Возможность поперечной ориентации частиц
advertisement

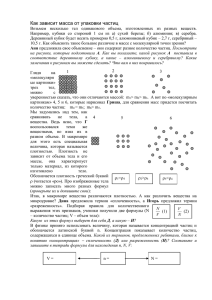
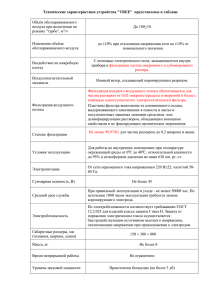
СОВЕРШЕНСТВОВАНИЕ ПОПЕРЕЧНОГО ОРИЕНТИРОВАНИЯ ЧАСТИЦ В ПЛИТАХ OSB IMPROVEMENT OF CROSS-ORIENTATION OF THE PARTICLES IN OSB Плотников С.М., Руденко Б.Д., Савельева В.Г. (СибГТУ, г. Красноярск, РФ) Рассмотрена возможность поперечной ориентации древесных частиц для внутреннего слоя плит OSB за счет определенной скорости перемещения направляющего органа. The possibility of transverse orientation of wood particles for the inner layer of OSB due to a certain velocity of the direction body. Ключевые слова: ориентирование стружки, стружечный ковер Keywords: orientation of strands, particle mat Само название «OSB» (ориентированные стружечные плиты) говорит о том, что ориентирование древесных частиц в таких плитах является важнейшей операцией. Повышенные механические свойства плит OSB по сравнению с обычными ДСтП достигаются за счет создания эффекта различной ориентации стружки во внешних и внутренних слоях. В наружных слоях исходного стружечного ковра продольное ориентирование стружки осуществляют при помощи дисковых ориентирующих устройств или устройств с направляющими органами, движущимися в противоположных направлениях. Во внутренних слоях поперечное ориентирование производят в барабанных устройствах, например при помощи клеточных валков, укладывающих стружку на формирующий конвейер без гранулометрической сепарации [1]. Таким образом, ориентация трехслойного стружечного ковра (брикета) осуществляется устройствами разного типа. Способ ориентирования [2] основан на том, что создают такую скорость перемещения направляющих органов V0, при которой в процессе падения до поверхности стружечного ковра частицы разворачиваются от начального угла схода с направляющего органа αнач = arcsin h до минимального угла ориентиl рования (относительно направления изготовления). При этом скорость V0 (м/с), определяют по формуле: V0 0,0193 h h arcsin , l H0 0,5 Hк (1) где h – расстояние между соседними ветвями направляющего органа (шаг ориентации), м; H0 – высота расположения направляющего органа над формирующим транспортером, м; Нк – толщина формируемого стружечного ковра, м; l – средняя длина ориентируемых частиц, м. Здесь коэффициент 0,0193 имеет размерность с–1 · м–1/2. Регулируя скорость перемещения направляющего органа, можно в широких пределах менять средний угол ориентирования стружки α без изменения положения ориентирующего устройства. При этом возможно ориентировать стружку перпендикулярно направлению изготовления, т.е. использовать одинаковые ориентирующие устройства для взаимно-перпендикулярной ориентации стружки в различных слоях ковра. Если допустить, что при нулевой скорости перемещения направляющего органа сквозь ветви ориентирующего устройства будут проходить только частицы, поступающие с углом α ≤ αнач (при этом их разворота не происходит), при скорости направляющего органа V0 средний угол α → 0, а при двойной скорости частицы окажутся «переразвернутыми», т.е. α = – αнач, то, можно получить аналитическую зависимость усредненного угла укладки (ориентации) частиц от скорости V перемещения направляющего органа: α( V V h - 1 ) α нач ( 1 ) arcsin , V0 V0 l (2) где V – текущая скорость перемещения направляющего органа; V0 – скорость перемещения направляющего органа, определяемая из выражения (1), при которой угол ориентации частиц в ковре минимален. Из выражения (2) получена формула, при помощи которой можно определить скорость перемещения направляющего органа для любого требуемого угла ориентирования частиц α : α V V0 1 . (3) arcsin h l Данная зависимость для нечетных ячеек направляющего органа представлена на рисунке 1 (положительный угол ориентирования). Четные ячейки ориентируют частицы с положительным углом α на такую же величину. При этом знак угла α не сказывается на прочностных свойствах h изготовляемой плиты. Например, если отношение λ = = 0,5 , частицы уклаl дываются в ковер преимущественно перпендикулярно направлению изготовления (α = 900) при четырехкратном значении скорости V0 . На экспериментальной установке сосновую стружку со средней длиной 100 мм, средней шириной 20 мм и средней толщиной 0,7 мм подавали на направляющий орган, ветви которого перемещали при помощи электропривода постоянного тока. Высота размещения направляющего органа над нижним слоем ковра составляла Н0 = 200 мм, толщина формируемого среднего слоя стружки Нк = 60 мм, шаг ориентации h = 50 мм. Скорость перемещения направляющего органа для минимального угла ориентирования частиц V0 рассчитывалась по формуле (1) и составила 0,07 м/с. Для угла ориентирования частиц α = 450 и α = 900 скорости перемещения направляющего органа рассчитывались по формуле (3) и составили соответственно 0,175 м/с и 0,280 м/с. При формировании стружечного пакета частицы ориентировались направляющим органом, который перемещали со скоростями 0,07, 0,17 и 0,27 м/с. , град 90 1 2 60 3 30 0 1 2 3 4 V Vопт -30 Рисунок 1 – Зависимость среднего угла ориентации от скорости перемещения направляющего органа: 1 – λ = 0,4; 2 – λ = 0,5; 3 – λ = 0,6 Измерение углов отклонения частиц относительно направления ориентирования производилось для всех полностью видимых частиц на верхней пласти пакета на площадью 200 ∙200 мм2 при помощи транспортира. Погрешность измерения составляла 0,5%. Усредненные результаты по 10 измерениям представлены в таблице 1. Таблица 1 – Отклонение частиц для различных скоростей перемещения направляющего органа Пределы отклонения частиц от оси ориентации, град. 0-15 16-30 31-45 46-60 61-75 76-90 Средний угол отклонения αi, град. 7,5 23 38 53 68 83 Доля частиц на участке γi , % V= 0,07 м/с V= 0,17 м/с V= 0,27 м/с 78 3 2 11 13 1 7 62 3 2 11 6 2 7 11 0 4 77 Средневзвешенный угол ориентирования αср, град. 13,5 50,67 76,03 Средневзвешенный угол ориентации αср определялся как сумма произведений средних углов отклонения частиц αi на долю частиц γi на участке: 6 α ср α i γ i . 1 Например, для V = 0,27 м/с: αср = 7,5∙0,02 + 23 ∙0,01 + 38 ∙0,03 + 53 ∙0,06 + 68 ∙0,11 + 83 ∙0,77 = 76,03 [град] Таким образом, заданный средневзвешенный угол ориентирования частиц наблюдался в пакетах, сформированных при скоростях направляющего органа, близких к расчетным по формуле (3). Описанный метод ориентирования позволит повысить качество ориентирования и прочность многослойных плит из ориентированной стружки. При этом ориентирование частиц всех слоев стружечного ковра возможно на однотипных устройствах. Список использованных источников 1. Леонович, А.А. Технология древесных плит: прогрессивные решения: учеб. пособие [Текст] / А.А. Леонович. – СПб.: Химиздат, 2005. – 208 с. 2. Патент 2315689 РФ, МПК В 27 N3/14. Способ ориентации древесных частиц / С.М. Плотников. - 2008. Бюл. № 3.