49 ИССЛЕДОВАНИЕ И ПОИСК ЗАКОНОМЕРНОСТЕЙ В
advertisement

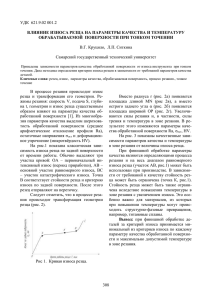
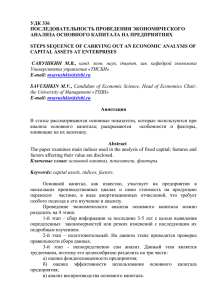
ИССЛЕДОВАНИЕ И ПОИСК ЗАКОНОМЕРНОСТЕЙ В СПЕКТРАЛЬНЫХ ХАРАКТЕРИСТИКАХ ТЕРМОЭДС ПРОЦЕССА ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ Слетнев Павел Владимирович. кафедра МСС, магистрант. Sletnev@yandex.ru. Усманов Булат Фаритович. кафедра МСС, аспирант. Usmanovbulat@gmail.com. RESEARCH AND SEARCH OF LAWS IN THE SPECTRAL CHARACTERISTICS THERMOEMF OF METAL CUTTING Рассмотрены закономерности и взаимосвязи между спектральными характеристиками термоЭДС процесса резания и износом режущей части резца. Установлено, что соотношение резонансных частот спектральных характеристик коррелирует с износом режущей части кромки, что может быть использовано для диагностики состояния режущего инструмента. The regularities and the relationship between the spectral characteristics of the thermoelectric power of the cutting process and the wear of the cutting part of the tool. It is established that the correlation of the resonant frequencies of the spectral characteristics correlate with wear of the cutting edge, which can be used to diagnose the condition of the cutting tool. ТермоЭДС; вибрации; точение; катастрофический износ; АЧХ процесса резания; АЧХ вибраций; АЧХ термоЭДС. ThermoEMF; vibration turning; extremely gross wear; AFC cutting process; vibration frequency response; AFC thermoEMF; thermoelectric effect. Металлообработка является одной из важнейших областей промышленности. В современной рыночной экономике главной задачей, стоящей перед металлообрабатывающей отраслью, является обеспечение высокой производительности и точности обработки изделий. Мехатронные станки способны обеспечивать исключительно высокую точность обработки, они оснащаются большим количеством контрольных и измерительных устройств, предназначенных для сбора информации о состоянии узлов станка, инструмента, вспомогательных устройств и для получения достоверных данных о процессе резания. Оснащение мехатронных станков системой диагностики спектральных характеристик процесса резания, вибраций и термоЭДС для управления процессом в реальном времени, позволит повысить производительность и точность обработки. Установление закономерностей спектральных характеристик вибраций и термоЭДС контакта инструмента с деталью в их взаимосвязи с величиной интенсивности износа инструмента, шероховатостью обработанной 49 поверхности, позволит разработать методы диагностики состояния режущего инструмента, экспресс выбора режимов резания обеспечивающих минимальную или заданную интенсивность износа режущего инструмента. Эксперименты проводились на токарном станке 16К20 с бесступенчатым регулированием чисел оборотов шпинделя. При проведении экспериментов в качестве материалов заготовок использовались материалы ХН73МБТЮ ГОСТ 5632-72 - жаропрочный сплав на никелевой основе и ВТ3-1 ГОСТ 19807-91 - титановый деформируемый сплав. Обработка производилась сменными многогранными пластинками, производимых фирмой «Sandvik Coromant» марок H13A и S05F, с геометрией режущей части φ=95º; φ1=5º; γ=λ=0º; α=α1=10º, r=0,8 мм с при постоянном значении t=0,5 мм, S=0,1 мм/об. Скорости резания определялись по справочникам [1,2]. Инструментальный материал марки Н13А представляет собой непокрытый твердый сплав карбидов вольфрама, отечественным аналогом, которого является твердый сплав ВК8. Сплав S05F изготовлен из твердого сплава с покрытием CVD [2, 3]. На каждой из скоростей инструмент доводился до катастрофического износа, устанавливали промежутки пути резания инструмента, после которых измеряли износ инструмента с помощью микроскопа МИР-2 с микрометрической насадкой МОВ 1х15. Данные, получаемые от естественной термопары инструмент-деталь и датчика вибраций фиксировали компьютером, через блок АЦП в программе LabVIEW. Результаты зависимости износа hз, мм от пройденного пути L, м для пластин S05F и H13A при обработке сплава ХН73МБТЮ изображены на рисунках 1 и 2 соответственно. hз, мм L, м Рис.1 – Зависимость износа инструмента от пройденного пути для пластины S05F при обработке сплава ХН73МБТЮ на различных скоростях резания (t=0,5 мм, S=0,1 мм/об) 50 hз, мм L, м L ,м Рис.2 – Зависимость износа инструмента от пройденного пути для пластины H13A при обработке сплава ХН73МБТЮ на различных скоростях резания (t=0,5 мм, S=0,1 мм/об) Из графиков 1-2 можно сделать выводы о том, что с увеличением скорости резания интенсивность износа уменьшается до минимальной на оптимальной скорости; при увеличении скорости выше оптимальной интенсивность износа начинает возрастать. Пластина S05F по сравнению с H13A на одинаковых скоростях обработки, может пройти путь L, м до наступления катастрофического износа до 1,5 раз больше. Для пластины S05F существует четко выраженная оптимальная скорость резания материала ХН73МБТЮ – 60 м/мин. По результатам опытов было проведено сопоставление динамики нарастания износа и характерных особенностей АЧХ естественной термопары. Пример АЧХ термоЭДС представлен на рисунке 3. Рис. 3 –АЧХ термоЭДС в процессе обработки на скорости отличной от оптимальной (ν=40 м/мин; t=0,5 мм; s=0,1 мм/об; S05F) Зависимость АЧХ термоЭДС на разных стадиях изнашивания инструмента представлена на рисунке 4, АЧХ рассматривается в диапазоне 51 резонансных частот от 10000 до 15000 Гц, при трех значениях износа: приработочном, установившемся и катастрофическом. Рис.4 –АЧХ термоЭДС при обработке сплава ХН73МБТЮ пластиной S05F (ν=40 м/мин; t=0,5 мм; s=0,1 мм/об), а - приработочный износ, б - установившийся износ, в катастрофический износ На графике АЧХ термоЭДС (рисунок 4) можно заметить два характерных пика [4]. Первый всегда проявляет себя на фиксированной частоте, близкой к 12500 Гц. Второй характерный пик может находиться слева или справа от первого пика. С увеличением износа пластины, второй характерный пик начинает сближаться с первым, и при наступлении катастрофического износа совпадает с ним. Следует отметить, что АЧХ термоЭДС при точении сплава ВТ3-1 подчиняется тем же закономерностям, как при точении сплава ХН73МБТЮ. На рисунке 5 приведено схематическое расположение характерных пиков амплитуды термоЭДС в диапазоне высокочастотного резонанса (10-15 кГц). Для определения корреляционной связи износа резца hз для данной пары материала резца и заготовки, со степенью сближения резонансных частот f1 и f2 введем величину Δf, которая представляет собой разность частот первого и второго характерного пиков термоЭДС. 52 Δf f2 f1 Рис.5 – Схема расположения характерных пиков термоЭДС Как показано выше, величина Δf по мере увеличения фаски износа уменьшается вследствие увеличения резонанса частоты пика (2) и последующего его смещения вправо. Для определения износа по величине Δf, необходимо по полученным экспериментальным данным в системе двойных координат построить графики зависимости износа от пройденного пути - (1) и зависимость износа от величины Δf - (2), как представлено на рисунке 6. hз, мм Δf, Гц 0,4 2000 0,3 1500 0,2 1000 0,1 500 0 0 L, м 0 505 100 150 200 250 300 350 400 Рис. 6 – Общий0вид схемы для определения износа резца по значению величины Δf Для определения величины износа резца в соответствии со схемой 6 необходимо, отложить по оси Δf, величину Δf в Гц и спроецировать её до пересечения с кривой (2), от точки пересечения с кривой (2) проложить вертикальный отрезок до пересечения кривой (1), координата этой точки дает искомое значение величины износа hз, мм. 53 Выводы 1. Установлено, что характерной особенностью АЧХ термоЭДС резания является наличие двух максимумов амплитуды в диапазоне частот 10-15 кГц, при этом первый всегда проявляет себя на фиксированной частоте близкой к 12500 Гц. Второй характерный пик может находиться слева или справа от первого пика. С увеличением фаски износа пластины, второй характерный пик начинает сближаться с первым. 2. В результате сопоставления динамических параметров износа и изменения резонансных частот спектральных зависимостей термоЭДС естественной термопары установлено явление совпадения частот характеристических максимумов спектра в зоне катастрофического износа инструмента. 3. Контроль динамики АЧХ термоЭДС в резонансной области может быть использован для диагностики степени затупления режущего инструмента без остановки процесса резания. Список литературы 1. Гуревич Я.Л. Режимы резания труднообрабатываемых материалов: справочник; рецензент В.Н. Подураев. Изд. 2-е., перераб. и доп. М.: Машиностроение, 1986.- 240 с. : ил.; 21 см. Библиогр.: 240 с. 2. Каталог Sandvik-Coromant 2011 Токарные инструменты, 916 с. 3. Каталог Sandvik MKTC Твердосплавные пластины, 2008, 44 с. 4. Cutter diagnostics on the basis of thermoemf signals and cutting-zone vibration. Postnov V.V., Usmanov B.F., Letyagin I.E., 2012 Russian Engineering Research 32(2), pp 197-199. 54