ПРОЕКТИРОВАНИЕ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА 4.1
advertisement

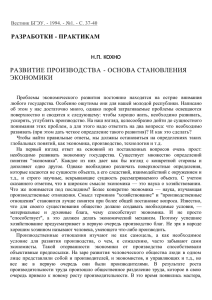
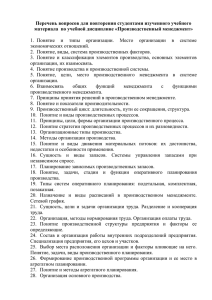
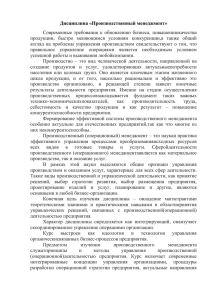
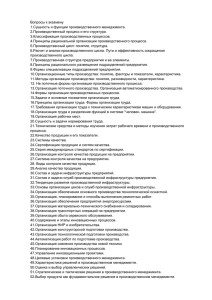
ТЕМА 4: ПРОЕКТИРОВАНИЕ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА 4.1 Выбор производственного процесса Производственный процесс – это совокупность действий работников и орудий труда, в результате которых сырьё, материалы, полуфабрикаты и комплектующие изделия, поступающие на предприятие, превращаются в готовую продукцию или услугу в заданном количестве, качестве и ассортименте в определённые сроки. Инженерное проектирование производственного процесса – это область деятельности, непосредственно связанная с планированием операций, т.е. с регулярным принятием тактических решений в производственном процессе. Выбор процесса, наоборот, относится к стратегическим решениям, которые определяют, какие технологии следует использовать на заводе. Взаимосвязь между видами производственного процесса и объемом выпускаемой продукции часто отображается с помощью так называемой продуктово-процессной матрицы (рисунок 4.1). Рисунок 4.1 – Взаимосвязь основных этапов жизненного цикла продукции и технологического процесса Позаказное производство. Это производство малыми партиями широкого ассортимента различной продукции, которая чаще всего требует разного набора и последовательности технологических операций. Примерами такого производства могут служить коммерческие полиграфические фирмы, компании, работающие в самолетостроении, металлорежущие мастерские, в также заводы, выпускающие печатные платы по индивидуальному заказу. Серийное производство. По сути, предприятие, работающее по этому принципу, выпускает продукцию по периодическим заказам. Такой тип производства обычно выбирают, если компания имеет относительно стабильный ассортимент разных видов продукции, каждый этот вид производится партиями на периодической основе— либо по заказу клиента, либо для пополнения товарно-материальных запасов фирмы. Большая часть продукции выпускается с применением одной и той же технологической схемы. В качестве примера можно привести производство тяжелого оборудования, электронных приборов и химических продуктов тонкого органического синтеза. Сборочная линия. Производство отдельных деталей, автоматически перемещающихся с одного рабочего места к другому с управляемой скоростью и в последовательности, необходимой для выпуска продукции. Примерами могут служить ручная сборка игрушек и электроприборов или автоматическая сборка компонентов печатных плат (такую сборку называют монтажом). Если на сборочной линии осуществляются и другие процессы, ее обычно называют поточной линией. Непрерывный поток. Переработка или дальнейшая обработка неделимых материалов, таких как нефть, химикаты или пиво. Так же как и на сборочной линии, производственный процесс протекает в определенной последовательности, но в данном случае производственный поток непрерывен. Такие технологии обычно характеризуются высоким уровнем автоматизации и, по сути, представляют собой одну интегрированную "машину", которая во избежание дорогостоящих остановок и запусков должна работать 24 часа в сутки. Выбор типа производственного потока, за исключением непрерывного, обычно основывается на требованиях к объемам выпускаемой продукции. Матрица 4.1 показывает, что с увеличением объема производства и углублением специализации производственной линии(горизонтальная ось) становятся экономически выгодными специализированное оборудование и упорядоченный материальный поток (вертикальная ось). Поскольку в структуре процесса эта эволюция зачастую соотносима со стадиями жизненного цикла продукции(освоение продукции, рост объема производства и стадия зрелости), эта матрица очень удобна для отражения взаимосвязи маркетинговой и производственной стратегий. Предприятия, указанные в матрице на 4.1, представляют собой идеальные типы, окончательно определившие свою структурную нишу. Однако любой из показанных на этой матрице типичных представителей своей отрасли промышленности может выбрать для себя и другое положение на ней. Так, например, на заводе компании Volvo, расположенном в шведском городе Аддевалла, автомобили собирались не на типичном для этой отрасли конвейере, а на подвижных грузовых поддонах. Следовательно, такое предприятие на матрице помещалось бы на пересечении стадий II и III. В результате компания сильно уступала своим конкурентам по уровню производительности, поскольку не использовала преимущества высокой скорости и эффективности сборочной линии. С другой стороны, данная структура обеспечивала Volvo большую гибкость, поскольку на заводе работали многопрофильные рабочие и скорость выполнения ими операций не регулировалась механическим конвейером. И все же завод закрыли. Основная задача современной производственной стратегии заключается в поиске возможностей сочетать гибкость предприятия, выпускающего продукцию по заказу(стадия I), со стоимостными преимуществами, характерными для сборочных линий и непрерывного производства(стадии III и IV). Однако в настоящее время такое сочетание является экономически целесообразным только в условиях полной автоматизации производственной системы. С этой целью на современном производстве широко применяются системы гибкого автоматизированного производства. 4.2 Виртуальная фабрика и выбор оборудования Новый термин виртуальная фабрика служит для обозначения производственной деятельности, ведущейся не на одном центральном заводе, а во многих разных местах поставщиками и партнерами фирмы, являющимися частью стратегического альянса. В таких условиях роль производителя, например автомобилестроительной компании, существенно изменяется. Теперь он должен не только обеспечить работу одного центрального завода, но и объединить и скоординировать все этапы технологического процесса независимо от того, на какой именно стадии находится реальное физическое производство. Такая структура в значительной степени изменяет подход к планированию технологии: производитель должен очень хорошо знать производственные возможности всех частей производственной цепи и быть способным обеспечить их координацию. После того как компания выбрала тип производственного потока, она должна подобрать оборудование для его оснащения. В таблице 4.1 перечислены некоторые основные факторы, которые следует учитывать в ходе принятия такого решения. Таблица 4.1 – Основные вопросы, решаемые в процессе выбора оборудования Показатель Оцениваемые факторы Первоначальные Цена; капиталовложения Производитель; Доступность используемых моделей; Требования к пространству при размещении; Потребность в подающих механизмах и вспомогательном оборудовании. Производительность Соотношение используемой и номинальной мощности. Требования к эксплуатации Простота использования; Безопасность; Эргономические показатели. Качество выпускаемой Стабильность выполнения технических требований; продукции Количество производственных отходов. Требования к рабочей силе Соотношение прямых и косвенных затрат труда; Подготовка и навыки. Гибкость Соотношение универсального и специализированного оборудования; Специальный инструментарий. Требования к наладке Сложность; Показатель Оцениваемые факторы Скорость переналадки. Техническое обслуживание Сложность; Частота; Доступность запасных частей. Устаревание Возможность модификации для использования в других целях. Учет производства Заделы и потребность в буферных запасах. Совместимость в масштабах Совместимость с существующими или всей системы запланированными системами; Контроль функционирования; Соответствие производственной стратегии фирмы. Компания может одновременно иметь на своих заводах и универсальное, и специализированное оборудование. Например, в механическом цеху установлены токарные и сверлильные станки (оборудование общего назначения) и многопозиционный станок-автомат (оборудование специального назначения). Компания, занимающаяся выпуском электронных приборов, может закупить как однофункциональный тестовый модуль, выполняющий проверку только одной функции(специализированное оборудование), так и многофункциональный испытательный стенд, на котором одновременно проводится много тестов (универсальное оборудование). Однако по мере дальнейшего развития компьютерных технологий разница между универсальным и специализированным оборудованием постепенно стирается, поскольку универсальное оборудование становится не менее эффективным, чем оборудование специального назначения. 4.3 Проектирование производственного потока При проектировании производственного потока основное внимание сосредоточивается на отдельных процессах, через которые проходят материалы, комплектующие и сборочные узлы по мере их изготовления. Наиболее широко при планировании процессов применяются следующие инструменты: операционные маршрутные карты, схемы технологического процесса, сборочные схемы и чертежи. Это очень удобные инструменты как для использования в устойчивом режиме производства, так и при диагностике отклонений. Обычно первый этап в ходе создания любой производственной системы начинается с составления карт потоков и операций с использованием одного или нескольких из перечисленных выше инструментов. Они представляют собой как бы "организационную структуру" производственной системы. Сборочный чертеж (рис. 4.2) – это не что иное, как подробное изображение всех отдельных компонентов продукции. Рисунок 4.2 – Сборочный чертеж плунжера насоса. В сборочной схеме (рис. 4.3) используется информация, представленная в сборочном чертеже, и кроме того указывается, каким способом и в каком порядке отдельные компоненты продукции должны соединяться в процессе сборки. Часто в схеме приводятся сведения о структуре общего производственного потока. Рисунок 4.3 – Схема сборки плунжера насоса. В операционных маршрутных картах (рис. 4.4), как следует из их названия, указываются маршруты движения заготовок по операциям технологического процесса. Рисунок 4.4 – Операционная маршрутная карта сборки плунжера насоса В них содержится информация о типе оборудования, инструментах, оснастке и операциях, которые необходимо выполнить для производства данной детали. В схемах технологического процесса (рис. 4.5) обычно используются стандартные символы, с помощью которых наглядно отображается все, что происходит с продукцией по мере последовательного изготовления на соответствующем производственном оборудовании. Рисунок 4.5 – Схема технологического процесса производства корпуса плунжера насоса. Могут применяться и другие условные обозначения разных процессов, но в таком случае их нужно расшифровать на самой схеме. Разработка схемы технологического процесса позволяет сократить простои и время хранения, что улучшает организацию потока и делает его равномерным. Анализ процесса. После разработки технологического процесса в целом начинается планирование отдельных его этапов. При более подробном рассмотрении процесс подразделяют на: (1) набор заданий, (2) потоки материалов и информации, объединяющих эти задания, и (3) хранение материалов и информации. 1. Задание. В результате выполнения каждого производственного задания происходит, в большей или меньшей мере, преобразование "входа" в желаемый "выход". 2. Поток. Любой технологический процесс включает в себя поток материалов и информации. Поток материалов представляет собой перемещение изготавливаемого изделия от задания к заданию. Поток информации позволяет определить, какая часть преобразования выполнена в ходе предыдущего задания и что конкретно осталось сделать в процессе выполнения текущего задания. 3. Хранение. Если деталь не находится в процессе выполнения какого-либо задания или перемещения к следующему заданию, значит она находится в состоянии хранения. Предметы труда, пребывающие в состоянии хранения, называют также заделами, находящимися в ожидании (в состоянии покоя). Пример анализа процесса. Анализ процесса заключается в регулировании и балансировании мощностей различных составных частей процесса с целью обеспечения максимального объема производства или сведения к минимуму издержек по всем используемым ресурсам. Предположим, что некая компания поставляет узлы нескольким крупным автомобилестроительным заводам. Эти узлы собирают в цеху 15 рабочих, которые работают по восемь часов в день на конвейере, производительность которого составляет 150 узлов в час. Оплата труда рабочих проводится по сдельной бригадной системе: они получают по 30 центов за каждый готовый качественный узел. Заработная плата распределяется среди рабочих поровну. В случае необходимости управленческий персонал имеет возможность нанять еще 15 рабочих для работы во вторую смену. Комплектующие для окончательной сборки поступают из двух источников. Одну, самую важную деталь производит литейный участок компании, а остальные закупаются у внешних поставщиков. На заводе 11 установок для литья этой детали, однако на практике одна из них обязательно находится в процессе капитального или текущего ремонта. На каждой установке работает один рабочий-оператор. Производительность установок составляет 25 деталей в час. Труд рабочих оплачивается по сдельной индивидуальной системе: они получают по 20 центов за каждую качественную деталь. При сверхурочной работе операторы получают 50%-ную надбавку, т.е. за каждую качественную деталь им платят по 30 центов. Численность персонала литейного участка можно изменять: в данное время на участке работает всего шесть рабочих, и еще четырех можно в любой момент привлечь из резерва рабочей силы компании. Материал для каждой литой детали стоит 10 центов. Подробный анализ, проведенный бухгалтерией, показал, что при изготовлении одной детали затрачивается электроэнергии на 2 цента. Стоимость деталей, закупаемых у поставщиков, составляет 30 центов за штуку. Все производство расположено в помещении, аренда которого обходится компании в 100 долларов в неделю. Контролерам, рабочим, проводящим техническое обслуживание, и офисным служащим фирма платит 1000 долларов в неделю. По данным бухгалтерии амортизация оборудования в процессе производства составляет 50 долларов в неделю. 1. Вычислите мощность(количество узлов, изготавливаемых в неделю) всего процесса. Сбалансированы ли мощности всех элементов процесса? Мощность литейного процесса. В данное время в литейном процессе занято всего шесть рабочих. Они работают в полную смену, и каждый обслуживает одну литейную установку. Следовательно, из 11 имеющихся в цеху установок сейчас эксплуатируется всего 6. Мощность литейного процесса = 6 установок х 25 деталей в час на одну установку х 8 часов в день х 5 дней в неделю = 6000 деталей в неделю. Мощность сборочного процесса =150 узлов в час х 8 часов в день х 5 дней в неделю = 6000 узлов в неделю. Таким образом, получаем, что мощность этих двух процессов составляет 6000 единиц продукции в неделю, следовательно, она сбалансирована. 2. Как изменится мощность всего процесса, если в литейном процессе использовалось бы не 6, а 10 установок, а процесс окончательной сборки остался без изменений? Мощность литейного процесса с использованием 10 установок Мощность литейного процесса = 10 установок х 25 деталей в час на один станок х 8 часов в день х 5 дней в неделю = 10 000 деталей в неделю. Поскольку задание на окончательную сборку осталась неизменным, мощность этого процесса также не изменилась и составляет 6000 комплектующих в неделю. Таким образом, несмотря на то, что мощность литейного процесса увеличилась до 10 000 единиц продукции, мощность всего процесса останется всего6000 узлов в неделю, поскольку общая мощность не может превышать мощности процесса с самой медленной скоростью выполнения заданий. 3. Как изменится общая мощность, если компания введет вторую восьмичасовую рабочую смену для сборочного процесса? Вторая смена для сборочного процесса Мощность сборочного процесса = 150 узлов в час х 16 часов в день х 5 дней в неделю = 12 000 узлов в неделю. Однако даже при мощности сборочного процесса, равной12 000 узлов, мощность всего технологического процесса не может превышать 10 000 единиц в неделю, поскольку именно такова мощность самого медленного задания (литейного процесса). Обратите внимание на то, что мощность не является постоянным фактором, а зависит от доступности "входа" (вводимого фактора производства) и от последовательности выполнения заданий. Однако на практике мощность зависит и от целого ряда других факторов. 4. Определите стоимость изготовления одной единицы продукции при мощности (1) 6000 единиц в неделю и (2) 10 000 единиц в неделю. (1) Стоимость при мощности, равной 6000. Сначала вычислим общую стоимость производства 6000 узлов в неделю. (2) Теперь вычислим общую стоимость производства 10 000 деталей в неделю. Благодаря распределению постоянных издержек среди большего количества единиц продукции стоимость производства одной детали уменьшилась. Такой анализ необходим при принятии многих производственных решений. 4.4 Производство глобального продукта и критерии эффективности процесса проектирования продукта Сегодня глобализация рынков сбыта продукции ставит перед компаниями уникальную задачу. Термин "глобализация" означает способность фирмы-производителя разрабатывать и производить продукцию для регионов, расположенных за пределами родной страны. Таким образом, когда компания становится "глобальной", ей необходимо решить сложную задачу: добиться, чтобы ее размеры и опыт были достаточными для обеспечения дополнительных объемов продаж на новых рынках сбыта. Зачастую вследствие значительных расходов, неизбежных при поставках продукции в отдаленные регионы, компании вынуждены организовывать производство в зоне нового рынка, а не в своей стране. Обычно фирме трудно стать глобальной самостоятельно, поэтому, чтобы способствовать данному процессу, они часто объединяются в совместные предприятия. Совместным предприятием называют структуру, при которой две компании создают для ведения какого-либо бизнеса третью независимую фирму. При этом обе компании вкладывают в эту фирму свои активы и опыт, а полученные в результате совместной деятельности доходы делят между собой. Как правило, в объединении принимает участие какая-либо материнская компания, фирма-партнер по совместному предприятию, расположенная в зарубежной стране, и один или несколько иностранных поставщиков. Материнская компания обычно контролирует продукцию. Так, например, фирма Whirlpool с ее идеей "мировой стиральной машины" известна в глобальном масштабе благодаря широкому ассортименту бытовой техники. Огромный опыт в проектировании продукции и ведении маркетинговых исследований этой компании стали важнейшим фактором успеха при выводе ее стиральных машин на китайский рынок. Однако из-за больших объемов продаж продукцию Whirlpool экономически невыгодно производить в США и экспортировать в Китай. Объединяясь в какой-либо зарубежной стране с местными партнерами, имеющими значительный производственный опыт, и создавая совместные предприятия, компания Whirlpool получает возможность производить и поставлять продукцию на зарубежные рынки. Партнер несет ответственность за то, чтобы продукция соответствовала потребностям покупателей именно этой страны, а также за все местное производство. При выборе будущего партнера компании, подобные Whirlpool, часто ищут в интересующем их регионе производителя сходной продукции, работающего с самыми низкими издержками. Кроме существующих производственных мощностей, идеальный партнер должен иметь некоторый "пробел" в своем ассортименте, который и заполняется продукцией материнской компании. После этого материнская компания может применить свои маркетинговые навыки, весь опыт в проектировании продукта и процесса и повысить имеющиеся возможности партнера. Таким образом, в результате объединения обычно выигрывают оба партнера. Как и при работе в собственной стране, при такой структуре также очень важно найти надежных поставщиков. Идеальным считается поставщик, который уже ведет бизнес за рубежом. Поставщики, выпускающие продукцию, подходящую для зарубежного производства материнской компании, называются стратегическими поставщиками. Поставщики поставляют не только материалы, необходимые для выпуска конкретной продукции, но и оборудование, используемое в производственных процессах. Стремясь к глобализации, поставщики нередко выходят на зарубежные рынки вслед за своими материнскими компаниями. Сегодня поставщики все чаще оказываются инициаторами изменений продукта или процесса, особенно технологического характера. За последние 10 лет произошел существенный сдвиг в отношении к поставщикам, сфера их деятельности значительно расширилась. Современные поставщики нередко берут на себя обязательства поставлять совместным предприятиям большие группы комплектующих. Выбор поставщика, как правило, основывается не на стоимости их продукции, а на их производственных возможностях. Любая более или менее сложная продукция обычно проектируется как комплект модулей. При этом основной целью является разработка набора стандартных модулей, общих для всей продукции, предназначенной для глобального рынка. Для каждого такого модуля создаются стандартные базы данных для автоматизированного проектирования, допуски и прочие элементы проектирования. По мере того, как в мире все больше распространяются различные глобальные требования к выпускаемой продукции, например стандарты выброса в атмосферу загрязняющих веществ, продукция становится все более стандартизированной. Для стандартизированных модулей часто разрабатываются общие процессы изготовления, которые легко воспроизводить. Инвестиции в такие процессы, как правило, оправданы значительными объемами производства. При выборе поставщика важным критерием является возможность получения глобального источника оборудования для этих процессов переработки. Выпуск продукции в соответствии с конкретными местными потребностями осуществляется на основе второго набора модулей. В этих модулях воплощаются особенности каждой отдельной страны, требования к языку, преференции относительно дизайна и стиля, упаковочные нормы, доступность электроэнергии и топлива, местные вкусовые предпочтения и т.д. Так, например, холодильники Whirlpool, идущие на экспорт в Бангкок, окрашены в яркие цвета, поскольку в этой стране их часто ставят в гостиной. Кроме того, в ряде случаев существуют импортные ограничения и налоги, ограничивающие количество вариантов продукции, которая выпускается за пределами родной страны. Очень многое подтверждает, что непрерывное генерирование потока новой продукции чрезвычайно важно для поддержания эффективного присутствия компании на рынке сбыта. Для того чтобы добиться успеха, фирмы должны оперативно реагировать на изменение запросов потребителей и действия своих конкурентов. Способность быстро и точно идентифицировать потенциальные возможности, сосредоточить усилия на разработке новой продукции и технологий и своевременно выводить продукцию на рынок сбыта невероятно важна для любой компании. Однако это следует делать не только быстро, но и эффективно. Кроме того, поскольку методы создания новых видов продукции и технологий постоянно совершенствуются, а продолжительность существования модели на рынке и ее жизненный цикл сокращаются, сегодня фирма должна реализовать больше проектов по созданию новой продукции, чем раньше, и при этом использовать меньше ресурсов. Так, например, на автомобильном рынке США количество моделей и рыночных сегментов увеличилось за последних 25 лет настолько, что для того, чтобы только сохранить свою долю в рынке сбыта, автомобилестроительным компаниям приходится реализовывать в четыре раза больше проектов по разработке новых моделей, чем раньше. Одновременно меньшие объемы выпуска моделей и более короткие сроки их существования на рынке неизбежно требуют резкого сокращения потребления ресурсов. Чтобы сохранить конкурентоспособность, любая современная фирма должна постоянно и эффективно заниматься инженерными разработками, проектированием и созданием новых моделей. Критерии эффективности создания новых видов продукции можно разделить на три основные категории: критерии, связанные со скоростью и частотой вывода новой продукции на рынок, критерии оценки продуктивности процесса создания новой продукции и критерии оценки качества реально выводимой на рынок продукции (таблица 4.2). Таблица 4.2 – Критерии эффективности процесса проектирования продукта Категория Критерии Влияние на конкурентоспособность Время освоения Частота вывода на рынок новых Быстрота реакции на нового продукта видов продукции; изменение запросов Период между созданием исходной потребителей и действия концепции и выводом новой конкурентов; продукции на рынок; Качество проектирования – Продуктивность Качество Стартовый и наибольший объемы продаж нового продукта; Соотношение фактических и плановых объемов; Доля ожидаемых продаж новой продукции в общем сбыта. Время, затраченное на инженерную разработку одного проекта; Стоимость материалов и инструментария на один проект; Соотношение фактических и плановых показателей. Соответствие техническим требованиям – надежность использования; Проектирование – совершенство и удовлетворенность потребителей; Зрелость – фабричная и отраслевая. приближение рынка; Частота реализации проектов – цикл жизни модели. Количество проектов – новизна и широта ассортимента; Частота проектов – экономичность разработок. Репутация – приверженность потребителей; Относительная привлекательность для потребителей – доля рынка; Рентабельность – стоимость последующего обслуживания. В совокупности все эти критерии – время, продуктивность и качество – определяют общую эффективность процесса создания новой продукции, а в комбинации с другими видами деятельности (сбытом, производством, рекламой и обслуживанием потребителей) – степень влияния конкретного проекта на рынок.