ПОВЫШЕНИЕ РАБОТОСПОСОБНОСТИ ДЕТАЛЕЙ РАБОЧИХ
advertisement

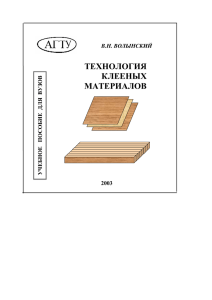
ПОВЫШЕНИЕ РАБОТОСПОСОБНОСТИ ДЕТАЛЕЙ РАБОЧИХ ОРГАНОВ ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ШПОНА НА ОСНОВЕ МАГНИТОСТРИКЦИОННОГО ЭФФЕКТА IMPROVING THE PERFORMANCE OF PARTS WORKING BODIES OF THE EQUIPMENT FOR THE PRODUCTION OF VENEER ON THE BASIS OF MAGNETOSTRICTIVE EFFECT Пыриков П.Г., Рухлядко А.С. (БГИТА, г. Брянск, РФ) Pyrikov P.G., Ruhlyadko A.S. (The Bryansk state engineering technological academy, Russia) Отражены некоторые теоретические и прикладные аспекты повышения работоспособности деревообрабатывающего оборудования. Рассмотрены условия формирования регламентированного напряжённого состояния в зонах изнашивания деталей и инструментов рабочих органов оборудования для производства шпона. It reflects some of the theoretical and applied aspects of increasing of efficiency of woodworking equipment. The conditions of formation of regulated stress state in the areas of wear parts and tools working bodies of the equipment for veneer production. Ключевые слова: работоспособность, оборудование, обработка шпона, рабочие органы, режущий инструмент, изнашивание функциональных поверхностей, напряженное состояние, технология упрочнения. Key words: efficiency, equipment, processing veneer, working tools, cutting tools, wear functional surfaces, stress state, technology of hardening. Увеличение объемов производства шпона и расширение ассортимента продукции, производимой с его использованием в фанерном, мебельном и строительном производствах, требует комплексного решения задач по повышению производительности технологического оборудования, что в значительной степени связано с обеспечением его работоспособности. Качество производимого шпона и эффективность применения при этом различных средств механизации неразрывно связаны с надежностью их рабочих органов и стойкостью режущих инструментов. Снижение работоспособного состояния деревообрабатывающего оборудования может быть вызвано отказом деталей рабочих органов или параметрическим отказом (рис. 1). При этом наиболее типична схема возникновения отказа в результате действия нескольких причин - нагрузки стационарного случайного процесса при уменьшающемся вследствие износа предельно допустимого уровня нагружения. Появлению отказа по технологическим параметрам предшествует ухудшение технического состояния оборудования в результате износа деталей рабочих органов, что неизбежно сказывается на качестве обработки шпона. Рисунок 1 - Факторы снижения работоспособного состояния оборудования Следует заметить, что интенсификация режимов лущения и строгания в ряде случаев не позволяет обеспечить оптимальные технологические показатели, в связи с недостаточной надежностью деталей подающих (транспортирующих) механизмов станков и узлов резания, что в значительной степени связано с факторами трибологического характера. Принимая во внимание, что изнашивание проявляется в поверхностных слоях конструкционных и инструментальных материалов, интенсивность его в протекания в существенной степени влияет на динамику резания, стабильность размерообразования и качество поверхности шпона. Таким образом, повышение работоспособности рабочих органов и инструментов оборудования для производства шпона на основе исследования и разработки технологических приемов снижения величины износа представляется актуальным. В основе управления износостойкостью деталей рабочих органов и режущих инструментов оборудования для производства шпона предложено использовать напряженно-деформационное состояние конструкционных и инструментальных материалов, создаваемое в анизотропной форме при упрочняющей обработке. При этом принималась гипотеза о возможности комплексного изменения свойств материалов при управляемом индуцировании во внешнем магнитном поле. В разработанном способе повышения работоспособности (патент РФ № 2186670) объект исследования помещается во внешнее магнитное поле, ориентация которого устанавливается с позиций создания благоприятного уровня магнитострикционных сжимающих напряжений в зонах износа. Это способствует снижению интенсивности воздействия на рабочие зоны прижимных линеек и режущих инструментов продуктов деструкции древесины и повышает предел выносливости единичного микрообъема материала при трении. Физическая основа этому состоит в искажении симметрии кристаллической структуры материала при полеориентированной пластической деформации, следствием которой выступает анизотропия механических свойств[2, 3]. Исследование влияния условий упрочнения образцов на износостойкость проводилось на продольно резательном станке Casati ROTO при раскрое ленты шпона на рулоны (рис. 2). Основой рабочего органа станка являлся вал 1, консольная часть которого, заканчивалась съёмной опорой качения 2. Её демонтаж позволял установить на валу дисковые ножи 7 с калиброванными кольцами 5, обеспечивающими ширину нарезаемых рулонов. Калиброванные кольца 5 одновременно являлись кольцевыми электромагнитами, содержащими на своём корпусе штепсельные разъёмы 4 для соединения обмоток 6 в электрическую цепь. Питание электромагнитов во время их вращения осуществлялось посредствам токосъёмника 3. а б 1 – ножевой вал; 2 – съёмная подшипниковая опора; 3 – токосъёмник; 4 – штепсельный разъём; 5 – кольцевой электромагнит (калиброванное кольцо); 6 – обмотка электромагнита; 7 – дисковый нож Рисунок 2 – Исследование стойкости дисковых ножей при продольном раскрое ленты шпона на станке Casati ROTO а – общий вид оборудования; б - схема сборки режущего рабочего органа Индуцирование образцов инструмента внешним магнитным полем через воздушный зазор обеспечило формирование в инструментальном материале магнитострикционных напряжений сжатия, способствующих снижению величины износа в 1,2-1,4 раза. Непосредственный контакт электромагнита с инструментом обусловил снижение радиального износа в среднем в 1,5-2,2 раза. В заключении необходимо отметить: 1. Снижение работоспособности деталей и инструментов рабочих органов оборудования для резания шпона обусловлено, преимущественно, фрикционно-усталостным изнашиванием функциональных поверхностей, осложнённым в ряде случаев окислительными процессами разрушения. 2. Повысить работоспособность объектов исследования представляется возможным на основе упрочняющей обработки, на основе магнитострикци- онного эффекта при комплексном сочетании составляющих качества изнашиваемых поверхностей в анизотропной форме. 3. Эффект повышения работоспособности (износостойкости) инструмента лезвийных типов на основе магнитострикционного упрочнения, зафиксирован при величине напряжённости поля от 60 до 150 кА/м; при предельной температуре эксплуатации в зависимости от марки стали 260 С. 4. Выполнение упрочнения позволяет повысить работоспособность деталей и инструментов рабочих органов оборудования для резания шпона в среднем в 1,2 – 2,2 раза. Список использованных источников 1. Патент 2186670 Российская Федерация, МПК7 В23Р 15/28, 7 С21D 9/21. Способ повышения износостойкости режущих инструментов / Памфилов Е.А., Пыриков П.Г., Рухлядко А.С.; заявитель и патентообладатель Брянская гос. инженерно-технол. академия. - № 2000127973; заявл. 08.11.2000; опубл. 10.08.2002, Бюл. № 22. – 6 с. 2. Вонсовский, С.В. Магнетизм / С.В.Вонсовский. – М.: Наука, 1971. – 1030 с. 3. Бернштейн М.Л., Пустовойт В.Н. Термическая обработка стальных изделий в магнитном поле. -М.: Машиностроение, 1987.- 254 с.