Производительность экструзионно-выдувной машины
advertisement

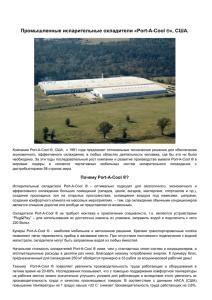
№3 (132) 2014 Характеризуя оборудование и в частности экструзионно-выдувные машины, мы часто употребляем такие слова, как «качественная», «стабильная», «надежная», однако действительно измеряемый техникокоммерческий критерий у станка может быть только один — производительность. Между тем говорить можно о производительности всего экструзионновыдувного комплекса, а не «голого» станка. А значит, на такой с виду простой параметр оказывает влияние сложный комплекс различных факторов Станислав ЗАБЕЛИН, глава представительства компании SMC Corporation Limited в России и СНГ www.plastics.ru СПЕЦТЕМА/ФОРМОВАНИЕ: НОВЫЕ ТЕХНОЛОГИИ Фото Messe Duesseldorf ПЛАСТИКС Производительность экструзионно-выдувной машины Составляющие производительности Здесь и далее для обсуждения производительности будем использовать термин «цикл». Цикл — время, в течение которого машина производит одно изделие или партию изделий (если речь идет о многогнездном формовании). Исходя из определения цикла, мы можем установить производительность машины в заданный период времени. Для одностанционных машин типовой расчет будет выглядеть так: 3600/цикл×количество гнезд = производительность в час. Для двухстанционных машин расчет выглядит так же, только нужно правильно понимать термин «количество гнезд». У двухстанционной двухручьевой машины есть 4 гнезда, а время цикла — это полное время работы одной станции. Очень часто (из-за некорректного перевода данных машинных контроллеров или по иным причинам) возникает путаница, когда временем цикла двухстанционной машины называют промежуток между моментами обрезки рукава, в то время как это лишь половина реального цикла, ведь рукав обслуживает две станции. Общий цикл работы одной станции является суммой двух больших этапов (времен), которые можно условно назвать «машинным временем» и «временем выдува» (или «временем охлаждения»). Каждый из этих периодов в свою очередь разбит на более мелкие этапы, которые следует рассмотреть отдельно. Машинное время — это суммарное время, затраченное машиной на перемещения, а именно на следующие операции: — смыкание пресс-формы под головкой; — перемещение каретки под выдувные дорны; — подвод (опускание) выдувных дорнов в пресс-форму; — раскрытие пресс-формы; — перемещение каретки обратно под головку. Следует отметить, что указанная последовательность относится к экструзионновыдувным машинам с непрерывной экструзией и верхним выдувом. Для аккумуляторных машин с нижним выдувом (где каретка расположена стационарно) машинное время состоит из следующих операций: смыкание — подвод выдувного дорна — раскрытие — выем изделия из пресс-формы — выталкивание рукава аккумулятором. Время выдува (охлаждения) — это суммарное время, пока пресс-форма находится в полностью закрытом положении. В течение этого времени внутри закрытой пресс-формы успевает произойти три последовательных процесса: во-первых, формование изделия из заготовки (раздув рукава до стенок оснастки), во-вторых, непосредственно охлаждение (в течение этого времени внутри изделия поддерживается избыточное давление) и, в-третьих, страв65 Фото Messe Duesseldorf СПЕЦТЕМА/ФОРМОВАНИЕ: НОВЫЕ ТЕХНОЛОГИИ 66 ливание избыточного давления из изделия (или разгрузка). Машинное время и сухой цикл Все, кто когда-либо изучал спецификации экструзионно-выдувных машин, сталкивались с таким параметром, как «сухой цикл». Технически сухой цикл — это сумма минимальных времен, необходимых машине, чтобы последовательно выполнить пять вышеописанных операций, составляющих машинное время. И вот здесь нужно отметить различие между понятиями «сухой цикл» и «машинное время» в реальном производстве. В теории мы говорим об одном и том же времени, но значение сухого цикла, указываемое в каталогах и предложениях производителей выдувного оборудования, почти в каждом случае будет меньше, чем фактическое машинное время, полученное на заводе. Популярной ошибкой (встречавшейся автору статьи и в информации, предоставляемой крупными международными упаковочными корпорациями) является расчет общей производительности, базирующийся на каталожном значении сухого цикла. Это различие возникает по двум основным причинам. Во-первых, разные производители выдувных машин по-разному считают сухой цикл. Так, кто-то честно запускает машину без материала с обнуленными задержками и замеряет временные результаты в течение часа. Кто-то измеряет отдельно каждое движение на максимальной скорости, а потом на калькуляторе получает сумму для сухого цикла. Проблема такого расчета в том, что иногда машина может повторить сумму этих времен лишь на протяжении нескольких циклов, а затем… кончается заряд гидроаккумулятора. Встречаются и производители (кстати, лично подтверждавшие данный факт автору статьи), указывающие сухой цикл без времени подвода выдувного дорна. Во-вторых, технологическая настройка экструзионно-выдувного процесса в подавляющем большинстве случаев просто не позволяет стабильно работать с нулевыми задержками перед началом каждого движения и немногим реже не позволяет работать со скоростями исполнительных механизмов, выставленными на 100%. В особенности это проявляется при производстве такого распространенного выдувного изделия, как канистра с утопленной ручкой (евроканистра). При раскрытии пресс-формы и извлечении из нее евроканистры необходимо четко регулировать скорость раскрытия, в противном случае могут происходить де- ПЛАСТИКС №3 (132) 2014 формации изделия и/или другие неприятные последствия, вплоть до преждевременного соскальзывания изделия с выдувного дорна. При смыкании пресс-формы скорость также не должна быть избыточной, иначе можно получить неправильное складывание рукава в критических местах канистры, что приводит к ненужным утолщениям, или прослабленным зонам, или даже дырам на дне или под ручкой. Слишком быстрый подвод выдувного дорна при производстве евроканистры также невозможен: выдувной дорн должен сначала приблизиться к закрытой форме и немного раскрыть экструзионный рукав воздухом, и только потом полностью зайти в прессформу. Рукав после смыкания полуформ имеет тенденцию заваливаться внутрь или в сторону какой-то из своих частей (или полностью), и без аккуратного предварительного раскрытия выдувной дорн только «загонит» завалившийся фрагмент еще глубже в изделие, неминуемо приводя к браку или затруднению при удалении облоя. Описанные (а также иные, здесь не описанные) нюансы в разной степени проявляются и при производстве других выдувных изделий, однако на евроканистрах их можно заметить особенно явно. Ускоряем машинное время Понятно, что скорости исполнительных механизмов должны быть выставлены на максимум, но в рамках технологических ограничений, о которых мы говорили выше. Задержки между операциями настраиваются аналогично. Везде нулевыми они быть не могут по похожим причинам, технологическим и техническим. При слишком коротких задержках между перемещениями в машине могут возникать вибрации, и это можно назвать исключительно технической причиной. После обрубки массивного верхнего облоя (конечно, при определенном дизайне изделия и при определенной конструкции узла вырубки) ему нужно какое-то время, чтобы упасть — если каретка начнет перемещение обратно под головку раньше, то облой может застрять в подвижных частях машины и нарушить процесс — и это яркий пример технологической причины. В конечном итоге скорости и задержки должны быть подогнаны таким образом, чтобы соблюдать баланс: не тратить время на холостые микропростои, но и не дергать машину, нарушая стабильность процесса и качества изделия. И в любом случае полученное после всех этих оптимизаций машинное время будет больше, чем сухой цикл машины, заявленный в каталоге. www.plastics.ru №3 (132) 2014 Помимо настроек скорости и задержек, то есть параметров, на которые пользователь оборудования может повлиять после его покупки, есть скоростные возможности машины, которые закладываются ее типоразмером и техническим исполнением. Если производить какое-либо изделие на двух гнездах на машине с полным ходом каретки между положениями 300 мм, то при изготовлении точно такого же изделия с тем же охлаждением, но на восьми гнездах и на машине с ходом каретки 1000 мм при абсолютно идентичных технологических настройках (скорость смыкания, подвод выдувных дорнов, задержки и другие) машинное время сократится как минимум на 2-3 секунды. Техническая реализация приводов машины также оказывает прямое влияние на нерегулируемую часть машинного времени. Так, хорошая пропорциональная гидравлика с обратной связью или электрический привод, безусловно, позволяют узлам перемещаться быстрее без вибрации машины за счет плавного торможения. В первую очередь это актуально для перемещения каретки, поскольку это единственное движение, которое вне зависимости от технологии можно выполнять на максимальной скорости. И чем больше типоразмер машины, тем больший эффект дает хорошее исполнение. С другой стороны, для машин с ходом каретки менее 400 мм сервоуправляемые движения (гидравлические или электрические) не сильно отличаются от более простых технических решений по уменьшению машинного времени. Время охлаждения. Пресс-форма Как правило, время охлаждения составляет большую часть общего цикла по сравнению с машинным временем. Чем больше изделие, тем более важным становится время охлаждения и менее значимым машинное время. Для тонкостенной кисломолочной бутылочки объемом 50 мл соотношение может быть и 50/50%, а для химической канистры объемом 30 л это будет уже 20/80% в пользу времени охлаждения. Рассмотрим факторы, влияющие на время охлаждения, и возможности их оптимизации. Важность машинного времени (о котором говорилось выше) и других факторов (о которых будет говориться ниже) меркнет по сравнению с важностью влияния прессформы. Охлаждаемые водой стенки прессформы обеспечивают основной эффект затвердевания полимера из стадии только принявшей конечную форму под воздейwww.plastics.ru СПЕЦТЕМА/ФОРМОВАНИЕ: НОВЫЕ ТЕХНОЛОГИИ ствием воздуха заготовки в стадию физически устойчивого изделия. Самый понятный и распространенный способ формирования в пресс-форме охлаждающих каналов предусматривает их сверление. Чем ближе удается провести такие каналы к поверхности изделия и чем больше их диаметр, тем эффективнее охлаждение и тем короче цикл охлаждения. Очевидно, что чем изощреннее геометрия изделия, тем сложнее подобраться ко всем его точкам, особенно учитывая, что самые сложные для доступа области изделия часто как раз и являются наиболее критичными с точки зрения охлаждения (например, район ручки канистры). Другая технология, называемая shell cooling, предусматривает фрезеровку каналов охлаждения сложной формы по всему телу пресс-формы. При такой конструкции для воды фрезеруются целые полости, причем максимально массивные и повторяющие геометрию изделия, в то время как при традиционной технологии системы охлаждения методом сверления каналы лишь отдаленно связаны с геометрией изделия. Внутри фрезерованных полостей устанавливают полимерные вставки, которые направляют поток воды и сглаживают углы, обеспечивая максимальную турбулентность прохода жидкости сквозь всю прессформу. Выполненные по принципу shell cooling контуры охлаждения проходят максимально близко к поверхности изделия (для канистр 5-10 л на расстоянии всего 4 мм) и обеспечивают наиболее На правах рекламы ПЛАСТИКС 67 СПЕЦТЕМА/ФОРМОВАНИЕ: НОВЫЕ ТЕХНОЛОГИИ Фото FHW Moulds эффективный теплообмен (рис. 1). Что касается сравнения эффективности двух технологий по реальному результату, то немецкая компания FHW Moulds, будучи одним из пионеров концепции shell cooling, утверждает, что данная методика дает усредненно не менее 30% выигрыша по времени охлаждения по сравнению с традиционными прессформами. Понятно, что эти цифры весьма условны, и пресс-формы с просверленными контурами охлаждения могут быть исполнены на совершенно различном уровне (плохо сделанная оснастка с охлаждением shell cooling автору пока не встречалась). Тем не менее однозначно можно утверждать, что чем больше и сложнее по дизайну изделие и чем больше толщина стенки, тем эффективнее технология shell cooling. Начиная с канистр объемом 5 л и больше экономия по времени охлаждения вполне может превысить и 30, и 50%. Так, и это пример из практического опыта, время цикла на «средненькой» (по уровню) прессформе с традиционным охлаждением для 20-литровой евроканистры составляет 5560 сек., а на пресс-форме с фрезерованными контурами охлаждения при прочих равных условиях — 30-35 сек. Вместе с тем, выдувая простой легкий круглый флакон объемом 100 мл, разницы между двумя технологиями охлаждения можно даже не почувствовать. Естественно, трудоемкость изготовления пресс-форм c контурами охлаждения shell cooling намного выше, и на цене оснастки это отражается соответствующим образом. Но и прибыль от дополнительно произведенных за то же время на той же машине изделий (конечно, при условии, что все эти изделия проданы) довольно быстро окупит разницу в цене. Рисунок 1. Схема прохождения воды в пресс-форме по технологии shell cooling Рисунок 2. Двухканальный выдувной дорн производства FHW Moulds Время охлаждения. Воздух Главное отличие в охлаждении между литьем под давлением и экструзионновыдувным формованием в том, что изделие в первом случае охлаждается водой с обеих сторон, а при выдуве — только наружная поверхность. Благодаря этому при литье для затвердевания изделия с толщиной стенки в пределах 1 мм требуется лишь пара секунд, а в экструзионном выдуве — обычно в несколько раз больше времени. 68 ПЛАСТИКС №3 (132) 2014 С внутренней стороны выдувного изделия в процессе охлаждения находится сжатый воздух, и именно от него зависят дополнительные возможности для сокращения цикла. В стандартном процессе сжатый воздух, будучи единожды поданным в изделие, поддерживается внутри вплоть до начала разгрузки (стравливания), то есть до конца цикла охлаждения. Разумеется, горячие стенки изделия разогревают и сжатый воздух, что исключает какую-либо поддержку охлаждения с внутренней стороны емкости. Чтобы использовать сжатый воздух на благо охлаждения, необходимо организовать его циркуляцию во время цикла. Для этого выдувной дорн разделяется на два канала так, что через один из них идет постоянное стравливание воздуха, а через другой — постоянная подача для поддержания внутри изделия стабильного давления (рис. 2). Таким образом, нагретый воздух покидает пресс-форму, а сжатый воздух исходной температуры регулярно подается. Создаваемый по такому принципу вентиляционный эффект ощутимо сокращает требуемое время охлаждения для канистр объемом более 5 л (чем толще стенки, тем больше эффект). Диаметр отверстий подачи воздуха также имеет значение. Сколь просто бы это ни звучало, но чем больше отверстие, тем быстрее изделие принимает форму после подачи выдувного дорна и, что важнее, тем быстрее воздух разгружается из изделия после окончания охлаждения. Отмечу, что скорость разгрузки имеет важнейшее значение, поскольку в этот период цикла пресс-форма все еще закрыта (время цикла идет), но изделие уже практически не охлаждается, так как избыточное давление снято и стенки больше не прижимаются вплотную к поверхности оснастки. Дальнейшего улучшения показателей можно добиться принудительно, охлаждая подаваемый на выдув сжатый воздух, для чего существует специализированное оборудование. Немецкая компания Beko, например, предлагает два принципиальных уровня охлаждения воздуха: легкое охлаждение до температуры +5°С и глубокое охлаждение до -35°С. Первый вариант не требует большого бюджета и вмешательства в экструзионновыдувную машину при условии, что она уже оборудована системой циркуляции воздуха в процессе охлаждения. Перед применением глубокого охлаждения все чувствительные пневматические компоненты (в первую очередь клапаны) должны быть заменены на специальные модели, пригодные для исwww.plastics.ru ПЛАСТИКС №3 (132) 2014 пользования при температуре -35°С — стандартная пневматика, как правило, на такие применения не рассчитана. Тем не менее, даже учитывая довольно солидный бюджет установок глубокого охлаждения, их использование может быть вполне оправдано экономически, ведь конечная оптимизация времени цикла достигает 30-35%. Время охлаждения. Дизайн изделия Горловина. Горловина является одним из наиболее критических фрагментов изделия с точки зрения охлаждения (впрочем, как и все перечисленные ниже элементы). При недостаточном охлаждении горловины усадка приводит к ее так называемой «овализации», а это означает невозможность корректного укупоривания и/или проблемы с герметичностью и, вероятно, с внешним видом. Часто требование к чересчур длительному охлаждению вызывает излишняя толщина стенок в горловой области, поэтому при возможности ее следует сократить путем увеличения диаметра выдувного дорна с сохранением прежнего диаметра наружных стенок в пресс-форме. Нужно отметить, что во всех современных экструзионно-выдувных машинах выдувной дорн охлаждается водой. Конструкция системы охлаждения выдувного дорна с точки зрения теплообмена (и в частности применение для изготовления наконечника таких материалов, как бериллиевая бронза) является немаловажным элементом для достижения эффективного охлаждения горловой области изделия. На правах рекламы Изделие извлекается из пресс-формы настолько быстро, насколько это возможно, с тем чтобы после завершения усадочных процессов оно все еще соответствовало требованиям. Из относящихся к конструкции изделия основной критерий, устанавливающий время охлаждения — это, безусловно, его объем. Объем влияет на все базовые параметры дизайна изделия: среднюю толщину стенок; время, необходимое на формование сжатым воздухом; время стравливания воздуха; диаметр горловины. Но отметим и элементы изделия, оказывающие влияние на возможность более раннего или более позднего извлечения емкости из прессформы. СПЕЦТЕМА/ФОРМОВАНИЕ: НОВЫЕ ТЕХНОЛОГИИ www.plastics.ru 69 СПЕЦТЕМА/ФОРМОВАНИЕ: НОВЫЕ ТЕХНОЛОГИИ Фото Messe Duesseldorf Рисунок 3. Пример чрезмерных скоплений материала с внутренней стороны на дне косметического флакона 70 К сожалению, в некоторых ситуациях увеличить внутренний диаметр горловины (что равнос и л ь н о уменьшению толщины ее стенок) не представляется возможным просто потому, что укупорка предусматривает применение вставок, прижимающихся к внутренней поверхности горла (для обеспечения герметичности или для других целей, например, так может держаться дозатор-капельница). В таких случаях при увеличении внутреннего диаметра вставляемый фрагмент просто недостаточно плотно соприкасается с внутренними стенками, а изменить конструкцию вставки (читай: переделать литьевую пресс-форму) почти всегда довольно проблематично или невозможно. Чтобы избежать подобных разногласий при разработке дизайна емкости, необходимо также обратить внимание на дизайн укупорки и при необходимости внести коррективы в оба изделия еще до того, как оснастка будет изготовлена. Дно. Как ни оптимизируй выдувной процесс, в области дна изделия всегда будут скапливаться некоторые утолщения массы и внутренние напряжения, что приводит при недостатке охлаждения к «выпиранию» центральной части дна (оно становится выпуклым) и потере готовым флаконом устойчивости на поверхности (эффект «неваляшки») (рис. 3). Чтобы не затягивать время охлаждения и при этом иметь устойчивую емкость, необходимо при проектировании донной области соблюдать так называемый противоусадочный принцип. Он заключается в том, что дно должно углубляться внутрь ближе к центру и быть наиболее низко расположенным по краям изделия. Реализация этого принципа может быть различной в зависимости от конкретного изделия — и плавная воронка-углубление от краев к центру, и ярковыраженные «ножки» при плоском дне. Кроме того, на больших поверхностях дна можно добавить ребра жесткости различной конструкции. Здесь же важно помнить, что слишком резкое углубление дна, особенно с малыми радиусами скругления, может привести к невозможности извлечения флакона из пресс-формы вследствие чрезмерного под- ПЛАСТИКС №3 (132) 2014 нутрения (изделие застревает и/или деформируется в форме при раскрытии). Все эти шаги направлены на нивелирование эффекта «распирания» дна в процессе усадки, с тем чтобы по ее итогам изделие все еще сохраняло устойчивость. Приведем пример из практики. На одном из предприятий возникла необходимость сократить цикл производства очень сложного по геометрии косметического флакона объемом 400 мл с 17 до 14 сек. Пресс-форма была довольно среднего качества, и при цикле менее 17 сек. флакон неуклонно терял устойчивость на ровной поверхности и качался. Обстоятельства сложились таким образом, что данное предприятие смог посетить инженер-инструментальщик, имеющий большой опыт ремонта пресс-форм. Он взял в руки шлифмашинку и слегка углубил крайние части дна, оформив небольшие, неярко выраженные ножки, абсолютно одинаковые на всех четырех гнездах. Изделия после этой доработки сохраняли устойчивость и на цикле 14 сек. (увеличение производительности на 18%), то есть задача была решена. Однако эта история не столько о золотых руках (хотя и о них тоже), сколько о влиянии мельчайших деталей конструкции дна на уровень производительности. Плоские поверхности. Большие плоские поверхности весьма подвержены утяжкам по результатам усадочных процессов. Аналогичный эффект наблюдается и в литье под давлением, но в экструзионно-выдувном формовании проблема усугубляется не таким равномерным распределением массы (толщины стенок), а это еще больше утягивает плоские поверхности. Данная проблема становится очевидной при изготовлении евроканистр. Сбалансированная по весу канистра с утопленной ручкой имеет толстостенные фрагменты в верхней и нижней частях (и большой наплыв материала прямо под горловиной), в то время как средняя часть обычно утоньшается, насколько это возможно. В сочетании с минимизацией времени цикла (к которой при выдуве евроканистры стремятся все производители) это приводит к утяжке прежде всего лицевой стенки (под горловиной) и наклону горловины. Разрабатывая конструкцию изделия, при наличии маркетинговой возможности плоские поверхности следует исполнять хотя бы с некоторым радиусом скругления. Чем больше удается сделать радиус, тем менее критичной будет данная область при недостатке охлаждения (то есть при экстремальном времени цикла). www.plastics.ru ПЛАСТИКС №3 (132) 2014 Постохлаждение Системы постохлаждения — это решения для дополнительного охлаждения изделия уже за пределами пресс-формы. Применимые также в других областях переработки пластмасс, в экструзионно-выдувном формовании они помогают без удлинения времени охлаждения бороться с негативными последствиями усадки недоостывшего изделия. Простейший узел постохлаждения заключается в дополнительном дорне-трубке с отверстиями для подачи воздуха, который входит в горловину флакона или канистры в позиции удаления облоя (либо после обрубки верхнего облоя, либо до и после). Такая система обеспечивает вентиляцию воздуха внутри изделия, что слегка помогает его доохладить. Следующий шаг — это дорн постохлаждения, повторяющий внутренний диаметр горловины. Такой дорн не просто подает воздух, но и плотно прижимает горловину, фиксируя ее в определенной позиции. Этот дорн может также быть оборудован дополнительной пластиной, которая изгибает горловину в сторону, противоположную усадке. Вкупе с вентиляцией воздуха подобная конструкция позволяет добиться серьезного улучшения стабильности горловины. Полностью укомплектованная система постохлаждения предусматривает прижатие изделия со стороны верхнего и нижнего шва охлаждаемыми водой масками, повторяющими геометрию емкости в этих местах. Иногда маски подводятся еще и по бокам. Таким образом, наиболее горячие фрагменты изделия (коими являются верхний и нижний швы) подвергаются довольно интенсивному охлаждению водой уже за пределами прессформы, а изделие прочно фиксируется в масках, что противодействует усадочному эффекту. Верхняя охлаждающая маска при этом, как правило, сопрягается с дорном постохлаждения, вентилирующим внутреннюю полость изделия. Подобная станция постохлаждения обычно располагается уже после узла обрубки облоя (с передачей из позиции в позицию боковыми пневматическими захватами), и в результате время нахождения изделия внутри прижатых масок равняется общему времени цикла, а это значительный промежуток. Подобных станций может быть более одной, что позволяет выдерживать изделие в охлаждаемых масках на протяжении более чем одного цикла. Оптимальная система постохлаждения для типовых крупных изделий (например, евроканистр объемом 20-30 л) включает дорн с пластиной для прижатия горловины www.plastics.ru СПЕЦТЕМА/ФОРМОВАНИЕ: НОВЫЕ ТЕХНОЛОГИИ в позиции удаления облоя, затем станцию с донной, боковыми и верхней охлаждаемыми водой масками, а затем еще одну такую же станцию. Суммарно получается три этапа постохлаждения: первый в позиции удаления облоя и еще два — отдельно стоящих (рис. 4). Подобная конструкция очевидно требует дополнительных инвестиций и удлиняет экструзионно-выдувную машину, но сокращение цикла может достигать 2025%, что сторицей окупает все описанные затруднения. Рисунок 4. Трехэтапная система постохлаждения евроканистры объемом 20 л на экструзионно-выдувной машине SMC 30M Автоматизация удаления облоя Распространенным заблуждением является игнорирование фактора автоматизации удаления облоя при оценке необходимого времени охлаждения. В то же время удаление облоя оказывает вполне ощутимое влияние на время цикла, и частенько именно этот фактор оказывается ограничивающим, не позволяющим увеличить производительность. Облой, представляющий собой толстые сгустки материала, невозможно охладить до степени, сколько-нибудь сравнимой с основными стенками изделия. Из-за этого при попытке его срубить он может вести себя непредсказуемо: мяться и прилипать к обрубочным маскам, застревать и/или деформировать изделие. Именно поэтому качество охлаждения облоя внутри пресс-формы столь же важно, как и охлаждение основных стенок. Так называемые «карманы» оснастки (полости, куда сдавливается облой) должны быть правильно рассчитаны: если места для облоя слишком много, то он не будет должным образом соприкасаться со стенками прессформы, а значит, будет плохо охлаждаться; если карман, наоборот, слишком маленький, то излишний объем облойного сгустка не позволит пресс-форме полностью и/ или равномерно сомкнуться, что приведет к возникновению дополнительных негативных нюансов. Поэтому следует предусмотреть всевозможные отверстия и контуры, обдувающие облой за пределами пресс-формы и до момента срабатывания обрубщиков. Порой 71 СПЕЦТЕМА/ФОРМОВАНИЕ: НОВЫЕ ТЕХНОЛОГИИ одна лишняя трубка с воздухом позволяет сэкономить секунду или две от времени цикла только за счет возможности чуть раньше осуществить обрубку. Если взять то же самое изделие и ту же самую пресс-форму и перенести ее со станка без автоматического удаления облоя на машину с автоматизацией, то практически наверняка время цикла только увеличится из-за необходимости до нужной степени охлаждать облой. В особенности если изделие имеет ручки (а значит, обширные облойные зоны), и тем более, если в прессформе установлена система охлаждения низкого или среднего уровня качества. Этот же фактор несколько снижает положительный эффект от применения описанных выше систем циркулирующего охлажденного до отрицательной температуры сжатого воздуха, и, к сожалению, дополнительное воздушное охлаждение тела изделия изнутри почти не помогает остудить собственно облой. Требования к качеству изделия Про требования к качеству изделия при оценке времени охлаждения многие забывают, поскольку это не относится напрямую ни к оборудованию, ни к пресс-форме. Однако одну и ту же емкость можно производить с разной скоростью на абсолютно идентичной технике только за счет того, что одних заказчиков может устраивать слегка наклоненная горловина, и/или небольшие утяжины, и/ или небольшая неустойчивость на поверхности, и/или какие-то иные незначительные дефекты, других же — нет. В основе столь различных требований конечных потребителей выдувных флаконов (будь то отдельные фирмы или подразделения той же компании, где флаконы производятся) лежат важные критерии. Эти требования зависят от типа и размера этикетки, условий укупоривания и в целом условий разлива (расфасовки), условий транспортировки и эксплуатации готовых заполненных емкостей и еще от многих других причин. Скажем, сверхскоростная линия разлива с быстрыми конвейерами, естественно, потребует большой устойчивости флакона на поверхности по сравнению с полуручным разливом или большая этикетка с большей вероятностью закроет собой какие-то дефектные зоны на изделии по сравнению с мелкой этикеткой. Производительность экструдера Говоря о производительности экструзионно-выдувной машины, мы вполне логично остановились на двух ее составляющих: машинном времени и времени охлаж72 ПЛАСТИКС №3 (132) 2014 дения. Автоматически подразумевается, что экструдер станка обеспечит пластикационную производительность, достаточную для того, чтобы нужная порция рукава выдавалась из головки к тому самому моменту, когда пресс-форма вновь готова ее принять. В нормальной ситуации это действительно так, и экструдер успевает обслуживать одну или две станции машины и не является фактором, ограничивающим производительность. В некоторых ситуациях, и в первую очередь на двухстанционных машинах, экструдер может не успевать за охлаждением. Другими словами, цикл мог бы быть короче (изделие успевает охлаждаться до нужной степени), но уменьшить его нельзя из-за недостаточной пластикационной производительности экструдера. Такая ситуация не является нормальной и означает, что экструзионно-выдувная машина подобрана неправильно или неоптимально. С подобным чаще всего сталкиваются пользователи дешевых китайских станков, которые просто не рассчитаны на скоростную работу. Как правило, такие машины работают с дешевыми пресс-формами и медленными перемещениями, поэтому традиционно и экструдеры на них устанавливаются невысокой производительности. Комплексная оценка Специалистам, задействованным в подборе экструзионно-выдувного оборудования и оснастки, следует учитывать все факторы и оценивать производительность вдумчиво и, главное, комплексно. И рассказывая столь подробно обо всех аспектах, условиях и составляющих, прежде всего хочется избежать встречающихся в буквальном смысле на каждому шагу поверхностных суждений об этом важнейшем параметре. Production capacity of extrusion blow molding machine Stanislav Zabelin Describing equipment like extrusion blow molding machines we often use such words as “quality”, “stable” and “reliable” but the only technical and economical factor of the machine is its production capacity. It also should be noted that production capacity can be considered only in context of the whole extrusion blow molding plant and not the machine alone. That means such parameter which can be considered simple at a glance is determined by a complex combination of various factors. www.plastics.ru