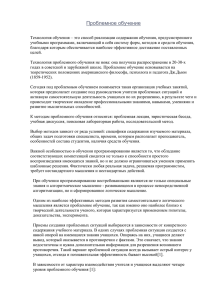
На рисунке 2.2 приведен внешний вид крупки, выработанной на спиртзаводах: кукурузной – на ООО «Стандарт Спирт» (Кабардино-Балкарская
республика, г. Нарткала) и пшеничной – на ООО «КХ Восход» (республика
Адыгея, г. Майкоп), полученной после измельчения на дробилках с 90%-м
проходом через сито диаметром 1 мм.
а)
б)
Рисунок 2.2 ‒ Кукурузная (а) и пшеничная (б) крупки
В настоящей работе рассмотрена технология двухступенчатого разваривания обоих заводов. На ООО «Стандарт Спирт» для измельчения зерна
применяется молотковая дробилка, а на ООО «КХ Восход» ‒ молотковая и
вальцовая дробилки. Для смешения крупки с водой используется смеситель с
мешалкой. Разваривание замеса протекает под избыточным давлением в выдерживателе I ступени, охлаждение – в паросепараторе-выдерживателе II
ступени, в котором выделяется вторичный пар за счет резкого падения давления. Как показано в литературном обзоре, данная технология разваривания
относится к Мичуринской схеме и является наиболее прогрессивной.
На рисунках 2.3 и 2.4 приведены элементы брагоректификационных отделений обследуемых спиртзаводов. Как будет показано в главе 3, несмотря
на различие в производительности по ректификованному спирту, технологии
брагоректификации, числа ректификационных колонн, расходов и мест отбо-
40
ра вторичных продуктов, полученный этиловый ректификованный спирт является высококачественным и отвечает маркам «Экстра» и «Люкс».
Технология брагоректификации спиртзавода ООО «КХ Восход» подробно исследована в работах [2, 3, 34, 45, 29, 56]. Трехколонная БРУ производительностью 3000 дал ректификованного спирта в сутки состоит из типовых колонн: бражной диаметром 1600 мм, эпюрационной диаметром 1200 мм
и ректификационной диаметром 1600 мм. Бражная колонна содержит 24 тарелки и представляет собой отгонную часть полной ректификационной колонны. Эпюрационная колонна содержит 39 тарелок, питательной является
20 тарелка. Ректификационная колонна содержит 82 тарелки, питательной
является 16 тарелка. Для получения ректификованного спирта с содержанием
2-пропанола менее 1 мг/дм3 в схему включается колонна окончательной очистки, работающая в режиме эпюрации. Исследованы и проанализированы количества и места отбора сивушного спирта и сивушного масла, а также разработаны непрерывный и квазистационарный режимы работы ректификационной колонны [45, 56]. Изучено качество ректификованного спирта, выработанного из зерна пшеницы [2], кукурузы [34], смеси зерна пшеницы и ячменя [45], а также смеси зерна пшеницы, ржи и сорго [3].
Рисунок 2.3 – Элементы брагоректификационного отделения
ООО «КХ Восход» (республика Адыгея, г. Майкоп)
41
Рисунок 2.4 – Элементы брагоректификационного отделения
ООО «Стандарт Спирт» (Кабардино-Балкарская республика, г. Нарткала)
Технология брагоректификации спиртзавода ООО «Стандарт Спирт» не
исследована в должной степени, поэтому в главе 3 проведено обследование
БРУ ООО «Стандарт Спирт» производительностью 6000 дал ректификованного спирта в сутки и разработана программа расчета технологической схемы БРУ в интегрированной среде HYSYS.
42
На рисунке 2.5 приведен внешний вид продуктов, выработанных из кукурузы на шестиколонной БРУ на ООО «Стандарт Спирт» (г. Нарткала).
Рисунок 2.5 – Внешний вид бражки, сивушного масла,
этилового ректификованного спирта, выработанных из кукурузы на
ООО «Стандарт Спирт» (г. Нарткала)
2.2 Методы исследований
При выполнении работы использовали методы ситового анализа, хроматографического анализа покомпонентного состава летучих примесей спиртовых смесей на хроматографе «Кристалл 2000М», численные методы анализа,
метод сеток, неявную схему. При проведении ферментативного разваривания
в качестве фермента применяли -амилазу. При брожении кукурузной крупки использовали дрожжи «NP Turbo». Крепость водно-спиртовых растворов
определяли по ГОСТ 3639-79 «Растворы водно-спиртовые. Методы определения концентрации этилового спирта». Крупность размола определяли в соответствии с Межгосударственным стандартом по ГОСТ 13496.8-72 «Комби-
43
корма. Методы определения крупности размола и содержания неразмолотых
семян культурных и дикорастущих растений». При проведении лабораторных исследований использовали термостат, микроскоп, сушильный шкаф,
стендовую ректификационную установку периодического действия. Программы расчета процесса разваривания выполнены на языке программирования Pascal. Программа расчета технологической схемы брагоректификации
разработана в интегрированной среде HYSYS.
Газовый хроматограф «Кристалл-2000М» применен для анализа состава
спиртовых смесей. Газом-носителем являлся азот. Для определения содержания компонентов в пробе использован метод абсолютной калибровки путем измерения площади пика, пересчитываемого на количество компонента в
смеси. С помощью калибровочного графика зависимости площади пика от
дозируемого количества вещества определено количество компонента в пробе. Расчет площади пика осуществлен путем обработки сигнала с хроматографа на ЭВМ. Ввод анализируемой пробы осуществлялся микрометрическим шприцем.
При моделировании процесса разваривания применена неявная схема, в
основу которой положен метод конечных разностей. Этот метод численного
решения краевых задач для дифференциальных уравнений называют также
методом сеток. На рассчитываемый объект (частицу крупки) нанесена сетка с
узлами. По оси абсцисс отложена координата в направлении движения диффузанта (воды), по оси ординат отложено время. Производные, входящие в
дифференциальные уравнения, и граничные условия заменены соответствующими разностными отношениями в соответствии с формулами численного дифференцирования. В результате записана система линейных алгебраических уравнений относительно значений функций в узлах сетки, каждый
узел которой соответствует определенному координатному и временному
слою. В итоге получено приближенное решение рассматриваемой задачи нестационарной диффузии.
Программа «Расчет процесса разваривания на базе уравнения нестацио-
44
нарной диффузии» (Свидетельство об официальной регистрации программы
для ЭВМ № 2014617379) учитывает изменение температурного режима во
времени и отрыв разбухших крахмальных гранул с поверхностного слоя развариваемого материала (крупки), что установлено при фотографировании
под микроскопом периферийных слоев. Решение системы дифференциальных уравнений в частных производных выполнено сеточным методом по неявной схеме. Полученная на каждом временном слое система линейных
уравнений с трехдиагональной матрицей решалась методом последовательного исключения переменных. Зависимость коэффициента диффузии от температуры представлена уравнением Аррениуса, учитывающим энергию активации диффузии и предэкспоненциальный множитель. При численных расчетах крупка размером 1 мм разбита на 200 слоев. Так как задача является симметричной, то расчет по координате проводится для 100 слоев. Шаг интегрирования по времени принят равным 3 с. Принято, что 1-й слой граничит с
жидкостью, а последний находится в центре крупки. Насыщение влагой происходит от 1-го слоя к последнему. Результаты расчета представлены графическими зависимостями изменения концентрации влаги по координате и во
времени.
Программа «Расчет нестационарной диффузии, осложненной набуханием и отрывом крахмальных гранул» (Свидетельство об официальной регистрации программы для ЭВМ № 2014617378) учитывает набухание крахмальных гранул, изменение температурного режима во времени и отрыв разбухших крахмальных гранул с поверхностного слоя развариваемого материала
(крупки). Кинетика набухания крахмальных гранул моделируется по уравнению химической реакции второго порядка, а диффузионное насыщение влагой – по уравнению нестационарной диффузии. Время набухания крахмальных гранул определяется путем численного интегрирования, а время диффузионного насыщения зерновой крупки ‒ по уравнению нестационарной диффузии, численное решение которого выполнено методом сеток по неявной
схеме. Установлено, что в начальный период времени процесс лимитируется
45
скоростью химической реакции. Зависимость коэффициента диффузии от
температуры представлена уравнением Аррениуса, учитывающим энергию
активации диффузии и предэкспоненциальный множитель. Расчет по координате проводится для 100 слоев аналогично, как в выше рассмотренной
программе «Расчет процесса разваривания на базе уравнения нестационарной
диффузии». Шаг интегрирования по времени также принят равным 3 с.
Моделирование технологии брагоректификации ООО «Стандарт Спирт»
(Кабардино-Балкарская республика, г. Нарткала) проведено в интегрированной среде HYSYS. Разработанная программа построена по модульному
принципу с прямыми и рецикловыми потоками, позволяет изменять номера
тарелок отбора и ввода продуктов в колоннах, регулировать количество и качество получаемых продуктов, задавать открытый и закрытый обогрев колонн.
46
ГЛАВА 3 РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ И ИХ АНАЛИЗ
3.1 Сравнительный анализ известных экспериментальных данных по
развариванию ячменной крупки при различных температурных
режимах с использованием результатов численного решения
уравнения нестационарной диффузии
Как показано в главе 1, первой стадией, существенно влияющей на показатели производства пищевого спирта, является измельчение зерна. Полученные эмпирические уравнения описывают зависимость от степени измельчения затрат электроэнергии и выхода спирта и могут быть использованы для
целей оптимизации. Поэтому начнём исследование с процесса разваривания.
Подробное исследование процесса разваривания ячменя проведено в лабораторных условиях в работе Н.В. Бараковой, выполненной под руководством
профессора В.Б. Тишина по изучению влияния параметров водно-тепловой и
ферментативной обработки замесов ячменя при пониженных температурах
при приготовлении высококонцентрированных сусел [4].
Для определения длительности водно-тепловой и ферментативной обработки замесов из ячменя при пониженных температурных режимах были
приготовлены образцы замесов с гидромодулем 1:2,5. Водно-тепловая обработка проводилась по температурным режимам, приведенным на рисунке 3.1.
Были выполнены две серии опытов с изменением температур 50-75-90 ºС и
50-70 ºС. Объектом исследования служил ячмень влажностью 14,7 %. Степень измельчения ячменя составила 90 %-ный проход через сито диаметром
1 мм. Для проведения ферментативного гидролиза использовались ферментные препараты фирмы ERBSLÖH: -амилаза и ксиланаза. В качестве источника -амилазы разжижающего действия служил Дистицим БА-Т Специал,
доза которого изменялась от 0,5 до 2,5 ед.АС на г крахмала. В качестве источника ксиланазы использовался ферментный препарат Дистицим XL, доза
которого изменялась от 0,5 до 1,0 ед.КС на г крахмала.
47
95
90
I
II
III
IV
V
Температура, ºС
85
80
75
70
65
60
55
50
45 0
25
50
75
100
125
150
175
200
225
Время разваривания, мин
температурный режим 50-70
температурный режим 50-75-90
Рисунок 3.1 ‒ Температурные режимы
водно-тепловой обработки ячменя [50]
Для моделирования и идентификации экспериментальных данных разработана модель нестационарной диффузии, учитывающая изменение коэффициента диффузии с ростом температуры [28]. Приведенные в [4] данные
использованы нами для разработки математической модели разваривания.
Так как при разваривании насыщение крупки влагой протекает по диффузионному механизму, для моделирования и идентификации по экспериментальным данным испытывалась модель нестационарной диффузии (3.1).
C
2C
D t 2 ,
x
(3.1)
где С – влажность материала, изменяющаяся во времени и в пространстве,
м3 влаги/м3 влажного материала; – время, с; x – координата в направлении,
перпендикулярном к слою, м; Dt – коэффициент диффузии воды в мате-
48
2
риале, м /с.
Влияние температуры на процесс учтено по уравнению Аррениуса
Dt D0d e E ad / RT ,
где
D0d
–
предэкспоненциальный
множитель
(3.2)
(фактор
диффузии);
Ead ‒ энергия активации для диффузии адсорбированной воды, Дж/моль; T ‒
абсолютная температура, К; R ‒ газовая постоянная, R = 8,314 Дж/(моль·К);
индекс d – диффузия.
Таким образом, коэффициент диффузии связанной влаги зависит от
энергии активации диффузии Ea и предэкспоненциального множителя D0 .
Предэкспоненциальный множитель D0 , входящий в уравнение (3.2), с
математический точки зрения равен коэффициенту диффузии Dt при T .
Очевидно, что это не имеет физического смысла. Поэтому D0 может быть
взят при максимальной температуре процесса. При низкотемпературном разваривании температура процесса не превышает 90 ºС, поэтому для определения величины D0 нами принято значение при температуре, равной 100 ºС.
Для этого проэкстраполирована экспериментальная зависимость коэффициента диффузии влаги D, м2/с, от температуры (рисунок 3.2).
Эта зависимость получена путем обработки экспериментальных данных
и теоретических зависимостей, приведенных в работе [13] по исследованию
кинетики сушки ячменя «Дворан», районированного в Тамбовской области.
Величина D0 составила 5,5·10-9 м2/с.
Решение уравнения нестационарной диффузии (3.1) осуществлялось
численно методом сеток. Для исключения расходимости вычислений применена неявная схема (рисунок 3.3), изложенная в работах [6, 60] и реализованная нами в [28]. Через i обозначены слои по координате, через j – по времени. В узлах сетки располагаются значения влажности.
49
Коэффициент диффузии, м2/с
D·1011
200
180
160
140
120
100
80
60
40
20
0
20
25
30
35
40
45
50
55
60
65
70
Температура, ºС
данные работы [52]
Рисунок 3.2 – Зависимость коэффициента диффузии от температуры
Значения влажности на нижнем временном слое известны, на верхнем
слое – подлежат определению. Полученная на каждом временном слое система линейных уравнений с трехдиагональной матрицей решалась методом
последовательного исключения переменных.
числе шагов интегрирования по времени k (рисунок 3).
j=k
*
C
*
j=k-1 C
*
C1,k
C2,k
C3,k
C4,k
Cn-1,k
Cn,k
C1,k-1
C2,k-1
C3,k-1
C4,k-1
Cn-1,k-1
Cn,k-1
C13
C23
C33
C43
Cn-1,3
Cn,3
j=3
C
j=2
C
C12
C22
C32
C42
Cn-1,2
Cn,2
*
j=1
C
C11
C21
C31
C41
Cn-1,1
Cn,1
i=0
i=1
i=2
i=3
i=4
*
i=n-1
Рисунок
3.33 –– Трафарет
неявной схемы
схемы
Рисунок
Трафарет неявной
i=n
50
Уравнение (3.1) в конечных разностях имеет вид
C i, j 1 C i, j
Dt
Сi1, j1 Сi, j1 Сi, j1 Сi 1, j 1
x 2
.
(3.3)
После преобразований получим
Fo Ci 1, j 1 1 2FoCi, j 1 Fo Ci 1, j 1 Ci, j ,
(3.4)
где
Fo
D t
x 2
.
(3.5)
Начальные условия: 0 Сi ,1 C0 .
Граничные условия:
на границе соприкосновения с водой
x0
С0, j C * ,
в центре частицы
x
2
Cn 1, j Cn, j ,
где С0 – начальная влажность крупки ( С0 = 0,194 об. дол. или 0,147 мас. дол.);
С * – равновесная концентрация влаги в твердом теле на границе раздела фаз
(найдена при идентификации и составила 0,888 об. дол. или 0,85 мас. дол.); при
x
С
производная
0 , т.е. Cn 1, j Cn, j .
2
x
Ниже представлен алгоритм решения системы линейных уравнений с
трехдиагональной матрицей, получаемых при использовании неявной схемы
при разбиении пространственной координаты на n участков и числе шагов
интегрирования по времени равном k.
Для начального временного слоя ( j 1 ) и второго слоя ( j 2 ) при n
шагах интегрирования по координате уравнение (3.4) принимает вид системы
уравнений с трехдиагональной матрицей
Fo C0,2 1 2FoC1,2 Fo C2,2 C1,1
Fo C1,2 1 2FoC2,2 FoC3,2 C2,1
(3.6)
(3.7)
51
..........................................................
Fo Cn2,2 1 2FoCn1,2 FoCn,2 Cn1,1
(3.8)
Cn1,1 Cn,1
(3.9)
Строго говоря, на соседних временных слоях величины температур различны, а поэтому различны и величины Fo
D t
x 2
. Однако на соседних
временных слоях температура отличается на 0,05 ºС, и этим различием можно пренебречь. При переходе же на последующий слой осуществляется пересчет температуры и величины Fo .
Обозначим
Ai Fo ;
Bi 1 2Fo ;
Di Fo ;
1 С1,1 ;
2 С2,1 ;
3 С3,1 ; ...
n 1 Сn 1,1 ; n Сn,1 ; 1 1 A1C * ; B1 B1 .
Учтем, что C0, j C * и получим
B1C1,2 D1C2,2 1
(3.10)
A2 C1,2 B2 C2,2 D2 C3,2 2
................................................................
An1Cn2,2 Bn1Cn1,2 Dn1Cn,2 n
Cn 1,1 n
(3.11)
(3.12)
(3.13)
Решим систему (3.10)-(3.13) следующим образом. Умножая каждое слагаемое уравнения (3.10) на A2 / B1 , получим (3.14).
A2 C1,2 D1
A2
A
C2,2 2 1 .
B1
B1
(3.14)
Из уравнения (3.11) вычтем уравнение (3.14)
A
A
B2 D1 2 C 2,2 D2 C3,2 2 2 1 .
B1
B1
(3.15)
Обозначим
B2 B2 D1
A2
;
B1
2 2
A2
1 .
B1
(3.16)
52
С учетом выражений (3.16) уравнение (3.15) примет вид
B2 C2,2 D2C3,2 2 .
(3.17)
После преобразований получена следующая система уравнений
B1C1,2 D1C2,2 1 ;
(3.18)
B2 C2,2 D2C3,2 2 ;
..............................................................
Bn 1Cn1,2 Dn1Cn,2 n1 .
(3.19)
(3.20)
Так как Сn 1,2 Сn,2 , то из уравнения (3.20) определена концентрация
Сn 1,2 , из уравнения (3.19) – концентрация С 2,2 , из уравнения (3.18) – концентрация С1,2 . Таким образом, из системы уравнений (3.18)-(3.20) найдены
концентрации на 2-м временном слое
n 1
;
Bn 1 Dn 1
.....................................
2 D2 C3,2
;
C 2, 2
B2
C n 1,2
C1,2
1 D1C 2,2
.
B1
(3.21)
(3.22)
(3.23)
Аналогичным путем осуществлен переход от второго слоя к третьему и
т.д., вплоть до определения концентрации во всех узлах сетки.
Распространяя полученный результат на i 1...n 2 и j 2...k , имеем
Ci , j
i Di Ci 1, j
Bi
.
(3.24)
Для i n и i n 1 имеем
C n 1, j
n 1
;
Bn 1 Dn 1
Cn, j Cn 1, j .
Коэффициенты определены следующими уравнениями
Bi Bi Di 1
Ai
,
Bi1
(3.25)
53
где i 2...n ; B1 B1 ; 1 1 A1C * .
i i
где i 2...n 1 .
Ai
i 1 ,
Bi1
(3.26)
По вышеизложенной методике определяются концентрации влаги Ci , j в
узлах сетки по всем координатным и временным слоям.
Программа расчета процесса разваривания на базе уравнения нестационарной диффузии, написанная на языке программирования Pascal [52], приведена в приложении А.
Коэффициент диффузии Dt рассчитывался в соответствии с температурным режимом, приведенным на рисунке 3.1:
на участке I вычислялся от 0 до 30 мин при температуре 50 ºС;
на участке II – от 30 до 50 мин возрастал на величину
(75-50)/(50-30) ºС/мин;
на участке III – от 50 до 140 мин принимался постоянным, вычисленным
при температуре 75 ºС;
на участке IV – от 140 до 180 мин возрастал на величину
(90-75)/(180-140) ºС/мин;
на участке V – от 180 до 225 мин принимался постоянным, вычисленным при температуре 90 ºС.
Результаты вычислений представлены на рисунке 3.4. Как видно из рисунка 3.4, концентрация влаги изменяется в пространстве и во времени. Результаты отвечают следующему температурному режиму: первые 30 минут температура равна 50 ºС, от 30 до 50 минут температура изменялась от 50 до
70 ºС со скоростью 1 º/мин и при времени, большем, чем 50 мин температура
оставалась постоянной, равной 70 ºС.
Таким образом, чисто диффузионная модель, учитывающая изменение
температуры, дает время разваривания крупки, имеющей толщину 1 мм, равное 32 ч, в то время как реальный процесс разваривания был завершен за 225
мин.
крупки. Результаты представлены на рисунке 1.
54
4
1
2
3
9
10
11
5
6
7
8
Номер слоя: 1 – 1; 2 – 2; 3 – 5; 4 – 10; 5 – 20; 6 – 30;
Номер слоя: 1 – 1; 2 – 2; 3 – 5; 4 – 10; 5 – 20;
6 – 30; 7 – 50; 8 – 60; 9 – 70; 10 – 80; 11 – 100
Рисунок 3.4 ‒ Расчет по диффузионной модели
В связи с таким расхождением для проверки численного решения уравнения нестационарной диффузии методом сеток по неявной схеме проанализированы известные аналитические решения этой задачи, которые выражены
в виде бесконечного ряда (уравнения (3.27) и (3.28)) [5, 6].
2n 1x .
4 1
D
С x, C * 1
exp 2 2n 12 2 sin
n 0 2n 1
(3.27)
2
4
D
2
n
1
2
n
1
x
n
С x, C * 1 1
exp
2 cos
,(3.28)
2
n 0
2n 1
4
2
2
2
где x – координата, м; – толщина частиц увлажняемого материала, м;
– время; С * – равновесная концентрация влаги на границе раздела фаз,
м3 влаги/м3 влажного материала.
Известные аналитические решения относятся к случаю диффузии, не осложненной изменением температур, набуханием крахмальных гранул и от-
55
рывом наружных слоев частиц. Поэтому для сравнения было выполнено численное решение уравнения (3.1) при Dt const для следующих краевых условий:
начальные условия
С x,0 0 ;
(3.29)
С 0, С , С * .
(3.30)
граничные условия
Толщина частиц увлажняемого материала принята равной 1 мм, что
соответствует степени измельчения зерна при 90%-м проходе через сито
диаметром Ø 1 мм.
Графическое представление полученных решений приходится получать
с помощью численного расчета. Число членов ряда в сумме уравнений
(3.27) и (3.28) принято равным 1000, число шагов интегрирования равным
4500. Так как задача является симметричной, число шагов по координате в
сеточном методе принято равным 50. Профиль изменения концентраций влаги в частице, толщиной 1 мм за время 225 мин приведен на рисунке 3.5, где
кривые 1, 2 и 3 практически сливаются в одну линию.
2
1
3
1, 2 – по уравнениям (5) и (6)
– по неявной схеме [68]
Рисунок 3.5 – Сравнение решений уравнения нестационарной диффузии
56
Данные рисунка 3.5 представлены в таблице 3.1, из которых видно незначительное расхождение численного и аналитического решений по уравнениям (3.27) и (3.28).
Таблица 3.1 ‒ Сравнение результатов расчета численного и аналитического
решений
Результаты решения
Координата, м
метод сеток,
уравнение (3.27)
уравнение (3.28)
0
0,85
0,84914
0,85
0,00001
0,81662
0,81577
0,81663
0,00002
0,78395
0,78309
0,78396
0,00003
0,752
0,75115
0,75202
0,00004
0,7208
0,71996
0,72083
0,00005
0,69037
0,68953
0,6904
0,00006
0,66071
0,65988
0,66075
0,00007
0,63185
0,63102
0,6319
0,00008
0,60379
0,60297
0,60384
0,00009
0,57654
0,57572
0,5766
0,0001
0,5501
0,5493
0,55018
0,0002
0,33037
0,32968
0,33066
0,0003
0,18673
0,18614
0,18751
0,0004
0,10761
0,1071
0,10942
0,0005
0,08259
0,08211
0,08634
неявная схема
Так как концентрация зависит от двух переменных (времени и координаты), то представляет интерес рассмотреть процесс с учетом изменения
времени диффузии (рисунок 3.6).
57
8
7
6
5
4
3
2
1
1 – 1 мин; 2 – 1 ч; 3 – 5 ч; 4 – 10 ч; 5 – 15; 6 – 20 ч; 7 – 25 ч; 8 – 30 ч
сплошная линия – аналитическое решение; пунктир – численное решение
Рисунок 3.6 – Сравнение точности численного и аналитического решений
Как видно из рисунка 3.6 за 225 мин не достигается разваривание частицы крупки, толщиной 1 мм. Это связано с не учетом изменения температуры,
набухания крахмальных гранул и их отрыва. Точность численного решения
является чрезвычайно высокой [69].
3.2 Экспериментальное исследование разваривания пшеничной и
кукурузной крупки и разработка модели разваривания крупки с
учетом изменения температуры, явления набухания крахмальных
гранул и их разрыва, сопровождающегося отрывом наружного слоя
развариваемых частиц
С целью выявления причин существенного отклонения теоретических
данных от экспериментальных был проведен эксперимент по развариванию
при температуре 90 ºС пшеничной крупки, полученной после дробилки и
вальцов, размером порядка 1 мм. Частицы были замочены водой, температура которой 40 ºС, суспензия быстро разогрета до 90 ºС и выдержана при этой
58
температуре в течение 1 часа. Под микроскопом были сфотографированы
края сухой и разваренной частиц (рисунок 3.7). Съемка частицы пшеничной
крупки осуществлялась таким образом, чтобы увидеть размеры крахмальных зерен. Средний размер гранул в сухой пшеничной крупке составил 2,5х2,5х4
мм, а в набухшей 5х5х7 мм при увеличении в 200 раз. Таким образом, размер
гранул увеличивается в (5·5·7)/(2,5·2,5·4)=7 раз, после чего происходит их
сухой и разваренной частиц (рисунок ??)
послойный отрыв [66, 67, 104].
Крахмальные
гранулы в
твердой
фазе
Отрыв
крахмальных
слоев
Разбухшие крахмальные гранулы
в твердой фазе
Рисунок
3.7 ‒ Внешний
вид сухой и разваренной частиц
крупки2
Рисунок
1
Рисунок
Из рисунка 3.7 видно, что сухая частица состоит из крахмальных гранул,
размер которых в пересчете на эквивалентный диаметр составил 18 мкм.
После разваривания размер гранул увеличился до 31,4-31,45 мкм. В среднем
при размере 31,42 мкм гранулы разрывались и крайний крахмальный слой
частицы отрывался и переходил в жидкую фазу.
В работе [105] приведены экспериментальные данные размеров крахмальных гранул в исходном и набухшем зерне кукурузы: для исходного крахмального зерна d 15,5( 0,03) мкм, для набухшего d 40,0( 0,07) мкм. Полученные нами данные находятся в согласии с известными экспериментальными данными.
59
В соответствии с определенными выше размерами крахмальных гранул
при численных расчетах крупка размером 1 мм разбита на 200 слоев, чтобы
каждый слой соответствовал размеру крахмального зерна. Так как задача является симметричной, то будем проводить расчет для 100 слоев. Примем, что
1-й слой граничит с жидкостью, а последний находится в центре крупки. Насыщение влагой происходит от 1-го слоя к последнему.
Определим влажность набухшего крахмального зерна. Экспериментальные данные по плотность крупки н показывают, что ее значение находится в
интервале 1330....1480 кг/м3 [47]. Приняв н 1400 кг/м3, плотность воды
в 1000 кг/м3, найдем плотность сухой крупки к 1323 кг/м3 при ее влажности 15 мас. %. При указанных показателях и, учитывая, что объем гранулы
увеличивается при набухании, влажность набухшей гранулы составляет
80 мас. % – это та влажность, при которой гранула лопается.
Поскольку это задача Стефана с подвижной границей раздела фаз, то
при ее решении следили за концентрацией в узлах сетки. При достижении
концентрации значения 0,8 мас. дол. проводился отрыв слоя.
Для моделирования описанного процесса была рассмотрена теория
набухания крахмальных гранул. По процессу набухания накоплен обширный
экспериментальный материал, результаты которого обработаны с использованием модели химических реакций 1-го [102, 107, 112], 2-го [105, 85, 115] и
3-го [107] порядка. Экспериментальные результаты авторов вместе с собственными экспериментальными данными [105] обобщены в виде графика,
представленного на рисунке 3.8.
По этим данным определена величина энергии активации реакции
набухания крахмальных гранул Ea 84,8 кДж/моль, и множитель V0 , равный 2,84·1012 с-1. В результате получено уравнение [105]
Dt D0
Ea
V0 exp
d .
Dm Dt
RT
Из уравнения (3.31) найдена величина Dt
(3.31)
прямой линии (рисунок 2) [5] .
60
16
(Dt-D0)/(Dm-Dt)
14
12
10
8
6
4
2
0
-12
1·10
-12
2·10
-12
3·10
4·10
-12
-12
5·10
Ea
exp
d
RT
Dm функция
Dt
3.8 ‒ Зависимость
Dt D0 /D
DtmDD0t/ как
Рисунок 2Рисунок
– Зависимость
от
Ea
как функция от exp
d
RT
Ea
exp
RT
На рисунке 3.8: D0 ‒ диаметр исходной (сухой) гранулы крахмала, мкм;
Dm ‒ максимальный диаметр набухшей гранулы крахмала, мкм; Dt ‒ текущий диаметр гранулы крахмала (при набухании), мкм, V0 ‒ предэкспоненциальный множитель, с-1, Ea ‒ энергия активации, Дж/моль; R = 8,314 ‒ универсальная газовая постоянная, Дж/(моль·К); T ‒ температура, К; ‒ время, с.
Ea
D0 Dm V0 exp
d
RT
Dt
.
Ea
1 V0 exp
d
RT
(3.32)
По уравнению (3.32) путем численного интегрирования проведен расчет
зависимости диаметра крахмальной гранулы от температуры. Температура
изменялась от 20 ºС до 120 ºС со скоростью 1 ºС/с. Результаты представлены
на рисунке 3.9. При низких температурах диаметр возрастает медленно, затем в диапазоне температур от 45 ºС до 65 ºС изменение диаметра происходит практически по прямой, а при более высоких температурах кривая асимптотически приближается к 40 мкм.
61
ол
Рисунок 3.9 ‒ Изменение диаметра крахмальной гранулы
в зависимости от температуры
Обзор последующих работ по набуханию крахмальных гранул выполнен
в работе [109]. Приведены данные по равновесному среднему диаметру. Рекомендована сигмообразная модель для вычисления равновесного среднего
диаметра [108]. На рисунке 3.10 представлены также расчеты по другим моделям [113, 116], которые имеют большее отклонение от экспериментальных
данных.
В связи с тем, что по результатам работы [105] получается качественно
такая же зависимость, как и представленная на рисунке 3.9, в дальнейшем
для моделирования процесса набухания крахмальных гранул использовано
уравнение (3.32).
Так как процесс диффузионного насыщения протекает одновременно с
процессом набухания гранул, расчет должен проводиться по лимитирующему, т.е. более медленному, процессу. При математическом моделировании
была использована сетка с 4800 слоями по времени и 100 слоями по координате.
важны .
Равновесный средний диаметр, мкм
62
эксперимент
логистическая модель
экспоненциальная модель
степенная модель
Температура, ºС
Рисунок 3.10 ‒ ИзменениеРисунок
равновесного
3 среднего диаметра
крахмальной гранулы в зависимости от температуры
Сначала была рассчитана кинетика набухания гранул. Время до разрыва
крахмальных гранул и отрыва крахмального слоя оказалось равным 40 мин.
Аналогичное время для диффузионного процесса оказалось равным 24,5 мин.
Так как эти процессы идут независимо друг от друга, то вплоть до времени
40 мин расчет проводился по набуханию. В это время 2-й слой насыщался до
концентрации влаги, равной 75 % мас. После отрыва 1-го слоя начинался более быстрый рост концентрации на 2-м слое. Время его насыщения до максимального диаметра (состояния отрыва) рассчитывалось по диффузионному
механизму. Аналогично проводился расчет всех последующих координатных
слоев. Состояние отрыва ловилось в узлах сетки.
Параметрами идентификации модели были: равновесная концентрация
влаги в частице крупки на границе раздела фаз и энергия активации диффузии.
Энергия активации для режима 50-75-90 составила 22,35 кДж/моль, для
режима 50-70 – 21,75 кДж/моль. Согласно модели полное разваривание частичек материала произошло за время 225 мин (рисунок 3.11), что согласуется
63
с экспериментальными данными. Программа «Расчет нестационарной диффузии, осложненной набуханием и отрывом крахмальных гранул», написанная на языке программирования Pascal [53], приведена в приложении Б.
дж
1
2
3
4
5
6
7
8
9
10
11 12
13
Номер слоя: 1 – 1; 2 – 2; 3 – 5; 4 – 10; 5 – 20; 6 – 30;
Номер слоя: 1 – 1; 2 – 2; 3 – 5; 4 – 10; 5 – 20; 6 – 30; 7 – 540;
8 – 50; 9 – 60; 10 – 70; 11 – 80; 12 – 90; 13 – 100
Рисунок 3.11 ‒ Зависимость концентрации влаги в частицах развариваемой
крупки от продолжительности разваривания
Таким образом, разработана математическая модель процесса разваривания зернового замеса, учитывающая набухание крахмальных гранул и их
разрыв, сопровождающийся отрывом наружного слоя частиц развариваемой
крупки, граничащего с жидкой фазой, до полного разваривания зерновой
крупки [26, 64]. Показано качественное согласование расчетных и экспериментальных данных.
64
3.3 Обследование технологии разваривания пшеничной и кукурузной
крупки в производственных условиях спиртзаводов ООО
«КХ Восход» (г. Майкоп) и ООО «Стандарт Спирт» (г. Нарткала)
и в лабораторном эксперименте
Проведено обследование технологических схем и режимов разваривания
зернового сырья в технологии получения ректификованного этилового спирта в производственных условиях на спиртзаводах ООО «КХ Восход» (республика Адыгея, г. Майкоп) при переработке пшеницы и ООО «Стандарт
Спирт» (Кабардино-Балкарская республика, г. Нарткала) при переработке
кукурузы.
На спиртзаводе ООО «КХ Восход» пшеница перед поступлением в
производство пропущена через воздушно-ситовое и магнитное сепарирование, так как в зерне, поступающем на варку, не допускается содержание сорных примесей более 1 %, а металлические примеси не допускаются совсем.
Зерно из емкости суточного запаса производственным элеватором подавалось в приемный бункер, из которого через магнитный сепаратор поступало
на автоматические весы в расходный бункер и на молотковую дробилку.
Грубый помол подавался на вальцевый станок для получения тонкого помола
в пределах 80 % прохода через миллиметровое сито. Внешний вид пшеничной крупки приведен в главе 2 на рисунке 2.2 б). Помол направлялся в первый чанок замеса, куда подавалась вода и пар, и происходило смешение
крупки с водой в пропорции 1:3 (1 кг зерна на 2,5-3 литра воды), в зависимости от крахмалистости зерна. С помощью вытяжного вентилятора частицы
крахмала направлялись также через циклон во второй чанок замеса в виде
водной эмульсии за счет орошения. Замес из первого чанка переходил во
второй чанок замеса через установленные решетки, во избежание попадания
в варочный агрегат, иногда образующихся «галушек». Подготовленный,
предзапаренный (т.е. частично набухшие и клейстеризованные клетки крахмала) замес подавался плунжерным насосом через контактную головку вме-
65
сте с паром из парового коллектора в варочный агрегат непрерывного действия. В варочном агрегате замес обрабатывался под избыточным давлением
3,6-3,8 атм до температуры 138 ºС. В этих условиях растворялся крахмал,
размягчались и частично растворялись клеточные стенки сырья, и при последующем выдувании сырья в паросепаратор происходило разрушение клеточной структуры вследствие перепада давления в аппаратах, после чего подавалось в трубчатый разварник, перетекая на разных уровнях из одной колонны в другую. Цикл длился около часа. В паросепараторе происходило отделение массы от вторичного пара. Далее разваренная масса поступала в заторный чан – осахариватель с температурой около 100 ºС. Масса в осахаривателе охлаждалась до 58 ºС, продолжительность осахаривания 5-10 мин. В
настоящее время на спиртзаводе используют следующие ферментные препараты: альфамил 2500 L (L-амилаза) применяют для разжижжения замеса и
осахаривания, глюкоамилазу используют для осахаривания частично расщепленных полимеров крахмала с образованием глюкозы, пролайв и вискостар
способствуют расщеплению белков. Полнота осахаривания определялась по
йодной пробе. Если окраска не изменялась, то масса осахарена хорошо, красноватая окраска указывает на избыток декстринов, сине-фиолетовая – остался неосахаренный крахмал. Осахаренная масса поступала в бродильное отделение через теплообменник. Зрелая бражка подавалась в передаточный чан,
из которого питалась бражная колонна брагоректификационного отделения.
Кукуруза, поступившая на спиртзавод ООО «Стандарт Спирт» (Кабардино-Балкарская республика, г. Нарткала), была очищена от пыли, земли,
камней, металлических и других примесей на магнитной колонке и зерновых
сепараторах. Остаточная сорность не превышала 1 % по массе зерна. Очищенное зерно взвешено на автоматических весах и направлено на дробление.
Измельчение зерна проведено на молотковой дробилке А1-ДДР-2-2 (7 т/ч).
Водно-тепловая обработка проведена непрерывным способом с целью полного разрушения клеточной структуры сырья и растворения крахмала. В главе 2
на рисунке 2.2 а) приведен внешний вид кукурузной крупки.
66
Для приготовления замеса кукурузная крупка смешена с водой при температуре 40-45 ºС в соотношении 1:3÷4. Жидкость в смеситель 1 дозирована
с таким расчетом, чтобы концентрация сусла в осахаривателе находилась в
пределах 14-18 % по сахарометру (рисунок 3.12). Смеситель обеспечивал
равномерное размешивание измельченного зерна и воды. Водно-тепловая обработка непрерывным способом проведена в агрегате колонного типа 4, рассчитанном на режим разваривания при давлении пара 0,5-0,6 МПа, что соответствует температуре 135-155 ºС. Непрерывно действующий агрегат колонного типа состоит из двух контактных головок острого пара 3 и четырех колонн, выполненных в виде полых сосудов 4. Замес насосом 2 подавался через
контактную головку 3, проходя через которую, нагревался до температуры
135-155 ºС. Нагретая масса поступала в выдерживатель I ступени. Продолжительность разваривания составляла 40-60 мин. В паросепараторевыдерживателе 5 за счет резкого падения давления до 1,3-1,4 кгс/см2 происходило выделение вторичного пара. При этом разваренная масса охлаждалась до температуры 103-108 ºС. Масса выдерживалась в паросепараторе в
течение 30 мин для более равномерного ее доваривания. Из паросепаратора 5
готовая масса поступала в вакуум-испарительную камеру 6, где происходило
ее охлаждение до температуры осахаривания. Разряжение в камере создавали
вакуум-насосом. Конденсацию пара осуществляли водой в барометрическом
конденсаторе 7. Конденсат вместе с отработанной водой отводили из конденсатора по барометрической трубе в барометрический ящик 8. Охлажденную
разваренную массу вдували в осахариватель 10. Качество разваривания определялось визуально не менее четырех раз в смену. Отбор пробы производился из осахаривателя. Разваренная масса имела темно-желтый цвет со светлокоричневым оттенком.
В качестве осахаривающих материалов использованы концентрированные ферментные препараты – глубинные культуры микроорганизмов – продуценты амилолитических ферментов. Процесс осахаривания происходил
при температуре 56-60 ºС. Одновременно в осахариватель через дозирующее
67
устройство подавалось расчетное количество растворов ферментных препаратов альфа-амилазы и глюкоамилазы. Продолжительность процесса осахаривания составляла 30 мин. Осахаренное сусло охлаждалось до температуры
складки в теплообменнике типа «труба в трубе» 11, откуда подавалось на
брожение. Температура складки сусла составляла 25 ºС. Продолжительность
брожения от начала залива бродильного аппарата до начала перегонки зрелой
бражки составляла 70 ч.
ен
Вода
Зерно
Р=1,3÷1,4 атм
30 мин
103÷108ºС
40÷60 мин
135÷155ºС
Вода
4
1
5
7
Раствор
ферментных
препаратов
6
30 мин
56÷60ºС
2
3
8
9
10
На приготовление
дрожжей
На брожение
Пар
0,5÷0,6 МПа
11
22÷28ºС
1ол– смеситель; 2 – насос; 3 – контактная головка (2 шт.);
4 – выдерживатель I ступени; 5 – паросепаратор-выдерживатель II ступени;
6 – вакуум-испарительная камера; 7 – барометрический конденсатор;
8 – барометрический ящик; 9 – вакуум-насос; 10 – осахариватель;
11 – двухтрубный теплообменник
Рисунок 3.12 – Структурная схема подготовки зерновой крупки,
разваривания и осахаривания
Таким образом, двухступенчатое разваривание на обоих спиртзаводах
протекало аналогично по следующей технологической схеме. После смешения в смесителе измельченного зерна с водой в пропорции 1:3 (1 кг зерна на
2,5-3 литра воды) замес подавался насосом через контактную головку вместе
с паром из парового коллектора в выдерживатель I ступени, где обрабаты-
68
вался под избыточным давлением 3,6-3,8 атм, затем поступал в паросепаратор-выдерживатель II ступени, где за счет резкого падения давления до 1,31,4 кгс/см2 происходило охлаждение замеса и выделение вторичного пара. На
обоих спиртзаводах используется крупка, размером 1 мм. Технологический
режим разваривания приведен в таблице 3.2.
Таблица 3.2 – Технологический режим разваривания на спиртзаводах
ООО «Стандарт Спирт» (г. Нарткала) и ООО «КХ «Восход» (г. Майкоп)
ООО «Стандарт
Наименование
Выдерживатель I ступени
Паросепаратор-выдерживатель
II ступени
ООО «КХ «Восход»
Спирт»
Время,
Темпера-
Время,
Темпера-
мин
тура, ºС
мин
тура, ºС
50 мин
145 ºС
60 мин
138 ºС
30 мин
106 ºС
20 мин
105 ºС
В лабораторном эксперименте полученная на спиртзаводе пшеничная
крупка была просеяна через сито диаметром 1 мм, затем через сито диаметром 0,9 мм. Были взяты частицы, оставшиеся на сите диаметром 0,9 мм. Они
подвергнуты ферментативному развариванию. При 40 ºС эти частицы увлажнены водой и добавлен фермент (альфа-амилаза), затем нагреты до температуры 90 ºС и выдержаны в течение 20, 40 и 60 мин. Расход фермента был
рассчитан в соответствии с нормами на 1 т условного крахмала, приведенными в каталоге поставщика (г. Рязань): на 1 г навески – 0,0007 мл фермента.
Фотографии, выполненные под микроскопом, приведены на рисунке 3.13.
На рисунках а) и в) представлен внешний вид края частицы крупки через 20 и
40 минут разваривания соответственно. На рисунках б) и г) изображена водная среда с крахмальными гранулами, окружающая частицы крупки при 20 и
40 минутах соответственно. На рисунке а) наблюдается отрыв наружных слоев. На рисунке в) представлены нерастворимые в процессе ферментативного
69
разваривания элементы оболочек зерна. На рисунке б) четко видны крахмальные гранулы, выброшенные из частицы крупки в результате их набухания и отрыва. С течением времени крахмальные гранулы под воздействием
температуры растворяются в окружающей среде (воде), о чем свидетельствует рисунок г). Фотографии, полученные через 60 минут оказались практически идентичными фотографиям при разваривании за 40 минут [68].
Сделан вывод, что разваривание пшеничной крупки размером 1 мм
прошло в течение 40 минут.
Рисунок 3.13 – Микрофотографии ферментативного
разваривания пшеничной крупки
Полученные экспериментальные данные были учтены в дальнейшем при
определении коэффициентов диффузии в случае ферментативного разваривания.
70
3.4 Определение коэффициентов диффузии влаги при разваривании
пшеничной и кукурузной крупки и их сравнение с результатами
исследований диффузии при сушке и увлажнении целого и
измельченного зерна
Для моделирования процесса разваривания, проведенного в лабораторных и производственных условиях, необходимо знание коэффициента диффузии влаги в частице крупки. Коэффициенты диффузии определяют экспериментально при сушке и увлажнении путем измерения массы материала с
течением времени. В настоящем разделе рассматриваются коэффициенты
диффузии, полученные как при увлажнении пшеницы, так и ее разваривании.
Определение коэффициентов диффузии при увлажнении проведено для
сравнительно невысоких температур. Практически в этом диапазоне они
подчиняются уравнению Аррениуса и мало зависят от формы частичек и типа сырья. Экспериментальные данные обрабатывают по уравнению нестационарной диффузии для правильных геометрических форм (бесконечная
пластина, бесконечный цилиндр, шар), которое решено аналитически и упрощено для регулярного режима со следующими начальными и граничными
условиями [86]:
1. Начальная концентрация влаги в материале распределена равномерно.
2. Сопротивление массопередаче в жидкой фазе пренебрежимо мало и
концентрация влаги на поверхности твердого тела является равновесной с
окружающей жидкостью.
3. Для любого момента времени 0 , концентрация влаги на поверхности материала является постоянной.
Общее решение для бесконечной пластины, бесконечного цилиндра и
сферы дается следующим образом:
m m0
1
Bn exp An2 Fo ,
*
m m0
n 1
(3.33)
где m ‒ средняя влажность во времени, % на сухое вещество; m* ‒ равно-
71
весная влажность на поверхности ядра, % на сухое вещество; m0 ‒ начальная
влажность всего региона ядра, % на сухое вещество; An const [ 2n 1 / 2
для бесконечной пластины; rc n для бесконечного цилиндра и n для шара];
Bn const [ 2 / An2 для бесконечной пластины; 4 / An2 для бесконечного цилиндра и 6 / An2 для шара]; Fo ‒ число Фурье Fo D/L2c ; D ‒ коэффициент
диффузии, м2/с; L c ‒ геометрический параметр, м [полутолщина пластины –
для бесконечной пластины; радиус цилиндра – для бесконечного цилиндра;
радиус шара – для шара]; rc n ‒ n-й положительный корень функции Бесселя
J 0 rc n 0 ; J 0 x ‒ Функция Бесселя первого рода нулевого порядка; ‒
время, с.
Разваривалась зерновая крупка после вальцов, которая при моделировании рассматривалась как бесконечная пластина. На основе анализа скорости
набухания крахмальных гранул, проведенных различными исследователями
и обобщенных в работе [109], установлено, что скорость набухания значительно выше скорости диффузии. Это позволило считать диффузию лимитирующей стадией и находить коэффициент диффузии в процессе разваривания. Отрыв наружного слоя частиц также происходит за счет доставления
влаги в материал диффузией. В связи со сложностью процесса его описание
может быть выполнено только на базе численного метода решения. Для проверки точности численного метода и допущения о регулярном режиме, который используется многими авторами, нами приведено аналитическое решение уравнения нестационарной диффузии для плоской пластины.
Рассмотрим увлажнение частицы, толщиной с начальной влажностью C0 и равновесной влажностью на границе с водой C * . В частице протекает нестационарная диффузия.
Начальные условия
С
2C
D 2 .
x
(3.34)
C x,0 C0 .
(3.35)
72
Граничные условия
C , C* .
2
C
0,
x x 0
(3.36)
(3.37)
где x – координата, м.
Уравнение (3.34) преобразовано к виду (3.38)
2
C
2 C
,
2
(3.38)
где
x
;
2
2
D
2
2
.
(3.39)
Обозначим y С С * . Применим метод разделения переменных. Представим решение в виде
y , X T .
(3.40)
После преобразований имеем
1 1 T
2 ;
2
T
(3.41)
1 2 X
2 .
2
X
(3.42)
Решением уравнения (3.41) является
1 T
2 2 ;
T
T exp 22 .
(3.43)
(3.44)
Решением уравнения (3.42) является
X A sin B cos.
(3.45)
С учетом граничных условий находим:
2n 12 2 2
2n 1
y , Bn cos
exp
,
2
4
n 0
где
(3.46)
73
4 С0 С *
2n 1
Bn
sin
.
2n 1 2
(3.47)
Подставляя результат (3.47) в уравнение (3.48), получим
4 С0 С *
2n 12 2 2
2n 1 2n 1
y ,
sin
cos
exp
.(3.48)
4
2
2
2n 1
n 0
2n 1
принимает
Учитывая, что под знаком суммы величина sin
2
попеременно значения -1 и +1, то можно записать
4 С0 С *
2n 12 2 2
2n 1
n
1 cos
y ,
exp
. (3.49)
2
n
1
2
4
n 0
Возвращаясь от y к С, учитывая введенную замену переменной
y С С * , вынося постоянную величину С0 С * за знак суммы, окончательно получим
2
С С*
4
D
2
n
1
2
n
1
x
n
2
. (3.50)
1 exp
cos
*
2
4
С0 С
2
n 0 2n 1
2
2
Приведенное уравнение (3.50) переходит в уравнение (3.33) при усреднении по координате в рамках регулярного режима.
Учтено уменьшение размеров развариваемой частицы при отрыве наружного слоя, смена граничных условий, влияние температуры. При идентификации модели за основу взяты данные по развариванию пшеничной крупки последовательно при температурах 138 и 105 ºС в течение 60 и 20 мин. В
процессе идентификации изменялась величина предэкспоненциального множителя и подбиралось значение энергии активации, при котором происходило полное разваривание при указанных выше режимах. На рисунке 3.14
представлено изменение концентрации влаги на различных координатных
слоях. Общее число слоев составляло 100. При этом на последнем 100-м слое
достигнуто полное разваривание частиц. В течение 60 минут поддерживалась
температура, равная 138 ºС. После этого был резко изменен температурный
74
режим до значения 105 ºС, поэтому при 60 минутах на графике наблюдается
излом профиля концентраций. За основу взята энергия активации, равная
32,12 кДж/моль, наиболее близкая к представленным в литературе данным.
Отвечающие ей кривые приведены на рисунке 3.14 сплошными линиями.
нг
1
2
3
138 ºС
ол
4
100 ºС
Координатные слои:
1 – 30-й слой; 2 – 60-й слой; 3 – 80-й слой; 4 – 100-й слой
Ea 16,59 кДж/моль;
Ea 24,345 кДж/моль;
Ea 32,12 кДж/моль;
Ea 39,91 кДж/моль;
D0 109 м2/с
D 7,789 1012 м2/с
D0 108 м2/с
D 8,106 1012 м2/с
D0 107 м2/с
D 8,273 1012 м2/с
D0 106 м2/с
D 8,464 1012 м2/с
Рисунок 3.14 – Изменение концентрации влаги от времени
в координатных слоях
Для режимов 138 и 105 ºС приняты одинаковыми величины D0 и Ea .
Это связано с тем, что режим, с температурой 138 ºС продолжался 60 минут.
Твердые вещества растительного происхождения претерпевают существенные изменения в своей структуре при повышении температуры. За это время
75
происходили основные структурные изменения частиц, которые сохранялись
в течение последующих 20 минут при температуре 105 ºС. Коэффициент
диффузии при этом составил 3,641·10-12 м2/с.
Строго говоря, зерно, в отличие от неорганического твердого материала, является многокомпонентным, содержит крахмал, белки, жиры, углеводы.
Причем, указанные вещества являются по существу полимерами. Структура
этих полимеров изменяется в процессе нагревания и увлажнения. По этой
причине невозможно при описании протекающих процессов использовать
уравнение диффузии и массопередачи в многокомпонентных смесях [22].
С использованием полученного выше точного решения уравнения нестационарной диффузии (3.50) выполнена оценка точности использованной
модели разваривания, основанной на численном решении методом сеток по
неявной схеме, и уравнения диффузии при регулярном режиме (3.33). Реро
зультаты
сравнения представлены на рисунке 3.15 [118].
1
2, 3
1
2, 3
лд
1 – кривая по уравнению (3.33);
2 – кривая по аналитическому решению (3.50 );
3 – расчетная кривая по неявной схеме методом сеток
Рисунок 3.15 ‒ Результаты сравнения решений
76
Из рисунка 3.15 видно, что описание диффузии при температуре 138 ºС
совпадает с данными численного решения методом сеток (кривые 2 и 3). Расчет по уравнению (3.33) (кривая 1) отклоняется от точного решения только
на начальном промежутке времени. Это является основанием для сравнения
всех результатов по изотермической диффузии и при разваривании с изменением температуры.
Приведенные в литературном обзоре экспериментальные данные коэффициентов диффузии при увлажнении пшеницы (целого зерна, ядер и т.д.) и
полученные нами при разваривании и ферментативном разваривании показаны в виде зависимости ln(D) от температуры (рисунок 3.16). Приведенные
значения коэффициентов диффузии показывают, что в диапазоне температур
20-70 ºС структура материала не претерпевает сильных изменений и, как
видно из рисунка 3.15, данные по коэффициентам диффузии удовлетворительно описываются уравнением Аррениуса. Большие значения коэффициентов диффузии при 22 ºС получены методом ЯМР [82, 94] и для эндосперма
[99]. При разваривании процессы насыщения зерновой крупки влагой протекают при более высоких температурах вплоть до 155 ºС. Получить экспериментальные данные по коэффициентам диффузии при таких температурах не
представляется возможным. Между тем по развариванию зерна накоплен
обширный материал на предприятиях спиртовой промышленности.
Проведенные эксперименты по развариванию свидетельствуют о том,
что при повышении температуры величина коэффициента диффузии снижается. Причиной этого является изменение структуры крахмальных гранул
при высокой температуре. В производственном эксперименте в течение 60
минут поддерживалась температура, равная 138 ºС. За это время происходили основные структурные изменения частиц, которые сохранялись в течение
последующих 20 минут при температуре 105 ºС. При разваривании коэффициент диффузии оказался равным 8,273·10-12 м2/с при 138 ºС и 3,641·10-12 м2/с
при 105 ºС. Значение коэффициента диффузии при ферментативном разваривании в лабораторных условиях составило 1,462·10-11 м2/с при 90 ºС, что вы-
77
ше, чем при разваривании при 105 ºС. Это объясняется влиянием фермента
альфа-амилазы, который приводит к частичному осахариванию крахмала в
частицах.
На рисунке 3.17 представлены графические зависимости изменения размера частицы (ее текущей толщины во времени) при разваривании в производственных условиях (кривая красного цвета) и в лабораторном эксперименте в присутствии фермента (кривая синего цвета). Координата, равная 0,5
мм, соответствует середине частицы, а вершины кривых – полному развариванию. При времени разваривания, равному 60 минутам, кривая 1 претерпевает излом, что объясняется замедлением диффузии при резком понижении
температуры со 138 ºС до 105 ºС при перемещении развариваемой массы из
варочного агрегата под избыточным давлением 3,6-3,8 атм в паросепаратор с
давлением, близким к атмосферному.
Изменение во времени профиля концентраций влаги в частице пшеницы
при ферментативном разваривании с поддержанием температуры на уровне
90 ºС представлено на рисунке 3.18, полученные при численном решении
уравнения нестационарной
диффузии методом сеток по неявной схеме.
лд
ln(D)
-15
-20
-25
-30
0
20
40
60
80 100
Температура, ºС
120
140
при увлажнении при температурах до 100 ºС;
при разваривании в производственных условиях (105 и 138 ºС);
при ферментативном разваривании в лабораторных условиях (90 ºС)
Рисунок 3.16 – Зависимость ln D от температуры (пшеница)
Рисунок 3 – Зависимость ln D от температуры
78
105 ºС
138 ºС
1
размер
частицы крупки
2
размер частицы крупки
90 ºС
дж
1 – разваривание при 138 и 105 ºС;
2 – ферментативное разваривание при 90 ºС
Рисунок 3.17 – Уменьшение размера частицы, связанное с отрывом
наружных
шщ слоев, в зависимости от времени и температуры разваривания
40
39 37
30
20
10
5
2
1
ро
Цифрами обозначено время разваривания в минутах
Рисунок 3.18 – Профили концентраций влаги в частице крупки
на различных временных слоях (пшеница)
79
В процессе расчетов подбиралась величина энергии активации, которая
являлась параметром идентификации таким образом, чтобы процесс разваривания частицы завершался за 40 минут (время опыта). В расчетах в соответствии с полученными ранее результатами принято: концентрация отрыва наружного слоя ‒ 80 мас. %, а равновесная концентрация – 85 мас. %.
Приведенные в литературном обзоре значения коэффициентов диффузии
влаги для процесса сушки кукурузы показаны на рисунке 3.19 в виде круглых
точек. Как видно из рисунка 3.19, все экспериментальные данные приведены
до температуры 100 ºС. Значения коэффициентов диффузии при более высоких температурах (до 145 ºС), которые имеют место при двухступенчатом
разваривании кукурузной крупки, не исследованы. Между тем в процессе
разваривания влага доставляется в крупку путем диффузии при переменной
температуре, определяемой режимом разваривания, и при отрыве набухших
крахмальных гранул с наружных слоев частицы. В этой связи коэффициенты
диффузии определены путем моделирования процесса двухступенчатого разваривания кукурузной крупки размером 1 мм по производственным данным
спиртзавода ООО «Стандарт Спирт» (Кабардино-Балкарская республика,
г. Нарткала).
Моделирование проведено по разработанной математической модели
разваривания зернового замеса. Параметром идентификации являлась энергия
активации в зависимости коэффициента диффузии влаги в частице крупки от
температуры в соответствии с уравнением Аррениуса. Энергия активации составила 22,412 кДж/моль. Значения коэффициентов диффузии влаги в частице
крупки кукурузы на I-й и II-й ступенях нанесены на рисунок 3.19 в виде красных квадратных точек и составили, соответственно: DI 8,70 1012 м2/с при
t 145 ºС и DII 4,48 1012 м2/с при t 106 ºС [27]. Графическая
зависимость ln( D) от температуры свидетельствует о том, что при высоких
температурах величина коэффициента диффузии при насыщении крупки влагой снижается. Причиной этого является изменение структуры крахмальных
гранул под воздействием высоких температур [30].
лд
80
-20
ln(D)
-22
-24
-26
-28
10
30
50
70
90 110
Температура, ºС
130
150
при сушке;
при разваривании в производственных условиях (106 ºС и 145 ºС);
Рисунок 3.19 – Зависимость ln( D) от температуры (кукуруза)
шаг по времени 3 с, число врем слоев
1
I ступень
2 3
4
5
6
7
8
II ступень
9
10
Номер
координатногослоя:
слоя:11––1-й;
1-й;22 –– 2-й;
2-й; 33 –– 5-й;
Номер
координатного
5-й;44––10-й;
10-й;5 5– –20-й;
20-й;
6 – 30-й; 7 – 50-й; 8 – 70-й; 9 – 85-й; 10 – 100-й
Ead 22,412 кДж/моль
Рисунок 3.20 – Изменение концентрации влаги в координатных слоях
во времени с учетом отрыва насыщенного слоя (кукуруза)
81
Расчетные данные по разработанной модели разваривания для кукурузной крупки приведены на рисунке 3.20. При времени 50 мин наблюдается излом кривых, который связан с резким изменением температуры на II-й ступени.
Найденные значения энергии активации Ea и D при идентификации
двухступенчатого разваривания в производственных условиях и низкотемпературного разваривания в лабораторных условиях приведены в таблице 3.3.
Таблица 3.3 – Результаты идентификации модели разваривания
ООО «Стандарт Спирт» (г. Нарткала)
ООО «КХ «Восход» (г. Майкоп)
Двухступенчатое разваривание в производственных условиях
кукурузная крупка
Энергия
активации,
кДж/моль
22,412
Коэффициент
диффузии, D, м2/с
8,7·10-12 при t = 145 ºС
4,48·10
-12
при t = 106 ºС
пшеничная крупка
Энергия
активации,
кДж/моль
32,12
Коэффициент
диффузии, D, м2/с
8,27·10-12 при t = 138 ºС
3,64·10-12 при t = 105 ºС
Низкотемпературное разваривание в лабораторных условиях
ячменная крупка (по Н.В. Бараковой)
пшеничная крупка
1,67·10-12 при t = 50 ºС
21,75
2,68·10-12 при t = 70 ºС
32,12
1,46·10-11 при t = 90 ºС
4,08·10-12 при t = 90 ºС
Как видно из таблицы 3.3 энергия активации выше для пшеничной
крупки, чем для кукурузной. Это говорит о том, что на процесс разваривания
пшеничной крупки требуются большие затраты времени.
82
3.5 Совершенствование математической модели спиртового брожения
на основе анализа сопротивлений переносу компонентов из
цитоплазмы в наружную жидкость через мембрану дрожжевой
клетки
При допущении, что все сопротивление массопередачи сосредоточено в
клеточной мембране дрожжевой клетки, в работах [24, 65] рассмотрен вопрос
переноса вещества в клетке. Использованы и обобщены с помощью разработанной ранее теории равновесные данные по концентрациям в поровой и наружной жидкостях [25]. Однако допущение о возможности пренебрежения
сопротивлением массопередачи в клетке не проверено ни экспериментально,
ни теоретически. В качестве кинетического коэффициента использовано известное понятие проницаемости клеточной мембраны P, м/с, P D / , где D
– коэффициент диффузии в мембране, м2/с, – толщина мембраны, м.
Более строгое описание процесса массопередачи требует учета сопротивлений переносу компонентов между цитоплазмой и наружной жидкостью
через клеточную мембрану на основе детального рассмотрения морфологии
дрожжевой клетки и ее геометрических характеристик.
Дрожжевая клетка может быть различной формы: эллиптической,
овальной, шаровидной и палочковидной и состоит из клеточной оболочки,
плазматической мембраны, цитоплазмы и ядра. В цитоплазме содержатся органоиды, главными из которых являются рибосомы, вакуоли и митохондрии.
В клетке осуществляются жизненно важные процессы обмена веществ. Диаметр ядра составляет около 1 мкм. Длина клеток находится в диапазоне от 5
до 12 мкм, ширина – от 3 до 8 мкм [16, 17, 40]. Длина цилиндрической клетки
достигает 20-30 мкм [125]. По сравнению с другими микроорганизмами
дрожжи имеют довольно крупные размеры. Диаметр клеток дрожжей по данным различных исследователей приведен в таблице 3.4.
Клеточная стенка является внешней оболочкой клетки (клеточная оболочка), охватывающей клеточную мембрану. Клеточная стенка состоит из
83
целлюлозы и обеспечивает прочность и жесткость клетки, защищая ее от механических сил. Толщина оболочки зависит от возраста клетки и ее состояния. У молодых клеток оболочка тонкая – менее 0,5 мкм, но по мере старения
она утолщается до 1 мкм.
Таблица 3.4 – Диаметр дрожжевых клеток
Диаметр
Источник
Диаметр
Источник
1-8 мкм
40
5-10 мкм
98
2-10 мкм (шар)
125
2-5
122
10 мкм
121
3-4
124
8-15 мкм
114
6
58
10 мкм
95
5
97
Клеточная мембрана также называется плазматической мембраной,
плазмалеммой, цитолеммой и состоит из углеводов, мономолекулярного слоя
белков, и бимолекулярного слоя липидов и относится к биологическим мембранам, которые являются полупроницаемыми. Это позволяет регулировать
обмен между клеткой и внешней средой. Толщина клеточной стенки и плазматической мембраны составляет порядка 25 нм [17, 58, 88]. Толщина билипидного слоя в плазматической мембране составляет порядка 7 нм (рисунок
3.21) [83].
Клеточная мембрана
Билипидный
слой
Белки
7 нм
жирные кислоты
фосфолипиды
Рисунокол3.21 – Билипидный слой плазматической мембраны
84
Толщина плазматической мембраны по данным различных исследователей колеблется от 3 до 10 нм (таблица 3.5) и составляет всего 1/1000 клеточного диаметра. Плазматическая мембрана окружает весь объем дрожжевой
клетки и образует мембраны вокруг клеточных органелл, разделяя внутренне
содержание клетки на отдельные области. Поверхность дрожжевой клетки
достигает 150 мкм2 [58], что соответствует диаметру клетки порядка 6,9 мкм
при представлении ее в виде шара.
Таблица 3.5 – Толщина плазматической мембраны
Толщина
Источник
Толщина
Источник
6 нм
58
3 нм
84
7-9 нм
87
4-5 нм
103
7,5-10 нм
96
7-8 нм
110
Однако проведенные современные исследования по определению объема дрожжевой клетки путем фотографирования под микроскопом эволюции
роста клетки свидетельствуют о меньшем значении ее диаметра [91]. Дрожжевые клетки размножаются в основном почкованием. Дочерняя клетка
(почка) растет в течение большей части клеточного цикла до достижения
размера материнской клетки (рисунок 3.22) [126]. На месте отделения клеток
друг от друга остаются следы, которые у материнской клетки называются
дочерним шрамом (рубцом), а у дочерней клетки – родовым шрамом.
ол
дочерний
шрам
дочерняя
клетка,
почка
материнская
клетка
о
Yeast Cells
Рисунок 3.22 – Дрожжевая клетка
85
В работе [91] на основании экспериментальных данных приведено изменение объема дрожжевой клетки во времени и установлено время отрыва
дочерней
клетки
3.23).
ncomms2015Received24
January
2012(рисунок
Accepted 20
July 2012 Published 21 August 2012
Объем клетки, мкм3
Почка,
дочерняя
клетка
Материнская
клетка
Почкование
Почка
Время, мин
клетка
Рисунок 3.23 – Изменение объема дрожжевой клетки во времени
Из рисунка 3.23 видно, что объем материнской клетки составляет порядка 45-47 мкм3, что находится в соответствии с данными по величине объема
дрожжевой клетки, приведенными в [97], где объем составляет 42±2 мкм3.
На рисунке 3.24 представлена схема процесса переноса вещества из наружной жидкости в цитоплазму клетки. Этот достаточно сложный процесс
принято описывать уравнением (1) [76].
J j Pj C oj C ij ,
(3.51)
где J j – удельный поток вещества м3/(м2·с); C oj , C ij – концентрация в наружной жидкости, омывающей клетку и в цитоплазме, м3/м3; Pj – проницаемость мембраны Pj , м/с; j – номер компонента (переносимого вещества)
axis
ол – ось
86
расположение
неперемешиваемых
слоев
направление потока (J)
а) [61]
клеточная мембрана
клеточная стенка
неподвижный слой
подвижный слой
общая
разность
концентраций
С oj
цитоплазма
наружная
жидкость
цитоплазма
действительная
разность
концентраций
Jj
действительная
разность
концентраций
мембрана
С ij
лд
Влияние неперемешиваемых
б) [83]
Рисунок 3.24 – Схема процесса переноса вещества
из наружной жидкости в цитоплазму клетки
При более детальном подходе учитывается первый закон Фика и наличие массоотдачи с обеих сторон мембраны [83].
J j Dj
K j C oj C ij
,
(3.52)
где D j – коэффициент диффузии в мембране, м2/с; K j – коэффициент распределения; – толщина мембраны, м;
Из сравнения уравнений (3.51) и (3.52) следует, что проницаемость мембраны P равна
Pj
K jDj
.
(3.53)
В литературе данные по избирательной проницаемости клеточной мембраны весьма ограничены. Так, проницаемость клеточной мембраны для
глюкозы составляет порядка P 10-9 м/с [123], а коэффициент диффузии глюкозы в воде D 6,8 1010 м2/с [120], D 8,9 1010 м2/с [106], этанола в воде
D 11,8 1010 м2/с [106].
В работе [24] при пренебрежении деталями процесса массопередачи с
87
использованием шаровой формы и проницаемости мембраны, а также равновесия между наружной и поровой жидкостью выполнен анализ процесса экстракции этанола из дрожжевых клеток водой.
Нами проведено более детальное рассмотрение массопередачи этанола
из клетки в наружную жидкость [70]. Классическая схема профиля концентрацийaxis
приведена
на рисунке 3.25.
– ось
расположение
неперемешива емых
слоев
2
С
цитоплазма
N
спирт
Сf
С f ,2
мембрана
1
С f ,ж
наружная
жидкость
С f ,1
Сж
Влияние
Рисунок 3.25 – Схема профиля концентраций
Жидкость, находящаяся внутри клетки – цитоплазма, а жидкость, омывающая клетку – наружная жидкость. Рассмотрены три фазы: цитоплазма,
клеточная мембрана и наружная жидкость. Этим фазам отвечают две границы раздела фаз 1 и 2. На границе 1 достигается равновесие между наружной
жидкостью и клеточной мембраной. Движущая сила массоотдачи к наружной
жидкости равна С f , ж Сж . С другой стороны мембраны протекает массоотдача от цитоплазмы клетки к мембране с движущей силой C С f . На границе раздела 2 также достигается равновесие. Однако разница между свойствами фаз на границе раздела 2 менее четкая, чем на границе раздела 1 и равновесная концентрация С f ,2 незначительно отличается от концентрации С f .
88
Разность концентраций в мембране составляет С f ,2 C f ,1 .
Учитывая, что сопротивление массопередаче складывается из трех сопротивлений, то поток вещества N составит
N Kоб C * C ц С C f
где K об
Dм
C f ,2 C f ,1 ж С f , ж Cж , (3.54)
– общий коэффициент массопередачи, м/с; С * – концентрация, рав-
новесная с наружной жидкостью; С – концентрация извлекаемого вещества в
цитоплазме клетки; ц – коэффициент массоотдачи в цитоплазме, м/с;
Сf
– концентрация извлекаемого вещества на границе раздела со стороны
клетки; С f ,2 – равновесная концентрация на границе раздела со стороны
клетки; D м – коэффициент диффузии в клеточной мембране, м2/с; – толщина клеточной мембраны, м; С f ,2 – равновесная концентрация на границе
раздела со стороны клетки; С f ,1 – равновесная концентрация на границе раздела со стороны наружной жидкости; ж – коэффициент массоотдачи в наружной жидкости, м/с; С f , ж – концентрация извлекаемого вещества на границе раздела со стороны наружной жидкости; Сж – концентрация извлекаемого вещества в наружной жидкости.
Если равновесные концентрации подчиняются закону Генри в небольшом диапазоне изменения концентраций, то из уравнения (3.54) определяется Kоб
Гц Гж
1
,
Kоб Dм ц ж
(3.55)
где Г ц , Г ж – константа Генри в цитоплазме и наружной жидкости.
Скорость массоотдачи от наружной жидкости к клетке в работе [24]
оценена по критерию Шервуда для ламинарного режима, Sh
l
2 . СоD
гласно рисунку 3.22 средний объем материнской клетки до отрыва от нее дочерней клетки составляет порядка 37 мкм3. Приняв тело клетки в форме ша-
89
ра, получаем, что диаметр клетки составляет 4 мкм. Примем коэффициент
диффузии этанола в воде D 11,8 1010 м2/с [120], тогда коэффициент массоотдачи в наружной жидкости составит ж 5,9 104 м/с. Коэффициент
массоотдачи в цитоплазме ц вычислим на основе теории абсорбции в газовом пузырьке, растущем в жидкости [76]
ц 1,53
D
,
(3.56)
В выражении (3.56) время примем, равным 600 с, в соответствии с рисунком 5, приведенным в [24]. Тогда ц 1,21 106 м/с.
Так как ж ц , то можно пренебречь массоотдачей в наружной жидкости, и уравнение (3.55) примет вид
Гц
1
.
Kоб D м ц
(3.57)
Запишем уравнение изменения концентрации спирта в клетке за счет
массопередачи. За бесконечно малое время d из наружной жидкости в клет-
ку будет перенесено количество вещества Kоб Sk C * C . При этом концентрация в цитоплазме изменится на dC .
Vk
dC
Kоб Sk C * C ,
d
(3.58)
где Vk – объем дрожжевых клеток; Sk – поверхность дрожжевых клеток.
Примем, что клетка имеет шарообразный вид. Тогда уравнение (3.58)
преобразуется к виду
4
Kоб C C * 4R 2 d R 3dC ,
3
(3.59)
где R – радиус клетки.
Воспользовавшись методикой, изложенной в работе [24], получим
3K
С С0 B C0 1 B exp об
R
где
V
1 Г ц k ,
Vж
(3.60)
90
B
Г цVk
Vж Г цVk
,
(3.61)
где Vж – объем наружной жидкости; C0 – начальная концентрация этанола в
дрожжах.
Определим коэффициент диффузии в клеточной мембране D м путем
идентификации экспериментальных данных по экстракции, приведенных в
[24] (таблица 3.6).
Таблица 3.6 – Расчетные и экспериментальные данные по экстракции спирта
из дрожжей водой
Продолжительность
Расчетные данные
экстракции, мин
Эксперимент
об. дол.
0
0
1
0,0048
2
0,0080
3
0,0101
4
0,0116
5
0,0125
6
0,0131
7
0,0135
8
0,0138
9
0,0140
10
0,0141
11
0,0142
12
0,0142
13
0,0143
15
0,0143
19
0,0143
20
0,0143
0,0123
0,014
0,0143
0,01425
91
Примем: радиус клетки R 2 мкм; С0 2,6 об. %; отношение
Vж / Vk 1; толщина клеточной мембраны 7 нм; константа Генри
Г ц 0,83 . Величины С0 , Vж / Vk и Г ц взяты из [24]; величины R и приня-
ты на основе вышеприведенных литературных данных.
Вопрос о равновесии взаимодействующих сред с мембраной в литературе не рассматривался. Мы приняли равенство тангенсов угла наклона равновесных кривых «наружная жидкость – мембрана» и «клеточная жидкость –
мембрана». Коэффициент диффузии в клеточной мембране составил
Dм 1,75 1017 м2/с. При этом сопротивление мембраны / Dм 4 108 с/м, а
величина Г ц / ц 6,86 105 с/м, т.е. сопротивление мембраны намного больше, чем сопротивление массоотдачи в клетке.
Таким образом, на основании уравнений (3.54), (3.55), (3.58) доказано,
что можно пренебречь сопротивлением массопередачи в клетке на базе эксперимента по экстракции спирта из дрожжевых клеток водой.
3.6 Определение оптимального режима разваривания крупки с учетом
влияния её размеров на время разваривания и суммарные затраты
электроэнергии на измельчение зерна и теплоты на разваривание
Степень измельчения зерна в технологии производства ректификованного спирта оказывает существенное влияние на последующие процессы: разваривание зернового замеса, осахаривание и брожение. Экспериментальное
определение
оптимальной
степени
измельчения
на
базе
технико-
экономических показателей производства спирта связано с очень большим
объемом работ. В этой связи при решении указанной задачи целесообразно
использовать методы математического моделирования.
Определение времени разваривания для частиц, размер которых отличен от 1 мм, требует большого объема вычислений. В связи с тем, что используемое на производстве время разваривания на каждой из ступеней най-
92
дено в результате лабораторных испытаний и подтверждено в производственных условиях, то при поиске необходимого времени разваривания использовано то же соотношение времен для частиц других размеров. В связи с
этим подбиралось такое суммарное время разваривания, при котором частицы крупки были полностью разварены. Этот итерационный процесс потребовал очень больших затрат машинного времени. Зависимость времени разваривания от размера частиц крупки приведена на рисунке 3.26. Результаты
расчета времени разваривания кукурузной и пшеничной крупки для обеих
ступеней приведены в таблицах 3.7 и 3.8.
Рисунок 3.26 – Зависимость времени разваривания
от размера частиц крупки
93
Данные таблиц 3.7 и 3.8 использованы для определения оптимальной
степени измельчения при принятии в качестве критерия оптимизации минимума суммарных энергозатрат на измельчение и теплоты на разваривание [71].
Таблица 3.7 – Расчетное время разваривания кукурузной крупки
Наименование
Темпе-
Размер частиц кукурузной крупки, мм
ратура,
0,5
ºС
Выдерживатель I ступени
Паросепараторвыдерживатель II ступени
0,75
1
1,25
1,5
1,75
2
Время разваривания, мин
145
12,5 28,57 50
77
110
150
195
106
7,5 17,14 30
46,2
66
90
117
20 45,71 80 123,2 176
240
312
Суммарное время
разваривания, мин:
Таблица 3.8 – Расчетное время разваривания пшеничной крупки
Темпера- Размер частиц пшеничной крупки, мм
Наименование
тура,
0,5
ºС
Выдерживатель I ступени
Паросепараторвыдерживатель II ступени
Суммарное время
разваривания, мин:
0,75
1
1,25
1,5
1,75
2
Время разваривания, мин
138
16,4 34,5
60
92,4 132,6 180
234
105
5,5
11,5
20
30,8 44,2
60
78
21,9
46
80 123,2 176,8 240
312
Работа, затраченная на измельчение Aизм , Дж/кг, определена по формуле С.В. Мельникова [44]
Aизм С1 lg 3 C2 1 ,
(3.62)
где ‒ степень измельчения (отношение величины крупности исходного материала к крупности размолотого); С1 , С2 – коэффициенты, зависящие от
свойств измельчаемого материала, Дж/кг.
94
В расчетах принято С1 12 кДж/кг и С2 8 кДж/кг.
Степень измельчения определена по выражению (3.63) [44]
D
,
d
(3.63)
где D, d ‒ эквивалентный диаметр частиц до и после измельчения, мм.
Эквивалентный диаметр частиц после измельчения принят равным
размеру частиц крупки. Для определения эквивалентного диаметра зерна кукурузы и пшеницы необходимо определить объем зерновки. Для этого рассмотрим геометрическую форму зерна кукурузы и пшеницы, а также характеристики длины, ширины и толщины, приводимые в литературе.
Зарубежными авторами [117] предлагается рассматривать форму зерна
кукурузы в виде параллелепипеда. На рисунке 1.15 приведены характерные
размеры для зерна кукурузы, выращенной в Мексике. Вычисленный по этим
размерам эквивалентный диаметр оказался равным 9,784 мм.
Рассмотрим отечественные зерна кукурузы и пшеницы, внешний вид
которых приведен на рисунках 3.27 и 3.28. Геометрическая форма зерна кукурузы различна. Круглые зерна можно отнести к яйцеобразной форме (рисунок 3.27), а большие плоские – к неравностороннему эллипсоиду. Зерно
пшеницы (рисунок 3.28) определим как неравносторонний эллипсоид.
Рисунок 3.27 – Зерно кукурузы [33]
Рисунок 3.28 – Зерно пшеницы [18]
95
В соответствии с внешним видом проведем расчет, основываясь на
геометрической форме яйца и неравностороннего эллипсоида.
Применяя принцип «золотого сечения» при расчете геометрических
показателей авторами [41] изучена форма яиц, классифицированная на: а –
моноасимметрическое; б – биоасимметрическое и в – симметрическое (рисуgh
нок 3.29).
l
b
kl
Рисунок 3.29 – Форма яиц [9]
В результате определено [41], что объем любого яйца независимо от его
геометрии подчиняется формуле
1
V b 2 l ,
6
(3.64)
где b и l – линейные размеры яйца (l > b).
Объем неравностороннего эллипсоида (рисунок 3.30) вычисляется по
формуле (3.65) [77].
4
V abc .
3
a – радиус по оси x;
b – радиус по оси y;
c – радиус по оси z
Рисунок 3.30 – Неравносторонний эллипсоид
(3.65)
96
Характеристика зерен кукурузы (длина и толщина), калиброванных на
шесть фракций (по Цециновскому) приведена в работе [46] (таблица 3.9). Объем зерна кукурузы вычислен по формуле (3.64) (таблица 5, фракции 1 и 2) и по
формуле (3.65) – для фракции 3. В качестве эквивалентного диаметра принят
диаметр шара, объем которого равен объему зерна. Результаты расчетов, вычисленные по средним значениям длины и ширины, приведены в таблице 3.10.
Таблица 3.9 – Геометрические размеры зерна кукурузы
Линейные размеры
№
Наименование
п/п
фракции
зерна кукурузы, мм
Объем, Источ-
Толщина b V, мм3
Длина l
Ширина c
от – до
от – до
от – до
1 Большие круглые
8-10,5
–
5,25-6,5
–
[46]
2 Средние круглые
6,5-8
–
4,75-6,5
–
[46]
5,5-13,5
5-11,5
2,5-8
140-260
[1]
–
3
ник
Таблица 3.10 – Результаты расчетов эквивалентного диаметра зерна кукурузы
Характеристика зерна кукурузы
№
Наименование
п/п
фракции
1
Большие круглые
9,25
–
2
Средние круглые
7,25
3
–
9,5
Среднее значение, мм
Объем, Диаметр,
V, мм3
d экв , мм
5,875
167,08
6,83
–
5,625
120,05
6,12
8,25
5,25
215,44
7,44
Длина l Ширина c Толщина b
Эквивалентный диаметр, найденный по среднему значению объема
Vср 200 мм3 (таблица 3.9, фракция 3), составляет d экв 7,26 мм. Примем
d экв 7 мм.
Размеры зерна пшеницы приведены в таблице 7. Эквивалентный диаметр зерна пшеницы определим так же, как для зерна кукурузы. Так как в
уравнении (3.65) параметры a, b и c являются радиусами по трем осям коор-
97
динат, то средние значения длины, ширины и толщины (таблица 3.11), разделим пополам. Объем зерновки пшеницы вычислим по формуле (3.65). Результаты расчетов приведены в таблице 3.12.
Таблица 3.11 – Геометрические размеры зерна пшеницы
Линейные размеры, мм
Объем, V, мм3
Источник
Длина
Ширина
Толщина
4,0-11,2
1,6-4,0
1,6-3,4
–
[46]
4,2-8,6
1,6-4,0
1,5-3,8
19-42
[1]
Таблица 3.12 – Результаты расчета эквивалентного диаметра зерна пшеницы
Среднее значение линейных размеров, мм
Объем, V, мм3 Диаметр, d экв , мм
Длина
Ширина
Толщина
7,6
2,8
2,5
27,855
3,761
6,4
2,8
2,65
24,865
3,621
Полученные значения объема зерна пшеницы (таблица 3.12) находятся
в согласии с диапазоном экспериментальных значений, приведенным в таблице 3.11. Эквивалентный диаметр, найденный по среднему значению объема (таблица 3.11) составляет d экв 3,88 мм. По данным С.В. Мельникова [44]
средний диаметр для пшеницы равен 3,8 мм, что находится в согласии с полученными данными.
Мощность на дробление N, Вт, вычислена по формуле (3.66). Результаты расчетов мощности на измельчение приведены в таблицах 3.13 и 3.14.
N GAизм ,
(3.66)
где G ‒ количество перерабатываемого зерна, кг/с.
В работе [1] крахмалистость кукурузы приведена в диапазоне от 67 до
76 %. По данным исследований, проведенных в работе [32], крахмалистость
двух образцов фуражного зерна кукурузы, поступившего на переработку на
спиртовые предприятия РФ в 2009–2010 гг. (природно-климатические усло-
98
вия выращивания и сбора зерна в эти года существенно отличались друг от
друга) составила 64,7 % и 62,9 % на СВ. По данным [43] содержание крахмала в кукурузе в среднем составляет 66 % от СВ злака. Таким образом, при
средней крахмалистости зерна кукурузы 66 % и выходе спирта из 1 т условного крахмала 65,9 дал согласно нормам технологического проектирования
предприятий спиртовой промышленности НТП 10-12976-2000* для производства 6000 дал спирта в сутки на ООО «Стандарт Спирт» (г. Нарткала)
требуется 138 т зерна в сутки или порядка G 1,6 кг/с.
Таблица 3.13 ‒ Расчетные данные суммарных затрат на измельчение
кукурузной крупки и потери теплоты при разваривании
Наименование
Размер частицы кукурузной крупки, мм
0,5
0,75
1
1,25
1,5
1,75
2
Время разваривания, мин
20
45,71
80
125
176
245
312
Степень измельчения,
14,0
9,33
7,0
5,6
4,67
4,0
3,5
Удельная работа
измельчения, Aизм , кДж/кг
145,26 101,59 78,42 63,73 53,42 45,67 39,59
Мощность на измельчение, кВт 232,42 162,54 125,47 101,97 85,47 73,07 63,34
Мощность на измельчение,
ГДж/сут.
Стоимость электроэнергии,
руб./сут. (500 руб. за 1 ГДж)
Потери теплоты, ГДж/сут.
Потери теплоты, руб./сут.
(120 руб. за 1 ГДж пара)
Сумма затрат, руб./сут.
20,08 14,04 10,84 8,81
7,38
6,31
5,47
10040 7020 5420 4405 3690 3155 2735
4,96 11,32 19,82 30,97 43,60 60,70 77,30
595
1358 2378 3716 5232 7284 9276
10635 8378 7798 8121 8922 10439 12011
В соответствии с НТП 10-12976-2000* при крахмалистости зерна пшеницы 52,3 % и выходе спирта из 1 т условного крахмала 66,4 дал для производства 3000 дал спирта/сут. на ООО «КХ «Восход» требуется 86,33 ( 87) т
зерна в сутки или порядка G 1 кг/с.
99
Расчет затрат на греющий пар проведен из условия, что потери теплоты
пропорциональны времени процесса разваривания и, таким образом, возрастают при увеличении размера частиц крупки.
Таблица 3.14 ‒ Расчетные данные суммарных затрат на измельчение
пшеничной крупки и потери теплоты при разваривании
Наименование
Размер частицы пшеничной крупки, мм
0,5
0,75
1
1,25
Время разваривания, мин
21,9
46
80
Степень измельчения,
7,6
5,07
3,8
1,5
1,75
2
123,2 176,8
240
312
3,04
2,17
1,9
2,53
Удельная работа
измельчения, Aизм , кДж/кг
84,51 57,90 43,27 33,70 26,80 21,49 17,24
Мощность на измельчение, кВт 84,51 57,90 43,27 33,70 26,80 21,49 17,24
Мощность на измельчение,
ГДж/сут.
Стоимость электроэнергии,
руб./сут. (500 руб. за 1 ГДж)
Потери теплоты, ГДж/сут.
Потери теплоты, руб./сут.
(120 руб. за 1 ГДж пара)
Сумма затрат, руб./сут.
7,30
5,00
3,74
2,91
2,32
1,86
1,49
3650 2500 1870 1455 1160
930
745
3,55
7,45 12,96 19,96 28,64 38,88 50,54
426
894
1555 2395 3437 4666 6065
4076 3394 3425 3850 4598 5596 6810
Количество зернового замеса G з при гидромодуле вода-зерно 3:1 составляет для кукурузы G з =138·4=552 т/сут. и для пшеницы G з =87·4=348
т/сут. Учитывая, что кукурузный замес при разваривании нагревается от
tн 40 ºС до tк 145 ºС, а пшеничный от tн 40 ºС до tк 138 ºС, то количество требуемой для этого теплоты Q составит
Q GзC tk tн ,
(3.67)
где C ‒ теплоемкость замеса, Дж/(кг·К).
Величина C вычислена по правилу аддитивности при гидромодуле водазерно 3:1, равная для кукурузного замеса 3420 Дж/(кг·К), для пшеничного –
100
3800 Дж/(кг·К) [62].
Поскольку время разваривания влияет только на потери теплоты, были
определены потери теплоты в случае разваривания замеса при размере частиц 1 мм. Они оказались равными при разваривании кукурузы 19,82
ГДж/сут., пшеницы 12,96 ГДж/сут. Величина потерь теплоты при других
размерах частиц вычислена пропорционально времени разваривания.
Затраты теплоты в стоимостном выражении найдены при цене 1 ГДж,
равной 120 руб. Стоимость электроэнергии определена из расчета 500 руб. за
1 ГДж. Общие затраты вычислены как сумма затрат на дробление и потери
теплоты (таблицы 3.13 и 3.14). Зависимость суммарных энергозатрат от размера частиц крупки представлена на рисунках 3.31 и 3.32 [73].
Из рисунков 3.30 и 3.31 видно, что оптимум по энергозатратам как при
переработке кукурузы, так и пшеницы находится в районе размера частиц
крупки, равного 1 мм [31]. Следовательно, спиртзаводы ООО «Стандарт
Спирт» и ООО «КХ «Восход» работают на оптимальной степени измельчения зернового сырья, найденной практикой работы спиртзаводов.
Таким образом, установлена оптимальная степень измельчения зерна,
соответствующая размерам крупки, проходящей через сито с диаметром отверстий равным 1 мм, что подтверждено актом внедрения (приложение М) и
используется в технологии производства пищевого этилового спирта
Рисунок 3.31 – Зависимость суммарных энергозатрат
от размера частиц кукурузной крупки
101
Рисунок 3.32 – Зависимость суммарных энергозатрат
от размера частиц пшеничной крупки
3.7 Обследование брагоректификационной установки (БРУ)
производительностью 6000 дал ректификованного спирта в сутки на
ООО «Стандарт Спирт» (Кабардино-Балкарская республика,
г. Нарткала), разработка программы расчета шестиколонной БРУ
в интегрированной среде HYSYS и ее апробация при оптимальном
режиме разваривания крупки
Экспериментально обследована технология спирта БРУ ООО «Стандарт
Спирт» (Кабардино-Балкарская республика, г. Нарткала). Разваренное кукурузное сусло было направлено на брожение, в результате чего получена
бражка, покомпонентный состав которой представлен в таблице 3.15. Хроматограмма приведена в приложении В. Полученная бражка имела высокое качество с точки зрения компонентов, переходящих в ректификованный спирт,
и была темно-желтого цвета (рисунок 2.5). Как видно из таблицы 3.15 при
крепости кукурузной бражки 9,05 об. % содержание метанола в ней невелико
и составляет 3,4618 мг/дм3 по сравнению с содержанием метанола 40,44
мг/дм3 в кукурузной бражке крепостью 10,6 об. %, полученной по схеме низкотемпературного разваривания на спиртзаводе «КХ Восход» (республика
Адыгея, г. Майкоп) [34]. Также значительно ниже содержание сивушных
102
спиртов и сивушных масел. Компонент сивушного спирта 2-пропанол отсутствует. Однако преобладают ацетоин, эфиры, гликоли и кислоты.
Таблица 3.15 – Состав бражки, выработанной из кукурузной крупки
Наименование
Концентрация,
Наименование
Концентрация,
компонента
мг/дм3
компонента
мг/дм3
Ацетальдегид
16,942
1-Пропанол
22,6
Ацетоин
20,092
Изобутанол
74,012
Фурфурол
4,2373
Изоамиловый
373,22
2,3-бутиленгликоль
560,05
Уксусная кислота
287,81
1,2-пропиленгликоль
37,828
Изомасляная кислота
1,8441
5-метилфурфурол
9,5991
Масляная кислота
4,879
Этилацетат
15,888
Этиллактат
4,2146
Капроновая кислота
8,4327
Метилкаприлат
1,5763
Фенилэтилацетат
7,5974
Этилкаприлат
0,6842
2-фенилэтилацетат
Этилкапринат
102,61
Фенилэтанол
Метанол
3,4618
Крепость, об. %
Изовалериановая
кислота
16,594
2,83
102,21
9,05
Из сравнения полученных составов бражки и бражного дистиллята (таблица 3.16) принято решение использовать в качестве основного состава – состав бражного дистиллята при расчете схемы брагоректификационной установки, состоящей из 6 колонн: бражной (БК), эпюрационной (ЭК), ректификационной (РК), разгонной ‒ альдегидо-эфирной (АЭК), сивушной (СК) и
колонны окончательной очистки – метанольной (МК) (рисунок 3.32). Поэтому для моделирования взят выработанный из бражки бражной дистиллят
крепостью 44,6 об. %. В частности, 2-пропанол в бражке отсутствует, а в
бражном дистилляте его содержание составляет 0,7151 мг/дм3. Присутствуют
в бражном дистилляте в небольшом количестве труднолетучие примеси:
этилвалериат, 1-бутанол, 1-амилол, 1-гексанол.
103
Таблица 3.16 – Состав летучих примесей бражного дистиллята, выработанного
из кукурузной бражки на спиртзаводе ООО «Стандарт Спирт» (г. Нарткала)
Наименование
Концентрация,
Наименование
Концентрация,
компонента
мг/дм3
компонента
мг/дм3
Ацетальдегид
35,448
1-Пропанол
109,8
Ацетоин
3,4525
Изобутанол
265,41
Фурфурол
3,3571
1-Бутанол
6,0854
2,3-бутиленгликоль
2,0717
Изоамиловый
1513,2
5-метилфурфурол
1,1499
1-Амилол
0,6570
Метилацетат
8,0286
1-Гексанол
1,7516
Этилацетат
57,007
Уксусная кислота
49,998
Этилвалериат
1,8273
Изомасляная кислота
0,8634
Изоамилацетат
0,4779
Масляная кислота
1,3694
Этиллактат
0,4309
Этилкаприлат
3,4047
Валериановая кислота
0,4508
Этилкапринат
10,109
Фенилэтилацетат
0,1279
Метанол
33,829
Фенилэтанол
20,783
2-Пропанол
0,7151
Крепость, об. %
Изовалериановая
кислота
0,5252
44,6
Хроматографический анализ состава бражки, бражного дистиллята, сивушной фракции, отобранной из сивушной колонны и расслоившейся после охлаждения на сивушное масло (таблица 3.17) и подсивушную воду (таблица 3.18) и
ректификованного спирта выполнен на хроматографе «Кристалл 2000М» в
ФГБНУ «Северо-Кавказский зональный научно-исследовательский институт
садоводства и виноградарства» (г. Краснодар) (приложения В, Г, Д, Ж).
Бражная колонна диаметром 2000 мм содержит 24 медные ситчатые тарелки, бражка подается на 18 тарелку. Эпюрационная колонна диаметром
2000 мм содержит 53 медные колпачковые тарелки, бражной дистиллят подается на 33 тарелку. Ректификационная колонна диаметром 1600 мм содер-
104
жит 84 медные колпачковые тарелки, эпюрат подается на 16 тарелку. Для отбора ректификованного спирта предусмотрены 68-74 тарелки. Далее ректификованный спирт направляется в колонну окончательной очистки, работающей в режиме эпюрации.
Таблица 3.17 – Покомпонентный состав летучих примесей сивушного масла,
выработанного на спиртзаводе ООО «Стандарт Спирт» (г. Нарткала)
Наименование
Концентрация,
Наименование
Концентрация,
компонента
мг/дм3
компонента
мг/дм3
Ацетальдегид
1,447
1-Пропанол
11956
Ацетоин
117,98
Изобутанол
24435
Фурфурол
276,76
1-Бутанол
2364,5
2,3-бутиленгликоль
30,037
Изоамиловый
501130
5-метилфурфурол
0,6571
1-Амилол
7,3961
Метилацетат
3,3062
1-Гексанол
246,74
Этилацетат
0,3033
Уксусная кислота
213,04
Изобутилацетат
0,4321
Пропионовая кислота
2,3506
Этилбутират
1,4184
Изомасляная кислота
2,2186
Этилвалериат
45,161
Масляная кислота
54,151
Этиллактат
9,1474
Метилкаприлат
0,3815
Валериановая кислота
11,622
Этилкаприлат
0,3741
Капроновая кислота
999,72
Этилкапринат
1636,7
Каприловая кислота
12,373
Метилкапринат
2,6617
Фенилэтилацетат
21,975
Этиллаурат
356,44
2-Фенилэтилацетат
1,1919
Этилацеталь
0,1928
Фенилэтанол
849,88
Метанол
0,6407
Ионон
1,0499
2-Бутанол
12,653
Этанол, об. %
Изовалериановая
кислота
54,292
1,36
105
Таблица 3.18 – Покомпонентный состав летучих примесей подсивушной
воды, полученной на спиртзаводе ООО «Стандарт Спирт» (г. Нарткала)
Наименование
Концентрация,
Наименование
Концентрация,
компонента
мг/дм3
компонента
мг/дм3
Ацетальдегид
13,194
Этилацеталь
0,7723
Метилацеталь
0,1913
Метанол
1,8720
Диацетил
1,5566
2-Пропанол
3,5736
Лимонен
0,1029
1-Пропанол
8983,8
Ацетоин
32,989
Изобутанол
6103,0
Фурфурол
119,90
1-Бутанол
533,09
2,3-бутиленгликоль
1,6716
Изоамиловый
40998
1,2-пропиленгликоль
1,3190
1-Амилол
2,8207
5-метилфурфурол
8,7479
1-Гексанол
3,3727
1,3-пропиленгликоль
5,3215
Уксусная кислота
68,238
Этилформиат
0,3196
Пропионовая кислота
26,438
Метилацетат
26,008
Изомасляная кислота
1,6845
Этилацетат
7,1179
Масляная кислота
3,4733
Изобутилацетат
0,6007
Этилвалериат
2,1286
Валериановая кислота
0,4575
Изоамилацетат
57,346
Каприловая кислота
1,0691
Этиллактат
10,720
Фенилэтилацетат
1,7248
Метилкаприлат
0,2284
2-Фенилэтилацетат
0,8111
Этилкаприлат
0,8911
Фенилэтанол
30,627
Этилкапринат
1,9188
Коричный альдегид
0,2344
Метилкапринат
0,5180
Этанол, об. %
3,0045
Этиллаурат
7,1527
Изовалериановая
кислота
7,4809
Разгонная колонна диаметром 1600 мм содержит 49 нержавеющих колпачковых тарелок, эфиро-альдегидная фракция подается на 29 тарелку. Си-
106
вушная колонна не является типовой, в ней отсутствует аккумуляторная царга. Сивушная колонна представляет собой ректификационную колонну диаметром 1200 мм, содержащую 82 нержавеющие колпачковые тарелки. Питание подается на 16 тарелку. В качестве питания служат потоки сивушной
фракции, отбираемые из жидкой фазы с 17-21 тарелок ректификационной колонны. Фракцию сивушного масла из сивушной колонны отбирают с 4-10 тарелок, а с 68-74 тарелок отбирают спирт высшей очистки. Колонна окончательной очистки диаметром 1200 мм содержит 39 медных колпачковых тарелок и работает в режиме эпюрации. Для глубокой очистки ректификованного
спирта от метанола предусмотрены тарелки питания с 18 по 22. Спирт
«Люкс» отбирают с 5 тарелки. Фракция сивушных масел в декантаторе разделяется на готовый продукт – сивушное масло и подсивушную воду. Сивушное масло имеет светло-желтый цвет (глава 2, рисунок 2.5). Нами отобрана фракция сивушного масла, которая расслоилась при отстаивании. Составы верхнего (сивушного масла) и нижнего (подсивушной воды) приведены в таблицах 3.17 и 3.18.
Характерным для этой схемы является следующее: эпюрационная колонна имеет такой же диаметр, как и бражная и работает при больших паровых и жидкостных потоках. Отбираемая из ректификационной колонны сивушная фракция не подразделяется на сивушный спирт и сивушное масло, а
отбирается из жидкой фазы с тарелок, расположенных выше питательной. Из
сивушной колонны фракция сивушного масла отбирается с тарелки, расположенной ниже питательной и направляется в декантатор для расслаивания
на сивушное масло и подсивушную воду. Сивушное масло, получаемое в декантаторе светло-желтого цвета является высококачествым по содержанию
этанола, которое составляет всего 1,5 об. %. С верхних тарелок сивушной колонны отбирается спирт высшей очистки. Из колонны окончательной очистки отбирается спирт «Люкс» с содержанием 2-пропанола в районе 1 мг/дм3 и
содержанием метанола на порядок ниже, чем предусмотрено ГОСТ Р 516522000.
107
Качество выработанного на спиртзаводе ООО «Стандарт Спирт» ректификованного спирта приведено в таблице 3.19 и соответствует данным расчета технологической схемы, представленной на рисунке 3.33. Хроматограмма
приведена в приложении К.
Таблица 3.19 – Покомпонентный состав летучих примесей ректификованного
спирта
Наименование Концентрация, Межгосударственный стандарт ГОСТ 5962компонента
мг/дм3
2013 (введен с 1.07.2014 г.) Спирт «Люкс»
Ацетальдегид
1,504
2
Этилацетат
0,306
5
2-пропанол
1,095
5
Метанол, % об.
0,001
0,02
Крепость, % об.
96,8
96,3
Разработана программа в интегрированной среде HYSYS (рисунок 3.33)
и идентифицирована по результатам обследования действующей технологической схемы шестиколонной брагоректификационной установки. Программа апробирована в условиях оптимального режима разваривания зернового
замеса на спиртзаводе ООО «Стандарт Спирт» (г. Нарткала).
Разработанная программа расчета шестиколонной брагоректификационной установки в среде HYSYS принята к внедрению на спиртзаводе ООО
«Стандарт Спирт» (приложение Н).
БК – бражная колонна; ЭК – эпюрационная колонна; РК – ректификационная колонна;
АЭК – альдегидо-эфирная колонна; СК – сивушная колонна; МК – метанольная колонна; ДК – декантатор
Рисунок 3.33 – Структурная схема брагоректификационной установки
ООО «Стандарт Спирт» (Кабардино-Балкария, г. Нарткала) в среде HYSYS
109
3.8 Разработка и изготовление лабораторной ректификационной
установки периодического действия, апробация результатов
исследований по измельчению зерна, развариванию кукурузной
крупки, сбраживанию сусла и ректификации бражки
Для апробации результатов исследования кукурузную крупку просеивали через сито диаметром 0,7 мм, смешивали с водой при температуре 40 ºС в
соотношении 1 : 3, добавляли фермент -амилаза в количестве 1,75 мл. Полученный замес при постоянном перемешивании нагревали до температуры
90 ºС и выдерживали в течение 1 часа, затем охлаждали до температуры
28 ºС и после взятия пробы на йод добавляли дрожжи «NP Turbo», разведенные в небольшом количестве воды. Брожение длилось в течение 3-х суток.
Бражку фильтровали через тканевый фильтр и загружали в куб колонны.
Лабораторная установка периодического действия разработана совместно с С.С. Мариненко (рисунок 3.34) [38].
8
4
5
1 – электроплитка;
2 – перегонный куб;
3 – насадочная колонна;
3
7
4 – дефлегматор;
5 – конденсатор;
6 – емкость;
6
7, 8 – термометр
2
1
Рисунок 3.34 – Ректификационная установка периодического действия
110
Перегонку проводили при незаполненной насадкой колонне. Состав полученного бражного дистиллята определяли хроматографически (таблица
3.20) и использовали при расчете БРУ в среде HYSYS. Хроматограмма состава бражного дистиллята приведена в приложении Л. Качество спирта не
ухудшилось.
Таблица 3.20 – Покомпнентный состав летучих примесей бражного
дистиллята, выработанного на лабораторной ректификационной установке
периодического действия
Наименование
Концентрация,
Наименование
Концентрация,
компонента
мг/дм3
компонента
мг/дм3
Ацетальдегид
37,829
Метанол
145,39
Ацетоин
2,463
2-пропанол
3,258
Фурфурол
1,075
2-бутанол
12,276
2,3-бутиленгликоль
27,502
1-пропанол
2105,5
1,2-пропиленглиголь
3,423
Изобутанол
3271,3
5-метилфурфурол
4,185
1-бутанол
24,26
1,3-пропиленгликоль
4,037
Изоамиловый
5424,3
Метилацетат
2,064
1-гексанол
6,173
Этилацетат
100,6
Уксусная кислота
109,22
Этилвалериат
0,184
Пропионовая кислота
0,695
Изоамилацетат
7,845
Изомасляная кислота
0,213
Этиллактат
0,290
Масляная кислота
0,722
Метилкаприлат
0,516
Изовалериановая кислота
0,494
Этилкаприлат
0,195
Валериановая кислота
4,149
Этилкапринат
1,954
Фенилэтилацетат
0,524
Метилкапринат
1,194
Фенилэтанол
46,94
Этилацетать
5,838
Крепость, % об.
46
111
3.9 Технико-экономическое обоснование усовершенствованной
технологии получения этилового спирта, расчет ожидаемого
экономического эффекта от оптимизации процессов измельчения
зерна и разваривания зернового замеса и разработка технологической
инструкции для производства ректификованного спирта
Одной из важных операций при производстве пищевого ректификованного спирта является измельчение зернового сырья, которое осуществляют на
молотковой или молотковой и вальцовой дробилках. От степени помола зависят энергетические затраты на размол и разваривание зернового замеса.
В настоящей работе определена оптимальная степень измельчения зернового сырья при производстве ректификованного спирта. Задача решена методами математического моделирования. Разработанная в разделе 3.2 модель
применена для моделирования процесса двухступенчатого разваривания кукурузной и пшеничной крупки с размером частиц от 0,5 до 2 мм.
Экспериментальные исследования выявили актуальность внедрения
тонкого помола зерна, которое позволяет проводить водно-тепловую обработку сырья при более низких температурах, что сократит в дальнейшем потребление пара и электроэнергии на стадии подготовки крахмалистого сырья
к переработке и увеличит выход спирта, в том числе за счет увеличения степени гидролиза сырья [14, 55]. Аналогичные выводы сделаны в работе [11], в
которой приведены экспериментальные данные, показывающие взаимосвязь
выхода спирта и гранулометрического состава промышленного помола различных злаковых культур, разделенных на фракции путем рассева на ситах
по размеру образующихся частиц: тонкие фракции (0-0,5 мм), мелкие фракции (0,5-1 мм); средние (1-2 мм) и крупные (2-3 мм). Установлено, что наибольший выход спирта из 1 т помола, отнесенный к выходу спирта из исходного помола (контроль), получается из тонких фракций. Однако проведенные
исследования влияния на процесс разваривания величины степени помола
зерна недостаточны.
112
Таким образом, от степени измельчения (помола) зависят энергозатраты на помол зерна, продолжительность и режим разваривания, и выход
готового продукта – спирта-ректификата. Чем меньше размеры частиц, тем
выше энергозатраты на помол зерна, но мягче режим разваривания и больше
выход спирта на тонну крахмала в сырье.
Найдено оптимальное значение степени измельчения зерна при различной цене исходной пшеницы. Для решения задачи измельчения зерна использованы данные, полученные на основе действующих производств. На
спиртовых заводах РФ наибольшее распространение при одноступенчатом
измельчении получили молотковые дробилки, на которых получают помол,
характеризующийся 90%-ным проходом через сито с диаметром отверстий
Ø 1 мм (Кабардино-Балкарская республика, спиртзавод ООО «Стандарт
Спирт», г. Нарткала) и при двухступенчатом измельчении – молотковая и
вальцовая дробилки. После вальцовой дробилки тонкий помол составляет в
пределах 80%-го прохода через миллиметровое сито (Республика Адыгея,
спиртзавод ООО «КХ Восход», г. Майкоп).
Нами проанализировано влияние размера частиц пшеничной крупки на
энергетические затраты при разваривании. Путем численного моделирования, основанного на решении уравнения нестационарной диффузии, выполненного по неявной схеме методом сеток с учетом набухания крахмальных
зерен, изменения температуры в процессе разваривания и отрыва наружных
крахмальных слоев, определено время разваривания. Размер частиц крупки
принят равным, в мм: 0,5; 0,75; 1; 1,25; 1,5; 1,75; 2. В качестве базового принят вариант для частиц крупки с размером, равным 1 мм, широко используемый на спиртовых заводах России. Идентификация модели проведена по параметру ‒ энергия активации, который входит в уравнение зависимости коэффициента диффузии от температуры.
Поскольку нами ставится задача определения оптимального размера частиц пшеничной крупки для заданной производительности по спирту, которая
для типового спиртзавода составляет 3000 дал/сут., то с использованием формулы Б.А. Устинникова (1.12) определен расход крахмала по заданной произ-
113
водительности, а по нему вычислен расход зерна по следующей формуле.
Gз
3000
,
YK p
(3.68)
где G з ‒ расход зерна, т/сут.; K p ‒ крахмалистость пшеницы, %.
K p принята равной 52,3 % в соответствии с нормами технологического
проектирования предприятий спиртовой промышленности НТП 10-129762000*. Затраты на зерно зависят от его количества и стоимости, которая не
является постоянной и изменяется в течение года. В период сезона 2013-2014
годов эта цена изменялась от 6000 до 10000 руб. за тонну зерна. В таблице
3.21 представлены расчетные данные, полученные с учетом формул (1.12) и
(3.68).
Таблица 3.21 – Суммарные затраты для размера пшеничной крупки
от 0,5 до 2 мм
Наименование
Размер частицы пшеничной крупки, мм
0,5
0,75
1
1,25
1,5
1,75
2
Выход спирта, дал/сут. 65,99
65,88
65,77
65,66
65,56
65,45
65,34
Расход зерна, т/сут.
87,07
87,22
87,36
87,50
65,45
65,34
86,93
Стоимость зерна, тыс. руб./сут.
при 6000 руб./т
521,59 522,44 523,29 524,15 525,01 525,87 526,73
при 7000 руб./т
608,52 609,51 610,51 611,51 612,51 613,51 614,52
при 8000 руб./т
695,45 696,58 697,72 698,86 700,01 701,16 702,31
при 9000 руб./т
782,38 783,66 784,94 786,22 787,51 788,80 790,10
при 10000 руб./т
869,31 870,73 872,15 873,58 875,01 876,45 877,79
Двухступенчатое разваривание (высокотемпературное)
Сумма затрат электроэнергии на измельчение зерна и пара на
разваривание,
тыс. руб./сут.
4,076
3,394
3,425
3,850
4,598
5,596
6,810
114
Продолжение таблицы 3.21
Суммарные затраты, тыс. руб./сут., при стоимости зерна
6000 руб./т
525,7
525,8
526,7
528,0
529,6
531,5
533,5
7000 руб./т
612,6
612,9
613,9
615,4
617,1
619,1
621,3
8000 руб./т
699,5
700,0
701,1
702,7
704,6
706,8
709,1
9000 руб./т
786,5
787,0
788,4
790,1
792,1
794,4
796,9
10000 руб./т
873,4
874,1
875,6
877,4
879,6
882,0
884,6
Низкотемпературное разваривание (НТП 10-12976-2000*)
Сумма затрат электроэнергии на измельчение зерна и пара на
3,865
2,980
2,662
-
2,973
-
3,872
разваривание,
тыс. руб./сут.
Суммарные затраты, тыс. руб./сут., при стоимости зерна
6000 руб./т
525,5
525,4
526,0
-
527,9
-
530,6
7000 руб./т
612,4
612,5
613,2
-
615,5
-
618,4
8000 руб./т
699,3
699,6
700,4
-
703,0
-
706,2
9000 руб./т
786,2
786,6
787,6
-
790,5
-
794,0
10000 руб./т
873,2
873,7
874,8
-
878,0
-
881,7
На рисунках 3.35 и 3.36 приведены зависимости суммарных затрат от
размера пшеничной крупки для высокотемпературного (рисунок 3.34) и низкотемпературного (рисунок 3.35) разваривания с учетом стоимостных затрат
на зерно.
Таким образом, без учета стоимостных затрат на зерно имеет место ярко
выраженный оптимум при размере пшеничной крупки, равном 1 мм. Оптимум наблюдается также при низкотемпературном разваривании при стоимости зерна 6000 руб./т. Как будет показано ниже, он приходится на размер
пшеничной крупки 0,75 мм. Во всех остальных вариантах наименьшие затраты соответствуют размеру крупки 0,5 мм.
дж
115
при стоимости зерна
6000 руб./т
при стоимости зерна
10000 руб./т
а)
б)
а) при стоимости зерна 6000 руб/т; б) при стоимости зерна 10000 руб./т
Рисунок 3.35 – Зависимость затрат от размера пшеничной крупки
при двухступенчатом разваривании
при двухступенчатом разваривании
при стоимости зерна
10000 руб./т
при стоимости зерна
6000 руб./т
а)
б)
а) при стоимости зерна 6000 руб/т; б) при стоимости зерна 10000 руб./т
Рисунок 3.36 – Зависимость затрат от размера пшеничной крупки
при низкотемпературном разваривании
Повышение степени измельчения зернового сырья при гидродинамической обработке зернового замеса приводит к сокращению времени разваривания, а следовательно к экономии затрат греющего пара. Однако при этом
возрастают энергетические затраты на размол зерна. В настоящее время наиболее перспективной признана схема низкотемпературного ферментативного
разваривания. Согласно НТП 10-12976-2000* механико-ферментативная обработка крахмалистого сырья проводится по следующей схеме и температурному
режиму.
Приготовление
замеса
проводят
в
смесителе-
предразварнике при температуре 45-50 ºС в течение 6-7 мин. Дальнейшее
разжижение крахмала ‒ в аппаратах гидроферментативной обработки I и II
116
ступеней ГДФО-1 и ГДФО-2, режим которых приведен в таблице 3.22. Разваренная масса поступает в вакуумный испаритель-осахариватель.
Таблица 3.22 – Продолжительность водно-тепловой обработки зернового
замеса
Наименование НТП 10-12976-2000* Принято НТП 10-12976-2000* Принято
Смеситель-
6-7 мин
7 мин
45-50 ºС
50 ºС
3-4 ч
3,5 ч
65-70 ºС
67,5 ºС
1 секция
15-16 мин
15 мин
68-70 ºС
70 ºС
2 секция
15-16 мин
15 мин
72-75 ºС
75 ºС
3 секция
15-16 мин
15 мин
85-95 ºС
90 ºС
предразварник
ГДФО-1
ГДФО-2
Определена оптимальная степень измельчения пшеничного зернового
сырья при использовании режима в соответствии с НТП 10-12976-2000* [72].
Время разваривания вычислено по математической модели разваривания, основанной на решении уравнения нестационарной диффузии по неявной схеме методом сеток и учитывающей набухание крахмальных зерен, изменение
температуры в процессе разваривания и отрыв наружных крахмальных слоев
до полного разваривания частиц крупки, разработанной в разделе 3.2. Моделирование проведено для частиц пшеничной крупки, в мм: 0,5; 0,75; 1; 1,5 и
2. Результаты расчета времени разваривания для всех стадий и в целом для
процесса приведены в таблице 3.23.
В качестве базового принят вариант для частиц крупки с размером, равным 1 мм, приведенный в регламенте НТП 10-12976-2000* и используемый
на спиртзаводах ООО «КХ Восход» (республика Адыгея, г. Майкоп) и ООО
«Стандарт Спирт» (Кабардино-Балкарская республика, г. Нарткала). Идентификация модели проведена по параметру энергии активации, входящего в
уравнение зависимости коэффициента диффузии от температуры. Энергия
117
активации составила Ea 30,59 кДж/моль, предэкспоненциальный множитель D0 107 Дж/(моль·К).
Таблица 3.23 ‒ Результаты расчета времени стадий разваривания
Размер частицы крупки, мм
ТемпераНаименование
тура,
0,5
ºС
Предразварник
0,75
1
1,5
2
Время разваривания, мин
50
1,9
4,24
7
15,75
27,3
67,5
57,06
127,27
210
483
829,5
1 секция
70
4,08
9,10
15
33,75
59,25
2 секция
75
4,08
9,10
15
33,75
59,25
3 секция
90
4,08
9,10
15
33,75
59,25
71,2
158,81
262
600
1034,6
ГДФО-1
ГДФО-2
Суммарное время
разваривания, мин:
По данным таблицы 3.23 построена графическая зависимость времени
разваривания от размера частиц пшеничной крупки (рисунок 3.37).
Рисунок 3.37 – Зависимость времени низкотемпературного разваривания
от размера частиц пшеничной крупки
118
Энергетические затраты на измельчение зерна для получения частиц
размером от 0,5 до 2 мм получены аналогично приведенному выше расчету
(таблица 3.24). В качестве эквивалентного диаметра принят диаметр шара,
объем которого равен действительному объему твердых частиц. По данным
С.В. Мельникова для пшеницы D = 3,8 мм [44]. Значения удельной работы
измельчения приведены в таблице 3.24.
Таблица 3.24 ‒ Расчетные данные по измельчению зерна пшеницы
Наименование
Размер частицы крупки, мм
0,5
0,75
1
1,5
2
Время разваривания, мин
71,2
158,81
262
600
1034,6
Степень измельчения,
7,6
5,07
3,8
2,53
1,9
84,51
57,90
43,27
26,80
17,24
84,51
57,90
43,27
26,80
17,24
7,3
5,0
3,74
2,32
1,49
3650
2500
1870
1160
745
1,79
4,00
6,60
15,11
26,06
214,8
480,0
792
1813,2 3127,2
Удельная работа измельчения,
Aизм , кДж/кг
Мощность на измельчение, кВт
Мощность на измельчение,
ГДж/сут.
Стоимость электроэнергии,
руб./сут. (500 руб. за 1 ГДж)
Потери теплоты, ГДж/сут.
Потери теплоты, руб./сут.
(120 руб. за 1 ГДж пара)
Суммарные затраты, руб./сут., на
электроэнергию и греющий пар
3864,8 2980,0 2662,0 2973,2 3872,2
В соответствии с НТП 10-12976-2000* при крахмалистости зерна пшеницы 52,3 % и выходе спирта из 1 т условного крахмала 66,4 дал для производства 3000 дал спирта/сут. требуется 86,33 т зерна/сут. или порядка 1 кг/с.
Расчет затрат на греющий пар проведен аналогично, как и для двухступенчатого разваривания, из условия, что потери теплоты пропорциональны
119
времени процесса разваривания и, таким образом, возрастают при увеличении размера частиц крупки. Количество зернового замеса G з при гидромодуле вода-зерно 3:1 составило G з =87·4=348 т/сут. Учтено, что замес при разваривании нагревается от tн 40 ºС до tк 90 ºС. Поскольку время разваривания влияет только на потери теплоты, то они определены для случая разваривания замеса при размере частиц 1 мм и оказались равными 6,6 ГДж/сут. Величина потерь теплоты при других размерах частиц вычислена пропорционально времени разваривания. Затраты теплоты в стоимостном выражении
найдены при цене 1 ГДж, равного 120 руб., а стоимость электроэнергии исходя из расчета 500 руб. за 1 ГДж.
Зависимость суммы энергозатрат от размера крупки представлена на рисунке 3.38, из которого видно, что оптимум находится вблизи размера частиц, равного 1 мм.
Рисунок 3.38 – Зависимость энергозатрат
от размера пшеничной крупки
Найденной производительности отвечает дробилка А1-ДМ2Р-75 с установленной мощностью электродвигателя 75 кВт [104]. Приведенные выше
расчеты соответствуют энергозатратам на размол зерна без учета кпд электродвигателя и привода. Кроме того не учтен тот факт, что частички имеют
различную степень измельчения при дроблении. Полученное расчетным путем значение мощности, равное 43,27 кВт, косвенно подтверждает справед-
120
ливость уравнения С.В. Мельникова.
В работе [11] приведены экспериментальные данные, показывающие
взаимосвязь выхода спирта и гранулометрического состава промышленного
помола различных злаковых культур, разделенных на фракции путем рассева
на ситах по размеру образующихся частиц: тонкие фракции (0-0,5 мм), мелкие фракции (0,5-1 мм); средние (1-2 мм) и крупные (2-3 мм). Установлено,
что наибольший выход спирта из 1 т помола, отнесенный к выходу спирта из
исходного помола (контроль), получается из тонких фракций и составляет
114,3 % по отношению к контролю, а наименьший ‒ из крупного помола
40,2 %. В этом случае, оптимум энергозатрат будет смещен в область увеличения степени измельчения зерна.
По опыту работы спиртовых заводов установлено, что при гидродинамической обработке зернового замеса качество помола зерна влияет на выход
спирта из 1 т условного крахмала [37].
В настоящее время внесена поправка в Федеральный закон № 171-ФЗ «О
государственном регулировании производства и оборота этилового спирта,
алкогольной и спиртосодержащей продукции и об ограничении потребления
(распития) алкогольной продукции» (ст.8, п.5), согласно которой производство
этилового спирта допускается только при условии переработки и (или) утилизации на очистных сооружениях барды. В связи с тем, что в схеме переработки
барды предусмотрена сепарация твердых частиц с последующей их сушкой, а
отечественной и зарубежной промышленностью выпускаются сушилки высокой мощности, спиртзаводы предусматривают повышение производительности с 3000 до 6000 дал ректификованного спирта в сутки, например, в настоящее время проводится наращивание мощности на спиртзаводе ООО «КХ Восход» (г. Майкоп).
Экономическая эффективность предлагаемой технологии двухступенчатого разваривания определена для производства 6000 дал ректификованного
спирта в сутки. В таблице 3.25 приведены затраты электроэнергии на измельчение зерна и пара на разваривание крупки, а также суммарные затраты
121
с учетом стоимости зерна. При переходе с существующей степени измельчения, отвечающей размеру частиц 1 мм, на оптимальную степень измельчения, отвечающую размеру частиц 0,5 мм, общие затраты на производство
спирта снизятся с 1751,2 до 1746,8 тыс. руб./сут. [74].
Таблица 3.25 – Экономическая эффективность предлагаемой технологии
разваривания при производстве 6000 дал ректификованного спирта в сутки
Размер частицы пшеничной крупки, Прибыль,
мм
Наименование
тыс. руб.
0,5
1
1,5
2
8,152
6,85
9,196
13,62
в год
Сумма затрат электроэнергии на измельчение зерна и
пара на разваривание,
тыс. руб./сут.
Стоимость зерна:
Суммарные затраты, тыс. руб./сут.
6000 руб./т
1051,4
1053,4
1059,2
1067,0
600
7000 руб./т
1225,2
1227,8
1234,2
1242,6
780
8000 руб./т
1399
1402,2
1409,2
1418,2
960
9000 руб./т
1573
1576,8
1584,2
1593,8
1140
10000 руб./т
1746,8
1751,2
1759,2
1769,2
1320
В соответствии с данными таблицы 3.21 на производство 6000 дал ректификованного спирта в сутки требуется 87,22·2=174,44 т зерна в сутки для
крупки 1 мм, и 86,93·2=173,86 т зерна в сутки для крупки 0,5 мм, что составляет в тыс. руб./сут., соответственно 1744,4 и 1738,6 при стоимости зерна
10000 руб./т. С учетом затрат электроэнергии на измельчение зерна и пара на
разваривание
суммарные
затраты
для
крупки
1
мм
будут
равны:
1744,4+6,85=1751,2 тыс. руб./сут; для крупки 0,5 мм 1738,6+8,152=1746,8
тыс. руб./сут. Годовая прибыль в расчете на 300 рабочих дней в году составит (1751,2-1746,8)· 300=1320000 тыс. руб. или 1 млн 320 тыс. руб. в год.
122
Таким образом, определена оптимальная степень измельчения зерна с использованием в качестве функции цели суммарных энергозатрат на измельчение, расход теплоты на процесс разваривания и стоимости исходного зерна.
Оптимальное значение степени измельчения зерна составляет 0,5 мм. Рекомендовано эквивалентный диаметр зерна пшеницы определять из объема зерновки,
отнесенного к неравностороннему эллипсоиду; зерна кукурузы ‒ на основе известных оологических исследований.
Ожидаемый экономический эффект при производстве 6000 дал ректификованного спирта в сутки составляет 1 млн 320 тыс. руб. в год за счет совершенствования технологии этилового спирта путем снижения количества
перерабатываемого зерна и затрат электроэнергии на измельчение зерна и
теплоты на разваривание.
По результатам выполненных исследований разработана технологическая инструкция для производства ректификованного этилового спирта (приложение П).
123
ВЫВОДЫ
Выполнено исследование по оптимизации процессов измельчения зерна,
разваривания крупки и брагоректификации с целью совершенствования технологии получения этилового спирта.
1. Доказано, что при разваривании зернового замеса имеют место: нестационарная диффузия, набухание крахмальных гранул и их разрыв, сопровождающийся отрывом наружного слоя частиц развариваемой крупки. Разработана математическая модель разваривания зернового замеса, основанная
на численном решении уравнения нестационарной диффузии.
2. Определено влияние размера частиц кукурузной крупки на суммарные
энергозатраты при измельчении зерна и разваривании зернового замеса и
выполнена оптимизация двухступенчатой схемы разваривания, принятой на
спиртзаводе ООО «Стандарт Спирт» (г. Нарткала). Установлена оптимальная
степень измельчения зерна, соответствующая размерам крупки, проходящей
через сито с диаметром отверстий равным 1 мм, что подтверждено актом
внедрения и используется в технологии производства пищевого этилового
спирта.
3. Установлено, что величина коэффициента диффузии влаги в крупке
при разваривании ниже, чем при сушке и увлажнении, что связано с изменением структуры материала. Коэффициенты диффузии влаги при разваривании
составили: для пшеничной крупки 8,273·10-12 м2/с при 138 ºС и
3,641·10-12 м2/с при 105 ºС, для кукурузной крупки 8,7·10 -12 м2/с при 145 ºС и
4,48·10-12 м2/с при 106 ºС.
4. Усовершенствована математическая модель спиртового брожения путем учета сопротивлений переносу компонентов между цитоплазмой и наружной жидкостью через клеточную мембрану. Коэффициент диффузии в
клеточной мембране составил D м = 1,75·10-17 м2/с. Доказано, что сопротивление клеточной мембраны переносу вещества, равное / Dм = 4·108 с/м, намного больше, чем сопротивление массоотдачи в клетке и сусле, т.е. послед-
124
ними можно пренебречь.
5. Разработана программа в интегрированной среде HYSYS и идентифицирована по результатам обследования действующей технологической схемы
шестиколонной брагоректификационной установки. Программа апробирована в условиях оптимального режима разваривания зернового замеса на спиртзаводе ООО «Стандарт Спирт» (г. Нарткала).
6. Определена оптимальная степень измельчения зерна с использованием в качестве функции цели суммарных энергозатрат на измельчение, расход
теплоты на процесс разваривания и стоимости исходного зерна. Оптимальное
значение степени измельчения зерна составляет 0,5 мм. Рекомендовано эквивалентный диаметр зерна пшеницы определять из объема зерновки, отнесенного к неравностороннему эллипсоиду; зерна кукурузы ‒ на основе известных оологических исследований.
7. Усовершенствована технология получения этилового спирта путем
оптимизации процессов измельчения зерна и разваривания крупки. Ожидаемый экономический эффект при производстве 6000 дал ректификованного
спирта в сутки составляет 1 млн 320 тыс. руб. в год.
По результатам выполненных исследований разработана технологическая инструкция для производства ректификованного этилового спирта. Разработанная программа расчета шестиколонной брагоректификационной установки в среде HYSYS принята к внедрению на спиртзаводе ООО «Стандарт Спирт».
125
СПИСОК СОКРАЩЕНИЙ И УСЛОВНЫХ ОБОЗНАЧЕНИЙ
БРУ
– брагоректификационная установка
ЭАФ
– эфиро-альдегидная фракция
ФСМ
– фракция сивушных масел
HYSYS – интегрированная среда расчета сложных химико-технологических
систем
СВ
‒ сухие вещества
126
ЛИТЕРАТУРА
1. Андреев Н.Р., Карпов В.Г. Структура, химический состав и технологические признаки основных видов крахмалсодержащего сырья // Хранение и
переработка сельхозсырья, 1999. № 7. С. 30-33.
2. Артамонов А.М. Совершенствование технологии глубокой очистки пищевого спирта от сивушных масел: Дис. ... канд. техн. наук, 05.18.01.Краснодар, КубГТУ, 2010. 182 с.
3. Артамонова В.В. Обоснование технологии глубокой очистки пищевого
спирта при переработке смеси злаковых культур, включающей зерно
сорго: Дис. ... канд. техн. наук, 05.18.01.-Краснодар, КубГТУ, 2008. 118 с.
4. Баракова Н.В. Разработка технологии этилового спирта при пониженных
температурных режимах водно-тепловой и ферментативной обработки
высококонцентрированных замесов из ячменя: Дис. ... канд. техн. наук,
05.18.07.-Санкт-Петербург, С.-Пб ГУНИПТ, 2010. 120 с.
5. Бокштейн Б.С., Есин В.А., Родин А.О. Диффузия в твердых телах: Учебно-методический комплекс дисциплины. – М.: Изд. Дом МИСиС, 2010.
125 с.
6. Воробьев А.Х. Диффузионные задачи в химической кинетике. Учебное
пособие − М.: Изд-во Моск. ун-та, 2003. 98с.
7. Выбирайте
для
себя
новую
систему
измельчения
http://www.webpticeprom.ru/ru/articles-equipment.html?pageID=1376550406
8. Громов С.И. Особенности низкотемпературной переработки зернового
сырья на спиртовых заводах // Ликероводочное производство и виноделие, 2005. № 4 (64). С. 4-6.
9. Громов С.И. Перспективы низкотемпературной технологии переработки
зерна на спртзаводах // Ликероводочное производство и виноделие, 2008.
№ 5. С. 17-20.
10. Группы товаров Укрбуддробмаш http://luganskaya.all.biz/ukrbuddrobmashchp-e42082
127
11. Губрий Г.Г. Влияние состава фракций измельченного зерна на выход
спирта // Пищевая промышленность, 1995. № 7. С. 24-25.
12. Давыдова Е.В., Коваленко И.Ф., Гордиенко О.И. Влияние температуры и
блокатора белковых каналов на коэффициенты проницаемости мембран
дрожжей Saccharomyces cerevisiae для воды и криопротекторов //
CRYOBIOLOGY, 2009. – Вип. 10, № 878.
13. Дворецкий С.И. Исследование кинетики сушки зерновых культур /
С.И. Дворецкий, В.М. Дмитриев, Г.С. Кормильцин, С.И. Пестрецов,
А.А. Ермаков // Вестник ТГТУ, 2002. Т 8. № 2. С. 228-239.
14. Драгунова Ю.Е. Влияние степени измельчения зернового сырья и предварительной активации дрожжей на выход спирта / Ю.Е Драгунова,
Н.А. Атыкян, В.В. Ревин // Вестник ОГУ, 2012. № 10. С. 72-77.
15. Дробилка Валковая Мельница, измельчитель Валковый
http://www.gidropress.com/594.html
16. Дрожжи и возбудители спиртового брожения
http://vinograd.info/info/teoriya-i-praktika-vinodeliya/drozhzhi-i-vozbuditelispirtovogo-brozheniya.html
17. Дрожжи. Форма, размеры и строение дрожжей http://vinobio.narod.ru/1-12.html
18. Как прорастить живое зерно – пшеницу и рожь?
http://www.t2012.ru/blog/kak_sdelat_vkusnyj_kvas_i_prorasti_zerno/201106-03-5543
19. Каталог лабораторного оборудования. Дробилки молотковые
http://www.vt-spb.ru/page.php?pageId=5&topic=9
20. Кирсанов В. В. Механизация и технология животноводства: Учебник /
В.В. Кирсанов, Д.Н. Мурусидзе, В.Ф. Некрашевич и др. – М.: НИЦ Инфра-М, 2013. 585 с.
21. Коллоидная мельница мокрого помола
http://www.electrol.su/catalog/rub5037
128
22. Константинов Е.Н., Кузнечиков В.А. Математическая модель турбулентного массообмена в многокомпонентной смеси // Теоретические основы
химической технологии. 1975. Т. 9. № 2. С. 163.
23. Константинов Е.Н., Короткова Т.Г., Шаззо Р.С. Математическая модель
кинетики процесса брожения сусла // Известия вузов. Пищевая технология, 2007.- № 5-6, С. 66-67.
24. Константинов Е.Н. Моделирование процесса брожения с учетом инактивации дрожжей и массопередачи / Е.Н. Константинов, Т.Г. Короткова //
Известия вузов. Пищевая технология, 2012. № 4. С.98-101.
25. Константинов Е.Н., Короткова Т.Г. Фазовое равновесие в пищевой технологии. Система «твердое тело – жидкость – пар» : монография / Кубан.
гос. технол. ун-т. ‒ Краснодар : Изд. ФГБОУ ВПО «КубГТУ», 2013. 160 с.
26. Константинов Е.Н. Разработка модели разваривания зернового замеса /
Е.Н. Константинов, Т.Г. Короткова, С.Ю. Ксандопуло, С.В. Черепов //
Вестник ВГУИТ, 2014. № 1. С. 40-46.
27. Константинов Е.Н. Математическое моделирование разваривания кукурузной крупки и ректификации бражки / Е.Н. Константинов, С.Ю. Ксандопуло, Т.Г. Короткова, С.В. Черепов, О.А. Кривова [Электронный ресурс] // Научные труды КубГТУ: электрон. сетевой политематич. журн.
2014. № 1. URL: http://ntk.kubstu.ru/file/9.
28. Короткова Т.Г. Использование неявной схемы и метода исключения Гаусса при моделировании насыщения зерновой крупки водой и сушки
упаренной барды / Т.Г. Короткова, Л.М. Левашова, С.В. Черепов // Новые технологии, 2012. № 2. С.19-26.
29. Короткова Т.Г. Научное обоснование и разработка инновационных технологий пищевого спирта, абсолютированного этанола и биоэтанола: Дис. ...
д-ра техн. наук, 05.18.01; 05.18.12. ‒ Краснодар, КубГТУ, 2013. 575 с.
30. Короткова Т.Г. Моделирование разваривания кукурузной крупки /
Т.Г. Короткова, А.А. Схаляхов, Х.Р. Сиюхов, С.В. Черепов [Электронный ресурс] // Научные труды КубГТУ: электрон. сетевой политематич.
129
журн. 2014. № 2. URL: http://ntk.kubstu.ru/file/59.
31. Короткова Т.Г. Определение оптимальной степени измельчения зернового сырья при производстве ректификованного спирта / Т.Г. Короткова,
С.В. Черепов // Инновации в индустрии питания и сервисе: Электронный
сб. матер. I Межд. научно-практич. конф. – Краснодар: Изд. КубГТУ,
2014. С. 73-75 с.
32. Крикунова Л.Н., Кузьменкова Н.М., Гернет М.В. Исследование процесса
предобработки зерна кукурузы на основе метода гидротермической обработки // Техника и технология пищевых производств. 2011. № 4.
http://www.kemtipp.ru/stories/divisions/arkhiv/23/10.pdf
33. Кукуруза http://www.hqoboi.com/food_058_kukuruza_foto.html
34. Левашова Л.М. Научное обоснование и разработка энергосберегающей
совмещенной технологии получения пищевого спирта и кормовой сухой
барды из зерна кукурузы: Дис. ... канд. техн. наук, 05.18.01. ‒ Краснодар,
КубГТУ, 2012. 153 с.
35. Леденев В.П. Системы стабилизации гидромодуля в производстве спирта
/ В.П. Леденев, Е.А. Кириллов // Ликероводочное производство и виноделие, 2003. № 4 (40). С. 7-9.
36. Леденев В.П. Гидрообработка зернового сырья в технологии получения
спирта / В.П. Леденев, М.Е. Чурмасов, Р.А. Петров, В.В. Кононенко,
О.С. Журба // Ликероводочное производство и виноделие, 2003. № 9 (45).
С. 4-6.
37. Лихтенберг Л.А., Веселкина Т.Н. Степень измельчения зерна при гидродинамической обработке зернового замеса // Хранение и переработка
сельхозсырья, 1993. № 3. С. 20.
38. Мариненко С.С. Разработка лабораторной ректификационной установки
периодического действия с тепловым насосом / С.С. Мариненко, С.В. Черепов, Х.Р. Сиюхов, Т.А. Устюжанинова, Т.Г. Короткова // Известия вузов. Пищевая технология, 2013. № 2-3. С. 121-122.
130
39. Мироцкая
схема
разваривания
http://aquanox.ru/brodilnoe-
proizvodstvo/1805-mirockaya-shema-razvarivaniya.html
40. Морфология клеток дрожжей
http://www.tinref.ru/000_uchebniki/05599_vinodelie/000_mikrobiologia_vino
del/004.htm
41. Муравьев И.В. Принцип «золотого сечения» при расчете геометрических
показателей в оологических исследованиях / И.В. Муравьев, О.В. Сухова, К.И. Юдин // Известия ПГПУ, 2008. № 6 (10). С. 194-199.
http://cyberleninka.ru/article/n/printsip-zolotogo-secheniya-pri-raschetegeometricheskih-pokazateley-v-oologicheskih-issledovaniyah
42. Непрерывное разваривание зернового замеса для приготовления бражки
http://www.sergeyosetrov.narod.ru/Projects/Water_and_heat_processing/mr.html
43. Несоложеное сырье http://best-pivo.ru/nesolo.html
44. Определение
модуля
помола
и
степени
измельчения
зерна
http://kalxoz.ru/str/12drobilki2.htm
45. Панеш Р.Н. Научное обоснование и разработка квазистационарного технологического режима получения пищевого спирта при импульсном отборе сивушных масел: Дис. ... канд. техн. наук, 05.18.01. ‒ Краснодар,
КубГТУ, 2009. 178 с.
46. Пипилюк В.Л. Технология хранения зерна и семян: Вузовский учебник,
2009. 457 с.
47. Плотность и удельный объем зерна. Коэффициент внутреннего трения
http://girls4gilrs.ru/tehnologiya-muki/1735-plotnost-udelnyy-obem-zernakoefficient-vnutrennego-treniya.html
48. Проницаемость http://www.medical-enc.ru/15/pronicaemost.shtml
49. Разваривание крахмалсодержащего сырья в производстве спирта
http://mppnik.ru/publ/spirtovaja_i_vinodelcheskaja_promyshlennost/razvariva
nie_krakhmalsoderzhashhego_syrja/10-1-0-599
131
50. Разваривание сырья в спиртовом производстве, использование вторичного
пара
при
нагревании
замеса.
Экономия
тепловой
энергии.
http://www.sergeyosetrov.narod.ru/Projects/Economy_to_heat_energy_under_boils.htm
51. Садовский А.А. Гидродинамическое перемешивание зернового сырья
при производстве спирта с обоснованием параметров струйного смесителя: Дис. ... канд. техн. наук, 05.18.12. ‒ Минск, РУП «Научнопрактический центр Национальной академии наук Беларуси по продовольствию», 2014. 22 с.
52. Свидетельство об официальной регистрации программы для ЭВМ
№ 2014617379 (Заявка № 2014615017). Расчет процесса разваривания на
базе уравнения нестационарной диффузии / С.В. Черепов, Х.Р. Сиюхов,
С.Ю. Ксандопуло; Зарег. в Реестре программ для ЭВМ 17.07.2014.
53. Свидетельство об официальной регистрации программы для ЭВМ №
2014617378 (Заявка № 2014615019). Расчет нестационарной диффузии,
осложненной набуханием и отрывом крахмальных гранул / Т.Г. Короткова, С.В. Черепов, О.А. Кривова; Зарег. в Реестре программ для ЭВМ
17.07.2014.
54. Сидоркин В.Ю. Способ механико-ферментативной обработки замеса на
спиртзаводе ЗАО «Союз+» // Ликероводочное производство и виноделие.
2002. № 11 (35). С. 4-5.
55. Сидоркин В.Ю. Исследование энергоемкости подготовки зернового сырья к водно–тепловой и механико–ферментативной обработке на спиртовых заводах // Производство спирта и ликероводочных изделий, 2013.
№ 2. С. 13-15.
56. Сиюхов Х.Р. Научное обоснование и разработка инновационной технологии глубокой очистки пищевого спирта от сивушных масел: Дис. ...
д-ра техн. наук, 05.18.01; 05.18.12. ‒ Краснодар, КубГТУ, 2011. 469 с.
57. Справочник по производству спирта. Сырье, технология и технохимконтроль / В.Л. Яровенко, Б.А. Устинников, Ю.П. Богданов, С.И. Громов. –
132
М.: Легкая и пищевая промышленность, 1981. 336 с.
58. Строение
и
химический
состав
дрожжевой
клетки
http://www.rae.ru/monographs/101-3489
59. Технология спирта / В.Л. Яровенко, В.А. Маринченко, В.А. Смирнов и
др.; Под ред. проф. В.Л. Яровенко. ‒ М.: Колос, 1999. 464 с.
60. Тихонов А.Н., Самарский А.А. Уравнения математической физики:
Учеб. пособие. – 6 изд., испр. и доп. – М.: Изд-во МГУ, 1999. 799 с.
61. Транспорт
молекул
через
клеточные
мембраны
http://plantsinaction.science.uq.edu.au/edition1/
62. Удельная теплоемкость зерна (часть 1) http://girls4gilrs.ru/svoystvazerna/2351-udelnaya-teploemkost-zerna-chast-1.html
63. Универсальные
молотковые
дробилки
для
сыпучих
продуктов
http://dnepropetrovsk.all.biz/universalnye-molotkovye-drobilki-dlyasypuchih-g83701
64. Черепов С.В. Разработка математической модели ГДФО / С.В. Черепов,
А.А. Схаляхов, Х.Р. Сиюхов // Матер. Всерос. научно-практич. конф.
аспирантов, докторантов и молодых ученых. – Майкоп: МГТУ, 2011. С.
190-194.
65. Черепов
С.В. Математическое моделирование массообмена между
дрожжевой клеткой и бражкой / С.В. Черепов, Т.Г. Короткова, Е.Н. Константинов // Матер. Третьей Всерос. студ. научно-технич. конф. «Интенсификация тепло-массообменных процессов, промышленная безопасность и экология». – Казань: КНИТУ, 2012. С. 257-259.
66. Черепов С.В. Исследование механизма разваривания зерновой крупки и
определение специфики моделирования этого процесса / С.В. Черепов,
А.А. Схаляхов, Х.Р. Сиюхов // Матер. I Межд. научно-практич. конф.
«Инновационные технологии в пищевой и перерабатывающей промышленности», 2012. – Краснодар, КубГТУ. С. 216-218.
67. Черепов С.В. Математическое моделирование процесса разваривания
ячменной крупки / С.В. Черепов, Х.Р. Сиюхов, Т.Г. Короткова, Н.В. Со-
133
лонникова, А.М. Артамонов // Известия вузов. Пищевая технология,
2014. № 1. С. 88-92.
68. Черепов С.В. Экспериментальное исследование диффузии при ферментативном разваривании пшеничной крупки / Черепов С.В. // Политематич. сетевой электрон. науч. журн. Кубанского государственного аграрного университета (Научный журнал КубГАУ) [Электронный ресурс]. –
Краснодар: КубГАУ, 2014. №05(099). IDA [article ID]: 0991405024. Режим доступа: http://ej.kubagro.ru/2014/05/pdf/24.pdf, 0,688 у.п.л.
69. Черепов С.В. Моделирование нестационарной диффузии при разваривании зерновой крупки методом сеток и на базе аналитических решений /
С.В. Черепов, Т.Г. Короткова, О.В. Мариненко, Н.В. Солонникова // Известия вузов. Пищевая технология, 2014. № 2-3. С. 113-115.
70. Черепов С.В. Анализ модели массообмена между дрожжевой клеткой и
бражкой / С.В. Черепов, М.Г. Марковский, Т.А. Устюжанинова, В.В. Артамонова // Известия вузов. Пищевая технология, 2014. № 2-3. С.102-106.
71. Черепов С.В. Влияние степени измельчения кукурузного и пшеничного
зернового сырья на энергозатраты при двухступенчатом разваривании /
Черепов С.В. // Политематич. сетевой электрон. науч. журн. Кубанского
государственного аграрного университета (Научный журнал КубГАУ)
[Электронный ресурс]. – Краснодар: КубГАУ, 2014. №06(100). IDA
[article
ID]:
1001406064.
Режим
доступа:
http://ej.kubagro.ru/2014/06/pdf/64.pdf, 0,875 у.п.л.
72. Черепов С.В. Оптимизация степени измельчения пшеничного зернового
сырья при производстве спирта / С.В. Черепов, Т.Г. Короткова, Н.Ю. Истошина // Известия вузов. Пищевая технология, 2014. № 4. С. 95-98.
73. Черепов С.В. Анализ режимов высокотемпературного и низкотемпературного разваривания зерновой крупки спиртового производства /
С.В. Черепов, А.А. Схаляхов, Х.Р. Сиюхов // Матер. Всерос. научнопрактич. конф. аспирантов, докторантов и молодых ученых. – Майкоп:
МГТУ, 2014. С. 53-54.
134
74. Черепов С.В. Влияние цены пшеницы на оптимальное значение степени
помола / С.В. Черепов, Т.Г. Короткова // Инновации в индустрии питания
и сервисе: Электронный сб. матер. I Межд. научно-практич. конф. –
Краснодар: Изд. КубГТУ, 2014. С. 76-79 с.
75. Шаззо Р.С. Моделирование процессов брожения и брагоректификации
при производстве пищевого спирта из продуктов помола зерна пшеницы:
Дис. ... канд. техн. наук: 05.18.12. ‒ Краснодар, 2008. − 159 с.
76. Шервуд, Т., Пигфорд Р., Уилки Ч. Массопередача. М.: Химия, 1982. ‒
696 с.
77. Эллипсоид. Неравносторонний эллипсоид http://planetcalc.ru/149/
78. Ajala, A.S. Ajala, F.A. and Tunde Akintunde, T.Y. Study on Drying Kinetics
of Fermented Corn Grains // Food Science and Quality Management Vol 5,
2012. P.10-18.
79. ASBI B. ALI and J. LAMB Changes in Moisture Content of Corn Starch during Pneumatic Conveying // PERTANIKA Journal 14(3),237-241 (1991).
80. Becker, H. A., and H. R. Sallans. 1955. A study of internal moisture movement in the drying of the wheat kernel. Cereal Chem. 32(3): 212-226.
81. Becker, H. A. 1960. On the absorption of liquid water by the wheat kernel.
Cereal Chem. 37(3): 309-323.
82. Callaghan, P. T., K. W. Jolley, and J. Lelievre. 1979. Diffusion of water in the
endosperm tissue of wheat grains as studied by pulsed field gradient nuclear
magnetic resonance. Biophys. J. 28(1): 133-142.
83. Cells and Diffusion
http://server2.phys.uniroma1.it/doc/giansanti/BIOFISICA/BIOFISICA_200910/MATERIALI/TESTI/NOBEL/1%20-%20Cells%20and%20Diffusion.pdf
84. Chen, Aileen, & Vincent T. Moy."Cross-Linking of Cell Surface Receptors
Enhances Cooperativity of Molecular Adhesion. Biophysical Journal. Vol. 78
(2000): 2814-2820.
135
85. Chen, G., Campanella, O.H., Purkayastha, S., 2007. A dynamic model of
crosslinked corn starch granules swelling during thermal processing. Journal
of Food Engineering, 81, 500–507.
86. Crank J., The mathematics of diffusion (2nd ed.). Oxford: Oxford University
Press, 1975.
87. Curtis, Helena, & Sue N. Barnes.Biology. 5th ed. New York: Worth Publishers, 1989: 104.
88. Difference Between Cell Wall and Cell Membrane
http://www.differencebetween.net/science/difference-between-cell-wall-andcell-membrane/
89. DOYMAZ, I.; PALA, M. The thin-layer drying characteristics of corn. Journal of Food Engineering, v. 60, n. 2, p. 173-179, 2003.
90. Fan, L., D. S. Chung, and J. A. Shellenberger. 1961. Diffusion coefficient of
water in wheat kernels. Cereal Chem. 38(6): 540-548.
91. Francisco Ferrezuelo, Neus Colomina, Alida Palmisano, Eloi Garí, Carme
Gallego, Attila Csikász-Nagy & Martí Aldea The critical size is set at a singlecell level by growth rate to attain homeostasis and adaptation / Nature Communications 3, Article number:1012doi:10.1038.
94. Jenner, C. F., Y. Xia, C. D. Eccles, and P. T. Callaghan. 1988. Circulation of
water within wheat grain revealed by nuclear magnetic resonance microimaging. Nature 336(6197): 399-402.
95. Harrison, Rose & J. S. Biology of Yeast. London: Academic Press, 1969 : 1018.
96. Hine, Robert. "Membrane." The Facts on File Dictionary of Biology. 3rd ed.
New York: Checkmark, 1999: 198.
97. How big is a yeast cell?
http://www.weizmann.ac.il/plants/Milo/images/YeastSize-Feb2010.pdf
98. Kaiser, Gary E. Biol 230 Lab Manual, Lab 1. Community College of Baltimore County. 29 May 2000.
136
99. Kang S., Delwiche S.R. 1999. Moisture diffusion modeling of wheat kernels
during soaking. Transactions of the ASAE 42(5): 1359-1365.
100. Kang S., Delwiche S. R. 2000. Moisture diffusion coefficients of single
wheat kernels with assumed simplified geometries: analytical approach.
Transactions of the ASAE 43(6): 1653-1659.
101. Kashaninejad Mahdi, Kashiri Mahboobeh Hydration kinetics and changes in
some physical properties of wheat kernels. 2007. Iranian Food Science&
Technology Research Journal. pp. 47-59.
102. Kubota, K., Hosokawa, Y., Suzuki, K., & Hosaka, H. (1979). Studies on the
gelatinization rate of rice and potato starches. Journal of Food Science, 44,
1394–1397.
103. Kuchel, Philip W., & Gregory B. Ralston. Theory and Problems of Biochemistry. New York: Schaum's Outline/McGraw-Hill, 1988: 7.
104. Ksandopulo S.Y., Korotkova T.G., Cherepov S.V., Konstantinov E.N. Diffusion at low-temperature moisturization and high-temperature cooking of
wheat. Life Science Journal 2014; 11(11s):282-287. (ISSN:1097-8135).
http://www.lifesciencesite.com/ 64.
105. Lagarrigue S., Alvarez G, Cuvelier G., Flick D. Swelling kinetics of waxy
maize and maize starches at high temperatures and heating rates // Carbohydrate Polymers 73 (2008) 148–155.
106. Lebeau T., Jouenne T., and Junter G.-A. Diffusion of sugars and alcohols
through composite membrane structures immobilizing viable yeast cells. Enzyme and Microbial Technology 22:434–438, 1998.
107. Lund, D. (1984). Influence of time, temperature, moisture, ingredients, and
processing conditions on starch gelatinization. Critical Reviews in Food Science and Nutrition, 20(4), 249–273.
108. Malumba, P., Janas, S., Masimango, T., Sindic, M., Deroanne, C., Béra, F.,
2009. Influence of drying temperature on the wet-milling performance and
the proteins solubility indexes of corn kernels. Journal of Food Engineering
95, 393–399.
137
109. Malumba P., N. Jacquet, G. Delimme, F. Lefebvre, F. Béra, 2013. The swelling behaviour of wheat starch granules during isothermal and non-isothermal
treatments. Journal of Food Engineering 114 (2013) 199-206.
110. Membrane potential http://en.wikipedia.org/wiki/Membrane_potential
111. Muthukumarappan K., Gunasekaran S. MOISTURE DIFFUSIVITY OF
CORN KERNE COMPONENTS DURING ADSORPTION // American Society of Agricultural Engineers VOL. 37(4): 1263-1268.
112. Okechukwu, P. E., & Rao, M. A. (1995). Influence of granule size on viscosity of cornstarch suspension. Journal of Texture Studies, 26, 501–516.
113. Okechukwu, P.E., Rao, M.A., 1996. Kinetics of cowpea starch gelatinization
based on granule swelling. Starch 48 (2), 43–47.
114. Pasarell, Lester. Blastomycosis. Medical Mycology. University of Texas
Medical Branch.
115. Peleg, M., 1988. An empirical model for the description of moisture sorption
curves. Journal of Food Science 53, 1216–1219.
116. Rao, M.A., Tattiyakul, J., 1999. Granule size and rheological behavior of
heated tapioca starch dispersions. Carbohydrate Polymers 38, 123–132.
117. Ruiz-Gutiérrez
M.G.,
Quintero-Ramos
A.,
Meléndez-Pizarro
C.O.,
Lardizábal-Gutiérrez D., Barnard J., Márquez-Melendez R., Talamás-Abbud
R. Changes in mass transfer, thermal and physicochemical properties during
nixtamalization of corn with and without agitation at different temperatures.
Journal of Food Engineering 98 (2010) 76-83.
118. Skhalyakhov A.A., Siyukhov H.R., Cherepov S.V., Konstantinov E.N.,
Korotkova T.G. The modeling of grain groats cooking as the process of moisture diffusion and swelling of starch granules. Life Science Journal
2014;11(9s):196-201. (ISSN:1097-8135). http://www.lifesciencesite.com/ 38.
119. Tagawa A.,Y. Muramatsu, T. Nagasuna, A. Yano, M. Limoto, S. Murata,
Water absorption characteristics of wheat and barley during soaking, Trans.
ASAE 46 (2003) 361-366.
138
120. Teixeira J.A., Mota M. and Venâncio A. Model identification and diffusion
coefficients determination of glucose and malic acid in calcium alginate
membranes. The Chemical Engineering Journal, 56 (1994) B9-B14.
121. Tortora, Funke, & Christine L. Case. Microbiology: An Introduction.California: Benjamin Cummings, 1998: 322-23.
122. Volk, Thomas J. Tom Volk's Fungus of the Month for January 2000. University of Wisconsin, Madison.
123. What is the permeability of the cell membrane?
http://www.weizmann.ac.il/plants/Milo/images/membranePermeability11022
1RM.pdf.
124. Yeais http://en.wikipedia.org/wiki/Yeast
125. Yeast. McGraw-Hill Encyclopedia of Science and Technology. 8th ed. Pennsylvania: McGraw Hill, 1997.
126. Yeast And Fermentation
http://endofsilencebrewing.blogspot.ru/2014/03/bjcp-exam-study-group-techarticle.html
139
ПРИЛОЖЕНИЕ А
140
141
Листинг программы
«Расчет процесса разваривания на базе уравнения
нестационарной диффузии»
Файл DIFFUZIA
program DIFFUZIA_OTRYV;
const
n=100; No=4800{5420- режим 50-70}
{4500 - режим 50-75-90};
{n - число координатных слоев, No - число временных слоев}
{время разваривания 225 минут}
outname='J:\BPASCAL\out.txt';
out1name='J:\BPASCAL\out1.txt';
var
fout,fout1
i,j,Ph,l,m,k,p
Cp,DD,DelTau,Tau,Del,Fo,Delh
Ea,Rg,T,D0,h,C0,Ch
A,B,D,B1,E1,E
C
:Text;
:integer;
:real;
:real;
:array[0..n]of real;
:array[0..n,0..No+1]of real;
procedure Dannye;
begin
Rg:=8.314;
{газовая постоянная, Дж/(моль.К)}
T:=273+50;
{начальная температура, К}
D0:=5.5E-09; {предэкспоненциальный множитель, Дж/(моль.К)}
Ea:=21750;
{энергия активации, Дж/моль}
C0:=0.194371;{объемная доля влаги в крупке; 0.147-начальная
массовая доля влаги в крупке}
Cp:=0.88806; {объемная равновесная влажность; 0.85-массовая
равновесная влажность}
Ch:=0.848485;{концентрация отрыва слоя; 0.8-массовая}
DelTau:=3;
{шаг интегрирования по времени, с}
Del:=5E-04; {размер зерновой крупки, м; крупка 1 мм, для
симметричной задачи взято 0,5 мм}
Delh:=Del/n; {шаг по координате, м}
Tau:=0;
{начальное время интегрирования, с}
{краевые условия}
Ph:=1; j:=1; p:=1;
for i:=1 to n do
begin
C[i,0]:=C0;
end;
for i:=1 to n do
begin
C[i,1]:=C0;
end;
end;
procedure Diffuzia;
label 10,20,25,30,40,45,70;
begin
142
{учет изменения коэффициента диффузии}
T:=273+50; {начальная температура разваривания крупки, К}
if Tau<=30 Then T:=273+50; {30 мин - время разваривания при
температуре 50 градусов С}
if Tau>50 Then T:=273+70; {свыше 50 мин температура разваривания принята 70 градусов C}
{неявная схема решения дифференциального уравнения нестационарной диффузии}
for i:=1 to n do
begin
C[i,0]:=C0;
E[i]:=C[i,0];
end;
for i:=1 to n do
begin
C[i,1]:=C0;
E[i]:=C[i,1];
end;
j:=0; {j - временные слои, j=0 - нулевой момент времени}
10: for l:=j to No do
begin
C[Ph-1,l]:=Cp;
end;
20: Tau:=Tau+DelTau/60;
{учет изменения коэффициента диффузии в интервале температур
50-70 град.С}
T:=T+DelTau/60;
{1 минута - 1 градус при изменении между
30 и 50 мин}
if Tau<30 Then T:=273+50;
if Tau>50 Then T:=273+70;
DD:=D0*exp(-Ea/(Rg*T)); {расчет коэффициента диффузии по
уравнению Аррениуса}
for i:=Ph to n do
begin
Fo:=DD*DelTau/(Delh*Delh);
A[i]:=-Fo;
B[i]:=(1+2*Fo);
D[i]:=-Fo;
end;
E1[Ph]:=E[Ph]-A[Ph]*Cp;
B1[Ph]:=B[Ph];
for i:=Ph+1 to n-1 do
begin
B1[i]:=B[i]-A[i]*D[i-1]/B1[i-1];
E1[i]:=E[i]-A[i]*E1[i-1]/B1[i-1];
end;
C[n-1,j+1]:=E1[n-1]/(B1[n-1]+D[n-1]);
C[n,j+1]:=C[n-1,j+1];
i:=n-1;
25:
i:=i-1;
if i=Ph-1 Then goto 30;
if B1[i]=0 Then goto 30;
C[i,j+1]:=(E1[i]-D[i]*C[i+1,j+1])/B1[i];
143
30:
Goto 25;
for i:=Ph to n-1 do
begin
E[i]:=C[i,j+1];
end;
j:=j+1;
if Ph=n+1 Then goto 70;
if j=No+1 Then goto 70;
{учет отрыва слоя при достижении влажности Ch=0.8}
if Tau>240 Then goto 70;
if C[n,j-1]>=Ch Then m:=j-1;
if C[n,j-1]>=Ch Then goto 70;
if C[Ph,j-1]>=Ch Then Ph:=Ph+1;
if C[Ph-1,j-1]>=Ch Then goto 10;
Goto 20;
40:
45:
70: end;
Procedure Rezalt;
label 10;
begin
{Вывод концентраций влаги на экран в слое на временных слоях}
Writeln(' ');
i:=1;
{i - номер слоя}
for j:=0 to No do
begin
{концентрация, массовые доли}
Write(C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:4);
Write(' ',i:2);
{время разваривания, мин}
Writeln(' ',j*DelTau/60:2:1);
j:=j+19;
end;
Writeln(' ');
i:=5;
for j:=0 to No do
begin
Write(C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:4);
Write(' ',i:2);
Writeln(' ',j*DelTau/60:2:1);
j:=j+19;
end;
Writeln(' ');
i:=10;
for j:=0 to No do
begin
Write(C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:4);
Write(' ',i:2);
Writeln(' ',j*DelTau/60:2:1);
j:=j+59;
end;
144
Writeln(' ');
i:=20;
for j:=0 to No do
begin
Write(C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:4);
Write(' ',i:2);
Writeln(' ',j*DelTau/60:2:1);
j:=j+19;
end;
Writeln(' ');
i:=30;
for j:=0 to No do
begin
Write(C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:4);
Write(' ',i:2);
Writeln(' ',j*DelTau/60:2:1);
j:=j+19;
end;
Writeln(' ');
i:=50;
for j:=0 to No do
begin
Write(C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:4);
Write(' ',i:2);
Writeln(' ',j*DelTau/60:2:1);
j:=j+19;
end;
Writeln(' ');
i:=70;
for j:=0 to No do
begin
Write(C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:4);
Write(' ',i:2);
Writeln(' ',j*DelTau/60:2:1);
j:=j+19;
end;
Writeln(' ');
i:=100;
for j:=0 to No do
begin
Write(C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:4);
Write(' ',i:2);
Writeln(' ',j*DelTau/60:2:1);
j:=j+19;
end;
Writeln(' ');
for i:=0 to n do
begin
145
Write(C[i,20]*1000/(C[i,20]*1000+(1C[i,20])*1400):1:4);
Write(' ',i:2);
Writeln(' ',20*DelTau/60);
i:=i+1;
end;
Writeln(' ');
for i:=0 to n do
begin
Write(C[i,1200]*1000/(C[i,1200]*1000+(1C[i,1200])*1400):1:4);
Write(' ',i:2);
Writeln(' ',1200*DelTau/60);
i:=i+1;
end;
Writeln(' ');
for i:=0 to n do
begin
Write(C[i,2400]*1000/(C[i,2400]*1000+(1C[i,2400])*1400):1:4);
Write(' ',i:2);
Writeln(' ',2400*DelTau/60);
i:=i+1;
end;
Writeln(' ');
for i:=0 to n do
begin
Write(C[i,3600]*1000/(C[i,3600]*1000+(1C[i,3600])*1400):1:3);
Write(' ',i:2);
Writeln(' ',3600*DelTau/60);
i:=i+1;
end;
Writeln(' ');
for i:=0 to n do
begin
Write(C[i,4000]*1000/(C[i,4000]*1000+(1C[i,4000])*1400):1:3);
Write(' ',i:2);
Writeln(' ',4000*DelTau/60);
i:=i+1;
end;
Writeln(' ');
if m=0 Then m:=No;
for i:=0 to n do
begin
Write(C[i,m]*1000/(C[i,m]*1000+(1C[i,m])*1400):1:3);
Write(' ',i:2);
Writeln(' ',m*DelTau/60);
i:=i+1;
end;
Writeln(' ');
146
Writeln(DD);
DD:=D0*exp(-Ea/(Rg*(273+50))); {коэффициент диффузии при T=50С}
Writeln(DD);
DD:=D0*exp(-Ea/(Rg*(273+75))); {коэффициент диффузии при T=75С}
Writeln(DD);
Writeln('Ph=',Ph); {число оторванных слоев}
{печать в файл: изменение концентрации в слое во времени}
Writeln(fout,'1-й слой');
i:=1;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'2-й слой');
i:=2;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'5-й слой');
i:=5;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'10-й слой');
i:=10;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'20-й слой');
i:=20;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
147
end;
Writeln(fout,' ');
Writeln(fout,'30-й слой');
i:=30;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'50-й слой');
i:=50;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'70-й слой');
i:=70;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'85-й слой');
i:=85;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'100-й слой');
i:=100;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'время, мин');
for j:=0 to No do
begin
Writeln(fout,j*DelTau/60);
j:=j+4;
end;
148
Writeln(fout,' ');
{печать в файл: изменение концентрации по слоям на временном
слое}
Writeln(fout1,'1 минута');
for i:=0 to n do
begin
Writeln(fout1,C[i,20]*1000/(C[i,20]*1000+(1C[i,20])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
Writeln(fout1,'2 минуты');
for i:=0 to n do
begin
Writeln(fout1,C[i,40]*1000/(C[i,20]*1000+(1C[i,20])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
Writeln(fout1,'5 минут');
for i:=0 to n do
begin
Writeln(fout1,C[i,100]*1000/(C[i,20]*1000+(1C[i,20])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
Writeln(fout1,'30 минут');
for i:=0 to n do
begin
Writeln(fout1,C[i,600]*1000/(C[i,600]*1000+(1C[i,600])*1400):1:5);
i:=i+1;
end;
Writeln(fout,' ');
Writeln(fout1,'60 минут');
for i:=0 to n do
begin
Writeln(fout1,C[i,1200]*1000/(C[i,1200]*1000+(1C[i,1200])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
Writeln(fout1,'90 минут');
for i:=0 to n do
begin
Writeln(fout1,C[i,1800]*1000/(C[i,1800]*1000+(1C[i,1800])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
Writeln(fout1,'120 минут');
for i:=0 to n do
149
begin
Writeln(fout,C[i,2400]*1000/(C[i,2400]*1000+(1C[i,2400])*1400):1:5);
i:=i+1;
end;
Writeln(fout,' ');
Writeln(fout1,'150 минут');
for i:=0 to n do
begin
Writeln(fout1,C[i,3000]*1000/(C[i,3000]*1000+(1C[i,3000])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
Writeln(fout1,'180 минут');
for i:=0 to n do
begin
Writeln(fout1,C[i,3600]*1000/(C[i,3600]*1000+(1C[i,3600])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
Writeln(fout1,'200 минут');
for i:=0 to n do
begin
Writeln(fout1,C[i,4000]*1000/(C[i,4000]*1000+(1C[i,4000])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
if m=0 Then m:=No; {время отрыва 100-го слоя, мин}
for i:=0 to n do
begin
Writeln(fout1,C[i,m]*1000/(C[i,m]*1000+(1C[i,m])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
10: end;
{тело программы}
begin
Assign(fout,outname);Rewrite(fout);
Assign(fout1,out1name);Rewrite(fout1);
Dannye;
Diffuzia;
Rezalt;
Close(fout1);
Close(fout);
end.
150
ПРИЛОЖЕНИЕ Б
151
152
Листинг программы
«Расчет нестационарной диффузии, осложненной набуханием
и отрывом крахмальных гранул»
Файл DIFHIMREAK
program DIFFUZ_HimReak;
const
n=100; No=4800 {5420- режим 50-70}
{4500 - режим 50-75-90};
outname='J:\BPASCAL\out.txt';
out1name='J:\BPASCAL\out1.txt';
var
fout,fout1
:Text;
i,j,j0,Ph,l,m,k,TauP,Z,p
:integer;
Cp,DD,DelTau,Tau,Del,Fo,Delh,h,C0,Ch,Cg :real;
Ea,Rg,T,D0
:real;
A,B,D,B1,E1,E,Kd
:array[0..n]of real;
C
:array[0..n,0..No+1]of real;
Dt
:array[0..n,0..No+1]of real;
Dm,Dmk,V0,Dt0,dDt,Eah,Sum,Vt,Dt1,Dht0
:real;
TauP1,TauP2,TauK,TauHR,TauDF,TauS,TauR
:real;
procedure Dannye;
begin
Rg:=8.314;
{газовая постоянная, Дж/(моль.К)}
T:=273+50;
{начальная температура, К}
D0:=5.5E-09; {предэкспоненциальный множитель, Дж/(моль.К)}
Ea:=21750;
{энергия активации, Дж/моль, режим 50-70}
Ea:=22350;
{энергия активации, Дж/моль, режим 50-75-90}
Eah:=84800; {энергия активации набухания, Дж/моль}
V0:=2.84E12; {предэкспоненциальный множитель}
C0:=0.194371;{объемная доля влаги в крупке; 0.147-начальная
массовая доля влаги в крупке}
Cp:=0.88806; {объемная равновесная влажность; 0.85-массовая
равновесная влажность}
Ch:=0.848485;{концентрация отрыва слоя; 0.8-массовая}
DelTau:=3;
{шаг интегрирования по времени, с}
Del:=5E-04; {размер зерновой крупки, м; крупка 1 мм, для
симметричной задачи взято 0,5 мм}
Delh:=Del/n; {шаг по координате, м}
Tau:=0;
{начальное время интегрирования, с}
Dt0:=18;
{исходный диаметр гранулы}
Dmk:=31.42; {максимальный диаметр гранулы}
Dt1:=31.332; {диаметр гранул, при котором слой отрывается}
Dht0:=Dt0;
TauP1:=30;
{время разваривания 30 минут}
TauP2:=50;
{время разваривания 50 минут}
TauK:=250;
{время разваривания 250 минут}
TauP:=250000;{максимально возможное время, останов программы}
TauS:=0;
{начало отсчета, нулевой момент времени}
153
for i:=1 to n do
begin
Dt[i,0]:=Dt0; {в нулевой момент времени все диаметры
гранул равны исходному диаметру}
end;
Ph:=1; j:=1; p:=1;
{краевые условия}
for i:=1 to n do
begin
C[i,0]:=C0;
end;
for i:=1 to n do
begin
C[i,1]:=C0;
end;
end;
procedure HimReakcia;
label 10,20,30,40;
begin
Sum:=0; Tau:=TauS;
Writeln('Tau=',Tau:3:3,'
химическая реакция');
For i:=1 to TauP do
begin
T:=273+50;
if Tau>=TauP1 Then goto 10;
Tau:=Tau+0.01/60; {0.1 – шаг по времени интегрирования}
Sum:=Sum+exp(-Eah/(Rg*T))*0.01;
Vt:=(V0*Sum*Dmk+Dht0)/(1+V0*Sum);
if Tau>=DelTau*p/60 Then Dt[Ph,p]:=Vt;
if Tau>=DelTau*p/60 Then p:=p+1;
if Vt>=Dt1 Then goto 30;
end;
10: For i:=1 to TauP do
begin
if Tau>=TauP2 Then goto 20;
Tau:=Tau+0.01/60;
T:=T+20/120000;
Sum:=Sum+exp(-Eah/(Rg*T))*0.01;
Vt:=(V0*Sum*Dmk+Dht0)/(1+V0*Sum);
if Tau>=DelTau*p/60 Then Dt[Ph,p]:=Vt;
if Tau>=DelTau*p/60 Then p:=p+1;
if Vt>=Dt1 Then goto 30;
end;
20: T:=273+70;
For i:=1 to TauP do
begin
if Tau>=TauK Then goto 40;
Tau:=Tau+0.01/60;
Sum:=Sum+exp(-Eah/(Rg*T))*0.01;
Vt:=(V0*Sum*Dmk+Dht0)/(1+V0*Sum);
if Tau>=DelTau*p/60 Then Dt[Ph,p]:=Vt;
if Tau>=DelTau*p/60 Then p:=p+1;
154
30:
40:
if Vt>=Dt1 Then goto 30;
end;
TauHR:=Tau-TauS;
Write('TauHR=',TauHR:3:2);
Write(' Dt1=',Vt:2:3,' T=',T-273:3:3,' ');
Writeln((Dmk-Vt)/Dmk*100:1:3,' Vt=',Vt:2:3,' Ph=',Ph);
end;
procedure Diffuzia;
label 10,20,30,40,50,60;
begin
Tau:=TauS;
Writeln('Tau=',Tau:3:3,'
диффузия');
{учет изменения коэффициента диффузии 50-70}
T:=273+50+(TauS-30);
if Tau<=30 Then T:=273+50;
if Tau>50 Then T:=273+70;
if k=1 Then goto 20;
for i:=1 to n do
begin
C[i,0]:=C0;
E[i]:=C[i,0];
end;
for i:=1 to n do
begin
C[i,1]:=C0;
E[i]:=C[i,1];
end;
j0:=1;
10: {метод сеток, неявная схема}
for l:=j0 to No do
begin
C[Ph-1,l]:=Cp;
end;
20:
Tau:=Tau+DelTau/60;
{учет изменения коэффициента диффузии 50-70}
T:=T+(20/20)/60*DelTau;
if Tau<=30 Then T:=273+50;
if Tau>50 Then T:=273+70;
DD:=D0*exp(-Ea/(Rg*T));
for i:=Ph to n do
begin
Fo:=DD*DelTau/(Delh*Delh);
A[i]:=-Fo;
B[i]:=(1+2*Fo);
D[i]:=-Fo;
end;
E1[Ph]:=E[Ph]-A[Ph]*Cp;
B1[Ph]:=B[Ph];
for i:=Ph+1 to n-1 do
begin
B1[i]:=B[i]-A[i]*D[i-1]/B1[i-1];
E1[i]:=E[i]-A[i]*E1[i-1]/B1[i-1];
155
end;
C[n-1,j0+1]:=E1[n-1]/(B1[n-1]+D[n-1]);
C[n,j0+1]:=C[n-1,j0+1];
i:=n-1;
30:
i:=i-1;
if i=Ph-1 Then goto 40;
if B1[i]=0 Then goto 40;
C[i,j0+1]:=(E1[i]-D[i]*C[i+1,j0+1])/B1[i];
Goto 30;
40:
for i:=Ph to n-1 do
begin
E[i]:=C[i,j0+1];
end;
if Ph=n+1 Then goto 50;
{учет отрыва слоя}
if C[n,j0]>=Ch Then goto 50;
if C[Ph,j0]>=Ch Then goto 50;
j0:=j0+1;
if j0=No+1 Then goto 50;
goto 20;
50: TauDF:=Tau-TauS;
60: Write('TauDF=',TauDF:3:2);
Write(' C(',Ph,',',j0,')=',C[Ph,j0]*1000/(C[Ph,j0]*1000+(1C[Ph,j0])*1400):1:4);
Writeln(' T=',T-273:3:3,' Dt=',Dht0:2:3,' Ph=',Ph);
end;
procedure Diffuzia_1;
label 10,20,25,30,35,40,45,50,55,60,70;
begin
Tau:=TauS;
{учет изменения коэффициента диффузии 50-70}
T:=273+50+(TauS-30);
if Tau<=30 Then T:=273+50;
if Tau>50 Then T:=273+70;
if k=1 Then goto 20;
for i:=1 to n do
begin
C[i,0]:=C0;
E[i]:=C[i,0];
end;
for i:=1 to n do
begin
C[i,1]:=C0;
E[i]:=C[i,1];
end;
10:
for l:=j to No do
begin
C[Ph-1,l]:=Cp;
end;
20: Tau:=Tau+DelTau/60;
{учет изменения коэффициента диффузии 50-70}
T:=T+DelTau/60;
156
25:
30:
35:
40:
45:
50:
if Tau<=30 Then T:=273+50;
if Tau>50 Then T:=273+70;
DD:=D0*exp(-Ea/(Rg*T)); {уравнение Аррениуса}
for i:=Ph to n do
begin
Fo:=DD*DelTau/(Delh*Delh);
A[i]:=-Fo;
B[i]:=(1+2*Fo);
D[i]:=-Fo;
end;
E1[Ph]:=E[Ph]-A[Ph]*Cp;
B1[Ph]:=B[Ph];
for i:=Ph+1 to n-1 do
begin
B1[i]:=B[i]-A[i]*D[i-1]/B1[i-1];
E1[i]:=E[i]-A[i]*E1[i-1]/B1[i-1];
end;
C[n-1,j+1]:=E1[n-1]/(B1[n-1]+D[n-1]);
C[n,j+1]:=C[n-1,j+1];
i:=n-1;
i:=i-1;
if i=Ph-1 Then goto 30;
if B1[i]=0 Then goto 30;
C[i,j+1]:=(E1[i]-D[i]*C[i+1,j+1])/B1[i];
Goto 25;
for i:=Ph to n-1 do
begin
E[i]:=C[i,j+1];
end;
if Z=1 Then goto 35;
for i:=Ph+1 to n do
begin
Dt[i,j]:=Dt0*exp(1/3*ln((1-C0)/(1-C[i,j])));
end;
goto 40;
for i:=Ph to n do
begin
Dt[i,j]:=Dt0*exp(1/3*ln((1-C0)/(1-C[i,j])));
end;
j:=j+1;
if Ph=n+1 Then goto 70;
if j=No+1 Then goto 70;
if Z=1 Then goto 45;
if Z=0 Then goto 50;
{учет отрыва слоя}
if C[n,j-1]>=Ch Then m:=j-1;
if C[n,j-1]>=Ch Then goto 70;
if C[Ph,j-1]>=Ch Then Ph:=Ph+1;
if C[Ph-1,j-1]>=Ch Then goto 10;
Goto 20;
if Tau-TauS>=TauHR Then Ph:=Ph+1;
if Tau-TauS>=TauHR Then goto 55;
Goto 20;
157
55: TauR:=Tau-TauS;
Dht0:=Dt0*exp(1/3*ln((1-C0)/(1-C[Ph,j-1])));
60: for l:=j to No do
begin
C[Ph-1,l]:=Cp;
end;
70:end;
Procedure Sravnenie;
label 10,20;
begin
Ph:=1; TauS:=0; k:=0; j:=1;
10: HimReakcia;
Diffuzia;
if TauDf>TauHR Then Z:=1;
if TauDF<TauHR Then Z:=0;
Diffuzia_1;
k:=1;
Write('Tau=',Tau:3:3,'
суммарное время');
Write(' C(',n,',',j,')=',C[n,j]*1000/(C[n,j]*1000+(1C[n,j])*1400):1:4);
Writeln('
n=',n);
Writeln(' ');
if Z=1 Then goto 20;
TauS:=TauS+TauR;
if j=No Then goto 20;
if Ph=n Then goto 20;
Goto 10;
20:end;
Procedure Rezalt;
label 10;
begin
{Вывод концентраций влаги на экран в слое на временных слоях}
Writeln(' ');
i:=1;
{i - номер слоя}
for j:=0 to No do
begin
{концентрация, массовые доли}
Write(C[i,j]*1000/(C[i,j]*1000+(1-C[i,j])*1400):1:4);
Write(' ',i:2);
{время разваривания, мин}
Writeln(' ',j*DelTau/60:2:1);
j:=j+19;
end;
Writeln(' ');
i:=5;
for j:=0 to No do
begin
Write(C[i,j]*1000/(C[i,j]*1000+(1-C[i,j])*1400):1:4);
Write(' ',i:2);
Writeln(' ',j*DelTau/60:2:1);
j:=j+19;
end;
158
Writeln(' ');
i:=10;
for j:=0 to No do
begin
Write(C[i,j]*1000/(C[i,j]*1000+(1-C[i,j])*1400):1:4);
Write(' ',i:2);
Writeln(' ',j*DelTau/60:2:1);
j:=j+59;
end;
Writeln(' ');
i:=20;
for j:=0 to No do
begin
Write(C[i,j]*1000/(C[i,j]*1000+(1-C[i,j])*1400):1:4);
Write(' ',i:2);
Writeln(' ',j*DelTau/60:2:1);
j:=j+19;
end;
Writeln(' ');
i:=30;
for j:=0 to No do
begin
Write(C[i,j]*1000/(C[i,j]*1000+(1-C[i,j])*1400):1:4);
Write(' ',i:2);
Writeln(' ',j*DelTau/60:2:1);
j:=j+19;
end;
Writeln(' ');
i:=50;
for j:=0 to No do
begin
Write(C[i,j]*1000/(C[i,j]*1000+(1-C[i,j])*1400):1:4);
Write(' ',i:2);
Writeln(' ',j*DelTau/60:2:1);
j:=j+19;
end;
Writeln(' ');
i:=70;
for j:=0 to No do
begin
Write(C[i,j]*1000/(C[i,j]*1000+(1-C[i,j])*1400):1:4);
Write(' ',i:2);
Writeln(' ',j*DelTau/60:2:1);
j:=j+19;
end;
Writeln(' ');
i:=100;
for j:=0 to No do
begin
Write(C[i,j]*1000/(C[i,j]*1000+(1-C[i,j])*1400):1:4);
Write(' ',i:2);
Writeln(' ',j*DelTau/60:2:1);
j:=j+19;
159
end;
Writeln(' ');
for i:=0 to n do
begin
Write(C[i,20]*1000/(C[i,20]*1000+(1C[i,20])*1400):1:4);
Write(' ',i:2);
Writeln(' ',20*DelTau/60);
i:=i+1;
end;
Writeln(' ');
for i:=0 to n do
begin
Write(C[i,1200]*1000/(C[i,1200]*1000+(1C[i,1200])*1400):1:4);
Write(' ',i:2);
Writeln(' ',1200*DelTau/60);
i:=i+1;
end;
Writeln(' ');
for i:=0 to n do
begin
Write(C[i,2400]*1000/(C[i,2400]*1000+(1C[i,2400])*1400):1:4);
Write(' ',i:2);
Writeln(' ',2400*DelTau/60);
i:=i+1;
end;
Writeln(' ');
for i:=0 to n do
begin
Write(C[i,3600]*1000/(C[i,3600]*1000+(1C[i,3600])*1400):1:3);
Write(' ',i:2);
Writeln(' ',3600*DelTau/60);
i:=i+1;
end;
Writeln(' ');
for i:=0 to n do
begin
Write(C[i,4000]*1000/(C[i,4000]*1000+(1C[i,4000])*1400):1:3);
Write(' ',i:2);
Writeln(' ',4000*DelTau/60);
i:=i+1;
end;
Writeln(' ');
if m=0 Then m:=No;
for i:=0 to n do
begin
Write(C[i,m]*1000/(C[i,m]*1000+(1-C[i,m])*1400):1:3);
Write(' ',i:2);
Writeln(' ',m*DelTau/60);
160
i:=i+1;
end;
Writeln(' ');
Writeln(DD);
{коэффициент диффузии при T=50С}
DD:=D0*exp(-Ea/(Rg*(273+50)));
Writeln(DD);
{коэффициент диффузии при T=75С}
DD:=D0*exp(-Ea/(Rg*(273+75)));
Writeln(DD);
{коэффициент диффузии при T=90С}
DD:=D0*exp(-Ea/(Rg*(273+90)));
Writeln(DD);
Writeln('Ph=',Ph); {число оторванных слоев}
{печать в файл: изменение концентрации в слое во времени}
Writeln(fout,'1-й слой');
i:=1;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'2-й слой');
i:=2;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'5-й слой');
i:=5;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'10-й слой');
i:=10;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'20-й слой');
i:=20;
161
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'30-й слой');
i:=30;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'50-й слой');
i:=50;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'70-й слой');
i:=70;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'85-й слой');
i:=85;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'100-й слой');
i:=100;
for j:=0 to No do
begin
Writeln(fout,C[i,j]*1000/(C[i,j]*1000+(1C[i,j])*1400):1:5);
j:=j+4;
end;
Writeln(fout,' ');
Writeln(fout,'время, мин');
162
for j:=0 to No do
begin
Writeln(fout,j*DelTau/60);
j:=j+4;
end;
Writeln(fout,' ');
{печать в файл: изменение концентрации по слоям на временном слое}
Writeln(fout1,'1 минута');
for i:=0 to n do
begin
Writeln(fout1,C[i,20]*1000/(C[i,20]*1000+(1C[i,20])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
Writeln(fout1,'2 минуты');
for i:=0 to n do
begin
Writeln(fout1,C[i,40]*1000/(C[i,20]*1000+(1C[i,20])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
Writeln(fout1,'5 минут');
for i:=0 to n do
begin
Writeln(fout1,C[i,100]*1000/(C[i,20]*1000+(1C[i,20])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
Writeln(fout1,'30 минут');
for i:=0 to n do
begin
Writeln(fout1,C[i,600]*1000/(C[i,600]*1000+(1C[i,600])*1400):1:5);
i:=i+1;
end;
Writeln(fout,' ');
Writeln(fout1,'60 минут');
for i:=0 to n do
begin
Writeln(fout1,C[i,1200]*1000/(C[i,1200]*1000+(1C[i,1200])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
Writeln(fout1,'90 минут');
for i:=0 to n do
begin
Writeln(fout1,C[i,1800]*1000/(C[i,1800]*1000+(1-
163
C[i,1800])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
Writeln(fout1,'120 минут');
for i:=0 to n do
begin
Writeln(fout,C[i,2400]*1000/(C[i,2400]*1000+(1C[i,2400])*1400):1:5);
i:=i+1;
end;
Writeln(fout,' ');
Writeln(fout1,'150 минут');
for i:=0 to n do
begin
Writeln(fout1,C[i,3000]*1000/(C[i,3000]*1000+(1C[i,3000])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
Writeln(fout1,'180 минут');
for i:=0 to n do
begin
Writeln(fout1,C[i,3600]*1000/(C[i,3600]*1000+(1C[i,3600])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
Writeln(fout1,'200 минут');
for i:=0 to n do
begin
Writeln(fout1,C[i,4000]*1000/(C[i,4000]*1000+(1C[i,4000])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
if m=0 Then m:=No; {время отрыва 100-го слоя, мин}
for i:=0 to n do
begin
Writeln(fout1,C[i,m]*1000/(C[i,m]*1000+(1C[i,m])*1400):1:5);
i:=i+1;
end;
Writeln(fout1,' ');
{печать в файл изменение диаметра гранул}
i:=1;
Writeln(fout1,'
i=',i);
for j:=0 to No do
begin
Writeln(fout1,Dt[i,j]:1:5);
j:=j+2;
end;
Writeln(fout1,' ');
164
i:=2;
Writeln(fout1,'
i=',i);
for j:=0 to No do
begin
Writeln(fout1,Dt[i,j]:1:5);
j:=j+2;
end;
Writeln(fout1,' ');
i:=5;
Writeln(fout1,'
i=',i);
for j:=0 to No do
begin
Writeln(fout1,Dt[i,j]:1:5);
j:=j+2;
end;
Writeln(fout1,' ');
i:=10;
for j:=0 to No do
begin
Writeln(fout1,Dt[i,j]:1:5);
j:=j+2;
end;
Writeln(fout1,'
i=',i);
i:=20;
Writeln(fout1,'
i=',i);
for j:=0 to No do
begin
Writeln(fout1,Dt[i,j]:1:5);
j:=j+2;
end;
Writeln(fout1,' ');
i:=30;
Writeln(fout1,'
i=',i);
for j:=0 to No do
begin
Writeln(fout1,Dt[i,j]:1:5);
j:=j+2;
end;
Writeln(fout1,' ');
i:=50;
Writeln(fout1,'
i=',i);
for j:=0 to No do
begin
Writeln(fout1,Dt[i,j]:1:5);
j:=j+2;
end;
Writeln(fout1,' ');
i:=70;
Writeln(fout1,'
i=',i);
for j:=0 to No do
begin
Writeln(fout1,Dt[i,j]:1:5);
j:=j+2;
165
10:
end;
Writeln(fout1,' ');
i:=85;
Writeln(fout1,'
i=',i);
for j:=0 to No do
begin
Writeln(fout1,Dt[i,j]:1:5);
j:=j+2;
end;
Writeln(fout1,' ');
i:=100;
Writeln(fout1,'
i=',i);
for j:=0 to No do
begin
Writeln(fout1,Dt[i,j]:1:5);
j:=j+2;
end;
Writeln(fout1,' ');
for j:=0 to No do
begin
Tau:=j*DelTau/60;
Writeln(fout1,Tau:3:2);
j:=j+2;
end;
end;
{тело программы}
begin
Assign(fout,outname);Rewrite(fout);
Assign(fout1,out1name);Rewrite(fout1);
Dannye;
HimReakcia;
Sravnenie;
Rezalt;
Close(fout1);
Close(fout);
end.
166
ПРИЛОЖЕНИЕ В
Хроматограмма покомпонентного состава летучих примесей бражки,
выработанной из кукурузной крупки на ООО «Стандарт Спирт»
(Кабардино-Балкарская республика, г. Нарткала)
Крепость бражки 9,05 об.%
167
ПРИЛОЖЕНИЕ Г
Хроматограмма покомпонентного состава летучих примесей бражного
дистиллята, выработанного из кукурузной крупки на ООО «Стандарт Спирт»
(Кабардино-Балкарская республика, г. Нарткала)
Крепость бражного
дистиллята 44,6 об.%
168
ПРИЛОЖЕНИЕ Д
Хроматограмма покомпонентного состава летучих примесей сивушного
масла, выработанного из кукурузной крупки на ООО «Стандарт Спирт»
(Кабардино-Балкарская республика, г. Нарткала)
169
Продолжение ПРИЛОЖЕНИЯ Д
170
ПРИЛОЖЕНИЕ Ж
Хроматограмма покомпонентного состава летучих примесей подсивушной
воды, выработанной из кукурузной крупки на ООО «Стандарт Спирт»
(Кабардино-Балкарская республика, г. Нарткала)
171
Продолжение ПРИЛОЖЕНИЯ Ж
172
ПРИЛОЖЕНИЕ К
Хроматограмма покомпонентного состава летучих примесей
ректификованного спирта, выработанного из кукурузной крупки на
ООО «Стандарт Спирт» (Кабардино-Балкарская республика, г. Нарткала)
Крепость спирта-ректификата по ареометру 96,8 об.%.
173
ПРИЛОЖЕНИЕ Л
Хроматограмма покомпонентного состава летучих примесей
бражного дистиллята, выработанного из кукурузной крупки
на стендовой установке периодического действия
Крепость бражного
дистиллята 46 об.%
174
Продолжение ПРИЛОЖЕНИЯ Л
175
ПРИЛОЖЕНИЕ М
176
177
ПРИЛОЖЕНИЕ Н
178
ПРИЛОЖЕНИЕ П
179
180
181
182
183
184
185
186
187