ITE_2010_3_Tovajnyanskiy_K voprosu ob uluchshenii
advertisement

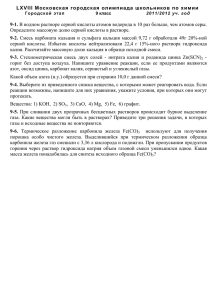
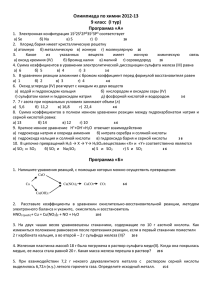
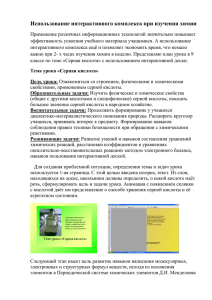
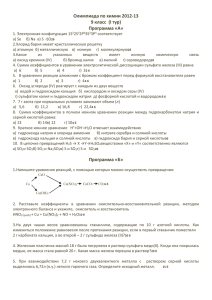
ЕНЕРГЕТИКА ТЕПЛОТЕХНОЛОГІЇ ТА ЕНЕРГОЗБЕРЕЖЕННЯ _________________________________________________________________________________ УДК 621:664(076) Товажнянский Л.Л., Капустенко П.А., Перевертайленко А.Ю., Гарев А.О., Быканов С.Н. К ВОПРОСУ ОБ УЛУЧШЕНИИ УТИЛИЗАЦИИ ТЕПЛА В ТЕХНОЛОГИИ РЕГЕНЕРАЦИИ ГИДРОЛИЗНОЙ СЕРНОЙ КИСЛОТЫ Проблема отходов тесно связана с резким ростом потребления, которое началось в середине прошлого века [1]. Промышленные отходы (ПО) представляют собой побочные продукты технологических систем различных производств, не возвращенные в технологические циклы, не используемые в инфраструктуре промышленных предприятий и не экспортируемые на другие предприятия в качестве сырья. По существу отходами являются выбросы в окружающую среду, причем большая часть отходов представляет собой вредные выбросы, которые негативно влияют на экосистему. При решении проблемы ПО необходимо максимально, насколько это позволяют лучшие известные технологии, извлечь те вещества и элементы, которые представляют ценность для дальнейшего использования. Одной из технологий, связанных с решением проблемы ПО является утилизация гидролизной серной кислоты, которая является отходом производства двуокиси титана и в настоящее время сбрасывается в озера – отстойники [2]. Было рассмотрено две установки, входящие в состав технического проекта переработки гидролизной кислоты с получением 93 % серной кислоты мощностью 263 тыс. тонн в год и железного купороса мощностью 98 тыс. тонн в год. Первая установка предназначена для концентрирования гидролизной серной кислоты до 75 % и выделению из нее примесей в виде твердой фазы, вторая – для укрепления серной кислоты до 93 %. Энерго-функциональная схема установок представлена на рис. 1. Рисунок 1 – Энерго-функциональная схема концентрирования гидролизной серной кислоты до 75 % с последующим укреплением до 93 % АВ – выпарной аппарат, КП – конденсатор, Н1-Н4 – насосы, СМ – смеситель, Т1– рекуперативный пластинчатый теплообменник, Т2 – кожухотрубный охладитель, Е1 – промежуточная емкость Исходный раствор, представляющий собой отфильтрованную гидролизную серную кислоту 60 %, поступает в цех с температурой 70 0С. Кислота подогревается в теплообменнике Т1 от 70 0С до 90 0С, после чего подается в выпарной аппарат АВ. Теплообменник Т1, обогревается конденсатом греющего пара, поступающим из греющей камеры АВ. При упаривании серной кислоты до 75 % из раствора выделяются примеси в виде твердой фазы (сульфаты железа и прочие сульфаты (Al, Mg, Mn, V)). Температура кипения раствора 105 0С. Образовавшаяся суспензия (упаренный раствор) отводится из выпарных аппаратов и собирается в емкости Е1, где охлаждается, циркулируя через теплообменник Т2. Температура раствора на выходе из теплообменІнтегровані технології та енергозбереження 3’2010 3 ЕНЕРГЕТИКА ТЕПЛОТЕХНОЛОГІЇ ТА ЕНЕРГОЗБЕРЕЖЕННЯ _________________________________________________________________________________ ника 60 0С. После выхода из теплообменника упаренный раствор разделяется. Одна часть упаренного раствора возвращается в емкость Е1, за счет чего температура в емкости составляет 71,6 0С. Другая часть упаренного 75 % раствора кислоты, с температурой 60 0С, поступает в сгуститель СГ. Сгущенная суспензия из нижней части сгустителя СГ отводится на установку фильтрования. Осветленный раствор 75 % серной кислоты поступает на установку укрепления до 93 %. Греющие камера АВ обогревается паром с давлением 0,2 МПа и температурою 120 0С. Конденсат из греющей камеры АВ используется для обогрева рекуперативного теплообменника Т-1. Вторичный пар из аппарата АВ конденсируется в конденсаторе КП с температурой около 40 0С. В следующей установке происходит процесс укрепления 75 % серной кислоты до 93 %. Укрепление проводится 20 % олеумом. Процесс проводится в смесителе СМ, представляющий собой аппарат емкостного типа со встроенным теплообменником и циркуляционным насосом. Исходная 75 % серная кислота с температурой 60 0С и 20 % олеум с температурой 70 0С, подаются во всасывающую линию циркуляционного насоса, смешиваются с циркулирующей 93 % серной кислотой. Тепло, которое выделяется при смешении кислоты с олеумом, снимается охлаждающей водой во встроенном теплообменнике. Готовая 93 % серная кислота сливается в емкость хранилище, откуда насосом перекачивается на склад. Циркуляция 93 % серной кислоты осуществляется встроенными насосами RSU 500 B2, производительностью 2000 м3/ч. Температура циркулирующей смеси на входе во встроенный теплообменник определяется из уравнения теплового баланса и составляет 61,9 0С. Как видно, в данной химико-технологической системе имеются холодные и горячие утилиты, а также зона рекуперации (теплообменник Т-1). Следовательно, мы можем изучить возможность использование тепла, как подводимого, так и отводимого от системы. Для оценки энергоэффективности установки были выбраны и проанализированы технологические потоки, представленные в табл.1. Таблица 1 – Технологические потоки до реконструкции №, тип по- Наименование потока тока Расход, кг/с Теплоем0 Т Н, С 0 ТК, С кость, КДж/(кг К) СР, ΔН, КВт/К КВт Исх. к-та, 60%, подо1. хол греваемая в 9,385 70 90 2,28 21,4 428 4,216 9,62 432,9 Т1,. 2. гор. Конденсат г.п. из АВ . 2,281 120 75 3. гор Втор. пар из АВ. 1,683 40 40 4. гор. Упаренная к-та, 75%, 7,702 105 60 1,94 14,942 672,39 1015,56 61,9 60 1,56 1584,27 3010,11 146,92 90 105 2,28 334, 977 5030 5. гор. 6. хол. Кислота 93% в смесителе Исх. к-та, 60% в АВ Конденсация r = 2403 КДж/кг 4044,25 В данной технологической схеме рекуперация тепла осуществляется за счет использования тепла конденсата греющего пара из аппарата АВ. Конденсат греющего пара нагревает исходную 60 % кислоту в теплообменнике Т1 от 70 до 90 0С. При этом количество рекуперируемого тепла составляет 428 КВт. Такому количеству рекуперируемого тепла отвечает ΔT min=22 0С. При этом совместное изображение горячей и холодной составных кривых имеет вид, представленный на рис. 2. Величина холодных утилит соответствует сумме теплоты охлаждения горячих потоков (№3, №4, №5). Количество горячих утилит QHmin соответствует количеству тепла, необходимого для подогрева и выпаривания потока №6. 4 Інтегровані технології та енергозбереження 3’2010 ЕНЕРГЕТИКА ТЕПЛОТЕХНОЛОГІЇ ТА ЕНЕРГОЗБЕРЕЖЕННЯ _________________________________________________________________________________ Qнmin = 5030 кВт 120 Tmin 22 C 110 100 90 T 80 70 60 50 40 Qсmin = 7737 кВт QREC = 422,5 кВт 0 2000 4000 6000 10000 8000 12000 14000 dH Рисунок 2 – Составные кривые для существующего проекта Сеточная диаграмма производства до реконструкции для ΔTmin=220С приведена на рис. 3. 105 120 75 o 2 428 СР, кВт/°С dH, кВт 9,62 432,9 40 40 4044 C1 3 4044 105 60 C2 4 61,9 14,942 672 5 672,39 60 C3 1584,27 3010 21,4 428 3010 70 o 90 o 1 90 o 105 o H 334, 977 6 5030 5030 83o Рисунок 3 – Сеточная диаграмма для существующего проекта Как видно, в существующей технологической схеме происходит передача тепла через пинч. Это указывает на возможность реконструкции существующей схемы с целью более экономного использования энергоресурсов [3]. Для этого рассмотрим воду, которая используется для конденсации вторичного пара в теплообменнике КП. Она нагревается до 35 0С и это низкопотенциальное тепло не используется. Возьмем необходимое количество воды с температурой 35 0С и направим в смеситель СМ в качестве охлаждающей воды. В смесителе она будет отводить тепло, выделяемое при смешении, и нагреется до 45 0С. Данный теплоноситель может быть использован для технологических нужд предриятия. Кроме этого существует возможность догрева части этого холодного потока до более высокой температуры. Для этого нам необходимо заменить утилитный кожухотрубчатый теплообменник Т-2 и убрать из схемы систему циркуляции охлаждаемой серной кислоты через данный теплообменный аппарат, которая создана для того чтобы избежать перегрева 75 % серной кислоты выше 62 0С во избежание выхода из строя оборудования. Осуществить это возможно, так как существующие современные графитовые пластинчатые теплообменники работают при более высоких температурах сернокислых растворов и имеют более высокие коэффициенты теплопередачи, что важно для реализации энергосберегающего решения. Также снижается количество электроэнергии, потребляемой установкой за счет снижения нагрузки на насосную группу. Інтегровані технології та енергозбереження 3’2010 5 ЕНЕРГЕТИКА ТЕПЛОТЕХНОЛОГІЇ ТА ЕНЕРГОЗБЕРЕЖЕННЯ _________________________________________________________________________________ Таким образом, выявив возможность увеличения рекуперативной тепловой энергии, мы с помощью методов пинч-анализа определяем оптимальное значение ΔT min= 5 0С и строим сеточную диаграмму для модернизированной технологической схемы [3]. Технологические потоки в реконструируемом варианте представлены в табл. 2. Новые потоки №7 и №8 представляют собой воду, которая нагревается до 45 0С и до температуры 90 0С. На данном этапе мы не обосновываем, где конкретно будут использоваться новые потоки, однако значения целевых температур наглядно иллюстрируют возможность получения тепла рекуперации на двух температурных уровнях. Таблица 2 – Технологические потоки после реконструкции №, тип потока 1. хол 2. гор. 3. гор 4. гор. 5. гор. 6. хол. 7. хол. 8. хол. Наименование потока Исх. к-та, 60%, подогреваемая в Т1. Конденсат г.п. из АВ . Втор. пар из АВ. Упаренная к-та, 75 % Кислота 93 % в смесителе Исх. к-та, 60% в АВ Вода, подогреваемая до 45 0С Вода, подогреваемая до 90 0С Расход, кг/с ТН, 0С ТК, 0С Теплоемкость, КДж/(кг К) СР, КВт/К ΔН, КВт 9,385 70 90 2,28 21,4 428 2,281 120 75 4,216 9,62 432,9 1,683 40 40 Конденсация r = 2403 КДж/кг 4044,25 7,702 105 60 1,94 14,942 672,39 1015,56 61,9 60 1,56 1584,27 3010,11 146,92 90 105 2,28 334, 977 5030 71,84 28 45 4,19 301 5117,0 3,566 45 90 4,19 14,942 672,39 Сеточная диаграмма после реконструкции приобретает вид, показанный на рис. 4. При этом теплота через пинч уже не переносится, что говорит о правильности выбранных решений. 120 75 2 ПИНЧ 40 o СР, кВт/°С T1 105 9,62 40 3 4 T2 61,9 40 C1 60 1937 60 672,39 3010 70 o 90 o 1 428 105 o 21,4 428 90 o H 6 334, 9 5030 45 432,9 4044 14,942 1584,27 5 dH, кВт o 35 5030 28 o o 7 3010 301 5117 2107 90 o 14,9 8 672 672 35 o Рисунок 4 – Сеточная диаграмма для проекта реконструкции 6 Інтегровані технології та енергозбереження 3’2010 ЕНЕРГЕТИКА ТЕПЛОТЕХНОЛОГІЇ ТА ЕНЕРГОЗБЕРЕЖЕННЯ _________________________________________________________________________________ После реконструкции количество холодных утилит уменьшилось на 5789 кВт и составляет QCmin=1937 кВт. Количество горячих утилит не уменьшилось и составляет, как и раньше Q Hmin=5030 кВт (рис. 5). Таким образом, мы существенно уменьшаем количество охлаждающей воды и дополнительно получаем 246 т/час горячей воды с температурой 45 0С и 12,8 т/час горячей воды с температурой 90 0С. Горячая вода может быть использована на технологические нужды или для отопления помещений. 120 Qнmin = 5030 кВт 110 100 90 80 T 70 60 Tmin 5 C 50 40 30 QREC = 6207 кВт Qсmin = 1937 кВт 0 2000 4000 6000 8000 10000 12000 14000 dH Рисунок 5 – Составные кривые проекта реконструкции . После проектирования модернизированной сеточной диаграммы мы получаем новую энергофункциональную схему, где присутствуют новые технологические потоки (Рис.6) . Рисунок 6 – Энерго-функциональная схема концентрирования гидролизной серной кислоты до 75 % с последующим укреплением до 93 % после модернизации АВ – выпарной аппарат, КП – конденсатор, Н1-Н3 – насосы, СМ – смеситель, Т1,Т2 – рекуперативные пластинчатые теплообменники, Е1 – промежуточная емкость Обоснуем выбор теплообменного оборудования (теплообменники Т-1, Т-2). Так как серная кислота с данной концентрацией и при данных температурах является агрессивной рабочей средой, выбор конструкционного материала для поверхности теплопередачи, устойчивого к воздействию серной кислоты является весьма важным. В мировой практике для тепловой обработки серной кислоты с концентрацией 20–80 % вес. и температурой до 150 ºС являются графитовые теплообменники, причем графит соІнтегровані технології та енергозбереження 3’2010 7 ЕНЕРГЕТИКА ТЕПЛОТЕХНОЛОГІЇ ТА ЕНЕРГОЗБЕРЕЖЕННЯ _________________________________________________________________________________ держит соответствующие наполнители, которые улучшают его механические и химические свойства[4]. Такой материал обладает инертностью к химически агрессивным рабочим средам, высокой теплопроводностью, хорошо обрабатывается. В качестве наполнителей используются синтетические смолы, полиэфиры, фторопласты и т.д. В настоящее время широкий спектр теплообменной аппаратуры из графита представлен компаниями Sigri Great lakes (SGL) Carbon Group ( Германия) и Group Carbon Lorrain (Франция) с использованием наполненных графитов, известных как DIABON® и GRAPHILOR® соответственно[5]. Пластинчатые графитовые теплообменники совместной разработки SGL Carbon и Alfa Laval представляют собой разновидность разборных пластинчатых теплообменных аппаратов, пакет которых выполнен из DIABON®, а прокладки из фтороэластомера, который при сжатии пакета расплющивается и образует уплотнительную полосу шириной 20 мм и толщиной 0,2 мм. Для серной кислоты с концентрацией 60–75 % применяется DIABON®NS. Опыт эксплуатации графитового пластинчатого теплообменника S10N для подогрева и поддержания температуры травильного раствора для травления листовой углеродистой листовой стали (24 % H2SO4, t = 94–105 0С) на одном из металлургических предприятий Украины подтверждает работоспособность и высокую тепловую эффективность подобных аппаратов [5]. Наличие в растворе железного купороса FeSO4·7H2O не приводит к загрязнению поверхности теплопередачи. На поверхности пластин не было отмечено также следов FeSO4·H2O Таким образом, трансформируя тепловую нагрузку холодных утилит в нагрузку введенных технологических потоков с заданными целевыми температурами, мы преобразуем энергию утилит в энергию рекуперации. В данной статье мы рассмотрели тепловую интеграцию части крупного производственного комплекса по регенерации гидролизной кислоты, которая, показала возможность получения внутренней тепловой энергии предприятием. Решая задачу для всего комплекса, мы можем получить более эффективные энергосберегающие решения, что может послужить ярким примером системного подхода к вопросам ресурсо- и энергосбережения в химической промышленности Украины. Литература 1. Касимов А.М., Товажнянский Л.Л., Тошинский В.И., Сталинский Д.В. Управление опасными промышленными отходами. Современные проблемы и решения. – Харьков, НТУ «ХПИ», 2009, 500 с. 2. Данилов Ю.Б. Новые и перспективные разработки, технологии и оборудования для химической и нефтегазодобывающей промышленности. //Тези доповідей міжнародної наукової – технічної конференції « Сучасні проблеми нано-, енерго- та ресурсозберігаючих і екологічно орієнтованих хімічних технологій», 27–28 травня 2010 р., НТУ «ХПІ», Харків, 2010, с. 191–193 3. Смит Р., Клемеш Й., Товажнянский Л.Л., Капустенко П.А., Ульев Л.М. Основы интеграции тепловых процессов. Харьков: НТУ ХПИ», 2000, 457 с. 4. Hills D. E. G. Graphite Heat Exchangers. «Chemical Process Engineering», 1971, 52, №1. 5. Kapustenko P.A., Perevertaylenko A.Yu., Khavin G.L., Arsenyeva O.P. «Graphite plate heat exchangers as Energy Saving Tool for Corrosive Media Duties. Chemical Engineering Translations», 2007, v. 12 Ed. by J. Klemes, p. 219–224. УДК 621:664(076) Товажнянський Л.Л., Капустенко П.О., Перевертайленко О.Ю., Гарєв А.О., Биканов С.М. ДО ПИТАННЯ ПРО ПОЛІПШЕННЯ УТИЛІЗАЦІЇ ТЕПЛА У ТЕХНОЛОГІЇ РЕГЕНЕРАЦІЇ ГІДРОЛІЗНОЇ СІРЧАНОЇ КИСЛОТИ Використано методи пінч-аналізу та доведено доцільність подальшого впровадження графітових пластинчастих теплообмінних апаратів для удосконалення утилізації тепла у конверсії такого шкідливого викиду процесу виробництва двоокису титану, як гідролізна сірчана кислота. Tovazhnyanskyy L.L., Kapustenko P.O., Perevertaylenko О.Yu., Garev A.O., Bykanov S.М. ON IMPROVEMENT THE HEAT INTEGRATION IN HYDROLYTIC SULPHURIC ACID RECOVERY PROCESS The best available techniques such as pinch-analysis and graphite plate heat exchangers are proposed to improve the heat integration in recovery of hydrolytic sulphuric acid that is hazardous waste of titanium dioxide production. 8 Інтегровані технології та енергозбереження 3’2010