Document 2363681
advertisement

ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ТЕХНОЛОГИИ И ДИЗАЙНА»
На правах рукописи
Едомина Надежда Андреевна
РАЗРАБОТКА СТРУКТУР И ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ПОЛУЧЕНИЯ СЕТЧАТЫХ ОСНОВОВЯЗАНЫХ ЭНДОПРОТЕЗОВ
С ПРОТИВОСПАЕЧНЫМИ СВОЙСТВАМИ
Специальности:
05.19.02 – Технология и первичная обработка текстильных материалов и сырья
05.17.06 – Технология и переработка полимеров и композитов
ДИССЕРТАЦИЯ
на соискание ученой степени
кандидата технических наук
Научный руководитель:
доктор технических наук,
профессор Ровинская Л. П.
Научный консультант:
доктор технических наук,
доцент Жуковский В. А.
Санкт-Петербург – 2014
2
Содержание
Введение………………………………………………………………………………... 5
1 Анализ состояния в области разработки и применения эндопротезов с
противоспаечными свойствами………………………………………………………. 9
1.1 Направления в разработке и производстве сетчатых эндопротезов для
герниопластики…………………………………………………………......……… 10
1.2 Проблемы спайкообразования и методы профилактики и борьбы со
спаечной болезнью………………………………………………………………… 16
1.3 Растворы, применяющиеся в качестве противоспаечных «барьеров»...….... 18
1.4 Механические «барьеры»……………………………………………………… 20
1.4.1 Мембраны с противоспаечными свойствами……………………………. 21
1.4.2 Противоспаечные пленочно-пористые эндопротезы…………………… 24
1.5 Вязаные эндопротезы с противоспаечными свойствами…………………… 26
Выводы по главе……………………………………………………………………… 31
2 Проектирование рельефной структуры основовязаных полотен для
эндопротезов с противоспаечными свойствами……………………………………. 33
2.1 Принципы получения рельефной структуры на базе основовязаных
жаккардовых нерегулярных переплетений………………………………………. 33
2.2 Принципы получения рельефной структуры на базе основовязаных
прессовых переплетений...………………...……………………………………… 35
2.3 Принципы получения рельефных структур на базе основовязаных
плюшевых переплетений………………………………………………………….. 36
2.4 Получение рельефной структуры основовязаного полотна………………… 41
2.5 Проектирование технологических параметров структуры основовязаного
переплетения с удлиненными протяжками..…………………...………………... 47
2.6 Определение влияния режима термофиксации на величину удлиненной
протяжки и ее расположение в структуре полотна.………………..….………… 51
Выводы по главе……………………………………………………………………… 60
3
3 Оценка свойств спроектированных основовязаных полотен………………....… 62
Выводы по главе……………………………………………………………………… 73
4 Разработка укрепляющих элементов для фиксации эндопротезов…………....... 75
4.1 Проектирование структуры полотна для укрепляющего элемента ………... 76
4.2 Определение влияния термофиксации на свойства ПЭТФ комплексных
нитей …………………………………………………………………….……….…. 78
4.3 Исследование физико-механических свойств полотна……………………… 88
4.4 Предэксплуатационная обработка укрепляющего элемента………………... 92
4.5 Исследование влияния укрепляющего элемента на устойчивость края
эндопротеза к разрыву нитью……………………………………………………... 95
Выводы по главе...………………………………………………………...………….. 97
5 Разработка процесса изготовления мембран и режима производства
сетчатых эндопротезов с противоспаечными свойствами………………...………. 98
5.1 Повышение водостойкости противоспаечных пленочных мембран на
основе Na-КМЦ…………..……………………………………………………….... 99
5.2 Разработка режима производства эндопротезов с противоспаечными
свойствами………………………………………………………………..……….. 111
5.3
…,..Токсикологические, санитарно-химические испытания и контроль
стерильности сетчатых эндопротезов с противоспаечными свойствами …….. 123
5.4 Медико-биологические испытания………………………………..………... 126
5.5 Разработка нормативно-технической документации……………...……….. 126
Выводы по главе..………………………………………………………………… 129
Выводы по работе………………………………………………………………….... 130
Словарь медицинских терминов…………………………………………………… 132
Список использованных источников……………………………………………… 135
Приложение А. Медико-технические требования на разработку
сетчатых эндопротезов с противоспаечными свойствами…………………..….... 147
4
Приложение Б. Копии патентов на изобретения………………………………….. 171
Приложение В. Копии акта отбора образцов медицинских изделий и
протокола испытаний по определению остаточного содержания оксида
этилена в мембранах для эндопротезов с противоспаечными свойствами..……. 176
Приложение Г. Копии заключения о токсикологических, санитарнохимических и биологических испытаниях и протокола контроля
стерильности……………………………….……………………………………….. 182
Приложение Д. Копии проектов нормативно-технической документации.…..… 192
Приложение Е. Копия акта о результатах внедрения законченных научноисследовательских, опытно-конструкторских и опытно-технологических
работ..………………………………………………………………………………... 201
5
Введение
В настоящее время в связи с интенсивным развитием новых медицинских
технологий пластических операций в реконструктивно-восстановительной хирургии возникла необходимость создания современных имплантатов, применяемых
при замещении или восстановлении органов и тканей, пораженных в результате
патологических процессов и травм. Наиболее распространенными в хирургической
практике являются основовязаные сетчатые эндопротезы из полипропиленовых
(ПП) мононитей, характеризующиеся высокой биосовместимостью, стабильностью размеров, прочностью, нераспускаемостью, устойчивостью к инфицированию и другими необходимыми эксплуатационными свойствами.
Однако, сетчатые эндопротезы из ПП мононитей обладают определенной
жесткостью и при контакте с органами брюшной полости травмируют их серозный
покров, в результате чего происходит образование спаек как между эндопротезом
и содержимым брюшной полости, так и между внутренними органами.
Актуальным направлением совершенствования эндопротезов является
придание им противоспаечных свойств.
Чаще всего такие эндопротезы являются двухслойными – сетчатая основа с
присоединенным к ней противоспаечным пленочным компонентом. Поскольку
противоспаечную мембрану невозможно закрепить на эндопротезе с помощью
швов, необходимо разработать способ ее фиксации на сетчатом полотне. При этом
противоспаечный компонент не должен препятствовать интеграции эндопротеза в
ткани брюшной стенки.
На сегодняшний день основовязаные эндопротезы с противоспаечными
свойствами выпускаются только зарубежными производителями и обладают
существенными недостатками, поэтому вопрос о производстве подобных отечественных аналогов стоит достаточно остро.
Актуальность исследований связана с разработкой рельефных структур
сетчатых основовязаных полотен, обеспечивающих надежное закрепление на
одной из сторон противоспаечной мембраны и беспрепятственную инкорпорацию
самого эндопротеза в соединительнотканный рубец.
6
Цель работы заключается в создании сетчатых основовязаных эндопротезов с противоспаечными свойствами для реконструктивно-восстановительной
хирургии и разработке технологических процессов их получения.
Для достижения поставленной цели решались следующие научноисследовательские и практические задачи:
- анализ ассортимента современных эндопротезов для предотвращения
спаечной болезни, разработка медико-технических требований;
- проектирование рельефных структур сетчатых трикотажных полотен из ПП
мононитей для закрепления противоспаечного компонента;
- исследование свойств основовязаных полотен разработанных структур;
- разработка метода надежной фиксации эндопротезов c противоспаечными
свойствами при герниопластике;
- модификация пленок на основе карбоксиметилцеллюлозы с целью придания повышенной водостойкости;
- формирование противоспаечной пленочной мембраны на сетчатом
эндопротезе;
- изучение условий предэксплуатационной обработки эндопротезов;
- проведение медико-технических испытаний разработанных эндопротезов,
оценка их пригодности по назначению.
Научная новизна работы состоит в следующем:
- разработаны теоретические положения в области создания и проектирования сетчатых основовязаных полотен с рельефной поверхностью на базе
плюшевых переплетений способом периодического сбрасывании петель и
образования удлиненных протяжек;
- предложена методика расчета высоты удлиненной протяжки для определения максимальной толщины слоя раствора при изготовлении противоспаечной
мембраны;
- установлена зависимость сроков рассасывания противоспаечной мембраны
от параметров ее термической обработки и содержания соляной кислоты в растворе
полимера;
- в результате проведенного двухфакторного эксперимента получены
7
математические уравнения, устанавливающие характер и степень зависимости
величины усадки и прочности полиэтилентерефталатных нитей от режима
термофиксации, для изготовления укрепляющего элемента.
Практическая значимость заключается в разработке основовязаного
полотна двухгребеночного переплетения с удлиненными протяжками и получения
на его основе эндопротезов, позволяющих предотвратить образование спаек при
контакте с органами брюшной полости.
Определено влияние отделочных операций на размер и положение
удлиненной протяжки в структуре полотна.
Совместно с сотрудниками НИИ Спецматериалов разработана противоспаечная мембрана и способ ее нанесения на поверхность эндопротеза.
Полученные эндопротезы соответствуют медико-техническим требованиям, что подтверждается результатами медико-технических испытаний.
Проведена оценка прочности края сетчатого основовязаного эндопротеза.
Разработан укрепляющий элемент для надежной фиксации «легких» эндопротезов
к тканям организма.
По результатам диссертации разработаны проекты нормативно-технической документации (заправочные и технологические карты, комплект технологической документации, технические условия и технологический регламент) на
эндопротезы сетчатые с противоспаечными свойствами, стерильные.
Разработанные методики и другие материалы диссертации используются в
учебном процесс на кафедрах технологии и художественного проектирования
трикотажа и наноструктурных, волокнистых и композиционных материалов
им. А. И. Меоса.
Достоверность полученных результатов и выводов обеспечена применением современных методов исследований, использованием сертифицированного оборудования, тарировкой средств испытаний, обоснованным объемом
выборок и применением методов математической статистики, экспериментальной
проверкой основных положений работы и апробацией результатов. Обработка
опытных данных осуществлялась с использованием статистических методов при
95,0 % доверительной вероятности.
8
Апробация результатов. Исследования проводились в рамках Федеральной аналитической ведомственной целевой программы «Развитие научного потенциала высшей школы» по следующим проектам: 2010 г. «Научные основы создания полимерных противоспаечных хирургических материалов»; 2011 г. «Научные основы создания медицинских полимерных имплантатов нового поколения»;
2012-2013 г. г. «Научные основы создания полимерных материалов медицинского
назначения», поддержаны Фондом содействия развитию малых форм предприя-тий
в научно-технической сфере (гос. контракт № 7162р/9951) и реализованы в
соответствии с Федеральной целевой программой «Развитие фармацевтической и
медицинской промышленности Российской Федерации на период до 2020 г. и
дальнейшую перспективу» (гос. контракт № 12411.1008799.13.052).
Основные положения и результаты по теме диссертации доложены и
обсуждены на III международной конференции «Современные технологии и
возможности реконструктивно-восстановительной и эстетической хирургии» (М.,
2012 г.); Международной научной конференции и IX Всероссийской олимпиаде
молодых ученых «Наноструктурные, волокнистые и композиционные мате-риалы»
(СПб., 2013 г.); Международной научной конференции и X Всероссийской
олимпиаде молодых ученых «Наноструктурные, волокнистые и композиционные
материалы» (СПб., 2014 г.); студенческой конференции «Дни науки – 2010» (СПб.,
2010 г.).
Публикации. По материалам диссертации опубликовано 14 печатных
работ, из них 3 в изданиях из «Перечня... ВАК» и 2 патента РФ.
Структура и объем работы. Работа состоит из введения, 5 глав, общих
выводов по работе, списка литературы и приложений. Работа изложена на 146
страницах, имеет 64 рисунка, 35 таблиц, 6 приложений, список литературы
включает 121 наименование.
9
1
Анализ
состояния
в
области
разработки
и
применения
эндопротезов с противоспаечными свойствами
Последние десятилетия отмечены значительно возросшим интересом к
текстильным материалам медицинского назначения. Большое количество работ
относится к созданию и исследованию трикотажных изделий, предназначенных
для использования в хирургии, при лечении грыж различной локализации
(герниопластике), урологических и гинекологических патологий (стрессового
недержания мочи, опущения и выпадения органов малого таза) и в других реконструктивно-восстановительных операциях [1, 2, 3, 4].
В настоящее время пластика мягких тканей при грыжесечениях занимает
второе место по частоте среди всех хирургических вмешательств после
аппендэктомии (аппендицит). Грыжи живота традиционно относят к заболеваниям
хирургического профиля, исходя из того, что дефекты в тканях брюшной стенки
практически не способны к регенерации и восстановлению, а устранить их может
только хирургическая пластика [5].
На протяжении предыдущего столетия операции по устранению грыжевого
дефекта выполнялось «под натяжением», путем усиления слабых мест
апоневротическими дупликатурами, мышцами, кожными трансплантатами и т. п.
При этом частота рецидивов достигала 10,0 %, а при сложных грыжах – 30,0 % и
более. Причиной этого являлось сшивание разнородных, рубцовоизмененных
тканей, соединенных зачастую с натяжением для их плотного соприкосновения,
что противоречит биологическим закономерностям заживления ран [6].
В поисках путей уменьшения количества рецидивов в последние десятилетия была разработана концепция «ненатяжной» пластики грыж с использованием
эндопротезов из синтетических материалов [7]. При этом грыжевые ворота закрывает эндопротез, который удерживает в фиксированном положении укрепляемые поверхности и служит каркасом для соединительной ткани, которая, прорастая
в ячейки имплантата, практически вовлекает его в толщу формирующегося рубца.
10
На сегодняшний день применяется оперативное лечение грыж с индивидуальным, дифференцированным подходом к выбору методики, учитывающей форму
грыжи, патогенетические условия ее развития, состояние тканей брюшной стенки,
величину грыжевого дефекта и состояние пациента [6].
Эндопротезы для герниопластики можно разделить по следующим
признакам:
- способу производства – текстильная или химическая технология;
- строению – вязаные, нетканые, пленочно-пористые;
- устойчивости к действию биологических сред – биорезистентные, биодеструктируемые и частично биодеструктируемые;
- структуре нити – мононити, комплексные, комплексные с полимерным
покрытием;
- конструкции – плоские, объемные.
Наиболее приемлемыми материалами для пластики грыж являются сетчатые трикотажные эндопротезы из полимерных нитей, используемых в качестве
шовных хирургических материалов. Особенностью структуры трикотажа является
наличие одинаковых или различных по форме и размерам петель, что оказывает
большое влияние на его свойства: толщину, пористость, материалоёмкость,
прочность, стабильность размеров и др. Из всего разнообразия трикотажа для
изготовления эндопротезов чаще всего используют основовязаный, так как ему
присущи такие свойства, как формоустойчивость, нераспускаемость и неосыпаемость краев при раскрое [8].
По мнению авторов работ [3, 6], первое поколение эндопротезов представляли тяжелые эндопротезы в основном из полипропиленовых (ПП) мононитей,
второе поколение – облегченные на той же основе, а следующим поколением будут
эндопротезы со специальными свойствами (противоспаечными, антимикробными
и др.).
1.1 Направления в разработке и производстве сетчатых эндопротезов
для герниопластики
Накопленные и обобщенные клинические данные показали, что эндопротезы из ПП мононитей «стандартной» и «тяжелой» групп, обладают излишней
11
прочностью и массой, что приводит к возникновению таких имплантатассоциированных осложнений как: проявление воспалительного процесса (серома,
эрозии и др.), инфекционные осложнения (нагноение, свище-образование), болевой
синдром в раннем и отдаленном послеоперационном периоде, дискомфорт
пациента (чувство инородного тела). Поэтому в современной герниопластике
одной из ведущих тенденций стало «облегчение» полимерных эндопротезов [9-11].
Принципиально существует два направления получения облегченных
эндопротезов для герниопластики.
Первое направление заключается в создании композитных сетчатых
эндопротезов [12, 13], при производстве которых, кроме нерассасывающихся (чаще
полипропиленовых),
используются
рассасывающиеся
(полиглактиновые,
полиглекапроновые, полилактидные) моно- и комплексные нити.
Результатом введения в состав эндопротезов синтетических резорбируемых нитей является повышенный перипротезный фиброз, сопровождающий
их рассасывание. Формирующаяся в результате этого процесса мощная соединительнотканная пластина призвана, в данном случае, компенсировать выраженную потерю прочности эндопротеза в отдаленные сроки после операции,
вызванную разряжением его структуры.
При проектировании структуры переплетения для композитных эндопротезов следует учитывать следующие факторы: на момент имплантации
эндопротез должен обладать достаточной жесткостью и формоустойчивостью,
обеспечивающими имплантату необходимые манипуляционные свойства, а после
деструкции рассасывающихся мононитей должен остаться «каркас» из нерассасывающихся нитей, обладающий минимальной материалоемкостью при достаточной прочности. В противном случае, низкая прочность «каркасного»
нерассасывающегося эндопротеза и, соответственно, «протезной фасции» может
стать причиной рецидива.
Основные представители композитных эндопротезов, выпускаемых зарубежными
фирмами являются: Vypro, Vypro II, Ultrapro («Ethicon», США), Seramesh («Serag
Wiessner KG», Германия), Proflex («Samyang», Корея) [14-18]. Эндопротезы
12
различаются по способу введения биодеструктируемого компонента.
Американская фирма «Ethicon» разработала композиционные сетчатые
эндопротезы из нерассасывающихся ПП комплексных и рассасывающихся
полиглактиновых нитей (Викрил), коммерческое название VIPRO и VIPRO II.
Рассасывание полиглактиновых волокон происходит в течение 56-70 дней, после
этого в зоне операции остается только полипропиленовый эндопротез [19].
Эндопротезы отличаются способом введения в структуру рассасывающихся нитей.
Для изготовления VIPRO используется скрученная (трощеная) нить, состоящая из
комплексных полипропиленовой и полиглактиновой (ПГА), используемое
переплетение – филейное. Для эндопротеза VIPRO II характерно введение
рассасывающихся нитей в структуру филейного переплетения в виде уточных [20].
Данные эндопротезы изготовлены из комплексных нитей и поэтому им присущи
характерные для таких структур недостатки: капиллярность, фитильность и
возможность инфицирования [3].
Композитный эндопротез ULTRAPRO состоит из нерассасывающихся ПП
мононитей Prolene и рассасывающихся полиглекапроновых (ПГКЛ) мононитей
Monocryl [21]. Способ введения биодеструктируемой нити аналогичен структуре
переплетения эндопротеза VIPRO II.
В результате исследовании физико-механических свойств перечисленных
выше частично рассасывающихся эндопротезов было установлено [22], что они
обладают ярко выраженной анизотропией прочностных свойств в продольном
(вдоль петельного столбика) и поперечном (вдоль петельного ряда) направлениях.
Разрывная нагрузка при одноосном растяжении в продольном направлении более
чем в 5 раз превышает этот показатель в поперечном, что объясняется структурой
филейного переплетения, позволяющей обеспечить необходимую прочность и
жесткость эндопротеза в исходном состоянии только в направлении петельного
столбика. Вдоль петельного ряда прочность слишком мала по причине
недостаточного количества точек контакта между соседними петельными
столбиками, а также остовов петель, состоящих только из одной нити. При
деструкции мононити Monocryl, введенной в структуру в виде уточной,
13
переплетение представляет собой простое филейное с отсутствием связей между
петельными столбиками на протяжении 6 рядов через один [20].
Фирма «Serag Wiessner KG» (Германия) создала частично деструктируемый
сетчатый эндопротез Seramesh из бикомпонентных псевдомононитей, в которых
несколько тонких ПП мононитей находятся внутри рассасывающейся оболочки из
полиглекапрона [17].
Аналогичный частично рассасывающийся сетчатый эндопротез Proflex
выпустила корейская фирма «Samyang» [18].
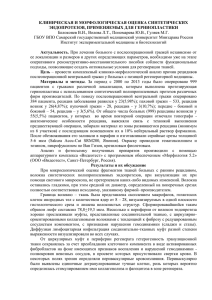
ООО «Линтекс» (Россия) разработан композитный имплантат Ультрафлекс
[23], в котором в качестве нерассасывающегося компонента использованы
поливинилиденфторидные (ПВДФ) мононити (d = 0,09 мм), обладающие более
высокой эластичностью, биологической инертностью и биорезистентностью, чем
полипропиленовые, при аналогичной прочности и устойчивости к инфицированию (рисунок 1.1).
а
б
Рисунок 1.1 – Фотография структуры эндопротеза Ультрафлекс до
деструкции рассасывающегося компонента(а) и после (б)
Введение рассасывающихся полиглекапроновых (ПГКЛ) мононитей в
структуру эндопротеза приводит к ее уплотнению за счет изменения структурных
характеристик. После их рассасывания происходит изменение конфигурации
петель «каркасного» переплетения и плотности вязания, но не меняется длина нити
14
в петле. На момент имплантации прочностные свойства эндопротезов в 1,3 раза
больше по сравнению со «стандартной» структурой, а жесткость – в 5 раз. После
гидролиза ПГКЛ мононитей растяжимость эндопротезов за счет деформированной
структуры «каркасного» переплетения возрастает примерно в 3,5 раза [20].
Американской компанией «Covidien» [3, 24] выпущен на рынок новый
сетчатый эндопротез серии Parietex ProGrip Mesh, который, с одной стороны,
можно отнести к облегченным частично рассасывающимся, а с другой – к
самофиксирующимся. Он представляет собой комбинированный эндопротез
(рисунок 1.2), связанный из мононитей на основе полиэтилентерефталата (ПЭТФ)
(нерассасывающаяся часть) и полимолочной кислоты (рассасывающихся за 15
месяцев). Разрезание двухслойного полотна термическим способом после процесса
вязания позволяет получить по всей поверхности имплантата «крючки» из
рассасывающихся нитей, с помощью которых он прикрепляется к тканям. В
большинстве случаев не требуется дополнительной фиксации швами.
а
б
в
Рисунок 1.2 – Эндопротез Parietex ProGrip Mesh до деструкции (а, б) и после (в)
После рассасывания «крючков» в организме остается легкий ПЭТФ
эндопротез (40 г/м2), а срок рассасывания значительно превосходит сроки полного
прорастания эндопротеза соединительной тканью [3].
Основная проблема, как отмечают авторы [25], заключается в его
правильной раскладке в области отсепарированной брюшины, поскольку при
неправильной установке в момент имплантации отделить эндопротез от
15
подлежащих тканей достаточно сложно.
Второе направление для разработки «легких» эндопротезов заключается в
создании однородной по химическому составу структуры, снижение материалоемкости которой достигнуто за счет уменьшения диаметра нерассасывающихся
мононитей, при этом необходимо обеспечить использование минимума полимерного материала и оптимальные манипуляционные и прочностные свойства.
Основные представители данного направления: Prolene Soft («Ethicon»,
США), Optilene Mesh LP («B.Braun», США), ProLite Ultra («Atrium Medical»,
США), DynaMesh L («FEG Textiltechnik», Германия), Эсфил легкий («Линтекс»,
Россия) [3, 26-30].
В таблице 1.1 представлены три вида облегченных хирургических
эндопротезов последнего поколения.
Из таблицы видно, что поверхностная плотность представленных
хирургических имплантатов варьируется в достаточно узком диапазоне: от 30,0
до 38,0 г/м2, что не позволяет выявить явного лидера по данному показателю. Для
сравнения, материалоемкость большинства коммерческих полипропиленовых
герниопротезов составляет порядка 85,0-95,0 г/м2.
Таблица 1.1 – Облегченные сетчатые эндопротезы на основе полипропилена
Торговое название
(фирма-производитель)
Состав
Сырье
Biomesh Soft P9
«Cousin»
однородный
ПП мононити
Optilene Mesh LP
«B.Braun»
однородный
Эсфил легкий
«Линтекс»
однородный
ПП мононити
ПП мононити
Поверхностная плотность
полипропиленовой составляющей, г/м2
38,0
36,0
30,0-34,0
Толщина, мкм
400
390
340
Принимая во внимание также то, что производство композитных
эндопротезов значительно сложнее, а стоимость их в несколько раз выше,
очевидны преимущества концепции производства однородных «легких» сетчатых
эндопротезов из ПП мононитей [3].
Для того, чтобы эндопротезы нового поколения могли непосредственно
влиять на скорость восстановления брюшной стенки и послеоперационные
16
осложнения, необходимо не только снижение материалоемкости, но и придание им
специальных свойств.
1.2 Проблемы спайкообразования и методы профилактики и борьбы со
спаечной болезнью
Спаечная болезнь (morbus adhaesivus) – термин, употребляемый для
обозначения состояний, связанных с образованием спаек в брюшной полости при
ряде заболеваний (чаще воспалительного характера), после травматических
повреждений и оперативных вмешательств.
Спаечный процесс как результат операций на органах брюшной полости
привлекает неослабевающее внимание абдоминальных хирургов. Это связано с
большой частотой развития спаечной болезни (67,0-93,0 %). Болезнь поражает
преимущественно пациентов трудоспособного возраста, вызывая инвалидизацию,
социальную дезадаптацию и обусловливает большие материальные затраты на
малоэффективное консервативное лечение [31].
Развитию спаечного процесса способствуют травматизация тканей при
выполнении обширных продолжительных операций, сопровождающихся кровотечением и инфицированием брюшной полости, особенно если оперативное
вмешательство протекает на фоне острых деструктивных воспалительных
процессов в органах брюшной полости. Считается, что выполнение операции с
минимальной травматизацией тканей, тщательный гемостаз и санация брюшной
полости – необходимые, но не достаточные компоненты профилактики спаечного
процесса [32].
Известно [33-36], что послеоперационная спаечная болезнь брюшной
полости значительно снижает эффект оперативных вмешательств, а также
становится одной из причин послеоперационной летальности. Наиболее частое и
грозное осложнение – острая спаечная кишечная непроходимость, составляющая
более 40,0 % среди различных видов приобретенной непроходимости кишечника
[37], при этом летальность достигает 8,0-19,0 % [38]. Со спаечной болезнью также
связано около 20,0 % случаев бесплодия [39]. Кроме того, спайки относят к
17
наиболее вероятной причине послеоперационных болей в животе и дисфункции
пищеварения, что отмечают до 40,0 % пациентов, оперированных на органах
брюшной полости [32, 40]. Спайки могут изменять нормальное расположение
органов брюшной полости, чем объясняется растущая частота осложнений при
повторных операциях – повреждения кишки, мочевого пузыря и т.д. [41].
В настоящее время предложено множество способов борьбы со
спайкообразованием в брюшной полости. Из хирургических методов наиболее
эффективно лапароскопическое разделение спаек [42, 43]. Однако использование
малоинвазивных методик не исключает возможность рецидива спаечного процесса
[44]. Данный способ применяется для лечения уже резвившейся болезни, хотя
наиболее эффективно предупреждать ее возникновение.
Современный способ предотвращения возникновения спаечной болезни
заключается во введении интраоперационно в брюшную полость различных
противоспаечных средств, которые можно разделить на лекарственные препараты
и, так называемые, «барьеры» [32].
Лекарственное воздействие может быть направлено против различных
причин и компонентов воспалительного процесса (инфекции, экссудации,
эндотоксина) [32] и спайкообразования (гемокоагуляции, отложения фибрина,
пролиферации), которые могут возникать в брюшной полости [45].
Анализ опыта применения фармакологических средств (нестероидных
противовоспалительных, антигистаминных препаратов, антикоагулянтов, фибринолитических препаратов, антибиотиков) на процесс спайкообразования при
клинических испытаниях на животных дает основание утверждать, что указанные
препараты имеют лишь ограниченное действие при множестве побочных эффектов
и не снимают проблему послеоперационного спайкообразования [32].
Разделение травмированных серозных поверхностей в течение 5-7 дней,
которые требуются для восстановления брюшинного покрова, должно теоретически
помочь
нормальному
заживлению,
независимо
от
изменяющихся
биохимических процессов [46]. Наибольшее распространение получило применение во время операции искусственных «барьеров». Идея «барьера» заключается
18
в том, что он размещается между поврежденными серозными поверхностями и тем
самым не дает появляться сращениям [32].
Хотя концепция «барьера» проста, он должен соответствовать ряду
следующих требований:
- быть биосовместимым, т.е. не являться очагом воспаления, инфекции,
фиброза;
- не инкапсулироваться;
- полностью рассасываться;
- иметь хорошие манипуляционные свойства (в том числе при лапароскопии);
- не нуждаться в креплении с помощью швов;
- быть эффективным в присутствии крови и раневого экссудата [47, 48].
Противоспаечные «барьеры» кроме экспериментальных исследований
подверглись обширной клинической оценке в течение ряда лет [49]. Было испытано
огромное количество различных материалов.
Барьерные средства можно разделить на две группы: растворы, в том числе
на основе высокомолекулярных соединений (в медицине иногда называемые гели)
и механические «барьеры».
1.3
Растворы,
применяющиеся
в
качестве
противоспаечных
«барьеров»
Барьерные растворы физически разобщают травмированные поверхности
брюшины, создавая эффект гидрофлотации, т.е. плавания внутренностей в
жидкости [45].
К растворам, широко применяющимся в качестве противоспаечных
препаратов, относятся растворы глюкозы, гиалуроновой кислоты и её препаратов,
декстрана, эфиров целлюлозы (метил-, карбоксиметилцеллюлозы) и др.
Раствор для снижения возникновение спаек Адепт («Baxter», Австрия) [50]
представляет собой стерильную прозрачную бесцветную или бледно-желтую
жидкость однократного применения для интраперитонеального введения, содер-
19
жащую икодекстрин в концентрации 4,0 % в растворе электролитов. Адепт применяется для промывания во время операции и для инстилляции после операции и
разделяет перитонеальные поверхности. Это уменьшает соприкосновение тканей
как в ходе операции, так и в течение критического срока формирования фибрина в
послеоперационном периоде, тем самым уменьшая образование спаек. Время
нахождения в брюшной полости в терапевтической концентрации составляет около
двух суток. Однако использование большого объема раствора затрудняет
постоперационный контроль репаративных процессов в хирургической ране,
осуществляемый в том числе и по образованию серозных и других жидкостей в
брюшной полости.
Из вышеперечисленных препаратов наиболее эффективными и безопасными являются растворы на основе карбоксиметилцеллюлозы (КМЦ).
В экспериментальных работах, посвященных изучению спайкообразования, КМЦ упоминается с середины 80-х годов 20 века [51]. За этот период
имеются многочисленные положительные отзывы об ее эффективности в борьбе со
спайками при использовании 1,0-3,0 % растворов, причем многие исследователи
отмечают более выраженные антиспаечные свойства КМЦ по сравнению с другими
препаратами этого ряда.
КМЦ так же может использоваться при операциях на сухожилиях,
предотвращая послеоперационные контрактуры, и при заболеваниях коленного
сустава. Водный раствор Na-КМЦ представляет собой гель, имитирующий по
вязкости синовиальную жидкость. Высокая молекулярная масса (350000) и
медленное перитониальное поглощение Na-КМЦ увеличивают его способность
отделять серозные поверхности в течение периода регенерации мезотелия.
Кроме того, Na-КМЦ снижает активность фибробластов и предотвращает
депонирование фибрина на поврежденной серозной поверхности, уменьшается
движение клеток, направляющихся в очаг воспаления.
Для профилактики послеоперационных спаек предложен способ получения
геля на основе карбоксиметилцеллюлозы [51], в качестве исходного продукта
20
используется карбоксиметилцеллюлоза в натриевой форме (Na-КМЦ), которую
сначала термообрабатывают при 120-140 °С в течение 5-30 мин, а затем растворяют
в воде при 18-25 °С с образованием 0,2-4,5 % гелевого раствора. Использование
КМЦ в натриевой форме позволяет сохранить растворимость полимера в воде и
повысить вязкость ее растворов, что способствует снижению концентрации
полимера в растворе при сохранении вязкостных характеристик последнего,
повышению эффективности профилактики образования послеоперационных спаек
за счёт сорбции ионов кальция и снижению скорости высыхания раствора (геля).
Противоспаечный барьер в виде геля на основе Na-КМЦ выпускаются под
названием Мезогель. Он является эффективным средством для предотвращения
появления послеоперационных спаек. Гель отвечает всем требованиям, предъявляемым к «барьерным» средствам, не оказывает общетоксического, аллергизирующего и местно-раздражающего действия (токсикологическое заключение
ГУН ВНИИМТ №34/27 от 18.01.05) [52].
Результаты проведенных экспериментов, свидетельствуют о том, что гели
Na-КМЦ не способствуют росту и размножению микроорганизмов, и, следовательно, инфицированию брюшной полости [53].
К сожалению гели быстро рассасываются и не могут обеспечить длительного противоспаечного действия, необходимого при наличии у пациента в ране
ригидного тела (эдопротеза, шовного материала и т.д.). Более длительный
противоспаечный эффект можно достичь при использовании механических
«барьеров».
1.4 Механические «барьеры»
Механические «барьеры» вводят между травмированными тканями для
разделения серозных поверхностей.
К механическим барьерам относятся аутогенные трансплантаты брюшины,
пленочно-пористые эндопротезы, плёнки или мембраны на основе производных
целлюлозы и гиалуроновой кислоты, различные гидрогели [32].
21
1.4.1 Мембраны с противоспаечными свойствами
Современные противоспаечные материалы: Interсeed («Ethicon», США),
Seprafilm (переданная компанией «Genzym Corporation», США по лицензии
компании «C.R. Bard, Inc.», США), Oxipleх («FzioMed, Inc.», San Luis Obispo,
США), SprayShield («Сovidien», США), DuraSeal («Сovidien», США), Prevadh KLF
(«Сovidien», США) [45,54-57].
Прекрасно зарекомендовал себя как гемостатическое средство Interceed
(«Ethicon», США) [3,54], представляющий собой материал из вискозных волокон
окисленных четырехокисью азота (по химическому составу это монокарбоксилцеллюлоза), полностью рассасывающийся в течение 28 дней. В качестве
противоспаечного барьера Interceed показал лишь некоторое уменьшение
количества и серьезности послеоперационных спаек. При этом отмечено
уменьшение эффективности противоспаечного действия в присутствии крови или
раневого экссудата [58].
Хорошие результаты по предотвращению возникновения противоспаечной
болезни были получены в результате использования мембран на основе растворов
Na-КМЦ.
На конгрессе хирургов в Атланте в 1999 году отмечалось, что
противоспаечная эффективность КМЦ выше при совместном применении с
другими антиспаечными препаратами [32, 59].
Два анионных полимера – гиалуроновая кислота и карбоксиметилцеллюлоза были объединены в биорассасывающуюся пленку Seprafilm («Genzym
Corporation», США), которая является нетоксичной, неимуногенной, биологически совместимой [55, 60]. Она используется в виде пленки и покрывает
травмированные поверхности. Мембрана превращается в гель в течение 24-48
часов, и гель остается на месте размещения до семи суток. Полностью рассасывается к 28 дню, не требует фиксации швами, эффективна в присутствии крови.
Seprafilm значительно уменьшил степень и серьезность послеоперационных спаек
в разнообразных экспериментах и в клинических исследованиях (в гинекологии,
общей хирургии). По данным исследований [61] у 51,0 % пациентов, перенесших
22
лапаротомию с использованием Seprafilm, спаечного процесса в брюшной полости
не отмечалось, в то время как в контрольной группе только 6 % пациентов не имели
спайкообразования. «Барьер» получил одобрение на использование в клинике в
европейских странах и в США. Однако в некоторых экспериментальных
исследованиях в условиях перитонита у крыс показано, что его использование не
уменьшает количество абсцессов в брюшной полости, а у крыс, которые
предварительно получили облучение брюшной полости с последующей резекцией
участка тонкой кишки, отмечался значительный рост количества внутрибрюшных
абсцессов. В условиях перитонита Separafilm не уменьшает спайкообразование в
брюшной полости, но и не тормозит заживление меж-кишечных анастомозов.
Кроме того, барьер также неэффективен при наличии крови [32].
Американская фирма «FzioMed. Inc.» выпустила новую мембрану Oxiplex
[62], которая состоит из карбоксиметилцеллюлозы и оксида полиэтилена.
Проведение медико-технических испытаний с мембраной Oxiplex на кроликах
показали снижение послеоперационного спайкообразования [63].
Появились сообщения о новой мембране [32], которая состоит из
карбоксиметилцеллюлозы и полиэтиленоксида. Препарат снижает послеоперационное спайкообразование в эксперименте на кроликах, а также в условиях
перитонита у крыс. Группой исследователей [64] предложен ряд биорезорбирующихся композиций на основе межмолекулярных комплексов карбоксиполисахарида и полиэфира и способы их использования в профилактике послеоперационного спайкообразования. Карбоксиполисахарид выбирался из группы,
включающей карбоксиметилцеллюлозу (КМЦ), карбоксиэтилцеллюлозу, гиалуроновую кислоту, альгинат, карбоксиметилхитозан, пектин, карбоксиметилдекстран, гепарин, гепарин сульфат и хондроэтин сульфат. В качестве
полиэфирной составляющей композиции был выбран полиэтиленоксид. Задачей
данного изобретения было получение противоспаечной мембраны, удобной для
манипулирования при оперативном вмешательстве, способной принимать нужную
форму, быть прочной, пластичной, легко включаемой в ткани и проявляющей
23
значительную
биоадгезию
для
обеспечения
безопасного
размещения
на
оперируемом участке, пока вероятность спайки не будет сведена к минимуму.
Гелевая система SprayGel («Сovidien», США) была разрешена к
использованию в лапароскопической и абдоминальной хирургии в Европе в 2001
году [32]. Система представляет синтетический распыляемый гидрогель,
состоящий из двух синтетических полиэтиленгликолевых растворов (один
бесцветный, другой окрашенный метиленовой синью для удобства нанесения),
смешивающихся между собой непосредственно перед нанесением. Раствор
распыляется с помощью аппликатора на поврежденную поверхность в брюшной
полости и образует физический барьер – гидрогелевую пленку. Этот барьер
остается на месте в течение 7-14 дней, после чего рассасывается и выводится через
почки. Препарат дорог и сложен в использовании.
В 2008 году фирма «Сovidien» выпустила новую гелевую систему
SprayShield с более коротким сроком рассасывания (5-7 дней). Принцип действия
аналогичен с системой [65].
Герметизирующая и противоспаечная система DuraSeal («Сovidien», США)
состоит из двух растворов синтетического происхождения – эфирного раствора
полиэтиленгликоля и трилизинамина и боратного буферного раствора. Она не
содержит каких-либо продуктов человеческого или животного происхождения.
При смешивании прекурсоры соединяются и образуют герметизирующий и
противоспаечный гидрогель, прочно связанный с подлежащими тканями.
Смешивание прекурсоров происходит в тот момент, когда эти вещества выходят из
наконечника аппликатора в виде спрея. Полимеризация происходит в течение
первых трех секунд после нанесения и полностью рассасывается в период заживления ран: от 4 до 8 недель. Гидрогелем можно покрывать сложные поверхности.
Для лучшей визуализации во время нанесения раствор имеет выраженную голубую
окраску [66].
Композитный препарат Prevadh («Сovidien», США) состоит из двусторонней пленки (ателлоколлаген 1-го типа + полиэтиленгликоль + глицерин) и
24
двухкомпонентного клея в двух шприцах (окисленный мальтодекстрин + фосфатный буфер). Пленка рассасывается в течение 14 дней, замещаясь мезотелием [67].
Существенным недостатком мембран является отсутствие прочной фиксации
при имплантации, что делает возможным их смещение из зоны оперативного
вмешательства.
1.4.2 Противоспаечные пленочно-пористые эндопротезы
За рубежом определенный сегмент рынка занимают пленочно-пористые
эндопротезы из политетрафторэтилена (ПТФЭ). Данные имплантируемые
материалы отличаются высокой биосовместимостью и биорезистентностью,
обладают гладкой поверхностью, которая снижает вероятность травмирования
серозных покровов и возникновения спаечной болезни.
Основными производителями пленочно-пористых эндопротезов являются
фирмы «W.L. Gore and Associates» (США) и «C.R. Bard.Inc.» (США). Продукция
этих фирм представлена на рисунке 1.3.
Один из достаточно известных эндопротезов Dualmesh («W.L. Gore and
Associate», США) – двухслойный материал, сочетающий в себе две функционально
различные поверхности: текстурную макропористую поверхность с размером пор
порядка 150 мкм, через которую прорастает соединительная ткань, фиксирующая
и укрепляющая имплантат, и гладкую микропористую поверхность (3 мкм),
обеспечивающую минимальное прорастание ткани и частичное предохранение от
спаек с подлежащими тканями [68].
Рисунок 1.3 – Пленочно-пористый эндопротез Dualmesh
Особенность материала заключается в том, что при обширных дефектах
25
передней брюшной стенки и выраженном рубцовом процессе с вовлечением
париетальной брюшины допустима пластика с непосредственной укладкой
эндопротеза на органы брюшной полости [68].
Эндопротез Mycromesh – двухслойная структура, одна сторона с размером
пор 3 мкм, другая – 17 мкм (рисунок 1.4). Может быть перфорированным и
тисненым. В последнее время компания разработала новые эндопротезы
Mycromesh Plus, Dualmesh Plus, представляющие собой пленочно-пористые
конструкции ПТФЭ с добавками хлоргексидина диацетата и карбоната серебра.
Материал сохраняет свою антимикробную активность до 10 суток после
имплантации [69].
Рисунок 1.4 – Пленочно-пористый эндопротез Mycromesh
Фирма «C.R. Bard, Inc.» представила на рынок эндопротез Dulex с микро- и
макропористой
поверхностями
[70],
аналогичный
эндопротезу
Dualmesh
(рисунок 1.5).
Рисунок 1.5 – Пленочно-пористый эндопротез Dulex
Недавно фирмой «B.Braun» (Германия) предложен эндопротез Omyra®
Mesh, получаемый блочной полимеризацией тетрафторэтилена в специальной
форме.
Он
представляет
собой
политетрафторэтиленовую
пластину
с
26
отверстиями в виде четырехлучевых звездочек. [71]. Декларируемые фирмой
преимущества: высокие биологическая инертность и биорезистентность,
свойственные ПТФЭ; высокая пористость, сравнимая с пористостью ПП сетчатых
эндопротезов; мягкость, гибкость и гладкость, обеспечивающие удобство
манипуляций и антиадгезионные свойства; устойчивость к бактериальному
загрязнению; прозрачность. С учетом того, что при полимеризации в блоке
получается изделие анизотропной неориентированной макромолекулярной
структуры, сложно ожидать от него высоких прочностных показателей, особенно
на раздирание.
Российским производителем эндопротезов из ПТФЭ является предприятие
«Экофлон» (Россия). Выпускаются имплантаты прямоугольной формы различных
размеров толщиной от 0,2 до 1,0 мм с диаметром перфорации 2,5 мм [72].
По причине инкапсулирования, возможности хронического инфицирования (поэтому делают антимикробную модификацию), невысокой прочности
на раздирание, а также очень высокой цены ПЭТФ эндопротезы не получили
широкого распространения в России. К тому же недавно в литературе появились
сведения о кальцификации (отвердевании) протезов из микропористого ПТФЭ на
более поздних сроках, что приводит к повышенной хрупкости материала и, как
следствие, к разрушению их с возможностью рецидива заболевания [13].
1.5 Вязаные эндопротезы с противоспаечными свойствами
Для решения проблемы спайкообразования ведутся разработки в области
создания трикотажных эндопротезов с нанесенным на их поверхность противоспаечным компонентом.
Известно [3, 73], что эндопротезы из комплексных нитей, а особенно из
мононитей, контактирующие с органами брюшной полости, травмируют их
серозный покров, и в результате происходит образование спаек как между
эндопротезом и содержимым брюшной полости, так и между внутренними
органами (висцеро-висцеральные спайки). Кроме того, при контакте имплантата
с кишечником возможно развитие спаечного процесса с формированием свищей.
27
Зарубежные фирмы-производители пытаются решить эту проблему созданием эндопротезов, включающих в себя два слоя: сетчатый и «барьерный».
Так, немецкая фирма «FEG Textiltechnik» предлагает двухслойный
эндопротез DynaMesh IPOM [74], состоящий на 88 % из ПВДФ и на 12 % из ПП
мононитей (рисунок 1.6).
Рисунок 1.6 – Поперечное сечение эндопротеза DynaMesh IPOM
Указывается, что слой ПВДФ обладает антиадгезионными свойствами и
поэтому эндопротез можно устанавливать этой стороной к органам брюшной
полости, а слой ПП мононитей обеспечивает имплантату формоустойчивость [3].
По 11 балльной шкале, предложенной авторами для оценки адгезионных свойств
материалов, максимальное количество спаек вызывает ПП сторона (11 баллов), в
то время как слой из ПВДФ – 9 баллов. При такой небольшой разнице в результатах развития процесса спайкообразования вряд ли можно признать такую
поверхность антиадгезионной [74].
С целью предотвращения развития спаечного процесса фирмой «Covidien»
(США) [75] разработаны эндопротезы Parietex Composite (рисунок 1.7), внутренний
слой которых, обращенный к брюшной полости, состоит из рассасывающейся
коллагеновой пленки с добавками полиэтиленгликоля и глицерина, нанесенной на
нерассасывающуюся полиэфирную объемную сетку, представляющую собой
двухслойное основовязаное полотно.
28
Компания «C. R. Bard. Inc.» (США) [55] предлагает два вида эндопротезов с
противоспаечными свойствами: Sepramesh™ IP Composite с гидрогелевым
«барьерным» покрытием Seprafilm из рассасывающейся пленочной мембраны
(смесь КМЦ с гиалуроновой кислотой), соединенной с ПП сеткой (рисунок 1.8, а),
и Composix™ L/P Mesh из нерассасывающегося пленочно-пористого ПТФЭ,
соединенного с легкой ПП сеткой (рисунок 1.8, б).
Применение данных материалов ограничено их низкой устойчивостью к
инфицированию, расслаиванием и смещением слоев, сложностью манипуляций и
крайне высокой стоимостью [76].
Рисунок 1.7 – Эндопротез Parietex Composite
а
б
Рисунок 1.8 – Эндопротезы Sepramesh™ IP Composite (а) и
Composix™ L/P Mesh (б)
Незначительное снижение частоты возникновения спаечной болезни
достигается при использовании композиционного эндопротеза Proceed («Ethicon»,
США), состоящего из полипропиленового эндопротеза Prolene и противоспаечного адсорбируемого слоя Interceed, соединенных рассасывающейся плен-
29
кой из полидиоксанона (рисунок 1.9). Второе поколение Proceed имеет дополнительно нанесенную полидиоксаноновую пленку на другой стороне ПП эндопротеза [77].
По семибалльной шкале оценки адгезивных свойств, предложенной
авторами, на 91-е сутки имплантации кроликам полипропиленовые эндопротезы
имели 3,8 балла, а Proceed – 3,3 балла. Таким образом, при крайне высокой
сложности эндопротеза и соответствующей стоимости эффективность его использования невелика.
а
б
Рисунок 1.9 – Структура эндопротеза Proceed™ с противоспаечной пленкой (а) и
после ее деструкции (б)
Попытка
американской
фирмы
«Atrium
Medical
Corp.»
придать
противоспаечные свойства ПП эндопротезу путем формирования на поверхности
покрытия из полиненасыщенных жирных кислот – Atrium C-QUR – также не
принесла ощутимых результатов [78].
Можно утверждать, что полностью решить проблему спайкообразования
такие композитные эндопротезы не могут. С этой точки зрения, любое твердое тело
(в меньшей степени рассасывающееся или очень мягкое и гладкое) провоцирует
образование спаек [59]. Очевидно, применяемые с этой целью мембраны должны
обладать гелевой структурой, а также способностью постепенно (не менее чем за
4-7 суток) рассасываться и удаляться из брюшной полости.
Авторами [79] разработаны гелевые губчатые и пленочные мембраны из
смеси водорастворимых эфиров целлюлозы. Мембраны выполняют барьерные
функции до 4-7 суток, а затем превращаются в гель и элиминируются. Для
30
профилактики спаечного процесса по причине интраоперационных повреждений
серозных поверхностей целесообразно в ходе хирургического вмешательства
вводить Мезогель – противоспаечный гель из тех же эфиров целлюлозы.
Проблема заключается в том, что использование разработанных ранее
«стандартных» гладких сетчатых структур основовязаных полотен не обеспечивает надежного закрепления противоспаечной мембраны, в результате чего
происходит расслаивание и смещение слоев относительно друг друга.
Одним из решений данной проблемы может стать разработка сетчатых
полотен с рельефной поверхностью, позволяющей надежно зафиксировать противоспаечную мембрану. При этом «барьерная» сторона не будет препятствовать
прорастанию
самого
эндопротеза
соединительными
тканями.
Концепцию
эндопротеза с противоспаечными свойствами можно представить в виде схемы
(рисунок 1.10).
Рисунок 1.10 – Схема размещения эндопротеза в процессе имплантации с
закрепленной противоспаечной мембраной на рельефной стороне имплантата
Для изготовления сетчатых эндопротезов с противоспаечными свойствами,
относящихся к «легкой» группе, выбраны полипропиленовые мононити диаметром 0,07 и 0,09 мм.
В приложении А представлены разработанные медико-технические требования (МТТ) к эндопротезам с противоспаечными свойствами, используемым в
герниопластике. МТТ сформулированы в соответствии с ГОСТ Р 15.013-94 «Сис-
31
тема разработки и постановки продукции на производство. Медицинские изделия»
(приложение В «Содержание медико-технических требований»), составлены с
точки зрения функциональных (биосовместимость, биорезистентность, устойчивость к инфицированию) и физико-механических свойств (прочность, растяжимость, жесткость, пористость, толщина, материалоемкость) и включают следующие пункты:
- наименование и область применения изделий;
- основание для разработки;
- цель и назначение разработки;
- источники разработки;
- медицинские требования;
- технические требования;
- условия эксплуатации;
- требования безопасности;
- требования к надежности;
- требования к конструктивному устройству;
- эргономические, эстетические и другие дополнительные требования.
Выводы по главе
Из проведенного анализа патентной и научной литературы, а также
интернет-ресурсов, следует:
- на данном этапе наиболее перспективным направлением является
разработка трикотажных сетчатых эндопротезов из ПП мононитей с противоспаечными свойствами;
- нерассасывающийся компонент эндопротеза должен обладать биосовместимостью, биорезистентностью, устойчивостью к инфекциям, способностью
быстро прорастать тканями, иметь достаточную механическую прочностью,
характеризоваться ограниченной растяжимостью во всех направлениях, нераспускаемостью, мягкостью, минимальной материалоемкостью;
- мембрана должна выполнять «барьерные» функции и обеспечивать
32
профилактику послеоперационного спайкообразования на период восстановления
поврежденных серозных поверхностей (4-7 суток), а затем рассасываться;
- мембрана должна надежно фиксироваться на поверхности сетчатого
эндопротеза и не препятствовать интеграции его в соединительнотканный рубец.
На основании вышеперечисленных выводов сформулированы следующие
задачи исследований:
- проектирование рельефных структур сетчатых трикотажных полотен из ПП
мононитей для закрепления противоспаечного компонента;
- исследование свойств основовязаных полотен разработанных структур;
- разработка метода надежной фиксации эндопротезов c противоспаечными
свойствами при герниопластике;
- модификация пленок на основе карбоксиметилцеллюлозы с целью придания повышенной водостойкости;
- формирование противоспаечной пленочной мембраны на сетчатом
эндопротезе;
- изучение условий предэксплуатационной обработки эндопротезов;
- проведение медико-технических испытаний разработанных эндопротезов,
оценка их пригодности по назначению.
33
2 Проектирование рельефной структуры основовязаных полотен для
эндопротезов с противоспаечными свойствами
Основным требованием к проектированию трикотажных полотен для
изготовления эндопротезов является получение сетчатой малорастяжимой структуры. Трикотажное полотно должно быть равномерным по толщине, не закручиваться по краям и не распускаться. Оптимальные условия прорастания живой
ткани сквозь сетчатое полотно обеспечиваются определенной величиной ячеек
(отверстий) и их числом на единицу площади, т.е. равномерной пористостью [1].
Рельефную структуру трикотажных полотен на основовязальных машинах
можно получить с помощью жаккардовых, прессовых и плюшевых переплетений
(таблица 2.1).
Таблица 2.1 – Структуры переплетений с рельефным эффектом
Вид переплетения
Жаккардовое
нерегулярное
Прессовое
Плюшевое
Элементы петельной структуры
рельефные участки в результате стягивания их жаккардовыми
петлями
петля с наброском высокого индекса, образующаяся за счет
перетягивания нити из соседних столбиков
увеличенные протяжки (целые и разрезные)
2.1 Принципы получения рельефной структуры на базе основовязаных
жаккардовых нерегулярных переплетений
Жаккардовыми переплетениями принято называть рисунчатые переплетения, петли которых, сформированные из нитей разных видов или цветов,
образуют на поверхности трикотажа узоры [80]. Принцип получения основовязаного жаккардового переплетения аналогичен принципу получения кулирного,
где нить прокладывается на иглы в строго определенном порядке, в зависимости от
рисунка, причем с игл, на которые нить не прокладывается, старые петли не
сбрасываются [80, 81].
В структуре нерегулярного жаккардового трикотажа рельефные участки
образуются в результате стягивания их жаккардовыми петлями. Если в течение
34
образования нескольких петельных рядов не прокладывать нить на одну и ту же
иглу, на ней будет продолжать располагаться старая (жаккардовая) петля. После ее
сбрасывания эта петля по высоте будет соответствовать нескольким петельным
рядам в смежных петельных столбиках и, стягивая участки трикотажа, состоящие
из простых петель, образовывать на полотне рельефные узоры.
Кроме рельефных участков у основовязаного трикотажа жаккардового
переплетения могут быть отверстия, которые образуются в тех местах, где
отсутствует прямая связь между петельными столбиками. Такие отверстия
образуются между поворотной петлей, полученной из крайней нити группой
пробранных ушковых игл, и жаккардовой петлей, полученной крайней нитью
следующей группы.
На основовязальных машинах, в которых иглы прикреплены к металлической балке, образуя с ней игольницу, способ выработки жаккардовых
переплетений сводится к индивидуальному управлению нитями одной из основ во
время их прокладывания, что позволяет образовывать петли в определенных
местах переплетения согласно заранее разработанным проектам узора. На
жаккардовых основовязальных машинах можно вырабатывать трикотаж с рисунчатыми эффектами с лицевой и изнаночной стороны, в виде ажура или рельефа.
Индивидуальное управление нитями основы во время прокладывания требует
использования специальной жаккардовой ушковой гребенки [81].
Таким образом, различные сочетания рельефных участков и отверстий на
полотне являются характерным внешним признаком простых рельефных
жаккардовых переплетений [82].
Простой жаккардовый рельефный трикотаж вырабатывается на основовязальных машинах с применением одной, двух и более гребенок, для его
получения требуются специальные узорообразующие механизмы. Основовязаные
жаккардовые переплетения характеризуются повышенной материалоемкостью, а
рельефный эффект в случае использования гладких мононитей может оказаться не
таким выраженным, особенно после процесса термической обработки полотна.
35
2.2 Принципы получения рельефной структуры на базе основовязаных
прессовых переплетений
Трикотаж, некоторые петли которого протянуты через петли предыдущего
петельного ряда и наброски, называют трикотажем прессовых переплетений [80].
Трикотаж прессовых переплетений содержит два вида элементов петельной
структуры: петли и наброски. Петли, имеющие один или несколько набросков,
называют прессовыми. Прессовые петли характеризуются индексом К, который
показывает, сколько набросков имеет прессовая петля.
Трикотаж, некоторые петли которого прессовые, из-за особенностей
процесса петлеобразования характеризуется различной величиной и конфигурацией петель. Прессовые петли вытянуты по высоте вследствие перетягивания
нити из смежных с ними петель петельного ряда [80].
Прессовые переплетения могут быть разделены на две группы: одинарные и
двойные. Каждая группа в свою очередь может быть подразделена на три
подгруппы: первая – гладкие, оттеночные, с ажурным эффектом; вторая – гладкие,
оттеночные и рельефные [83].
Принцип получения прессового основовязаного трикотажа тот же, что и
кулирного трикотажа прессового переплетения: нити прокладываются на все иглы,
но старые петли сбрасываются не со всех игл. На тех иглах, с которых не
сбрасываются старые петли, из вновь проложенных нитей петли не образуются, и
они подводятся вместе со старыми несброшенными петлями под крючок иглы.
Рельефный эффект на полотне получается за счет группы петель,
заключенных в прессовые петли с большим количеством набросков. В результате
происходит стягивание трикотажа по длине, вследствие чего поверхность его
становится неровной. Располагая прессовые петли высоких индексов в
определенном порядке, получают рельефные рисунки [83].
Основовязаные прессовые переплетения можно получить только при
наличии специальных механизмов узорообразования, необходимых для того,
чтобы обеспечить прессование отдельных игл. Рельефный эффект при использовании прессовых переплетений, как и в случае жаккардовых, будет слабо
36
выраженным, а материалоемкость полотна значительно увеличится [81].
2.3 Принципы получения рельефных структур на базе основовязаных
плюшевых переплетений
Платированные переплетения, имеющие разную величину петли из
грунтовой и платировочной нитей за счет увеличения размера платинной дуги
(протяжки), называются плюшевыми. В этом случае платировочная нить
называется плюшевой. Строение остова петель в плюшевых переплетениях не
изменяется, увеличенные протяжки (платинные дуги) расположены на изнаночной
стороне полотна и образуют ворс. Плюшевые переплетения могут быть получены
на базе любого главного переплетения [83].
Трикотаж плюшевых переплетений различают:
- по виду грунтового переплетения (кулирный, основовязаный, одинарный,
двойной, на базе главных, производных и рисунчатых переплетений);
- по способу расположения протяжек в трикотаже (лицевой, изнаночный,
двусторонний);
- по способу закрепления плюшевых протяжек в грунтовом переплетении (с
провязыванием протяжек в петли, уточный, футерованный);
- по виду протяжек (петельный, разрезной, меховой).
Кроме того, трикотаж плюшевых переплетений может быть гладким и
рисунчатым. На базе плюшевых переплетений получают ворсовые и махровые
полотна, ворсово-рельефные и цветные узорные эффекты.
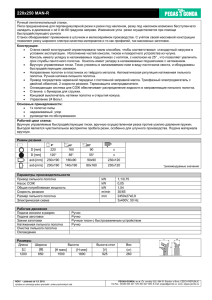
Основовязаный трикотаж плюшевых переплетений может быть с разрезным
и петельным ворсом (рисунок 2.1).
Основной принцип получения плюшевого переплетения заключается в том,
что платинные дуги плюшевых петель увеличиваются за счет различной глубины
кулирования грунтовой и плюшевой нитей. Глубина кулирования для петель из
плюшевой нити должна быть больше глубины кулирования для петель из
грунтовой нити (hк пл > hк гр).
37
Рисунок 2.1 – Структура плюшевого переплетения с петельным ворсом
Для выполнения этого правила вязальная машина должна иметь:
- специальные платины, крючки или другие дополнительные детали, с
помощью которых создается дополнительная плоскость кулирования для
плюшевой нити;
- раздельную подачу грунтовой и плюшевой нитей.
Применяются различные способы регулирования величины глубины
кулирования:
- на машине используются платины специальной конструкции;
- используется дополнительная плоскость кулирования.
Для производства основовязаного трикотажа плюшевого переплетения
обычно применяют основовязальные машины с двумя игольницами.
На двухфонтурных основовязальных машинах, не оснащенных дополнительными устройствами, можно производить так называемый разрезной плюш.
Способ производства полотна основывается на том, что нити двух групп ушковых
гребенок прокладываются отдельно на иглы одной и другой игольницы, образуя
два параллельных полотна. Средняя ушковая гребенка или группа гребенок подают
нити на иглы как одной, так и другой игольницы. Нити, врабатываемые в структуру
обоих полотен, образуют после их разрезания полотно с разрезным ворсом.
Разрезание отрезков нитей происходит посредине между двумя полотнами. Длина
плюшевого покрытия зависит от расстояния между игольницами. Способ
взаимодействия игл и ушковин в процессе вязания одного ряда петель представлен
на рисунке 2.2.
38
а
б
в
г
д
е
а – исходное положение; б – прокачка ушковых гребенок; в – прокладывание
нитей на стержни игл левой игольницы; г – образование петель на левой
игольнице; д – перемещение ушковых гребенок в положение перед иглами
правой игольницы; е – прокладывание нитей на стержни правой игольницы
Рисунок 2.2 – Взаимодействие петлеобразующих органов во время выработки
плюшевого трикотажа с попеременной работой игольниц
Для получения трикотажа с высоким петельным покрытием необходимо
значительно увеличить расстояние между игольницами, что позволит одновременно вырабатывать петельные ряды на обеих игольницах.
Такой способ производства полотен позволяет почти вдвое увеличить
производительность машин. Использование его требует изменения привода ушковых гребенок и игольниц. Вышеупомянутый способ производства трикотажа
представлен на рисунке 2.3.
а
б
в
г
Рисунок 2.3 – Взаимодействие петлеобразующих органов во время выработки
плюшевого трикотажа на основовязальных машинах с одновременной работой
игольниц
Когда игольницы находятся в нижнем положении, ушковые гребенки
располагаются между ними (рисунок 2.3, а). После выхода игл на заключение
39
(рисунок 2.3, б) часть ушковых гребенок, образующая переплетение на иглах одной
игольницы, перемещается в положение перед иглами этой игольницы. Оставшаяся
группа ушковых гребенок перемещается в это время в положение перед иглами
другой игольницы. Средняя ушковая гребенка, прокладывающая нить, образующую плюшевое покрытие, переместится в положение перед иглами правой
игольницы. После сдвига перед иглами на один шаг ушковые гребенки
возвращаются в положение за иглами, т.е. в положение между игольницами
(рисунок 2.3, в). В это время игольницы опускаются, образуя петельные ряды.
Ушковые гребенки, находясь между игольницами, перемещаются вдоль игольниц
на расстояние, зависящее от вида вырабатываемого переплетения. В следующем
цикле образования петельных рядов ушковая гребенка, прокладывающая
плюшевую нить, вырабатывает петли на другой игольнице (рисунок 2.3, г).
Кроме разрезного плюша на основовязальных машинах с двумя
игольницами производят плюшевый трикотаж с петельным покрытием. В этом
случае одна из игольниц оснащается специальными иглами без крючков, или
штифтами (рисунок 2.4).
а
б
в
г
д
е
а – исходное положение петлеобразующих органов; б – прокладывание нитей
на штифты; в – подъем игл на максимальную высоту; г – прокачка ушковых
гребенок в положение перед иглами; д – прокладывание нитей на стержни игл;
е – протягивание нитей через старые петли
Рисунок 2.4 – Последовательные этапы выработки петельного ряда плюшевого
трикотажа с петельным покрытием на основовязальных двухгребеночных
машинах
40
Ушковые гребенки, образующие грунт трикотажа, не прокладывают нитей
на иглы без крючков. Плюшевые нити спадают с игл без крючков во время их
движения вниз. Таким образом, из плюшевых нитей образуются удлиненные
протяжки, которые формируют ворс с изнаночной стороны полотна.
Плюшевый трикотаж можно вырабатывать на однофонтурных основовязальных машинах с устройствами, подающими нити с избытком. Эти нити образуют
переплетение, протяжки которого значительно длиннее протяжек переплетения
грунта. Удлиненная протяжка в этом случае располагается на изнаночной стороне
трикотажа [82].
Возможно получение плюшевых переплетений на однофонтурных основовязальных машинах без использования специальных устройств. Применяемый в
этом случае способ сводится к получению переплетений, нити которых периодически сбрасываются с некоторых игл из-за отсутствия на их стержнях петель
следующих рядов. Для реализации этой технологии необходимо как минимум две
ушковые гребенки и их неполная проборка. При этом нить, из которой будут
образовываться сбрасываемые петли, должна быть заправлена во вторую ушковую
гребенку, чтобы сбрасываемая петля не была вработана в структуру полотна.
Этот способ выработки плюшевых переплетений сравнительно легко
применять на основовязальных машинах с крючковыми или составными иглами,
так как они гарантируют открывание крючков игл во время прокладывания в
каждом рабочем цикле [82]. По приведенному способу можно получить трикотаж
с рельефным эффектом не по всей поверхности полотна, при этом плюшевые петли
располагаются на лицевой стороне.
С учетом вышеизложенного можно сделать вывод, что плюшевые переплетения в большей степени отвечают условиям создания рельефной поверхности
полотна для проектируемых эндопротезов, при этом использование последнего
способа является наиболее простой и экономически выгодной технологией их
получения.
Экспериментальные образцы проектируемых полотен получали на однофонтурной двухгребеночной машине «Кокетт У-2» (Текстима, Германия) 22
класса, установленной на территории ООО «Линтекс» (Санкт-Петербург).
41
2.4 Получение рельефной структуры основовязаного полотна
Для производства гладких сетчатых эндопротезов широко используются
основовязаные полотна, полученные на базе двухгребеночных комбинированных
переплетений с неполной проборкой ушковых гребенок [22].
Графические, аналитические записи и схемы проборки ушковых гребенок
для некоторых вариантов представлены на рисунках 2.5-2.7.
Рисунок 2.5 – Комбинированное переплетение: сукно + (сукно-цепочка);
раппорт по вертикали Rh=4; раппорт по горизонтали Rb=2; заправка мононитей в
ушковые иглы обеих систем через одну; взаимная установка гребенок – в затылок
друг другу
Рисунок 2.6 – Комбинированное переплетение: пятиигольное трико
закрытое + цепочка открытая; раппорт по вертикали RH=2; раппорт по
горизонтали Rb=4; заправка мононитей в глазки ушковых игл обеих систем через
одну; взаимная установка гребенок – в шахматном порядке
42
Рисунок 2.7 – Комбинированное переплетение: сукно + производный атлас;
раппорт по вертикали Rh=4; раппорт по горизонтали Rb=4; заправка мононитей
в ушковые иглы обеих систем через одну; взаимная установка гребенок – в
затылок друг другу
Согласно известной технологии [82], получение удлиненной протяжки в
структуре основовязаного переплетения возможно на тех иглах, где не образуется
петельных столбиков. При условии образования столбиков на нечетных иглах (1,
3, 5 и т.д.) удлиненные протяжки формируются на четных (2, 4, 6 и т.д.). С учетом
технологических возможностей основовязальной машины (максимального сдвига
ушковой гребенки за один цикл) сдвиг ушковой гребенки при получения
сбрасываемой петли возможен не более чем на три игольных шага. Нить,
используемая для образования удлиненной протяжки, должна быть заправлена во
вторую ушковую гребенку.
Изменяя раппорт переплетения, можно получить различный рельефный
эффект на поверхности полотна. Удлиненные протяжки могут располагаться в
каждом петельном ряду, застилая всю поверхность полотна (рисунок 2.8), или
согласно заданному раппорту переплетения (рисунок 2.9-2.10).
На схемах расположения удлиненных протяжек в структуре переплетения
отмечен раппорт по вертикали – Rh, раппорт по горизонтали– Rb, количество
петельных рядов, располагаемых между рядами с удлиненными протяжками – r и
количество петельных столбиков между удлиненными протяжками – b.
При известной величине петельного шага – А, мм, и высоты петельного ряда
– В, мм, можно спроектировать расстояние между петельными столбиками и
рядами с удлиненными протяжками.
43
Rb=1
r=0
Rh=1
b =0
а
б
Рисунок 2.8 – Патрон рисунка (а) и схема расположения удлиненных протяжек на
поверхности полотна (б)
Rb=1
Rh=2
Rh=2
r =1
b =0
а
б
1 гр.
2 гр.
1 гр.
2 гр.
2-3-3
1-2-1
4-5-4
1-2-1
0-1-1
1-0-1
1-0-1
1-0-1
1-0-0
1-2-1
4-5-4
1-2-1
3-2-2
1-0-1
1-0-1
1-0-1
1 гр.
1 гр.
2 гр.
2 гр.
в
г
– сбрасываемые петли
Рисунок 2.9 – Патрон рисунка (а) и схема расположения удлиненных протяжек на
поверхности полотна (б), примеры графических и аналитических записей
переплетений со сбрасываемыми петлями (в, г)
44
Rb=1
Rh =3
r =2
b =0
а
б
1 гр.
2 гр.
1 гр.
0-1-1
1-2-1
4-5-4
1-2-1
1-0-0
0-1-1
1-0-1
0-1-1
3-2-2
1-0-0
1-0-1
1-0-0
0-1-1
1-2-1
4-5-4
1-2-1
1-0-0
0-1-1
1-0-1
0-1-1
3-2-2
1-0-0
1-0-1
1-0-0
1 гр.
2 гр.
1 гр.
2 гр.
2 гр.
в
г
– сбрасываемые петли
Рисунок 2.10 – Патрон рисунка (а) и схема расположения удлиненных протяжек
на поверхности полотна (б), примеры графических и аналитических записей
переплетений со сбрасываемыми петлями (в, г)
Расстояние между столбиками с удлиненными протяжками L, мм,
рассчитывается по формуле (2.1):
L = A·b
(2.1)
45
Расчет расстояния между рядами с удлиненными протяжками Н, мм
производится по формуле (2.2):
Н =B·r
(2.2)
Для получения рельефной поверхности удлиненные протяжки должны
присутствовать на отдельных участках полотна. Количество удлиненных протяжек
в раппорте переплетения должно быть минимальным, это обусловлено тем, что
после
рассасывания
противоспаечной
мембраны
эндопротез
не
должен
травмировать окружающие ткани и хорошо прорастать.
С учетом данного факта и возможности вязального оборудования выбран
раппорт переплетения по высоте 16, при этом удлиненные протяжки будут
формировать горизонтальные полосы на расстоянии 8-10 мм друг от друга.
Регулирование высоты рельефного эффекта в вертикальной плоскости
возможно за счет варьирования величины нити в сбрасываемой петле, изменяемой
сдвигом ушковой гребенки на различное количество игольных шагов. При сдвиге
на один игольный шаг (рисунок 2.11, а) длина нити в сбрасываемой петле и далее
в удлиненной протяжке будет меньше, чем при сдвиге на три (рисунок 2.11, б).
а
б
– сбрасываемые петли
Рисунок 2.11 – Графическая и аналитическая записи переплетения со сдвигом
игольницы для образования сбрасываемой петли на один (а) или три игольных
шага (б)
Спроектированное
основовязаное
переплетение представлено на рисунке 2.12.
комбинированное
двухгребеночное
46
а
б
Рисунок 2.12 – Графическая и аналитическая записи спроектированного
переплетения со сдвигом игольницы для образования сбрасываемой петли на
один (а) или три игольных шага (б)
По разработанным структурам были связаны шесть вариантов полотен из
полипропиленовых мононитей с диаметрами 0,07 и 0,09 мм, где k – количество
игольных шагов, на которое делает сдвиг ушковая гребенка при получении
сбрасываемой петли (таблица 2.2).
Таблица 2.2 – Варианты полотен
Обозначение
Диаметр ПП мононити d, мм
Вариант 1
Вариант 2
Количество игольных шагов, k
-
0,07
1
Вариант 3
3
Вариант 4
-
Вариант 5
Вариант 6
0,09
1
3
47
2.5
Проектирование
технологических
параметров
структуры
основовязаного переплетения с удлиненными протяжками
В теории вязания [20] используются два метода проектирования
технологических параметров основовязаных переплетений:
- универсальный метод;
- расчетно-экспериментальный.
Универсальный метод используется для всех видов основовязаных
переплетений: одинарных и двойных; одногребеночных, двухгребеночных и
многогребеночных; главных, производных, рисунчатых и комбинированных на
основе геометрической модели петли.
Расчетно-экспериментальный метод основан на получении полотна,
обладающего высокими качественными показателями для изделий бытового
назначения. Основным показателем является модуль петли, величина которого
устанавливается на основе экспериментальных данных. Метод используется для
расчетов технологических параметров наиболее распространенных переплетений.
Из-за отсутствия исходных данных применение данного способа невозможно.
Исходными данными для расчета технологических параметров по
универсальному методу являются: вид переплетения, вид текстильного сырья и его
линейная плотность [84].
Последовательность расчета подразумевает определение следующих
параметров:
- диаметр используемых нитей d, мм;
- величина петельного шага А, мм по формуле (2.3):
А= N·d,
(2.3)
где N – коэффициент, зависящий от вида переплетения;
- высота петельного ряда В, мм по формуле (2.4):
В= С·А,
(2.4)
где С – коэффициент соотношения плотностей;
- плотность вязания полотна по горизонтали Пг и по вертикали Пв, петель на
100 мм по формулам (2.5 и 2.6):
48
Пг
100
А
(2.5)
Пв
100
В
(2.6)
- длина нити в петле переплетения lп , мм по формуле (2.7):
lп = lo + 2·lпр ,
(2.7)
где lo - длина остова петли, мм; lпр – длина нити в протяжке.
Длина нити в остове петли lо , мм по формуле (2.8):
lо = 117 / Пг 2 ( B 2 d 2 )
(2.8)
Длина нити в протяжке lпр, мм по формуле (2.9):
lпр = ( g B) 2 (k A x) 2 ,
(2.9)
где g – коэффициент, показывающий сколько петельных рядов пересекает
протяжка; k – коэффициент, показывающий сколько петельных столбиков пересекает протяжка; х – коэффициент, равный 0 или ±2d в зависимости от того, какие
палочки остова петли соединяет протяжка (х=0 – одноименные; х=2d – разноименные; х= -2d – внутренние,).
Для расчета длины нити в удлиненной протяжке, полученной в результате
сброса петли, учитывались конструкционные особенности вязального оборудования [22].
Определить длину нити остова сброшенной петли можно исходя из
линейных размеров сечения наибольшего периметра запрессованной составной
иглы. Размеры представлены для основовязальной машины 22 класса.
Длина нити в остове закрытой петли, мм:
a
a
a
lo 2 b 1 1 d 2 d
2
2
2
,
(2.10)
где b – высота крючка в запрессованном состоянии, равна 1,13 мм;
а1 – толщина замыкателя иглы, равна 0,33 мм;
d – диаметр мононити, мм;
а2 – толщина стержня иглы, равна 0,27 мм.
Длина протяжки сброшенной пели lпр определяется как гипотенуза
49
прямоугольного треугольника со сторонами (k·tи – a2) и b (рисунок 2.13):
l пр
k tu a2 2 b 2 ,
(2.11)
где tи – величина игольного шага для машины 22 класса, равна 1,15 мм;
k – количество игольных шагов, которые пересекает протяжка.
Рисунок 2.13 – Определение длины протяжки основовязаной петли
Формула для расчета длины нити удлиненной протяжки lу.п. имеет
следующий вид:
𝑙у.п. = 2𝑏 + 0,57𝑎1 + 1,57𝑎2 + 2𝜋𝑑 + 2 ∙ √(𝑘 · 𝑡иг − а𝟐 )𝟐 + 𝑏 2
(2.12)
Далее представлен расчет длины нити в удлиненных протяжках
спроектированных полотен, результаты сведены в таблицу 2.3.
Образец 1- диаметр ПП мононити d = 0,07 мм, сдвиг ушковой гребенки на 1
игольный шаг.
Длина протяжки lпр, мм:
l пр
k T a2 2 b 2
(2.13)
lпр = 1,4 мм
Длина остова, мм:
l о 2b 0,57a1 1,57а 2 2d
(2.14)
lо = 3,30 мм
Длина нити в удлиненной протяжке, мм:
l у.п. l o 2 l пр
(2.15)
50
lу.п. = 6,1 мм
Образец 2- диаметр ПП мононити d = 0,07 мм, сдвиг ушковой гребенки на 3
игольных шага.
lпр = 3,35 мм
lо = 3,30 мм
lу.п. = 10,0 мм
Образец 3- диаметр ПП мононити d = 0,09 мм, сдвиг ушковой гребенки на 1
игольный шаг.
lпр = 1,40 мм
lо = 3,37 мм
lу.п. = 6,2 мм
Образец 4- диаметр ПП мононити d = 0,09 мм, сдвиг ушковой гребенки на 3
игольных шага:
lпр = 3,41мм
lо = 3,37мм
lу.п. = 10,2 мм
Таблица 2.3 – Расчетная длина нити в удлиненной протяжке
Диаметр ПП
мононити d, мм
0,07
0,09
Количество игольных шагов при
сдвиге гребенки, k
Расчетная длина нити в
удлиненной протяжке lу.п., мм
1
6,1
3
10,0
1
6,2
3
10,2
Помимо структуры переплетения на размер и положение удлиненной
протяжки относительно плоскости полотна оказывает влияние термическая
обработка. Термофиксация является неотъемлемым этапом производства сетчатых
эндопротезов [22].
Ранее авторами работы [85] исследовано влияние термической обработки на
свойства ПП мононитей с диаметрами 0,11-0,37 мм, используемых в качестве
шовного материала. Также определено влияние процесса термофиксации на ПП и
51
ПВДФ мононити с диаметрами 0,1-0,2 мм в структуре полотна, подвергнутого
растяжению [20, 22]. Однако, при термофиксации полотна спроектированных
структур ПП мононити в удлиненных протяжках не подвергаются растяжению,
поэтому изучение влияния процесса термообработки на их свойства необходимо
проводить на мононитях, находящихся в свободном состоянии.
2.6 Определение влияния режима термофиксации на величину
удлиненной протяжки и ее расположение в структуре полотна
Известно, что в зависимости от температуры и продолжительности теплового
воздействия усадка ПП мононитей, находящихся в свободном состоянии, может
составлять до 40,0 %. Поэтому для определения значения длины нити в удлиненной
протяжке, необходимо учитывать величину ее усадки в условиях термофиксации
(температуры и времени), аналогичных процессу термической обработки полотен
для «легких» эндопротезов.
Исследование величины усадки ПП мононитей проводили на установке,
представляющей собой термоустойчивую раму с фиксаторами для закрепления
нитей (рисунок 2.14).
3
50 см
2
1
1 – рама; 2 – фиксаторы нитей; 3 – нити
Рисунок 2.14 – Установка для термофиксации ПП мононитей
Расстояние между фиксаторами для закрепления образцов мононитей
составляет 50 см, начальная длина зафиксированных мононитей Lнач = 70 см.
Термообработку ПП мононитей диаметров 0,07 и 0,09 мм осуществляли в
термокамере при заданных условиях: температура 150 °С в течение 12 минут, после
чего изучали свойства термофиксированных мононитей.
52
На диаграмме (рисунок 2.15) представлены результаты определения
влияния процесса термической обработки на исходную длину ПП мононитей.
исходная длина нити
длина нити после термофиксации
Длина ПП мононитей, см
80,0
70,0
60,0
70,0
51,4
53,6
d = 0,07 мм
d = 0,09 мм
40,0
20,0
0,0
Диаметр ПП мононитей
Рисунок 2.15 – Влияние процесса термофиксации на длину ПП мононитей
Усадку ПП мононитей (У, %) можно рассчитать по формуле
У=
𝐿нач− 𝐿кон
𝐿нач
∙100 ,
(2.16)
где Lнач –длина ПП нитей до термофиксации, мм; Lкон– длина ПП нитей после
термофиксации, мм.
Для мононитей диаметром 0,07 мм величина усадки составила 26,5 %, для
мононитей диаметром 0,09 мм – 23,4 %. Расчет длины нити в удлиненной протяжке
с учетом значений усадки представлен в таблице 2.4.
Таблица 2.4 – Влияние термофиксации на длину нити в удлиненной протяжке
спроектированных полотен
Диаметр ПП
мононити d,
мм
0,07
0,09
Количество
игольных
шагов, k
1
3
1
3
Расчетная длина нити в
удлиненной протяжке,
мм
6,1
10,0
6,2
10,2
Усадка,
%
26,5
23,4
Расчетная длина нити
удлиненной протяжки с
учетом усадки, мм
4,5
7,4
4,7
7,8
53
В результате усадки ПП мононитей уменьшается их длина, что приводит к
изменению диаметра.
Диаметр ПП мононитей определяли до процесса термофиксации и после с
помощью компьютерной системы с микроскопом и цифровой фотокамеры
AXIOSKOP 40. Для обработки данных использовалась программа «ВидеоТест –
Морфология 5.0» (рисунок 2.16).
до термофиксации
после термофиксации
0,12
Диаметр ПП мононитей, мм
0,104
0,095
0,10
0,08
0,069 0,073
0,06
0,04
0,02
0,00
d = 0,07 мм
d = 0,09 мм
Диаметр ПП мононитей
Рисунок 2.16 – Влияние процесса термофиксации на диаметр ПП мононитей
Процесс термофиксации приводит к увеличению диаметра ПП мононитей
диаметром 0,07 мм на 5,8 %, для ПП мононити диаметра 0,09 мм увеличение
составляет 9,5 %.
Увеличение диаметра мононитей оказывает влияние на их жесткость. Метод
измерения жесткости мононитей сводится к оценке прогиба образца под действием
собственного веса или заданного усилия. В данном случае был использован
тензометрический метод и соответствующий прибор ИЖ-3, предложенный проф.
В.М. Лазаренко [86].
Прибор работает по принципу изгиба консольно закрепленного образца с
регистрацией возникающего усилия на фотоленте светолучевого осциллографа.
Общая схема прибора изображена на рисунке 2.17. Образец 1 с размерами 10 х 20
мм, состоящий из 10 мононитей, закрепляется в тисочном зажиме 2.
54
Рисунок 2.17 – Принципиальная схема прибора ИЖ-3
При включении прибора головка 3 поворачивается против часовой стрелки
на заданный угол θ, после чего происходит автоматическое отключение прибора.
Угол θ указывается стрелкой 4 на шкале 5. Изгибающийся образец соприкасается
своим нижним краем с кромкой тензобалочки 6. Она прогибается на величину,
пропорциональную силе, изгибающей образец.
На балочку наклеены четыре тензодатчика, включенные в мостовую схему.
При изгибании тензобалочки под действием образца датчики деформи-руются, что
приводит к изменению сопротивления и, следовательно, к разбалан-сировке
мостовой схемы. Возникающий при этом в цепи ток поступает в усили-тель, а затем
на светолучевой осциллограф 8. Отклонение луча осциллографа про-порционально
силе, действующей на образец, и может быть пересчитано путем тарировки.
Жесткость образцов определяли непосредственно по величине изгиба-ющей
силы по соотношениям, основанным на нелинейной теории упругости,
допускающей стрелу прогиба, соизмеримую с длиной образца [87]. Образец
испытывает деформацию изгиба аналогично изгибу консоли. Точкой приложения
изгибающей силы является край тензобалочки.
Образец имеет начальную длину lн = 10 мм. Однако в процессе изгибания
приобретает криволинейную форму лишь его участок l. Пользуясь уравнением
нелинейной теории упругости и зная величину зазора между нижним краем
тисочного зажима и верхней кромкой тензобалочки b, можно получить
соотношение:
55
l =1,06 (b – 0,6)
(2.17)
При этом стрела прогиба образца составит f:
f = 0,329∙l
(2.18)
Угол, на который нужно повернуть головку прибора для достижения данной
стрелы прогиба Ө, град.:
f
R 0,6 l
arctg
(2.19)
где R – радиус измерительной головки прибора ИЖ-3, равный 20 мм.
Продолжительность испытаний t, с:
t
(2.20)
где ω – угловая скорость вращения головки прибора, равная 2,9 град/с.
Этому времени соответствует длина кадра фотоленты L, мм:
L = t ∙vл
(2.21)
где vл – скорость фотоленты, мм/с.
При расчете жесткости образца следует учесть, что тензобалочка
воспринимает не всю силу Р, а лишь ее горизонтальную составляющую:
Ризм = Р ·cos30o
(2.22)
Следовательно, жесткость образца EJ, сН·мм2:
Pизм l 2
EJ
1,02 2 cos 30
(2.23)
Ризм определяют по осциллограмме при рассчитанной длине кадра путем
умножения ординаты у на масштабный коэффициент, определенный при
тарировке.
Жесткость одиночной нити, сН·мм2
( EJ ) 0
EJ
10
После термофиксации жесткость нитей увеличивается (рисунок 2.18) для
ПП мононитей диаметром 0,07 мм на 7,8 %, диаметром 0,09 мм – на 11,1 %.
Увеличение жесткости нитей способствует изменению положения удлиненной
протяжки относительно плоскости полотна.
56
Жесткость ПП мононитей, сН·мм2
до термофиксации
после термофиксации
0,08
0,070
0,063
0,06
0,051
0,055
0,04
0,02
0,00
d = 0,07 мм
d = 0,09 мм
Диаметр ПП мононитей,
Рисунок 2.18 – Влияние процесса термофиксации на жесткость ПП мононитей
На рисунке 2.19 представлено схематическое изображение удлиненной
протяжки до процесса термофиксации и после. За счет структуры переплетения и
жесткости ПП мононити, удлиненная протяжка изменяет свое положение
относительно плоскости полотна и уменьшается в размерах.
а
б
Рисунок 2.19 – Схема положения удлиненной протяжки до
термофиксации (а) и после (б)
Максимальная толщина слоя раствора полимера при отливке противоспаечной мембраны на рельефной поверхности сетчатого эндопротеза определяется высотой удлиненной протяжки – hу.п. С этой целью разработана методика, и
проведен расчет высоты удлиненной протяжки для полотен из ПП мононитей двух
диаметров при сдвиге ушковой гребенки на один и три игольных шага
(рисунок 2.20).
57
Рисунок 2.20 – Конфигурация удлиненной протяжки
Длину нити в удлиненной протяжке lу.п. выражаем как дугу окружности
формулой:
𝑙у.п. = 𝑟 · (2𝛼 + 𝜋) ,
(2.24)
где r – радиус окружности, мм;
α – угол, рад.
Выражаем из формулы радиус окружности:
𝑟=
𝑙у.п.
(2𝛼+𝜋)
(2.25)
Высота петельного ряда В представляет собой хорду окружности. Высота
удлиненной протяжки hу.п. является серединным перпендикуляром и делит хорду
пополам:
𝐵 = 2|𝐶𝐸| = 2 · 𝑟 · cos 𝛼
(2.26)
Из формулы (2.26) выражаем радиус:
𝑟=
𝐵
2 cos 𝛼
(2.27)
Из формул (2.25) и (2.27) следует:
𝑙у.п.
(2𝛼+𝜋)
=
𝐵
2 cos 𝛼
𝐵 ∙ (2𝛼 + 𝜋) = 𝑙у.п. ∙ 2 cos 𝛼
(2.28)
(2.29)
58
𝐵
𝑙у.п.
𝐵
(𝜋 + 2𝛼) − 2 cos 𝛼 = 0
2·𝐵
∙ 𝜋+
𝑙у.п.
𝐵
𝑙у.п.
∙
𝜋
2
𝑙у.п.
∙ 𝛼 − 2 cos 𝛼 = 0
(2.31)
∙ 𝛼 − cos 𝛼 = 0
(2.32)
=𝑀
(2.33)
𝐵
+
(2.30)
𝑙у.п.
Принимаем:
𝐵
𝑙у.п.
∙
𝐵
𝑙у.п.
𝜋
2
=𝑁
(2.34)
Тогда формула (2.32) принимает следующий вид:
𝑀 + 𝑁 ∙ 𝛼 = cos 𝛼
(2.35)
Решение данного уравнения заключается в нахождении значений двух
функций f1(x) и f2(x) в месте их пересечения методом последовательных
приближений [88]:
у1 = 𝑀 + 𝑁 ∙ х
(2.36)
у2 = cos х
(2.37)
Образец 1- диаметр ПП мононити d = 0,07 мм, сдвиг ушковой гребенки на 1
игольный шаг:
B = 1,8 мм
lу.п. = 4,5 мм
𝑀 = 0,63
𝑁 = 0,40
0,63 + 0,40 х = cos х
После подбора приближенных значений функций угол α равен:
α = 0,21 рад
r = 0,92 мм
hу.п. = r + r ·sin α = 1,80 мм
Образец 2 - диаметр ПП мононити d = 0,07 мм, сдвиг ушковой гребенки на
3 игольных шага.
B = 1,8 мм
59
lу.п . = 7,4 мм
𝑀 = 0,38
𝑁 = 0,24
0,38 + 0,24 х = cos х
α = 1,30 рад
r = 2,05 мм
hу.п. = r + r ·sin α = 4,23 мм
Образец 3- диаметр ПП мононити d = 0,09 мм, сдвиг ушковой гребенки на 1
игольный шаг:
B = 1,8 мм
lу.п . = 4,7 мм
𝑀 = 0,60
𝑁 = 0,38
0,60 + 0,38 х = cos х
α = 0,26 рад
r = 0,94 мм
hу.п. = r + r ·sin α = 1,84 мм
Образец 4 - диаметр ПП мононити d = 0,09 мм, сдвиг ушковой гребенки на
3 игольных шага:
B = 1,8 мм
lу.п . = 7,8 мм
𝑀 = 0,36
𝑁 = 0,23
0,36 + 0,23 х = cos х
α = 1,33 рад
r = 3,60 мм
hу.п. = r + r ·sin α = 4,46 мм
Результаты расчета представлены в таблице 2.5.
60
Таблица 2.5 – Расчетное значение высоты удлиненной протяжки
Диаметр ПП мононити, мм
0,07
0,09
k
1
3
1
3
Расчетное значение высоты
удлиненной протяжки, мм
1,80
4,23
1,84
4,46
Таким образом, чтобы мембрана была зафиксирована только на рельефной
стороне и не распространялась на весь эндопротез, толщина слоя раствора
полимера при отливке мембраны не должна превышать полученных значений
высоты удлиненных протяжек.
Выводы по главе
1 В результате проведенного анализа для получения переплетения с
рельефным эффектом выбран способ сброса петель на базе плюшевых переплетений. Спроектирована структура комбинированного двухгребеночного переплетения с удлиненными протяжками и раппортом по высоте 16 рядов. При этом
удлиненные протяжки располагаются на полотне в виде горизонтальных полос с
расстоянием между ними 8-10 мм.
2 На положение удлиненной протяжки в пространстве относительно плоскости полотна влияет структура переплетения, а также изменение свойств ПП
мононитей в процессе термической обработки. В результате изучения влияния
режима термообработки на свойства ПП мононитей в свободном состоянии была
определена усадка (для ПП мононити диаметром 0,07 мм – 26,5 %, диаметром 0,09
мм – 23,4 %), увеличение диаметра (для ПП мононити диаметром 0,07 мм на 5,8 %,
диаметром 0,09 мм – 9,5 %), увеличение жесткости (для ПП мононити диаметром
0,07 мм – 7,8 %, диаметром 0,09 мм – 11,1 %).
Разработана методика расчета высоты удлиненной протяжки, что позволяет
определить максимально возможную толщину раствора для изготовления
противоспаечной мембраны. Высота удлиненных протяжек вариантов полотен,
выработанных при сдвиге ушковой гребенки на один игольный шаг, для ПП
61
мононитей диаметром 0,07 мм составляет 1,80 мм, для ПП мононитей диаметром
0,09 мм – 1,84 мм, при сдвиге ушковой гребенки на три игольных шага для ПП
мононитей диаметром 0,07 мм – 4,23 мм, для ПП мононитей диаметром 0,09 мм –
4,46 мм. Максимальная толщина слоя раствора полимера при изготовлении
мембраны не должна превышать полученных значений высоты удлиненных
протяжек.
62
3 Оценка свойств спроектированных основовязаных полотен
Свойства, присущие основовязаному полотну после предстерилизационной
обработки, будут присущи свойствам готового изделия, т.е. эндопротезу [22]. Для
оценки свойств спроектированных полотен в состав проводимых испытаний
должны быть включены испытания на предмет соответствия разрабатываемых
изделий медико-техническим требованиям (приложение А, таблица 1), а именно,
определение:
- размера ячеек (просветов) в структуре полотна;
- объемной пористости;
- толщины;
- плотности вязания по вертикали и горизонтали;
- поверхностной плотности;
- прочностных свойств;
- жесткости на изгиб.
Полный состав проводимых испытаний и перечень используемого
оборудования представлены в таблице 3.1
Таблица 3.1 – Состав проводимых испытаний и перечень используемого
оборудования
№
Свойство
Проводимое испытание
Оборудование
1
Пористость
Максимальная и минимальная
2
площадь ячеек (просветов), мм
2
Материалоемкость
Поверхностная плотность (ρs, г/м )
3
4
Толщина
Максимальное
усилие при разрыве
эндопротеза
5
Максимальная
растяжимость
эндопротеза при
разрыве
Толщина (d, мм)
Разрывная нагрузка при одноосном
растяжении (Р, Н):
- вдоль петельного
столбика;
- вдоль петельного ряда;
Разрывное удлинение при
одноосном растяжении (ε, %):
- вдоль петельного
столбика;
- вдоль петельного ряда;
2
Электронный микроскоп,
программа «ВидеоТест –
Морфология 5.0»
(ГОСТ 8.594- 2009)
Линейка (ГОСТ 427-75),
Весы (ГОСТ 24104-1988)
Микрометр (ГОСТ 6507-90)
STATIGRAF, DEVOTRANS, PM
(ГОСТ 8847-85)
STATIGRAF, DEVOTRANS, PM
(ГОСТ 8847-85)
63
Продолжение таблицы 3.1
№
Свойство
Проводимое испытание
Оборудование
6
Мягкость, гибкость
Жесткость консольным методом (EJ,
2
сН·мм )
Прибор ИЖ-3
(А. с. 138402 СССР)
7
Объемная
пористость
Объемная пористость методом
вытеснения жидкости (W, %)
Линейка (ГОСТ 427-75),
Микрометр (ГОСТ 6507-90),
Мерный цилиндр (ГОСТ 1770-74)
Испытаниям подвергали образцы полотен исходного переплетения и с
удлиненными протяжками, прошедшие термическую обработку при заданном
температурно-временном режиме.
На рисунке 3.1 представлена структура исследуемого основовязаного
полотна без удлиненных протяжек до термической обработки и после. В результате
усадки ПП мононитей в ходе термической обработки структура полотна находится
в условно-равновесном состоянии, при котором он не проявляет стремления к
дальнейшему изменению размеров и имеет наиболее высокую устойчивость [90,
91].
а
б
Рисунок 3.1 – Структура основовязаного полотна из ПП мононитей до
термофиксации (а) и после (б)
Фотографии полотен исходного переплетения и с удлиненными протяжками в разрезе представлены на рисунке 3.2.
Удлиненная протяжка, образованная при сдвиге ушковой гребенки на один
игольный шаг, после термообработки уменьшилась, в результате чего рельефный
эффект на полотне стал незначительным (рисунок 3.2 б). Закрепление противоспаечной мембраны на таких образцах не представляется возможным, что делает
дальнейшее исследование последних нецелесообразным.
64
а
б
в
Рисунок 3.2 – Структура спроектированного переплетения из ПП мононитей
d=0,07 мм после термофиксации в разрезе: гладкое (а), с удлиненными
протяжками со сдвигом на один (б) и три игольных шага (в)
Характеристики структуры образцов были определены с помощью
компьютерной системы MICROCOLOR 2000 250B–LAB с микроскопом для
обработки графических изображений. Фотографии образцов полотен исходного
переплетения и с удлиненными протяжками представлены на рисунке 3.3.
а
б
Рисунок 3.3 – Фотографии образцов из ПП мононитей d=0,07 мм исходное
переплетение (а) и с удлиненными протяжками (б)
65
Понятие «размер ячейки», обычно используемый в качестве характеристики
пористости, применим только к эндопротезам, имеющим структуру филейных
переплетений с одинаковым значением размера отверстий по всей площади трикотажного полотна. Сетчатые эндопротезы структур двухгребеночных переплетений
имеют отверстия различных форм и размеров, ограниченные остовами петель и
протяжками, соединяющими петельные столбики. В данном случае пористость
будет определяться площадью просветов в единице площади эндопротеза [59].
Было определено влияние наличия удлиненных протяжек в структуре
переплетения на размеры пор. Исследования проводили с помощью компьютерной
системы с микроскопом и цифровой фотокамеры AXIOSKOP 40, для обработки
данных использовалась программа «ВидеоТест – Морфология 5.0».
На рисунке 3.4 представлены фотографии структур полотен с удлиненными
протяжками и без удлиненных протяжек с указанием пор. Площадь пор дана в
сводной таблице структурных параметров образцов (таблица 3.2). Также
представлена плотность вязания полотна по вертикали и горизонтали и толщина
полотна.
а
б
Рисунок 3.4 – Фотографии структур полотен из ПП мононитей диаметром 0,07 мм
исходного переплетения (а) и с удлиненными протяжками (б)
У исследуемых полотен с удлиненными протяжками наблюдается
увеличение размеров пор относительно исходных, что объясняется разворотом
удлиненной протяжки относительно плоскости полотна.
66
Таблица 3.2 – Параметры структуры исследуемых образцов
d = 0,07 мм
d = 0,09 мм
Плотность вязания,
Вариант
пет./100мм
по вертикали
по
горизонтали
исходное
130
44
с удлиненными протяжками
121
44
исходное
155
50
с удлиненными протяжками
145
50
Размеры
пор, мм2
Толщина,
мм
0,1-0,7
0,1-1,0
0,3-0,5
0,3-0,8
0,31
0,30
0,45
0,44
Для определения объемной пористости [3] образец помещали в мерный
цилиндр с 50,0 % водным раствором этилового спирта, обеспечивающим хорошее
смачивание поверхности нитей, и определяли объем жидкости, вытесненной
образцом, соответствующий объему нитей.
Величину объемной пористости W, % определяли по формуле:
W=
𝑉обр −𝑉вытесн.жидк
𝑉обр
∙100 ,
(3.1)
где 𝑉обр. – объем образца, см3; 𝑉вытесн.жидк.. – объем вытесненной жидкости, мл.
𝑉обр = Sобр ∙ ℎ,
(3.2)
где Sобр – площадь образца, см2; h – толщина образца, cм.
Объемная пористость образцов полотен с удлиненными протяжками из ПП
мононитей диаметром 0,07 мм составляет 87,5 %, для образцов полотен с
удлиненными протяжками из ПП мононитей диаметром 0,09 мм это значение
составляет 91,6 %.
Экспериментальные значения поверхностной плотности определяли на
образцах размером 200 × 200 мм, которые взвешивали на электронных весах с точностью до 0,01 г и далее пересчитывали массу на площадь 1,0 м2 [92]. Расчетное
значение материалоемкости определяли по методике, приведенной во 2 главе.
Полученные результаты представлены в таблице 3.3, где также приведено
отклонение экспериментального и расчетного значения поверхностной плотности
образцов (∆ ρs), которое можно объяснить погрешностью при проведении
испытаний и расчетов.
67
Таблица 3.3 – Поверхностная плотность образцов полотен
Поверхностная плотность, г/м²
экспериментальная
расчетная
исходное
51,0
53,8
с удлиненными протяжками
47,1
50,2
исходное
28,7
30,5
с удлиненными протяжками
25,9
27,9
Вариант
d= 0,07 мм
d= 0,09 мм
∆ ρs, %
5,2
6,2
6,0
7,2
Материалоемкость полотна с удлиненными протяжками снижается за счет
уменьшения величиной плотности вязания по высоте относительно исходного
переплетения.
Прочностные свойства полотен определялись на полуавтоматической
разрывной машине STATIGRAPH L с системой обработки полученных результатов
TESTCONTROL.
Для определения разрывной нагрузки и разрывного удлинения использовали
образцы – полоски шириной 50 мм и зажимной длиной 100 мм [93]. Испытания
проводились при растяжении образцов вдоль петельных столбиков и вдоль
петельных рядов.
На рисунках 3.5-3.8 приведены диаграммы растяжения образцов из ПП
мононитей d = 0,07 и d = 0,09 мм исходного переплетения и с удлиненными
протяжками в направлениях петельного ряда и петельного столбика.
Диаграммы растяжения образцов вдоль петельного столбика и вдоль
петельного ряда представляют собой достаточно выраженную нелинейную
зависимость относительного удлинения ε от приложенной нагрузки Р. Это
означает, что при различных нагрузках один и тот же образец трикотажа ведет себя
как несколько объектов, отличающихся друг от друга по своим механическим
свойствам [94]. Графически это может быть описано касательной к определенному
участку диаграммы растяжения. В фазе 1 распрямляются изогнутые участки нитей,
в фазе 2 происходит смещение точек контакта петель. Фаза 3 начинается, когда
петельная структура уже исчерпала возможности скольжения, и поэтому
удлинение образца происходит только за счет растяжения мононитей.
Нагрузка, Н
Нагрузка, Н
68
Удлинение,%
Удлинение,%
а
б
Рисунок 3.5 – Диаграммы растяжения образцов исходного переплетения
из ПП мононитей d = 0,07мм вдоль петельных рядов (а) и вдоль петельных
Нагрузка, Н
Нагрузка, Н
столбиков (б)
Удлинение,%
Удлинение,%
а
б
Рисунок 3.6 – Диаграммы растяжения образцов с удлиненными протяжками
из ПП мононитей d = 0,07 мм вдоль петельных рядов (а) и вдоль петельных
столбиков (б)
Нагрузка, Н
Нагрузка, Н
69
Удлинение,%
Удлинение,%
а
б
Рисунок 3.7 – Диаграммы растяжения образцов исходного переплетения
из ПП мононитей d = 0,09 мм вдоль петельных рядов (а), вдоль петельных
Нагрузка, Н
Нагрузка, Н
столбиков (б)
Удлинение,%
Удлинение,%
а
б
Рисунок 3.8 – Диаграммы растяжения образцов с удлиненными протяжками
из ПП мононитей d = 0,09 мм вдоль петельных рядов (а), вдоль петельных
столбиков (б)
70
При растяжении образцов полотен исходного переплетения в направлении
как петельного столбика, так и петельного ряда, первая фаза не имеет четкой
границы и объединяется со второй. При растяжении образцов полотен с
удлиненными протяжками вдоль петельного столбика четко выделяется фаза 1,
во время которой распрямляются удлиненные протяжки (таблица 3.4).
Таблица 3.4 – Прочностные свойств образцов полотен
Растяжение вдоль петельного
ряда
d = 0,09 мм
d = 0,07 мм
Варианты
Растяжение вдоль петельного столбика
Удлинение, %
Удлинение, %
Разрывная
Разрывная
Фаза 1+2 разрывное нагрузка, Н фаза 1 фаза 2 разрывное нагрузка, Н
исходное
14,0
50,0
225,0
с удлиненными
протяжками
21,0
37,0
182,0
исходное
11,0
48,0
322,0
с удлиненными
протяжками
21,0
66,0
285,0
19,0
4,0
12,0
17,0
6,0
14,0
54,0
85,0
48,0
62,0
42,0
145,0
52,0
125,0
За счет наличие удлиненных протяжек и остовов петель, образованных
только из нити одной ушковой гребенки, в структуре переплетения формируется
так называемый «ослабленный» петельный ряд, что оказывает влияние на
прочностные свойства спроектированных полотен. Для образцов из ПП мононитей
диаметром 0,07 мм снижение разрывной нагрузки вдоль петельного ряда
составляет 23,1 %, вдоль петельного столбика – 12,9 %, для образцов из ПП
мононитей диаметром 0,09 мм эти значения составляют 19,3 и 13,8 % соответственно.
Жесткость полотен определяли способом прогиба образца размерами
10 × 20 мм под действием заданного усилия на приборе ИЖ-3 с использованием
методики проведения испытаний, описанной во второй главе.
Результаты проведенных испытаний приведены в таблице 3.5.
71
Таблица 3.5 – Значения жесткости при изгибе образцов полотен
Жесткость при изгибе EJ, сН·мм2
вдоль петельного ряда вдоль петельного столбика
исходное
0,895
0,452
d = 0,07 мм
с удлиненными протяжками
0,486
0,235
исходное
1,850
1,330
d = 0,09 мм
с удлиненными протяжками
1,125
0,690
Варианты
Жесткость образцов полотен с удлиненными протяжками из ПП мононитей
диаметром 0,07 мм относительно исходных образцов снижается в направлении
петельного столбика на 45,6 %, в направлении петельного ряда – на 48,0 %, для
образцов из ПП мононитей диаметром 0,09 мм эти значения составляют 39,2 и
48,2 % соответственно.
В таблице 3.6 представлены результаты исследований свойств спроектированных основовязаных полотен для изготовления сетчатых эндопротезов с
противоспаечными свойствами.
Таблица 3.6 – Свойства основовязаных полотен
Свойство
Размер ячеек (просветов) в структуре, мм2
Объемная пористость, %
Поверхностная плотность, г\м2
Толщина, мм
Плотность вязания по вертикали, пет./100 мм
Плотность вязания по горизонтали, пет./100 мм
Разрывная нагрузка вдоль пет. ряда, Н
Разрывная нагрузка вдоль пет. столбика, Н
Разрывное удлинение вдоль пет. ряда, %
Разрывное удлинение вдоль пет. столбика, %
Жесткость вдоль пет. ряда, сН·мм2
Жесткость вдоль пет. столбика, сН·мм2
Диаметр ПП мононитей
d = 0,09 мм
d = 0,07 мм
0,3-0,8
0,1-1,0
91,6
87,5
47,1
25,9
0,44
0,30
145
121
50
44
285,0
182,0
125,0
62,0
66,0
37,0
52,0
48,0
1,125
0,486
0,690
0,235
Анализ полученных данных позволяет отнести эндопротезы из спроектированных полотен к группе «легких» и использовать при устранении небольших
грыжевых дефектов.
Устойчивость края эндопротеза к разрыву нитью является важным
свойством при имплантации и в послеоперационный период [95]. Наиболее
вероятной причиной рецидивов грыж может являться разрыв швом либо края
72
эндопротеза, либо тканей организма, к которым его фиксируют [96]. Авторы
работы [97] исследовали прочность различных анатомических структур при
использовании узлового шва (соединение тканей и материалов, стежком нити,
концы которого закреплены узлом). Экспериментальные исследования, проведенные на кафедре хирургии им. Н. Д. Монастырского Санкт-Петербургской медицинской академии последипломного образования в патологоанатомическом отделении Александровской больницы, показали, что разрыв соединительнотканных
структур происходит при нагрузке 32,0 Н при наложении узлового шва.
При операциях сетчатый эндопротез фиксируют к тканям швами с отступом
6 мм от края эндопротеза, при этом фиксирующая хирургическая нить может
попасть в «ослабленный» ряд, что делает необходимым изучить влияние наличия
удлиненных протяжек на возможность отрыва края эндопротеза.
Определение прочности при разрыве края полоски образца узловым швом
проведено на разрывной машине РМ-250. В верхний зажим 1 (рисунок 3.11, а)
заправляют верхний край (20 мм) испытываемого полотна 2, размеры которого
представлены на рисунке 3.11, б, а в нижний зажим 4 – концы шовной нити 3. В
качестве шовного материала использовалась хирургическая ПП мононить
метрического размера по Европейской фармакопее (EP) – 6 [95].
а
б
Рисунок 3.11 – Разрыв края образца узловым швом: схематическое
изображение крепления испытываемого образца (а) и основные размеры образца
и крепления шовной нити (б)
73
Показания разрывной нагрузки фиксировали в начальный момент разрушения структуры образцов (таблица 3.7).
Таблица 3.7 – Разрывные характеристики краев сетчатых полотен при разрыве
узловым швом
Вдоль петельного ряда
Образец
исходное
с удлиненными протяжками
исходное
d = 0,09 мм
с удлиненными протяжками
d = 0,07 мм
Вдоль петельного столбика
Разрывная Разрывное
Разрывная Разрывное
нагрузка, Н удлинение, % нагрузка, Н удлинение, %
26,0
16,5
43,0
30,5
23,0
21,5
30,8
43,0
22,6
14,0
37,3
29,5
33,0
29,3
37,5
41,0
Установлено, что по сравнению с прочностью соединительнотканных
структур прочность края спроектированных полотен при разрыве шовным
материалом недостаточна для обеспечения надежной фиксации при имплантации
эндопротеза, что свидетельствует о необходимости использования укрепляющих
элементов.
Выводы по главе
1
При оценке свойств спроектированных полотен, подвергнутых термофик-
сации при заданном температурно-временном режиме, установлено, что высота
удлиненных протяжек, образованных при сдвиге ушковой гребенки на один игольный шаг, уменьшилась, в результате рельефный эффект на полотне стал незначительным. Высота удлиненных протяжек, образованных при сдвиге ушковой
гребенки на три игольных шага, достаточна для фиксации противоспаечной
мембраны на рельефной поверхности полотна.
2
Оценку свойств спроектированных полотен проводили в соответствии с
медико-техническими требованиями. Наличие удлиненных протяжек в структуре
переплетения снижает прочность полотна из ПП мононитей диаметром 0,07 мм на
19,1% вдоль петельного ряда и на 27,0 % вдоль петельного столбика, из ПП
мононитей с диаметром 0,09 мм – на 11,4 и 13,8 % соответственно. Снижение
жесткости на изгиб составляет: для полотна из ПП мононитей диаметром 0,09 мм
74
– более, чем на 40,0 %, для полотна из ПП мононитей диаметром 0,07 – более, чем
в два раза. Объемная пористость образцов полотен с удлиненными протяжками из
ПП мононитей диаметром 0,07 мм составляет 87,5 %, диаметром 0,09 мм – 91,6 %.
3
На основании результатов исследования материалоемкости и прочностных
свойств спроектированных полотен можно рекомендовать использовать их для
производства эндопротезов «легкой» группы.
4
Прочность края спроектированных полотен при разрыве шовным
материалом по сравнению с прочностью соединительнотканных структур
недостаточна для обеспечения надежной фиксации при имплантации эндопротеза,
что свидетельствует о необходимости использования укрепляющих элементов.
75
4 Разработка укрепляющих элементов для фиксации эндопротезов
Как указано в предыдущей главе, проектируемый эндопротез с противоспаечными свойствами относится к группе «легких». При этом наличие
удлиненных протяжек в структуре переплетения создает ослабленные участки, в
связи с чем возникает опасность прорезания эндопротеза шовным материалом.
По сути, здесь должна быть решена задача, аналогичная той, которая
возникает при наложении швов на паренхиматозные органы (печень, селезенка,
поджелудочная железа и др.), которые могут быть прорезаны хирургической
нитью. Наиболее просто это решается при использовании специальных подкладок
под шов [98].
Известна конструкция подкладки из пористого политетрафторэтилена
(ПТФЭ), препятствующая прорезанию паренхиматозных швов. Структура
имплантата состоит из ПТФЭ, имеющего пористую структуру. Имплантат
(рисунок 4.1) представляет собой ленту длиной 10-25 см и шириной 1-5 см.
Посередине имплантата выполнена перфорация в форме круглых отверстий
диаметром 0,1-1,0 мм с шагом 3-10 мм друг от друга для проведения лигатуры [99].
Рисунок 4.1 – Конструкция подкладки из пористого ПТФЭ
Использование данной подкладки в виде сплошной длинной ленты из
ПТФЭ при операциях приводит к необоснованному увеличению количества
чужеродного материала в организме. Серьезным недостатком изделия является и
тот факт, что широкий диапазон длины и ширины имплантата, диаметра перфораций, а также шага между ними не позволяет унифицировать имплантат для
использования при фиксации эндопротезов различных размеров.
76
Более универсальной и эффективной является разработанная нами
конструкция [100], состоящая из двух подкладок под шов размером 10 × 15 мм,
каждая из которых имеет два отверстия, через которые пропускается хирургическая нить с двумя атравматичными иглами (рисунок 4.2). Подкладки располагаются с двух сторон резецированного паренхиматозного органа и при затягивании
нити создают компрессию крупных кровеносных сосудов и улучшают гемостаз.
а
б
Рисунок 4.2 – Схематичное изображение устройства для наложения лигатуры (а)
и чертеж подкладки с указанием размеров, мм (б)
Для упрочнения зоны фиксации эндопротеза при его имплантации нами
предложено использовать в качестве укрепляющего элемента одну подкладку. С
точки зрения эксплуатационных свойств укрепляющий элемент должен иметь
определенную жесткость, прочность, не распускаться, в то же время обладать
пористостью, позволяющей прорастать полноценными соединительными тканями
[98].
В качестве сырья для изготовления укрепляющих элементов были выбраны
полиэтилентерефталатные (ПЭТФ) комплексные нити, нашедшие широкое
применение в хирургии благодаря высоким физико-механическим характеристикам и биосовместимости.
4.1 Проектирование структуры полотна для укрепляющего элемента
Известно
[22],
что
наибольшей
формоустойчивостью
обладают
переплетения, протяжки которых максимально ориентированы в направлении
приложенной нагрузки: цепочка – вдоль петельного столбика, трико – вдоль
петельного
ряда.
Таким
образом,
можно
предположить,
что
структура
77
переплетения трико-цепочка будет наиболее устойчива к силовым воздействиям
как по длине, так и по ширине (рисунок 4.3).
а
б
Рисунок 4.3 – Структура переплетения цепочка с открытыми петлями (а) и трико
с закрытыми петлями (б)
Для изготовления укрепляющего элемента было выработано основовязаное
полотно двухгребеночного переплетения: пятиигольное трико закрытое + цепочка
открытая (раппорт работы систем Rh=2, Rb=4). Сплошная проборка ушковых
гребенок обеспечивает высокую застилистость полотна (рисунок 4.4).
Рисунок 4.4 – Совмещенная графическая запись переплетения
пятиигольное трико закрытое – цепочка открытая
Неотъемлемым
технологическим
процессом
производства
сетчатых
эндопротезов является термическая обработка основовязаного полотна, обеспечивающая равновесную малорастяжимую структуру при заданной пористости [22].
78
Термофиксация
заготовок эндопротезов при
двуосном растяжении
устраняет усадку полотна, возникающую после снятия с машины, а также
позволяет зафиксировать их в состоянии наименьшей подвижности петельной
структуры, т.е обеспечивает стабильность размеров в процессе эксплуатации.
В случае термофиксации полотна, предназначенного для изготовления
укрепляющего элемента, этот процесс должен осуществляться без натяжения в
условиях, позволяющих обеспечить готовым изделиям минимальную растяжимость и максимальную застилистость поверхности за счет усадки ПЭТФ нитей.
При этом значения температуры и времени ее воздействия на полотно не должны
привести к деструкции нитей, и, как следствие, снижению прочности.
Таким образом, для определения параметров термофиксации (температуры,
времени) целесообразно проведение предварительного эксперимента на исходных
ПЭТФ нитях.
4.2
Определение влияния термофиксации
на
свойства
ПЭТФ
комплексных нитей
Температурный
режим
для
термофиксации
определяли
с
учетом
температуры нулевой прочности (для ПЭТФ комплексных нитей 248 °С) в
интервале 180-220°С [101].
В процессе дополнительной термообработки происходит релаксация
напряжений в элементарных нитях, уменьшение объема и размера микро- и
макродефектов структуры. При термообработке продолжительностью не более 25
минут имеет место существенное увеличение плотности и уменьшение удельной
поверхности ПЭТФ комплексных нитей, связанное со снижением количества
микро- и макротрещин. Чем выше температура, тем глубже происходят
релаксационные процессы. Однако повышение температуры и продолжительности
термообработки выше определенных значений может способствовать образованию
новых трещин, основной причиной чего может являться процесс кристаллизации
полимера [102].
79
Необходимо установить характер и степень влияния температуры и
продолжительности термической обработки на изменение длины ПЭТФ нитей и их
прочность, что в свою очередь позволит прогнозировать свойства полотна без
потери его прочности при заданном режиме термофиксации. С этой целью был
проведен двухфакторный эксперимент.
Процесс термической обработки ПЭТФ нитей осуществляли аналогично
термофиксации ПП мононитей (глава 2). Прочностные характеристики нитей
изучались в узле, являющимся наиболее ослабленным участком нити. Испытания
проводились на разрывной машине РМ-250.
В качестве независимых факторов (входные параметры) были приняты
следующие:
Х1 – продолжительность термофиксации нитей, мин;
Х2 – температура термообработки нитей, °С.
Выходные параметры:
Y1 – длина ПЭТФ нити после термической обработки, см;
Y2 – разрывная нагрузка ПЭТФ нити в узле после термической обработки, Н.
Отсчет
времени
начала
термофиксации
производился
с
момента
достижения в термокамере заданной температуры.
Исследуемые факторы варьировались на трех уровнях (таблица 4.1).
Таблица 4.1 – Условия планирования эксперимента
Продолжительность
термофиксации
Х1, мин
Температура
термофиксации
Х2, °С
интервал варьирования
5
10,0
основной уровень
15
200,0
0
верхний уровень
25
220,0
+1
нижний уровень
5
180,0
-1
Основные характеристики плана
Код
Матрица планирования эксперимента приведена в таблице 4.2, результаты
проведенных испытаний – в таблице 4.3.
80
Таблица 4.2 – Матрица планирования эксперимента и значение выходного
параметра
№ опыта
1
2
3
4
х0
+
+
+
+
х1
+
+
х2
+
+
-
х1х2
+
+
-
Y1
56,5
59,9
65,0
59,6
Y2
4,40
4,60
4,50
4,54
Таблица 4.3 – Влияние термофиксации на свойства ПЭТФ нитей
Температура
термофиксации, ºС
180
190
200
210
220
180
190
200
210
220
Время термофиксации, мин
5
65,1
64,9
65,0
64,7
64,4
64,7
63,5
63,5
63,6
61,9
61,8
61,7
59,8
59,3
59,7
4,50
4,49
4,51
4,54
4,58
4,59
4,60
4,67
4,68
4,64
4,61
4,61
4,58
4,60
4,62
10
15
20
Длина ПЭТФ нитей после усадки, см
63,4
61,5
60,0
63,4
61,3
60,2
63,7
61,7
59,8
62,5
60,3
59,6
62,7
60,7
59,3
62,3
60,2
59,0
61,2
58,6
58,1
61,4
58,9
58,2
61,0
58,9
58,6
59,3
57,5
56,8
59,7
57,0
56,9
59,2
57,2
56,9
57,6
57,0
56,3
57,8
57,3
56,3
58,3
56,7
56,9
Разрывная нагрузка в узле ПЭТФ нитей, Н
4,53
4,67
4,57
4,52
4,63
4,61
4,60
4,62
4,62
4,69
4,80
4,69
4,66
4,78
4,68
4,69
4,76
4,70
4,71
4,80
4,63
4,77
4,73
4,61
4,77
4,78
4,71
4,64
4,69
4,55
4,68
4,67
4,52
4,72
4,59
4,52
4,60
4,56
4,47
4,56
4,58
4,48
4,58
4,54
4,52
25
60,2
59,8
59,7
58,8
59,2
59,0
58,1
57,9
58,0
56,4
56,8
56,6
56,5
56,6
56,4
4,53
4,54
4,54
4,50
4,54
4,49
4,44
4,47
4,53
4,48
4,43
4,38
4,38
4,39
4,43
81
Первичная
обработка
экспериментальных
данных,
основанная
на
применении статистических методов, заключалась в исключении резко выделяющихся экспериментальных данных и определении числовых характеристик случайных величин: среднего значения, дисперсии и среднеквадратического отклонения,
коэффициента вариации и вида распределения случайных величин [103].
Среднее значение выборки:
1 m
y yi ,
m i 1
(4.1)
где yi – значения случайных величин, m – количество повторов в серии опыта.
Дисперсия воспроизводимости в каждом опыте:
Si
2
1 m
( yi y ) 2 ,
n 1 1i
(4.2)
где n – количество повторений опыта в серии, yi – значение выходного параметра
при повторениях; 𝑦̅ – среднее значение выходного параметра при повторениях
[104]. Результаты представлены в таблицах 4.4, 4.5.
Таблица 4.4 – Расчет дисперсии воспроизводимости при определении длины ПЭТФ
нитей после термофиксации
№
опыта
1
2
3
4
Результаты эксперимента
y1
y2
y3
56,5
59,8
65,1
59,8
56,6
59,7
64,9
59,5
56,4
59,8
65,0
59,5
𝑦̅
∆у
(∆у)2
𝑠𝑖2
56,5
59,9
65,0
59,6
0,1
-0,1
0,1
0,2
0,01
0,01
0,01
0,04
0,01
0,24
0,01
0,03
Таблица 4.5 – Расчет дисперсии воспроизводимости при определении разрывной
нагрузки ПЭТФ нитей в узле после термофиксации
№
опыта
1
2
3
4
Результаты наблюдений
y1
y2
y3
4,38
4,58
4,50
4,53
4,39
4,60
4,49
4,54
4,43
4,62
4,51
4,54
𝑦̅
∆у
(∆у)2
𝑠𝑖2
4,40
4,60
4,50
4,54
-0,04
-0,03
0,05
-0,02
0,0016
0,0009
0,0025
0,0004
0,21
0,09
0,25
0,04
Проверку однородности дисперсий осуществляли с помощью критерия
Кохрена.
82
Экспериментальное значение критерия Кохнера рассчитывается по
формуле:
𝑆2
𝐺𝑅р = ∑𝑁𝑚𝑎𝑥2
(4.3)
𝑖=1 𝑆𝑖
Экспериментальные значения критерия Кохнера составили 𝐺𝑅р = 0,460 для Y1
и 𝐺𝑅р = 0,424 для Y2.
Табличное значение критерия Кохнера находили с учетом количества
опытов (N) и числа степеней свободы. Степень свободы (f) определяется по
формуле:
f = n –1= 3 – 1 = 2
(4.4)
Табличный критерий Кохрена определялся при уровне значимости p = 0,05.
GRT PД 0,95; f 2; N 4 0,6798
Значение 𝐺𝑅р < 𝐺𝑅т , что подтверждает однородность дисперсий.
На
базе
табличного
процессора Microsoft
Excel
были
получены
регрессионные уравнения, имеющие следующий вид:
Y1= 95,200 – 0,798X1 – 0,158X2 – 0,003Х1Х2
Y2 = 3,974 + 0,061X1 + 0,003X2 – 0,0003X1X2
(4.5)
(4.6)
Коэффициенты при независимых переменных указывают на степень влияния факторов. Чем больше численная величина коэффициента, тем большее
влияние оказывает фактор. Если коэффициент имеет знак плюс, то с увеличением
значения фактора параметр оптимизации увеличивается, а если минус, то уменьшается. Величина коэффициента соответствует вкладу данного фактора в величину
параметра оптимизации при переходе фактора с нулевого уровня на верхний или
нижний [105].
Результаты расчета остаточной суммы квадратов при проверке адекватности линейных моделей приведены в таблицах 4.6, 4.7. В таблице 𝑦̂ – расчетное
значение величин параметра оптимизации по уравнению регрессии.
83
Таблица 4.6 – Расчет остаточной суммы квадратов при определении длины ПЭТФ
нитей после термофиксации
№
опыта
1
2
3
4
𝑦̅
56,5
59,9
65,0
59,6
𝑦̂
56,6
59,7
65,1
59,5
∆𝑦 = 𝑦̅ − 𝑦̂
-0,1
0,2
-0,1
0,1
(∆𝑦)2
0,01
0,04
0,01
0,01
Таблица 4.7 – Расчет остаточной суммы квадратов при определении прочности в
узле ПЭТФ нитей после термофиксации
№
опыта
1
2
3
4
𝑦̅
4,40
4,60
4,50
4,54
𝑦̂
4,43
4,61
4,51
4,53
∆𝑦 = 𝑦̅ − 𝑦̂
-0,03
-0,01
-0,01
0,01
(∆𝑦)2
0,0009
0,0001
0,0001
0,0001
Дисперсия коэффициентов регрессии:
s 2 bi
s 2 y
,
N
(4.7)
где N – количество опытов, bi – номер опыта,
Для Y1 s 2 bi 0,002 ; для Y2 s 2 bi 0,00004 .
Квадратичная ошибка коэффициентов регрессии:
𝑠{𝑏𝑖 } = √𝑠 2 {𝑏𝑖 }
(4.8)
Для Y1 𝑠{𝑏𝑖 } = 0,044; для Y2 𝑠{𝑏𝑖 } = 0,006.
Расчетные значения t-критерия Стьюдента:
t R bi
bi
sbi
(4.9)
Для коэффициентов регрессии при определении Y1:
t R b0 495,20 ; t R b1 15,45 ; t R b2 3,11 ; t R b12 2,8 .
Для коэффициентов регрессии при определении Y2:
t R b0 662,3 ; t R b1 15,45 ; t R b2 8,2 ; t R b12 2,85 .
Коэффициент уравнения считается значимым, если выполняется условие:
tR > tT ,
84
где tT – табличное значение критерия Стьюдента.
t T PД 0,95; f N (n 1) 8 2,77
Расчетные значения критерия Стьюдента больше табличного значения tT,
можно сделать вывод о значимости влияния параметров.
После анализа регрессионная модель имеет следующий вид:
Y1= 95,2 – 0,798X1 –0,158X2 – 0,003Х1Х2
Y2 = 3,974 + 0,061X1 + 0,003X2 – 0,0003X1X2
(4.10)
(4.11)
Гипотезу об адекватности моделей проверяем с помощью критерия
Фишера:
S 2 ад.
FR 2 ,
S y
(4.12)
где S 2ад. – остаточная дисперсия, или дисперсия адекватности:
N
S 2 ад.
y
u 1
yˆ u
2
u
(4.13)
f
Дисперсия адекватности для Y1 S2ад. = 0,035; для Y2 S2ад. = 0,001
Дисперсия воспроизводимости:
y
N
S 2 y
n
u 1 i 1
ui
yu
2
N n 1
(4.14)
Для Y1 S2{y} = 0,01; для Y2 S2{y} = 0,002.
Критерий Фишера: для Y1 FR = 3,5; для Y2 FR = 0,5
Табличное значение критерия Фишера при 5,0 % уровне значимости равно:
FТ = 3,9.
FR < FТ .
Так как расчетные значения критериев Фишера меньше табличного, можно
сделать вывод об адекватности моделей.
На рисунках 4.5, 4.6 представлены поверхности отклика и их сечения для
определения влияния режима термической обработки на свойства ПЭТФ нитей.
85
а
б
Рисунок 4.5 – Поверхность отклика (а) и ее сечения (б) при определении
влияния режима термофиксации на длину ПЭТФ нитей
86
а
б
Рисунок 4.6 – Поверхность отклика (а) и ее сечения (б) при определении влияния
режима термофиксации на величину разрывной нагрузки ПЭТФ нитей в узле
87
В результате обработки данных было установлено, что усадка ПЭТФ
комплексных нитей в заданном диапазоне температуры и времени составляет от 5,0
до 13,5 см, или от 7,0 до 19,3 %. Наиболее активно уменьшение длины нитей
происходят при температуре 200 °С и продолжительности 15 мин. При термической обработке свыше 15 минут интенсивность усадки нитей значительно снижается, что говорит о нецелесообразности увеличения времени термофиксации.
Разрывная нагрузка в узле исходной нити Р = 4,0 Н. Максимальное увеличение прочности характерно при продолжительности термофиксации 15 минут с
температурой 200 °С (8,6 %). Дальнейшее повышение температуры ведет к снижению прочности в связи с интенсификацией процессов термоокислительной
деструкции полимера.
Определение жесткости нитей на изгиб проводили на приборе ИЖ-3 по
методике, описанной во второй главе. Жесткость ПЭТФ комплексных нитей, не
подверженных термической обработке, составляет 0,0104 сН·мм2. Результаты
исследований представлены в таблице 4.7.
Таблица 4.7 – Влияние параметров термофиксации на жесткость ПЭТФ нити
Температура термофиксации, °С
Время
термофиксации,
мин
180
5
10
15
20
25
0,0115
0,0120
0,0138
0,0140
0,0142
190
200
210
220
0,0134
0,0152
0,0183
0,0182
0,0188
0,0140
0,0155
0,0186
0,0187
0,0196
Жесткость нити, сН·мм2
0,0117
0,0125
0,0154
0,0156
0,0159
0,0131
0,0145
0,0176
0,0178
0,0181
Наиболее активно жесткость возрастает до температуры 200 °С и продолжительности 15 мин. При дальнейшей термообработке интенсивность изменения
этого параметра снижается.
Так как нагрев полотна происходит медленнее, чем отдельных комплексных
нитей, была определена разница скорости нагрева. Для этого в нагретый
термошкаф помещали два максимальных термометра: один в специально изготовленном для опыта чехле из трикотажа, другой без него. Через определенные
88
интервалы времени сравнивалась температура на термометрах (таблица 4.8). Время
отсчитывали с момента достижения температуры на дисплее термического шкафа
200 °С.
Таблица 4.8 – Влияние термофиксации на скорость нагревания полотна
Время термофиксации, мин
Температура, °С
Термометр без полотна
Термометр в полотне
1,0
184,0
170,0
5,0
188,0
178,0
7,0
200,0
186,0
9,0
200,0
196,0
10,0
200,0
200,0
15,0
200,0
200,0
20,0
200,0
200,0
После анализа результатов экспериментов выбран режим термофиксации
полотна с продолжительностью 20-30 минут при температуре 200 °С, т.к. при этом
происходит максимальная усадка нити без потери физико-механических свойств, а
также учитывается время на нагрев полотна, составляющее 10 минут.
4.3 Исследование физико-механических свойств полотна
После первичной отмывки полотна водой от внешних загрязнений для
стабилизации размеров и улучшения физико-механических свойств его подвергали
термофиксации в свободном состоянии в термошкафу фирмы «Binder».
Исходная ширина образца составляет 25,0 см, длина – 40,0 см, следовательно, площадь образца равна 960,0 см2.
Отсчет времени термофиксации производился с момента достижения в
термокамере заданной температуры Т = 200 °С.
На рисунке 4.7 представлены изображения полотна до термофиксации и
после.
В
таблице
4.9
представлены
результаты
исследования
влияния
продолжительности термообработки на изменение площади (усадку) образцов.
89
а
б
в
г
д
е
Рисунок 4.7 – Полотно до термофиксации (а), его лицевая сторона (б)
и изнаночная (в), полотно после термофиксации (г) и его лицевая (д)
и изнаночная (е) стороны
Таблица 4.9 – Влияние продолжительности термофиксации на усадку полотна
Продолжительность
термофиксации, мин
20
25
30
Размеры образца после термофиксации, см
длина
ширина
34,9
24,8
32,9
23,5
32,8
23,4
Усадка по
площади, %
13,5
19,6
20,2
Усадка полотна по площади при термообработке в течение 20-25 минут
возрастает на 7,1 %. А в интервале времени от 25 до 30 минут интенсивность усадки
снижается до 0,7 %, из чего можно сделать вывод о нецелесообразности
термофиксации полотна более 25 мин.
Можно предположить, что разная продолжительность термофиксации
полотна окажет существенное влияние и на другие его важнейшие характеристики
[3], такие как материалоемкость, жесткость, прочность и объемная пористость.
Определение свойств полотна осуществляли по методикам, описанным в главе 3.
Результаты испытаний представлены на диаграммах, приведенных на рисунке 4.8.
370,0
348,7
350,0
352,0
10,0
330,0
310,0
290,0
вдоль петельного ряда
вдоль петельного столбика
9,27
353,2
Жесткость, сН мм2
Поверхностная плотность, г/м2
90
281,2
270,0
250,0
8,0
6,86
5,97
6,0
4,0
2,0
0,0
20
25
30
исходный
образец
Продолжительность термофиксации, мин.
20
25
б
вдоль пет. столбика
Разрывная нагрузка, Н
410,2
396,4
426,1
356,4
300,0
200,0
114,4
82,4
121,5
124,5
Объемная пористость, %
вдоль пет. ряда
500,0
100,0
30
Продолжительность термофиксации, мин.
а
400,0
1,66
1,24
1,02
80,0
60,0
70,80
51,53
45,96
44,69
40,0
20,0
0,0
0,0
20
25
30
исходный
образец
Продолжительность термофиксации, мин
в
20
25
30
исходный
образец
Продолжительность термофиксации, мин
г
Рисунок 4.8 – Влияние продолжительности термофиксации полотна
на его поверхностную плотность (а), жесткость на изгиб (б),
разрывную нагрузку (в) и объемную пористость (г)
Анализ полученных результатов показал, что резкое увеличение поверхностной плотности образцов происходит в интервале времени до 20 минут, затем
интенсивность роста снижается.
Продолжительность термофиксации увеличивает жесткость полотна как
вдоль петельного ряда (55,3 %), так и вдоль петельного столбика (62,0 %). При
термофиксации более 25 минут интенсивность увеличения жесткости возрастает.
91
Повышение жесткости оказывает положительное влияние на свойства укрепляющего элемента, т.к. характеризует способность изделия сопротивляться прилагаемой деформации, то есть прогибу под действием шовного материала.
В результате термоусадки прочность образца увеличивается вдоль
петельного ряда с 356,4 до 426,1 Н (19,6%), вдоль петельного столбика – с 82,4 до
124,5 Н (51,1 %).
При термофиксации полотна в течение 20 минут при 200 °С объемная
пористость уменьшилась на 27,2 % в сравнении с исходным образцом, при
продолжительности 25 минут – на 35,1 %, а при 30 – на 36,9 %. Однако, как и в
случае с усадкой, интенсивность процесса с увеличением продолжительности
термообработки более 20 минут существенно снижается.
На диаграмме (рисунок 4.9) представлены обобщенные результаты влияния
условий термической обработки на физико-механические свойства исследуемого
основовязаного полотна.
За 100,0 % принимаются показатели свойств для
исходного (нетермофиксированного) образца.
Величина параметра, %
Пористость (W, %)
Прочность вдоль петельного ряда (Рp, Н)
Прочность вдоль петельного столбика (Рст, Н)
Поверхостная плотность (ρs, г/м 2)
160,0
151,1
147,5
138,8
120,0
130,2
129,8
128,6
119,6
115,1
111,2
100,0
72,8
80,0
64,0
63,1
40,0
0,0
до термофиксации
20 мин
25 мин
30 мин
Продолжительность термообработки, мин
Рисунок 4.9 – Влияние режима термофиксации на свойства полотна
На основании полученных результатов выбран режим термической
92
обработки: температура 200 ± 5 °С продолжительностью 25 ± 2 минуты. Результаты
исследований использованы ООО «Линтекс» при разработке режимов отделки
полотна (приложение к технологической карте) для производства укрепляющих
элементов.
4.4 Предэксплуатационная обработка укрепляющего элемента
Укрепляющий элемент представляет собой прямоугольник размерами
10 × 15 мм со скругленными углами (рисунок 4.10) и используется в составе набора
для фиксации эндопротеза (копия патента РФ на изобретение представлена в
приложении Б).
а
б
Рисунок 4.10 – Фотография укрепляющего элемента (а) и набора для фиксации
эндопротеза (б)
Для раскроя укрепляющего элемента из полотна применяется лазерная
установка. К основным достоинствам резки лазером текстильных полотен из
термопластичных полимеров можно отнести высокое качество технологического
процесса, получение мягкой кромки, скорость, гибкость, минимальные затраты
материала (диаметр «режущего инструмента» составляет 0,1-1,0 мм). При резке
лазером отпадает необходимость механического закрепления заготовки ввиду
отсутствия динамических или статических воздействий [106,107].
Раскрой осуществляли на лазерной установке LCD-15W, основные
характеристики представлены в таблице 4.10.
93
Таблица 4.10 – Основные технические характеристики лазера LCD-15W
Наименование параметра
Длина волны лазерного излучения, мкм
Средняя мощность лазерного излучения, Вт
Поляризация
Энергетическая расходимость лазерного
излучения, Мрад, не более
Относительная нестабильность мощности за
30 мин. (после 15 мин. прогрева), %
Размер пучка на выходном зеркале, мм
Норма
Данные измерений
в области 10,6 мкм
в области 10,6 мкм
не менее 20
28,6
линейная
9,0
8,7
не более ±5,0
±3,5
не более 2,0
1,6
Параметры лазерного раскроя: длина волны лазера 10,6 мкм, мощность
излучения 15 Вт, диаметр луча в фокусе 1,0 мм и скорость резания 30 мм/с.
Порядок операций при раскрое полотна на лазерной установке:
- на персональном компьютере под управлением программного обеспечения
задается необходимый размер образца;
- на полотно перед раскроем на установке наносится смачиватель – смесь
воды и изопропилового спирта в отношении 5:1, улучшающий качество резки и
обеспечивающий фиксацию полотна на рабочей поверхности подвижного стола;
- раскрой полотна – раскладка полотна на рабочей поверхности стола, после
чего при помощи компьютерной программы дается сигнал на лазерную установку.
Раскрой осуществляется посредством перемещения материала, находящегося на
подвижном управляемом двухкоординатном столе относительно неподвижного
сфокусированного лазерного луча;
- после окончания движения стола и прекращения излучения лазера оператор
установки отделяет эндопротезы от обрезков. Далее они передаются на
последующие операции партиями в соответствии с заданными размерами.
В процессе лазерного раскроя образуется подплавленная кромка, влияющая
на жесткость готового изделия. Нами было изучено влияние лазерной резки на
жесткость укрепляющего элемента. Исследовали образцы, полученные при
разрезании лазерным лучом, а также при раскрое полотна с помощью ножниц.
Результаты исследований представлены на диаграмме (рисунок 4.11).
94
раскрой ножницами
Жесткость, сН мм2
80,0
60,0
68,6
лазерный раскрой
58,7
40,0
20,0
10,7 12,4
0,0
вдоль петельного ряда
вдоль петельного столбика
Рисунок 4.11 – Влияние лазерного раскроя на жесткость укрепляющего элемента
При раскрое лазером происходит увеличение жесткости вдоль петельного
ряда на 14,4 %, а вдоль петельного столбика – на 13,7 %. При этом образующаяся
кромка исключает осыпание отрезанных петель, а также обеспечивает высокую
скорость, точность размеров и минимальный расход материала.
После раскроя укрепляющие элементы промывают этиловым спиртом с
концентрацией 96,4 % при температуре 20-25 °С в течение 10-15 минут для
устранения пыльных, жировых и других загрязнений. После промывки их сушат в
течение 30 минут путем обдувки фильтрованным воздухом. Упаковка укрепляющих элементов осуществляется в двойные полимерно-бумажные пакеты.
Исследования показали, что стерилизация ускоренными электронами
минимально снижает прочностные свойства ПЭТФ комплексных нитей и эндопротезов из них [22]. Поэтому для стерилизации укрепляющих элементов был
использован метод ионизирующего излучения ускоренными электронами на
радиационно-технологической установке с линейным ускорителем электронов
ЛУЭ-8-5С.
Стерилизация осуществлялась при следующем режиме работы радиационно-технологической установки: энергия электронов – 6,7 ± 0,4 МэВ, ток пучка
электронов – 0,88 ± 0,01 мА, скорость конвейера – 0,95 ± 0,84 м/мин. Поглощенная
доза в контрольной точке составляет 20 ± 3 кГр.
95
4.5 Исследование влияния укрепляющего элемента на устойчивость
края эндопротеза к разрыву нитью
Для определения влияния укрепляющего элемента на устойчивость края
эндопротеза к разрыву нитью проведены следующие испытания. Образец сетчатого
полотна шириной 50 мм и длиной 150 мм закрепляют в верхнем зажиме разрывной
машины РМ-250. На расстоянии 6,5 ± 1 мм от нижнего края полотна фиксируют
петлю из ПЭТФ нити USP 6 через отверстия в укрепляющем элементе. Концы нити
закрепляют в нижний зажим разрывной машины (рисунок 4.12).
а
б
1 – верхний зажим разрывной машины; 2 – образец испытываемого полотна; 3 – фиксирующий
шовный материал; 4 – нижний зажим; 5 – укрепляющий элемент
Рисунок 4.12 – Разрыв края образца узловым швом с укрепляющим элементом:
схематическое изображение крепления испытываемого образца (а) и основные
размеры образца и крепления шовной нити (б)
Результаты проведенных испытаний приведены в таблице 4.11.
Исследование влияния укрепляющего элемента на устойчивость края эндопротеза к разрыву нитью показало, что при его использовании значения разрывной
нагрузки как вдоль петельного ряда, так и петельного столбика у образцов
спроектированных полотен из ПП мононитей диаметром 0,07 и 0,09 мм выше
минимально допустимого (32,0 Н).
96
Таблица 4.11 – Разрывные характеристики края сетчатого полотна при разрыве
узловым швом
вдоль
петельных
столбиков
вдоль
петельных
рядов
Образец
исходное
d=0,07
с удлиненными
мм
протяжками
исходное
d=0,09
с удлиненными
мм
протяжками
исходное
d=0,07
с удлиненными
мм
протяжками
исходное
d=0,09
с удлиненными
мм
протяжками
Разрывная нагрузка, Н
Разрывное удлинение, %
без
с
без
с
укрепляющего укрепляющим укрепляющего укрепляющи
элемента
элементом
элемента
м элементом
26,0
41,6
23,0
28,5
16,5
39,5
21,5
25,0
43,0
53,3
30,8
39,8
30,5
41,3
43,0
46,0
22,6
38,7
33,0
36,8
14,0
35,0
29,3
33,0
37,3
47,3
37,5
43,0
29,5
39,1
41,0
48,0
Схема фиксации эндопротеза с использованием укрепляющего элемента
представлена на рисунке 4.13.
1 – сетчатый эндопротез; 2 – мембрана с противоспаечными свойствами;
3 – укрепляющий элемент; 4 – шовный материал
Рисунок 4.13 – Фиксации эндопротеза с использованием укрепляющего элемента
Фиксация эндопротеза к тканям пациента во время операции с использованием укрепляющего элемента осуществляется узловыми швами с отступом
6,0-7,0 мм от края эндопротеза. Укрепляющие элементы находятся на расстоянии
2,0-3,0 см друг от друга.
97
Выводы по главе
1 В качестве сырья для изготовления укрепляющего элемента выбраны ПЭТФ
комплексные нити в связи с их высокой биосовместимостью и прочностью. В
результате проведения двухфакторного эксперимента установлено влияние
режимов термофиксации на свойства ПЭТФ нитей: величину усадки, линейную
плотность, прочность и жесткость. В результате анализа полученных данных
определен предварительный режим термофиксации полотна: температура 200 °С,
продолжительность до 30 минут.
2 Спроектирована структура основовязаного комбинированного двухгребеночного переплетения для изготовления укрепляющего элемента. Сплошная
проборка ушковых гребенок позволяет получить основовязаное полотно с высокой
застилистостью, что при дальнейшей термической обработке обеспечивает
необходимую формоустойчивость.
3 Определено влияние режима термообработки на материалоемкость,
прочностные характеристики, жесткость, величину усадки и пористость полотна.
В результате анализа полученных данных выбран режим термофиксации:
температура 200 ± 5 °С и продолжительность 25 ± 2 минуты.
4 Исследование влияния укрепляющего элемента на устойчивость края
эндопротеза к разрыву нитью показало, что при его использовании значения
разрывной нагрузки как вдоль петельного ряда, так и петельного столбика у
образцов спроектированных полотен из ПП мононитей диаметром 0,07 и 0,09 мм
выше минимально допустимого.
5 Рекомендовано фиксировать эндопротез к тканям пациента во время
операции с использованием укрепляющего элемента узловыми швами с отступом
6,5 мм от края эндопротеза. Укрепляющие элементы размещаются на расстоянии
2,0-3,0 см друг от друга.
98
5 Разработка процесса изготовления мембран и режима производства
сетчатых эндопротезов с противоспаечными свойствами
Как показано в обзоре литературных источников, в настоящее время разработан и эффективно используется противоспаечный раствор «Мезогель» на
основе Na-КМЦ, который после выполнения «барьерных» функций полностью
рассасывается и элиминируется за 3-4 суток. В случае имплантации в брюшную
или другую полость организма, имеющую серозное покрытие, ригидных
эндопротезов, например, из мононитей, требуются противоспаечные средства
более длительного действия. В частности, могут быть использованы полимерные
пленки, которые в течение 4-7 суток отделяют имплантат от серозных поверхностей, а затем превращаются в гель и выводятся из организма.
С точки зрения сочетанного применения противоспаечных средств целесообразно пленочные «барьеры» получать также на основе Na-КМЦ.
Na-КМЦ [C6H7O2(OH)3-x(OCH2COONa)x]n, представляет собой волокнистый
или порошкообразный продукт белого цвета (допускается желтоватый оттенок).
При внутреннем приеме и действии на кожу Na-КМЦ нетоксична. Имплантированная Na-КМЦ полностью рассасывается в организме [108]. В данной работе
использовали фармацевтическую Na-КМЦ марки Cekol 2000 производства «CP
Kelco» (Финляндия), характеристика которой представлена в таблице 5.1.
Таблица 5.1 – Основные показатели Na-КМЦ
Показатель
Фактические значения
Спецификация
Содержание Na-КМЦ, % (сухая основа)
99,9
не менее 99,5
Содержание влаги, % (в упакованном виде)
6,8
не более 10,0
Степень замещения
0,98
не менее 0,60
Содержание гликолята натрия, % (сухая основа)
0,3
не более 0,4
Содержание натрия, % (сухая основа)
5,9
не более 9,5
Содержание хлорида, % (сухая основа)
0,25
не более 0,25
Содержание сульфата, % (сухая основа)
0,30
не более 0,96
Значение рН (1,0 % раствора)
6,5
6,0 – 8,0
2250
1500 – 2500
Вязкость, мРа (2,0 % раствор 25 ˚C)
99
Измерение
вязкости
растворов
осуществлялось
на
вискозиметре
Брукфильда. Вискозиметр с цифровым дисплеем, модель LEKI V-8, представляет
собой автоматизированный прибор, предназначенный для измерения вязкости
текучих сред. На приборе могут измеряться вязкостное сопротивление и
абсолютная вязкость текучей среды.
Основные технические параметры:
- диапазон измерений: 0,01 - 2000 Па·с;
- скорость вращения роторов: 0,3 мин-1; 0,6 мин-1; 1,5 мин-1; 3,0 мин-1; 6 мин-1;
12 мин-1; 30 мин-1; 60 мин-1;
- погрешность измерения: ± 5,0 %.
Прибор укомплектован набором из 4 роторов (от № 1 до № 4), предназначенных для использования при соответствующей скорости вращения с учетом
вязкостных характеристик измеряемой среды.
Для определения вязкости 3,0 % растворов карбоксиметилцеллюлозы был
выбран ротор № 2 со скоростью вращения 12 мин-1.
Степень набухания пленок на основе Na-КМЦ определяли массовым
методом [109].
Образцы пленок с известной массой заливали дистиллированной водой,
выдерживали в течение 24 часов, отжимали между тремя слоями фильтровальной
бумаги, затем взвешивали.
Степень набухания рассчитывали по формуле:
𝑚−𝑚°
𝑚°
= 𝑎,
(5.1)
где m˚ – исходная масса мембраны;
m – масса набухшей мембраны.
5.1 Повышение водостойкости противоспаечных пленочных мембран
на основе Na-КМЦ
Мембраны отливали из 3,0 ± 0,2 % растворов Na-КМЦ, т.к. при меньшей
концентрации резко увеличивается продолжительность сушки, а при более высо-
100
кой – замедляется обезвоздушивание по причине образования на поверхности
раствора пленки с большей концентрацией полимера, препятствующей диффузии
через нее воздуха и воды.
Для пролонгирования сроков рассасывания пленок из Na-КМЦ их модифицировали путем образования внутри- и межмакромолекулярных сшивок с
помощью ковалентных химических связей. При этом было нежелательно вводить
в имплантируемые материалы дополнительные сшивающие агенты, зачастую не
являющиеся биосовместимыми с тканями организма. Поэтому для сшивки
использовали имеющиеся в Na-КМЦ реакционноспособные карбоксильные и
гидроксильные функциональные группы [110].
С учетом того, что карбоксильные группы в Na-форме не вступают в
реакцию этерификации с гидроксилами, было необходимо перевести КМЦ в
Н-
форму. Однако в водородной форме КМЦ нерастворима в воде и из нее невозможно
сформировать пленку. Поэтому целесообразно при перезарядке карбоксильных
групп в Н-форму сохранить такое их количество в Na-форме, которое еще
обеспечивает растворимость полимера.
Пленку полимера получали путем высушивания при температуре 50 °C
обезвоздушенного в течение 24 часов 3,0 % раствора Na-КМЦ, содержащего от 2,0
до 7,0 % соляной кислоты от массы полимера.
Для
интенсификации
реакции
этерификации
полученную
пленку
подвергали термообработке в различных температурно-временных условиях.
Химизм происходящих процессов представлен на рисунке 5.1.
С целью регулирования количества сшивок и, соответственно, сроков
рассасывания полимерных мембран в раствор Na-КМЦ со статической обменной
емкостью (СОЕ) 4 ммоль/г вводили соляную кислоту в количестве 2,0; 3,0; 4,0; 5,0;
6,0 и 7,0 % от массы полимера. При этом содержание карбоксильных групп в Нформе в КМЦ составляет соответственно 0,55; 0,80; 1,10; 1,35; 1,75; 1,91 ммоль/г.
[𝐶6 𝐻7 𝑂2 (𝑂𝐻)3−х (𝑂𝐶𝐻2 𝐶𝑂𝑂𝑁𝑎)х ]𝑛 + 𝑛 ∙ 𝑦𝐻С𝑙 →
[𝐶6 𝐻7 𝑂2 (𝑂𝐻)3−х (𝑂𝐶𝐻2 𝐶𝑂𝑂𝐻)𝑦 (𝑂𝐶𝐻2 𝐶𝑂𝑂𝑁𝑎)х−𝑦 ]𝑛 + 𝑛 ∙ 𝑦𝑁𝑎𝐶𝑙
101
Введение большего количества НСl вызывает высаживание полимера из
раствора.
Рисунок 5.1 – Химическая модификация пленок на основе Na-КМЦ
102
Ввиду того, что формование мембран связано с использованием растворов
полимеров, большое значение имеют их реологические свойства.
Была изучена зависимость вязкости растворов Na-КМЦ от содержания в них
соляной кислоты во времени. На рисунке 5.2 представлены полученные
результаты.
7,00
Вязкость, Па·с
6,00
1
2
3
4
5
5,00
4,00
3,00
2,00
6
1,00
7
0,00
0
50
100
150
200
250
300
350
400
450
500
Продолжительность, час
1 – 1,0 %; 2 – 2,0 %; 3 – 3,0 %; 4 – 4,0 %; 5 – 5,0 %; 6 – 6,0 %; 7 – 7,0 %
Рисунок 5.2 – Кинетическая зависимость вязкости 3,0 % растворов КМЦ от
количества вводимой в раствор соляной кислоты (от массы полимера)
Из графика видно, что у 3,0 % раствора Na-КМЦ с повышением количества
соляной кислоты снижается вязкость, особенно при концентрациях выше 4,0 %.
При этом у растворов с 5,0-7,0 % содержанием HCl увеличение времени
эксперимента приводит к существенному уменьшению вязкости и выпадению
осадка, что может быть следствием перезарядки запредельного количества
карбоксильных групп в Н-форму.
Из растворов, в которые вводили различные количества соляной кислоты,
были получены пленки по ранее указанной методике. Так как все полученные
пленки оказались водорастворимыми, их подвергали термообработке в свободном
состоянии при температуре 110-140 °С с продолжительностью от 30 до 180 минут.
Выбор нижнего предела температуры термообработки 110 °С обусловлен необхо-
103
димостью выведения из сферы реакции образующейся воды, с целью смещения
равновесия в сторону образования эфирных связей. Верхний предел температуры
термообработки 140 °С обусловлен тем, что более высокие температуры могут
приводить к термодеструкции Na-КМЦ, сопровождающейся ухудшением физикомеханических свойств пленок и образованием токсичных продуктов.
Степень набухания пленок, полученных из растворов Na-КМЦ с различной
концентрацией
соляной
кислоты, от
температуры
и
продолжительности
термообработки представлена в таблице 5.2 и на графиках, представленных на
рисунках 5.3-5.6.
Мембраны с 1,0-2,0 % содержанием соляной кислоты после термической
обработки остались растворимы в воде, что свидетельствует о недостаточном
количестве карбоксильных групп в Н-форме.
Таблица 5.2 – Влияние условий модификации на степень набухания мембран
Концентрация
HCl, %
3,0
4,0
5,0
6,0
Продолжительность термофиксации,
мин
60
90
120
150
Температура
термофиксации,
°С
30
110
-
31,00
11,0
9,00
7,00
5,00
120
-
15,50
6,00
5,00
3,50
2,90
130
-
7,10
2,70
2,50
2,40
2,10
140
-
2,50
2,40
1,70
1,65
1,60
110
20,00
7,00
6,00
5,00
4,40
4,00
120
5,00
2,90
2,60
2,10
1,70
1,70
130
2,00
1,70
1,60
1,60
1,50
1,40
140
1,30
1,50
1,30
1,20
1,10
1,10
110
12,30
6,00
3,40
3,20
3,00
2,90
120
3,00
2,50
2,40
2,00
1,90
1,60
130
2,60
2,10
1,90
1,70
1,60
1,40
140
2,40
2,00
1,80
1,60
1,40
1,30
110
2,40
1,90
1,70
1,60
1,50
1,40
120
1,80
1,50
1,40
1,20
1,10
1,00
130
1,20
1,10
0,93
0,90
0,82
0,67
140
0,73
0,70
0,64
0,61
0,58
0,55
180
104
Рисунок 5.3 – Зависимость степени набухания пленок КМЦ, содержащих 3,0 %
от массы полимера соляной кислоты, от температуры и продолжительности
термофиксации
105
Рисунок 5.4 – Зависимость степени набухания пленок КМЦ, содержащих 4,0 %
от массы полимера соляной кислоты, от температуры и продолжительности
термофиксации
106
Рисунок 5.5 – Зависимость степени набухания пленок КМЦ, содержащих 5,0 %
от массы полимера соляной кислоты, от температуры и продолжительности
термофиксации
107
Рисунок 5.6 – Зависимость степени набухания пленок КМЦ, содержащих 6,0 %
от массы полимера соляной кислоты, от температуры и продолжительности
термофиксации
108
Было установлено, что степень набухания пленок снижается при
увеличении продолжительности и температуры термообработки. Результаты
исследования показали, что повышение температуры термообработки до 130 °С
приводит к значительному снижению степени набухания пленок. Дальнейший рост
температуры при любой продолжительности процесса практически не сказывается
на степени набухания. Можно полагать, что в этих условиях прореагировали в
основном все карбоксильные группы в Н-форме.
Из полученных данных также следует, что увеличение продолжительности
термообработки с 30 до 180 минут приводит к снижению значений степени
набухания пленок. Очевидно, почти все возможные межмолекулярные сшивки
образуются в течение 90 минут и при большей продолжительности термообработки изменение степени набухания пленок незначительно.
Анализ результатов дает основание рекомендовать для увеличения продолжительности «барьерного» действия пленок формировать их из 3,0 % раствора NaКМЦ с добавкой 4,0 % от массы полимера соляной кислоты, а термообработку
проводить при температуре 130 ± 5 ºС в течение 90 ± 2 минут.
Кинетику набухания исследовали на пленках, термообработанных при
температуре 130 °С в течение 60, 90, и 120 минут. Полученные результаты
представлены на рисунке 5.7.
3,00
Степень набухания
2,50
1
2
2,00
3
1,50
1,00
0,50
0,00
-50
0
150
350
550
750
950
1150
1350
Продолжительность набухания, мин
Продолжительность термообработки: 1 –60 мин; 2 –90 мин; 3 –120 мин
Рисунок 5.7 – Кинетика набухания мембран
1550
109
Из рисунка видно, что все кривые показывают ограниченное набухание,
причем кривая 3, где продолжительность термообработки пленки составляла 120
минут, характеризует наименьшую скорость набухания и имеет самое маленькое
значение предельного набухания – 1,7. Набухание пленок, продолжительность
термообработки которых составила 60 и 90 минут, описывают соответственно
кривые 1 и 2. Можно наблюдать, что скорость набухания таких пленок значительно
выше, а максимальное значение предельного набухания составляет 2,3 и 2,5.
Можно сделать вывод, что при длительной термообработке и высоких
температурах число образующихся внутри- и межмолекулярных сшивок
наибольшее, что позволяет получить пленки с меньшими значениями степени
набухания. Скорость набухания (г/с) описывается уравнением:
𝑑𝑄
𝑑𝑡
= 𝐾(𝑄𝑚𝑎𝑥 − 𝑄𝑡 ),
(5.2)
где К - константа скорости набухания (г/г·с);
𝑄𝑚𝑎𝑥 - максимальное количество жидкости (г), поглощенное полимером;
𝑄𝑡 - количество жидкости (г), поглощенное к моменту времени t.
После интегрирования приведенное уравнение принимает вид:
1
𝑄𝑚𝑎𝑥
𝑡
𝑄𝑚𝑎𝑥 −𝑄𝑡
𝐾 = ln
(5.3)
На рисунке 5.8 представлен график зависимости ln(𝑄𝑚𝑎𝑥 − 𝑄𝑡 ) от
продолжительности набухания пленок, полученных из растворов КМЦ, в которые
вводили 4,0 % соляной кислоты от массы КМЦ, и термообработанных при
температуре 130 ºС в течение 60, 90, 120 минут. Константу набухания определяли
по тангенсу угла наклона полученных прямых к оси абсцисс. Значения констант
скорости набухания пленок на основе КМЦ, полученных в указанных условиях
представлены в таблице 5.3.
Рассмотренные константы скорости набухания подтверждают установленную ранее закономерность снижения степени набухания пленок при увеличении
продолжительности и температуры термообработки.
110
0,0
-0,5
-1,0
ln (𝑄𝑚𝑎𝑥−𝑄𝑡)
1
-1,5
2
-2,0
-2,5
-3,0
-3,5
3
-4,0
0
5
10
15
20
25
30
Продолжительность набухания, c
Продолжительность термообработки: 1 – 60 мин; 2 – 90 мин; 3 – 120 мин
Рисунок 5.8 – Зависимость ln(𝑄𝑚𝑎𝑥 − 𝑄𝑡 ) от продолжительности набухания
мембран
Таблица 5.3 – Значения констант скорости набухания пленок
Продолжительность термообработки, мин
60
90
120
Константа скорости набухания, г/г·с
0,97
0,95
0,92
Установлено влияние добавок соляной кислоты на степень набухания
мембран. Определено оптимальное количество для введения в раствор. Таким
образом, разработаны противоспаечные пленки на основе карбоксиметилцеллюлозы с регулируемыми сроками растворения в водных средах. Получен
патент на изобретение «Способ получения пористых, пленочных материалов на
основе карбоксиметилцеллюлозы» (приложение Б).
Необходимо установить, как влияет повторная термообработка без натяжения на свойства сетчатого эндопротеза из ПП мононитей (таблица 5.4).
Как выяснилось в результате термообработки площадь сетчатого
эндопротеза уменьшилась на 2,0 %. Разрывная нагрузка вдоль петельного ряда
увеличилась на 6,9 %, вдоль петельного столбика – на 16,2 %, что, очевидно,
связано с усадкой и дополнительной релаксацией внутренних напряжений в ПП
111
мононитях. Разрывное удлинение вдоль петельного ряда увеличилось на 1,8 %,
вдоль петельного столбика – на 7,2 %.
Таблица 5.4 – Влияние повторной термообработки на свойства сетчатого
эндопротеза
Параметры
До термообработки После термообработки
Площадь, м
Разрывная нагрузка вдоль петельного ряда, Н
Разрывная нагрузка вдоль петельного столбика, Н
Разрывное удлинение вдоль петельного ряда, %
Разрывное удлинение вдоль петельного столбика,%
2
0,050
175,4
61,2
44,4
56,9
0,049
187,5
71,1
45,2
61,0
Полученные данные подтверждают возможность проведения дополнительной термообработки эндопротеза с противоспаечными свойствами.
5.2
Разработка
режима
производства
эндопротезов
с
противоспаечными свойствами
Технологический процесс получения сетчатых эндопротезов с противоспаечными свойствами включает комбинацию сетчатого полотна из ПП мононитей
и пленочной мембраны из КМЦ, прикрепленной к нему с рельефной стороны. Для
повышения водостойкости пленочной мембраны в раствор Na-КМЦ вводили 4,0 %
соляной кислоты и после формирования осуществляли химическую сшивку
макромолекулярной структуры КМЦ путем взаимодействия образовавшихся при
подкислении карбоксильных групп с гидроксильными группами полимера в
процессе термообработки.
Ниже представлена схема технологических процессов производства эндопротезов с противоспаечными свойствами.
Входной контроль ПП мононитей
Подготовка сырья к вязанию
Снование ПП мононитей
Подготовка вязальной машины
Вязание полотна
Маркировка
Вязание
112
Термофиксация
Отделка
Лазерный раскрой
Контроль качества полуфабриката
Заключительная промывка, сушка
Входной контроль Na-КМЦ
Приготовление водного раствора
HCl
Приготовление раствора КМЦ
Обезвоздушивание
Растворение Na-КМЦ
Заливка раствора в кювету
Предварительная сушка
Укладка эндопротезов в кювету
Сушка
Термообработка
Первичная и вторичная упаковка,
маркировка
Отбор образцов на контроль
стерильности
Стерилизация эндопротезов
Отбор продукции на
арбитражное хранение
Проверка комплектности,
маркировки и упаковки
Приемо-сдаточные испытания
эндопротезов
Проверка герметичности упаковки
Контроль стерильности
Контроль физико-механических
свойств
Склад готовой продукции
113
Входной контроль прочностных свойств и толщины ПП мононитей
осуществляла научно-производственная лаборатория ООО «Линтекс».
Для осуществления процесса снования нитей на сновальные катушки была
использована секционная сновальная машина «Фаворит-15» - модель 4107 фирмы
«Текстима» (Германия).
Технические характеристики машины приведены ниже:
- число бобин, устанавливаемых на шпулярнике – 400;
- ширина снования на катушку – 325 мм;
- диаметр фланцев катушки – 335 мм;
- линейная скорость снования – 75÷500 м/мин.
Вязание сетчатого полотна осуществляли на основовязальной машине
Кокетт-У2 (фирма «Текстима», Германия) модели 5227.
Техническая характеристика машины приведена в таблице 5.5.
Таблица 5.5 – Техническая характеристика основовязальной машины Кокетт-У2
Параметр
Класс, Е
Тип иглы
Количество игольниц
Количество ушковых гребенок
Частота вращения главного вала, мин -1
Механизм рисунка
Режим работы механизма рисунка
Значение
22
составная
1
2
1000 – 1300
барабан с рисунчатой цепью
трехтактный
Используемые ПП мононити являются светочувствительными, поэтому
полуфабрикаты в процессе переработки необходимо как можно меньше подвергать воздействию света и хранить в светонепроницаемой упаковке.
Процесс термофиксации полотна для изготовления эндопротезов осуществляли в течение 10-15 минут в термокамере, обогреваемой тепловыми
электрическими нагревателями до 150 ± 2 ºС.
Для раскроя полотна из ПП мононитей применялась лазерная резка с
использованием отечественного СО2-лазера инфракрасного излучения LCD-15W, в
процессе которой происходит плавление, частичная деструкция полимера и
удаление образующихся продуктов из зоны резки. Процесс описан в 4 главе.
114
В результате текстильной переработки ПП мононитей, термофиксации и
резки сетчатых полотен на поверхности эндопротезов могут появиться пыльные,
жировые и другие загрязнения, которые можно удалить посредством ряда
промывок.
Проводится двукратная промывка эндопротезов дистиллированной водой,
затем этиловым спиртом с концентрацией 96,4 % при температуре 20-25 °С в
течении 10-25 минут. После промывок в течении 30-40 минут проводится сушка и
обдувка эндопротезов фильтрованным воздухом.
Na-КМЦ проходит входной контроль вязкости 3,0 % раствора при 25 °С на
вискозиметре Брукфильда в лаборатории ООО «Линтекс», использующего это
сырье для изготовления противоспаечного геля «Мезогель».
Раствор для противоспаечной мембраны готовят в специально сконструированном и изготовленном для производства «Мезогеля» аппарате из нержавеющей стали с тихоходной лопастной мешалкой (50 ± 2 мин -1). В аппарат наливают дистиллированную воду и соляную кислоту в виде водного раствора из
расчета 4,0 % от массы полимера. Затем загружают навеску Na-КМЦ, необходимую для получения 3,0 % раствора. Полимер набухает в течение 2 часов при
температуре 20 ± 2 °С, а затем растворяется 8 часов при перемешивании. Затем
мешалку выключают и раствор обезвоздушивается в аппарате не менее 24 часов.
Раствор заливают в кюветы из нержавеющей стали размером
300×300×50
мм и предварительно высушивают при 50 °С до толщины слоя жидкости, не
превышающей высоту удлиненных протяжек сетчатого полотна.
Сетчатые полотна укладывают рельефной стороной с удлиненными
протяжками вниз и сверху нагружают перфорированной пластиной из нержавеющей стали толщиной 2 мм и размером 280×280 мм. Комбинированные
эндопротезы окончательно сушат на воздухе до остаточной влажности не более
10,0 %.
Для
повышения
водостойкости
и
увеличения
продолжительности
«барьерного» действия полученные сетчатые эндопротезы с нанесенными на их
поверхность противоспаечными мембранами подвергают обработке в термокамере при температуре 130 ± 5 °С в течение 90 ± 2 минут.
115
На конструкцию упаковки и выбор упаковочных материалов влияют
особенности медицинского изделия, метод его стерилизации, способ использования, срок годности, условия транспортирования и хранения [111].
Упаковочные материалы должны соответствовать следующим требованиям:
- материалы должны быть нетоксичными и не воздействовать негативно на
медицинские изделия, с которыми они контактируют;
- в материалах не должно быть трещин, разрывов, морщин или местных
утолщений и/или утонений, способных ухудшить их работу;
- плотность должна соответствовать величине, заданной изготовителем;
- уровень чистоты материала должен быть приемлемым;
- физические характеристики материалов (прочность на растяжение,
отклонение по толщине, сопротивление разрыву, прочность на продавливание и
воздухопроницаемость) должны соответствовать требованиям к медицинским
изделиям, процессам упаковывания и финишной стерилизации;
- светочувствительные материалы должны иметь светонепроницаемую
упаковку.
Открывание упаковок расслаиванием должно быть непрерывным и однородным, без деламинирования или разрыва материала, способного ухудшить
асептические свойства.
Совместимость материала по отношению к процессу стерилизации должна
подтверждать, что упаковка в достаточной мере проницаема для всех физических
и химических агентов, которые влияют на эффективность конкретного процесса
стерилизации (например, для стерилизации оксидом этилена следует включить
проницаемость газа, паров воды и воздуха), и процесс стерилизации ухудшает
физические свойства материала в допустимых пределах [22].
На основании вышеизложенного можно сформулировать следующие
требования к упаковке эндопротезов с противоспаечными свойствами:
- эндопротезы должны быть упакованы в два пакета (внутренняя поверхность наружного пакета должна быть стерильной), чтобы извлечение изделия
можно было произвести с соблюдением всех правил асептики;
116
- внутренний пакет должен быть из светонепроницаемой алюминиевой
фольги, так как ПП мононити чувствительны к свету [112], а Na-КМЦ пленки еще
и к действию влаги;
- внешний пакет может быть бумажным или полимерно-бумажным.
Заключительным этапом в технологической цепочке производства сетчатых полимерных эндопротезов является финишная стерилизация, обеспечивающая гибель всех видов и форм микроорганизмов, находящихся на разных
стадиях развития – вегетативных и споровых [113,114].
При разработке режимов стерилизации необходимо гарантировать такие
условия, когда на один миллион простерилизованных изделий возникает вероятность появления не более одного нестерильного [115].
При сравнении различных методов стерилизации с точки зрения
воздействия на микроорганизмы, необходимо учитывать влияние стерилизующих
агентов на физико-механические свойства эндопротезов, тем более, что они могут
привести к существенному ухудшению их эксплуатационных свойств, в том числе
при длительном хранении [114-116].
Особенности комбинированных эндопротезов вызывают еще большие
осложнения в плане стерилизации.
Так как ПП является термопластичным полимером, исключена его стерилизация сухим жаром при температуре 180-200 °С.
Ультрафиолетовое облучение приводит к деструкции и потере прочности
как эндопротезов, так и упаковки [114].
Так как сетчатые эндопротезы стерилизуются в упакованном виде, что
обеспечивает сохранение стерильности при их транспортировке и хранении, не
пригодна и стерилизация жидкостями.
Наиболее распространенными в отечественной и зарубежной практике
производства изделий медицинского назначения из полимерных термолабильных
материалов являются радиационный и газовый методы стерилизации.
Для
газовой
стерилизации
используются
химические
соединения,
обладающие безусловным спороцидным действием, среди них оксид этилена (ЭО),
бромистый метил, смеси оксида этилена и бромистого метила, смеси оксида
117
этилена и углекислого газа, формальдегид, озон [114-116]. В процессе
стерилизации они могут вступать в химическое взаимодействие с полимерами или
сорбироваться на их поверхности или в объеме [115]. Были определены
допустимые остаточные количества газа в простерилизованных изделиях,
составляющие дозу не более 0,1 мг в сутки.
Для гидрофобных ПП мононитей рекомендуется дегазация при 20 °С в
течение 1 суток. Срок дегазации гидрофильных мембран может быть больше,
поэтому требуется провести исследования кинетики выделения из них оксида
этилена.
Известно [22], что при стерилизации ПП мононитей и сетчатых эндопротезов из них на радионуклидных установках и ускоренными электронами
прочностные свойства уменьшаются на 30,0 % и более.
По данным литературных источников устойчивость пленок из Na-КМЦ к
радиационной стерилизации не изучалась. Поэтому было целесообразно
определить влияние радиационной стерилизации (облучение пучком ускоренных
электронов) на физико-механические свойства комбинированных эндопротезов.
Бактерицидное действие ионизирующего излучения заключается в
процессах радиолиза и деструкции, протекающих в микроорганизмах, которое
усиливается окислительным воздействием озона, образующегося при облучении из
кислорода воздуха.
При стерилизации пучком ускоренных электронов процедура стерилизации
включает определение совместимости материалов образца, условий загрузки
продукта и достижение дозы в стерилизационном контейнере (включая идентификацию зон максимальной и минимальной дозы), определение временных установок и демонстрацию достижения требуемой дозы стерилизации. В дополнение
должны контролироваться: напряжение, ток, скорость транспортировки, измерение и сканирование электронного пучка.
Радиационный метод выгодно отличается тем, что не вызывает значительного разогрева объектов стерилизации и поэтому может применяться для
обработки термолабильных материалов. Благодаря высокой проникающей
способности ионизирующего излучения возможно достаточно равномерное его
118
воздействие по всему объему стерилизуемого объекта, в том числе упакованного в
герметичную тару [22].
Основным регулирующим параметром процесса служит время, так как вид
и мощность излучаемой энергии постоянны. Существует мнение о необходимости
подбора дозы радиационной стерилизации индивидуально для каждого изделия.
Оптимальной дозой облучения в большинстве стран [117] принята величина,
равная 2,5 Мрад. Увеличение дозы до 3,5-5,0 Мрад [118] приводит к деструкции
полимера и миграции продуктов разрушения в контактирующие среды, что
вызывает токсический эффект. В тоже время высокая степень чистоты
производства медицинских изделий из полимерных материалов позволили снизить
минимальную дозу облучения до 1,5 Мрад.
Стерилизацию ускоренными электронами осуществляли в соответствии с
[22, 119] на РТУ с ускорителем электронов ЛУЭ-8-5С, принадлежащей ООО
«РАД», Санкт-Петербург. Эндопротезы подвергали радиационной стерилизации
ускоренными электронами с энергией 1,28×10-12 Дж.
В результате воздействия ускоренных электронов потеря прочности
эндопротезов из ПП мононитей составляет до 30,0 % (рисунки 5.9- 5.10).
нестерильный
радиационная (ускоренные электроны)
Разрывная нагрузка, Н
300,0
270,0
195,0
200,0
138,0
100,0
125,0
99,0
92,0
62,0
47,0
0,0
d = 0,07 мм
вдоль петельного
ряда
d = 0,09 мм
вдоль петельного
ряда
d = 0,07 мм
вдоль петельного
столбика
d = 0,09 мм
вдоль петельного
столбика
Рисунок 5.9 – Диаграмма прочностных свойств ПП эндопротезов при
одноосном растяжении до и после радиационной стерилизации
119
Разрывная нагрузка, Н
250,0
нестерильный
радиационная (ускоренные электроны)
204,0
200,0
155,0
150,0
99,0
100,0
74,0
50,0
0,0
d = 0,07 мм
d = 0,09 мм
Рисунок 5.10 – Диаграмма прочностных свойств ПП эндопротезов при
продавливании шариком до и после радиационной стерилизации
Поскольку прямой метод определения прочности пленок Na-КМЦ осложняется разрушением их в зажимах разрывной машины, в работе использовали
косвенное определение влияния условий стерилизации путем измерения вязкости
растворов, полученных из облученных образцов.
Образцы мембран, подвергнутых той или иной обработке, перезаряжали
избытком 0,1N водного раствора гидроксида натрия в Na-форму, осаждали
этиловым спиртом и после сушки при 40,0 °С растворяли в воде до 3,0 % концентрации.
В качестве контроля изучали устойчивость к радиационной стерилизации
растворов Na-КМЦ различной концентрации (таблица 5.6).
Таблица 5.6 – Влияние стерилизации ускоренными электронами на вязкость
растворов Na-КМЦ
Вязкость растворов, Па·с
Концентрация
HCl, %
в растворе, %
-
до стерилизации
после
1
Концентрация
Na-КМЦ, %
в растворе, %
вода
0,000
стерилизации
-
2
1,0
-
0,100
0,004
3
2,0
-
1,300
0,015
Образец №
120
Продолжение таблицы 5.6
Вязкость растворов, Па·с
Концентрация
HCl, %
в растворе, %
-
до стерилизации
после
4
Концентрация
Na-КМЦ, %
в растворе, %
3,0
9,200
стерилизации
0,017
5
3,0
4,0
5,250
0,090
6
4,0
-
49,000
0,400
7
5,0
-
531,000
0,170
8
6,0
-
1654,000
2,000
Образец №
Вязкость растворов Na-КМЦ после стерилизации ускоренными электронами резко снижается, что свидетельствует о радиационной деструкции ее макромолекул. Добавка 4,0 % соляной кислоты (от массы полимера) существенно не
влияет на свойства раствора.
Мембраны, отлитые из раствора без соляной кислоты и не подвергнутые
термообработке, легко растворяются в воде. Термообработка приводит к снижению
вязкости растворов примерно вдвое. При введении кислоты, особенно у
термообработанных
образцов,
вязкость
уменьшается
на
порядок.
После
стерилизации ускоренными электронами различия по вязкости нивелируются, при
этом значения уменьшаются до 0,077-0,110 Па·с (таблица 5.7).
Таблица 5.7 – Влияние стерилизации ускоренными электронами на вязкость
растворов, полученных из облученных образцов
Наличие HCl
в растворе, %
+
Термообработка
+
+
Вязкость растворов, Па·с
до стерилизации после стерилизации
8,900
0,110
4,500
0,077
2,500
0,080
0,250
0,012
Снижение
вязкости, %
98,0
98,2
96,8
95,2
Таким образом, стерилизация ускоренными электронами существенно
снижает прочность эндопротезов из ПП мононитей и приводит к практической
деструкции полимерных цепей КМЦ.
С учетом этого были изучены способы стерилизации изделий оксидом
этилена и автоклавированием.
Определено влияние стерилизации методом автоклавирования на образцы
121
мембран. Стерилизация осуществлялась на автоклаве проходного типа модели
SCM/S фирмы OLSA (Италия) при температуре 121±1 °С и давлении 2,1±1 кг/см2 в
течение 15 минут (таблица 5.8).
Таблица 5.8 – Влияние автоклавирования на вязкость растворов из образцов
мембран
Наличие HCl
в растворе, %
+
Термообработка
+
+
Вязкость растворов, Па·с
до стерилизации после стерилизации
8,900
2,700
4,500
1,300
2,500
0,200
0,250
0,011
Снижение
вязкости, %
69,7
71,1
92,0
95,6
После автоклавирования происходит резкое снижение (от 67,7-95,6 %)
вязкости 3,0 % растворов, полученных из простерилизованных мембран. Вязкость
растворов из образцов мембран с 4,0 % содержанием соляной кислоты снижается
еще сильнее.
Изучена газовая стерилизация мембран оксидом этилена.
Стерилизацию образцов и последующую аэрацию осуществляли в газовом
стерилизаторе 3M Steri-Vak модели 8XL/Аэратор [120]. Образцы упакованы во
внутренний пакет из фольги с индикатором и наружный бумажно-полимерный
пакет. После стерилизации определили вязкость растворов, полученных из простерилизованных мембран (таблица 5.9).
Таблица 5.9 – Влияние газовой стерилизации на вязкость растворов из образцов
мембран
Наличие HCl
в растворе, %
+
Термообработка
+
+
Вязкость растворов, Па·с
до стерилизации после стерилизации
8,900
6,600
4,500
2,500
2,500
2,000
0,250
0,130
Снижение
вязкости, %
25,8
44,4
20,0
48,0
Мембраны, отлитые из 3,0 % раствора Na-КМЦ без термической обработки
и после нее, растворились в воде.
Образцы мембран из 3,0 % раствора Na-КМЦ с 4,0 % содержанием соляной
122
кислоты, подвергнутых термообработке, не растворились в воде. Обработка этих
образцов проводилось аналогично способу получения растворов полимера из
мембран после радиационной стерилизации.
Газовая стерилизация меньше снижает вязкость растворов из мембран, чем
радиационная и автоклавирование.
Для установления срока дегазации противоспаечных мембран после газовой
стерилизацией проведено исследование по определению остаточного количества
оксида этилена в образцах.
В качестве контрольного образца выбрана противоспаечная мембрана, не
подвергнутая стерилизации (образец 0-1). Для каждого срока дегазации
изготовлено по два образца мембран. После стерилизации образцы подвергались
аэрации в вытяжном шкафу и окончательно запаивались на 1, 7, 14 и 28 сутки.
Определение остаточного количество оксида этилена производилось в
аккредитованной испытательной лаборатории доклинических исследований
«БИОМИР» (ИЛДИ «БИОМИР») автономной некоммерческой организации
Института медико-биологических исследований и технологий (АНО «ИМБИИТ»).
Испытания были проведены в соответствии с ГОСТ ISO 10993-1-2011 «Изделия
медицинские. Оценка биологического действия медицинских изделий. Часть I.
Оценка и исследования». Акт отбора образцов противоспаечных мембран и
протокол испытаний представлен в приложении В. Результаты исследования
представлены в таблице 5.10.
Таблица 5.10 – Влияние продолжительности дегазации на остаточное количество
оксида этилена после газовой стерилизации
Срок дегазации,
сутки
1
7
14
28
№ образца
0-1
1-1
1-2
2-1
2-2
3-1
3-2
4-1
4-2
Количество оксида
этилена, мг
0,0±0,001
Соответствие нормативным
документам
соответствует
0,02±0,001
соответствует
0,03±0,001
соответствует
0,02±0,001
соответствует
0,02±0,001
соответствует
123
Противоспаечная мембрана относится к медицинским изделиям длительного контакта (продолжительность свыше 24 часов, но не более 30 суток). Для
данной категории изделий среднесуточная доза оксида этилена для пациента
должна быть не более 0,1 мг в сутки [121].
После анализа полученных данных выбран срок дегазации – 1 сутки, так как
увеличение сроков проветривания практически не приводит к снижению
количества оксида этилена в противоспаечных мембранах.
После анализа данных исследований по влиянию способов стерилизации на
свойства противоспаечных мембран в качестве наиболее подходящей была
выбрана газовая стерилизация оксидом этилена, т.к. она позволяет максимально
сохранить свойства мембран и не приводит к деструкции самого эндопротеза из ПП
мононитей.
5.3 Токсикологические, санитарно-химические испытания и контроль
стерильности сетчатых эндопротезов с противоспаечными свойствами
Токсикологические и санитарно-химические испытания образцов сетчатых
эндопротезов с противоспаечными свойствами проведены в аккредитованной
независимой испытательной лаборатории ООО «ПОЛИМЕРТЕСТ».
Испытания были проведены в соответствии с документами:
«Сборник
руководящих
методических
материалов
по
токсиколого-
гигиеническим исследованиям полимерных материалов и изделий на их основе
медицинского назначения», МЗ СССР, 1987;
ГОСТ Р ИСО 10993-99 «Изделия медицинские. Оценка биологического
воздействия медицинских изделий»: часть 1 «Оценка и исследование»; часть 4
«Исследование изделий, взаимодействующих с кровью»; часть 5 «Исследование на
цитотоксичность: методы in vitro»; часть 7 «Остаточное содержание этиленоксида
после
стерилизации»;
часть
10
«Исследование
раздражающего
и
сенсибилизирующего действия»; часть 11 «Исследование общетоксического
действия»; часть 12 «Приготовление проб и стандартные образцы»; часть 13
«Идентификация
и
количественное
определение
продуктов
деструкции
124
полимерных медицинских изделий»;
ГОСТ 51148-98 «Изделия медицинские. Требования к образцам и
документации, предъявляемые на токсикологические, санитарно-химические
испытания, испытания на стерильность и пирогенность»;
ГН 2.3.3.972-00 «Предельно допустимые количества химических веществ,
выделяющихся из материалов, контактирующих с пищевыми продуктами.
Гигиенические нормы»;
МУ 1.1.037-95 «Биотестирование продукции из полимерных и других
материалов».
Токсикологические испытания сетчатых эндопротезов с противоспаечными свойствами проведены на водных вытяжках при температуре 37 °С с
продолжительностью экспозиции 3 суток при соотношении – 1 изделие на 500 мл.
воды.
Дано заключение о том, что образцы эндопротезов «ЭСФИЛ композит» по
токсикологическим и санитарно-химическим показателям отвечают требованиям,
предъявляемым к материалам, контактирующим с внутренней средой и тканями
организма.
Контроль стерильности был проведен в Первом Санкт-Петербургском
государственном медицинском университете имени академика И.П. Павлова в
соответствии с документами:
ГОСТ Р 10933.5-09 «Оценка действия медицинских изделий. Сборник РММ
по токсилого-гигиеническим исследованиям полимерных материалов и изделий на
их основе медицинского назначения;
Приказ МЗ СССР № 720 от 31.07.1978 «Об улучшении медицинской
помощи больным с гнойными хирургическими заболеваниями и усилению
мероприятий по борьбе с внутрибольничной инфекцией»;
Приказ МЗ СССР № 964/410 от 17.09.79 «О порядке проведения контроля
стерильности стерилизованных медицинских изделий на предприятиях Минмедпрома»;
Государственная фармакопея ХI (1990 г).
125
Дано заключение о том, что посевы образцов изделий на питательные среды
(тиоглеколевую и среду Сабуро) роста микрофлоры не дали. Исследуемые образцы
мембраны с противоспаечными свойствами и эндопротеза «ЭСФИЛ композит»
производства ООО «Линтекс» – стерильны.
Результаты испытаний представлены в таблице 5.11.
Таблица 5.11 – Результаты токсикологических испытаний и исследования на
стерильность сетчатых эндопротезов с противоспаечными свойствами
Показатель
Допустимые
Результаты
значения
испытаний
Токсикологические и санитарно-химические испытания
Цитотоксичность на клеточном
70,0-120,0
99,7
тест-объекте, %
Раздражающее действие на
0
0
слизистые оболочки глаза, балл
Сенсибилизирующее действие
нет
нет
(наличие достоверных измерений)
Гемолитическое действие, %
менее 2,00
0,25
Общетоксическое действие при
внутрибрюшном введении на
нет
нет
белых мышах
Пирогенность, град.С
SUM ∆ менее 1,2
0,8
Изменение рН
не более ±1,0
0,1
Восстановительные примеси, мл
не более 1,0
0,2
Органические примеси, мг/л
не более 0,30
0,06
Формальдегид, мг/л
не более 0,10
меньше 0,01
Пропиловый спирт, мг/л
не более 0,10
меньше 0,01
Изопропиловый спирт, мг/л
не более 0,10
меньше 0,01
Метиловый спирт, мг/л
не более 0,20
меньше 0,01
Ацетальдегид, мг/л
не более 0,200
меньше 0,005
Ацетон, мг/л
не более 0,10
меньше 0,01
Этилацетат, мг/л
не более 0,10
меньше 0,01
Контроль стерильности
роста микрофлоры
Посев на питательные среды
нет
нет
Заключение
соответствует
соответствует
соответствует
соответствует
соответствует
соответствует
соответствует
соответствует
соответствует
соответствует
соответствует
соответствует
соответствует
соответствует
соответствует
соответствует
соответствует
Копии протоколов испытаний представлены в приложении Г.
Полученные результаты свидетельствуют о том, что разработанные
сетчатые эндопротезы с противоспаечными свойствами отвечают требованиям,
предъявляемым к изделиям медицинского назначения, имеющим длительный
контакт с тканями организма, и рекомендуются к применению по назначению по
показателям «токсичность» и «стерильность».
126
5.4 Медико-биологические испытания
Медико-биологические испытания проведены в ФГБВОУ ВПО «СанктПетербургская государственная военно-медицинская академия им. С.М. Кирова»
Министерства Обороны РФ и ГБОУ ВПО «Курский государственный медицинский
университет» Минздрава России в соответствии с системой ИСО 10993 «Оценка
биологического действия медицинских изделий».
Экспериментальные медико-биологические исследования показали, что
применение
разработанных
сетчатых
эндопротезов
с
противоспаечными
свойствами позволяет снизить примерно на порядок степень выраженности
спаечного процесса.
В настоящее время проводятся клинические испытания эндопротезов.
5.5 Разработка проектов нормативно-технической документации
Подготовлен проект нормативно-технической документации для сетчатых
эндопротезов с противоспаечными свойствами «ЭСФИЛ композит», состоящей из
комплекта технологической документации, технических условий и технологического регламента (приложение Д).
Проект технологической документации разработан в соответствии с
требованиями ГОСТ 3.1001-2011 «Единая система технологической документации. Общие положения» и содержит:
- титульный лист (в соответствии с ГОСТ 3.1105-2011 «Единая система
технологической документации. Формы и правила оформления документов общего
назначения»);
- маршрутная карта для маршрутно-операционного описания технологического процесса (в соответствии с ГОСТ 3.1118-82 «Единая система технологической документации. Формы и правила оформления маршрутных карт»);
- технологическая инструкция на процесс вязания полотен (в соответствии с
ГОСТ 3.1105-2011 «Единая система технологической документации. Формы и
правила оформления документов общего назначения»);
- технологическая инструкция на процесс отделочных операций (в соответ-
127
ствии с ГОСТ 3.1105-2011 «Единая система технологической документации.
Формы и правила оформления документов общего назначения»);
- технологическая инструкция на процесс лазерного раскроя (в соответствии
с ГОСТ 3.1105-2011 «Единая система технологической документации. Формы и
правила оформления документов общего назначения»);
- технологическая инструкция на процесс упаковки (в соответствии с ГОСТ
3.1105-2011 «Единая система технологической документации. Формы и правила
оформления документов общего назначения»).
Проект технических условий разработан в соответствии с ГОСТ 2.114-95
«Единая система конструкторской документации. Технические условия» и
содержат вводную часть и следующие разделы:
- технические требования;
- требования безопасности;
- требования охраны окружающей среды;
- правила приемки;
- методы контроля;
- транспортирование и хранение;
- указания по эксплуатации;
- гарантии изготовителя.
Проект технологического регламента разработан в соответствии ФЗ «О
промышленной безопасности опасных производственных объектов» от 21 июля
1997 г. и постановлением Госгортехнадзора России № 77 от 18 декабря 1998 г.
«Положение для разработки ТР «Безопасная эксплуатация производств» и
содержит следующие основные пункты:
- общая характеристика производства;
- характеристика готовой продукции;
- технологическая схема производства;
- ведомость оборудования;
- характеристика сырья, вспомогательных материалов;
- изложение технологического процесса;
128
- нормы технологического режима процесса получения материалов;
- нормы расхода основных и вспомогательных материалов, используемых в
производстве;
- отходы производства;
- утилизация;
- безопасная эксплуатация производства;
- характеристика опасностей производства;
- характеристика пожаровзрывоопасных и токсических свойств продукции и
вспомогательных веществ;
- токсические
свойства
и
санитарно-гигиенические
характеристики
вспомогательных веществ;
- пожарная характеристика помещений;
- санитарная характеристика производственных процессов;
- сведения об основных опасностях производства;
- возможные неполадки и аварийные ситуации, способы их предупреждения и
устранения;
- меры безопасности при эксплуатации производственных объектов;
- требования при вводе и выводе из эксплуатации производственных
объектов;
- меры безопасности при ведении производственных операций;
- средства индивидуальной защиты работников;
- охрана окружающей среды;
- выбросы вредных веществ в атмосферу;
- охрана поверхностных и подземных вод от загрязнения;
- перечень производственных инструкций.
В ООО «Линтекс» осуществляется подготовка технологического процесса
и регламентирующей документации для выпуска опытно-промышленной партии и
реализации серийного производства сетчатых эндопротезов с противоспаечными
свойствами «ЭСФИЛ композит» (приложение Е).
129
Выводы по главе
1 Определена оптимальная концентрация растворов Na-КМЦ 3,0 %, т.к. при
меньшей концентрации резко увеличивается продолжительность сушки, а при
более высокой – замедляется обезвоздушивание по причине образования на поверхности раствора пленки с большей концентрацией полимера, препятствующей
диффузии через нее воздуха и воды.
2 Определены количество соляной кислоты и условия термической
обработки, необходимые для снижения водорастворимости противоспаечной
мембраны. Анализ результатов дает основание рекомендовать для увеличения
продолжительности «барьерного» действия мембран, формировать их с добавкой
4,0 % соляной кислоты от массы полимера, а термообработку проводить при
температуре 130 ± 5 °С в течение 90 ± 2 минут. Установлено влияние режима термообработки на кинетику набухания мембран.
3 Разработана технологическая схема получения эндопротезов с противоспаечными свойствами. Для стерилизации продукции выбран газовый способ
оксидом этилена, который позволяет сохранить свойства мембран и не приводит к
деструкции эндопротеза из ПП мононитей.
4 Токсикологические испытания и исследования на стерильность свидетельствуют о том, что разработанные сетчатые эндопротезы с противоспаечными
свойствами «ЭСФИЛ композит» отвечают требованиям, предъявляемым к изделиям медицинского назначения, имеющим длительный контакт с тканями
организма, и рекомендуются к применению по назначению по показателям
«токсичность» и «стерильность». Результаты медико-биологических испытаний
эндопротезов подтвердили эффективность их противоспаечного действия.
130
Общие выводы по работе
1 В соответствии с медико-техническими требованиями разработаны структуры сетчатых основовязаных эндопротезов с противоспаечными свойствами и
технологические процессы их получения.
2 Разработаны теоретические положения в области проектирования сетчатых
рельефных структур переплетений с удлиненными протяжками. Спроектированы,
получены и исследованы рельефные основовязаные полотна из ПП мононитей
диаметров 0,07 и 0,09 мм для получения эндопротезов с противоспаечными
свойствами.
3 Для обеспечения надежной фиксации эндопротезов при имплантации,
предложено использовать дополнительные укрепляющие элементы, увеличивающие устойчивость края эндопротеза к разрыву шовным материалом. Разработаны
структура и конструкция укрепляющих элементов, представляющих основовязаный плоский имплантат из ПЭТФ комплексных нитей. В результате двухфакторного эксперимента определен режим термической обработки ПЭТФ нитей с
максимальным значением усадки без потери прочности. Установлен режим
термофиксации
основовязаного
полотна
для
изготовления
укрепляющего
элемента.
4 Разработан технологический процесс изготовления мембраны с противоспаечными свойствами. Установлено влияние добавок соляной кислоты и режима
термической обработки на сроки рассасывания противоспаечной мембраны.
5 Определен способ и условия стерилизации и дегазации изделий,
позволяющие
сохранить
токсикологические,
их
эксплуатационные
санитарно-химические
свойства.
испытания
и
Технические,
исследования
на
стерильность образцов эндопротезов подтверждают соответствие их требованиям,
предъявляемым к изделиям медицинского назначения, имеющих длительный
контакт с тканями организма.
6 Разработаны
проекты
нормативно-технической
документации
для
производства эндопротезов с противоспаечными свойствами «ЭСФИЛ композит»
131
(заправочные и технологические карты, комплект технологической документации,
технические условия и технологический регламент). Результаты работы внедрены
в ООО «Линтекс», Санкт-Петербург.
132
Словарь медицинских терминов
Антикоагулянты – вещества, угнетающие активность системы свертывания крови
Апоневроз – широкая соединительнотканная пластинка, при помощи которой широкие
мышцы прикрепляются к костям или другим тканям тела
Аппендэктомия – хирургическая операция удаления аппендикса (аппендицит)
Биорезистентность – устойчивость материала к воздействию биологических сред
Биосовместимость – свойство материала не вызывать или вызывать минимальную реакцию организма
Брюшина – серозная оболочка, выстилающая внутреннюю поверхность брюшной стенки и покрывающая расположенные в полости живота органы
Гемокоагуляция – свертывание крови
Гемостаз – защитная реакция организма, выражающаяся в остановке кровотечения,
основанная на естественных физиологических процессах свертывания крови и сужения
поврежденных кровеносных сосудов
Герниология – наука, изучающая виды и локализацию грыж живота и разрабатывающая
методы их лечения и профилактики
Герниопластика – общее название хирургических методов закрытия лечения грыж
Гидрофлотация – разведение белковых компонентов раневого экссудата введением во
время операции и в послеоперационном периоде барьерных растворов
Дупликатура – анатомическое образование, состоящее из двух слоев какой-либо пластинчатой структуры (например, брюшины)
Имплантация – введение в организм чужеродных материалов
Имплантат – медицинский объект, изготовленный из синтетических или искусственных
материалов, в том числе неживых природных объектов, предназначенный для
имплантации в организм
Инкапсулирование – процесс формирования вокруг инородного тела капсулы из соединительной ткани
Лапароскопия – лечебное или диагностическое вмешательство на органах брюшной
полости с помощью освещенного полого трубчатого инструмента (лапароскопа) через
небольшой разрез в брюшной стенке
Малоинвазивная хирургия – хирургия, направленная на то, чтобы минимизировать
область вмешательства в организм и степени травмирования тканей
Термины приведены из медицинского толкового словаря
133
Острая спаечная кишечная непроходимость – синдром, характеризующийся частичным
или полным нарушением продвижения содержимого по пищеварительному тракту и
обусловленный механическим препятствием или нарушением двигательной функции
кишечника
Патологический процесс – последовательность реакций, закономерно возникающих в
организме при воздействии патогенного фактора, вызывающая нарушения нормального
течения жизненных процессов, и защитно-приспособительные реакции
Пролиферация – новообразование клеток путем их размножения делением
Рецидив – возврат, повторное проявление признаков болезни
Рубец – плотноволокнистая соединительнотканная структура, формирующаяся в результате регенерации тканей после повреждения
Санация брюшной полости – процесс очистки брюшной полости путем удаления из нее
чужеродного материала и мертвой ткани, чтобы ничто не препятствовало заживлению
Серозное воспаление – фаза воспалительного процесса, сопровождающаяся повышением
проницаемости капилляров и выходом в ткани жидкостного и клеточного компонентов
крови
Серозная поверхность – поверхность, выстилающая стенки полостей туловища, покрывающая расположенные в них органы и состоящая из плотной волокнистой соединительной ткани, покрытой мезотелием
Спаечная болезнь – заболевание, возникающее при образовании спаек и сращений в
брюшной полости в результате оперативных вмешательств, травм, а также воздействия
инородных тел и некоторых лекарственных веществ
Спайки – фиброзные сращения между соседними органами или серозными поверхностями
Трансплантат – живая ткань или орган, вводимые в организм путем пересадки от донора (другого человека)
Фибрин – нерастворимый белок, образующийся из фибриногена при действии на него
тромбина в процессе свертывания крови
Фибриноген – белок, растворенный в плазме крови
Экссудат – жидкость воспалительного характера, богатая белком и содержащая форменные элементы крови
Экссудация – процесс перемещения экссудата, содержащего белки и лейкоциты, из мелких вен и капилляров в окружающие ткани и полости организма через стенки неповрежденных кровеносных сосудов; обычно экссудация возникает в результате воспаления
134
Эндопротез – изделие, вводимое в организм с целью замены (замещения) удаленного или
функционально несостоятельного органа или тканевого объекта и выполняющее в той
или иной мере его функции
Эндотоксин – токсин, обычно безвредный для всех тканей организма, содержится внутри
ряда бактерий и высвобождается из них лишь при разрушении или гибели бактериальной
клетки во время ее распада.
135
Список использованных источников
1 Гензер, М. С. Лечебный трикотаж [Текст] / М. С. Гензер. – М.: Легкая
индустрия, 1973. – 264 с.
2 Гензер, М. С. Трикотаж для хирургии [Текст] / М. С. Гензер. – М.: Легкая
промышленность, 1981. – 144 с.
3 Жуковский, В. А. Полимерные эндопротезы для герниопластики [Текст]
/ В. А. Жуковский. – СПб.: Эскулап, 2011. –104 с.
4 Едомина, Н. А. Проектирование и исследование сетчатых основовязаных
полотен рельефных структур для композиционных хирургических эндопротезов с
противоспаечными свойствами [Текст] / Н. А. Едомина, Л. П. Ровинская,
Т. С. Филипенко, И. В. Кочеткова, В. А. Жуковский // Технология легкой
промышленности. – 2013. – № 2. – С. 46-48.
5 Егиев, В. Н. Ненатяжная герниопластика [Текст] / В. Н. Егиев. – М.:
Медпрактика, 2002. – 148 с.
6 Федоров, И. В. Протезы в хирургии грыж: столетняя эволюция [Текст] /
И. В. Федоров, А. Н. Чугунов // Герниология. – 2004. – № 2. – С. 45-52.
7 Рагимов, В. А. Сравнительный анализ результатов аллопластических
методов в хирургическом лечении вентральных грыж [Текст] / В. А. Рагимов //
Вестник экспериментальной и клинической хирургии. – 2012. – Том V, No3. –
C. 574-577.
8 Goldstein, H. S. Selecting of right mesh [Текст] / H. S. Goldstein // Hernia. –
1999. – Vol. 3, № 1. P. 23-26.
9 Klinge, U. Alteration of abdominal wall mechanics after mesh implantation.
Experimental alteration of mesh stability [Текст] / U. Klinge, J. Conze, B. Klosterhalfen
// Langenbecks Arch. Chir. – 1996. – Vol. 381, № 6. – P. 323-332.
10 Klinge, U. A modified mesh for hernia repair adapted to abdominal wall
physiology [Текст] / U. Klinge, J. Conze, B. Klosterhalfen et al // Europ. J.Surg. – 1998.
– Vol. 164. P. 951-960.
11 Klosterhalfen, B. Morphologishe Korrelation der funktionellen Bauchwandmechanik nach Mesh-Implantation [Текст] / B. Klosterhalfen, U. Henze, U. Klinge
et al. // Langenbecks Arch. Chir. – 1997. – Vol. 382. P. 87-94.
136
12 Shumpelick,V. Mesh in der Bauchwand [Текст]/ V. Shumpelick, U. Klinge,
G. Welty, B. Klosterhalfen // Der Chirurg. 1999. № 70. P. 876-887.
13 Klosterhalfen, B. The lightweight and large porous mesh concept for hernia
repair [Текст] / B. Klosterhalfen, U. Klinge, K. Jungle // Expert Rev. Med. Devices.
2005. Vol. 2, № 1. P. 103-117.
14 «VYPRO Netz» официальный сайт портала «Еthicon» [Электронный
ресурс].URL:http://de.ethicon.com/healthcare-professionals/Unsere-Produkte/ Hernienversorgung/Netze-teilresorbierbar/VYPRO-Netz (дата обращения 21.03.2011).
15 «VYPRO II Netz» официальный сайт портала «Еthicon» [Электронный
ресурс].URL:http://de.ethicon.com/healthcare-professionals/Unsere-Produkte/ Hernienversorgung/Netze-teilresorbierbar/VYPRO-II-Netz (дата обращения 21.03.2011).
16 «Ultrapro Netz» официальный сайт портала «Еthicon» [Электронный
ресурс].URL:http://de.ethicon.com/healthcare-professionals/Unsere-Produkte/ Hernienversorgung/Netze-teilresorbierbar/ULTRAPRO-Netz (дата обращения 21.03.2011).
17 «Seramesh®. Qualität für jeden Anspruch» официальный сайт портала
«Serag-wiessner» [Электронный ресурс]. URL: http://www.serag-wiessner.de/textileimplantate/seramesh/ (дата обращения 20.03.2011).
18 «Absorbable Suture Products» официальный сайт портала «Samyang»
[Электронный
ресурс].
URL:
http://www.samyangbiopharm.com/eng/Product
Introduce/medical_device01 (дата обращения 20.03.2011).
19 Патент 6162962 США, МКПО A 61 F 2/02. Areal implant / B. Hinsch,
C. Walther; заявитель «Ethicon CmbH & Co.». – № 19613730; заявл. 25.03.1996,
опубл. 19.12.2000.
20 Зайцев, А. В. Разработка структур и технологических процессов
получения
основовязаных
эндопротезов
из
биодеструктируемых
и
био-
резистентных синтетических нитей: автореф. дис. ...канд. техн. наук: 05.19.02,
05.17.06 / Зайцев Антон Викторович. – СПб. 2010. – 16 с.
21 Holzheimer, RG. First results of Lichtenstein hernia repair with ultrapromesh as a cost saving procedure – quality control combined with a modified quality of
life questionnaire in a series of ambulatory operated patients [Текст] / RG. Holzheimer //
Europ. J. Med. 2004. Vol. 9. P. 323-327.
137
22 Филипенко, Т. С. Разработка сетчатых эндопротезов для реконструктивно-восстановительной хирургии: автореф. дис. ... канд. техн. наук: 05.19.02,
05.17.06 / Филипенко Татьяна Сергеевна. – СПб. 2009. – 16 с.
23 Жуковский, В. А. Научное обоснование и разработка технологии
волокнистых хирургических материалов со специальными свойствами: автореф.
дис. ... докт. техн. наук: 05.17.06 / Жуковский Валерий Анатольевич. – СПб. 2013.
– 32 с.
24 «Leading the Future of Fixation» официальный сайт портала «Covidien»
[Электронный ресурс]. URL: http://surgical.covidien.com/products/hernia-repair/
progrip-laparoscopic-self-fixating-mesh (дата обращения 20.03.2011).
25 Протасов, А. В. Герниопластика с имплантатом Parietene ProGrip
[Текст]/ А. В. Протасов, Д. Ю. Богданов, Г. А. Кривцов, А. В. Айгузов // В сб.:
Матер. XIII Съезда Общества эндоскопических хирургов России. Альманах
Института хирургии им. А. В. Вишневского. 2010. Т. 5, № 1. С. 159-160.
26 «PROLENE® Soft Polypropylene Mesh» официальный сайт портала
«Ethicon»
[Электронный
ресурс].
URL:
http://www.ethicon.com/healthcare-
professionals/products/tissue-hernia/mesh/prolene-soft-polypropylene-mesh (дата обращения 13.01.2011).
27 Optilene® Mesh LP. Сверхлегкая, тонкая и абсолютно прозрачная.»
официальный
сайт
портала
«B.Braun»
[Электронный
ресурс].
URL:
http://www.bbraun.ru/cps/rde/xchg/cw-bbraun-ru-ru/hs.xsl/products.html?id=00020742
600000000409&prid=PRID00003022 (дата обращения 13.01.2011).
28 «ProLite™ Ultra™ Mesh» официальный сайт портала «Atrium Medical»
[Электронный ресурс]. URL: http://www.atriummed.com/EN/Biosurgery/proliteultra.asp (дата обращения 13.01.2011).
29 «DynaMesh®» официальный сайт портала «FEG Textiltechnik» [Электронный ресурс]. URL: http://en.dyna-mesh.com/aplprod/hernia/pp-gb/ (дата обращения 15.01.2011).
30 «Эсфил легкий. Эндопротез-сетка легкий полипропиленовый для
восстановительной хирургии» официальный сайт портала «Линтекс» [Электронный ресурс]. URL: http://www.lintex.ru/page34.html (дата обращения 13.01.2011).
138
31 Симонян, К. С. Спаечная болезнь [Текст] / К. С. Симонян. – М., 1966. –
С. 117-118.
32 Вербицкий, Д. А. Применение геля карбоксиметилцеллюлозы для
профилактики спайкообразования в брюшной полости: дис. ... канд. мед. наук:
14.00.35 / Вербицкий Дмитрий Александрович. – СПб. 2004. – 134 с.
33 Бова, Л. С. Спаечная болезнь [Текст] / Л. С. Бова, Н. М. Семенюта,
М. М. Фульшес // Клин. Хирургия. – 1989. – № 6. – С. 57-59.
34 Осипов, В. И. Патогенетическое лечение и профилактика спаечной
болезни органов брюшной полости: автореф. дис. … док. мед. наук: 14.00.27 /
Осипов Валерий Иванович.
–
Саратов, 1994. – 19 с.
35 Chen, Y. Surgical adhesions: evidence for adsorption of surfactant to
peritoneal mesothelium [Текст] / Y. Chen, B. A. Hills // Aust. N. Z. J. Surg. – 2000. –
№ 70(6). – P. 443-447.
36 Tulandi, T. Introduction-prevention of adhesion formation: the journey
continues [Текст] / T. Tulandi // Human Reproduction Update
2001. – № 7(6). –
Р. 545-546.
37 Menzies, D. Postoperative adhesions: their treatment and relevance in clinical
practice [Текст] / D. Menzies // Ann. R. Coil. Surg. Engi. 1993. № 75. Р. 147-153.
38 Женчевский, Р. А. Спаечная болезнь [Текст] / Р. А. Женчевский – 2 изд.,
переработанное и дополненное. – М.: Медицина, 1989. - 192 с.
39 Diamond, M. P. Adhesion formation/ reformation [Текст] / M. P. Diamond,
А. Hershlag // Prog. Clin. Biol. Res. 1990. № 358. P. 23-33.
40 Воробьев, А. А. Хирургическая анатомия оперированного живота и
лапароскопическая хирургия спаек [Текст] / А. А. Воробьев, А. Г. Бебурашвили. –
Волгоград.: гос. учреждение «Издатель», 2001. – С. 11-12.
41 DiZerega, G. S. Biochemical events in peritoneal tissue repair [Текст] /
G. S. DiZerega // Eur. J. Surg. Suppl. 1997. № 577. P. 10-16.
42 Дронов, А. Ф. Лапароскопия в лечении острой спаечной кишечной
непроходимости у детей [Текст] / А. Ф. Дронов, И. В. Поддубный,
О. И. Блинников // Эндоскопическая хирургия. 1997. № 2. С. 5-6.
43 Suter, M. Laparoscopic management of mechanical small bowel obstruction:
are there predictors of success or failure? [Текст] / M. Suter, P. Zermatten, N. Halkic et
139
al. // Surg. Endosc. 2000. 14(5). Р. 478-483.
44 Ray, N. Abdominal Adhesiolysis: inpatient care and expenditures in the
United states in 1994 [Текст] / N. Ray, W. Denton, M. Thamer, S. Henderson, S. Perry//
J. Am. Coll. Surg. 1998. № 186(1). Р. 1-9.
45 Матвеев, Н. Л. Внутрибрюшные спайки – недооцененная проблема
[Текст] / Н. Л. Матвеев // Эндоскопическая хирургия. – 2007. – № 6. – С. 62-68.
46 Raftery, A. T. Regeneration of Parietal and Visceral Peritoneum [Текст] /
A.T. Raftery // British Journal of Surgery. – 1973. – № 60. – Р. 293-299.
47 Wiseman, D. Polymers for the prevention of surgical adhesions [Текст] /
D. Wiseman // In: Domb AJ, ed. Polymeric site-specific pharmacotherapy. New York,
John Wiley. – 1994. – Р. 370-421.
48 Panay, N. New directions in the prevention of adhesion in laparoscopic
surgery [Текст] / N. Panay, A. M. Lower // Curr. Opin. Obstet. Gynecol. – 1999. – № 11.
– Р. 379-385.
49 Ellis, H. Prevention and treatment of adhesions [Текст] / H. Ellis // Infect. in
Surg. – 1983. – № 11. – P. 803-817.
50 «Adept. Adhesion Reduction Solution.»
«Baxter»
[Электронный
ресурс].
URL:
официальный сайт портала
http://www.baxterbiosurgery.com/us/
resources/pdfs/adept/ADEPT_Instructions_For_Use.pdf (дата обращения 23.03.2011).
51 Патент 2352584 РФ, МПК A61L C08B Способ получения геля на основе
карбоксиметилцеллюлозы / Д. А. Вербицкий, В. А. Жуковский, В. E. Немилов и др.;
заявитель ООО «Линтекс». № 2007133376/04; заявл. 06.09.2007; опубл. 20.04.2009.
52 Вербицкий, Д. А. Профилактика послеоперационного спаечного
процесса в брюшной полости [Текст] / Д. А. Вербицкий // Современные подходы к
разработке и клиническому применению эффективных перевязочных средств,
шовных материалов и полимерных имплантатов: материалы V международной
конференции. – М.: Химия, 2006. – С. 94-95.
53 Липатов, В. А.
Экспериментальные исследования геля Мезогель
[Текст]/ В.А. Липатов // Микробиологическое исследование эфиров целлюлозы,
применяемых для профилактики послеоперационного спайкообразования: сб.
трудов IV научно-практической конференции врачей Приволжско-Уральского
военного округа. – Оренбург: 2003. – С. 217-219.
140
54 «INTERCEED® Absorbable Adhesion Barrier» официальный сайт
портала «Ethicon» [Электронный ресурс]. URL: http://il.ethicon.com/healthcareprofessionals/products/gynecology-solutions/gynecare-interceed-absorbable-adhesionbarrier (дата обращения 21.03.2012).
55 «Sepra® Technology. It begins with a hydrogel barrier. It ends with a strong,
long-term repair.»
официальный сайт портала «C.R. Bard, Inc.» [Электронный
ресурс]. URL: http://www.davol.com/products/soft-tissue-reconstruction/hernia-repair/
ventral-hernia-repair/st-landing1/ (дата обращения 23.12.2011).
56 «Pioneering Biomaterials to Improve Patients´ Lives.» официальный сайт
портала «FzioMed, Inc.» [Электронный ресурс]. URL: http://www.fziomed. com/corescience/ (дата обращения 23.12.2011).
57 «Противоспаечная система Prevadh» официальный сайт портала
«Сovidien» [Электронный ресурс]. URL: http://www.autosuture.net/as_asp/pdf/
BioSurg_AutoSuture_Covidien.pdf (дата обращения 08.04.2012).
58 Гасанов, Н. Г. Профилактика спаечной болезни при хирургическом
лечении злокачественных опухолей органов живота: автореф. дис. …канд. мед.
наук: 14.01.17 / Гасанов Нуцалхан Гаджиевич – М., 2012 - 45 с.
59 Жуковский, В. А. Новые направления и возможности совершенствования
полимерных
имплантатов
для
реконструктивно-восстановительной
хирургии [Текст] / В. А. Жуковский // В сб.: Матер. II Междунар. науч. конф.
«Современные технологии и возможности реконструктивно-восстановительной и
эстетической хирургии». М.: 2010. С. 90-93.
60 Chester, C. Comparison of Antiadhesive Treatments Using an Objective Rat
Model [Текст] / C. Chester, M. D. III. Buckenmaier, A. E. Pusateri et al. // Southeastern
Surgical Congress. Atlanta: 1999. 28 p.
61 Burns, J. W. Preclinical evaluation of Seprafilm bioresorbable membrane
[Текст] / J. W. Burns, M. J. Colt, L. S. Burgees, K. C. Skinner // European Journal of
Surgery suppl. 1997. № 577. P. 40-48.
62 Патент 5906997 США, МПК А 61 К 031/715, 047/00. Bioresorbable
compositions of carboxypolysaccharide polyether intermacromolecular complexes and
methods for their use in reducing surgical adhesions / H. E. Schwartz, J. M. Blackmore;
заявитель «Fzio Med, Inc.». № 877649; заявл. 17.06.1997; опубл. 25.05.1999.
141
63 Rodgers, K. E. Effect of oxiplex films (PEO/CMC) on adhesion formation
and reformation in rabbit models and on peritoneal infection in a rat model [Текст] /
K.E. Rodgers, H. E. Schwartz, N. Roda et al. // Fertil. Steril.
2000.
№ 73(4).
Р. 831-838.
64 Becker, J. M. Prevention of postoperative abdominal adhesions by a sodium
hyaluronate-based bioresorbable membrane: a prospective, randomized, double-blind
multicenter study [Текст] / J. M. Becker, M. T. Dayton, V. W. Fazio et al. // J. Am. Coil.
Surg. 1996. № 183(4). Р. 297-306.
65 «Сovidien Introduces the SprayShield(TM) Adhesion Barrier System to the
European Marketplace» официальный сайт портала «Сovidien» [Электронный
ресурс]. URL: http://www.covidien.com/investor/phoenix.zhtml?c=207592&p=irolnewsArticle&ID=1204887&highlight= (дата обращения 08.04.2012).
66 «DuraSeal» официальный сайт портала «Сovidien» [Электронный
ресурс]. URL: http://www.covidien.com/durasealcranial/pages.aspx?page=Home (дата
обращения 08.04.2012).
67 Аюшинова, Н. И. Современные подходы к профилактике спаечного
процесса в брюшной полости [Текст] / Н. И. Аюшинова, И. А. Шурыгина,
М. Г. Шурыгин, А. И. Панасюк // Сибирский медицинский журнал. 2011. № 6.
C. 16-20.
68 «GORE® DUALMESH® PLUS Biomaterial» официальный сайт портала «W.L. Gore and Associate» [Электронный ресурс]. URL: http://www. goremedical.
сom/ dualmeshplus/ (дата обращения 15.04.2011).
69 «Enabling rapid tissue fixation and incorporation in hernia and soft tissue
repair. Mycromesh.» официальный сайт портала «W.L. Gore and Associate» [Электронный ресурс]. URL: http://www.goremedical.com/mycromesh/ (дата обращения
15.01.2011).
70 «DULEX™ Mesh» официальный сайт портала «C.R. Bard, Inc.»
[Электронный ресурс].URL:http://www.davol.com/products/soft-tissue-reconstruction/
hernia-repair/ventral-hernia-repair/laparoscopic-repair-options/dulex-mesh/ (дата обращения 15.01.2011).
142
71 «Prevention means comfort – reducing adhesions, impairing bacterial
growth» официальный сайт портала «B.Braun» [Электронный ресурс]. URL:
http://www.bbraun.com/cps/rde/xchg/bbraun-com/hs.xsl/9094.html (дата обращения
13.01.2011).
72 «Пленки пористые политетрафторэтиленовые для хирургического
лечения грыж различной локализации лапароскопическим и традиционным
способ» официальный сайт портала «Экофлон» [Электронный ресурс]. URL:
http://www.ecoflone.net/prod/obshaya.html (дата обращения 23.03.2011).
73 Нетяга, А. А. Обоснование применения новых синтетических
материалов для пластики брюшной стенки: автореф. дис. ... канд. мед. наук:
14.01.17 / Нетяга Андрей Алексеевич. – Курск, 2002. – 40 с.
74 «DynaMesh®-IPOM. For the intraperitoneal onlay mesh technique in hernia
surgery. Optimal handling in laparoscopic and open techniques» официальный сайт
портала
«FEG
Textiltechnik»
[Электронный
ресурс].
URL:
http://en.dyna-
mesh.com/aplprod/hernia/ipom-gb/ (дата обращения 01.04.2011).
75 «Parietex™Composite (PCO) Mesh.» официальный сайт портала
«Сovidien» [Электронный ресурс]. URL: http://surgical.covidien.com/content/dam/
covidien/library/global/english/product/hernia-repair/mesh-products/parietexoptimizedcomposite-pcox-mesh/parietex-composite-pco-mesh-vac-pack.pd
(дата
обращения
08.04.2012).
76 Hutchinson, R. W. Pre-clinical abdominal adhesion studies with surgical
mesh [Текст] / R. W. Hutchinson, M. Chagnon, L. T. Divilon // In: Busines briefing:
Global surgery. – 2004. – P. 29-33.
77 «PROLENE. Redefining Ventral Hernia Repair»
официальный сайт
портала «Ethicon» [Электронный ресурс]. URL: http://www.ethicon360emea.com
/products/PROCEED (дата обращения 08.04.2012).
78 «C-QUR™ Mesh »» официальный сайт портала «Atrium Medical Corp.»
[Электронный ресурс]. URL: http://www.atriummed.com/EN/Biosurgery/cqur.asp
(дата
обращения 01.04.2011).
79 Ахметшина, О. З. Хирургические противоспаечные материалы на
основе карбоксиметилцеллюлозы [Текст] / О. З. Ахметшина, В. А. Жуковский,
В.Е. Немилов, В.А. Хохлова / Дизайн. Материалы. Технология. – 2012. – № 5(25).
143
– 102-106 с.
80 Шалов, И. И. Технология трикотажа: учеб. для вузов [Текст] /
И. И. Шалов, А. С. Далидович, Л. А. Кудрявин. – М.: Легпромбытиздат, 1986. –
376 с.
81 Каценеленбоген, А. М. Машины и технология основовязального
производства [Текст] / А. М. Каценеленбоген, О. Д. Галанина. – М.: Легкая
индустрия, 1966. – 381 с.
82 Копяс, К. Технология основовязаного трикотажа: Пер. с польск. [Текст]
/ К. Копяс – М.: Легпромбытиздат,1991. 192 с.
83 Марисова, О. И. Трикотажные рисунчатые переплетения [Текст] /
О. И. Марисова. – М.: Легкая индустрия, 1970. – 255 с.
84 Далидович, А. С. Основы теории вязания [Текст] / А. С. Далидович. –
М.: Легкая индустрия, 1970. – 432 с.
85 Гриднева, А. В. Разработка технологии получения и исследование
свойств нерассасывающихся хирургических нитей на основе синтетических
полимеров: автореф. дис. ... канд. техн. наук: 05.17.06 / Гриднева Анна
Владимировна. – СПб, 2010. – 16 с.
86 А. с. 138402 СССР Прибор для определения жесткости нитей, тканей и
других текстильных материалов [Текст] / В. М. Лазаренко, Н. Е. Фрейдман. – Бюл.
№ 10; заявл. 04.11.1960; опубл. 1961.
87 Труевцев, А. В. Определение жесткости нити при изгибе с целью
нахождения геометрических параметров петли кулирного трикотажа [Текст] /
А. В. Труевцев, В. Г. Кивипелто // Изв. вузов. Технол. текстил. промышленности. –
1991. – № 6. – С. 71-77.
88 Виленкин, Н. Я. Метод последовательных приближений [Текст] /
Н. Я. Виленкин. – М.: Наука, 1968. – 108 с.
89 ГОСТ Р 15.013-94. Система разработки и постановки продукции на
производство. Медицинские изделия – М.: Госстандарт России: Изд-во стандартов,
1994.
90 Симон, Я. Отделка трикотажных изделий: Пер. с чеш. [Текст] /
Я. Симон, М. Квапиль. – М.: Легкая и пищевая промышленность, 1982. – 352 с.
144
91 Кобляков, А. И. Структура и механические свойства трикотажа [Текст]/
А. И. Кобляков. – М.: Легкая индустрия, 1973. – 240 с.
92 ГОСТ 8845-87 Изделия трикотажные. Методы определения влажности,
массы и поверхностной плотности – М.: Министерство легкой промышленности
СССР, 1987.
93 ГОСТ 8847-85 Полотна трикотажные. Методы определения разрывных
характеристик и растяжимости при нагрузках, меньше разрывных – М.:
Министерством легкой промышленности СССР, 1985.
94 Труевцев, А. В. Теоретические основы проектирования параметров
кулирного трикотажа и разработки технологических режимов его производства с
учетом деформационных свойств нитей и полотен: автореф. дис. … докт. техн.
наук: 05.19.03 / Труевцев Алексей Викторович – СПб., 1997.–38 с.
95 Зайцев, А. В. Оценка прочностных характеристик краев основовязаных
полотен из полимерных мононитей [Текст] / А. В Зайцев, Л. П. Ровинская,
В. А. Жуковский, О. Н. Столяров // Технология легкой промышленности. – 2010. –
Том 8 № 2. – С. 6-11.
96 Слепцов, И. В. Узлы в хирургии [Текст] / И. В. Слепцов, Р. А. Черников
– СПб.: Салит-Медкнига, 2000. – 112 с.
97 Митин, С. Е. Использование различных способов фиксации имплантата
при лапароскопической герниопластике [Текст] / С. Е. Митин, Д. Б. Чистяков,
Г. Т. Камилов // Герниология. – 2004. – №2. – с. 33-35.
98 Попов, В. А. Гемостаз и герметизация швов. Операции на внутренних
органах [Текст] / В. А. Попов – М.: Изд-во «ГЭОТАР-Медиа», 2008. – 320 с.
99 Патент 2293542 РФ
Политетрафторэтиленовый имплантат для
достижения гемостаза при операциях на паренхиматозных органах / В.Е. Дьяков,
Ю. А. Кортунов, Л. М. Федотова, С. Б. Петров и др.; заявитель ЗАО «Экофлон». –
№ 2005135029/04; заявл. 03.11.2005; опубл. 20.02.2007.
100 Патент № 2454958 РФ Устройство для наложения лигатуры на
кровеносные сосуды при операциях на паренхиматозных органах/ Д. Д. Шкарупа,
В. А. Жуковский, С. Б. Петров, И. И. Жуковская и др.; заявитель ООО «Линтекс».
– № 2011105113/05; заявл. 08.02.2011; опубл. 10.07.2011.
145
101 Корягина, Л. П. Производство полиэфирных волокон [Текст] /
Л. П. Корягина. – Минск: Высшая школа, 1983. – 234 с.
102 Исаева, В. И. Исследование процесса получения полипропиленового
моноволокна: дис. ... канд. техн. наук / Исаева Валентина Ивановна – Калинин,
1972. – 137 с.
103 Севостьянов, А. Г. Оптимизация механико-технологических процессов текстильной промышленности [Текст] / А. Г. Севостьянов, П. А. Севостьянов.
– М.: Легпромбытиздат, 1991. – 256 с.
104 Адлер, Ю. П. Планирование эксперимента при поиске оптимальных
условий: 2-е изд., пер. и доп. [Текст] / Ю. П. Адлер, Е. В. Маркова,
Ю. В. Грановский. – М.: Изд-во «Наука», 1976. – 280 с.
105 Тихомиров, В. Б. Математическое планирование эксперимента
[Текст] / В. Б. Тихомиров. – М.: Легкая индустрия, 1974. – 262 с.
106 Соболев, Н. Н. Газовые лазеры [Текст] / Н. Н. Соболев. – М.: Изд-во
«Мир», 1978. – 341 с.
107 Байбородин, Ю. В. Основы лазерной техники: учеб. пособие для вузов,
2-е изд., пер. и доп. [Текст] / Ю. В. Байбородин. – К.: Изд-во «Киев», 1988. – 383 с.
108 Патент № 2352584 РФ Способ получения геля на основе карбоксиметилцеллюлозы / Д.А.Вербицкий, В.А. Жуковский, В.Е. Немилов, и др.; заявитель
ООО «Линтекс». – № 2007133376; заявл. 06.09.2007; опубл. 20.04.2009.
109 Тагер, А. А. Физикохимия полимеров [Текст] / А. А. Тагер – М.: Химия,
1978. – 544с.
110 Патент № 2509784 РФ Способ получения пористых, пленочных
материалов на основе карбоксиметилцеллюлозы / В. А.Жуковский, В. Е. Немилов,
О. З. Ахметшина и др.в; заявитель ООО «Линтекс». – №2012114744; заявл.
10.04.2012; опубл. 20.03.2014.
111
ГОСТ Р ИСО 11607-2003 Упаковка для медицинских изделий,
подлежащих финишной стерилизации. – М.: Госстандарт России: Изд-во
стандартов, 2003.
112 Манабу, С. В. Полимеры медицинского назначения [Текст] /
С. В. Манабу. – М.: Изд-во «Медицина», 1981. – 248 с.
146
113 ГОСТ Р ИСО 11137-2000. Стерилизация медицинской продукции.
Требования к валидации и текущему контролю. – М.: Госстандарт России: Изд-во
стандартов, 2000.
114 ОСТ 42-21-2-85. Стерилизация и дезинфекция изделий медицинского
назначения. Методы, средства и режимы. – М.: Госстандарт России, 1985.
115 Корнев, И. И. Стерилизация изделий медицинского назначения в
лечебно-профилактических учреждениях [Текст] / И. И. Корнев. – М.: Изд-во
АНМИ, 2000. – 175с.
116 Абрамова, И. М. Методические указания по дезинфекции, предстерилизационнной
очистке
и
стерилизации
[Текст]
/
И.
М.
Абрамова,
Л. Г. Пантелеева, Л. С. Федорова и др. // методич. пособие. – М.: ФГПУ «Интерсен»,
2000. – 67 с.
117 Туманян, Н. А. Радиационная стерилизация [Текст] / Н. А. Туманян,
Д. А. Каушанский. – М.: Медицина, 1974. – 304 с.
118 Лаппо, В. Г. Токсикологический контроль полимеров и изделий
медицинского назначения [Текст] / В. Г. Лаппо, С. Я. Ланина, В. И. Тимохина /
Журнал ВХО им. Д. И. Менделеева. – 1985. – Т. 30, № 4. – С. 461-464.
119 МИ 2548-99. ГСИ. Рекомендация. Установки радиационно-технологические с радионуклидными источниками излучения для стерилизации изделий
медицинского назначения. Методика аттестации. – 1999.
120 «3 M™ Steri-Vac™ Sterilizer/Aerator 8XL, 1 Door.» официальный сайт
портала
«3
М»
[Электронный
ресурс].
URL:
http://solutions.3m.com/
wps/portal/3M/en_US/IPD-NA/3M-Infection-revention/products/catalog/~/3M-SteriVac- Sterilizer-Aerator-8XL-1-Door?N=429495 7460+5543862&rt=d (дата обращения
01.06.2013).
121 ГОСТ ISO 10993-7-2011 Оценка биологического действия медицинских изделий. Часть 7. Остаточное содержание оксида этилена после стерилизации.
– М.: Стандартиформ, 2012.
147
Приложение А
Медико-технические требования на разработку
сетчатых эндопротезов с противоспаечными свойствами
148
149
150
151
152
153
154
155
156
157
158
159
160
161
162
163
164
165
166
167
168
169
170
171
Приложение Б
Копии патентов на изобретения
«Устройство для наложения лигатуры на кровеносные сосуды при
операциях на паренхиматозных органах»
«Способ получения пористых, пленочных материалов на основе
карбоксиметилцеллюлозы»
172
173
174
175
176
Приложение В
Копии акта отбора образцов медицинских изделий и
протокола испытаний по определению
остаточного содержания оксида этилена в мембранах для эндопротезов
с противоспаечными свойствами
177
178
179
180
181
182
Приложение Г
Копии заключения о токсикологических, санитарно-химических и
биологических испытаниях
и протокола контроля стерильности
183
184
185
186
187
188
189
190
191
192
Приложение Д
Копии проектов нормативно-технической документации:
- комплект технологической документации;
- технические условия;
- технологический регламент
193
194
195
196
197
198
199
200
201
Приложение Е
Копия акта о результатах внедрения
законченных научно-исследовательских,
опытно-конструкторских и опытно-технологических
работ
202