Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
advertisement

1
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
« Саратовский государственный технический университет имени Гагарина Ю.А.»
На правах рукописи
ГОРБАЧЕВ Валерий Олегович
РАЗВИТИЕ МОДЕЛЕЙ И АЛГОРИТМОВ ФОРМООБРАЗОВАНИЯ
СЛОЖНЫХ ИНСТРУМЕНТАЛЬНЫХ И ТЕХНОЛОГИЧЕСКИХ
ПОВЕРХНОСТЕЙ
Специальность 05.02.07-Технология и оборудование механической и физикотехнической обработки.
Диссертация на соискание ученой степени
кандидата технических наук
Научный руководитель:
доктор технических наук,
профессор Погораздов В.В.
Саратов-2014г.
2
СОДЕРЖАНИЕ
ВВЕДЕНИЕ……………………………………………………………………
1
7
СОВРЕМЕННЫЙ УРОВЕНЬ ТЕОРЕТИЧЕСКОЙ И КОМПЬЮТЕРНОЙ
ПОДДЕРЖКИ ФОРМООБРАЗОВАНИЯ СЛОЖНЫХ ИНСТРУМЕНТАЛЬНЫХ И ТЕХНОЛОГИЧЕСКИХ ПОВЕРХНОСТЕЙ…………………
1.1
Формообразование винтовых поверхностей с открытым мультиэлементным профилем образующей………………………………………………...
1.2
1.4
1.5
17
Формообразование функциональных поверхностей шарниров равных
угловых скоростей…………………………………………………………...
1.3
17
23
Геометрия и кинематика процесса радиального затылования дискового
фасонного инструмента шлифовальным кругом ………………….……....
24
Формообразование зубчатых колёс и шлицевых валов…………………..
25
Формообразование опорно транспортных валков бесцентровых супер
финишных станков для тел качения с осевым сечением переменной кривизны
1.6
26
Формообразование валков бесцентровых станков для конических тел
качения………………………………………………………………………....
30
1.7
ВЫВОДЫ по первому разделу…………………………………………….
30
2
МЕТОДИЧЕСКИЕ ПРИЁМЫ И МОДЕЛИ ДЛЯ РЕШЕНИЯ ЗАДАЧ
ФОРМООБРАЗОВАНИЯ …………………………………………………..
32
Описание исходных поверхностей…………………………………………..
32
2.1.1 Описание образующей линии исходной поверхности……………………..
32
2.1.2 Описание направляющей линии исходной поверхности…………………..
33
2.1.3 Модель исходной поверхности в 3-D………………………………………..
37
2.2
Дифференциальные характеристики исходной поверхности……………..
38
2.3
Функция формообразования технологической поверхности……………..
39
2.4
Профилирование производящей поверхности (ПП) инструмента………..
40
2.4.1 Профилирование ПП инструмента «дифференциальным» способом……
41
2.1
2.4.2 Профилирование ПП инструмента круговым проектированием «веера»
поперечных сечений ВП……………………………………………………...
2.4.3 Профилирование ПП дискового инструмента с использованием понятия
43
3
2.5
«растровых экстремумов»……………………………………………………
46
Решение обратной задачи процесса формообразования………………….
50
2.5.1 Решение на основе конечного множества виртуальных дисков инструмента…………………………………………………………………………...
50
2.5.2
Решение на основе «веера» поперечных сечений ПП……………………..
52
2.6
Ещё один алгоритм замены кривой дугой окружности……………………
55
2.7
ВЫВОДЫ по второму разделу……………………………………………...
59
3
3.1
МОДЕЛИРОВАНИЕ И ИССЛЕДОВАНИЕ ВИНТОВОГО ФОРМООБРАЗОВАНИЯ ДИСКОВЫМ И КОНЦЕВЫМ ИНСТРУМЕНТОМ………
60
Формообразование спиральных свёрл с мультиэлементным поперечным
60
профилем………………………………………………………………………
3.1.1 Профилирование дискового инструмента для ВП (прямая задача)………
61
3.1.2 Моделирование формообразования ВП дисковым инструментом (обратная задача)……………………………………………………………………..
3.2
63
Формообразование винтовых элементов насоса с циклоидальным
зацеплением…………………………………………………………………...
64
3.2.1 Дифференциальное профилирование ПП дискового инструмента для
элементов винтового насоса…………………………………………………..
65
3.2.2 Численное профилирование ПП дискового инструмента для элементов
винтового насоса……………………………………………………………...
3.2.3 Численное решение обратной задачи для элементов винтового насоса…...
66
68
3.3.
Формообразование ВП шариковой винтовой передачи……………………
68
3.3.1
Предварительные замечания………………………………………………...
68
3.3.2
Профилирование ВП шариком………………………………………………
69
3.3.3
Профилирование дискового инструмента для ВП шариковой передачи..
70
3.4
Формообразование ВП шнековых свёрл……………………………………
72
3.4.1 Описание ВП шнекового сверла…………………………………………….
72
3.4.2 Численное профилирование ПП дискового инструмента для шнекового
сверла………………………………………………………………………….
3.5
74
Моделирование формообразования стружечной канавки шнекового сверла
концевой цилиндрической фрезой……………………………………………
75
4
3.5.1 Модель процесса винтового формообразования концевой цилиндрической фрезой…………………………………………………………………....
3.6
76
Формообразование винтовых поверхностей на валках бесцентрово шлифовальных и суперфинишных станков ……………………………………..
81
3.6.1 Описание мульти элементного осевого профиля конического тела качения……………………………………………………………………….
82
3.6.2 Профилирование винтового жёлоба на опорно-транспортном валке суперфинишного станка………………………………………………………...
83
3.6.3 Профилирование шлифовального круга для винтового жёлоба валка…….
85
3.6.4
3.7
4
Органические погрешности в профиле конического тела качения при
бесцентровой шлифовке цилиндрическим кругом………………………...
87
ВЫВОДЫ по третьему разделу…………………………………………….
89
ФОРМООБРАЗОВАНИЕ
ФУНКЦИОНАЛЬНЫХ
ПОВЕРХНОСТЕЙ
ЭЛЕМЕНТОВ ШАРНИРОВ РАВНЫХ УГЛОВЫХ СКОРОСТЕЙ……….
4.1
Координатная
модель
формообразования
поверхностей
элементов
ШРУС………………………………………………………………………….
4.2
91
91
Профилирование ПП концевого инструмента дифференциальным методом……………………………………………………………………………...
92
4.3
Профилирование ПП концевого инструмента численным методом……..
94
4.4
Решение обратной задачи формообразования поверхностей ШРУС……..
96
4.5
Правка концевого инструмента «втулочным» вращающимся инструмен-
4.6
5
том……………………………………………………………………………...
97
ВЫВОДЫ по четвёртому разделу………………………………………….
99
РАДИАЛЬНОЕ ЗАТЫЛОВАНИЕ ДИСКОВОЙ ФАСОННОЙ ФРЕЗЫ БЕЗ ИНТЕРФЕРЕНЦИИ………………………………………….
101
5.1
Профилирование шлифовального круга для радиального затылования…
101
5.2
Аналитическое профилирование шлифовального круга для затылования и
исследование методических погрешностей………………………………
106
5.3
Численное моделирование интерференции при затыловании…………….
108
5.4
ВЫВОДЫ по пятому разделу……………………………………………..
110
6.
ФОРМООБРАЗОВАНИЕ ВАЛКОВ БЕСЦЕНТРОВЫХ СТАНКОВ ДЛЯ
5
ТЕЛ КАЧЕНИЯ С ПЕРЕМЕННОЙ КРИВИЗНОЙ ОСЕВОГО СЕЧЕНИЯ..
111
6.1
Предварительные рассуждения……………………………………………..
111
6.2
Описание профиля тела качения с переменной кривизной и исследование
111
его дифференциальных характеристик………………………………..
6.3
Кривизны профиля тела качения……………………………………………
113
6.4
Аппроксимация «полу-профиля» тела качения специальной функцией…..
115
6.5
Синтез траектории движения роликов в рабочем пространстве станка
116
6.6
Координатная и аналитическая модели формообразования поверхности
валка…………………………………………………………………………...
119
6.7
Пример реализации алгоритма и программы формообразования валка.
121
6.8
Аппроксимация расчётной поверхности валка поликонической поверхно-
6.9
7
стью ………………………………………………………………………....
123
ВЫВОДЫ по шестому разделу…………………………………………….
126
ФОРМООБРАЗОВАНИЕ ЦИКЛИЧЕСКИ ПОВТОРЯЮЩИХСЯ ПОВЕРХНОСТЕЙ ЗУБЧАТЫХ КОЛЁС И ШЛИЦЕВЫХ ВАЛОВ…………..
127
Формообразование зубьев реечным обкатным инструментом…………….
127
7.1.1 Описание трех углового контура рейки……………………………………..
128
7.1
7.2
Формообразование прямобочных шлицев на валике реечным и обкатным
инструментом………………………………………………………………….
7.3
132
Формообразование прямозубых конических колёс круговыми протяжками по схеме Revacycle ……………………………………………………..
134
7.3.1 Описание производящей поверхности круговой протяжки………………
135
7.3.2 Координатная и знаковая модели кругового протягивания……………….
137
7.3.3 Реализация алгоритма и программы кругового протягивания…………...
139
7.4
8
ВЫВОДЫ по седьмому разделу…………………………………………….
ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ И ПЕРЕДАЧА
РЕЗУЛЬТАТОВ В ПРОИЗВОДСТВО……………………………………….
8.1
143
Использование результатов по винтовому формообразованию и затылованию дискового инструмента……………………………………………….
8.2
142
143
Использование результатов по формообразованию валков суперфинишного станка SZASLE-50x500…………………………………………………
146
6
8.3
Использование результатов по формообразования функциональных поверхностей ШРУС-ов………………………………………………….……
8.4
8.5
147
Использование результатов по формообразованию винтового жёлоба на
валках бесцентровых станков для конических тел качения……………...
148
ВЫВОДЫ по восьмому разделу……………………………………………
149
ЗАКЛЮЧЕНИЕ И ОСНОВНЫЕ ВЫВОДЫ………………………………..
151
ЛИТЕРАТУРА………………………………………………………………..
153
ПРИЛОЖЕНИЕ 1……………………………………………………………
172
ПРИЛОЖЕНИЕ 2……………………………………………………………
ПРИЛОЖЕНИЕ 3……………………………………………………………
ПРИЛОЖЕНИЕ 4……………………………………………………………
ПРИЛОЖЕНИЕ 5……………………………………………………………
ПРИЛОЖЕНИЕ 6……………………………………………………………
ПРИЛОЖЕНИЕ 7……………………………………………………………
ПРИЛОЖЕНИЕ 8……………………………………………………………
ПРИЛОЖЕНИЕ 9……………………………………………………………
ПРИЛОЖЕНИЕ 10……………………………………………………………
ПРИЛОЖЕНИЕ 11……………………………………………………………
ПРИЛОЖЕНИЕ 12……………………………………………………………
ПРИЛОЖЕНИЕ 13……………………………………………………………
ПРИЛОЖЕНИЕ 14……………………………………………………………
ПРИЛОЖЕНИЕ 15……………………………………………………………
ПРИЛОЖЕНИЕ 16……………………………………………………………
ПРИЛОЖЕНИЕ 17……………………………………………………………
ПРИЛОЖЕНИЕ 18……………………………………………………………
ПРИЛОЖЕНИЕ 19……………………………………………………………
ПРИЛОЖЕНИЕ 20……………………………………………………………
ПРИЛОЖЕНИЕ 21……………………………………………………………
ПРИЛОЖЕНИЕ 22……………………………………………………………
ПРИЛОЖЕНИЕ 23……………………………………………………………
ПРИЛОЖЕНИЕ 24……………………………………………………………
ПРИЛОЖЕНИЕ 25……………………………………………………………
181
193
204
213
229
241
258
266
274
291
307
314
331
342
354
364
367
387
399
412
418
427
444
445
7
ВВЕДЕНИЕ
Инструментальные и технологические поверхности: винтов обыкновенных (в том
числе с многоэлементным профилем образующей); межзубцовых и межшлицевых впадин
зубчатых колёс и валов; производящие поверхности фасонных дисковых и концевых инструментов; затылованные поверхности зубьев дисковых фрез; тел качения подшипников
с регламентированным осевым профилем; шарниров равных угловых скоростей; транспортных валков суперфинишных станков находят широкое применение в современном
производстве.
Эти сложные поверхности не описываются простыми функциями, а подготовка их
производства в значительной степени зависит от специальной теории и систематической
компьютерной поддержки, которые исторически оказывали и оказывают существенное
влияние на развитие методов профилирования и приемов численного моделирования
процессов их формообразования.
В промышленно развитых странах в настоящее время в проектных организациях
директивно переходят от дифференциальных к численным методам решения задач формообразования (прямая и обратная1), а также применяют методы компьютернографического моделирования в трёхмерной CAD/CAE/PDM-среде.
Отмеченная тенденция не обошла стороной и Россию, где начинают или продолжают работать малые инновационные производства, многим из которых пока недоступны дорогие лицензионные программные среды геометро-аналитического моделирования
и у них ощущается недостаток в специалистах с навыками работы с ними.
Чтобы России сохранить позиции в рядах развивающихся стран ей необходимо
восстановление и развитие былого технического потенциала, а так же трансферты передовых зарубежных технологий, однако мероприятия по их использованию сталкиваются с дефицитом квалифицированных кадров, способных отслеживать и обеспечивать
эффективное их применение, как ноу-хау.
В этой связи актуальным представляется дальнейшее развитие, упрощение и
разъяснение моделей и методик, ориентированных, в частности, на широко распространённую и сравнительно дешёвую среду программирования Mathcad. В этой среде практически не используется скриптовый язык или собственные выражения для проведения
1
Деление весьма условное
8
расчетов. Мощная библиотека встроенных функций, уникальные матричные средства,
обилие численных методов, описательная (дескрипторная) графика, высокая скорость
вычислений, легкость адаптации к пользователю позволяет решать широкий круг инженерных задач проще, нагляднее, точнее и дешевле.
Таким образом, система Mathcad вполне оправдывает аббревиатуру CAD (Computer
Aided Design), говорящую о принадлежности к наиболее эффективным и продвинутым
системам автоматического проектирования, своего рода САПР в математике.
Цель настоящей работы состоит в разработке методик и приёмов решения задач
формообразования сравнительно простыми аналитическими и графическими операциями, доступными цеховому инженеру-технологу и инструментальщику. Здесь вполне
уместно напомнить мнение академика Л. Ландау, который вполне справедливо ценил
хорошую методику «выше научного открытия», а Ф.Бекон считал «достоинством хорошей методы то, что она уравнивает способности и вручает всем средство легкое и
верное».
В диссертации исходные поверхности рассматриваемых объектов описываются
параметрическими функциями образующих профилей с соблюдением условий их сопряжённости. На их основе с помощью ранжированных переменных и векторов формируются обобщённые однозначные дискретные функции, которые подвергаются встроенным в систему Mathcad процедурам сглаживания и интерполяции (линейной и степенной). Сегментный (мультиэлементный) профиль после интерполяции становится «непрерывным» и дифференцируемым, а представляющие его сплайн-функции легко входят сомножителями в аналитические модели с тригонометрическими функциями для
описания формообразования рассматриваемой операции. Это существенно упрощает
процесс программирования в среде Mathcad.
Прямая и обратная задачи процессов формообразования решаются на основе целесообразного сочетания аналитических (дифференциальных, численных) и графоаналитических методов, что позволяет избегать сингулярности2 из-за осцилляции угла
между нормалями и неоднозначности решений. При этом особое внимание было уделено авторской интерпретация способа Саламандры-Шевелёвой для определения «огибающего или обволакивающего» профиля в пространстве сетки или линий. Интерпретация
состоит в отображении образующих или направляющих линий поверхностей в искомое
2
Точка на графике функции, в которой производная стремится в бесконечность (из астрофизики).
9
сечение, формировании и сортировки содержимых матриц с введением нового понятия
растровый экстремум.
На основе разработанных методических приёмов реализованы алгоритмы винтового формообразования дисковым инструментом функциональных поверхностей: свёрл
с обобщённым мульти элементным профилем поперечного сечения, применяемых для
сверления труднообрабатываемых материалов; с линейчатой и круговинтовой образующей (для ШВП); свёрл шнековых специальным фасонным и стандартным концевым инструментом; винтовых желобов на опорно транспортных валках суперфинишных станков для конических тел качения с обобщённым осевым профилем, а также функциональных поверхностей на элементах винтового блока циклоидального насоса.
Решена задача профилирования шлифовального круга для радиального затылования «прецизионных» дисковых фасонных фрез с учётом и исключением возможной интерференции круга и соседнего зуба. Строго численно показана практическая эквивалентность способов численного профилирования круга по кромке зуба, лежащей на
производящей поверхности (ПП) и дифференциального по характеристике на описанной
ею задней затылованной поверхности. Эти исследования «ставят точку» в научном споре оппонентов [52] и [71].
Разработан алгоритм и исследован процесс формообразования межшлицевых поверхностей валов и межзубцовых впадин зубчатых колёс с трёхэлементным исходным
контуром рейки в условиях плоского зацепления, а также поверхностей впадин прямозубых конических колёс, обработанных круговыми протяжками по схеме Revacycle.
Найдено новое решение задачи профилирования и механической обработки поверхностей опорно-транспортных валков для цилиндрических тел качения с нормированным профилем осевого сечения постоянной и переменной кривизны. Высказана гипотеза нормирования профиля тела качения с учётом его эксплуатационной адаптации,
выявленной в условиях ремонтно-восстановительного (реновационного) производства
железнодорожных буксовых подшипников на высокотехнологичном предприятии г. Саратова.
Разработаны алгоритмы и численно исследован процесс формообразования незамкнутых квазиторовых функциональных поверхностей шарниров равных угловых скоростей концевым лезвийным и абразивным инструментом, а также разработано математическое ядро для измерения и контроля этих поверхностей на КИМ-ах.
10
Разработаны программные модули для поддержки проектирования перечисленных объектов, ориентированные на современную вычислительную технику и среду
Mathcad, допускающие возможность корректировки и адаптации, удобные для практического использования в инструментальных цехах и в учебном процессе.
Основные положения и результаты диссертации докладывались на международных, всероссийских конференциях, совещаниях и семинарах, в том числе на XXII международной научной конференции МАТЕМАТИЧЕСКИЕ МЕТОДЫ В ТЕХНИКЕ И
ТЕХНОЛОГИЯХ (Псков 2009), на всероссийской научно-практической конференции
молодых ученых “Инновации и актуальные проблемы техники и технологий” (Саратов2009), на всероссийской научно-технической конференции “Информационные технологии, автоматизация, системы автоматизированного проектирования промышленных систем и строительных объектов” (Саратов-2011), на IX международной научнотехнической конференции “Проблемы исследования и проектирования машин” (Пенза2013), на всероссийской научно-технической интернет-конференции с международным
участием “Высокие технологии в машиностроении” (Самара-2013).
Работа выполнена при финансовой поддержке ФЦП (проект № 2014-14-576-0050065) и Госзадания Минобрнауки России № 9.896.2014/K
Материалы диссертации опубликованы в 23 статьях и тезисах докладов.
Диссертация состоит из введения, восьми разделов и заключения, изложенного на
445 страницах машинописного текста; в ней 140 рисунков, список литературы из 197
наименований и приложения с текстами программ и актами передачи материалов для
практического использования. Работа выполнена на кафедре «Проектирование технических и технологических комплексов» Саратовского государственного технического
университета имени Гагарина Ю.А. в период обучения в аспирантуре с 2011 по 2014 г. г.
На защиту выносится:
1. описание мульти элементного образующего профиля исходной поверхности дискретными, параметрическими, регрессионными функциями, степенными полиномами и разностными дифференциальными характеристиками;
2. решение прямой и обратной задач формообразования типовых поверхностей на основе дифференциально-численного «подхода» и «растровых экстремумов», найденных сортировкой строк и столбцов двумерных матриц, содержащих координаты точечного отображения исходной поверхности в искомое сечение;
11
3. методика профилирования и поликоническая аппроксимация валков бесцентрового
суперфинишного станка по относительному движению в пространстве его наладки
среднего поперечного сечения ролика по плоской выпуклой траектории переменной
кривизны, согласованной масштабом с регламентированным осевым профилем ролика;
4. гипотеза проектирования осевого профиля тела качения буксового подшипника с
учётом профилограмм вторичных заготовок реновационного подшипникового производства;
5. методика профилирования винтового жёлоба на опорно-транспортных валках бесцентрово-шлифовальных и супер финишных станках для конических тел качения с
обобщённым осевым профилем;
6. методика дифференциально-численного профилирования концевого инструмента и
исследования процесса формообразования незамкнутых квазиторовых функциональных поверхностей шарниров равных угловых скоростей (ШРУС);
7. методика профилирования шлифовального круга для радиального затылования прецизионных фасонных дисковых фрез без интерференции и результаты численного
исследования способов профилирования;
8. методика описания и моделирования процесса формообразования «обволакивающей» поверхности межзубцовой впадины конического прямозубого колеса дисковой
протяжкой по схеме Revacykle.
12
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность работы, поставлены цель и задачи исследований. Прокомментированы известные методы исследования рассматриваемых процессов формообразования и результаты, выносимые на защиту. Сформулирована научная
новизна и показана практическая ценность полученных результатов.
В первом разделе проанализирован современный уровень методической, алгоритмической и компьютерной поддержки проектирования процессов формообразования
сложных типовых технологических поверхностей на деталях и инструментах.
Рассмотрены методические приёмы решения задач формообразования применительно к поверхностям: винтовым, зубчатым, шлицевым, затылованным, функциональным поверхностям ШРУС и опорно транспортных валков бесцентровых станков. Отмечены
специалисты,
внесшие
наибольший
вклад
в
формирование
геометро-
кинематической базы знаний по указанным процессам.
Проанализированы многочисленные известные работы по винтовому формообразованию (как общего случая пространственного технологического взаимодействия) и
установлено, что в настоящее время специалистами отдаётся предпочтение численным
методам, ориентированным на систематическое использование возможностей вычислительной техники и информационных технологий. Проявляется значительное разнообразие алгоритмических приёмов в описании исходных профилей, конвертировании (отображении) их в контролируемое (искомое) сечение и поиске искомого «обволакивающего» контура инструмента или заготовки. Модели винтового формообразования и профилирования становятся все менее идеализированными и более наглядными за счёт машинной графики.
Настоятельно требуется большая ясность в моделировании процессов формообразования: межзубцовых поверхностей зубчатых колёс обкатным трёх угловым инструментом, круговыми протяжками и прямобочных шлицевых валов с дифференциальной
неопределённостью исходных профилей в точках стыков их сегментов.
В российском производстве ШРУС-ов практически отсутствует теоретическая поддержка прецизионного формообразования их функциональных поверхностей фасонным
концевым и дисковым инструментом, вследствие чего ощущается явная зависимость в
понимании и «настройки» этих процессов от иностранных партнёров по поставкам обо-
13
рудования и инструмента.
Обращено внимание на два аспекта теории радиального затылования фасонного
дискового инструмента шлифовальным кругом. Во-первых отмечено отсутствие точного
решения задачи выбора диаметра круга в условиях интерференции и во-вторых остаётся
дискуссионным вопрос о том, как профилировать круг: численным способом «по кромке» или «дифференциальным» по затылованной кромкой задней поверхности зуба.
Сохраняются пробелы в теории профилирования опорно-транспортных валков бесцентровых супер финишных станков для тел качения с переменной кривизной осевого
сечения и валков бесцентровых шлифовальных станков для конических тел качения.
Во втором разделе освещены авторские дифференциально-численные приёмы и
способы решения задач формообразования, ориентированные на программную среду
Mathcad. Предложено мульти элементный (составной) исходный профиль последовательно описывать: параметрическими выражениями, однозначно соответствующими
массивами из пар чисел координат и регрессионными или степенными гладкими функциями с последующим их графическим и дифференциальным анализом.
Для винтового формообразования прямая задача решается круговым отображением
в осевую плоскость инструмента либо образующих ВП (в общем случае составных), либо её винтовых направляющих. Обратная задача решается винтовым отображением в
поперечное сечение ВП либо виртуальных дисков (нулевой толщины) инструмента, либо «веера» его осевых сечений, взятых вблизи межосевого перпендикуляра в схеме
наладки станка. Огибающий и обволакивающий искомые профили находятся: по кинематическим условиям Давыдова-Шишкова-Литвина и численными приёмами на основе
матричных и трассировочных операций Mathcad с введением понятия «растровых» экстремумов. Растровые числовые массивы координат формируются в соответствующих
циклах с численным решением трансцендентного уравнения функциями Mathcad.
В данном разделе диссертации показан и исследован ещё один алгоритм (как инвариантный) замены плоской кривой дугой окружности на основе функций Mathcad и
средне-квадратичной идее Гаусса.
В третьем разделе отведено место для моделирования и исследования винтового
формообразования дисковым и концевым инструментом ВП с мульти элементным поперечным и осевым профилем на свёрлах, в том числе шнековых, на ШВП, опорно
транспортных валках супер финишных станков для конических тел качения и формооб-
14
разования винтовых элементов насоса с циклоидальным зацеплением. Удалось скорректировать справочное описание обобщённого трёх элементного образующего профиля
спиральных свёрл для аналитической сопряжённости его элементов.
В четвёртом разделе исследуется формообразование функциональных поверхностей элементов шарниров равных угловых скоростей концевым инструментом. Прямая и
обратная задачи формообразования решены точными и наглядными дифференциальночисленными способами, в результате чего сформирована информационная база для
профилирования и проектирования концевого инструмента по характеристике, не пересекающей его ось вращения, что исключает критично низкие скорости шлифования
вблизи оси вращения концевого инструмента. Разработанные модели плодотворны и для
поэлементного контроля элементов ШРУС на КИМ-ах.
В пятом разделе рассмотрены два практически важных аспекта радиального затылования дисковой фасонной фрезы шлифовальным кругом. Шлифовальный круг профилируется численно по режущей кромке на производящей поверхности фрезы и по контактной линии на затылованной поверхности, полученной режущей кромкой. Доказывается эквивалентность данных способов профилирования и снимается дискуссия по данному вопросу у специалистов. Диаметр шлифовального круга рассчитывается с исключением интерференции (столкновения с соседним зубом). Модель для определения минимально необходимого диаметра круга или угла шлифованной части боковой поверхности зуба строится на основе трансцендентного уравнения или системы из двух трансцендентных уравнений.
В шестом разделе даны материалы по формообразованию валков супер финишных
станков для тел качения с переменной кривизной осевого сечения. Впервые решена задача профилирования валков по среднему сечению тела качения и формообразующей
траектории, кусочно согласованной с регламентированным осевым профилем тела качения переменной кривизны. Высказана гипотеза регламентации профиля тела качения на
основе анализа адаптированных к условиям эксплуатации профилей вторичных заготовок в реновационном производстве буксовых подшипников. Показана возможность аппроксимации рассчитанной поверхности валка «поликонической» поверхностью для
обеспечения возможности её технологически простого и доступного точения и круглого
шлифования со смещениями осей задних центров токарного и кругло шлифовального
станков.
15
В седьмом разделе моделируется формообразование циклически повторяющихся
поверхностей зубчатых колёс и шлицевых валов. Исследовано технологическое зацепление нарезаемого зуба и рейки с трёх угловым контуром. Практически это используется для фланкирования зуба и его подрезания (в интересах последующих операций шевингования или шлифования). Исследован процесс формообразования шлицевого «прямобочного» валика рейкой и обкаточным резцом. Исследование проведено разработанными приёмами на основе описания и построения мульти элементных исходных профилей и обволакивающих контуров. В этом разделе способы описания, отображения, растровые экстремумы, а так же аналитические и графические возможности Mathcad в полной мере продемонстрированы при моделировании процесса формообразования межзубцовой впадина конического прямозубого колеса круговой протяжкой «Revacycle» с
конечным числом режущих кромок её чистовой части. Показано как формируются матричные числовые массивы и строятся графики для строгого численного анализа: формы
поверхности межзубцовой впадины в плоских сечениях, остаточных неровностей на ней
и следов поверхностей резания профилирующих кромок. Это одна из важных процедур
в САПР круговых протяжек для анализа и исключения при синтезе ПП протяжки возможных «срезов» и других критичных ситуаций.
В восьмом разделе описаны экспериментальные исследования и передача результатов в производство местной промышленности. Экспериментально проверена методика
профилирования дисковой фасонной фрезы для фрезерования стружечных канавок на
удлинённых спиральных сверлах инновационных образцов и методика профилирования
шлифовального круга для её затылования без интерференции. Спрофилированы валки
супер финишного станка SZASLE-50x500 для супер финиширования изношенных тел
качения буксовых подшипников при их восстановлении на специализированном высокотехнологичном реновационном предприятии РЖД. В интересах местного предприятия по
выпуску ШРУС выполнены теоретические расчёты и макетные работы по изготовлению
специального концевого и дискового инструмента, а так же подготовлена информационная база для их поэлементного контроля на КИМ-ах с параллельными структурами. Экспериментально проверена методика профилирования винтового жёлоба на ведущем валке бесцентрового шлифовального станка для конических тел качения и шлифовального
технологичного дву-углового круга резьбо-шлифовального станка для винтового шлифованияна нулевом угле скрещивания осей.
16
В приложении даны: листинги программ с подробными комментариями и конкретной реализацией (40 мб), что разгружает содержательный текст диссертации от излишества формул; приведены рабочие чертежи спроектированных инструментов; представлены
акты передачи результатов исследования в производство и в учебный процесс.
17
1. СОВРЕМЕННЫЙ УРОВЕНЬ ТЕОРЕТИЧЕСКОЙ И КОМПЬЮТЕРНОЙ ПОДДЕРЖКИ ФОРМООБРАЗОВАНИЯ ТИПОВЫХ ТЕХНОЛОГИЧЕСКИХ ПОВЕРХНОСТЕЙ
1.1 Формообразование винтовых поверхностей с открытым
мультиэлементным профилем образующей.
Разнообразные винтовые поверхности (ВП), входят в группу функциональных поверхностей сложных технических форм и они чрезвычайно широко распространены в
производстве: зубчатых изделий, винтовых компрессоров, винтов и осевого режущего
инструмента Рис.1.1.
Рис.1.1 Объекты с винтовыми функциональными поверхностями
Вопросам формообразования этих поверхностей и профилирования инструмента
для них посвящено значительное количество научных трудов, что свидетельствует о
важности и актуальности этой проблемы в целом. Основной вклад в данную область
науки внесли: Д.Т Бабичев, А.Н. Борисов, А.Э. Волков, В.М. Воробьев, В.И. Гольдфарб,
Г.И. Грановский, В.А. Гречишников, Я.С. Давыдов, Ф.С. Дихтярь, Б.Д. Зотов, С.И.
Илюхин, Г.Г. Иноземцев, Г.Н. Кирсанов, В.И. Климов, Н.И. Колчин, Н.В. Колесов , Л.В.
Коростелёв, Я.В. Кудевицкий, С.И. Лашнев, Ф.Л. Литвин, В.С. Люкшин, В.М. Макаров,
Ю.М. Панкратов, С.С. Петрухин, П.Р. Перепелица, С.М. Петров Ю.Е. Петухов, К.М
18
Писманик., С.П. Радзевич, П.Р. Родин, В.Ф. Романов, Г.Н. Сахаров, Г.А. Султанов, О.В.
Таратынов, А.В Хандожко, Ю.В. Цвис, А.В. Цепков, Н.А. Чемборисов, В.Г. Шаламов,
Н.А. Шевченко, Г.И. Шевелева Н.Н. Щегольков, В.А. Шишков, И.А. Щуров Ф.С. Юнусов, М.И. Юликов и многие другие.
Винтовые поверхности обыкновенные могут быть объектом массового и мелкосерийного производства с различными требованиями к геометрической точности изделия.
В одних случаях их формообразование целесообразно выполнять инструментом с производящей поверхностью, однозначно соответствующей винтовой, в других допускается
их приближенное соответствие с оговоренной точностью [130].
Фундаментальные теоретические положения относительного винтового взаимодействия поверхностей применительно к реальным технологическим ситуациям заложили Российские учёные: К.М. Писманик [103], Н.И. Колчин[72,73], Л.В. Коростелев[76], Я.С. Давыдов[40]. Об этом вдумчиво и ярко заметил в малоизвестном вузовском
сборнике трудов Б.Д. Зотов [51-55, 59] и внёс собственный существенный вклад в понимание осей зацепления в пространственных передачах и винтовом технологическом
формообразовании.
Многочисленные (подчас весьма остроумные) аналитические и численные методы профилирования дискового инструмента условно можно свести к следующей классификации:
- методы касательных, когда сечения инструмента находятся как касательные к
сечениям винтовой поверхности [180];
- методы общих нормалей [30];
- методы совмещенных сечений, в которых винтовые линии ВП отображаются
круговым проецированием на осевую плоскость дискового инструмента [29];
- метод профилирования по пространственным кривым (разработан для резьбообразующего инструмента) [30];
- метод профилирующих окружностей [159]
- методы, основанные на дискретном (точечном, афинном) представлении пространства [168], часть которого занимает инструмент, а форма его профиля получается
отображением афинного пространства и алгебрологическими операторами [96];
- метод минимальных расстояний, исключающий несанкционированное срезание
профиля винтовой поверхности [180,55];
19
- итерационный метод, основанный на единой вычислительной системе, включающей решение широкого круга взаимосвязанных вопросов профилирования с использованием ЭВМ в интерактивном режиме [165-173];
- минимаксный метод и способ сопряжения, разработанный [93,94] и позволяющий находить «квазиогибающую» без вычисления производных путём использования
касательных окружностей к триадам соседних «траекторий» в контролируемой плоскости формообразования;
- метод профилирования дискового инструмента на основе оптимизации целевой
функции, параметрами которой служат искомые цилиндрические координаты производящей поверхности дискового инструмента [105]; ограничен в применении из-за плохой
сходимости на примерах со сложной образующей исходной поверхности;
- графоаналитический метод Г.П. Вяткина, в котором характеристика винтового
формообразования находится по пересечениям характеристических полярных окружностей сфер с центрами на оси дискового инструмента, касающихся исходной ВП.
- метод анализа и проектирования процессов лезвийной обработки на основе
трехмерных отображений схем резания [42, 124]
Практических конструкторов-инструментальщиков, особенно цехового уровня, в
большей степени удовлетворяют те методы, которые с одной стороны повышают уровень автоматизации расчетов, а с другой обладают простотой и доступностью. В этой
связи следует отметить, что большинство методов профилирования ориентированы на
задание исходного торцевого профиля винтовой поверхности точками с тремя характеристиками [130]: полярные координаты , и угол давления на профиле , что затрудняет подготовку исходной информации вследствие ее неоднородности.
Другим существенным недостатком алгоритмов профилирования является вполне
вероятная неоднозначность решения нелинейного уравнения, по которому находятся
точки контакта взаимо-огибаемых поверхностей, что требует специального анализа и
затрудняет выбор начальных приближений при реализации алгоритма численного метода, несмотря на существование способов устранения этого недостатка [83].
Для индивидуального и мелкосерийного производства винтовых изделий актуален вопрос их формообразования дисковым инструментом с упрощенной производящей
поверхностью, когда ее профиль в осевом сечении состоит из простых объектов: прямых, дуг окружностей или их сочетания.
20
Исследование этих процессов велось по двум направлениям: использование двуугловых фрез для обработки вогнутых цилиндрических поверхностей на осевом и призматическом инструменте [2] и обыкновенных винтовых поверхностей. Второе направление разрабатывалось на основе концепции наилучшего приближения поверхности к
заданной по идее Саламандры-Шевелёвой и методами параметрической оптимизации
[105]. При этом возможны два варианта реализации данного подхода.
В первом для приближенного формообразования ВП: на концевых и цилиндрических фрезах, для твердосплавных пластинок и спиральных сверл принято и описывается
в едином формате пять обобщенных технологически простых форм осевого сечения
дискового инструмента (угловая, угловая с радиусом, двуугловая, двуугловая с радиусом сопряжения, трех радиусная). Конвертированием (отображением) и визуализацией
винтового каркаса заданной ВП в систему дискового инструмента определяется наиболее подходящая форма его осевого сечения и нулевые приближения искомых параметров, в число которых могут входить и компоненты вектора наладки.
Во втором -вектор наладки станка фиксируется, а в качестве искомых параметров принимаются собственно диаметры виртуальных дисков. Математически оба варианта формулируются как задачи параметрической оптимизации с взвешенной квадратичной функцией, которая в идеальном случае при совпадении заданного и действительного профилей оказывается
равной нулю, а в противном случае принимает неотрицательное значение. Тестирование метода
на многочисленных примерах показало его практическую приемлемость особенно для случаев,
когда профиль инструмента в первом приближении задается отрезками прямых, дуг или их сочетанием. На рис. 1.2 дан пример профилирования ПП для линейчатой ВП, образующая которой скрещивается с осью винта под углом 900 на расстоянии rc
Рис. 1.2 Иллюстрация профилирования дискового инструмента методом «параметрической оптимизации»
В докторской диссертации Илюхина [56,57] разработан весьма плодотворный
бездифференциальный метод определения огибающей формируемой поверхности дисковым инструментом, который основан на решении экстремальных задач (определения
21
минимумов и максимумов). Разработанная теория и математическая модель для его реализации используют аналитическое описание профиля производящей поверхности на
основе сплайна или составной функции одной переменной (типовых кривых). Решение
задачи осуществляется в заданных плоскостях и на заданных линиях координатной сетки. Этим же автором высказывается весьма справедливое замечание о сложности обобщённого представления образующей производящей поверхности дискового инструмента
в винтовом формообразовании и следовательно и серьёзных затруднениях при реализации компьютерных моделей формообразования.
Большие возможности для исследования винтового формообразования представляют интегрированные инструментальные системы CAD/CAM/CAE/PDM. С их помощью можно решать задачи винтового формообразования достаточно эффективно. Имитационное компьютерно-графическое трёхмерное моделирование формообразование
винтовой поверхности в полной мере продемонстрировано в работах [86, 181, 60-62], о
чём свидетельствуют фрагменты результатов упомянутых работ на рис.1.3 а.б.в.
а – Макаров В.М.
б – Ляшков А.А.
в – Карачаровский В.Ю.
Рис 1.3 Виртуальное формообразование интегрированными системами.
Нельзя пройти мимо удачного использования среды МАТКАД для решения задач
профилирования фрез для обработки винтовых канавок на свёрлах учёными МГТУ
СТАНКИН [26-34]. Путём остроумного использования ранжированных переменных в
идентификации трассировок им удалось отображать в контролируемое сечение детали
производящей поверхности инструмента с любой наперёд заданной точностью и
наглядностью.
Так же следует отметить остроумное решение задач формообразования в работе
[136], где поверхность детали ищется численно при переходе от дискретного моделирования к непрерывному с использованием параметрических сплайнов.
В современной промышленности используются свёрла (D≥1мм.) с обыкновенными винтовыми поверхностями и мултиэлементным поперечным профилем для обработ-
22
ки различных конструкционных материалов и в том числе труднообрабатываемых.
Эти свёрла описаны в [1] со ссылкой на инж. Н.И. Орлова, разработавшего систему их автоматизированного проектирования.
Таблица №1
Параметр
D
Параметрический чертёж
Значение
Параметр
Значение
Заданный
диаметр
сверла
R3
o.2D
L1
0.671D
L2
0.448D
d
D/3.65
L3
0.0484D
F
0.1D
H1
0.222D
R1
D-0.4D
H2
0.305D
R2
D-0.15D
H3
0.197D
Следует заметить, что выражения для параметров обобщённого профиля, данные в
табл.1, не обеспечивают сопряжённость его сегментов, поэтому в дальнейшем они подверглись авторскому уточнению (см. раздел диссертации по винтовому формообразованию).
Не меньший теоретический и практический интерес представляют винтовые сопряжённые поверхности на элементах функционального блока циклоидального насоса
для перекачки жидкостей и смесей рис.1.4
Конструктивная
схема насоса
Ведущий винт
Ведомый винт
Рис1.4 Конструктивная схема насоса и модели его элементов
Теория профилирования и затылования дискового фасонного инструмента для
винтовых элементов насоса изложена в фундаментальной работе [79] на основе дифференциальных приёмов решения и с акцентом на необходимую «строгость» наладки
станка и выбора наружного диаметра дискового инструмента. Решение обратной задачи
в данной работе отсутствует из-за ограниченности у авторов на тот период вычисли-
23
тельных и графических средств, что не позволило им наглядно проинтерпретировать все
тонкости процесса формообразования в условиях неизбежной «осцилляции» касательных (производных) в особых точках исходного профиля винтового элемента.
Винтовые поверхности применяются, как опорно транспортные, на валках бесцентровых шлифовальных и суперфинишных станках для конических тел качения (см.
рис.1.1). Эти тела (ролики) используются, например, в кассетных буксовых подшипниках, которые производятся в России по инновационным технологиям США на импортном оборудовании. Теоретическая поддержка данных операций от российских инженеров владельцами предприятия по коммерческим соображениям скрыта, поэтому рассчитывать приходится лишь на немногочисленные публикации, в которых исходная поверхность тела качения представлялась только её конической составляющей без учёта
торовой фаски и сферичности широкого торца конического ролика.
При конструировании и производстве шарико-винтовых механизмов решают задачи профилирования «каналовых» винтовых желобов винта и гайки, сопряжённых с
шариком. Теоретические основы для решения данных задач изложены в [78-80] к сожалению без достаточной визуализации результатов расчётных процедур из-за отсутствия
у авторов на период публикации необходимых компьютерных графических средств.
В некоторых случаях [44] практически целесообразно использовать не специально
спрофилированный инструмент для формообразования ВП, а стандартный концевой цилиндрический. Эти технологии успешно применяют для обработки шнековых свёрл
глубокого сверления, что упрощает и удешевляет подготовку их производства особенно
в условиях единичного и мелкосерийного производства. Современные информационные
технологии и вычислительные возможности ЭВМ дают возможность повысить эффективность теоретической поддержки данного процесса формообразования и сделать его
более точным, наглядным, простым и дешёвым.
1.2 Формообразование функциональных поверхностей шарниров
равных угловых скоростей.
Функциональные поверхности шарниров равных угловых скоростей (ШРУС), если их
рассматривать как поверхности шарикового подшипника с двухточечным контактом, имеют
незамкнутую квазиторовую форму с эллиптическим профилем осевого сечения рис.1.5.
24
Рис.1.5 Элементы ШРУС и инструмент ДЛЯ их формообразования.
Эти поверхности формируются концевым инструментом на специальных станках
(весьма сложных и дорогих) при наладках, когда профиль инструмента не очевиден и
требует специальных расчётов. Теория профилирования данного инструмента в технической литературе освещена весьма скупо [123], тем не менее, потребность в ней ощущается при использовании дорогого импортного оборудования и инструмента3.
Концевой инструмент обрабатывает дорожку корпуса ШРУС-а при внутреннем, а
дорожку обоймы при внешнем касании. В обоих случаях инструмент должен быть
спрофилирован на таких наладках и иметь такую форму производящей поверхности,
чтобы на ней не было участков, работающих с нулевой или близкой к ней относительной скоростью в главном движении.
Необходимую численную информацию на этот счёт можно получить только на
основе строгого решения прямой и обратной задач данного процесса формообразования.
Необходимость в теоретической поддержке возникает и при подготовке производства обоймы ШРУС-ов с использованием на предварительных операциях дисковых
фасонных фрез и модернизированных горизонтально-фрезерных станков. Дисковые фасонные фрезы с положительным передним углом и шлифованными задними прикромочными поверхностями для минимизации припуска под абразивную обработку также
должны строго рассчитываться по адекватным моделям.
1.3 Геометрия и кинематика процесса радиального затылования
дискового фасонного инструмента шлифовальным кругом.
Геометро-кинематические аспекты процесса радиального затылования дискового
3
В Саратове работает предприятие для изготовления ШРУС-ов на автомобильный конвеер и рынок запчастей.
25
фасонного инструмента изучены с исчерпывающей полнотой [78-80, 148] и, тем не менее, два вопроса попали в поле зрения автора данной диссертации. Во-первых, вопрос
собственно профилирования шлифовального круга для теоретически точного затылования и во-вторых строгий расчёт его наружного диаметра с учётом возможной интерференции или обеспечения заданного шлифованного (затылованного) участка прикромочной задней поверхности зуба.
В практике «абразивного» затылования каждый раз приходиться решать компромиссную задачу выбора диаметра шлифовального круга, который зависит от заданной
величины затылования, обеспечивающего запас на переточку, и нежелательного столкновения круга4 с соседним зубом затылуемого инструмента. Обычно этот вопрос решается на основе банальных геометрических построений и примитивных расчётов.
Важное место при проектировании операции отводится и собственно профилированию шлифовального круга. Следует иметь в виду органическую изменчивость ПП радиально затылованного инструмента с положительным передним углом по мере его переточек, поэтому теоретически точную ПП можно гарантировать только на один период
стойкости инструмента соответствующим профилированием инструмента второго порядка [78-80].
В известных работах [52,71] авторы придерживаются противоположных методических взглядов на профилирование ПП шлифовального круга. Одни [52] используют
классический дифференциальный подход, другой [71] считает вполне допустимым подход численный. Дополнительные систематические исследования помогут окончательно
прояснить спорную ситуацию и пополнить существующую базу знаний по данному
важному в практическом отношении вопросу.
1.4 Формообразование зубчатых колёс и шлицевых валов
Часть исследований в работе связаны с процессами формообразования межзубцовых впадин цилиндрических колёс на основе трёх углового исходного контура обкатной
рейки, прямобочных шлицевых валов [79] и прямозубых конических колёс круговыми
протяжками по схеме Revacycle [11,53-55].
Цель исследований – показать плодотворность разработанных методических при4
Допустим термин нтерференция.
26
ёмов применительно к обкатным процессам формообразования поверхностей с мультиэлментными профилями, в том числе и с несопряжёнными5.
Рис.1.6 К процессу кругового протягивания конических прямозубых колёс
Процесс формообразования круговыми протяжками представляет интерес своей:
уникальностью, применением в сверх массовом производстве и мнением американского
инженера Э. Вильдгабера, причислившего его к числу выдающихся изобретений человечества в период второй мировой войны наряду с пенициллином и фауст – патроном. К
сожалению, в настоящее время данный процесс реализуется в автомобильной промышленности России на импортном оборудовании и инструменте без «отечественной» теоретической поддержки (на прежнем уровне СКБ Саратова и научной школы Г. Шевелёвой).
1.5 Формообразование опорно транспортных валков бесцентровых супер финишных
станков для тел качения с осевым сечением переменной кривизны.
Опорно транспортные валки бесцентровых суперфинишных станков играют основную роль в процессе макро-формообразования цилиндрических прецизионных тел качения подшипников. Большинство геометро-кинематических вопросов их проектирования,
а также наладки станков успешно решены в предыдущих работах [4,5 36].
Все исследования имели цель найти оптимальную форму осевого сечения валков,
определяющего осевое сечение обрабатываемого изделия. В этом состоит основная
сущность процесса и операции. Методическая сложность профилирования валков возрастает по мере возрастания сложности осевого сечения тела качения: прямая, окружность, кривая переменной кривизны.
5
В точках стыков отсутствуют общие касательные
27
Наибольшую сложность и интерес представляет третья форма осевого сечения, которая обеспечивает наилучшую адаптацию ролика к ошибкам его изготовления и монтажа, а так же снятие «пиковых» контактных напряжений в подшипнике [8,37-39,74].
Известные зарубежные фирмы, лидирующие на рынке подшипников, судя по рекламным
материалам, данному вопросу уделяют очень большое внимание, скрывая технические подробности его решения от возможных конкурентов.
Необходимую степень выпуклости тел качения определяют по-разному [91]. В
простых случаях рассчитывают по величине упругой деформации поверхности под
нагрузкой с учётом возможных в системе перекосов или чаще экспериментально.
Изготовляют несколько пробных деталей с различной степенью выпуклости, испытывают
их под нагрузкой и по следам износа выбирают нужную выпуклость. С функцией осевого
профиля дело обстоит гораздо сложнее.
В данной работе предлагается концепция (гипотеза), согласно которой регламентация
профиля
тела
качения
буксового
грузового
подшипника
прогнозируется
сугубо
экспериментально с учётом его эксплуатационной адаптации, например к условиям
российских железных дорог. Такая возможность представилась в работе систематической
практикой разборной диагностики буксовых подшипников и их восстановлением
ремонтными службами подвижного состава РЖД6.
Эксперименты в рамках поставленной задачи проводились в определённой
последовательности. Сначала по возможности объективно выявлялась и фиксировалась
типовая форма осевого сечения роликов «новых» подшипников различных заводов и фирм,
поступающих на сборку буксовых узлов. Это весьма трудоёмкая операция, выполнялась с
использованием современного контрольно-измерительного устройства для анализа
поверхностей Form Talysurf 120 (фирма TAYLOR-HOPSON).
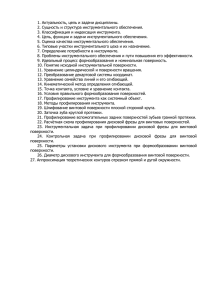
С высокой степенью достоверности удалось установить, что типовая форма
осевого сечения роликов большинства подшипников различных фирм имеет выпуклость
постоянной кривизны (рис.1.7). Это обуславливает весьма заметную разницу в
напряжённом состоянии подповерхностных слоёв ролика, которую после приработки
подшипника объективно фиксирует прибор вихретокового контроля ПВК-К2М в виде
тёмной круговой полосы в средней части сечения ролика (рис.1.8).
6
Автор сотрудничает с ремонтным предприятием РЖД в Саратове
28
Рис.1.7 Типовая форма осевого сечения
Рис.1.8 Полоса повышенных напряжений
При этом форма осевого сечения ролика становится похожей на кривую с явно
переменной кривизной (рис.1.9). Кривизна стремится к нулю в средней части и заметно
увеличивается ближе к торцам ролика. Данный эксперимент в достаточной степени
подтверждает справедливость ранее сделанных высказываний зарубежных [13] и
российских [75] специалистов о рациональности профиля переменной кривизны.
Соглашаясь с этим, обсудим далее вопрос о формализации и практической реализации
оптимальной7 геометрии осевого сечения ролика
Рис.1.9 Осевой профиль ролика после его приработки и его графическая
формализация
Цифровые возможности прибора Form Talysurf 120 и компьютерный анализ на
основе интерполяции в среде Mathcad табличных функций профильных кривых роликов с
опорными точками (1,2,3,4) позволили построить их функцию в следующем знаковом
виде:
𝑦(𝑥) = 1.414 × 10−3 ∙ 𝑥 0.691 ∙ 𝑒 0.209×𝑥 ……………………(1.1)
Функция (1.1), без её фетишизации, может служить формальной основой для исследования контактных напряжений в подповерхностных слоях ролика, о чем речь пойдёт ниже.
В качестве инструмента исследования напряжений применялся компьютерный анализ трёхмерных моделей методом «конечных элементов». Моделировалось несколько
7
Профиль ролика после приработки и адаптации вполне может называться «оптимальным».
29
упрощенное взаимодействие между роликом и контактирующими с ним элементами в
виде плоских прямоугольных пластин. Статическая нагрузка, прикладываемая к верхней
пластине, а через неё на ролик варьировалась в диапазоне от 700кГ до 10000кГ. Характер картины локализации максимальных напряжений во всех случаях не менялся, поэтому далее будут приведены иллюстрации расчёта с нагрузкой на ролик 1802кГ, что
соответствует регламентированной нагрузке на ось железнодорожного вагона 23,05Т.
а
б
в
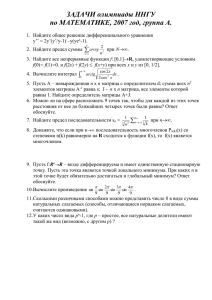
Рис.1.10 Эпюры распределения запаса прочности
На рис.1.10а. показана эпюра распределения запаса прочности в модели с роликом
прямолинейного профиля. Минимальный коэффициент запаса прочности (K=7.07), а,
следовательно, и локализация максимальных напряжений находятся в зоне поверхностного контакта непосредственно на границе радиусной фаски и линейного участков. Изменение напряжений за счёт торцевой радиусной фаски не происходит.
На рис.1.10б. показана эпюра в модели с роликом радиусного профиля R≈20000мм.
Характер напряжений изменился. Минимальный коэффициент запаса прочности
(K=6.33), а, следовательно, и локализация максимальных напряжений находятся также в
зоне поверхностного контакта непосредственно на границе радиусной фаски и радиусного профиля (R 0.7мм и R 20000мм), при этом распределение напряжений внутри
моделей явно неравномерно, что не лучшим образом скажется на несущей способности
ролика.
На рис.1.10в. представлена эпюра в модели с роликом приработанного подшипника.
Минимальный коэффициент запаса прочности (K=4.83), а, следовательно, и локализация
максимальных напряжений находятся также в пограничной зоне поверхностного контакта. Максимальные напряжения смещаются к центру ролика, более равномерно перераспределяются внутри и не «привязаны» к границе радиусной фаски и функционального
профиля ролика. Таким образом, на торцах ролика снимаются локальные напряжения.
30
Это благоприятно скажется на износе краёв ролика и его общей несущей способности, т.к.
реальный ролик испытывает не только радиальную, но и осевую нагрузку, которая в данных расчётах не учитывалась. Следует заметить и то, что некоторое снижение минимального коэффициента запаса прочности (K=4.83), а как следствие снижение радиальной несущей способности, с лихвой окупится повышением осевой нагрузочной способности.
1.6 Формообразование валков бесцентровых станков для конических тел качения.
Конические тела качения используются в современных кассетных буксовых подшипниках см. рис.1.11. В России они производятся на совместном с американской фирмой «БРЕНКО» предприятии. Финишная обработка конических тел качения этих подшипников осуществляется на бесцентровых станках, а качество обработки, в основном,
зависит от геометрии шлифовального круга, опорно-транспортного валка с винтовым
жёлобом с переменными дифференциальными характеристиками и наладки станка.
Рис.1.11
Буксовый подшипник с коническими роликами.
В работе решаются некоторые важные вопросы формообразования этих валков,
не нашедшие отражения в ранее выполненных исследованиях, на основе используемых
в работе методических приёмов и положений описания исходных профилей и построения огибающих или обволакивающих искомых профилей.
1.7 ВЫВОДЫ по первому разделу
Анализ трудов по обозначенным в названии диссертации процессам формообразования, а также состояние реального производства позволяют выделить основные
направления исследований.
1.
Разработка моделей описания исходных технологических поверхностей произво-
дящими линиями (образующая и направляющая) в форме дискретных и параметриче-
31
ских функций, а так же их сглаживания, степенной интерполяции и регрессии.
2.
Решении прямой и обратной задач формообразования сложных инструменталь-
ных и технологических поверхностей на основе дифференциально-численного подхода
и «растровых экстремумов», найденных сортировкой строк и столбцов двумерных числовых массивов (матриц) координат точек плоских отображений исходной поверхности.
3.
Разработка методики профилирования валков бесцентрового суперфинишного
станка по относительному движению в пространстве его наладки среднего поперечного
сечения ролика по плоской траектории постоянной и переменной кривизны, согласованной масштабом с регламентированным осевым профилем обрабатываемого ролика.
4.
Аппроксимация теоретической поверхности опорно-транспортного валка более
технологичной мультиконической поверхностью.
5.
Развитие методики профилирования винтового жёлоба на опорно-транспортном
валке бесцентрового станка для конического тела качения с мультиэлементным осевым
профилем.
6.
Развитие методики профилирования шлифовального круга резьбошлифовального
станка для формообразования винтового жёлоба на опорно-транспортном валке бесцентрового станка (шлифовального, суперфинишного) для конического тела качения.
7.
Развитие методики профилирования ПП дискового инструмента для элементов
винтового насоса циклоидального зацепления и исследование процесса их формообразования.
8.
Разработка методики дифференциально-численного профилирования концевого,
дискового инструмента и исследования процесса формообразования незамкнутых квазиторовых поверхностей шарниров равных угловых скоростей (ШРУС).
9.
Разработка методики дифференциально-численного профилирования шлифоваль-
ного круга для теоретически точного радиального затылования «прецизионных» фасонных дисковых фрез без интерференции.
10.
Развитие методики описания и моделирования процесса формообразования «об-
волакивающей» поверхностей межзубцовых и межшлицевых впадин колёс и валов реечным и обкатным инструментом, а так же конического прямозубого колеса дисковой
протяжкой по схеме Revacycle.
11.
Осуществить внедрение результатов исследований в производство и в учебный
процесс.
32
2. МЕТОДИЧЕСКИЕ ПРИЁМЫ И МОДЕЛИ ДЛЯ РЕШЕНИЯ ЗАДАЧ
ФОРМООБРАЗОВАНИЯ
2.1 Описание исходных поверхностей
Решение задач формообразования, как правило, начинается с описания исходных
поверхностей образующими и направляющими линиями, которые рассматриваются как
их производящие линии или криволинейные координаты [6]. Существует [93,94] довольно много способов и приёмов задания производящих линий.
Отдавая всем должное, рассмотрим, с авторской точки зрения, наиболее предпочтительные для автоматизированного проектирования, опуская синтез профиля линии
по конструкторско-технологическим критериям на предыдущих этапах его описания.
2.1.1 Описание образующей линии исходной поверхности
Пусть профиль образующей линии без нарушения общности представлен в декартовой системе координат дискретной функцией, т.е. двумя массивами (векторами) и
графиком рис.2.1, отражающим его табличную функцию Υi = f(Xi), где i=0….n, а nчисло значений функции или точек на области её определения.
0
0
0
0
0
0
-10
0
0.5
0
-10
0
1.006
1
-9
1
2.19
1
-9
1
1.967
2
-8
2
3.45
2
-8
2
2.929
3
-7
3
4.35
3
-7
3
3.744
4
-6
4
4.9
4
-6
4
4.333
5
...
5
...
5
...
5
...
0
10
10
5
( ) 10 5
5
0
5
5
10
( ) 10 5
0
5
10
5
10
10
( )
( )
а
б
Рис.2.1. Заданная табличная функция профиля (а) и сглаженная (б).
При «грубом» графически-точечном задании функции (а) иногда целесообразно
33
осуществит её «сглаживание», которая может быть эффективно реализована, например,
в среде Mathcad соответствующей процедурой (листинг №2.1).
supsmooth ( )
Листинг № 2.1
Процедура выдаёт вектор, созданный кусочным использованием симметричных
самых близких соседних линейных наименьших квадратов на каждом элементе в Y, в
котором адаптивно выбрано число самых близких соседей [70].
Для придания дискретной функции «гладкости» в дифференциальном смысле
наиболее подходит процедура интерполяции этой функции степенными полиномами
или
кубическими
сплайнами
нижеследующей
программной
конструкцией
s cspline( ) A(t) interp(s t) t 10 10. Сгенерированная таким образом
функция A(t), вычисляет её значение на любом непрерывно возрастающем аргументе
X0 ≤ t ≤ Xn и имеет вид, показанный на рис.2.2.
Кроме того среда Mathcad позволяет находить производные данной функции (вторая трассировка на графике (рис.2.2), которые будут необходимы для реализации в
дальнейшем дифференциальных методов профилирования.
6
A( t )
d
4.4
A( t )
2.8
dt
d2
dt
2
1.2
A( t )
10
8
6
4
2 0.4 0
2
4
6
8
10
2
t
Рис.2.2 Линия профиля после сплайн-интерполяции
Следует отметить важность графического интерпретирования первой и второй
производных от функции образующего профиляA(t) в реализациях проектирующих программ. Это позволяет просмотреть «математические события» и предупредить (избежать) отрицательных последствий «осцилляции» производной [94] в точках профиля
при его дискретном задании. Обычно достаточно чётким предупреждением служат значительные скачки на графике второй производной, которые на приведённом графике
рис.2 отсутствуют вследствие реализованной процедуры сглаживания.
34
Широко применяются инструментальные и технологические поверхности, образующий профиль которых состоит из различных сегментов (прямых, дуг окружностей,
лекальных кривых, полученных предварительным расчётом). К таким поверхностям относятся, например, межзубцовые и межшлицевые, винтовые поверхности (ВП) шнековых и специальных свёрл, а также циклоидальных насосов и т.п. [79]. Для этого типа
поверхностей подходит другой способ описания образующей, в котором каждому сегменту соответствуют параметрические выражения.
На рис.2.3 без нарушения общности показан трёхэлементный осевой профиль ВП
канавки шнекового сверла и соответствующие его элементам тривиальные индексные
параметрические выражения для координат предварительно заданного числа (n,g,m)
точек на каждом сегменте. Символами Δ1,Δ2,Δν в выражениях обозначены шаги «дискреты» независимых переменных для соответствующих сегментов профиля, зависящие
от выбранного числа точек (n,g,m) на соответствующем сегменте.
i 0 n
Yi r 1 i Xi 0n 20
6
Y
i 0 g
Yi n Yn rv sin ( i)
4
Xi n Xn rv (1 cos( i)) g 20
i 0 m
Xi g n Xg n 2 i
2
0
5
10
Yi g n Yg n 2 i tan() m 25
X
Рис. 2.3 Параметрическое описание осевого 3-х сегментного профиля шнекового
сверла
Важно отметить, что синтезированные в рассматриваемом случае массивы координат точек на осевом профиле Xm+g+n, Ym+g+n не позволяют подключить процедуру
сплайн-интерполяции из-за неоднозначности функции Υi = f(Xi) в точке X0. В этом случае оказывается целесообразным и обязательным конвертировать (перевести) [168] осевой профиль в торцевое сечение шнековой винтовой канавки, с намерением изменить
его форму и добиться однозначности функции профиля соответствующим наладочным
углом поворота профиля.
Процедура конвертирования хорошо известна специалистам и реализуется с учетом единичного шага винтовой поверхности Р и угла поворота φ в винтовом движении
(см.рис.2.4) показанным фрагментом Mathcad -программы (листинг №2.2):
35
j n m g 65
i
C 0
yti Yi cos i
Xi C
i 0 j
zti ( Y) i sin i
P
Листинг №2.2
В поперечном сечении профиль винтовой канавки примет вид, показанный на
рис.2.4а. Вводя в рассмотрение вспомогательную систему координат и «наладочный»
угол поворота ϕ, поворачиваем в ней профиль так, чтобы он занял положение, показанное на рис.2.4б и стал «открытым». Подробности о процедуре поворота в данном примере с даны в приложении № 1 на странице 173.
10
5
5
y ti
5 4 3 2 1
( )
10
5
0
5
10
5
5
zt i
а
10
( )
б
Рис.2.4 Осевой (а) и поперечный (б) профиль винтовой канавки
Функция открытого профиля становится однозначной (о чём можно легко убедится
её распечаткой и графиком) и к ней может быть применена процедура интерполяции
кубическим или иным сплайном для возможности определения её дифференциальной
характеристики в любой точке.
2.1.2 Описание направляющей линии исходной поверхности.
Направляющие линии винтовой поверхности (общий случай) описываются формулами согласно модели (см. рис. 2.5а), в которой система SΣ(XΣ YΣ ZΣ) считается условно
неподвижной, а система S(X Y Z) содержит поперечный профиль (1-n) исходной винтовой поверхности (рис.2.5б) и совершает в SΣ винтовое движение с параметром P=t/2π,
где t- ход винтовой линии. Профиль (1-n) предварительно должен быть описан функцией A(t) по параметру t (см. рис.2.2).
36
Рис.2.5 Модель винтового движения (а) и направляющая линия на ВП (б).
Выражения для направляющих винтовых линий получим в виде тривиальных формул перехода из системы S в SΣ и они будут иметь вид:
𝑋Σ = 𝑡 cos 𝜑 − 𝐴(𝑡) sin 𝜑 ;
𝑌Σ = 𝑡 sin 𝜑 + 𝐴(𝑡) cos 𝜑 ;
(2.1)
𝑍Σ = 𝑃𝜑.
Здесь важно подчеркнуть достигнутый результат от введения в модель исходной
поверхности функции профиля A(t), которая каждый раз реализуется по скрытому от
пользователя и весьма эффективному алгоритму системы Mathcad.
После ввода этой процедуры-функции исходную поверхность можно представлять
либо семейством этой функции по параметру φ, либо семейством винтовых линий «по
параметру t» (он же X см. рис. 2.1). Автор счёл возможным назвать представление исходной винтовой поверхности в первом случае представлением ВП веером поперечных
сечений, а во втором случае ВП представляется традиционно конечным множеством
винтовых линий. Образующие и направляющие линии на ВП (число которых легко регулируется пользователем) хорошо просматриваются на нижеследующем рисунке фрагмента ВП.
В дальнейшем будет показано, как этот методический нюанс позволяет избежать
возможной сингулярности функций8 в расчётах при профилировании дискового инструмента для формообразования заданной ВП.
Направляющей линией поверхности тела вращения (дискового или концевого)
предстаёт окружность с центром на оси инструмента и проходящая через рассматриваемую точку образующей линии (осевого профиля) с координатой t.
Описывается окружность в моделях формообразования, как правило, в параметрической форме рис.2.6: с осознанием границ параметров в каждом конкретном случае.
8
Ситуация, когда значение функции стремится в бесконечность
37
𝑋Σ = 𝐴(𝑡) sin 𝜈 ;
𝑌Σ = 𝐴(𝑡) cos 𝜈 ;
𝑍Σ = 𝑡.
Области параметров поверхности ν,t
ν1≤ν≤ν2
t1≤t≤t2
F
Рис.2.6 Поверхность вращения (а) и её аналитический эквивалент (б).
Выбирая значения границ ν1,ν2 для параметра ν и величину шага Δν его изменения
в данных границах можно представлять с заданной точностью поверхность дискового
инструмента веером осевых сечений. При фиксированном значении параметра t исходная поверхность инструмента представляется виртуальным диском радиуса A(t) с нулевой толщиной [135].
2.1.3 Модель исходной поверхности в 3-D.
Исходная поверхность, образующая линия которой представляется кубическим
сплайном, легко интерпретируется в системе Mathcad встроенными процедурами и
трёхмерными графиками, на которых чётко различаются параметрами (t, ф, υ) и их границами (t1,t2,ф,ф2,υ1,υ2) образующие и направляющие линии поверхности рис.2.7.
Легко регулируется при этом и число точек на производящих линиях рассматриваемой
поверхности значением переменной s (см. фрагменты листингов программ на рис. 2.7).
t cos ( ) A( t) sin( )
f ( t ) t sin( ) A( t) cos ( )
26.648
F CreateMesh (f t1t21 2 s1 s2) ( {3,1})
ν1,υ2,t1,t2-границы параметров
s1,s2- число точек на сетке графика
26.648-параметр ВП; Φ-угол поворота в
F
винтовом движении.
38
A( t) sin( )
f ( t) A ( t) cos ( )
t
F CreateMesh (f 1 2 t1t2s) ( {3,1})
ν1,υ2,t1,t2,s-границы параметров и число точек
на сетке графика
F
Рис.2.7 Трёхмерные графики исходных поверхностей
Графики поверхностей при реализации программ проектирования наглядно демонстрируют результаты (безошибочность) ввода, а также процедуры аппроксимации и результатов решения.
2.2 Дифференциальные характеристики исходной поверхности
Нормаль к исходной винтовой поверхности, необходимая для реализации дифференциальных приёмов профилирования, представляется выражением для векторного
произведения τ1×τ2:
𝑁 Σ =(𝜏1𝑦∙ 𝜏2𝑧 )·i-(𝜏1𝑥 ∙ 𝜏2𝑧 )·j+(𝜏1𝑥 ∙ 𝜏2𝑦 − 𝜏1𝑦 ∙ 𝜏2𝑥 )·k
(*)
где в свою очередь: τ1 τ2-касательные вектора к образующей (1) и направляющей (2) линиям рассматриваемой поверхности Σ (рис.2.8).
Рис.2.8. Для определения нормали NΣ к исходной поверхности.
Скалярные выражения для касательных векторов к координатным линиям поверхности Σд будут такими:
39
𝑑𝐴(𝑡) 2
2
1⁄ √1 + (𝑑𝐴(𝑡)⁄𝑑𝑡)2 cos 𝜑 −
⁄ √1 + (𝑑𝐴(𝑡)⁄𝑑𝑡)2 sin 𝜑
𝑑𝑡
‖
𝝉𝟏 = ‖
‖1⁄ 2√1 + (𝑑𝐴(𝑡)⁄𝑑𝑡)2 sin 𝜑 + 𝑑𝐴(𝑡)⁄ 2√1 + (𝑑𝐴(𝑡)⁄𝑑𝑡)2 cos 𝜑‖
𝑑𝑡
0
t sin A(t ) cos
2 t cos A(t ) sin
P
Следует подчеркнуть и то, что производная функции
𝑑𝐴(𝑡)
𝑑𝑡
определяется так же
встроенной процедурой системы Mathcad, как это следует из вышеприведённых выражений для компонентов касательного к образующей поверхности вектора τ1.
2.3 Функция формообразования технологической поверхности
Функцией формообразования технологической системы будем называть математическую зависимость, описывающую перемещение производящей поверхности инструмента относительно обрабатываемой поверхности в рабочем пространстве станка.
Для построения функции формообразования удобно использовать матрицы и векторы
четвертого порядка, применение которых известно из теории зубчатых зацеплений и
анализа механики роботов [82].
Если с двумя последовательными звеньями формообразующей системы станка
(ФС) связать две системы Sk и Si, то их относительное движение будет определяться
только простейшими движениями (вращением и линейным перемещением) и формализоваться в координатной форме в виде столбцовой матрицы:
Xд
f1 (t , A(t ), 1 ... n , a1 ...a p )
Yд f 2 (t , A(t ), 1 ... n , a1 ...a p ) ,
Zд
f 3 (t , A(t ), 1 ... n , a1 ...a p )
(2.2)
где XД,YД,ZД - координаты рассматриваемой точки в системе изделия;
t - параметр формообразующей линии;
A(t)-аппроксимирующая функция мультиэлементной образующей поверхности;
1...n - обобщенные параметры движения;
a1...ар - наладочные и конструктивные параметры формообразующей системы.
Выражение (2.2) можно также называть кинематической матрицей формообразо-
40
вания и она описывает весь класс поверхностей, который может быть сформирован по
данной схеме принятым инструментом. Таким образом, она является достаточно полной
геометрической характеристикой метода обработки и служит математической моделью
процесса формообразования без учёта вибраций, тепловых перемещений и податливости в формообразующей системе под нагрузкой, которые не описываются геометрическими функциями.
Искомая поверхность, формируемая образующими линиями инструмента, есть
граница двух неравноценных полупространств: в одном из них тело изделия; в другом –
“воздух”. Поэтому в каждом конкретном случае поверхность изделия , как двумерное
связное множество точек, может быть зафиксировано, например, в системе контролируемых плоских сечений (рис.2.9), которое получается совместным решением уравнений
матрицы формообразования (2.2) и уравнений секущих плоскостей типа ХД =lj(j=1...n),
где j число плоских контролируемых сечений обрабатываемой поверхности. Таким образом, с любой наперед заданной точностью может быть определен плоский профиль ОО поверхности рис.2.9, образованной относительным движением образующей кривой.
Рис. 2.9. Плоская «фиксация» поверхности
Очевидно, что связь системы координат SД с изделием должна обеспечивать однозначное соответствие координат YД =MК (K=1...m) и ZД, в противном случае требуется
подключение дополнительных алгоритмических и программных средств.
2.4 Профилирование производящей поверхности (ПП) инструмента.
Покажем основные приёмы профилирования производящей поверхности инструмента для общего случая винтового формообразования (рис.2.10), разработанные в рамках данной диссертации и ориентированные на использование программной среды
Mathcad для автоматизации расчётов.
41
Рис.2.10 Устройство и модель для формообразования винтовой
поверхности дисковым инструментом.
Модель строится на двух условно неподвижных ортогональных системах координат: SΣ (XΣ,YΣ,ZΣ), связанной с заготовкой и SΣ (XΣ,YΣ,ZΣ) с инструментом. Относительной положение систем зависит от наладки станка, определяемой межосевым расстоянием А, углом скрещивания осей λ и смещением ±Ls инструмента вдоль его плоскости от
межосевого перпендикуляра. Компоненты вектора наладки (А, λ, ±Ls) рассматриваются
в модели, как актуальные константы процесса и они могут быть использованы для его
оптимизации.
2.4.1 Профилирование ПП «дифференциальным» способом
Центральное место в данном способе профилирования отводится нахождению характеристики. Под этим понятием подразумевается некая пространственная кривая ξ-ξ
(рис.2.11), по которой искомая производящая поверхность дискового инструмента Σи
касается исходной обрабатываемой винтовой поверхности Σд детали.
Рис.2.11 Характеристическое касание поверхностей
Если учесть, что искомая производящая поверхность инструмента Σи является по-
42
верхностью тела вращения с осью О-О, то легко согласится с очевидным фактом прохождения нормалей к поверхности Σд в точках характеристики ξ-ξ через ось инструмента О-О, а так же с распространённой среди специалистов фразой «характеристика есть
ортогональная проекция оси инструмента на поверхность детали».
Условие пересечения нормали к ВП с осью инструмента аналитическая геометрия
в пространстве [6] формализует равенством нулю определителя третьего порядка:
𝑋Ζ − 𝑋ок
| 𝑁𝑋
𝐿𝑋
𝑌𝛴 − 𝑌ок
𝑁𝑌
𝐿𝑌
𝑍𝛴 − 𝑍ок
𝑁𝑍 | = 0
𝐿𝑍
(2.3)
В данном определителе: XZ,YZ, ZΣ -координаты текущей точки на ВП; Xок,Yок, Zок координаты начала системы инструмента в условно неподвижной системе, через которую проходит ось инструмента. Координаты точки О к на основании рис.2.10 определяются выражениями:
𝑋ок = 𝐿𝑠 sin 𝜆; 𝑌ок = 𝐴;
𝑍ок = 𝐿𝑠 cos 𝜆
(2.4)
Орт-вектор оси инструмента L, проходящей через точку Ок системы XZ,YZ, ZΣ задаётся направляющими коэффициентами:
𝐿𝑋 = cos 𝜆;
𝐿𝑌 = 0;
𝐿𝑍 = sin 𝜆
(2.5)
Направляющие коэффициенты вектора нормали к ВП, входящие в определитель
(2.3), приведены ранее в виде выражений (*).
Данный определитель раскрывается в нелинейное уравнение f(φ,i)=0 относительно
независимой переменной φ, которое решается численно в среде MathСad с нулевого
приближения φ=0 нижеследующей программной конструкцией:
v
for i 0 20
ans root ( f ( i) )
i
ans
Листинг №2.3
43
Подробно о функции f(φ,i)=0 можно посмотреть в приложении №2 на странице 182.
Ранжированная целочисленная переменная i в программе определяет точку на профиле ВП, её координаты из массивов X,Y и компоненты касательного вектора τ1 к профилю (1).
Массив решений vi (i=1…n) трансцендентного уравнения f(φ,i) = 0 и выражения для
осевого сечения дискового инструмента позволяют построить данное сечение в профильной плоскости в координатах Ri. Zi:
𝑅𝑖 = [(−𝑋𝑖 cos 𝜑 − 𝑌𝑖 sin 𝜑) sin 𝜆 + 𝑃𝜑 cos 𝜆 + 𝐿𝑆 + (𝐴 − 𝑋𝑖 cos 𝜑 − 𝑌𝑖 sin 𝜑)] ↑ 0.5
(2.6)
𝑍𝑖 = − cos 𝜆(𝑋𝑖 sin 𝜑 − 𝑌𝑖 cos 𝜑) + 𝑃𝜑 sin 𝜆.
Кроме того алгоритм и программа позволяют просмотреть форму характеристики в
её проекции на плоскость Y=0. Характеристика строится в «габаритных» винтовых линиях ВП, образованных винтовым движением точек исходного профиля ВП с номерами
i = 0,n. Характеристика показана на рис.2.12., а на рис.2.13 показана 3-D модель спрофилированной поверхности
0
Zi
0
10
0
-14.729
0
24.718
1
-13.323
1
24.741
Xh i
2
-11.718
2
24.609
1 ( )
3
-10.023
3
24.426
20 ( )
4
-8.244
4
24.314
5
-6.236
5
24.473
6
...
6
...
Ri
20
0
20
10
20
Zh i 1 ( ) 20( )
Рис.2.12 Координаты осевого профиля ПП и характеристика
F
Рис.2.13 Модель ПП инструмента
2.4.2 Профилирование ПП инструмента круговым проектированием веера
поперечных сечений ВП.
44
Разработанные методические приёмы профилирования ПП дискового инструмента
круговым проектированием веера поперечных сечений ВП покажем на примере исходной круговинтовой поверхности с поперечным сечением, представленным на рис.2.14 до
его аппроксимации кубическим сплайном (а) и после аппроксимации (б).
10
5
( ) 10 5
6
A( t )
0
5
4
i
10
2
5
10
10
5
0
5
10
t i
б
( )
а
Рис.2.14 Поперечное сечение исходной круговинтовой поверхности.
Сначала конвертируем функцию A(t) профиля ВП в систему дискового инструмента, задавая независимой переменной профиля t и углу поворота в винтовом движении ϕ
соответствующие области изменения (циклы) и соответствующие дискреты (например,
Δt=1.Δϕ=0.03 рад.). Модель конвертирования (отображения) формообразующих линий в
Mathcad-программе состоит из выражений (Листинг№ 2.4).
t 76.8 7 1 0.7
2 0.7
1 1 2
0.03
x2(t ) (tcos ( ) A(t)sin( ))sin() v cos () Ls
y2(t ) (tsin( ) A(t)cos ( ))
2
y2(t ) (tsin( ) A(t)cos ( )) ri( t ) ( x2( t ) ) y2( t )
z2(t ) (tcos ( ) A(t)sin( ))cos () v sin()
2
Координаты профиля в
осевом
сечении
ин-
струмента
Листинг №2.4
В результате получаем графическими средствами системы Mathcad геометрическую структуру, показанную на рис.2.15
В структуре выделяются различными цветами
два отображения (t0, tn) для определения осевого габарита дискового инструмента по
«фактическому» его контакту с заготовкой.
45
10
8
6
4
40
38.8
37.6
36.4
35.2
34
32.8
31.6
30.4
29.2
28
2
0
2
4
6
8
10
Рис.2.15 Структура для профилирования и определения осевых габаритов ПП
Рис.2.16 Считывание координат функцией трассировки.
Профиль инструмента обволакивает снизу выстроенную компьютером плоскую
геометрическую структуру, которая получена на графике с «погашением линий».
Вполне ясно и то, что требуемые достоверность и точность искомого профиля регулируются параметрами исходной поверхности (t, ϕ), и их дискретами. Подчеркнём ещё раз
известную парадигму, по которой спрофилированный таким способом инструмент
сформирует исходную винтовую поверхность без «срезов» и «подрезов».
Численными экспериментами показана возможность достижения данным способом
на экране монитора (1х1) точности определения профиля ±0.05 мм., что в большинстве
случаев удовлетворяет пользователя инструментального цеха. Этому в значительной
46
степени способствует и простота редактирования графиков в Mathcad с выделением сомнительных по точности участков в увеличенном масштабе рис.2.16.
Здесь важно подчеркнуть весьма важный для данной диссертации методический
нюанс, связанный с использованием в поиске обволакивающего профиля встроенной в
Mathcad функции «трассировки» графиков курсором мыши. При этом на экране монитора в выпадающем окне можно с высокой (до 4-го знака) точностью копировать значения координат «обволакивающего» профиля и простой вставкой формировать соответствующие вектора. С полной убеждённостью можно заметить и то, что показанная
функция Mathcad в значительной степени являет собой эквивалент более раннего и
весьма остроумного авторского алгоритма «минимакса и сопряжения», разработанного
для тех же целей Ю.М. Панкратовым [93,94].
Чтобы двигаться дальше переходим к изложению ещё одного авторского приёма
профилирования дискового инструмента, разработанного в рамках данной диссертации
для «открытых» исходных поверхностей.
2.4.3 Профилирование ПП дискового инструмента с использованием
понятия «растровых экстремумов»
Точность профилирования и степень автоматизации расчётов может быть повышена, если прибегнуть к следующей модификации рассмотренного выше алгоритма профилирования с введением авторского понятия «растровых экстремумов»9.
В системе 𝑆Σ образуем веер поперечных сечений ВП в виде профиля A(t) (см.
рис.2.10) и конвертируем его в систему 𝑆и дискового инструмента выражениями с индексными переменными:
𝑋и = [𝑡 ∙ cos 𝜑 − 𝐴(𝑡) ∙ sin 𝜑] ∙ sin 𝜆 + 𝑃 ∙ φ ∙ cos 𝜆 + 𝐿𝑠 ;
𝑌и = −𝑡 ∙ sin 𝜑 − 𝐴(𝑡 ) ∙ cos 𝜑 + 𝐴;
(2.5)
𝑍и = [𝑡 ∙ sin 𝜑 − 𝐴(𝑡) ∙ cos 𝜑] ∙ cos 𝜑 + 𝑃 ∙ φ ∙ sin 𝜆.
Число поперечных сечений ВП, их расположение около межосевого перпендикуляра в наладке станка регулируется диапазоном φ1 ≤ φ ≤ φ2 и шагом Δφ.
Независимыми переменными в системе уравнений (2.5) являются: параметр про9
Имеется в виду линейный растр (от латинского rastrum — "грабли").)
47
филя t и угол поворота заготовки φ в винтовом движении.
Вводится в рассмотрение конечное множество из m плоскостей, перпендикулярных
оси дискового инструмента и пересекающих веер поперечных сечений ВП. Уравнение
плоскости из множества имеет вид Z=Ci, где i:=1…m, а границы диапазона для значений
Сi назначается с учётом графической схемы формообразования профиля ПП на рис.2.15.
Формулируется условие пересечения j-го профиля веера ВП с текущей плоскостью
i множества совместным «решением» третьего уравнения из (2.5) и уравнения этой i-ой
плоскости. Условие принимает вид трансцендентного уравнения относительно параметра профиля t:
𝑓(𝑡, 𝜑, 𝑖) = [𝑡 ∙ sin 𝜑 − 𝐴(𝑡) ∙ cos 𝜑] ∙ cos 𝜑 + 𝑃 ∙ φ ∙ sin 𝜆 − 𝐶𝑖
(2.6)
Аналитический факт пересечения веера профилей с множеством плоскостей реализуется в алгоритме двумя вложенными циклами по i и j. Во внешнем цикле i происходит «перебор» секущих плоскостей инструмента, а во внутреннем осуществляется дискретное (с шагом Δφ) винтовое движение профиля A(t). Для реализации данного алгоритма условие (2.6) следует преобразовать к трансцендентному уравнению вида:
𝑓(𝑡, 𝜑, 𝑗, 𝑖) = [𝑡 ∙ sin 𝜑𝑗 − 𝐴(𝑡) ∙ cos 𝜑𝑗 ] ∙ cos 𝜑𝑗 + 𝑃 ∙ 𝜑𝑗 ∙ sin 𝜆 − 𝐶𝑖
(2.7)
Решая (2.7) с нулевых приближений (t=0) в указанных циклах относительно t, формируем матрицу решений 𝑚𝑖,𝑗 с помощью процедуры-функции Mathcad:
root ( f ( t j i) t).
i j
Матрица решений (на рисунке дана с сокращением) и её графическая интерпретаm
ция показана на рис.2.17.
0
m
1
2
3
4
5
0
-4.080908
-4.300196
-4.510877
-4.71312
-4.907067
-5.092893
1
-2.309889
-2.540147
-2.764425
-2.982786
-3.195314
-3.402091
2
-0.799884
-1.033686
-1.263258
-1.488597
-1.709709
-1.926611
3
0.557176
0.325447
0.096536
-0.129493
-0.352606
-0.572787
4
1.801324
1.576249
1.352768
1.130968
0.910922
0.692691
5
2.951102
2.736726
2.522824
2.309522
2.09691
1.885072
6
4.014871
3.815057
3.614654
3.413817
3.212685
3.011359
7
4.994514
4.813125
4.630175
4.445809
4.260174
4.073415
8
5.886007
5.727334
5.566085
5.402464
5.236626
5.068722
9
6.678271
6.547391
6.412754
6.27463
6.13336
5.989231
10
7.351169
7.25163
7.148622
7.042036
6.931799
6.817874
11
7.913355
7.840983
7.766504
7.689752
7.61056
7.528755
12
8.38975
8.339209
8.287943
8.235866
8.18288
...
48
10
5
mi j 0
5
10
0
5
10
15
ij
Рис.2.17. Матрица и график с решениями уравнения (2.7).
Важно отметить, что график решений более нагляден для оценки вычислительной
ситуации (на предмет «сбоя» алгоритма) в конкретном случае.
Имея матрицу решений, подготовим соответствующие ей выражения для координат точек образующих линий ВП в системе Sи(Xи Yи Zи). После введения индексных переменных они будут такими:
𝑋𝑖,𝑗 = [𝑚𝑖,𝑗 ∙ cos 𝜑𝑗 − 𝐴(𝑚𝑖,𝑗 ) ∙ sin 𝜑𝑗 ] ∙ sin 𝜆 + 𝑃 ∙ 𝜑𝑗 ∙ cos 𝜆 + 𝐿𝑠 ;
𝑌𝑖,𝑗 = −𝑚𝑖,𝑗 ∙ sin𝜑𝑗 − 𝐴(𝑚𝑖,𝑗 ) ∙ cos 𝜑𝑗 + 𝐴;
𝑍𝑖,𝑗 = [𝑚𝑖,𝑗 ∙ sin 𝜑𝑗 − 𝐴(𝑚𝑖,𝑗 ) ∙ cos 𝜑𝑗 ] ∙ cos 𝜑𝑗 + 𝑃 ∙ 𝜑𝑗 ∙ sin 𝜆.
Растровое поле координат ВП в плоскости осевого сечения дискового инструмента
получим на основе следующих выражений:
2
𝑟𝑖,𝑗 = √(𝑋𝑖,𝑗 ) + (𝑌𝑖,𝑗 )
2
𝑍𝑖,𝑗 = [𝑚𝑖,𝑗 ∙ sin 𝜑𝑗 − 𝐴(𝑚𝑖,𝑗 ) ∙ cos 𝜑𝑗 ] ∙ cos 𝜑𝑗 + 𝑃 ∙ 𝜑𝑗 ∙ sin 𝜆,
которые формируют вертикальные на рисунке растровые «полоски», перпендикулярные
оси дискового инструмента рис.2.18 по которым «осциллируют» контролируемые точки
ВП, приближаясь и удаляясь в процессе формообразования от искомого профиля ПП
дискового инструмента.
100
98
96
roi j
94
92
90
10
5
0
5
10
zo i j
Рис.2.18 Растровые полоски в модели формообразования
49
Если обратится к плодотворным идеям авторов [11,55,90,133,164] по моделированию процессов формообразования в трёхмерном пространстве, то искать профиль ПП в
матрице 𝑟𝑖,𝑗 следует сортировкой её строк по возрастанию, для фиксации минимальных
значений в строках, которые и будут искомыми цилиндрическими координатами профиля.
Процедуры с матрицами в достаточной степени представлены в системе Mathcad,
а, нужная для достижения поставленной цели вычислительная процедура оформляется в
виде нижеследующего программного блока Листинг №.2.5
Листинг № 2.5 Программный блок для сортировки строк матрицы.
По элементам первой строки (координатам Y11k) и координатам Xk строится профиль осевого сечения ПП и его трёхмерная модель (рис.2.19)
X11
100
99
Y11 98
k
97
R
96
95
94
10
k
-6
-5
-4
-3
-2
Y11
k
93.738553
95.415133
96.467685
97.179041
5
0
5
10
X11k C
...
97.646183
...
F
Рис.2.19. Осевой профиль ПП и его 3-D модель
Полученной численной информации вполне достаточно для продолжения практических действий инженера-инструментальщика, в том числе и для решения обратной
50
задачи процесса формообразования, о чём речь пойдёт в следующем параграфе диссертации.
2.5 Решение обратной задачи процесса формообразования
В рамках решения обратной задачи в рассматриваемом общем случае винтового
формообразования ищется геометрия винтовой поверхности по найденной или изменённой (с какой-либо целью) поверхности дискового инструмента.
Опишем два численных способа, основанных на плодотворной идее [135] и реализованные в среде Mathcad.
2.5.1 Решение на основе конечного множества виртуальных дисков инструмента.
Представим производящую поверхность (ПП) дискового инструмента с профилем
(рис.2.20), как множество дисков (или окружностей, лежащих на этой поверхности).
100
i
-6
-5.88
-5.76
i
95
93.796
90
94.0335
94.2589
85
...
10
80
...
0
10
Рис.2.20 Представление ПП виртуальными дисками.
В аналитическом смысле для этого используем две ранжированные переменные (iтекущий номер окружности, κ- параметр окружности в принятом диапазоне и параметрические уравнения окружности в системе ПП). Ниже следует фрагмент листинга программы.
i 0 100
0.20.195 0.2
x( i ) sin( )
i
y( i ) cos ( )
i
()(1
Листинг№ 2.6
Отображение представляющих ПП окружностей с координатами x(i,k), y(i,k) в контролируемое поперечное сечение ВП выполняется на основе координатной модели винтового формообразования (рис. 2.10). С учётом предыдущей строки программная конструкция отображения виртуального диска в поперечное сечение ВП имеет вид (Подробно в
приложении №3 с.194):
51
xo( i ) x( i ) sin( ) t cos ( ) Ls sin( )
yo(i ) y(i ) 1
zo( i ) x( i ) cos ( ) t sin( ) Ls cos ( )
Условие пе(2.8)
ресечения с
zΣ=0
Координаты для построения
схемы
формообразования
профиля
ВП
i
( i )
i
x (i ) xo(i )cos ( (i )) yo(i )sin( (i ))
y (i ) xo(i )sin( (i )) yo(i )cos ( (i ))
( zo( i ) )
v
Листинг №2.7
На рис.2.21 приведена схема формообразования, полученная с погашением линий на
графиках. Указанными семью трассировками на рисунке обозначены следующие геометрические события: следы окружностей, представляющих ПП; габаритная окружность заготовки и заданный профиль ПП, который обволакивает геометрическую структуру «в
южной области». Седьмая трассировка представляет сечение круговинтового канала, который описывает в системе заготовки взятая для примера окружность на ПП с номером
i=n/2.
Рис.2.21. Схема формообразования профиля ВП
На первый взгляд может показаться, что задача уже решена, так как заданный профиль ВП плавно «обволакивает» геометрическую структуру сечений виртуальных круговинтовых каналов «с юга» и совпадает с заданным профилем ВП. Для визуальной
оценки этого вполне достаточно, но для строгого решения задачи необходимо уметь выделять из массивов координат xΣ(i,κ,φ), yΣ(i,κ,φ) те, которые будут численно представлять обволакивающий контур (как квазиогибающую). В этом случае не избежать проце-
52
дуры совместного циклического решения уравнений круговинтовых поверхностей (2.8)
с уравнением прямой xΣ(i,κ,φ) = C1i. Вполне ясно, что нумерованная константа C1i в
данном уравнении будет изменяться в габаритном диапазоне [C10≤C1i≤C1n] с постоянным шагом, зависящим от числа n рассматриваемых абсцисс. Для определённости заметим, что в рассматриваемом случае диапазон согласно рис.2 будет таким [-6,6].
Численные исследования убеждают и в том, что при подобном представлении ПП
неизбежны формальные трудности, приводящие к сингулярности и многозначности
решения в алгоритме трансцендентного уравнения. Подтверждением тому служит петлеобразный характер кривой седьмой трассировки, выделенной на рисунке для примера,
что приводит либо к двум решениям на условии xΣ(i,κ,φ) = C1i, либо исключает решение
вовсе, когда прямые xΣ(i,κ,φ) = C1i петлю не пересекают.
Данное обстоятельство значительно усложняет алгоритм и реализующую его программу и поэтому требует специальной их настройки на конкретный пример моделирования процесса формообразования.
2.5.2 Решение на основе «веера» поперечных сечений ПП.
Проведённая сплайн-интерполяция позволяет представлять ПП не множеством
дисков нулевой толщины, а «веером» её осевых сечений. Аналитическая конструкция
данной процедуры и модель процесса формообразования ВП следует ниже в знаковом
виде и в виде графического образа (рис.2.22).
t 65.5 6
A(t) interp(s CRt)
x(t ) A(t) sin( )
y(t ) A(t)cos ( )
xo(t ) x(t )sin() tcos () Lssin()
yo(t ) y(t ) 1
zo(t ) x(t )cos () tsin() Lscos ()
( t )
( zo( t ) )
v
x (t ) xo(t )cos ( (t )) yo(t )sin( (t ))
y (t ) xo(t )sin( (t )) yo(t )cos ( (t ))
κпараметр
"веера"
Профильное сечение по пар.κ
0.150.14 0.15
Координаты во вспомогательной
системе
Условие пересечения профиля
веера с торцевой плоскостью
ВП
Координаты в торцевой
плоскости ВП
53
10
y ( t )
8
y1( )
6
y ( t 0.1 )
4
2
10
5
0
5
10
x ( t ) x1( ) x ( t 0.1 )
Рис.2.22. Показывает, как взятый
для примера профиль (третья трассировка) веера ПП инструмента однозначно пресекает абсциссы в интервале заданного торцевого сечения ВП
Листинг №2.7
После этого можно приступать к формированию алгоритмической конструкции для
выделения из массива точек в поперечном сечении ВП тех, которые образуют профиль
ВП.
Для этого сначала поменяем формат данных и перейдём в описании ПП от функции к массивам, держа под контролем: угол раскрытия веера в зоне межосевого перпендикуляра системы наладки (см. листинг 2.7); число перьев веера (nv) и угловой шаг
между ними (kli), а так же число абсцисс исследуемого профиля (n) и их значения.
Программная конструкция для процедуры расчёта независимых переменных (t) в
функции A(t), соответствующих абсциссам и «перьям веера» следующая:
Число абсцисс
Число перьев веера
j
x( t 1 j ) A( t) sin 1
n 10
Цикл по i
nv 20
Цикл по j
j
y( t 1 j ) A( t) cos 1
xo(t 1 j ) x(t 1 j )sin() tcos () Lssin()
zo(t 1 j ) x(t 1 j )cos () tsin() Lscos ()
i 0 n
j 0 nv
Абсциссы
C1 i
i
n
2
j nv
2
1
j
2.8 nv
Ввод в модель сплайн-функции А(t)
yo(t 1 j ) y(t 1 j ) 1
( zo( t 1 j ) )
( t 1 j )
v
Условие пересечения с попер. сечением
f ( t 1 ij ) xo( t 1 j ) cos ( ( t 1 j ) ) yo( t 1 j ) sin( ( t 1 j ) ) C1
Трансi
уравнение
m root ( f ( t 1 ij ) t)
t 0
Начальное приближеРешение уравнеi j
ние
ния
Листинг №2.8
Результат реализация данного фрагмента программы просматривается на плоских и
трёхмерных графиках (рис.2.23), что даёт возможность контролировать процесс и избегать грубых ошибок или неточностей в решении.
54
10
mi j
0 2 4 6 8 10
10
i j
m
m
Рис.2.23 Графическая интерпретация решения трансцендентного уравнения
Матрица решений mi,j уравнения обрабатывается далее в алгоритме с получением
двух двумерных массивов с координатами Xi,j ,Yi,j точек, соответствующих контролируемым абсциссам. Этот фрагмент программы показан ниже:
i 0 n
Циклы
y
zo
i j
ijcos 1j
A m
j 0 nv
xo
i j
x
i j
ijsin1j
A m
x sin( ) m cos ( ) Ls sin( )
i j
i j
x cos ( ) m sin( ) Ls cos ( )
i j
i j
X1
i j
i j
ij yoijsin ij
xo cos
i j
Y1
i j
i j
yo
i j
y
i j
1
zoij
v
ij yoijcos ij
xo sin
i j
Листинг №2.9
К большей наглядности процесса моделирования формообразования профиля ВП
дисковым инструментом нас подводит картина на рис. 2.24, где в поперечном сечении
заготовки показан массив точек с координатами, хранимыми матрицами X1i,j ,Y1i,j.
Вполне отчётливо просматривается фиксация процесса по растру, что даёт формальную
возможность отобрать из массива точки, образующие профиль ВП, по идее, впервые
одновременно и независимо изложенной в работах [55,133] для трёхмерных поверхностей. Геометрия обыкновенной ВП, допускающей движение «самой по себе», полноценно исследуется и в плоском сечении, показанном на рис.2.25.
55
Y1
0
1
2
3
0
7.187
6.631
6.165
5.762
1
7.381
6.693
6.11
5.6
2
7.645
6.817
6.114
5.495
3
7.987
7.016
6.189
5.463
4
8.397
7.288
6.341
5.509
5
8.867
7.621
6.557
5.625
6
9.404
8.017
6.836
5.806
7
10.013
8.482
7.182
6.057
8
10.715
9.026
7.607
6.388
9
11.559
9.679
8.128
6.814
10
12.701
10.507
8.791
...
10
8
6
y1( ) 4
2
0
10
Y1i j
5
0
5
10
X1 i j x1( )
Рис.2.24 Матрица координат и график её элементов
Решение задачи заканчивается сортировкой строк матрицы Y1i,j по возрастанию
значений их элементов с помощью программной конструкции системы Mathcad, показанной в листинге №2.5 на с. 49.
Отсортировав матрицу, можно построить искомый профиль ВП по первому столбцу отсортированной матрицы (рис.2.25) и сравнить его с исходным (см. рис.2.14), отмечая их практическое совпадение (первая и третья графические трассировки).
k 0 10
8
Y11k
6
y1( )
4
o
2
10
5
0
5
10
X11k x1( ) o
Рис.2.25. Для сравнения заданного и полученного профилей ВП
Показанные выше приёмы и модели решения прямой и обратной задач процессов
формообразования для общего случая винтового формообразования приемлемы и для
частных случаев: формообразования поверхностей ШРУСов концевым инструментом;
радиального затылования; формообразования поверхностей валков суперфинишных
станков для тел качения.
2.6 Ещё один алгоритм замены плоской кривой дугой окружности
56
При профилировании сложного режущего инструмента (в данной работе концевого
для ШРУС) часто приходится решать задачу аппроксимации плоской кривой дугой
окружности, как более технологичной. Отдавая должное известным алгоритмам решения данной задачи [139,145], покажем ещё один, основанный на идее Гаусса и реализованный в среде Mathcad, как инструмент проводимых в диссертации исследований, отчасти и для демонстрации её возможностей.
Введём в рассмотрение в системе координат X,Y (рис.2.26) конечное множество
точек куска окружности с параметрами: радиус ρ = 17.678; координаты центра x0 = 17.5;
y0 = -2.5; и сформируем указанными выражениями два массива с координатами Xi Yi.
0
10
5
1 0 1 2
3 4
i 0 15
0
0
-0.178
0
-2.5
1
-0.156
1
-1.616
2
-0.089
2
-0.735
3
0.021
3
0.142
4
0.175
4
1.012
5
0.372
5
1.874
6
0.612
6
2.724
7
0.894
7
3.562
8
...
8
...
5
cos ( 0.05i
) x0
i
sin( 0.05i
) y0
i
Параметрические выражения для генерации координат точек
заменяемой кривой
Рис.2.26. Координаты 15-ти точек заменяемой кривой.
Покажем ниже алгоритм и программу, которые дают возможность по конечному
числу (n) точек кривой определить координаты (x0,y0) центра и радиус (r0) заменяющей
её окружности. При этом окружность будет иметь наименьшее квадратичное уклонение
от заменяемой кривой. В случае необходимости в алгоритме вычисляются и уклонения
любой точки заменяемой кривой от заменяющей дуги окружности.
В алгоритме использованы следующие обозначения:
n
x
n
y
i
i 1
n
x2y
i 1
2
i i
i
i 1
i
xy
i 1
n
x3
n
3
i i
n
x2
i 1
n
y2
i
2
2
i
i 1
n
xy2
i 1
i 1
n
y3
2
i i
3
i
i 1
57
Выполним несколько предварительных вычислений по формулам:
K1 x3 xy2
K2 x2y y3
(xy)
K5 y xy xy2 K6 x2y2
K9
2
K3 x2 y2
K4 xxy yx2
K7 xy nxy
K8 nK6 xK5 yK4
2
K3 x2y2
( xy) K2 K4 K1 K5
K8
В итоге получаем формулы для искомых координат (x0, y0) центра заменяющей
окружности и её радиуса r0:
x0
K1 n y2 ( y) 2 K3 K5 K2 K7
y0
2 K8
2
K2 n x2 x2 K3 K4 K1 K7
2 K8
2
r0 x0 y0 K9
На рис.2.27 показана реализация алгоритма и программы аппроксимации с контрольным вычислением уклонений рассматриваемых точек от заменяющей окружности
по вполне очевидной программной конструкции:
n 15
i1 0 n
x0 17.5
r0
i1
y0 2.5
i1 x02 i1 (y0) 2
14
20
210
10
1 ( )
i1
y0
10
-параметры окружности.
r0 17.678
0
10
20
10
30
40
14 0
210
5
10
15
14
610
i1
20
Тестовый график уклонений
1 ( ) ( x0)
Рис.2.27 Замена кривой дугой окружности с оценкой точности.
Максимальная величина уклонения (6х10-14) на графике служит вполне надёжным
тестом алгоритма и программы аппроксимации кривой дугой окружности.
Данный программный модуль тестировался и на примерах с генерацией случайных
чисел в формулах для координат точек заменяемой кривой. При этом случайные числа,
изменяющие координаты рассматриваемых точек плоской кривой, генерировались в
различных «разумных для сохранения типа модели» диапазонах (±δ) по формулам нижеследующего листинга:
58
i 0 n
( i)
i
n i
i
rnd ( ) sin( 0.05i
) y0
i
( i)
rnd ( ) sin( 0.05i
) y0
n i
i
( i)
rnd ( ) cos ( 0.05i
) x0
i
( i)
i
rnd ( ) cos ( 0.05i
) x0
Листинг №2.10
Ниже следует график с результатами аппроксимации и вычислений уклонений для
принятого диапазона генерации случайных чисел δ = ±0.5 мм.
0.6
10
1 ( )
i1
( y0)
5
0.2
0.4
5
0.4
0.2
0
5
10
0
10
15
20
30
i1
Результат аппроксимации x0=13.427;
1 ( ) x0
y0=-0.963; r0=13.498
Рис. 2.28 Аппроксимация окружностью с генерацией случайных чисел.
Данные вычислений и графиков свидетельствуют об адекватности и надёжности
принятого в работе алгоритма и программы для аппроксимации кривой дугой окружности. Полностью программа аппроксимации и численного эксперимента приведена в
приложении №4 на странице 205.
2.7 ВЫВОДЫ по второму разделу
1. Использование ранжированных переменных и переменных с индексами системы
Mathcad позволяет легко и наглядно описывать сегментные (мультиэлементные) образующие поверхностей дискретными функциями, а вспомогательный параметр «доворота» обеспечивает необходимую однозначность координат для последующей процедуры
их интерполяции кубическими сплайнами и другими функциями.
2. Показана целесообразность для автоматизированного проектирования представления образующей линии исходной поверхности кубическим сплайном на основе встроенных функций системы Mathcad.
3. Обеспечен ввод в аналитические модели формообразования прямой и обратной
задач встроенной в систему Mathcad функции A(t), позволивший представлять исход-
59
ную поверхность тела вращения либо «веером» осевых сечений ПП дискового инструмента, либо конечным множеством поперечных сечений винтовой поверхности.
4. Функция А(t) и встроенные процедуры Mathcad позволяют легко находить локальные характеристики профиля исходной поверхности, необходимые для реализации
дифференциальных методов решения задач формообразования.
5. С учётом графических и вычислительных возможностей Mathcad разработаны
алгоритмы решения прямой и обратной задач формообразования типовых поверхностей:
графоаналитическим и дифференциальным методами, а так же методом кругового и
винтового проектирования (отображения) конечного множества сечений исходной поверхности на контролируемое сечение.
6. Фиксация искомого (обволакивающего) профиля поверхности осуществляется на
основе идеи Саламанрды-Шевелёвой и авторского алгоритма «растровых экстремумов»,
полученных сортировкой сгенерированной матрицы координат по возрастанию содержимого её строк.
7. Показаны приёмы графического отображения поверхностей в 3-Д формате для
их визуальной оценки.
60
3. МОДЕЛИРОВАНИЕ И ИССЛЕДОВАНИЕ ВИНТОВОГО ФОРМООБРАЗОВАНИЯ
ДИСКОВЫМ И КОНЦЕВЫМ ИНСТРУМЕНТОМ
3.1 Формообразование спиральных свёрл с мультиэлементным поперечным профилем
Моделирование и исследование винтового формообразования начнём с мультиэлементных поверхностей спиральных свёрл с унифицированным поперечным профилем
для плат печатного монтажа и труднообрабатываемых материалов рис.3.1.
Параметр
D
Параметрический чертёж
Значение
Параметр
Значение
Заданный
диаметр
сверла
R3
o.2D
L1
0.671D
L2
0.448D
d
D/3.65
L3
0.0484D
F
0.1D
H1
0.222D
R1
D-0.4D
H2
0.305D
R2
D-0.15D
H3
0.197D
Рис.3.1 Поперечный профиль и его описание
Параметрический чертёж из работы [1] получил авторское уточнение (выделено
цветом) для обеспечения сопряжённости его элементов и функциональное описание на
основании методических приёмов, показанных выше во второй главе. Подробное аналитическое и дискретное описание профиля ВП приведено в приложении №5 с.214, а на
нижеследующем рисунке показаны практические результаты описания, включая график
производной от кубической сплайн-функции профиля.
0
6
Y
2
Y4( 4) 10
5 20
6
X X4 ( 4)
5
10
0
0
-10
0
0.01
1
-9.729
1
0.383
2
-9.446
2
0.774
3
-9.151
3
1.171
4
-8.844
4
1.568
5
-8.526
5
1.958
6
...
6
...
Рис.3.2 Дискретная (30 точек) и кубическая сплайн-интерполяция профиля ВП
61
3.1.1 Профилирование дискового инструмента для ВП (прямая задача)
Профилирование дискового инструмента для формообразования рассматриваемой
винтовой поверхности осуществлялось на основании координатной модели (см.
рис.2.10) и принятых констант наладки: А = 30мм.; Р = 23,873; Ls = 0; λ = 170. Были реализованы два способа профилирования: дифференциальный и численный (см. приложение №5 с.214).
Основные результаты профилирования ПП дискового инструмента дифференциальным способом показаны ниже в виде проекции характеристики на ВП и искомого
осевого сечения дискового инструмента.
30
28
26
10
Xh i
A( t )
1 ( )
20 ( )
Ri
20
0
24
22
20
20
13
10
0
13
t Zi
Zh i 1 ( ) 20( )
Проекция характеристики на ВП и осевое сечение дискового инструмента
Можно констатировать, что в данном примере дифференциальное профилирование
инструмента вполне приемлемо и не критично в смысле однозначности решения характеристического уравнения.
Результаты численного профилирования инструмента круговым отображением
направляющих ВП на осевое сечение искомой производящей поверхности покажем,
предварительно рассмотрев проекции «каркасных» линий ВП на плоскости системы координат, неизменно связанной с заготовкой для ВП (см. рис.3.3).
20
20
X( i )
Y( i )
10
X( 0 )
Y( 0 )
X( n )
40
20
0
20
40
Y( n )
10
0
10
( )
10
10
0
10
X( i ) X( 0 ) X( n )
20
62
20
40
Yg( i )
10
Xg( i )
30
Yg( 0 )
Xg( 0 )
Xg( n ) 20
10
0
10
20
Yg( n )
20
10
20
Zg( i ) Zg( 0 ) Zg( n )
40
20
10
0
20
40
Xg( i ) Xg( 0 ) Xg( n )
Рис.3.3 Проекции «каркасных» линий ВП на координатные плоскости
Отображая «каркасные линии» ВП круговым проектированием на осевое сечение
производящей поверхности дискового инструмента получаем геометрическую структуру для выделения на ней искомого профиля с помощью функции «трассировки» или
«растровых минимумов».
11.88
26.705
35
9.0614
25.65
30
6.0209
24.726
A2 ( t )
40
25
3.0413
25.084
z 0.06904 r 26.623
20
2.9918
27.536
30
10
0
10
6.033
27.431
t
8.9527
26.392 После сплайн-интерполяции
20
10.995
25.263
15
12 9 6 3 0 3 6 9 12 15
50
Рис.3.4 Искомый профиль ПП дискового инструмента.
Проделанное убеждает в практической целесообразности численного способа профилирования, не уступающего дифференциальному в точности и превосходящего его в
удобстве определения номинального осевого габарита инструмента по выделенным
(цветом) в графической структуре граничным линиям круговых проекций (отображений).
63
3.1.2 Моделирование формообразования ВП дисковым инструментом
(обратная задача)
Моделирование процесса формообразования (ВП) дисковым инструментом с
найденным профилем реализовано в программе на основе идеи [135]. Инструмент представляется конечным множеством соосных ему дисков нулевой толщины с соответствующими фасонному профилю радиусами. Количество дисков n в программе определяют: ранжированная переменная i, осевые габариты дискового инструмента и принятая
точность расчёта.
Винтовым отображением диски «пропускаются» через торцевое сечение заготовки
и оставляют на нём «тёмное облако» (рис.3.5), соответствующее в круговом габарите
заготовки удалённому припуску.
10
y ( i )
5
( )
y ( 0 )
n
2
y
y ( n )
20
10
0
10
20
5
10
n x ( n )
2
x ( i ) ( ) x ( 0 ) x
Рис.3.5. Моделирование винтового формообразования
Снизу «облако» ограничивает профиль ВП, найденный в рамках решения прямой задачи, с боков его ограничивают сечения круговинтовых каналов, образованных пограничными дисками, представляющие инструмент в модели. В средней части «облака» показана
«петля» сечения круговинтового канала, выделенного для примера из массива виртуальных
дисков.
64
Уместно заметить, что графики на рис.3.5 однозначно соответствуют друг другу и
поэтому вполне надёжно тестируют основные алгоритмы и программные модули прямой и обратной задач винтового формообразования, что свидетельствует о их практической работоспособности.
3.2 Формообразование винтовых элементов насоса
с циклоидальным зацеплением.
Профили винтовых элементов насосов с циклоидальным зацеплением [Лаш.
Жмудь]. показаны на рис. 3.6. Трехмерные модели этих элементов, синтезированные в
среде Autodesk Inventor , приведены ранее на с.22
Ведущий
Ведомый
Рис.3.6. Профили винтовых элементов насоса с циклоидальным зацеплением
Параметры мульти элементных профилей и их параметры описаны в работе [Лаш].
Там же отмечены и особенности проектирования дискового инструмента для их формообразования: высокая точность и наличие на них точек излома К, в зоне которых не допускаются «переходные кривые». Поэтому для каждого инструмента должна быть рассчитана точная наладка, а его профиль построен по сравнительно большому числу расчётных точек.
65
Из рис. 3.6 ясно видно то, что симметричные профили ведущего и ведомого винтов
состоят из шести элементов. Придерживаясь аналитических эквивалентов [79 50] и принятому в данной диссертации описанию исходных профилей (см. приложение № 6,7),
были получены их дискретные и сплайновые функции рис.3.7. Дискретные функции частично представлены справа от графиков профилей векторами XΣ,YΣ в формате
Mathcad.
0
20
X
10
A( t )
xd( )
xD( ) 20
10
A1( t )
0
10
20
10
20
Y
0
0
-17.285
0
5.022
1
-15.344
1
6.509
2
-13.456
2
7.459
3
-11.756
3
7.953
4
-10.342
4
8.104
5
-9.276
6
...
5
8.044
6
...
Y t yd( ) yD( ) t
X
0
10
0
X
0
-7.128
0
7.38
A( t )
1
-6.312
1
5.712
Y 2
-5.183
X 2
4.445
3
-3.847
3
3.631
4
-2.415
4
3.3
5
...
5
...
xd( )
xD( )
10
0
A1( t )
10
10
Y t yd( ) yD( ) t
Рис.3.7. Дискретное и интерполяционное описание профилей насоса.
Дисковый инструмент для формообразования винтовых элементов профилировался
на основании принятой схемы (см. рис.2.10) и методических приёмов, рассмотренных в
параграфе 2.4. Подробное описание конструктивных и геометрических параметров элементов насоса и их профилей, а так же параметров наладки систем формообразования
так же дано в приложении №6,7 , ниже показаны наиболее характерные результаты и
особенности профилирования. Обсудим некоторые из них.
3.2.1 Дифференциальное профилирование дискового инструмента
66
При дифференциальном профилировании инструмента по характеристике отчётливо просматриваются: внезапный «обрыв» характеристики и некоторые «осцилляции» на
участках вблизи точек излома К (см. рис.3.6). Отмеченное отражается и на осевом профиле инструмента в виде характерных «протуберанцах и «ушках» рис.3.8, которые носят сугубо формальный характер и физически существовать не могут. Кроме того, не
был завершён запланированный цикл вычислений, о чём свидетельствует отсутствие
пересечения характеристики с одной из габаритных «каркасных» линий на проекции
винтовой поверхности x20(μ),y(20(μ).
10
Xh i
1 ( )
20
20 ( )
30
0
( Ri)
20
25
10
20
20
10 5
Zh i 1 ( ) 20( )
1 ( )
20 ( )
0
10
10
20
5
10
31
30
29
( Ri)
10
0
( Zi )
10
Xh i
15
6
4
2
28
27
0
2
4
6
( Zi )
Zh i 1 ( ) 20( )
а- характеристика
б - осевой профиль
Рис.3.8. Дифференциальное профилирование дискового инструмента
На основании результатов этого численного эксперимента можно констатировать
явное подтверждение «слабости» дифференциального метода решения рассматриваемой
задачи профилирования и необходимость перехода к другим приёмам численного профилирования.
3.2.2 Численное профилирование дискового инструмента (прямая задача).
Численное профилирование производящей поверхности дискового инструмента
67
выполнялось на основании кругового отображения направляющих и образующих линий
исходной поверхности элемента насоса на осевое сечение дискового инструмента
рис.3.4 с выделения обволакивающих кривых трассировкой графиков и растровыми минимумами.
Подробно о данных процедурах построения обволакивающих профилей можно посмотреть в приложении №6,7.
35
33.5
32
30.5
29
27.5
26
24.5
23
21.5
20
15 12.5 10 7.5 5 2.5 0 2.5
30
29
28
27
26
25
24
23
22
8 7 6 5 4 3 2 1 0 1 2 3 4 5 6 7 8
5
7.5 10 12.5 15
Рис.3.9. Геометрические структуры для выделения обволакивающего
профиля инструмента
Полученные профили инструментов после их кубической интерполяции фиксируются графиками рис.3.10, по которым система Mathcad довольно просто строит трёхмерные модели рис. 3.11 для предварительной визуальной оценки результатов расчётов.
30
30
28
A( t )
r
28
26
A( t )
26
24
r
24
22
10
20
22
0
5
10
t z
20
0
5
t z
А-ведущий
Б-ведомый
Рис. 3.10. Осевые профиля дисковых инструментов
F
F
А-для ведущего элемента
Б-для ведомого элемента
Рис.3.11. Трёхмерные модели производящих поверхностей дисковых инструментов.
68
3.2.3 Численное решение обратной задачи для элементов винтового насоса
Для анализа точности формообразования винтов дисковым инструментом и обеспечения отсутствия возможных переходных кривых и подрезов в точках с неопределёнными дифференциальными характеристиками k,e,f (рис.3.6), решена обратная задача
формообразования.
Дисковый инструмент с найденными производящими поверхностями представлялся виртуальными дисками нулевой толщины, винтовое движение которых в поперечном
сечении заготовки фиксировалось обратной функцией формообразования по аналогии с
геометрическим процессом, описанным в п. 3.1.2.
Результаты решения представлены для ведущего и ведомого элементов насоса на
рис 3.12.
Рис.3.12 Моделирование винтового формообразования
Уместно заметить в данном случае то, что выделять обволакивающие контуры для
схем формообразования используемыми в работе приёмами нет необходимости. Достаточно «наложить» на них исходные поперечные сечения ВП (вторые трассировки на
графиках) и визуально оценить совпадения или несовпадения (подрезы или переходные
кривые) исследуемых профилей.
3.3. Формообразование ВП шариковой винтовой передачи
3.3.1 Предварительные замечания
69
Шариковые винтовые передачи (ШВП) (рис.3.13) широко используются в современном технологическом оборудовании, а их конструирование и производство базируются на соответствующей теории и методах расчёта.
1-винт;
2-гайка;
3-шарик;
4-переходной канал.
а
б
Рис.3.13 Шариковая винтовая передача, её схема (а) и актуальные
конструктивные параметры (б).
Особое внимание при этом придаётся весьма сложным процессам формообразования (фрезерование и шлифование) дисковым инструментом винтовых поверхностей
(ВП) на винтах и гайках передачи, сопряжённых в дух точках с шариком [лаш].
3.3.2 Профилирование ВП шариком
Аналитическая модель процесса профилирования и формообразования остаётся
прежней, т.е показанной на рис.2.10. В ней вводятся в рассмотрения константы процесса
в соответствии с рис. 3.13, приводимые для рассматриваемого случая в приложении №.8
Решение начинается с описания поверхности шарика параметрическими уравнениями для координат её текущей точки, орта нормали в ней и относительного винтового
движения в системах винта и гайки.
Сферическая поверхность шарика радиуса r в его ортогональной системе координат с началом в центре шара в общем виде описывается векторным уравнением r =r
(ζ,θ), где ζ,θ –криволинейные координаты поверхности шарика. Они же параметры образующей и направляющей окружностей сферы шарика. Орт нормали к поверхности шарика определяется векторным произведением касательных к криволинейным координатам сферической поверхности n = (ϑr(ζ,θ)/ϑζ)х(ϑr(ζ,θ)/ ϑθ).
По кинематическому условию В. Шишкова -Давыдова (V12 ·N = 0) на поверхности ша-
70
рика находится характеристика контакта, как геометрическое место точек, в которых нормали N к поверхности шарика ортогональны вектору относительной скорости V12 винтового
движения. Ниже на рис.3.14 даются результаты графической интерпретации характеристики
средствами Mathcad в её проекциях на оси системы шарика.
X
10
5
2
4
2
2 1 0 1 2
5
4
2
0
5
10
Y
10 5 0 5
5
4
10
Y
6
10
Z
8
15
10
Z
X
Рис.3.14 Проекции характеристики на плоскости системы шарика
Фиксация характеристики на поверхности шарика и её винтовое отображение вместе с полем нормалей в систему винта (гайки) позволяет сформировать аналитическую
модель для профилирования дискового инструмента. Решим эту задачу дифференциальным методом, рассмотренным ниже.
3.3.3 Профилирование дискового инструмента для ВП шариковой передачи.
Профиль осевого сечения дискового инструмента находится по характеристике
контакта его производящей поверхности с винтовой поверхностью передачи. В свою
очередь данная характеристика определяется как ортогональная проекция оси Zk дискового инструмента на винтовую поверхность.
Аналитическим эквивалентом условия контакта винтовой поверхности и производящей поверхности дискового инструмента служит выражение, приводимое в символах
листинга 3.1 программы Mathcad, приведённой полностью в приложении №. 8.
i
x( i) r cos sinv cos ( ) R r cos cos v sin( ) sin( ) o1( i)
i
i
i
i
o1( i) r sin P cos ( ) Ls
i i
i icos ()
y( i) A r cos sin v sin( ) R r cos cos v
71
i
o2( i) r sin P sin( )
i i
i isin() cos () o2(i)
z( i) r cos sin v cos ( ) R r cos cos v
i
i
i
f ( i) y( i) sin v sin( ) tan cos ( ) x( i) cos v
Листинг3.1
Трансцендентная функция f(ψ,i)=0 в алгоритме профилирования с неизбежной сходимостью решается численно встроенными средствами Mathcad с любой наперёд заданной точностью.
Ниже на рис.3.15 показаны проекции характеристики на плоскости условно неподвижной
системы винтовой поверхности и системы «стойки» станка SΣ(XΣ YΣ ZΣ).
20
X1 ( )
Xn ( )
Ys
Ys
20 10 0 10 20
Xs
28
28
10
24
24
10
20
10 5
Z1 ( ) Zn ( ) Zs
20
0
5
20
20 10
10
0
10
20
Zs
Xs
Рис.3.15 Проекции характеристики на винтовую поверхность.
Спроектировав характеристику круговым движением на плоскость осевого сечения
дискового инструмента, получим его профиль (рис.3.16а), построенный в координатах
Zd,Rd (рис.3.16б) и трёхмерную модель ПП для их анализа (рис.3.16с).
Rd
20
-7.872
55.043
18
-7.441
54.883
16
-6.974
55.114
-6.459
55.493
14
20
10
12
0
Zd
а
10
20
Zd
-5.893
Rd
-5.278
-4.616
55.923
56.353
56.758
-3.913
57.12
-3.175
57.428
...
...
F
б
с
Рис.3.16. Профиль осевого сечения дискового инструмента (а), координаты (б) и
его производящая поверхность (с).
72
3.4 Формообразование ВП шнековых свёрл
Шнековые спиральные свёрла (рис.3.17а) отличаются от стандартных увеличенным
углом наклона стружечной канавки (до 600) и специфическим профилем осевого сечения, составленного из трёх элементов а-б, б-с и с-д (рис.3.17б). Эти свёрла с успехом
применяют и для глубокого сверления материалов с различными физико механическими
свойствами.
б.
а.
Рис.3.17 Шнековое сверло (а) и осевое сечение стружечной канавки (б)
Многоэлементный профиль винтовой канавки сверла строится на параметрах: tшаг сверла; f-ширина спинки; h-глубина канавки; rв-радиус «выкружки». Относительно
оси сверла профиль ориентируется наружным радиусом сверла –r. Легко видеть и то,
что элемент а-б для эффективного отвода стружки из зоны резания перпендикулярен
оси сверла, и образует поверхность правильного коноида. Профиль поверхности спинки
с-д прямолинеен и наклонён к оси сверла под углом α, что в свою очередь образует, архимедов червяк. Профиль «выкружки» дуговой, следовательно соответствующая ему
винтовая поверхность будет круговинтовая.
3.4.1 Описание ВП шнекового сверла
Профилирование инструмента второго порядка, в данном случае дискового (фреза или
шлифовальный круг), начинается с описания профиля исходной винтовой поверхности в
ортогональной системе координат X,Y неизменно связанной со сверлом (см. рис.3.17б).
В зависимости от предполагаемой точности решения задачи сначала назначается
число точек на элементах профиля под именами n,g,m и следует их формальное описание.
1. Элемент профиля а-б: формируется ранжированной переменной i:= 0…n и векторами X,Y с одним индексом:
73
X i 0;
Yi 1 i
(3.1)
2. К элементу а-б добавляется элемент б-с ранжированной переменной i:=0…g и векторами X,Y с суммой двух индексов:
X i n X n r (1 cos(v i)) ;
Yi n Yn r sin(v i).
(3.2)
3. Теперь остаётся описать и добавить к предыдущим двум третий элемент профиля сд ранжированной переменной i:=0…m и векторами X,Y с суммой трёх индексов:
X i n g X n g 2 I ;
Yi n g Yn g 2 I tg ( ).
(3.3)
Заметим, что линейные дискреты ∆1, ∆2 профилей а-б и с-д, входящие в соотношения (3.1,3.3), вычисляются по очевидным из рис.3.17б формулам:
1 (h r ) / n ;
(3.4)
2 ((t f ) r sin( )) / m
(3.5)
В этих формулах: α- угол сопряжения профиля выкружки с профилем спинки (см.
рис.3.17б). Его величина находится численным решением трансцендентного уравнения
(3.6) процедурой root(f(α),α) системы Mathcad:
f (a) h (1 rв cos( )) tg ( )((t b) r (1 sin( ))) 0
(3.6)
Через угол α, легко находится и угловая дискрета ∆ν для дугового участка профиля
по формуле (3.7):
v (( / 4) ) / g
(3.7)
На рис.3.18 графикой Mathcad показан синтезированный профиль винтовой канавки сверла (а) и 3-д модель (б) для её предварительного анализа.
6
Y
4
2
0
5
10
X
F
а
б
Рис.3.18. Осевое сечение винтовой канавки шнекового сверла
(параметры: r=6,5мм.;h=5мм.;m=25;n=g=20; t=13мм. F=1мм. rв=1мм.)
74
Данный осевой профиль при многозначности представляющей его дискретной
функции Y=f(X) в точке X=0 нельзя интерполировать гладкими функциями, встроенными в систему Mathcad. Поэтому представляется целесообразным построить поперечный
профиль данной винтовой канавки в координатах: Yti = Yi×Cos(atan(Xi/P); Zti = Yi×Sin(Xi/P), который принимает вид с вертикальным участком, как на рис.3.19а. После
его поворота вокруг оси Xt, аппроксимации кубическими сплайнами и вписывания в
габаритную окружность сверла поперечный профиль стружечной канавки принимает
однозначный вид (рис.3.19б), удобный для степенной аппроксимации средствами
Mathcad.
а
б
Рис.3.19. Профили поперечного сечения винтовой канавки шнекового сверла
Трассировки на совмещённом графике (рис.3б) подтверждают «надёжную» работу
процедуры аппроксимации дискретной функции профиля (X-Y) кубическими сплайнами системы Mathcad:
s cspline( )
A(t1) interp(s t1).
3.4.2 Профилирование ПП дискового инструмента для шнекового сверла
В данном случае из-за сложности (мультиэлементности) профиля исходной поверхности целесообразным способом профилирования соответствующего ей инструмента следует признать численный способ на основе кругового отображения производящих
линий ВП в осевую плоскость инструмента. Подробно об этом изложено в п. 2.4.1; 2.4.2,
а геометро-аналитическая модель процесса профилирования остается прежней (см.
рис.2.10).
75
На рис.3.20 показан пример реализации алгоритма профилирования производящей
поверхности дискового инструмента для рассматриваемого сверла на параметрах наладки: А=10мм.; λ=630; Ls=-5мм.; Ψр=630. Показанный пример характеризует возможность
профилирования и не предполагает процедуры оптимизации параметров наладки станка.
Все подробности расчётов, дополнительные числовые и графические результаты
профилирования производящей поверхности дискового инструмента приведены в приложении №1 диссертации.
15
Rg1( i )
10
Rg1( 0 )
Rg1( m1 )
5
5
0
5
Zg1( i ) Zg1( 0 ) Zg1( m1 )
Рис.3.20. Геометрическая структура для профиля дискового инструмента и 3-д модель его производящей поверхности
Рисунок ясно свидетельствует о полном соответствии полученной производящей
поверхности инструмента исходной и отсутствие каких либо подрезов и гипертрофированных переходных кривых.
Полученных данных достаточно для проектирования дисковой фасонной фрезы,
изготовления контрольного профильного шаблона и профилирования круга для её радиального затылования.
3.5. Моделирование формообразования стружечной канавки шнекового сверла концевой
цилиндрической фрезой.
Винтовую поверхность шнека можно формировать не специальным инструментом в
специализированных условиях, а универсальной концевой фрезой с цилиндрической производящей поверхностью по схеме, показанной на рис.3.21.
76
Рис.3.21 Исходные данные к процессу формообразования шнека.
Процесс реализуется на предположении, по которому винтовая канавка (при
надлежащем выборе параметров процесса) будет состоять из эвольвентного геликоида
спинки и круговинтового геликоида передней поверхности с общим осевым профилем,
близким к показанному на рис.3.17б профилю «а-б». Допускается также и то, что винтовая канавка формируется режущими кромками торцевой плоскости фрезы и окружностью её сопряжения с периферийной цилиндрической поверхностью.
3.5.1 Модель процесса винтового формообразования концевой
цилиндрической фрезой.
Модель исследуемого винтового формообразования строится на двух ортогональных трёхмерных системах координат (рис.3.22а). Она несколько отличается от ранее
введённой в рассмотрение.
а – схема винтового движения
б-схема для описания инструмента
Рис.3.22. Координатные модели формообразования концевой фрезой
Система SΣ (XZ,YZ, ZΣ) условно считается неподвижной и она связывается со станком так, чтобы её ось ZΣ была перпендикулярной плоскости стола станка, а ось XΣ по
направлению совпадает с осью, обрабатываемой на станке заготовки.
77
Система S0 (X0,Y0, Z0) подвижная вспомогательная и при φ = 0 совпадает с системой SΣ (XZ,YZ, ZΣ). Система S1 (X1,Y1, Z1) представляет инструмент с осью Z1, расположенной на расстоянии a от оси детали под углом λ. Межосевое расстояние а, угол скрещивания λ рассматриваются как наладочные константы процесса и они используются
для его оптимизации.
Формообразующие элементы (окружности) концевой цилиндрической фрезы на
основании рис.3.22б описывается в системе S0 (X0,Y0, Z0) выражениями:
x0( i ) cos ( ) cos ( ) z sin( )
(3.8)
y0( i ) sin( ) a
(3.9)
i
i
z0( i ) cos ( ) sin( ) z cos ( ) b sin( )
i
n
(3.10)
В выражениях (3.8-3.10) кроме отмеченных символов обозначено: ρi-радиус i-ой
текущей окружности, представляющей производящие поверхности фрезы (торцевую
или периферийную); z-координата плоскости периферийной окружности; ν -угловой
параметр формообразующей окружности из диапазона [0,2π]; ρn-радиус окружности сопряжения торца фрезы с её периферией; b-радиус сердцевины шнекового сверла.
Выражения для координат (3.8-3.10) в системе обрабатываемого сверла SΣ (XZ,YZ,
ZΣ) на основании рис.2а будут такими:
X(i ) x0(i ) P
(3.11)
Y(i ) y0(i )cos ( ) z0(i )sin( )
(3.12)
Z(i ) y0(i ) sin( ) z0(i )cos ( )
(3.13)
Здесь: P-единичный шаг в относительном винтовом движении, φ-угол поворота в винтовом движении, υ- параметр i-ой окружности, представляющей производящую поверхность инструмента.
Полагая φ=0, на основе выражений (3.11-3.13) можно построить и проанализировать картину наладки процесса на момент начала винтового движения (рис.3.22*). Трассировками показано: торцевое сечение заготовки с окружностью сердцевины, торцевая
плоскость фрезы, представленная массивом концентрических окружностей и три её проекции, одна из которых (наклонная прямая) прямо указывает на профиль будущей спинки сверла.
78
15
Z ( i )
Z ( i )
10
10 5
Z1 ( )
10
0
10
5
10
Z2
10
Z4
Y( i )
Z3 ( )
0
10
20
5
20
10
0
10
20
X( i ) X2 X2
20
Y( i ) Y1( ) Y3( )
X( i )
Рис.3.22*. Реализация наладки фрезы относительно заготовки
С помощью двух ранжированных переменных (i,ν) формообразующие элементы
производящей поверхности фрезы «пропустим» через осевую плоскость заготовки YΣ=0
нижеследующим фрагментом программы:
0.1
i 1 n
i 1
i i
(2 ) (2 ) 2
i
y0( i ) sin( ) a
x0( i ) cos ( ) cos ( ) z sin( )
i
i
z0( i ) cos ( ) sin( ) z cos ( ) b sin( )
( i ) atan
i
n
( y0( i ) )
Условие пересечения траектории
z0(i )
и осевой плоскости
X(i ) x0(i ) P (i )
Y(i ) y0(i ) cos ( (i )) z0(i )sin( (i ))
Z(i ) y0(i )sin( (i )) z0(i )cos ( (i ))
Факт данной процедуры пересечения отражает рис.3.23а, на котором «жирная»
вертикаль представляет все точки пересечения формообразующих траекторий с осевой
плоскостью заготовки.
15
10
Z ( i )
Z ( i )
Z ( n )10
Z ( n )
Z2
Z1 ( )
Z3 ( )
10
5
0
5
10
Z4
5
0
10
10
0
10
X( i ) X( n ) X2 X2
Y( i ) Y( n ) Y1( ) Y3( )
а - поперечное сечение
б-осевое сечение
Рис.3.23 Схема формообразования винтовой канавки торцевой плоскостью фрезы
79
Картина формообразования осевого профиля винтовой канавки показана на
рис.3.23б, где вторая трассировка своей правой частью в границах образующих цилиндра заготовки и цилиндра сердцевины представляет упорную часть профиля канавки с
«поднутрением».
Вклад в процесс формообразования винтовой канавки приторцевой части наружной
цилиндрической поверхности фрезы исследуется вводом в рассмотрение ранжированной
переменной i и массива текущих координат [0≤zi ≤], что отражено в нижеследующем
фрагменте программы, массиве и графике (рис.3.24):
i 1 n
0.1
i 1
z i i
i
(2 ) (2 ) 2
0
z
0
0
1
2
2
3
Z ( 1 )
3
4
Z2
4
5
Z4
5
6
6
7
7
8
8
9
Z ( i )
20
10
0
20
10
0
10
20
X( i ) X( 1 ) X2 X2
Рис.3.24 Схема формообразования канавки цилиндрической частью фрезы
Для определённости приведём основные данные реализованного процесса формообразования: радиус сверла-10 мм.; радиус сердцевины-3 мм.; ход винтовой канавки-30
мм.; радиус фрезы-8 мм.; угол между осью фрезы и нормалью к плоскости стола фрезерного станка-32 градуса.
Межосевое расстояние (а) в пространстве наладки, как «актуальный» параметр,
влияющий на процесс формообразования, для демонстрации возможностей разработанной модели принимало несколько конкретных значений.
Результаты численного эксперимента по варьированию межосевого расстояния в
наладке показаны ниже на рис.3.25,3.26,3.27,3.28, и в приложении №9.
80
15
Z ( i )
Z ( i )
Z ( n )10
Z ( 1 )
Z2
Z2
0
10
Z4
5
Z4
20
10
0
10
5
0
5
5
0
5
10
X ( i ) X ( 1 ) X2 X2
X( i ) X( n ) X2 X2
а-торцевой плоскостью фрезы
б-наружной цилиндрической
Рис.3.25. Процесс формообразования на межосевом расстоянии а = 7мм.
15
Z ( i )
Z ( i )
Z ( n )10
Z ( 1 )
Z2
Z2
5
Z4
20
10
Z4
0
10
5
0
0
5
5
X ( i ) X ( n ) X2 X2
0
5
10
X ( i ) X ( 1 ) X2 X2
а-торцевой плоскостью фрезы
б-наружной цилиндрической
Рис.3.26. Процесс формообразования на межосевом расстоянии а = 3мм.
15
20
Z ( i )
Z ( i )
Z ( n )10
Z ( 1 )
Z2
Z2
Z4
5
0
10
Z4
5
0
5
10
X( i ) X( n ) X2 X2
а-торцевой плоскостью фрезы
0
0
10
X( i ) X( 1 ) X2 X2
б-наружной цилиндрической
Рис.3.27. Процесс формообразования на межосевом расстоянии а = 0 мм.
81
15
20
Z ( i )
Z ( i )
Z ( n )10
Z ( 1 )
Z2
Z2
Z4
5
10
Z4
0
0
0
10
X ( i ) X( n ) X2 X2
а-торцевой плоскостью фрезы
0
10
X ( i ) X( 1 ) X2 X2
б-наружной цилиндрической
Рис.3.28. Процесс формообразования на межосевом расстоянии а = -4 мм.
Показанное выше служит теоретической основой для интерактивного проектирования операции механической обработки винтового жёлоба шнекового сверла в условиях единичного и мелкосерийного производства.
3.6 Формообразование винтовых поверхностей на валках бесцентрово шлифовальных и
суперфинишных станков
Наибольшую важность и сложность при проектировании оснастки к бесцентровошлифовальным и суперфинишным станкам для конических тел качения представляют
задачи профилирования винтовых поверхностей (ВП) ведущего валка станка, ориентирующего и перемещающего заготовки в зоне обработки относительно «шлифующего»
круга (рис.3.29а).
Точным решением должен быть спрофилирован и абразивный круг резьбошлифовального станка (РШС), на котором окончательно обрабатываются или восстанавливаются после износа эти винтовые поверхности.
Рассмотрим обобщенную схему бесцентровой обработки «на проход» конического ролика. Модель процесса (рис.3.29б) строится на пространственных ортогональных
системах координат, актуальных параметрах наладки станков (v,h) и символах (Р,φ), отражающих относительное винтовое движение ролика и валка. Для определённости заметим, что при шлифовании ролик должен иметь общую касательную плоскость с «цилиндром» шлифовального круга и опорного ножа (используются углы α1 α2), а при суперфинише его «полярная» образующая должна быть только параллельной плоскости ос-
82
цилляции абразивных брусков (используется угол α2).
а
б
в
Рис.3.29. Схема обработки (а), модель (б) и параметры конического ролика (в).
Конический ролик в системе валка ориентируется линейными параметрами (v, h)
и двумя углами (α1,α2), которые рассчитываются по рекомендациям по наладке этих
станков [85].
3.6.1 Описание мульти элементного осевого профиля конического тела качения
Исходная поверхность конического тела качения в данной работе по сравнению с
известными [104] рассматривается более подробно с учётом сферичности торца и поверхности тора фаски на большем основании конуса. Описывается мульти элементный
осевой профиль (принятым в работе способом) на основе параметрических и дискретных функций и степенной интерполяции, что обеспечивает представление исходной поверхности тела качения с достаточной точностью конечными множествами поперечных
или осевых сечений.
На рис.3.30 показано описание профиля дискретной функцией (до аппроксимации) и дана наглядная имитация виртуальных дисков тела качения и её осевых плоскостей. Подробно о процедурах описания поверхности тела качения и основных константах процесса изложено в приложении №10 диссертации.
15
Y2
10
5
0
0
20
40
60
X2
Рис.3.30. Профиль ролика и его поперечные и осевые сечения
83
Численными исследованиями установлено, что данный осевой профиль целесообразно интерполировать не кубическими сплайнами, а линейной функцией, что способствует более «устойчивому» решению трансцендентного уравнения в процедурах отображения при поиске огибающих и «обволакивающих» профилей в контролируемых сечениях.
Аналитическая модель поверхности конического тела качения после линейной
интерполяции его осевого профиля функциями Mathcad:
t1 00.05 52
s cspline(X2Y2)
A(t1) linterp(X2Y2t1)
может быть описана в её же символах и процедурах, показанных ниже.
A ( t1) sin( )
f ( t1) A ( t1) cos ( )
t1
.
Здесь: υ-криволинейная координата поверхности, отражающая вращение вокруг
оси ролика образующей A(t1), где t1 –вторая криволинейная координата поверхности,
эквивалентная X2 (Рис.3.30).
Трёхмерная модель поверхности тела качения (с частичным вырезом для наглядности рис.3.31), в необходимой мере верифицирует принятый алгоритм описания сегментного профиля и исходной поверхности конического тела качения.
F
Рис.3.31. З-Д модель поверхности конического тела качения
3.6.2 Профилирование осевого сечения винтового жёлоба валка
бесцентрового станка.
В этом параграфе покажем эффективный алгоритм численного профилирования
жёлоба валка на основе принятого описания исходной поверхности тела качения и ко-
84
ординатной модели процесса формообразования (см. рис.2.10). Аналитическая модель
для винтового отображения поверхности ролика в осевое сечение валка с подробными
комментариями приведена в приложении №10 . Ниже следует листинг содержательного
фрагмента программного модуля с необходимыми пояснениями.
Выражения для отображения исходной поверхности тела качения в подвижную
систему координат X,Y,Z винтового формообразования или X1,Y1,Z1 (см. рис.3.29)
имеют вид:
X1(t1 ) t1cos () A(t1) sin()cos ( )
Y1(t1 ) t1sin() A(t1)cos ()cos ( ) H
Z1(t1 ) A(t1) sin( ) V
В данных выражениях учтены конкретные значения констант тела качения и параметры наладки супер финишного станка H=V=80 мм.
Выражения для отображения поверхности тела качения в осевую плоскость валка
в свою очередь будут такими:
X (t1 1 ) X1(t1 ) P 1 (t1 )
Y (t1 1 ) Y1(t1 )cos (1 (t1 )) Z1(t1 )sin(1 (t1 ))
Z (t1 1 ) Y1(t1 )sin(1 (t1 )) Z1(t1 )cos (1 (t1 ))
Здесь добавился единичный шаг винта Р = t/2π и независимый угол поворота в
винтовом движении φ. Заметим, что шаг t включает в себя высоту ролика и ширину толкающего гребня на валке.
Угол поворота φ1 подвижной системы координат X1,Y1,Z1 в винтовом движении,
соответствующий пересечению траектории i-ой точки поверхности тела качения с осевой плоскостью валка, находится по формуле при фиксированном значении параметра υ.
1 ( t1 ) atan
Z1( t1 )
Y1(t1 )
Следовательно, регулируя в алгоритме очерёдность циклов по параметрам υ и t1
можно отображать в контролируемое сечение валка либо виртуальные диски тела качения (υ), либо профили его осевого сечения (t1). Графика отображений при этом, существенно, различна рис. 3.32 и позволяет выбрать предпочтительный вариант для выделения профиля винтового жёлоба.
85
130
1 10
Y ( t1 )
120
Y ( i )
110
yn
1 05
yn
1 00
20
40
60
X ( t1 ) xn
100
90
0
20
40
60
X ( i ) xn
а
б
Рис.3.32 Винтовое отображение виртуальных дисков (а) и образующих профилей (б).
Вполне очевидно преимущество отображения образующих профилей исходной поверхности рис. 3.32 б, обеспечивающее более гладкий контур, обволакивающий графическую структуру отображения снизу.
110
105
yv 100
95
90
0
20
40
60
xv
F
Рис.3.33 Осевой профиль валка и его модель
По найденному профилю рис.3.33 проектируются плоские контрольные калибрыщаблоны, формируется информационная база для координатно измерительной машины
или строится 3-д модель валка с винтовым жёлобом.
3.6.3 Профилирование шлифовального круга для винтового жёлоба валка
Абразивный круг резьбо-шлифовального станка (РШС) в работе профилировался
86
дифференциальным методом по кинематическому условию Давыдова-Шишкова и методом кругового отображения образующих ВП валка на осевую плоскость шлифовального
круга.
Координатная модель и функция процесса винтового формообразования описаны
выше и подробно приведены в приложении №10. Там же приведены все необходимые
для реализации программы профилирования константы процесса и наладки. При этом
следует отметить важную подробность в наладке, связанную с углом скрещивания осей
валка и шлифовального круга, который, как показали численные эксперименты, может
быть принят нулю, что упрощает наладку РШС и правку круга. Обуславливает данное
обстоятельство сравнительно большой наружный диаметр валки (≈210 мм.)
Следы от кругового отображения образующих ВП на осевое сечение круга, его
профиль с координатами, найденными способами трассировки графика и растровых экстремумов, показаны на рис.3.34
Rk ( tv 1 )
220
220
210
210
rs
200
200
190
60 50 40 30 20 10 0
Zk ( tv 1 )
190
180
50 40 30 20 10 0
zs
6.6
7.2
7.6
8.3
9.4
xv
10.5
11.6
33.6
58.9
59.0
105
102.6
101.4
100.6
99.7
yv
99.65
99.8
101.45
103.35
105
Рис.3.34 К осевому профилю шлифовального круга.
Вполне ясно и то, что картина круговых проекций (отображения) образующих ВП
на осевое сечение шлифовального круга, при прочих равных условиях, меняется с изменением угла скрещивания осей изделия и инструмента (РСШ). Меняя угол скрещивания,
можно оптимизировать профиль осевого сечения круга и обеспечивать полную обработку исходной винтовой поверхности «без подрезов». За критерий оптимальности обычно
выбирают простоту и технологичность профиля, а также касание его со всеми линиями
круговых проекций (отображений) образующих ВП. Важно отметить, что интерактивность, а так же вычислительные и графические возможности Mathcad позволяют не прибегать к аналитическому описанию процедуры оптимизации и избежать трудностей в
87
обеспечении сходимости вычислительного процесса.
В процессе поиска оптимального угла скрещивания осей при профилировании
круга для «опорного» куска винтовой поверхности желоба с учетом весьма малого профильного угла ролика (1,50) он был принят равным нулю. Это существенно упростило
наладку РШС и линейчатую правку двух конусного шлифовального круга.
Толкающий «кусок» ВП валка шлифуется кругом (также с конической производящей поверхностью), найденной на угле скрещивания осей λ, равным углу подъёма
винтового «толкающего» гребня валка. Заметим, что конструктивные элемента шлифовального круга показаны в экспериментальной части диссертации.
3.6.4. Органические погрешности в профиле конического тела качения при
бесцентровой шлифовке цилиндрическим кругом.
При условии линейного контакта конической поверхности заготовки ролика с
наклонной плоскостью опорного ножа и с опорной винтовой поверхностью желоба, линейчатый контакт конической поверхности ролика с цилиндрической поверхностью
круга геометрически не возможен. Это приводит к неизбежному искажению конической
поверхности ролика и требует предварительной строгой количественной оценки.
Обратимся ещё раз к координатной модели бесцентрового шлифования ролика
«напроход» (см. рис. 3.29) и запишем в скалярной форме функцию формообразования:
X 1 ( X 0 cos Z 0 sin h ) cos ( Y0 V ) sin ;
Y1 ( X 0 cos Z 0 sin h ) sin ( Y0 V ) cos ;
Z1 X 0 sin Z 0 cos P .
В этих выражениях координаты поверхности ролика X0 Y0 Z0 были введены в рассмотрение ранее (см. рис. 3.29), а угол поворота α2 находится из условия линейного касания конического ролика с плоскостью ножа и касательной плоскости к цилиндрической поверхности шлифовального круга.
Теоретически точно боковую поверхность ролика
Р и её осевое сечение можно
найти на основе ортогональной проекции оси ролика на цилиндрическую поверхность
шлифовального круга с учетом всех параметров наладки станка. Данная проекция при
скрещивающихся осях ролика и круга является пространственной кривой а-б (характеристикой) и она состоит из точек, в которых нормали к цилиндрической поверхности
88
круга пересекают ось ролика (рис.11).
Рис.3.35 К расчету поверхности ролика.
Условие пересечения орт-нормали к поверхности ролика и оси цилиндрической
поверхности шлифовального круга в подобных случаях формулируется выражением с
определителем 3-го порядка [6]:
X xР
nX
lX
Y yР
nY
lY
Z zР
nZ 0
lZ
,
(3.14)
где: X Y Z -координаты точки на поверхности шлифовального круга; xp yp zp- координаты произвольной точки на оси ролика; lx ly lz- компоненты единичного вектора
оси ролика; nx ny nz- компоненты орт-нормали к поверхности круга n.
Перечисленные параметры определителя (3.14) находятся в общей для круга и
ролика системе координат (рис.3.35) по конкретной наладке БШС.
Выполненные по разработанным моделям и программам расчеты, часть результатов которых отражены на рис.3.36, показали, что при шлифовании конического ролика
шлифовальным кругом с диаметром Ø500 мм боковая поверхность ролика неизменно получается вогнутой с максимальным отклонением от прямолинейности (в тело) около 7
мкм.
Рис 3.36 Органические погрешности шлифования конических тел качения
Это обстоятельство, безусловно, мотивирует поиск технологических средств для
89
устранения органических отклонений на финишных операциях изготовления конических тел качения. На упомянутом выше совместном российско-американском предприятии по производству кассетных буксовых подшипников данная проблема снимается соответствующей правкой круга и профилирование винтового жёлоба с переменными
дифференциальными характеристиками. В настоящее время российская станкостроительная промышленность подходящих резьбо-шлифовальных станков не производит.
Перспективным направлением в устранении вогнутости образующей тела вращения конического ролика может быть повышение диспергирующей активности брусков
при суперфинише роликов. Величина съёма припуска при этом существенно увеличивается благодаря оптимизации зернистости брусков, их структуры и режима обработки,
что делает возможным получение необходимой макрогеометрии осевого сечения конического тела качения.
Высказанные положения относительно возможности существенной активации
брусковой обработки тел качения нашли подтверждение в ремонтном производстве буксовых подшипников на предприятии «РОСРЕМПОДШИПНИК» достигнутым съёмом
припуска 10-12 мкм при регламентированном качестве обработанной поверхности.
3.7 ВЫВОДЫ
1. Применительно к процессам формообразования дисковым инструментом обыкновенных ВП (в том числе с мультиэлементным профилем) решены прямая и
обратная задачи винтового формообразования на основе дискретного, параметрического и степенного описания исходного профиля. Искомый профиль находится по
дифференциальным характеристикам как огибающий и численно
предложенным инвариантным приёмом «растровых экстремумов», как обволакивающий.
2. Показаны неудобства и недостатки дифференциального способа решения задач
формообразования элементов винтового насоса и преимущества численного на
основе «растровых экстремумов».
3. Дано строгое аналитическое решение задачи профилирования дискового инструмента для формообразования желобов ШВП, образованных относительным
движением контактного шарика.
90
4. Получено решение задачи профилирования фасонного дискового инструмента
для формообразования винтовых канавок шнековых свёрл разработанным в работе численным приёмом.
5. Разработана компьютерная и графическая поддержка процесса формообразования канавки шнека стандартной концевой цилиндрической фрезой с оптимизацией без целевой функции.
6. Решена задача профилирования винтового жёлоба на опорно-транспортных валках бесцентровых шлифовальных и суперфинишных станках для конических
тел качения на основе трёх элементного описания исходного профиля.
7. Решена задача численного профилирования шлифовального круга резьбошлифовального станка для формообразования опорной и «толкающей» частей ВП
валка.
8. Показана возможность шлифования опорной части ВП валка на нулевом угле
скрещивания в наладке станка.
9. Строго численно исследованы «органические» погрешности при бесцентровом
шлифовании конических тел качения в виде не прямолинейности образующей
конического ролика.
91
4. ФОРМООБРАЗОВАНИЕ ФУНКЦИОНАЛЬНЫХ ПОВЕРХНОСТЕЙ ЭЛЕМЕНТОВ ШАРНИРОВ РАВНЫХ УГЛОВЫХ СКОРОСТЕЙ.
Для предварительной лезвийной и абразивной финишной обработки контактных
поверхностей ШРУС в массовом производстве используется специальное оборудование
с наладками [123,157] и схема формообразования концевым инструментом (рис.4.1).
Варианты наладок
Dr-главное движение; Ds1,2подачи; 1/z-деление
Схема
Базовая модель
формообразования
Рис.4.1. Геометрия формообразования корпуса ШРУС.
Строгому расчёту при подготовке данной операции подлежит профиль концевого
инструмента (фреза или шлифовальный круг), который при наладке инструмента под
углом к осевому сечению жёлоба не очевиден.
В диссертации даются решения традиционных задач профилирования производящей поверхности концевого инструмента по заданной поверхности желоба (прямая задача) и профилирования поверхности жёлоба заданным инструментом (обратная задача). Решаются сформулированные задачи дифференциально-численными приёмами,
рассмотренными выше для других процессов формообразования.
4.1 Координатная модель формообразования поверхностей элементов ШРУС
Координатная модель (рис.4.1), эквивалентная процессам формообразования желобов в корпусе (показано) и на обойме (не показано). Сразу заметим, что для геометрического описания процесса достаточно ввести в рассмотрение четыре правых ортогональных декартовых систем координат:
S1(X1Y1Z1)-для описания профиля жёлоба каноническим уравнением эллипса;
S2(X2Y2Z2)-вспомогательная система с началом в центре шарнира для описания поверхности жёлоба;
92
S3(X3Y3Z3)-условно неподвижная система, связанная с корпусом шарнира;
S4(X4Y4 Z4)-связана с концевым инструментом так, что ось Z4 совпадает с осью инструмента и составляет с осью Z3 угол наладки λ. Вторым наладочным параметром ε служит величина проекции начала системы S4 на ось Y3 неподвижной системы.
Модель формообразования жёлоба на обойме при внешнем касании концевого инструмента получается из рис.4.1 простой сменой знака перед угловым наладочным параметром λ и соответствующим выбором значения линейного наладочного параметра ε.
4.2 Профилирование ПП концевого инструмента дифференциальным методом
Для решения прямой задачи, прежде всего, необходимо отобразить в условно неподвижную систему S3 профиль жёлоба и орт-нормали к нему. Делается это с помощью
тривиальных векторно-матричных преобразований:
4
4
r3 (ci , ) M 32
M 21
r1 (ci );
3
3
N 3 (ci , ) M 32
M 21
N1 (ci ).
(4.1)
(4.2)
Здесь в самой общей форме обозначены: r3 (ci , ) – радиус-вектор текущий точки
на эллиптическом профиле жёлоба: N3 (ci , ) – орт-нормали к профилю: M 323 , M 213 ; - матрицы третьего M 324 , M 214 - матрицы четвёртого порядка для формализации «переходов» из
системы в систему модели.
В свою очередь проекции вектора r1 на оси системы S1 и орт-нормали N1 будут такими:
b 2 ci
где
a
2
(a 2 b 2 b 2 c )
i
r1 (ci ) ci i
j 0k ;
a 2
(4.3)
N1 (c) sinarctg ( ) i cosarctg ( ) j 0 k ;
(4.4)
(a 2 b 2 b 2 ci )
, а-малая полуось, в-большая полуось эллипса.
a2
Заметим так же, что выше приведённые соотношения, с учётом в них независимых
параметров ci, ϰ, представляют собой аналитические эквиваленты поверхности жёлоба и
поля нормалей к ней в условно неподвижной системе S3.
Ось концевого инструмента представим в модели единичным вектором I проходящим согласно наладки через точку О4. Запишем на основании рис.4.1 компоненты этого
93
вектора в неподвижной системе:
I 0 i sin( ) j cos( ) k .
(4.5)
Характеристику контакта искомой производящей поверхности концевого инструмента с поверхностью жёлоба найдём сначала из условия ортогонального проектирования оси инструмента на поверхность жёлоба [81]. Формально это условие выражается,
как принято в работе, равенством нулю определителя третьего порядка (4.6):
X3
f ( c, ) 0
N1x
Y3
sin( )
N1 y cos( )
Z3
cos( ) 0.
N1 y sin( )
(4.6)
Решая численно с учётом (4.1) трансцендентное уравнение (4.6) относительно κ, по
выражениям:
X 4 ci ;
Y4 (Y1 R) cos( ) cos( ) (Y1 R) sin( ) sin( ) cos( );
Z 4 (Y1 R) cos( ) sin( ) (Y1 R) sin( ) cos( ) sin( );
(4.7)
определяем проекции характеристики на оси системы инструмента S4.
Для элементов ШРУС (45.1121-05-01-00-00) автомобиля УАЗ, взятого для примера
(с параметрами жёлоба: а=9.327мм; в=9.726мм; R=50мм), проекции найденной характеристики контакта ПП с исходной контактной поверхностью корпуса показаны на
(рис.4.2).
6
4
Y4i
Y4i
2
4
6
8
10
X4 i
2
2
0
6
4
15 10 5
4
2
0
5
15
10
Z4 i
X4 i
5
0
Z4 i
Рис.4.2. Проекции характеристики в контакте инструмент-жёлоб корпуса.
Для обоймы проекции характеристики показаны на рис.4.3
10
8
6
X4 i
4
2
6
Y4i
4
Y4i
2
0 2
4
6
X4 i
8
10
4
2
0
2
4
Z4 i
6
8
0 2 4 6
8
Z4 i
Рис.4.3. Проекции характеристики в контакте инструмент-жёлоб обоймы
5
94
Определив характеристику и придав ей вращательное движение вокруг оси концевого инструмента, находим с учётом выражений (4.7) осевое сечение его ПП по формулам:
Zп Z4;
Rп ( X 4 ) 2 (Y4 ) 2 .
(4.8)
Для корпуса ШРУС осевой профиль инструмента, массивы для его построения и
трёхмерная модель производящей поверхности показаны на рис.4.4.
t
10
RIi
8
6
4
A ( t)
8
-9.997
1.283
6
-8.997
2.322
4
-7.997
3.269
2
-6.997
4.128
...
...
2
0
2
Z4 i
F
Рис.4.4. Представление ПП инструмента для корпуса ШРУС.
Для обоймы ШРУС осевой профиль инструмента, массивы для его построения и
трёхмерная модель производящей поверхности показаны на рис 4.5.
t
10
RIi
A ( t)
8
0.046
1.005
6
1.046
4.298
4
2.046
5.788
2
3.046
6.825
...
...
0 2
4
6
8
10
Z4 i
Рис.4.5 Представление ПП инструмента для обоймы ШРУС.
Полные листинги программ с исходными данными, комментариями и параметрами
наладки рассмотренных процессов дифференциального профилирования приведены в
приложениях №11, 12, 13,14.
4.3 Профилирование ПП концевого инструмента численным методом
Решение прямой задачи в рассматриваемом процессе формообразования дублиру-
95
ется сугубо численно круговым отображением «каркасных» линий жёлоба на осевое сечение инструмента. Это весьма плодотворный приём, позволяющий исключить возможную формальность (неоднозначность) решения прямой задачи по дифференциальным
характеристикам исходной поверхности. Говоря другими словами, дифференциальный
метод не распознаёт возможность кромочного профилирования ПП при плохо выбранных или назначенных параметрах наладки. Без нарушения общности рассмотрим численное профилирование инструмента только для корпуса ШРУС.
В векторной форме отображение исходного профиля жёлоба в осевое сечение ПП
инструмента представляется той же векторно-матричной конструкцией (4.9), а в скалярной и символах Mathcad отображение выглядит как на нижеследующем листинге.
Y3( i ) R Y0 cos ( )
Z3( i ) R Y0 sin( )
i
i
X4( i ) C
i
Y4(i ) Y3(i )cos () Z3(i )sin() cos ()
Z4(i ) (Y3(i )sin()) (Z3(i )cos () sin())
(4.9)
2
RR( i ) ( X4( i ) ) Y4( i )
2
Листинг №4.1
Реализация профилирования ПП круговым отображением каркасных линий жёлоба
в систему концевого инструмента представлена на рис.4.6 графикой Mathcad с четырьмя трассировками: RR(I,k)-Z4(I,k); RR(8,k)-Z4(8,k); RR(n,k)-Z4(n,k); R2-Z2.
15
RR( i )
RR( 1 )10
RR( n )
R2
5
0
15
10
5
0
5
10
Z4 ( i ) Z4 ( 1 ) Z4 ( n ) Z2
а
б
Рис.4.6. Профилирование ПП круговым отображением тестирование алгоритма.
Первая трассировка RR(I,k)-Z4(I,k) на графике рис 4.6.а представляет дискретное
отображение каркасных круговых направляющих исходной поверхности на осевое сечение ПП. Вторая трассировка RR(1,k)-Z4(1,k) представляет отображение «полярной» круговой направляющей исходной поверхности жёлоба. Третья трассировка RR(n,k)-Z4(n,k)
представляет отображение кромочной линии пересечения поверхности жёлоба с поверхностью сферы корпуса. Четвёртая трассировка R2-Z2 представляет осевое сечение
96
ПП найденное дифференциальным способом.
Важно отметить, что рис 4.6.б тестирует алгоритм и программу профилирования
ПП, показывая картину отображения на угловом параметре наладки λ=π/2. При этом ось
концевого инструмента как бы виртуально совмещается с осевым сечением корпуса и
профиль ПП становится идентичным исходному эллиптичному профилю жёлоба, как
это явственно показывает данный рисунок.
Отметим так же ещё одно важное обстоятельство, что по положению кромочной
линии на графике (рис.4.6б) определяется правая граница профиля производящей поверхности инструмента (Z4=2.6мм), а по положению полярной линии его левая граница
(Z4= - 6.5мм), что необходимо для конструктивного оформления рабочей части концевого инструмента.
4.4 Решение обратной задачи формообразования поверхностей ШРУС
Решение обратной задачи это по сути отображение ПП концевого инструмента рис.
4.5 в поперечное сечение сферы ШРУС, т.е. в плоскость Z3=0 корпуса ШРУС. Для этого
ПП инструмента представляется конечным множеством виртуальных поперечных дисков нулевой толщины, которые и отображаются на эту плоскость круговым формообразующим движением вокруг оси X3 системы корпуса (или обоймы) ШРУС.
Главная часть аналитической конструкции этого отображения показана во фрагменте листинга №4.2 программы, приведённой полностью в приложении №12
n 9
Число виртуальных дисков
i 1 n
Перебор дисков
0.250.2 0.25
RIi sin ( ) sin ( ) Z4i cos ( )
RIi sin ( ) cos ( ) Z4i sin ( )
( i ) atan
Условие отображения в
плоскость Z3=0
S1( i ) RI sin( ) cos ( ) Z4 sin( )
X(i ) X(i )
i
i
i
Y(i ) S1(i )cos ( (i )) S2(i )sin( (i ))
S2( i ) RI sin( ) sin( ) Z4 cos ( )
X( i ) RI cos ( )
i
i
Листинг №4.2
График отображения ПП инструмента в контролируемое сечение корпуса ШРУС
показано на рис.4.7а двумя трассировками, одна из которых YP-CP представляет исходный профиль контактной поверхности жёлоба ШРУС.
На рис.4.7б показана картина формообразования поверхности жёлоба при угловой
ориентации оси инструмента в схеме наладке λ=π/2.
97
60
60
Y( i )
Y( i )
YP
YP
50
10
5
40
50
0
5
10
X( i ) CP
а
10
5
40
0
5
10
X( i ) CP
б
Рис.4.7. Графики решения обратной задачи и тестирования.
Решение обратной задачи и представление результатов в виде графиков рис. 4.7 даёт
возможность строго численно выявить малозаметные недостатки дифференциального метода решения, которые заметны в полярной области графика рис.4.7 б незначительным
несовпадением исходного профиля и обволакивающего профиля для геометрической
структуры отображения. В каждом конкретном случае этот интерактивный процесс легко
регулируется соответствующими изменениями значений линейного и углового параметров наладки.
Строго численно решается и вопрос «среза» ПП на её торцевой части для того,
чтобы инструмент не работал на сверхнизких скоростях в окрестностях оси вращения.
Решение находится путём сравнения полярной кривизны профиля жёлоба и ПП концевого инструмента. Алгоритм и программа данной процедуры подробно изложены в приложении №12.
4.5 Правка концевого инструмента «втулочным» вращающимся инструментом.
Варьируя наладочными параметрами κ, λ, можно изменять форму ПП концевого
инструмента, добиваясь того чтобы в каком то её сечении получалась близкая к окружности кривая. Это создаёт предпосылки для «правки» концевого абразивного инструмента по технологически простой дуге окружности. В качестве инструмента для правки
можно будет использовать вращающуюся втулку с алмазной кромкой на пересечении
торца втулки с отверстием найденного диаметра.
Для определения диаметра отверстия введём в рассмотрение расчётную схему
98
рис.4.8 добавляющую к базовой модели формообразования ШРУС (см. рис.4.1.) ещё одну систему ортогональных координат S5(X5 Y5 Z5), отличающуюся от S4 поворотом вокруг оси Y4 на угол ζ.
Рис.4.8. Схема правки концевого инструмента по дуге окружности.
Квазиокружность для правки будем искать в некотором косом сечении ПП рис.4.8,
ориентированном независимыми параметрами: угловым-ζ и линейным-Ср. Плоское сечение для правки проходит параллельно оси Y4 на расстоянии Ср от начала системы S4 и
описывается уравнением:
𝑋4 ∙ cos 𝜆 − 𝑍4 cos 𝜆 − 𝐶𝑝 = 0,
(4.10)
в котором выражения для цилиндрических координат точек производящей поверхности
концевого инструмента в свою очередь имеют вид:
𝑋4 = 𝑅𝑖 ∙ cos 𝜇 ;
𝑌4 = 𝑅𝑖 ∙ cos 𝜇 ;
(4.11)
𝑍4 = 𝑍𝑖 .
Решая совместно уравнения (4.10) и (4.11), получим соотношение для параметра μ,
который будет соответствовать общей точке для ПП инструмента и плоскости предполагаемой правки. Оно будет таким:
𝜇 = cos −1 ((С𝑃 + 𝑍4 ∙ sin 𝜁 ) ∕ ((𝑅𝑖 ) ⋅ cos 𝜁))
С найденным параметром μ входим в выражении ( X4 Y4) и после этого находим
координаты искомой «квазиокружности» в системе S5(X5 Y5 Z5) по формулам:
𝑌5 = 𝑌4 ;
𝑍5 = 𝑋4 ∙ sin 𝜁 + 𝑍4 ∙ cos 𝜁.
Для рассматриваемого примера представление ПП в плоскости правки выгладит
рис 4.9. следующим образом:
99
0.952
2.146
3.276
4.372
Y5 5.424
6.419
7.337
8.153
8.827
10
8
6
Y5
4
2
8
6 4
2
0
2
Z5
7.849
7.31
6.627
5.8
Z5 4.826
3.693
2.371
0.767
1.573
8
6
X5 4
2
0
8 6 4 2
0
2
Z5
Рис.4.9. Графическое и численное представление сечения ПП в плоскости правки.
Заменим полученную плоскую кривую сечения дугой окружности, используя метод Гаусса и алгоритм (см. раздел 2 и приложение №11). В результате находим радиус
заменяющей окружности (ro = 13.031мм.), координаты её центра (xo = -3.907мм.; yo =
4.244мм.), показанные на рис. 4.10 вместе с графиком вполне приемлемых уклонений
заменяющей окружности от заменяемой кривой.
20
0.0 1
10
y5( )
i
Y5
x0
10
0
10
10
20
0.0 1 0
2
4
6
8
10
0.0 3
20
i
z5 ( ) Z5 y0
Рис.4.10. Замена кривой сечения ПП дугой окружности и график уклонений
4.6 ВЫВОДЫ по четвёртому разделу
1.
Разработаны координатная и аналитическая модели для решения прямой и обрат-
ной задач формообразования применительно к незамкнутым квазиторовым поверхностям элементов ШРУС фасонным концевым инструментом при «косой» наладке.
2.
Решение найдено с практической точностью в дифференциальной форме и чис-
ленной с использованием процедур Mathcad по аппроксимации дискретных функций,
трассировке графиков и различных приёмов отображения исходной поверхности в контролируемое сечение инструмента или заготовки.
3.
Показана критичность дифференциального решения задач формообразования
100
ввиду получения «ложных» решений.
4.
Численно исследовано влияние параметров наладки процессов на геометрию про-
изводящей поверхности концевого инструмента в его торцевой части и показано как
профилировать инструмент с исключением его контакта в приосевой области на критичных для шлифования скоростях резания.
5.
Дано строгое решения задачи правки абразивного инструмента по дуге окружно-
сти с практической точностью, что открывает путь к ремонту изношенного элемента с
использованием простейшей операции и приспособления.
6.
Программы аналитического и численного моделирования процессов формообра-
зования протестированы компьютерным моделированием.
101
5. РАДИАЛЬНОЕ ЗАТЫЛОВАНИЕ ДИСКОВОЙ ФАСОННОЙ ФРЕЗЫ
БЕЗ ИНТЕРФЕРЕНЦИИ.
При подготовке данной операции приходится решать две противоречивые задачи:
максимально увеличивать активную часть зуба фрезы и повышать режущие свойства
шлифовального круга [78,139,148]. Вполне очевидно, что численное значение данных
критериев при прочих равных условиях зависят от диаметра шлифовального круга, точное определение которого возможно только на основе строгих расчётов.
Пренебрежение этим обстоятельством вполне может привести к несанкционированным столкновениям (интерференция) шлифовального круга с зубом, следующим за
затылуемым или к сокращению шлифованного участка на задней поверхности зуба.
Кроме того, если следовать методу проб и ошибок или приближённым графическим построениям, значительно повышается трудоёмкость подготовки данной операции при
снижении её точности.
Ниже будет показано одно из строгих решений этих задач, полученных в данной
диссертации на основе авторских подходов и приёмов.
5.1 Численное профилирование шлифовального круга для затылования
Предлагаются алгоритмы профилирования шлифовального круга для фасонного
радиального затылования прецизионных фрез. Учитываются и развиваются известные
подходы и дискуссии по данному вопросу [52,71] и впервые строго численно исключается возможное несанкционированное столкновение круга с соседним зубом.
(а)
(б)
(в)
Рис.5.1 Модели ПП (а.б) и схемы радиального затылования (в).
Производящую поверхность (ПП) фрезы (рис.5.1а, б) с достаточной для практики
102
точностью представим: табличной функцией Ri=R(Xi), независимой переменной ξ и параметрическими выражениями в системе XYZ (рис. 1а), ось X которой совпадает с ось фрезы:
X X ;
i
Y R cos ;
i
Z R sin .
i
(5.1)
В общем случае, когда заданный передний угол на вершинной кромке зуба фрезы γ
≠0 , а уравнение передней грани имеет вид:
Y
Z
1,
Rf
R f tg
(5.2)
выражение для независимой переменной ζ, соответствующей контролируемой точке на
режущей кромке, будет таким:
arcsin(
R f tg
Ri
).
(5.3)
Построим модель радиального затылования (рис.5.1в). Для этого совместим систему X,Y,Z с условно неподвижной XΣ,YΣ,ZΣ. Именно в этой системе шлифовальный круг с
неизменно связанной с ним системой X к,Yк, Zк и совершает движения затылования, поворачиваясь при этом на угол ψ вокруг оси XΣ и двигаясь к центру фрезы с постоянной
линейной скоростью. Отметим для определённости, что когда угол поворота Ψ = 0, оси
этих двух систем совпадают, т.е. Y k=Y и Z k=Z. Перепишем выражения (5.1) в систему
шлифовального круга Xк Yк Zк, принимая во внимание, что А (ψ) –переменное (текущее)
расстояние между осями фрезы и круга в процессе затылования. Получим вполне очевидные выражения:
Xk X;
Yk Y cos Z sin A ;
Z k Y sin Z cos .
(5.4)
Межосевое расстояние А(ψ) зависит от исходного межосевого расстояния А0, определяемого, в первом приближении, с учетом наружного радиуса фрезы Rf, высоты затылуемого зуба h и наружного радиуса шлифовального круга Rn, а также параметра радиального затылования, определяемого с учетом заднего угла на вершине зуба αв (см.
рис.5.1в). Формула для текущего межосевого расстояния А(ψ) имеет вид:
103
A( ) (R f Rn cos( )) 2 (rn sin( )) 2 R f tg ( ) .
(5.5)
В моделировании используется текущее по ψ расстояние Ri(ψ) в системе Xк,Yк,Zк от
оси шлифовального круга Ок до рассматриваемой точки на кромке, формулу для которого запишем в виде квадратичного выражения:
Ri( ) (Z k ( ) ) 2 (Yk ( ) ) 2 ,
(5.6)
Координаты Zk(Ψ) и Yk(Ψ) рассматриваемой точки на кромке в этой формуле, в свою
очередь, находятся по приведенным выше выражениям (5.4).
Если рассматривать «затылуемую» режущую кромку формально активной по отношению к шлифовальному кругу, т.е. способной как бы диспергировать (виртуально разрушать) его структуру, то они войдут в «характеристическое» взаимодействие в тот момент, когда расстояние от рассматриваемой точки режущей кромки до оси шлифовального круга будет минимальным. То есть, режущая кромка фрезы принимается как бы за
формообразующую кривую искомой поверхности шлифовального круга (характеристику).
Фиксируется момент «характеристического» взаимодействия, с наперед заданной
точностью, процедурой минимизации функции (5.6) на отрезке [ψ1 ≤ ψ ≤ ψ2]. Этот отрезок должен быть достаточным для затылования зуба. В алгоритме профилирования это
легко регулируется величинами и знаками границ отрезка: ψ1,ψ2 и подтверждается предварительной графической интерпретацией минимизируемой функции (5.6) на этом отрезке.
Необходимо отметить, что формально, в описываемых обстоятельствах, теоретически точной фреза при её эксплуатации может быть только в период работы до первой её
переточки по передней поверхности.
Рассмотрим реализацию рассматриваемого алгоритма профилирования для ситуации радиального затылования дисковой фрезы с производящей поверхностью, соответствующей сверлу с расширенной стружечной канавкой и мультиэлементным поперечным профилем (рис.5.2). Профилирование данной производящей поверхности рассмотрено в разделе 3 диссертации и приложении №15.
104
Рис.5.2. Фреза и обрабатываемое сверло с мультиэлементным профилем.
Профиль производящей поверхности дисковой фасонной фрезы представлен на
рис5.3. табличной функцией (частично) и сплайн-функцией A(t) в системе координат с
равными масштабами по осям Ri, Zi.
t
-7.5
-6.5
-5.5
30
A ( t)
23.243
A( t )
23.314
Ri
23.147
-4.5
22.938
-3.5
22.872
...
...
27.5
25
22.5
20
7.5 5 2.5 0
2.5
5
7.5
t Zi
Рис.5.3. Профиль ПП фрезы в численной и графической форме
На рис.5.4 приведен график изменения функции (5.6) на отрезке [-0,6 ≤ψ ≤ 0,6] для
конкретной точки профиля с координатами (X5=10 мм R5=35 мм). Функция унимодальна
с четким минимумом на локальном отрезке[-0,2 ≤ψ ≤ 0,2]. Текущее расстояние от рассматриваемой точки режущей кромки до оси шлифовального круга на графике обозначен идентификатором программы Mathcad 14 - Rkm (M), с полным сохранением смысла
выражения (5.6).
50
Rkm( )45
40
35
0.6 0.4 0.2
0
0.2
0.4
0.6
( )
Рис.5.4. График изменения расстояния от оси круга до точки на кромке.
Возможности Mathcad 14 позволяют легко находить профиль ПП круга по диффе-
105
ренциально-численному алгоритму.
Важной частью численного алгоритма является использование функции rsort(Rk,i)
сортировки столбцов матрицы Rk(i,M) в порядке возрастания элементов её строк (поперечных сечений шлифовального круга) при подстановке в качестве значений столбцов
этой матрицы величин Ri(ψ). Точность вычислений в данном случае легко регулируется
предварительно заданной дискретой угла поворота в движении затылования ∆Ψ(м) и
вместимостью сортируемой матрицы.
Если же точности вычислений при дискретном описании недостаточно, то можно
прибегнуть к аппроксимации дискретных функций Ri(ψ) (одна изображена на рис.5.5)
кубическими сплайнами A(t), где t –идентификатор угла поворота в относительном движении затылования Ψ(М), с составлением дифференциального уравнения процедурами
системы Mathcad:
d
A(t ) 0.
dt
(5.7)
Решается уравнение относительно искомого угла поворота t встроенной функцией
вида:
d
tk root A(t ),t,1.0,1.0 .
dt
(5.8)
Визуализация сплайн-функции текущего расстояния от оси круга до точки и
производной этой функции на отрезке изменения угла поворота при затылования [ 1 ≤ t ≤ 1] (рис.5.5) средствами Mathcad показывает отсутствие локальных экстремумов
и ложных решений.
Рис.5.5. К поиску минимального расстояния от кромки до оси круга.
Искомый профиль шлифовального круга для затылования всего режущего периметра зуба и часть массивов в идентификаторах A(t) и t значений координат точек профиля для его правки показаны на рис.5.6.
106
A( t)
t
30
-13
24.155
-12
24.219
-11
24.32
-10
24.428
...
...
28
A( t )
26
R1
24
22
20
13 6.75 0.5
t z1
5.75
12
F
Рис.5.6 Профиль ПП шлифовального круга и её трёхмерная модель.
По профилю рис.5.6 настраивается система правки круга и изготавливается контрольный шаблон. Кроме того, сравнение массивов координат точек профилей (исходного и искомого) для последовательно выполняемых расчетов при различных значениях
параметров инструмента, в первую очередь γ и α, позволяет проектировщику априорно
оценивать их меру влияния на геометрию осевого сечения шлифовального круга.
5.2 Аналитическое профилирование шлифовального круга для затылования
и исследование методических погрешностей
В планы диссертации по исследованию процессов формообразования затылованием
входило сравнение двух подходов к профилированию шлифовального круга для получения режущих кромок, расположенных на исходной производящей поверхности. Один
подход (численный) исследован выше (п.4.1) и на него в приоритетном смысле претендует Н.В. Колесов [71], суть второго (как аналитического) в полемической форме изложена в работе [52], и предполагает следующий алгоритм решения (подробно в приложении №16).
1.
Производящая поверхность фасонной фрезы описывается дифференцируемой
сплайн-функцией A(t), как на рис.5.6 и на ней находится режущая кромка с учётом позитивного переднего угла γ (выражение 5.2), ориентирующего плоскую переднюю грань.
2.
Имея орт-нормаль (n) к передней грани зуба фрезы и касательную (δ=dA(t)/dt) к
профилю осевого сечения ПП фрезы, находим касательную к режущей кромке зуба по
векторному произведению τ=|n×δ|.
3.
Согласно схеме относительного движения при затыловании (см. рис. 5.1.) и при-
нятых констант процесса описываем режущей кромкой затылованную заднюю поверхность и находим компоненты вектора нормали к ней по векторному выражению nΣ =
|τ×v|, где v-вектор относительной скорости при затыловании, определяемый сложением
107
скорости вращательного движения вокруг оси XΣ с угловой скоростью ω = dψ/dt и поступательного перемещение круга от периферии фрезы к центру со скоростью v = pp·ω,
где pp-параметр радиального затылования, тривиально определяемый величиной заднего
угла αв на вершинном радиусе фрезы Rf.
Отразим ось шлифовального круга в схеме затылования единичным вектором lк и
4.
опять воспользуемся известным условием, по которому затылуемая поверхность зуба
будет контактировать с искомой поверхностью шлифовального круга. Характеристика
контакта есть геометрическое место точек на затылуемой поверхности в которых
нормали к ней пересекают ось круга. Как было показано ранее, формализуется это условие трансцендентным уравнением относительно независимого переменного ψ (см. определитель из предыдущего параграфа).
Искомый радиус шлифовального круга ρ = Yk2+Zk2, где Yk, Zk-координаты соглас-
5.
но выражений (5.4).
Исследование численного и дифференциального алгоритмов профилирования шлифовального круга для их сравнения с практической точностью производилась на примере
фасонной фрезы для предварительного фрезерования квазиторовых поверхностей на
обойме ШРУСа.
Модель синтезированной исходной производящей поверхности фрезы для фрезерования контактных поверхностей ШРУС-а и координаты её осевого профиля показаны на
рис. 5.7.
t
F
A ( t)
-10
25
-9
29.322
-8
30.992
-7
32.143
-6
33.001
...
...
Рис.5.7 Модель производящей поверхности фрезы для обоймы ШРУС.
Производящая поверхность круга для радиального затылования данной фрезы, синтезированная исследуемыми способами (см. приложение №16), показана на Рис.5.8 а. На
рис. 5.8 б. приведён график методических отклонений δi = ρ1-ρ2 в семи точках i режущего периметра фрезы, который убедительно доказывает практическую эквивалентность численного и дифференциального алгоритмов профилирования.
108
4
210
0
2
4
6
4
210
i
F
а
б
Рис.5.8. Производящая поверхность круга (а) и график отклонений (б).
Эти исследования снимают остроту дискуссии в научном споре авторов работ
[52,71] и подчёркивают их взаимную правоту.
5.3 Численное моделирование интерференции при радиальном затыловании.
Исследовать возможность нежелательного столкновения шлифовального круга с
соседним зубом можно приближённо графически или численно [139]. Ниже показано
ещё одно строгое решение этой задачи.
Без потери точности, исследовать возможность интерференции двух тел вращения
можно, рассматривая только две окружности, одна из которых будет представлять фрезу
наружного радиуса Rf (см. рис.1в)., а вторая шлифовальный круг радиуса Rk. что позволяет
свести задачу к плоской без ущерба для точности ее решения.
Наряду с искомым радиусом круга параметрами, определяющими геометрическую
ситуацию при затыловании, являются зубцовый шаг фрезы tz=2π Rf / z и соответствующий ему центральный угол ε=2π/z.
Параметрические уравнения окружности наружного радиуса фрезы Rf запишем в
виде столбцевой матрицы с параметрическими элементами:
X
R f sin f
R2 Y R f cos f
1
(5.9)
1
Символом ϑf в выражениях (5.9) обозначен угловой параметр окружности фрезы,
отсчитываемый от оси YΣ, в положительном направлении, совпадающим с вращением
часовой стрелки.
Окружность диаметра шлифовального круга Rk, профилирующего вершинную кром-
109
ку фрезы, аналогичным образом описывается в системе Sk столбцевой матрицей с параметром окружности ϑк:
Rk sin k
Xk
Rk Yk
Rk cos k
1
(5.10)
1
Аналитическим эквивалентом столкновения круга с фрезой в точке M при затыловании является совместность уравнений окружности фрезы (5.9) и уравнений окружности круга (5.10), записанных в общей для них системе координат (XΣ YΣ ZΣ) c учётом относительного движения при затыловании.
Этот эквивалент столкновения можно записать в виде системы из двух трансцендентных уравнений относительно неизвестных Rk и ϑк
f1 ( Rk , k ) R f sin k R k sin(k ) A() sin( ) 0
f 2 ( Rk , k ) R f cos f Rk cos(k ) A() cos( ) 0
(5.11)
Rk sin( B )
.
где Δ - постоянный угол затылования,
R
R
cos(
)
k
B
f
Задаваясь углом Ψ, который определяет величину ‘обязательного’ абразивного затылования и запас на переточку, а также принимая во внимание, что вершина следующего зуба, с которой наиболее вероятна интерференция, имеет полярные координаты
(Rf , ε=2π/z), искомый радиус круга Rk находим, решая систему уравнений (5.11).
Если исключить из системы (5.11) независимую переменную ϑк, то искомый радиус
может быть найден из одного трансцендентного уравнения f(Rk) = 0 после его графического анализа на наличие такого корня и определения нулевого приближения, показанного на рис. 5.9.
5
0
5
10
f ( Rk)
20
40
60
Rk
Рис.5.9 Графический анализ трансцендентного уравнения.
В рассмотренном примере это уравнение решается численно с нулевого приближения Rk = 30 вычислительным блоком Given/Find пограммы Mathcad с результатом
Find (Rk) = 23.745. Более подробное изложение материала по исследованию возможной
110
интерференции и её исключении дано в приложении №17, а наладка токарнозатыловочного станка фирмы Module модели DH 160/400 для затылования фрезы будет
показана в разделе экспериментальных исследований.
5.4 ВЫВОДЫ по пятому разделу
1.
Разработаны модели, алгоритмы и программы для радиального затылования шли-
фовальным кругом прецизионной фасонной дисковой фрезы с позитивным передним
углом дифференциальным и численным способами.
2.
Численными экспериментами доказана практическая эквивалентность способов
профилирования круга «по кромке» и по характеристике контакта искомой поверхности
круга с задней поверхностью, описанной в движении затылования исходной режущей
кромкой.
3.
Теоретически точно решена задача выбора диаметра шлифовального круга по
условию исключения интерференции с соседним зубом или обеспечения необходимого
запаса на переточку зубьев фрезы в пределах прошлифованной области.
4.
Создана информационная база для проектирования прецизионных фасонных
фрез, обрабатывающих функциональные контактные поверхности обоймы ШРУС на
горизонтально-фрезерных станках специального оснащения и наладки.
5.
По разработанной методике можно профилировать круги для затылования фасон-
ных фрез, обрабатывающих элементы винтового насоса с циклоидальным зацеплением.
111
6. ФОРМООБРАЗОВАНИЕ ВАЛКОВ БЕСЦЕНТРОВЫХ СТАНКОВ ДЛЯ
ТЕЛ КАЧЕНИЯ С ПЕРЕМЕННОЙ КРИВИЗНОЙ ОСЕВОГО СЕЧЕНИЯ
6.1 Предварительные рассуждения
Обратимся к важному вопросу формирования «оливажного» осевого профиля цилиндрических тел качения подшипников на операции бесцентрового брускового суперфиниширования.
Актуальность этого вопроса возрастает, если суперфиниширование выходит за
рамки традиционных технологических условий и рассматривается как активная формообразующая операция на макроуровне. Примеры такого развития суперфинишной операции в настоящее время объективно зафиксированы на одном из высокотехнологичных
саратовских предприятий при восстановлении буксовых подшипников с использованием вторичных заготовок из изношенных роликов. При этом заготовки поступают на суперфиниширование с дефектами и износом, что предполагает весьма ощутимый для суперфиниширования съём припуска (10-15 мкм на сторону).
Вполне понятно и то, что в данном случае должна быть полная ясность в осознании
механизма формообразования обработанной поверхности и в формообразующих движениях станка. По этому вопросу известные суждения различных авторов [4,5,35,36] сходны лишь в одном – осевой профиль ролика формируется траекторией его движения на
опорно-транспортных валках суперфинишного станка. В этих целях траектория проектируется плоско-выпуклой (в том числе с несколькими экстремумами) к абразивным
брускам с кривизной, согласованной с кривизной ролика. Важно отметить точку зрения
на роль осцилляции брусков в процессе формообразования. На процесс формообразования продольного профиля ролика, как показали исследования, осцилляция заметного
влияния не оказывает особенно на субмикроскопическом уровне.
Если кривизна ролика постоянная, то траектория представляется куском соответствующей окружности и дальнейшие рассуждения и действия становятся вполне логичными и понятными.
6.2 Описание профиля тела качения с переменной кривизной и исследование
его дифференциальных характеристик
112
Обсудим другой - более общий случай, когда осевое сечение тела качения представляется кривой с переменной кривизной, как это имеет место, например, у подшипника фирмы FAG, показанного на рис.6.1.
Для большей ясности выполним некоторые предварительные исследования на основании данных приведённого «фирменного» чертежа ролика. На чертеже по замыслу
его конструктора указаны уклонения от номинальной прямолинейной образующей ролика в двух поперечных сечениях: h11=(0.0033 - 0.0099) и h111=(0.0136 - 0.0408). Эти
данные позволяют составить исходную табличную функцию профиля в виде двух однозначно соответствующих массивов: x = (0;4,8;21,5;38,2;43,0;); y = (0,0272; 0,0066; 0;
0,0066; 0,0272).
Рис.6.1 Тело качения роликового подшипника фирмы FAG
Добавим «для гладкости» к исходным массивам несколько дополнительных элементов (рис.6.2) и аппроксимируем табличную функцию (рис.6.2) кубическим сплайном
по алгоритму системы Mathcad.
0
4.8
9.5
14.5
x 21.5
28.5
33.5
38.2
43.0
0.03
y
0.02
0.01
0
0
10
20
30
40
50
x
Рис.6.2 Массивы координат и график профиля осевого сечения
Листинг фрагмента программы аппроксимации следует ниже10
10
Здесь и далее заливкой обозначаются части текста, взятые из листингов программ МАТКАД.
0.0272
0.0066
0.003
0.0015
y 0.0
0.0015
0.003
0.0066
0.0272
113
s cspline(xy)
A(t) interp(s xy t)
t 0 43
Листинг 6.1
Теперь можно подобрать подходящую функцию к этим массивам для исследования
её дифференциальных характеристик и определения радиусов кривизны в интересующих нас точках профиля и синтеза траектории.
Результаты аппроксимации табличной функции кубическим сплайном и график
первых производных показаны соответствующими трассировками на рис.6.3.
0.03
y
0.02
A( t )
0.01
d
A( t )
dt
0
0.01
0
10
20
30
40
50
xt
Рис.6.3 Графики исходной функции, кубического сплайна и первой
Производной
6.3 Кривизны профиля тела качения
Неожиданный результат последовал после попытки найти значения радиусов кривизны в точках кривой кубического сплайна и графической их интерпретации. Ниже
приводится: известная [6] формула для радиуса кривизны плоской кривой R(t) и соответствующий ей график.
3
2
d
1 A ( t)
dt
R( t)
d
2
2
dt
2
5
210
R( t )
d2
dt
2
0
A( t )
A ( t)
Формула для радиуса
кривизны
d
dt
A( t )
10
20
30
40
50
5
210
5
410
5
610
t
Рис.6.4 Дифференциальные характеристики профиля и радиусы кривизны
114
График функции R(t) резко отличается от графика производной своей немонотонностью, что на первый взгляд противоречит здравому и геометрическому смыслу, поэтому это обстоятельство, безусловно, требует дополнительного исследования.
Начнём с того, что опишем исходную табличную функцию профиля полиномиальной регрессией восьмой степени с помощью встроенной процедуры Mathcad:
s regress (xy k)
A(t) interp(s xy t)
Ситуация с графиками в лучшую сторону практически не изменилась, о чём свидетельствуют нижеследующие рисунки, на которых отчётливо просматривается резкая
«осцилляция» на графике радиуса кривизны R(t), вызванная осцилляцией первой производной (рис.6.6).
0.03
y
0.02
A( t )
0.01
d
dt
0
A( t )
0.01
0.02
0
10
20
30
40
50
xt
Рис.6.5. Графики исходной функции, регрессии и второй производной
5
510
R( t )
d2
dt
d
2
0
A( t )
A( t )
10
20
30
40
50
5
510
dt
6
110
t
Рис.6.6. Характеристики профиля на основе полиномиальной регрессии
Окончательно приходим к выводу о бесплодности предпринимаемых попыток
определения дифференциальных характеристик профиля на основе кубических сплайнов и регрессий.
115
6.4 Аппроксимация «полу-профиля» тела качения специальной функцией
Ввиду симметричности профиля тела качения в дальнейшем целесообразнее «работать» с функцией «полупрофиля» (табл.6.1).
Таблица 6.1
x1 0
x2 9.5
x3 14.5
x4 21.5
y1 0
y2 0.0015
y3 0.0066
y4 0.0272
Табличная функция полупрофиля ролика
Табличную функцию полупрофиля опишем вполне подходящим выражением y(x)
b c x
= a x e , и определим его параметры из избыточной (по отношению к числу искомых
параметров) системы четырёх нелинейных уравнений, «совместной» с исходной табличной функцией полупрофиля ролика.
Система уравнений в символах системы Mathcad записывается так:
b c x1
f1 (a b c) a x1 e
b c x3
f3 (a b c) a x3 e
b c x2
y1
f2 (a b c) a x2 e
y3
f4 (a b c) a x4 e
b c x4
y2
y4
Решаем систему с начальных значений искомых параметров: а = 0.6; в = 0.95;с =
0.1 и с точностью Tol = 0.0001 логическими операторами, выражающими рассматриваемую функцию в символах Mathcad.
Given
f1 (a b c)
0
f2 (a b c)
0
f3 (a b c)
f4 (a b c)
0
0
Завершает вычислительный блок функция Find , значения которой присваиваются
вектору v, в качестве искомых параметров функции полупрофиля.
v Find(a b c)
7.321 10 7
v
3.322
0.015
Принимая во внимание найденные значения параметров:
a v
0
b v
1
c v
2
строим график полупрофиля ролика программной конструкцией Mathcad
116
x 0 20
b c x
y(x) a x e
График функции, его производной и кривизны показаны на рис.6.7.
y ( x)
0
4
0.0 15
810
0.0 12
610
4
3
910
4
R( x) 410
d
R( x)
y ( x)
3
610
dx
4
210
3
310
0
0
0
4.6
9.2
13.8
18.4
23
0
5
10
15
20
x
x
0
6.689·104
1
3.804·104
2
2.528·104
3
1.83·10 4
4
1.398·104
5
1.109·104
6
9.042·103
7
7.527·103
8
...
Рис.6.7 Экспоненциальный полупрофиль ролика и его характеристики
Полученные результаты вполне удовлетворительны в аналитическом смысле и
позволяют определять радиусы кривизны полупрофиля в любой его точке. Следует заметить, что рассмотренное аналитическое описание профиля позволяет выполнять исследования напряжённого состояния (рис.6.8) в контакте кольцо-ролик современными
информационными технологиями.
а
б
с
Рис.6.8 Эпюры распределения запаса прочности в моделях
6.5 Синтез траектории роликов в рабочем пространстве станка
Теперь остаётся «согласовать» геометрию траектории движения ролика под абразивными брусками станка с учётом рабочей длины валков (Ĺ≈800мм. на станке SZZ-3).
Здесь возможны два варианта проектирования. В первом случае (рис.6.9а) траектория
роликов относительно брусков может иметь один экстремум, во втором случае
(рис.6.9б) траектория принимается мультиэкстремальной.
117
Рис.6.9 Варианты синтеза траектории движения роликов в рабочем пространстве
станка.
Варианты траекторий с геометрической точки зрения не противоречивы и могут
обеспечить желаемую переменную кривизну ролика при его активном (формообразующим) суперфинише. Однако с практической точки зрения во втором случае из-за наличия нескольких сопряжений «оливажных» частей валка, ролик вынужден резко менять
направление своего движения под брусками (ускорения стремятся в бесконечность), что
отрицательно сказывается на микрогеометрии его обработанной поверхности, в частности на отклонениях от «круглости» в различных его поперечных сечениях.
Рассмотрим основные положения синтеза одно-экстремальной траектории переменной кривизны, согласованной с заданным профилем осевого сечения ролика. Прежде
всего, следует определиться с количеством «кусков» окружностей, составляющих траекторию движения роликов. По эмпирическим предпосылкам достаточно пяти кусков с
радиусами R1=R5, R2=R4, и R3, образующих симметричную структуру, показанную на
рис.6.11. Вполне ясно и то, что симметричность профиля сводит число рассматриваемых
радиусов, как составляющих траектории, к трём - R1 R2 R3.
На схеме траектории движения
роликов символом L=800мм. обозначена рабочая длина валка суперфинишного станка.
Рис.6.10 К расчёту траектории формообразующего движения ролика.
118
Эти радиусы находятся по графику (рис.6.7) с учётом трёх предварительно выбранных сечений (абсцисс) траектории - l1 l2 l3 и конечного значения радиуса кривизны в
нулевом её сечении (R0≈15000мм.-20000мм.). Значения абсцисс траектории определяются по заданным отклонениям профиля ролика и масштабного отношения длины валка к
длине ролика. При этом становится вполне очевидной геометрия сопряжения и координаты (V1,2,3; H1,2,3) центров окружностей (О1,2,3), составляющих полупрофиль ролика.
Окружности, составляющие полупрофиль будем описывать параметрическими
уравнениями, отсчитывая их параметры по часовой стрелке от горизонтальной линии в
соответствующих (рис.6.11) диапазонах [υ1≤ υ1 ≤υ2].
Геометрическая интерпретация параметрического описания и сопряжения пяти
кусков окружностей показана ниже на графике (рис.12) с соответствующими трассировками и цветом сегментов.
4
110
Y1( 1)
3
9.99810
Y2( 2)
3
9.99610
Y3( 3)
Y4( 4)
3
9.99410
Y5( 5)
3
9.99210
3
400
200
9.9910
0
200
400
X1 ( 1) X2 ( 2) X3 ( 3) X4 ( 4) X5 ( 5)
Рис.6.11 Синтезированная траектория формообразующего движения
Далее формируется табличная функция профиля траектории по алгоритму с индексными переменными, подробно описанного в приложении №18
и строится её гра-
фик (рис.6.12). Начало системы координат при этом переносится в полярную точку траектории (точка максимума).
0
X
0
-399.876
1
-386.555
2
-373.234
3
-359.912
4
...
а
400
Y
200
0
20
200
400
-8.517
6
0
Y 1
10
2
-7.367
3
...
-7.931
X
б
в
Рис.6.12 Табличная функция и график формообразующей траектории.
119
Для решения задачи профилирования валков станка по синтезированной траектории относительного движения необходима аппроксимация табличной функции траектории кубическим сплайном. Эта процедура позволяет определять локальные дифференциальные характеристики траектории и обеспечивать в дальнейшем «касательное» к ней
движение среднего сечения ролика.
Покажем средствами Mathcad плоскую траекторию после аппроксимации табличной функции (рис.6.13а) и график её производной (рис.6.13б).
0.06
400
A( t )
200
0
5
200
400
t ( t )
0.02
400
200 0.02 0
200
400
0.06
10
t
t
а
б
Рис.6.13 Аппроксимированная траектория (а) и её производные (б).
6.6 Координатная и аналитическая модели формообразования поверхности валка
Теперь можно построить модель формообразования поверхности валка (рис.6.14)
для роликов с профилем осевого сечения переменной кривизны.
Рис.6.14 Модель формообразования поверхности валка для ролика с переменной
кривизной осевого сечения
С плоской кривой A(t) свяжем систему координат S2(X2Y2 Z2) и будем полагать,
что по ней движется центр окружности среднего сечения ролика О1, с которым в свою
очередь неизменно связана система координат S1(X1 Y1 Z1) так, что её плоскость Z1=0
каждый раз (при движении в пространстве наладки станка) совпадает с нормалью к
120
функции траектории A(t).
Окружность радиуса r среднего поперечного сечения ролика в системе траектории
S2 описывается выражениями (фрагменты листинга):
yt(t ) r cos ()
xt(t ) r sin()C(t) A(t)
zt(t ) r sin()S(t) t
в которых текущая нормаль к траектории ориентируется символами C(t), S(t). Численно
они определяются с учётом угла касательной к траектории δ(t) так:
C( t )
1
S( t)
1 ( t ( t ) )
2
t ( t )
1 ( t ( t) )
2
Отобразим траекторию движения ролика в неподвижную систему стойки станка S3
с учётом возможного наладочного горизонтального поворота плоскости траектории относительно плоскости брусков (угол ϕ) и смещения полюса траектории относительно
центра станка на величину S. Эти параметры существенно влияют на форму валков при
прочих равных условиях и, тем не менее, параметр ϕ на практике используется наладчиками чрезвычайно редко по человеческому фактору - наладчик не в «курсе».
Выражения для среднего сечения ролика в системе стойки SΣ имеют вид:
x (t ) xt(t )
y (t ) yt(t )cos ( ) zt(t )sin( ) Spsin( )
(6.1)
z (t ) yt(t )sin( ) zt(t )cos ( ) Spcos ( )
Листинг №6.2
После этого поверхность валка можно находить по способу и алгоритму, показанном в приложении №18. В настоящем изложении рассмотрим ещё один методический
приём, ориентированный на графические возможности системы Mathcad.
Вводим в рассмотрение два цикла по параметрам процесса формообразования t,ζ с
дискретами по точности и наглядности, переписываем выражения (6.1) в систему валка
станка и «отображаем-закручиваем» семейство кусков окружности среднего сечения
ролика вокруг оси валка Z4 (системы S4 (X4 Y4 Z4), неизменно связанной с валком). В
листинге программы эта процедура выглядит следующей комбинацией скалярных выражений.
121
xv(t ) x (t )cos () z (t )sin() h cos ()
yv(t ) y (t ) V
zv(t ) x (t )sin() z (t )cos () h sin()
2
rv ( t ) ( xv( t ) ) ( yv ( t ) )
2
Листинг №6.3
Здесь:V, H – основные параметры наладки станка, определяющие положение ролика на скрещивающихся валках.
6.7 Пример реализации алгоритма и программы формообразования валка
Картина формообразования осевого сечения поверхности валка средним поперечным сечением ролика приводится ниже в двух проекциях, что отражено трассировками
графиков (рис.6.15).
50
100
40
90
30
80
rv( t )
xv( t )
20
70
10
60
600
400
200
50
100
0
200
400
600
80
60
10
yv( t )
zv ( t )
а
б
Рис.6.15 Проекции семейства среднего сечения ролика в системе валка
Числовой массив структуры рис. 6. 15а вполне достаточен для формирования разномасштабной по осям (для утрирования разно размерности сечений) трёхмерной модели поверхности валка и программы его токарной или шлифовальной обработки
(рис.6.16).
122
t
A ( t1)
-400
64.507
-399
64.505
-398
64.503
-397
64.5
-396
64.498
-395
64.496
-394
64.494
-393
64.492
...
...
F
Рис.6.16 Фрагмент табличной функции и модель поверхности валка
Покажем также влияние одного наладочного параметра на форму осевого сечения
валка. Это угол поворота ϕ плоскости траектории вокруг вертикальной оси стойки станка (см. рис.15б). Изменив значение ϕ=0.01 на ϕ=-0.002, получаем соответственно другую
геометрию осевого сечения валка, показанную на графике (рис. 6.17) второй трассировкой A1(t1).
Третья трассировка на графике приведена для демонстрации возможностей
Mathcad по линейной регрессии функции профиля валка А1(t1) для обеспечения его реализации на кругло шлифовальном станке за счёт поперечного смещения задней бабки.
Следовательно, открывается возможность представления найденной поверхности валка
коническими сегментами с приемлемой практической точностью, которая регулируется
при проектировании количеством конусов или линейных регрессионных функций.
65
A( t )
60
A1( t1)
A2( t1)
55
50
400
200
0
200
400
t t1
Рис. 6.17 Влияние на геометрию сечения валка наладочного угла ϕ.
Профиль валка при ϕ=-0.002 рад. обеспечивает практически минимальную разницу
123
между величинами «торцевых» радиусов валка, что благоприятно сказывается на динамико-кинематических характеристиках процесса (проскальзывание или разрывы потока
роликов), подтверждаемых теоретическими предпосылками [3,4] и практикой реального
суперфиниширования
тел
качения
буксовых
подшипников
в
ремонтно-
восстановительном производстве.
6.8. Аппроксимация расчётной поверхности валка поликонической поверхностью.
Строго численное профилирование поверхности валка ничего не стоит в практическом отношении, если в конкретных производственных условиях отсутствуют кругло
шлифовальные станки с программным управлением радиальной подачи для их изготовления или ремонта. Это так называемые вальце шлифовальные станки для шлифовки
цилиндрических, конических, выпуклых, вогнутых и бутылочных и форм.
В работе даётся решение задачи аппроксимации желаемой поверхности валка технологичной «поликонической», после чего её предварительная токарная обработка станет возможной на токарном станке по банальной схеме со смещением «задней бабки» и
центровых отверстий формы R. Окончательное шлифование при этом вполне возможно
на универсальном кругло шлифовальном станке с таким же «разворотом» заготовки и
карданном приводе для круговой подачи. Заготовка базируется не центровыми отверстиями, а подшипниковыми опорами супперфинишного станка.
Язык и функции программирования системы Mathcad сравнительно легко позволяют получить это решение на основе следующих рассуждений.
Вернемся к исходному теоретическому профилю осевого сечения валка, описанного
табличной функцией (rg-zg) рис.6.18 и наметим с компромиссным сочетанием технологичности и точности количество аппроксимирующих его конических составляющих сегментов.
70
rg
60
400
200
50
0
200
zg
Рис. 6.18 Расчётный осевой профиль валка
400
124
Если принять для показанного профиля, например, три примерно одинаковой высоты конических сегмента, следующих друг за другом слева-направо в диапазонах осевых координат (-400-150), (-150-+100), (100-+400), то содержательная часть алгоритма
аппроксимации будет такова:
1. Последовательно «вычленяем» из табличной функции (rg-zg) профиля валка соответствующие значения аргумента и функции профиля индексной целочисленной величиной i, как ранжированной переменной, и формируем соответствующие локальные
массивы цилиндрических координат точек. В программной среде Mathcad эти процедуры реализуются в циклах соответствующими индексными переменными:
k1 5
k2 5
k3 6
i 0 k1
i 0 k2
zg1 zg
i
zg2 zg
i
i 0 k3
zg3 zg
i
i
k1 i
k1 k2 i
rg1 rg
i
rg2 rg
i
rg3 rg
i
i
k1 i
k1 k2 i
Листинг№6.4
Здесь размерность «локальных» массивов (число точек на локальном профиле) регулируют идентификаторы k1, k2, k3 и их значения.
2. Конические сегменты поверхности валка получим, если локальные массивы подвергнуть полиномиальной регрессии комбинацией встроенных функций regress и полиномиальной кубической интерполяции функцией interp. Для рассматриваемых дискретных функций эти процедуры оформляются следующим образом.
k 1
s regress (zg1rg1 k)
t1 400390 150
A1(t1) interp(s zg1rg1 t1)
k 1
s regress (zg2rg2 k)
t2 15090 100
A2(t2) interp(s zg2rg2 t2)
k 1
s regress (zg3rg3 k)
t3 100110 400
A3(t3) interp(s zg3rg3 t3)
Листинг №6.5
3
3
1
s
62.235
5.714 10 3
3
3
s 1
60.801
0.015
3
3
s 1
61.457
0.021
Здесь: k=1-степень полинома регрессии; s-вектор коэффициентов для построения
125
полиномиальной регрессии данных; t1, t2, t3-значение аргумента полинома регрессии.
Искомые углы конусов (в рад.) определяются по значениям четвёртых компонентов s4
векторов s.
3. Строим полный график осевого сечения валка после его поликонической аппроксимации рис.6.19. и вычисляем численные значения для смещения задней бабки для
обработки каждого сегмента валка по формуле ∆= 𝐿 ∙ tan 𝑠4 , где L-расстояние между
центрами обрабатываемого валка.
65
rg1
rg2 6 0
rg3
A( t ) 5 5
50
400
200
0
200
400
zg 1 zg 2 zg 3 t
Рис. 6.19 Профиль поликонического валка (четвёртая трассировка-исходный
теоретически точный профиль валка).
Вполне ясно и то, что поликоническая аппроксимация поверхности валка возможна
как при выпуклой монотонной функции его осевого профиля (имеется в виду рис.6.17
первая трассировка), так и при экстремальной (см. рис.6.17 вторая трассировка), что однако потребует не только смещения осей бабок, но и поворота заготовок валков на 1800.
В конкретных случаях следует учитывать и технологические ограничения, связанные с
величиной смещения задней бабки и передачей при этом крутящего момента со шпинделя на заготовку валка через «поводок».
Следует отметить, что показанный приём и алгоритм профилирования вполне пригоден (универсален) для валков и тел качения с осевым линейчатым профилем и выпуклым профилем постоянной кривизны (см. публикации автора [111]). При этом важно
подчеркнуть то, что профиль валков находился не на основе его огибания изогнутой по
радиусу кривизны «трубой», а по кратчайшему расстоянию до среднего поперечного
сечения ролика на траектории относительного движения. Также ясно и то, что при этом
не используются нормали к поверхности ролика без ущерба для точности решения.
В заключение раздела напомним, что программный модуль с константами и ком-
126
ментариями для исследования формообразования поверхности валка полностью приведён в приложении №18 диссертации.
6.9 ВЫВОДЫ по шестому разделу
1.
Предложена и реализована концепция регламентации осевого профиля тела каче-
ния роликового подшипника на основании его геометрии после первого межремонтного
срока эксплуатации.
2.
Исследованы способы описания осевого профиля тела качения различными функ-
циями и показана «осцилляция» их вторых производных.
3.
Исследованы кривизны функции осевого профиля тела качения и предложена
геометрическая структура его составного профиля.
4.
Разработана геометро-кинематическая модель профилирования валка станка по
одно экстремальной траектории движения среднего поперечного сечения тела качения,
согласованной с переменной кривизной его осевого сечения. Модель обеспечивает одноэкстремальную траекторию роликов, наладочный «разворот» её плоскости вокруг
вертикальной оси станка и наладочное смещение точки экстремума относительно центра супперфинишного станка.
5.
Решена задача аппроксимации поверхности валка поликонической поверхно-
стью, что существенно упрощает технологию изготовления валка на универсальныхтокарных и круглошлифовальных станках без программного управления траекториями формообразующих движений.
6.
Составлены алгоритм и программа профилирования, даны примеры их реализа-
ции для теоретической поддержки подготовки операции суперфиниширования в цеховых условиях подшипникового производства.
127
7. ФОРМООБРАЗОВАНИЕ ЦИКЛИЧЕСКИ ПОВТОРЯЮЩИХСЯ ПОВЕРХНОСТЕЙ
ЗУБЧАТЫХ КОЛЁС И ШЛИЦЕВЫХ ВАЛОВ.
В этом разделе диссертации рассматриваются чрезвычайно полно [79,132] исследованные процессы формообразования указанных технологических поверхностей на основе разработанных методических приёмов с тем, чтобы продемонстрировать их плодотворность и эффективность особенно в условиях мультиэлементности исходных контуров инструментов и технологических деталей.
7.1 Формообразование зубьев реечным обкатным инструментом.
Для формирования припуска под шевингование и шлифование зубьев быстроходных и тяжело нагруженных зубчатых передач в настоящее время используется специальные технологии и инструмент на основе реек (рис.7.1а) с модифицированным исходным контуром 0-1-2-3-4-5 (рис.7.1б). Переходная кривая на профиле зуба с его нормированным подрезанием обеспечивается протуберанцем 1-2-3, а срез головки зуба фланком
4-5 исходного контура.
(а)
(б)
Рис. 7.1 Схемы зубообработки реечным инструментом и его исходный контур.
Профиль межзубцовой впадины обрабатываемого колеса, будучи огибающим, семейства инструментального контура в технологическом зацеплении (рис.7.1а), не описывается простыми функциями, поэтому он априорно может быть определён и проанализирован только на основании специальных «машинных» расчётов, моделирующих
технологическое зацепление обрабатываемого колеса с инструментальной рейкой.
128
7.1.1 Описание трёх углового контура рейки.
Опишем сначала исходный инструментальный контур двумя массивами [Xs4],[Ys4]
декартовых координат его точек в системе XOY (рис.7.1б), размеры которых могут
ограничиваться лишь возможностью компьютера пользователя. Приняв и обозначив соответственно символами n,g,m,p,l числа точек на отрезках контура 0-1-2-3-4-5, приходим к их общей размерности s4=n+m+g+p+l. Наполняются массивы на основании актуальных параметров контура (часть показана на рис.1б, m=5мм., Z=16.) и несложных вычислений, приведённых в виде фрагментов листинга Mathcad-программы.
Часть массивов для прямолинейного отрезка профиля 0-1 формируется программной конструкцией с ранжированной переменной i и линейной дискретой ∆1:
W hp tan ( 1) rv tan 1
2
4
1
X 0 1 i
i 0 n
n
Y 0
i
i
Часть массивов для дугового отрезка 1-2 формируется с учётом угловой дискреты
∆ν, радиуса окружности сопряжения rv и угла сопряжения протуберанца α1 алгоритмом:
1
2
i 0 g
g
X
i n
X rv sin( i)
Y
i n
n
Y rv ( 1 cos ( i) )
n
Часть массивов для прямолинейного участка протуберанца с его линейной дискретой ∆2 формируется алгоритмом:
2 hp
tan ( 1)
m
i 0 m
Y
X
i n g
X
n g
i n g
2 i
Y
n g
2
i
tan ( 1)
Часть массивов для основной линии контура с профильным углом α (угол зацепления) и линейной дискретой ∆3 формируется алгоритмом:
3 h hf Y
n g m
tan ( )
p
i 0 p
X
i g n m
X
g n m
3 i
Y
i g n m
Y
g n m
3
i
tan ( )
И наконец, оставшаяся часть массивов для фланка с его дискретой ∆4 формируется
так:
4 h Y
n g m p
tan ( 2)
l
i 0 l
X
i g n m p
X
g n m p
4 i
Y
i g n m p
Y
g n m p
4
i
tan ( 2)
В итоге получаем два объединённых массива координат точек исходного контура
129
[Xs4],[Ys4] (рис.7.2а) и его график в системе ортогональных координат с осями равных
масштабов (рис.7.2б):
0
X
0
15
0
0
0
0
1
0.134
1
0
2
0.268
2
0
3
0.402
3
0
4
0.536
4
0
5
0.67
5
0
6
0.804
6
0
7
0.938
7
0
8
1.072
8
0
9
1.206
Y
9
0
10
1.34
10
0
11
1.476
11
9.252·10 -3
12
1.609
12
0.037
13
1.737
13
0.082
14
1.858
14
0.145
15
1.97
15
0.223
16
...
16
...
10
Y
5
0
0
2
4
6
8
X
(а)
(б)
Рис.7.2 Массивы координат (а) и график исходного контура (б)
Отобразим массивы [Xs4], [Ys4] в систему нарезаемого колеса X2 ,Y2 согласно схеме
технологического зацепления (рис.7.3а) и алгоритма программы Mathcad (рис.7.3б).
i 0 n m g p l
i
i
0.60.59 0.6
X2( i) X Rd cos ( ) Y Rd hg sin( )
i
Y2( i) X Rd sin( ) Y Rd hg cos ( )
(а)
i
(б)
Рис.7.3 Схема технологического зацепления (а) и его знаковая модель (б).
Реализация алгоритма технологического зацепления исходного контура с межзубцовой впадиной в диапазоне изменения угла обкатки -0.6≤φ≤0.6 (рад.) показана на
рис.7.4. На графике обозначенными трассировками отражены траектории характерных
точек контура, а также показаны: делительная окружность Rd, окружности выступов и
впадин нарезаемого колеса.
130
50
Y2( i)
Y2( n)
Y2( s1)
45
Y2( s2)
Y2( s3)
Y2( s4)
yv( )
40
yn( )
yr ( )
yo( )
35
10
5
0
5
10
15
X2 ( i) X2 ( n) X2 ( s1) X2 ( s2) X2 ( s3) X2 ( s4) xv( ) xn( ) xr ( ) xo( )
Рис.7.4 Моделированияе технологического зацепления зуба с трёхугловой рейкой
Представляется вполне очевидным и то, что полупрофиль межзубцовой впадины
«обволакивает» структуру линий на графике с «юго-восточной стороны». При этом достаточно отчётливо просматриваются зоны подрезания профиля и его фланкирование.
Чётко видно и то, что в подрезании профиля наиболее активную роль играет точка стыка
радиусного и прямолинейного участков протуберанца (третья трассировка на графике
рис.7.4).
Для строго численного выделения из геометрической структуры обволакивающего
его профиля в данном исследовании был использован дифференциальный метод моделирования зацепления на основе выделения нормалей к исходному контуру, проходящих в момент контакта через полюс Р (см. рис.7.3а). Нормали к инструментальному
контуру, дискретно заданному массивами [Xs4],[Ys4], можно определить, если его предварительно «сгладить», например, кубическими сплайнами встроенной в Mathcad процедурой:
s cspline(XY) A(t1) interp(s XYt1) t1 00.05 6.6
После аппроксимации исходный профиль будет представлять некая дифференцируемая функция A(t1) от скалярного аргумента t1, изменяемого в расчётном алгоритме
ранжированной переменной в диапазоне массива [Xs4] с выбранным в зависимости от
131
точности расчёта шагом. Процедура численного (без предельного перехода) дифференцирования функции исходного профиля A(t1) и формирования массива производных δi
реализуется в программе по следующему алгоритму:
A(t1 t )i A(t1)i
X
i 0 s4
t1 i
i
s4
t1
i
s4
A( t1)
i
i
t
i
i
Имея массив нормалей к исходному контуру δi и выражение для связи угла обкатки
φi с точкой на контуре Xi по условию технологического зацепления:
i hg A( t1) i i
i
Rd
находим координаты точек огибающего семейства (по параметру φ) инструментального
контура ниже следующей программной конструкцией:
i A(t1)i Rd hgsin i
X2 Rd cos
i
i
i
i A(t1)i Rd hgcos i
Y2 Rd sin
i
i
i
На рис.7.5а,б, в показаны графики изменения производных (а), угла обкатки (б) и
формальный профиль межзубцовой впадины, построенный по дифференциальным характеристикам исходного инструментального трёх углового контура.
15
50
0.6
0.4
10
Y2
0.2
i
i
5
A( t1) i
0
20
40
60
0
yv( )
0.2
yn( )
0.4
yr ( )
0.6
45
40
35
0
10
5
20
30
40
i
10
i
(а)
5
30
0
5
10
15
X2 xv( ) xn( ) xr ( )
(б)
(в)
Рис.7.5. К расчёту профиля впадины по дифференциальным характеристикам инструментального контура
Сравнивая контур, полученный по дифференциальным характеристикам исходного
контура и «обволакивающий» юго-восточную границу структуры на рис.4, можно заметить их достаточно чёткое совпадение. Данное обстоятельство служит надёжным тестом
моделей и расчётных программ, а также доказательством возможности их взаимнодополнительного применения особенно в случаях, когда дифференциальное моделирование фиксирует формальное «ребро возврата», показанное на профиле впадины
132
(рис.7.5в). Во многом из-за этого дифференциальные методы исследования процессов
формообразования сложных поверхностей в настоящее время и утрачивают своё былое
значение.
Более адекватным способом построения «обволакивающего» полу-профиля межзубцовой впадины зубчатого колеса, разработанного в рамках данной диссертации, служит способ растровых минимумов, приводящий к численным и графическим результатам, показанным на рис.7.6.
3.4694e-015
0.81316
1.1526
2.1002
2.7919
3.3375
3.6722
4.3982
x
4.7205
5.0369
5.383
5.9361
6.3212
6.6884
6.9346
7.3527
45
40
y
35
0
2
4
6
8
x
33.75
33.74
33.731
34.006
34.72
36.115
38.677
40.283
y
40.872
41.51
41.95
42.671
43.157
43.595
43.887
44.349
Рис.7.6 Обволакивающий профиль впадины и его ортогональные координаты
Дополнительные материалы по данному вопросу, а так же параметры исходного
контура и наладки процесса формообразования можно найти в авторской публикации
[109] и в приложении №19 к диссертации.
7.2 Формообразование прямобочных шлицев на валике реечным
и обкатным инструментом.
Рассмотрим с авторской точки зрения и с учётом известных фундаментальных положений теоретической поддержки данной технологии [79], профилирование реечного
инструмента для обработки шлицевых валиков с параллельными боковыми сторонами
шлицев.
Покажем простоту и наглядность предлагаемых приёмов профилирования инструментальной рейки, считая заданной шлицевую геометрию и радиус начального цилин-
133
дра валика. Для описания исходного профиля валика достаточно рассматривать профиль
меж-шлицевой впадины и два куска окружности наружного диаметра двух соседних
шлицев. При этом вполне осознанно не учитывались фаски на шлицах и «поднутрения»
у их основания для центрировании по внутреннему диаметру. Тогда актуальными станут
только параметры: наружный и внутренний диаметры валика, ширина шлица и их количество. При необходимости фаски и «поднутрения» легко вводятся в модель контура.
Заметим, что схема технологического зацепления рейки с валиком аналогична схеме её зацепления с зубчатым колесом (см.рис. 7.1), а алгоритм описания его исходного
контура будет подобен ранее рассмотренным процессам на свёрлах, валках и зубьях.
Подробно построение исходного контура валика «по кускам» дано в приложении
№20, а на рис.7.7 показан его итоговый график со степенной аппроксимацией и его
трёх-мерная модель для наглядности.
0
X 1
0
-16.578
-16.069
2
-15.549
3
...
0
40
30
Y
A ( t)
20
yn ( 1)
yv ( 1)
0
18.713
Y 1
19.151
2
19.576
3
...
10
20
10
0
10
X t xn( 1) xv( 1)
20
F
Рис. 7.7 Описание исходного контура шлицевого валика
После отображения дискретной функции исходного контура в систему рейки согласно схеме зацепления (см. рис.7.3), получаем геометрическую структуру для предварительного анализа процесса формообразования и искомого профиля «зуба» рейки
рис.7.8.
134
yf ( i)
yf ( 15)
20
10
0
yf ( 20)
yf ( i)
10
yf ( 15)
20
10
yf ( 20)
5
yf ( 45)
0
10
5
yf ( 45)
yf ( 40)
yf ( 40)
10
10
15
15
xf ( i) xf ( 15) xf ( 20) xf ( 45) xf ( 40)
xf ( i) xf ( 15) xf ( 20) xf ( 45) xf ( 40)
Радиус центроиды -24.95 мм.
Радиус центроиды-22.95 мм.
Рис.7.8 Схема отображения профиля валика в систему рейки
Выделенные четыре трассировки поясняют формообразование на вершине шлица и
у его основания и дают возможность выявить влияние радиуса центроиды валика на
процесс формообразования при прочих равных условиях. В приложении №20 дано решение задачи профилирования теми же способами и обкаточного резца для рассматриваемого валика, а так же реализация алгоритма получения обволакивающего профиля
растровыми экстремумами. На рис. 7.9 показана схема формообразования для обкаточного резца и профиль зуба рейки, выделенный из схемы формообразования растровыми
максимумами.
40
20
y i j
yr ( i)
20
0
10
20
10
15
10
20 10
10
10
5
30
20
0
10
20
Y11j
5
0
10
5
10
x1j
xi j
xr ( i)
5
Профиль рейки,
Схема в системе растра
как растровые экстремумы
Профиль обкаточного резца
Рис.7.9 Схемы отображения для рейки и обкаточного резца
7.3 Формообразование прямозубых конических колёс круговыми протяжками
по схеме Revacycle
Наиболее производительным методом механической обработки конических прямозубых колёс в настоящее время, безусловно, является метод кругового протягивания
15
135
(Revacycle), разработанный выдающимся американским инженером Э. Вильдгабером.
Он нашёл широкое применение (рис.7.10а) в сверх массовом производстве шестерён
приближённого зацепления для дифференциальных механизмов автомобилей и других
механизмов сельхозмашин.
а – станок Глисон 726
б – процесс обработки
в
- протяжка
Рис.7.10 Станок и инструмент для кругового протягивания
Центральное место в данной технологии принадлежит инструменту (рис.7.10в),
весьма дорогому и сложному в расчёте, алгоритм которого американцы хранили в строгом секрете. Раскрыть секрет метода, разработать полноценную теорию и создать эквивалентное оборудование удалось лишь благодаря коллективным усилиям отечественных
учёных (Г.И. Шевелева, В.Г. Новиков, Ф.Л. Литвин, М.Г. Сегаль, Б.Д. Зотов, Л.З. Ганопольский, И.Т. Коротков, В.В. Погораздов) и практиков (А.М. Бадаев, К.И. Байков, С.Н.
Калашников, С. Штейнер, Б. Вардашкин, Ю.А. Синичкин, Г. Левашов, Л.К. Семёнов и
др.).11 В результате чего потребности автотракторных предприятий страны в данной технологии были удовлетворены в полной мере уже в 70-х годах прошлого века.
В настоящее время метод кругового протягивания сохраняет свою привлекательность у специалистов и продолжает массово использоваться, к сожалению, без «местной»
теоретической и инструментальной поддержки. Поэтому в данной диссертации обращено
внимание на один из важных аспектов теории проектирования дисковых круговых протяжек, связанного с численным моделированием схемы резания и формообразования поверхности межзубцовой впадины нарезаемого зуба.
7.3.1 Описание производящей поверхности круговой протяжки
Опишем сначала профилирующие боковые кромки чистовых резцов протяжки с
учетом их геометрии и схемы формообразования, приняв во внимание координатную
11
Лица, внесшие наибольший вклад в решение проблемы зубопротягивания в России
136
модель (рис.7.11а).
б
а
Рис.7.11 Модель круговой протяжки и его относительного движения
Один из чистовых резцов протяжки принимается за базовый с расчетной точкой
на боковой кромке Р, лежащей на радиусе Rр и плоской передней грани, касательной к
воображаемому цилиндру с радиусом, равным
r0 RP sin 0,
(7.1)
где 0 - положительный передний угол на в расчётной точке резца.
Обозначив рассматриваемый резец протяжки номером N (базовый резец примем
за нулевой), можно записать:
n q N,
(7.2)
где g - угловой шаг резцов протяжки.
Боковая задняя поверхность профилируется затылованием с помощью шлифовального круга радиуса при повороте его вокруг оси К. Координаты установки круга Rd и Zd
от резца к резцу меняются по «законам» (рис. 7.12)12:
i2
Rd Rdo L1 L2
i
i
Rd
i
i
i2
(7.3)
Zd Zdo L11 L21
i
i
285
285
19
284
284
18.5
-0.698
282.012
-0.628
281.962
-0.559
281.932
Rd 283
Rdi 283
-0.489
281.922
282
282
-0.419
281.931
...
...
281
16.5 18
281
0 5 101520
Zd
Zd i
18
17.5
17
i
16.5
0 5 101520
i
Рис.7.12. Функции для центров кривизн режущих кромок протяжки
12
Выражения (7.3) и радиус кривизны ρ – важнейшие параметры процесса в конкретном случае. Заливкой цветом
здесь и далее в статье выделены места, взятые из листинга реализующей алгоритм программы.
137
7.3.2 Координатная и знаковая модели кругового протягивания
Введем в рассмотрение три системы координат, связанные с элементами формообразующей системы для затылования: Sи(Xи,Yи,Zи), S(Xn,Yn,Zn), S(X0,Y0,Z0). Положение
оси К в системе приспособления для затылования определяется двумя конструктивными
параметрами: расстоянием rk=OиK и углом = КОиXn. Эти параметры обеспечивают
необходимые задние углы в расчетной точке. На основании рис.2а имеем:
ctg0 tg0
RP
,
rK cos 0
(7.4)
Проекция линии контакта на цилиндрическую поверхность круга (окружность радиуса ) есть линия его мгновенного контакта с затылуемой поверхностью. Запишем
уравнения этой окружности в условно подвижной системе координат S10(X10, Y01, Z10),
отличающейся от S0 поворотом вокруг оси Z0 на некоторый угол . Они имеют вид:
Y01 R d sin ;
Z10 Zd cos .
Х10 0;
(7.5)
Уравнения боковой затылованной по окружности поверхности N-го резца запишем в системе S, связанной с протяжкой, переписав в нее уравнения (7.4), получим следующие выражения для координат:
Х И (R dn sin ) sin(0 n ) rk cos( 0 n);
YИ (R dn sin ) cos(0 n ) rk sin( 0 n); (7.6)
ZИ Zdn cos .
Криволинейными координатами поверхности (7.6) являются параметр , отражающий качание (блока или круга) при затыловании, и , фиксирующий точку на дуговой
режущей кромке шлифовального круга.
С учетом уравнения плоскости передней грани (7.7)
X и ·cos( n - 0 )-Y и ·sin( n - 0 )-r 0 = 0,
(7.7)
выражения (7.6) формируют соотношение для . Оно будет таким:
=arcsin (r 0 +r k cos( - 0 + 0 ) /(R d n - s in )-( 0 + 0 ).
(7.8)
В дальнейшем нам потребуются, цилиндрические координаты точек режущей
кромки. Для N-го резца протяжки их можно описать так:
138
arctg(X И / YИ).
Ri
i
X2И YИ2;
(7.9)
Таким образом, с учетом цилиндрических координат (7.9), уравнения режущей
кромки запишутся в следующем виде:
Ri cos i;
Zd cos .
Х10 Ri sin i;
Y01
Z10
(7.10)
Круговая протяжка в процессе резания совершает сложно-плоское движение.
Поступательное перемещение протяжки находится в строгом соответствии с углом ее
поворота и определяется профилем кулака подачи.
Найдем поверхность резания для N-го резца протяжки. Для этого свяжем с обрабатываемым изделием (см. рис.2б) условно неподвижную систему координат нарезаемой впадины S (X,Y,Z).
Ось Y направим вдоль направления подачи, а ось X проведем в плоскости симметрии обрабатываемой впадины; при этом плоскость Y = 0 проходит через расчетную
точку Р0 на боковой поверхности зуба. Ось Z системы S(X,Y,Z) совпадает с осью протяжки в момент профилирования расчетной точки Р0.
Для аналитического описания функции формообразования двухзвенной технологической системы зубопротяжного станка покажем протяжку в момент работы N-го резца (см. рис.7.11б). На основании этой схемы можно записать выражения для поверхностей резания i-го резца протяжки:
X R i cos( i - );
Y R i sin( i - ) C
Z Z d cos(v)
(7.11)
Независимыми параметрами поверхности являются углы i и , а величина Ri функция от параметра n. При =const уравнения (7.11) представляют кромку в одном из
положений протяжки, а при n,Ri=const - кривую, которую описывает точка режущей
кромки в системе S изделия.
Зафиксировать точку кривой в контролируемом поперечном сечении впадины Y =
S = Const можно численным решением второго трансцендентного уравнения из (7.11)
относительно переменной φ встроенной функцией системы Mathcad root(f(i,j,φ),φ.-1,1)
139
и построить её по координатам (Xi,j, Zi,j) той же системы (7.11). Здесь [-1≤φ≤1] исходный
диапазон неопределённости (в радианах) при поиске решения уравнения f(i,j,φ).
Соответствующий фрагмент листинга программы приводится ниже:
f ( ij ) a sin
i j
X
a cos
Y
a sin
Z
Zd cos
i j
i j
i j
i j
i j
i j
C S
i j
i j
Трансцендентное уравнение относительно φ
root ( f ( ij ) 11)
Выражения для коорди-
root ( f ( ij ) 11) C root ( f ( ij ) 11)
ij
i
нат схемы резания в
плоскости Y = S
7.3.3 Реализация алгоритма и программы кругового протягивания
Реализация алгоритма и программы показана на рис.7.13. для примера сателлитной
шестерни (mte = 5мм.; z = 11) дифференциала автомобиля однопроходной протяжкой с
параметрами: Rp = 270мм.; ρ = 17.72мм.; Rd0 = 282.39мм.; Zd0 = 18.16мм.; L1 = 1.929; L2 =
1.987; L11 = -1.446; L22 = -1.335. Координата z в рассматриваемом примере изменялась в
диапазоне [2 ≤ z ≤ 8] с дискретой 0.25мм. Параметр кулака продольной подачи дисковой
протяжки С = 28.66. Масштаб изображения легко редактируется для повышения точности.
10
10
10
X i j
X i j
X i j
xg( ) 5
xg( ) 5
xg( ) 5
0
0
2
4
6
8
0
0
0
Z i j zg( )
S = -9мм.
2
4
6
Z i j zg( )
S = 0мм.
8
0
2
4
6
8
Z i j zg( )
S = 9мм.
Рис.7.13 Схемы резания в трёх поперечных сечениях впадины.
Графические возможности Mathcad позволяют рассмотреть схему и в трёхмерном
изображении, как показано на рис.7.14.
140
X
Рис.7.14 Схема резания в среднем поперечном сечении межзубцовой впадины
Для строго численного анализа геометрической ситуации в каждом сечении впадины возникает потребность в генерации числового массива в виде матрицы X
(рис.7.15) с числом строк, равным числу резцов и с числом столбцов, равным числу
фиксированных значений координаты z в диапазоне её изменения.
Рис.7.15 Матрица для процесса формообразования межзубцовой поверхности (размеры
матрицы в интересах публикации сокращены).
Матрица с ячейками даёт ответ на главный вопрос моделирования, как реализу-
141
ется процесс огибания ограниченным числом режущих кромок, нет ли значительных
«срезов» и какова величина остаточных гребешков на обработанной поверхности. Для
этого в матрице цветом отмечаются ячейки с минимальными значениями в столбцах с
учётом номера соответствующего резца. Сортировка столбцов матрицы выполняется
программным блоком с использованием встроенной функции csort (X,j), листинг №7.1.
i 0 nr
k 0 20
Y11
k
for j 0 20
A1 csort ( X j )
Цикл по кромке
Цикл по резцам nr =20
Y11 A1
j
0 j
Y11
j
Листинг№ 7.1.
Растровые минимумы образуют одномерные массивы Y11k для рассматриваемых поперечных сечений межзубцовой впадины зубчатого колеса.
Количество поперечных сечений в каждом случае выбирается оператором в зависимости от точности расчётов и не имеет принципиальных ограничений.
Y11
0
6
Y11
xg( )
4
Xi j
2
0
2
4
z zg( ) Z i j
6
0
2
0.891
1
2.25
1.457
2
2.5
1.962
3
2.75
2.418
z 4
3
5
3.25
6
3.5
7
3.75
8
4
9
...
2.831
3.208
3.553
3.864
4.146
...
Листинг №7.2.
После сортировки матрицы рис.7.15 по массивам Y11,z строится огибающая (не
в дифференциальном смысле) к схеме резания, как полупрофиль обрабатываемой впадины, показанный в равных масштабах по координатным осям на рисунке (листинг
№7.2) первой трассировкой. Полупрофиля впадины вследствие её симметричности
вполне достаточно для исследования процесса формообразования во многих важных
аспектах. Перечислим некоторые из них: во-первых это построение схемы резания
кромками чистовых резцов протяжки и остаточных неровностей; во-вторых числовые
массивы исследовать поперечные сечения срезаемых слоёв и критичных для данного
142
процесса «срезов». Подробный листинг программы представлен в приложении № 21 на
с.413.
7.4 ВЫВОДЫ по седьмому разделу
1.
Разработаны геометрические и знаковые модели исходных мультиэлементных
контуров рейки и шлицевого валика, а так же соответствующих плоских технологических зацеплений. Модели разработаны на основе отображений дискретных и степенных
функций в контролируемое сечение и использования растровых экстремумов для поиска
обволакивающих контуров точечных структур.
2.
Исследованы процессы формообразования межзубцовых и межшлицевых впадин
зубчатых колёс и шлицевых валиков реечным и обкатным инструментом.
3.
Графикой Mathcad показана наглядность представления и удобство исследования
процессов профилирования инструментов и процессов формообразования.
4.
Ещё раз показана критичность дифференциальных методов решения задач фор-
мообразования (прямая и обратная) на исходных контурах с неопределёнными дифференциальными характеристиками и плодотворность численных методов, в том числе
предложенного в диссертации.
5.
Исследован на микро и макроуровне процесс формообразования межзубцовой
впадины прямозубого конического колеса круговой протяжкой с конечным числом режущих кромок и сложным режущим контуром.
143
8. ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ И ПЕРЕДАЧА
РЕЗУЛЬТАТОВ В ПРОИЗВОДСТВО
Тестирование, экспериментальная проверка и передача полученных в работе результатов в реальное производство осуществлялось численными и натурными экспериментами (см. приложения №22), в лаборатории резания СГТУ им. Гагарина Ю.А. и на
предприятиях г. Саратова: «САРЭНЕРГОМАШ», «СЕРП и МОЛОТ», «РОСРЕМПОДШИПНИК».
8.1.Использование результатов по винтовому формообразованию и затылованию
дискового инструмента.
На саратовском заводе «САРЭНЕРГОМАШ» осуществляется массовое сверление
глубоких (l/d≥15) отверстий в трубных досках котлов и теплообменников спиральными
свёрлами (рис.8.1).
Рис.8.1 Трубная доска
Для повышения эффективности этой операции совместно с заводскими специалистами ведётся поиск нового инновационного режущего инструмента с обеспечением его
собственного производства в условиях инструментального цеха.
Для технологической подготовки производства спиральных сверл с «крутой» спиралью (ώ≈400) и «параболической» стружечной канавкой в рамках данной диссертации
выполнены теоретические исследования на основе изложенных выше методических
приёмов, алгоритмов и программ.
Конструктивные и геометрические параметры сверла с «крутой» спиралью соответствовали рекомендациям [1], а с параболической стружечной канавкой были найдены
на основе натурного инновационного образца (ФОТО) и некоторых методических про-
144
цедур по «оцифровке» его поперечного сечения. Оттиск поперечного сечения сверла
рис.8.2а увеличивался в допустимом масштабе рис.8.2б в локальной системе координат
с началом на оси сверла, в которой и определялись координаты намеченных точек профиля сечения.
М 16.7:1
М 1:1
а
б
с
Рис.8.2 Описание поперечного профиля сверла
(а) - оттиск; (б) - увеличение и сканирование; (с) –«оцифровка» координат профиля.
Профилирование дискового инструмента производилось из условия формообразования всего профиля ВП лезвия сверла за один проход (от ленточки до ленточки) по схеме
(см. рис. 2.10) на параметрах наладки: межосевое расстояние А=30 мм.; угол скрещивания
осей инструмента и заготовки λ=370; технологическое смещение в наладке Ls=-4мм.
Координаты найденного осевого сечения ПП дисковой фрезы и её трёхмерная модель показаны на рис.8.3. Для определённости заметим ещё раз то, что профиль ПП обволакивает «тёмную структуру» снизу и найден по растровым минимумам и графическим возможностям Mathcad по части трассировок графиков для их более тонкого анализа.
8.8
8
6
4
3
2
0
2
4
6
7
8
8.8
25
25
24.5
23.75
23.7
24.25
25.9
27.1
27.4
26.6
25.8
24.75
22.8
30
28.7
27.4
26.1
24.8
23.5
22.2
20.9
19.6
18.3
17
10 8 6 4 2 0
F
2
4
6
8
10
Рис.8.3 Геометрия осевого сечения ПП фрезы и её трёхмерная модель
145
Для проверки правильности решения прямой задачи в рассматриваемом примере
численно моделировался процесс формообразования исходной винтовой поверхности
сверла найденной производящей поверхностью фрезы. Результаты численного моделирования показаны на рис.8.4. Текст программы для заказчика приведен в приложении
№23
20
y ( i )
10
( )
c ( )
y ( 1 )
20
10
0
10
20
y ( n1 )
10
20
x ( i ) ( ) c ( ) x ( 1 ) x ( n1 )
Рис.8.4 Контрольное решение обратной задачи
Были спроектированы (рис. 8.5): спиральное сверло (а) дисковая фреза (б), фасонный стержневой резец по авторской методике с использованием принятого в работе способа описания исходной поверхности (см. приложение №23) и шлифовальный фасонный круг для радиального затылования фрезы без интерференции (в), что было передано
на завод «САРЭНЕРГОМАШ» г. Саратова и проверено в условиях его инструментального цеха.
(а)
(б)
(в)
Рис.8.5 Экспериментальные результаты по винтовому формообразованию
146
8.2. Использование результатов по формообразованию валков суперфинишного
станка SZASLE-50x500.
Реализация методики профилирования суперфинишных валков проводилась в интересах предприятия «РОСРЕМПОДШИПНИК» г. Саратова по ремонту буксовых подшипников грузовых железнодорожных вагонов с использованием микрошлифования
дорожек качения колец и брускового суперфиниша тел качения с профилем переменной
кривизны, адаптированным к условиям эксплуатации подшипника. Текст программы
приведён в приложении № 18 с подробным комментарием исходных данных и других
числовых констант процесса профилирования.
Финишная обработка функциональной поверхности валков (рис. 8.6а) после термообработки производилась на токарном станке мод. 16Б16Т1С1 НС31 с модифицированным программным управлением в режиме сухого без люнетного твёрдого точения композитным
инструментом
с
радиусной
кромкой
на
режиме:V=45м/мин.;
S=0.09мм/об.;t=0.1мм.; с отклонением от круглости ± 0.05мм. и шероховатостью обработанной поверхности Rz= (0.8-3)мкм.
70
A( t ) 65
A( t1) 60
A1( t1)
55
50
400
200
0
200
400
t t1
а
б
Рис.8.6. Валки суперфинишного станка, подготовленные к ремонту (а) и
аппроксимация поверхности валка круговым конусом (б).
Следует отметить, что данная технология механической обработки валка без операции шлифования применена в России впервые и, как подтвердилось в производственных условиях, вполне обеспечила требования чертежа обрабатываемого ролика и заказчика отремонтированных буксовых подшипников.
Экспериментально исследовалась и технология изготовления валка с линейным
осевым профилем (третья трассировка на рис.8.6б), аппроксимирующим расчётный нелинейный, и дающий возможность тривиальной шлифовки валка на кругло-
147
шлифовальном станке со смещением задней бабки.
Применение спроектированных валков позволило существенно повысить точность
и качество обработки тел качения с регламентированным профилем, о чём свидетельствуют приводимые на рис.8.7 профилограммы осевых сечений роликов.
Рис.8.7 Геометрические характеристики роликов
В приложении № 25
приводится соответствующий акт предприятия.
8.3. Использование результатов по формообразованию функциональных
поверхностей ШРУС-ов.
Практические результаты аналитического описания и исследования процессов
формообразования функциональных поверхностей шарниров равных угловых скоростей
состоят в трёх аспектах: в разработке математического ядра для контрольноизмерительных процедур на 6-ти осевых КИМ-ах фирмы ЛАПИК г. Саратова; в профилировании и проектировании фасонной дисковой фрезы для предварительной обработки
незамкнутых квазиторовых поверхностей обоймы ШРУС на универсально-фрезерном
станке; в изготовлении макета концевого фасонного инструмента для квазиторовых поверхностей корпуса ШРУС.
Описание координат точек и дифференциальных характеристик функциональных
поверхностей ШРУС после импортирования их в систему КИМ позволяет глобально
контролировать их геометрию, взаимное расположение и расположение относительно
баз. Измерение производится щупом с одним сферическим наконечником за одну установку контролируемого объекта и без его вращения в рабочем пространстве КИМ (рис.
8.8).
148
Рис.8.8 Измерение и контроль корпуса ШРУС на КИМ
Дисковая фасонная фреза с теоритически точной производящей поверхностью для
обработки обоймы спроектирована с использованием программного модуля (см. приложение № 11-14) и условием её затылования абразивным кругом без интерференции.
Концевой фасонный двух лезвийный инструмент для обработки корпуса (рис. 8.9 )
спроектирован, спрофилирован и изготовлен в виде макета на основе расчётов и численных экспериментов для исключения нулевой на оси инструмента и минимальных скоростей шлифования соответствующим «срезом» вершины инструмента.
Рис. 8.9 Макет концевого фасонного инструмента для формообразования поверхностей корпуса ШРУС.
Для правильного восприятия размеров макет инструмента сфотографирован на
масштабной (ячейка 5х5мм) подложке в трёх проекциях.
8.4 Использование результатов по формообразованию винтового жёлоба на валках
бесцентровых станков для конических тел качения.
Полученные результаты использовались при подготовке опытного производства на
СПЗ конических тел качения буксовых подшипников по линии аналитической поддерж-
149
ки операций их бесцентровой обработки шлифованием и брусковым суперфинишем.
Результаты расчётов были положены в основу профилирования винтовых желобов
на валках бесцентровых станков, а также проектирования абразивного инструмента
(рис. 8.10 ) и наладки резьбо-шлифовального станка для их формообразования на параллельных осях валка и абразивного круга.
Рис.8.10 Двуугловой абразивный круг для шлифования винтового жёлоба на опорно-транспортном барабане
Кроме того, была обеспечена теоретическая поддержка для проектирования фасонного инструмента для токарной обработки винтовых желобов и плоских калибров для
их контроля после токарной и абразивной обработки.
В заключение отметим, что теоретические разработки, инвариантные и специальные программные модули по профилированию сложно-режущего инструмента и формообразованию им технологических поверхностей нашли применение в учебном процессе кафедры «Проектирование технических и технологических комплексов» СГТУ
имени Гагарина Ю.А. при подготовке дипломных проектов и магистерских диссертаций.
8.5 ВЫВОДЫ по восьмому разделу
1.
Экспериментально проверены и подтверждены методические приёмы, ал-
горитмы и программы для решения задач большинства рассмотренных в диссертации
процессов формообразования инструментальных и технологических поверхностей.
150
2.
Спрофилирована, спроектирована и изготовлена дисковая фасонная фреза
для фрезерования стружечных канавок на инновационных спиральных свёрлах глубокого
сверления в условиях неполной информации (по образцу поперечного сечения сверла).
3.
Спрофилирован фасонный резец для затылования фрезы и шлифовальный
круг по условию отсутствия интерференции. Процедуры затылования реализованы в
лабораторных и цеховых условиях СГТУ им. Ю.А. Гагарина и завода САРЭНЕРГОМАШ г. Саратова.
4.
Спрофилированы и изготовлены валки бесцентровых суперфинишных
станков для тел качения с осевым профилем переменной кривизны. Поверхности валков
сформированы методом «твёрдого» точения на токарном станке с ЧПУ и они обеспечили профиль тел качения, регламентированный заказчиком.
5.
Выполнены расчёты для поддержки технологической подготовки произ-
водства ШРУС и конических тел качения кассетных буксовых подшипников на двух
саратовских предприятиях.
6.
Экспериментально проверены модели и расчёты по обеспечению затылова-
ния без интерференции на токарно-затыловочном станке фирмы «МОДУЛЬ».
7.
Подтверждена экспериментально возможность аппроксимации расчётной
поверхности валка поликонической поверхностью из совокупности усечённых круговых
конусов для тела качения с переменной кривизной осевого сечения.
151
9. ЗАКЛЮЧЕНИЕ И ОСНОВНЫЕ ВЫВОДЫ
В работе усовершенствованы, предложены и исследованы новые методические
приёмы численного решения задач формообразования типовых технологических поверхностей в машиностроительном и инструментальном производстве.
Ниже кратко формулируются основные положения, результаты и выводы, имеющие принципиальное значение для рассмотренных технологий формообразования:
1. С учётом программных и графических возможностей системы Mathcad предложено комплексное описание исходных мультиэлементных поверхностей в
задачах формообразования в дискретной, параметрической и интерполяционной формах;
2. Прямая и обратная задачи процессов формообразования интерактивно решаются на основе
целесообразного сочетания аналитических и графо-
аналитических методов, что позволяет избегать сингулярности из-за осцилляции угла между нормалями и неоднозначности решений «характеристических»
трансцендентных уравнений
3. Авторская интерпретация способа Саламандры-Шевелёвой для определения «
обволакивающей» состоит в отображении образующих или направляющих линий исходных поверхностей в искомое сечение, формировании и сортировки
содержимых матриц с введением нового понятия «растровый экстремум».
4. На основе разработанных методических приёмов реализованы алгоритмы винтового формообразования дисковым инструментом функциональных поверхностей: свёрл с обобщённым мульти элементным профилем поперечного сечения, применяемых для сверления труднообрабатываемых материалов; с линейчатой и круговинтовой образующей (для ШВП); свёрл шнековых специальным фасонным и стандартным концевым инструментом; винтовых желобов
на опорно транспортных валках суперфинишных станков для конических тел
качения с обобщённым осевым профилем, а также функциональных поверхностей на элементах винтового блока циклоидального компрессора.
5. Решена задача профилирования шлифовального круга для радиального затылования «прецизионных» дисковых фасонных фрез с учётом и исключением
возможной интерференции круга и соседнего зуба. Строго численно показана
152
практическая эквивалентность способов профилирования круга по кромке зуба, лежащей на производящей поверхности (ПП) и дифференциального по
описанной ею задней затылованной поверхности. Поставлена точка в научном
споре оппонентов [52] и [71]
6. Разработан алгоритм и исследован процесс формообразования межшлицевых
поверхностей валов и межзубцовых впадин зубчатых колёс с трёхэлементным
исходным контуром рейки в условиях плоского зацепления, а также поверхностей впадин прямозубых конических колёс, обработанных круговыми протяжками по схеме Revacycle.
7. Найдено новое решение задачи профилирования поверхностей опорнотранспортных валков для цилиндрических тел качения с нормированным профилем осевого сечения постоянной и переменной кривизны.
8. Предложена и численно исследована процедура аппроксимации расчётной выпуклой поверхности валка суперфинишного станка технологичной поликонической для её формообразования при изготовлении валка и ремонте при отсутствии специальных вальцешлифовальных станков с программным управлением.
9. Разработана методика и численно исследован процесс формообразования незамкнутых квазиторовых функциональных поверхностей шарниров равных угловых скоростей концевым лезвийным и абразивным инструментом с возможностью дуговой правки, а также разработано математическое ядро для измерения и контроля этих поверхностей на КИМ-ах.
10. Разработаны элементы САПР (23 файла, 40 Мб) перечисленных объектов, допускающие возможность корректировки и адаптации, удобные для практического использования в инструментальных цехах и учебном процессе.
11. Результаты работы нашли практическое применение при подготовке производства спиральных свёрл инновационных образцов и суперфинишных валков
для тел качения осевым сечением переменной кривизны.
153
СПИСОК ЛИТЕРАТУРЫ
1.
Баранчиков В.И. Справочник конструктора-инструментальщика. / В.И. Баран-
чиков - М.: Машиностроение, 1994. - 560 с.
2.
Беляев А.Е Формообразование и профилирование фасонных вогнутых по-
верхностей дисковым инструментом, имеющим производящую поверхность вращения с
прямолинейными образующими. Автореферат дис. канд. техн. наук, СГТУ Саратов,
1984. 18 с.
3.
Бесцентровые суперфинишные полуавтоматы / В.Н. Мазальский // Станки и
инструмент. 1971. № 3. С. 20-24.
4.
Бржозовский Б.М. Бесцентровые суперфинишные станки: учеб. пособие / Б.М.
Бржозовский, О.В. Захаров. - Саратов: Сарат. гос. техн. ун-т, 2011. - 112 с.
5.
Бржозовский Б.М. Кинематические и силовые аспекты бесцентрового супер-
финиширования / Б.М. Бржозовский, О.В. Захаров, А.Ф. Балаев // СТИН .2006. №11.С.25.
6.
Бронштейн И.Н. Справочник по математике / И.Н. Бронштейн, К.А. Семендя-
ев - М. Наука. гл.ред.физ.мат.лит. 1986 - 544 с.
7.
Брусов С.И. Вариант определения профиля дисковой фрезы для обработки
винтовой поверхности на основе пространственного математического отображения схемы резания [Текст] / С.И. Брусов, М.В. Жуплов, А.С. Тарапанов // “Высокие технологии
в машиностроении”: тез. докл. Всероссийской науч.-техн. интернет-конф. с международ.
участием отв. редактор В.Г. Круцило. – Самара, Самар. гос. техн. ун-т, 2008. 294 с.
с.135-140 с.
8.
Билик Ш.М. Макрогеометрия деталей машин / Ш.М. Билик. - М.: Машгиз,
1962. - 275 с.
9.
Васильев. Об использовании кубических сплайнов при описании производя-
щих поверхностей инструмента для нарезания зубьев колес спироидных передач / Васильев., М.Е. Гордон // Совершенствование методов расчета , конструирования технологии
производства
спироидных,
гипоидных
и
червячных
передач
и
редукторов:
Сб.тр.респ.н/т конф.- Устинов,1986.-с.26-27.
10.
Волков А.Э. Компьютерное моделирование процессов формообразования по-
верхностей резанием / А.Э. Волков // Конструкторско-технологическая инфор-матика-
154
2000: Труды конгресса. В 2-х т. IV международный конгресс. -М.: Изд-во "Станкин",
2000, т.1, с.122-126.
11.
Волков А.Э. Численное моделирование технологии нарезания конических ко-
лес фрезами-протяжками / А.Э. Волков, Г.И. Шевелева // Тезисы докладов научнотехнической конференции "Совершенствование конструкции и технологии зубообработки передач зацеплением". Ижевск, 1984.
12.
Галахов М.А. Расчет подшипниковых узлов./ М.А. Галахов, А.Н. Бурмистров.
– М.: Машиностроение, 1988. - 272 с.
13.
Главный каталог SKF. Ответственный издатель: Директор Габар Холлерунг.
Типография им. Кошута, Будапешт. Ответственный руководитель: Генеральный директор Иштван Беде.
14.
ГОСТ 25762-83 Обработка резанием (термины, определения и обозначение
общих понятий).
15.
Гонтарев А.П. Теоретическая поддержка и реализация бесцентрового сперфи-
нишного восстановления изношенных роликов подшипников / А.П. Гонтарев, А.В. Федоров, В.В. Погораздов, В.О. Горбачев // НАУКА: 21 ВЕК (транспорт и машиностроение) № 1. 2012. С. 36-44
16.
Горбачев В.О. Компьютерная поддержка для формообразования концевым
инструментом незамкнутых эллиптических поверхностей в шарнирах равных угловых
скоростей / В.О. Горбачев, В.В. Погораздов // Вестник Саратовского государственного
технического университета 2012, №4(68) С. 125-130.
17.
Горбачев В.О. К вопросу профилирования дискового инструмента для линей-
чатых винтовых поверхностей /В.О. Горбачев, В.В. Погораздов // Исследования станков
и инструментов для обработки сложных и точных поверхностей: сб. науч. тр. Саратов:
СГТУ, 2008.
18.
Горбачев В.О. Профилирование винтового желоба и дискового инструмента
для шариковой винтовой передачи / В.О. Горбачев, В.В. Погораздов // Прогрессивные
направления развития технологии машиностроения: сб. науч. тр. Саратов: СГТУ. 2010.
С. 46-50.
19.
Горбачев В.О. Моделирование переходного профиля зуба колеса в реечном
эвольвентном зацеплении / В.О. Горбачев, В.В. Погораздов // Исследование сложных
технологических систем: сб. науч. тр. Саратов: СГТУ. 2011
155
20.
Горбачев В.О. Геометро-конструктивные аспекты формообразования винтов
героторных насосов / В.О. Горбачев, В.В. Погораздов, А.В. Приходько // Информационные технологии, автоматизация, САПР пром. систем. Сб. науч. трудов III Всероссийской
науч-техн конф. Саратов. 2011 С. 151-156
21.
Горбачев В.О. Численное профилирование шлифовального круга для затыло-
вания дискового фасонного инструмента / В.О. Горбачев // НАУКА: 21 ВЕК (транспорт
и машиностроение) № 1. 2012. С. 30-36.
22.
Горбачев В.О. Профилирование в Mathcad дискового инструмента для формо-
образования винтовых канавок шнековых свёрл / В.О. Горбачев, В.В. Погораздов //
НАУКА: 21 ВЕК (транспорт и машиностроение) № 2. 2012. С. 58-64.
23.
Горбачев В.О. Моделирование вычислительными и графическими средствами
Маткад винтового формообразования дисковым инструментом / В.О. Горбачев, В.В. Погораздов // Сб. науч. тр. Автоматизация и управление в машино- и приборостроении.
Саратов, СГТУ, 2012 С. 21-26
24.
Грубин А.Н. Зуборезный инструмент. / А.Н. Грубин, М.Б. Лихциер, М.С. По-
лоцкий. – М.:1947. -232с.
25.
Гольдфарб В.И. Моделирование на ЭВМ формообразования поверхностей по
методу огибания. / В.И. Гольдфарб, Д.В Главатский, И.П. Несмелов // Применение систем автоматизированного проектирования и конструирования в машиностроении. Всесоюз. симпозиум, часть 1, Ростов на Дону,1983,-с.75-77.
26.
Гречишников В.А. Проектирование дисковой фрезы для обработки винновой
канавки сверла: методические указания для выполнения курсовой работы. / В.А. Гречишников, Б.Е. Седов, В.Б. Романов - М.: МГТУ «Станкин», 2007. 32с.
27.
Гречишников В.А. Автоматизированное проектирование режущего инстру-
мента как средство сокращенного его расхода / В.А. Гречишников //Станки и инструменты. 1988.- № 2
28.
Гречишников В.А. Подсистема автоматизированного проектирования режу-
щих инструментов / В.А. Гречишников, В.Н. Щербаков // Станки и инструменты.-1987.№1
29.
Гречишников В.А. Профилирование инструмента для обработки винтовых
поверхностей деталей по методу совмещенных сечений. / В.А. Гречишников М.: Мосстанкин, 1979
156
30.
Гречишников В.А. Проектирование дискового инструмента для обработки
винтовых поверхностей / В.А. Гречишников, Г.Н. Кирсанов // Машиностроитель.- 1978.№ 10.
31.
Гречишников В.А. Моделирование систем инструментального обеспечения
автоматизированных производств / В.А. Гречишников - М.: Обзорная информация
ВНИИТЭМР, 1983, выпуск 4, серия 8
32.
Гречишников В.А. Автоматизированное проектирование металлорежущего
инструмента. / В.А. Гречишников, Г.Н. Кирсанов, A.B. Катаев. М.: Мосстанкин, 1984
33.
Гречишников В.А. Некоторые вопросы профилирования инструмента для об-
работки винтовых поверхностей. Автореферат дис. канд. техн. наук / В.А. Гречишников
- М.: Мосстанкин, 1964. 18 с.
34.
Гречишников В.А. Система автоматизированного проектирования режущего
инструмента. / В.А. Гречишников // Автоматизированные системы проектирования и
управления Серия 9, выпуск 2, М.: ВНИИ-ТЭМРД987.
35.
Гундорин В.Д. Форма транспортирующих валков для бесцентрового суперфи-
ниширования цилиндрических деталей / В.Д. Гундорин, А.В. Рязанов // Чистовая обработка деталей машин: межвуз. науч. сб. Саратов: СПИ, 1975. С. 7-13.
36.
Гундорин В.Д. Расчет профиля транспортирующих валков для бесцентрового
суперфиниширования бомбинированных роликов / В.Д. Гундорин, И.И. Бочкарёва, А.В.
Рязанов // Подшипниковая промышленность 1972. № 5.С. 7-10.
37.
Давиденко О.Ю. Имитационные технологии формообразования рабочих по-
верхностей деталей подвижных сопряжений / О.Ю. Давиденко, М.К. Решетников, О.С.
Шахбанова // Прогрессивные направления развития технологии машиностроения:
сб.науч.тр. СГТУ. – Саратов, 2005. – С. 31-33.
38.
Давиденко О.Ю. Новые прогрессивные технологии машиностроительных
проиводств. Ч.2: Теоретические основы многобрускового формообразующего суперфиниширования с локализацией контакта инструмента с обрабатываемой поверхностью. /
О.Ю. Давиденко - Саратов: СГТУ, 1997. - 218 с.
39.
Давиденко О.Ю. Новые прогрессивные технологии машиностроительных
производств. Ч.3: Технология многобрускового формообразующего суперфиниширования с локализацией контакта инструмента с обрабатываемой поверхностью. / О.Ю. Давиденко - Саратов: СГТУ, 1997. - 152 с.
157
40.
Давыдов Я.С. Поверхность контактных нормалей и оси зацепления / Я.С. Да-
выдов // Механика машин , вып. 31-32, - М: Наука. 1972.
41.
Данилова Е.А. Определение максимально допустимого диаметра шлифоваль-
ного круга при затыловании резцов зуборезных головок для нарезания круговых зубьев
конических колес / Е.А. Данилова, В.В. Погораздов, М.Г. Сегаль // Прогрессивные
направления развития технологии машиностроения:Сб.тр.-Саратов,1997.-с.159-165.
42.
Дерли А.Н. Определение кинематических параметров зубодолбления с помо-
щью пространственного математического отображения схемы резания / А.Н. Дерли,
А.С. Тарапанов, Г.А. Харламов // Справочник. Инженерный журнал, 2000. № 7. С. 17-21.
43.
Джонсон К. Механика контактного взаимодействия: Пер. с англ. / К. Джонсон
- М.: Мир, 1989. - 510 с.
44.
Домнин П.В. Способ формообразования фасонной винтовой поверхности
стандартным инструментом прямого профиля./ Ю.Е.Петухов, Домнин П.В. // Вестник
МГТУ “Станкин” № 3 (15), 2011, с.102-106.
45.
Домнин П.В. Компьютерное моделирование обработки винтовой канавки на
заготовке концевой фрезы / П.В. Домнин, Ю.Е. Петухов // "Известия МГТУ МАМИ" №2
(12) – 2011. М. С – 156-164.
46.
Домнин П.В. Решение обратной задачи профилирования на базе схемы чис-
ленного метода заданных сечений / П.В. Домнин, Ю.Е. Петухов // "Инженерный журнал
СПРАВОЧНИК" №11 2011, с. 26-29.
47.
Домнин П.В. Фрезерование фасонных винтовых поверхностей деталей фреза-
ми с заданным профилем / П.В Домнин., Ю.Е Петухов // докл. XII научная конференция
МГТУ «Станкин» и «Учебно-научного центра Математического моделирования МГТУ
«Станкин» - ИММ РАН» по математическому моделированию и информатике (14 – 15
МАЯ 2009 г.). – С.267-269.
48.
Жуплов М.В. Интерактивное профилирование дисковых фрез для обработки
составных полузакрытых винтовых поверхностей на основе трехмерного отображения
схемы профилирования / М.В. Жуплов // Известия Орел ГТУ. Серия «Фундаментальные
и прикладные проблемы техники и технологии» № 2-3/274 (560). – Орел: ОрелГТУ,
2009. С.24-29.
49.
Жуплов М.В. Комплексный подход в профилировании и исследовании обра-
ботки винтовых поверхностей / М.В. Жуплов, С.И. Брусов, А.С. Тарапанов // Проблемы
158
качества машин и их конкурентоспособности: материалы 6-ой международной научнотехнической конференции. – Брянск: изд-во БГТУ, 2008. – С. 269–270
50.
Жмудь А.Е. Винтовые насосы с циклоидальным зацеплением / А.Е Жмудь //
Машгиз, 1963,156 с.
51.
Зотов Б.Д. К вопросу об осях зацепления в пространственных зацеплениях /
Б.Д. Зотов // Исследования станков и инструментов для обработки сложных и точных
поверхностей: Сб. тр. - Саратов, 1993 с.4-12.
52.
Зотов Б.Д. Профилирование абразивных кругов для затылования червячных
фрез. / Б.Д. Зотов, В.С. Овсянников // Усовершенствование зуборезного инструмента.М.,-Машиностроение-1969.-с.325-331.
53.
Зотов Б.Д. Уравнение боковой поверхности зуба конического прямозубого ко-
леса, нарезаемого по методу кругового протягивания / Б.Д Зотов, В.В Погораздов., Ю.А
Синичкин // Прогрессивная технология машиностроения: Сб.тр. - Саратов, 1970 с.166170.
54.
Зотов Б.Д., Станочное зацепления при круговом протягивании прямозубых
конических колес / Б.Д. Зотов, В.В. Погораздов, Ю.А Синичкин., В.И. Федорович // Исследования зубообрабатывающих станков, инструментов и резания металлов: Сб.тр.Саратов, 1972.-с.171-175.
55.
Зотов Б.Д. Профилирование черновой протяжки для кругового протягивания
конических прямозубых колес / Б.Д. Зотов., В.В. Погораздов // Тезисы докладов 33
науч.техн. конф. Саратов 1970.-с.15-16.
56.
Илюхин С.Ю. Каркасно-кинематический метод профилирования / С.Ю Илю-
хин // Труды 4-го межд. Конгресса «Конструктор.-технологическ. информат.-2000»,
Том1 М: «Станкин», 2000.-с.224-227.
57.
Илюхин С.Ю. Современные тенденции развития методов профилирования /
С.Ю. Илюхин, В.Б. Протасьев // Труды 4-го межд. Конгресса «Конструктор.технологическ. информат.-2000», Том1 М:«Станкин», 2000.-с.227-229.
58.
Илюхин С.Ю. Моделирование процесса профилирования винтовых поверхно-
стей дисковым инструментом / С.Ю. Илюхин, С.А. Крутилин // Техника машиностроения. - М.: НТП "Вираж-Центр", 1999. - N4(22). - с. 22 - 24.
59.
Иноземцев Г.Г. О форме впадины и боковой поверхности зуба шестерни, об-
работанной круговым протягиванием / Г.Г. Иноземцев, Б.Д. Зотов, В.В. Погораздов //
159
Материалы 111 научно-технической конферен. молодых ученых СПИ Саратов 1970
с.37-40.
60.
Карачаровский В.Ю. Обобщенная модель твердотельного зуборезного ин-
струмента с изменяемой кривизной производящей поверхности / В.Ю. Карачаровский,
С.А. Рязанов // Проблемы геометрического компьютерного моделирования в подготовке
конструкторов для инновационного производства : сборник материалов Поволжской
науч.-метод. Конференции Саратов: СГТУ, 2010. С. 152-156.
61.
Карачаровский В.Ю. Разработка цифровых технологий твердотельного моде-
лирования процессов формообразования пространственных зубчатых передач для реализации на многокоординатных станках / В.Ю. Карачаровский, С.А. Рязанов // Пятый
Саратовский са-лон изобретений, инноваций и инвестиций: в 2 ч. Саратов: СГТУ, 2010.
Ч. 1. С. 150-151.
62.
Карачаровский В.Ю. Геометрическое моделирование формообразования про-
странственных поверхностей при винтовом относительном движении / В.Ю. Карачаровский, С.А. Рязанов // Проблемы геометрического моделирования в автоматизированном
проектировании и производстве: 1-я Междунар. науч. конф. М.: Изд-во МГИУ, 2008. С.
143-146.
63.
Кирсанов Г.Н. Вопросы формообразования винтовых поверхностей в произ-
водстве режущих инструментов / Г.Н. Кирсанов, С.С. Ласточкин // ЭИ/НИИмаш. Сер.
Металлорежущий и контрольно-измерительный инструмент, 1980, вып. 7, с. 16-21.
64.
Кирсанов Г.Н. Механический способ профилирования дисковых инструментов
для обработки винтовых поверхностей / Г.Н. Кирсанов, С.С. Ласточкин // ЭИ/НИИмаш.
Сер. Металлорежущий и контрольно-измерительный инструмент, 1977, вып. 7, с. 5-10,
65.
Кирсанов Г.Н. Определение профиля винтовой канавки по заданному профилю
дискового инструмента / Г.Н. Кирсанов, С.С. Ласточкин // Известия высших учебных
заведений. Машиностроение, 1980, № II, с. 30-33.
66.
Кирсанов Г.Н. Проектирование инструментов. Кинематические методы: Учеб.
пособие по курсу режущего инструмента/ Г.Н. Кирсанов, .- М., 1978.- 70 с.
67.
Кирсанов Г.Н. Профилирование инструментов в форме поверхности вращения
для обработки винтовых поверхностей деталей / Г.Н. Кирсанов // ЭИ/НИИмаш. Сер. Металлорежущий и контрольно-измерительный инструмент, 1977, выл. 12, с. 17-22.
160
68.
Кирсанов Г.Н. Развитие некоторых вопросов теории инструмента / Г.Н. Кирса-
нов // Вестник машиностроения, 1978, № 9, с. 53-58.
69.
Кирсанов Г.Н. Расчет профиля дискового инструмента для обработки винто-
вых поверхностей / Г.Н. Кирсанов, С.С. Ласточкин // Станки и инструмент , 1980, № 5, с.
23-25.
70.
Кирьянов Д.В. Mathcad 13./ Д.В. Кирьянов СПб.: БХВ-Петербург, 2006. 608 с.
71.
Колесов Н.В. Профилирование шлифовального круга для затылования режу-
щих инструментов / Н.В. Колесов // «Известия высших учебных заведений». Машиностроение. 1966. №10. С.13-17
72.
Колчин Н.И. Аналитический расчет плоских и пространственных зацеплений /
Н.И. Колчин - Машгиз,-1949.
73.
Колчин Н.И. Об осях зацепления в пространственных зацеплениях / Н.И. Кол-
чин // Тр. ЛПИ м. М.И. Калинина вып. 4 1951
74.
Королёв А.В. Выбор оптимальной геометрической формы контактирующих
поверхностей деталей машин и приборов / А.В. Королёв - Саратов, СГУ, 1972.
75.
Королёв А.А. Технологические решения проблемы повышения долговечности
опор трения качения/ А.А Королёв, А.Н Баканов. // Исследования станков и инструментов для обработки сложных и точных поверхностей: сб. научн. тр. Саратов: СГТУ,
2006.-С.69-71.
76.
Коростелев Л.В. Пространственное зацепление с цилиндрическим прямозу-
бым колесом / Л.В. Коростелев, В.Н. Щербаков // Надёжность и качество зубчатых передач. 18-670110, НИИ информтяжмаш, 1967.
77.
Кугель Р.В. Долговечность автомобилей.- Машгиз, 1961 (обоснование выпук-
лого профиля ролика)
78.
Лашнев С.И. Геометрическая теория формирования поверхностей режущими
инструментами / С.И. Лашнев, А.Н. Борисов, С.Г. Емельянов: Монография. Курск:
Курск. гос. техн. ун-т, 1997. 391 с.
79.
Лашнев С.И. Расчет и конструирование металлорежущих инструментов с
применением ЭВМ. / С.И. Лашнев, М.И. Юликов - М.,1975, 391 с.
80.
Лашнев С.И. Расчет подрезов и переходных кривых при обработке винтовых
поверхностей дисковым инструментом / С.И. Лашнев, А.Н Борисов // Исследования в
161
области инструментального производства и обработки материалов резанием:Сб.тр.Тула,1983.-с.8-17.
81.
Литвин Ф.Л. Теория зубчатых зацеплений / Ф.Л. Литвин - М. : Наука, 1969
82.
Лукина Г.И. Процесс нарезания зубьев прямозубых конических колес мето-
дом непрерывного протягивания / Г.И. Лукина // Изв. вузов ( Машиностроение),1959,№120 с.12-13.
83.
Лопатин С.А. Расчет профиля дискового инструмента для обработки винто-
вых поверхностей / С.А. Лопатин // Станки и инструмент,1979, №10,с.9-11.
84.
Лясников В.Н. Анализ процесса формообразования сложных поверхностей /
В.Н Лясников., С.К Сперанский., В.В Погораздов., Н.В. Бекренев // Всеросийск.
конф.”Новые материалы и технологии НМТ-98”:Тез.докл.-М.,1998 с.162-163.
85.
Мазальский В.Н. Бесцентровые суперфинишные полуавтоматы / В.Н. Мазаль-
ский // Станки и инструмент. 1971. № 3. С. 20-24.
86.
Макаров В.М. Обеспечение точности профильного шлифования винтовых
зубьев крупномодульных цилиндрических колёс на основе имитационного моделирования : автореф. дис. док. техн. наук / Макаров Владимир Михайлович. – СГТУ., 2010.-33
с.
87.
Малевский Н.П. Использование линейчатой винтовой поверхности для про-
филирования стружечных канавок осевых металлорежущих инструментов / Н.П. Малевский, А.П. Гаевой // Вестник МГТУ. Сер. Машиностроение.1997. №4.С. 33-42.
88.
Малевский Н.П. Расчёт и конструирование затылованных фрез для обработки
винтовых канавок спиральных свёрл Учеб. пособие по курсу «Режущий инструмент» /
Н.П. Малевский, Л.М. Терещенко. М.: Изд-во МВТУ. 1974. 52 с.
89.
Минимизация в инженерных расчетах на ЭВМ. / С.Ю. Тусин, Г.А. Омельянов,
Г.В. Резников и др.-М.: Машиностроение,1981-120 с.
90.
Новиков В.Т. Основы профилирования фрез-протяжек для нарезания прямо-
зубых конических колес / В.Т. Новиков, Г.И. Шевелева // Станки и ин-т,1967,№6.-с.7-12.
91.
Орлов А.В. Опоры качения с поверхностями сложной формы / А.В. Орлов М.:
Наука, 1983. - 125 с.
92.
Орлов П.И. Основы конструирования. Справочно-методическое пособие в 3-х
книгах. Кн.1. Изд. 2-е, перераб. и доп. / П.И. Орлов М., «Машиностроение», 1977.
162
93.
Панкратов Ю.М. Профилирование обкатных инструментов / Ю.М. Панкратов
—СПб. : Политехника_сервис, 2010. — 158 с.
94.
Панкратов Ю.М. САПР режущих инструментов: Учебное пособие / Ю.М.
Панкратов — СПб.: Издательство «Лань», 2013. — 336 c
95.
Палей М.М. Технология шлифования и заточки режущего инструмента/ Л.Г.,
Дибнер, М.Д. Флид -М.: Машиностроение, 1988.-288с.
96.
Перепелица Б.А. Отображение афинного пространства в теории формообразо-
вания поверхностей резанием / Б.А. Перепелица Харьков вища школа 1981 - с.152
97.
Петрухин С.С. Основы проектирования режущей части металлорежущих ин-
струментов. Кинематическая теория. / С.С. Петрухин М.,1960. 163 с.
98.
Петухов Ю.Е. Исследование численными методами влияния параметров уста-
новки на профиль инструмента для обработки винтовых поверхностей / Ю.Е Петухов
П.В Домнин., А.А Алисов., Т.С Атрощенкова. // докл. Третья Всероссийская конференция молодых ученых и специалистов с международным участием " Будущее машиностроения России", Москва 22-25 сентября 2010г. – С. 19-8.
99.
Петухов Ю.Е. Компьютерная модель формообразования сложной поверхности
/Ю.Е. Петухов, Домнин П.В. // – докл. Международная научно-техническая конференция «Автоматизация: проблемы, идеи, решения» 6-сентября 2010 года г. Севастополь. –
Том 1., - С. 197-210.
100. Петухов Ю.Е. Применение численных методов в инструментальной технике
/Ю.Е. Петухов, Домнин П.В., Алисов А.А// – докл. XXII Международная инновационноориентированная конференция молодых учёных и студентов «Будущее машиностроения
России» (МИКМУС-2010), Москва, 26-29 октября 2010 года. – С.
101. .Петухов Ю.Е. Компьютерная модель формообразования сложной поверхности / Ю.В Петухов., П.В. Домнин // – докл. Международная научно-техническая конференция «Автоматизация: проблемы, идеи, решения» 6-сентября 2010 года г. Севастополь. – Том 1., - С. 197-210.
102. Петухов Ю.В. Применение численных методов в инструментальной технике
/Ю.Е. Петухов, Домнин П.В., Алисов А.А// – докл. XXII Международная инновационноориентированная конференция молодых учёных и студентов «Будущее машиностроения
России» (МИКМУС-2010), Москва, 26-29 октября 2010 года. – С.
163
103. Писманик К.М. Об оси зацепления червячных передач / К.М. Писманик // Тр.
семинара по теории механизмов и машин. вып. 39 изд. АН СССР. 1951.
104. Погораздов В.В. Проектирование валковой системы бесцентровых суперфиишных станков для обработки конических деталей / В.В. Погораздов, О.В. Захаров //
Исследования станков и инструментов для обработки сложных и точных поверхностей:
межвуз. науч. сб. Саратов: СГТУ, 2003. С. 53-58.
105. Погораздов В.В. Повышение эффективности процессов формообразования
геометрически сложных поверхностей на основе новых способов, схем резания и инструмента. Автореферат дис. док. техн. наук, СГТУ, 1999.-32 с.
106. Погораздов В.В. Основы геометро-кинематического синтеза формообразующей системы бесцентровых суперфинишных станков/ В.В. Погораздов, Б.М. Бржозовский, О.В. Захаров // Процессы абразивной обработки, абразивные инструменты и материалы: сб. статей Междунар. научн.техн. конф.-Волжский: ВолгГАСА, 2000.- С.96-98
107. Погораздов В.В. Моделирование на ЭЦВМ приближенного формообразования винтовой канавки дисковым инструментом с технологической производящей поверхностью// НИИМАШ,эксп. инф.” Обработка резанием (Технология , оборудование,
инструмент).-вып.7.-М.,1982.-с.18-23.
108. Погораздов В.В. Компьютерная поддержка процесса радиального затылования фасонных фрез шлифовальным кругом / В.В. Погораздов, В.О. Горбачев // Вестник
Саратовского государственного технического университета. 2009. №3 (41) С.150-154.
109. Погораздов В.В. Моделирование в Mathcad формообразования межзубцовой
впадины рейкой с фланком и протуберанцем / В.В. Погораздов, В.О. Горбачев // Вестник Саратовского государственного технического университета. 2011. №3 (58) С. 115119.
110. Погораздов В.В. Моделирование формообразования поверхности межзубцовой впадины конического колеса по схеме Ривасайкл / В.В. Погораздов, В.О. Горбачев //
Вестник Саратовского государственного технического университета 2013, №2(71)
С.168-174.
111. Погораздов В.В. Формализация заданной ориентации заготовок опорно
транспортными валками суперфинишных станков / В.В. Погораздов, В.О. Горбачев
//Исследования станков и инструментов для обработки сложных и точных поверхностей: сб. науч. тр. Саратов: СГТУ, 2006. С 98-105
164
112. Погораздов В.В. Профилирование шлифовального круга для затылования
дискового фасонного инструмента по его режущей кромке / В.В. Погораздов, В.О. Горбачев //Исследование сложных технологических систем: сб. науч. тр. Саратов: СГТУ,
2008. С. 81-88.
113. Погораздов В.В. Профилирование дискового инструмента для формообразования винтовой поверхности с использованием программы Mathcad /В.В. Погораздов,
В.О. Горбачев //Исследование сложных технологических систем: сб. науч. тр. Саратов:
СГТУ, 2009. С.143-152.
114. Погораздов В.В. Расчёт диаметра шлифовального круга для затылования дисковых фасонных фрез без интерференции / В.В. Погораздов, В.О. Горбачев //Инновации
и актуальные проблемы техники и технологий: материалы Всерос. науч.-практ. конф.
молодых учёных. Саратов: СГТУ, 2009. Т.2. С. 3-5
115. Погораздов В.В. О некоторых терминах в теории образования технических
поверхностей /В.В. Погораздов, В.О. Горбачев //Исследование сложных технологических систем: сб. научн. тр. Саратов: СГТУ. 2011. С. 78-80.
116. Погораздов В.В. Профилирование в среде mathcad дискового инструмента для
винтовой поверхности с дискретным поперечным профилем / В.В. Погораздов, В.О.
Горбачев //Исследование сложных технологических систем: сб. научн. тр. Саратов:
СГТУ. 2011. С. 81-88.
117. Погораздов В.В. Моделирование формообразования винтовой поверхности с
мультиэлементной образующей /В.В. Погораздов, В.О. Горбачев //Сб. научн. тр. IX
международной научно-технической конференции “Проблемы исследования и проектирования машин”. Пенза. 2013. С. 52-56
118. Погораздов В.В. Еще один метод профилирования дискового инструмента для
обработки винтовой поверхности// Исследования зубообрабатывающих станков и инструментов : Сб. тр.-Саратов,1984.-с.82-87.
119. Погораздов В.В. Перспективные направления совершенствования процессов
формообразования конических зубчатых и винтовых деталей//Точность технологических и транспортных систем:Сб. тр.4 Межд.н/т конф.-Пенза,1998.-с.118-119.
120. Горбачев В.О. Моделирование средствами Mathcad винтового формообразования концевой цилиндрической фрезой стружечной канавки сверла / В.В. Погораздов,
165
В.О. Горбачев, К.А. Волкова //Автоматизация и управление в машино- и приборостроении: сб. науч. тр. Саратов: СГТУ. 2013. С. 199-204
121. Горбачев В.О. Развитие алгоритмов решения задач формообразования технологических поверхностей в среде Mathcad./В.О. Горбачев, В.В. Погораздов //Сб. научн.
тр. всероссийской научно-технической интернет-конференции с международным участием “Высокие технологии в машиностроении” (Самара-2013)
122. Погораздов В.В., Сегаль М.Г. Царенко М.А. Проектирование с помощью ЭВМ
дискового инструмента для формообразования винтовых поверхностей (Учебное пособие) СПИ.-Саратов ,1986.-35 с.
123. Погораздов В.В. Профилирование инструмента для формообразования незамкнутой поверхности вращения без использования дифференциальных характеристик /
В.В. Погораздов, Г.Г. Шилин // Исследования станков и инструментов для обработки
сложных и точных поверхностей: сб. тр.-Саратов,1998.-с.121-126.
124. Полохин О.В. Разработка и анализ математического отображения кинематической схемы резания зубьев инструментами червячного типа / О.В. Полохин, А.С. Тарапанов, Г.А. Харламов // Справочник. Инженерный журнал, 2000. № 8. С. 11-14.
125. Полетика М.Д. Приборы для измерения сил резания и крутящих моментов /
М.Д. Полетика М. 1963. – 255с.
126. Пронин И.И. Исследование процесса зубонарезания конических колес с круговыми зубьямирезцовыми головками, работающими по новой четырехсторонней схеме
резания / И.И. Пронин автореф. дис. канд. тех. наук. – Тула. 1974. – 24с.
127. Проектирование и расчет металлорежущего инструмента на ЭВМ /О. В. Таратынов, Г. Г. Земсков, Ю. П. Тарамыкин [и др.] ; под ред. О. В. Таратынова. М. : Высш.
шк., 1991. 423 с.
128. Радзевич С.П. Кратко о кинематическом методе и об истории уравнения контакта в форме n v = 0 //Теория механизмов и машин ,2010.№ 1 Том.8.
129. Ребане Ю.К. Теория огибания и современные вычислительные методы при
технологической подготовке зубообработки и проектировании зуборезных станков /
Ю.К Ребане., В.Т Портман., Ю.П Тарамыкин. // Вестник машиностроения, 1985. №8.
130. Родин П.Р. Основы формообразования поверхностей резанием. Киев, 1977.
192 с.
166
131. Руководство по курсовому проектированию металлорежущих инструментов:
Учеб. пособие для вузов по специальности ”Технология машиностроения, металлорежущие станки и инструменты”/Под общ. ред. Г.Н. Кирсанова-М.: Машиностроение,1986.-288 с.
132. Сахаров Г.Н. Обкаточные инструменты. М.: Машиностроение, 1972.
133. Саламандра Б.Л. Способ приближенного шлифования винтов с циклоидальным профилем / Б.Л. Саламандра, В.И Сергеев. // Станки и инструмент,1970. №9. с.1213.
134. Сегаль М.Г. Численное моделирование процесса формообразования дисковым
инструментом винтовых поверхностей с многоэлементным профилем / М.Г Сегаль, В.В
Погораздов., Р.М Глухова // Труды СГТУ, Саратов,-1989. с.88-94.
135. Семенов В.В. Профилирование круга для вышлифовывания винтовых канавок
на концевом инструменте // Станки и инструмент,1974.-№10.-с.7-9.
136. Сморкалов Н.В. Фрмирование поверхности детали при переходе от дискретного моделирования к непрерывному // Станки и инструмент, 2003 №1 с.33-35.
137. Справочник инструментальщика / Ординарцев И.А. , Филиппов Г.В., Шевченко А.Н. и др. Л.: Машиностроение, Ленинград. отд-ние, 1987.846 с.
138. Справочник по технологии резания материалов.В 2-х кн.\ под ред.Г. Шпура, Т.
Штефель; пер.с немец. под ред. Ю.М. Соломенцева.-М.: Машиностроение,-1985.-688 с.
139. Солодкий В.И. Профилирование теоретически точных абразивных затыловочных кругов / В.И. Солодкий // Вестник национального технического университета
Украины "КПИ". Машиностроение. Киев 1999. — № 37. — С. 215
140. Сперанский С. К. Система автоматизированного проектирования профилей
шлифовальных кругов на ЭВМ / С.К. Сперанский, В.Н. Лясников, В.В. Погораздов, В.Г.
Тимофеев, Е.В. Разумовская // Исследования станков и инструментов для обработки
сложных и точных поверхностей: межвуз. научн. сб. СГТУ. 2000. . С.175-181с.
141. Стешков А.Е. Проектирование дисковых инструментов графоаналитическим
методом / А.Е. Стешков, А.В. Хандожко, Ю.В Дарковский // СТИН. 1999. №1. С.11–12.
142. Турчак, Л. И. Основы численных методов : учеб. пособие. — М. :Наука, 1987.
— 320 с
143. Фасхутдинов А.И. Погрешность формообразования винтовых канавок концевого инструмента // Томск: Томский политехнический университет, 2008. – С. 594-598.
167
144. Фасхутдинов А.И. Точность профиля винтовой канавки концевого инструмента // Металлообработка. – 2008. – №5, – С. 10-13.
145. Федорович В.И. Алгоритм и программа к ЭВМ “НАИРИ” для замены участка
плоской кривой дугой окружности/ В.И Федорович., В.В Погораздов. //ЦНТИ, Саратов1971. с.2.
146. Филиппов Г.В. Режущий инструмент, М.: Машиностроение, 1981. 392 с.
147. Хисамутдинов Р.М. Программа построения профиля стружечных канавок
концевого инструмента/ Р.М Хисамутдинов., А.И. Фасхутдинов // Известия высших
учебных заведений. Машиностроение. – 2011. - №4, – С. 54-56.
148. Цепков А.В. Профилирование затылованных инструментов, М.: Машиностроение, 1978. 279 с.
149. Чемборисов H.A. Повышение эффективности обработки деталей с каналовой
винтовой поверхностью за счет комплексного моделирования инструмента и технологической операции. Дис. канд. техн. наук. М.: МГТУ «СТАНКИН», 1994, 330 с.
150.
Чемборисов Н.А.
Моделирование
обработки
сложной
поверхности.
//Механика машиностроения: Тезисы докладов МНТК Н. Челны: КамПИ, 1997, с. 105
151.
Чемборисов Н.А. Моделирование обработки сложной поверхности /Н.А Чем-
борисов, А.П Абызов., С.М. Петров//«Машиностроение и техносфера на рубеже XXI
века»: Материалы V МНТК Донецк: ДонГ-ТУ, 1998, с.244-246.
152.
Чемборисов H.A. Твердотельное моделирование как теоретическая основа
САПР. / /Автомобиль и техносфера: Труды Первой МНТК Казань: Издательство КГТУ
имени Туполева А.Н., 1999, с. 251-258
153.
Чемборисов H.A. Применение средств компьютерного моделирования в про-
гнозировании микрогеометрии обработанной поверхности. //Информационные технологии в инновационных проектах. Труды МНТК. Ижевск: Изд-во Механического завода,
2000, с.96-98
154. Чемборисов H.A., Юнусов Ф.С., Ступко В.Б. Методика автоматизированного
расчета профиля инструмента для обработки наружной составной каналовой винтовой
поверхности. //Вестник Казанского государственного технического университета имени Туполева А.Н. № 4, 2001, с. 20-24
155. Чемборисов H.A. Систематизация признаков способа формообразования.
//СТИН № 8, 2002. С. 32-35
168
156.
Чемборисов H.A. Профилирование фасонной фрезы для обработки винтовой
поверхности. //СТИН № 4, 2003. С. 18-20
157. Чистяков А.М., Гонтарев А.П., Погораздов В.В., Шилин А.Г. Геометрические
аспекты формообразования незамкнутых квазиторовых поверхностей гомокинетического шарнира// Исследования станков и инструментов для обработки сложных и точных
поверхностей: Сб. тр. -Саратов,1996.-с.119-126.
158. Шишков В.А. Образование поверхностей резанием по методу обкатки.М.,Машгиз1951, 150 с
159. Шаламов В.Г. Прямая задача профилирования дискового инструмента / В.Г.
Шаламов, С.Д. Сметанин. // Проблемы машиностроения : Известия Челябинского науч.
центра. 2005. Вып.3.(29). С.16-21
160. Шаламов, В.Г. Формообразование винтовой поверхности дисковым инструментом / В.Г. Шаламов, С.Д. Сметанин // Новые материалы, неразрушающий контроль и
наукоемкие технологии в машиностроении: Материалы III международной научнотехнической конференции (06 – 09 декабря 2005 г.). – Тюмень: Изд-во «Феликс», 2005. –
С. 181–187. – ISBN 5-91100-005-9.
161. Шаламов, В.Г. Формообразование винтовых поверхностей профилирующими
окружностями / В.Г. Шаламов, С.Д. Сметанин // СТИН. – 2007. – № 4. – С. 16–20.
162. Шаламов, В.Г. Совершенствование профилирования дискового инструмента
при формообразовании винтовых поверхностей / В.Г. Шаламов, С.Д. Сметанин // Технология машиностроения. – 2007. – № 10. – С. 30–32.
163. Шлифование конических роликов с регламентированной выпуклостью поверхности качения / В.М. Кирюхин // Сб. науч. тр. НПО ВНИПП. 1991. №3. С. 74-78.
164. Шевелёва Г.И. Алгоритм численного расчёта обрабатываемой поверхности //
Станки и инструмент.-1969.-№8.-с.17-20.
165. Щегольков Н.Н. Разработка методов компьютерного профилирования фасонных режущих инструментов на основе принципа итераций. Автореферат дис. док. техн.
наук, М: МГТУ "СТАНКИН", 1997. -43 с.
166. Щегольков Н.Н. Автоматизированный итерационный расчет ширины дисковых инструментов для обработки винтовых поверхностей.// Вестник машиностоения,
1993, №4, с. 25-29.
169
167. Щегольков Н.Н. Дискретизация профиля изделия при автоматизированном
проектировании фасонных режущих инструментов.// Станки и инструмент, 1993,
№5,с.16-20.
168. Щегольков Н.Н. Компьютерное конвертирование параметров профиля винтовой поверхности.//Вестник машиностроения,1995, №6,с.8-12.
169.
Щегольков H.H. Итерационное профилирование дискового инструмента для
обработки винтовых поверхностей с использованием метода общих нормалей. //«Станки
и инструменты», № 6, 1991
170.
Щегольков H.H. Автоматизированный расчет параметров установки дисковой
канавочной фрезы с заданной точностью. //«СТИН», № 4, 1993
171.
Щегольков H.H. Компьютерный расчет нормального профиля винтовых
стружечных канавок концевых фрез. //«СТИН», No 2,1995
172.
Щегольков H.H. Разработка методов компьютерного профилирования фасон-
ных режущих инструментов на основе принципа итераций. Дис. докт. техн. наук, М.:
МГТУ «Станкин», 1997.
173.
Щегольков H.H. Технологическая модификация профиля стружечных кана-
вок спиральных сверл. //«СТИН» Nq 12, 2000.
174. Щуров И.А. Расчёт профиля дискового инструмента для обработки винтовой
поверхности / И.А. Щуров // СТИН. 1996. №1. С. 19-21.
175. Щуров И.А., Мирнов И.Я. Дискретное твёрдотельное моделирование и расчёт
элементов технологических систем (на примере обработки метчиками) //Труды 4-го
межд. Конгресса «Конструктор.-технологическ. информат.-2000», Том2.- М: «Станкин»,
2000.-с.280-283.
176. Юдин, А.Г. Бездифференциальный метод расчета профиля шлифовального
круга для затылования червячных и дисковых фрез // СТИН. -1995. -№8.-С. 23-27.
177. Юликов М.Н. и др. Проектирование и производство режущего инструмента
/М.И. Юликов, Б.И. Горбунов, Н.В. Колесов. - М.: Машиностроение, 1987. - 296 с.
178. Юнусов Ф.С. Повышение эффективности инструмента для обработки сложных поверхностей на базе математического моделирования./ Ф.С. Юнусов. Н.А Чемборисов. //Монография. Казань - Н. Челны: Издательство КГТУ им. Туполева А.Н. - КамПИ, 1998, 179 с.
170
179. Якушев А.И., Воронцов Л.Н. ,Федотов Н.М. Взаимозаменяемость, стандартизация и технологические измерения -М.: Машиностроение 1985-352 с.
180. Ящерицын П.И., Синицын Б.И.,Жигалко Н.И.,Бисс И.А. Основы проектирования режущих инструментов с применением ЭВМ: Учебн. пособие-Минск: Высшая школа, 1979-304 с.
181. Ляшков А. А. Геометрическое и компьютерное моделирование формообразования поверхностей деталей: монография/ А.А. Ляшков. – Омск: ОмГТУ. – 2013. – 89 с.
182. Agullo-Batlle J., Cardona-foix S., Vinas-sanz С. On the design of milling cutters or
grinding wheels for twist drill manufacture. A CAD approach // Proc. of the 25th Int. MTDR
Conf., 1985. Vol. 25, pp. 315-320.
183. Ando K., Takeshige A., Yoshikawa H. An approach to Computer integrated production management. // Int. J. Production Research, 26, 3, 1988, pp. 333 350.
184. Bruce J.W., Giblin P.J. Curves and Singularities, 2 ed., Cambridge University Press,
Cambridge, 1992.
185. Chen C.H. Boundary curves, singular solutions, complementary conjugate surfaces
and conjugation analysis in geometry of conjugate surfaces // Proc.iU
186. Dhande S.G., Chakraborty J. Curvature analysis of surfaces in high pair contact II
Application to spatial cam mechanisms // ASME Trans. J. Engng Ind. 98(1), 1976, pp. 403 409.
187. Dubbel H. Tashenbuch fur den maschinenbau. Drezden. 1925. – 298 p (замена
кривой окружностью)
188. Ehmann K. F. Grinding wheel profile definition for the manufacture of drill flutes II
Ann. CIRP 39 (1), 1990, pp. 153-156.
189. Fong Z.H., Tsay C.B. The undercutting of circular-cut spiral bevel gears //1. Mech.
Des. 114, 1992, pp. 317-325.
190. Friedman M.Y., Bolselavski M., Meister I. The profile of a helical slot machined by
a disk-type cutter with an infinitesimal width, considering undercutting // Proc. 13th Int.
Machine Tool Des. Research Conf, 1972, pp. 245-246.
191. Garrity T., Warren J. On computing the intersection of a pair of algebraic surfaces //
Comput. Aided Geom. Design, 6, 1989. pp. 137 -163.
192. Kaldor S., Rafael A. M., Messinger D. On the CAD of profiles for cutters and helical flutes-geometrical aspects // Ann. CIRP 37 (1), 1988, pp. 53-56.
171
193. Kang S.K, Ehmann K.F. and Lin C. A CAD approach to helical groove machiningi. Mathematical model and model solution // Int. J. Mach. Tools Manu-fact. Vol. 36. No 1,
1996, pp.141 153.
194. Lin P.D., Tsai I.J. The machining and on-line measurement of spatial cams of fouraxis machine tools II Int. J. Mach. Tools Manufact. Vol. 36. No 1, 1996, pp. 89-101.
195. Sheth D.S., Malkin S. CAD/CAM for geometry and process analysis of helical
groove machining II Ann. CIRP 39 (1), 1990, pp. 129-132.
196. Spur G., Krause F.-L. Gesichtspukte zur Weiterentwicklung von CAD-Systemen //
ZwF, 79, 5, 1981, s. 210 215.
197. Voruganti R.S., Dhande S.G., Reinholtz C.F. Symbolic and computational conjugate geometry for the manufacture of helically swept surfaces // Trans. NAMRl/SME, XX,
1992, pp. 277-282.
172
173
174
175
176
177
178
179
180
181
182
183
184
185
186
187
188
189
190
191
192
193
194
195
196
197
198
199
200
201
202
203
204
205
206
207
208
209
210
211
212
213
214
215
216
217
218
219
220
221
222
223
224
225
226
227
228
229
230
231
232
233
234
235
236
237
238
239
240
241
242
243
244
245
246
247
248
249
250
251
252
253
254
255
256
257
258
259
260
261
262
263
264
265
266
267
268
269
270
271
272
273
274
275
276
277
278
279
280
281
282
283
284
285
286
287
288
289
290
291
292
293
294
295
296
297
298
299
300
301
302
303
304
305
306
307
308
309
310
311
312
313
314
315
316
317
318
319
320
321
322
323
324
325
326
327
328
329
330
331
332
333
334
335
336
337
338
339
340
341
342
343
344
345
346
347
348
349
350
351
352
353
354
355
356
357
358
359
360
361
362
363
364
365
366
367
368
369
370
371
372
373
374
375
376
377
378
379
380
381
382
383
384
385
386
387
388
389
390
391
392
393
394
395
396
397
398
399
400
401
402
403
404
405
406
407
408
409
410
411
412
413
414
415
416
417
418
419
420
421
422
423
424
425
426
427
428
429
430
431
432
433
434
435
436
437
438
439
440
441
442
443
444
Приложение 24
445
Приложение 25