Влияние технологии литья и термической обработки на структуру и свойства слитков
advertisement

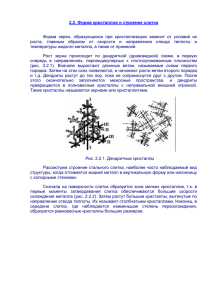
ВИАМ/2006-204705 Влияние технологии литья и термической обработки на структуру и свойства слитков сплава В65 В.В. Телешов доктор технических наук С.П. Ходаков В.В. Захаров доктор технических наук Ю.П. Пименов кандидат технических наук О.А. Сетюков кандидат технических наук А.П. Головлева А.С. Матвеев Ноябрь 2006 Всероссийский институт авиационных материалов (ФГУП «ВИАМ» ГНЦ) – крупнейшее российское государственное материаловедческое предприятие, на протяжении 80 лет разрабатывающее и производящее материалы, определяющие облик современной авиационно-космической техники. 1700 сотрудников ВИАМ трудятся в более чем тридцати научноисследовательских лабораториях, отделах, производственных цехах и испытательном центре, а также в четырех филиалах института. ВИАМ выполняет заказы на разработку и поставку металлических и неметаллических материалов, покрытий, технологических процессов и оборудования, методов защиты от коррозии, а также средств контроля исходных продуктов, полуфабрикатов и изделий на их основе. Работы ведутся как по государственным программам РФ, так и по заказам ведущих предприятий авиационно-космического комплекса России и мира. В 1994 г. ВИАМ присвоен статус Государственного научного центра РФ, многократно затем им подтвержденный. За разработку и создание материалов для авиационнокосмической и других видов специальной техники 233 сотрудникам ВИАМ присуждены звания лауреатов различных государственных премий. Изобретения ВИАМ отмечены наградами на выставках и международных салонах в Женеве и Брюсселе. ВИАМ награжден 4 золотыми, 9 серебряными и 3 бронзовыми медалями, получено 15 дипломов. Возглавляет институт лауреат государственных премий СССР и РФ, академик РАН, профессор Е.Н. Каблов. Статья подготовлена для опубликования в журнале «Технология легких сплавов», № 4, 2007 г. Электронная версия доступна по адресу: www.viam.ru/public Влияние технологии литья и термической обработки на структуру и свойства слитков сплава В65 В.В. Телешов1, С.П. Ходаков1, В.В. Захаров1, Ю.П. Пименов1, О.А. Сетюков2, А.П. Головлева1, А.С. Матвеев2 1 2 ОАО «ВИЛС», г. Москва ФГУП «ВИАМ», г. Москва Рассмотрены структура и свойства слитков сплава В65, идущих на изготовление заклепочной проволоки, и установлены критерии их качества, допускающие интенсивное деформирование прокаткой без образования трещин на торцах и на поверхности прокатанных заготовок. A structure and properties of V65 alloy ingots intended for rivet wire production are discussed. Ingot quality criteria which allow intensive deformation of the ingots by rolling without formation of cracks on the ends and surface of the rolled products are determined. Алюминиевый сплав B65 применяют в основном для получения проволоки, идущей на изготовление заклепок, широко используемых в авиационной промышленности. При производстве заклепочной проволоки осуществляют волочение промежуточной прессованной или катаной заготовки диаметром ~10 мм [1]. Опубликованные в [2] первые результаты изучения влияния параметров технологии на структуру и свойства проволоки относятся к процессу, в котором для волочения используют промежуточную прессованную заготовку. При этом было показано, что прочностные характеристики проволоки определяются в основном химическим составом сплава и режимом упрочняющей термической обработки и мало зависят от технологии получения проволоки, т.е. используемых режимов промежуточных отжигов и переходов при волочении. В то же время пластические характеристики обусловлены совместным влиянием химического состава сплава и технологии изготовления проволоки, от которых зависит структура проволоки. Для повышения пластичности материала, влияющей на результаты испытаний на расклепываемость, рекомендован ряд технологических приемов, в частности, использование гомогенизации слитков и высокой (не менее 50%) степени холодной деформации между последним отжигом и нагревом под закалку, что приводит к формированию в проволоке мелкозернистой структуры со средней площадью зерна около 400 мкм2 [1, 2]. Существенное увеличение производительности при выпуске проволоки достигается, если промежуточная заготовка изготовлена прокаткой [2]. В этом случае процесс состоит из отливки слитков диаметром 134 мм полунепрерывным методом литья, их гомогенизации и обточки, горячей прокатки заготовок на промежуточную заготовку (катанку) диаметром ~10 мм, последующего холодного волочения на требуемый диаметр, термической обработки и сдаточных испытаний образцов проволоки. Несмотря на широкое применение данного технологического процесса, в литературе отсутствуют конкретные сведения о влиянии структуры исходного слитка на формирование структуры проволоки при волочении промежуточной катаной за готовки [3]. В данной статье представлены результаты изучения влияния химического состава сплава В65, технологии литья и термической обработки слитков диаметром 134 мм на их структуру и свойства с целью оптимизации технологических параметров процесса изготовления заклепочной проволоки *. Осуществляемая при прокатке горячая деформация слитка с вытяжкой λ=144, определяемой по отношению площадей поперечного сечения исходной заготовки и готовой катанки, суммируется в дальнейшем с холодной деформацией катанки при волочении. Для проволоки диаметром 6 мм общая вытяжка относительно исходной заготовки λ=400. Для успешной реализации такой деформации исходная заготовка из гомогенизированного слитка должна обладать высокой пластичностью при * Данные получены при выполнении государственного контракта № АВ-05/1088/НТБ. температуре горячего деформирования, которая обеспечивается химическим составом сплава и качеством слитка, в частности его структурой. Недопустимыми являются крупные дефекты: литейные трещины, неслитины, скопления интерметаллидов, шлаковые и окисные включения и крупная пористость. Их присутствие в слитке может привести к раскрытию переднего конца заготовки на первых проходах при прокатке или к появлению трещин на боковых сторонах катанки. Дефекты слитка приводят также к появлению поверхностных дефектов проволоки типа плен, закатов, раковин. Поверхностные и внутренние дефекты, не выходящие на поверхность проволоки, ухудшают расклепываемость при испытаниях на осадку, поскольку способствуют появлению трещин, снижая локальную пластичность проволоки [1]. Используемая технология литья слитков должна обеспечить отсутствие указанных дефектов. С учетом вышесказанного при отливке экспериментальных слитков варьировали химический состав сплава В65 (низкое и высокое содержание меди, низкое содержание примесей), а использованные способы приготовления и рафинирования расплава обеспечили низкое газосодержание и хорошую очистку расплава от неметаллических примесей (табл. 1). Таблица 1. Варианты обработки расплава при литье слитков Номер плавки 1 1 Номер варианта 1 1а 2 3 2 3 Состав сплава, % масс. Сu Mg Si Fe 4,0 0,25 0,18 0,02 4,0 0,25 0,18 0,02 4,5 4,4 0,29 0,23 0,07 0,09 0,01 0,08 Модифицирование Рафинирование расплава – Обработка флюсом, Лигатурный пруток продувка аргоном, фильтрация через Al–5Ti–1B ПКФ – – Сплавы были приготовлены в электрической печи емкостью 1,6 т на чистых компонентах и лигатурах без использования отходов. Расплав обрабатывали в печи флюсом с дополнительной продувкой расплава сухим аргоном, а в процессе литья слитков в кристаллизатор скольжения диаметром 136 мм использовали фильтрацию расплава через пенокерамический фильтр – ПКФ (рис. 1). Поступление расплава в центр кристаллизатора осуществляли через распределительную воронку. При отливке слитков варианта 1а из плавки 1 расплав модифицировали лигатурным прутком Al–5Ti–1B. Ниже приведены результаты изучения четырех вариантов литья с отливкой на каждый вариант трех-четырех слитков длиной около 1500 мм. Полученные слитки в литом состоянии разрезали на заготовки длиной 1000 мм для прокатки и темплеты толщиной 40 мм с литникового и донного концов слитка для проведения исследований. Рисунок 1. Принципиальная схема установки литья слитков диаметром 134 мм В табл. 2 представлен химический состав сплава трех плавок по результатам сдаточного анализа при взятии проб из расплава, а также результаты изучения зональной ликвации. Для этого на первых слитках плавок 1 и 2 проводили химический анализ стружки, взятой из отрезанных темплетов на разном расстоянии от поверхности: рядом с поверхностью, на расстоянии около 20 мм от поверхности, на половине радиуса и в центре. Стружку отбирали путем сверления поверхности темплета в точках, расположенных рядом по дуге окружности соответствующего радиуса. Остальные приведенные в табл. 2 данные относятся к составу слитков на половине их радиуса. Таблица 2. Исследование газосодержания и зональной ликвации компонентов в слитках сплава В65 Номер плавки 1 Последовательность отливки слитков и вариант технологии Начало литья; вариант 1 Конец литья; вариант 1а Сдаточный анализ Начало литья; вариант 2 2 Место отбора стружки Поверхность 20 мм от поверхности 1/2 радиуса Центр 1/2 радиуса Поверхность 20 мм от поверхности 1/2 радиуса Центр 1/2 радиуса Конец литья; вариант 2 Сдаточный анализ 3 Начало литья; 1/2 радиуса вариант 3 Конец литья; То же вариант 3 Сдаточный анализ Допустимое содержание по ГОСТ 4784 Содержание легирующих компонентов и примесей, % мас. Cu Fe Mg Mn Si Ti 3,9 0,034 0,23 0,45 0,16 0,064 4,0 0,029 0,22 0,40 0,17 0,063 Содержание водорода, см3/100г Ме 0,15 3,7 4,0 3,7 0,027 0,029 0,040 0,21 0,22 0,19 0,39 0,41 0,39 0,16 0,16 0,17 0,067 0,050 0,070 4,0 4,5 4,5 0,02 0,028 0,029 0,25 0,25 0,25 0,42 0,39 0,38 0,18 0,09 0,09 0,06 0,06 0,05 4,1 4,3 4,2 0,030 0,030 0,040 0,24 0,25 0,23 0,38 0,38 0,38 0,08 0,09 0,08 0,06 0,06 0,06 0,18 4,5 4,3 0,01 0,13 0,29 0,20 0,37 0,38 0,07 0,14 0,05 0,06 0,16 0,17 4,2 0,13 0,19 0,38 0,14 0,06 0,21 4,4 3,9– 4,5 0,08 ≤0,2 0,23 0,15– 0,30 0,40 0,3– 0,5 0,09 ≤0,25 0,06 ≤0,1 0,20 ≤0,40 0,15 0,14 0,16 Результаты анализа показывают, что в сечении слитка наблюдается заметная ликвация по содержанию меди. В плавке 1 в 20 мм от поверхности содержится 4,0% меди, а на половине радиуса 3,7% при разнице 0,3%. Аналогичная картина наблюдается и в плавке 2. Все остальные проведенные анализы также показывают, что на половине радиуса сечения слитка содержание меди меньше сдаточного состава. Наличие зональной ликвации необходимо учитывать при установлении расчетного состава сплава и приготовлении расплава. Определение содержания водорода методом вакуумной экстракции на образцах, взятых из слитков, которые были отлиты в начале и конце литья каждого технологического варианта, показало, что плавка в электрической печи сопротивления малой емкости и использованные методы рафинирования обеспечивают получение низкого содержания водорода в металле – менее 0,25 см3/100 г Me (см. табл. 2). По техническим условиям содержание водорода в сплаве В65 должно быть не более 0,40 см3/100 г Me. Темплеты с литникового и донного концов слитков в литом состоянии после фрезеровки поверхности подвергали травлению в 20%-ном водном растворе NaOH для выявления макроструктуры с последующим осветлением в азотной кислоте. Макроструктура с двух концов полученных слитков практически идентична. На рис. 2 представлена типичная макроструктура литникового конца отлитых слитков. Для всех вариантов литья характерно получение мелкозернистого строения, но наибольшее измельчение зеренной структуры происходит при использовании модифицирующего лигатурного прутка (вариант 1а). В этом случае зерно визуально практически не выявляется и для его изучения необходим микроструктурный анализ. В центральной части большинства слитков наблюдается структурная неоднородность в виде более светлой области. По расположению она соответствует зоне поступления металла в кристаллизатор. Рисунок 2. Макроструктура слитков сплава В65 диаметром 134 мм На рис. 3 приведен характерный вид продольного излома темплетов полученных слитков. Для центральной области слитка, размер которой соответствует зоне макроструктурной неоднородности, характерно более мелкозернистое строение, чем для промежуточной области шириной около 20 мм с грубым рельефом. Наиболее сглажен рельеф разрушения центральной области слитков варианта 1а с самой мелкозернистой структурой. У поверхности слитка присутствует слой шириной около 10 мм с мелкозернистой и ровной поверхностью разрушения. Дефекты металлургического происхождения в структуре отсутствуют. Рисунок 3. Изломы слитков Микроструктуру слитков в литом состоянии изучали на материале плавок 1 и 2, отличающихся минимальным (4,0%) и максимальным (4,5%) содержанием меди соответственно. Шлифы в поперечной плоскости изготавливали из периферийного, примыкающего к поверхности слоя, на расстоянии 20 мм от поверхности, на половине радиуса и из центральной зоны. Для выявления зерна в слитке шлифы подвергали электрополированию и анодному оксидированию с последующим наблюдением структуры в поляризованном свете. При этом литые зерна, имеющие различную ориентацию кристаллической решетки, отличаются своим цветом. Полученная зеренная структура представлена на рис. 4 и 5 на примере слитков вариантов 1а и 2. В поверхностной зоне слитка толщиной около 30 мм, кристаллизующейся при относительно медленном охлаждении через воздушный зазор у поверхности кристаллизатора, формируется зерно с крупной дендритной ячейкой. В центральном объеме слитка, кристаллизация которого происходит при непосредственном охлаждении слитка водой ниже уровня среза кристаллизатора, дендритное зерно имеет мелкую дендритную ячейку. Рисунок 4. Зеренная структура (×125) литого слитка варианта 2 в 20 мм от поверхности (а) и в центре (б). Анодное оксидирование. Съемка в поляризованном свете Рисунок 5. Зеренная структура (×125) литого слитка вариант 1а в 20 мм от поверхности (а) и в центре (б). Модифицирование прутком Al–5Ti–1B. Анодное оксидирование. Съемка в поляризованном свете Количественную оценку величины зерна и дендритной ячейки в отдельных зонах по сечению слитка проводили методом секущих на оптическом микроскопе Neophot-23, как среднюю хорду 100 зерен или дендритных ячеек. Результаты исследования представлены в табл. 3. Поверхностные объемы слитка отличаются более крупным зерном, чем центральные объемы. У сплава варианта 1а в расплаве присутствует увеличенное количество центров кристаллизации, благодаря модифицированию прутком Al–5Ti–1B, и происходит формирование более мелкого зерна по всему сечению слитка при сохранении разницы в величине дендритной ячейки между поверхностными и центральными объемами. Таблица 3. Параметры микроструктуры в разных зонах по сечению слитка Вариант технологии 1 1а 2 Зона по радиусу слитка Поверхность Центр Поверхность Центр Поверхность Центр Величина зерна, мкм d, мкм V, % об. т, мкм 221 158 154 109 212 148 56 29 38 19 59 29 2,7 2,1 2,5 2,0 2,7 2,3 3,5 2,5 3,3 2,2 3,5 2,5 Для улучшения выявляемости границ дендритных ячеек образцы подвергали отжигу при 250°С в течение 1 ч с охлаждением на воздухе. При этом происходил дополнительный распад твердого раствора по границам дендритных ячеек из-за повышенного в этих микрообъемах содержания меди. Среднее сечение (хорду d) дендритной ячейки в слитке определяли при увеличении ×485. В соответствии с видимой на рис. 4 и 5 структурой поверхностный и центральный объемы слитка по величине дендритной ячейки существенно различаются. Центральный объем слитка имеет в полтора раза более мелкую ячейку, чем поверхностный объем, что свидетельствует о более высокой скорости охлаждения центральной зоны слитка. Модифицирование лигатурным прутком приводит к уменьшению в 1,5 раза величины дендритной ячейки как поверхностных, так и центральных объемов. Вероятно, этот эффект связан с дополнительным охлаждением расплава при введении в него лигатурного прутка. Для выявления фазового состава сплава травление поверхности шлифов проводили 5%-ным раствором HF в воде. В монографии [4] указывается на возможность существования в промышленных сплавах системы Al–Cu–Mg с низким содержанием Mg и дополнительным легированием Mn, Fe и Si фазы CuAl 2 и других избыточных фаз, состав которых зависит от соотношения между легирующими компонентами. К ним относятся фазы Cu 2 Mn 3 Al 20 , (CuFeMn)Al 6 и (CuFeMn) 3 Si 2 Al 15 . В соответствии с этим в структуре слитков указанных в табл. 2 составов наблюдаются включения фазы CuAl 2 (светлые после травления в 0,5%-ном растворе HF) и более мелкие включения фаз, возможно, вышеприведенного состава (они выглядят более мелкими темными включениями). Количество фаз и соотношение между ними должны быть связаны с химическим составом сплава. Микроструктура слитка варианта 2 в литом состоянии представлена на рис. 6. В разных зонах по сечению слитка происходит изменение формы включений избыточных фаз. В двух шлифах, расположенных ближе к поверхности, включения имеют продолговатую форму и образуют прослойки по границам дендритных ячеек. В центре слитка более мелкие включения неправильной формы расположены более изолированно друг от друга. Рисунок 6. Микроструктура (×400) литого слитка вариант 2 в поверхностной зоне (а) и в центре по толщине (б). Травление в 0,5%-ном водном растворе HF Характерной чертой выявляемой микроструктуры литых слитков является видимая на рис. 6 повышенная травимость отдельных объемов внутри дендритных ячеек. Как показано в работе [5], разная травимость литых алюминиевых сплавов может быть вызвана различным распределением продуктов распада твердого раствора в зонах с низким и высоким содержанием титана и марганца. Для сопоставления структуры слитков в разных объемах методом секущих при увеличении ×900 определили параметры распределения включений избыточных фаз для относительно крупных включений толщиной более 1 мкм: суммарное объемное количество включений V и среднее сечение включений т. Общее количество включений на секущей 100 штук. Результаты измерений приведены в табл. 3. Объемные количества избыточных фаз в слитках двух плавок с разным содержанием меди и кремния отличаются незначительно. Поверхностные объемы содержат несколько большее количество избыточных фаз, что связано с ликвационными явлениями при литье слитков полунепрерывным методом. Средний размер частиц в поверхностной зоне слитка в 1,5 раза больше, чем в центральной, и не зависит от состава сплава. Уменьшение величины дендритной ячейки при модифицировании расплава для варианта 1а сопровождается некоторым уменьшением размеров включений т. Поскольку в структуре наблюдаются избыточные включения фазы СuAl 2, что может отрицательно влиять на деформируемость слитка при горячей обработке давлением, необходимо использовать гомогенизацию слитков. Для уточнения режима превращений при гомогенизации нагреве определили образцов из температуру литых слитков фазовых методом дифференциальной сканирующей калориметрии (ДСК) в калориметре DSC111. Образцы брали из различных зон по диаметру темплетов слитков вариантов 1а и 2, т.е. из плавок, отличающихся минимальным (4,0%) и максимальным (4,5%) содержанием меди соответственно. Место отбора образцов соответствовало расположению шлифов для анализа микроструктуры. Некоторые полученные кривые показаны на рис. 7*. Из анализа кривых следует, что минимальная температура начала плавления сплавов составляет 538°С в слитке варианта 1а с низким содержанием меди и 0,18% кремния. Она повышается до 543°С в слитке варианта 2 с содержанием меди 4,5% без кремния. Величина эндотермического эффекта плавления легкоплавкой эвтектики α+СuAl2 увеличивается в сплаве с большим содержанием меди и снижается в образцах из центральной зоны слитка, где наблюдается меньшее количество фазы СuAl2. Это может быть * Данные получены Н.П. Космачевой. обусловлено также более быстрым растворением дисперсных включений избыточных фаз, что характерно для центральных объемов слитка, при нагреве образцов в калориметре. Рисунок 7. Кривые ДСК образцов слитков вариантов 1а (а, б) и 2 (в, г), взятых на расстоянии 20 мм от поверхности (а, в) ив центре слитка (б, г) Таким образом, температура гомогенизации слитков сплава В65 может быть установлена в интервале от 515 до 525°С с возможностью ее повышения до 530°С. Согласно этому заготовки гомогенизировали при (520±10)°С в течение 8 и 12 ч. Одновременно с заготовками гомогенизировали взятые из этих же заготовок темплеты для исследования структуры. Результаты исследования микроструктуры гомогенизированных слитков металлографическим методом показали, что гомогенизация продолжительностью 8 и 12 ч приводит к почти полному растворению избыточных фаз в центре слитка. Однако в поверхностных объемах и на половине радиуса сохраняются отдельные светлые включения фазы CuAl 2 толщиной до 6 мкм (рис. 8). После 8 ч гомогенизации количество избыточных фаз в структуре слитка снижается до 0,5% об., а после 12 ч – до 0,4% об. Исследованное на образцах увеличение продолжительности гомогенизации до 24 ч снижает количество избыточных фаз до 0,15% об., что вряд ли имеет практическое значение. Наблюдается распад твердого раствора при медленном охлаждении слитка с температуры гомогенизации. Рисунок 8. Микроструктура (×800) слитка варианта 2 после гомогенизации (520°С, 12 ч) в центре слитка (а) и на половине радиуса (б). Травление в 0,5%-ном растворе HF Анализ полученных кривых ДСК образцов из гомогенизированных слитков свидетельствует о полном исчезновении эффекта плавления неравновесной эвтектики. Присутствующие в структуре отдельные включения фазы СuAl 2 , в небольшом количестве остающиеся после гомогенизации, очевидно, растворяются при медленном нагреве образцов до температуры возможного плавления легкоплавкой эвтектики и не приводят к появлению на кривых ДСК соответствующего эффекта при их плавлении. Для уточнения температуры горячего деформирования определили механические свойства гомогенизированных слитков на растяжение при температуре горячего деформирования. Исследование проводили при 370, 385 и 400°С на материале темплетов, взятых из слитков вариантов 1, 1а и 2 с минимальным и максимальным содержанием меди после гомогенизации в течение 8 и 12 ч. Из центральных объемов каждого темплета были взяты поперечные заготовки и изготовлены девять образцов с резьбовой головкой с диаметром рабочей части 5 мм и расчетной длиной 25 мм. Оценка результатов показывает, что повышение температуры испытаний вызывает снижение прочности и несколько повышает пластические характеристики материала (рис. 9). Рисунок 9. Влияние температуры испытаний на интервал изменения средних значений механических свойств в поперечном направлении для слитков сплава В65 (варианты 1, 1а и 2) Анализ изломов разрушенных при 400°С образцов из разных плавок на растровом электронном микроскопе KYKY-2800B при увеличении от ×15 до ×500 раз показал, что характер разрушения всех образцов одинаков. Происходит пластическое деформирование образца с образованием шейки при больших значениях относительного удлинения и относительного сужения после разрушения. Поверхность разрушения образца из слитка плавки 2 при 400°С представлена на рис. 10 *. Само разрушение вязкое, происходит путем отрыва с появлением излома типа «чашка–конус». Оно сопровождается появлением крупной пористости в центральной части шейки, соответствующей участку «чашки» на поверхности разрушения. Участки твердого раствора между порами разрушаются путем вытяжки с образованием удлиненных острых гребней. По краям «чашки» расположен участок разрушения срезом, образующий конус, который выступает над уровнем «чашки». * Снимки получены Л.Г. Климович. Рисунок 10. Фрактография поверхности разрушения образца слитка варианта 2 при 400°С Вязкого ямочного разрушения с образованием мелких ямок на включениях интерметаллидов не наблюдается, очевидно, в связи с малым количеством частиц избыточных фаз и высокой пластичностью материала при использованной температуре деформирования. Поскольку изменение химического состава сплава, используемые способы обработки расплава и продолжительность гомогенизации слабо влияют на свойства слитка при одной температуре деформирования, то горячую прокатку заготовок всех вариантов технологии целесообразно проводить при температуре максимальной пластичности в области от 380 до 400°С. Таким образом, проведенными исследованиями установлено, что использованная технология литья и рафинирования расплава обеспечивает получение плотной мелкозернистой структуры слитка с низким газосодержанием и характерной для слитков полунепрерывного литья зеренной и фазовой структурной неоднородностью. В результате гомогенизации по приемлемым на практике режимам полного растворения избыточных фаз по всему сечению слитка не происходит и в структуре поверхностных объемов остаются отдельные выделения фазы CuAl 2 величиной менее 10 мкм. Успешная прокатка при ~390°С по серийной технологии всех обточенных заготовок диаметром 120 мм после 8 и 12 ч гомогенизации на катанку диаметром 10 мм показала хорошую технологическую пластичность слитков с вышеописанной структурой. Выводы Исследована структура слитков сплава В65 в зависимости от химического состава сплава, технологии очистки расплава (дегазации, фильтрации) и модифицирования. Установлены следующие критерии качества слитков диаметром 134 мм сплава В65, полученных методом полунепрерывного литья, допускающие интенсивную деформацию при прокатке без появления раскрытия и поверхностных трещин: − содержание водорода менее 0,25 см3/100 г Me; − средняя величина равноосного зерна менее 0,5 мм; − количество избыточных фаз в литом состоянии ~3,5% об., а после гомогенизации ~0,5% об.; − механические свойства при температуре горячего деформирования (400°С): σ в =33–38 МПа, σ 0,2 =30–35 МПа, δ=47–50%, ψ=95–96%. Список литературы: 1. Шилова Е.И. Алюминиевый сплав В65 для заклепок // Алюминиевые и магниевые сплавы. – М.: Оборонгиз, 1959. С. 113–143. 2. Арчакова З.Н. и др. Структура и свойства полуфабрикатов из алюминиевых сплавов: Справ. 2-е изд., перераб. и доп. – М.: Металлургия, 1984. – 408 с.//Гл. XXII. Колобнев Н.И., Шилова Е.И. Структура и свойства проволоки для крепежных деталей. С. 370–388. Гл. XXIII. Шеенков В.А. Дефекты проволоки. С. 388–392. 3. Ерманок М.З., Ватрушин Л.С. Волочение легких сплавов. – М.: ВИЛС, 1999. – 216 с. 4. Мондольфо Л.Ф. Структура и свойства алюминиевых сплавов. Пер. с англ. – М.: Металлургия, 1979. – 640 с. 5. Сетюков О.А., Фридляндер И.Н., Ручьева Н.В. Особенности дендритной ликвации титана в алюминиевых сплавах // МиТОМ. 1983. № 7. С. 55–57.