СИСТЕМЫ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ В
advertisement

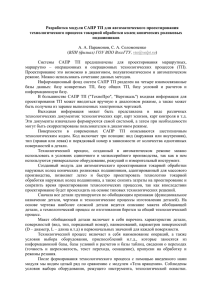
минированных закономерностей объективного мира, а воспитание предполагает постижение мировоззренческих идей человечества, и прежде всего философских законов единства и борьбы противоположностей и отрицания отрицания. Постижение этих законов позволит быстрее обнаруживать «точки роста» в менеджменте и своевременно отыскивать выходы из абсурдных положений [6]. Но воспитание менеджера – это уже другая проблема, подлежащая специальному изучению. Список использованной литературы 1. Журнал «Проблемы теории и практики управления». 2. Усольцев Е.Г., Ильиных Ю.А. Модель менеджмента как основа совершенствования образовательного процесса // Вестн. Челяб. ун-та. Сер. 7. Государственное и муниципальное управление. 2003. № 1. С. 106 – 111. 3. ГОСТ Р ИСО 9000:2000. Системы менеджмента качества. Основные положения и словарь. М.: Изд-во стандартов, 2000. 4. Бир С. Мозг фирмы. М.: Радио и связь, 1993. 416 с. 5. Субетто А.И. Политика качества, в том числе политика качества образования, как база решения проблемы выхода из кризиса и устойчивого развития России в XXI веке // Качество: теория и практика. 1988. № 1 – 2. С. 3 – 14. 6. Фарсон Р. Менеджмент абсурда. Парадоксы лидерства / Пер. с англ. А. Левинского. Киев: София; М.: Гелиос, 2002. 240с. С.Г. Камшилов СИСТЕМЫ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ В ПРОИЗВОДСТВЕННЫХ ПРОЦЕССАХ Современное производство представляет собой совокупность взаимосвязанных операционных составляющих, обеспечивающих трансформацию исходных ресурсов в готовую продукцию. Важнейшая роль в этом процессе принадлежит разработке новых изделий, поиску технологических и организационно-экономических способов практического достижения норм конкурентоспособности продукции, то есть комплексу работ, называемых научно-исследовательскими и опытно-конструкторскими (НИОКР). Одним из способов достижения целей НИОКР является внедрение высших технологий (Hi-Tech) в рамках инновационной деятельности предприятия, а именно: · компьютеризация производственных и управленческих процессов на всех уровнях; · совершенствование технологий выпуска продукции и разработка новых на базе использования современных программных решений; · развертывание корпоративных информационно-технологических систем; · реинжиниринг бизнес-процессов. Таким образом, комплексная автоматизация производственной системы (а не отдельных ее составляющих) является насущной необходимостью. Подобная задача может быть поставлена во главу угла при определении направления инновационной деятельности предприятия. Решение данной задачи предполагает в первую очередь выявление этапности автоматизации бизнес-процессов и уровня интегрированности предполагаемой к внедрению автоматизированной системы. Ведь современный рынок интегрированных программных продуктов представлен разработчиками как отечественных, так и зарубежных фирм в достаточном количестве. Так, системы средней и высокой степени интегрированности (1С: Предприятие, Парус, BAAN и др.) позволяют достаточно эффективно управлять производством (в том числе и в оперативном режиме) с отслеживанием внутренних факторов. Однако, во-первых, названные 104 системы не содержат в своем составе модулей по разработке новой продукции, а во-вторых, требуют значительных единовременных затрат и поэтапного внедрения. Причем сроки ввода в эксплуатацию средне- и крупноинтегрированных продуктов составляют 6 – 8 месяцев и более. Далеко не всегда мелкие и средние предприятия имеют возможности для такой комплексной автоматизации. Минимизировать затраты на стадии подготовки производства – конструкторских и технологических разработок – позволяют CAD/CAM-системы – системы автоматизированного проектирования, технологической подготовки производства. Внедрение подобных систем может стать началом комплексной автоматизации всего предприятия. CAD/CAM-системы позволяют сократить сроки разработки нового изделия и запуска его в производство с одновременным повышением качества, что в конечном итоге сказывается на себестоимости продукции. Таким образом, главная задача систем автоматизированного проектирования, автоматизированных систем технологической подготовки (САПР-АСТПП) может быть сформулирована как обеспечение безошибочного проектирования и подготовки производства изделий в кратчайшие сроки и с минимальными затратами. Успешность реализации производственных задач зависит от технических и программных средств обеспечения САПР-АСТПП, а также от квалификации инженерно-технического состава. По вышеназванным критериям комплексы САПР-АСТПП можно разделить на три группы – системы нижнего, среднего и высшего уровня (рис. 1). Для систем АПР нижнего уровня основными функциями являются автоматизация инженерно-графических работ и математических расчетов. Программные продукты на данном уровне (Auto-CAD,2000, «Компас 5.х») – это своеобразные «электронные кульманы», призванные помочь инженеру-конструктору в разработке и создании чертежей и проведении ряда расчетов. При выполнении работ расчетного характера на нижнем уровне используются также такие пакеты, как MATH-CAD, Mathematika, MATH-LAB. Все они ориентированы на постановку определенной математической модели. Для подобной постановки проектируемое изделие рассматривается как некая статическая (динамическая) модель с набором характеристик (внутренних факторов). Данная модель, безусловно, является лишь некоторым приближением к реально проектируемому изделию. Поэтому границы применимости модели должны быть оговорены инженером. После постановки математической задачи и ввода данных в оболочку MATHCAD, например, последняя проводит расчет по алгоритмам, заложенным разработчиками этой системы. Характерной особенностью программного обеспечения САПР нижнего уровня является отсутствие интеграции между графическими системами и математическими оболочками. Между ними существует переходное звено в виде инженера-конструктора, который параллельно с разработкой чертежа должен осуществлять математическую постановку для своей модели. Однако не следует забывать о принципах открытой архитектуры, которые исповедуют многие фирмы – разработчики CAD/CAM-систем. Модульность программных пакетов – мощный и эффективный инструмент, посредством которого САПР нижнего уровня может быть «достроена» до системы среднего класса. По такому пути, например, идут (и весьма успешно) создатели пакета Solid Works. Для систем среднего уровня характерно более мощное программное (а следовательно, и аппаратное) обеспечение по всем направлениям (рис. 1). На данном уровне предполагается комплексная автоматизация не только процесса проектирования изделия, но и автоматизация технологической подготовки производства. Подобный параллелизм значительно сокращает время разработки и запуска изделия в производство. Основные функциональные возможности таких систем следующие: · создание объемных моделей, контроль собираемости сложных сборочных единиц; · проведение статических расчетов с определением инерционно-массовых характеристик; 105 · проведение динамических, прочностных расчетов методом конечных элементов, тепловых расчетов, определение прочих характеристик изделия; · проектирование технологий изготовления изделий и оснастки; · подготовка программ средней сложности для станков с ЧПУ; · создание технологической документации в соответствии с требованиями ЕСТД. Примерами программных продуктов САПР среднего уровня являются относительно недорогие комплексы T-FLEX CAD3D фирмы «Топ-системы» (РФ), «Prelude» компании MATRA Datavision (Франция), «WinMachine» центра АПМ (РФ), «Техно-Pro» группы «Вектор» (РФ) [2]. САПР-АСТПП среднего уровня можно рассматривать как интегрированную систему с поэтапной реализацией в производственном процессе, требующую больших ресурсов по сравнению с системами нижнего уровня. Модульность подобных систем заключается в возможности интеграции программных продуктов сторонних фирм. Например, блок инженерных расчетов часто представлен такими продуктами, как NASTRAN, Design Space, ANSYS, Cosmos/M. ANSYS и Cosmos/M часто используются и в системах проектирования высшего уровня. Подобные системы весьма дорогостоящи, и их применение рекомендуется при комплексной автоматизации предприятия, когда наряду с САПР-АСТПП, предполагается внедрение систем класса MRP, MRP-II (ERP), CRM, OLAP. В таком случае обеспечивается управление всем производственным циклом (цепочкой материальных и информационных потоков «спрос – производство – сырье») на основе логистических подходов. Примерами САПР-АСТПП высшего уровня могут служить комплексы T-FLEX, Pro-Engineer, ЕUCLID3. Следует отметить, что комплекс ЕUCLID3 относится к высокоинтегрированным системам, позволяющим решать самые сложные задачи. Открытая архитектура комплекса предусматривает возможность «выхода» на MRP (ERP) системы предприятия. Однако трудно найти предприятие, на котором все функциональные и экономические требования к САПР—АСТПП можно было бы удовлетворить с помощью системы определенного уровня. Обоснованный выбор требуемого предприятию комплекса САПР в рамках инновационной деятельности выполняется на базе концепции организации параллельного проектирования и подготовки производства, оценки сложности, номенклатуры и темпа смены изделий, объема производства, состава и квалификации работников. Функциональные возможности САПР должны соответствовать сложности выпускаемых на предприятии изделий и технологии производства [1]. Исходными данными для инновационного проекта поэтапной автоматизации предприятия являются: тип выпускаемой продукции; перечень проектируемых на предприятии агрегатов, оснастки и инструмента; необходимое количество автоматизированных рабочих мест конструкторов и технологов основного и вспомогательного производств; количество и тип имеющегося оборудования с ЧПУ и компьютеров для подготовки производства. На основании этих исходных данных разрабатывается предварительный состав всего комплекса САПР, план поставок по этапам и спецификация первого этапа, соответствующая насущным потребностям и принципу окупаемости за один проект (рис. 2). По мере освоения систем в последовательности «от простых к сложным», как правило, уточняются состав поставок и соотношение количества разных рабочих мест в соответствии с текущими приоритетами выполняемых предприятием разработок и ростом квалификации использующих САПР конструкторов и технологов. Таким образом, план поэтапной автоматизации должен учитывать максимум производственных, организационных и экономических особенностей предприятия. В настоящей статье рассмотрены лишь узловые вопросы комплексирования программно-аппаратных средств для организации САПР-АСТПП. Количество пакетов в последнее время лавинообразно нарастает, позволяя решать разработчикам все более сложные и наукоемкие задачи. Следует отметить, что для поэтапной автоматизации (рис. 2) в качестве альтернативных продуктов на различных уровнях могут быть использованы Pro-Engineer, WinMachine, FOBOS, CATIA, think3 и ряд других. При этом принцип открытой архитектуры остается незыблемым. 106 Уровень САПР Прибыль Создание информационной модели изделия, расчет характеристик, программирование станков с ЧПУ, проектирование оснастки, моделирование процессов изготовления продукции, оценка себестоимости Исключение брака в производстве оснастки и изделий Создание информационной модели изделия, расчет характеристик, программирование станков с ЧПУ, оснастка Сокращение затрат на доводку изделия Автоматизация выпуска чертежей Высший уровень EUCLID Средний уровень T-FLEX, Pro-Engineer САПР нижнего уровня Периоды Затраты освоения Периоды окупаемости затрат Рис 1. Классификация САПР—АСТПП [1] 1-й этап 2-й этап 3-й этап EUCLID Рис. 2. Вариант поэтапной автоматизации рабочих мест инженерно-технического состава 107 Список использованной литературы 1. Лихачев Ал., Лихачев Анд. Поэтапная автоматизация производства на базе ПК. – Статья // www.sapr.newmail.ru. 2. Автоматизация на предприятии: долгий путь к успеху. – Статья // www.dial-eng.spb.ru. 3. ANSYS – Описание пакета // www.ansys.com. 108