Руководство по техническому обслуживанию водо
advertisement

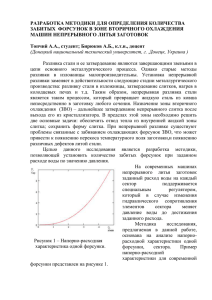
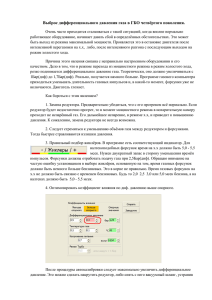
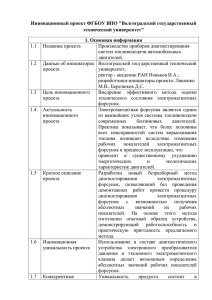
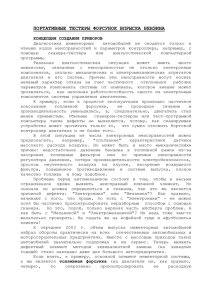
Руководство по техническому обслуживанию водо-воздушных форсунок на машинах непрерывного литья заготовки Введение и основные положения Введение...........................................................................................................................4 Выявление проблем с форсунками..................................................................................6 Водо-воздушные форсунки для систем вторичного охлаждения на машинах непрерывного литья ........................................................................................................7 Подача воздуха при водо-воздушном охлаждении ......................................................10 Качество распыляемой воды, используемой для охлаждения .................................... 10 Введение и основные положения Введение и основные положения Наш опыт показывает, что необходимо уделять особое внимание правильному техническому обслуживанию форсунок и их комплектующих для обеспечения эффективной многолетней работы оборудования. Для обеспечения качества готовой продукции на основе эффективных производственных процессов необходимо проводить регулярный осмотр, обслуживание и замену форсунок. Общий результат порой трудно заметить на ранних стадиях снижения эффективности работы оборудования. Неэффективное распыление напрямую влияет на качество готовой продукции. Дополнительно это приводит к перерасходу электроэнергии, воды, химических реагентов и других материалов. На работу форсунок могут негативно повлиять или даже привести к полной негодность отверстия форсунок, разрушенные эрозией, поврежденные или засоренные. Степень снижения рабочих характеристик форсунок варьируется в зависимости от типа, размера и области применения форсунки. Далее приведено краткое описание основных проблем, которые могут возникнуть в случае, если используемые форсунки не подходят к области применения, неправильно установлены или собраны и/или неправильно эксплуатируются. Необходимо обратить внимание на то, что форсунки имеют установленный срок службы, что делает плановое техническое обслуживание форсунок гораздо более важным. 4 www.sprayrus.ru Введение и основные положения Повреждение в результате аварии Увеличение расхода Повреждение отверстия или форсунки может произойти из-за появления царапин или в случае падения во время установки или эксплуатации.Также, небольшие отверстия могут быть сильно повреждены из-за использования неподходящих инструментов во время очистки. Расход увеличивается в связи с тем, что поверхность отверстия и/или внутреннего струевыпрямителя или завихрителя начинает разрушаться на всех видах форсунок. Использование центробежных, турбинных или аналогичных насосов, которые обеспечивают переменный расход при относительно постоянном давлении, приводит к росту затрат из-за перерасхода химических реагентов и воды. Также возможно снижение качества продукции или технологического процесса. Образование нагара Образование нагара внутри или снаружи отверстия после испарения жидкости. Оно оставляет слой засохших твердых частиц и создает препятствие перед отверстием или внутренними каналами форсунки. Забивание форсунок Нежелательные твердые частицы, создающие преграду перед отверстием изнутри, ограничивают прохождение потока и нарушает равномерность факела распыления. Коррозия Поломка форсунки происходит вследствие химического воздействия распыляемого материала или окружающей среды. Эффект схож с тем, когда происходит эрозия или изнашивание, с возможным дополнительным повреждением внешних поверхностей форсунки. Охлаждение Участки, на которых струи используются для охлаждения твердых объектов, включают охлаждение непрерывнолитой стали, готовой продукции, технологического оборудования и емкостей. Проблемы с форсунками в процессе охлаждения непрерывнолитой стали могут привести к деформации и трещинам продукции. При охлаждении валков неровный факел распыления приводит к неровному износу поверхности валков и дорогостоящей шлифовке валков. Итак, в дополнение к плохому качеству продукции проблемы с форсунками могут привести к повышенному простою оборудования. Эрозия В технологических процессах, где используются плунжерные насосы, обеспечивающие постоянный расход независимо от давления, итоговое давление на наконечнике форсунки снижается, так как диаметр отверстия форснуки увеличивается по причине износа или коррозии. Это приводит к снижению Неправильная сборка Некоторые виды форсунок требуют очень точной сборки после очистки, чтобы внутренние детали: прокладки, уплотнительные кольца и внутренние клапаны были соответствующе отцентрированы. Неправильное расположение может привести к утечкам или снижению эффективности распыления. Чрезмерное механическое закручивание насадки на корпусе форсунки может привести к заеданию резьбы. Качество факела распыла Происходит снижение качества плоского факела распыла за счет образования полос и более плотных потоков в центре факела в сочетании со снижением эффективной площади покрытия. Поэтому в технологических процессах, зависящих от однородности перекрывающихся факелов распыления (нанесение покрытия), подобная неоднородность факелов может серьезно повлиять как на качество технологического процесса, так и на качество готовой продукции. Температура Определенные жидкости должны распыляться при повышенной температуре или в технологических процессах с высокими температурными режимами. Использование форсунок, не предназначенных для применения в подобных температурных условиях, приводит к их повреждению/ поломке. Постепенное удаление метала из отверстия форсунки и внутренних каналов, которые становятся больше и/или деформируются. Как правило расход увеличивается, давление может снижаться, пятно распыления становится неравномерным, а капли распыла становятся крупнее. www.sprayrus.ru 5 Выявление проблем с форсунками Выявление проблем с форсунками Расход Как правило, расход в форсунках увеличивается при заданном давлении, когда отверстие продолжает изнашиваться при использовании центробежных насосов. Рекомендуются периодически проверять расход, так как его увеличение визуально не заметно. Эти проверки могут быть проведены с помощью мониторинга показаний расходомера, или во время измерения факела форсунки в заданный период времени при удельном давлении. Данные показания необходимо сравнить с расходными показателями, приведенными в таблицах каталога 70М, или с расходными данными на фабричных форсунках. При использовании плунжерных насосов, износ отверстий форсунок сопровождается падением линейного давления, а расход остается постоянным. Факел распыла Визуальный осмотр позволяет легко обнаружить неоднородность плоского факела распыла, вызванного повреждением отверстия, засорением или образованием нагара; однако, в случаях когда отверстие постепенно изнашивается, нельзя выявить изменения факела распыла до тех пор, пока расходные показатели резко не возрастут. Требуется специальное испытательное оборудование для проверки однородности факела распыла, если технологический процесс требует однородной площади распыления. Центрирование форсунок Очень важно, чтобы форсунки были правильно отцентрированы по отношению друг к другу, особенно в случае если на коллекторе установлены несколько плоскоструйных форсунок, обеспечивающих однородное покрытие проходящих снизу ручьев. Все факелы плоскоструйных форсунок должны быть параллельны по отношению друг к другу, отцентрированы для обеспечение точной площади покрытия. Возможные альтернативы существующим системам распыления Необходимо обеспечивать контроль над снижением количества абразивных твердых частиц или концентрации химических веществ, вызывающих коррозию. Подобные изменения крайне турдно контролировать в большинстве технологических 6 процессов. Однако возможное снижение количества абразивных твердых частиц в повысительной жидкости и изменение размера и/или формы частиц может уменьшить износ. В случае возникновения коррозии, ее распространение можно снизить за счет использования растворов различной концентрации и/или температур, в зависимости от типов используемых химических веществ. Износ отверстий и засорение происходит из-за затвердевания частиц грязи, содержащейся в распыляемой жидкости. Загрязненная вода может привести к забиванию и/или износу отверстий систем распыления с непрерывной рецеркуляцией охлаждающей воды. Для минимизирования подобных проблем рекомендуется использовать магистральные фильтры или форсунки со встроенными фильтрами, улавливающими крупные частицы, которые могут засорить отверстия или струевыпрямители форсунок. Меры по предотвращению повреждений отверстий форсунок во время очистки В соответствии со стандартным регламентом технического обслуживания и осмотра форсунок, отверстия должны регулярно и аккуратно очищаться щупом, изготовленным из значительно более мягких материалов по сравнению с материалом наконечника форсунки. Иначе может быть нарушена допустимая форма или изменен заданный размер отверстия, что, в свою очередь, приведет к изменению факела распыла и/или увеличению расхода. Для очистки допускается применение щетинных щеток или деревянных/пластмассовых щупов, а использование металлических щеток, перочинных ножей или напильников – запрещено. Сильно въевшиеся отложения рекомендуется удалять при помощи отмачивания засоренного отверстия в некороззионном очищающем химическом веществе. Обучение по техническому обслуживанию форсунок Наши специалисты могут организовать для Вас обучение по техническому обслуживанию форсунок. В процессе обучения Вы также можете получить необходимую информацию о проблемах, возникающих в процессе эксплуатации форсунок, их причинах и решениях. Также мы можем рассмотреть примеры связи между затратами, эффективностью и сроком службы форсунок. www.sprayrus.ru Водо-воздушные форсунки для систем вторичного охлаждения на МНЛЗ Водо-воздушные форсунки для систем вторичного охлаждения на МНЛЗ Водо-воздушные форсунки для систем вторичного охлаждения на машинах непрерывного литья заготовки На машинах непрерывного литья заготовки осуществляется разливка большого ассортимента марок стали. Гарантированное производство высококачественной продукции требует повышенной гибкости эксплуатации и технического обслуживания всех участков машины, систем управления, систем вторичного охлаждения, а также зависит от правильности расположения зон охлаждения, размещения и выбора форсунок. Выполнению этих требований способствует выбор соответствующих систем управления зонами вторичного охлаждения. Оптимизация простоев оборудования во время технического обслуживания является ключевым фактором для увеличения производительности МНЛЗ. Внедрение современных коллекторов позволяет снизить длительность технического обслуживания зон вторичного охлаждения. Современные коллекторы имеют надежную систему с самоцентрирующимися форсунками, упрощающими их техническое обслуживание. Необходимо рассмотреть характеристики форсунок. Разработанные процедуры испытаний позволяют измерять рисунок охлаждения и коэффициент теплоотдачи. Непрерывное совершенствование конструкции форсунок и водо-воздушных систем обеспечивает более эффективное распределение воды. В свою очередь, это сокращает количество поверхностных дефектов, угловых трещин и осевой ликвации. Необходимо также рассматривать важный технологический эффект, позволяющий расширить сортамент продукции, повысить производительность. Необходимо обратить внимание на: • Диапазон регулирования расхода воды • Соотношение «вода-воздух» • Подбор типа форсунки под конкретный сортамент и конструкцию МНЛЗ • Измеренный коэффициент теплоотдачи распыляемых факелов • Общее распределение воды • Система крепления форсунок на коллекторе простой конструкции, адаптированной для удобстватехнического обслуживания • Оптимизированные водо-воздушные системы распыления для сортовых МНЛЗ www.sprayrus.ru Диапазон регулирования расхода воды Изменение скорости разливки в результате эксплуатации в обычном режиме и изменение сортамента продукции (различные марки стали и размеры ручья) требует наличия широкого диапазона расхода воды. Диапазоном расхода воды принято считать соотношение максимального расхода воды к минимальному расходы воды для определенного диапазона давления воды конкретной форсунки. Необходимо также фиксировать давление воздуха и/или диапазон регулировки давления воздуха. Применение водо-воздушных форсунок с широким диапазоном регулирования расхода воды позволяет обойтись без использования форсунок других типов на каждой конкретной МНЛЗ. Специалисты служб технического обслуживания и складских запасов по достоинству оценивают данное преимущество. Тем не менее крайне важно иметь в наличии определенное количество форсунок разных типов для решения задач по обеспечению качества широкого сортамента марок стали на современных МНЛЗ. Это представляет особую важность, если необходимо контролировать температуру по углам непрерывной литой заготовки. Соотношение «вода-воздух» Угол раскрытия факела форсунки и высота струи также играют важную роль, т.к. не только повышенный расход воды является решающим фактором для определения коэффициента теплоотдачи. И угол раскрытия, и высота струи определяют ширину и толщину факела распыла, и, соответственно, влияют на плотность и ударную силу распыла. Эти две переменные – соотношение между объемом сжатого воздуха и объемом воды – должны рассматриваться как еще один важный дополнительный фактор в процессе вторичного охлаждения МНЛЗ. Охлаждение ручья диспергируемой жидкостью приводит к образованию и закипанию парового слоя на поверхности стали. Сжатый воздух обладает необходимой кинетической энергией, позволяющей каплям воды проникать через этот паровой слой. 7 Водо-воздушные форсунки для систем Introduction / Basics вторичного охлаждения на МНЛЗ Подбор типа форсунки под конкретный сортамент и конструкцию МНЛЗ Одним из первых этапов проектирования новой конструкции МНЛЗ или модернизации существующей МНЛЗ является компоновка системы вторичной охлаждения. Однако, первоочередное значение имеет определение поверхности ручья и распределение температуры внутри ручья вдоль металлургической длины МНЛЗ. Соответствующий расчет производится по термоматематической компьютерной модели расчета коэффициента теплоотдачи (КТ) по каждой марке стали и каждому типоразмеру. Расходные показатели форсунок по каждой и всем зонам охлаждения определяются на следующем рабочем этапе. Использование математических моделей основано на фактических измерениях КТ форсунок. Данные расчеты позволяют прогнозировать технические параметры конкретной форсунки: минимальный и максимальный расход воды, расстояние между форсунками, высота факела распыла и перекратие факелов. Понимание причин дефектов ручья также влияет на выбор технических параметров форсунок. На втором этапе можно приступить непосредственно к проектированию сегментов машины. На качество непрерывнолитой заготовки в значительной степени влияет как общее расположение форсунок, так и конструкция каждой форсунки в отдельности. Традиционная конструкция водо-воздушных форсунок, в которой используются трубки малого диаметра, установлена внутри полки сегмента. Форсунки, устновленные очень близко к поверхности ручья, затрудняют выполнение работ по техническому обслуживанию и требуют для их выполнения демонтировать сегмент с машины. Выход форсунок из строя приводит к их дорогостоящей замене. Дефекты поверхности ручья зачастую возникают по причине неправильной центровки или износа форсунок. Один из примеров неправильной центровки форсунок на коллекторе изображен на Рисунке 1. Воздушные и водяные трубы малого диаметра смещаются из-за механического и термического воздействия. Изготовление большого количества изогнутых труб малого диаметра является дорогостоящим. За последние несколько лет за стандартную промышленную конструкцию принят сегмент с вертикальным трубопроводом с квадратным или кованым водо-воздушным главным коллектором. В настоящее время коллекторы, оснащенные водовоздушными системами, крепятся болтами на фланцевую насадку. Основной задачей систем охлаждения является получение как качественной сортовой заготовки, блюма, сляба или балочной заготовки, так и наличие экономического эффекта. Производители форсунок должны иметь подробные данные о технических характеристиках форсунок в конкретных рабочих условиях в составе конструкции сегмента МНЛЗ. Общее распределение воды После завершения компоновки системы вторичного охлаждения и проектирования сегментов производитель форсунок изготавливает адаптированные к проекту форсунки, обеспечивающие равномерное распределение воды по поверхности ручья с максимально широким диапазоном регулирования расхода воды. Диапазон регулируемой величины составляет +/- 30 % от среднего значения, который может быть достигнут посредством установки большого количества размещенных форсунок, работающих под давлением воды от 0,1 до 0,7 Мпа. Рисунок 1: Коллектор с большим количеством изогнутых гидравлических труб Система крепления форсунок на коллекторе простой конструкции, адаптированной для удобства технического обслуживания В связи с тем, что происходит смешивание водовоздушной смеси внутри форсунки, требуется отдельная труба для подачи сжатого воздуха и отдельная - для воды. Ранее использовались гидравлические трубки малого диаметра для подачи жидкости и крепления форсунок. Только в особых случаях, когда одна жидкость подавалась непосредственно через гибкий трубопровод, устанавливались дополнительные суппорты. 8 Рисунок 2: Водо-воздушная форсунка с вертикальным листовым соединением и квадратным коллектором www.sprayrus.ru Выбор типа сопла с целью соответствия номенклатуре продукции и дизайну машины В системах распыления форсунки устанавливаются снаружи на задней стенке сегмента с одной трубой, несущей подающей трубой и наконечником, находящимся в рабочем положении. Самоцентрирование форсунки обеспечивается использованием закрепленных подающих трубок. Форсунка имеет постоянное положение для всех обычных режимов работы. Гидравлические подающие трубки малого диаметра больше не нужны. Для обеспечения одинакового расстояния между форсунками на одном сегменте, форсунки крепятся болтами на листовую насадку для компенсации образуемого радиуса изгиба. Центрирование форсунки и наконечника Крайне важным является выполнение правильного центрирования и регулировки форсунок на коллекторе сегмента. Широко распространены случаи неправильной центровки и регулировки водо-воздушных форсунок. Распыляемая жидкость сталкивается с опорным роликом, таким образом уменьшая эффективность охлаждения. Наконечники Спреинг Системс оснащены стандартным креплением «ласточкин хвост». Такое крепление обеспечивает правильное положение наконечников форсунок и следовательно правильное направление распыления и его регулировку. Максимально допустимый предел отступа от указанного выше положения составляет 3°. Крепление «ласточкин хвост» позволяет избегать возникновения ошибок в работе. Порядок крепления форсунки Одним из способов выравнивания распределения воды по длине ручья для предотвращения образования дефектов поверхности и трещин является расположение форсунок в шахматном порядке. Расположить форсунки в шахматном порядке в промежутках между роликами одного сегмента становится значительно проще, т.к. форсунки могут быть выставлены в различных положениях даже на одном коллекторе. На рисунке 4 показана подобная конструкция, где форсунки с левой стороны и посередине установлены на том же уровне a d be o(зазор между роликами), а форсунка справа – на уровне выше и ниже. Несущая поверхность коллектора с форсунками и контрфланца должна содержаться в чистоте и без царапин во избежание утечек при подсоединении. После демонтажа форсунок для проведения капремонтов или обслуживания за пределами предприятия необходимо заменить старые прокладки на новые. Необходимо обращать внимание, чтобы на плотно установленных заглушках не были повреждены медные прокладки. Проверка клапанов для подачи воды и воздуха значительно упрощает техническое обслуживание. Фильтрация воды и воздуха Спреинг Системс рекомендует соблюдать следующие стандарты качества воздуха и воды для долгосрочной и эффективной работы систем вторичного охлаждения на МНЛЗ Рисунок 3: Крепление форсунок в шахматном порядке www.sprayrus.ru 9 Подача воздуха при водо-воздушном охлаждении / Качество распыляемой воды, используемой для охлаждения Подача воздуха при водо-воздушном охлаждении • Точка росы • Чистота 3 °C 99,9 % удаления твердах частиц 0,5 мкм 95,5% удаления твердых частиц 1 мкм Без со Давление воздуха должно быть постоянным на уровне 0,2 мПа Качество распыляемой воды, используемой для охлаждения Подаваемая в машину вода должна быть равного или более высокого качества по следующим условиям: • Взвешенные частицы • Размер частицы • Общее содержание соли • Сульфат (SO4) • Хлорид (CI) • Слюда (например, SiO2) • Карбонатная жесткость (CaCO3) • Общая жесткость (CaCO3) • pH • Нефть в свободном состояниии • Нефть в растворенном состоянии 10 20 промилле 0.2 мм 3000 промилле 500 промилле 250 промилле 150 промилле 300 промилле 1000 промилле 6 - 9.5 5 промилле 10 промилле www.sprayrus.ru Примечания www.sprayrus.ru 11 ООО «Спреинг Системс Рус» - офис продаж Spraying Systems Co. в России Офисы в Москве и Екатеринбурге 107113, РФ, г. Москва, ул. 3-я Рыбинская, д. 18, стр. 1 Тел.: +7 (495) 797-6267 Факс: +7 (499) 271-5999 russia@spray.com www.sprayrus.ru Каталог TM 1.605-GB (05/11) Отпечатано в России © Spraying Systems Rus 2011