Анализ распределения зерен в теле современного
advertisement

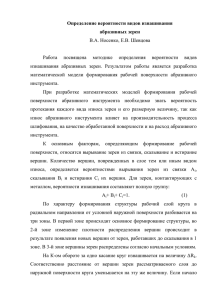
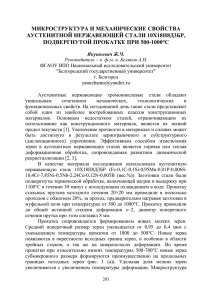
Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». Анализ распределения зерен в теле современного абразивного инструмента Полянчикова М.Ю. ВолгГТУ, каф. «Автоматизация производственных процессов» И.А. Медведева ВолгГТУ, каф. «Технология машиностроения» Для создания высокого качества микропрофиля поверхностей, не допускающих глубоких рисок-царапин (таких как, гильз цилиндров двигателей, испытывающих высокие эксплуатационные нагрузки), в качестве финишных операций обработки применяют хонингование абразивными брусками. При производстве современного абразивного инструмента пользуются рекомендациями ГОСТ 3647-80 [1]. Анализ структуры таких абразивных материалов приведен на рисунке 1 (для микрошлифпорошков зернистостью М40). При анализе данных ГОСТ [1] авторами было установлено, что размер предельной фракции для каждой зернистости определяется по зависимости: , (1) где dпред. – размер предельной фракции, мкм; dосн. – размер основной фракции, мкм, а размер крупной фракции определяется по формуле: , (2) где dкр. – размер крупной фракции, мкм. 1 – кривая распределения размеров зерен в инструменте с высоким содержанием основной фракции в его объеме, 2 – кривая распределения размеров зерен в инструменте с повышенным содержанием основной фракции в его объеме, 3 – кривая распределения размеров зерен в инструменте с нормальным содержанием основной фракции в его объеме, 4 – кривая распределения размеров зерен в инструменте с допустимым содержанием основной фракции в его объеме зерен зерен зерен зерен Рисунок 1 – Анализ структуры стандартного абразивного инструмента (микрошлифпорошок зернистостью М40) Как видно из приведенных формул и рис. 1 стандартный абразивный инструмент не позволяет в достаточной степени создавать микропрофиль высокого класса чистоты поверхности обработанных деталей. Поэтому необходимо использовать инструмент с минимальным количеством зерен высокой и повышенной зернистости. Для повышения качества обработанных поверхностей на кафедре «Технология машиностроения» Волгоградского государственного технического университета создан однокомпонентный абразивный инструмент без связки [2], имеющий в своем объеме Материалы международной научно-технической конференции ААИ «Автомобиле- и 206 тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». Секция 7 «ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ МЕХАНОСБОРОЧНОГО ПРОИЗВОДСТВА». очень малое количество зерен с размерами крупной основной фракции. На рисунке 2 представлена кривая распределения размеров зерен для упомянутого абразивного инструмента. Рисунок 2 - Кривая распределения размеров зерен электрокорунда белого после прессования абразивной зерен электрокорунда и карбида бора Как видно из рис. 2, современный однокомпонентный инструмент содержит значительно меньше зерен крупной фракции по сравнению со стандартным, что позволяет значительно уменьшить количество глубоких рисок-царапин на поверхности отверстий деталей. Литература 1. ГОСТ 3647-80. Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля. – М. : Изд-во стандартов, 1980. – 22 с. – (Межгосударственный стандарт). 2. Пат. 2293013 Российская Федерация. Способ изготовления абразивных изделий / Ю.Н. Полянчиков, М.Ю. Полянчикова, А.А. Кожевникова, А.А. Емельяненко, Н.В. Ангеловская, Д.В. Крайнев. – опубл. 10.02.2007, Бюлл. №4. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 207