Использование оборудования фирмы TREVISAN
advertisement

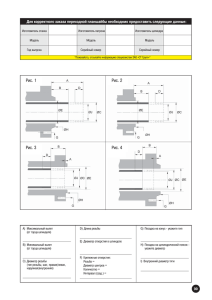
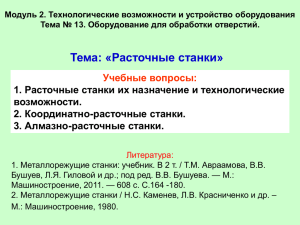
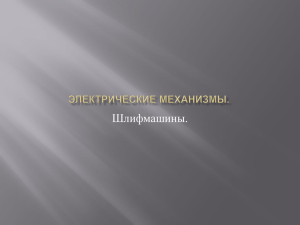
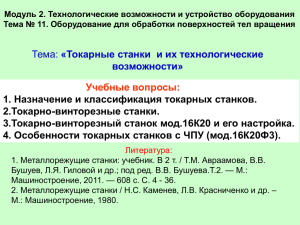
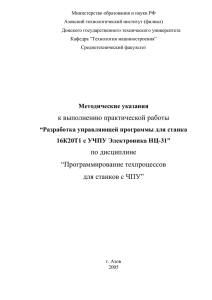
ОБОРУДОВАНИЕ И ТЕХНОЛОГИЧЕСКИЕ СИСТЕМЫ От редакции. Оборудование TREVISAN очень популярно среди российских арматуростроителей. Поначалу даже трудно поверить, что производит его не какой-нибудь промышленный гигант, а типичная для Италии небольшая семейная компания. Широкой известности, которой могут позавидовать иные более крупные конкуренты, фирма добилась благодаря нескольким оригинальным запатентованным техническим решениям, позволяющим в одном станке объединить функции, обычно требующие нескольких единиц оборудования. Это особенно важно при обработке крупных деталей сложной формы, поскольку позволяет исключить из технологической цепочки перетаскивание с места на место тяжеленных кусков металла. По мнению многих специалистов, для таких задач оборудование TREVISAN является, пожалуй, оптимальным выбором. Правда, у широкой известности есть и оборотная сторона: объем спроса превышает производственные возможности компании, из-за чего растет срок исполнения заказов. Мы предлагаем вашему вниманию презентационный материал, который был представлен авторами на организованной НПАА и Группой компаний «Пумори» международной конференции «Инновационный путь развития арматуростроения», прошедшей 8-10 июля 2009 г. в Екатеринбурге. Использование оборудования фирмы TREVISAN для высокопроизводительной обработки корпусных деталей М. Марколин, коммерческий директор Trevisan Macchine Utensili SpA (Италия), В.В. Игнатьев, генеральный директор ООО «Тревизан» (Россия) Ф ирма TREVISAN расположена на севере Италии и производит металлорежущее оборудование с 1963 года. Количество работающих 110 чел. Фирма имеет подразделения в России, Франции и США. 68 Станки Trevisan являются оптимальным решением при многосторонней обработке заготовок, особенно в тех случаях, когда требуется комбинированная (фрезерная, токарная, сверлильная и др.) обработка, благодаря запатентованному решению по совмещению в одном станке программируемого план-суппорта и сверлильнофрезерного шпинделя. Поскольку обработка на станках Trevisan производится с трех-четырех сторон за одну установку, станки этой марки незаменимы при обработке сложных корпусных деталей. При этом сокращается машинное время и повышается качество обработки за счет отказа от смены технологических баз во время прохождения технологического маршрута. Особое внимание нужно обратить на два шпинделя, которыми оснащаются станки Trevisan. Первый шпиндель предназначен для осевого инструмента, такого как: фрезы, сверла, зенкера, метчики, зенковки. При помощи этого шпинделя можно выполнить большин­ ство возможных операций резания металла лезвийным инструментом (кроме точения). Для полноценной замены точения без смены технологических баз на обрабатывающих центрах Trevisan предусмотрен второй шпиндель – встроенный план-суппорт с управляемой ЧПУ осью U. Такая схема позволяет на том же станке обрабатывать заготовку любым токарным или расточным инструментом, обеспечивая выполнение любых сложно-профильных поверхностей. Важным преимуществом является то, что во время точения или расточки вращается легкий инструмент, а не заготовка, закрепленная неподвижно на поворотном столе. 5 (62) 2009 ОБОРУДОВАНИЕ И ТЕХНОЛОГИЧЕСКИЕ СИСТЕМЫ Примеры обрабатываемых на станках Trevisan деталей При наличии двух шпинделей появляется возможность выбора оптимальной технологии, поскольку в некоторых случаях неочевидно, как лучше выполнить поверхность – фрезерованием или точением. Имея же план-суппорт, можно доступные поверхности выполнять с высокой скоростью и качеством обработанной поверхности более дешевым и стандартным токарным инструментом, используя дорогие фрезы только там, где это необходимо. Таким образом, использование двух шпинделей обрабатывающего центра Trevisan является хорошей альтернативой использованию отдельно фрезерного и расточного обрабатывающих центров. Станки Trevisan уже успешно эксплуатируются на предприятиях РФ, увеличивая в среднем производительность в 3-4 раза с одновременным сокращением количе­ ства станков и численности персонала. 5 (62) 2009 Угловая фрезерная головка, загружаемая автоматически из инструментального магазина. Головка большей длины может загружаться с паллеты 69 ОБОРУДОВАНИЕ И ТЕХНОЛОГИЧЕСКИЕ СИСТЕМЫ Характеристики Расточной шпиндель Мощность, кВт Частота вращения, об/мин Диаметр, мм Программируемый план-суппорт Перемещение по оси U, мм Мощность, кВт Частота вращения, об/мин Диаметр, мм Макс. диаметр обработки, мм Перемещение по осям X Y Z Точность позиционирования, мм Повторяемость, мм Паллетная система Количество паллет (стандарт), шт Размеры паллеты (стандарт), мм Макс. нагрузка на паллету, кг Инструмент Макс. длина инструмента, мм Макс. вес инструмента, мм Емкость магазина (стандарт), шт Прочие характеристики Напряжение сети, Вольт Частота, Гц Давление воздуха, Бар / Расход, л/мин Установочная мощность Габаритные размеры, мм Вес, кг Модель обрабатывающего центра Trevisan, ЧПУ Fanuc 31i DS200/50C DS300/70C DS450/130C DS600/200C DS900/300C DS1200/450C 37 2800 200 37 1500 240 37 2000 280 200 37 450 600 850 300 37 150 900 1400 450 37 100 1200 2000 1340 1000 1100 0,015 0,005 2700 1440 1650 0,015 0,005 3700 1900 2200 0,015 0,005 2 900х900 2600 2 1250х1250 6000 Стол 2400х2400 25000 600 35 54 800 60 40 800 60 40 380 ± 10% 50 6 / 30 100 7000х6200х4500 33 000 380 ± 10% 50 6 / 30 107 8900х7400х4500 60 000 380 ± 10% 50 6 / 30 137 16800х12050х4500 80 000 15 3000 130 18 2800 130 22 3000 130 * * * * 240 70 18 750 300 350 130 22 550 450 600 520 550 550 0,015 0,005 680 520 600 0,015 0,005 1070 800 900 0,015 0,005 2 450х450 600 2 600х600 900 2 700х700 1500 400 20 46 480 25 46 520 30 46 380 ± 10% 50 6 / 30 55 6400х2850х3000 13 500 380 ± 10% 50 6 / 30 61 7000х3100х3000 15 000 380 ± 10% 50 6 / 30 68 5650х5700х3600 21 000 * План-суппорт автоматически загружается в шпиндель из инструментального магазина. В базовой комплектации поставляется 2 план-суппорта: диаметр 135 мм с программируемым перемещением по оси U 30 мм и диаметр 200 мм, с программируемым перемещением по оси U 50 мм Таблица.Краткие характеристики обрабатывающих центров Trevisan DS300/70C DS600/200C DS900/300C DS1200/450C 70 5 (62) 2009