Кафедра общей химической технологии
advertisement

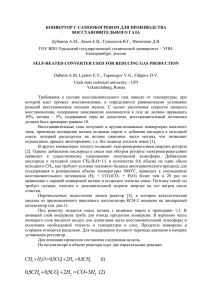
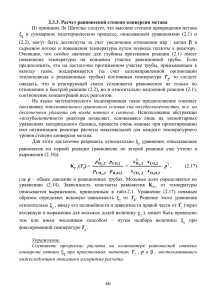
Министерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования Московский государственный университет тонких химических технологий имени М.В.Ломоносова Кафедра общей химической технологии А.Л. Шварц, Л.Г. Брук КОНВЕРСИЯ МЕТАНА В ТЕХНОЛОГИЧЕСКИЕ ГАЗЫ Учебное пособие Москва МИТХТ им. М.В.Ломоносова 2012 УДК 66.0:661.96 ББК 35.514.61 я 73 Рецензент: д.х.н., проф. Семенов С.А. Рекомендовано к изданию кафедрой «Общей химической технологии» МИТХТ (протокол № 1 от 30.08.11) Шварц А.Л., Брук Л.Г. Конверсия метана в технологические газы. Учебное пособие. – М.: МИТХТ им. М.В. Ломоносова, 2012 – 32 с.: ил. В учебном пособии рассмотрены основные вопросы, связанные с технологией конверсии природного газа (метана) для получения газов, содержащих водород, таких как азотоводородная смесь для синтеза аммиака и синтез-газ для получения метанола. Для студентов химических и химико-технологических направлений бакалавриата дневной и вечерней формы обучения, изучающих курсы «Общая химическая технология» и «Основы и системные закономерности химико-технологических процессов». Утверждено библиотечно-издательской комиссией МИТХТ в качестве учебного пособия. © А.Л. Шварц, Л.Г. Брук, 2012 © МИТХТ им. М.В. Ломоносова. 2 Введение В ряду многотоннажных производств: 1. Синтез аммиака: N2 + 3H2 = 2NH3 2. Синтез метанола: СО + 2Н2 = СН3ОН 3. Получение альдегидов: RCH=CH2 + CO + H2 = RCH2CH2CHO 4. Синтез Фишера-Тропша: СО + H2→ CnH2n+2 + CnH2n + CmH2m+1OH в качестве сырья используют так называемые технологические газы, содержащие в своем составе водород. В настоящем пособии под «технологическими газами» имеем в виду: 1. Азотоводородную смесь, предназначенную для синтеза аммиака. 2. Синтез-газ – смесь с определенным соотношением монооксида, диоксида углерода и водорода для синтеза метанола. Общее производство водорода с составе «технологических газов» достигает в мире 70 млн. тонн в год. До начала 60-тых годов прошлого века синтез-газ получали в основном газификацией каменного угля: С(кокс, уголь) + Н2О = СО + Н2 С(кокс, уголь) + 2Н2О = СО2 + 2Н2 В настоящее время «технологические газы» на 98 % получают конверсией природного газа – метана. В мире (на 2009 г.) добывается около 3000 млрд. м3 природного газа в год (в России – около 530 млрд. м3) . Состав природного газа в зависимости от месторождения, % (об.): СН 4 55 - 99, С2Н6 1 - 10, С3Н8+С4Н10 до 10, углеводороды С 5 и выше 1- 5, остальное азот, углекислый газ, гелий, сернистые соединения (в основном сероводород). В России, в основном, в качестве исходного сырья используется природный газ среднего состава, % (об.): СН4 - 98,9; С2Н6 - 0,3; С3Н8 - 0,2; С4Н10 - 0,1; N2 и CO2 – 0,5. 3 В настоящее время природный газ применяется большей частью для производства энергии: тепловые электростанции на природном газе наиболее экологически чистые. Пропан-бутановая фракция применяется в качестве бытового топлива, а также как горючее для автотранспорта. В небольших количествах метан используется как восстановитель в металлургической промышленности. Лишь около 3 % добываемого природного газа используется в качестве сырья для химической промышленности. 1. Виды конверсии метана Что же такое конверсия метана? В данном случае под конверсией понимают технологический процесс переработки газообразного топлива с целью изменения его состава, а именно неполное окисление насыщенных углеводородов, одним из продуктов которого является водород. Конверсия метана осуществляется с помощью водяного пара, диоксида углерода или кислорода в соответствии со следующими основными реакциями: -паровая конверсия – окислитель водяной пар (паровой риформинг): СН4 + Н2О (пар) ↔ СО + 3Н2 (1) (∆Н = + 206,4 кДж) - углекислотная конверсия – окислитель диоксид углерода: СН4 + СО2 ↔ 2СО + 2Н2 (∆Н = + 248,4 кДж) (2) - кислородная конверсия – окислитель кислород (кислородный риформинг): СН4 + 0,5О2 → СО + 2Н2 (3) (∆Н = - 35,6 кДж) - паровая конверсия монооксида углерода: СО + Н2О (пар) ↔ СО2 + Н2 (4) (∆Н = - 41,3 кДж) 4 Реакции окисления гомологов метана и непредельных углеводородов протекают аналогично и для случая взаимодействия с водяным паром могут быть в общем виде выражены уравнением: СnHm + nH2O = nCO + (2n+m)/2 H2 (5) Если требуется получить чистый водород, процесс проводится последовательно по реакциям (1) и (4), с последующей очисткой полученного газа от оксидов углерода. При необходимости получения смеси водорода с азотом для синтеза аммиака конверсию метана обычно проводят последовательно по реакциям (1), (3) и (4). Причем, вначале большая часть метана превращается по реакции (1), а затем остатки метана по реакции (3) при добавлении воздуха в количестве, обеспечивающем в конечном газе объемное отношение Н2 :N 2 = 3:1. Реакция (4) позволяет конвертировать монооксид углерода в диоксид углерода, который затем сравнительно легко можно удалить из конвертированного газа. Для получения синтез-газа, используемого в производстве метанола, конверсию метана проводят по реакциям (1) и (2). 2. Подготовка природного газа к процессу конверсии Первым этапом любого варианта конверсии метана является удаление из него сернистых соединений, которые являются каталитическими ядами для большинства используемых катализаторов и действуют необратимо. Необратимость отравления катализатора выражается в том, что при прекращении поступления сероводорода на катализатор в составе исходной смеси, активность катализатора не восстанавливается. Наличие в исходном газе сернистых соединений обусловлено как определенным их содержанием в самом природном газе, так и наличием в транспортируемом природном газе соединений типа меркаптанов – сильно пахнущих веществ, которые добавляют в добываемый природный газ для 5 облегчения обнаружения утечек (одорирование). Обычно в качестве одоранта используется этилмеркаптан (С 2Н5SH). Очистку природного газа проводят в два этапа: 1. Гидрирование меркаптанов в сероводород на алюмокобальтмолибденовом или алюмоникельмолибденовом катализаторе при температуре 350 - 400 0С и давлении 2 - 4 МПа: С2Н5SH + H2 = H2S + C2H6 (6) CS2 + 4H2 = 2H2S + CH4 (7) и др. 2. Поглощение сероводорода, содержащегося в природном газе и образовавшемся на этапе гидрирования, адсорбентом на основе оксида цинка при температуре 390 - 400 0С: ZnO + H2S = ZnS + H2O (8) Отработанный адсорбент регенерируют с получением свободного сероводорода, используемого для производства газовой серы. Содержание серы в очищенном природном газе не должно превышать 1 мг/м3 . 3. Конверсия метана с получением азотоводородной смеси для синтеза аммиака Окисление метана в данном варианте конверсии протекает по следующим основным суммарным реакциям: СН4 + Н2О (пар) ↔ СО + 3Н2 (1) (∆Н = + 206,4 кДж) СН4 + 0,5О2 → СО + 2Н2 (3) (∆Н = - 35,6 кДж) Одновременно протекает реакция (4): СО + Н2О (пар) ↔ СО2 + Н2 (4) Реакции (1) и (∆Н = - 41,3 кДж) (4) проводят в различных аппаратах, что связано с противоположными по знаку тепловыми эффектами указанных стадий. Если для реакции (1) желательна высокая температура (реакция эндотермическая), 6 то для обратимой реакции (4) оптимальной с позиции химического равновесия будет сравнительно низкая температура. В целях оптимизации процесс конверсии метана для получения азотоводородной смеси проводится в три этапа. Первый этап – паровая конверсия метана. 3.1. Паровая конверсия метана 3.1.1. Термодинамика процесса СН4 + Н2О (пар) ↔ СО + 3Н2 (1) ∆Н = 206,4 кДж; ∆S = 200 Дж/моль∙К Реакция обратима в широком интервале температур (табл. 1), эндотермическая, протекающая с увеличением числа молей газообразных веществ. Таблица 1. Зависимость величины константы равновесия (К р ) реакции (1) от температуры. Т, К 700 800 900 1000 1100 1200 Кр 2,7∙10-4 3,1∙10-2 1,3 2,7∙101 3,1∙102 2,5∙103 Равновесие реакции (1) смешается вправо (в сторону продукта) при увеличении температуры и понижении давления. Термодинамический анализ реакции (1) с учетом положительных значений ∆Н и ∆S (рис. 1) позволяет заключить, что температура процесса должна быть выше 680 0С (950 К) (точка пересечения графика с осью Х), для обеспечения условия Кр > 1. 3.1.2. Кинетика процесса Скорость реакции увеличивается при увеличении температуры и давления. 7 Таким образом, повышение температуры будет способствовать не только смещению равновесия реакции в сторону продуктов, но и увеличению скорости процесса. Рис. 1. Зависимость величины константы равновесия реакции паровой конверсии метана от температуры. При сравнительно невысоких температурах, например, при 950 0С равновесный выход монооксида углерода достигает 99 %, но из-за высокого значения энергии активации реакции (Еа = 272 кДж/моль) скорость процесса мала. Проведение процесса при более высоких температурах позволяет увеличить скорость основной реакции (1), однако наряду с этой реакцией при высоких температурах возможно протекание побочной реакции (9) разложения (крекинга) метана: СН4 ↔ С + 2Н2 (9) (∆Н = + 75,6 кДж) А так как энергия активации реакции разложения метана больше энергии активации основной реакции (1), то и скорость реакции (9) в большей степени возрастает с увеличением температуры. 8 Как же сделать возможным проведение процесса с достаточной скоростью при температурах ниже температуры разложения метана (t0 < 10000 С) ? Очевидный ответ - понизить энергию активации основной реакции (1), применив селективный катализатор. 3.1.3. Выбор оптимальных условий для проведения паровой конверсии метана 3.1.3.1. Катализатор и температура В качестве катализатора может быть применен любой металл VIII группы периодической системы. В промышленности используют никелевые катализаторы на носителе (α-Al2O3). В качестве промоторов ─ оксиды кальция и магния. Данный катализатор понижает энергию активации основой реакции до 92 кДж/моль. Содержание никеля в катализаторе может изменяться в широких пределах – от 4 до 35 % (масс.). Удельная поверхность катализаторов от 5 до 50 м2/г. Рабочая температура - 800 – 1000 0С. Восстановление нанесенного на поверхность носителя оксида никеля до металлического никеля происходит водородом или метаном. Катализатор легко отравляется сернистыми соединениями, вследствие образования на его поверхности сульфидов никеля, совершенно неактивных в реакции конверсии метана и его гомологов. Поэтому предварительно необходимо проведение очистки поступающего газа от серусодержащих соединений. Для примера приведем состав катализатора марки ГИАП-16, % (масс.): NiО - 25; Al2O3 - 57; СаО - 10; MgO - 8. Срок службы катализатора при правильной эксплуатации около 3 лет. 3.1.3.2. Давление Несмотря на то, что понижение давления по принципу Ле-Шателье смещает равновесие реакции (1) вправо, процесс проводят при повышенном давлении (примерно 2 - 5 МПа), что позволяет: 1) увеличить скорость процесса и его интенсивность; 9 2) уменьшить объем оборудования; 3) использовать давление природного газа в магистральных трубопроводах; 4) уменьшить расход энергии при последующей компрессии газов, направляемых, например, на синтез аммиака или синтез метанола; 5) создавать более компактные и эффективные системы утилизации тепла. При температуре 900 0С и давлении ≈ 4 МПа равновесный выход реакции (1) близок к 100 % 3.1.3.3. Соотношение исходных веществ Процесс ведут с избытком водяного пара - Н2О/ СН4 = 23/1, который необходим: 1) для увеличения степени превращения метана; 2) для предотвращения образования отложений кокса на поверхности катализаторе. Взаимодействие водяного пара с углистыми отложениями происходит по реакции; С + Н2О СО + Н2 (10) 3) для последующей паровой конверсии монооксида углерода. Таким образом, оптимальные условия процесса паровой конверсии метана: - Ni - катализатор; - 800 - 900 0С; - соотношение Н2 O/СН4 2-3; - Р = 2 - 5 МПа В промышленности паровую конверсию метана (I этап конверсии метана) для получения азотоводородной смеси обычно комбинируют с паровоздушной конверсией (вторичный риформинг) – II этап конверсии метана. 10 3.2. Паровоздушная конверсия метана Применение паровоздушной конверсии метана позволяет уменьшить энергетические затраты путем совмещения в одном реакторе эндотермической: СН4 + Н2О (пар) ↔ СО+3Н2 (1) (∆Н = + 206,4 кДж) и экзотермической реакции: СН4 + 0,5О2 → СО + 2Н2 (3) (∆Н = - 35,6 кДж), а также ввести в состав получаемого газа соответствующего количества азота, необходимого для синтеза аммиака. Реакция (3) - необратимая, экзотермическая, является суммарной. На первой стадии процесса часть метана окисляется до диоксида углерода и воды: СН4 + 2О2 → СО2 + 2Н2О (11) (∆Н = - 800 кДж) Далее метан реагирует с продуктами окисления в соответствии с реакциями (1) и (2): СН4 + Н2О (пар) ↔ СО+3Н2 (1) СН4 + СО2 ↔ 2СО + 2Н2 (2) Отметим, что применение исключительно конверсии не позволяет получить стехиометрии реакции (3): кислородной (воздушной) нужное соотношение Н2/N2. По СН4 + 0,5О2 → СО + 2Н2 при получении 1 объема Н2 с кислородом воздуха вводится около 1 объема азота, что не соответствует стехиометрии азотоводородной смеси для синтеза аммиака. Совмещение в одном реакторе противоположных по знаку теплового эффекта реакций позволяет проводить процесс в автотермическом режиме, 11 т.е. без дополнительного обогрева реактора, как это имеет место на стадии паровой конверсии метана. На первой ступени (при паровой конверсии) природного газа превращается около 90 % метана и соответственно на второй (паровоздушной конверсии) – около 10 % метана. III этап – паровая конверсия монооксида углерода. 3.3. Паровая конверсия монооксида углерода 3.3.1. Термодинамика процесса СО + Н2О (пар) ↔ СО2 + Н2 (4) Процесс паровой конверсии (∆Н = - 41,3 кДж) монооксида углерода - сложный, с побочными реакциями: 2СО СО2 + С (11) СО + 3Н2 СН4 + Н2О (12) Реакция (4) обратима в широком интервале температур (табл.2), экзотермическая, протекает без изменения числа молей. Таблица 2. Зависимость величины константы равновесия (К р ) реакции (4) от температуры. Т, К 400 500 600 700 800 900 Кр 1,5∙103 1,3∙102 2,7∙10 9,0 4,0 2,2 Для смещения равновесия вправо необходимо уменьшить температуру, изменение давления не влияет на положение равновесия. 3.3.2. Кинетика процесса Для увеличения скорости процесса необходимо увеличивать температуру и давление, т.е. имеет место часто встречающийся случай – 12 противоречивые требования к условиям проведения процесса с точки зрения увеличения равновесного выхода и обеспечения высокой скорости реакции. Для увеличения скорости реакции при сравнительно невысокой температуре необходимо применение селективного катализатора, который позволит увеличить скорость основной реакции. 3.3.3. Выбор оптимальных условий для проведения паровой конверсии монооксида углерода 3.3.3.1. Катализаторы и температура Применяют два типа катализаторов: среднетемпературные и низкотемпературные. Основные компоненты среднетемпературных катализаторов - оксиды железа(III) и хрома(III) – Fe-Cr - катализаторы. Рабочая температура - 400 450 0С. Катализаторы промотируются оксидами кальция и калия. данных катализаторов ядами, Для также как и для никелевых, являются сернистые соединения. Органические сернистые соединения в присутствии катализатора реагируют с водяным паром с образованием сероводорода, который затем взаимодействует с оксидами железа с образованием неактивных сульфидов железа. Низкотемпературные катализаторы включают оксиды меди(II), алюминия, цинка и хрома(III) - Cu-содержащие катализаторы. Промоторы – оксиды магния и марганца. Перед эксплуатацией низкотемпературный катализатор восстанавливают монооксидом углерода или водородом с формированием активной поверхности – мелкодисперсной металлической меди. Рабочая температура данных катализаторов основной недостаток экзотермических чувствительность – высокая чувствительность к перегреву, что для процессов к 220 - 280 0С. Их - весьма существенно, каталитическим ядам а по также большая сравнению с среднетемпературными катализаторами. Срок службы данных катализаторов около 2 лет. 13 Напомним, что выбор температуры каталитического процесса однозначно определяется температурным интервалом работы катализатора. Процесс конверсии монооксида углерода целесообразно проводить в две стадии: - 1-ая стадия на Fe-Cr-катализаторе. При этом в условиях сравнительно высокой температуры (400 - 450 0С) достигается высокая скорость процесса; степень превращения монооксида углерода достигает 60 %; - 2-ая стадия на Cu-катализаторе. При этом в условиях сравнительно низких температур (220 - 280 0С) достигается полное превращение оставшегося монооксида углерода. Такое уменьшение температуры в ходе конверсии можно рассматривать как проведение процесса обратимой экзотермической реакции по ЛОТ (с понижением температуры по ходу прохождения реакции). Нижний предел температуры определяется температурой конденсации водяного пара в этих условиях (примерно 180 0С при давлении 3 МПа). 3.3.3.2. Соотношение исходных веществ Процесс ведут с избытком пара, что позволяет: - увеличить степень конверсии монооксида углерода; - подавить ряд побочных реакций, например реакцию образования кокса (11). Верхний предел избытка водяного пара связан с себестоимостью получаемого водорода, которая в основном определяется стоимостью пара. Полученный технологический газ после конденсации водяного пара имеет примерный состав, % (об.): Н2 – 61,7; N2 + Ar - 20,1; СО2 – 17,4; СО – 0,5; СН4 – 0,3 . Соотношение Н2 : N2 соответствует нужной пропорции этих газов для синтеза аммиака. С другой стороны, в газе присутствуют значительные количества оксидов углерода, а так как они являются ядами для катализатора синтеза 14 аммиака (обратимо необходимо снижающими активность катализатора), избавиться. Кроме того, монооксид от них углерода при взаимодействии с катализатором синтеза аммиака – активированным железом образует пентакарбонил железа, который не обладает каталитическими свойствами. Поэтому после охлаждения и утилизации теплоты конвертированный газ поступает на очистку от оксидов углерода. 3.4. Очистка конвертированного газа от оксидов углерода 3.4.1. Очистка от диоксида углерода 3.4.1.1. Моноэтаноламиновая очистка Диоксид углерода поглощается 20 % раствором моноэтаноламина (МЭА) при температуре 25 - 30 0С и давлении 1- 3 МПа. Процесс очистки основан на свойстве МЭА в водных растворах образовывать карбонаты и гидрокарбонаты: RNH2 + СО2 + Н2О → (RNH3)НСО3 (13) (RNH3)НСО3 + RNH2 → (RNH3)2СО3 (14) Водные растворы МЭА обладают , где R - HОCH2CH2 высокой поглощающей способностью и легко регенерируются. При температуре выше 100 0 С карбонаты и гидрокарбонаты распадаются с выделением диоксида углерода, а раствор МЭА рециркулируется. Особенности схемы очистки зависят в значительной мере от общей схемы производства. В производствах аммиака и водорода с низкотемпературной конверсией монооксида углерода очистка от диоксида углерода проводится под давлением 1- 3 МПа до остаточного содержания диоксида углерода 0,01 - 0,1 %. 3.4.1.2. Карбонатная очистка В этом варианте используют горячие растворы поташа (К2СО3) в соответствии с реакцией: К2СО3 + СО2 + Н2О ↔ 2КНСО3 (15) Реакция обратима, при повышении давления равновесие процесса сдвигается вправо. 15 Полученные растворы КНСО 3 направляются на разложение с образованием диоксида углерода при понижении давления, например, от 2,8 МПа (давление газа, направляемого на очистку) до 0,65 МПа. Образующийся в данном процессе диоксид углерода может быть использован для получения карбамида (мочевины): СО2 + 2NH3 = СО(NH2)2 + Н2О (16) 3.4.2. Очистка от монооксида углерода 3.4.2.1. Промывка жидким азотом После удаления основной массы диоксида углерода азотоводородная смесь поступает на очистку от монооксида углерода путем промывки жидким азотом при температуре – -192 0С. При этом в жидком азоте растворяются кроме монооксида углерода, диоксид углерода, аргон и метан. Глубокая очистка азотоводородной смеси вызвана наличием в системе производства аммиака многократной циркуляции, при которой в циркулирующем газе накапливаются не только каталитические яды, но и инертные примеси (главным образом, метан). На некоторых производствах проводят тонкую очистку азотоводородной смеси как от диоксида, так и от монооксида углерода метанированием. 3.4.2.2. Тонкая очистка метанированием Метанирование проводится при температуре 250 - 350 0С на катализаторе конверсии метана - Ni/α-Al2O3 в специальном реакторе и описывается реакциями: СО + 3Н2 ↔ СН4 + Н2О (17) ∆Н = - 206,4 кДж СО2 + 4Н2 ↔ СН4 + 2Н2О (18) ∆Н = - 165,3 кДж Остаточные количества кислорода также реагируют: 0,5О2 + 4Н2 ↔ Н2О (19) 16 При температуре 250 - 350 0 С указанные реакции протекают необратимо (практически все количество диоксида и монооксида углерода превращается в метан) и идут с большим выделением тепла. Очищенная азотоводородная смесь далее направляется в блок синтеза аммиака, а именно, поступает в нижнюю часть конденсационной колонны. 3.5. Функциональная схема конверсии метана для получения азотоводородной смеси Природный газ Компрессия (до 2 - 5 МПа) Азотоводородная смесь (aвc) Гидрирование (Аl-Co-Мо кат., 400 0C) Адсорбция Н 2 S на ZnO Водяной пар Воздух СН4 + воздух на обогрев трубчатой печи Паровая конверсия СН4 (Ni/α-Al2O3 кат., 800-900 0C) Паровоздушная конверсия СН 4 (Ni/α-Al2 O3 кат., 1000 0C) Получение пара в котле утилизаторе Паровая конверсия СО первой ступени (Fe-Cr-кат., 400-4500 C) Получение пара в котле утилизаторе Паровая конверсия СО второй ступени (Cu-кат., 220-280 0 C) Охлаждение Очистка aвc от СО2 и СО Синтез аммиака 17 3.6. Технологическая схема конверсии метана с получением азотоводородной смеси для синтеза аммиака Рис.2. Схема агрегата двухступенчатой конверсии природного газа: 1 - компрессор природного газа, 2 – огневой подогреватель, 3 – реактор гидрирования сернистых соединений, 4 – адсорбер, 5 – дымосос, 6, 7, 9, 10 – подогреватели природного газа, питательной воды, паровоздушной и парогазовой смесей, соответственно, 8 – пароперегреватель, 11 – реакционные трубы, 12 – трубчатая печь (конвертор метана первой ступени), 13 – шахтный конвертор метана второй ступени, 14, 16 – паровые котлы, 15, 17 – конверторы монооксида углерода первой и второй ступеней, 18 – теплообменник, 19 – компрессор воздуха. Природный газ сжимают в компрессоре 1 до давления 4,6 МПа, смешивают с азотоводородной смесью (гидрирующий агент) (авс:газ = 1:10) и подают в огневой подогреватель 2, где реакционная смесь нагревается от 130 - 140 до 370 - 400 0С. Для обогрева используют природный или другой горючий газ. Далее нагретый газ подвергают очистке от сернистых соединений: в реакторе 3 на алюмокобальтмолибденовом катализаторе проводится гидрирование сераорганических соединений до сероводорода, а затем в адсорбере 4 сероводород поглощается сорбентом на основе оксида цинка. Очищенный газ смешивается с водяным паром в соотношении 2,1-2,2 и полученная парогазовая смесь поступает в трубы с катализатором в 18 реакционной зоне (1) трубчатой печи 12 (рис. 2). Перед этим она нагревается в конвекционной части (2) трубчатой печи горячими газами от сжигания метана в реакционной части печи. Рис. 3. Схема трубчатой печи 1 – ой ступени паровой конверсии метана: 1 - топливная камера печи (реакционная зона), 2 - конвекционная камера печи, 3 реакционные трубы с катализатором, 4 - горелки, 5 - газоподводящий коллектор, 6 газоотводящий коллектор, 7 - выхлопная труба, 8 - дымосос, 9 - подогреватель природного газа, 10 - подогреватель парогазовой смеси, 11 - подогреватель воздуха, 12перегреватель парового котла утилизатора. В реакционной (1) камере трубчатой печи (рис. 3) размещены реакционные трубы 11 (количество трубок – 500, длина примерно 10 м), заполненные никелевым катализатором паровой конверсии метана (реакция 1), и горелки 4, в которых сжигается природный или горючий газ для создания высокой температуры (800 - 900 0С), необходимой для проведения эндотермической реакции паровой конверсии метана. Образовавшиеся дымовые газы обогревают трубы с катализатором, затем поступают в конвекционную камеру (2) трубчатой печи, где их тепло 19 используется для нагрева: парогазовой смеси 10, природного газа 9, воздуха для шахтного конвертора 11, перегревателя пара высокого давления 12 и питательной воды 7 (рис. 2, на рис. 3 – подогреватель питательной воды не показан). Смесь пара и очищенного природного газа, нагретая в подогревателе 10 до температуры 525 0С, под давлением 3,7 МПа поступает в вертикально расположенные трубы 3 (рис. 3), заполненные катализатором. Выходящая из трубчатого реактора парогазовая смесь содержит 9 - 10 % неконвертированного метана. При температуре 850 0С этот газ поступает в конвертор метана II-ой ступени 13 (рис. 2) – реактор шахтного типа (рис. 4). В его верхнюю часть компрессором 19 (рис. 2) подается технологический воздух, нагретый в конвекционной зоне трубчатой печи (2) (рис.3) до 480 500 0С. Шахтный реактор в рассматриваемой схеме выполняет две важные функции: увеличение конверсии метана за счет значительного повышения температуры (до 1000 0С) по сравнению с температурой в трубчатой печи (800 - 900 0С) и приготовление смеси газов с необходимым содержанием азота для последующего синтеза аммиака. В шахтном конверторе практически полностью реагирует кислород воздуха. Парогазовая и паровоздушная смеси поступают в шахтный конвертор раздельными потоками в соотношении, требуемом для обеспечения почти полной конверсии метана и получения технологического газа с соотношением (СО+Н2):N2 = 3,05 - 3,10. Содержание водяного пара соответствует соотношению пар: газ = 0,7:1. Выходящий из шахтного конвертора газ с температурой примерно 1000 0 С направляется в котел-утилизатор 14 (рис.2), вырабатывающий пар с давлением 10,5 МПа. Здесь реакционная смесь охлаждается до 380 - 420 0С и направляется в радиальный конвертор паровой конверсии монооксида 20 углерода 1-ой ступени 15 (рис.2), где на железохромовом катализаторе протекает на ≈ 60 % конверсия монооксида углерода водяным паром. Рис. 4. Шахтный конвертор метана (конвертор паровоздушной конверсии метана): 1 – термопары; 2 – защитный слой; 3 – корпус; 4 – водяная рубашка; 5 – шары из глинозема; 6 – свод; 7 – опора; 8 – лестница; 9 – катализатор; 10 – футеровка; 11 – смесительная камера; 12 – верхняя площадка для обслуживания. В радиальных конверторах конверсии монооксида углерода (рис. 5) катализатор располагают в корзинах, образованных коаксиально расположенных центральной трубой и обечайкой, рабочие поверхности которых перфорированы и покрыты сеткой со стороны катализатора. Между корпусом реактора и наружной обечайкой катализаторной коробки образуется кольцевой канал, по которому отводят продукты реакции или вводят сырье. Таким образом, в радиальном реакторе паровой конверсии 21 монооксида углерода имеет место сложное движение потока одновременно в осевом направлении (по кольцевому каналу и центральной трубе) и радиальном (через слой катализатора). Рис. 5. Радиальный конвертор паровой конверсии монооксида углерода, работающий под давлением 2,0 МПа: 1 - основные слои катализатора, 2- запасные слои катализатора. Выходящая из реактора при температуре 450 0 С газовая смесь содержит примерно 3,6 % монооксида углерода и направляется в паровой котел 16 (рис.2), где охлаждается до температуры 225 0С. После этого газовая смесь идет в радиальный конвертор монооксида 2-ой ступени 17 (рис. 2), заполненный медьсодержащим низкотемпературным катализатором, где содержание монооксида углерода снижается до 0,5 %. После охлаждения и дальнейшей утилизации теплоты конвертированный газ при температуре окружающей среды и давлении 2,6 22 МПа поступает на очистку от диоксида углерода и остаточного количества монооксида углерода. Вышерассмотренная технологическая схема является энерготехнологической, так как наряду с технологическим газом производит энергию в виде пара высокого давления, получаемого посредством использования ряда котлов-утилизаторов и конвективной части трубчатой печи. 4. Конверсия метана получения метанола в синтез-газ (СО+Н2+СО2) для Синтез метанола в промышленности в настоящее время проводится из синтез-газа, в состав которого входят водород, монооксид углерода и диоксид углерода. Основными реакциями синтеза метанола являются: СО + 2Н2 ↔ СН3ОН (20) ∆Н = - 90,8 кДж СО2 + 3Н2 ↔ СН3ОН + Н2О (21) ∆Н = - 49,6 кДж Поэтому для конверсии природного газа с целью получения синтез-газа реализуют пароуглекислотную конверсию метана по реакциям (1) и (2): СН4 + Н2О (пар) ↔ СО + 3Н2 (1) СН4 + СО2 ↔ 2СО + 2Н2 (2) Выбор исходного соотношения СН4:Н2О:СО2 = 1:3,3:0,24 обусловлен необходимостью получения синтез-газа определенного состава по водороду и оксидам углерода. Так как содержащиеся в природном газе серусодержащие соединения являются каталитическими ядами для катализаторов синтеза метанола, то, как и в рассмотренном выше процессе конверсии метана для получения азотоводородной смеси, необходима стадия гидрирования сернистых 23 соединений с последующим сорбционным поглощением образовавшегося сероводорода. Необходимо отметить, что в данном случае в качестве гидрирующего агента используется не азотоводородная смесь (авс), а водород. В этом варианте конверсии метана применяется тот же никельсодержащий катализатор Ni/α-Al2O3, селективно ускоряющий реакции (1) и (2). 4.1. Функциональная схема конверсии метана в синтез-газ для получения метанола Природный газ Компрессия (до 3 МПа) и подогрев Н2 Гидрирование (Аl-Co-Мо кат., 400 0C) Адсорбция Н 2 S на ZnO Водяной пар + СО 2 СН 4 + воздух на обогрев трубчатой печи Пароуглекислотная конверсия СН 4 (Ni/α-Al2O3 кат., 850-870 0 C) Получение пара в котле утилизаторе Охлаждение и конденсация Сепарация Вода Синтез-газ (СО+Н2+СО2 ) Получение метанола 24 4.2. Технологическая схема конверсии метана в синтез-газ для получения метанола Рис.6. Технологическая схема конверсии метана в синтез-газ для получения метанола: 1 – турбокомпрессор, 2 – подогреватель природного газа, 3 – реактор гидрирования сернистых соединений, 4 – адсорбер, 5 – трубчатый конвертор, 6 – котел-утилизатор, 7 – теплообменник, 8 – холодильник-конденсатор, 9 - сепаратор. Природный газ сжимается турбокомпрессором 1 до давления 3 МПа, подогревается в подогревателе 2 за счет сжигания в межтрубном пространстве природного газа и направляется на сероочистку в аппараты 3 и 4, где последовательно осуществляется каталитическое гидрирование органических соединений серы и поглощение образующегося сероводорода адсорбентом на основе оксида цинка. После этого газ смешивается с водяным паром и диоксидом углерода направляется в трубчатый конвертор 5, где на никелевом катализаторе происходит пароуглекислотная конверсия при температуре 850 - 870 0С. Теплоту, необходимую для конверсии, получают в результате сжигания природного газа в специальных горелках, расположенных в межтрубном пространстве печи. Конвертированный газ поступает в котел-утилизатор 6, где охлаждается до 280-290 0С. Затем теплоту газа используют в теплообменнике 7 для подогрева питательной воды, направляемой в котел-утилизатор. Пройдя воздушный холодильник 8 и 25 сепаратор 9, в котором отделяют сконденсировавшуюся охлаждается до 35 – 40 воду, газ 0 С. Полученный конвертированный газ идет на получение метанола. 5. Элементы энерготехнологической системы в процессах конверсии метана Энерготехнологическая система (ЭТС) сочетает производство химической продукции с одновременным получением энергии. При этом уменьшается количество неутилизированного тепла и улучшаются экономические показатели процесса. Структура ЭТС включает оборудование, в котором осуществляется целевое химическое превращение, систему выделения товарного продукта, а также жестко связанные с ними узлы преобразования энергии: высокотемпературные печи, генераторы водяного пара – паровые котлы (котлы-утилизаторы), теплообменники (рекуператоры тепла), турбогенераторы, турбокомпрессоры и т. п. Энергия, производимая одновременно с товарным продуктом, может быть использована как на данном производстве, так и передана стороннему потребителю. К ЭТС следует отнести производства аммиака и метанола, включающие в себя агрегаты конверсии метана. Первым элементом ЭТС в процессе как паровой, так и пароуглекислотной конверсии метана является трубчатая печь, в которой горячие дымовые (топочные) газы конвективную камеру продукты сгорания метана, поступают в трубчатой печи (рис.3), где помещен блок теплоиспользующего оборудования. Блок включает в себя подогреватели парогазовой смеси, воздуха, топливного газа, а также пароперегреватель для получения перегретого пара с параметрами 10 МПа и 440 °С, который используется для привода газовых компрессоров. Ко второму элементу ЭТС следует отнести котлы-утилизаторы (паровые котлы), в которых утилизируется тепло горячих реакционных газов. На рис. 7 приведен один из вариантов котла-утилизатора. 26 Рис.7. Котел-утилизатор: 1─ входная камера, 2 ─ лазы, 3 ─ выходная камера, 4 ─ испарительные трубки, 5 ─ предохранительный клапан, 6 ─ паросборник, 7 ─ трубки насыщенного пара, 8 ─ пароперегреватель. Горячие реакционные газы поступают котла-утилизатора, в питательная Образующийся вода. межтрубное в испарительные трубки 4 пространство пар по которого трубкам 7 поступает поступает в пароперегреватель 8 и оттуда направляется потребителю. В технологической схеме конверсии метана для получения азотоводородной смеси горячий конвертированный газ из шахтного конвертора 13 (рис.2) с температурой около 1000 0 С последовательно проходит паровые котлы 14 и 16 (рис.2), отдавая свою энергию пару охлаждаясь в теплообменнике 18, нагревает питательную и воду, поступающую из подогревателя 7 трубчатой печи (рис.2). В противотоке к реакционным газам питательная вода последовательно нагревается в подогревателе питательной воды 7 трубчатой печи (рис.2), теплообменнике 18, испаряется в паровых котлах 16 и 14, и полученный при этом водяной пар после перегрева до 10 МПа и 440 °С в пароперегревателе 8 трубчатой печи (рис. 2) отводится потребителю. 27 В технологической схеме конверсии метана в синтез-газ для получения метанола, аналогично предыдущей схеме, к элементам ЭТС можно отнести трубчатый конвертор (трубчатую печь) 5 и котел-утилизатор 6 (рис.6). 6. Литература 1. Кутепов А.М., Бондарева Т.И., Беренгартен М.Г. Общая химическая технология – М.: Академкнига, 2003. – 528 с. 2. Сафонов В.В., Смирнова С.Н., Цыганков В.Н. Производство водорода и водородосодержащих технологических газов. Учебное пособие. – М.: ИПЦ МИТХТ им. М.В. Ломоносова, 2003. - 20 с. 3. Справочник азотчика. Производство технологических газов. Синтез аммиака. – М.: Химия, 1986. – 512 с. 28 Содержание Введение 1. Виды конверсии метана 2. Подготовка природного газа к процессу конверсии 3. Конверсия метана с получением азотоводородной смеси для синтеза аммиака 3.1. Паровая конверсия метана 3.1.1. Термодинамика процесса 3.1.2. Кинетика процесса 3.1.3. Выбор оптимальных условий процесса 3.1.3.1. Катализатор и температура 3.1.3.2. Давление 3.1.3.3. Соотношение исходных веществ 3.2. Паровоздушная конверсия метана 3.3. Паровая конверсия монооксида углерода 3.3.1. Термодинамика процесса 3.3.2. Кинетика процесса 3.3.3. Выбор оптимальных условий процесса 3.3.3.1. Катализаторы и температура 3.3.3.2. Соотношение исходных веществ 3.4. Очистка конвертированного газа от оксидов углерода 3.4.1. Очистка от диоксида углерода 3.4.1.1. Моноэтаноламиновая очистка 3.4.4.2. Карбонатная очистка 3.4.2 Очистка от монооксида углерода 3.4.2.1. Промывка жидким азотом 3.4.2.2. Тонкая очистка метанированием 3.5. Функциональная схема конверсии метана для получения азотоводородной смеси 3.6. Технологическая схема конверсии метана для получения азотоводородной смеси 4. Конверсия метана в синтез-газ (СО + Н2 + СО2) для получения метанола 4.1. Функциональная схема конверсии метана в синтез-газ для получения метанола 4.2. Технологическая схема конверсии метана в синтез-газ для получения метанола 5. Элементы энерготехнологической системы в процессах конверсии метана 6. Литература 3 4 5 6 7 7 7 9 9 9 10 11 12 12 12 13 13 14 15 15 15 15 16 16 16 17 18 23 24 25 26 28 29 Для заметок 30 Для заметок 31 Издание учебное Шварц Александр Леонидович Брук Лев Григорьевич КОНВЕРСИЯ МЕТАНА В ТЕХНОЛОГИЧЕСКИЕ ГАЗЫ Учебное пособие Подписано в печать________12. Формат 60х84 1/16. Бумага писчая. Отпечатано на ризографе. Усл. печ. листов____. Тираж 100 эк. Заказ № 136. ФГБОУ ВПО «Московский государственный университет тонких химических технологий имени М.В. Ломоносова». Издательско-полиграфический центр 119571 Москва, пр. Вернадского 86 32