электроимпульсного спекания порошковых материалов
advertisement

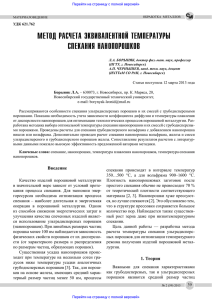
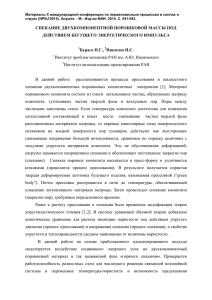
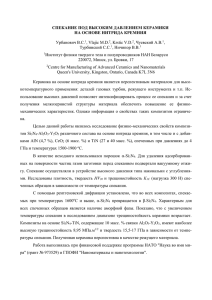
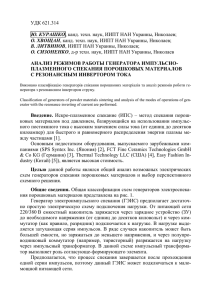
КУМУЛЯТИВНЫЕ ПРОЦЕССЫ ПРИ ЭЛЕКТРОИМПУЛЬСНОМ СПЕКАНИИ ПОРОШКОВЫХ МАТЕРИАЛОВ Е. Г. ГРИГОРЬЕВ Московский инженерно-физический институт (государственный университет), г. Москва, Россия Введение Электроимпульсный метод спекания порошков заключается в совместном воздействии на порошковый материал кратковременным (10-3 – 10-5 сек) мощным электрическим разрядом (энергия в разряде 1 – 100 кДж) и механическим давлением. Материал в зоне воздействия разогревается до очень высоких температур вплоть до плазменного состояния. При этом механическое давление в зоне воздействия формирует требуемые свойства получаемых изделий. Достоинствами данной технологии являются: экологическая чистота; высокая экономичность: энергозатраты при её использовании на порядок ниже, чем в традиционных порошковых технологиях; проведение технологического процесса без создания вакуума или инертной атмосферы. Электроимпульсный метод относится к ряду высокоэффективных способов спекания порошков, интенсивно развиваемых в настоящее время во многих научных центрах. Принципиальным отличием этих способов спекания порошковых материалов от традиционных технологий является концентрация высокой плотности выделяемой энергии на контактах между частицами порошка. При этом существенное влияние на процесс спекания и свойства получаемых материалов оказывают: скорость ввода энергии электромагнитного поля в порошковый материал, пространственное распределение вводимой энергии в течение процесса спекания, характер и величина механического давления, приложенного к порошковому материалу в процессе электроимпульсного спекания. Высокая концентрация энергии в зонах контактов частиц порошка переводит вещество из твердого состояния в жидкое и, частично, в плазменное. Физические процессы в контактных зонах характеризуются высокой пространственной неоднородностью и нестационарностью во времени. Широкий диапазон изменения электрофизических параметров воздействия на порошковый материал обуславливает многочисленность этих способов. К ним относятся: электроразрядное спекание (ЭРС) [1], электроимпульсное спекание под давлением (ЭИСД) [2], электроимпульсное спекание [3], электроимпульсное прессование [4], развиваемые в странах СНГ. В дальнем зарубежье к подобным методам относятся: Field assisted sintering technique (FAST), Plasma Assisted Sintering (PAS), Spark Plasma Sintering (SPS), and Electroconsolidation, High Energy High Rate Processing (HEHR), Electric Discharge Compaction (EDC) [5] и ряд других. Первая работа, посвященная использованию постоянного электрического тока для нагревания порошка твердого сплава в процессе горячего прессования, опубликована в 1933 году (G.F. Taylor) [6]. В 1944 году G.D. Cremer впервые использовал переменный ток промышленной частоты (60 Гц) совместно с механическим давлением для спекания порошков меди, латуни, бронзы и алюминия [7]. F.V. Lenel в 1955 году применил для спекания сопротивлением порошков, находящихся под внешним давлением, электрооборудование, используемое для точечной конденсаторной сварки [8]. Способ электроразрядного спекания порошков (ЭРС) и специальное оборудование для его реализации разрабатывается в Институте проблем материаловедения НАН Украины под руководством А.И. Райченко с 1973 года [9]. Этот способ также как и способ электроимпульсного спекания под давлением (ЭИСД) [2] (и ряд других: FAST, PAS, SPS [5]) используют низковольные импульсы тока. Мощные импульсы тока, создаваемые при разряде высоковольтной батареи конденсаторов, впервые использованы для спекания порошковых материалов в работах [10,11]. В конце 1990-х годов японская компания Sumitomo Heavy Industries, Ltd. начала выпускать промышленное оборудование для реализации технологии спекания порошков: Spark Plasma Sintering (SPS). В настоящее время ежегодно публикуются сотни научных статей по результатам исследований спекания различных порошковых материалов с использованием электроимпульсного воздействия. Экспериментальная установка для электроимпульсного спекания порошков Принципиальная схема процесса электроимпульсного спекания, разработанного в МИФИ, приведена на рис.1. Спекаемый порошок - 1 помещается в матрицу - 2 из неэлектропроводного материала. Электродыпуансоны – 3 передают давление на порошковую заготовку от пневмопресса и одновременно служат токоподводами от генератора импульсов тока к прессуемому порошку - 1. Для создания мощных импульсов тока с длительностью менее 10-3с используется батарея высоковольтных импульсных конденсаторов с запасаемой энергией 75 кДж, разряд которой обеспечивает мощное энерговыделение в порошковой прессовке. Высокие характеристики материалов, получаемых в результате электроимпульсного спекания порошков, достигаются при оптимальных параметрах электроимпульсного воздействия, которые определяются в результате исследований физических процессов, протекающих порошковых материалах. Рис.1. Принципиальная схема установки электроимпульсного спекания Короткий и мощный импульс тока, проходящий через порошок и пуансоны, интенсивно разогревает только порошковый материал до температуры, определяемой величиной вводимой энергии, без существенного разогрева электродов-пуансонов и матрицы. Это происходит потому, что удельное электрическое сопротивление порошка на один – два порядка превышает удельное электрическое сопротивление материала электродовпуансонов. При интенсивном разогреве вещества порошка резко снижается его сопротивление пластическому деформированию, и под воздействием внешнего механического давления порошковый материал уплотняется с высокой скоростью деформации, определяемой системой нагружения. Одновременно с этим происходит охлаждение прессуемого материала за счет теплоотвода в пуансоны и матрицу. Время ввода энергии в порошковый материал зависит от параметров импульса тока, представляющего затухающие колебания (рис.2) с амплитудой определяемой зарядом конденсаторной батареи и длительностью импульса τ0 ≤ 10-3 с. Рис.2. Осциллограммы импульсов тока Длительность процесса формирования конечной плотности спекаемого материала определяется скоростью механической системы нагружения (пневмо-прессом). Обычно, при электроимпульсном спекании порошковых материалов коротким высоковольтным импульсом тока выполняется следующее соотношение между характерными временными масштабами процессов нагрева - τ0, уплотнения - τ1 и охлаждения - τ2 образца спекаемого порошкового материала: τ0<τ1<<τ2 (1) Условие (1) позволяет последовательно рассмотреть все стадии процесса электроимпульсного спекания. Результаты электроимпульсного спекания порошковых материалов Важной особенностью электроимпульсного прессования порошковых материалов является концентрация высокой плотности выделяемой энергии в зонах контактов частиц порошка. Поэтому свойства вещества, из которого состоят частицы порошка, исходное состояние поверхности частиц порошка (толщина и структура окисных пленок, наличие посторонних примесей и т. п.), форма самих частиц порошка и их размеры существенно влияют на характер процессов при электроимпульсном спекании. В связи с этим исследован процесс электроимпульсного спекания порошков с самыми разными начальными характеристиками. В частности, использованы: частицы порошковой быстрорежущей стали Р6М5, имеющие сферическую форму (рис. 3); порошки тантала различных классов имеющие осколочную форму (рис.4, 5); промышленный порошок твердого сплава ВК10 и многие другие. рис. 3. Порошок Р6М5 рис. 4. Порошок Та 1 класса рис. 5. Порошок Та 2 класса В процессе электроимпульсного спекания проводилась регистрация параметров импульса тока (поясом Роговского, рис. 2), проходящего через порошковую заготовку, измерялась температура на поверхности порошкового образца с помощью хромель-алюмелевой и вольфрамрениевой термопар; с помощью высокоскоростной киносъемки записывалось изменение со временем высоты спекаемой порошковой заготовки. Определялась зависимость плотности полученных образцов от параметров импульса тока и давления пневмопресса, проведены металлографические исследования внутренней структуры материалов полученных электроимпульсным методом. В результате экспериментов по электроимпульсному спеканию для всех исследованных порошков установлен одинаковый характер изменения плотности полученных материалов. Плотность спеченных материалов возрастает при увеличении до определенного порогового значения амплитуды импульса тока (каждому порошковому материалу соответствует свое пороговое значение). На рис.6 приведена зависимость средней плотности материала, полученного электроимпульсным спеканием стандартного промышленного порошка твердого сплава ВК20 при давлении 200 МПа [12]. Рис.6. Зависимость средней плотности образца (твердый сплав ВК20) после электроспекания от амплитуды импульса (давление 200 МПа) Совершенно аналогичный характер зависимости средней по объему плотности образцов от амплитуды импульса тока установлен для всех исследованных порошковых материалов. Зависимость плотности получаемого методом электроимпульсного спекания порошкового материала от амплитуды импульса тока и давления немонотонна и имеет максимум (рис.6.). В области параметров, обеспечивающих максимальную плотность спеченного материала, получаются образцы с наивысшими прочностными характеристиками. При дальнейшем увеличении амплитуды импульса средняя по объему плотность спеченного материала резко уменьшается (рис.6.). Процесс электроимпульсного спекания становится неустойчивым и сопровождается выбросом порошкового материала и разрушением пресс-оснастки. Исследование структуры материалов, полученных электроимпульсным спеканием, выявило различный характер пористости в зависимости от амплитуды импульса тока. Структура пористости материала спеченного на неустойчивых режимах существенно отличается от однородной структуры пористости образцов, полученных при устойчивых режимах электроимпульсного спекания. На рис.7, 8, 9 приведены фотографии микроструктуры материала, полученного на устойчивых режимах электроимпульсного спекания порошковой быстрорежущей стали Р6М6 (рис.3), при различных амплитудах импульса тока. Рис.7 соответствует структуре, полученной при наименьшей амплитуде, рис.8 – при среднем значении амплитуды, а рис.9 – для амплитуды, соответствующей максимальной плотности спеченного материала. рис. 7. рис. 8. рис. 9. При дальнейшем увеличении амплитуды импульса тока макроструктура спеченных образцов (порошки тантала различных классов) имеет следующий вид (рис.10, 11, 12). рис. 10 рис. 11 рис. 12 Данный характер макропористости образцов, полученных на неустойчивых режимах электроимпульсного спекания, говорит о крайне высоких скоростях деформации порошкового материала на этих режимах. Моделирование процессов протекающих при электроимпульсном спекании Исходя из полученных экспериментальных данных, предложена математическая модель физических процессов протекающих при электроимпульсном спекании в порошковом материале как в масштабе образца в целом, так и с учетом процессов в зонах контактов частиц порошка. Система уравнений, описывающая макроскопические процессы при электроимпульсном прессовании, основывается на законах сохранения массы, импульса, энергии совместно с уравнениями электродинамики для компактных и порошковых проводящих сред. Моделирование процесса электроимпульсного спекания показало, что одной причин возникновения неустойчивости процесса электроимпульсного спекания, существенно влияющей на плотность получаемого материала, является эффект кумуляции при захлопывании пор. При этом выявлено влияние пластических свойств и вязкости порошкового материала на кумулятивные режимы уплотнения при спекании. Установлены безразмерные параметры (R, β, П), определяющие характер процесса уплотнения порошкового материала при электроимпульсном спекании: R= r P ν ρ β= σ P П = (1 − ρ ρ 0 ) *100% (2) Где: P – давление в спекаемом материале, r – размер частиц порошка, ρ - плотность вещества порошкового материала, ν - вязкость вещества порошкового материала, σ - предел текучести вещества порошкового материала, ρ - начальная плотность порошкового образца до воздействия импульсом тока. В зависимости от значений безразмерных параметров, возможны качественно различные режимы захлопывания пор в спекаемом ма- териале: с кумуляцией в момент схлопывания без нее. Области кумулятивных режимов наглядно отражены на на диаграмме безразмерных параметров (рис.13). Рис. 13 Область кумулятивных режимов в безразмерных параметрах для различных значений исходной пористости спекаемых образцов: 1 - ∏ = 9%, 2 - ∏ = 20%, 3 - ∏ = 30%, 4 - ∏ = 50%, 5 - ∏ = 57%. Заключение Экспериментальные результаты и математическое моделирование процессов, протекающих при электроимпульсном спекании порошковых материалов, позволяют установить оптимальные параметры электроимпульсного спекания для получения компактных материалов с уникальными эксплуатационными свойствами, которые не могут быть достигнуты другими способами [12]. Ссылки 1. Райченко А.И. Основы процесса спекания порошков пропусканием электрического тока М.: Металлургия, 1987. 128 с. 2. Рыморов Е.В. Исследование и разработка износостойких порошковых материалов и технология упрочнения деталей электроимпульсным спеканием под давлением: Дисс. на соиск. канд. тех. наук.— Киев, 1974. 3. Заводов Н.Н., Козлов А.В., Лузганов С.Н. и др. Спекание металлических порошков серией сильноточных импульсов //Теплофизика высоких температур, 1999. т.37. №1. с.135-141. 4. Баланкин С.А., Горбачев Л.П., Григорьев Е.Г. и др. Тепловые процессы при электроимпульсном прессовании порошков //Физика и химия обработки материалов, 1984. N2. с. 124-129. 5. . Zhang J,. Zavaliangos A,. Groza J. R FIELD ACTIVATED SINTERING TECHNIQUES: A COMPARISON AND CONTRAST //P/M Science & Technology Briefs, 2003. Vol. 5. N 3. pp. 17-21. 6. G.F. Taylor //U.S. Patent 1896854, 1933. 7. G.D. Cremer //U.S. Patent 2355954, 1944. 8. F.V. Lenel Resistance sintering under pressure //Journal of Metals, 1955. Vol.7. N1. pp.158-167. 9. A.I. Raychenko, G.L. Burenkov, V.I. Leshchinskiy Theoretical analysis of the elementar act of electric discharge sintering //Physics of Sintering, 1973. Vol.5. N2/2. pp.215-225. 10. S. Clyens, S.T.S. Al-Hassani, W. Johnson //British Patent No.45778, 1975. 11. Д.М. Скоров, С.А.Баланкин, С.С.Башлыков, Е.А. Данилкин Способ изготовления изделий из электропроводных порошковых материалов //Авторское свидетельство СССР №760570, 1975. 12. E. Grigoriev A. Rosliakov Electro discharge compaction of WC-Co composite material containing particles of diamond //Materials Science Forum, 2007. Vols.534-536. pp.1181-1184.