ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК (ЕСДП) Цель
advertisement
 Цель")
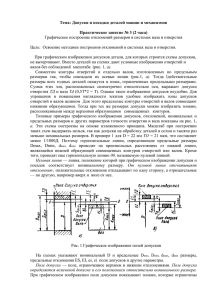
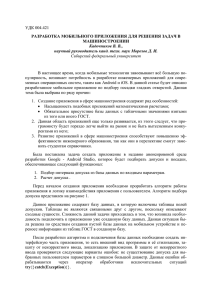
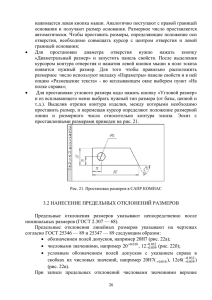
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК (ЕСДП) Цель: изучить закономерности построения рядов допусков и посадок, основополагающие стандарты их систематизации. Задачи: 1. Установить нормы точности; 2. Определить основные отклонения и влияние их значений на посадку; 3. Образовать поля допусков и посадки ЕСДП. Желаемый результат: Студенты должны изучить единые принципы построения СДП: нормирование точности, выбор основных отклонений и системы образования посадок. Учебные вопросы: 1. Назначение и стандарты ЕСДП. 2. Квалитеты и допуски квалитетов. 3. Основные отклонения и влияние их значений на характер соединения. 4. Образование полей допусков и посадок ЕСДП. 5. Системы отверстия и вала. Обозначение на чертежах. Учебная информация Система допусков и посадок (СДП) – совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований, и представленных в виде стандартов. СДП решает следующие задачи: 1. Выбор необходимых и достаточных для практики допусков и посадок; 2. Стандартизация режущих инструментов, калибров и измерительных приспособлений; 3. Повышение точности и обеспечение взаимозаменяемости типовых деталей. СДП разработаны для подшипников качения, зубчатых колес и передач, а также резьбовых, шпоночных, шлицевых и других соединений. Основой их построения является единая система допусков и посадок (ЕСДП). Она включает в себя стандарты – ГОСТ 25346-82, ГОСТ 25347-82, ГОСТ 25348-82, ГОСТ 25349-82 и ГОСТ 25670-83, которые распространяются на гладкие сопрягаемые и несопрягаемые элементы деталей с номинальными размерами до 10000 мм. Квалитет (по аналогии с франц. qualite - качество) – это совокупность допусков, характеризуемых постоянной точностью (определяется коэффициентом a) для всех номинальных размеров. Квалитеты позволяют нормировать требуемую точность изготовления, поскольку определяют величину допуска размера. Допуск для любого квалитета рассчитывается по формуле: IT = a·i, (1) где IT – допуск в мкм; a – число единиц допуска i (мкм). ЕСДП установлено 20 квалитетов: 01, 0, 1, 2, 3, 4 ... 17, 18 (самые точные квалитеты 01 и 0 введены после квалитета 1). Область их применения: — квалитеты от 01-го до 4-го используют при изготовлении концевых мер длины, калибров и контркалибров, деталей измерительных средств и других высокоточных изделий; — квалитеты от 5-го до 12-го применяют при изготовлении деталей, преимущественно образующих сопряжения с другими деталями различного типа; — квалитеты от 13-го до 18-го используют для параметров деталей, не образующих сопряжений и не оказывающих существенного влияния на работоспособность изделий. Основные закономерности построения рядов допусков с 5-го по 18-ый квалитеты. Число единиц допуска a соответственно равно: 7, 10, 16, 25, 40, 64, 100, 160, 250, 400, 640, 1000, 1600 и 2500, т.е. при переходе от одного квалитета к следующему, более грубому, допуски возрастают на 60% (через каждые пять квалитетов допуски увеличиваются в 10 раз). Для определения единицы допуска i (мкм) диапазон номинальных размеров от 1 до 500 мм разбит на 13 интервалов: до 3 мм, свыше 3 до 6 мм, свыше 6 до 10 мм, ... свыше 400 до 500 мм. Исходя из граничных значений интервала (Dmin и Dmax) рассчитывается среднее геометрическое Dс по формуле: Dc = √ Dmin⋅Dmax , (2) причѐм для интервала до 3 мм принимают Dс= 31\3. Единица допуска i является мерой точности: i=0,45 √3 Dc+ 0,001 Dc , (3) отражающей влияние технологических, конструктивных и метрологических факторов. Основное отклонение – это одно из предельных отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. ЕСДП для размеров до 500 мм предусмотрено 28 вариантов основных отклонений валов и отверстий (рис.1). Для всех полей допусков, расположенных ниже нулевой линии, основным (ближайшим) является верхнее отклонение (es или ES); для полей допусков, расположенных выше нулевой линии, основным (ближайшим) – нижнее отклонение (ei или EI). При одном и том же буквенном обозначении числовое значение основного отклонения изменяется в зависимости от номинального размера. Исходными при построении системы были приняты основные отклонения валов. Формулы для их расчета приведены в ГОСТ 25346-89. Числовые значения основных отклонений валов приведены в таблицах ГОСТ 25347-82 и ГОСТ 25348-82. Основные отклонения отверстий, как правило, равны по числовому значению и противоположны по знаку основным отклонениям валов, обозначаемым той же буквой. Таким образом, для отверстий с отклонениями: Рис. 1. Схема расположения и обозначения основных отклонений от А до H – ЕI = –es, (4) от К до ZC – ЕS = –ei. (5) Из этого общего правила сделано исключение для размеров свыше 3 до 500 мм для отверстий J, K, M и N с допусками по 3–8-му квалитетам и для отверстий от Р до ZC с допусками по 3–7-му квалитетам, для которых применяется специальное правило: ES = –ei + Δ, (6) где Δ = Itn – ITn-1 – разность между допусками рассматриваемого и ближайшего более точного квалитетов. По основному отклонению и допуску рассчитывается второе предельное отклонение. Используемые зависимости: ei = es – IT, EI = ES – IT; (7) es = ei + IT, ES = EI + IT. (8) Буквами js, JS обозначают симметричное расположение поля допуска относительно нулевой линии. В этом случае числовые значения верхнего и нижнего отклонений одинаковы и определяются в зависимости от допуска квалитета, а основным (постоянным) при любом допуске является, в порядке исключения, среднее отклонение, равное нулю. Поля допусков образуются сочетанием одного из основных отклонений с допуском по одному из квалитетов. Примеры условного обозначения: h7, d9, ef10, x8 – для вала; H6, B12, J s8, ZC10 – для отверстия. Посадка образуется сочетанием полей допусков отверстия и вала. На первом месте указывается поле допуска отверстия, например: H7/n6, H8/x8, Js6/h5, CD10/h10. ЕСДП предусмотрено две системы образования посадок – система отверстия и система вала. В первой сочетают с основным отверстием Н поля допусков вала, которые образуют: в посадках с зазором – основными отклонениями от а до h; переходных – js, j, k, m, n; в посадках с натягом – от r до zc. Аналогично, в системе вала сочетают h с основными отклонениями отверстия: от А до Н – в посадках с зазором; JS, J, K, M, N – переходных; от R до ZC – в посадках с натягом. В соответствии с рекомендацией ИСО и практикой ряда стран из основных рядов полей допусков для размеров от 1 до 500 мм выделены предпочтительные поля допусков (рис.2). Они обеспечивают 90-95% посадок общего применения, а их использование способствует повышению уровня унификации изделий, сокращает номенклатуру режущих инструментов и калибров, создает благоприятные условия для кооперирования и организации централизованного производства стран. Рис.2. Схема расположения предпочтительных полей допусков Обозначения посадок и полей допусков на чертежах. Предельные отклонения размеров и посадки на чертежах указываются в соответствии с ГОСТ 2.109-73, ГОСТ 2.307-68 и ГОСТ 25346-89. Детали изготовляют по чертежам, на размерных линиях которых после номинальных размеров проставлены допуски на размер в виде верхних и нижних предельных отклонений или условных обозначений полей допусков. Варианты задания допуска на размер приведены на рис.3. 40 40e8 40e8 ( 40 40 H7 40 e8 40H7 ) 40H7( ) H7 40 e8 ( ) б) в) a) Рис. 3. Примеры обозначений полей допусков и посадок на чертежах: а – вала; б – отверстия; в – соединения деталей Вариант 1. Указание числовых значений верхнего и нижнего предельных 0,025 40 00,,050 089 отклонений и их знаков (например, вал мм или отверстие 40 мм) рекомендуется для размеров, контроль которых может быть осуществлен предельными калибрами; обязательно для всех нестандартных отклонений углов, радиусов закругления, межосевых расстояний и т.п. Вариант 2. Обозначение поля допуска (например, вал Ø40e8 или отверстие Ø40Н7) рекомендуется для размеров, которые проверяются показывающими приборами. Вариант 3. Сочетанием обозначений по первому и второму вариантам обязательно при назначении: а) стандартных предельных отклонений для размеров, не входящих в ряды нормальных линейных размеров, а также не предусмотренных стандартом отрасли или предприятия на нормальные размеры, например, 41,5Р8(+0,039); б) предельных отклонений, не предусмотренных отборами полей допус0,197 ков по ГОСТ 25347-82 и ГОСТ 25348-82, например, 50x10 0, 097 . Применение этого способа рекомендуется в случае, когда неизвестно какими средствами будет контролироваться размер – предельными калибрами или приборами. Высота шрифта буквенных обозначений полей допусков и цифр симметричных предельных отклонений должна быть равна высоте шрифта номинального размера, а числовые значения предельных отклонений (кроме симметричных) указываются более мелким шрифтом, но не менее 2,5 мм. Предельные отклонения помещают над размерными линиями или их продолжением, либо над выносными полочками. При записи обязательно указывают знак предельного отклонения. Резюме по теме: Единая система допусков и посадок является основой построения СДП: подшипников качения; зубчатых колес и передач; резьбовых, шпо- ночных, шлицевых и других соединений. Единая СДП упрощает процесс конструирования, сводя его к выбору рекомендуемых допусков и посадок; способствует повышению точности и взаимозаменяемости типовых деталей, стандартизации средств изготовления и контроля. Уровень точности устанавливают посредством квалитетов, которые вместе с основными отклонениями образуют поля допусков. Сочетание их в соединении «отверстие–вал» определяет тип и систему посадки. ЕСДП предусматривает две системы – отверстия и вала, а также комбинированные посадки (сочетание полей допусков отверстий из системы вала с полями допусков вала из системы отверстия). Для всех диапазонов номинальных размеров установлены рекомендуемые поля допусков. Предпочтительно их сочетают в системе отверстия. 1. Вопросы для самопроверки: Каково назначение ЕСДП? 2. Дайте определение квалитета, основного отклонения. 3. 4. 5. 6. Как образуются поля допусков и посадки ЕСДП? В чѐм различие систем отверстия и вала? Приведите пример комбинированной посадки. Сформулируйте правила обозначения допусков и посадок на чертежах. Список литературы 1. Крылова Г.Д. Основы стандартизации, сертификации, метрологии / Г.Д. Крылова: Учебник для вузов. – М.: ЮНИТИ-ДАНА, 2006. – 711с. 2. Сергеев А.Г. Метрология, стандартизация, сертификация / А.Г. Сергеев, М.В. Латышев, В.В. Терегеря: Учебное пособие. – М.: Логос, 2005. – 560с. 3. Никифоров А.Д. Взаимозаменяемость, стандартизация и технические измерения / А.Д. Никифоров: Учебное пособие. – М.: Высшая школа, 2006. – 510с. 4. Саранча Т.А. Взаимозаменяемость, стандартизация и технические измерения / Т.А. Саранча. – М.: Машиностроение, 2007. – 156с. 5. Белкин И.М. Допуски и посадки / И.М. Белкин: Учебное пособие. – М.: Машиностроение, 1992. – 528с. Список основных терминов Система допусков и посадок – совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований, и представленных в виде стандартов. Квалитет – это совокупность допусков, характеризуемых постоянной точностью для всех номинальных размеров. Основное отклонение – это одно из предельных отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии.