Элементы VII группы – погруппы А
advertisement

Министерство образования и науки Российской Федерации
Северный (Арктический) федеральный университет
РЕГЕНЕРАЦИЯ ХИМИКАТОВ
В ПРОИЗВОДСТВЕ
СУЛЬФАТНОЙ ЦЕЛЛЮЛОЗЫ
(каустизация и регенерация извести)
Учебное
пособие
Архангельск
2010
У Д К 676.16.022.6.04:676.082.5
Б Б К 35.77
Р31
Авторы:
Л.А. Миловидова, канд. техн. наук, доц.;
Ю . В . Севастьянова, канд. техн. наук, доц.;
Г.В. Комарова, канд. техн. наук, доц.;
В.К. Д у б о в ы й , д-р техн. наук
Рецензенты:
кафедра технологии бумаги и картона Г О У В П О «Санкт-Петербургский
государственный технологический университет растительных полимеров»;
М.А. Гусакова, канд. техн. наук, ст. науч. сотрудник И Э П С УрО Р А Н
РЗ1
Регенерация химикатов в производстве сульфатной целлюлозы (каусти­
зация и регенерация извести): учеб. пособие / Л.А. Миловидова, Ю . В . Сева¬
стьянова, Г . В . Комарова, В.К. Дубовый. - А р х а н г е л ь с к : Северный (Арктиче¬
ский) федеральный университет, 2010.- 157 с.
ISBN
978-5-261-00482-0
И з л о ж е н материал по двум разделам регенерации щелоков в сульфат­
ном производстве, а именно по каустизации щелоков и регенерации извести.
П р и в е д е н ы теоретические сведения, р а с с м о т р е н ы основные типы оборудова¬
ния, применяемого в отделах, представлены методики расчета материальных
балансов и подбора оборудования.
Предназначено
для
студентов
химико-технологического
факультета
специализации 260301 «Химическая технология ц е л л ю л о з н о - б у м а ж н о г о про¬
изводства» дневной и заочной форм обучения.
Ил. 74. Табл. 49. Б и б л и о г р . 10 назв.
У Д К 676.16.022.6.04:676.082.5
Б Б К 35.77
ISBN
978-5-261-00482-0
© Северный (Арктический)
федеральный университет, 2010
ВВЕДЕНИЕ
Возможность
регенерации
химикатов
и восполнения
потерь
щелочи и серы недорогим минералом сульфатом натрия - одна из ос­
нов экономической целесообразности сульфатного способа производ­
ства целлюлозы.
В цикле производства сульфатной целлюлозы, в том числе в
процессе регенерации химикатов, необходимо снизить потери щелочи
и серы и, следовательно, уменьшить расход свежих химикатов, до¬
бавляемых для восполнения потерь. В системе регенерации химика¬
тов современного сульфатного завода восстанавливаются и повторно
используются примерно 95...97 % этих химикатов. Потери натрия и
серы традиционно восполнялись сульфатом и гидроксидом натрия. В
настоящее время из-за увеличения степени улавливания
выбросов
сернистых соединений используются другие источники натрия, в пер¬
вую очередь кальцинированная сода (карбонат натрия).
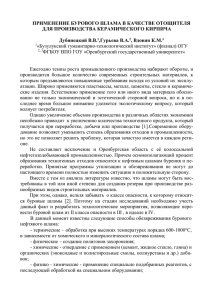
Однако необходимость соблюдения строгих норм на выбросы и
сокращения потерь химикатов на сегодняшний день требует даль¬
нейшего совершенствования процессов регенерации. В то же время
принципиальная схема регенерации химикатов практически не изме¬
нилась (рис. 1).
Отработанный черный щелок, отделяемый от целлюлозы в про¬
мывном отделе, с концентрацией сухих веществ 14... 19 % поступает
на выпарную установку, где упаривается до концентрации сухих ве¬
ществ 65...80 %. К упаренному черному щелоку для восполнения по¬
терь химикатов добавляется
сжигание
в
топку
сульфат натрия, затем он поступает на
содорегенерационного
котлоагрегата
(СРК).
3
Вода на промывку
Щепа
Варочные
котлы
Целлюлоза на
Промывка
дальнейшую
переработку
Слабый черный
Пар
щелок
СРК
Выпарка
Пар
Известь
Осветленный зеленый
щелок
Крепкий белый
щелок
Каустизация
Известковый
шлам
Промывка
известкового
шлама
Известковый
шлам
ИРП
Известь
Топливо
Рис. 1. Блок-схема регенерации химикатов сульфатной варки
В результате химических реакций, происходящих в СРК (окисление
органических веществ, восстановление сульфата натрия до сульфида
натрия, карбонизация солей натрия), образуется плав, состоящий пре­
имущественно из карбоната и сульфида натрия. Плав растворяется в
смеси слабых щелоков.
Раствор плава в воде или слабом щелоке, называемый зеленым
щелоком, после осветления поступает на установку непрерывной каустизации. В процессе каустизации в результате реакции карбоната на¬
трия с оксидом кальция (негашеная известь) образуется гидроксид на¬
трия. Полученный раствор - крепкий белый щелок - после отделения
выпавшего в осадок карбоната кальция (известкового шлама) направ¬
ляется в варочный цех (рис. 2).
Состав белого щелока
Вещество
Состав зеленого щелока
Содержание,
г/кг белого щелока
Вещество
78:0
14,1
22,4
1,7
18,0
88.2
41.8
40,3
0.1
8,99
0,5
№
К
S
С1
S"
NaOH
Na2S
Na2C03
Na,S03
Na2S203
Na,S04
2
Содержание,
г/кг зеленого щелока
Na
90,8
14,5
24,1
1.9
19,1
18,8
42,7
134.9
1,41
7,08
8,7
К
S
CI
S"
NaOH
Na2S
Na2C03
Na2S03
Na2S203
Na2S04
2
Общая щелочь, г/л ( в ед Na20)
125.2
Активная щелочь, г/л ( в ед Na20 I
101.7
Общая щелочь, г/л
(ведЫа20)
Активная щелочь, г/л I в ед Na20 )
Эффективная щелочь, г/л(в ед . Na20 ) 85.1
128,0
48.6
Эффективная щелочь, г/л ( в ед Na20 ) 31.5
Состав черного щелока
Вещество
Na
к
S
CI
s NaOH
со Na SO
NajS Oj
NajSOj
С
H
s
э
2
3
a
?
Содержание
r!\tr щ е л о к а
19.3
3.34
5.50
0.41
1.93
1.1
6.2
0.1
2.13
1.23
31.9
3.33
0.08
Рис. 2. Состав щелоков по м е ж д у н а р о д н о й классификации
5
Отделенный от белого щелока и промытый шлам обжигается в
известерегенерационной печи (ИРП) с получением негашеной извес¬
ти, используемой в каустизационной установке. Потери извести ком¬
пенсируются подачей в печь дробленого известняка,
обжигаемого
вместе со шламом. Потери щелочи и серы восполняются добавкой
сульфата натрия в крепкий черный щелок перед его сжиганием в топ¬
ке СРК или соды в зеленый щелок и едкого натра в белый щелок. Те¬
пло, выделяемое при сжигании черного щелока, используется для вы¬
работки технологического пара.
6
он"
HO
он"
=/
V . "
Глава 1
>
—' ,
<:а(ОН)2\
\со,
СаС0
ТЕОРИЯ ПРОЦЕССА
>гОН"
3
КАУСТИЗАЦИИ
1.1. Х а р а к т е р и с т и к и з е л е н о г о и белого щ е л о к о в
Белый щелок - варочный раствор, используемый при сульфат¬
ной варке. В его состав входят различные соединения натрия. Во вре¬
мя щелочной варки
компоненты древесины
вступают в реакцию с
соединениями натрия, содержащимися в белом щелоке. При этом об¬
разуются химические соединения, переходящие в раствор.
Состав белого щелока по химической активности характеризуют
следующие понятия:
общее
количество
щелочи
- сумма всех соединений
натрия:
N a O H , Na S, N a S 0 4 , N a ^ , N a S i 0 3 , N a . S ^ , N a S 0 3 ;
2
2
2
2
2
общая титруемая щелочь - N a O H , Na S, N a C 0 , N a S 0
2
2
3
2
3
и дру¬
гие титруемые соли;
активная щелочь - N a O H , Na S;
2
эффективная
щелочь - N a O H ,
1/2 Na2S.
Для оценки состава белого щелока и осуществления контроля за
работой цехов регенерации химикатов в теории и практике сульфатно¬
го производства используются следующие технические термины:
степень активности
А =
белого
щелока
N a O H + Na S
= „-, <
2
NaOH+ Na S + N a C 0
2
2
3
+ Na S0
2
3
+ Другие т и т р у е м ы е
„,„
;
соли
7
степень
сулъфидности
Na.S
S=
степень
=
= 0,20...0,35;
Na,S + N a O H
восстановления
В =
^
= 0,87...0,92;
Na S + N a S 0
2
степень
2
4
каустизации
К=
= о,85...0,90;
N a O H + Na2<C03
степень регенерации
щелочи
л
=
л
1 0
N
0,
где N - количество общей щелочи, загружаемое в варочный котел на 1 т целлю­
лозы, кг (в ед. Na20); а - потери щелочи или расход свежих реагентов на 1 т цел­
л ю л о з ы , кг (в ед. Na20);
степень регенерации
серы
D
г
—
А
1 0 0 - т1 Л Л
I UU,
М
где т - потери серы или сульфата в производстве на 1 т целлюлозы, кг;
М— количество всей серы в белом щелоке, п о с т у п а ю щ е м на варку, на 1 т цел¬
л ю л о з ы , кг.
Концентрации компонентов белого щелока чаще всего выража­
ют в единицах N a 0 . Для пересчета концентрации соединений, вхо­
2
дящих в состав белого щелока, в единицы N a 2 0 и обратно в собствен­
ные единицы существуют переводные коэффициенты, вычисленные
из соотношений молекулярных масс (табл. 1.1).
В крепком белом щелоке, подаваемом на варку, концентрация
активной щелочи (в ед. Na 0) должна быть не менее 95 г/л, концен­
2
трация общей титруемой щелочи - П О . . . 140 г/л, сульфидность 22.. .36 %, содержание взвешенных частиц - не более 50 мг/л.
8
Таблица 1.1. К о э ф ф и ц и е н т ы перевода к о н ц е н т р а ц и й с о е д и н е н и й
в единицы N a 0
2
Соединения
М о л е к у л я р н а я масса
соединений, эквива¬
лентная
в единицы N a 2 0
62
80
106
168
78
142
208
126
112
158
Na20
NaOH
Na2C03
NaHC0
Na20
Коэффициент
перевода
3
Na2S
Na2S04
NaHS03
Na2S03
NaHS
Na2S203
1,000
0,775
0,585
0,369
0,795
0,437
0,298
0,492
0,554
0,392
Коэффициент
перевода единиц
N a 2 0 в собствен¬
ные е д и н и ц ы
1,000
1,290
1,710
2,710
1,258
2,290
3,419
2,033
1,807
2,635
Состав зеленого щелока, получаемого при растворении плава,
г/л (в ед. N a 2 0 ) :
Na C0
Na S
2
80... 100
30...35
3
2
Na S0
NaOH
Другие растворенные вещества
Взвешенные вещества
2
3...6
5...20
5... 10
0,6...1,5
4
Сода, сульфид натрия, сульфат натрия поступают в зеленый ще­
лок с плавом из СРК, гидроксид натрия - со слабым белым щелоком,
используемым при растворении плава. Концентрация общей титруемой
щелочи в зеленом щелоке обычно составляет от ПО до 140 г/л (в ед.
Na 0). Верхняя граница концентрации общей титруемой щелочи в зеле­
2
ном щелоке ограничена тем, что при повышении концентрации титруе­
мой щелочи возрастает плотность зеленого щелока. Вследствие этого
увеличение концентрации выше 140 г/л будет затруднять осаждение
шлама при осветлении зеленого щелока. Состав зеленого щелока харак¬
теризуется теми же показателями, что и белого щелока, но поскольку
основное количество щелочи присутствует в зеленом щелоке в виде
карбоната натрия, то расчет сульфидности ведут по формуле
..
Na S
2
Na2S + N a O H +
N a 2 ^ '
9
Так как часть белого щелока рециркулирует в виде слабого бе­
лого щелока в растворитель плава, объемное соотношение между зе¬
леным и белым щелоками в процессе каустизации обычно составляет
1,05... 1,25 м зеленого щелока на 1 м белого щелока.
Из-за нарушений в работе системы регенерации щелока на
сульфат-целлюлозных заводах в системе щелоков происходит накоп¬
ление балластных соединений - № С О з и Na S04. К ним присоеди¬
2
2
няются и другие балластные вещества, вводимые в систему вместе с
древесным сырьем, водой, мазутом, химикатами, в том числе извест¬
няком и сульфатом натрия (например, N a C l , соединения магния, алю¬
миния, кремния, марганца, железа и некоторые другие). Обычно доля
балластных веществ составляет около 20...25 % неорганических ве­
ществ, циркулирующих в системе щелоков. Эти соединения называют
непроцессными элементами (НПЭ). Они могут присутствовать в ще¬
локах как в растворенном, так и суспендированном виде, а также по¬
ступать в отдел каустизации в составе слабого белого щелока, исполь¬
зуемого для растворения плава. Из-за неполноты выгорания органи¬
ческой части черного щелока в плаве может присутствовать углерод.
Все включения можно разделить на три группы:
- хорошо растворимые в белом и зеленом щелоках (соединения
К, С1);
- растворимые в белом щелоке хуже, чем в зеленом (соединения
Si, Р);
- растворимые в зеленом щелоке хуже, чем в белом (соединения
M g , M n , Fe).
Хорошо растворимые в белом и зеленом щелоках соединения не
аккумулируются в цикле регенерации извести и не оказывают отрица¬
тельного влияния на процесс каустизации. Соединения, которые хуже
растворимы в белом щелоке по сравнению с зеленым (например, со¬
единения кремния), могут накапливаться в цикле регенерации извес¬
ти. Вещества третьей группы вызывают существенные проблемы при
каустизации щелока.
Присутствие балластных соединений в системе регенерации ще¬
локов ограничивает производительность технологического оборудо10
вания, особенно СРК, увеличивает выброс восстановленных соедине­
ний серы с дымовыми газами СРК, способствует образованию отло­
жений в щелокопроводах и оборудовании варочного и выпарного це­
хов, снижает тепловой КПД и производительность известерегенерационных печей. Например, такие балластные соединения, как магний,
железо и алюминий, накапливаясь в системе, приводят к получению
более мелких частиц известкового шлама в ходе реакций гашения и
каустизации.
Такой
мелкодисперсный
шлам
с трудом
поддается
фильтрации, отстаиванию и промывке с целью удаления натрия. При
уменьшении размера частиц известкового шлама на 20 % увеличива­
ется его влажность на входе в ИРП на 10 %. Содержание балластных
веществ в щелоке зависит от типа применяемого оборудования.
Для сокращения содержания и влияния НПЭ на эксплуатацию
ИРП канадскими учеными разработаны рекомендации по их допус¬
тимому содержанию в источниках поступления на завод (табл. 1.2).
Таблица 1.2. Содержание НПЭ в источниках поступления
Источник
Зеленый щелок
Мазут
Известняк
Сульфат натрия
НПЭ
Содержание, мг/кг
Fe<6
Р < 25; Zn < 200; Fe < 50
Fe < 300; Si < 2000; P < 100; Mg < 5000
P < 200; Si < 200; A l < 200
Важнейшим показателем зеленого щелока является содержание
взвешенных частиц. Содержание взвешенных веществ в зеленом ще¬
локе после растворения плава может колебаться в широких пределах
(от 600 до 2000 мг/л).
Химический состав шлама зеленого щелока, %:
СаО
Na 0.
MgO.
мПо.
2
15,3
15,5
13,2
2,9
0,1
0,1
12,8
19,3
11
Химический состав шлама зависит от того, насколько замкнут
на предприятии цикл водопользования, от особенностей процессов
делигнификации, вида используемого древесного сырья и химикатов
и т.д.
1.2. Х и м и з м процесса
каустизации
Целью процесса каустизации является получение чистого горя¬
чего белого щелока, содержащего минимум неактивных для варочно¬
го процесса реагентов, из зеленого щелока, получаемого при раство¬
рении плава. Количество белого щелока, подаваемого на варку, зави¬
сит от расхода активной (эффективной) щелочи и составляет пример¬
но 3...4 м7т целлюлозы, производительность отдела каустизации оп¬
ределяется также производительностью варочного цеха и может дос¬
3
тигать 8000.. .10000 м /сут.
Для приготовления белого щелока, подаваемого на сульфатную
варку целлюлозы, образующийся при растворении плава зеленый ще¬
лок в цехе каустизации предварительно освобождается от примесей
путем отстаивания или фильтрации, после чего смешивается с нега¬
шеной известью для проведения собственно каустизации.
В процессе каустизации известь СаО гасится водой. Образовав¬
шийся гидроксид кальция С а ( О Н ) 2 взаимодействует с карбонатом на¬
трия Na C03 с получением гидроксида натрия N a O H и карбоната
2
кальция СаСОз по следующим химическим уравнениям:
СаО(
Na2C0
3
+
ТВ)
+ Н 0 = Са(ОН)
2
Са(ОЩ(хв.)
^
- гашение извести
2NaOH + СаСОз^) | - каустизация
N a 2 C 0 + СаО +
3
2(хв)
A
2 N a O H + СаС0 |
3
Реакция каустизации обратима. Карбонат кальция имеет очень
слабую растворимость и сразу выпадает в осадок, поэтому равновесие
реакции сдвигается вправо. Реакция каустизации протекает с образо¬
ванием гидроксида натрия до тех пор, пока не наступит состояние
12
равновесия, оцениваемое по закону действующих масс
константой
равновесия к. В идеальных условиях константа равновесия равна от¬
ношению молярных концентраций гидроксида и карбоната:
* = М
-
СОз
Гидроксид кальция и карбонат кальция в данных условиях не¬
растворимы и участвуют в реакции как твердые вещества. Реакция
между ними протекает на поверхности частиц гидроксида кальция.
Гашение происходит быстро при повышенных температурах зеленого
щелока и извести, а реакция с карбонатом натрия протекает одновре¬
менно с гашением. Полнота завершения реакции оценивается степе¬
нью каустизации.
Константа равновесия реакции каустизации, выраженная через
активность реагентов а, может быть записана как
к=
2
д (КаОНвд)-д(СаС03ш)
*(Ка2С03вд)-я(Са(ОН)2та)"
Под активностью реагентов понимают содержание чистого ве¬
щества в продукте. Активность твердых веществ в чистом виде равна
единице. Для очень разбавленного раствора степени активности гидроксида натрия и карбоната натрия могут быть приняты равными их
соответствующим концентрациям. При условии полной ионизации
концентрации ионов гидроксида и карбоната находятся в соответст¬
вии со стехиометрическим уравнением реакции.
Сходимость между значениями, рассчитанными с помощью это¬
го простого соотношения молярных концентраций, и фактическими
значениями при очень низких концентрациях вполне приемлема. Од¬
нако в зеленых и белых щелоках концентрации различных электроли¬
тов довольно высоки, поэтому фактическая скорость процесса каустизации увеличивается с ростом концентрации значительно быстрее,
чем прогнозируется на основе идеальных условий. Более достоверные
13
результаты можно получить при расчете константы равновесия по
эмпирическому уравнению
5
\ogk = 2,95 - 0,62[(Na)+ ( к ) ] ° ' .
1.3. Факторы процесса к а у с т и з а ц и и
На равновесную степень каустизации оказывают влияние тем¬
пература проведения процесса, концентрация общей щелочи, сульфидность, наличие примесей в щелоке, расход и качество извести.
1.3.1. Температура проведения процесса
каустизации
Температура имеет наибольшее влияние на скорость реакции.
Увеличение температуры реакции на 20...70 °С повышает скорость
протекающих при каустизации реакций в 2-3 раза. Однако увеличе¬
ние температуры реакции выше оптимальной (95 °С) приводит к сни¬
жению степени каустизации из-за обратимости реакции. Кроме того,
реакция каустизации происходит в концентрированных растворах. В
таких растворах в реакциях участвуют не все ионы, а только те, кото¬
рые обладают определенной активностью. Наибольшая скорость ре¬
акции каустизации имеет место в первый период, затем наблюдается
ее замедление, что связано с образованием твердой корки карбоната
кальция на поверхности извести, которая препятствует диффузии ио¬
нов, участвующих в реакции.
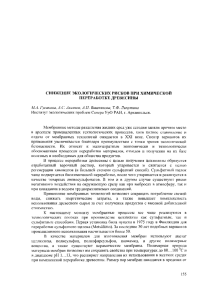
1.3.2. Концентрация
соды и общей
щелочи
Повышение концентрации соды № С О з или общей щелочи, как
2
следует из выражения константы равновесия процесса, данных табл. 1.3
и рис. 1.1, уменьшает равновесную степень каустизации. Удовлетво¬
рительные результаты по степени каустизации получаются в пределах
концентраций соды 62... 124 г/л (в ед. Na20). При более высоких кон¬
центрациях степень каустизации резко снижается.
14
Таблица
1.3. Влияние
концентрации
содового раствора и температуры
процесса на константу равновесия и степень каустизации
Концентрация
содового раствора,
г/л (в ед. N a 0 )
31
31
31
62
31
62
93
Температура,
°С
Константа
равновесия к
Степень
каустизации, %
20...25
60
100
100
150
150
150
159...169
169...510
212...545
132...180
196...399
128...147
79...81
98,8
98,8...99,6
99,1...99,6
97,1...97,8
99,1...99,5
97,1...97,5
93,2...93,4
2
Примечание.
Представлены данные по каустизации чистых растворов соды.
105
5
3"
га
т
н
га
I
о
1
«
«
i
i
100
•_-_-a_w
^^^^_^|^
95
;
;
90
. . . . . . . J . . . . . . . J
85
. . . .
J^_W J _ _ _ _ _ _ _
80
75
30
50
70
90
110
130
150
170
Общая щелочь, г/л (в ед. ^ 0 )
Рис. 1.1. Влияние концентрации общей щелочи
на степень каустизации
Сдвиг равновесия и снижение степени каустизации в концен¬
трированных содовых растворах вызываются образованием нераство¬
римого соединения
Na2Ca(C03)2,
которое может кристаллизоваться с
двумя или пятью молекулами воды в виде пирссонита или гейлюссита. Эти соединения образуются при концентрации общей щелочи вы¬
ше 170 г/л и низкой степени каустизации 46 и 78 %, т.е. до достиже¬
ния состояния равновесия. На практике это приводит к потерям ще-
15
лочи в пределах 0,4... 1,0 % от массы шлама в виде двойного карбона¬
та натрия-кальция.
1.3.3. Влияние сульфида и других серосодержащих
Исследования показали, что ионы сульфида
солей
натрия
оказывают замет¬
ное влияние на равновесную степень каустизации. В процессе каустизации в присутствии сульфида натрия
возможны как минимум две
реакции - каустизации и гидролиза:
Na2S
+ С а ( О Н ) = 2NaOH + CaS
Na2S
+
= N a O H + NaHS
Однако сульфид кальция имеет большую молярную раствори¬
мость, чем гидроксид кальция (примерно в 6 раз), поэтому каустизация сульфида натрия, пока концентрация ионов сульфида не станет
высокой, маловероятна.
Сульфид натрия, проявляющий более сильные основные свойст¬
ва по сравнению с карбонатом натрия, в значительной степени гидролизуется. Образующиеся в результате гидроксильные ионы
будут
стремиться подавить каустизацию карбоната натрия. При типичных
для зеленого щелока концентрациях сульфида натрия превращение
Na2C03
в N a O H снижается на 1.. .2 %.
Сульфит натрия подвергается каустизации в большей степени, в
то время как тиосульфат натрия не участвует в реакциях каустизации
и гидролиза.
На рис. 1.2 представлены кривые состояния равновесия реакции
каустизации как функции общей титруемой щелочи при 0 и 30 %-й
сульфидности. Эти результаты получены при использовании большо¬
го избытка извести и длительного времени реакции для достижения
состояния равновесия. Приведенные данные свидетельствуют, что
повышение сульфидности снижает степень каустизации на 1.. .2 %.
16
1001
На рис. 1.2 также пред¬
ставлены
фактические
чения степени
зна¬
каустизации,
95
-
которые примерно на 8,5 %
ниже, чем значение равно¬
весной степени каустизации.
90
дения процесса каустизации
S
Я
п5
Iо>
на уровне состояния равно¬
л
Основной
весия
причиной
ниже
прове¬
теоретического
является необходимость из¬
бегать накапливания в гаси¬
85
га
X
с
ан>
П ракти ческие данные
(средняя супьсридность 27 %)
80
О
75
теле чрезмерного количества
извести из-за возможных ко¬
лебаний
состава
зеленого
70 L
I
40
60
щелока, качества извести и
'
l
l
80
100
120
140
Общая титруемая щелочь, г/л (в ед. N a 0 )
нагрузки.
Рис.
1.2. Зависимость равновесной степе¬
Разница между теорети¬ ни каустизации от концентрации общей
ческим равновесием и прак- т и т р у е м о й щелочи и сульфидности зеленого щелока
тически достигаемой
с т е п е -
нью каустизации соответствует содержанию в белом щелоке балласт¬
ного карбоната натрия, который приводит к образованию накипи в
калориферах варочных аппаратов и выпарных аппаратах. Кроме того,
в этом случае снижается концентрация эффективной щелочи, в ре¬
зультате чего требуется больший объемный расход белого щелока на
варку, что может привести к увеличению расхода пара.
Очевидно, что работа в режимах, близких к состоянию равнове¬
сия, снижает затраты, но требует более тщательного контроля за про¬
цессом. В настоящее время на предприятиях устанавливают системы
управления плотностью зеленого щелока и работой гасителя, осно¬
ванные на непрерывном мониторинге концентрации
общей щелочи.
На рис. 1.3 также показано влияние сульфидности зеленого щелока на
степень каустизации.
17
100.0
Рассмотрим
98.0
расчета изменения сульфид­
96.0
н
П
X
94.0
ности белого щелока в ре­
92.0
зультате
90.0
дем на кривой 2 (рис.
88.0
84.0
с
82,0
I-
о
каустизации.
Най­
1.3)
точку, соответствующую сте­
86.0
о
0)
пример
пени каустизации 89 %, об¬
щая тируемая щелочь в ней
30
60
90
120
130
составляет
цессе каустизации образует¬
Общая титруемая щелочь, г/л (в ед. Na.O)
Рис. 1.3. Кривые состояния равновесия реак­
ции каустизации в зависимости от концен­
трации общей щелочи при сульфидности зе­
леного щелока: 1 - 0 %; 2 - 15 %; 3 - 30 %
ся гидроксид натрия и сни¬
жается
содержание
соды.
Исходя из определения сульфидности зеленого щелока
Na S
2
S
120 г/л. В про¬
Na,S + N a O H + N a , C 0
== 0,15,
найдем:
Na S = 0,15 • 120 = 18 г/л (ед. Na 0);
2
2
N a O H = 102 • 0,89 = 90,8 г/л (ед. Na20);
Na2C03 =
102,0
- 90,8
=
11,2
г/л
(ед.
^0).
Рассчитав сульфидность белого щелока:
18 / (18 + 90,8) = 0,165 г/л (ед. ^ 0 ) ,
определим:
N a O H - N a 2 C 0 3 = 120 - 18 = 102 г/л.
1.3.4. Расход
извести
При проведении процесса каустизации непрерывным способом
увеличение расхода извести от 78 до 98 % от теоретически необходи18
мого повышает степень каустизации, особенно при концентрациях
общей титруемой щелочи в интервале 60... 120 г/л (в ед. Na20).
Большой
избыток
I
;
:
:
:
:
1
извести нежелателен, так
как способствует увели¬
чению
массы
известко¬
вого шлама, что приво¬
дит
к
дополнительным
трудностям при проведении процесса (рис. 1.4).
По этой причине превы-
8 0
Р
а
с
х
о
9 0
д
С а (
°
1 0 0
Н ) 2
1 1 0
, % сл-
т
е
о
1 2 0
р
е
т
и
ч
1 3 0
е
с
к
и
н
1 4 0
е
о
б
х
о
д
и
м
о
г
о
шение избытка извести
свыше 10 % теоретиче- каустизации и образование шлама: 1 - степень
ского расхода нецелесо- каустизации, %; 2 - масса шлама, % от заданноР и с
_
образно.
ы
В
ш
ш
ш
р а с х о д
а
ю
в
е
с
ш
н а
с т е п е н
ь
го количества СаО
Необходимость некоторого избытка извести объясняется тем,
что реакция каустизации происходит не только в растворе, но и в
твердой фазе на поверхности частиц Са(ОН) , а для равновесия гете¬
2
рогенной реакции имеют значение поверхность и общий объем твер¬
дой фазы.
1.3.5. Качество извести
Регенерированная известь из-за склонности к спеканию имеет
меньшую активность, чем свежая известь, добавляемая для восполне¬
ния потерь. На скорость осаждения и способность к фильтрации шла¬
ма оказывают влияние температура обжига извести и время нахождения
шлама в зоне обжига ИРП. Хорошо осаждающийся шлам получается из
извести, обжигаемой при 1150... 1200 °С в течение 1.. .2 ч (рис. 1.5).
Плохо фильтрующийся известковый шлам при обжиге будет
давать похожую на муку известь, которая быстро гасится, но затем
19
2,05
1,90
1,77
2
в
1,65
1,52
1,40
1,27
1,15
о
1,00
Рекомендуемая
0,90
рабочая шна ИРП
0,76
0,63
0,50
0,40
900
|
14,0%
1000
Недожег]
8,0%
3,0%
1100
1200
1300
'С
1_|_Пере|кег—1
2,0%
1,5%
1,2%
Средний остаточный карбонат
Рис. 1.5. Скорость осаждения шлама в зависи­
мости от т е м п е р а т у р ы обжига извести в И Р П и
уровня остаточного карбоната
образует мелкодисперсный плохо фильтрующийся шлам.
Большое
значение имеет содержание в шламе M g ( O H ) , который всегда при­
2
сутствует в извести и не каустизирует соду, так как растворимость
Mg(OH)% ниже, чем M g C 0 .
3
20
Глава 2
ТЕХНОЛОГИЯ
КАУСТИЗАЦИИ
2.1. Общая х а р а к т е р и с т и к а п р о ц е с с а
Назначение процесса каустизации - регенерация варочных реа¬
гентов из неорганических химикатов, получаемых в виде жидкого
плава из СРК. Плав, содержащий карбонат и сульфид натрия, раство¬
ряют в слабом белом щелоке до определенной плотности с целью по¬
лучения зеленого щелока. Взвешенные примеси (шлам зеленого ще¬
лока, или черный шлам), которые придают щелоку зеленый цвет, не¬
обходимо удалять. В противном случае они будут накапливаться в
замкнутой системе, затруднять технологические процессы и серьезно
снижать степень регенерации извести. Осветленный зеленый щелок
реагирует с известью с образованием белого щелока и известкового
шлама. Белый щелок отделяется от известкового шлама и направляет¬
ся в варочный котел. Известковый шлам промывается и подается на
обжиг, а слабый белый щелок, получающийся при промывке,
на¬
правляется в растворитель плава. Таким образом, система каустизации работает по замкнутому циклу, одна часть которого включает
твердые вещества, а другая - щелок (рис. 2.1). В соответствии с этим
при проведении каустизации в производственных условиях необхо¬
димо осуществить следующие технологические операции:
1) отделение зеленого щелока от шлама - осветление зеленого
щелока;
21
Варка
п
+
Промьшка
i
Выпарка
У
Зеленый
щелок
Сжигание
I
Растворение
плава
I
Соединения
натрия
Полировка белого
щелока
(необязательная
операция)
N a , C O , + Na,S
/ NaOH
1
?
N
Осветление и уплотнение
/
NaOH
+
Na,S
белый щелок
Ч
шлама
Гашение
Каустизация
Каустизационный
шлам
/
Восполнение
^сгенерированная
известь
СаО
t
Промывка
Обжиг шлама
известкового
шлама
Обезвоживание
известкового шлама
Рис. 2.1. Цикл процесса каустизации
22
Осветление
l^+j ^ , зеленого ^ щелока
S
Na,S
Осветленный
t
Na C0ji
Цикл щелока
2) регулирование температуры зеленого щелока;
3) гашение извести зеленым щелоком - получение и каустизация реакционной смеси;
4) очистка реакционной смеси от песка, камней, недожога извес­
ти и т.п.;
5) завершение
каустизации реакционной
смеси - получение
смеси белого щелока и шлама;
6) отделение белого щелока от шлама;
7) промывка шламов белого и зеленого щелоков - получение
слабых белого и зеленого щелоков.
На современных предприятиях указанные выше операции осу¬
ществляются на непрерывно действующем оборудовании, суточная
1
производительность которого достигает 600...8000 м белого щелока,
что может обеспечить производство целлюлозы от 175 до 2350 т/сут.
Поскольку оборудование большой единичной мощности сложно в
эксплуатации, на крупных предприятиях практикуется установка па¬
раллельно работающих линий для подготовки белого щелока. Основ¬
ными условиями, соблюдение которых обеспечивает оптимальное ве¬
дение технологического процесса непрерывной каустизации, являют¬
ся следующие:
1) известь, направляемая на каустизацию, содержит не менее
82 % активного оксида кальция;
2) известняк, направляемый на обжиг для восполнения потерь,
содержит не менее 52...53 % СаО, не более l . . . l , 2 % M g O , 1 %
Si02,
1... 1,5 % оксидов железа и алюминия;
3) содержание взвешенных веществ в зеленом щелоке, направ¬
ляемом на каустизацию, не превышает 80 мг/л;
4) количество извести, загружаемое в гаситель, соответствует
теоретическому расходу с небольшим избытком;
5) известь гасится минимальным
объемом зеленого
щелока,
разводится до требуемой концентрации после гашения;
23
6) температура в каустизаторах поддерживается не выше 100 °С
посредством регулирования температуры зеленого щелока или непо¬
средственно реакционной смеси в гасителе;
7) количество каустизаторов обычно устанавливается из расчета
продолжительности пребывания в них смеси до 120... 150 мин;
8) в исключительных случаях для ускорения осаждения шлама
рекомендуется добавка крахмала в количестве 1 кг на 20 м щелока,
что повышает скорость осаждения в 2 раза;
9) в нижнюю камеру осветлителя (если в технологической схеме
установлен осветлитель) или в дополнительный каустизатор подается
зеленый щелок (10... 12 % от общего объема зеленого щелока) для
вторичной дополнительной каустизации;
остаток активной СаО в
шламе после добавки зеленого щелока и дополнительной каустизации
не превышает 2 % от массы сухого шлама.
Колебания концентрации зеленого щелока не должны превы¬
шать ±3 %. Для соблюдения этого требования в отделах каустизации
обязательно устанавливается бак для выравнивания и стабилизации
концентрации зеленого щелока.
Началом процесса каустизации является гашение извести, которое
происходит в гасителях-классификаторах и заканчивается в каустизаторах, где протекают основные химические реакции процесса. Прочие
операции системы каустизации включают разделение жидкой и твердой
фаз: отделение шлама зеленого щелока (черного шлама); обезвоживание
и промывку черного шлама; отделение белого щелока от известкового
(белого) шлама; обезвоживание и промывку белого шлама.
Выбор конструкции оборудования для выполнения этих опера¬
ций имеет много аспектов: эффективность данного вида оборудова¬
ния; затраты; площади, требуемые для установки; сложность управ¬
ления или простота эксплуатации.
24
Эффективность работы всей системы каустизации в целом зави­
сит от правильности эксплуатации отдельных узлов. Например, при
недостаточно хорошем отделении шлама из зеленого щелока и повы¬
шенном содержании взвешенных веществ в нем получается известко¬
вый шлам, который трудно отделить путем осаждения или фильтра¬
ции в последующих операциях. Известковый шлам, подаваемый в
ИРП, будет иметь более высокую влажность, в результате увеличится
расход топлива в ИРП.
При недостаточном контроле параметров процесса каустизации
и повышенном расходе извести возрастает содержание взвешенных
веществ в белом щелоке, ухудшаются условия эксплуатации фильт¬
рующего оборудования, так как свободная известь забивает фильт¬
рующий материал. В дальнейшем возникают затруднения при экс¬
плуатации варочного оборудования.
На рис. 2.2 представлена типовая схема отдела каустизации, в
котором для осветления зеленого и белого щелоков используются от¬
стойники.
На рис. 2.3 приведена схема отдела каустизации, оборудованно¬
го напорными фильтрами для осветления щелоков. Использование
напорных фильтров позволяет достичь сухости известкового шлама
80 %, что существенно снижает энергозатраты в системе каустизации
и регенерации извести.
На рис. 2.4 показана схема отдела каустизации, оборудованного
Х-фильтрами
для осветления зеленого
щелока и
полидисковыми
фильтрами давления для осветления белого щелока и промывки из¬
весткового шлама. Использование Х-фильтров не только позволяет
повысить качество зеленого щелока и снизить содержание взвешен¬
ных веществ в нем, но и обеспечивает удаление непроцессных (балла¬
стных) веществ.
25
Промы ка
а
зел°е н о г
С
В
е л ока
е ТЛе Н
Щ
И
е
зеленого
щелока
Гашение извести
Каустизация
Осветление
белого
щелока
из ве с тк ов ого
П р
о м
ы
ш
л а м
в
к
а
а
°
б
=
=
Кальцинация
е
Вода
ii.iitii
ястворитель
Обожженая
известь
на элеватор
Промывка
шлама
I
|
|
известкового
шлама
л
л
Вода
J
-Щелок
Повесть
Рис. 2.2. Схема отдела каустизации сульфат-целлюлозного завода, оборудованного отстойниками
Рис. 2.3. Схема отдела каустизации, оборудованного напорными фильтрами для осветления белого щелока
и п р о м ы в к и известкового шлама с к о н т р о л ь н о - и з м е р и т е л ь н ы м и приборами и автоматикой ( К И П и А )
Подача и з в е с т и
Щ е л о к in
растворителя
плава
СД-фильтр
Гасительклассификатор
Бак белого
щелока
1
щелока
Каустизаторы
Д и с к о в ы й фильтр
и з в е с т к о в о г о шлама
Бак-нлкопитель
и з в е с т к о в о г о шлама
В п е ч ь на
обжиг
извести
Бак с л а б о г о
щелока
Рис.
2.4.
Схема отдела каустизации
сульфат-целлюлозного
завода,
оборудованного Х - ф и л ь т р а м и
и
дисковыми
фильтрами: вариант А — барабанный вакуумный фильтр для черного шлама; вариант В — обезвоживание черного
шлама на центрифуге
2.2. Оборудование для гашения извести и каустизации
Реакция каустизации карбоната натрия Na C03 в непрерывной
2
системе начинается в гасителе и завершается в каустизаторах. Освет­
ленный зеленый щелок реагирует с известью в гасителе-классификаторе, где происходит гашение обожженной извести зеленым щело¬
ком, отделение негашеного материала и образование крупных частиц
шлама. Процесс гашения извести - важная часть технологического
процесса получения белого щелока. Правильный выбор типа и разме¬
ров гасителя-классификатора извести дает возможность добиться оптимальных результатов при проведении реакции каустизации, что
приводит к максимальному использованию мощности каустизатора.
В гаситель-классификатор подается регенерированная известь
после обжига в ИРП. Для восполнения потерь также возможна подача
в гаситель свежей негашеной извести. Однако с этой целью чаще ис¬
пользуется известняк, который подается непосредственно в ИРП. Во
избежание образования отложений, свежая и обожженная известь и
известняк должны иметь содержание оксида кальция СаО не ниже
75...80 %, низкое содержание соединений магния (не более 2 %) и
алюминия.
Химический состав товарной извести, %:
S i 0 и нерастворимые вещества
Fe 0
А1.0.
СаО (общий)
M g O (общий)
Потери при прокаливании
Сера
Фосфор
Активный СаО в извести
2
...1,20
0,15
...0,17
...94,4
...1,20
..2,20
0,025
0,010
92,40
29
Типичные физические свойства товарной негашеной извести:
Подъем температуры за 30 с
Время активного гашения
Общий подъем температуры
Остаток гашения (на сите № 100)
28,6
С
4,5
44 С
1,8 %
Состав исходного известкового камня с высоким содержанием
кальция, %:
Влажность (гигроскопическая или при получении)
0,2
Потери при прокаливании
43,5
Оксид кальция СаО
54,0
Оксид магния M g O
1,0
Оксид кремния Si().
0,5
Оксид железа Fe.0,
0,1
Оксид алюминия А1.0,
0,5
Прочие и неучтенные
0,2
Итого
100
Состав известкового камня с высоким содержанием кальция
после прокаливания, %:
Карбонат кальция С а С 0 ,
Карбонат магния M g C 0 ,
Нерастворимые кремниевые вещества
Прочие инертные вещества
Итого
Если температура зеленого щелока перед гасителем
96,76
1,26
1,25
0,73
100
извести
выше 90 °С, требуется его охлаждение, что гарантирует поддержание
постоянной температуры в гасителе. Для охлаждения горячий зеле¬
ный щелок после осветления перекачивается в аппарат (рис. 2.5), ко¬
торый находится под небольшим вакуумом, создаваемым вакуумнасосом. При вскипании зеленый щелок охлаждается, а испаряемый
водяной пар конденсируется в трубчатом теплообменнике, охлаждае¬
мом водой. Неконденсируемые газы удаляются вакуумным насосом.
Регулируя температуру охлаждающей воды на выходе из теплооб¬
менника, точно поддерживают температуру зеленого щелока. Кон¬
денсат от конденсатора объединяется с охлажденным зеленым щело30
ком. Горячая вода, нагретая в теплообменнике, используется на тех¬
нологические нужды.
Зеленый щелок и обожженная известь подаются в гасительклассификатор (рис. 2.6) после регулирования температуры зеленого
щелока и измерения количества и оцен¬
ки качества подаваемых сред.
Гаситель-классификатор представ¬
ляет собой вертикальную
цилиндриче¬
скую мешалку, соединенную в общий
1
агрегат с аппаратом для очистки полу¬
чаемой суспензии известкового молока
- так называемым классификатором. По
Горячая вода
о д а на
7
.4?
охлаждение
> " * Вакуумный насос
высоте гаситель разделен горизонталь¬
ной перегородкой с центральным отвер¬
Горячий зеленый щелок
стием на два отделения, каждое из кото¬
РЫХ СНабжеНО МешаЛКОЙ С ЛОПаСТЯМИ, Охлажденной зеленей щелок
н
а
с
а
ж
е
н
н
ы
м
и
н
а
ц
е
н
т
р
а
л
ь
н
ы
й
в а л
с
ч а с -
-1
тотой вращения 0,3.. .0,4 с .
Секция гасителя
^
'
Рис. 2.5. Охладитель зеленого
щелока
С е кци я кл а сси ф и кото р а
Рис. 2.6. Гаситель-классификатор с о р о ш а е м ы м у с т р о й с т в о м
загрузки извести и винтовым способом отведения песка
31
Известь из бункера загружается питателем через штуцер в верх¬
нем днище гасителя, перемещается гребками к центральному отвер¬
стию в перегородке и выливается в нижнее отделение, где происходит
окончательное гашение. Непрогасившиеся отходы (песок и камни)
вместе с суспензией через отверстие в стенке у дна гасителя попадают
в классификатор.
Современные аксиальные пропеллерные мешалки создают по¬
ток, направленный сначала вниз, затем к периферии цилиндрического
бака, а потом в верхнюю часть и вниз вдоль вала. Подобное переме¬
шивание снижает потребление энергии, так как передняя лопасть ме¬
шалки находится в горизонтальной плоскости, а задняя - изогнута на¬
зад, аналогично форме крыла, что создает подсасывающее действие
без радиального потока, на который тратится много энергии. Пони¬
женная потребляемая мощность экономит энергию и снижает измель¬
чение частиц шлама. Дозировка извести должна соответствовать со¬
держанию карбоната натрия в зеленом щелоке. С целью контроля и
регулирования соотношения расхода зеленого щелока и извести шнековый конвейер подачи извести оборудован приводом с регулируемой
скоростью.
Классификатор представляет собой желоб с наклонным подни¬
мающимся кверху дном, по которому движется транспортное устрой¬
ство, выгребающее отходы из суспензии. Применяются два типа
классификаторов - реечный и винтовой. В реечном классификаторе
для выгребания песка используется грабельное устройство, состоящее
из рамы с приваренными к ней поперечными рейками-гребками из
железа и совершающее поступательно-возвратное движение по на¬
клонному дну классификатора с помощью шатуна, коленчатых рыча¬
гов и кривошипного
привода.
Грабельное устройство
выполняет
15...20 движений в 1 мин. В настоящее время наиболее распростра¬
ненным видом оборудования являются винтовые классификаторы, в
которых удаление песка из известково-молочной суспензии произво¬
дится с помощью винтового конвейера, проходящего по дну желоба
вдоль оси наклонной плоскости. При этом
32
значительно упрощается
устройство привода и имеется возможность закрыть классификатор
крышкой, что уменьшает парение.
Отходы классификаторов промываются горячей водой, обезво¬
живаются и вывозятся в отвал. В зависимости от качества извести ко¬
личество отходов составляет от 1 до 5 % от массы извести; потери
щелочи с ними очень невелики - не более 0,1 % от количества щело¬
чи в зеленом щелоке.
Химическая реакция гашения (взаимодействие воды в зеленом
щелоке и обожженной извести) и реакция гашеной извести с
Na2C03
начинаются в гасителе сразу. Из-за того, что реакция гашения идет
быстрее, чем реакция с
Na2C03,
количество частиц
Са(ОН)2
быстро
возрастает до тех пор, пока уменьшающееся количество обожженной
извести не станет ограничивать образование
Са(ОН)2.
Слой
СаС03,
появляющийся на поверхности частиц, замедляет проникновение во¬
ды в частицу шлама. В гасителе-классификаторе большие и тяжелые
частицы осаждаются на днище, откуда винтовым шнеком осадок уда¬
ляется из процесса. Небольшие и более легкие частицы проходят
вместе со щелоком в каустизаторы.
Вследствие экзотермического характера реакции гашения и по¬
дачи в аппарат горячей извести в гасителе-классификаторе выделяет¬
ся значительное количество тепла. Большая его часть используется на
нагрев зеленого щелока, поступающего при температуре около 88 °С,
до температуры суспензии около 103 °С. Часть тепла выделяется в
виде паров вскипания. Для конденсации образующихся паров приме¬
няются скрубберы, в которых также улавливается известковая пыль.
Скруббер гасителя-классификатора обеспечивает эффективное удале¬
ние пыли и парогазов из гасителя, так что аппарат всегда находится
под слабым вакуумом. В настоящее время самая распространенная
система для очистки пылевых выбросов гасителя - скруббер Вентури.
Он устанавливается сбоку или сверху гасителя сразу же после внут¬
ренней перегородки. Основным преимуществом конструкции Вентури является использование воды в качестве орошающей жидкости,
что снижает образование накипи и не вызывает большой тяги в гаси33
теле, в результате чего снижаются тепловые потери.
Благодаря
сильному подсасывающему действию основная часть извести отво¬
дится вниз и быстро реагирует с карбонатом, что снижает потери на
скруббере.
Поскольку известь имеет тенденцию к плаванию на поверхно¬
сти, необходимо предотвращать перенос этого материала в скруббер.
В большинстве конструкций для таких целей на половину диаметра
от верхней части бака вниз до уровня жидкости помещается большая
перегородка. Кроме того, при размещении патрубка подачи извести с
одной стороны, а выходного патрубка скруббера с другой удлиняется
путь,
проходимый
известью.
Новейшие
типы
перемешивающих
крыльчаток создают поток, который продвигает известь по направле¬
нию к крыльчатке. После гашения суспензия попадает в соседнюю
секцию классификатора. Поскольку процесс происходит непрерывно,
небольшое
количество
негашеной
извести неизбежно
попадает
в
классификатор. Через некоторый период времени этот негашеный ма¬
териал может вызвать процесс, известный под названием закупорки,
который будет препятствовать осаждению песка. Для решения данной
проблемы можно добавлять зеленый щелок через вторичный входной
патрубок с целью создания небольшого движения во избежание плот¬
ной закупорки.
Классификатор
проектируется
так,
чтобы
скорость
подъема
жидкости была меньше скорости осаждения частиц заданного разме¬
ра. Следовательно, выбираемая для классификатора площадь зависит
от расхода жидкости, так как в классификаторе необходимо поддер¬
живать скорость подъема, позволяющую осаждаться частицам песка
размером 210 микрон.
На рис. 2.7 представлена упрощенная схема контроля процесса
гашения извести, регулирования ее расхода и концентрации эффек¬
тивной щелочи по проводимости.
34
Регенерщшва
гпВесть
иная
Слабый
щелок
Зеленый
щелок
Рис. 2.7. Схема контроля т е м п е р а т у р ы в гасителе-классификаторе
В большинстве случаев объем зеленого щелока задается, а на
линии подачи зеленого щелока в гаситель-классификатор и первый
каустизатор имеется расходомер, на основании данных которого ре¬
гулируется загрузка извести. Датчик проводимости в последнем каустизаторе дает данные о реакционной способности извести и об уве¬
личении уровня щелочности в баках или каустизаторах (рис. 2.8).
При гашении извести необходимо вести контроль температуры.
Диапазон температуры для оптимального гашения извести составляет
102... 104 °С. При использовании горячей регенерированной извести,
когда охлаждение обожженной извести после ИРП недостаточно, не¬
обходимо снизить температуру зеленого щелока в охладителе перед
подачей его в гаситель.
На рис. 2.9 и в табл. 2.1, 2.2 представлены характеристики гаси¬
телей-классификаторов, в табл. 2.3 - шламовых мешалок, устанавли¬
ваемых в них.
35
Заданные концентрации
эффективной щелочи
Регулирование
расхода и шести
Приборы на
Регуляторы
01
©
mjn
О ©
предельный
©
уровем ь
г ©
Приборы по
месту
Е
Ги
IE?
Зеленый
щелок
max
-^1-—
О
Блок
контроля и
регулирования
Ш
Белый щелок
на о с в е т л е н и е
Пар
М= 3
Каустшаторы №1...4
Рис. 2.8. Схема автоматизации отдела каустизации
Не 4
- а
Таблица 2.1. Техническая характеристика гасителей-классификаторов
Типо­
размер
6
8
10
12
15
16
18
20
22
24
А
1800
2400
3000
3600
4500
4800
5400
6000
6600
7200
Размер, мм
В
С
4000
9600
4000
10200
4500
10800
4500
11400
4900
13100
4900
13400
5100
14000
5100
14600
5100
15200
5300
15800
D
2500
2500
2500
2500
2900
2900
2900
2900
2900
2900
Масса, т
мт
мах
5
22
6
29
7
37
8
47
9
84
10
92
11
ПО
12
130
13
152
14
176
Производительность,
м /сут
400
700
1100
1600
3000
3500
4500
5500
6700
8000
3
Таблица 2.2. Техническая характеристика винтовых гасителей-классификаторов
Параметр
Производительность:
по белому щелоку, м /сут
по суспензии, м /сут
по извести, т/сут
Объем, м :
гасителя
классификатора
Установленная мощность, кВт/ч:
гасителя
классификатора
3
3
231-12
292-49
188-762
292-58
1000
1280
90
1500
1925
140
1500
1925
140
2000
2560
180
18
6
25
8
25
10
35
8
5,5
3,0
5,5
3,0
5,5
5,5
7,5
3,0
3
37
Таблица 2.3. Техническая характеристика шламовых мешалок
Параметр
Рабочий объем, м ~
Полный объем, м
Установленная мощность, кВт
Частота вращения, м и н
3
1
204-116
10,0
12,5
5,5
129
204-661
10,0
12,5
5,5
129
292-58
17,5
20,0
7,5
59
Реакция каустизации на 80 % завершается на выходе из гасителяклассификатора. Следующий этап реакции требует более длительного
времени, для чего устанавливаются каустизаторы. Продолжительность
процесса в каустизаторах 1,5...2,0 ч. Для обеспечения такой продолжи¬
тельности обычно последовательно устанавливаются три каустизатора
(рис. 2.10). Для достижения степени каустизации 82...84 % число каустизаторов еще увеличивают, что особенно важно при использовании
для отделения белого шлама фильтров различных типов.
Рис. 2.10. В н е ш н и й вид и схема батареи каустизаторов
При неполном протекании реакции в каустизаторах продолже­
ние процесса идет во время фильтрации, образующийся при этом кар¬
бонат кальция вызывает преждевременное забивание
фильтрующей
сетки, требующее кислотной очистки для удаления включений карбо¬
ната кальция, что сопровождается остановами и дополнительными
расходами. Во избежание этого продолжительность каустизации уве¬
личивают до 3 ч, устанавливая дополнительные каустизаторы.
Каустизатор представляет собой бак, снабженный
-1
вращающийся с частотой 60...80 м и н . Аппарат
мешалкой,
подогревается па¬
ром по прямому и непрямому способам, его стенки имеют теплоизо38
ляцию, что значительно снижает потери тепла и исключает
колеба¬
ния температуры. Оптимальная температура 95... 102 °С.
Типичная система каустизаторов состоит из группы закрытых и
оборудованных системой отведения парогазов вертикальных баков.
Суспензия перетекает из бака в бак самотеком за счет наклона
1:12,
предусмотренного для этих целей. Первый каустизатор должен рас¬
полагаться как можно ближе к выходному патрубку гасителя для со¬
кращения расстояния и объемов очистки трубопровода от накипи.
Обычно для подачи каустизационной смеси применяются U-образные
закрытые желоба из нержавеющей стали. На рис. 2.11, а показана со¬
временная конструкция односекционного каустизатора, оборудован¬
ного пропеллерной мешалкой, использование которой позволяет под¬
держивать высокую эффективность перемешивания (3-4 оборота все¬
го объема в 1 мин). Такая конструкция устраняет необходимость в
опорных подшипниках и погружной трубе.
а
б
Рис. 2.11. Устройство каустизаторов различного типа: а - о д н о с е к ц и о н н ы й
каустизатор; б - д в у х к а м е р н ы й каустизатор
39
С целью увеличения продолжительности реакции каустизации и
повышения эффективности перемешивания в настоящее время при­
меняются
конструкции многокамерных каустизаторов (рис. 2.11,6).
Установка разделена на несколько камер горизонтальными перего­
родками с мешалками в каждой камере, которые установлены на об­
щем валу. Подаваемый поток поступает в верхнюю часть, а суспензия
из нижней камеры выходит по внутренней или погружной трубе. Ос­
новные характеристики каустизаторов приведены в табл. 2.4, 2.5.
Таблица 2.4. Техническая характеристика одно- и двухкамерных
каустизаторов
Однокамерные
Показатель
min
max
Диаметр А, м
2,5
6,3
Высота В, м
2,5
8,0
Объем, м
11
245
Максимальная масса, т
18
310
Двухкамерные
min
max
3,0
6,3
5,5
12,0
40
365
111
482
3
Таблица 2.5. Техническая характеристика каустизаторов
Показатель
1
2
Производительность
2000
3000
по белому щелоку, м /сут
Число параллельных линий
2;
3;
каустизаторов в одном потоке
4
3
Габаритные размеры (dхН) 3,4x3,0 3,5x3,5
27,2
33,6
Объем каустизатора, м
Общая продолжительность
пребывания смеси в каусти1,57
1,75
заторах, ч
3
3
Тип аппарата
3
4
2400
2;
2
4,0x3,5
44,0
1,78
1500
5
6
2500
1700
2;
1;
1;
3
3
3
3,9x4,2 4,0x4,0 4,5x4,5
49,0
50,2
55,5
1,59
1,75
1,95
2.3. О б о р у д о в а н и е д л я о с в е т л е н и я з е л е н о г о и б е л о г о
щелоков
2.3.1. Способы осветления
щелоков
Содержание взвешенных веществ в белом и зеленом
щелоках,
как уже было отмечено, является важнейшим показателем качества
40
щелоков. Содержание взвешенных веществ в белом щелоке не долж¬
но превышать 50 мг/л, фактически в настоящее время достигается
уровень 10 мг/л. В зеленом щелоке этот показатель должен быть не
более 100 мг/л, фактически содержание взвешенных веществ в зеле¬
ном щелоке сегодня может быть снижено до 10.. .20 мг/л.
В существующих схемах отделов каустизации используется не¬
сколько способов осветления щелоков:
- отстаивание;
- фильтрация на вакуумных фильтрах;
- фильтрация на напорных фильтрах.
Отстаивание - способ, который давно используется для осажде¬
ния шлама как зеленого, так и белого щелоков. Фильтрация на ваку¬
умных фильтрах находит применение для осветления белого щелока и
промывки шламов. Фильтрация на напорных фильтрах - наиболее
универсальная технология, которая может быть использована для ос¬
ветления зеленого и белого щелоков и промывки белого шлама.
Наибольшие затруднения обычно вызывает осветление зеленого
щелока. Шлам зеленого щелока очень специфичен, при движении он
диспергируется на мельчайшие частицы, которые очень трудно уло¬
вить различными фильтрами. Фильтры удерживают в основном толь¬
ко крупные частицы, а мелкие частицы, содержащие ионы различных
НПЭ, остаются в зеленом щелоке, откуда могут попасть в белый и
черный щелока, вызывая накопление балластных соединений.
Контроль состава зеленого щелока ведется по плотности щело­
ка. Для выравнивания колебаний плотности и расхода щелока в тех¬
нологической схеме после растворителя плава устанавливают уравни¬
тельный, или стабилизационный, бак с запасом щелока на 2... 4 ч.
2.3.2. Осветление щелоков методом отстаивания
Для осаждения черного шлама при осветлении зеленого щелока
используется одноярусный отстойник-осветлитель,
представляющий
собой цилиндрический резервуар большого диаметра и относительно
малой высоты со слегка коническим дном (рис. 2.12). Осветленный
41
щелок через края сборного желоба, расположенного по всей перифе¬
рии отстойника, отводится в сборный бак.
Рис. 2.12. О д н о я р у с н ы й отстойник для осветления и хранения зеленого ще¬
лока: 1 - питательная труба; 2 - привод; 3 - п о д ъ е м н ы й механизм; 4 - цеп¬
ной привод; 5 - опорный механизм фермы; 6 - перепускная труба; 7 - труба
выхода шлама; 8 - п о д ш и п н и к и ; 9 - гребки; 10 - центральные скребки
Оборудование такого же типа, но состоящее из нескольких сек¬
ций (3-, 4- и 5-ярусные отстойники), применяется для осветления бе¬
лого щелока и промывки известкового шлама. Отстойники-освет¬
лители для белого щелока и промывки известкового шлама должны
иметь более мощную конструкцию, поскольку рассчитаны на боль¬
шую массу шлама. Сухость шлама на входе в промыватель шлама
должна составлять 40.. .50 %.
Увеличение концентрации взвешенных веществ на входе позво¬
ляет снизить количество щелочи, поступающей со шламом на про¬
мывку, и объем зеленого щелока, необходимый для получения 1 м"
белого щелока.
В настоящее время для осветления зеленого щелока в качестве
типовых чаще применяются одноярусные глубокие отстойникиосветлители высотой 4,5...5,0 м, питание которых осуществляется че¬
рез центральный глубокий колодец, опускающийся до уровня гребков
(рис. 2.13, а).
42
а
б
Рис. 2.13. Одноярусные уплотнители для осветления щелоков: а - т и п о в о й
(для крепкого зеленого щелока); б - с о в м е щ е н н ы й с баком; 1 - штуцер для
подачи сырого щелока; 2 - переливной порог; 3 - кольцевой желоб для ос­
ветленного щелока; 4 - штуцер для отбора осветленного щелока; 5 - отбор
шлама; 6 - конус для сбора шлама; 7 - гребки; 8 - центральная труба
Осветление зеленого щелока в них происходит лучше, чем в
обычных отстойниках, вследствие более правильного распределения
потоков жидкостей. Степень осветления зеленого щелока в таких от­
стойниках при достаточном времени пребывания составляет 85.. .90 %.
Аппарат имеет привод, состоящий из двигателя и редуктора для
поворота погруженного в бак механизма гребков, которые медленно
-1
(0,2.. .0,5 м и н ) продвигают осажденный шлам к центру для удаления
с помощью шламового насоса.
Благодаря низкой скорости вращения гребков шлам скапливает¬
ся напротив них, что обеспечивает перемешивание шлама и способст¬
вует увеличению его сухости. Осветлитель оборудован устройством
для подъема механизма гребков в случае превышения нагрузки по
крутящему моменту из-за увеличения массы шлама. Перелив освет¬
ленного щелока осуществляется через переливную трубу, выходящую
из бака.
43
Такой отстойник может быть совмещен с баком хранения белого
щелока (рис. 2.13,6). Его общая высота - 9... 11 м, примерно треть ко­
торой занимает зона осветления, верхние две трети - зона хранения.
По оси отстойника проходит широкая питательная труба. Отбор ос¬
ветленного щелока происходит из верхней зоны хранения.
Как уже отмечалось, высокий унос шлама зеленого щелока в га­
ситель, как правило, вызывает получение более легкого рыхлого из¬
весткового шлама, который плохо оседает и уплотняется при отстаи¬
вании в осветлителе белого щелока и промывке шлама. Кроме того,
такой шлам не будет хорошо фильтроваться и может вызвать забива­
ние фильтрующего материала при его отделении и промывке. Техни¬
ческие характеристики однокамерных осветлителей
представлены в
табл. 2.6, 2.7.
Таблица 2.6. Техническая характеристика однокамерных осветлителей
Обозна­
чение
Диаметр
корпуса,
м
Высота
зоны разбав­
ления, м
Площадь
осветления,
2
М
208-02
292-57-02
208-01
292-58.10
208-03
292-57.01
292-58.01
8
11
12
14
16
16
23
3
м
50
95
115
155
200
200
415
6,9
6,9
3,5
6,9
3,5
3,5
3,5
Объем
зоны
хранения,
—
—
900
—
ПО
1700
2000
Мощность
привода меха­
низма, кВт
подъ¬
враще¬
ния
ема
3,0
2,2
3,0
2,2
3,0
2,2
3,0
2,2
3,0
4,0
3,0
4,0
3,0
4,0
Таблица 2.7. Применение однокамерных осветлителей
Производитель¬
ность каустизационной установки
по белому щелоку,
3/
/сут
1000
1500
2000
3000
4000
44
Площадь поверхности осаждения осветлителя,
м
при использовании на операциях
осветление
зеленого
щелока
промывка
шлама зеле¬
ного щелока
осветление
белого
щелока
115
115
200
315
415
38
50
80
115
155
155
315
415
2x315
2x415
промывка
шлама
белого
щелока
155
315
415
2x315
2x415
Для создания запаса щелоков в установках
непрерывной кау­
стизации выпускаются баки: 292-57.06 объемом 4000 М% 292-58.07 3
3
3
200 м , 292-58.08 - 60 м , 292-58.09 - 7 м . Баки снабжены измерите­
лями уровня щелока, штуцерами для подачи и отбора щелока, пере¬
лива, опорожнения, вытяжки.
2.3.3. Осветление щелоков методом фильтрации
Осветление белого щелока на вакуумном фильтре. Следую¬
щим шагом в развитии технологии каустизации
был переход на
фильтрационный метод осветления. Одним из первых видов оборудо¬
вания для этого метода стали двухзонные вакуум-фильтры со сходя­
щим полотном типа Эймко-Белт (БСХТШ) (рис. 2.14).
Рис. 2.14. Вакуум-фильтр со сходящим полотном типа
Эймко-Белт (БСХТШ):
1 - барабан; 2 - спрыски;
3 - сетковедущий валик; 4 - спрыски для промывки и
выдувки сетки; 5 - направляющий валик; 6 - сетка;
7 - натяжной валик; 8 - нижняя вакуумная зона; 9 верхняя вакуумная зона; 10 - ванна; 11 - мешалка; 12 вход суспензии; 13 - сход промытого шлама; 14 - отвод
фильтрата из зон 8 и 9; 15 - отвод промывной воды
45
Один такой фильтр может заменить два отстойника, так как из
нижней вакуумной зоны отбирается крепкий белый щелок, а в верх­
ней зоне ведется промывка известкового шлама и отбирается слабый
белый щелок. После сброса промытого шлама сетка огибает направ­
ляющий валик и возвращается на барабан. В этот момент производит¬
ся промывка сетки с помощью спрысков.
Технологическая схема каустизации с использованием данного
типа оборудования представлена на рис. 2.15.
Горячая вода
Зеленый щелок
А
1
р ^ н Т е ^ В а
Щелок на варку
Рис. 2.15. Схема н е п р е р ы в н о й каустизационной установки типа
Эймко-Белт: 1 - осветлитель зеленого щелока; 2 - фильтр со сходя­
щим полотном для промывки черного шлама; 3 - каустизатор;
4 - фильтр со сходящим полотном для отбора крепкого белого ще­
лока; 5 - вакуум-фильтр; 6 - бункер шлама; 7 - бак крепкого белого
щелока; 8 - бак белого щелока; 9 - бункер извести; 10 - гасительклассификатор; 11 - подогреватель щелока
Недостатками фильтров БСХТШ являются сравнительно корот¬
кий срок службы сетки и сложность ее замены. Практика эксплуата¬
ции таких фильтров показала, что уже через несколько часов работы
фильтра происходит деформация сетки, в результате чего в белом ще¬
локе увеличивается содержание взвешенных веществ. Также к недос46
таткам вакуум-фильтров со сходящим полотном относится понижение
температуры белого щелока при фильтрации под вакуумом. Техниче­
ская характеристика фильтров БСХТШ приведена в табл. 2.8
Таблица 2.8. Техническая характеристика фильтров типа Эймко-Белт
(БСХТШ)
Параметр
Поверхность барабана, м '
Диаметр барабана, мм
Длина барабана, мм
Угол погружения
барабана,
Частота вращения, мин
Вакуум, кПа
Мощность электродвига­
теля, кВт:
барабана
мешалки
Габариты, м:
длина
ширина
высота
Масса, т
1
Б С Х Т Ш 50-3.5 К
50
3400
4700
Б С Х Т Ш 20-К
20
3400
1650
200
0,12...1,2
80
200
0,12...1,2
80
7,5
5,5
5,5
3,0
7,5
5,5
4,5
24
3,5
5,3
4,5
13
Чтобы обеспечить необходимое качество щелока после фильт­
ров со сходящей сеткой устанавливают рукавные напорные фильтры.
Осветление зеленого щелока методом фильтрации. Более но­
вым и эффективным видом оборудования для осветления зеленого
щелока являются напорные Х-фильтры (рис. 2.16). В Х-фильтрах
прменяется технология фильтрации методом поперечного потока с
падающей пленкой. При их использовании, помимо повышения сте¬
пени осветления зеленого щелока, существенно сокращаются произ¬
водственные площади. Кроме того, в зеленом щелоке при фильтрации
на Х-фильтрах снижается содержание НПЭ, в первую очередь соеди¬
нений магния.
Зеленый щелок в Х-фильтре циркулирует от днища сосуда к
верхней части. Он равномерно распределяется по принципу падаю¬
щей пленки по фильтрующим элементам. Под действием избыточно47
го давления (0,25...0,50 МПа), создаваемого потоком воздуха, щелок
проходит через фильтрующий материал (поперечная фильтрация).
Рис. 2.16. Х-фильтр: 1 - подача щелока; 2 - отбор осветленного щелока; 3 - отбор
шлама; 4 - ф и л ь т р у ю щ и е э л е м е н т ы
Поскольку при работающем фильтре поверхность
фильтрации
постоянно закрыта потоком жидкости, расход воздуха минимален и
составляет около 0,04 м /м щелока.
Отфильтрованный зеленый щелок собирается в основании каж­
дого фильтрующего элемента и через общую трубу стекает в прием¬
ник фильтрата, откуда откачивается в бак осветленного зеленого ще¬
лока. Нисходящий поток
циркулирующей жидкости поддерживает
поверхность фильтрации чистой. При этом давление воздуха должно
быть отрегулировано таким образом, чтобы нисходящий поток цир¬
кулирующей
жидкости
непрерывно
удалял
шлам
с
поверхности
фильтрации. Шлам зеленого щелока накапливается в потоке циркуля­
ции, и подача зеленого щелока на Х-фильтр периодически прекраща­
ется. В это же время на фильтр вместо зеленого щелока насосом по¬
дается черный шлам из бака шлама для дальнейшей концентрации.
48
Концентрированный
шлам затем направляется на промывку.
Для
нормальной работы Х-фильтра необходимы постоянство нагрузки и
независимость от работы СРК. Данные условия обеспечиваются уста¬
новкой стабилизационного бака после растворителя плава.
Х-фильтр может быть установлен как в здании, так и на откры­
том воздухе. Из вспомогательного оборудования требуются: уравни­
тельная емкость, бак хранения непромытого шлама (-100
3
м ), бак
хранения промытого шлама (-80 м •) и бак горячей воды с подогревом
3
до 95 °С (-100 м ).
Фильтрующую ткань регулярно промывают горячей водой, воду
после промывки сбрасывают в бак слабого щелока. Схема подключе­
ния Х-фильтра показана на рис. 2.17.
Сжатый воздух
Резервуар
для горячей
воды
Осветленный
зеленый
щелок
С*1
Резервуар
для
фильтрата
Зеленый
щелок
О
Р
— •
Слабая
промывка
<Й
Концентрированный фильтрат
Рис. 2.17. Схема подключения Х-фильтра
Содержание шлама в зеленом щелоке, поступающем на X фильтр, может изменяться от 0,4 до 1,7 г/л, при пиковой нагрузке до
10,0 г/л, при общей титруемой щелочи 124 г/л N a 0 . После очистки на
2
49
Х-фильтре содержание в щелоке взвешенных веществ снижается до
5...8 мг/л. Перед стадией сгущения концентрация шлама в зеленом
щелоке составляет 20 г/л, а у промытого и сгущенного шлама - 48 г/л.
Характеристики работы Х-фильтров представлены в табл. 2.9.
Таблица 2.9. Эффективность осветления зеленого щелока на Х-фильтрах
Содержание, мг/л, в зеленом щелоке
исходном
после фильтрации
310
7
5,3
5,3
53
1,1
60
40
17
8,2
16
2,2
0,88
1,3
43,8
41,2
Компонент
Шлам зеленого щелока
Калий
Магний
Алюминий
Железо
Марганец
Медь
Фосфор
Производительность
Х-фильтров
(по осветленному
зеленому
щелоку):
Количество фильтрующих элементов
Производительность, м /сут
3
70
3500
120
10500
Применение Х-фильтров уменьшает опасность накопления в
щелоках солей магния при использовании для промывки небеленой
целлюлозы фильтратов ступени кислородно-щелочной отбелки. Как
известно, на ступени кислородной делигнификации для сохранения
прочности целлюлозы применяется сульфат магния с расходом до
2 кг/т, что создает проблемы, связанные с увеличением количества
шлама в зеленом щелоке на 10...200 мг/л. Кроме того, малые частицы
гидроксида магния плохо осаждаются в зеленом щелоке.
Осветление зеленого и белого щелоков в напорных фильтрах.
Дисковые или полидисковые напорные фильтры являются относи­
тельно новым видом оборудования, который используется для освет­
ления зеленого и белого щелоков. На рис. 2.18, 2.19 показаны диско¬
вые напорные фильтры для осветления зеленого и белого щелоков.
50
i
Воздух
Рис. 2.18. И с п о л ь з о в а н и е дискового напорного фильтра для осветления белого щелока
Дисковый фильтр состоит из горизонтального цилиндрического
герметичного корпуса, изготовленного из нержавеющей стали, по оси
которого
fg О' \-
установлен
цен-
тральный вал с укрепленны¬
ми на нем дисками. Уплот¬
нения вала в торцах корпуса
бессальниковые, выполнены
1
из
пластмассового
каната,
жестко укрепленного в коль¬
це
из нержавеющей стали.
Диск разделен на 10 сек¬
торов (рис. 2.20), каждый из
которых изготовлен из нержаР и с . 2.19. Д и с к о в ы й напорный фильтр P D G веющей
д л я осветления зеленого щелока
стали
и
обтянут
фильтрующим чулком из по¬
липропиленового полотна. При достижении определенной толщины
фильтрующего слоя шлам автоматически сдувается с дисков (рис. 2.21).
Рис. 2.20. Вид дисков фильтра
При забивании фильтрующих чулок осуществляется их промыв¬
ка кислым раствором. На одном из концов вала фильтра расположен
фильтратный клапан, через который фильтрат из центрального вала
52
поступает в сборник фильтрата, где происходит отделение воздуха,
который компрессором нагнетается обратно в корпус аппарата.
У каждого диска имеется шабер для сброса шлама. Шлам при
осветлении белого щелока сбрасывается в установленный под фильт¬
ром смесительный бак, при осветлении зеленого щелока - на транс¬
портер. В смесительном баке известковый шлам разбавляется горячей
водой и откачивается в емкость для хранения, транспортер для черно¬
го шлама выгружает шлам в отвал.
При накоплении шлама на диске снижается скорость фильтра¬
ции, возрастает его уровень в ванне, вследствие чего автоматически
1
увеличивается частота вращения вала до 6 мин" . При этом включает­
ся скрепер для съема папки. По мере забивания поверхности частота
выдвижения скрепера возрастает, затем включается продувка возду¬
хом, и шлам падает в желоб.
Рис. 2.21. П р и н ц и п работы и позиции скребка во время различных циклов
работы CD-Filter™ (слева направо: «Нормальная работа», «Погружение
скребка», «Кратковременная продувка»)
Дисковые фильтры давления при осветлении зеленого щелока
работают с подслоем из известкового шлама. Подслой формируется
на начальной стадии рабочего цикла путем подачи в ванну
фильтра
суспензии из последнего каустизатора и автоматически обновляется
через заданные промежутки времени. Сухость получаемого шламово­
го осадка при осветлении зеленого щелока составляет 70...75 %.
53
Необходимость использования подслоя из известкового шлама
является существенным недостатком, поскольку это увеличивает мас¬
су шлама, направляемого в отвал. С другой стороны, сброс части из¬
весткового шлама обеспечивает удаление части НПЭ из замкнутой
системы каустизации. Тем не менее, использование дисковых фильт¬
ров для осветления зеленого щелока ограничено.
Схема подключения дискового напорного фильтра для фильтра¬
ции зеленого и белого щелоков приведена на рис. 2.22.
Вакуумный
насос 2
1
Вакуумный
насос 1
PDW фильтр
St
тгт
Каустизационная
смесь
Сборник
осветленного
белого щелока
Шп.т
Горячая промывная
вода
Известковый шлам
Н.1
1>1И I III
а
Вакуумный
насос 2
I
*
Вакуумный
насос 1
PDG-фильтр
Ресивер
сборник
осветленного
зеленого щелока
Зеленый щелок
на осветление
I
ЛЛццдЛЛЛЛЛЛ
Шламовый конве йер
Г7\-7УЛ7У7Л,
Сорос в
к
тяж л ых
ал
з
Бак шлама
цию
б
Рис. 2.22. Схемы подключения дискового фильтра
для белого (а) и зеленого (б) щелоков
54
Характеристика напорных дисковых фильтров P D G для зелено­
го щелока представлена на рис. 2.23 и в табл. 2.10, напорных диско­
вых фильтров P D W для белого щелока - на рис. 2.24 и в табл. 2.11.
Фильтры P D G и P D W имеют взаимозаменяемые узлы.
L
Рис. 2.23. Н а п о р н ы й д и с к о в ы й фильтр для зеленого щелока P D G
Таблица 2.10. Техническая характеристика дисковых напорных фильтров
Диаметр
диска, м
Количество
дисков, шт.
2,5
4...12
3,0
2...16
Производительность
по зеленому щелоку,
3/
1200. 1600
су
3600...4800
900... 1200
7200...9600
Габаритные размеры, мм
L
7100
11400
8000
15500
В
Н
7600
7600
7600
9600
6500
6500
7500
7500
Рис. 2.24. Напорный дисковый фильтр для белого щелока P D W
55
Таблица 2.11. Техническая характеристика дисковых напорных фильтров
для, осветления белого щелока
Диаметр
диска, м
Количество
дисков, шт.
2,5
4...12
3,0
2...16
Производительность
по белому щелоку,
3/
су
1600 2400
4800...7200
1200...1800
9600... 14400
Габаритные размеры, мм
L
В
Н
7100
11400
6100
13600
3500...3800
3800...4100
4500...5500
4500...5500
6500
6500
7500
7500
Схемы каустизации с напорными рукавными фильтрами.
Напорные рукавные
фильтры,
фильтры так же, как и напорные
дисковые
могут использоваться для осветления зеленого и белого
щелоков, однако их основное применение - осветление белых щело¬
ков и промывка известкового шлама. На практике применяются два
типа напорных рукавных фильтров: Кларифил и Экофильтр.
Схемы каустизации с напорными фильтрами типа Кларифил по¬
лучили большое распространение (рис. 2.25). Самым ответственным
узлом фильтров Кларифил являет¬
ся распределительный клапан, че¬
рез который с одной стороны от¬
водится отфильтрованный
щелок,
а с другой - подается на промывку
шлам с фильтрующих чехлов, на¬
детых на перфорированные трубы
диаметром 100 мм и высотой 1,5 м
(«патроны»). Суспензия из каустизаторов вводится внутрь корпуса и
под
давлением
фильтруется
в
0,3...0,4
МПа
патроны
через
фильтрующую ткань чехлов. Про¬
Рис. 2.25. Фильтр К л а р и ф и л - В
странство
кой
над
разделено
трубной
решет¬
перегородками
на
12 секций. Каждая секция соединена трубкой с распределительным
клапаном. Клапан состоит из неподвижной цилиндрической части
56
с двумя штуцерами и вращающегося полого башмака, который мед­
ленно и прерывисто поворачивается на вертикальном валу и по оче­
реди присоединяется к отверстиям штуцеров, расположенных по ок­
ружности распределительной головки.
Корпус фильтра Кларифил диаметром 2,5...3,5 м, высотой 5...6 м
имеет выпуклое днище и выпуклую крышку, присоединяемую к кор¬
пусу на откидных болтах. В верхней части цилиндрического корпуса
находится трубная решетка, в которую завальцованы 150...300 перфо¬
рированных труб, обтянутых полипропиленовой фильтрующей тка¬
нью («мешок»).
Срок службы этих «мешков» от 1 до 4 недель. Щелок, про¬
фильтрованный через «мешок», поочередно отводится из каждой сек¬
ции. Часть его отбирается отдельно через малые боковые штуцера и
возвращается к головке фильтра насосом под более высоким давлени¬
ем, чем в корпусе. Возвратный щелок входит в головку и через не¬
подвижную шайбу, охватывающую полый вал, попадает внутрь баш¬
мака, направляющего его в ту секцию фильтрующих трубок, к кото¬
рой он в этот момент присоединен. Тонкий слой шлама на «мешке»
(5... 6 мм) за счет разности давлений сбрасывается, очищая чехол, скап¬
ливается внизу аппарата и откачивается на промывку, имея концентра¬
цию 30...35 %. За один оборот распределительного клапана каждый из
12 пакетов фильтрующих трубок набирает шлам 5,5 мин, а сбрасывает
его в течение 0,5 мин. Это обеспечивает 7... 10 дней практически непре¬
рывной работы без останова аппарата на чистку. Содержание взвешен¬
ных веществ в белом щелоке составляет менее 20 мг/л. В табл. 2.12 при¬
ведена характеристика фильтров Кларифил-В.
Таблица 2.12. Техническая характеристика фильтров Кларифил-В
Производительность по
Диаметр,
Общая
Высота,
зеленому щелоку,
белому щелоку,
мм
мм
масса, т
3/
мУсут
м.700т
1800
9300
27
1400
2500
3300
4000
9920
10610
11180
54
93
134
2800
4800
7300
3400
6000
9000
57
Шлам белого щелока осаждается в нижней части корпуса, где
вращается мешалка и откуда его непрерывно откачивают при концен¬
трации сухих веществ 40.. .45 %. Для промывки шлама устанавливают
дополнительный бак с мешалкой и вакуум-фильтр.
Экофильтры
являются разновидностью
напорных
патронных
фильтров (рис. 2.26). Их также используют для осветления белого
щелока и промывки известкового шлама. Они имеют более простое
устройство и работают в периодическом режиме. У Экофильтра нет
распределительного клапана, и поэтому, когда на ткани фильтрующих
патронов накопится достаточно толстый слой шлама, о чем свиде¬
тельствует повышение давления, отбор осветленного щелока автома¬
тически прекращается. Обратным ходом белого щелока при отключе¬
нии давления на линии его подачи шлам сбрасывается с фильтрую¬
щих элементов, оседая на днище фильтра.
фил ь т р о в а ния
3...6 мин
С
Т У
П
е
Н
Ь
Выгрузка кека
2...3 мин
Ступень
отстаивания
20...30 с
Известковое молоко и
известковый
шлам
Известковый шлам
Рис. 2.26. Цикл работы Э к о ф и л ь т р а
Как и фильтр Кларифил, Экофильтр имеет верхнюю трубную
решетку, расположенную выше камеры фильтрата, разделенную на
6 секций, и фильтрующие перфорированные трубчатые патроны с на58
детыми на них чехлами из полимерной ткани. Давление снаружи па­
тронов также составляет 0,3...0,4 МПа. Щелок из камеры фильтрата,
где давление приближается к атмосферному, свободно переливается
через края перегородок в сборный желоб, из которого отводится в бак
белого щелока.
На рис. 2.27 показана схема управления работой патронного на¬
порного фильтра. Последний каустизатор или питательный бак нахо¬
дится недалеко от фильтра. Насос с регулируемой подачей подключен
к нижней части этого каустизатора и управляется контроллером уров­
ня, установленным со стороны каустизатора. Трубы от насоса идут к
Т-образному патрубку с большими поворотными управляющими кла­
панами, расположенными с каждой стороны. Одна сторона подклю¬
чается к входному патрубку фильтра, а вторая соединяется с обратной
линией, ведущей к верхней части каустизатора или питательного ба¬
ка. Клапаны управляются таймерами, а клапан обратной линии за¬
крыт до тех пор, пока не начинается обратная промывка.
Рис. 2.27. Схема управления п а т р о н н ы м напорным фильтром
59
При фильтрации зеленого щелока с применением Экофильтра
необходимо использовать подслой из шлама белого щелока, который
подается из бака известкового шлама. Известковый шлам в требуе¬
мых для создания подслоя количествах направляется в смесительный
бак перед фильтром.
Если размещение оборудования в цеху позволяет, то также воз­
можно применение известкового молока. Величина необходимой до¬
зы шлама белого щелока зависит от количества осадка в зеленом ще¬
локе и, как правило, определяется из соотношения осадка и шлама
1:4. Кроме того, на требуемое количество известкового шлама влияет
качество осадка и шлама. Применение подслоя из известкового шлама
приводит к увеличению количества шлама, сбрасываемого в отвал, то
есть имеет место тот же недостаток, что и у дисковых фильтров с
подслоем для осветления зеленого щелока.
При осветлении зеленого щелока возможны следующие вариан¬
ты подключения Экофильтра:
1 - подвод неотработанного зеленого щелока к Экофильтру. В
этом случае зеленый щелок подается от бака стабилизации непосред¬
ственно в Экофильтр, в котором осадок зеленого щелока отделяется
путем фильтрации, причем расход известкового шлама, используемо¬
го в виде подслоя, максимальный;
2 - Экофильтр в качестве «полирующего» фильтра. Осветлен¬
ный зеленый щелок
от осветлителя подается
в Экофильтр для до¬
полнительной фильтрации. Требуемое количество
известкового шла¬
ма зависит от работы осветлителя (рис. 2.28);
3 - фильтрация осветленной фракции от осветлителя с помощью
Экофильтра. Качество щелока после осаждения на
перегруженном
осветлителе может повышаться за счет подачи на фильтрацию зеле¬
ного щелока в количестве, которое пропускает Экофильтр;
4 - Экофильтр, подключенный наряду с осветлителем. Часть зе¬
леного щелока подается на фильтрацию, а часть направляется парал¬
лельно через осветлитель. При этом уменьшается нагрузка на поверх¬
ность осветлителя и снижается концентрация шлама в смешанной ос¬
ветленной фракции.
60
При концентрации осадка в необработанном зеленом щелоке
1,0 г/л, в осветленной фракции на выходе осветлителя
0,2 г/л расход
шлама белого щелока рассчитывается на различные варианты:
1) концентрация шлама 4,0 г/л, т.е. около 4 % от объема цирку­
лирующей извести;
2) концентрация шлама 0,8 г/л, т.е. около 0,8 % от объема цир¬
кулирующей извести;
3) концентрация шлама зависит от доли зеленого щелока, под­
вергаемой фильтрации.
Следует отметить, что подача увеличенного количества шлама
вместе с осадком повышает срок использования подслоя на фильтре.
Производительность отделов каустизации с Экофильтрами, приме­
няемыми для фильтрации щелоков, колеблется от 1300 до 15000 м7 сут.
Чистота щелока после фильтрации менее 20 мг/л взвешенного ве¬
щества.
Основное отличие работы Экофильтра при осветлении зеленого
щелока состоит в том, что содержание взвешенных веществ на входе
невысоко, что позволяет повышать продолжительность стадии фильт­
рации до 1 ч. В результате производительность Экофильтра в 1,5 раза
выше, чем при фильтрации белого щелока после каустизаторов.
61
Типичные параметры работы Экофильтра на зеленом щелоке:
- продолжительность стадии:
фильтрации - 60 мин;
съема папки - 3 с;
осаждения шлама - 45 с;
- периодичность кислотной промывки - 6 месяцев.
Техническая характеристика Экофильтра приведена в табл. 2.13.
Таблица 2.13. Характеристика Экофильтров
Тип
В80
В100
В110
В130
В150
В160
В180
Производительность,
3/
м
8'40
1370
1630
2450
3220
3750
4800
т
Диаметр, мм
Высота, мм
800
3150
3350
3450
3700
4400
4500
4700
1000
1100
1300
1500
1600
1800
2.4. Промывка и с г у щ е н и е ш л а м о в з е л е н о г о и белого
щелоков
В шламе, отделяемом от белого и зеленого щелоков, содержится
65...90 % жидкой фазы. С целью снижения потерь щелочи, а также
облегчения последующего обжига известкового шлама его подверга¬
ют тщательной промывке, которая проводится путем
ного
последователь¬
разбавления и сгущения (метод выщелачивания). В качестве
промывной жидкости используется слабый щелок, а на последней
стадии промывки перед ИРП - горячая вода. Шлам зеленого щелока
промывается только горячей водой в одну ступень.
Для промывки и уплотнения шлама зеленого щелока ранее приме­
нялись одноярусные отстойники типа Дорра. Перед отстойником шлам
смешивался с водой в баке шлама при соотношении вода: шлам - 2 : 1
в течение 5 мин. Однако при промывке шлама в отстойниках потери
щелочи были достаточно высокими. Например, при концентрации
62
шлама на выходе с осветлителя зеленого щелока 3 % потери щелочи
достигали 2 кг Na 0 на 1 т целлюлозы. Поэтому некоторые предпри¬
2
ятия стали применять многосекционные установки с последователь¬
ными секциями для проведения двухступенчатой или противоточной
промывки. Это было значительным достижением в сравнении с односекционными установками.
Многоярусный уплотнитель для черного шлама работает по
принципу противотока. Горячая вода для промывки подается через
напорный бачок в центр нижнего этажа; полученный на нижнем эта¬
же слабый щелок выводится наверх и через второе отделение напор¬
ного бачка подается в центр предпоследнего этажа и т.д. до второго
этажа.
Слабый щелок из второго этажа
через последнее отделение
бачка насосом откачивается в мешалку на смешение с черным шла¬
мом, поступающим из осветлителя крепкого зеленого щелока. Освет¬
ленный слабый зеленый щелок из верхнего этажа направляется на докаустизацию. Благодаря применению противотока удается обеспечить
хорошее отделение щелочи от шлама небольшим количеством горя¬
чей воды и получить зеленый щелок приемлемой концентрации для
докаустизации.
Размеры отстойника-промывателя шлама зеленого щелока вы¬
2
бираются из расчета 10 м на 1 т сухого шлама при максимальной
концентрации шлама с осветлителя зеленого щелока.
На рис. 2.29 показан четырехэтажный промывной уплотнитель
для известкового шлама. Высота каждого этажа составляет 2 м. Сус¬
пензия подается параллельно на все этажи, слабый осветленный ще¬
лок также отбирается параллельно, уплотненный промытый шлам от¬
качивается из сборного конуса нижнего этажа.
Более эффективным оборудованием для промывки шламов яв¬
ляются барабанные вакуум-фильтры с промывкой вытеснением после
обезвоживания шлама до получения сухой папки (рис. 2.30).
63
Суспензия
Рис. 2.29. Четырехэтажный уплотнитель-промыватель из­
весткового шлама: 1 - напорный бачок; 2 - трубы для подачи
суспензии на нижние этажи; 3 - приемник суспензии; 4 патрубок для перетока шлама; 5 - гребки; 6 - вал; 7 - це¬
ментная футеровка; 8 - скребок; 9 - нижний конус аппара¬
та; 10 - переливной бачок; 11 - круговой желоб для освет­
ленного щелока; 12 - привод; 13 - домкрат для подъема
вала и гребков
Рис. 2.30. Б а р а б а н н ы й вакуум-фильтр для п р о м ы в к и шлама
64
На первых фильтрах достигалась сухость папки 30...35 %; на
фильтрах с подслоем можно получить папку сухостью 50 %. Промыв­
ка вытеснением после обезвоживания эффективна и, как правило, су­
щественно сокращает потери щелочи.
Из табл. 2.14 видно, что наиболее эффективным оборудованием
являются вакуум-фильтры с подслоем из известкового шлама. Имен¬
но этот тип фильтров используется наиболее часто.
Таблица 2.14. Сравнительная оценка эффективности промывки шлама
Параметр
Эффективность промывки
шлама от щелочи, %
Потребляемая мощность, кВт
Расход воды на промывку
(включая разбавление), л/кг
шлама
Отстаивание
Одна
Две
ступень
ступени
Фильтрация
Барабан­
Фильтр
ный фильтр с подслоем
75...80
90...95
90...95
98...99
4,5
7,5
20,0
30,0
120,0
120,0
3,0
2,5
Фильтр для обезвоживания шлама зеленого щелока представля­
ет собой барабанный вакуум-фильтр. Он состоит из вращающегося
барабана, ванны с мешалкой, системы промывных спрысков и авто­
матически выдвигающихся шаберов для съема с фильтрующей по­
верхности образовавшегося слоя шлама. Конструкция герметично за­
крыта колпаком. Вся поверхность барабана разбита на секции, кото¬
рые системой внутренних труб через стационарный клапан фильтра
связаны с системой создания вакуума, состоящей из ресивера и ваку¬
ум-насоса.
Перед началом цикла обезвоживания черного шлама происходит
образование подслоя из известкового шлама. Для этого суспензия бе¬
лого шлама из бака хранения известкового шлама или последнего
каустизатора подается в ванну фильтра. Туда же подается циркули¬
рующий фильтрат и промывная вода для поддержания требуемого
уровня. На поверхности барабана образуется слой белого шлама, оп¬
тимальная толщина которого 60 мм. Затем начинается подача черно­
го шлама. Шлам фильтруется на поверхности подслоя, промывается
65
горячей водой с помощью спрысков и удаляется непрерывно продви­
гающимся
лезвием скребков. Вместе со шламом зеленого щелока
удаляется часть подслоя. Скорость удаления
подслоя регулируется
скоростью продвижения скребка. Фильтрат зеленого щелока и воздух
проходят через клапан в ресивер, где воздух отделяется и отсасыва­
ется водокольцевым вакуум-насосом. Фильтрат из ресивера откачива­
ется в бак слабого зеленого щелока. Для обновления подслоя прекра¬
щается подача черного шлама, остаток старого подслоя удаляется
сжатым воздухом, барабан фильтра промывается, после чего весь
цикл повторятся снова.
1
Частота вращения барабана - 0,5... 1,0 м и н , выдвижение шабера
- 0,025...0,25 мм за оборот, расход воды на промывку - 2,5 объема на
1 объем фильтрата папки, сухость папки 50 %, температура промывной
воды 70...75 °С, количество просасываемого воздуха 0,5 м /мин на 1 м
фильтрующей поверхности. Расход известкового шлама на подслой
3
0,5... 1,3 кг/кг шлама, расход воздуха на отдувку подслоя 0,15 м /мин
2
на 1 м фильтрующей поверхности. Необходимый вакуум 50...60 кПа,
примерная производительность фильтра 250...300 кг сухого шлама с
1 м фильтрующей поверхности в 1 ч.
2
Характеристика барабанных вакуум-фильтров и их габаритные
размеры проведены на рис. 2.31 ив табл. 2.15, 2.17.
W
Рис. 2.31. Барабанный вакуум-фильтр для обезвоживания известкового шлама
66
Таблица 2.15. Техническая характеристика барабанных вакуум-фильтров
для п р о м ы в к и ш л а м о в (Celleco Hedemora)
Диаметр
барабана,
м
Длина
барабана,
м
min
max
Площадь
фильтрации,
Размеры,
мм
2
min м max
/
-^•111111
- max
2,4
2,0
4,0
15
30
4515
6515
3,0
3,0
5,5
28
52
5680
8180
3,6
4,5
9,0
51
102
7190
11690
Масса,
т
Н
W
3485
3510
3485
3510
3945
4110
3945
4110
4780
4810
4780
4810
min
max
13
17
20
30
30
57
Таблица 2.16. Техническая характеристика вакуум-фильтров для промывки
и сгущения каустизационного шлама (БОУ)*
Поверхность барабана, м
10
20
40
Показатель
Производительность по а.с. шламу
в сутки, т/м"
Производительность по воздуху, м~7ч
Мощность электродвигателя привода
барабана, кВт
Создаваемый вакуум, кПа
9
7,5
9
-
27
27
1,7
2,8
4,2
97,0
97,0
50,0
Таблица 2.17. Техническая характеристика вакуум-фильтров для промывки
и сгущения каустизационного шлама (Дорр-Оливер)
2
Показатель
Производительность по а.с. шламу
в сутки, т/м
Частота вращения барабана, мин
Производительность по воздуху, м /ч
Мощность электродвигателя привода
барабана, кВт
Создаваемый вакуум, кПа
1
3
18 П оверх2н2ость бар2а7б,5ана, м
33
9
6,5
10
5,5
1,32
46
0,77...0,4
46
0,8...0,5
42,5
63
3
3
2
2,5
50
50
66
66
Более эффективный вид оборудования для промывки черного
шлама - центрифуга, использование которой позволяет отказаться от
*В качестве фильтровальной используется сетка следующих номеров: 9,6/96; 9,6/66; 80.
67
применения подслоя из известкового шлама. По разным данным су­
хость шлама после центрифуги
составляет от 25 до 65 %. Частота
-1
вращения ротора центрифуги от 4000 м и н , потери Na 0 с черным
2
шламом 0,01...0,08 кг/кг, расход воды в сборник шлама (рис. 2.32)
0,15 м7т шлама, мощность главного электродвигателя при произво­
дительности центрифуги около 3000 кг/ч по шламу 22 кВт.
Фильтрат
Шлам
Рис. 2.32. Схема подключения центрифуги
Для промывки и обезвоживания известкового шлама могут быть
использованы различные типы оборудования:
- фильтры с выносной сеткой типа Эймко-Белт (БСХТШ);
- барабанный вакуум-фильтр;
- Эко фильтры;
- дисковые напорные фильтры ( L M D ) ;
- дисковые вакуум-фильтры (Hedemora).
В современных схемах каустизации чаще всего применяются
дисковые фильтры. Дисковые напорные фильтры L M D не имеют
принципиальных отличий от фильтров C D (рис. 2.33). Основные от¬
личия в конструкции - наличие спрысков для промывки шлама и от¬
бор промытого и сгущенного шлама непосредственно на транспортер,
а не в бак, кроме того, в фильтрах L M D у каждого диска имеется свой
шламовый карман (ванна).
68
Рис. 2.33. Д и с к о в ы й напорный фильтр для промывки шлама L M D
Сухость белого шлама после фильтров 75...80 %, черного шла¬
2
ма - 65...70 %, съем шлама с 1 м фильтра 250...300 кг/ч, максималь¬
ная производительность 2800 т шлама в сутки, 630 кг шлама с 1 м в
час. На рис. 2.34 показана схема работы и подключения
дискового
напорного фильтра.
. :•: . . . . . . . . . . . . . . . . . . . . . . . Л ••••
Рис. 2.34. Схема подключения фильтра шлама L M D
69
Габаритные размеры и техническая характеристика
фильтров
L M D приведены на рис. 2.35 и в табл. 2.18.
Таблица 2.22. Техническая характеристика фильтров L M D диаметром 3 м
Количество
дисков, шт.
Площадь
фильтрации, м
2
Размер ы, м м
2
24
А
1500
В
2950
4
48
2300
3750
6
72
3100
4550
8
96
3900
5350
10
120
4700
6150
12
144
5500
6950
14
168
6300
7750
16
192
7100
8550
Рис. 2.35. Габаритная схема дискового вакуумного фильтра L M D
В фильтрах Hedemora вакуум создается барометрической трубой
высотой не менее 7... 8 м или вакуумным насосом.
Техническая характеристика и габаритные размеры дискового
вакуумного фильтра Hedemora для промывки шлама представлены в
табл. 2.19.
70
Таблица 2.19. Техническая характеристика дисковых вакуумных фильтров
Hedemora
Диаметр, мм
3660
2500
Количество
дисков, шт.
Площадь
фильтра, м
Ширина
корпуса, мм
6
8
10
12
116
154
193
232
2650
3450
4250
5050
14
16
18
20
4
6
8
270
309
347
386
36
54
72
5850
6650
7450
8250
1500
2200
2900
10
12
14
90
108
126
3600
4300
5000
Длина кор¬
пуса, мм
4005
2900
71
Глава
3
РЕГЕНЕРАЦИЯ
ИЗВЕСТИ
ИЗ КАУСТИЗАЦИОННОГО
ШЛАМА
Практически все сульфат-целлюлозные предприятия в настоя­
щее время оборудованы установками для регенерации извести из
шлама белого щелока. Необходимость регенерации вызывается в ос­
новном экологическими соображениями, поскольку количество обра¬
зующегося известкового шлама весьма значительно - до 400 кг/т го¬
товой продукции с учетом инертных примесей.
Для обжига известкового шлама применяются цилиндрические
вращающиеся ИРП, производительность по шламу в которых может
превышать 150...380 т/сут. Предварительно промытый известковый
шлам обезвоживается до сухости 50.. .70 % и направляется в ИРП, где
происходит обжиг. Получаемый из печи продукт - обожженная из¬
весть - возвращается в гаситель-классификатор для каустизации зеле¬
ного щелока.
3.1. Описание т е х н о л о г и ч е с к о й схемы ИРП
Принципиальная схема ИРП представлена на рис. 3.1. Каустизационный
шлам, хранящийся в бункерах, центробежным насосом по¬
дается в дозатор, через который заданное количество шлама направ¬
ляется на сгущение и промывку. Избыток его через перелив возвра¬
щается в бункер.
72
Холодильники
№
Г37
Загрузочный
печи
®
Ли '
4
Бак
рециркуляции
конец с в е н т и л я т о р о м о х л а ж д е н и я
fl
Ь.
U
Разгрузочный к о н е ц печи со встроенными т р у б ч а т ы м и
холодильниками
Рис. 3.1. Современная компоновка ИРП: 1 - бункер, 2 - устройство подачи извести; 3 - фильтр или центрифуга; 4 - кор­
пус загрузочной части; 5 - загрузочные шнеки; 6 - загрузочная горловина; 7 - воздушное уплотнение; 8 - дымосос;
9 - скруббер; 10 - дымовая труба; 11 - цепи; 12 - печь; 13 - шестерня; 14 - вспомогательный привод; 15 - двигатель и
привод; 16 - уплотнение камеры дутья; 17 - вентилятор вторичного воздуха; 18 - огнестойкий колпак; 19 - форсунка;
20 - вентилятор первичного воздуха; 21 - нагревательное устройство и топливный насос; 22 - КИПиА
Плотность шлама составляет 1250... 1400 кг/м
3
Степень обезво¬
живания шлама зависит от его свойств и типа оборудования, конечная
сухость колеблется от 50 до 75.. .80 % а.с.в. При промывке горячей во¬
дой (температура 65...75 °С) щелочность шлама снижается до 0,5 %
(в ед. Na 0) и ниже. Обезвоженный и промытый шлам винтовым кон¬
2
вейером подается в печь
Одновременно из бункера вместимостью
3
10...20 м
дисковым
или вибрационным дозатором отбирается известняк (10... 15 % от об¬
щего расхода сырья, подаваемого в печь) и вместе со шламом направ¬
ляется на обжиг. В печи материал проходит стадии сушки, нагрева,
обжига и предварительного
охлаждения.
Окончательное
снижение
температуры до 100... 150 °С осуществляется в известеохладителе рекуператорного или барабанного типа. Время пребывания материала в
печи колеблется от 2,5 до 4,0 ч в зависимости от вида материала, ско¬
рости вращения и угла наклона печи.
Охлажденную известь скребковым или вибрационным
ром
конвейе¬
подают на классификатор, отделяют и измельчают на дробилке
на гранулы крупнее 30 мм. Измельченную известь элеватором подни¬
мают на верхнюю отметку бункеров и скребковым транспортером
распределяют по бункерам. Запас хранения извести от одной печи
о б ы ч н о 100...200 т.
Мазут со склада при температуре 60 °С поступает в бак, откуда
после прохождения фильтра тонкой очистки от механических приме¬
сей он винтовым насосом через трубчатый подогреватель под давле¬
нием подается на вентильную колонку печи. Подогрев мазута в теп¬
лообменнике производится глухим паром.
На
вентильной колонке размещена система вентилей, позво¬
ляющих устанавливать давление и расход мазута на форсунку в соот¬
ветствии с технологическим режимом. Поступая в форсунку, струя
мазута завихряется и, выходя из сопла со скоростью 40...60 м/с, рас¬
пыляется на капли размером 0,04...0,2 мм. Размер частиц мазута за¬
висит от способа распыления.
74
Для поддержания горения в печь по каналам подается подогре¬
тый до температуры 150...300 °С воздух. Подогрев воздуха произво¬
дится в известеохладителе за счет контакта с горячей известью.
15...30 % воздуха
направляют в воздушную трубу вокруг ма¬
зутной форсунки. Это так называемый первичный воздух. Его назна¬
чение - обеспечить первоначальное возгорание топлива. Длина факе¬
ла в значительной мере зависит от количества первичного воздуха и
его давления.
Остальные 70.. .85 % воздуха подают или специальным вентиля¬
тором через известеохладитель, или через рекуператоры в нужном
количестве благодаря разрежению в печи. Это так называемый вто¬
ричный воздух.
Если воздух при нагревании контактирует с известью непосред¬
ственно, увлекая пылевидную известь, то он используется только как
вторичный. Первичный воздух в таком случае забирается
вентилято¬
ром прямо из цеха и подается без нагрева. При горении топлива обра¬
зуется зона обжига, температура газов в которой 1400.. .1700 °С.
Необходимое разрежение в печи создается дымосом. Дымовые
газы из печи транспортируются на газоочистную установку, в кото¬
рой очищаются от пыли и охлаждаются от 140.. .250 до 65.. .75 °С при
контакте с водой. Для обеспечения хорошего контакта с газами вода
мелко распыляется под давлением. Очищенные и охлажденные дымо¬
вые газы через трубу выбрасываются в атмосферу. Подогретая вода с
уловленной из дымовых газов пылью (скрубберная вода) использует¬
ся в цехе каустизации.
В процессе производства неизбежны потери извести. В зависи¬
мости от технологической схемы и режима производства они состав¬
ляют 5... 15 %. Безвозвратные потери извести восполняются свежим
известняком, добавляемым к шламу перед подачей его в печь. Недо¬
жог и пережог извести, отсортированные на классификаторе, улов¬
ленная в скруббере пыль из дымовых газов в случае сброса скрубберной воды в шламоотвал, пыль, содержащаяся
в дымовых газах, вы75
брасываемых в атмосферу, а также пыль из пыльных камер - основ­
ные источники потерь извести. Количество известняка, добавляемого
к шламу, теоретически должно соответствовать количеству безвоз¬
вратных потерь извести и шлама, но в случае необходимости расход
известняка может быть увеличен до 30...35 %. Дальнейшее увеличе¬
ние доли известняка в сырье нецелесообразно, поскольку влажность
сырья резко снижается, что приводит к повышению температуры от¬
ходящих дымовых газов.
3.2. Х и м и з м и т е п л о в а я сторона процесса
Обжиг извести - это процесс превращения известкового шлама
(карбоната кальция
СаС03),
полученного при каустизации зеленого
щелока, в обожженную известь (оксид кальция СаО). Основная хими¬
ческая реакция при обжиге извести - разложение карбоната кальция.
Реакция разложения является эндотермической и проводится при вы­
соких температурах:
Л
СаСОз - С а О +
- 177 кДж
Тепло при обжиге извести расходуется на проведение реакции раз¬
ложения карбоната (3170 кДж на 1 кг СаО) и на испарение воды, посту¬
пающей в печь со шламом. Расход тепла на испарение воды зависит от
влажности шлама и может в 1,5 раза превышать расход тепла на обжиг.
Расход тепла на обжиг шлама составляет примерно 10 ООО кДж на 1 кг
обожженной извести. Разложение карбоната кальция начинается уже
при температуре 825 °С, однако обычно обжиг шлама ведут при бо¬
лее высоких температурах (1100... 1300 °С).
Самыми широко используемыми видами топлива для ЦБП яв¬
ляются природный газ и мазут, характеристика которых приведена в
табл. 3.1, 3.2. Природный газ поставляется по промышленным трубо¬
проводам, его подача может прерываться, поэтому требуется резерв¬
ная топливная система. Следует учитывать, что максимальная произ76
водительность ИРП снижается примерно на 5 % после перехода с ма¬
зута на природный газ, поскольку теплотворная способность природ¬
ного газа ниже, чем мазута. Для ИРП следует использовать мазуты с
низким содержанием серы (не более 0,5 %). Эти ограничения опреде¬
ляются существующими нормами на газовые выбросы в атмосферу.
Таблица 3.1. Состав и свойства различных видов мазута
Показатель
Топливо № 2
Топливо № 6
87,2
12,5
85,6
9,7
1,0
1,0
0,28
0,12
2,3
42,6
40,5
Содержание, % от объема:
С
Н
N
О
Н 0
Зола
S
Высшая теплотворность, МДж/кг
Низшая теплотворность, МДж/кг
—
—
—
2
—
0,3
45,0
42,5
Таблица 3.2. Состав и свойства природного газа
Показатель
Содержание, % от объема:
СН
С Н
С0
N
Плотность, кг/м
Высшая теплотворность, МДж/кг (МДж/м )
Низшая теплотворность, МДж/кг
4
2
6
2
2
3
3
Значение
84,1
6,7
0,8
8,4
16,0
46,9 (2,2)
42,4
ИРП разделена на четыре термические зоны, которые соответст¬
вуют стадиям превращения известкового шлама в обожженную из¬
весть. На рис. 3.2, 3.3 показан типичный температурный
профиль
компонентов шлама и газовых потоков по мере их продвижения в
ИРП и превращения, а также термические зоны печи.
В первой зоне происходят подсушка шлама за счет тепла ухо¬
дящих из печи дымовых газов и подогрев
его до
температуры
110...120 ° С .
77
Стадия 2
(подогрев)
Стадия 1
(сушка)
С тадия з
(кальцинация)
Стадия 4
(охлаждение)
Р и с . 3.2. С т а д и и п р о ц е с с а о б ж и г а и з в е с т и (Courtesy Termorak, Inc.)
На второй стадии высу­
шенный шлам нагревается до
температуры 850...900 °С с п о ­
мощью
устройств,
печивающих
обес­
теплопередачу,
таких как опрокидыватели, за­
хваты и цепи, крепящихся к
корпусу печи. Некоторые печи
в
Стадия 1
(сушка)
Стадия 2
(подогрев)
Стадия 3
(кальцинация)
зоне
Стадия 4
(охлаждение)
подогрева
оснащены
г
перемешивающими щитами и
Рис. 3.3. Профиль температуры в ИРП стальными стержнями для по(Courtesy Termorak, Inc.)
вышения эффективности теп­
лопередачи. В конце этой зоны полностью разлагается содержащийся
в сырье углекислый магний M g C 0 3 , частично - углекислый кальций
СаСОз.
Обжиг извести происходит непосредственно в третьей зоне пе¬
чи, здесь выделяется диоксид углерода и начинают образовываться
окатыши оксида кальция. Идеальный диаметр окатышей извести 10...20 мм; при неправильных режимах сушки и подогрева шлама в
печи могут образовываться более крупные комочки извести. На этой
стадии
важнейшим
фактором
является
температура
процесса
1100... 1200 °С. Необходимая минимальная температура для кальцин а ц и и - 8 1 5 °С.
78
На конечной стадии происходит охлаждение извести до темпе¬
ратуры 120...250 °С, когда окатыши проходят под горелкой и двига¬
ются к выгрузочному концу печи, где температура горячих окатышей
извести снижается за счет теплообмена с входящим потоком вторич¬
ного воздуха.
3.3. Устройство ИРП
Производительность ИРП определяется ее внутренним объемом.
Для одной и той же производительности может быть выбрана печь
большего диаметра и относительно небольшой длины или печь мень¬
шего диаметра и относительно большей длины. Обе печи будут иметь
одинаковый внутренний объем.
Качество получаемой извести зависит от температурного режи¬
ма, скорости вращения печи, продолжительности пребывания мате¬
риала в печи и равномерности его подачи.
Коэффициент отношения длины печи к ее диаметру для многих
печей составлял 20:1 или ниже. При разработке конструкций совре¬
менных печей больших размеров, более экономичных и с меньшим
расходом топлива наметилась тенденция к изменению соотношения
длина : диаметр до 30:1.. .40:1.
В табл. 3.3, 3.4 сравнивается экономичность обжига в ИРП, имею¬
щих одинаковую номинальную производительность обжига 205 т/сут
(влажность шлама при загрузке - 25 %, содержание СаО в получае¬
мой извести - 90 %, вид топлива - мазут).
Таблица 3.3. Сравнительные показатели по расходу топлива для печей с
одинаковой производительностью, но разными диаметрами
и длиной
Размер печи, м
Расход топлива, кДж/т
Соотношение длина : диаметр*
(длинахдиаметр)
готовой продукции
3,51x59,40
18,5:1
6,3
3,20x73,15
25,0:1
6,2
3,05x82,30
30,0:1
6,2
Диаметр по внутренней поверхности кирпича.
79
Таблица 3.4. Сравнительные показатели расхода топлива для печей
различных размеров и мощностей
Размер печи, м
(длинахдиаметр)
Производительность,
т/сут
Расход топлива, кДж/т
готовой продукции
2,44x68,6
3,05x68,6
3,81x100,6
100
205
415
6,41
6,20
6,05
Продолжительность пребывания материала в печи прямо про¬
порциональна углу естественного откоса и длине печи и обратно про¬
порциональна внутреннему диаметру. Обычно ИРП работают под на¬
1
клоном 2...3° при частоте вращения 0,5... 15 мин" . Каждая печь тре¬
бует подбора оптимального соотношения наклона и скорости. Наибо¬
лее полная кальцинация происходит при продолжительности пребы¬
вания шлама 170.. .270 мин.
Для более эффективной теплопередачи необходимо создать не
скользящее перемещение материала в печи, а перекатывающее или
каскадное действие нагрузки. При проектировании печи скорость
вращения должна быть, с одной стороны, достаточно высокой, чтобы
обеспечить эффективность действия нагрузки, с другой, слишком вы¬
-1
сокие скорости вращения печи (более 1,2... 1,5 м и н ) могут создать
повышенное пылеобразование в цепной и элеваторной зонах.
На нагрузки, действующие на печь, в значительной
степени
влияют модификации конструкции, выполненные для снижения рас¬
хода топлива, а также использование усовершенствованных систем
цепей, огнеупорной футеровки, перегородок разгрузочного конца и
таких внутренних перемешивающих устройств, как опрокидыватели,
захваты, стержни и щиты.
Ниже представлено описание конструкции ИРП и
вспомога¬
тельного оборудования.
Как показано на рис. 3.1, промытый и сгущенный известковый
шлам из отдела каустизации винтовым конвейером подается к загру¬
зочной головке вращающейся ИРП. Вращение печи осуществляется
через редуктор и шестеренчатый привод от электродвигателя. При за¬
грузке шлама в печь для восполнения потерь добавляется свежий
80
дробленый известняк в количестве 10.. .20 % (в зависимости от потерь
извести с пылью, выносимой с дымовыми газами). Барабан печи
снабжен наружными кольцевыми бандажами, которые опираются на
парные роликовые катки, установленные на мощные опоры.
Главный
привод
ИРП расположен
после
опорного
бандажа.
Привод снабжен вариатором, с помощью которого частота вращения
1
печи может изменяться в диапазоне 0,5.. .3,0 мин" .
Вспомогательный
привод, имеющий бензиновый или дизельный
двигатель, используется для работы печи при аварийном отключении
электроэнергии, поскольку при выходе из строя или останове печь не
должна остывать без вращения, чтобы избежать деформации ее кожуха.
Печь опирается на 3 или 4 опоры, которые соединены с метал¬
лическими бандажами, охватывающими печь, а каждый бандаж опи¬
рается на 2 опорных ролика, как показано на рис. 3.4.
Рис. 3.4. Схема роликов И Р П
В настоящее время применяются три системы загрузки
ИРП:
винтовой конвейер, ленточный транспортер и комбинация ленточного
транспортера и короткого шнека.
81
Винтовой конвейер и питающий желоб изготовляются из угле­
родистой стали. Часть конвейера, которая вдается в печь, имеет кожух
с водяным охлаждением. Винтовые конвейеры используются для по¬
дачи шлама сухостью до 60...75 %. При повышении сухости шлама
более 70 % резко возрастает потребляемая мощность и начинают за¬
биваться шнеки.
Системы загрузки ИРП ленточными транспортерами имеют ряд
преимуществ:
отсутствие
забивания при транспортировке
меньшее энергопотребление и простота обслуживания.
шлама,
Некоторые
осложнения возникают в местах загрузки шлама в печь, так как при
этом возможна утечка воздуха. Для их предотвращения используются
различные типы уплотнителей в виде завес.
Новые ИРП оснащаются комбинированной системой транспор¬
тировки и загрузки шлама, в которой стационарный ленточный кон¬
вейер сбрасывает шламовую папку на короткий мощный шнек боль¬
шого диаметра, загружающий шлам в печь. При модернизации линий
загрузки ИРП винтовые конвейеры стандартных размеров 0,25...0,5 м
в диаметре заменяются на короткие шнеки 0,5...0,7 м в диаметре. По¬
добное увеличение номинальных размеров витков шнека предотвра¬
щает забивание, снижает потребляемую мощность и решает пробле¬
мы с плохой герметичностью уплотнений.
Корпус
загрузочного
конца
- это стационарная
конструкция,
обеспечивающая соединение с вращающимся кожухом печи и слу¬
жащая для отведения отходящих газов и подачи известкового шлама.
Для предотвращения попадания воздуха в печь в месте крепления за¬
грузочного конца предусмотрено листовое уплотнение («рыбья че­
шуя»). Такое уплотнение (рис. 3.5) сохраняет контакт с печью при ее
перемещении вверх и вниз между упорными роликами и ее расшире¬
нии и сжатии при температурных изменениях размеров кожуха.
Вытяжной
вентилятор
системы
дымовых газов печи требуется
для создания тяги и поддержания статического давления в коллекторе
пыли. Дымососы бывают «влажные» или «сухие» в зависимости от
месторасположения.
82
«Влажный»
(или
«холод¬
ный») дымосос расположен меж¬
ду скруббером и дымовой трубой,
как показано на рис. 3.6. Свое на¬
звание
вентилятор
причине обработки
получил
по
насыщенных
влагой отработанных газов. Из-за
влажности газа, поступающего в
дымосос, на лопастях образуются
отложения. Для очистки ротора ,
во время работы и, следователь¬
но,
ции,
для предотвращения
вызванной
вибра¬
наростами,
ис¬
пользуются водяные спрыски. Во
Рис. 3.5. Загрузочный конец И Р П
избежание коррозии ротор и кор¬
пус собраны из нержавеющей стали
Рис. 3.6. Устройство «холодного» д ы м о с о с а
«Сухой» (или «горячий») дымосос расположен в системе горя¬
чих газов перед скруббером (или электростатическим фильтром). На
рис. 3.7 показана компоновка такого дымососа со скруббером. Для
83
одной и той же печи «сухой» вентилятор должен иметь большую
мощность, чем «влажный», так как газ при более высокой температу­
ре занимает больший объем. В «сухом» вентиляторе не образуются
отложения, и он может быть выполнен из углеродистой стали. При
этом требуются подшипники с водяным охлаждением, что увеличива­
ет потребление мощности «сухого» вентилятора на 20 % по сравне­
нию с «влажным» дымососом. На большинстве современных ИРП ус¬
танавливаются «сухие» вентиляторы, поскольку они легче в обслужи¬
вании и имеют более низкие капитальные затраты.
Рис. 3.7. Устройство горячего дымососа
Большинство дымососов оснащены приводами с регулируемой
скоростью для обеспечения лучшего контроля за работой системы. В
табл. 3.5 представлены технические характеристики дымососов, ис¬
пользуемых в ИРП.
Кожух печи с внутренней стороны имеет слой изоляции, сни­
жающий тепловые потери на 0,4...0,5 МДж/т извести, называемый
футеровкой. Популярными системами огнеупорной изоляции являют­
ся системы футеровки из двойного кирпича, одиночного кирпича и
отливаемые огнеупорные системы.
В системах футеровки из двойного кирпича изоляционный блок
кладется к кожуху печи, а на него укладывается слой огнеупорного
кирпича. Обычно в зоне предварительного нагрева ИРП двойная футе84
ровка включает изоляционный кирпич толщиной 6,5 см и армирован­
ный кирпич из огнеупорной глины (содержание глинозема 40...60 %).
В зоне обжига футеровка, как правило, состоит из изоляционного
кирпича толщиной 4 см и огнеупорного армированного кирпича тол¬
щиной 20.. .25 см (60.. .70 % глинозема).
Таблица 3.5. Технические характеристики дымососов
ПроизводительЧастота вращения
Марка дымососа
3/
ротора, м и н
Д-3,5-1500
1500
ДН6М-1000
1300...4400
1000
ДН6М-1500
2300...8100
1500
6970
1000
ДН-8У
10460
1500
9930
1000
ДН-9У
14900
1500
13260
1000
ДН-10У
20430
1500
19130
1000
ДН-11,2У
28700
1500
26600
1000
ДН-12,5У
39900
1500
1
Мощность
привода, кВт
2,2
5,5/4,0
7,5/5,5
7,5
15
11
15
15
30
22
45
30
75
Во всех отливаемых видах футеровки используется устанавли­
ваемый к поверхности кожуха изоляционный блок или кирпич, а за¬
тем - отливаемая огнеупорная рабочая футеровка. В системе, пред¬
ставленной на рис. 3.8, закладные детали из нержавеющей стали при¬
вариваются к кожуху изнутри с интервалами примерно 23...25 см.
Рис. 3.8. Литая огнеупорная изоляционная система
85
Далее по внутренней поверхности кожуха устанавливаются бло­
ки из высококачественной изоляционной минеральной ваты с отвер­
стиями. Блоки из минеральной ваты заливаются огнеупорным соста­
вом, в качестве которого используются жаропрочные бетоны из порт­
ландцемента и шамотной муки.
Устройства
внутреннего
теплообмена
(рис. 3.9)
предназначе­
ны для снижения расхода топлива и температуры отходящих газов,
особенно часто устанавливаются в случаях, если печь не оборудована
наружной системой распылительной сушки для утилизации тепла от¬
ходящих газов.
К устройствам теплопередачи относятся системы цепей, перего­
родок, опрокидывателей, подъемников и стержней, а также переме¬
шивающие щиты.
ЗОНА ЦЕПЕЙ
ЗОНА ФУТЕРОВКИ С ЛОПАТКАМИ
ВЫСТУПЫ
ВЫСТУПЫ
ДВОЙНАЯ ФУТЕРОВКА
ПЕРЕГОРОДКА
ФУТЕРОВКА С ВЫСТУПАМИ
ДВОЙНАЯ ФУТЕРОВКА
ЛОПАТКИ
Рис. 3.9. Типичное внутреннее устройство печи
Правильно разработанные внутренние устройства теплопереда¬
чи
должны
снижать
температуру
отходящих
из
печи
газов
до
150...200 °С; не вызывать чрезмерного пылеобразования в загрузоч¬
ном конце печи; сдерживать загружаемый в печь поток, а также вы¬
зывать его обратное отбрасывание в загрузочный конец.
86
В загрузочном конце большинства печей применяются цепи для
сушки
и предварительного
нагрева мокрого
шлама.
При вращении
печи цепи погружаются в мокрый шлам и поднимаются из него. По
мере вращения набранный на цепи шлам высыхает и отпадает, цепи
поглощают тепло горячих газов, и цикл повторяется.
Правильно
спроектированная система цепей высушивает и нагревает загружае¬
мый шлам, а также утилизирует большое количество тепла, содержа¬
щееся в уходящих газах, прежде, чем они покинут печь. Обычные
температуры газов в конце зоны цепей печи 650.. .760 °С.
Масса цепей определяет
количество тепловой энергии, переда­
ваемой вверх по печи от форсунки, а площадь поверхности цепей скорость передачи тепла известковому шламу для испарения влаги.
Обычно мощность цепной завесы рассчитывается из предпосылки,
что материал содержит не более 20 % известняка. Большинство цеп¬
ных систем имеют короткую питательную спиральную часть (обычно
ее длина 1,0... 1,5 диаметра печи) для продвижения влажной папки
шлама вперед. Цепи, как правило, крепятся к кожуху печи подвесны¬
ми скобами и стержнями.
На практике применяют три способа навески цепей: навеску со
свободными концами, гирляндную навеску с креплением за оба конца
и хордовую навеску.
При
первом
способе навески цепь посредством швеллера или
кольца подвешивается одним концом к внутренней стороне корпуса, с
другой стороны свободно свисает, при этом ее длина составляет
0,6...0,7 от диаметра печи,
а расстояние
между рядами
цепей
0,2...0,25 м.
При навеске цепей гирляндами их крепят обоими концами так,
что крепление концов смещается по винтовой линии, при этом
цепи
свисают до оси или несколько ниже.
При
хордовой навеске цепей каждая
цепь закрепляется в не¬
скольких местах по длине окружности внутреннего диаметра печи и
располагается на поверхности футеровки по винтовой линии.
Обычно используются круглые или овальные корабельные цепи
или цепи из жаропрочной стали (содержание хрома 25...30 %).
87
Первая часть системы цепей - это зона плотной навески цепей,
действующих как пыльная завеса. Количество цепей определяется в
зависимости от содержания натрия и сухости загружаемого шлама.
Вторая часть системы цепей - это обычно зона навесных цепей или
гирлянды цепей меньшей плотности. Основной процесс сушки шлама
происходит в этой части. Гирлянды цепей обеспечивают чистоту фу¬
теровки печи и разбивание комков шлама.
Почти все без исключения ИРП в настоящее время оборудованы
огнеупорной
перегородкой
(экранирующим теплообменником), распо¬
ложенной над отверстиями каналов холодильников. Мягкий наклон
перегородки увеличивает срок службы огнеупорной футеровки и про¬
двигает хорошо перемешанную известь к выходу из печи. Перегород¬
ка повышает продолжительность пребывания продукта в печи и тол¬
щину слоя извести в зоне обжига, как раз под пламенем.
Процесс обжига зависит от времени нахождения шлама в печи и
температуры
обжига. При увеличении продолжительности
обжига
можно снизить температуру в зоне обжига, т.е. печь может эксплуа­
тироваться при более низких температурах. Увеличение
толщины
слоя извести способствует расположению шлама ближе к пламени,
что ведет к экономии топлива, так как теплоотдача от пламени стано¬
вится максимальной. Кроме того, улучшается качество извести, по¬
скольку теплопередача более равномерна и исключена опасность пе¬
реобжига.
Иногда перегородки устанавливаются в середине печи, в зоне
подогрева, для улучшения теплопередачи между горячими газами и
известковым шламом. Эти перегородки значительно ниже по высоте
по сравнению с перегородками разгрузочного конца. Они увеличива¬
ют продолжительность пребывания шлама в печи и способствуют
плавному продвижению извести вдоль печи.
Большинство перегородок выполняют из кирпича с высоким со¬
держанием глинозема (60.. .70 %) такого же типа, как и кирпич в зоне
обжига. В некоторых печах кирпич с высоким содержанием глинозе¬
ма используется только для горячей верхней поверхности перегород88
ки, а нижняя часть изготовляется из кирпича с низким содержанием
глинозема (40 %).
В печах используются опрокидыватели из кирпича, а также оп¬
рокидыватели/лопатки, изготовленные отливом, и стальные лопат¬
ки/полосы.
Опрокидыватели
и лопатки расположены сразу же после зоны це­
пей по всей зоне нагрева и занимают до 20 % длины барабана печи. Во
многих печах они также указывают на начало зоны огнеупорной футе¬
ровки. В зависимости от диаметра печи 6...8 опрокидывателей равно­
мерно располагаются по внутренней окружности печи. Для снижения
пылеобразования опрокидыватель должен работать плавно, а его высота
не должна превышать 15 см над уровнем футеровки (рис. 3.10).
Скользящий слой
Опрокидываемый слой
Рис. 3.10. Относительные физические условия скользящего и опроки­
д ы в а е м о г о слоев (Courtesy Ahlstrom Recovery)
Назначение опрокидывателей - перемещение и перемешивание
слоев массы известкового шлама, что обеспечивает равномерность
обжига шлама по всей толщине слоя. Без опрокидывателей огнеупор¬
ная футеровка представляла бы собой гладкую поверхность, вызы¬
вающую скольжение извести по мере ее продвижения в печи. Опро¬
кидыватели способствуют равномерному теплообмену с горячим га¬
зом и увеличивают площадь контакта извести с огнеупорной футе-
89
ровкой. Опрокидыватели повышают тепловой КПД печи, равномер¬
ность обжига и постоянство качества извести.
Наиболее предпочтительными для современных печей являются
секции опрокидывателей, изготовленные отливом и заделываемые в
кожух печи (рис. 3.11). На некоторых новых печах также устанавли¬
ваются 3 или 4 секции стальных полос длиной до 6 м, размещенных
на огнеупорной футеровке по окружности. Такие лопатки обеспечи¬
вают прогрев шлама, поступающего из секции цепей, и частично за¬
меняют цепи в некоторых печах.
стальные подъемники
в
Рис. 3.11. Типы опрокидывателей: а - подъемник, от­
л и в а е м ы й по месту; б - предварительно отлитый оп­
р о к и д ы в а т е л ь ; в - стальные подъемник
Перемешивающие
экраны
предназначены
для повышения эф¬
фективности смешения шлама с топочными газами (рис. 3.12), а сле¬
довательно, и эффективности теплопередачи. Могут устанавливаться
90
от 1 до 4 перемешивающих экранов, что дает экономию энергоресур­
сов 6... 10 %. Подобные экраны давно и широко используются в печах
для обжига клинкера в цементной промышленности, но для ИРП яв¬
ляются новинкой.
Перемешивающий экран
Рис. 3.12. П е р е м е ш и в а н и е воздуха, создаваемое п е р е м е ш и в а ю щ и м экраном
Форсунка используется для распыления топлива в печи и сме­
шения его с воздухом для создания факела. На рис. 3.13 представлено
устройство типичной комбинированной газовой и мазутной форсун¬
ки. Выбор форсунки и характеристики факела, создаваемого форсун¬
кой, играют важную роль в работе печи, поскольку влияют на выход
извести, ее качество, расход топлива и срок службы футеровки. На
рис. 3.14, 3.15 приведены схема подачи топлива к форсунке и конст¬
рукция газовой горелки.
Главными переменными параметрами при проектировании фор¬
сунки являются диаметр сопла, эффективность смешения воздушного
дутья
с топливом и тип распыления топлива. Чем больше диаметр
сопла, тем больше получаемое пламя. Наиболее легко в воздушнотопливной смеси распыляется природный газ. Мазутные форсунки
обычно имеют паровое распыление, хотя некоторые конструкции воздушное или механическое. Перед подачей мазута в форсунку не¬
обходимо поддерживать температуру топливного мазута на уровне
105...120 °С.
91
Рис. 3.13. К о м б и н и р о в а н н а я газовая и мазутная форсунка
1
—
Труба
горелки
Охлаждающая трубка
А—
—А
А—А
Основное топливо
Воспламенение топлива
воспла :е н ен и е т оплива
И
п
у
ь
с
но
е
Камера сгорания
Топливо в камеру
Компрессор
Линия
Ц Ц.
подачи воздуха
Л Л
Линия
подачи топлива
Л
Рис. 3.14. Схема подачи топлива
92
Мазут
газ
f
Рис. 3.15. Конструкция газовой горелки
На рис. 3.16 показаны различные формы факела. При большом
значении соотношения расходов «первичный воздух : топливо» по
сравнению с расходом вто¬
Длинное ленивое пламя
ричного воздуха образуется
короткое кустистое пламя.
Короткое пламя имеет вы¬
сокую температуру, и из¬
Короткое кустистое пламя
весть в результате высокой
теплопередачи
получает
много тепла. При этом уве¬
личиваются производитель¬
ность печи и КПД топлива,
однако короткое пламя вы¬
зывает переобжиг извести и
Неустойчивое мазутное пламя
снижает срок службы футе¬
ровки.
При
недостатке
пер¬
вичного воздуха образуется
Неустойчивое пламя природного газа
длинное слабое пламя, ко¬
торое
в
действительности
охлаждает печь. Для длин¬
ного
пламени
характерна
Рис. 3.16. Формы пламени в ИРП
93
плохая теплопередача, вызывающая неполноту обжига известкового
шлама. Подача первичного воздуха способствует укорочению пламе¬
ни; высокая скорость воздуха еще больше его укорачивает.
Оптимальным решением является компактное пламя
длины (примерно равное 3 диаметрам печи), которое
средней
охватывает
60...70 % внутреннего диаметра. Пламя должно не ударяться о футе­
ровку, а мягко «лизать» содержимое печи. Такой характер пламени
обеспечивается при равномерном распределении вторичного воздуха.
Обычно доля первичного воздуха составляет около 10... 15 % от об¬
щего расхода воздуха для горения.
В настоящее время многие целлюлозные комбинаты для соблю¬
дения норм на вредные выбросы сжигают в ИРП неконденсируемые
газы варочных котлов и выпарных установок. Подобная утилизация
может вызвать проблемы в ИРП, например образование колец. Поток
неконденсируемых газов непостоянен и может содержать значитель¬
ные объемы водяных паров. В этом случае возникают проблемы со¬
хранения производительности печи, связанные с необходимостью под¬
держания более высокого чем обычно уровня кислорода в дымовых га¬
зах для надежного контроля выбросов общей редуцирующей серы.
При сжигании в ИРП неконденсируемых газов необходимо вно¬
сить изменения в конструкцию форсунки. При этом предусматривает¬
ся подача неконденсируемых газов в основание пламени форсунки
для обеспечения полного окисления всех дурнопахнущих соединений
серы. Одним из вариантов изменения конструкции форсунки является
установка отдельного трубопровода или трубок внутри кольцевого
воздухопровода форсунки над ее наконечником. Площадь поперечно¬
го сечения трубопровода зависит от объема и состава неконденсируемых газов. В качестве другого варианта выступает подача неконденсируемых газов через отдельные каналы в трубопровод первичного
воздуха. В этом случае неконденсируемые газы используются как ду¬
тье. В некоторых печах неконденсируемые газы вводятся по отдель¬
ному трубопроводу собственным вентилятором и сжигаются отдельно
94
таким образом, чтобы пламя от сжигания газа смешивалось с главным
пламенем форсунки. Последний подход имеет преимущество, так как
не нарушает работу главной форсунки.
Огнестойкий
колпак
или экран закрывает разгрузочный конец
печи. Колпак или экран должен быть оборудован смотровыми отвер¬
стиями и приборами, а также устройством для подъема с целью обес¬
печения доступа к печи в случае необходимости ремонта обмуровки.
Используются также конструкции колпаков с раздвижным типом две¬
рей, или «шторкой». Щель между дверцами герметизируется при экс¬
плуатации печи. Крановые рельсы позволяют откатывать дверцы для
доступа при необходимости обслуживания.
Огнестойкий экран в разгрузочном конце требует более низких
капитальных затрат по сравнению с колпаком и может помочь пре¬
дотвратить случайное поступление холодного вторичного
воздуха,
поскольку в нем отсутствует отверстие для огнестойкого колпака.
Зачастую в ИРП образуются круглые комки и куски, которые в
случае установки огнезащитного экрана должны выходить из печи
через холодильники. Как правило, печи с огнезащитными экранами
имеют вторую перегородку в зоне разгрузки для удержания комков до
их разбивания или истирания перед попаданием в холодильники. Од¬
нако некоторые из комков настолько твердые, что приходится оста¬
навливать печь и разбивать их вручную. В процессе работы печи по¬
добные комки и глыбы измельчают гранулированную известь и таким
образом увеличивают потери продукта с пылью.
С другой стороны, огнестойкий колпак дает возможность раз¬
грузки комков из печи в колпак, откуда они направляются в дробилку
или вытаскиваются при невозможности их разбивания. Тем временем
печь продолжает работать.
Холодильник
температуры
извести вращающейся ИРП служит для снижения
выходящей
из
печи
извести
от
1000... 1200
°С
до
200.. .300 °С. Воздух при этом нагревается до температуры 200.. .400 °С
и подается в ИРП.
95
В ИРП используются несколько типов холодильников извести.
Одна из первых конструкций холодильников - однобарабанный холо¬
дильник - представляет собой вращающийся стальной барабан диа¬
метром 2,0...2,5 м и длиной 20...25 м, снабженный внутри металли­
ческими полками и радиальными перегородками (рис. 3.17). Барабан
установлен с уклоном 3,5° к горизонту на двух роликовых опорах и
1
приводится во вращение (3 мин" ) от электродвигателя через редуктор
и зубчатую передачу. Известь высыпается в холодильник из печи по
течке. После охлаждения она с помощью ковшей, укрепленных на
конце барабана, по течке ссыпается на конвейер. Воздух поступает в
печь и соединяется с первичным дутьевым воздухом.
Второй
тип холодильников
- многотрубные
холодильники-
рекуператоры (рис. 3.18).
Эти холодильники имеют меньшие размеры и более дешевы,
однако температура извести после таких холодильников выше.
Многотрубный холодильник-рекуператор состоит из 10... 12 ох¬
ладительных барабанов, расположенных вокруг горячего конца печи
и сообщающихся с ней посредством патрубков, через которые известь
попадает из печи в холодильник, а нагретый вторичный воздух по¬
ступает в печь, где смешивается с первичным воздухом. Горячая
часть каждого барабана футерована плитами из жароупорного чугуна.
Остальная часть барабанов вместо плит снабжена цепной завесой.
Холодильники крепятся к печи таким образом, чтобы обожженная из¬
весть падала в них в самом конце разгрузочной части печи. Попав в
холодильники, известь меняет направление перемещения на обратное
и проходит через устройства теплопередачи вверх, к противоположно¬
му концу холодильника, где охлаждается до требуемой температуры.
Усовершенствованная конструкция секторного холодильникарекуператора, позволяющая охлаждать большие объемы обожжен¬
ной извести при снижении нагрузки на опоры печи, представлена на
р и с . 3.19.
96
Рис. 3.17. О д н о б а р а б а н н ы й холодильник: 1 - в р а щ а ю щ а я с я печь; 2, 11 - течка; 3 - полки; 4 - перегородки;
5 - барабан холодильника; 6 - электродвигатель; 7 - редуктор; 8 - зубчатая передача; 9 - р о л и к о в ы е опоры;
10 - ковши; 12 - пластинчатый транспортер
Б
Рис. 3.18. Р е к у п е р а ц и о н н ы й холодильник:
т е р о в о ч н ы е плиты; 4 - патрубки; 5 — печь
Вид В
1 - охладительные барабаны; 2 - цепная завеса; 3 - фу-
ЗОНА
ПОДАЧИ
ЗОНА
ОХЛАЖДЕНИЯ
ЗОНА
РАЗГРУЗКИ
РАЗГРУЗОЧНЫЙ
ЖЕЛОБ
Рис. 3.19. Секторный охладитель
Секторный охладитель изготовлен из двух стальных цилиндров
разного диаметра, расположенных концентрично с обечайкой печи,
один внутри другого. Пространство между цилиндрами разделено на
секторы. В передней части охладитель соединен с обечайкой печи
трубами, через которые обожженная известь поступает в охладитель.
Верхняя часть охладителя установлена на скользящих опорах, ком­
пенсирующих тепловые расширения конструкции. Охладитель по¬
крыт стационарным колпаком.
Обожженная известь падает в охладитель через решетки, кото¬
рые осуществляют грубое сортирование материала. При вращении
печи материал транспортируется в охладителе диагональными поло¬
сами. На выходе известь сортируется: более крупные куски идут в
дробилку, тонкая фракция поступает на конвейер. Компактность сек¬
торного охладителя позволяет расположить дробилку на одном уров¬
не, и печь может быть размещена на более низкой отметке по сравне¬
нию с другими типами охладителей.
99
Вторичный воздух поступает внутрь колпака секторного охла¬
дителя и проходит между обечайкой печи и внутренним цилиндром
охладителя. Воздух входит в охладитель в конце разгрузки и прохо¬
дит через сектора и решетки в печь. Первичный воздух забирается из
зазора между стационарным колпаком и охладителем.
3.4. В с п о м о г а т е л ь н ы е о п е р а ц и и ИРП
3.4.1. Системы транспортировки
обожженной
извести
Системы транспортировки обожженной извести подают ее из
холодильников в бункер хранения обожженной извести,
который
обычно расположен около гасителя. Система транспортировки вклю¬
чает дробилку горячей извести, разгрузочный бункер горячей извести
и конвейер обожженной извести. В том случае, если количество
крупных кусков извести незначительно, применяются колосниковые
решетки, устанавливаемые перед конвейерами горячей извести.
Иногда в современных схемах ИРП могут быть установлены дро­
билки горячей извести. Дробилки должны иметь достаточно прочную
конструкцию, чтобы справляться со случайно попадающими большими
кусками футеровки печи так же, как и с комками извести. Наиболее ши¬
роко используемые дробилки имеют бункер с водяным охлаждением и
вал с движущимися режущими лопастями, вращаемый мощной зубча¬
той передачей. Закрепленные и движущиеся зубья расположены таким
образом, чтобы пропускать куски шириной максимум 5 см.
Разгрузочный
бункер образует вокруг печи кольцо, тем самым
закрывая и обеспечивая уплотнение вокруг выходного конца холо¬
дильника, и направляет обожженную известь из печи вниз на конвей¬
ер. Единственной движущейся частью бункера является отклоняющая
заслонка, которая может направлять известь на землю в случае выхо¬
да конвейера из строя. Поддержание в корпусе давления чуть ниже
атмосферного снижает пылеобразование при разгрузке извести.
100
Транспортирование горячей извести осуществляется по конвей­
еру извести. Этот процесс требует тщательно подобранного по разме¬
рам и типу оборудования. Температура извести для печей с холо¬
дильниками составляет 150... 180 °С, а для печей без холодильников около 980... 1040 °С. Размеры конвейеров горячей извести обычно
проектируются с учетом трехкратного превышения средней проект¬
ной производительности печи, которое может происходить во время
пиковых нагрузок в результате зависаний продукта в ИРП. Для
транспортировки горячей извести от разгрузочного конца к бункеру
хранения применяются
конвейеры,
скребковые
вибротранспортеры,
Подача торячей
извести
Подача свежего
известняка
лотковые транспортеры и ковшовые
элеваторы.
Скребковые
конвейеры
устанавливаются при тяжелых режи¬
мах эксплуатации, обычно их нижняя
часть
имеет
водяное
охлаждение.
Вибротранспортеры ограничены по
транспортировки до 15 м.
Они дают много пыли и требуют
большего обслуживания по сравне-
длине
нию с конвейерами других типов.
Самыми
широко
используемыми
являются лотковые конвейеры благо¬
даря своей прочности, износостойко¬
сти, термостойкости, а также про¬
стоте обслуживания.
Бункер
для
хранения
обож­
женной извести может применяться
для хранения горячей извести и све¬
жего известняка (рис. 3.20).
Рис. 3.20. К о м б и н и р о в а н н ы й бун­
кер хранения извести
101
По центральной трубе поступает горячая известь, плотность ко¬
торой составляет 900... 1200 кг/м . Когда производительность печи
превышает расход извести на гашение, труба полностью заполняется,
и горячая известь высыпается в кольцевое пространство вокруг тру¬
бы. Если производительность печи меньше расхода извести на гаше¬
ние, известь, находящаяся вокруг трубы, подается на гашение вместе
с горячей известью. Бункер является уравнительным, поскольку мате¬
риал, подаваемый вниз по центру, в первую очередь скользит вниз по
коническому днищу бункера, которое расположено в непосредствен¬
ной близости, над гасителем.
3.4.2. Системы очистки дымовых газов
Ужесточение природоохранных требований на пылевые выбро¬
сы и выбросы диоксида серы и общей восстановленной серы потребо¬
вало существенного усложнения схем обработки дымовых газов. Со¬
временные технологические схемы предусматривают использование
электрофильтров, которые стали все шире применяться на новых пе¬
чах
ввиду
отличной
эффективности
улавливания
пыли,
мокрых
скрубберов типа Вентури, циклонных сепараторов, используемых в
комбинации со скрубберами.
Скрубберы Вентури для мокрой очистки. На рис. 3.22, а по¬
казана технологическая схема скруббера Вентури с газовым распыле¬
нием. Циркулирующая скрубберная жидкость подается в сужающую¬
ся коническую часть скруббера, где скорость дымового газа увеличи¬
вается, достигая в конечном счете 30 км/мин. При таких высоких ско¬
ростях дымовой газ распыляет скрубберную жидкость на мелкие кап¬
ли, которые отделяются в сепараторе. Высокие скорости газа требуют
высокого статического давления дымососа, создающего перепад дав¬
лений 0,50...0,75 мм вод. ст. в поперечном сечении горловины Вентури. Данные установки еще называют скрубберами высокого перепада
давлений.
102
Дымовая
труба
у/
Печь
\^
Свежая вода или
вода охлаждения
печи
Рециркуляционный
насос
В бак растворения
а
Рис. 3.21. Скруббер Вентури: а - газового распыления;
б - струйного распыления
103
На рис. 3.22, б приведена технологическая схема скруббера Вен­
тури эжекторного типа. Скрубберы Вентури эжекторного типа, также
называемые скрубберами низкого перепада давлений, более эффек­
тивны. Скрубберная жидкость под давлением 2,1 МПа распыляется в
струйном сопле в горловине аппарата. Кроме того, эжектор создает
нагнетательный эффект, снижая мощность, потребляемую дымосо­
сом. Перепад давлений в горловине составляет всего 0,125 м вод. ст.
Подаваемая под давлением жидкость может засорить сопла, поэтому
в схему циркуляции скрубберной жидкости входит небольшой освет­
литель для удаления частиц извести.
Производительность
3
скрубберов Вентури, м /мин:
14,0; 33,6;
58,8; 89,6; 131,6; 176,4; 232,4; 294,0; 364,0; 434,0; 518,0; 616,0; 714,0;
812,0; 924,0; 1050,0; 1176,0; 1302,0; 1456,0; 1596,0; 1764,0; 1932,0;
2082,0.
Электрофильтры. Электрофильтры устанавливаются для улавли­
вания частиц пыли из дымовых газов. Однако электрофильтры не сни¬
жают выбросов диоксида серы. В табл. 3.6 приводится сравнение пре¬
имуществ и недостатков электростатических фильтров и скрубберов.
Таблица 3.6. Сравнение эффективности работы «мокрого» скруббера и
электрофильтра
Показатель
Улавливание пыле­
вых выбросов
Контроль выбросов
Скруббер
Энергозатраты примерно в 5 раз
выше по сравнению с электро¬
фильтрами
Снижение T R S / S 0 2 благодаря
промывке газов водой, подщело¬
ченной известью
Электрофильтр
Незначительные
затраты
Не снижает содер¬
жание SO2
Выбросы из дымо¬
вой трубы
Видимые
Невидимые
Использование
известковой пыли
Подача на промыватель шлама,
что вызывает проблемы фильтра¬
ции шлама
Подача на загрузку
печи
Меньше
Больше
Необходимая
площадь
Электрофильтр представляет собой прочный корпус, в котором
находятся рабочие камеры. Электрофильтры для ИРП имеют 2-3 ка104
меры. Многокамерные системы более надежны, так как позволяют
использовать байпасную камеру при необходимости ремонта. У каж­
дой камеры может быть много электрических полей. Входные и вы­
ходные газовые сопла имеют перфорированные распределительные
экраны, площадь открытия которых регулируется в зависимости от
расхода дымовых газов. Система улавливания пыли состоит из длин¬
ных осадительных пластин, установленных группами на опорных ра¬
мах со смещением от центра. Пластины свободно вставлены в щели
расположенных внизу встряхивающих штанг.
находящиеся
между пластинами,
Твердые
обеспечивают
электроды,
коронный
разряд.
Пыль, уловленная из газового потока, собирается в карманы и воз¬
вращается в печь.
Выбор размера фильтра зависит от переменных
параметров:
расхода газа, эффективности улавливания (пылевой нагрузки), темпе¬
ратуры газа, влажности газа, концентрации поступающей пыли и ее
электрического сопротивления. Скорость газа обычно поддерживает¬
ся на уровне менее 0,9 м/с. Удельная площадь улавливания (площадь
улавливания на единицу объема газа) используется как параметр при
сравнении нагрузки фильтров.
В качестве примера рассмотрим техническую характеристику
электрофильтра ЭГБМ (табл. 3.7).
Таблица 3.7. Техническая ха][зактеристика электрофильтров ЭГБМ
Параметр
Размерность
Значение
Условная высота электродов
Межэлектродный шаг
Количество газовых проходов
Длина электрического поля
Количество полей
Производительность по очищае­
мому газу (при условной скоро­
сти в активной зоне 1 м/с)
Температура очищенного газа,
не более
Запыленность газов на входе, не
более
м
мм
шт.
м
шт.
4; 6; 7,5; 9;10,5;12,35
300, 350, 400
8...88
2,56; 3,2; 3,84; 4,48; 5,12
2... 6
тыс. м /ч
50...3000
°С
330
т/М
90
105
Циклонный сепаратор. В настоящее время многие ИРП обору¬
дованы циклонными сепараторами, устанавливаемыми сразу над кор¬
пусом загрузочного конца перед мокрыми скрубберами (рис. 3.22).
Уловленная на них пыль возвращается непосредственно в печь.
Циклонный сепаратор уменьшает нагрузку на мокрый скруббер
и повышает степень очистки печного газа. Сепараторы могут приме¬
няться на существующих печах для сокращения выбросов пыли вме¬
сте с мокрым скруббером при высокой нагрузке на последний.
Рис. 3.22. Система улавливания пыли для И Р П
(Courtesy Boliden A l l i s )
106
Очищенный газ содержит меньше пыли, что снижает износ дымосо­
са. С сепаратора пыль возвращается в печь, таким образом умень­
шается количество циркулирующей в скруббере мелкой пыли, что
улучшает последующую работу фильтра и печи. Перепад давлений
в циклонном сепараторе, как правило, составляет 0,075 м вод. ст.,
поэтому перед установкой сепаратора необходимо проверять мощ¬
ность дымососа печи.
3.4.3. Быстрая сушка шлама
Системы быстрой сушки шлама L M D (рис. 3.23) обеспечивают
повышение производительности печи и снижение расхода топлива.
Шлам сушится вне печи, тем самым увеличивая ее полезный объем,
предназначенный для подогрева и обжига. Добавление сушилки равно¬
значно удлинению корпуса печи, но без необходимости монтажа новых
бетонных опор, установки дополнительного кожуха или перекомпонов¬
ки оборудования загрузочного конца и системы уходящих газов.
Рис. 3.32. Система сушки шлама L M D (Andritz)
Шлам подается в поток дымовых газов. Требуемое время сушки
несколько секунд. Температура выходящих газов ниже, чем после
107
печи обычной конструкции. Шлам по ленточному конвейеру подается
в шнековый питатель, который транспортирует его в поток горячих
газов. В зоне подачи газоход разделен на две части вертикальной
стенкой с регулировочной заслонкой на верхней кромке.
Такая система позволяет регулировать скорость газового потока
и подачу шлама в сушилку и печь. Высушенный шлам потоком газов
транспортируется в циклон, где он отделяется от газа, и роторным пи¬
тателем подается в печь через трубу сбрасывания. После циклона ды¬
мовые газы очищаются в электрофильтре. У ИРП, оборудованной
системой L M D , размеры электрофильтра меньше, поскольку меньше
объем и запыленность дымовых газов.
3.5. Факторы процесса и з в е с т е р е г е н е р а ц и и
3.5.1. Влияние примесей,
поступающих
с известковым
шламом
Содержание карбоната кальция в известковом шламе, загружае¬
мом в печь, обычно колеблется в диапазоне 94...95 %. Химический
состав поступающего на регенерацию известкового шлама, %:
Карбонат кальция
>95
Оксид натрия
<0,2
Силикат
<0,2
Алюминий
: 0.5
Оксид железа
<0,5
Сульфид натрия
Оксид кальция
<0,01
<0,5
Основной примесью являются соли натрия, оставшиеся после
промывки шлама. Кроме того, необходимо, чтобы шлам содержал ми¬
нимальное количество восстановленных соединений серы, в качестве
источника которых могут выступать также и жидкие виды топлива, на¬
пример сернистые мазуты. Соединения натрия и серы имеют более низ¬
кие точки плавления и склонны к образованию шламовых колец в печи,
пленки на поверхности окатышей извести и больших комков, что огра¬
ничивает производительность и эффективность работы печи.
108
Современное промывное оборудование обеспечивает содержа¬
ние натрия в шламе до 0,2 % от массы. Однако если бы загружаемый
в печь известковый шлам на 100 % состоял из карбоната кальция, то
наблюдалось бы сильное пылеобразование.
Алюминий, силикаты и оксид железа поступают в качестве
примесей в цикл производства извести при восполнении ее потерь,
возврате уловленной пыли и из футеровки печи. Все это снижает до¬
лю активного СаО в извести.
Как уже отмечалось, затруднения при обжиге извести возникают
при образовании комков и колец в печи. Образование комков обычно
происходит после цепной зоны или сразу перед зоной подогрева и за¬
висит как от содержания солей натрия и свободной извести, так и от
влажности загружаемой извести. Проблемы образования комков могут
быть решены путем уменьшения скорости подачи известкового шлама
и сокращения колебаний влажности шлама. Значительно снизить обра¬
зование комков позволяет повышение сухости шлама до 70 %.
Причиной образования кольцеобразных отложений на поверх¬
ности футеровки является высокое содержание серы и/или натрия в
загружаемом шламе. В чрезвычайных случаях кольца могут серьезно
сузить поток обожженной извести и отходящих газов в печи и сни¬
зить ее пропускную способность. Кольца бывают трех видов:
- шламовые кольца, образующиеся в цепной части из-за повы­
шенной влажности шлама и колебаний скорости подачи;
- кольца в середине печи, образующиеся в зонах подогрева и
обжига из-за высокого содержания соединений серы, натрия;
- кольца в передней части печи, образующиеся около горелки
как результат перегрева поверхности футеровки.
Главной проблемой для современных ИРП является образование
колец в средней части печи. Механизм их образования до конца не
ясен, хотя, вероятно, определенную роль в этом играет присутствие
соединений серы, и поэтому проблема более остро стоит для печей, в
которых сжигают неконденсируемые газы. Многие комбинаты в на¬
стоящее время проводят промывку неконденсируемых газов белым
109
щелоком для удаления серы перед подачей газа в печь. Присутствие
свободной извести, которая может повторно вступать в реакцию кар­
бонизации в зоне подогрева, также способствует образованию колец,
а следовательно, причиной их образования может быть большая ре¬
циркуляция пыли.
Допустимая температура обжига извести зависит от содержания
примесей в шламе:
Содержание примесей
Допустимая температура обжига, °С
3...5
1000...1300
5...8
950...1200
> 8
950...975
Обжиг при температуре до 1000... 1050 °С позволяет получить
высокореакционную известь, для загрязненного шлама (количество
примесей 10 % и более) мягкий обжиг является единственно прием­
лемым, поскольку в противном случае происходит пережог. Матери¬
ал, содержащий 93 % СаСОз и более, может обжигаться в пределах
температур от 900 до 1250 °С.
3.5.2. Влияние сухости загружаемого шлама
Современные цеха каустизации оснащены промывным оборудо¬
ванием для известкового шлама, позволяющим получать известковую
папку сухостью 70...80 %, что способствует существенному сокра¬
щению расхода тепла в печи. В табл. 3.8 показаны относительные
нормы расхода топлива при различных уровнях сухости шлама.
Обратите внимание на рост температур отходящих газов с уве¬
личением сухости загружаемого шлама.
Таблица 3.8. Относительная норма расхода топлива печи при различных
уровнях сухости шлама (топливо - природный газ)
Показатель
Температура отходящих газов, °С
Энергия, необходимая для сжигания
извести, ккал/кг
ПО
Сухость известкового шлама, %
70
75
80
157
163
176
1736
1633
1578
Печи оборудованы системой цепей со стороны
загрузочного
конца, которая способствует испарению воды и выполняет функцию
завесы пыли. Влажность шлама определяет такие конструкционные
особенности, как длина зоны цепной завесы и количество цепей.
Меньшая цепная часть требуется в том случае, когда увеличение су¬
хости папки шлама не препятствует выполнению цепями функции за¬
весы от пыли.
3.5.3. Влияние свойств потока дымовых
газов
Дымовые газы, выходящие из загрузочного конца печи, содер¬
жат различные продукты горения: газообразный диоксид углерода,
выделившийся в реакции кальцинации; водяные пары, испарившиеся
из известкового шлама; пыль. Для сжигания природного газа или ма¬
зута в печь через концентрическую трубу, в которую заключена топ¬
ливная труба форсунки, отдельным вентилятором подается первич¬
ный воздух. Первичный воздух обычно составляет 10...20 % от обще¬
го расхода воздуха. Перегретый вторичный воздух температурой око¬
ло 150 °С подается вентилятором вторичного воздуха. Вентилятор
также охлаждает кольцевые сегменты и кирпич горловины. При ис¬
пользовании встроенных трубчатых холодильников происходят пода¬
ча подогретого вторичного воздуха и охлаждение выходящей из печи
извести примерно до 180 °С.
Для всех ИРП проблемой является пылеобразование. На образо¬
вание известковой пыли влияют такие факторы, как сухость папки
шлама, длина цепной части печи и конструкция загрузочного конца.
Большая часть пыли образуется в более холодном конце печи. Пыль
известкового шлама уносится потоком дымовых газов и эффективно
улавливается в скрубберах мокрой очистки и/или электрофильтрах.
Образование щелочной пыли происходит в результате парооб¬
разования натриевых соединений с низкими температурами плавле¬
ния в зоне сжигания. Уловленные щелочные пары конденсируются до
тонких частиц (10 микрон и менее) при охлаждении дымового газа по
111
мере его продвижения к выходу из печи. Щелочная пыль загружаемо­
го хорошо промытого шлама составляет менее 3 % от общей пыли.
Значительную долю щелочной пыли захватывает скруббер, а субмик­
ронные частицы лучше удаляются в электрофильтре.
Уловленная
пыль снова направляется в рабочий цикл. Количество рециркулирующей пыли обычно 10...20 % от массы шлама, увеличение доли
рециркулирующей пыли говорит о низкой эффективности процесса.
3.6. П о к а з а т е л и р а б о т ы ИРП, в л и я ю щ и е на п р о ц е с с
каустизации
3.6.1. Качество полученной извести
Колебания качественных показателей полученной обожженной
извести могут вызвать проблемы при осветлении и каустизации зеле¬
ного щелока. Качество обожженной извести оценивается степенью ее
регенерации, содержанием остаточного карбоната кальция и реакци¬
онной способностью.
В табл. 3.9 приведены требования к строительной воздушной
кальциевой извести (ГОСТ 9179-70). Чистая СаО состоит из частичек
размером от 0,3 до 13 микрон. Удельный вес 3,3 г/см , растворимость
при 100 °С около 0,6 г/л.
Таблица 3.9. Требования к извести
1
Сорт
2
3
90
80
70
2. Содержание активной M g O , %, не более
5
5
5
3. Содержание С 0 , %, не более
4. Потери при прокаливании, %, не более
3
5
8
5
7
10
5. Содержание непогасившихся зерен, %, не более
7
10
12
Показатель
1. Содержание активных СаО и M g O , %, не менее
2
3.6.2. Реакционная способность извести
Оксид кальция в обожженной извести должен реагировать в га¬
сителе с зеленым щелоком быстро и полностью для того, чтобы обес112
печить требуемую степень каустизации белого щелока. Известь с вы¬
сокой реакционной способностью имеет пористую структуру, и про¬
цесс гашения длится не более 5 мин.
Известь, содержащая 8... 10 % S i 0 ,
R203
2
и N a 0 и более, п р и
2
интенсивном обжиге покрывается наружной стеклообразной коркой так называемым пережогом. Время гидратации такой корки весьма
велико (не менее 2-3 ч при температуре 100 °С), гашение остеклован¬
ной гранулы происходит в течение 20-25 мин только за счет проник¬
новения воды внутрь гранулы через поры корки. Процесс гашения ос¬
теклованных гранул ускоряется в результате их разрушения в известеохладителе и дробилке. Однако, даже несмотря на это,
при га¬
шении пережженной извести количество отходов составляет 15...20
% от общего ее расхода на гашение, а содержание СаО в отходах до¬
ходит до 30.. .45 %.
Известь с высоким содержанием S i 0 ,
2
R203
и N a 0 , но получен¬
2
ная при мягких условиях обжига, гасится в течение 15...20 мин. Ко¬
личество отходов не превышает 10 %, а потери извести с отходами 5 %. В систему регенерации извести возвращается гораздо
большее
количество химических примесей, чем в случае пережога.
Мягко обожженная известь, содержащая менее 8 % химических
примесей, гасится в течение 8... 15 мин, при гашении развивается дос¬
таточно высокая температура, и поэтому подача пара в гаситель, как
правило, не требуется, количество отходов небольшое и удаление их
гидротранспортом не вызывает затруднений.
Известь, полученная из известняка чистых пород, гасится в те¬
чение 30 сек. Температура гашения извести в воде доходит до 90 °С.
Количество отходов незначительное, недожженные кусочки
имеют
размер до 15 мм.
3.6.3. Степень регенерации
извести
Степень регенерации показывает содержание той части извести
(а именно, СаО), присутствующей в обожженной извести, которая
пригодна для гашения. Степень регенерации чистой извести 100 %,
113
извести в печах целлюлозного комбината 87...92 %. Такие примеси,
как оксид железа, силикаты и алюминий, содержатся в извести и то­
же, как и не вступивший в реакцию карбонат кальция, снижают сте­
пень ее регенерации. Показатель можно использовать для определе­
ния наличия инертных веществ в цикле обжига извести.
3.6.4. Остаточный карбонат кальция
Обычное содержание остаточного карбоната кальция в обож­
женной извести составляет 1,5...2,5 %. Это достигается путем регу¬
лирования
1205 - -
температуры
обжига. На рис. 3.24 по¬
казана зависимость меж¬
ду температурой обжига
извести
и
содержанием
недообожженного
боната
кар¬
в извести. Для
уровней ниже 1,5 % ха¬
рактерны очень высокие
Содержание о с т а т о ч н о г о карбоната
кальция
в о б о ж ж е н н о й извести. %
температуры
следствием
процесса,
чего
может
Рис. 3.24. Зависимость т е м п е р а т у р ы кальцина­
ции от содержания остаточного карбоната в быть переобжиг извести,
о б о ж ж е н н о й извести
что вызывает изменения
в ее кристаллической структуре, приводит к образованию тяжелой из¬
вести и ухудшению процесса гашения.
3.7. К о н т р о л ь н о - и з м е р и т е л ь н ы е п р и б о р ы и автоматика
Типичная система установки КИПиА в схемах ИРП показана на
рис. 3.25, перечень приборов КИПиА представлен в табл. 3.10. Неко¬
торые средства контроля включены в циклы или взаимосвязаны. Эти¬
ми циклами можно управлять автоматически или вручную.
114
Таблица 3.10. Контрольно-измерительные приборы ИРП
Наименование
1. Устройства контроля плотно­
сти и расхода шламовой суспен¬
зии
2. Устройство контроля темпера¬
туры уходящих газов
3. Устройство контроля заслонки
вентилятора первичного воздуха
4. Устройство контроля регуля¬
тора тяги вентилятора вторично¬
го воздуха
5. Устройство контроля расхода
топливного мазута или газа
6. Кислородный анализатор ухо¬
дящих газов
7. Анализатор продуктов
ния уходящих газов
сгора¬
8. Устройство контроля темпера¬
туры в зоне горения
Функции
Устройство контроля плотности управляет
плотностью
шлама,
поступающего
на
фильтр, путем добавления воды/фильтрата.
Расход
поддерживается
управляющим
клапаном. Оба цикла управляют произво¬
дительностью печи
Регулирует расход топлива для сохранения
температуры на заданном уровне (в диапа¬
зоне 175...260 °С)
Управляет расходом первичного воздуха,
поступающего на форсунку, путем регули¬
рования положения заслонки. Минималь¬
ный расход первичного воздуха является
наилучшим для управления пламенем
Управляет расходом вторичного воздуха в
печах без холодильников. Поддерживает
уровень кислорода в поступающем и ухо¬
дящем газах
Управляет подачей топлива в зависимости
от температуры уходящих газов
Поддерживает содержание кислорода на
уровне 1... 2 % путем регулирования за¬
слонки или скорости дымососа
Контролирует СО и другие продукты горе¬
ния. Оператор регулирует расход топлива
или воздуха
Температура регистрируется оптическим
пирометром. Замер позволяет регулировать
расход топлива
9. Устройство контроля темпера¬
туры в середине печи
Температура регистрируется
ным газовым термометром
10. Тягомеры огнестойкого кол¬
пака и корпуса загрузочной части
Контролируют малое отрицательное дав¬
ление в печи во избежание выбрасывания
пыли
11. Устройство контроля выбро¬
сов общей восстановленной серы
Регистрирует уровень
восстановленной серы
12. Устройство контроля скоро¬
сти вращения печи
13. Устройство контроля диффе¬
ренциального давления скруббе¬
ра
инфракрас¬
выбросов
общей
Измеряет скорость вращения печи
Измеряет перепад давления в трубе Вентури
115
Рис. 3.25. Схема автоматизации И Р П
Для измерения силы тока двигателей приводов печи, дымососов
и транспортеров и предупреждения операторов о возможных механи­
ческих неполадках установлены амперметры. Имеющиеся средства
безопасного управления пламенем блокируют подачу топлива в слу¬
чае выхода из строя дымососа или остановки печи. Для топливной
системы предусмотрены средства контроля и автоматический розжиг.
Самые важные производственные параметры, требующие кон­
троля: плотность и расход известкового шлама, температура уходя¬
щих газов, тяга в печи, температура в зоне горения, содержание ки¬
слорода и продуктов горения в уходящих газах и перепад давления в
скруббере.
116
Глава
4
ПРИМЕРЫ
ТЕХНОЛОГИЧЕСКИХ
РАСЧЕТОВ
4.1. Расчет м а т е р и а л ь н о г о баланса о т д е л а к а у с т и з а ц и и
В отделе каустизации зеленый щелок, полученный после рас­
творения плава, подвергается каустизации известью для перевода
карбоната натрия в активный едкий натр.
На рис. 4.1 показана блок-схема отдела каустизации, пример
расчета материального баланса которого представлен далее. Расчет
баланса всегда проводится на 1 т воздушно-сухой целлюлозы (880 кг
абсолютно сухой целлюлозы). Исходные данные для расчета приве­
дены в табл. 4.1. Перевод технических единиц измерения в систему
СИ можно выполнять с использованием табл. 1 приложения.
Таблица 4.1. Исходные данные для расчета материального и теплового
балансов отдела каустизации
Параметр технологического
процесса
Производительность завода по варке
целлюлозы Q
Выход из древесины В
Расход активной щелочи на варку а
Единица
измерения
т/ч
т/сут
ц
Концентрация активной щелочи
в белом щелоке с\
Показатели белого щелока:
- сульфидность S
- степень каустизации К
- степень восстановления В
Значение
40
920
50
Источник
Задание
НТП*
% от а.с.д.
18
НТП
г/л
95
НТП
%
%
%
25
85
90
—
* Нормы технологического проектирования (Л.: Гипробум, 1986).
117
Продолжение табл. 4.1
Параметр технологического
процесса
Степень активности используемой
извести К"
Расход воды на промывку шлама
в гасителе-классификаторе
Единица
измерения
Значение
Источник
%
0,70...0,85
НТП
м /т шлама
10
Непенин
%
50...60
Разд. 2,3
*
Коэффициент сухости шлама после
Экофильтров К[ = К
Плав
Растворитель
плава
Пары
испарения
Бак
не
осветленного
зеленого
щелока
I
Вода для
промывки
шлама
Вода для
IпромывкI
шлама
Бак
Барабанный
черного
Х-фильтр
вакуум-фильтр
шлама
СборникI
В
о т в а л
шлама
Бак
Бак
осветленного
зеленого
Пары
испарения
фильтрата
щелока
5
Гасптель-
Вода для
промывки
отходов
класспфнкатор
СаО
Пар
низкого
давления
Отходы
Г-5\
Вода для
Каустизаторы
I
шлама
щелок
Бак
Бак- сборник
белого
щчама
щелока
I
Экофильт р
слабых
Слабый
белый
щелоков
щелок
"О.
Бак
Бак
осветленного
На
зеленыи
непромытого
Экофильтр
белого
Слабый
ПрОМЫВКН
Вода на
разбавление
шлама
промытого
оелого
шлама
Белый
шлам
в 1ГРП
варку
Рис. 4.1. Блок-схема отдела каустизации белого щелока
* Непенин Н.Н., Непенин Ю.Н. Технология целлюлозы: в 3 т. Т. II. Производство сульфатной
целлюлозы / Ю.Н. Непенин. М., 1990.
118
4.1.1. Расчет производительности
щелоку
отдела каустизации по белому
Удельный расход древесины на варку 1 т воздушно-сухой цел¬
люлозы
880
880
= — 1 0 0 = — 1 0 0 = 1760 кг/т.
В
50
Л
Расход активной щелочи на варку
_
g
a
— ™
-
"Too
i
100
= 317 кг/т.
Объем белого щелока, направляемого в варочный отдел,
А
317
V =— =
= 3,34 м /т.
"
с,
95
з
3
Производительность отдела каустизации по осветленному бело¬
му щелоку
3
V = VQQ = 3,34 • 40 = 133,6 м /ч.
4.1.2. Расчет состава белого
щелока
Состав белого щелока, кг/т (в ед. Na 0):
2
-NaOH
л
G a
= • i
^
100J
I
5 Л
V
V
= 9 5 р - ^ 3 , 3 4 = 238,0;
I
iooJ
1
1
-Na S
2
=A-
= 3 1 7 - 9 / l - — ] 3 , 3 4 = 79,0;
100
Cl
1
100
-Na2C03
G„
= С ,
rf
1
—
К
Л _
238,0
]
A
-. - l
=
42,0;
0,85
119
-Na S0
2
4
G
= G A
В
B
в
A
A
= 2 3 8 , 0 - i ^ = 26,3.
0,90
A
Содержание всей щелочи в белом щелоке
G =G + G + G +G =
0
A
s
c
B
= 238,0 + 79,0 + 42,0 + 26,3 = 385,3 кг/т (в ед. N a 2 0 ) .
Концентрация всей щелочи в белом щелоке
385 3
с
= 115,4 г/л (в ед. N a 2 0 ) .
=9±.
V
0
3,34
Концентрация общей титруемой щелочи в белом щелоке
G) — Gr,
Л
Сот = - =
385,3 — 26,3
.
. ,
.
= 107,5 г/л (в ед. N a 2 0 ) .
=
V
V
3,34
4.1.3. Расчет расхода извести СаО, необходимой
каустизации зеленого щелока
для
процесса
Содержание соды в зеленом щелоке, кг/т:
- в единицах N a 0
2
G,=G +G = 238,0 + 42,0
A
C
=
280,0;
- в собственных единицах
G2
2
= G i i ° = 2 8 0 , 0 . i ^ = 478,7,
62
62
1
где 106 - молекулярная масса № С О з ; 62 - молекулярная масса N a 0 .
2
2
Теоретический расход извести рассчитывается по содержанию
соды в зеленом щелоке.
Для определения теоретического расхода извести принимаем, что:
- концентрации титруемой щелочи в белом и зеленом щелоках
примерно равны;
120
- практический расход извести составляет 90 % от теоретиче¬
ского*, тогда теоретический расход извести
можно рассчитать по
формуле
т
G
= G-,
3
2
' = G,
= 280,0
106 100
62 100
5
6
К
5
6
К
1
5
6
9
0
= 227,6 кг/т,
62 100
где 56 - молекулярная масса СаО; 106 - молекулярная масса N a C 0 ; 62 - мо­
2
3
лекулярная масса N a 0 ; К - степень каустизации, К = 90 %.
2
т
т
Расход СаО на каустизацию при заданной степени каустизации
К определяется согласно уравнению
Na2C03
+ СаО + 1^0 = 2 N a O H + С а ^ |
= G • — — — = 280,0 - - • — = 214,9 кг/т.
106 100
62 100
K
G
5
6
{
1
Практический расход технической извести
u == g?^
227
G
Л
6
К
л
7§
г /
т
0,85
Расчет расхода непрореагировавшей извести:
AG
3
=
G3
9
- G: = 227,6 - 214,9 = 12,7 кг СаО/т целлюлозы.
0
4.1.4. Расчет количества известкового
поступающем на осветление из
шлама в белом
каустизаторов
щелоке,
Количество шлама, образовавшегося за счет химической реак¬
ции каустизации
G =G«~
4
4
3
0<
1
= 214,9-— = ° 383,8 кг/т,
56
56
где 100 - молекулярная масса СаСО
* Справочник бумажника.Т. 1. М., 1956.
121
К о л и ч е с т в о шлама, о б р а з о в а в ш е г о с я за счет п р и м е с е й ,
G
= G
s
n
3
- G f = 267,8 - 227,6 = 40,2 к г / т .
Общее количество известкового
G=G+G+
AG
шлама
= 383,8 + 40,2 +12,7
3
= 436,7
кг/т.
Содержание активной извести СаО в белом шламе
<7 = 1 0 0 =
А
G,
4.1.5.Расчет
В
А А
- 1 0 0 = 2,9%.
436,7
процесса осветления
современных
схемах
отдела
белого
щелока
каустизации
осветление
белого
щ е л о к а п р о в о д и т с я на р а з л и ч н ы х т и п а х ф и л ь т р о в . В д а н н о й с х е м е пред¬
лагается
осветление
щелока
на
ЭкофиЛЬТраХ (рИС. 4.2). ПрИНИ-
Белый щелок на
осветление из
каустизаторов
маем,
что
весь
известковый
шлам,
образовавшийся
в кау-
стизаторах,
улавливается
Экофильтре
I
на п р о м ы в к у
Между
и
на Э к о ф и л ь т р П.
на
Шлам, отделенный от
белого щелока
G . , V „ К „ с „ у,
отправляется
ступенями
отделенный
на
Экофильтр I
осветления
Экофильтре
шлам
разбавляется
водой,
данные
для
Осветленный
белый
щелок на в а р к у
I
горячей
расчетов
п р и в е д е н ы в т а б л . 4.2-4.4.
Рис. 4.2. Блок-схема узла осветления
белого
Таблица 4.2. Данные для расчета баланса Экофильтра I
Расход
Приход
1. Белый щелок из каустизаторов
v2, 1. Осветленный щелок на варку
G6 2. Отделенный шлам со щело¬
ком в бак шлама
122
V,
Таблица 4.3. Данные для расчета баланса бака известкового шлама
Приход
1. Отделенный шлам со щелоком в
бак шлама
2. Вода на разбавление шлама
Расход
Vi, 1. Разбавленный шлам на про¬
мывку на Экофильтр II
v
4
v
Таблица 4.4. Данные для расчета баланса Экофильтра II
Приход
Расход
1. Разбавленный шлам на промыв­ v4
1. Щелок, отходящий со шла­
ку на Экофильтр II
мом в И Р П
2. Слабый белый щелок
v
5
v
6
Объем жидкости в отходящем белом шламе после Экофильтра I,
1
0 , 5 5
3
V = G —^
= 436,7 •
"
= 0,317 м / т ,
i - 1000
0,55-1,125-1000
6
1Х
6
A
где К\ - коэффициент сухости шлама после Экофильтра I, К[ = 0,50...0,60;
Y i - плотность белого щелока при концентрации с\ (табл. 2 приложения).
Содержание общей щелочи в белом шламе, отходящем от Экофильтра I,
Gf
= cV
= 115,4 • 0,317 = 36,5 кг/т (в ед. ^ 0 ) .
Содержание активной щелочи в белом шламе, отходящем от
Экофильтра I,
Gj = су, = 95 • 0,317 = 30,1 кг/т (в ед. ^ 0 ) .
Объем неосветленного белого щелока, поступающего из каусти­
заторов на Экофильтр I,
3
V = V + V = 0,317 + 3,34 = 3,66 м /т.
2
0
Расчет расхода воды, необходимой для разбавления отделенного
на Экофильтре I шлама в баке, приводится с использованием схемы,
представленной на рис. 4.3.
Для расчета принимаем, что шлам перед поступлением на Эко­
фильтр II разбавляется горячей водой до концентрации смеси, посту123
пающей из каустизаторов, V= V. Тогда количество воды, необходи­
мой для разбавления, можно рассчитать:
V
= V-V= 3,7 - 0,317 = 3,4 м / т .
3
3
Концентрация общей щелочи в образующемся на Экофильтре II
слабом белом щелоке
общ
, о б щ _
G,
0
к.
36,5
3,7 = 9,9 г/л (в ем N a 0 ) .
2
Шлам на
промывку
на Э к о ф и л ь т р | •
О*
Р и с . 4.3. Б л о к - с х е м а у з л а р а з б а в л е н и я ш л а м а п е р е д
Расчет количества обра¬
зующегося
слабого
белого
Vs
промывкой
Р а з б а в л е н н ы й шлам
белого щелока
щелока проводится в соответ¬
ствии со схемой (рис. 4.4).
Концентрация
актив¬
Экофильтр
Слабый белый
щелок
ной щелочи в образующемся
Л
6
на Экофильтре II слабом бе¬
лом щелоке
2
30,1
Р и с . 4.4. Б л о к - с х е м а п р о м ы в к и б е л о г о ш л а м а
8Д г/л (в ед. N a 2 0 ) .
3,7
Объем жидкости в белом шламе после Экофильтра II
124
3
V, = G ——
= 436,7
у - 1 000
LJ4
=- o,35 m /t,
0,55-1,014-1000
6
5
6 Л
2
где K
2
2
- коэффициент
сухости
шлама
после
промывного
фильтра,
6и
К
2
=
= 0,50.. .0,60; у2 - плотность слабого белого щелока при концентрации с ° , кг/м
3
2
(табл. 2 приложения).
Количество общей щелочи, поступающей с известковым шла­
мом в ИРП (безвозвратные потери щелочи),
«щу
Е С
Количество
с
5
активной
= дд
щелочи,
поступающей
с
известковым
шламом в ИРП (безвозвратные потери щелочи),
4
Gg = c*V = 8,1 • 0,35 = 2,83 кг/т (в ед. ^ 0 ) .
5
Потери общей щелочи (от массы известкового шлама)
l 100 = Л
ю о = 0,79%.
G
436,7
A
общ
1
6
Потери активной щелочи (от массы известкового шлама)
А
П/
= Л 4 0 0
1
= - Л - 1 0 0 = 0,64
G
% .
436,7
6
Количество образующегося слабого белого щелока
3
K=V -V
4
S
= 3,7 - 0,35 = 3,35 м /т.
4.1.6. Расчет объема осветленного
пара на процесс каустизации
зеленого
щелока
и расхода
Исходные данные для расчета расхода пара на процесс каусти­
зации представлены в табл. 4.5.
125
Таблица 4.5. Исходные данные для расчета
Единица
измерения
кДж/кг
кДж/(кг • °С)
Параметры технологического процесса
Приход тепла от реакции каустизации Qy
Теплоемкость зеленого щелока
(по раствору соды) gзщ
Плотность зеленого щелока d
Начальная температура извести и щелоков t\
Температура каустизации t
Теплоемкость гашеной извести d
Значение
з
кг/м
°С
°С
кДж/(кг • °С)
2
Tn
1160
3,81
U
70
102
0,80
Количество тепла, необходимого для проведения процесса кау­
стизации, определяется по формуле
& = & +03-0',
где Qi - тепло, приходящее с зеленым щелоком; Q - тепло, необходимое для
подогрева извести; Q[ - приход тепла от реакции каустизации.
3
Количество тепла, образующегося в ходе реакции каустизации,
Q[ = Qfil = 1160-267,8 = 310648 к Д ж .
Количество тепла, приходящего с зеленым щелоком, кДж,
&
= Vrf\(t
- t)
2
= V • 1,1 • 3,81(102 - 70) = 1 3 4 , 1 К З ,
7
Щ
где У - объем зеленого щелока, п о с т у п а ю щ е г о в каустизаторы, л.
7
Количество тепла, приходящего с известью,
Q = О: -— d ,(t - t) = 267,8 • —0,80(102 - 70) = 9059 к Д ж .
3
n
2
Следовательно,
Q = 134,1 У +9059-310648 = 134,1 У -301589.
K
7
7
Расход пара на гашение извести с учетом потерь в окружающую
среду 10 %, кг,
D = U
&
' i-i
=n134,lF7
2
'
- 301589
2744-427,3
134,1-Г7 - 301589
'
2316,7
где г - т е п л о с о д е р ж а н и е пара, подаваемого на каустизацию, кДж/кг (обычно
давление пара 0,3 М П а ) ; г - т е п л о с о д е р ж а н и е конденсата пара при темпера­
туре h.
2
126
Общее количество осветленного зеленого щелока У-j, приходяще¬
го на гашение, с учетом конденсата пара и потерь жидкости при испа¬
рении (К = 2 %) можно определить из равенства D + У = У К
шп
1
2
ЖП
:
,
, , 134,1 • У - 301589 ,
V + 1,1
•'
= 1,02 • 3660;
2316,7
т
м
7
тг
1,02-3660-2317 + 1,1-301589
У, =
2316,7 + 1,1-134,1
Расход пара на процесс каустизации
1 Т
Л
г л
л
3644 л.
134,1-3644-301589
D = 1,1
88,8 кг/т.
2316,7
Потери жидкости за счет испарения
Ки
3660 • 0,02 = 73 л.
ИСП
4.1.7. Расчет материального
баланса
гасителя-классификатора
Данные для расчета материального баланса гасителя-классифи¬
катора представлены в табл. 4.6 и на рис. 4.5.
Рис. 4.5. Блок-схема для расчета материального баланса
гасителя-классификатора
127
Таблица 4.6. Данные для расчета баланса гасителя-классификатора
Приход
1. Осветленный зеленый щелок
2. Вода на промывку шлама
V
V,
]Q
Расход
1. Белый щелок в каустизаторы
2. Отходы в отвал
v
7
Количество щелочи, которое необходимо подать в отдел каусти­
зации,
G 1 0 = G 0 + U V • | = 385,3 + 4,0 • 3,34 • | = 391,1 кг/т ( в ед. ^ 0 ) ,
Л
2
л
0
где П - д о п у с т и м ы е потери щелочи в отделе каустизации, П = 3,0.. .5,0 кт/ж
белого щелока (в ед. Na SC>4)*; 62 - молекулярная масса N a 0 ; 142 - молеку­
лярная масса Na SC>4.
2
2
2
2
2
Пересчет количества отходов от гасителя-классификатора
шлама:
G
14
G, = -Л1000 =
1000 = 36,3 кг/т,
G,
436,7
11
где Go - количество отходов от гасителя-классификатора, Gg = 14 кг/т целлю¬
лозы.
Потери щелочи с отходами гасителя-классификатора
(безвоз­
вратные потери щелочи)
ТТ
А
П, = G0 —2-= 14 • л — = 2,34 кг/т целлюлозы (в ед. N a 2 0 ) ,
4
9
100
100
где П2 - потери общей щелочи с отходами гасителя-классификатора, П2 = 0,6 %
от массы щелочи, п о с т у п а ю щ е й в цех.
Расход воды на промывку отходов
У„
9
УG
1000
"'
- 3 6 , 3
гасителя-классификатора
з
0,36 м / т ,
1000
где K g - количество воды, подаваемой в гаситель-классификатор на промывку
шлама, К = 10 м /т (НТП).
3
8
* Справочник бумажника. Т. 1.
128
Объем осветленного зеленого щелока, подаваемого в гасительклассификатор,
3
у
= V-V, = 3,64 - 0,36 = 3,28 м / т .
ю
4.1.8. Расчет материального баланса Х-фильтра для осветления
зеленого щелока
расчета
материального
баланса
для
классификатора представлены в табл. 4.7 и на рис. 4.6.
Данные
гасителя-
З е л е н ы й щ е л о к на
о с в е т л е н и е из б а к а
зеленого
G6.
щелока
V.2
Шлам
зеленого
X-фильтр
на
G»r,
Бак
щелока
промывку
VIU
К,
с,,
уз
осветленного
зеленого
щелока
V,.
Рис. 4.6. Блок-схема осветления зеленого щелока
на Х-фильтре
Таблица 4.7. Данные для расчета баланса гасителя-классификатора
Приход
1. Зеленый щелок на осветление
Расход
1. Осветленный зеленый щелок
в бак осветленного щелока
2. Черный шлам на промывку
V,
G\2
Количество жидкости, уходящей со шламом с Х-фильтра
V
1 1
=G
1 2
\00-K,
, П 100-40
10
40-1000
Л-1000
з
0,015 м /т,
где Gn - количество шлама зеленого щелока, отделяемого на Х-фильтре,
G\2 = 10 кг/т целлюлозы (НТП); К - с у х о с т ь шлама после Х-фильтра, л = 40 %
(НТП).
3
129
Объем зеленого щелока, подаваемого на Х-фильтр,
V
V
42 = W + U
3
= >
2 8
+ °,
0 1
5
3
= ,
3 0
М
3 / Т
-
Концентрация общей щелочи в зеленом щелоке
с
з = 4 ° " - " " ^ = 118,5 г/л (в ед. ^ 0 ) .
Количество общей щелочи, уходящей со шламом после Х-фильтра,
G 1 3 = c V = 118,5 • 0,015 = 1,78 кг/т (в ед. ^ 0 ) .
3
n
4.1.9. Расчет материального
баланса
черного шлама, отделенного на
фильтра для
Х-фильтре
промывки
В предлагаемой схеме для промывки черного шлама (рис. 4.7)
предусматривается установка вакуумного фильтра с подслоем. Для
расчета этого узла технологической схемы принимаем следующие ис­
ходные данные: расход воды на промывку шлама - 2,5 объема на
1 объем фильтрата папки; коэффициент сухости папки шлама К = 45 %;
расход шлама на подслой 0,5... 1^ кг/кг черного шлама."
Горячая вода на
разбавление шлама
Черный шлам,
отделений от зеленого
щелока
G12,
Vn,
К,,
Разбавление черного
шлама
G12,
У13,
К,
с.
Y5
с у .
Рис. 4.7. Блок-схема узла промывки черного щелока
Объем
жидкости,
поступающей
со шламом
на промывной
фильтр, рассчитаем исходя из того, что черный шлам после Х-фильтра разбавляется до концентрации 10... 13 % (К), тогда
* С п р а в о ч н и к б у м а ж н и к а . Т. 1.
130
т/
Ш-К
г
К, = G
13
100-10
= 10
n
з,
= 0,09 м /т целлюлозы.
п п
о
12
а:5 • юоо
10-юоо
Количество воды, необходимой для разбавления шлама,
з
V = V- V = 0,09 - 0,015 = 0,075 м / т целлюлозы.
[4
n
Количество известкового шлама, необходимого для формирова­
ния подслоя на фильтре,
т = (0,5...1,3)G = 0,9 • 10 = 9 кг/т целлюлозы.
Общая масса шлама
G14
+ т = 10 + 9 = 19 кг/т.
=
Объем жидкости, уходящей со шламом при сухости папки Ка=45 %,
т/
Ю 0 К, = G - ^ ^
А
,
M
15
1000
14
1 0 100-45
- з
= 19
= 0,023 м /т.
45-1000
Расход горячей воды для промывки шлама на фильтре
3
V = 2,5 V = 2,5 • 0,023 = 0,058 м / т ц е л л ю л о з ы .
Объем образующегося фильтрата
3
К17 = V + V - V = 0,09 + 0,058 - 0,023 = 0,125 м / т .
B
B
Объем щелоков, поступающих в бак слабых щелоков
=
К17
+ V- = 0,125 + 3,35 = 3,48 м / т .
3
Концентрация общей щелочи в черном шламе
ния перед промывным фильтром
с,
- =
A '
G
V
8
после разбавле¬
= А = 19,7 г/л.
7
0,09
Количество общей щелочи, уходящей с промытым шламом,
IX =
с8К15
= 19,7 • 0,023 = 0,45 кг/т.
Общие потери щелочи
П =
П4
1
+ G?- +
П5
= 0,08 + 3,46 + 0,45 = 3,99.
Сводный баланс отдела каустизации представлен в табл. 4.8.
Отношение объема зеленого щелока к объему белого щелока
Х= V + V- / К 0 (3,30 + 0,36) / 3 , 3 4 = 1,1.
[2
131
Таблица 4.8. Сводный баланс отдела каустизации
Приход
Статья
1. Осветленный зеленый ще­
лок на Х-фильтр
2. Горячая вода на разбавле­
ние шлама зеленого щелока
3. Горячая вода на промывку
шлама зеленого щелока
4. Вода на разбавление из¬
весткового шлама
Расход
Количество,
Обозначение
Количество,
M /T
Vn
3,30
1. Белый щелок на варку
V
м /т
3,34
V
0,08
2. Шлам зеленого щелока
в отвал
Vis
0,02
r
0,06
3. Шлам в ИРП
V
0,35
u
I6
v
3
3,34
5. Пар в каустизаторы
D
0,09
6. Вода на промывку отходов
гасителя
v
0,36
ИТОГО
-
7,59
9
Статья
3
4. Потери при испарении
в каустизаторах
5. Слабые щелока в раство¬
ритель плава
6. Испарение в растворите¬
лях плава
ИТОГО
Обозначение
0
5
V
3/
0,07
' пот
Vis
3,48
-
0,36
-
7,59
4.2. Расчет м а т е р и а л ь н о г о баланса о т д е л а ИРП
Расчет материального баланса ИРП ведется на 1 т обожженной
извести. Исходные данные для расчета материального и теплового
балансов ИРП представлены в табл. 4.9.
Таблица 4.9. Исходные данные для расчета материального и теплового
балансов ИРП
Наименование показателя
Обозначе¬
ние
Единица
измерения
Принятое
к расчету
значение
Источник
Производительность завода
по варке
(h
т/сут в.с.ц
920
Задание
кг/т в.с.ц
%
°С
°с
268
25
50
10
%
%
%
%
85,5
4,4
9,0
0,8
Yi
Y2
%
%
80
93
щ
%
%
%
%
15
5
5
2
%
%
%
%
%
95,0
1,5
2.2
1.3
12
Удельный расход негашеной извести
Влажность шлама
Температура шлама
Температура известняка
Состав каустизационного
шлама:
СаСОз
W
x
h
h
а.
Са(ОН)2
инертные примеси
остаточная щелочь (Na 0)
Содержание активной СаО в
регенерируемой извести из:
шлама
свежего известняка
Потери веществ с газами
при обжиге шлама:
СаО
инертных веществ
остаточной щелочи (Na20)
Содержание СаО в пыли
Химический состав известняка:
СаО
2
Са(ОН)2
MgO
С\
d\1
Vl
Hi
Щ
(3
b
2
C2
Si02
Влажность известняка
w
* И н с т р у к ц и я по т е х н и ч е с к о й э к с п л у а т а ц и и
У с т ь - И л и м с к , 1979. 100 с.
2
о б о р у д о в а н и я цеха каустизации
Расчетные
данные
Инструк­
ция"
Тяпкин*
и регенерации
извести.
" Тяпкин В.Р. Регенерация извести в сульфат-целлюлозном производстве. М.: Лесн. пром-сть, 1973. 120 с.
133
Продолжение табл. 4.9
Обозна¬
чение
Единица
измерения
Принятое
к расчету
значение
Потери веществ с газами при
обжиге известняка:
СаО
инертных веществ
Удельная теплоемкость каустизационного шлама, из¬
вестняка, извести
"5
%
%
7
8
Удельная теплоемкость воды
с,
Наименование показателя
Температура сжигаемого газа
h
Теплоемкость газа
Теплота сгорания газа
(низшая)
Ч\
Тяпкин
кДж/(кг-°С)
0,92
кДж/(кг-°С)
4,19
°С
20
кДж/(кг-°С)
2
кДж/кг
50400
кДж
Теплоемкость воздуха моль¬
ная
Источник
кмоль»°С
Справоч¬
ные мате¬
риалы
29,1
Температура воздуха после
известеохладителя
и
°С
250
Температура обожженной
извести на выходе из печи
h
°с
800
Температура газов на выходе
из печи
к
°с
200
Температура воздуха в печи
h
°с
20
Тяпкин
Эксплуатационные показатели ИРП приведены в табл. 4.10.
Приходные статьи слагаются из поступающего в печь сухого
сырья и содержащейся в нем влаги, а также необходимого для горе¬
ния топлива. При расчете удельного расхода сырья учитывают потери
пылевидного материала, уносимого дымовыми газами. Расходными
продуктами процесса обжига являются обожженная известь и уда¬
ляемые дымовые газы, уносящие с собой летучие продукты разложе¬
ния известняка и гидратную влагу, а также
видного известняка.
134
некоторую часть пыле¬
Таблица 4.10. Техническая характеристика И Р П
Параметр
Размеры, м:
диаметр
длина
Производительность по извести,
т/сут
Съем извести с внутренней
поверхности, кг/(м -сут)
Уклон печи
Число опор, шт.
Длина секции цепей, м
Частота вращения, мин
1
Теплонапряженность объема
печи, 10 кДж/(м -ч)
4
3
1
2
3
Тип И Р П
4
3,0/3,6
60
3,0
67
3,0
72
3,0
85
3,2
92
3,6
81
3,6
ПО
80
100
ПО
150
160
170
250
149
183
187
215
197
226
226
2°18'
Г 43'
1°43'
1°45'
1°43'
2°38'
1°43'
4
3
3
3
3
5
5
16
15
14
30
20
30
42
0,5...1,7
0,3...1,3
0,3...1,2
0,4...1,2
0,3...1,3
0,7...1,4
0,3...1,2
7,5
10,1
10,6
11,6
12,4
12,4
11,5
5
6
7
4.2.1. Расчет количества известкового
при каустизации зеленого щелока
шлама,
образующегося
Шлам состоит из карбоната кальция, образующегося при кау­
стизации непрореагировавшего гидроксида кальция, и инертных при­
месей, переходящих в шлам из извести без изменений.
При степени каустизации 85 % расход извести с содержанием
СаО а = 85 % должен быть 92 % от практического.
По реакции каустизации образуется компонентов извести, кг:
- СаСОз
„
К
Ш, = И д а
1
Ит
ф
Л
100
ТТ
„
85 100
„„
= 268 • 0,85
= 375,5,
56
92 56
0
п п
с
где И - теоретический расход извести; 56, 100 - молекулярные массы СаО и
т
СаСОз соответственно;
- Са(ОН)
2
И
п п
Ш-, =
2
И д а
„ 0 а е 92-85
= 268 • 0,85
56
92
-К
74
Л
Ит
ф
Л
74
= 22,9,
56
где 74 - молекулярная масса С а ( О Н ) ;
2
- инертных примесей
тт 100-а
100-85
ЦП = И ,
= 268
= 40,2;
100
100
- остаточной щелочи N a 0
3
ф
2
ш = ( Ш , + Ш + Ш з Н = (375,5 + 22,9 + 40,2)0,8 = з ?
4
100 - Л
100-0,8
Общее количество абсолютно сухого шлама
ИХ = Ш, + Ш 2 + Ш з + Ш 4 = 375,5 + 22,9 + 40,2 + 3,7 = 442,2 кг.
Состав каустизационного шлама, %:
- СаСОз
Ш,-100
375,5-100
а, = —
=
= 84,9;
Ш0
442,2
1
1
136
Са(ОН)2
,
Ш
-100
22,9-100
=
Ъ =
Ш0
1
е
л
= 5,2;
442,2
- инертных примесей
IIL-100
с, = — _
_
Ш0
1
40,2-100 Л 1
= 9,1.
442,2
Количество воды, поступающей с известковым шламом в печь,
25
W
L L L = их — Л
5
°
1
0
= 442,2
0
-
= 147,4 кг.
100-25
Л
Общее количество СаО, поступающего в печь со шламом,
=
Ш Л б_+ Ц у 5 б _ 375,5 • 56 + 2 _ 2 . Л 6 __
100
74
100
2
2
2
Q
74
Потери компонентов шлама с пылью, образующейся при обжиге
в печи, кг:
-СаО
_ пЩ„
15- 222,0 _
100
1
3
3
100
- инертных веществ
п_Ш,
_
L
1р ^
2
2
_
5_40Л
100
100
-Na 0
2
Р , _ Л 5 i _
100
1Л1 _
100
0,18.
Общее количество пыли, образующейся при обжиге шлама,
_ 1,7867* + Р, + Р,
О
1,786 • 33,3 + 2,0 + 0,18 _
о
1 + 1,786-Л100
j
—
Лп
g
— _>7,w>
кг.
1 + 1,786
100
137
Состав пыли, кг:
- активной СаО
R=P-P- = 59,5 • — _ 1,2;
100
100
СаСОз
p
=
( Р - Р ) М
=
(
ззЗ-12)М
56
=
573
56
Общее количество пыли при обжиге шлама (проверка)
Р =Р +Р +Р +Р,=
0
5
2
57,3 + 2,0 + 0,18 + 12 _ 61,5 кг.
3
В регенерированной из шлама извести содержится, кг:
-СаО
15
222,0 _ 188,7;
1
И, =
7
100
100 )
ш, =
V
инертных веществ:
г
1 — " "О ш
100
V
И
_
3
(1 V
100
40,2 _ 38,2;
-Na20
И,
У1-Х]
1
100
ш
4
= |1
V
5 ^
3,7 _ 3,5.
100
Общее количество регенерированной из шлама извести
1,786И1 + И2 + И3 _ 1,786 -188,7 + 38,2 + 3,5
80
1 + 0,786 •
1+ 0,78^
100
И
232,5 кг.
Состав регенерированной извести, кг:
-СаО
_ И
и
4
0
0
Л
100
2 3 2 , 5 - — _ 186,0;
100
СаСОз
И5 _ (И, - И 4 ) М _ (188,7 - 186,0) Л _ 4,9.
56
56
138
Общее количество регенерированной из шлама извести (проверка)
И0 _ И2 + И3 + И4 + И5 _ 38,2 + 3,5 + 186,0 + 4,9 _ 232,5 кг.
При обжиге извести образуется водяного пара
18
18
В, _ LLL + LLL • — _ 147,4 + 22,9 • — _ 153,0 кг,
1
5
2
7
4
7
4
где 18 - молекулярная масса воды.
Количество СаСОз, подвергшегося обжигу,
Д, _ Щ - Р- И5 _ 375,5 - 57,3 - 4,9 _ 313,3 кг.
Количество С 0 2 , образующегося при обжиге СаСОз,
44
44
Д =Дг
_ 313,3
2
_ 137,9 кг,
где 44 - молекулярная масса С 0 2 .
По полученным данным составим сводную таблицу материаль¬
ного баланса процесса обжига шлама (табл. 4.11).
Процент регенерации СаО из шлама
Yi = Ш-щ = 100-15 _ 85%.
Для компенсации потерь извести со шламом в печь подается
свежий известняк. В извести, регенерированной из известняка, долж¬
но содержаться СаО
И=Р=Ш-И=
222,0
-
188,7
_
33,3
кг.
Потери СаО с пылью при обжиге известняка
И и
е
у, =
1
33,3 -7
4
=
100 -щ
_ 2,5 кг.
100-7
Общее количество СаО, поступающего в печь с известняком,
Т = И е + Xi = 33,3 + 2,5 = 35,8 кг.
5
139
Таблица 4.11. Материальный баланс процесса обжига шлама
Приход
Расход
Количество,
Количество,
Статья
Статья
кг
1. Шлам:
1. С газовым потоком:
375,5
пылевой унос
60,7
СаСОз
22,9
57,3
Са(ОН)2
СаСОз
инертные примеси
40,2
Са(ОН)2
1,2
Na 0
3,7
инертные примеси
2,0
Na20
0,18
вода
147,4
137,9
С0
к г
2
2
Итого минеральных
веществ
2. Вода
351,6
442,2
Итого с газами
147,4
2. С регенерированной
изве
с
т
ь
ю
СаСО з
:
Са(ОН)2
инертные примеси
Na20
Итого с известью
589,6
ИТОГО
Баланс общей СаО
222,0
1. В регенерируемой извести
2. Потери с пылью
222,0
ИТОГО
ИТОГО
1. С поступающим
шламом
ИТОГО
4,9
186,0
38,2
3,5
232,5
589,6
33,3
188,7
222,0
Необходимо загрузить свежего известняка
35,8
—
а, -56
^ Ъ, -56
100-100
100-74
95,0 • 56
15 • 56
—
=г^
100-100
100-74
—
Со свежим известняком в печь поступает, кг:
воды
Та = Т
0
65,9100-ж,_
12
100-12
СаСОз
а
Г 10. 0
0
140
Л
95 0
6 5 , 9 - Л = 62,6;
100
9,0;
65,9 кг.
- Са(ОЫ)
2
Л
Т, =Т = 65,9
100
3
0
0
100
= 1,0;
- инертных примесей
Г=Го ±А = 65,9- ±
Л
4
0
л
100
л
= 2,3.
100
Потери инертных веществ при обжиге известняка
Х
= — Т, = — 2,3 = 0,2 кг.
2
L 1
4
100
100
Общее количество пыли, образующейся при обжиге известняка,
1 ,786X1 + %2
Хо
1-786
=- W- =
1 + 0,7 8 600-
» 2,5 + 0,2
,,
г
-= 4,6 кг.
2
78
1 + 0, 6 0—
1
Состав пыли, кг:
-СаО
- JL = 4,6 • — = 0,1;
х
х
3
100
100
- СаСОз
Х
4
л 100
„.
лоо
= (2,5 - ОД) = 4,3.
56
56
= (Xi - Хз)
Я 1
—
—
Проверка:
Хо = Х + Хз + Хз = 0,2 + 0,1 + 4,3 = 4,6.
2
В извести, регенерированной из известняка, содержится, кг:
- общей СаО
Л
п
И,
J
V _
10 ) г
4
5
=
( 1¬
7 \
35,8 = 33,3:
100
141
инертных веществ
п
И
7
—
1-
2,3 = 2,1.
100
1 0 0
V
8
Общее количество извести, регенерированной из известняка,
1,786Иб + И, _ 1,786 • 33,3 + 2,1 _
И40
3
5
У ~
93 ~
1 + 0,786л
1 + 0,786
100
100
6
'
КГ.
Состав регенирированной извести, кг:
- активной СаО
И =
8
ИмУ1 = 35Л93 = „
—
33,1;
100
100
л
- СаСОз
=
И9
(Иб
-
л = (33,3 - 33,1)
56
М
=
0,4.
56
Результаты расчета материального баланса процесса обжига из¬
вестняка приведены в табл. 4.12.
Проверка:
=
Ию
+
И7
И8
+
И9
= 2,1 + 33,1 + 0,4 = 35,6.
Количество пара, образующегося при обжиге
18
18
В = Т + Т, • — = 9,0 + 1,0 • — = 9,2 кг.
74
74
Количество СаСОз, подвергшегося обжигу,
2
с
Дз = Т - %о 2
4
И9
= 62,6 - 4,3 - 0,4 = 57,9 кг.
Количество С 0 2 , образующееся при обжиге СаСОз,
44
44
Д , = Дз
= 57,9
= 25,5 кг.
^
^ 100
100
Процент регенерации СаО из известняка
у2 = 1 0 0 - я 4 = 100-7
142
= 93
%.
Таблица 4.12. Материальный баланс процесса обжига шлама
Приход
Расход
Количество,
Количество,
Статья
Статья
кг
кг
1. Известняк:
1. С газовым потоком:
пылевой унос:
4,6
СаСОз
4,3
Са(ОН)2
СаСОз
62,6
инертные примеси
СаО
ОД
1,0
инертные примеси
0,2
2,3
вода
9,2
25,5
С0
Итого минеральных
65,9
39,3
Итого с газами
веществ
2. С регенерированной
2. Вода
9,0
известью:
0,4
СаСОз
СаО
33,1
инертные примеси
2Д
35,6
Итого с известью
74,9
74,9
ИТОГО
ИТОГО
Баланс общей СаО
1. С поступающим из35,8
1. В регенерируемой из33,3
2
вестняком
ИТОГО
35,8
вести
2. Потери с пылью
ИТОГО
2,5
35,8
Сводный материальный баланс процесса обжига шлама и из­
вестняка в ИРП представлен в табл. 4.13.
Таблица 4.13. Материальный баланс процесса обжига шлама и известняка
в ИРП
Приход
Расход
Количество,
Количество,
Статья
Статья
к г
1.
С
поступающим
шламом и известняком:
СаСОз
Са(ОН)2
инертные примеси
Na 0
2
438,1
23,9
42,5
3,7
к г
1. С газовым потоком:
пылевой унос:
СаСОз
СаО
инертные примеси
Na20
вода
со
2
Итого минеральных
508,1
Итого с газами
6
5
,3
6 1, 6
13
2,2
0,18
162.2
163.3
390,9
веществ
143
Приход
Статья
2. Вода
Продолжение табл. 4.13
Расход
Количество,
Количество,
Статья
кг
кг
156,4
2. С регенерированной
известью:
5,2
СаСОз
219,1
СаО
40,3
инертные примеси
3,5
Na 0
268,1
Итого с известью
664,5
658,9
ИТОГО
Баланс общей СаО
257,8
1. В регенерируемой из¬
222,0
вести
2. Потери с пылью
35,8
257,8
257,8
ИТОГО ( И )
2
ИТОГО
1. С поступающим
известняком
ИТОГО
и
Процент регенерации СаО
222-100
Y, =
= 86,1 %.
3
257,8
Процент обжига материала в ИРП
219,Ы0О п о . о /
z
' 1
= Чо, I /о
222
4.2.2. Расчет теплового баланса регенерации
извести
Суточная производительность печи по обожженной извести
G = G 1 H 1 1 = 920 • 257,8 = 237176 кг/сут.
2
С учетом необходимого запаса мощности основного оборудова­
ния (10... 15 %) выбираем для установки печь
с проектной произво­
дительностью по товарной извести 250 т/сут, имеющую поверхность
2
футеровки 1110м , длину 110 м и внутренний диаметр 3,6 м.
Статьи прихода
тепла:
- количество тепла, приходящее со шламом,
Q =
144
(Ш0с3
+
Ш5с4Х
= (442,2 • 0,92 + 147,4 • 4,19)50 = 51224,2 к Д ж ;
- количество тепла, приходящее с известняком
Q = (Т с + T c)t = (65,9 • 0,92 + 9,0 • 4,19)10 = 983,4 к Д ж ;
- количество тепла от сгорания топлива, кДж,
2
0
3
a
2
Q
3
= Mf t
= М
5 3
}
• 2 • 20= 40M
l s
где M[ - расход топлива, кг;
- теплота сгорания топлива, кДж,
Q = M q = 50400М,;
A
f
f
- количество тепла, приходящее с воздухом, кДж,
Q
5
=
Муси,
где V\ - у д е л ь н ы й расход воздуха на горение топлива, м ~ /кг,
К = К 2>
а
Vo - теоретический расход воздуха на горение топлива, м7кг,
Р
Р
P
р
V = 0,115С + 0,346Н + 0,043(S - О ) = 13,8;
0
а - к о э ф ф и ц и е н т избытка
2
воздуха, а = 1,15;
2
V =13,8-1,15 = 15,9;
29 1
а = М , • 15,9 • —'-2 5 0 = 5163М,.
*°
22,4
1
Статьи расхода
тепла:
- количество тепла, уходящее с обожженной известью,
Q =( И +
6
Ию)с3?5
= (232,5 + 35,6)0,92 • 800 = 197321,6 к Д ж ;
- количество тепла, расходуемое на нагрев и испарение воды,
Q = B (r + c t - cj) + B (r + c t - cj) = 153,0(2260 + 2,04 • 200 7
{
0
7
6
2
0
7
6
- 4,19 • 50) + 9,2(2260 + 2,04 • 200 - 4,19 • 10) = 351990,4 к Д ж ,
г д е го - теплота испарения воды, го = 2260 к Д ж ; cj - теплоемкость водяного
пара при t = 200 °С, с = 2,04 кДж/(кг -°С);
6
7
145
- количество тепла, уносимое образующимся при обжиге угле¬
кислым газом,
й=
(Д2
+Д )
л
4
6
=
(
1 3 7
>
9
+ 25,5)0,98 • 200 = 32026,4 к Д ж ,
где с - теплоемкость С 0 , с = 0,98 кДж/(кг -°С);
8
2
8
- количество тепла, уносимое пылью,
й = Со + ХоКА = (59,5 + 4,6)0,92 • 200 = 11794,4 к Д ж ,
- количество тепла, образующееся за счет эндотермической ре¬
акции разложения СаСОз,
Qio =
+
( Д
Д з ) ? 2
=
(
3 1 3
>
3
+ 57,9)1720 = 6 3 8 4 6 4 к Д ж ,
где q - удельная теплота диссоциации известняка, q =1720 кДж/кг;
2
2
- потери тепла через поверхность печи
A
л
бп = K it,
-к)
= 5,44 • 1110(950 - 2 0 ) л - = 146496,8 к Д ж ,
где К[ - коэффициент теплопередачи от газов внутри печи к наружному возду­
ху, К\ = 5,44 кДж/(м -К-ч); F\ - площадь поверхности печи, F\ = 1500 м ;
t - средняя температура газов в печи, tj = 950 °С;
7
- количество тепла, уносимого продуктами сгорания топлива, кДж,
Q12
=
МугсЬ,
где V - количество газообразных продуктов сгорания топлива, кг/кг,
2
Л
2
= С 0
Л
V
+
Л
Н 0
2
л
0
2
+
n
S 0 , +
A
N 2 '
= 0,0367С = 0,0367 • 84 = 3,08;
COl
A
V
2
= 0,09Н = 0,09 • 12 = 1,08;
e
V . = (КК -
сц
= (15,9 - 13,8)0,21 • —— = 0,63,
2
аз - содержание 0 в воздухе в долях, аз = 0,21;
2
F , = 0,02S = 0,02 • 2 = 0,04;
s o
F
N
N 2
146
28
28
= V{{\ - с ц )
= 15,9(1 - 0,21)
= 15,70;
22,4
22,4
1
3
V = 3,08 + 1,08 + 0,63 + 0,04 + 15,70 = 20,53;
2
c - средневзвешенная т е п л о е м к о с т ь газов, с = 0,29 кДж/(кг-°С);
9
9
А
Q, = М • 20,53 • 0,29 • 200 = 1 1 9 0 , 7 .
{
Тепловой баланс ИРП:
а + а + а + а + а = a+
a+
a+
a + a + ai + a 0
2
Решая данное уравнение относительно М[ получим
. = Qe + Qi + й + а + 6 ю + 6 п - 6 i
-Qi.
1
'
c t +q+ c V t
5
M
3
6
x A
- Vct
2
9
6
= (197321,6 + 351990,4 + 32026,4 + 11794,4 + 638464 + 146496,8 -
- 51224,2 - 983,4)/(2 • 20 + 50400 + 29,1 • 15,9 • 250 - 20,53 • 0,29 • 200) = 8,3 кг.
Отсюда рассчитываем Q , Q4, Q5 и Qn.
3
Q = 40- 8,3 = 332 к Д ж ;
Q = 50400 • 8,3 = 418320 к Д ж ;
4
a = 5154-8,3 = 42778 к Д ж ;
Q =1190,7 • 8,3 = 99356,8 к Д ж .
e
Сводный тепловой баланс ИРП представлен в табл. 4.14.
Таблица 4.14. Тепловой баланс процесса обжига шлама и извести в ИРП
Расход
Приход
Статья
1. Со шламом
2. С известняком
3. С топливом
4. От сгорания топлива
5. С воздухом
ИТОГО
Количество
тепла, кДж
51224,2
982,8
1036,6
1306130,4
133572,8
1492946,8
Статья
1. С известью
Количество
тепла, кДж
197321,0
2. На перегрев водяных
паров
351990,0
3. С углекислым газом
4. С пылью
32026,0
11794,4
5. На термическую дис¬
социацию СаСОз
638464,0
6. Потери через поверх¬
ность печи
7. С продуктами сгора¬
ния топлива
ИТОГО
146496,8
99356,8
1477450
147
4.3. Расчет и п о д б о р о б о р у д о в а н и я о т д е л а к а у с т и з а ц и и
Суточные и часовые расходы щелоков, извести и шлама опреде­
ляются исходя из задания и данных расчета материального баланса.
Выработка белого щелока:
У =К
ш
3
£ = 3,34-40 = 133,6 м / ч ;
0
3
Ущ = VQ = 3,34 • 920 = 3100 м /сут.
Поступление в цех зеленого щелока:
К. = К 1 £ = 3,30-40 = 132,2 м / ч ;
3
щ
2
К з = VQ = 3,30 • 920 = 3050 м /сут.
3
щ
Расход извести на каустизацию:
G
= GIQ = 267,8 • 40 = 10712 к г / ч ;
mB
с
и ™ = 3™ • 24 = 10,712 • 24 = 257,1 т/сут.
Количество шлама, поступающего на обжиг:
G = ( G 6 - U)Q = (436,7 - 0,08)40 = 17465 к г / ч ;
m
G'm = G • 24 = 17,5 • 24 = 420 т/сут.
m
Подача черного шлама в отвал
G
= GQQ = 10 • 40 = 400 кг/ч.
u
Объем слабого белого щелока
3
К.
щ
= VM = 3,48 • 40 = 43,5 м / ч .
4.3.1. Осветлитель
зеленого
щелока
В предлагаемой технологической схеме для осветления зеленого
щелока от черного шлама установлены Х-фильтры, которые подби¬
раются по производительности потока.
148
4.3.2.
С целью
Гаситель-классификатор
обеспечения
полноты
гашения
продолжительность
пребывания извести в гасителе-классификаторе должна
составлять
20 мин, поэтому объем секции гасителя должен вмещать 20-ми­
нутный объем зеленого щелока и извести.
Расход извести, подаваемой на гашение,
_
ш
и
267,8-40
=
.
= 10,7 т/ч.
1 Л
_
ю в
1000
1000
Объем извести, поступающей на гашение,
V
= 3 * = ! M =
d
2,3
4
w .
где d— п л о т н о с т ь и з в е с т и , d = 2300 кт/ж.
3
Расчет объема секции гасителя (м ):
- объем, занимаемый известью, подаваемой в аппарат,
к • 20 4,6 • 20
К =—
=—
= 1,53 м :
60
60
- объем, занимаемый зеленым щелоком, поступающим в аппарат,
3
3
90
Кш
= К
'
^
90
=
132,2
—,0 =
44,0
3
м.
Объем реакционной смеси - 45,53 м \ с учетом резерва 20 %
объем гасителя составит 55 м " . Технические характеристики уста¬
навливаемого гаситель-классификатора типа 292-58 представлены в
табл. 4.15.
Таблица 4.15. Технические характеристики гасителя-классификатора
Единица
Параметр
Значение
измерения
шт.
2
Количество аппаратов
Производительность по белому щелоку
м'Усут
2000
3
Объем гасителя
35
м
Установленная мощность:
гасителя
кВт
5,5
кВт
классификатора
3,0
149
4.3.3.
Каустизаторы
Количество каустизаторов рассчитываем исходя из суточной
производительности отдела по белому щелоку, К б . = 3100 м' /сут.
щ
Для обеспечения необходимой степени каустизации пребывание
реакционной смеси
в каустизаторе должно составлять не менее 2 ч.
Объем реакционной смеси определяем из объемов зеленого щелока и
извести.
Объем, занимаемый зеленым щелоком,
3
Кш = V Q— = 3,28 • 920 • — = 253 м .
m
2
2 4
4
Объем, занимаемый известью,
к ,
с
=
™
g
A
= 22300-2
1000
мз
1000
'
Объем реакционной смеси с учетом 20 % запаса
3
У,, = (VZ + 0 1 , 2 0 = (253 + 45)1,20 = 358 м .
Технические
характеристики
устанавливаемых
каустизаторов
приведены в табл. 4.16.
Таблица 4.16.Технические характеристики каустизаторов
Параметр
Количество аппаратов в линии
Производительность по белому щелоку
Объем каустизатора
Единица
измерения
шт.
м"/сут
3
Значение
5
3100
75
м
4.3.4. Бункеры для известкового шлама
Предназначены для аккумулирования промытого шлама, посту¬
пающего из отдела каустизации, выравнивания его концентрации и
обеспечения непрерывной работы печи в течение 72 ч. Принимаем,
150
что шлам в бункере хранится при концентрации 25 %, тогда объем
бункера для известкового шлама
У =(ITiQ-IIL)
7 4
-72 = (442,2 + 147,4)38,3 • 72 =
Q
1400-0,9
tf6cp3
6
л
U Q
где G\ - производительность завода по варке, т/ч; d - плотность каустизационного шлама, кт/Ж; фз - к о э ф ф и ц и е н т заполнения бункера;
6
Бункера для шлама выпускаются
в основном двух марок: 202¬
3
3
217 с рабочим объемом 300 м и 292-58.05 с рабочим объемом 400 м .
К установке принимаем 4 бункера шлама объемом 400 м
преждения
Для преду¬
осаждения шлама в бункер подается сжатый воздух под
давлением 0,4...0,7 МПа; расход воздуха зависит
от уровня шлама в
3
бункере и составляет 5... 12 м /мин.
4.3.5. Бункер извести
В отделе каустизации установлены 2 гасителя-классификатора, а
следовательно, должны быть и 2 бункера извести. Расчет ведем по
расходу извести на каустизацию G
H 3 B
(в т/сут). Для расчета принима¬
ем, что предприятие имеет 5-суточный запас извести.
Объем бункера
(Ир
у
6
-
H,p)Gt
• 72
=
(232,5 + 35,6)38,3 • 72
d,u,u
2
=
т
л
2650 • 0,5 • 0,7
где dq - плотность извести, кт/Ж; и\ - свободный объем, Ж1 Ж; и- коэффи¬
циент заполнения бункера.
Принимаем к установке 2 железобетонных бункера объемом 400 м .
4.3.6. Баки хранения щелоков
Бак должен вмещать суточный запас зеленого щелока, равный
3050 м з, поэтому принимаем к установке бак объемом V= 4000
.
151
Если в схеме для осветления щелока применяются осветлители с
камерами хранения, то это необходимо учитывать при расчете баков.
3
Принимаем, что диаметр бака D = 15 м , тогда высота бака мо­
жет быть выражена из формулы для расчета объема бака:
4V
Н
4-4000
=
=
3,14£>
2
г
3,14-15
„„„
= 22,7 м.
2
Бак для хранения крепкого белого щелока и бак слабых щелоков
рассчитываются аналогично.
4.3.7. Насосы
Насос для подачи зеленого щелока на каустизацию. Подача
зеленого щелока на каустизацию Г . = 132,2 м7ч. Производитель­
3
щ
ность насоса рассчитаем с учетом 20 %-го резерва:
3
£ = К, -1,2 = 132,2 -1,2 = 158,4 м /ч.
щ
Напор, который должен создавать насос Н = 25 м, может быть
рассчитан как H
TQObl
• 1,25, где Н
т1
- геометрический напор, м.
Мощность электродвигателя
N
=
брЯ-ЮОО
КПД-3600-102
,
где р - плотность перекачиваемой суспензии, т/ж; К П Д - к о э ф ф и ц и е н т по­
лезного действия электродвигателя, К П Д = 0,7...0,8; 102 - к о э ф ф и ц и е н т пе­
ревода единиц измерения;
Д7
N
158,4-1,15-25-1000
=
лп п „
= 17,7 кВт.
0,7-3600-102
Принимаем к установке насос АХ 150-125-315 с техническими
характеристиками:
- производительность - 180 м7ч;
- напор - 27 м;
- мощность электродвигателя - 55 кВт;
-1
- частота вращения электродвигателя - 1450 м и н .
152
Насос для подачи крепкого белого щелока на варку. Выра­
ботка белого щелока К
бщ
= 133,6 м7ч. Производительность насоса оп¬
ределяем с учетом 20 % резерва:
3
Q = VM-1,2 = 133,6 -1,2 = 160,3 м / ч .
Напор, который должен создавать насос, Н = 25 м.
Мощность электродвигателя рассчитаем аналогично:
лт
160,3-1,15-25-1000
N =
_
= 17,9 к В т .
л п с л
0,7-3600-102
Принимаем к установке насос АХ 150-125-315 с техническими
характеристиками:
- производительность - 180 м 7 ч ;
- напор - 27 м;
- мощность электродвигателя - 55 кВт;
-1
- частота вращения электродвигателя - 1450 м и н .
Насос для подачи слабого белого
плава. Объем слабого белого щелока К
сщ
щелока в растворитель
= 43,5 м7ч. Производитель¬
ность насоса рассчитаем с учетом 20 % резерва:
Q = у щ • 1,2 = 43,5 • 1,2 = 167,0 м / ч .
3
С
Напор, который должен создавать насос, Н= 25 м.
Мощность электродвигателя рассчитываем аналогично:
дЛ
167,0-1,03-25-1000
N =
= 16,7 к В т .
0,7-3600-102
Принимаем к установке насос АХ 150-125-315 с техническими
характеристиками:
- производительность - 180 м7ч;
- напор - 27 м;
- мощность электродвигателя - 55 кВт;
-1
- частота вращения электродвигателя -1450 м и н .
153
Насос для подачи черного шлама на промывку на вакуумфильтр. Согласно расчетам материального баланса (разд. 4.1), объем
черного шлама, перекачиваемого из бака-сборника,
К.Ш
=
+
У
ХЪ
* 1 4
=
0
>
0
+
9
0
>
0
7
=
5
0
Д
6
«
5
3
/
i
или
3
У
чш
= 0,165-40 = 6,6 м / ч .
Производительность насоса с учетом 20 % резерва
3
Q =
• 1,2 = 6,6 • 1,2 = 7,9 м / ч .
Напор, который должен создавать насос, Н= 2,5 м.
Мощность электродвигателя рассчитаем аналогично:
лг
7,9-1,30-2,5-1000
N =
1
.
= 0,10 кВт/ч.
Л
Л
0,7-3600-102
Принимаем к установке насос ВШН-15 с техническими характе¬
ристиками:
3
- производительность - 15 м /ч;
- мощность электродвигателя - 0,10 кВт/ч.
Остальные насосы, устанавливаемые в схеме, рассчитываются
аналогично. Кроме перечисленного оборудования, в курсовом проек¬
те необходимо подобрать холодильник извести, газоочистное обору¬
дование (дымосос, скруббер Вентури, электрофильтр).
Подбор
табл. 4.17.
насосов для перекачки
шламов
осуществляется по
Таблица 4.17. Техническая характеристика шламовых насосов
Наименование
ВШН-150
ВШН-170
6Ш-8
6Ш-8-2
8Ш-8
8С-8
154
Подача,
м /ч
150
170
250
150
560
360
3
Напор,
м
30
35
54
33
35
36
Частота,
-1
мин
1450
1450
1450
1450
980
980
Мощность элек­
тродвигателя, кВт
30
30
90
30
ПО
ПО
ПРИЛОЖЕНИЕ
Таблица 1. Перевод технических единиц измерения в систему СИ
Единица измерения
Соотношение
по системе
Величина
единиц измерения
СИ
мкгсс
кг/м
1 кг/м =9,81 Па
Па
Давление
2
Весовой расход
Тепловой эффект (уде­
льный расход тепла)
Количество тепла
Плотность теплового
потока
Тепловой поток
Излучение единицы
объема газового потока
Коэффициент теплоот¬
дачи
Плотность
Коэффициент динами¬
ческой вязкости
Коэффициент кинема¬
тической вязкости
кг/с
т/ч
1 т / ч = 1/3,6 к г / с
Дж/кг
ккал/кг
1 кал/кг = 4,187 • 10 Дж/кг
Дж
ккал
1 ккал = 4,187 • 10 Дж
Вт/м
2
Вт
Вт/м
3
3
3
2
2
ккал/(м » ч)
1 ккал/(м -ч) = 1,163 Вт/м
ккал/ч
1 ккал/ч = 1,163 Вт
3
3
ккал/(м • ч)
2
3
1 ккал/м" -ч = 1,163 Вт/м"
1 Вт/ (м • К) =
= 1 ккал/(м -ч-°С)
2
2
Вт/(м -К)
кг/м
2
ккал/ (м • ч • °С)
3
Па-с/м
кг/м
3
—
2
кг-с/м
м /с
м /с
Удельная теплоемкость
Дж/(кг-К)
ккал/(кг°С)
Коэффициент тепло¬
проводности
Вт/(м-К)
ккал/(м-ч-°С)
2
2
2
1 кг-с/м = 9,81 Па-с/м
2
1 ккал/(кг-°С) =
= 4,183-Ю Д ж / ( к г - К )
1 ккал/(м • ч • °С) =
= 1,163 Вт/(м • К )
3
Таблица 2. Удельные теплоемкости водных растворов соды, кДж/(кг-°С)
Температура, °С
Концентрация,
% (по массе)
25
50
75
150
5,0
3,939
3,980
4,001
4,077
10,0
3,750
3,792
3,834
3,905
15,0
3,641
3,708
3,767
3,754
20,0
3,578
3,624
3,645
3,645
155
СПИСОК ЛИТЕРАТУРЫ
Волков А.Д., Григорьев Г.П. Физические свойства щелоков целлюлоз­
но-бумажного производства. 2-е изд, доп. и перераб. « . :
Лесн.
пром-сть,
1970. 120 с.
« а л к о в Ю А . Технология производства сульфатной целлюлозы. Расче¬
ты по регенерации извести: метод, указания к курсовому и диплом, проекти¬
р о в а н и ю для студентов специальности 0904. Л.: ЛТА, 1983. 39 с.
« а р ш а к А.Б. Каустизация щелоков: учеб. пособие. Л.: ЛТА, 1983. 60 с.
Н е п е н и н Н.Н., Непенин Ю.Н. Технология целлюлозы: в 3 т. Т. П. Про¬
изводство сульфатной целлюлозы: учеб. пособие для вузов / Ю.Н. Непенин.
2-е изд., перераб. « . : Лесн. пром-сть, 1990. 600 с.
С м о л я н и ц к и й Б.З., Зайцев А.Н. Регенерация сульфатных щелоков: учеб.
пособие для п р о ф т е х у ч и л и щ . « . : Лесн. пром-сть, 1987. 312 с.
Тейлор К.К. Исследование накопления непроцессных элементов в сис­
теме
каустизации и регенерации извести на канадском предприятии / Taylor,
Industrial Research Inc. (г. В и к т о р и я , К а н а д а ) // Pulp and Paper Canada. 2007. №
A
2. С. 27-32; № 3. С. 3 4 0 .
Технология ц е л л ю л о з н о - б у м а ж н о г о производства: в 3 т. Т. I. Сырье и
производство полуфабрикатов. Ч. 2. Производство полуфабрикатов.
СПб.:
П о л и т е х н и к а , 2003. 623 с.
Green Robert P. Hough Gerald Chemical Recovery in the A l k a l i n e Pulping
Processes. Third Edition. Atlanta G A : Tappi Press, 1992. 178 P.
« а т е р и а л ы семинара по регенерации химикатов / Chemical System D i v i ­
sion (Andritz O Y ) . А р х а н г е л ь с к , 11-12 мая 2005 г.
С о в р е м е н н ы е решения «Metso» для т е х н о л о г и и и систем управления
процессами при производстве целлюлозы: материалы семинара по техноло¬
гии и автоматизации производств ц е л л ю л о з ы предприятий России. Архан¬
гельск, 23-24 м а р т а 2010 г.
156
ОГЛАВЛЕНИЕ
Введение
3
Глава 1. Теория процесса каустизации
7
1.1. Х а р а к т е р и с т и к и зеленого и белого щелоков
7
1.2. Х и м и з м процесса каустизации
12
1.3. Факторы процесса каустизации
14
Глава 2. Технология каустизации
21
2.1. Общая характеристика процесса
21
2.2. Оборудование для гашения извести и каустизации
29
2.3. Оборудование для осветления зеленого и белого щелоков
40
2.4. П р о м ы в к а и сгущение шламов зеленого и белого щелоков
62
Глава 3. Регенерация извести из к а у с т и з а ц и о н н о г о ш л а м а
72
3.1. Описание т е х н о л о г и ч е с к о й схемы И Р П
72
3.2. Х и м и з м и тепловая сторона процесса
76
3.3. Устройство И Р П
79
3.4. В с п о м о г а т е л ь н ы е операции И Р П
100
3.5. Факторы процесса регенерации извести
108
3.6. Показатели работы И Р П , в л и я ю щ и е на процесс каустизации
112
3.7. К о н т р о л ь н о - и з м е р и т е л ь н ы е приборы и аппаратура
114
Глава 4. П р и м е р ы т е х н о л о г и ч е с к и х расчетов
117
4.1. Расчет материального баланса отдела к а у с т и з а ц и и
117
4.2. Расчет материального баланса отдела И Р П
133
4.3. Расчет и подбор оборудования отдела каустизации
148
Приложение
155
Список л и т е р а т у р ы
156
157