Процессы порошковой металлургии. Метод. указания
advertisement

Электронный
учебно-методический комплекс
ПРОЦЕССЫ
ПОРОШКОВОЙ
МЕТАЛЛУРГИИ
Учебная программа дисциплины
Курс лекций
Методические указания к практическим работам
Методические указания по лабораторным работам
Методические указания по самостоятельной работе
Банк тестовых заданий в системе UniTest
Красноярск
ИПК СФУ
2008
УДК 621.762
ББК 34.39
О-72
Электронный учебно-методический комплекс по дисциплине «Процессы порошковой металлургии» подготовлен в рамках инновационной образовательной программы «Материаловедческое образование при подготовке бакалавров, инженеров и магистров по укрупненной группе образовательных направлений и специальностей «Материаловедение, металлургия и машиностроение», реализованной в ФГОУ ВПО СФУ
в 2007 г.
Рецензенты:
Красноярский краевой фонд науки;
Экспертная комиссия СФУ по подготовке учебно-методических комплексов дисциплин
О-72
Процессы порошковой металлургии. Версия 1.0 [Электронный ресурс] : метод. указания к практическим работам / сост. : Е. Н. Осокин, Р. Г. Еромасов. –
Электрон. дан. (2 Мб). – Красноярск : ИПК СФУ, 2008. – (Процессы порошковой металлургии : УМКД № 63-2007 / рук. творч. коллектива Е. Н. Осокин). –
1 электрон. опт. диск (DVD). – Систем. требования : Intel Pentium (или аналогичный процессор других производителей) 1 ГГц ; 512 Мб оперативной памяти ; 2 Мб свободного дискового пространства ; привод DVD ; операционная
система Microsoft Windows 2000 SP 4 / XP SP 2 / Vista (32 бит) ; Adobe
Reader 7.0 (или аналогичный продукт для чтения файлов формата pdf).
ISBN 978-5-7638-1523-8 (комплекса)
Номер гос. регистрации в ФГУП НТЦ «Информрегистр» 0320802739
от 01.01.0001 г. (комплекса)
Настоящее издание является частью электронного учебно-методического комплекса по дисциплине «Процессы порошковой металлургии», включающего учебную программу, курс лекций, методические указания по лабораторным работам, методические указания по самостоятельной работе, контрольно-измерительные материалы «Процессы порошковой металлургии. Банк тестовых заданий», наглядное пособие «Процессы порошковой металлургии. Презентационные материалы».
Представлены практические работы по двум частям курса: «Производство порошков» и «Формование и спекание изделий из металлических и неметаллических порошков». Приведены основные теоретические сведения для выполнения работ и задания, дан список литературы.
Предназначены для студентов направления подготовки бакалавров 150100.62 «Металлургия» укрупненной группы 150000 «Материаловедение, металлургия и машиностроение».
© Сибирский федеральный университет, 2008
Рекомендовано к изданию
Инновационно-методическим управлением СФУ
Редактор Л. Х. Бочкарева
Разработка и оформление электронного образовательного ресурса: Центр технологий электронного обучения информационно-аналитического департамента СФУ; лаборатория по разработке
мультимедийных электронных образовательных ресурсов при КрЦНИТ
Содержимое ресурса охраняется законом об авторском праве. Несанкционированное копирование и использование данного продукта запрещается. Встречающиеся названия программного обеспечения, изделий, устройств или систем могут являться зарегистрированными товарными знаками тех или иных фирм.
Подп. к использованию 20.11.2008
Объем 2 Мб
Красноярск: СФУ, 660041, Красноярск, пр. Свободный, 79
Оглавление
ОБЩИЕ СВЕДЕНИЯ .................................................... 6
Цели и задачи практических занятий .................... 7
Трудоемкость дисциплины. График выполнения
практических занятий............................................... 8
Место и роль практических занятий в подготовке
бакалавров ............................................................... 11
Основные компетенции, реализуемые
при выполнении практических заданий .............. 13
Основные требования к оформлению отчета
по практическим занятиям ..................................... 15
Методика проведения практических занятий ...... 16
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ ............ 18
Практическое занятие 1. МАРКИРОВКА ПОРОШКОВ ПО ГОСТАМ.
СОСТАВ, СВОЙСТВА И ОБЛАСТЬ ПРИМЕНЕНИЯ ПОРОШКОВ ............. 18
Краткие теоретические сведения ......................................................................... 18
Методика выполнения практического задания.................................................. 19
Задание ..................................................................................................................... 22
Требования к отчету ............................................................................................... 23
Контрольные вопросы ........................................................................................... 23
Практическое занятие 2. РАСЧЕТ ЭФФЕКТИВНЫХ УСЛОВИЙ
ПОЛУЧЕНИЯ ПОРОШКОВ ЗАДАННОГО СОСТАВА В ШАРОВЫХ
МЕЛЬНИЦАХ .................................................................................................. 23
Краткие теоретические сведения ......................................................................... 23
Методика выполнения практического задания.................................................. 24
Задание ..................................................................................................................... 27
Требования к отчету ............................................................................................... 28
Контрольные вопросы ........................................................................................... 28
Практическое занятие 3. РАСЧЕТ ОПТИМАЛЬНЫХ РЕЖИМОВ
ДИСПЕРГИРОВАНИЯ РАСПЛАВОВ ЭНЕРГОНОСИТЕЛЯМИ ................ 29
Краткие теоретические сведения ......................................................................... 29
Методика выполнения практического задания.................................................. 31
Задание ..................................................................................................................... 33
Требования к отчету ............................................................................................... 34
Контрольные вопросы ........................................................................................... 35
Практическое занятие 4. РАСЧЕТ ОПТИМАЛЬНЫХ РЕЖИМОВ
ЦЕНТРОБЕЖНОГО РАСПЫЛЕНИЯ РАСПЛАВОВ ................................... 35
Процессы порошковой металлургии. Метод. указания к практическим работам
-3-
ОГЛАВЛЕНИЕ
Краткие теоретические сведения ......................................................................... 35
Методика выполнения практического задания.................................................. 36
Задание ..................................................................................................................... 37
Требования к отчету ............................................................................................... 38
Контрольные вопросы ........................................................................................... 38
Практическое занятие 5. РАСЧЕТ ТЕРМОДИНАМИЧЕСКИХ
ХАРАКТЕРИСТИК ХИМИЧЕСКИХ РЕАКЦИЙ............................................. 38
Краткие теоретические сведения ......................................................................... 38
Методика выполнения практического задания.................................................. 39
Задание ..................................................................................................................... 41
Требования к отчету ............................................................................................... 41
Контрольные вопросы ........................................................................................... 42
Практическое занятие 6. РАСЧЕТ ТЕРМОДИНАМИЧЕСКИХ
ПОТЕНЦИАЛОВ ПРИ ВОССТАНОВЛЕНИИ СОЕДИНЕНИЙ МЕТАЛЛОВ
ТВЕРДЫМИ И ГАЗООБРАЗНЫМИ ВОССТАНОВИТЕЛЯМИ .................. 42
Краткие теоретические сведения ......................................................................... 42
Методика выполнения практического задания.................................................. 43
Задание ..................................................................................................................... 46
Требования к отчету ............................................................................................... 46
Контрольные вопросы ........................................................................................... 46
Практическое занятие 7 СТАНДАРТЫ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
И ИХ ПРИМЕНЕНИЕ НА ПРАКТИКЕ ........................................................... 47
Краткие теоретические сведения ......................................................................... 47
Методика выполнения практического задания.................................................. 48
Задание ..................................................................................................................... 51
Требования к отчету ............................................................................................... 52
Контрольные вопросы ........................................................................................... 52
Практическое занятие 8. РАСЧЕТ УСЛОВИЙ ПРЕССОВАНИЯ
ПОРОШКОВ МЕТАЛЛОВ. ЗАВИСИМОСТЬ ПЛОТНОСТИ ПРЕССОВКИ
ОТ ДАВЛЕНИЯ ПРЕССОВАНИЯ ................................................................. 52
Краткие теоретические сведения ......................................................................... 52
Методика выполнения практического задания.................................................. 54
Задание ..................................................................................................................... 56
Требования к отчету ............................................................................................... 57
Контрольные вопросы ........................................................................................... 57
Практическое занятие 9. РАСЧЕТ БОКОВОГО ДАВЛЕНИЯ.
КОЛИЧЕСТВЕННАЯ ОЦЕНКА ПОТЕРИ ДАВЛЕНИЯ НА ПРЕОДОЛЕНИЕ
ВНЕШНЕГО И МЕЖЧАСТИЧНОГО ТРЕНИЯ ............................................. 58
Краткие теоретические сведения ......................................................................... 58
Методика выполнения практического задания.................................................. 59
Задание ..................................................................................................................... 62
Требования к отчету ............................................................................................... 62
Контрольные вопросы ........................................................................................... 63
Процессы порошковой металлургии. Метод. указания к практическим работам
-4-
ОГЛАВЛЕНИЕ
Практическое занятие 10. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ
ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДНОГО ПРЕССОВАНИЯ .......... 63
Краткие теоретические сведения ......................................................................... 63
Методика выполнения практического задания.................................................. 67
Задание ..................................................................................................................... 75
Требования к отчету ............................................................................................... 76
Контрольные вопросы ........................................................................................... 76
Практическое занятие 11. РАСЧЕТ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ
ХОЛОДНОГО ПРЕССОВАНИЯ ПОРОШКОВ ............................................. 77
Краткие теоретические сведения ......................................................................... 77
Задание ..................................................................................................................... 79
Методика выполнения практического задания.................................................. 80
Требования к отчету ............................................................................................... 85
Контрольные вопросы ........................................................................................... 85
Практическое занятие 12. ПРИНЦИП КОНСТРУИРОВАНИЯ ПРЕССФОРМ ДЛЯ ДОПРЕССОВКИ И КАЛИБРОВАНИЯ ИЗДЕЛИЙ ................. 85
Краткие теоретические сведения ......................................................................... 85
Методика выполнения практического задания.................................................. 86
Задание ..................................................................................................................... 87
Требования к отчету ............................................................................................... 87
Контрольные вопросы ........................................................................................... 87
Практическое занятие 13. РАСЧЕТ ПАРАМЕТРОВ МУНДШТУЧНОГО
ФОРМОВАНИЯ ПОРОШКОВ ....................................................................... 88
Краткие теоретические сведения ......................................................................... 88
Методика выполнения практического задания.................................................. 92
Задание ..................................................................................................................... 93
Требования к отчету ............................................................................................... 94
Контрольные вопросы ........................................................................................... 94
Практическое занятие 14. РЕАКЦИОННОЕ СПЕКАНИЕ ПОРОШКОВ.. 94
Краткие теоретические сведения ......................................................................... 94
Задание ..................................................................................................................... 97
Требования к отчету ............................................................................................... 97
Контрольные вопросы ........................................................................................... 98
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ
СПИСОК ..................................................................... 99
Приложение 1 ........................................................ 100
Приложение 2 ........................................................ 101
Процессы порошковой металлургии. Метод. указания к практическим работам
-5-
ОБЩИЕ СВЕДЕНИЯ
Методические указания к практическим работам написаны в соответствии с типовой программой курса «Процессы порошковой металлургии».
Данная дисциплина согласно Федеральному государственному образовательному стандарту высшего профессионального образования в системе подготовки бакалавра по направлению 150100.62 «Металлургия» занимает одно из
центральных мест, поскольку она формирует теоретические знания, практические навыки, вырабатывает компетенции, позволяющие выполнять следующие
виды профессиональной деятельности: производственно-технологическую, организационно-управленческую, научно-исследовательскую, проектную.
Процессы порошковой металлургии. Метод. указания к практическим работам
-6-
ЦЕЛИ И ЗАДАЧИ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Целью практических занятий по дисциплине «Процессы порошковой
металлургии» является закрепление студентами теоретического материала по
специальности и выработка навыков самостоятельной профессиональной и
научно-исследовательской деятельности в области процессов порошковой
металлургии.
Задачи практических занятий обусловлены необходимостью получения выпускником знаний, умений, навыков согласно требованиям ФГОС
ВПО, на основе которых формируются соответствующие компетенции.
Ниже представлен перечень дидактических единиц, обусловленных задачами курса:
1. Введение в курс. Классификация методов получения порошков.
2. Восстановители и защитные среды.
3. Охрана труда и техника безопасности в порошковой металлургии.
4. Механические методы получения порошков.
5. Физико-химические методы получения порошков.
6. Методы получение порошков тугоплавких соединений.
7. Методы получения волокон.
8. Методы контроля качества металлических порошков. Управление
качеством продукции.
9. Введение. Классификация методов формования изделий из порошков. Подготовка порошков к формованию.
10. Общие закономерности процессов формообразования порошковых тел.
11. Методы формования изделий на основе порошков.
12. Теория и практика процессов спекания изделий из порошков.
13. Обработка изделий из порошков.
14. Методы контроля изделий. Заключение.
Процессы порошковой металлургии. Метод. указания к практическим работам
-7-
ТРУДОЕМКОСТЬ ДИСЦИПЛИНЫ.
ГРАФИК ВЫПОЛНЕНИЯ
ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Общая трудоемкость дисциплины – 324 ч (9 з.е.), в том числе общий
объем аудиторной работы по данному курсу составляет 170 ч (4,722 з.е.),
из них 34 ч (0,944 з.е.) отводится для практических занятий: 17 ч (0,472 з.е.)
в 7-м семестре и 17 ч (0,472 з.е.) в 8-м семестре. На подготовку к практическим занятиям студентам предусмотрено 34 ч (0,944 з.е.): 17 ч (0,472 з.е.)в 7м семестре и 17 ч (0,472 з.е.) в 8-м семестре.
Исходя из объема аудиторной нагрузки, отводимой для практических
занятий, согласно расписанию должно быть одно занятие через неделю. Рабочей программой предусмотрено 7 тематических практических занятий за 7-й
семестр и 7 тематических практических занятий за 8-й семестр:
Процессы порошковой металлургии. Метод. указания к практическим работам
-8-
ТРУДОЕМКОСТЬ ДИСЦИПЛИНЫ. ГРАФИК ВЫПОЛНЕНИЯ ПРАКТИЧ. ЗАНЯТИЙ
Номер
темы лекционного
курса
Тема занятия
Маркировка порошков по ГОСТам. Состав, свойства и область
применения порошков
Расчет эффективных условий получения порошков заданного
5
состава в шаровых мельницах
Расчет оптимальных режимов диспергирования расплавов
7
энергоносителями
Расчет оптимальных режимов центробежного распыления рас7
плавов
Расчет термодинамических характеристик химических реак8
ций
Расчет термодинамических потенциалов при восстановлении со8
единений металлов твердыми и газообразными восстановителями
Стандарты порошковой металлургии и их применение на практи15
ке
Итого по первой части курса
Расчет условий прессования порошков металлов. Зависимость
2
плотности прессовки от давления прессования
Расчет бокового давления, количественная оценка потери дав2
ления на преодоление внешнего и межчастичного трения
Принципы конструирования закрытых пресс-форм для холод2
ного прессования порошков
2
Расчет закрытых пресс-форм для холодного прессования порошков
Принцип конструирования пресс-форм для допрессовки и ка2
либрования изделий
2
Расчет параметров мундштучного формования порошков
13
Реакционное спекание порошков
Итого по второй части курса
1
Трудоемкость, зачетные единицы (часы)
0,056 (2)
0,084 (3)
0,056 (2)
0,056 (2)
0,056 (2)
0,056 (2)
0,112 (4)
0,472 (17)
0,056 (2)
0,056 (2)
0,056 (2)
0,140 (5)
0,056 (2)
0,056 (2)
0,056 (2)
0,472 (17)
График выполнения и сдачи практических занятий в 7-м и 8-м семестрах приведен в таблице:
Процессы порошковой металлургии. Метод. указания к практическим работам
-9-
ТРУДОЕМКОСТЬ ДИСЦИПЛИНЫ. ГРАФИК ВЫПОЛНЕНИЯ ПРАКТИЧ. ЗАНЯТИЙ
Семестр
Число аудиторных
занятий
Всего
По видам
Часов на самостоятельную
работу
Всего По видам
Практические
– 17
7
85
Недели учебного процесса семестра
1
2
ПЗ
4
5
ПЗ
ПЗ
6
7
8
9
ПЗ
10
11
ПЗ
12
13
ПЗ
14
15
ПЗ
16
17
ПЗ
77
СРЗ – 17
Практические
– 17
8
3
85
СРЗ
ПЗ
СРЗ СРЗ
ПЗ
ПЗ
СРЗ
ПЗ
СРЗ
ПЗ
СРЗ
ПЗ
СРЗ
ПЗ
СРЗ
ПЗ
77
СРЗ – 17
СРЗ
СРЗ СРЗ
СРЗ
СРЗ
СРЗ
СРЗ
СРЗ
Условные обозначения: СРЗ – подготовка и сдача расчетных (практических) заданий; ПЗ − практические занятия.
Процессы порошковой металлургии. Метод. указания к практическим работам
-10-
МЕСТО И РОЛЬ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
В ПОДГОТОВКЕ БАКАЛАВРОВ
Развитие современной металлургической промышленности немыслимо без использования методов порошковой металлургии. Это обусловлено
тем, что методы порошковой металлургии вносят коренные изменения в традиционную технологию производства изделий, позволяя значительно сократить длительность технологического процесса и упростить его, сделать его
малоотходным и за счет этого повысить производительность труда, вовлечь в
сырьевую базу различные отходы производства.
Порошковая металлургия позволяет изготовлять изделия, обладающие
специфическими, а зачастую и уникальными свойствами (износостойкие,
фрикционные и антифрикционные материалы, дисперсноупрочненные материалы и пр.), которые нельзя получить с применением традиционных методов
металлургического производства.
Одним из основных достоинств порошковой металлургии следует считать значительную экономию металлов вследствие снижения их безвозвратных потерь.
Технологический процесс производства изделий методом порошковой
металлургии начинается с получения порошков металлов или их сплавов.
Свойства, структура и состав порошков зависят не только от природы соответствующих металлов, но и от способа получения. Общепринятым является
условное деление способов получения порошков на механические и физикохимические.
Операции формования и спекания порошков являются завершающими
операциями технологического цикла получения порошковых изделий. Именно на этих этапах производственного цикла порошковой металлургии формируются основные свойства порошковых материалов.
На практических занятиях 1–7 к первой части курса «Производство
порошков» студенты должны освоить и изучить классификацию, область применения, порядок обозначения и основные свойства порошков, основы международной стандартизации в области порошковой металлургии, основы расчета
термодинамических параметров процессов и принципы выбора оптимальных
условий получения металлических порошков с использованием механических
и физико-химических методов.
На практических занятиях 8–14 ко второй части курса «Формование и
спекание изделий из металлических и неметаллических порошков» студенты
должны освоить основы расчета условий прессования порошков, принцы
конструирования и расчета закрытых пресс-форм для холодного формования
и пресс-форм для допрессовки и калибрования. Освоить расчет параметров
Процессы порошковой металлургии. Метод. указания к практическим работам
-11-
МЕСТО И РОЛЬ ПРАКТИЧЕСКИХ ЗАНЯТИЙ В ПОДГОТОВКЕ БАКАЛАВРОВ
мундштучного формования. Освоить методику расчета процессов реакционного спекания.
Знания, полученные при выполнении расчетных заданий и при проведении практических занятий, позволят не только наиболее полно освоить
курс «Процессы порошковой металлургии», но также будут являться основой
для изучения таких дисциплин, как «Металлические порошки. Технология
производства изделий на их основе», «Неметаллические порошки. Технология производства изделий на их основе», «Аппараты порошковой металлургии», для выполнения курсового проекта «Строительное проектирование цехов порошковой металлургии», курсового и дипломного проектирования.
Процессы порошковой металлургии. Метод. указания к практическим работам
-12-
ОСНОВНЫЕ КОМПЕТЕНЦИИ,
РЕАЛИЗУЕМЫЕ ПРИ ВЫПОЛНЕНИИ
ПРАКТИЧЕСКИХ ЗАДАНИЙ
Формирование соответствующих компетенций связано с решением задач по развитию у студентов специальности соответствующих знаний, умений, навыков.
После выполнения практических занятий по данному курсу студент
должен:
уметь:
1.1. Обозначать и расшифровывать марки порошка.
1.2. Выбирать режимы (температура, восстановитель, давление, время
спекания и пр.) получения порошков и изделий на их основе.
1.3. Проводить термодинамические расчеты.
1.4. Выбирать методы контроля свойств порошковых материалов и изделий.
1.5. Проводить расчеты технологической оснастки для формования изделий из порошков (пресс-инструмента для холодного прессования изделий
из порошков).
1.6. Выбирать материалы для изготовления деталей пресс-инструмента.
1.7. Разрабатывать кинематические схемы прессования изделий.
1.8. Выбирать режимы (температура, среда, время выдержки, скорость
подъема температуры и пр.) спекания порошковых формовок.
1.9. Оценивать технические решения с позиций достижения качества
продукции.
знать:
2.1. Документы, регламентирующие свойства порошков и их обозначение.
2.2. Основные виды оборудования для получения порошков и изделий
на их основе.
2.3. Методы, физико-химические и технологические аспекты процессов получения порошков металлов и неметаллов.
2.4. Основные технологические, физические и химические методы
контроля свойств порошков, методы определения удельной поверхности.
2.5. Методы формования изделий из порошков.
2.6. Общие закономерности процессов формообразования изделий из
порошков.
2.7. Принципы выбора сред для спекания изделий.
2.8. Движущие силы, механизмы и методы активации процесса спекания.
Процессы порошковой металлургии. Метод. указания к практическим работам
-13-
ОСНОВНЫЕ КОМПЕТЕНЦИИ, РЕАЛИЗУЕМЫЕ ПРИ ВЫПОЛНЕНИИ ПРАКТ. ЗАДАНИЙ
2.9. Нормативные документы (государственные и международные
стандарты), регламентирующие методы контроля свойств порошков, формовок и спеченных материалов.
В процессе изучения и выполнения практических занятий дисциплины
студент приобретает следующие практические навыки:
по маркировке порошков;
расчету режимов измельчения материала в шаровых мельницах;
расчету оптимальных режимов диспергирования расплавов энергоносителями;
расчету термодинамических потенциалов при восстановлении соединений металлов твердыми и газообразными восстановителями;
подготовке исходного сырья (материалов) к процессам механической
и физико-химической переработки;
выбору режимов механической (измельчение, формование, обработка
изделий), термической (восстановление, спекание изделий) переработки
сырьевых материалов;
определению физических и технологических свойств получаемых порошков;
выбору режимов формования порошков и их смесей;
проектированию и расчету пресс-инструмента для холодного прессования порошков.
Процессы порошковой металлургии. Метод. указания к практическим работам
-14-
ОСНОВНЫЕ ТРЕБОВАНИЯ
К ОФОРМЛЕНИЮ ОТЧЕТА
ПО ПРАКТИЧЕСКИМ ЗАНЯТИЯМ
При оформлении отчета к практическим занятиям по курсу «Проектирование и оборудование цехов по производству порошковых и композиционных материалов» необходимо придерживаться требований, изложенных в
СТО СФУ 4.2-07-2008 «Система менеджмента качества. Общие требования к
построению, изложению и оформлению документов учебной и научной деятельности» [13], введенных приказом ректора от 9 декабря 2008 г. № 1519.
Данный стандарт организации (далее – СТО) является нормативным
документом, устанавливает общие требования к построению, изложению
и оформлению текстовых документов. Настоящий СТО распространяется
на оформление следующих текстовых документов, разрабатываемых в
университете:
отчетов о научно-исследовательской работе;
пояснительных записок курсовых проектов и работ, научно-исследовательских работ студентов;
пояснительных записок выпускных квалификационных работ (магистра,
бакалавра, специалиста);
расчетно-графических работ (их текстовую часть);
отчетов по всем видам практик;
рефератов;
отчетов по лабораторным и практическим работам.
Требования, установленные настоящим стандартом, подлежат обязательному применению сотрудниками университета и студентами, обучающимися по всем специальностям и формам получения высшего профессионального образования.
Отчет по практическому занятию должен содержать:
титульный лист;
цели и задачи практического занятия;
краткие теоретические сведения;
расчетную или практическую часть;
основные результаты и выводы;
список использованной литературы.
После каждого практического занятия указаны уточненные требования
к оформлению отчета.
Форма титульного листа отчета по практической работе приведена в
прил. 1.
Процессы порошковой металлургии. Метод. указания к практическим работам
-15-
МЕТОДИКА ПРОВЕДЕНИЯ
ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Для более полного понимания и освоения представленных в методических указаниях задач требуется пояснить методику проведения практических
занятий по курсу «Процессы порошковой металлургии».
В соответствии с данной методикой заранее формулируется тема практического занятия, ставятся конкретные цели и задачи, достигаемые в процессе выполнения практического занятия. Приводится литература, необходимая для выполнения практического занятия.
Начинать работу на занятии рекомендуется с ознакомления с кратким
теоретическим материалом, касающимся практического занятия. Затем осуществляется контроль понимания студентами наиболее общих терминов. Далее следует разбор решения типовой задачи практического занятия. В том
случае, если практическое занятие не содержит расчетного задания, а связано с изучением и анализом теоретического материала, необходимо более
подробно остановиться на теоретических сведениях и ознакомиться с источниками литературы, необходимыми для выполнения данного практического
занятия.
Проконтролировать степень усвоения некоторых расчетных методик
позволяют многовариантные задания. В ходе выполнения многовариантных
заданий, представленных в издании, студенты научатся реализовывать последовательность действий при использовании наиболее распространенных методов и делать выводы, вытекающие из полученных расчетов. Данные, приведенные в многовариантных заданиях, не базируются на конкретных экспериментах и являются абстрактными, поэтому результаты расчетов не могут
быть рекомендованы для практического применения.
Приведенные в данном издании практические работы рассчитаны на
двух-, трех-, четырех- и пятичасовые занятия. Каждое из практических занятий представляет небольшое законченное исследование одного из теоретических вопросов изучаемой дисциплины.
В конце каждого занятия указаны требования к отчету, позволяющие
правильно оформить результаты, полученные в ходе выполнения практического занятия.
Предлагаемые контрольные вопросы должны способствовать более
глубокому изучению теоретического курса, связанного с темой практического
занятия. Также контрольные вопросы должны помочь в решении поставленных перед учащимся задач и подготовке к сдаче практического занятия.
В общем виде методика проведения практических занятий включает в
себя рассмотрение теоретических основ и примера расчета, выдачу многова-
Процессы порошковой металлургии. Метод. указания к практическим работам
-16-
МЕТОДИКА ПРОВЕДЕНИЯ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
риантного задания и индивидуальное самостоятельное выполнение студентом
расчетов. Освоение методики расчета осуществляется во время проведения
практических занятий, далее самостоятельно студенты выполняют расчетные
работы в соответствии с многовариантными заданиями.
Процессы порошковой металлургии. Метод. указания к практическим работам
-17-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 1.
МАРКИРОВКА ПОРОШКОВ ПО ГОСТАМ. СОСТАВ, СВОЙСТВА
И ОБЛАСТЬ ПРИМЕНЕНИЯ ПОРОШКОВ
Цель занятия: ознакомление со стандартами по маркировке порош-
ков, расшифровка стандартного обозначения металлических порошков.
Краткие теоретические сведения
Составы, свойства и область применения порошков регламентированы
соответствующими стандартами (российскими и международными) и отраслевыми техническими условиями.
В настоящее время наиболее представительной среди международных
организаций, занимающихся стандартизацией в области порошковой металлургии, является Международная организация по стандартизации (ИСО), созданная в 1947 г. Согласно Конституции ИСО ее главной задачей является
разработка и публикация международных стандартов, способствующих облегчению международного товарооборота и расширению сотрудничества в
области интеллектуальной, научной, технической и экономической деятельности [5].
Сфера деятельности ИСО охватывает стандартизацию во всех областях за исключением стандартов по электротехнике и электронике, которые
относятся к Международной электротехнической комиссии (МЭК). ИСО и
МЭК образуют специализированную систему всемирной стандартизации, самую большую в мире неправительственную систему добровольного сотрудничества в области науки и техники на международном уровне.
Помимо Международной организации по стандартизации существуют
региональные организации по стандартизации Евразии и Северной Америки.
В настоящее время существует три типа региональных организаций по стандартизации.
К первому типу относятся национальные неправительственные организации, имеющие в своем составе иностранных членов и выпускающие
стандарты, которые признаны в различных странах. В области порошковой
металлургии такой организацией является Американское общество по испытаниям и материалам (ASTM), стандарты которого широко применяются в
США, Канаде, Мексике, странах Центральной и Южной Америки, ЮгоВосточной Азии, Ближнего Востока и Европы.
Процессы порошковой металлургии. Метод. указания к практическим работам
-18-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 1. МАРКИРОВКА ПОРОШКОВ ПО ГОСТАМ. СОСТАВ, СВОЙСТВА И ОБЛАСТЬ ПРИМЕНЕНИЯ ПОРОШКОВ
Ко второму типу относятся региональные организации, объединяющие
заинтересованные независимые страны (Европейский комитет по стандартизации (СЕН)).
К третьему типу организаций относится Госстандарт РФ, Германским
институтом по стандартизации (DIN), Французской ассоциацией по стандартизации (AFNOR), Британским институтом стандартов (BSI).
Большинство региональных организаций поддерживает прямые связи
с ИСО.
В СССР первые общесоюзные стандарты в области порошковой металлургии были созданы в 30-х гг. прошлого столетия.
Унификация практически всех стандартов, к которой стремятся западноевропейские страны, существует в системе государственных стандартов
«ГОСТ-Р», многие из которых имеют международное признание. Разработку
государственных стандартов ведут специалисты ТК 150 «Порошковая металлургия» (секретариат – Украина).
В целях устранения дублирования страны-члены СЕН, ASTM и РФ
подписали с ИСО ряд соглашений об обмене технической информацией и координации работ по созданию стандартов.
В соответствии с Государственными стандартами РФ большинство
порошков обозначаются буквой П, затем следует буква, указывающая на материал порошка. В обозначение обычно входят буквы и цифры, характеризующие химический и гранулометрический состав порошка и их технологические свойства.
Методика выполнения практического задания
Алюминиевые порошки и пудра. В ГОСТ 5494-95 и ГОСТ 10096-76
регламентируются свойства порошков и алюминиевой пудры. Промышленностью выпускаются алюминиевые порошки и пудра различных видов (табл. 1.1).
Пудру используют при производстве красителей и материалов типа САП, порошки – для изготовления деталей машин.
Основную массу порошков алюминия изготовляют методом распыления расплава.
Железные порошки. Основными марками железных порошков для изготовления порошковых деталей являются ПЖ3 и ПЖ4. Порошки марок ПЖ0
и ПЖ1 используют для изготовления конструкций сложной формы (тонкостенные, высокопористые и пр.), а порошки марок ПЖ5 и ПЖ6 – при изготовлении малонагруженных деталей и для сварочного производства.
Процессы порошковой металлургии. Метод. указания к практическим работам
-19-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 1. МАРКИРОВКА ПОРОШКОВ ПО ГОСТАМ. СОСТАВ, СВОЙСТВА И ОБЛАСТЬ ПРИМЕНЕНИЯ ПОРОШКОВ
Таблица 1.1
Основные технологические характеристики порошков
металлов и сплавов
Порошок
Крупка алюминиевая, ТУ 48-21-202-72
Алюминиевый первичный
Алюминиевый вторичный
Алюминиевый жаропрочный
Алюминиевый дисперсный
Пудра алюминиевая пигментная
Марка
Химический состав, % Насыпная
плотность,
основной
доля
г/см3
элемент
примеси
99,3
0,7
0,4
98,0
2,0
0,25
85,0
15,0
0,21
96,0
4,0
0,3
99,0
1,0
0.18
95,3
4,7
0,1
Порошок железный
Порошок железный
Порошок железный
Порошок кобальтовый
Порошок кобальтовый
Порошок медный
Порошок медный
Порошок никелевый
Порошок никелевый
Порошок оловянный
Порошок оловянный
Палладиевый порошок
Платиновый порошок
Платиновый порошок
Родиевый порошок
Серебряный порошок
Титановый порошок
Цинковый порошок
Цинковый порошок
Сплав алюминия
КАР
АП
АПВ
АПЖ
ПАД
ПАП-1
АПС-1А
АПС-1Б
ПЖ01К
ПЖ0М1
ПЖ1ВМ1
ПК-1у
ПК-2
ПМС-В
ПМА
ПНЭ-1
ПНК-0Т1
ПОЭ
ПО-1
ПдАП-1
ПлАП-0
ПлАП-2
Rh-А1
ПС1
ПТ1
ПЦ1
ПЦОР
ПАМр-10
Сплав алюминия
САС-1
63–68
Порошок бронзы для красок
Порошок бронзы для офсетной печати
Порошок бронзы ювелирный
Порошок стали легированной
Порошок стали легированной
Порошок стали легированной
ПБК
ПБО
БПЮ
ПХ18Н15-2
ПХ30-1
ПН12-1
80–90
83–87
90–94
78–83
68–72
87–90
Пудра алюминиевая комковая
99,8
0,2
0,8
99,0
98,8
99,0
99,25
98,2
99,5
99,5
99,5
99,9
99,0
99,1
99,95
99,98
99,9
99,95
99,9
99,6
96,0
96,6
85,0–91,0
1,0
1,2
1,0
0,75
1,8
0,5
0,5
0,5
0,1
1,0
0,9
0,05
0,02
0,1
0,05
0,1
0,4
4,0
4,0
9,0–15,0
25–30 Si
5–7 Ni
10–20 Zn
13–17 Zn
6–10 Zn
17–22
28–32
10–13
2,0–2,5
2,0–2,2
2,0–2,2
2,0–2,4
2,0–2,3
2,4–2,7
1,3–2,0
3,4
3,0–3,5
3,0–4,0
3,0–4,0
6,5–8,5
4,2–4,6
4,5–5,0
4,3–4,8
3,0 –3,3
1,1–1,4
0,7–1,1
0,7–1,0
0,35–0,4
Процессы порошковой металлургии. Метод. указания к практическим работам
0,20–0,25
0,2–0,3
0,15–0,2
0,15–0,22
2,5–2,7
2,7–3,1
2,5–3,0
-20-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 1. МАРКИРОВКА ПОРОШКОВ ПО ГОСТАМ. СОСТАВ, СВОЙСТВА И ОБЛАСТЬ ПРИМЕНЕНИЯ ПОРОШКОВ
Химический, гранулометрический состав и насыпная плотность железных
порошков регламентирована ГОСТ 9849-86. Свойства карбонильных порошков
регламентированы ГОСТ 13610-79. Допустимый разброс значений насыпной
плотности в приделах одной партии железных порошков устанавливается в зависимости от класса (К, С, М, ВМ – крупный, средний, мелкий, весьма мелкий соответственно) крупности порошка. Группа насыпной плотности обозначается
римскими цифрами I и II и в обозначение марки порошка не входят.
Порошки никеля, кобальта, меди, цинка, олова и титана.
Порошки никеля регламентированы ГОСТ 9722-97. Свойства порошков никеля, полученных методом диспергирования, регламентированы
ГОСТ 14086-68.
В промышленном производстве для получения порошков никеля используют карбонильный и электрохимический методы. Получаемые этими
методами порошки обозначаются буквами ПНК и ПНЭ. По химическому составу их разделяют на группы (0, 1, 2), а по насыпной плотности на группы
(Т, Л, К) и подгруппы.
Кобальтовые порошки изготовляют электролизом. Их используют при
производстве жаропрочных деталей, твердых сплавов и быстрорежущих сталей.
Марки и технические требования кобальтового порошка регламентированы
ГОСТ 9721-79. Массовая доля влаги в порошке не должна превышать 0,15 %.
Насыпную плотность устанавливают по соглашению сторон.
Медные порошки обозначаются буквами ПМ и в зависимости от физико-химических свойств буквами С (стабилизированный), К (конопаточный),
Н (низкодисперсный), буквами А, у, В обозначаются специальные свойства.
Марки и технические требования медных порошков регламентированы ГОСТ 4960-75.
Титановые порошки применяют для изготовления порошковых деталей конструкционного и фильтрующего назначения. Содержание примеси в
порошках не должно превышать, % мас.: Fe – 0,1; Si – 0,03; Ni – 0,06; C –
0,04; (Cu + V + Al) – 0,15. Порошки титана получают специальными методами, оговоренными в технических условиях на получение той или иной марки
порошка.
Цинковые порошки выпускаются в соответствии с ГОСТ 12601-76 и по
ТУ 48-6-23-73 и применяются в электротехнической, металлургической, химической и других отраслях промышленности. Их производят двумя методами: ректификацией (мелкозернистые) – класс А и распылением (крупнозернистые ) – класс Б.
Оловянный порошок изготовляют распылением расплавленного олова
в соответствии с ГОСТ 9723-73. Он предназначен для производства порошковых деталей, фрикционных и антифрикционных материалов, порошковых
бронз и пр. Порошки олова обозначаются буквами ПО и в зависимости от химического и гранулометрического состава буквой Э (электролитический) и
цифрами 1, 2, 3.
Процессы порошковой металлургии. Метод. указания к практическим работам
-21-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 1. МАРКИРОВКА ПОРОШКОВ ПО ГОСТАМ. СОСТАВ, СВОЙСТВА И ОБЛАСТЬ ПРИМЕНЕНИЯ ПОРОШКОВ
Порошки платины, палладия, родия и серебра используют для изготовления химически стойкой посуды, тиглей для плавления металлов и оксидных соединений, сплавов, контактов и пр.
Порошки этих металлов обозначаются буквами Пд (палладий),
Пл (платина), Rh (родий), ПС (серебро), после которых могут следовать буквы А (аффинированный), П (порошок) и (в зависимости от химического состава) цифры 0 (высшая марка), 1 (первая марка), 2 (вторая марка).
Технические требования к получаемым порошкам регламентируются
следующими ГОСТами: порошки палладия – ГОСТ 14836-82, платины –
ГОСТ 14837-79, родия – ГОСТ 12342-81, серебра – ГОСТ 9724-61.
Порошки легированных сталей и сплавов (ГОСТ 13084-88) изготовляют методом восстановления гидридом кальция смесей оксидов и металлических порошков, а также методами диффузионного насыщения и распыления энергоносителями (нержавеющие стали).
Порошки сплавов цветных металлов получают специальными методами, оговоренными в технических условиях на получение той или иной марки
порошка. В табл. 1.1 приведены основные характеристики получаемых порошков металлов и сплавов на основе алюминия и железа.
Задание
1. Изучить особенности обозначения порошковых материалов, характеристики методов их получения и область применения порошков.
2. Расшифровать следующие марки порошков: ПХ18Н15, ПХ23Н18,
ПХ18Н9Т, ПХЗО, ПРОХ18Н10, ПРХ18Н9, ПРН, ПР-Н2М, ПР-НМ, ПН55Т45,
ПР-Х18Н9, ПР-06ХН28МДТ, ПР-04Х9Н11МЗ, ПРХ18Н10С, ПР-Х18Н9,
ПР-06ХН28МДТ, ПР-04Х19Н11МЗ.
3. Привести обозначения порошков следующего состава (табл. 1.2).
Таблица 1.2
Состав порошков
Осно- Содержава ние основы
Ni
Ni
Ni
Fe
Fe
Fe
Cr
Cu
54–55
67–69
65–70
45 51
66–70
67–70
64–71
82–84
Содержание примесей
Ti
40–45
–
–
–
–
–
–
–
Cu
–
–
–
–
–
–
–
–
Al
–
8–11
–
–
–
5–7
–
8–9
Ni
–
–
–
26–29
1,5–2
–
16–20
4–5,3
Cr
–
18–23
15–19
22–25
25–27
23–25
–
Fe
0,2
0,1
7–10
–
–
–
12–16
3,5–4
C
0,01
0,02
0,2
0,08
3,3–4,5
0,2
–
–
Процессы порошковой металлургии. Метод. указания к практическим работам
N
0,1
–
–
–
–
–
–
–
O
–
0,2
0,4
0,05
–
0,4
0,3
–
-22-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 1. МАРКИРОВКА ПОРОШКОВ ПО ГОСТАМ. СОСТАВ, СВОЙСТВА И ОБЛАСТЬ ПРИМЕНЕНИЯ ПОРОШКОВ
Требования к отчету
Отчет должен содержать титульный лист, краткие теоретические сведения по маркировке порошков по ГОСТам. Для каждого варианта следует
привести расшифровку металлических порошков.
Контрольные вопросы
1. Какова структура Международной организации по стандартизации?
2. Назовите основные задачи и сферу деятельности Международной
организации по стандартизации.
3. Изложите основы маркировки металлических порошков.
4. Назовите основные марки порошка платины.
5. Расшифруйте следующие марки порошков: ПХ18Н15, ПХ23Н18.
Практическое занятие 2.
РАСЧЕТ ЭФФЕКТИВНЫХ УСЛОВИЙ
ПОЛУЧЕНИЯ ПОРОШКОВ ЗАДАННОГО СОСТАВА
В ШАРОВЫХ МЕЛЬНИЦАХ
Цель занятия: ознакомление с условиями измельчения пороков в
шаровых мельницах, определение наиболее эффективных условий получения
порошков заданного состава в шаровых мельницах.
Краткие теоретические сведения
Простейшим аппаратом для измельчения дробленых твердых материалов является шаровая вращающаяся мельница. Внутри барабана мельницы
находятся размольные тела полиэдрической или округлой формы, чаще всего
стальные или твердосплавные шары. При измельчении комбинируют раздавливание и удар (при получении крупных частиц), истирание и удар (при тонком измельчении) [2].
Соотношение между дробящим и истирающим действием размольных
тел в мельнице в значительной степени определяется отношением диаметра
барабана D к его длине L. В мельницах одинакового объема при D : L > 3 преобладает дробящее действие размольных тел, что полезно для измельчения
твердых и хрупких материалов, а при D : L ≤ 3 – истирающее, более эффективное при измельчении пластичных металлов.
Значительное влияние на интенсивность и механизм размола оказывают скорость вращения барабана мельницы, число и размер размольных тел,
масса измельчаемого материала, продолжительность и среда размола. Рассмотрим поведение единичного размольного тела, например шара (рис. 2.1).
Процессы порошковой металлургии. Метод. указания к практическим работам
-23-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занят. 2. РАСЧЕТ ЭФФЕКТИВНЫХ УСЛОВИЙ ПОЛУЧ. ПОРОШКОВ ЗАДАННОГО СОСТАВА В ШАРОВЫХ МЕЛЬНИЦАХ
Рис. 2.1. Схема к расчету критической скорости
вращения барабана шаровой мельницы
Одиночный шар весом Р на поверхности барабана мельницы, вращающегося со скоростью V, м/с, в точке т будет находиться под действием
центробежной силы, равной рv2/gR, где g – ускорение силы тяжести, м/с2; R –
внутренний радиус барабана мельницы, м.
При угле подъема α сила собственного веса шара может быть разложена на силы, одна из которых направлена по радиусу и равна Р⋅sinα, а другая – по касательной и равна Р⋅сosα.
Одиночный шар будет удерживаться на стенке барабана до тех пор,
пока (рv2)/gR ≥ Р⋅sinα, или (v2/gR) ≥ sinα.
Методика выполнения
практического задания
Если скорость вращения n такова, что в момент прохождения шара через зенит, при котором α = 90°, шар остается на стенке барабана, то sin 90° =
= V2/gR = 1, или V2 = gR. При этом число оборотов барабана мельницы равно
nкр, об/мин, а V = π Dnкр/60, поэтому π2D2n2кр/602 = gD/2, где D – внутренний
диаметр барабана мельницы, м.
Отсюда находим nкр, об/мин:
g
60 42,4
.
(2.1)
⋅
=
2π2
D
D
Фактически при nкр шар еще не сможет в зените удержаться на стенке
барабана мельницы вследствие своего скольжения относительно нее.
На практике для измельчения материалов используют два основных
режима работы шаровой мельницы:
режим интенсивного измельчения (скорость вращения барабана мельницы составляет 0,7–0,9 nкр);
nêð =
Процессы порошковой металлургии. Метод. указания к практическим работам
-24-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занят. 2. РАСЧЕТ ЭФФЕКТИВНЫХ УСЛОВИЙ ПОЛУЧ. ПОРОШКОВ ЗАДАННОГО СОСТАВА В ШАРОВЫХ МЕЛЬНИЦАХ
режим «истирания» (скорость вращения барабана мельницы составляет 0,4–0,6 nкр).
Коэффициент заполнения ϕ барабана мельницы размольными телами
является оптимальным, составляя 0,4–0,5. При больших значениях ϕ шары
сталкиваются друг с другом, теряя энергию, а при меньшей загрузке шаров
резко снижается производительность измельчающего устройств. На процесс
измельчения большое влияние оказывают масса шаров и ее отношение к массе измельчаемого материала. Чаще всего при измельчении металлических и
неметаллических материалов используют стальные мелющие тела. Обычно в
мельницу загружают 1,7–1,9 кг стальных шаров на один литр ее рабочего
объема [1].
Количество загружаемого для размола материала должно быть таким,
чтобы после начала измельчения его объем не превышал объема пустот (зазоров) между размольными телами. Если материала будет больше, то часть его,
не вмещающаяся в зазоры, измельчается менее интенсивно.
Уменьшение объема свободного пространства в барабане мельницы
затрудняется падение размольных тел. Кроме того, при загрузке исходного
материала в мельницу необходимо учитывать увеличение объема материала в
процессе измельчения. Обычно соотношение между массой размольных тел и
массой измельчаемого материала составляет 2,5–3,0. При интенсивном измельчении это соотношение увеличивается до 6–12 и даже больше. Если
плотности измельчаемого материала и размольных тел близки, то указанное
соотношение должно составлять 5–6. Размер размольных тел (диаметр шаров)
должен составлять 5–6 % от внутреннего диаметра барабана мельницы.
Процесс размола проводят в жидкой среде, которая препятствует распылению материала, слипанию тонких частиц, уменьшает трение, как между
размольными телами и частицами измельчаемого порошка. Проникшая в
микротрещины жидкость в момент удара размольного тела по частице создает большое капиллярное давление, способствующее распространению микротрещин. Полезный эффект от размола в жидкости усиливается при добавлении в нее поверхностно-активных веществ (ПАВ). Жидкой средой обычно
служат спирт, ацетон, вода, некоторые углеводороды.
Количество жидкости должно быть таким, чтобы она достигала верхнего уровня размольных тел, находящихся в барабане мельницы; обычно оно
составляет 0,15–0,25 литра на один килограмм размольных тел.
В общем случае придельный объем загружаемого в мельницу измельчаемого материала можно определить, зная объем размольных тел. Известно,
что объем свободного пространства (пустот) между размольными телами составляет около 50 %. Это и есть придельный объем измельчаемого материала.
Зная объем материала, аналогичным образом можно рассчитать и количество
жидкости, заливаемой в барабан шаровой мельницы. Однако при загрузке
Процессы порошковой металлургии. Метод. указания к практическим работам
-25-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занят. 2. РАСЧЕТ ЭФФЕКТИВНЫХ УСЛОВИЙ ПОЛУЧ. ПОРОШКОВ ЗАДАННОГО СОСТАВА В ШАРОВЫХ МЕЛЬНИЦАХ
жидкости необходимо учитывать дисперсность измельчаемого материала.
Чем меньше размеры частиц сухого исходного порошка, тем больше он захватывает воздуха.
Длительность размола может составлять от нескольких часов до нескольких суток. Для предотвращения быстрого износа стенок барабана и загрязнения в результате этого измельчаемого материала применяют защиту
(футеровку) внутренних поверхностей барабана износостойкими материалами: сталями, керамической клепкой, резиной и пр.
Для шаровых вращающихся мельниц соотношение средних размеров
частиц порошка до и после измельчения, называемое степенью измельчения,
составляет 50–100. Форма частиц, получаемая в результате размола в шаровых вращающихся мельницах, зависит от природы материала и продолжительности измельчения. Для хрупких неметаллических материалов характерна осколочная, неправильная форма частиц с острыми гранями.
При измельчении материалов стараются поддерживать такие режимы
работы мельницы, при которых на измельчаемый материал (со стороны размольных тел) действовали бы максимальные усилия. На практике чаще всего
применяют два основных режима работы шаровых мельниц: режим интенсивного измельчении, при котором на материал действуют в основном раздавливающие и ударные усилия, либо режим перекатывания, при котором на
материал действуют истирающие и раздавливающие усилия. Первый режим
применяется для получения грубых, крупных порошков, второй – для тонкого
измельчения материала.
Переход в тот или иной режим достигается вариацией скоростей вращения барабана мельницы (рис. 2.2).
При получении измельченных материалов с размером частиц порядка
одного микрометра размол путем создания ударных (дробящих) усилий становится малоэффективным, так как свободная энергия частиц подобного материала велика, а частота воздействий размольных тел на отдельные частицы
мала. Возникающие микротрещины успевают релаксировать и материал плохо поддается измельчению.
В этом случае целесообразно перейти к режиму перекатывания шаров
(рис. 2.2, б), при котором они не падают, а, поднимаясь по стенке вращающегося барабана, перемещаются внутри сегмента из размольных тел или перекатываются по его наклонной поверхности, измельчая (истирая) находящийся
между ними материал.
При режиме перекатывания различимы четыре зоны движения шаров:
зона подъема шаров по стенке барабана;
зона скатывания с наибольшей скоростью по поверхности сегмента из
размольных тел;
зона встречи скатившихся шаров со стенкой барабана;
центральная застойная зона, в которой шары почти неподвижны.
Процессы порошковой металлургии. Метод. указания к практическим работам
-26-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занят. 2. РАСЧЕТ ЭФФЕКТИВНЫХ УСЛОВИЙ ПОЛУЧ. ПОРОШКОВ ЗАДАННОГО СОСТАВА В ШАРОВЫХ МЕЛЬНИЦАХ
а
б
в
г
Рис. 2.2. Схема движения шаров в барабане мельницы при различной скорости
его вращения: а – режим скольжения при n ≤ 0,2 nкр; б – режим перекатывания
при n = 0,4–0,6 nкр; в – режим интенсивного измельчения («водопадный режим»)
при n = 0,75–0,85 nкр; г – движение шаров при n = nкр
Увеличивая скорость вращения барабана мельницы, можно повысить
эффективность режима перекатывания путем сужения или полной ликвидации застойной зоны в шаровой загрузке.
При использовании мельниц с гладкой внутренней поверхностью барабана и при небольшой относительной загрузке размольные тела не циркулируют внутри барабана мельницы. Вся их масса скользит по поверхности
вращающегося барабана и их взаимное перемещение почти отсутствует
(рис. 2.2, а). Измельчение материала при таком режиме размола малоэффективно, так как происходит путем истирания его лишь между внешней поверхностью размольных тел и стенкой барабана мельницы.
Наличие перекатывания или скольжения размольных тел при вращении барабана мельницы зависит (при прочих равных условиях) от относительной загрузки барабана мельницы размольными телами. Изменяя величину загрузки мельницы размольными телами, можно получать в одних случаях
режим перекатывания, а в других – режим скольжения.
Для управления процессом размола необходимо знать условия перехода режима скольжения в режим перекатывания и обратно.
Задание
1. Определить скоростные режимы измельчения материала (крупный и
тонкий помол) исходя из технических характеристик шаровой мельницы,
приведенных в табл. 2.1.
2. Рассчитать объемы загружаемых в мельницу размольных тел, измельчаемого материала и количество жидкости.
3. Провести проверку полученных расчетов.
4. В отчете по работе привести порядок определения величин. Результаты расчетов технологических параметров процесса измельчения внести в
табл. 2.2.
Процессы порошковой металлургии. Метод. указания к практическим работам
-27-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занят. 2. РАСЧЕТ ЭФФЕКТИВНЫХ УСЛОВИЙ ПОЛУЧ. ПОРОШКОВ ЗАДАННОГО СОСТАВА В ШАРОВЫХ МЕЛЬНИЦАХ
Таблица 2.1
Технические характеристики шаровой мельницы
Задаваемая
характеристика
D, м
L:D
Измельчаемый
материал
1
1,25
2
2
0,40
2,5
3
0,60
3,0
4
1,30
2,5
Вариант
5
6
0,50 0,75
3,5
2,0
Al
SiO2
Al2O3
Cu
MgO
SiO2
7
0,45
1,5
8
0,55
2,5
Al2O3 Бронза
9
0,80
2,0
10
0,65
3,0
Al
SiO2
Таблица 2.2
Результаты расчетов технологических параметров
измельчения материалов в шаровой мельнице
ϕ
m
Определяемые характеристики
при грубом помоле
при тонком помоле
d
W
k
V
С
m
d
W
k
ϕ
V
С
Примечание. ϕ – коэффициент заполнения барабана мельницы; m – масса размольных
тел, кг; d – диаметр размольных тел, мм; W – количество жидкости в барабане мельницы, л;
k – отношение диаметров размольных тел; V – скорость вращения барабана мельницы, об/мин;
С – отношение массы размольных тел к массе измельчаемого материала.
Требования к отчету
Отчет должен содержать титульный лист, краткие теоретические сведения по размолу порошков в шаровых вращающихся мельницах.
Следует представить расчет эффективных условий получения порошков в шаровых мельницах.
Контрольные вопросы
1. Назовите факторы, определяющие эффективность помола материалов в шаровой мельнице.
2. Чему равна критическая скорость вращения барабана шаровой
мельницы?
3. Каково оптимальное количество размольных тел, загружаемых в барабан мельницы?
4. За счет чего размольные тела в барабане мельницы поднимаются
вверх?
5. Нужно ли вводить в барабан мельницы дисперсионную среду при
помоле порошков металлов, имеющих высокое сродство к кислороду?
6. Как предотвращается самовозгорание металлических порошков при
помоле в шаровой мельнице, если помол ведется в воздушной среде?
7. Для чего в барабан мельницы вводится дисперсионная среда?
Процессы порошковой металлургии. Метод. указания к практическим работам
-28-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занят. 2. РАСЧЕТ ЭФФЕКТИВНЫХ УСЛОВИЙ ПОЛУЧ. ПОРОШКОВ ЗАДАННОГО СОСТАВА В ШАРОВЫХ МЕЛЬНИЦАХ
8. Как определить оптимальное количество жидкой среды, вводимой в
барабан мельницы при грубом и тонком помоле?
9. Каково оптимальное соотношение массы размольных тел к массе
измельчаемого материала при грубом и тонком помоле?
Практическое занятие 3.
РАСЧЕТ ОПТИМАЛЬНЫХ РЕЖИМОВ
ДИСПЕРГИРОВАНИЯ РАСПЛАВОВ
ЭНЕРГОНОСИТЕЛЯМИ
Цель занятия: ознакомление с методом получения порошков ме-
таллов диспергированием расплавов, расчет оптимальных режимов диспергирования.
Краткие теоретические сведения
Методы диспергирования расплава потоком энергоносителя широко
применяют для производства больших объемов различных порошков.
Чаще всего в качестве энергоносителей применяют газы (воздух, азот,
аргон, гелий, углекислый газ) или воду.
На практике при использовании газа применяют три основные схемы
подачи (направления на расплав) энергоносителя: поток газа обтекает струю
расплава соосно; поток газа направлен к струе расплава под некоторым углом
(наиболее распространено распыление с углом атаки от 20 до 60°), поток газа
направлен к струе расплава под прямым углом.
Для распыления свободно истекающей струи металла или сплава с
точкой ликвидуса до 1 600 °С используют схему с вертикальным расположением форсуночного устройства (рис. 3.1, а). Подобная схема обеспечивает
высокую производительность процесса. Кроме того, эта схема позволяет
применять различные энергоносители (воздух, азот, аргон, гелий, углекислый
газ). В некоторых случаях газообразные энергоносители специально подогреваются [4].
Процессы порошковой металлургии. Метод. указания к практическим работам
-29-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 3. РАСЧЕТ ОПТИМАЛЬНЫХ РЕЖИМОВ ДИСПЕРГИРОВАНИЯ РАСПЛАВОВ ЭНЕРГОНОСИТЕЛЯМИ
1
1
2
2
Газ
Газ
2
Газ
Газ
3
4
4
3
5
а
б
Рис. 3.1. Схемы распыления расплава воздействием струи газа: а – схема с вертикальным расположением форсуночного устройства: 1 – металлоприемник; 2 – струя
расплава; 3 – форсуночное устройство; 4 – кольцевое сопло Лаваля; б – схема многоструйного форсуночного элемента трубчатого типа: 1 – металлоприемник; 2 –
трубопроводы; 3 – отверстия для выхода газа; 4 – струя расплава; 5 – струи газа
Легкоплавкие металлы (с ликвидусом до 800 оС) могут распыляться
путем подачи энергоносителя через горизонтальные, расположенные друг напротив друга трубы (рис. 3.1, б) с множеством отверстий для выхода газа.
Расплав металла подается в зону распыления сразу из нескольких последовательно расположенных металлоприемников.
Ограниченное распространение имеет схема с горизонтальным расположением форсуночного устройства инжекционного типа. Подобная схема
предусматривает подачу расплава непосредственно из плавильного пространства печи под давлением газа. Подобную схему в основном применяют для
получения порошков алюминия, свинца, олова, цинка и некоторых припоев.
В последние десятилетия в качестве энергоносителя все более активно
используют воду. Скорость водных потоков, направляемых на расплав, достигает 100–150 м/с при давлении до 15–25 МПа. Высокая скорость воды в зависимости от конструкции форсунки сохраняется на расстоянии до 500 мм,
что позволяет подобрать наиболее эффективную схему распыления расплава.
Струи воды могут направляться на расплав с одной или нескольких сторон.
На практике применяются схемы, в которых диспергирование расплавов
осуществляется коаксиальными потоками энергоносителя под углом от 5–15
до 60–70°. В большинстве случаев для распыления металлов используют сопловые, кольцевые-щелевые или плоскощелевые форсунки.
Процессы порошковой металлургии. Метод. указания к практическим работам
-30-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 3. РАСЧЕТ ОПТИМАЛЬНЫХ РЕЖИМОВ ДИСПЕРГИРОВАНИЯ РАСПЛАВОВ ЭНЕРГОНОСИТЕЛЯМИ
Методика выполнения
практического задания
При контакте воды с расплавом, нагретым выше 100 оС, происходит
интенсивное парообразование. Это существенно изменяет теплофизические
характеристики процесса, так как плотность пара значительно меньше плотности воды и паровая оболочка хуже отводит тепло, чем вода. Однако скорость охлаждения образующихся капель-частиц лежит не ниже 104–107 оС/с.
Распад струи ньютоновской жидкости под действием газового потока
можно описать с помощью следующей критериальной функции:
d/D = f (Wе, Lр, M, N),
(3.1)
где d – средний диаметр частиц-капель; D – диаметр струи расплава; Wе –
критерий Вебера (характеризует соотношение сил инерции и поверхностного
натяжения); Lр – критерий Лапласа (характеризует соотношение сил вязкости
и поверхностного натяжения); M, N – критерии, характеризующие соотношение плотности газа-энергоносителя и расплава, вязкости газа-энергоносителя
и расплава.
Приведенные критерии можно определить исходя из следующих отношений:
Wе = V2г γг D0 /σ ,
Lр = η2ж / (σ γжD0),
M = V2г γг / (γжV2ж),
N = η г / η ж,
где Vг, Vж – скорости газового потока и расплава; γг, γж – плотности газа и расплава; ηг, ηж – вязкости газа и расплава; σ – поверхностная энергия; D0 – диаметр первоначальной пряди расплава.
При распылении струи металлической жидкости газовым потоком
возникшие двухфазные системы газ–жидкость и газ–твердое образуют металлогазовый факел.
Его структура неоднородна и представляет собой непрерывно пульсирующую двух- или трехфазную смесь жидких и твердых металлических частиц в газе. В нем происходит взаимодействие газового потока с расплавом,
теплофизические характеристики и агрегатное состояние которого меняются
(расплав и капли остывают, взаимодействуют с окружающей средой и пр.), и
отдельных капель между собой. Эти процессы по существу определяют свойства получаемого порошка, прежде всего размер и форму его частиц.
Размер образующихся частиц порошка можно оценить эмпирической
формулой
=
d
( 585 Vг )( σж
λж )
0,5
(
+ 597 ηж
( σж γ ж ) )
0,45
(1000Gж
Gг ) ,
Процессы порошковой металлургии. Метод. указания к практическим работам
(3.2)
-31-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 3. РАСЧЕТ ОПТИМАЛЬНЫХ РЕЖИМОВ ДИСПЕРГИРОВАНИЯ РАСПЛАВОВ ЭНЕРГОНОСИТЕЛЯМИ
где σж, γж, ηж, Gж – соответственно, поверхностная энергия, плотность, вязкость и удельный расход расплава; Gг – удельный расход газа-энергоносителя;
Vг – скорость газового потока.
Критическая скорость газового потока, ниже которой дробление капель диаметром менее dкр не реализуется, можно оценить уравнением
(
Vгкр = 8σж γ г d кр
)
0,5
,
(3.3)
где γг – плотность газа-энергоносителя.
В первый момент образования любые капли (крупные первичные,
средние и мелкие вторичные) жидкого металла имеют неправильную форму и
под действием сил поверхностного натяжения стремятся к минимизации поверхности, т.е. принять сферическую форму
Однако это стремление капли к сфероидизации может не реализоваться, если она быстро затвердеет. Поэтому, если время сфероидизации капли
меньше времени ее затвердевания, то она успеет принять форму шара, если
же это не так, то образуются твердые частицы неправильной формы.
Приближенная оценка времени сфероидизации (без учета взаимодействия расплава с окружающей средой) может быть проведена с использованием следующей формулы:
3πη ( R − r )
,
(3.4)
τсф = ж
σж
где r – радиус пряди, возникшей в первый момент диспергирования (если
принять, что она имеет форму цилиндра с отношением длины к диаметру,
равным 10); R – радиус шара, образовавшегося из указанной пряди (цилиндра).
Время затвердевания τзатв жидкой капли диаметром d складывается из
времени ее охлаждения до температуры затвердевания τохл и времени выделения скрытой теплоты кристаллизации τкр:
τзатв = τохл + τкр = d (cжγж/6α) ln[Tпов – Tг)/(Tпл – Tг)] + mL/gS,
(3.5)
где cж – теплоемкость расплава; α – коэффициент теплоотдачи от расплава к
энергоносителю; Tпов, Tпл, Tг – температуры, соответственно, поверхности
расплава, плавления диспергируемого материала и энергоносителя; m, S – соответственно, масса и поверхность образующейся капли; L – удельная теплота кристаллизации расплава; g – тепловой поток с поверхности капли.
Во многих случаях τохл = 0,01–0,1 с, а τкр /τохл = 3,7. Скорость охлаждения зависит от условий теплообмена капли расплава с окружающей средой и
может составлять от 103 до 1010 оС/с.
При распылении расплава водой высокого давления размер частиц порошка зависит от ее скорости и удельного расхода. По эмпирической формуле средний диаметр капли dср, мкм,
dср = (14900/Vв)(1/n)1/3 ,
Процессы порошковой металлургии. Метод. указания к практическим работам
(3.6)
-32-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 3. РАСЧЕТ ОПТИМАЛЬНЫХ РЕЖИМОВ ДИСПЕРГИРОВАНИЯ РАСПЛАВОВ ЭНЕРГОНОСИТЕЛЯМИ
где Vв – скорость потока воды, м/с; n – число капель расплава, образующихся
при ударе с каплей воды (n = 1, когда каждая капля воды вызывает образование одной капли расплава).
Критическую скорость потока воды можно оценить выражением
кр
0,25
.
Vв=
7,7σ0,75
d кр
ж
(3.7)
Например, для получения частиц стали с максимальным диаметром
dкр = 100 мкм значение Vвкр , ниже которого будут образовываться частицы
большего размера, должно составлять 112 м/с (соответствующее давление воды 6,4 МПа).
Оценить τохл можно аналогично случаю распыления расплава газом,
а τсф – по уравнению
τсф = 0,75 π2ηжγв(R4 – r4)/υкσжγвозд,
(3.8)
где υк – объем капли расплава; γв, γвозд – плотности воды и воздуха соответственно.
Ориентировочно при температуре расплава выше 500 оС отношение
τохл /τсф > 1 и получают порошок со сферической формой частиц, а при температуре расплава ниже 400 оС это отношение меньше единицы и форма образующихся частиц неправильная.
На форму частиц порошка большое влияние оказывают скорость,
удельный расход и угол атаки струи воды-энергоносителя, физические свойства расплава и другие факторы. Скорость охлаждения капель-частиц колеблется от 104 до 107 оС/с. Изменяя условия диспергирования и свойства расплава, можно варьировать микроструктуру и тонкую структуру частиц получаемых порошков [6].
Соотношение между расходом расплава и расходом газа равно
1:(0,4–1,2)·103.
Задание
1. Определить оптимальные условия получения порошков металлов с
минимальными размерами частиц при диспергировании расплавов потоками
газа и воды. Для этого следует:
выбрать критическую скорость потока энергоносителя;
расход расплава;
расход газа (воды);
скорость энергоносителя;
тип форсунки и пр.
Данные для расчетов приведены в табл. 3.1, табл. 3.2., табл. 3.3.
Процессы порошковой металлургии. Метод. указания к практическим работам
-33-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 3. РАСЧЕТ ОПТИМАЛЬНЫХ РЕЖИМОВ ДИСПЕРГИРОВАНИЯ РАСПЛАВОВ ЭНЕРГОНОСИТЕЛЯМИ
Таблица 3.1
Пикнометрическая плотность металлов и газов
Металл
Бронза
Дюралюминий
Алюминий
Латунь
Сталь (средне- и низколегированная)
Железо
Медь
Плотность, г/см3
7,5–9,1
2,6–2,9
2,32–2,40
8,2–8,85
7,77–7,85
7,86
8,92
Газ
Азот
Аргон
Кислород
Воздух
Вода
Азот
Плотность, г/см3
1,25·10-3
1,78·10-3
1,42·10-3
1,29·0-3
1,0
1,25·10-3
Таблица 3.2
Вязкость расплавов металлов
Металл
Fe981650
Fe981675
Fe981750
Fe961700
Fe961800
Fe961850
Fe941800
Fe981900
Fe941700
Вязкость, 10-3 Па·с
(10-4 кг·с/м2)
3,8
3,3
2,2
5,7
4,7
3,2
6,0
4,6
7,2
Металл
Cu1200
Cu1300
Cu1400
Бронза941200
Бронза941250
Бронза941300
Латунь881200
Алюминий700
Алюминий800
Вязкость, 10-3 Па·с
(10-4 кг·с/м2)
4,2
2,7
2,2
4,2
2,5
1,7
2,7
1,6
1,0
Таблица 3.3
Поверхностная энергия (поверхностное натяжение)
Металл
Медь (аргон)
Бронза
Латунь
Алюминий (аргон)
Железо (аргон)
Температура расплава
1 100–1 400
1 050–1 300
1 050–1 300
Тпл + (50–80 оС)
1 500–1 700
Поверхностная энергия, мН/м*
1 032
880
960
860
1 370
*Миллиньютон (1/1 000 ньютона); 1 атм = 760 мм рт. ст. = 1 кгс/см2 = 9,8·104 Па.
Требования к отчету
Отчет должен содержать титульный лист, краткие теоретические сведения
по получению порошков методом диспергирования расплавов энергоносителем.
В отчете следует представить расчет оптимальных режимов диспергирования расплавов энергоносителями.
Процессы порошковой металлургии. Метод. указания к практическим работам
-34-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 3. РАСЧЕТ ОПТИМАЛЬНЫХ РЕЖИМОВ ДИСПЕРГИРОВАНИЯ РАСПЛАВОВ ЭНЕРГОНОСИТЕЛЯМИ
Контрольные вопросы
1. Что такое энергоноситель?
2. Какие энергоносители применяются при диспергировании расплавов?
3. От чего зависит скорость кристаллизации капель расплава?
4. Каково общее название порошков, полученных методом диспергирования расплавов?
5. Как можно повысить степень диспергирования струи расплавов
энергоносителями?
6. Перечислите факторы, определяющие степень диспергирования
расплавов.
7. С чем связан предел диспергирования капель расплава энергоносителями?
Практическое занятие 4.
РАСЧЕТ ОПТИМАЛЬНЫХ РЕЖИМОВ
ЦЕНТРОБЕЖНОГО РАСПЫЛЕНИЯ РАСПЛАВОВ
Цель занятия: ознакомление с методом получения порошков цен-
тробежным распылением расплава, расчет оптимальных режимов центробежного распыления расплавов.
Краткие теоретические сведения
Получение порошков в центробежных распылителях основано на разрушении массы расплава под действием центробежных сил.
Центробежное распыление представляет собой один из основных видов диспергирования расплава металлов, имеющих высокое сродство к кислороду. На практике используют три основных способа:
способ быстровращающегося электрода;
вращающегося диска;
вращающегося перфорированного стакана.
По способу вращающегося электрода (рис. 4.1, а) распыление расплава проводят с торца расходуемой быстровращающейся (со скоростью
2 000–20 000 об/мин) заготовки цилиндрической формы [4].
Образование на торце заготовки тонкой пленки расплавленного металла (10–30 мкм) происходит за счет действия на нее электрической дуги, потока плазмы или мощного электронно-лучевого зонда. При других схемах
диспергирования (рис. 4.1, б) плавление металла проводят автономно, вне
зоны распыления. Струю расплава подают на вращающийся со скоростью до
24 000 об/мин диск. На его вогнутой поверхности образуется пленка жидкого
металла, от которой затем отрываются капли-частицы размером < 100 мкм.
Процессы порошковой металлургии. Метод. указания к практическим работам
-35-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 4. РАСЧЕТ ОПТИМ. РЕЖИМОВ ЦЕНТРОБЕЖНОГО РАСПЫЛЕНИЯ РАСПЛАВОВ
Кристаллизация капель происходит в атмосфере инертного газа. Скорость
кристаллизации составляет 105–106 оС/с.
3
1
3
А
Капли - частицы
2
К
1
2
Вода
а
б
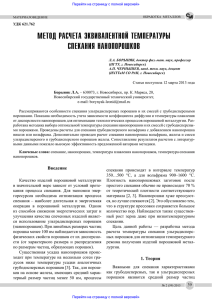
Рис. 4.1. Схемы установок для центробежного распыления расплавов
металлов: а – способ вращающегося электрода: 1 – противоэлектрод; 2 – быстровращающийся электрод; 3 – пленка расплавленного
металла; б – способ вращающегося диска: 1 – водоохлаждаемый диск;
2 – пленка металла; 3 – тигель с расплавом металла
При выдавливании расплава из отверстий в стенке контейнера, вращающегося со скоростью 1 000–5 000 об/мин, капли-частицы формируются в
момент их отрыва от внешней поверхности стенки контейнера.
В качестве плавильных устройств используют, в основном, индукционные, дуговые или электронно-лучевые печи. Источниками нагрева оплавляемых неподвижных или вращающихся заготовок являются электронные пушки
или плазмотроны [2].
Методика выполнения
практического задания
Технологический расчет центробежных распылителей предусматривает определение основных параметров их конструкции – диаметра и частоты
вращения тигля, слитка или экстрагирующего диска, размеров камеры охлаждения в зависимости от заданной дисперсности частиц порошка при известных физико-химических свойствах расплава.
Средний диаметр частиц получаемого порошка dcp, м, в первом приближении связан с частотой вращения и радиусом тигля (слитка, диска) соотношением
Процессы порошковой металлургии. Метод. указания к практическим работам
-36-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 4. РАСЧЕТ ОПТИМ. РЕЖИМОВ ЦЕНТРОБЕЖНОГО РАСПЫЛЕНИЯ РАСПЛАВОВ
d ср =
1 6σ
,
2πn ρR
(4.1)
где п – частота вращения диска, 1/мин; σ – поверхностное натяжение расплава, Н/м2; ρ – плотность расплава, кг/м3; R – радиус отрыва капли от основной
массы расплава (радиус тигля, слитка, диска, стакана), м.
Учет влияния расхода расплава (производительности распылителя) и
его кинематической вязкости приводит к более точной зависимости:
=
d ñð
0,25
( ) ( σ ρg )0,125 ,
G
Qv
( 2πnR ) ð
(4.2)
где Qp – расход расплава, м3/с; v – коэффициент кинематической вязкости
расплава, м2/с; g – ускорение свободного падения, м/с2.
В случае распылителя с вращающимся тиглем (слитком) можно предположить, что отрыв капель происходит не только с периферии тигля (слитка), но и в точках с радиусами R1, 2, …, n << R. В этом случае гранулометрический состав порошка может быть найден на основании следующих соотношений:
=
G
A2 B 2
(1 0,5d mn − 1 0,5d ) ,
4π 2 n 2
(4.3)
где G – масса капель, кг, размеры которых находятся в интервале dmin – d, м;
А = 3σ 2π ; В – коэффициент пропорциональности, зависящий от мощности,
подводимой к расплаву, и толщины пленки расплава.
Общая масса капель размером ≤ d составит
G∑ = A2B2/2π2n2d.
Массовая доля капель с размерами в интервале dmin – d
F = G/G∑ = 1 – dmin/d.
Экспериментально наблюдаемые отклонения от приведенных выше
зависимостей обусловлены, в основном, дополнительным диспергированием
расплава за счет вибрации вращающихся тигля, слитка, стакана за счет газодинамического действия плазменных струй и ряда других причин.
Задание
1. Определить оптимальные условия (частоту вращения, радиус диска,
расход расплава) получения порошков металлов с размерами частиц 50, 100,
150, 200 мкм при диспергировании методом вращающегося электрода (диска).
Процессы порошковой металлургии. Метод. указания к практическим работам
-37-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 4. РАСЧЕТ ОПТИМ. РЕЖИМОВ ЦЕНТРОБЕЖНОГО РАСПЫЛЕНИЯ РАСПЛАВОВ
2. Рассчитать оптимальные условия получения и гранулометрический
состав порошков металлов, полученных методом вращающегося контейнера.
Данные для расчетов приведены в табл. 3.1, табл. 3.2., табл. 3.3.
Требования к отчету
Отчет должен содержать титульный лист, краткие теоретические сведения по получению порошков методом центробежного распыления расплавов.
Следует представить расчет оптимальных режимов центробежного
распыления расплавов.
Контрольные вопросы
1. Порошки каких металлов (в основном) получают методами центробежного распыления расплавов?
2. Назовите основные методы диспергирования расплавов под действием центробежных сил.
3. От чего зависит гранулометрический состав материалов при получении порошков методом вращающегося тигля?
4. Назовите основные источники тепловой энергии, используемые при
диспергировании расплавов центробежными методами.
5. Перечислите факторы, определяющие гранулометрический состав
порошков при распылении с использованием методов вращающегося электрода и диска.
6. Как можно защитить получаемый методами центробежного диспергирования порошок от взаимодействия с кислородом?
Практическое занятие 5.
РАСЧЕТ ТЕРМОДИНАМИЧЕСКИХ
ХАРАКТЕРИСТИК ХИМИЧЕСКИХ РЕАКЦИЙ
Цель занятия: ознакомление с термодинамикой химических реак-
ций, расчет термодинамических характеристик химических реакций.
Краткие теоретические сведения
Расчеты химических равновесий являются важнейшим этапом рассмотрения любых металлургических процессов, в том числе процессов, связанных с получением порошков металлов восстановлением. На основе характеристик простых веществ и соединений можно произвести расчет изменения
термодинамических параметров процесса и констант равновесия Kp для различных химических превращений.
Процессы порошковой металлургии. Метод. указания к практическим работам
-38-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 5. РАСЧЕТ ТЕРМОДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК ХИМИЧЕСКИХ РЕАКЦИЙ
Знание этих величин позволяет определить направления реакций, их
тепловой эффект, рассчитать состав равновесной системы, а также установить
зависимость изменения всех этих характеристик от внешних параметров, то
есть подобрать оптимальные условия проведения процесса [2].
Методика выполнения
практического задания
Как известно, константу равновесия реакции Кр можно рассчитать с
помощью уравнения
∆GT0
ln K p = –
,
(5.1)
RT
где Т – абсолютная температура; R – универсальная газовая постоянная;
∆GT0 – стандартное изменение энергии Гиббса реакции при температуре Т.
При проведении расчетов ∆GT0 принимается, что давление каждого из
компонентов реакции равно 1 атм [7].
Изменение энергии Гиббса реакции можно определить исходя из следующего выражения:
∆GT0 =
∆Í
0
Ò–
Ò∆SÒ0 ,
(5.2)
где ∆Н Т0 – изменение энтальпии реакции; ∆SТ0 – изменение энтропии реакции.
Зависимость величин ∆Н Т0 и ∆SТ0 от температуры описывается уравнениями
Т
0
∆Н Т0 =
∆Н 298р
+ ∑ ∆С dT ,
(5.3)
298
T
0
∆ST0 =
∆S298
+∑
∆Cр
(5.4)
dT ,
T
0
0
и ∆S298
относятся к стандартной температуре; ∆Ср – разность тепгде ∆Н 298
лоемкостей продуктов реакции и исходных веществ, рассчитанная на стехиометрические количества реагентов.
Формулы (5.3) и (5.4) справедливы, если в интервале температур от
298 К до Т реагенты не претерпевают фазовых переходов.
0
0
и ∆S298
рассчитывают исходя из следующих выраВеличину ∆Н 298
жений:
298
0
0
∆Н 298
( реакции ) =
( образования продуктов ) –
∑ ∆Н 298
∑
(
0
–образования
∆Н 298
исходных веществ
,
)
Процессы порошковой металлургии. Метод. указания к практическим работам
(5.5)
-39-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 5. РАСЧЕТ ТЕРМОДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК ХИМИЧЕСКИХ РЕАКЦИЙ
0
0
∆S298
( реакции ) =
( образования продуктов ) –
∑ ∆S298
0
–∑
образования
∆S298
( исходных веществ .
)
(5.6)
Разность теплоемкостей определяют по выражению
∆Ср ( реакции ) =
∑ ∆Ср ( продуктов ) –
–исходных
∑ ∆Ср ( веществ .
)
(5.7)
При вычислении сумм в выражениях (5.5),(5.6) учитываются стехиометрические коэффициенты компонентов в данной реакции.
Теплоемкость описывается степенным рядом температур:
Ср =а + bT + cT 2 + dT 2 .
(5.8)
В этом уравнении один из коэффициентов (либо с либо d) обычно равен нулю. Поэтому разность теплоемкостей ∆ Ср (реакции) также оказывается
функцией температуры и выражается рядом
∆Ср = ∆а + ∆bT + ∆cT 2 + ∆dT 2 .
(5.9)
Этот ряд и подставляется в выражения (5.3) и (5.4).
Приближенные методы расчета применяют либо для оценочного определения Кр, либо когда функция ∆Ср(Т) неизвестна. Самое грубое приближение
заключается в предположении, что ∆Ср = 0. Тогда из уравнений (5.2),(5.3),(5.4)
следует, что
∆GT0 =
∆Í
ln K p –
=
0
,
– Ò∆S298
(5.10)
0
∆H 298
∆S 0
+ 298 .
RT
R
(5.11)
0
298
Следующее приближение заключается в том, что принимают величину ∆Ср постоянной, т.е. считают ∆Ср = ∆Ср(298 К). Тогда
0
∆Н Т0 = ∆Н 298р
+ ∆С (Т –298) ,
0
∆ST0 С= ∆S298р
+∆
(
ln Т
)
(5.12)
.
(5.13)
298
Значения ∆Н Т0 и ∆SТ0 подставляют в уравнение (5.2), а затем в (5.1).
Величину ∆Ср (298 К) можно найти по таблице (см. прил. 2) [3].
Процессы порошковой металлургии. Метод. указания к практическим работам
-40-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 5. РАСЧЕТ ТЕРМОДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК ХИМИЧЕСКИХ РЕАКЦИЙ
Задание
Рассчитать термодинамические характеристики химических реакций
восстановления. Для этого сделать следующее:
0
0
1. Определить стандартные значения ∆Н 298
и ∆S298
реакции, пользуясь сведениями, представленными в прил. 2.
2. Определить коэффициенты степенного ряда температур ∆а, ∆b, ∆c,
∆d (последние три – в виде произведений ∆b · 103, ∆c · 10-5 и ∆d · 106).
3. Выбрать максимальную температуру процесса. Выбор необходимо
осуществлять исходя из значений этой величины для конечного продукта реакции (см. прил. 2). С учетом значения максимальной температуры выбрать
значения температур в диапазоне от минимальной до максимальной (с шагом
100 К).
4. Используя значения коэффициентов степенного ряда и выбранные
значения температур, рассчитать функцию ∆Ср(Т).
5. Вычислить значения ∆Н Т0 и ∆SТ0 для пяти равноотстоящих температур в интервале от Тmin до Тmax.
6. Пользуясь рассчитанными значениями ∆Н Т0 и ∆SТ0 , найти ∆GT0 и
ln K p реакции.
Варианты задания представлены в табл. 5.1.
Таблица 5.1
Варианты задания
Номер варианта
1
2
3
4
5
6
7
8
9
10
11
12
Реакция
Fe3O4(s) + H2 = 3FeO(s) + H2О
FeО(s) + CO = Fe(s) + CO2
2CuCl(s) + H2 = 2Cu(s) + 2HC1
Fe3O4(s) + 4H2 = 3Fe(s) + 4H2O
2AgCl(s) + H2 = 2Ag(s) + 2HC1
MnO(s) + H2 = Mn(s) + H2O
FeO(s) + H2 = Fe(s) + H2O
PbO(s) + H2 = Pb(s) + H2O
2CO2 = 2CO + O2
Fe2O3(s) + 3H2 = 2Fe(s) + 3H2O
SiO2(s) + 4HF = SiF4 + 2H2O
SiСl4 + 2Н2 = Si(s) + 4НCl
Тmax, К
800
500
620
700
680
1 000
620
540
2 000
620
1 400
1 200
Требования к отчету
Отчет должен содержать титульный лист, краткие теоретические сведения по методике расчета основных термодинамических показателей.
Процессы порошковой металлургии. Метод. указания к практическим работам
-41-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 5. РАСЧЕТ ТЕРМОДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК ХИМИЧЕСКИХ РЕАКЦИЙ
Следует представить расчет величины энтальпии, энтропии, свободной энергии Гиббса и константы равновесия химической реакции.
Контрольные вопросы
1. Назовите термодинамические характеристики реакции.
2. Что такое энтальпия и энтропия?
3. Напишите уравнение, характеризующее изменение энергии Гиббса
реакции.
4. От чего зависит величина изменения энтальпии реакции?
5. Как рассчитывают величины изменения энтальпии и энтропии реакции?
Практическое занятие 6.
РАСЧЕТ ТЕРМОДИНАМИЧЕСКИХ ПОТЕНЦИАЛОВ
ПРИ ВОССТАНОВЛЕНИИ СОЕДИНЕНИЙ
МЕТАЛЛОВ ТВЕРДЫМИ И ГАЗООБРАЗНЫМИ
ВОССТАНОВИТЕЛЯМИ
Цель занятия: ознакомление с процессом восстановления соедине-
ний металлов, выбор наиболее оптимального восстановителя по данным расчета термодинамических показателей.
Краткие теоретические сведения
Под восстановлением в порошковой металлургии понимают процесс
получения металла из его химического соединения путем отнятия неметаллической составляющей при помощи какого-либо вещества, называемого восстановителем.
В общем случае простейшую реакцию восстановления можно представить как
МеА + X = Ме + ХА ± Q,
(6.1)
где Ме – любой металл, порошок которого хотят получать; А – неметаллическая составляющая (кислород, хлор, фтор, солевой остаток и др.) восстанавливаемого соединения МеА; X – восстановитель; Q – тепловой эффект
реакции.
Восстановителем X может быть только то вещество, которое при заданной температуре процесса обладает большим химическим сродством к
неметаллической составляющей А соединения МеА, чем металл Ме, входящий в это соединение.
Для оценки возможности протекания реакции восстановления сравнивают величины, характеризующие прочность химических связей в соединени-
Процессы порошковой металлургии. Метод. указания к практическим работам
-42-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. зан. 6. РАСЧЕТ ТЕРМОД. ПОТЕНЦИАЛОВ ПРИ ВОССТАНОВЛЕНИИ СОЕДИНЕНИЙ МЕТАЛЛОВ ТВ. И ГАЗООБР. ВОССТАНОВИТЕЛЯМИ
ях МеА и ХА. Количественной мерой этих величин (принято говорить «мерой химического сродства») служит величина свободной энергии Гиббса
∆GT, высвобождающейся при образовании соответствующего химического
соединения: чем больше высвобождается энергии, тем прочнее химическое
соединение [1].
Поэтому реакция (6.1) пойдет слева направо, т.е. в сторону восстановления МеА до Ме, если при образовании соединения восстановителя ХА выделяется энергии больше, чем при образовании соединения МеА по реакции
Ме + А = МеА.
Методика выполнения
практического задания
В простейшем виде для стандартных условий (компоненты находятся
в чистом виде, давление газа в реакционном пространстве равно атмосферно0
му) выражение для ∆G298
реакции (6.1) имеет вид
0
0
∆GT0 =А∆GКXA
− ∆GМе
= − RT ln
р,
(6.2)
0
0
где ∆G ХА
, ∆GМе
А – стандартные свободные энергии образования соединений
ХА и МеA при температуре Т; Kp – константа равновесия реакции; R – газовая постоянная; Т – абсолютная температура проведения процесса восстановления.
Таким образом, восстановление МеА по реакции (6.2) возможно, если
разница энергий образования ХА и МеА будет отрицательной величиной
0
0
( ∆G ХА
< ∆GМеА
), т.е. произойдет выделение энергии и запас свободной энергии системы в целом понизится. Например, при 1 000 оС величина ∆G0 ZrO2
для реакции Zr + O2 = ZrO2 составляет около –420 кДж /г-атом кислорода, а
∆G0 CaO для реакции Са + 0,5O2 = СаО – около –525 кДж/г-атом кислорода. В
соответствии с этим кальций весьма активно восстанавливает ZrO2 до циркония по реакции ZrO2 + 2Са = 2Zr + 2СаО [8].
В ряде случаев реакция восстановления сопровождается образованием
промежуточных соединений и условие восстановления соединения относится
к последней стадии процесса восстановления, т.е. к реакции восстановителя с
тем химическим соединением, из которого непосредственно получается металл.
Если это не учитывать, то при сопоставлении величин ∆G0T восстанавливаемого соединения металла и образующегося соединения восстановителя
можно прийти к неправильному выводу о возможном результате реакции
восстановления.
Так, на рис. 6.1, а линия для ∆G0 TiO2 расположена намного ниже линии для ∆G0 MgO и как кажется, можно было бы осуществить реакцию восстановления TiO2 + 2Mg = Ti + 2MgO. Однако на самом деле это не так и вза-
Процессы порошковой металлургии. Метод. указания к практическим работам
-43-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. зан. 6. РАСЧЕТ ТЕРМОД. ПОТЕНЦИАЛОВ ПРИ ВОССТАНОВЛЕНИИ СОЕДИНЕНИЙ МЕТАЛЛОВ ТВ. И ГАЗООБР. ВОССТАНОВИТЕЛЯМИ
имное расположение этих линий означает лишь то, что сродство магния к кислороду больше, чем сродство титана к кислороду в соединении TiO2. На том
же рисунке имеется линия для ∆G0 TiO, расположенная выше линии для ∆G0
MgO. Это означает, что восстановить TiO2 магнием до чистого титана невозможно.
При наличии растворимости элемента А в Ме следует учитывать величину сродства А к Ме в этом твердом растворе в зависимости от его концентрации.
Например, титан растворяет кислород до 30 % ат. (12,5 % мас.), причем сродство кислорода к титану в твердом растворе Тi[О] увеличивается с
уменьшением его концентрации в нем и при 6,6 % ат. (2,3 % мас.) кислорода
для 1 000 оС ∆G0 Тi[О] = ∆G0 MgO, т.е. восстановление TiO2 магнием идет не
до металлического титана, а до образования твердого раствора кислорода в
титане Тi[О] указанного состава.
Когда реакция (6.1) идет с участием газообразных веществ (например,
МеО + Н2 = Ме + Н2О или МеClx + 0,5хН2 = Ме + хНCl), для ее развития в
нужном направлении наряду с температурой важно отношение их парциальных давлений, так как константы равновесия приведенных реакций, соответственно, равны
Кр = PН2О / PН2 и Кр = PхHCl / P0,5xH2.
(6.3)
Если число участвующих в реакции молекул газа-восстановителя не
равно числу молекул газа-продукта реакции, то равновесие изменяется не
только с изменением температуры, но и с изменением общего давления в системе (повышение давления сдвигает реакцию в сторону уменьшения объема
газообразных продуктов реакции).
В каждом конкретном случае приходится выбирать исходное вещество
МеА и восстановитель Х, руководствуясь как соображениями экономической
целесообразности и техники безопасности, так и требованиями, которым
должен отвечать получаемый материал.
Процессы порошковой металлургии. Метод. указания к практическим работам
-44-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. зан. 6. РАСЧЕТ ТЕРМОД. ПОТЕНЦИАЛОВ ПРИ ВОССТАНОВЛЕНИИ СОЕДИНЕНИЙ МЕТАЛЛОВ ТВ. И ГАЗООБР. ВОССТАНОВИТЕЛЯМИ
а
б
г
Рис. 6.1. Сродство металлов к кислороду (а), хлору (б) и фтору (в)
Процессы порошковой металлургии. Метод. указания к практическим работам
-45-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. зан. 6. РАСЧЕТ ТЕРМОД. ПОТЕНЦИАЛОВ ПРИ ВОССТАНОВЛЕНИИ СОЕДИНЕНИЙ МЕТАЛЛОВ ТВ. И ГАЗООБР. ВОССТАНОВИТЕЛЯМИ
Задание
Пользуясь данными, представленными на рис. 6.1, определить наиболее эффективный восстановитель и температурный режим процесса восстановления при получении порошков металлов. Варианты задания представлены в табл. 6.1.
Таблица 6.1
Варианты задания
Номер варианта
1
2
3
4
5
6
7
8
9
12
Восстанавливаемое
Al2O3 TiO2 MgO V2O5 Cr2O3 MgCl2 SiCl4 NiO MgF2 SiO2
соединение
Требования к отчету
Отчет должен содержать титульный лист, краткие теоретические сведения по методике расчета основных термодинамических показателей.
Следует представить термодинамический расчет и выбор наиболее оптимального восстановителя.
Контрольные вопросы
1. Какие величины сравнивают для определения возможности протекания реакций?
2. Приведите классификацию материалов по принципу действия на
них газообразных восстановителей.
3. Назовите факторы, обуславливающие выбор того или иного восстановителя при получении порошков металлов.
4. Как можно определить вероятность протекания реакции восстановления соединения металла?
5. Почему отдельные металлы (например – алюминий) получают
только электролизом расплавленных солей, хотя термодинамические расчеты
показывают возможность их восстановления газообразными восстановителями?
6. Что необходимо учитывать при металлотермическом восстановлении соединений металлов образующих твердые растворы?
Процессы порошковой металлургии. Метод. указания к практическим работам
-46-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 7.
СТАНДАРТЫ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
И ИХ ПРИМЕНЕНИЕ НА ПРАКТИКЕ
Цель занятия: изучение стандартов порошковой металлургии и ме-
тодики оформления отчетов по определению физико-технологических
свойств металлических порошков.
Краткие теоретические сведения
В настоящее время наиболее представительной среди международных
организаций, занимающихся стандартизацией в области порошковой металлургии, является Международная организация по стандартизации, созданная
в 1947 г. Согласно Конституции ИСО ее главной задачей является разработка
и публикация международных стандартов, способствующих облегчению международного товарооборота и расширению сотрудничества в области интеллектуальной, научной, технической и экономической деятельности.
Сфера деятельности ИСО охватывает стандартизацию во всех областях за исключением стандартов по электротехнике и электронике, которые
относятся к Международной электротехнической комиссии. ИСО и МЭК образуют специализированную систему всемирной стандартизации, самую
большую в мире неправительственную систему добровольного сотрудничества в области науки и техники на международном уровне.
Помимо Международной организации по стандартизации существуют
региональные организации по стандартизации Евразии и Северной Америки.
В настоящее время существует три типа региональных организаций по стандартизации [5].
К первому типу относятся национальные неправительственные организации, имеющие в своем составе иностранных членов и выпускающие
стандарты, которые признаны в различных странах. В области порошковой
металлургии такой организацией является Американское общество по испытаниям и материалам (ASTM), стандарты которого широко применяются в
США, Канаде, Мексике, странах Центральной и Южной Америки, ЮгоВосточной Азии, Ближнего Востока и Европы.
Ко второму типу относятся региональные организации, объединяющие
заинтересованные независимые страны (Европейский комитет по стандартизации (СЕН)).
К третьему типу организаций относится Госстандарт РФ, Германским
институтом по стандартизации (DIN), Французской ассоциацией по стандартизации (AFNOR), Британским институтом стандартов (BSI).
Процессы порошковой металлургии. Метод. указания к практическим работам
-47-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 7. СТАНДАРТЫ ПОРОШКОВОЙ МЕТАЛЛУРГИИ И ИХ ПРИМЕНЕНИЕ НА ПРАКТИКЕ
Большинство региональных организаций поддерживает прямые связи
с ИСО.
В СССР первые общесоюзные стандарты в области порошковой металлургии были созданы в 30-х гг. прошлого столетия.
Унификация практически всех стандартов, к которой стремятся западноевропейские страны, существует в системе государственных стандартов
«ГОСТ-Р», многие из которых имеют международное признание. Разработку
государственных стандартов ведут специалисты ТК 150 «Порошковая металлургия» (секретариат – Украина).
В целях устранения дублирования страны-члены СЕН, ASTM и РФ
подписали с ИСО ряд соглашений об обмене технической информацией и координации работ по созданию стандартов.
Методика выполнения
практического задания
Контроль физико-технологических свойств металлических порошков. К физико-технологическим свойствам порошков относятся: угол естественного откоса, насыпная плотность, плотность утряски, текучесть, уплотняемость, прессуемость и формуемость. Эти свойства для порошков данного состава могут изменяться в зависимости от размера и формы частиц,
удельной поверхности, влажности и т.д. Знание технологических характеристик в сочетании с известными физическими свойствами дает возможность
оценить поведение порошков при компактировании, скорость заполнения порошком пресс-формы, величину необходимого давления прессования и т.д.
В методиках, описанных в международных стандартах, рекомендуется
определять технологические свойства порошков в состоянии поставки. При
необходимости порошок может быть высушен; порошки, склонные к окислению, нужно сушить в вакууме или в инертном газе. Если порошок содержит
летучие вещества, то сушить его не следует.
Для получения верных результатов анализа физических, технологических и особенно химических свойств порошков весьма важное значение имеет получение представительной пробы. При получении представительной
пробы порошка для анализа необходимо соблюдать правила пробоотбора,
описанные ниже.
Ниже приведена стандартная характеристика медного электролитического порошка [5].
ГОСТ 4960 распространяется на медный порошок, получаемый электролитическим методом, предназначенный для изготовления деталей методом
порошковой металлургии и других целей и применяемый в электротехнической, машиностроительной и химической промышленностях.
Процессы порошковой металлургии. Метод. указания к практическим работам
-48-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 7. СТАНДАРТЫ ПОРОШКОВОЙ МЕТАЛЛУРГИИ И ИХ ПРИМЕНЕНИЕ НА ПРАКТИКЕ
Технические требования. Величины насыпной плотности медного
порошка указаны в табл. 7.1.
Химический состав медного порошка приведен в табл. 7.2, гранулометрический состав – в табл. 7.3 и табл. 7.4.
Таблица 7.1
Насыпная плотность медного порошка
Марки
ПМА, ПМАу
ПМ, ПМу
ПМС-1, ПМС-1у
Насыпная плотность,
г/см3
1,3–1,5
1,25–2,0
1,25–1,9
Марки
ПМС-2, ПМС-2у
ПМС-К, ПМС-Н
ПМС-В, ПМС-By
Насыпная плотность,
г/см3
1,3–2,0
2,5–3,5
2,4–2,7
Примечание. Допустимый разброс значений насыпной плотности для указанных марок
составляет ±0,1 г/см3.
Таблица 7.2
Химический состав медных порошков
Химический состав, %
Прокаленный
остаток после
Влага,
Сернокислые
обработки
поМедь,
% (не
соединения
рошка азотной
не ме- Же- Сви- Мышь- Сурь- Кислоболее)
металлов
кислотой, %
нее лезо нец
як
ма
род
в пересчете
(не более)
на SO4
Примеси, не более
Марки
ПМС-By
99,8
0,02 0,05
0,005
0,01
0,10
0,01
0,05
0,05
ПМС-В
99,5
0,02 0,05
0,005
0,01
0,10
0,01
0,05
0,05
99,7
0,02 0,05
0,005
0,01
0,20
0,01
0,05
0,05
99,5
0,02 0,05
0,005
0,01
0,30
0,01
0,05
0,05
99,5
0,08 0,05
0,005
0,01
0,50
0,01
0,05
0,10
ПМАу,
ПМу,
ПМС-1у,
ПМС-2у
ПМА,
ПМ,
ПМС-1,
ПМС-2
ПМС-К,
ПМС-Н
Процессы порошковой металлургии. Метод. указания к практическим работам
-49-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 7. СТАНДАРТЫ ПОРОШКОВОЙ МЕТАЛЛУРГИИ И ИХ ПРИМЕНЕНИЕ НА ПРАКТИКЕ
Таблица 7.3
Гранулометрический состав медных порошков
марок ПМС-Ву и ПМС-В
Крупность, мм
>0,224
От 0,224 до 0,140
От 0,140 до 0,100
От 0,100 до 0,063
От 0,045 до 0,063
<0,063
Содержание фракции, %
<0,1
<1,0
5–15
35–45
25–35
10–25
Таблица 7.4
Гранулометрический состав медных порошков
Марки
ПМА, ПМАу
ПМ, ПМу
ПМС-1, ПМС-1у
ПМС-2, ПМС-2у
ПМС-К
ПМС-Н
Номинальная
величина частиц, мм
0,1
0,1
0,1
0,071
0,45
0,024
Прохождение через сито, %,
не менее
0,45 0,224 0,18
–
–
–
–
–
–
–
–
–
–
–
–
90
–
<10
–
95
–
0,10 0,071 0,045
99,5 90 73–80
99,5 90 65–80
99,5 90 65–80
–
99,5 85–90
–
–
–
–
–
–
Остаток
на сите номинальной величины, %,
не более
0,5
0,5
0,5
0,5
10
5
Количество частиц с условным диаметром 10 мкм и ниже в порошке
марки ПМА должно быть 25–60 %. Удельная поверхность частиц порошка
ПМА составляет от 1 000 до 2 000 см2/г. Удельное электрическое сопротивление порошка ПМА не должно превышать 25 Ом⋅мм2/м.
Текучесть порошка ПМС-В не должна превышать 36 с/50 г.
Прочность прессовки порошка ПМС-В и ПМС-By с плотностью
6,67 г/см3 должна быть не менее 6 МПа.
Форма частиц всех марок порошка – дендритная.
Правила приемки. Медный порошок к приемке предъявляется партиями массой не более 1 000 кг. Партия состоит из усредненного порошка одной марки, изготовленного по одному технологическому режиму и оформленного одним документом о качестве.
Методы испытаний. Отбор и подготовку пробы проводят по
ГОСТ 4960, п. 4.1; содержание меди – по ГОСТ 13938.1; содержание железа,
сурьмы, свинца и мышьяка – по ГОСТ 13938.4; содержание кислорода –
по ГОСТ 4960, п. 4.4; гранулометрический состав – по ГОСТ 4960, п. 4.8; насыпную плотность – по ГОСТ 19440; текучесть – по ГОСТ 4960, п. 4.11;
прочность прессовки – по ГОСТ 4960, п. 4.12; удельную поверхность –
Процессы порошковой металлургии. Метод. указания к практическим работам
-50-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 7. СТАНДАРТЫ ПОРОШКОВОЙ МЕТАЛЛУРГИИ И ИХ ПРИМЕНЕНИЕ НА ПРАКТИКЕ
по ГОСТ 4960, п. 4.13; электрическое сопротивление – по методике, согласованной с потребителем; содержание влаги – по ГОСТ 18317.
Упаковка. Медный порошок упаковывают в стальные оцинкованные
барабаны с внутренним полиэтиленовым вкладышем. На поверхность нестабилизированного порошка кладут полотняный мешочек с силикагелем. Вместимость барабанов составляет 25, 50 и 75 л.
Гарантии изготовления. Гарантийный срок хранения порошка марок
ПМС-1, ПМС-1у, ПМС-2, ПМС-2у, ПМС-К, ПМС-Н – 6 мес.; марок ПМС-В,
ПМС-By, ПМ, ПМу, ПМА и ПМАу – 2 мес. с момента изготовления.
Кроме электролитического метода медные порошки производятся:
распылением расплава меди, измельчением стружки и автоклавным газовым
восстановлением. Распыленные водой медные порошки ПМР и ПМРС выпускаются по ТУ 48-7-20. Направления использования медных порошков: электролитические материалы (электрические контакты, щетки и др.), конструкционные, фрикционные, антифрикционные материалы, фильтры, алмазный
инструмент.
Задание
1. Изучить общие вопросы стандартизации в области порошковой металлургии их применение на практике.
2. Привести и изучить стандартную характеристику металлических
порошков.
3. Привести и изучить стандарты по контролю физико-технологических свойств металлических порошков.
4. Варианты задания указаны в табл. 7.5.
Таблица 7.5
Варианты задания
Номер варианта
1
2
3
4
5
6
7
8
9
10
11
12
Металлический порошок
Алюминиевый
Кобальтовый
Никелевый
Оловянный
Железный
Иридиевый
Платиновый
Цинковый
Низколегированной стали
Высоколегированной стали
Палладиевый
Родиевый
Физико-технологическое свойство
Насыпная плотность
Плотность утряски
Прессуемость
Формуемость
Размер частиц порошка
Текучесть
Пикнометрическая плотность
Удельная поверхность
Плотность утряски
Текучесть
Формуемость
Насыпная плотность
Процессы порошковой металлургии. Метод. указания к практическим работам
-51-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 7. СТАНДАРТЫ ПОРОШКОВОЙ МЕТАЛЛУРГИИ И ИХ ПРИМЕНЕНИЕ НА ПРАКТИКЕ
Требования к отчету
Отчет должен содержать титульный лист, краткие теоретические сведения о структуре, задачах и сфере деятельности Международной организации по стандартизации.
Для каждого варианта следует привести характеристику металлического
порошка и описать методику определения физико-технологического свойства.
Контрольные вопросы
1. В каком году была создана организация по стандартизации (ИСО)?
2. Назовите основные задачи и сферу деятельности Международной
организации по стандартизации.
3. Перечислите основные физико-технологические свойства металлических порошков.
4. Назовите основные методы определения размера частиц и гранулометрического состава металлических порошков.
5. Какой ГОСТ распространяется на медный порошок?
Практическое занятие 8.
РАСЧЕТ УСЛОВИЙ ПРЕССОВАНИЯ
ПОРОШКОВ МЕТАЛЛОВ. ЗАВИСИМОСТЬ ПЛОТНОСТИ
ПРЕССОВКИ ОТ ДАВЛЕНИЯ ПРЕССОВАНИЯ
Цель занятия: ознакомление с процессом прессования порошков
металлов, расчет условий прессования.
Краткие теоретические сведения
Прессование порошка – это формование порошка в пресс-форме под
воздействием давления. Прессовка – порошковая формовка, полученная прессованием порошка.
Порошки отличаются от компактных твердых тел значительной подвижностью частиц и способностью сохранять приданную им форму только
при определенных условиях, свойством оказывать давление на ограждающую
поверхность, незначительной способностью сопротивляться растягивающим
усилиям и пр. [2].
Поверхность порошинок характеризуется шероховатостью (часто значительной) и наличием микроскопических или субмикроскопических трещин.
В результате контакт между соприкасающимися частицами при отсутствии
внешнего давления возможен только в отдельных точках. В связи с этим действительные контактные давления в силу малости начальных поверхностей
Процессы порошковой металлургии. Метод. указания к практическим работам
-52-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 8. РАСЧЕТ УСЛОВИЙ ПРЕССОВАНИЯ ПОРОШКОВ МЕТАЛЛОВ
соприкосновения (0,001–0,01 % от общей поверхности контактирующих частиц) достигают таких значений, при которых возникают пластические деформации или местные разрушения, то есть напряженное состояние материала
частицы в окрестностях зоны контакта должно быть близким к предельному.
По подсчетам при среднем напряжении в массе песка 0,1 МПа наибольшее
контактное давление составляет 2 000 МПа. При таких давлениях первоначальный точечный контакт переходит в контакт по некоторой поверхности,
хотя и малой.
Сущность процесса прессования заключается в деформировании некоторого объема сыпучего порошкового тела обжатием, при котором происходит уменьшение первоначального объема и формирование заготовки (прессовки) заданных формы, размеров и свойств.
Объем порошкового тела при прессовании изменяется в результате
смещения отдельных частиц, заполняющих пустоты между ними, и деформации частиц.
Если построить график, на котором по оси ординат отложить относительную плотность порошка или прессовки, а по оси абсцисс – давление
прессования, то зависимость между этими величинами в общей форме можно
было бы выразить идеализированной кривой уплотнения с тремя характерными участками.
Из подобного графика было бы видно, что наиболее интенсивное уплотнение порошкового тела должно происходить на первой стадии процесса,
связанной с перемещением частиц и их более плотной упаковкой под действием внешних сил. Однако это перемещение происходит неравномерно. Частицы, находящиеся в особо благоприятных условиях, перемещаются в близлежащие пустоты в известной степени свободно, без существенного трения о
поверхности соседних частиц, с которыми они слабо соприкасаются. Перемещение других частиц, находящихся в менее благоприятных условиях, может тормозиться значительным трением их о поверхности соседних частиц, с
которыми они находятся в плотном контакте, и о поверхность стенок прессформы. По окончании первой стадии процесса получается упаковка, близкая
к максимально плотной.
Вторая стадия процесса уплотнения при прессовании характеризуется
тем, что частицы порошка, упакованные максимально плотно, оказывают определенное сопротивление сжатию, давление прессования возрастает, а плотность порошкового тела некоторое время не увеличивается.
Наконец, когда давление прессования превысит сопротивление сжатию частиц порошка, начинается их пластическая деформация и процесс уплотнения вступает в третью стадию. С этого момента пластическая деформация охватывает весь объем каждой частицы, смещение межчастичных контактов фактически прекращается и они фиксируются.
Процессы порошковой металлургии. Метод. указания к практическим работам
-53-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 8. РАСЧЕТ УСЛОВИЙ ПРЕССОВАНИЯ ПОРОШКОВ МЕТАЛЛОВ
Методика выполнения
практического задания
На практике в процессе прессования происходит взаимное наложение
указанных стадий уплотнения порошкового тела, так как они протекают одновременно.
Неравномерная плотность прессовки может привести к искажению ее
формы и размеров при спекании, а также вызвать нежелательные изменения
свойств спеченного порошкового тела.
При выводе основного уравнения прессования, связывающего давление прессования и плотность прессовки, возможны два основных подхода.
Первый из них характеризуется рядом упрощающих допущений, которые позволяют решать ту или иную задачу элементарным путем с использованием достаточно простых уравнений прессования, описывающих рассматриваемый процесс с удовлетворительной точностью.
Второй подход базируется на большей физической обоснованности
решения поставленной задачи. Для описания процесса уплотнения порошкового тела в данном случае требуются весьма сложные математические зависимости, решение которых далеко не всегда приводит к результатам, имеющим практическое значение.
Четко разграничить эти направления нельзя, так как они зачастую взаимно дополняют друг друга.
Доказано, что количественная зависимость плотности прессовки от
давления прессования может быть выражена уравнениями
и
или
lg P = – L(β – 1) + lgPmax
(8.1)
lg P = – m lgβ + lgPmax
(8.2)
lg P = m lgθ + lgPmax,
(8.3)
где P – приложенное (текущее) давление прессования; Pmax – давление прессования, обеспечивающее получение беспористой прессовки; L, m – постоянные, учитывающие природу прессуемого материала и называемые, соответственно, фактором и показателем прессования; β, θ – относительный объем и
относительная плотность прессовки.
Фактор прессования L связан с контактным давлением σк зависимостью
L = 0,434 K′ hк / σк h0,
(8.4)
где К' – постоянный коэффициент; hк – приведенная высота прессовки, т.е.
высота прессовки при ее плотности 100 %; h0 – первоначальная высота порошка в пресс-форме.
Процессы порошковой металлургии. Метод. указания к практическим работам
-54-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 8. РАСЧЕТ УСЛОВИЙ ПРЕССОВАНИЯ ПОРОШКОВ МЕТАЛЛОВ
Следовательно, фактор прессования L может быть постоянным только
при σк = соnst, так как hк и h0 для взятой навески порошка – величины постоянные. На самом деле σк ≠ соnst и растет как вследствие упрочнения материала частиц в процессе прессования, так и вследствие изменения схемы напряженного состояния материала (замена одноосного сжатия более сложным) в
окрестностях зоны межчастичного контакта.
Однако фактор прессования L значительно изменяется даже в сравнительно небольших интервалах давлений, в связи с чем невозможно привести
уравнение прессования с постоянными коэффициентами во всем интервале
давлений.
В ряде случаев можно получить уравнения с коэффициентами более
или менее постоянными в достаточно широком интервале давлений прессования.
Для идеального процесса прессования (т.е. при отсутствии внешнего
трения) формулы (8.2), (8.3) примут вид
и
Pβm = Pmax = Pк = const
(8.5)
P/θm = Pmax = Pк = const,
(8.6)
где Pк – максимальное (критическое) давление прессования, соответствующее
максимальному уплотнению и равное по величине давлению истечения, то
есть напряжению, при котором цилиндрический пуансон быстро погружается
в испытываемый металлический образец. Численно это твердость материала
при максимальной степени его упрочнения.
Показатель прессования m характеризует свойства порошка и может
быть определен опытным путем или рассчитан по формуле
m = 2 + θ/∆θ,
(8.7)
где ∆θ = θ – θ0, а θ0 – относительная плотность исходного порошкового тела
до приложения нагрузки к нему.
Для многих порошков железа и меди величина m сохраняет примерно
постоянное значение в довольно большом интервале давлений прессования.
Для любых металлических порошков m ≥ 3.
Наиболее приемлемо для анализа поведения порошков при прессовании уравнение (8.2). В графической форме при σк = соnst уравнение имеет вид
прямой линии. Тангенс угла наклона прямой к оси абсцисс численно равен
показателю прессования m, а отрезок, отсекаемый прямой от оси ординат, равен логарифму максимального давления прессования Pmax или в идеальном
случае – логарифму Pк.
При прессовании различных порошкообразных материалов часто наблюдают отклонения от прямолинейной зависимости lgβ по lgP. Если кривая
Процессы порошковой металлургии. Метод. указания к практическим работам
-55-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 8. РАСЧЕТ УСЛОВИЙ ПРЕССОВАНИЯ ПОРОШКОВ МЕТАЛЛОВ
имеет изгиб выпуклостью вниз, то в процессе прессования наблюдается упрочнение материала в области межчастичного контакта, увеличение эффекта
межчастичного трения. Когда кривая имеет выпуклость вверх, то это означает, что наружные слои частиц порошка оказались более твердыми, чем внутренние (из-за окисленности или по другим причинам). Из уравнения (8.5)
следует, что для получения беспористых прессовок необходимы давления
прессования, равные Pк.
Для получения прессовок небольшой плотности из порошков с большей насыпной плотностью требуются меньшие давления, чем для их получения из более легких порошков. При увеличении степени уплотнения это различие уменьшается и при 100 %-й плотности давление для одинаковых по
химическому составу порошков с различной насыпной плотностью становится приблизительно одинаковым.
Для получения прессовки заданной плотности необходимое давление
прессования увеличивается вместе с ростом дисперсности порошка.
Доказана возможность описания процесса уплотнения порошкового
тела через коэффициент прессования:
К = dγ / dP = К0 е-αр,
(8.8)
где К0 – начальный коэффициент прессования (при P = 0); α – коэффициент
потери сжимаемости, характеризующий относительное уменьшение К при
возрастании давления P на единицу.
При достаточно больших давлениях прессования уплотнение порошкового материала происходит в результате истечения его в поры.
Теоретически и экспериментально доказано, что простой и достаточно
точной формулой уравнения прессования идеального процесса уплотнения
(без учета влияния внешнего трения) может быть принята зависимость
P = Pк (θn – θn0) / (1 – θ0) = Pк(βn0 – βn) / [βn (βn0 – 1)].
(8.9)
Показатель степени n в уравнении (8.9) зависит от всех основных факторов (механических свойств материала частиц порошка, коэффициента межчастичного трения, относительной плотности насыпки порошка), определяющих характер и особенности процесса прессования металлического порошка, и может быть вычислен по уравнению
n = 1 + 2 / П0,
(8.10)
где П0 = 1 – θ0.
Задание
1. Изучить особенности процесса прессования изделий из пластичных
и непластичных материалов.
Процессы порошковой металлургии. Метод. указания к практическим работам
-56-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 8. РАСЧЕТ УСЛОВИЙ ПРЕССОВАНИЯ ПОРОШКОВ МЕТАЛЛОВ
2. Пользуясь исходными данными, приведенными в табл. 8.1, определить значения давления прессования при получении изделий из порошков металлов с относительной плотностью 70, 80 и 90 % соответственно.
Таблица 8.1
Варианты задания
Номер варианта
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Порошок
Алюминий
Железо
Кремний
Кобальт
Латунь
Медь
Магний
Марганец
Никель
Олово
Серебро
Шихта, %: железо 97, углерод 3
Шихта, %: железо 85, углерод 15
Шихта, %: кобальт 80, карбид Мо
Шихта, %: титан 92, оксид А1
γнас, г/см3
0,43
2,3
0,66
2,5
1,8
1,8
0,35
1,8
2,0
2,5
2,8
2,3
2,1
2,1
1,2
pmax, МПа
1 150
1 500
1 800
1 750
1 250
1 200
850
1 550
1 900
900
900
1 150
1 120
1 450
1 300
Требования к отчету
Отчет должен содержать титульный лист, краткие теоретические сведения о процессе прессования порошков металлов.
Следует представить расчет условий прессования порошков металлов
с получением изделий различной плотности.
Контрольные вопросы
1. Чем отличается процесс прессования порошкового тела от прессования компактного металла?
2. Какие факторы определяют выбор условий прессования порошков?
3. Назовите основные стадии процесса уплотнения порошкового тела.
4. Напишите уравнения, характеризующие количественную зависимость плотности прессовки от давления прессования.
5. Что учитывают такие показатели процесса прессования, как фактор
и показатель прессования?
6. Напишите уравнение, позволяющее определить фактор прессования.
Поясните его.
7. Напишите уравнение прессования для идеального процесса уплотнения (без учета влияния внешнего трения). Поясните его.
Процессы порошковой металлургии. Метод. указания к практическим работам
-57-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 9.
РАСЧЕТ БОКОВОГО ДАВЛЕНИЯ. КОЛИЧЕСТВЕННАЯ
ОЦЕНКА ПОТЕРИ ДАВЛЕНИЯ НА ПРЕОДОЛЕНИЕ
ВНЕШНЕГО И МЕЖЧАСТИЧНОГО ТРЕНИЯ
Цель занятия: ознакомление с методикой расчета бокового давления,
расчет потери давления на преодоление внешнего и межчастичного трения.
Краткие теоретические сведения
Порошок при прессовании в пресс-форме в известной степени ведет
себя аналогично жидкости. Его частицы движутся не только в направлении
приложения нагрузки, но и в стороны, в результате чего возникает давление
на внутреннюю стенку матрицы пресс-формы, которое называют боковым.
Однако в отличие от жидкости, равномерно передающей приложенное
к ней давление во всех направлениях, в порошке наблюдается значительная
неравномерность его распределения. В результате степень сжатия порошка во
взаимно перпендикулярных сечениях неодинакова и на боковую стенку матрицы пресс-формы передается значительно меньшее давление, чем в направлении прессования, в основном из-за межчастачного трения, заклинивания и
других факторов, затрудняющих перемещение частиц порошка в стороны.
В связи с этим важной характеристикой является так называемый коэффициент бокового давления ξ, представляющий собой отношение бокового
давления Рб к давлению прессования Р:
ξ = Pб / P ≤ 1.
(9.1)
Доказано, что боковое давление непосредственно связано с коэффициентом Пуассона:
ξ = Pб / P = ν / (1 – ν).
(9.2)
Значение ξ достаточно велико и обычно составляет 0,2–0,5, причем
чем пластичнее материал частиц порошка, тем больше значение ν, а следовательно, больше и ξ (для вольфрама 0,2, для железа 0,39, для олова 0,49, для
меди 0,54, для серебра 0,72, для свинца 0,79).
Коэффициент бокового давления растет с увеличением плотности
прессовки, но для разных материалов по-разному: чем пластичнее металл, тем
в большей степени величина ξ связана с давлением прессования. Объясняется
это относительным уменьшением сопротивляемости межчастичных контактов
сдвигу, что наблюдается с возрастанием как давления прессования, так и пластичности прессуемого материала. Для малопластичных металлов (например,
вольфрама) и хрупких материалов (например, карбида вольфрама) значение ξ
несколько растет в области низких давлений прессования, а выше 200 МПа
Процессы порошковой металлургии. Метод. указания к практическим работам
-58-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. зан. 9. РАСЧЕТ БОКОВ. ДАВЛЕНИЯ. КОЛИЧ. ОЦЕНКА ПОТЕРИ ДАВЛЕНИЯ НА ПРЕОДОЛЕНИЕ ВНЕШН. И МЕЖЧАСТИЧ. ТРЕНИЯ
остается постоянным. Для мелкозернистого порошка ξ несколько понижается
по сравнению с более крупнозернистым порошком, что объясняется влиянием
повышенного межчастичного трения [2].
Боковое давление уменьшается по высоте прессовок, так как внешнее
трение снижает давление прессования, приложенное к порошку в прессформе.
На процессы формообразования изделий при прессовании порошков
значительное влияние оказывает трение. На практике различают внешнее и
межчастичное трение, причем только первое из них приводит к неравномерному распределению плотности в объеме прессовки из-за потери усилия
прессования на его преодоление.
Методика выполнения
практического задания
Общее усилие Р, воздействующее на прессовку, будет равно
Р = 2πD2/4.
Так как боковая поверхность цилиндрической прессовки равна πDh,
то суммарное усилие Рб на нее составляет Рб = Pб πD2/4 = ξPπDh. Потеря усилия ∆P на преодоление трения частиц порошка о стенки пресс-формы равна
∆P = f Рr = fξPπDh. Таким образом, доля усилия прессования, которая тратится на трение порошка о стенки пресс-формы, определяется отношением ∆P / Р и
составляет
∆P/Р = fξPπDh / [P(πD2/4)] = 4fξ(h/D).
(9.3)
Как правило, численные значения произведения 4fξ по мере возрастания плотности прессовки колеблются в пределах не более ±3–5 %, т.е. остаются примерно постоянными в широком интервале давлений прессования.
Из этого следует, что доля затрат усилия прессования на преодоление
внешнего трения порошка прямо пропорциональна высоте прессовки и обратно пропорциональна ее диаметру (поперечному размеру) [9].
Для данных навески прессуемого порошка и размеров пресс-формы
доля давления, теряемая на внешнее трение, – величина постоянная, пропорциональная приложенному давлению. Она может составлять от 60 до 100 %.
Межчастичное трение, коэффициент которого fi может в несколько раз
превышать коэффициент внешнего трения, при прессовании играет существенную роль, так как на его преодоление также затрачивается работа прессования, но зато давление прессования не теряется. Межчастичное трение определяет уровень достигаемой плотности прессовки, не влияет на ее объемное
распределение, т.е. не приводит к неравноплотности прессовки.
Процессы порошковой металлургии. Метод. указания к практическим работам
-59-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. зан. 9. РАСЧЕТ БОКОВ. ДАВЛЕНИЯ. КОЛИЧ. ОЦЕНКА ПОТЕРИ ДАВЛЕНИЯ НА ПРЕОДОЛЕНИЕ ВНЕШН. И МЕЖЧАСТИЧ. ТРЕНИЯ
Следствием межчастичного трения является затрудненность перемещения частиц порошка под прямым углом к направлению приложения прессующего усилия, в связи с чем невозможно получать высокие плотности в соответствующих зонах прессовки.
В общем случае потери усилия прессования на внешнее трение порошка должны зависеть от коэффициента трения в паре материал – частица
прессуемого порошка – материал пресс-формы, склонности к схватыванию в
этой паре, качества обработки внутренней стенки матрицы пресс-формы, наличия смазки, высоты насыпки прессуемого порошка (навески) и диаметра
(поперечного размера) прессовки.
Известно, что с ростом плотности прессовки коэффициент межчастичного трения несколько уменьшается.
Помимо внешнего и межчастичного трения при изготовлении прессовки необходимо учитывать и такие параметры процесса прессования, как давление выталкивания и упругое последействие прессовки.
Давление выталкивания. Внешнее трение прессуемого порошка о
стенки внутренней полости матрицы пресс-формы определяет усилие, необходимое для выталкивания прессовки после завершения ее формирования.
Соответствующее давление называют давлением выталкивания.
Давление выталкивания необходимо знать для решения практических
вопросов прессования порошков, в частности, для правильного расчета и конструирования пресс-инструмента. Давление выталкивания пропорционально
давлению прессования и зависит от коэффициента внешнего трения и коэффициента Пуассона прессуемого порошка. Обычно его принимают равным
0,2–0,35 давления прессования и оно тем больше, чем выше прессовка и
меньше площадь ее поперечного сечения.
Давление выталкивания всегда меньше потерь давления на трение порошка о стенку внутренней полости матрицы пресс-формы, что связано с изменением объема прессовки упругих последействий.
Упругое последействие. Увеличение размеров прессовки в результате
действия упругих сил после снятия давления называют упругим последействием. В связи с этим явлением целесообразно при прессовании выдерживать
прессовку под нагрузкой в течение от нескольких секунд до 2–3 мин, что приводит к возрастанию ее плотности.
Основная часть упругого расширения прессовки происходит почти
мгновенно при ее выпрессовывании в момент выхода из матрицы, а остальная
часть требует определенного времени, вплоть до нескольких дней. Поэтому
при изготовлении изделий точных размеров срок хранения прессовок перед
спеканием не должен превышать нескольких часов.
Величина упругого последействия зависит от характеристик прессуемого порошка (дисперсности, формы и состояния поверхности частиц, содер-
Процессы порошковой металлургии. Метод. указания к практическим работам
-60-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. зан. 9. РАСЧЕТ БОКОВ. ДАВЛЕНИЯ. КОЛИЧ. ОЦЕНКА ПОТЕРИ ДАВЛЕНИЯ НА ПРЕОДОЛЕНИЕ ВНЕШН. И МЕЖЧАСТИЧ. ТРЕНИЯ
жания оксидов, механических свойств материала и др.), давления прессования, наличия смазки и ее количества, упругих свойств матрицы пресс-формы
и пуансонов и других факторов.
Относительное изменение линейных размеров прессовки вследствие
упругого последействия определяют по выражению, %,
δi = (∆l / l0)100 = [(l1 – l0) / l0]100,
(9.4)
где δi – упругое последействие прессовки; ∆l – абсолютное расширение прессовки по длине или диаметру (поперечному размеру); l0 – длина или диаметр
(поперечный размер) прессовки, находящейся в матрице пресс-формы под
действием давления прессования; l1 – длина или диаметр (поперечный размер) прессовки после снятия с нее давления прессования или выпрессовывания из матрицы пресс-формы.
Объемное упругое последействие прессовки определяют по аналогичной зависимости, %:
δV = (∆V / V0)100 = [(V1 – V0) / V0]100.
(9.5)
Эффект упругого последействия по высоте прессовки бывает больше,
чем в поперечном направлении, и составляет при одностороннем прессовании
до 5–6 % (в поперечном направлении 1–3 %). Это связано с большим осевым
(вертикальным) давлением прессования по сравнению с боковым давлением,
а также с упругой деформацией матрицы пресс-формы, благодаря которой после снятия давления высота прессовки также увеличивается.
Потеря давления прессования из-за внешнего трения порошка, приводящая к неравноплотности прессовки, влияет также на изменение упругого
последействия по ее высоте. Упругое последействие частично снимает напряжения на контактных участках прессовки, что приводит к уменьшению их
числа и суммарной площади. Разрыв контактов между частицами на большом
протяжении может вызвать нарушение целостности прессовок, называемое
расслоем, а иногда и их разрушение.
При переходе от порошкообразной массы к напряженному консолидированному порошковому телу величина упругого последействия изменяется.
По мере увеличения давления прессования упругое последействие в направлении приложения давления сначала возрастает (в порошковом теле происходит формирование и увеличение межчастичных контактов), затем снижается
из-за повышения прочности контактов между частицами и снова возрастает,
так как упругие напряжения растут, а прочность межчастичных контактов изменяется мало.
Упругое расширение прессовки зависит от взаимодействия двух параметров – упругого последействия и прочности контактов между частицами.
Процессы порошковой металлургии. Метод. указания к практическим работам
-61-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. зан. 9. РАСЧЕТ БОКОВ. ДАВЛЕНИЯ. КОЛИЧ. ОЦЕНКА ПОТЕРИ ДАВЛЕНИЯ НА ПРЕОДОЛЕНИЕ ВНЕШН. И МЕЖЧАСТИЧ. ТРЕНИЯ
Оно увеличивается под действием факторов, уменьшающих прочность прессовки (меньшая шероховатость поверхности частиц порошка, увеличение содержания в порошке оксидов и примесей, высокая твердость прессуемого материала). Упругое последействие в прессовках из хрупких и твердых материалов больше, чем у прессовок из мягких и пластичных материалов.
Задание
1. Изучить особенности расчета бокового давления и давления выталкивания.
2. Определить боковое давление Pr, коэффициент Пуассона ν, долю
усилия прессования, затрачиваемую на преодоление трения ∆P/P и усилие
выталкивания Pвыт при прессовании цилиндрической заготовки.
Исходные данные для расчета приведены в табл. 9.1.
Таблица 9.1
Варианты задания и исходные данные для расчета
Номер варианта
1
2
3
4
5
6
7
8
9
10
D, мм
40
55
30
80
60
25
55
45
50
75
h, мм
50
80
60
100
60
30
65
60
40
50
P, МПа
800
700
650
1 000
900
100
400
350
450
300
Требования к отчету
Отчет должен содержать титульный лист, краткие теоретические сведения о процессе прессования порошков металлов.
В отчете следует привести расчет бокового давления, коэффициента
Пуассона, указать долю усилия прессования, затрачиваемую на преодоление
трения, и усилие выталкивания при прессовании цилиндрической заготовки.
Процессы порошковой металлургии. Метод. указания к практическим работам
-62-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. зан. 9. РАСЧЕТ БОКОВ. ДАВЛЕНИЯ. КОЛИЧ. ОЦЕНКА ПОТЕРИ ДАВЛЕНИЯ НА ПРЕОДОЛЕНИЕ ВНЕШН. И МЕЖЧАСТИЧ. ТРЕНИЯ
Контрольные вопросы
1. Что такое коэффициент бокового давления?
2. Напишите уравнение, позволяющее определить коэффициент бокового давления.
3. От чего зависит величина бокового давления?
4. Напишите уравнение для расчета общего усилия прессования.
5. Что необходимо сделать, чтобы снизить упругое последействие при
прессовании порошков?
6. К чему приводит потеря давления на внешнее трение?
7. От чего зависит упругое расширение прессовки при ее выталкивании из пресс-формы?
Практическое занятие 10.
ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЗАКРЫТЫХ ПРЕСС-ФОРМ
ДЛЯ ХОЛОДНОГО ПРЕССОВАНИЯ
Цель занятия: ознакомление с принципами конструирования за-
крытых пресс-форм для холодного прессования, выбор кинематической схемы процесса прессования.
Краткие теоретические сведения
Процесс получения прессовки заданного размера основан на прессовании заданной порции порошка, помещенного в полость пресс-формы. Для определения массы навески чистого порошка (без смазок) можно использовать
формулу
Q = VγспρотнK1К2,
(10.1)
где V – объем спеченного изделия; γсп – плотность беспористого порошкового
материала; ρотн – относительная плотность готового спеченного изделия; K1 –
коэффициент, учитывающий потери порошка при прессовании, равный
1,005–1,01 (в зависимости от точности изготовления деталей пресс-формы);
К2 – коэффициент, учитывающий потери массы при спекании в результате
восстановления оксидов и выгорания примесей (в том числе смазки, пластификатора и пр.), равный 1,01–1,03.
При прессовании многокомпонентных материалов (порошковых смесей) плотность изделия рассчитывают по правилу аддитивности:
γсп = (а1 ⋅ γ1) + (а2 ⋅ γ2) +...+ (аn ⋅ γn),
(10.2)
где а1, а2, …, аn – содержание отдельных компонентов в материале (порошковой смеси), % мас.; γ1, γ2, ..., γn – плотность каждого из компонентов, г/см3.
Процессы порошковой металлургии. Метод. указания к практическим работам
-63-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 10. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДН. ПРЕССОВАНИЯ
Расчет аддитивной плотности γк необходимо проводить и для однокомпонентного материала, содержащего заметные количества примесей.
Вместо аддитивной плотности можно использовать данные, получаемые прямым измерением истинной плотности частиц спеченного материала пикнометрическим способом [8].
Дозировка порошка при прессовании изделий. Дозировку порошка
осуществляют на практике либо по массе, либо объемным способом, причем
выбор способа определяется в основном типом прессового оборудования. В
общем случае при неавтоматическом прессовании чаще прибегают к дозировке порошка по массе, а при автоматическом – к объемной дозировке порошка.
При дозировке по массе навеску порошка взвешивают на весах и производят засыпку ее в формующую полость матрицы пресс-формы. Засыпку порошка проводят при помощи специальных тарированных емкостей или жестяных совочков. Автоматическую развеску навесок массой от 0,2 до 80 кг
проводят на весах модели ДПЖ. Класс точности этих весов составляет 0,5 с
продолжительностью одного цикла взвешивания не более 35 с. Для повышения точности взвешивания можно использовать самокорректирующую систему автоматического дозирования (СКСД). Известны автоматические дозаторы
для приготовления навесок от 5 до 500 г при производительности до 600 навесок в час и точности дозирования ±0,2–0,3 % [10].
Более простой, но менее точной операцией является объемная дозировка, при которой необходимое количество порошка, отмеряют специальной
меркой или путем заполнения им полости матрицы пресс-формы, отрегулированной на определенный объем. Для этого используют специальную кассету-питатель, которая заполняет порошком полость матрицы пресс-формы
(рис. 10.1). Одновременно кассету-питатель используют и для удаления прессовки из зоны прессования. Порошок в кассету-питатель поступает из загрузочного стационарного или передвижного бункера. Движение кассетыпитателя или подвижного бункера дозирующего устройства является, как
правило, возвратно-поступательным и осуществляется механическим, пневматическим или гидравлическим приводом, работа которого согласуется с
движением прессующих пуансонов.
Процессы порошковой металлургии. Метод. указания к практическим работам
-64-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 10. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДН. ПРЕССОВАНИЯ
Р
4
4
5
3
2
1
а
б
в
Рис. 10.1. Схема объемной дозировки порошка: а – засыпка порошка
в матрицу; б – прессование верхним пуансоном; в – выталкивание
детали; 1 – матрица; 2 – нижний пуансон; 3 – деталь; 4 – верхний
пуансон; 5 – питатель; 6 – порошок
Однако использование объемной дозировки, особенно автоматической, возможно только для порошков, имеющих высокую текучесть. Для повышения текучести применяют предварительную грануляцию прессуемого
порошка. Для этого его обкатывают во вращающемся барабане, в который вводят увлажнитель (бензином, поливиниловым спиртом). В некоторых случаях
применяют гранулирование порошка путем прессования в брикеты, которые затем протирают через сетку с достаточно крупными отверстиями (0,315–0,63).
Кроме того, для повышения текучести порошка практикуют установку вибраторов на питающих бункерах прессов. Это обеспечивает хорошее движение
порошка при дозировании.
Одним из основных факторов, влияющих на равноплотность полученной прессовки (особенно при прессовании сложных по форме изделий), является равномерность распределения порошка по объему формы. Повысить
равномерность заполнения порошком пресс-формы можно путем передачи
матрице виброколебаний определенной частоты. Вибрирование пресс-формы
при заполнении ее матрицы порошком приводит к перераспределению частиц, их более плотной укладке, разрушению арок, что в конечном счете благоприятно сказывается на равноплотности прессовок.
Классификация изделий. Отнесение изделий к определенной группе
сложности можно производить, пользуясь параметрами, приведенными в
табл. 10.1 и на рис. 10.2.
Процессы порошковой металлургии. Метод. указания к практическим работам
-65-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 10. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДН. ПРЕССОВАНИЯ
Таблица 10.1
Классификация порошковых изделий по группам сложности
Группа
сложности
I
II
III
IV
V
VI
VII
Отношение высоХарактеристика
ты изделия к миограничивающих по вынимальной толщисоте поверхностей
не стенки (h/b)
Неизменное сечение без отверстия Параллельные плоскости
1–3
Неизменное сечение с одним
или несколькими отверстиями в
То же
8–10
направлении прессования
То же
-«8–10
Изделия с наружным или внут-«6–8
ренним буртом
То же
-«6–8
Изделия с несколькими перехо-«6–8
дами по высоте
Несколько наружных или внут- Непараллельные плоскоренних переходов при наличии сти или криволинейные
6–8
отверстий в направлении прессо- поверхности, пересекаювания
щие ось прессования
Характеристика сечения
изделий по высоте
(вдоль оси прессования)
а
б
е
л
в
ж
м
г
з
н
и
о
д
к
п
Рис. 10.2. Порошковые детали различных групп сложности
Принято порошковые изделия в зависимости от их конфигурации делить на семь групп сложности:
Процессы порошковой металлургии. Метод. указания к практическим работам
-66-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 10. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДН. ПРЕССОВАНИЯ
I группа – детали без отверстия с постоянным сечением по высоте, ограниченные двумя торцевыми плоскостями (рис. 10.2, а, б);
II группа – детали с постоянным сечением по высоте, ограниченные
двумя параллельными плоскостями, с одним или несколькими отверстиями в
направлении прессования; отношение высоты прессовки h к минимальной
толщине ее стенки bmin меньше 8, т.е. h/bmin< 8 (рис. 10.2, в, г);
III группа – детали II группы, но с отношением h/bmin > 8 (рис. 10.2, д);
IV группа – детали с буртом (наружным или внутренним) и отношением h/bmin< 6 (рис. 10.2, е, ж);
V группа – детали IV группы, но с отношением h/bmin > 6 (рис. 10.2, з, и);
VI группа – детали без отверстий, имеющие несколько переходов
(различных по величине поперечных сечений) в направлении прессования
(рис. 10.2, к, л);
VII группа – детали с отверстиями, ограниченные непараллельными
плоскостями или криволинейными поверхностями, имеющие несколько внешних
и (или) внутренних переходов в направлении прессования (рис. 10.2, м–п).
Методика выполнения
практического задания
Принципы конструирования закрытых пресс-форм. При проектировании пресс-форм для холодного прессования изделий из металлических или
неметаллических порошков или из шихт на их основе необходимо обеспечить
получение прессовок заданной формы и размеров, плотности и достаточно
равномерного распределения ее по сечению. Кроме того, при конструировании пресс-форм необходимо стремиться к тому, чтобы все основные операции (дозировка шихты, засыпка шихты в пресс-форму, прессования изделия,
выдержки под давлением, выталкивания спрессованного изделия) процесса
прессования происходили за один цикл работы пресса.
Классификация закрытых пресс-форм может осуществляться по следующим признакам:
по эксплуатационным особенностям (стационарные и съемные);
по принципу заполнения порошком полости пресс-формы (с весовой и
объемной дозировкой);
по принципу уплотнения (одно- или двухстороннее);
по конструкции матрицы (со сплошной или составной матрицей);
по количеству слоев прессуемого изделия (одно- и многослойные);
по контролю за ходом прессования (прессование до упора или по
окончательному давлению);
Процессы порошковой металлургии. Метод. указания к практическим работам
-67-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 10. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДН. ПРЕССОВАНИЯ
по сложности конфигурации прессуемого изделия (для прессования
изделий определенной группы сложности).
Производственные пресс-формы включают большое число деталей
(упоры, пуансоны, иглы, питатели, детали крепежа, выталкиватели и пр.).
Однако основными для пресс-форм являются: матрица (иногда ее называют «стакан»), нижний пуансон (подставка), верхний пуансон.
Матрица обеспечивает формирование боковой поверхности прессовки,
подставка – формирование нижней поверхности прессовки и предотвращение
высыпания порошка из пресс-формы; а верхний пуансон – для формирования
верхней торцевой части прессовки. В зависимости от схемы прессования
прессующим может быть верхний или нижний пуансон (одностороннее прессование) или оба сразу (двустороннее прессование).
При конструировании пресс-форм должны учитываться четыре основные требования:
обеспечения заданных форм и размеров прессовки;
обеспечение равномерной плотности во всех частях прессовки;
обеспечение возможности наиболее простого удаления (выпрессовывания) изделия из матрицы;
надежность, простота, экономичность и длительность срока службы
конструкции пресс-формы.
Необходимо учитывать, что при изготовлении формовки с использованием метода одно- или двухстороннего холодного прессования невозможно
получать изделие с боковыми впадинами (ребристой поверхностью) или отверстиями. Практика прессования показывает, что у прессуемой заготовки
число изменений по толщине и диаметру должно быть минимальным, причем
эти изменения не должны быть резкими, а сама толщина должна составлять
0,8 мм и более. Поэтому для обеспечения требований по конструированию
пресс-инструмента стараются максимально упростить форму прессуемого изделия (с учетом его последующей механической доработки).
Наиболее легко требования по конструированию пресс-форм выполняются при изготовлении изделий I и II групп сложности. В первом случае
проектирование сводится к определению размеров матрицы и пуансонов, во
втором – матрицы и пуансонов и стержней. Толщина стенки матрицы должна
обеспечивать доступную жесткость и минимальную упругую деформацию
под действием бокового давления.
Размеры по высоте матрицы, пуансона и стержня должны обеспечивать получение изделий заданной плотности и надежное их извлечение из полости пресс-формы. Зазор между подвижными элементами должен быть таким, чтобы обеспечить свободное перемещение пуансонов относительно матрицы и стержня, заданную точность изделия и исключить попадание порошка
Процессы порошковой металлургии. Метод. указания к практическим работам
-68-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 10. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДН. ПРЕССОВАНИЯ
в зазор между подвижными элементами. Это возможно при зазоре, меньшем
размеров частиц прессуемого порошка. Точность изготовления деталей прессформы должна быть на класс выше точности, требуемой для изготавливаемых
изделий.
Рабочая поверхность матриц подвергается шлифовке после закалки на
твердость до 60 HRC. Рабочая поверхность пуансонов и стержней подвергается закалке на твердость 58–60 HRC с последующей шлифовкой и притиркой. Нерабочая часть пуансонов и стержней должна отпускаться до твердости
40–45 HRC. Длина рабочей шлифованной поверхности пуансонов может
быть в приделах 10–20 мм, остальная часть пуансонов остается нешлифованной при минимальном количестве надрезов. В месте перехода от нижней
части пуансонов к захватам рекомендуется плавное изменение размеров при
радиусе не менее 1 мм. При изготовлении матриц рекомендуются входные
фаски.
При изготовлении деталей III группы сложности для улучшения распределения плотности по сечению изделия рекомендуется относительное перемещение матрицы и стержня (плавающая матрица и плавающий стержень).
Изделия IV и V групп сложности имеют переходы по высоте. Для обеспечения равномерной плотности по сечению изделия необходимо применять составные пуансоны с независимо перемещающимися элементами или проводить формование выступающих деталей изделия на неподвижных деталях
пресс-формы.
Для более равномерного распределения плотности в местах перехода
от одного сечения к другому необходимо предусмотреть фаски на пуансонах
или неподвижных элементах пресс-формы или обеспечить приложение усилий к составным верхнему и нижнему пуансонам, пропорциональных площади проекции элементов прессуемого изделия. Целесообразно также проводить изготовление деталей в три стадии: подпрессовка бурта, уплотнение
хвостовика, полное уплотнение изделия.
Изделия VI и VII групп сложности имеют большое число переходов по
высоте. Для обеспечения равномерного распределения плотности изделия
применяют составные верхние и нижние пуансоны. После образования замкнутой полости матрицей и составными пуансонами производится перемещение порошков в полость, образованную верхними пуансонами, подпрессовка
буртов, уплотнение верхней и нижней частей изделия и его полное уплотнение. При необходимости создания кольцевых пазов формующему пуансону
необходимо придать конусообразную форму с обеих сторон с углом наклона
до 5–10о.
Основные характеристики элементов конструкции закрытых прессформ приведены в табл. 10.2.
Процессы порошковой металлургии. Метод. указания к практическим работам
-69-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 10. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДН. ПРЕССОВАНИЯ
Таблица 10.2
Классификация элементов закрытых пресс-форм
Группа
сложности
I
II
III
IV
V
VI
VII
Характеристика подвижности элементов пресс-формы
Характеристика элементов пресс-формы
относительно матрицы
Пуансон
Игла
Матрица
Пуансоны
Игла
нижний
НеподвижБез переходов по
Несостав–
–
ный
высоте
ные
Без переходов
Подвижный Неподвижная
То же
То же
по высоте
Подвижный Подвижная
-«-«То же
Нижний –
Подвижный Неподвижная
-«-«составной
Небольшое изменение сечения по выПодвижный Подвижная
То же
-«соте для формования буртов
С переходами по
Подвижный
–
Составные
-«высоте
С переходам
Подвижный Подвижная
То же
-«по высоте
Схемы прессования изделий. Схема пресс-формы для получения
прессовок простой цилиндрической формы (с отношением высоты изделия к
его диаметру меньше единицы) односторонним прессованием приведена на
рис. 10.3.
1
2
3
4
Рис. 10.3. Схема простой (лабораторной) пресс-формы: 1 – пуансон верхний; 2 – матрица; 3 – порошок; 4 – нижний пуансон
(неподвижный)
Процессы порошковой металлургии. Метод. указания к практическим работам
-70-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 10. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДН. ПРЕССОВАНИЯ
Для выпрессовывания изделия из подобной пресс-формы удаляют
нижний пуансон, устанавливают специальную подставку с центральным отверстием и верхним пуансоном выталкивают прессовку из матрицы. Если
пресс-форма смонтирована в столе пресса, то выталкивание прессовки производят снизу или сверху, соответственно, нижним или верхним пунсоном или
специальным толкателем.
При необходимости прессования заготовок с отношением высоты к
диаметру (поперечному размеру) больше единицы используют пресс-формы
двустороннего прессования, матрица которых может быть неподвижна (усилие прикладывают к верхнему и нижнему пуансонам одновременно), подвижна или «плавает», опираясь на пружины (усилие прикладывают к верхнему пуансону). При двустороннем прессовании и одновременном перемещении верхнего и нижнего пуансонов или верхнего пуансона и матрицы величины их перемещения должны быть равными.
Для прессования заготовок очень сложной формы применяют верхние
и (или) нижние составные пуансоны с несколькими подвижными частями,
количество которых соответствует числу переходов (изменений размеров) по
высоте прессовки. При прессовании составными пуансонами заготовок с неодинаковыми размерами вдоль оси необходимо соблюдать принцип равенства фактора обжатия для всех вертикальных сечений прессовки. Этого достигают установкой пуансонов на различной высоте, обеспечением независимого
движения каждого из пуансонов, их подпружиниванием и т.д.
Рассмотрим последовательность (рис. 10.4) движения основных деталей пресс-формы («плавающая» матрица) в течение полного цикла прессования изделий из порошков на пресс-автомате.
Металлический порошок питателем 2 засыпают в рабочую полость
матрицы 3. Центральный стержень (игла) 4 находится в этот момент на нижнем нерегулируемом упоре 5. После наполнения полости матрицы порошком
(питатель продолжает находиться над отверстием матрицы) центральный
стержень поднимается вверх до регулируемого упора 6, вытесняя излишек
порошка обратно в питатель.
В начальный период прессования, когда сила трения порошка о стенки матрицы и поверхность иглы невелика и матрица неподвижна, прессование производится только верхним пуансоном 7. В момент, когда сила трения
становится больше силы подпора матрицы Р1 и стержня Р2, матрица и стержень начинают опускаться вниз (для установок с «плавающей» матрицей).
Нижний, пуансоном 8 жестко закрепленный на регулируемой опоре 9, включается в процесс прессования только тогда, когда скорость перемещения
матрицы становится равной скорости перемещения верхнего пуансона. Если
скорость движения матрицы отличается от скорости верхнего пуансона, то в
прессовании участвуют оба пуансона.
Процессы порошковой металлургии. Метод. указания к практическим работам
-71-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 10. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДН. ПРЕССОВАНИЯ
При выталкивании изделия матрица, нижний и верхний пуансоны
поднимаются вверх. Матрица движется до упора 10, а нижний пуансон – до
тех пор, пока он не вытолкнет изделие на поверхность. Одновременно с этим
изменяется (на противоположное) направление приложения силы на иглу.
Однако силы трения на рабочей поверхности иглы превосходят силу ее перемещения вниз и поэтому игла остается в изделии (формовке) до тех пор, пока
прессуемая деталь не выйдет из матрицы. После извлечения изделия на поверхность матрицы в результате упругого последействия размеры изделия
увеличиваются, внутренние напряжения уменьшаются, что способствует достаточно свободному извлечению иглы из отверстия формовки (игла уходит
вниз). Перемещение изделия производится питателем 2 при условии того, что
торец матрицы, нижнего пуансона и стержня находятся в одной плоскости.
Р
2
1
Р1
Р1
Р1
5
1
7
3
Р1
Р1
Р1
Р1
Р1
8
Р3
Р3
6
4
9
Р2
Р2
Р2
Р2
а
б
в
г
Рис. 10.4. Кинематическая схема прессования гладких втулок с соотношением H/D < 1,2 или H/S < 4: а – засыпка порошка без центрального
стержня в рабочей полости матрицы; б – выталкивание излишков порошка стержнем обратно в питатель; в – прессование; г – выпрессовывание
При прессовании высоких гладких втулок (рис. 10.5) применяют принудительное перемещение матрицы с последующим остановом ее на жестких
регулируемых упорах 1 и допрессовкой верхним пуансоном. Применение подвижной матрицы при прессовании подобных деталей обеспечивает более равномерное распределение плотности по высоте детали, чем при ее «плавании».
Втулки с наружным и внутренним буртом (рис. 10.6) прессуют при установке на жесткие упоры 1, 2 матрицы в момент формирования внутреннего
Процессы порошковой металлургии. Метод. указания к практическим работам
-72-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 10. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДН. ПРЕССОВАНИЯ
бурта. Применение контрсилы Р4, которая помогает центральному стержню в
заданный момент стать на нижний упор 2, позволяют обеспечить равномерную объемную плотность прессовки.
Р
Р
Р
Р1
Р1
1
Р2
а
б
в
Рис. 10.5. Кинематическая схема прессования гладких втулок с соотношением H/D > 1,2 или H/S > 4: а – начало принудительного перемещения матрицы; б – конец принудительного перемещения матрицы; в – допрессовывание
Р1
Р1
Р3
1
Р2
Р2
а
2
б
Р3
Р2
в
Рис. 10.6. Кинематическая схема прессования втулок с наружным и внутренним буртом: а – засыпка порошка в матрицу пресс-формы; б – прессование; в – выпрессовывание (выталкивание) заготовки
Процессы порошковой металлургии. Метод. указания к практическим работам
-73-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 10. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДН. ПРЕССОВАНИЯ
На рис. 10.7 показана последовательность положений основных деталей пресс-формы в течение одного цикла прессования втулки на прессавтомате, работающем по принципу «стягивания» матрицы с прессовки.
У таких прессов во всех случаях перемещение матрицы и вверх, и вниз только принудительное.
Р
3
2
4
7
5
Р1
Р1
Р1
Р1
1
6
9
а
б
в
г
8
д
Рис. 10.7. Кинематическая схема прессования гладких втулок на пресс-автомате,
работающем по принципу «стягивания матрицы» с прессовки: а – засыпка порошка в матрицу; б – прессование и начало «плавания» матрицы; в – конец
«плавания» матрицы; г – допрессовывание заготовки; д – стягивание матрицы
На прессах, позволяющих регулировать скорость матрицы во время
«плавания», прессование может производиться одновременно верхним и
нижним пуансонами, что обеспечивает равномерную плотность прессовки по
высоте. «Плавание» матрицы ограничивается упором 6. В момент допрессовывания матрица неподвижна, прессование производится верхним пуансоном; к началу стягивания матрицы упоры 6 отводятся. Перемещение матрицы
вниз происходит до тех пор, пока нижний торец спрессованной детали 7 не
окажется в одной плоскости с верхним торцом матрицы. Остановка матрицы
производится упором 8. Изделие сталкивается питателем. Центральный стержень в момент засыпки, начала прессования и после стягивания матрицы находится на нижнем упоре 9, который жестко связан с матрицей.
В тех случаях, когда силы трения порошка на стенках стержня превосходят силу Р1, стержень находится в подвешенном состоянии. При такой схеме осевые нагрузки на стержень незначительны, что обеспечивает его хорошую устойчивость.
Процессы порошковой металлургии. Метод. указания к практическим работам
-74-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 10. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДН. ПРЕССОВАНИЯ
На прессах, работающих по принципу стягивания матрицы, можно получить детали с несколькими переходами по высоте, формируемые как нижними пуансонами, так и верхними.
Выбор схемы прессования зависит от конфигурации прессуемой заготовки. Для деталей простой формы типа гладких втулок, втулок с наружным
или внутренним буртом, тонкостенных втулок предпочтение отдается кинематическим схемам прессования по принципу выталкивания. Такие изделия
можно получить на прессах марок КА0624, КА0628, К8130, К0632, КА8120,
КА8122, КА8124, КА8128, КА8130.
Изделия более сложной формы с несколькими переходами по высоте,
с высокими буртами рекомендуется получать по принципу стягивания матрицы на прессах марок КА8132, КА8134, КА8136, ДА1532Б, ДА1534Б,
ДА1536Б, К20810, ДА1240.
Задание
1. Пользуясь справочными данными (см. табл. 10.1, рис. 10.2) определить группу сложности прессуемой детали.
2. Разработать и изобразить кинематическую схему процесса прессования и конструкцию матрицы пресс-формы.
а
б
в
д
е
ж
г
з
Рис. 10.8. Конфигурация порошковых деталей
Варианты задания и параметры спеченных изделий представлены на
рис. 10.8 и в табл. 10.3.
Процессы порошковой металлургии. Метод. указания к практическим работам
-75-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 10. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДН. ПРЕССОВАНИЯ
Таблица 10.3
Параметры спеченных изделий
Номер
варианта
1
2
3
4
5
6
7
8
9
10
Конфигурация изделия
(рис. 10.8)
а
б
б
в
г
г
д
е
ж
з
Металл
Железо
Латунь
Никель
Железо
Вольфрам
Молибден
Алюминий
Медь
Железо
Алюминий
Отношение
h/bmin
–
4
10
–
5
12
5
–
6
–
Примечание h/bmin – отношение высоты прессовки h к минимальной толщине ее стенки
bmin.
Требования к отчету
Отчет должен содержать титульный лист, краткие теоретические сведения о процессе прессования и принципах конструирования закрытых пресс
форм.
В отчете необходимо представить эскизное изображение кинематической схемы процесса прессования.
Контрольные вопросы
1. Назовите методы дозировки порошка в пресс-форму.
2. Какой из методов дозировки применяется при прессовании изделий
на автоматическом прессе?
3. Назовите группы сложности изделий. Чем отличаются эти группы
друг от друга?
4. Назовите основные детали пресс-инструмента.
5. Какой принцип лежит в основе конструирования пресс-форм для
прессования порошков?
6. Какие пуансоны применяют для прессования заготовок очень сложной формы?
7. Перечислите последовательность операций прессования изделий из
порошков.
8. На каком этапе процесса прессования извлекают иглу из формовки?
Процессы порошковой металлургии. Метод. указания к практическим работам
-76-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 11.
РАСЧЕТ ЗАКРЫТЫХ ПРЕСС-ФОРМ
ДЛЯ ХОЛОДНОГО ПРЕССОВАНИЯ ПОРОШКОВ
Цель занятия: ознакомление с проектированием закрытых пресс-
форм, расчет основных параметров закрытых пресс-форм для холодного
прессования порошков.
Краткие теоретические сведения
Основные размеры пуансонов и внутренней полости матрицы определяются размерами прессуемого изделия с учетом технологических и физических свойств порошка, усадки при спекании, припусков на последующую обработку (например, калибровку или механическую обработку). Расчету подлежат высота и диаметр (поперечный размер) матрицы, формирующей наружный габаритный размер прессовки, диаметр стержня, формирующего отверстие детали или размеры составных пуансонов, а также высота верхнего и
нижнего пуансонов.
При проектировании пресс-формы предварительно составляют ее эскизную схему с учетом направления и специфических особенностей прессования, а также типа пресса, который будет использован. Высоту матрицы
Нматр рассчитывают с учетом упругого расширения (последействия) прессовки и усадки при спекании по формуле [2]
Нматр = (γпр/γн) h + 2hз,
(11.1)
где γ пр – плотность спрессованного изделия, г/см3; γн – насыпная плотность
порошка, г/см3; h – высота спрессованного изделия по плюсовому допуску с
учетом упругого расширения ( Δhп) и усадки (Δhус) по высоте, мм; hз – величина
захода в матрицу верхнего (hв) или нижнего (hн) пуансона, равная 10–15 мм.
Величина h = hmax – Δhп ± Δhус, причем со знаком «плюс», если при
спекании размер уменьшается, и со знаком «минус», если этот размер увеличивается.
В свою очередь, величина hmax = hH + Ah/2 + qh. Здесь hH – номинальная
высота готового изделия, мм; Ah – допуск на размер hH, мм; qh – припуск на
дополнительную обработку, мм.
Если пресс-форму устанавливают на стол пресса, то расстояние между
плоскостью стола и плунжером пресса в верхнем положении должно составлять 3Нматр + (150–200) мм. При определении номинального размера полости
матрицы (диаметра или соответствующего поперечного размера) Dт учитывают упругое расширение (последействие) и усадку, используя формулу
Dт = Dmax ± АD/2 – Δεr ± Δδr + Пкз,
(11.2)
Процессы порошковой металлургии. Метод. указания к практическим работам
-77-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 11. РАСЧЕТ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДНОГО ПРЕССОВАНИЯ ПОРОШКОВ
где Dт – внутренний диаметр или соответствующий номинальный размер полости матрицы, мм; Dmax – соответствующий минимальный наружный размер
изделия, формирующийся в данном месте полости матрицы, мм; AD – допуск
на размер Dmax, мм; Δεr – величина упругого последействия по размеру Dт,
мм; Δδr – величина усадки при спекании по размеру Dт, мм (если при спекании размер уменьшается, то будет знак «плюс», а если увеличивается, то знак
«минус»); Пкз – припуск на дополнительную обработку, мм.
Формулу (11.2) используют также для определения размера внутренней полости в изделии.
Расчет размеров деталей пресс-формы включает определение высоты
пуансонов, диаметра внутреннего стержня (иглы), а также определения для
некоторых из деталей расчетов на прочность.
При расчете пресс-инструмента принимаем следующие значения отдельных характеристик:
радиальные упругие последействия после холодного прессования – 2 %;
аксиальные упругие последействия после холодного прессования – 2 %;
радиальные упругие последействия после калибровки – 1 %;
аксиальные упругие последействия после калибровки – 1 %;
прирост плотности при калибровании – 1,5 %;
уменьшение массы изделия за счет выгорания смазок, восстановления
окислов – 1 % [8].
Значения плотности прессовки необходимо предварительно выбрать в
табл. 11.1, а плотность материала (пикнометрическую) – в табл. 11.2. Значения насыпной плотности порошков металлов приведены в табл. 11.3 [6].
Таблица 11.1
Зависимости плотности прессовок от давления прессования
Порошок
Марка
Плотность при давлении холодного прессования, МПа
400
500
Алюминий АПС-1
2,63/97,5
2,63/97,5
2,63/97,5 2,94/97,9 2,94/97,9
–
Ванадий
ВЭЛ-3
5,02/82,5
5,15/84,7
5,25/86,2 5,36/88,1
–
–
Вольфрам
ВЧДК
11,7/60,6
12/62,5
12,4/64,6
–
–
Железо
ПЖ2М 5,59/71,2
5,94/72,5
6,2/79,0
Латунь
ПЛ68
6,11/71,0
6,35/73,8
6,64/73,3 6,81/79,2
–
–
Медь
ПМС
6,74/75,7
7,06/79,5
7,38/83,0 7,53/84,6
–
–
Молибден
ПМОА 6,77/66,4 7,107/69,7 7,39/72,3 7,49/73,4 7,66/75,1
Никель
ПНЭ-1
6,05/67,5
6,31/70,5
600
700
–
800
6,37/81,1 6,44/82,0
6,51/73,0 6,64/74,1 6,88/76,7
900
6,62/84,3
–
6,93/77,3
Примечание. В числителе указана плотность, г/см3; в знаменателе – относительная
плотность, %.
Процессы порошковой металлургии. Метод. указания к практическим работам
-78-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 11. РАСЧЕТ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДНОГО ПРЕССОВАНИЯ ПОРОШКОВ
Таблица 11.2
Пикнометрическая плотность металлов
Металл
Алюминий
Ванадий
Вольфрам
Железо
Плотность, г/см3
2,71
6,10
19,23
7,86
Металл
Бериллий
Молибден
Медь
Никель
Плотность, г/см3
1,816
10,20
8,92
8,963
Таблица 11.3
Характеристики порошков
Порошок
Крупка алюминиевая
Алюминиевый первичный
Алюминиевый жаропрочный
Порошок железа
Порошок железный
Порошок меди
Порошок меди
Порошок никеля
Порошок вольфрама
Порошок ванадия
Порошок молибдена
Порошок бериллия
Порошок латуни
Порошок бронзы
Марка
КАР
АП
АПЖ
ПЖ01К
ПЖ2М
ПМС-В
ПМС
ПНЭ-1
ВЧДК
ВЭЛ-3
ПМОА
ПБр0
ПЛ68
ПБ-2к
Химический состав, %
основной доля примеси
элемент
99,3
0,7
98,0
2,0
96,0
4,0
99,0
1,0
98,5
1,5
99,5
0,5
99,3
0,7
99,5
0,5
99,4
0,6
99,5
0,5
99,5
0,5
99,5
0,5
84,0
16,0
91,0
9,0
Насыпная
плотность,
г/см3
0,4
0,25
0,3
2,0–2,5
2,0–2,2
2,4–2,7
2,6–2,9
3,4–3,6
5,9–6,3
2,1–2,3
3,1–3,3
0,41–0,43
2,4–2,7
2,9–3,2
При проведении расчетов исходим из того, что плотность спеченного
и калиброванного изделия составляет 0,965 от пикнометрической плотности
материала (с учетом закрытой пористости).
Задание
Пользуясь справочными данными (табл. 11.1, табл. 11.2, табл.11.3), рассчитать параметры пресс-инструмента для формования прессовки изделия:
1) общую высоту матрицы пресс-формы (табл. 11.4);
2) размеры рабочей полости матрицы пресс-формы (табл. 11.5);
3) внешние размеры матрицы пресс-формы (табл. 11.6);
4) расчет пуансонов (табл. 11.7);
5) размеры стержня (иглы) (табл. 11.8).
Процессы порошковой металлургии. Метод. указания к практическим работам
-79-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 11. РАСЧЕТ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДНОГО ПРЕССОВАНИЯ ПОРОШКОВ
Методика выполнения
практического задания
Последовательность расчета параметров пресс-инструмента для формования прессовки изделия указана в табл. 11.4, табл. 11.5, табл. 11.6,
табл. 11.7, табл. 11.8.
Таблица 11.4
Последовательность расчета общей высоты матрицы
Определяемая величина
Формула
G = γ1V
Масса готового изделия
γ сп = γ1 (1 − χ /100)
Vпр = G/ γпр
Vсп = G/ γсп
ΔV = Vпр – Vсп
Плотность изделия после спекания
Объем прессовки
Объем спеченного изделия (до калибрования)
Изменение объема при спекании
Объемные изменения при спекании
Высота изделия после спекания при калибровании с
положительным припуском
Масса прессовки
Плотность прессовки с учетом введенной в состав
порошка смазки
Высота прессовки (усадка при спекании)
Высота слоя порошка в матрице
Общая высота матрицы
δυ = (ΔV/Vпр)100
=
hсп hпр (1 + χ /100)
=
g G (1 + ξ /100)
γ пр =
g / Vпр
100 + δu 100 + ξ
=
hпр hсп
⋅
100 100
H = hпр γ
γH
H M = H + hB + hH
Таблица 11.5
Последовательность расчета размеров
рабочей полости матрицыз
Определяемая величина
Размер изделия после калибрования:
минимальный
максимальный
Формула
Dmin= D − ∆ 0 ,
Dmax = D + ∆ 0 ,
где Δ0 – допуск размера изделия
Номинальный размер полости матрицы
ε δD
δ
=
Dm Dminк1 − r + r + Π D 1 − r
100 100
100
Максимально допустимый размер
полости матрицы
ε δD
δ
=
Dm′ Dmax 1 − r + r + Π ê D 1 − r
100 100
100
Процессы порошковой металлургии. Метод. указания к практическим работам
-80-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 11. РАСЧЕТ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДНОГО ПРЕССОВАНИЯ ПОРОШКОВ
Продолжение табл. 11.5
Определяемая величина
Припуск на износ матрицы
Размер рабочей части полости калибрующей
матрицы
Размер изделия после спекания при калибровании с положительным припуском
Размер прессовки (усадка при спекании)
Формула
∆=
D Dm′ − Dm − ∆ m ,
где Δm – допуск отверстия матрицы при
ее изготовлении
=
DK Dmin (1 − ωr /100)
Dñï= Dê + Ï
ê
=
Dпр Dсп (1 + δr /100)
=
DMпр D (1 − ε r /100) + ΔD
Размер рабочей полости матрицы
Таблица 11.6
Последовательность расчетавнешних размеров матрицы
Определяемая величина
Формула
Рб = с γ нас ,
m
Боковое давление
где с – коэффициент, учитывающий физические свойства
порошка (в общем случае, увеличивается с повышением
пластичности материала)
W – 0,25–028; Ni – 0,75–0,9; Mo – 1,3–1,5; Fe – 4,5–6;
Cu – 2,3–2,7; V – 3,5–4; Be, Al – 1–2 ⋅103
m = 2 + υ/Δυ,
Δυ = υ – υ0, где υ – относительная плотность прессовки;
υ0 – относительная плотность порошкового тела
Потери давления на внешнее трение
Осевое усилие прессования
pòð = fÐá
Fò
,
F
где f – коэффициент трения порошка о стенки матрицы;
Fт – площадь поверхности трения; F – площадь сечения
прессовки
P
= ( p − pm р ) F ,
где р – давление прессования
1
Соотношение наружного и
внутреннего диаметров
сплошной матрицы
2
σp
,
a=
σ p − 2 p‡
где σр
– допустимое напряжение разрыва материала
матрицы (σр = 2–2,5p)
Процессы порошковой металлургии. Метод. указания к практическим работам
-81-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 11. РАСЧЕТ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДНОГО ПРЕССОВАНИЯ ПОРОШКОВ
Таблица 11.7
Расчет пуансонов
Определяемая величина
Сжимающее напряжение
Формула
σ=
P / F ≤ σS ,
сж
где F – площадь наименьшего поперечного сечения пуансона; σ S – допустимое напряжение
на сжатие материала пуансона
2 EI п
lп = π
п
nт
1
2
,
Максимальная длина свободной части где Iп – момент инерции наименьшего сечения
пуансона
пуансона; Е – модуль Юнга; nп – коэффициент
безопасности ( nп= 2 − 3 )
Критическая нагрузка при продольном изгибе
ткр =
2π2 EI p
lп2
Таблица 11.8
Последовательность расчета размеров стержня (иглы)
Определяемая величина
Максимальный размер отверстия после
калибрования
Размер калибрующего стержня
Размер отверстия после спекания при калибровании с положительным припуском
Размер отверстия после прессования
(усадка при спекании)
Рабочий размер стержня в результате упругих последействий (уменьшение отверстия)
Минимально допустимый размер стержня
Припуск на износ стержня
Минимально допустимый размер стержня
Формула
d max = d + ∆ 0
=
d к d max (1 − ε r /100 )
d сп
= dк + Пк
=
d ï ò d ñï (1 + δr /100 )
=
d ст d пр (1 + ε r /100 )
ε δd
d ст= d max 1П
− r 1 − r −
100 100
δ
− r
100
кd
′ − ∆ ст ,
∆=
d d ст − d ст
где Δст – допуск при изготовлении стержня
=
d ст d min (1 ± ε r /100П
) + δr /100 + к ±
±ωr /100 + ∆d
Процессы порошковой металлургии. Метод. указания к практическим работам
-82-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 11. РАСЧЕТ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДНОГО ПРЕССОВАНИЯ ПОРОШКОВ
На практике для определения толщины стенки матрицы применяют
упрощенный вариант расчета, основанный на использовании следующего эмпирического равенства:
D2/D1 = 2 при Рб ≤ 200 МПа
или
D2/D1 = 3 при Рб> 200 МПа,
где D2, D1 – внешний и внутренний диаметры матрицы соответственно.
В расчетных формулах приняты следующие обозначения:
hпр – высота прессовки;
hсп – высота спеченного изделия;
Dпр – диаметр прессовки;
Dсп – диаметр спеченного изделия;
dпр – диаметр отверстия в прессовке;
dсп – диаметр отверстия в спеченном изделии;
γ – пикнометрическая плотность материала, г/см3;
γ1 – плотность спеченного изделия после калибрования, г/см3;
γпр, γсп – плотность прессовки и спеченного изделия, г/см3;
γн – насыпная плотность порошка, г/см3;
εr – радиальные упругие последействия после холодного прессования, %;
εа – аксиальные упругие последействия после холодного прессования, %;
ξ – уменьшение массы изделия за счет выгорания смазок, восстановления окислов, %;
Vпр
– коэффициент объемной усадки при спекании;
К об =
Vсп
К уср = 3 К об – средний коэффициент линейной усадки для данного изделия в целом (цилиндр, параллелепипед) при спекании;
δυ=
∆V
⋅ 100 – относительные объемные изменения при спекании
Vпр
(усадка или рост), %;
δ=
r
∆d
⋅ 100 – относительные изменения при спекании (усадка или
dсп
рост) по размеру Dmin, %, ∆d=
δ a=
( dпр − dсп ) , где dпрК= dсп
∆h
⋅ 100 – относительные аксиальные изменения по высоте при
hсп
спекании (усадка или рост), %, ∆=
h
δ g=
уср ;
( hпр − hсп ) , где hпрК= hсп
уср ;
∆S
⋅ 100 – относительное изменение площади поперечного сечеSсп
ния при спекании, %;
Процессы порошковой металлургии. Метод. указания к практическим работам
-83-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 11. РАСЧЕТ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДНОГО ПРЕССОВАНИЯ ПОРОШКОВ
δ=
к
∆Sк
⋅ 100 – относительное изменение площади поперечного сечеSсп
ния при калибровании изделия, %;
Пк – припуск на калибрование линейных размеров;
ωr – радиальные упругие последействия после калибровки, %;
ωа – аксиальные упругие последействия после калибровки, %;
χ – прирост плотности при калибровании или повторном прессовании, % ;
hB – величина захода в матрицу верхнего пуансона;
hH – величина захода в матрицу нижнего пуансона;
V – объем готового изделия;
Vп – объем прессованного изделия;
Vсп – объем спеченного изделия.
Варианты заданий и параметры изделий приведены на рис. 11.1 и в
табл. 11.9.
а
в
б
д
г
Рис. 11.1. Конфигурации порошковых деталей
Таблица 11.9
Параметры спеченных и калиброванных изделий
Конфигурация
Номер
изделия, металл
варианта
a
(рис. 11.1)
1
а, железо
50
2
б, латунь
40
3
б, никель
60
4
б, медь
100
5
в, железо
–
6
г, вольфрам
–
7
г, молибден
–
8
д, латунь
–
9
д, алюминий
–
10
д, медь
–
Размеры изделия, мм
b
45
80
60
50
–
–
–
–
–
–
c
20
25
40
15
–
–
–
–
–
–
a1
–
20
20
60
–
–
–
–
–
–
b1
–
40
20
30
–
–
–
–
–
–
c1
–
25
40
15
–
–
–
–
–
–
D
–
–
–
–
80
120
160
75
100
130
d
–
–
–
–
–
60
70
30
80
100
h
–
–
–
–
40
30
20
60
40
70
h1
–
–
–
–
–
–
–
50
35
55
Примечание a, b, c – размеры изделия; a1, b1, c1 – размеры отверстия; D – наружный
диаметр изделия; d – диаметр отверстия в изделии; h – высота изделия; h1 – глубина отверстия в изделии.
Процессы порошковой металлургии. Метод. указания к практическим работам
-84-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занятие 11. РАСЧЕТ ЗАКРЫТЫХ ПРЕСС-ФОРМ ДЛЯ ХОЛОДНОГО ПРЕССОВАНИЯ ПОРОШКОВ
Требования к отчету
Отчет должен содержать титульный лист, краткие теоретические сведения по конструированию матриц пресс-форм.
В отчете следует представить расчет основных параметров прессового
оборудования.
Контрольные вопросы
1. Какова величина закрытой пористости спеченного изделия?
2. Как определить плотность спеченного тела, имеющего закрытую
пористость?
3. Для чего нижний пуансон вводят в полость матрицы перед началом
прессования?
4. Как определить объемные изменения при прессовании порошкового
тела?
5. Как определить объемные изменения при прессовании и спекании
порошкового тела?
6. С чем связано наличие радиальных и аксиальных упругих последействий при прессовании?
7. Назовите методы дозировки порошка при заполнении им прессформы.
8. Какой из методов дозировки применяется при прессовании материалов на автоматических прессах?
Практическое занятие 12.
ПРИНЦИП КОНСТРУИРОВАНИЯ ПРЕСС-ФОРМ
ДЛЯ ДОПРЕССОВКИ И КАЛИБРОВАНИЯ ИЗДЕЛИЙ
Цель занятия: ознакомление с оборудованием для допрессовки и
калибрования изделий, расчет припуска при калибровании.
Краткие теоретические сведения
Калибрование спеченных изделий на основе металлических порошков
или композиций со значительным содержанием металлического порошка
проводят для устранения эффекта коробления, повышения точности размеров
и плотности прессовки.
Величина рабочих ходов подвижных частей прессов и пресс-форм
значительно меньше, чем при холодном прессовании [2].
Калибрование и допрессовывание вызывают упругую и пластическую
деформацию изделия и определяются потерями на трение изделия о рабочую
Процессы порошковой металлургии. Метод. указания к практическим работам
-85-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занят. 12. ПРИНЦИП КОНСТРУИРОВАН. ПРЕСС-ФОРМ ДЛЯ ДОПРЕССОВКИ И КАЛИБРОВАНИЯ ИЗДЕЛИЙ
поверхность пресс-формы, а также работой, затрачиваемой на уплотнение порошкового материала.
Усилие обжатия пористой заготовки определяются ее материалом, его
плотностью, наличием смазки, чистотой обработки материала матрицы и
стержня пресс-формы, а также формой входных кромок матрицы и стержня.
В большинстве случаев входная кромка выполняется конусной с углом конуса 1–2о.
Составные матрицы скрепляются обоймами, которые рекомендуется
выполнять в виде цилиндра независимо от конфигурации внутренней полости
матрицы [9].
Пресс-инструмент для калибрования должен конструироваться из условий обеспечения максимальной жесткости с минимальным числом и величиной зазоров между движущимися элементами.
Для предотвращения образования трещин наружные поверхности изделия рекомендуется калибровать раньше, чем отверстия.
При калибровании изделий I–III групп сложности проводят одновременное калибрование наружной и внутренней поверхностей.
При калибровании изделий IV и V групп сложности, типичными представителями которых являются втулки с наружным и внутренним буртом, калибрование производят обжатием втулки в замкнутом пространстве, образованном матрицей, стержнем и пуансонами.
При калибровании изделий VI–VII групп сложности необходимо использовать приспособление для ориентирования типа плавающих стержней.
После ориентации детали подвергают обжатию в рабочей полости прессформы.
Методика выполнения
практического задания
Припуск при калибровании должен быть минимальным, так как изменение плотности изделия при калибровании составляет не более 1–3 %. Расчет припуска при калибровании осуществляется следующим образом:
Ï
À=
ê
(
1− À
=
bñò ,
2− À
( D − bñò ) H
)
∗
∗
⋅Í
D1 − bñò
bñò
(12.1)
,
(12.2)
1
где Н, Н1 – высота изделий до калибрования и после него; D, D1 – диаметр изделия до деформации и после нее; bст, b*ст – толщина стенки изделия до калибрования и после нее.
Процессы порошковой металлургии. Метод. указания к практическим работам
-86-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практ. занят. 12. ПРИНЦИП КОНСТРУИРОВАН. ПРЕСС-ФОРМ ДЛЯ ДОПРЕССОВКИ И КАЛИБРОВАНИЯ ИЗДЕЛИЙ
Задание
Рассчитать величину припуска под калибрование для деталей. Варианты задания и параметры изделий до калибрования и после него приведены в
табл. 12.1.
Таблица 12.1
Параметры изделий до калибрования и после него
Размеры детали, мм
Номер
варианта
до калибрования
H
1
2
3
4
5
6
7
8
9
10
600
425
250
650
125
430
103
1 150
450
208
после калибрования
D
bст
H1
D1
b*ст
500
370
210
220
230
320
75
630
309
105
100
75
65
45
60
80
15
50
60
22
588
416,5
245
637
122,5
421,4
100,94
1 127
441
203,84
490
362,6
205,8
215,6
225,4
313,6
73,5
617,4
302,82
102,9
98
73,5
63,7
44,1
58,8
78,4
14,7
49
58,8
21,56
Требования к отчету
Отчет должен содержать титульный лист, краткие теоретические сведения по конструированию пресс-форм для допрессовки и калибрования изделий.
В отчете следует представить расчет припуска при калибровании.
Контрольные вопросы
1. Для чего проводят процесс калибрования изделий?
2. Какова величина усилий прессования при калибровании изделий?
3. Почему форму для калибрования изделий часто делают разъемной?
4. В каком направлении допускается уширение порошкового тела при
калибровании?
5. На какое значение изменяется плотность изделия при калибровании?
Процессы порошковой металлургии. Метод. указания к практическим работам
-87-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 13.
РАСЧЕТ ПАРАМЕТРОВ МУНДШТУЧНОГО
ФОРМОВАНИЯ ПОРОШКОВ
Цель занятия: ознакомление с процессом мундштучного формова-
ния, расчет матрицы пресс-формы для мундштучного формования порошков.
Краткие теоретические сведения
Мундштучное формование – это формование металлического порошка
путем продавливания его через отверстие.
Форма отверстия определяет форму и размеры поперечного сечения
изделия. Мундштучным формованием готовят прутки, трубы, сверла, профили и другие длинномерные изделия (рис. 13.1). Достоинством этого метода
является возможность получения изделий с равномерной плотностью.
Продавливать через отверстие (рис. 13.1, а) можно не только порошок,
но и предварительно спрессованную из него заготовку.
Уменьшить трение порошка о внутреннюю поверхность матрицы и
мундштука можно, нанеся на эти поверхности (или введя в порошок) смазки
или пластификаторы (парафин, раствор каучука в бензине, раствор бакелита в
спирте, раствор поливинилового спирта в воде, масла, графит и пр.). Выбор
той или иной смазки зависит от свойств материала и ее влияния на процесс
спекания изделий. Количество вводимой в состав порошка смазки обычно не
превышает 6–10 % мас. При производстве изделий с постоянным или изменяемым по высоте сечением внутренней полости (отверстия) в мундштук помещается «звездочка». При формовании изделий с постоянным сечением
внутренней полости в звездочку вворачивается игла.
Процессы порошковой металлургии. Метод. указания к практическим работам
-88-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 13. РАСЧЕТ ПАРАМЕТРОВ МУНДШТУЧНОГО ФОРМОВАНИЯ ПОРОШКОВ
1
Р
7
1
1
2
2
5
5
3
8
3
4
6
а
9
6
4
б
Рис. 13.1. Схема пресс-формы для мундштучного формования: а –
простых изделий; б – изделий (труб, профилей) с постоянным сечением; 1 – пуансо н; 2 – матрица; 3 – дер жатель мундштука; 4 –
мундштук; порошок; 5 – порошок; 6 – сформованное изделие; 7 –
плунжер пресса; 8 – звездочка; 9 – ввинченная в звездочку игла
Для получения профиля с переменным сечением внутренней полости
игла, изготовленная в форме цилиндра с конусообразным завершением, с помощью специального устройства перемещается по оси в направляющих звездочки. В зависимости от того, какой участок подвижной иглы находится в
выходном отверстии мундштука, выдавливается изделие с меньшим или
большим внутренним отверстием [2].
Выходное отверстие мундштука называется «очком». При формовании
труб и стержней небольшого диаметра и сечения высота мундштука должна
быть в 2,5–4 раза больше диаметра его выходного отверстия.
Скорость выдавливания материала через мундштук не должна превышать 5–10 мм/с. Более высокие скорости формования приводят к появлению
неравномерной пористости изделий.
Давление мундштучного формования при постоянной степени обжатия минимально при выдавливании материала через мундштук с углом конуса 90°. Обычно это давление составляет несколько сотен мегапаскалей.
Степень обжатия материала при выдавливании через очко должна составлять
не менее 90 %. Степень обжатия можно рассчитать по формуле
K = [(S – s)/s] 100 %,
Процессы порошковой металлургии. Метод. указания к практическим работам
(13.1)
-89-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 13. РАСЧЕТ ПАРАМЕТРОВ МУНДШТУЧНОГО ФОРМОВАНИЯ ПОРОШКОВ
где S – площадь сечения матрицы пресс-формы; s – площадь сечения выходного отверстия (очка) мундштука.
После формования заготовок те из них, которые формовали с использованием смазок на основе водных растворов, подвергают сушке (конечная
влажность должна составлять не более 4–6 %).
При уплотнении порошка в матрице, предшествующем его истечению
из очка, образуются отдельные слои материала, отличающиеся по напряженному состоянию и плотности, что и является причиной дефектов структуры у
получаемых заготовок и спеченных изделий. Целесообразно разделить процесс мундштучного формования на две операции: сначала провести предварительное уплотнение порошка (подпрессовку), а затем обеспечить ему формоизменение при продавливании через очко.
При применении предварительной подпрессовки наблюдается увеличение плотности заготовок, активизация усадки при спекании, снижение пористости спеченных изделий, что значительно повышает их механические
свойства. Однако с повышением давления предварительной подпрессовки (в
определенных пределах) увеличивается необходимое давление истечения материала. Рост начального давления истечения при подпрессовке объясняется
увеличением межчастичной контактной поверхности.
Процесс экструзии порошка характеризуется напряжением всестороннего неравномерного сжатия. Под воздействием сжимающих напряжений материал течет в направлении выходного отверстия матрицы, где на свободной поверхности выдавливаемого материала нормальные напряжения равны нулю.
Всестороннее сжатие обеспечивает материалу наиболее высокую пластичность по сравнению с другими процессами обработки металла давлением, однако эта положительная особенность процесса проявляется в условиях
крайне неравномерных деформаций и скоростей: не всегда во всем объеме
деформируемого материала действуют только сжимающие напряжения, непрерывно уменьшающиеся в направлении экструзии от максимальных значений до нуля.
Наличие разности сечений контейнера и очка матрицы, сил внешнего
трения и других факторов заставляет двигаться частицы в направлении, поперечном направлению приложения усилий (рис. 13.2), а также приводит к появлению местных напряжений, различных по величине, направлению и знаку
(в том числе растягивающих напряжения). К тому же, частицы материала перемещаются по траекториям различной длины со скоростью, меняющейся в
процессе прохождения ими различных зон. Когда растягивающие напряжения
на отдельных участках деформируемого материала превысят предел прочности, появляются дефекты (в том числе трещины) или происходит полное разрушение заготовок.
Процессы порошковой металлургии. Метод. указания к практическим работам
-90-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 13. РАСЧЕТ ПАРАМЕТРОВ МУНДШТУЧНОГО ФОРМОВАНИЯ ПОРОШКОВ
Мундштучное формование без пластификатора возможно, если выдавливать нагретые металлы или сплавы.
1
2
6
5
3
4
Рис. 13.2. Схема движения порошка при мундштучном прессовании: 1 – пуансон; 2 –
матрица; 3 – держатель мундштука; 4 – мундштук; 5 – порошок; 6 – «застойные» зоны
При относительно низких температурах (до 600 °С) заготовку или порошок обычно нагревают вместе с матрицей. Такие металлы, как бериллий,
цирконий, титан, вольфрам, при горячей обработке могут интенсивно окисляться. Поэтому при их нагреве и формовании необходимо применять защитные среды.
В некоторых случаях для защиты заготовок или порошков применяют
защитные оболочки, которые могут быть стеклянные, графитовые и металлические.
Металлические оболочки особенно хорошо предохраняют от окисления получаемые заготовки до момента их полного охлаждения и служат одновременно смазками, улучшающими процесс истечения. Материал оболочки
должен соответствовать определенным требованиям:
материал оболочки не должен взаимодействовать с прессуемым порошком с образованием устойчивых соединений;
пластические свойства и сопротивление деформированию материала
оболочки и прессуемого порошка должны быть максимально близкими;
материал оболочки должен обладать хорошими «смазывающими»
свойствами.
Процессы порошковой металлургии. Метод. указания к практическим работам
-91-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 13. РАСЧЕТ ПАРАМЕТРОВ МУНДШТУЧНОГО ФОРМОВАНИЯ ПОРОШКОВ
В зависимости от природы формуемого металлического порошка
оболочки изготавливают из меди, латуни, низкоуглеродистой стали или биметалла в виде медножелезной фольги. После завершения формования оболочки чаще всего удаляют с заготовки механическим путем, хотя возможно
также их удаление травлением в растворах, не действующих на порошковый
материал.
Методика выполнения
практического задания
Расчеты сводятся к определению общей высоты матрицы и распространяются на получение очень тонких стержней диаметром до 1,5 мм и длиной до 40 мм [9].
Объём прессовки, см3, вычисляется по формуле
πd 2
V=
h,
4
(13.2)
где h – высота заготовки, см.
Объем изделия после спекания, см3, определяется по формуле
Vсп= V +
τV
,
100
(13.3)
где V – объем прессовки, см3; τ – прирост плотности при калибровании спеченного изделия (τ = 0,95).
Объем спрессованного изделия, см3, рассчитывается по выражению
V=
Vсп +
пр
δVсп
,
100
(13.4)
где δ – объемная усадка, %.
Плотность спрессованного изделия, г/см3, определяется по формулам
g
γ1пр =1 ,
Vпр
g
γ 2пр =2 ,
Vпр
γ1ï ð + γ 2ï ð
,
γ cð ï ð =
2
(13.5)
(13.6)
(13.7)
где g1, g2 – нижний и верхний пределы массы спрессованного изделия, г,
Процессы порошковой металлургии. Метод. указания к практическим работам
-92-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 13. РАСЧЕТ ПАРАМЕТРОВ МУНДШТУЧНОГО ФОРМОВАНИЯ ПОРОШКОВ
g1 = ρ ⋅ V ,
(13.8)
g2 = ρ ⋅V ;
Vпр – объем спрессованного изделия, см3.
Высота загрузочной камеры, см, равна
H = k hпр,
(13.9)
где k – коэффициент обжатия, k = γпр/γн.
Общая высота матрицы, см, равна
Hм = Н.
Задание
1. Ознакомиться с процессом мундштучного формования тонких
стержней и его аппаратурным оформлением.
2. Изучить методику расчета параметров мундштучного формования.
3. Произвести расчет высоты матрицы и загрузочной камеры в соответствии с вариантом, используя данные, приведенные в табл. 13.1.
Таблица 13.1
Варианты задания и исходные данные для расчета
Номер
варианта
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Объёмная
усадка δ,
%
3,2
7,2
4,6
5,4
5,0
4,8
3,8
6,7
3,8
4,5
4,8
8,0
6,7
5,0
5,4
Диаметр
заготовки
d, мм
2,0
3,4
4,0
2,0
3,8
2,0
2,0
2,0
1,7
2,6
2,4
3,2
3,7
2,5
3,8
Высота
заготовки
h, мм
30
18
24
38
21
40
30
40
21
37
25
34
30
40
32
Плотность, г/см3
насыпная
истинная
ρнас
ρист
3,50
7,86
3,20
8,2
3,62
7,6
3,71
7,74
3,62
7,6
3,84
6,91
4,30
8,06
1,7
2,6
4,30
8,06
5,21
8,62
3,84
6,91
4,19
7,93
1,7
2,6
3,92
7,23
3,71
7,74
Материал
Fe
Sn
Ni
Co
Ni
Zn
Cu
Al
Cu
Bi
Zn
Cd
Al
Cr
Co
Примечание. Колебания плотности спрессованного изделия – до 5 %.
Процессы порошковой металлургии. Метод. указания к практическим работам
-93-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 13. РАСЧЕТ ПАРАМЕТРОВ МУНДШТУЧНОГО ФОРМОВАНИЯ ПОРОШКОВ
Требования к отчету
Отчет должен содержать титульный лист, краткие теоретические сведения по конструированию пресс-форм для мундштучного прессования.
В отчете следует представить расчет и эскиз пресс-формы для мундштучного прессования.
Контрольные вопросы
вания.
1. Назовите достоинства и недостатки процесса мундштучного прессо-
2. Перечислите основные способы мундштучного прессования.
3. Можно ли методом мундштучного прессования получать тонкие и
сверхтонкие изделия?
4. Имеет ли этот метод какие-либо ограничения по длине и форме изделий?
5. Как и для чего проводят грануляцию порошка тугоплавких материалов перед мундштучным прессованием?
6. Как можно защитить порошок в матрице пресс-формы для мундштучного прессования от взаимодействия с кислородом воздуха?
Практическое занятие 14.
РЕАКЦИОННОЕ СПЕКАНИЕ ПОРОШКОВ
Цель занятия: ознакомление с теорией реакционного спекания,
расчет объемного эффекта реакции и пористости спеченного изделия.
Краткие теоретические сведения
Большинство известных бескислородных соединений металлов
(карбиды, нитриды, бориды) плохо спекаются даже при высоких температурах. При спекании подобных материалов применяют метод реакционного
спекания.
Реакционное спекание – процесс уплотнения и упрочнения, осуществляемый благодаря прохождению химических реакций при высоких температурах непосредственно в теле прессовки между спекаемым материалом и
внешним (газовым или жидким) реагентом. Важно отметить, что химическая
реакция лишь тогда сопровождается уплотнением заготовки, когда один из
реагентов поступает из внешней среды и когда продукт реакции по объему
больше твердого реагента заготовки.
Если все реагенты находятся в исходной массе (заготовке), то при химической реакции уплотнения между ними не происходит и в том случае, ко-
Процессы порошковой металлургии. Метод. указания к практическим работам
-94-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 14. РЕАКЦИОННОЕ СПЕКАНИЕ ПОРОШКОВ
гда продукт реакции по объему больше объема исходных материалов. Наоборот, происходит разрыхление – отдаление центров взаимодействующих зерен,
что и ведет к росту объема спекаемой заготовки.
Например, при получении вакуумоплотных шпинельных огнеупоров
синтез их идет с увеличением объема, но необходимого уплотнения заготовки
при этом не происходит. Поэтому получение подобных материалов ведут в
две стадии: сначала проводят синтез, а потом спекают по механизму твердофазного спекания [15].
Реакция между компонентом заготовки и внешним реагентом (газом)
идет по поверхности частиц, продукт реакции заполняет поры между частицами, при этом центры частиц не смещаются и заготовка при правильно заданной начальной пористости сохраняет первоначальные геометрические
размеры. По мере заполнения пор продуктами реакции неизбежно самоторможение и затухание процесса уплотнения, вследствие ухудшения условий
поступления газообразного реагента к внутренним слоям заготовки.
Реакционное спекание существенно зависит от исходной пористости
заготовки. Для получения беспористого материала необходимо, чтобы объем
пор заготовки был равен объему продуктов реакции. Когда начальный объем
пор меньше объема продуктов реакции, но в заготовке еще остается непрореагировавший компонент, реакция или прекратится или будет продолжаться, раздвигая зерна, что сопровождается увеличением объема заготовки. Это
обычно связано с образованием пор между частицами. Когда начальная
пористость больше объема продуктов реакции при полностью прореагировавшем активном компоненте заготовки, в последней остаются незаполненные поры.
При выводе уравнения объемного эффекта реакции принимают, что
объем заготовки состоит из объема заполнителя Vз, объема активных реагентов Vp и пор Vп. При условии, что объем заготовки при реакционном спекании
остается постоянным 9∆V = 0), имеем, что ∆Vз + ∆Vp + ∆Vп = 0. При Vз = 0 и
наличии в системе одного реагирующего вещества получаем ∆Vp = – ∆Vп.
Снижение пористости определяется увеличением объема реагента.
Обозначим начальную плотность реагента ρ1, конечную – продукта реакции –
ρ2 (реагент полностью прореагировал), изменение массы, выраженное в процентах, обозначим ∆m.
Тогда приращение объема реагента отвечает условию
V2p/V1p = (1 + ∆m 100) ρ1/ρ2,
(14.1)
где V2p, V1p – объемы, занимаемые реагентом в заготовке, соответственно,
после и до реакции, причем их отношение должно быть больше единицы
(1 + ∆m/100)ρ1/ρ2 >1.
Процессы порошковой металлургии. Метод. указания к практическим работам
-95-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 14. РЕАКЦИОННОЕ СПЕКАНИЕ ПОРОШКОВ
Разница между приращением объема и единицей, %, представляет собой объемный эффект реакции:
δ = [ρ1 / ρ2 (1 + ∆m/100) – 1] 100.
(14.2)
Значения объемного эффекта реакции могут быть выражены также через молекулярные массы М и молекулярные объемы V реагента и конечного
продукта.
Фактически зерна реагента и продукта реакции могут содержать и часто содержат поры. Поэтому объемы их должны определяться по кажущейся
плотности. Поскольку значение кажущейся плотности продукта реакции не
может быть определено предварительно, то объемы реагента и продукта реакции рассчитывают по значениям теоретической плотности. Однако надо
иметь в виду, что полученные в этом случае значения объемного эффекта реакции приближенны.
Пример. Образование карбида кремния по реакции Cтв + Siг = SiCтв
дает увеличение массы
∆m = (40 – 12)100 / 12 = 233 %,
где 40 и 12 – молекулярные массы, соответственно, карбида кремния
и углерода.
Табличные значения плотности углерода (твердого) – 1,3, карбида
кремния – 3,22. При этих условиях
δ = [1,3 / 3,22 (1 + 2,33) – 1] = 0,33, или 33 %.
Объемный эффект реакции непосредственно связан с пористостью получаемого материала. Выразим плотность через пористость, используя известное соотношение
П = (1 – ρкаж/ρ) 100,
(14.3)
где ρкаж – кажущаяся плотность, ρ = ρкаж/(1 – П /100). Значения ρ1 и ρ2 выраженные через пористость, подставляем в формулу (14.2) и получаем
δ = {{[ρкаж1 /(1 – П1/100)]·(1 – П2/ρкаж2) ×
× [(1 + ∆m/100) – 1]}}100.
Затем, поскольку объем заготовки до реакции и после нее не изменяется, можно записать, что
1/ρкаж1 = (1 + ∆m / 100)/ ρкаж2,
откуда
(1 + ∆m / 100) = ρкаж1 / ρкаж2.
Процессы порошковой металлургии. Метод. указания к практическим работам
-96-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 14. РЕАКЦИОННОЕ СПЕКАНИЕ ПОРОШКОВ
Подставляя это выражение в предыдущее и производя соответствующие преобразования, получаем
П2 = П1 – δ (1 – П1/100).
(14.4)
Расчеты по уравнениям (14.2) и (14.3) позволяют по известным начальным значениям пористости или относительной плотности определить конечные значения пористости при реакционном спекании или вычислить исходную пористость по величине объемного эффекта реакции для получения
обожженных изделий с заданной конечной пористостью, в том числе нулевой, т.е. для достижения полного спекания.
Задание
1. Ознакомиться с особенностями процесса реакционного спекания.
2. Определить объемный эффект реакции и пористость полученного
изделия.
Варианты задания и исходные данные для расчета представлены в
табл. 14.1.
Таблица 14.1
Варианты задания и исходные данные для расчета
Номер
варианта
1
2
3
4
5
6
7
8
9
10
Плотность, г/см3
Реакция
Si3N4 + 3C = 3SiC + 2N2
3SiC + 2N2 = Si3N4 + 3C
Si + SiO + N2 = Si2ON2
3Si + SiO2 + N2 = 2Si2ON2
2Si + CO = SiC + SiO
2B2O3 + 4C = B4C + 3CO2
2Al2O3 + 6C = Al4C3 + 3CO2
Al + N = AlN
Al2O3 + C = Al4O4C
Ti + O2 = TiO2
исходных реагентов ρ1
3,44
3,22
2,33; 2,45
2,33; 2,65
2,33
1,84
3,96
2,7
3,96
4,5
конечных продуктов ρ2
3,22
3,44
2,76
2,76
3,22
2,52
2,35
1,9
2,65
3,6
Требования к отчету
Отчет должен содержать титульный лист, краткие теоретические сведения по реакционному спеканию.
В отчете следует представить расчет объемного эффекта реакционного
спекания и пористости полученного изделия.
Процессы порошковой металлургии. Метод. указания к практическим работам
-97-
СОДЕРЖАНИЕ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Практическое занятие 14. РЕАКЦИОННОЕ СПЕКАНИЕ ПОРОШКОВ
Контрольные вопросы
1. Что лежит в основе метода реакционного спекания материалов?
2. Какие материалы на основе тугоплавких соединений можно получать методом реакционного спекания?
3. Перечислите основные методы реакционного спекания.
4. Можно ли методом реакционного спекания получать беспористые
изделия?
5. Какие объемные изменения наблюдаются при реакционном спекании материалов?
6. Можно ли получить методом реакционного спекания изделие с пористостью большей, чем пористость исходной формовки?
7. Перечислите основные операции технологического цикла реакционного спекания материалов.
Процессы порошковой металлургии. Метод. указания к практическим работам
-98-
РЕКОМЕНДАТЕЛЬНЫЙ
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Кипарисов, С. С. Оборудование предприятий порошковой металлургии / С. С. Кипарисов, О. В. Падалко – М. : Металлургия, 1988. – 448 с.
2. Либенсон, Г. А. Процессы порошковой металлургии : учеб. для вузов :
в 2 ч. / Г. А. Либенсон, В. Ю. Лопатин, Г. В. Комарницкий. – М. : МИСиС,
2001. – 684 c.
3. Рябин, В. А. Термодинамические свойства веществ : справ. /
В. А. Рябин, М. А. Остроумов. – Л. : Химия, 1977. – 392 с.
4. Силаев, А. Ф. Диспергирование жидких металлов и сплавов / А. Ф. Силаев, Б. Д. Фишман. – М. : Металлургия, 1983. – 144 с.
5. Фомина, О. Н. Порошковая металлургия. Энциклопедия международных стандартов / О. Н. Фомина, С. Н. Суворова, Я. М. Турецкий. – М. :
Изд-во стандартов, 1999. – 305 с.
6. Физические величины : справ. / под ред. И. С. Григорьева,
Е. З. Мейлихова. – М. : Энергоатомиздат, 1991. – 1221 с.
7. Физическая химия. Химическая термодинамика : метод. указания /
сост. Д. К. Белащенко, Е. И. Гущина. – Переизд. – М. : МИСиС, 2006. – 20 с.
8. Порошковая металлургия. Материалы, технологии, свойства, области применения : справ. / И. И. Францевич [и др.]. – Киев : Наукова думка,
1985.– 624 с.
9. Злобин, Г. П. Формование изделий из порошков твердых сплавов /
Г. П. Злобин. – М. : Металлургия, 1980. – 184 с.
10. Клячко, Л. И. Оборудование и оснастка для формования порошковых материалов / Л. И. Клячко, А. М. Уманский. – М. : Металлургия, 1990.
– 156 с.
11. Перельман, В. Е. Формование порошковых материалов / В. Е. Перельман. – М. : Металлургия, 1979. – 232 с.
12. Крушинский, А. Н. Спекание изделий из металлических порошков /
А. Н. Крушинский. – М. : Металлургия, 1979. – 68 с.
13. СТО 4.2-07-2008. Система менеджмента качества. Общие требования к
построению, изложению и оформлению документов учебной и научной деятельности / разраб. Т. В. Сильченко, Л. В. Белошапко, В. К. Младенцева, М. И. Губанова. – Введ. впервые 09.12.2008. – Красноярск: ИПК СФУ, 2008. – 47 с.
14. Осокин, Е. Н. Процессы порошковой металлургии : курс лекций /
Е. Н. Осокин, О. А. Артемьева. – Красноярск : ИПК СФУ, 2008. – 423 с. –
(Процессы порошковой металлургии : УМКД № 63-2007 / рук. творч. коллектива Е. Н. Осокин).
15. Стрелов, К. К. Теоретические основы технологии огнеупорных материалов / К. К. Стрелов. – М. : Металлургия, 1985. – 480 с.
Процессы порошковой металлургии. Метод. указания к практическим работам
-99-
ПРИЛОЖЕНИЕ 1
ОБРАЗЕЦ ТИТУЛЬНОГО ЛИСТА
ПРАКТИЧЕСКОЙ РАБОТЫ
Федеральное государственное образовательное учреждение
высшего профессионального образования
«СИБИРСКИЙ ФЕДЕРАЛЬНЫЙ УНИВЕРСИТЕТ»
___________________________________________________
институт
_________________________________________________________________
кафедра
ОТЧЕТ О ПРАКТИЧЕСКОЙ РАБОТЕ
__________________________________________________________________
тема
____________________________________________________
____________________________________________________
Преподаватель
__________
подпись, дата
Студент _______________
код (номер) группы
__________
подпись, дата
________________
инициалы, фамилия
________________
инициалы, фамилия
Красноярск 200_
Процессы порошковой металлургии. Метод. указания к практическим работам
-100-
ПРИЛОЖЕНИЕ 2
ТЕРМОДИНАМИЧЕСКИЕ СВОЙСТВА
НЕКОТОРЫХ ПРОСТЫХ ВЕЩЕСТВ
И СОЕДИНЕНИЙ
Вещество
0
∆Н 298
,
0
∆S 298
,
Теплоемкость
Тmax
∆Ср(298),
6
d·10
Дж/(моль·К)
Коэффициенты уравнения
кДж/моль Дж/(моль·К)
а
b·103
c·10-5
Простые вещества
Ag(s)
Al(s)
Вr2
С(s)
Ca(s)
С1
С12
Cu(s)
Cr(s0
F2
Fe(s)
Н2
Mn(s)
Mg(s)
Ni(s)
О2
Pb(s)
S2
Sb(s)
Si(s)
Ti(s)
Zn(s)
V(s)
0
0
30,92
0
0
121,3
0
0
0
0
0
0
0
0
0
0
0
129,1
0
0
0
0
0
42,69
28,36
245,35
5,74
41,62
165,09
223,0
33,30
23,66
203,39
27,15
130,6
31,76
32,70
29,86
205,03
64,9
227,7
45,69
18,72
30,65
41,59
28,93
23,97
20,68
37,20
17,15
22,2
23,14
36,69
22,64
19,80
34,71
19,25
27,28
23,85
22,32
16,99
31,46
23,93
36,11
23,0
24,02
22,11
22,38
20,52
5,28
12,39
0,71
4,27
13,9
–0,67
1,06
6,28
12,85
1,84
21,0
3,26
14,14
10,26
29,46
3,39
8,70
1,09
7,28
2,58
10,0
10,04
10,80
–0,25
–
–1,19
–8,79
–
–0,96
–2,52
–
–0,26
–3,35
–
0,502
–1,59
–0,431
–
–3,77
–
–3,52
–
–4,23
–
–
0,8
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
25,26
24,37
36,07
8,52
26,34
21,86
34,16
24,51
23,36
31,48
25,51
28,82
26,27
24,91
25,77
28,22
26,52
32,47
25,27
20,02
25,12
25,37
24,91
1 300
931
2 000
2 000
1 120
2 000
2 000
1 300
2 176
2 500
1 800
2 500
2 360
923
1 728
2 500
600
1 500
903
1 683
1 155
692
2 190
–
–
–
–
–
–
–
–
50,78
79,09
75,15
72,86
56,00
44,77
51,07
29,11
728
1 800
2 300
1 055
703
1 609
1 641
2 500
Неорганические соединения
AgCl
Al2O3
AlF3
CaCl2(s)
CuCl(s)
CuO(s)
FeO(s)
CO
–126,8
–1 676,8
–1 511,4
–785,8
–134,7
–165,3
–263,68
–110,5
96,07
50,95
66,53
113,8
91,6
42,64
58,79
197,4
62,26
114,84
134,0
71,88
43,9
38,79
52,80
28,41
4,18
12,81
–
12,72
40,6
20,08
6,24
4,10
–11,30
–
–
–2,5
–
–
–3,19
–0,46
Процессы порошковой металлургии. Метод. указания к практическим работам
-101-
ПРИЛОЖЕНИЕ 2
Продолжение прил. 2
0
0
∆Н 298
,
∆S 298
,
Вещество
кДж/моль Дж/(моль·К)
CO2(s)
Cr2O3
Fe2O3(s)
Fe3O4(s)
HC1
HF
H2O
MnCl2(s)
MnO(s)
MgO(s)
MgCl2
MgF2
MnO2(s)
Sb2S3(s)
SiCl4
SiF4
SiH4
Si3N4(s)
SiO2(s)
TiO2(s)
TiCl4
NiO(s)
ZnO(s)
ZnS(s)
V2O5(s)
–393,51
–1 141,3
–821,32
–1 117,7
–92,30
–268,61
–241,84
–468,61
–384,93
–602,10
–641,75
–1 124,2
–519,65
–160,0
–628,44
–1 548,4
–61,96
–749,1
–859,3
–844,50
–763,7
–239,90
–349,0
–201,0
–1 553,3
213,6
81,2
89,96
151,46
186,70
173,51
188,74
117,15
60,25
26,96
89,68
57,28
53,14
166,6
239,9
284,6
203,81
96,2
42,09
50,37
353,4
38,02
43,5
57,7
131,0
Теплоемкость
∆Ср(298),
c·10-5 d·106
Дж/(моль·К)
–8,53
–
37,23
–15,66
–
118,9
–12,89
–
104,72
–41,82
–
143,45
1,09
–
29,13
–
–
28,57
0,33
–
33,56
–5,73
–
72,97
–3,68
–
44,76
–6,20
–
37,18
–8,62
–
71,43
–9,21
–
61,63
–16,23
–
54,22
–
–
117,75
–11,51
–
90,62
–
–
76,2
–12,77
–
39,85
–
–
99,90
–11,3
–
44,44
–18,21
–
55,06
–9,88
–
95,5
16,29
–
44,34
–9,12
–
40,24
–5,69
–
46,02
–55,35
–
127,74
Коэффициенты уравнения
а
b·10
3
44,14
9,04
113,04 9,21
97,74 72,13
167,03 78,91
26,53
4,60
27,70
2,93
30,00 10,71
75,48 13,22
46,48
8,12
42,62
7,28
79,13
5,94
70,88 10,59
69,45 10,21
101,3 55,20
101,53 6,87
76,2
–
46,26 26,76
70,46 98,81
46,94 34,31
75,24
1, 17
106,55
1
–20,89 157,3
48,99
5,10
50,88
5,19
194,85 –16,33
Тmax
2 000
1 800
1 050
900
2 000
2 000
2 500
923
2 058
2 100
987
1 536
1 120
819
1 400
1 400
1 400
2 170
1 800
1 800
2 000
1 100
600
1 293
943
Примечание. Конденсированные фазы (твердые или жидкие) помечены индексом s.
Процессы порошковой металлургии. Метод. указания к практическим работам
-102-