Прогнозирование потери точности металлорежущих станков
advertisement

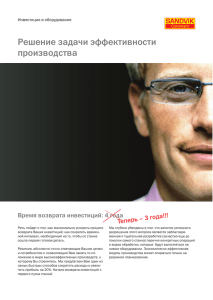
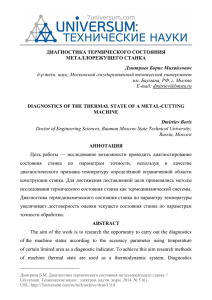
Прогнозирование потери точности металлорежущих станков # 05, май 2013 DOI: 10.7463/0513.0574593 Утенков В. М. УДК 621.91 Россия, МГТУ им. Н.Э. Баумана utencov@bmstu.ru Введение Прогнозирование является единственным методом, позволяющим на ранних стадиях создания станка с необходимой степенью достоверности оценить показатели технологической надежности. Особую актуальность имеет прогнозирование потери точности станков при износе направляющих скольжения, так как многовариантность конструктивных решений систем направляющих и компоновок современных металлорежущих станков, а также большое разнообразие условий их эксплуатации делают малопродуктивным использование статистики отказов для суждений о предполагаемых показателях технологической надежности. Актуальность прогнозирования потери точности современных металлорежущих станков связана с очевидной тенденцией резкого за последние годы повышения таких параметров точности как точность позиционирования [1, 2], точность траекторий подвижных рабочих органов [3, 4]. Достижимая на сегодняшний день точность обработки деталей находится в диапазоне 0,5 – 5 мкм. Тенденция ее изменения показывает, что в ближайшие 10 – 15 лет стабильный диапазон точностей достигнет 0,1 – 1 мкм [5]. Целью работы является разработка методики прогнозирования потери точности металлорежущих станков при износе направляющих скольжения с достаточной для практики достоверностью оценки среднего ресурса и его возможного рассеивания. Постановка задачи Показателями качества обработки, характеризующими металлорежущий станок как технологическую систему, являются точность размеров, формы и относительного расположения обрабатываемых поверхностей, а в ряде случаев и физико-механические характеристики поверхностного слоя. Основным показателем безотказности технологической машины, в частности металлорежущего станка, является вероятность P(t) ее безотказной работы — вероятность того, что в заданном интервале времени t = T (или в пределах заданной наработки) отказа изделия не возникает. http://technomag.bmstu.ru/doc/574593.html 1 Показатель P(t) применим и для оценки безотказности одного станка. В этом случае он определяет его возможность проработать без отказов заданный период времени. Вероятность безотказной работы P(t) и вероятность отказа F(t) образуют полную группу событий, поэтому P(t) + F(t) = 1. Вероятность отказа F(t) характеризует степень опасности отказа, поэтому чем ниже его значение, тем при прочих равных условиях станок будет работать более надежно. Если последствия отказа связаны с незначительными экономическими потерями, допустимое значение P(t) принимают обычно в пределах 0,9…0,99. Вероятность безотказной работы конкретного станка можно определить, если известен закон распределения срока службы (наработки) до отказа, который называют также законом надежности. Закон распределения может быть выражен в аналитической форме или в виде гистограммы, полученной на основании статистических данных. Если для данного выходного параметра известен закон распределения f(t) как плотность вероятности для срока службы (наработки), то вероятность безотказной работы может быть определена для любого заданного значения t =T по формуле T P (T ) = ∫ f (t )dt. 0 Рассмотрим методику прогнозирования потери точности станка на основе использования метода Монте-Карло. Основная идея этого метода заключается в многократном расчете параметров по некоторой формализованной схеме, являющейся математическим описанием данного процесса (в нашем случае — процесса потери работоспособности). При этом для случайных параметров, входящих в формулы, перебираются наиболее вероятные их значения в соответствии с законами распределения. Статистическое испытание заключается в выявлении одной из реализаций случайного процесса. Подставляя, хотя и случайным образом выбранные аргументы, получаем детерминированную зависимость, которая описывает данный процесс при принятых условиях. Многократно повторяя испытания по данной схеме, получаем большое число реализаций случайного процесса. Пусть изменение выходного параметра Х точности станка зависит от износа И направляющих скольжения, т. е. X = F(И), где F — известная функция, зависящая от конструктивной схемы станка. Известно [6], что износ связан с давлением p и скоростью скольжения v степенной зависимостью И = kp m1 v m2 t , где k — коэффициент, оценивающий износостойкость материалов и условия работы сопряжения (смазка, засоренность поверхностей); m1, m2 — коэффициенты, известные, например, из испытания материалов пары трения; t — длительность эксплуатации станка. Станок может попасть в различные условия эксплуатации и работать при разных режимах. Чтобы предсказать ход процесса потери станком работоспособности, надо знать 10.7463/0513.0574593 2 вероятностные характеристики условий его эксплуатации: законы распределения давлений f ( p), скоростей f (v), условий трения и изнашивания f (k). Эти закономерности оценивают условия, в которых будет находиться станок, и поэтому могут быть получены независимо от его конструкции с использованием статистики по работе аналогичных машин или по требованиям к новой конструкции станка. Например, необходимые режимы резания при изготовлении деталей данного типа на металлорежущих станках могут быть заранее определены в виде гистограмм и законов распределения. Алгоритм для оценки надежности методом Монте-Карло [6] начинается с одного случайного испытания, по которому определяют конкретное значение скорости изменения параметра. Данное испытание повторяют N раз (причем N должно быть достаточно большим для получения достоверных статистических данных, например N ≥ 100), и по результатам этих испытаний оценивают математическое ожидание и среднее квадратическое отклонение σ случайного процесса, необходимые для определения P(t). Последовательность расчета следующая. После ввода необходимых параметров выбирают конкретные для данного испытания значения p, v, k, используя гистограммы или соответствующие законы распределения. Для выбора конкретного значения каждого из параметров применяют генератор случайных чисел. Обычно генератор выдает равномерно распределенные числа, которые преобразуются таким образом, что их плотность распределения соответствует данному закону. Приведенный алгоритм с достаточной для инженерных расчетов точностью позволяет определить среднюю статистическую скорость изменения точности станка, например, отклонения траектории движения суппорта от прямолинейности. Однако при таком довольно простом для реализации подходе получаются недопустимо большие ошибки определения среднего квадратического отклонения σ. Это связано прежде всего с тем, что в качестве возможных рассматриваются реализации процесса с неизменными для всей длительности эксплуатации станка параметрами p, v, k. Поэтому предложенный алгоритм прогнозирования можно рекомендовать только для оценки среднего значения параметра ТР. Основные этапы более корректного прогнозирования потери точности металлорежущего станка при износе направляющих следующие. 1. Моделирование исходного профиля направляющих станка, по которому определяют начальное значение параметра точности а. Таким параметром может быть, например, отклонение траектории суппорта токарного станка от прямолинейности при его продольном перемещении по направляющим станины. Полученное для момента времени t0 значение параметра точности а = аj0 определяет начало j-й реализации моделирования (рис. 1). Эта и все последующие операции выполняются на основе статистических алгоритмов, использующих метод Монте-Карло. При этом полученные реализации являются случайными, но в то же время находятся в пределах возможных для исследуемой модели металлорежущего станка. http://technomag.bmstu.ru/doc/574593.html 3 Рис. 1. Пример реализации этапов прогнозирования потери точности металлорежущего станка с направляющими скольжения 2. Оценка по имитационным алгоритмам процессов контактирования направляющих, изменения их формы в результате износа и искажения траектории рабочего органа, возможного изменения параметра точности как функции длительности t эксплуатации станка. При этом моделирование выполняют для фиксированных интервалов времени ΔT эксплуатации станка, исходя из предположения, что за весь период до выхода станка за пределы работоспособности по параметру точности а на станке обрабатывается некоторая ограниченная выборка, состоящая из mj наименований (номенклатуры) типовых деталей. Количество наименований деталей в каждой выборке определяют методом статистического генерирования по предварительно оцененной достаточно большой совокупности данных, отражающей возможное многообразие условий заводской эксплуатации исследуемой модели станка. Так, для токарных станков 16К20Ф3 и СТП220АП величина mj = 3÷9 при общей совокупности данных по 28 и 36 деталям соответственно. Таким образом, каждая полученная реализация возможного хода процесса потери станком начального уровня точности является результатом статистического моделирования процесса в условиях обработки на данном станке j-й выборки, содержащей mj деталей. При этом за каждый период ΔT эксплуатации станка моделируется обработка различного числа деталей каждого наименования, что определяется сгенерированным для каждого конкретного периода значением пути трения в направляющих. Результаты проведенных исследований показывают, что в зависимости от исходного профиля направляющих и условий заводской эксплуатации станков ход процесса потери точности может иметь весьма существенное различие для каждой конкретной реализации статистического моделирования. Однако все полученные временные ряды значений параметров точности могут быть описаны функциями вида b4 а b1t + b2 e −b3t , = (1) где b1—b4 — постоянные коэффициенты; t — время эксплуатации станка. Исследование процесса потери точности металлорежущего станка с направляющими скольжения в условиях их реальной заводской эксплуатации показали, что статистическое 10.7463/0513.0574593 4 моделирование можно выполнять не для всего периода эксплуатации, а только для периода времени Тмп действия процесса макроприработки [7], который, как правило, является причиной нелинейного характера изменения параметра а в начале эксплуатации, а также еще на некоторый период времени Тпр, требуемый для достоверного прогнозирования результатов с временным упреждением τ на период до выхода станка за границы допуска по параметру точности. Момент завершения периода макроприработки направляющих и, следовательно, возможность завершения первого этапа статистического моделирования наилучшим образом определяют по третьим разностям u3(t) временных рядов, составленных из результатов статистического моделирования. При этом для первых разностей u1(t) = a(t) – a(t – 1), для вторых — u2(t) = u1(t) – u1(t – 1), для третьих — u3(t) = u2(t) – u2(t – l). После периода макроприработки экспонента в формуле (1) практически не влияет на значение параметра а. При этом становится возможной и, как показали проведенные исследования, весьма целесообразной для упрощения расчетов аппроксимация результатов этого периода линейной регрессией вида а = b + ct, (2) где b, c — постоянные коэффициенты. На втором периоде статистического моделирования требуемое число реализаций целесообразно определять по значению коэффициента корреляции r для имеющегося временного ряда. На практике завершение статистического моделирования (т. е. оценка времени Тпр) соответствует значению коэффициента корреляции r = 0,98. После этого выполняют аппроксимацию полученных результатов для оценки коэффициентов b и c в формуле (2) методом наименьших квадратов. Оценив параметры линейной регрессии, рассчитывают доверительные границы тренда с учетом упреждения τ, в которых с заданной доверительной вероятностью будут находиться значения прогнозируемого параметра а. При этом для периода времени t ≥ Tпр a= a ± t P S (a ), где a — прогноз для тренда, продленного на τ единиц времени; tР — значение tстатистики Стьюдента; S (a ) — средняя квадратическая ошибка прогноза. Для линейной регрессии параметр S (a ) определяют по формуле n − 1 (t i − t ) 2 = S (a ) S (a ) i + n , ni 2 Σ (t i − t ) i =1 http://technomag.bmstu.ru/doc/574593.html 5 где S(a) — дисперсия отклонений от регрессии результатов статистического моделирования, выполненного в период времени от Тмп до Тпр; ni — число циклов моделирования, выполненного в период от Тмп до Тпр; ti — период, для которого проводят экстраполяцию, ti = Тпр + 1; t — порядковый номер уровня, стоящего в середине ряда, который используют для оценки S(a). Показанная на рис. 1 область возможных значений параметра точности на период упреждения (экстраполяции) ограничена штриховыми линиями, соответствующими уровню доверительной вероятности Р = 0,99 при tР = 2,821. Пересечение нижней границы этой зоны с уровнем допустимой точности станка по исследуемому параметру точности аmax (на рис. 1 это отклонение от прямолинейности траектории вершины резца в сторону вогнутости с уровнем аmax = –2,5 мкм) дает оценку времени сохранения ресурса станка ТРj с вероятностью не ниже Р = 0,99. 3. После оценки параметра ТРj операцию статистического моделирования повторяют для (j+1)-й реализации. Циклы моделирования изменяют от j = 1 до j = jk, где jk — общее число реализаций статистического моделирования, достаточное для достоверной оценки закона распределения ресурса по параметру точности исследуемого станка. Данную задачу решают путем сравнения полученных в результате статистического моделирования гистограмм с плотностью распределения вероятности закона Вейбула — Гнеденко, имеющего вид b t f (t ) = 1 b2 b2 b1 −1 e −( t / b2 ) , b2 (3) где b1, b2 — постоянные коэффициенты. Начиная с реализации под номером j = 500, производят оценку параметров b1 и b2 теоретического распределения, которые дают наибольшую степень соответствия результатов моделирования и теоретического распределения. Одновременно по критерию Пирсона выполняют оценку числа χ2. Таким образом, по стабилизации параметров b1 и b2, т. е. по их практической неизменяемости с ростом j (в пределах 5 % за последние 10 циклов моделирования), определяли достаточное число выполненных реализаций статистического моделирования. На рис. 2 показаны результаты прогнозирования потери точности станков 16К20Ф3 и СТП-220АП, которые были получены после завершения соответственно 617 и 623 циклов статистического моделирования. Определенные параметры в формуле (3) имели следующие значения: b1 = 3,0; b2 = 11,9; χ2 = 0,113 — для станка 16К20Ф3 и b1 = 2,7; b2 =14,0; χ2 = 0,275 — для станка СТП-220АП. 10.7463/0513.0574593 6 Рис. 2. Результаты прогнозирования потери точности станков 16К20Ф3 (а) и СТП-220АП (б) без учета (1) и с учетом (2) процесса макроприработки направляющих Заключение Приведённые результаты прогнозирования металлорежущих станков доказывают возможность достаточно точного определения плотности распределения вероятности ресурса по параметрам точности – основы для оценки вероятность безотказной работы P(t) и, следовательно, на решение задачи, сформулированной в работе [6] основоположником науки о надёжности машин профессором А.С. Прониковым. Список литературы 1. Svoboda O., Bach P., Liotto G., Wang C. Machine Tool 3D Volumetric Positioning Error Measurement under Various Thermal Conditions // Proceeding of the ISPMM 2006 Conference. Urumgi, Xinjiang, China, August 2-6, 2006. 2. Kaiji Sato. Trend of precision positioning technology // ABCM Symposium Series in Mechatronics. 2006. Vol. 2. P. 739-750. 3. Schmitz T.L., Ziegert J.C., Zapata R., Canning J.S. Part Accuracy in High-Speed Machining: Preliminary Results // Proceedings of MSEC2006. 2006 ASME International Conference on Manufacturing Science and Engineering (October 8-11, 2006). Ypsilanti, MI. 2006. P. 1-8. 4. Zhang H., Yang J., Shen J., Wang C. Measurement and compensation for volumetric positioning errors of CNC machine tools considering thermal effect // The International http://technomag.bmstu.ru/doc/574593.html 7 Journal of Advanced Manufacturing Technology. 2011. Vol. 55, no. 1-4. P. 275-283. DOI: 10.1007/s00170-010-3024-5 5. Кузнецов А.П. Тепловое поведение и точность металлорежущих станков. МГТУ Станкин; Янус-К, 2011. 256 с. 6. Проников А.С. Параметрическая надёжность машин. М.: Изд-во МГТУ им. Н.Э. Баумана, 2002. 560 с. 7. Утенков В.М. Математическое моделирование процесса изнашивания направляющих скольжения металлорежущих станков // Наука и образование. МГТУ им. Н.Э. Баумана. Электрон. журн. 2013. № 4. DOI: 10.7463/0413.0574580. 10.7463/0513.0574593 8 Prediction of loss of accuracy in machine tools # 05, May 2013 DOI: 10.7463/0513.0574593 Utenkov V.M. Россия, МГТУ им. Н.Э. Баумана utencov@bmstu.ru This author considers development of techniques for predicting loss of accuracy in machine tools with guideway wear. The problem of obtaining sufficient accuracy for practical estimation of the resource mean value and its possible dispersion was described. The Monte Carlo method, which is currently used for solving this problem, was investigated; its main disadvantages were listed. A basic description of the main stages of the new method for predicting loss of accuracy in machine tools in case of guideway wear was presented with an example of realization of these stages. The author also presents results of predicting loss of accuracy for 16K20F3 and STP220AP machine tools, which were obtained after cycles of static simulation of wearing process of guideways in case of sufficiently accurate determination of distribution density of resource probability over accuracy parameters. Publications with keywords: Monte Carlo method, machine tool, loss of accuracy Publications with words: Monte Carlo method, machine tool, loss of accuracy References 1. Svoboda O., Bach P., Liotto G., Wang C. Machine Tool 3D Volumetric Positioning Error Measurement under Various Thermal Conditions. Proceeding of the ISPMM 2006 Conference, Urumgi, Xinjiang, China, August 2-6, 2006. 2. Kaiji Sato. Trend of precision positioning technology. ABCM Symposium Series in Mechatronics, 2006, vol. 2, pp. 739-750. 3. Schmitz T.L., Ziegert J.C., Zapata R., Canning J.S. Part Accuracy in High-Speed Machining: Preliminary Results. Proceedings of MSEC2006. 2006 ASME International Conference on Manufacturing Science and Engineering, October 8-11, 2006, Ypsilanti, MI, 2006, pp. 1-8. 4. Zhang H., Yang J., Shen J., Wang C. Measurement and compensation for volumetric positioning errors of CNC machine tools considering thermal effect. The International Journal of Advanced Manufacturing Technology, 2011, vol. 55, no. 1-4, pp. 275-283. DOI: 10.1007/s00170-010-3024-5 http://technomag.bmstu.ru/doc/574593.html 9 5. Kuznetsov A.P. Teplovoe povedenie i tochnost' metallorezhushchikh stankov [Thermal behaviour and accuracy of machine tools]. MSTU Stankin Publ.; Ianus-K, 2011. 256 p. 6. Pronikov A.S. Parametricheskaia nadezhnost' mashin [Parametric reliability of machines]. Moscow, Bauman MSTU Publ., 2002. 560 p. 7. Utenkov V.M. Matematicheskoe modelirovanie protsessa iznashivaniya napravlyayushchikh skol'zheniya metallorezhushchikh stankov [Mathematical modeling of machine tools’ guideway wear]. Nauka i obrazovanie MGTU im. N.E. Baumana [Science and Education of the Bauman MSTU], 2013, no. 4. DOI: 10.7463/0413.0574580 10.7463/0513.0574593 10