(372.43 кб)
advertisement
")
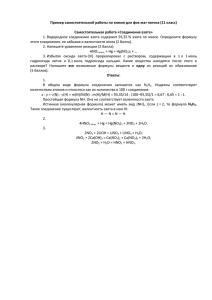
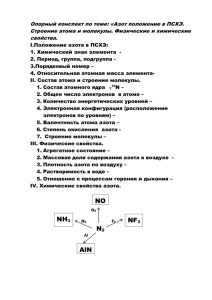
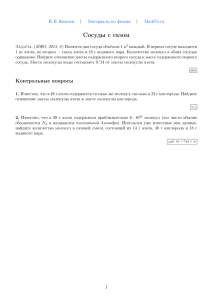
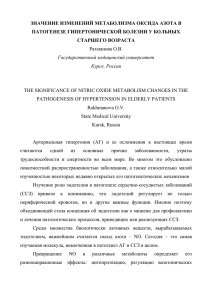
ВИАМ/1997-202301 Оценка влияния легирующих элементов на образование пор при сварке никель-хромовых сплавов Л.И. Сорокин кандидат технических наук З.A. Сидлин кандидат технических наук Март 1997 Всероссийский институт авиационных материалов (ФГУП «ВИАМ» ГНЦ РФ) – крупнейшее российское государственное материаловедческое предприятие, на протяжении 80 лет разрабатывающее и производящее материалы, определяющие облик современной авиационно-космической техники. 1700 сотрудников ВИАМ трудятся в более чем 30 научноисследовательских лабораториях, отделах, производственных цехах и испытательном центре, а также в 4 филиалах института. ВИАМ выполняет заказы на разработку и поставку металлических и неметаллических материалов, покрытий, технологических процессов и оборудования, методов защиты от коррозии, а также средств контроля исходных продуктов, полуфабрикатов и изделий на их основе. Работы ведутся как по государственным программам РФ, так и по заказам ведущих предприятий авиационно-космического комплекса России и мира. В 1994 г. ВИАМ присвоен статус Государственного научного центра РФ, многократно затем им подтвержденный. За разработку и создание материалов для авиационнокосмической и других видов специальной техники 233 сотрудникам ВИАМ присуждены звания лауреатов различных государственных премий. Изобретения ВИАМ отмечены наградами на выставках и международных салонах в Женеве и Брюсселе. ВИАМ награжден 4 золотыми, 9 серебряными и 3 бронзовыми медалями, получено 15 дипломов. Возглавляет институт лауреат государственных премий СССР и РФ, академик РАН, профессор Е.Н. Каблов. Статья подготовлена для опубликования в журнале «Сварочное производство», № 9, 1997 г. Электронная версия доступна по адресу: www.viam.ru/public Оценка влияния легирующих элементов на образование пор при сварке никель-хромовых сплавов Л.И. Сорокин1, З.A. Сидлин2 1 2 Всероссийский институт авиационных материалов, г. Москва АО «Спецэлектрод», г. Москва Основной причиной порообразования при сварке никелевых сплавов является выделение азота из пересыщенного жидкого металла в процессе охлаждения и кристаллизации. Устранить пористость удается легированием металла шва элементами, повышающими растворимость азота в никелевых сплавах. В работах [1, 2] предлагается оценивать эффективность подавления пористости легирующими элементами при аргоно-дуговой и ручной дуговой сварке с помощью условного хромового эквивалента [Сr] экв . Это связано с тем, что эквивалент хрома содержится в составе практически всех жаростойких и жаропрочных никелевых сплавов и повышает растворимость в них азота. В данной работе уточнен механизм порообразования и определены факторы, влияющие на разницу количественных показателей отдельных элементов при расчете [Сr] зкв применительно к ручной дуговой (РДС) и аргоно-дуговой (АрДС) сварке*. На рис. 1 приведена зависимость порообразования от парциального давления азота в аргоне (рис. 1, а) и содержания в электродном покрытии мрамора (рис. 1, б) при различной концентрации легирующих элементов в пересчете на [Сr] экв . Расчет условного хромового эквивалента для АрДС и РДС покрытыми электродами выполняли по формулам (1) и (2) соответственно: [Сr] экв =3,5[Ti]+1,2[Nb]+[Cr+Mn]+0,7[Re]+ +0,4[Mo+W]+0,2[Fe]+0,1[Co], %, * (1) Статья посвящена памяти А.А. Ерохина, под руководством которого начинались эти исследования, а полученные результаты являются продолжением работы [3]. [Сr] экв =3,8[Ti]+1,3[Nb]+[Cr]+0,8[Mn+Re]+0,5[Mo+W], %. (2) Рисунок 1. Зависимость склонности металла шва к порообразованию от парциального давления азота при АрДС (а) и содержания мрамора в покрытии электродов при РДС (б): I – δ пласт =3 мм, I св =190–210 А; II – 5 мм, 290–310 А При сравнении рис. 1, а и б можно отметить аналогию в характере изменения склонности к порообразованию при двух способах сварки. Увеличение в покрытии содержания мрамора СаСо 3 до 40% и снижение в аргоне парциального давления азота 𝑝𝑁2 до 0,04 бар, не изменяя склонность отдельных элементов к порообразованию, снижает значение [Сr] экв , необходимого для получения металла без пор. Для РДС это можно объяснить улучшением защиты расплавленного металла от воздействия воздуха вследствие диссоциации мрамора и снижения тем самым содержания азота в наплавленном металле (рис. 2). При АрДС содержание азота в шве определяется его парциальным давлением в защитной среде (рис. 2, 3). Зависимости p N2 –[Сr] экв , СаСO 3 (%)–[Сr] экв можно разбить на три участка. При малом парциальном давлении азота (до 0,1 бар) и высоком содержании мрамора в покрытии (до 40%) наблюдается резкое повышение склонности к порообразованию (см. рис. 1). Второй участок является переходным от резкого к постепенному изменению склонности к порообразованию и соответствует 𝑝𝑁2 до 0,2 бар и содержанию СаСO 3 до 30%. При большем 𝑝𝑁2 в газовой смеси и меньшем содержании мрамора в покрытии изменение склонности к порообразованию носит менее выраженный характер, что, возможно, связано с кипением сварочной ванны, достижением предела растворимости азота в металле [3] и образованием нитридов [4]. Рисунок 2. Зависимость содержания азота в металле шва от содержания легирующих элементов в пересчете на [Сr] экв : а – 𝑝𝑁2 равно 0 (1), 0,04 (2), 0,06 (3), 0,1 (4), 0,2 (5) и 0,3 (6) бар; б – содержание СаСO 3 составляет 10 (7), 20 (8) и 40% (9) 11TR Рисунок 3. Зависимость перехода углерода η с в шов и содержания в нем азота от парциального давления азота в аргоне: 1 – [Cr] экв =16,2%; 2 – 18,0%; 3 – 22,7%; 4 – 25,7% Большинство исследователей связывают порообразование с резким падением растворимости газов при затвердении металла шва. В свое время было выдвинуто предположение [3], что порообразование происходит в результате азотного кипения сварочной ванны. Согласно этой гипотезе поверхностный слой металла под действием плазмы дуги насыщается азотом выше его растворимости и конвективными потоками заносится в глубь ванны, где возникает значительное местное пересыщение, приводящее к выделению газовых пузырьков. При малом 𝑝𝑁2 время взаимодействия металла с газами при дуговой сварке может быть недостаточным для достижения предельно возможного насыщения азотом расплавленного металла (см. рис. 3). Отсутствие необходимого пересыщения жидкого металла азотом тормозит процесс кипения сварочной ванны, поэтому образование пористости в металле шва при малом 𝑝𝑁2 можно объяснить в основном скачком растворимости азота при кристаллизации металла шва. При 𝑝𝑁2 >0,1 бар порообразование 19T преимущественно обусловлено кипением сварочной ванны вследствие пересыщения расплавленного металла азотом. При визуальном наблюдении за процессом сварки установили, что для пористых швов характерно кипение сварочной ванны, увеличивающееся с ростом 𝑝𝑁2 и снижением содержания в сплаве элементов, повышающих его растворимость. Интенсивное кипение сварочной ванны вызывает активизацию протекания в ней реакции образования СО, что подтверждается окислением углерода и связанным с этим снижением его перехода в шов η с (см. рис. 3), а также появлением на стенках камеры и поверхности образцов сажистого налета и подгоранием в процессе сварки вольфрамового электрода. Последнее обстоятельство приводит к увеличению напряжения горения дуги от 10–12 до 16–18 В. При этом с увеличением интенсивности кипения сварочной ванны размер и количество пор повышается. Подобное явление наблюдается при ацетиленокислородной наплавке сплавом ВХН1 (1,0–1,25% С, 35–40% Сr). Снизить кипение сварочной ванны и количество пор при этом возможно за счет уменьшения в его составе содержания азота до 0,02–0,04% и кислорода до 0,018–0,03% [5]. При сварке с меньшим 𝑝𝑁2 в защитной среде кипение сварочной ванны практически не наблюдается, на образцах и стенках камеры сажистый налет отсутствует, а углерод из основного металла в шов переходит полностью (см. рис. 3). Таким образом, полученные данные позволяют предположить, что при сварке никель-хромовых сплавов порообразование может происходить вследствие как скачкообразного падения растворимости азота при кристаллизации металла шва, так и в результате кипения сварочной ванны из-за значительного пересыщения расплавленного металла азотом. В случае если содержание азота в расплавленном металле превосходит предел его растворимости в твердом состоянии, но несколько ниже предела его пересыщения в жидком металле, пористость возникает на стадии кристаллизации сварочной ванны, когда происходит скачкообразное падение его растворимости. Этот механизм действует при малом парциальном давлении азота в газовой смеси или же невысоком его содержании в основном или присадочном металле. Если же наблюдается местное или общее пересыщение азотом расплавленного металла, поры образуются преимущественно вследствие азотного кипения сварочной ванны. С этих же позиций можно объяснить влияние сварочного тока I св на склонность к порообразованию при различном парциальном давлении азота в смеси. Как видно на рис. 1, а, при 𝑝𝑁2 <0,1 бар изменение тока существенно не влияет на критическое значение [Сr]экв , когда в шве образуются поры. Это можно объяснить незначительной десорбцией азота из хвостовой части ванны вследствие отсутствия его пересыщения (см. рис. 3). При большем 𝑝𝑁2 в газовой смеси начинается процесс кипения расплавленного металла и десорбция азота из хвостовой части ванны. С повышением сварочного тока увеличивается размер хвостовой части сварочной ванны, что улучшает условия выделения газов из расплавленного металла [6], уменьшая тем самым критические значения [Сr]экв (см. рис. 1, а) или же способствует повышению 𝑝𝑁2 вызывающего порообразование при сварке сплава ХН78Т (рис. 4). Рисунок 4. Зависимость склонности металла шва к образованию пор при АрДС сплава XH78T от сварочного тока и парциального давления азота Влиянием обоих механизмов на порообразование можно объяснить отсутствие количественной зависимости между изменением растворимости азота в жидком никеле при его легировании титаном, хромом, марганцем, молибденом, вольфрамом, а также эффективностью этих элементов в пересчете на [Сr] экв в уменьшении пористости при АрДС и РДС [1, 2]. Видимо, необходимо учитывать влияние легирующих элементов на растворимость азота как в жидком, так и твердом состоянии. Косвенно об этом свидетельствуют количественные зависимости между содержанием азота и легирующих элементов в пересчете на [Сr] экв по формуле (1), которые вызывают повышение растворимости азота в никелевых сплавах (см. рис. 2). Реакцию растворения азота [3] в расплавленном металле можно записать в следующем виде: N 2 2[N] раст . (3) Ее характер зависит от поступления азота на поверхность газ–металл, адсорбции молекул азота, их диссоциации, перехода поверхности и переноса их вглубь металлической фазы. Применительно к проводимым экспериментам поступление азота на поверхность сварочной ванны лимитируется при АрДС парциальным давлением азота в защитной среде, а при РДС – содержанием мрамора в электродном покрытии. Процесс перехода азота в глубь металлической фазы главным образом определяется содержанием в сплаве элементов, обладающих некоторым сродством к азоту и способных образовывать с ним связи, сопровождающиеся уменьшением свободной энергии системы. Для никелевых сплавов такими элементами являются хром, титан, молибден, вольфрам, марганец, а также, возможно, другие элементы, входящие в формулу (1). Как видно на рис. 2, а, при АрДС содержание азота в металле шва повышается пропорционально росту содержания легирующих элементов в пересчете на [Сr] экв и зависит от р N2 в смеси. При 𝑝𝑁2 >0,2 бар содержание азота в шве увеличивается незначительно, что приводит к сближению областей [Сr] экв –N (%), полученных при 0,2 и 0,3 бар [см. рис. 3, горизонтальные составляющие кривых 𝑝𝑁2 –N (%)]. Предполагается, что при 22T больших значениях 𝑝𝑁2 растворение азота в шве ограничивается кипением сварочной ванны и, возможно, достижением предела его растворимости [3]. При РДС с содержанием в покрытии электродов 10 и 20% мрамора количество азота в наплавленном металле в зависимости от [Сr] экв изменяется аналогично АрДС (см. рис. 2, б). При этом увеличение содержания азота с ростом [Сr] экв происходит менее интенсивно, чем при АрДС. Это связано с улучшением защиты сварочной ванны при увеличении в покрытии легирующих составляющих, что достигалось снижением в шлаковой части покрытия плавикового шпата и, соответственно, увеличением соотношения CaCo 3 /CaF 2 +ТiO 2 . При содержании в покрытии 40% мрамора достигается более полная защита сварочной ванны от взаимодействия с воздухом, что при [Сr] экв =20–25% приводит преимущественно к протеканию реакции (3) справа налево, десорбции азота из расплавленного металла и снижении его содержания в наплавленном металле по сравнению с электродным стержнем (0,0325% N 2 ). При больших значениях [Сr] экв наблюдается стабилизация содержания азота в наплавленном металле на уровне его содержания в электродном стержне. Полученные зависимости между содержанием азота в электродном стержне, наплавленном металле и содержанием в покрытии мрамора носят достаточно общий характер, о чем свидетельствует совпадение данных, полученных при сварке электродами на никелевой и железной основе (табл. 1). Таблица 1. Содержание мрамора в покрытии, % Проволока 0 10 20 30 40 50 Содержание азота в проволоке и наплавленном металле, % XH78T 08X20H57M8B8T3P Х15Н5Д2М2 0,0325 – 0,045 0,030 – 0,019 – 0,030 0,050 0,045 0,035 0,031 0,022 – – 0,062 0,053 0,048 0,035 0,030 0,013 Расчет [Сr] эка для РДС проводили по формуле (1), так как использование формулы (2) не позволило установить количественной зависимости между содержанием азота и [Сr] экв . Как следует из формул (1) и (2), при сварке покрытыми электродами эффективность хрома по отношению к титану, ниобию, рению, молибдену и вольфраму в подавлении пористости несколько меньше по сравнению с АрДС, что связано с большим окислением наплавленного металла при его легировании хромом (рис. 5). Увеличение содержания кислорода вызывает загрязнение наплавленного металла неметаллическими включениями, что способствует образованию пузырьков газа [7] и главным образом активизирует в сварочной ванне прохождение реакции образования СО. Последнее подтверждается экспериментально при АрДС при p N2 ≥0,1 бар, газовой сварке сплава ВХН1 [5] и сварке электродами с высоким содержанием молибдена, когда пористость появляется при содержании в наплавленном металле углерода свыше 0,25% [8]. Рисунок 5. Зависимость содержания кислорода в наплавленном металле ХН78Т от содержания мрамора в электродном покрытии и легирующих элементов: а–в – содержание СаСО 3 составляет 10, 20 и 40% соответственно Таким образом, низкая склонность никель-хромовых сплавов к порообразованию при РДС и АрДС обусловлена высоким содержанием в их составе элементов, повышающих растворимость азота, таких как титан, хром, молибден, вольфрам, ниобий, а также их выплавка в вакууме. Для предотвращения порообразования не рекомендуется выплавку сварочных проволок ХН78Т (ЭИ435) и ХН75МБТЮ (ЭИ62), имеющих относительно низкое содержание ([Сr] экв =21÷23%), элементов, проводить в повышающих открытых растворимость индукционных азота печах с использованием в качестве шихты хрома Х-0, в составе которого содержание азота изменяется в широких пределах. Это подтверждается данными, полученными при изготовлении наплавочного никель-хромового сплава ВХН-1 (табл. 2). Таблица 2. Сплав Хром Х-0 Хром-00 BXH-1 ОИ на хроме Х-0 BXH-1 ОИ на хроме Х-00 BXH-1 ВИ на хроме Х-00 Содержание азота, % 0,06–0,407 0,002–0,013 0,09–0,105 0,04–0,07 0,02–0,025 Выводы При аргоно-дуговой и ручной дуговой сварке характер изменения склонности к порообразованию зависит от содержания легирующих элементов, пересчитанных на условный хромовый эквивалент, значение которого влияет на содержание азота в металле шва. При сварке никель-хромовых сплавов порообразование происходит в результате резкого падения растворимости азота при кристаллизации металла шва, а также кипения сварочной ванны вследствие значительного пересыщения расплавленного металла азотом и активизации реакции окисления углерода и образования СО. Список литературы: 1. Сорокин Л.И., Сидлин З.А. Влияние композиции электродов на склонность никельхромового металла к образованию пористости // Сварочное производство. 1974. №11. С. 5–6. 2. Сорокин Л.И. Влияние железа и кобальта на образование пористости и свойства никель-хромового металла, наплавленного аргоно-дуговой сваркой / Сварочное производство. 1978. №6. С. 5–8. 3. Ерохин А.А. Основы сварки плавлением. – М.: Машиностроение, 1973. 447 с. 4. Кривошея В.Е. Влияние легирующих элементов на пористость швов в никеле, вызываемую азотом // Автоматическая сварка. 1968. №6. С. 18–22. 5. Сорокин Л.И., Гренин В.П. Совершенствование технологии выплавки и газовой наплавки сплава ВХН-1 с целью снижения его склонности к образованию пористости // Сварочное производство. 1976. №10. С. 35–37. 6. Ерохин А.А., Утлинский Г.Г. Кинетика поглощения азота расплавленным металлом при плазменно-дуговом процессе с неплавящимся электродом // Физика и химия обработки материалов. 1969. №6. С. 36–42. 7. Пацкевич И.Р., Деев Г.Ф. Влияние свойств межфазной границы на зарождение газовых пор при сварке // Сварочное производство. 1973. №9. С. 53–54. 8. Сорокин Л.И., Ерохин А.А. Влияние углерода, кремния, марганца и магния на свойства наплавленного металла при сварке жаропрочных сплавов // Сварочное производство. 1972. №9. С. 12–13.