Облагораживание дистиллятных фракций и остатков нефтяного
advertisement

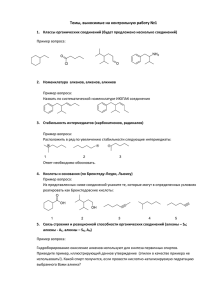
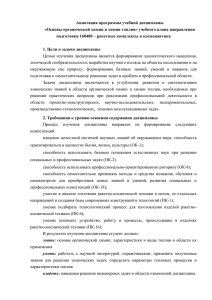
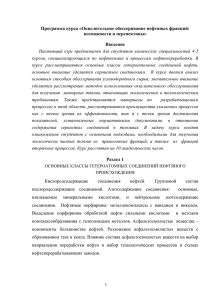
ISSN 1812-9498. ÂÅÑÒÍÈÊ ÀÃÒÓ. 2014. № 2 (58) УДК 665.6 Г. В. Тараканов, А. Р. Рамазанова, Н. Г. Ионов, В. П. Руднев ÎÁËÀÃÎÐÀÆÈÂÀÍÈÅ ÄÈÑÒÈËËßÒÍÛÕ ÔÐÀÊÖÈÉ È ÎÑÒÀÒÊΠÍÅÔÒßÍÎÃÎ È ÃÀÇÎÊÎÍÄÅÍÑÀÒÍÎÃÎ ÑÛÐÜß Для удаления сернистых и других нежелательных соединений из сырьевых компонентов дизельных и судовых топлив в настоящее время применяются в основном процессы гидроочистки, которые, несмотря на свою достаточно высокую эффективность, имеют ряд существенных недостатков. Именно поэтому весьма актуальной является проблема разработки новых процессов очистки нефтяных и газоконденсатных фракций и остатков, которые позволили бы не только снизить в них содержание нежелательных соединений при минимальных затратах, но и получить при этом другие ценные продукты, например сераорганические соединения. Одним из таких процессов является процесс озонолиза дистиллятных фракций – компонентов дизельных топлив с целью их обессеривания. Для получения облагороженных компонентов некоторых судовых топлив возможно применение процесса деасфальтизации углеводородных остатков, кипящих при температуре выше 320 °С, с использованием в качестве растворителя изобутилового спирта с содержанием воды 5 % об. Результаты предварительных исследований показали перспективность применения этих процессов для повышения технологической и технико-экономической эффективности производства среднекипящих дистиллятных и остаточных моторных топлив. Ключевые слова: дизельное топливо, судовое топливо, углеводородное сырьё, облагораживание, озонолиз, деасфальтизация, изопропиловый спирт, технология, эффективность. Введение В дистиллятных судовых топливах марок DMX, DMA, DMZ и DMB (ГОСТ 32510-2013) массовое содержание общей серы не должно превышать 1,5 % (для марки DMX – 1,0 %), а с 2020 г. – 0,5 %. Дизельное топливо для быстроходных дизельных и газотурбинных двигателей наземной и судовой техники (ГОСТ 305-2013), предназначенное для широкого внутреннего потребления, должно иметь массовую долю общей серы не более 0,05 %. В настоящее время для удаления сернистых соединений из сырьевых компонентов подобных моторных топлив применяются в основном процессы гидроочистки. Однако, несмотря на достаточно высокую эффективность этих процессов, они характеризуются рядом недостатков, среди которых: – высокие затраты на проведение процесса и необходимость применения дорогостоящих катализаторов, которые имеют сравнительно небольшой межрегенерационный период; – ингибирующее воздействие и малая реакционная способность тиофеновых углеводородов в процессе гидроочистки; – безвозвратная потеря в ходе гидрогенолиза ценных сераорганических соединений, к которым относятся, например, сульфоксиды и сульфоны природного происхождения, широко применяемые в химической, нефтяной и металлургической отраслях промышленности, а также в сельском хозяйстве [1–4]. Известно, что реакционная способность (и скорость реакций) сернистых соединений в реакциях гидрогенолиза снижается в зависимости от их строения: сульфиды > тиофены > бензотиофены > дибензотиофены [5]. В структуре большинства молекул сернистых соединений, входящих в состав среднекипящих нефтяных и газоконденсатных сырьевых компонентов моторных топлив, имеются тиофановые или тиофеновые кольца, сконденсированные с углеводородными циклами или связанные с ними через углеродные мостики. В частности, установлено, что в ароматических сернистых соединениях фракции 220–300 °С присутствуют в основном С2–С5-замещённые бензотиофены и дибензотиофены, а во фракции выше 300 °С – С5–С6-замещённые бензотиофены, дибензотиофен, 4-метилдибензотиофен и диметилбензотиофены. Введение метильного заместителя в дибензотиофен снижает степень гидрообессеривания углеводородной фракции на 30 %, а введение двух метильных заместителей – до 80 % [5]. 42 ÃÅÎËÎÃÈß, ÄÎÁÛ×À È ÏÅÐÅÐÀÁÎÒÊÀ ÓÃËÅÂÎÄÎÐÎÄΠПриродные тиофены в составе нефтяных и газоконденсатных фракций относятся к наиболее химически стабильным сераорганическим соединениям. В целом сернистые соединения среднекипящих (дизельных) фракций можно условно разделить на три группы [6]: – легкогидрируемые соединения – смесь алифатических и циклических сульфидов; – среднегидрируемые соединения – гомологи тиофена и бензотиофена; – трудногидрируемые соединения – производные дибензотиофена. Удаление тиофеновых и тиофановых соединений при гидроочистке моторных топлив для получения марок с улучшенными экологическими характеристиками требует ужесточения технологического режима процесса, применения высокоактивных катализаторов или их комбинаций и других экономически затратных мероприятий (например, технологии раздельной гидроочистки лёгких и тяжёлых фракций при разных рабочих условиях). В среднекипящих и тяжёлых нефтяных фракциях сера входит также в состав смолистоасфальтеновых веществ. Кроме того, в этих фракциях в незначительных количествах присутствуют лёгкие меркаптаны и сероводород, наличие которых обусловлено особенностями технологии перегонки сернистых нефтей и газовых конденсатов. В этом сырье, поступающем на установки атмосферной перегонки, может оставаться, после его предварительной стабилизации, до 100 мг/дм3 сероводорода и летучих меркаптанов. Сероводород и летучие меркаптаны образуются также в результате термолиза сернистых соединений в ходе процесса перегонки. Таким образом, разработка методов очистки нефтяных и газоконденсатных фракций и остатков, которые позволили бы не только снизить в них содержание сераорганических соединений при минимальных затратах, но и получить при этом ценные сераорганические соединения, является весьма актуальной. Экспериментальное исследование методов облагораживания углеводородного сырья Одним из таких методов может явиться окисление сернистых соединений озоном – озонирование – с последующей экстракцией окисленных соединений. Ранее было установлено, что процесс озонного окисления сернистых соединений протекает при обычной температуре без применения катализаторов, а окисленные соединения легко извлекаются в ходе экстракции растворителем, например обводненным ацетоном [7]. Следует также отметить, что озонирование – это способ изменения химического состава и физико-химических свойств нефти, газового конденсата и их фракций. Например, применение озонирования в технологиях добычи и переработки нефтяного и газоконденсатного сырья позволяет селективно удалять нежелательные компоненты из углеводородных дистиллятов и остатков и увеличивать выход лёгких светлых фракций из тяжёлого углеводородного сырья [7, 8]. Способность продуктов озонирования нефти проявлять поверхностную активность на границе раздела фаз вода-нефть определила возможность их использования как реагентов для промысловой деэмульсации нефти [1]. Для очистки дистиллятных фракций от серосодержащих компонентов нами предложен процесс озонолиза, принципиальная технологическая схема которого представлена на рис. 1. 3 4 6 5 2 1 Рис. 1. Схема установки озонирования дизельной фракции: 1 – насос; 2 – эжектор; 3 – озонатор; 4 – расходомер; 5 – сепаратор; 6 – сырьевая емкость; I – дизельная фракция; II – прореагировавшая смесь дизельной фракции и озонированного воздуха; III – отходящие газы; IV – осушенный воздух; V – озоновоздушная смесь; VI – окисленная дизельная фракция 43 ISSN 1812-9498. ÂÅÑÒÍÈÊ ÀÃÒÓ. 2014. № 2 (58) Предварительно нагретая дизельная фракция I из ёмкости 6 насосом 1 прокачивается в эжектор 2 для равномерного смешения и взаимодействия с озоновоздушной смесью V, получаемой в озонаторе 3. Далее поток II (прореагировавшая дизельная фракция и растворённый в ней озонированный воздух) из эжектора 2 подается в сепаратор 5, в котором происходит разделение газожидкостной смеси. С верха сепаратора отбирается газ III, с низа – окисленная дизельная фракция VI, направляемая затем в термический блок (на схеме не показан) для деструкции окисленных сернистых соединений. Предварительные эксперименты показали перспективность использования озонолиза для обессеривания дистиллятных фракций углеводородного сырья, используемых в качестве компонентов дизельных топлив. Наряду с проблемой улучшения экологических свойств дизельных топлив стоит проблема улучшения показателей качества судовых дистиллятных и остаточных топлив, т. к. одной из основных причин загрязнения окружающей среды водным транспортом является наличие в бункерном топливе судов и кораблей гетеро- и металлоорганических соединений, а также механических примесей. В настоящее время на международном уровне осуществляется разработка новых стандартов на судовые топлива, ужесточающих требования к экологической безопасности водного бассейна [9–10]. В соответствии с требованиями Международной конвенции по предотвращению загрязнения с судов (MARPOL 73/78 – International Convention for the Prevention of Pollution from Ships) с 1.01.2012 г. в мировом масштабе введено ограничение содержания серы в бункеровочном топливе до 3,5 % мас. В августе 2012 г. к MARPOL 73/78 присоединилась Северная Америка (в частности, Канада и США). С 2015 г. максимальное содержание общей серы в судовых топливах в Североамериканской зоне особого контроля вредных выбросов с судов (ECA – Emission Control Areas) составит до 0,1 % мас., а с 2020 г. максимальное содержание этой серы вне зон ECA, в том числе и в России, будет ограничено 0,5 % мас. [11]. В связи с этим поиск альтернативных технологий (наряду с усовершенствованием гидрокаталитических процессов), обеспечивающих выпуск судовых топлив с улучшенными эксплуатационными и экологическими свойствами, является весьма актуальным, так же как и для дизельных топлив. К подобным технологиям, способствующим снижению в углеводородных фракциях и остатках гетероциклических соединений, полициклических ароматических углеводородов, смол и асфальтенов, можно отнести процесс их деасфальтизации низкомолекулярными спиртами [12]. Нами проведены предварительные исследования процесса деасфальтизации остатка астраханского газового конденсата, выкипающего при температуре выше 320 °С. В качестве растворителя использовался изобутиловый спирт с содержанием воды 5 % об. Одноступенчатую деасфальтизацию остатка проводили в термостатированной стеклянной делительной воронке (рис. 2). Рис. 2. Схема цилиндрического стеклянного экстрактора: 1 – мешалка; 2 – экстрактор с водяной рубашкой Регенерацию растворителя осуществляли на лабораторной установке (рис. 3). 44 ÃÅÎËÎÃÈß, ÄÎÁÛ×À È ÏÅÐÅÐÀÁÎÒÊÀ ÓÃËÅÂÎÄÎÐÎÄΠ3 4 5 7 7 8 1 2 6 Рис. 3. Схема лабораторной установки для отгона (регенерации) растворителя: 1 – трехгорловая колба для раствора; 2 – колбонагреватель; 3 – термометр; 4 – трубка для подачи инертного газа; 5 – холодильник; 6 – приемник; 7 – аллонж; 8 – теплоизоляция Температура процесса деасфальтизации составляла 40 °С, время перемешивания и отстаивания – 20 и 30 минут соответственно. Кратность растворителя к сырью варьировалась в соотношениях 3 : 1; 6 : 1 и 7 : 1 (мас.). Физико-химические характеристики полученных деасфальтизатов представлены в таблице. Физико-химические характеристики деасфальтизатов Показатель Деасфальтизат 1 Выход, % мас. 65,5 Плотность при температуре 20 °С, г/м3 914 Температура застывания, °С 33 Коксуемость по Конрадсону, % мас. 1,5 Деасфальтизат 2 88,1 908 34 0,7 Деасфальтизат 3 94,2 908 38 0,6 На основании полученных результатов можно сделать следующие выводы: при массовой кратности растворителя к сырью 3 : 1 выход деасфальтизата невысок (65,5 % мас. на сырьё), при увеличении кратности растворителя пропорционально возрастает выход целевого продукта, однако при достижении массовой кратности 7 : 1 качество деасфальтизата улучшается незначительно. Очевидно, что оптимальным по качеству является деасфальтизат 2, полученный при кратности растворителя к сырью 6 : 1 (мас.) Заключение Таким образом, перспективность использования процесса озонолиза для обессеривания дистиллятных фракций углеводородного сырья, используемых в качестве компонентов дизельных топлив, подтверждена результатами проведенных нами предварительных экспериментов. Помимо этого были проведены предварительные исследования процесса деасфальтизации остатка астраханского газового конденсата, выкипающего при температуре выше 320 °С. Оптимальным по качеству оказался деасфальтизат, полученный при кратности растворителя (обводнённого изобутилового спирта) к сырью 6 : 1 (мас.) Очевидно, что вовлечение в производство судовых топлив газоконденсатных остатков с их предварительной очисткой от гетероатомных соединений, полициклических ароматических углеводородов, смол и асфальтенов будет способствовать значительному расширению сырьевой базы для производства судовых топлив. СПИСОК ЛИТЕРАТУРЫ 1. Камьянов В. Ф. Окислительное обессеривание углеводородного сырья / В. Ф. Камьянов, П. П. Сивирилов, А. К. Лебедев // Нефтехимия. 1996. Т. 36, № 1. С. 42–46. 2. Камьянов В. Ф. Окислительное обессеривание углеводородного сырья / В. Ф. Камьянов, П. П. Сивирилов, А. К. Лебедев // Нефтехимия. 1996. Т. 36, № 2. С. 127–131. 3. Лунин В. В. Обессеривание и деметаллизация тяжелых фракций нефти путем озонолиза и радиолиза / В. В. Лунин, В. К. Французов, Н. М. Лихтерова // Нефтехимия. 2002. Т. 42, № 3. С. 195–202. 45 ISSN 1812-9498. ÂÅÑÒÍÈÊ ÀÃÒÓ. 2014. № 2 (58) 4. Казаков А. А. О возможности использования озона для облагораживания тяжелого нефтяного и газоконденсатного сырья / А. А. Казаков, Г. В. Тараканов // Вестн. Астрахан. гос. техн. ун-та. 2011. № 2 (52). С. 65–68. 5. Логинов С. А. Разработка новой технологии процесса гидрообессеривания дизельных топлив / С. А. Логинов, Б. Л. Лебедев, В. М. Капустин, А. И. Луговской, В. М. Курганов, К. Б. Рудяк // Нефтепереработка и нефтехимия. 2001. № 11. С. 67–74. 6. Казаков А. А. Разработка технологии облагораживания высокосернистого газоконденсатного мазута: дис. … канд. техн. наук / А. А. Казаков. Астрахань, 2014. 122 с. 7. Сазонов Д. С. Получение компонентов сырья экологически чистого дизельного топлива методом озонолиза среднедистиллятных фракций нефти: дис. … канд. техн. наук / Д. С. Сазонов. М., 2010. 263 с. 8. Лебедев Б. Л. Исследование состава и реакционноспособности сернистых соединений в процессе гидрообессеривания дизельных топлив / Б. Л. Лебедев, С. А. Логинов, О. Л. Коган, Е. В. Лобзин, В. М. Капустин, А. И. Луговской, К. Б. Рудяк // Нефтепереработка и нефтехимия. 2001. № 11. С. 62–67. 9. Митусова Т. Н. Новый стандарт на судовые топлива / Т. Н. Митусова, И. А. Пугач, Н. П. Аверина // Нефтепереработка и нефтехимия. 2003. № 4. С. 19–23. 10. Митусова Т. Н. Судовые топлива / Т. Н. Митусова, Е. В. Непомнящая // Мир нефтепродуктов. 2009. № 9–10. С. 58–61. 11. Филиппова О. В. СПГ – топливо будущего / О. В. Филиппова // Газовая промышленность. 2013. № 2. С. 41. 12. А. с. 1616968 СССР, C 10 G 67/04. Способ переработки нефтяных остатков / Скиданова Н. И., Мановян А. К., Тараканов Г. В., Кадиев Х. М. № 4652461/31-04; заявл. 16.02.89; опубл. 30.12.90, Бюл. № 48. 4 с. Статья поступила в редакцию 14.10.2014 ÈÍÔÎÐÌÀÖÈß ÎÁ ÀÂÒÎÐÀÕ Òàðàêàíîâ Ãåííàäèé Âàñèëüåâè÷ – Ðîññèÿ, 414056, Àñòðàõàíü; Àñòðàõàíñêèé ãîñó- äàðñòâåííûé òåõíè÷åñêèé óíèâåðñèòåò; ä-ð òåõí. íàóê, ïðîôåññîð; çàâ. êàôåäðîé «Õèìè÷åñêàÿ òåõíîëîãèÿ ïåðåðàáîòêè íåôòè è ãàçà»; g.tarakanov@astu.org. Ðàìàçàíîâà Àçàëèÿ Ðàìàçàíîâíà – Ðîññèÿ, 414056, Àñòðàõàíü; Àñòðàõàíñêèé ãîñóäàðñòâåííûé òåõíè÷åñêèé óíèâåðñèòåò; êàíä. òåõí. íàóê; äîöåíò êàôåäðû «Õèìè÷åñêàÿ òåõíîëîãèÿ ïåðåðàáîòêè íåôòè è ãàçà»; razalija79@mail.ru. Èîíîâ Íèêîëàé Ãåííàäüåâè÷ – Ðîññèÿ, 414056, Àñòðàõàíü; Àñòðàõàíñêèé ãîñóäàðñòâåííûé òåõíè÷åñêèé óíèâåðñèòåò; àñïèðàíò êàôåäðû «Õèìè÷åñêàÿ òåõíîëîãèÿ ïåðåðàáîòêè íåôòè è ãàçà»; ion.nikola.1988@yandex.ru. Ðóäíåâ Âèòàëèé Ïåòðîâè÷ – Ðîññèÿ, 414056, Àñòðàõàíü; Àñòðàõàíñêèé ãîñóäàðñòâåííûé òåõíè÷åñêèé óíèâåðñèòåò; ä-ð òåõí. íàóê, ïðîôåññîð; ïðîôåññîð êàôåäðû «Õèìè÷åñêàÿ òåõíîëîãèÿ ïåðåðàáîòêè íåôòè è ãàçà»; g.tarakanov@astu.org. G. V. Tarakanov, A. R. Ramazanova, N. G. Ionov, V. P. Rudnev HARDENING OF DISTILLATE FRACTIONS AND RESIDUE OIL AND GAS CONDENSATE FEEDSTOCK Abstract. To remove sulfur and other undesirable compounds from raw components of diesel and marine fuels mostly the hydrotreating processes are currently used, which, despite its relatively high efficiency, have a number of significant drawbacks. Therefore, it is highly important issue for the development of the new prоcesses of treatment of oil and gas condensate fractions and residues that would not only reduce the content of undesirable compounds at minimum cost, but also get other valuable products, such as organic sulfur compounds. One of such processes is the process of ozonolysis of distillate fractions – components of diesel fuels for desulfurization. To obtain the refined components of some marine fuels it is possible to use the process of deasphaltizing hydrocarbon residue boiling at above 320 °C and using isobutyl alcohol with a water content of 5 % by vol. as a solvent. The results of preliminary studies have shown the promising applications of these 46 ÃÅÎËÎÃÈß, ÄÎÁÛ×À È ÏÅÐÅÐÀÁÎÒÊÀ ÓÃËÅÂÎÄÎÐÎÄΠprocesses to improve the technological and technical-economic efficiency of production of medium-boiling distillate and residual motor fuels. Key words: diesel fuel, marine fuel, hydrocarbon crude, refining, ozonolysis, deasphaltizing, isopropyl alcohol, technology, efficiency. REFERENCES 1. Kam'ianov V. F., Sivirilov P. P., Lebedev A. K. Okislitel'noe obesserivanie uglevodorodnogo syr'ia [Oxidizing desulfuring of hydrocarbon crude]. Neftekhimiia, 1996, vol. 36, no. 1, pp. 42–46. 2. Kam'ianov V. F., Sivirilov P. P., Lebedev A. K. Okislitel'noe obesserivanie uglevodorodnogo syr'ia [Oxidizing desulfuring of hydrocarbon crude]. Neftekhimiia, 1996, vol. 36, no. 2, pp. 127–131. 3. Lunin V. V., Frantsuzov V. K., Likhterova N. M. Obesserivanie i demetallizatsiia tiazhelykh fraktsii nefti putem ozonoliza i radioliza [Desulfuring and demetallization of heavy oil fractions by means of ozonolysis and radiolysis]. Neftekhimiia, 2002, vol. 42, no. 3, pp. 195–202. 4. Kazakov A. A., Tarakanov G. V. O vozmozhnosti ispol'zovaniia ozona dlia oblagorazhivaniia tiazhelogo neftianogo i gazokondensatnogo syr'ia [On the possibility of ozone for upgrading of heavy oil and gas condensate crude]. Vestnik Astrakhanskogo gosudarstvennogo tekhnicheskogo universiteta, 2011, no. 2 (52), pp. 65–68. 5. Loginov S. A., Lebedev B. L., Kapustin V. M., Lugovskoi A. I., Kurganov V. M., Rudiak K. B. Razrabotka novoi tekhnologii protsessa gidroobesserivaniia dizel'nykh topliv [Development of new technology of the process of hydro-desulfuring of diesel fuels]. Neftepererabotka i neftekhimiia, 2001, no. 11, pp. 67–74. 6. Kazakov A. A. Razrabotka tekhnologii oblagorazhivaniia vysokosernistogo gazokondensatnogo mazuta. Dissertatsiia kand. tekhn. nauk [Development of the technology of upgrading sour crude gas condensate fuel oil. Dis. cand. tech. sci.]. Astrakhan, 2014. 122 p. 7. Sazonov D. S. Poluchenie komponentov syr'ia ekologicheski chistogo dizel'nogo topliva metodom ozonoliza srednedistilliatnykh fraktsii nefti. Dissertatsiia kand. tekhn. nauk [Recovery of the components of crude of ecologically pure diesel fuel using the method of ozonolysis of medium-distillate oil fractions. Dis. cand. tech. sci.]. Moscow, 2010. 263 p. 8. Lebedev B. L., Loginov S. A., Kogan L. O., Lobzin E. V., Kapustin V. M., Lugovskoi A. I., Rudiak K. B. Issledovanie sostava i reaktsionnoi sposobnosti sernistykh soedinenii v protsesse gidroobesserivaniia dizel'nykh topliv [Study of the content and reactional capacity of sulfur compounds during the process of hydro-desulfuring of diesel fuel]. Neftepererabotka i neftekhimiia, 2001, no. 11, pp. 62–67. 9. Mitusova T. N., Pugach I. A., Averina N. P. Novyi standart na sudovye topliva [New standard for marine fuel]. Neftepererabotka i neftekhimiia, 2003, no. 4, pp.19–23. 10. Mitusova T. N., Nepomniashchaia E. V. Sudovye topliva [Marine fuel]. Mir nefteproduktov, 2009, no. 9–10, pp. 58–61. 11. Filippova O. V. SPG – toplivo budushchego [LNG – fuel of future]. Gazovaia promyshlennost', 2013, no. 2, p. 41. 12. Skidanova N. I., Manovian A. K., Tarakanov G. V., Kadiev Kh. M. Sposob pererabotki neftianykh ostatkov [Method of processing of oil residues]. Inventor's certificate URSS, no. 4652461/31-04, 1990. The article submitted to the editors 14.10.2014 INFORMATION ABOUT THE AUTHORS Tarakanov Gennadiy Vasilievich – Russia, 414056, Astrakhan; Astrakhan State Technical University; Doctor of Technical Sciences, Professor; Head of the Department "Chemical Technology of Oil and Gas Processing"; g.tarakanov@astu.org. Ramazanova Azaliya Ramazanovna – Russia, 414056, Astrakhan; Astrakhan State Technical University; Candidate of Technical Sciences; Assistant Professor of the Department "Chemical Technology of Oil and Gas Processing"; razalija79@mail.ru. Ionov Nikolay Gennadievich – Russia, 414056, Astrakhan; Astrakhan State Technical University; Postgraduate Student of the Department "Chemical Technology of Oil and Gas Processing"; ion.nikola.1988@yandex.ru. Rudnev Vitaliy Petrovich – Russia, 414056, Astrakhan; Astrakhan State Technical University; Doctor of Technical Sciences, Professor; Professor of the Department "Chemical Technology of Oil and Gas Processing"; g.tarakanov@astu.org. 47