На правах рукописи ШПЕЛЕВА ЛАРИСА СЕРГЕЕВНА РАЗРАБОТКА РАЦИОНАЛЬНОЙ ТЕХНОЛОГИИ ОЧИСТКИ
advertisement

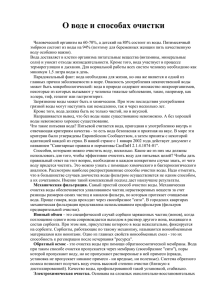
На правах рукописи ШПЕЛЕВА ЛАРИСА СЕРГЕЕВНА РАЗРАБОТКА РАЦИОНАЛЬНОЙ ТЕХНОЛОГИИ ОЧИСТКИ ВОДНЫХ РАСТВОРОВ ДИЭТАНОЛАМИНА ПРИ АБСОРБЦИОННОМ ИЗВЛЕЧЕНИИ КИСЛЫХ КОМПОНЕНТОВ ИЗ ПРИРОДНОГО ГАЗА Специальность 05.17.07 – Химическая технология топлива и высокоэнергетических веществ АВТОРЕФЕРАТ диссертации на соискание ученой степени кандидата технических наук Астрахань – 2011 г. 2 Работа выполнена в Астраханском государственном техническом университете Научный руководитель: кандидат технических наук, доцент Чудиевич Дария Алексеевна Официальные оппоненты: доктор технических наук, профессор Ясьян Юрий Павлович кандидат технических наук Колокольцев Сергей Николаевич ООО «Научно-исследовательский институт природных газов и газовых технологий – Газпром ВНИИГАЗ» Ведущая организация: Защита состоится «20» мая 2011 г. в 1400 часов на заседании диссертационного совета ДМ 307.001.04 при Астраханском государственном техническом университете (АГТУ) по адресу: 414025, г. Астрахань, ул. Татищева, 16, 2-ой учебный корпус АГТУ, ауд. 201. С диссертацией можно ознакомиться в научной библиотеке АГТУ (г. Астрахань, ул. Татищева, 16, главный учебный корпус АГТУ) Автореферат разослан « 19 » апреля 2011 г. Ученый секретарь диссертационного совета, кандидат химических наук, доцент Е.В. Шинкарь 3 ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ Актуальность темы исследования. В настоящее время добыча сероводородсодержащего природного газа составляет значительную часть всего объема добываемого газа. Выбор процесса очистки газа от сернистых соединений определяется экономикой и зависит от многих факторов, основными из которых являются: состав и параметры сырьевого газа, требуемая степень очистки и область использования товарного газа, наличие и параметры энергоресурсов, отходы производства и др. В зарубежной и отечественной практике для очистки газа от сероводорода и диоксида углерода используется технология с применением алканоламинов. Основными достоинствами этой технологии являются: высокая и надежная степень очистки газа независимо от парциального давления сероводорода и углекислоты, низкая вязкость водных поглотительных растворов, низкая абсорбция углеводородов, что гарантирует высокое качество кислых газов, являющихся сырьем для производства серы. Использование аминовых растворов в процессах очистки газов имеет ряд недостатков, основными из которых являются вспенивание абсорбента, а в ряде случаев уменьшение с течением времени его поглотительной способности. Основной причиной возникающих в процессе эксплуатации трудностей служит термохимическое разложение растворов абсорбента при взаимодействии с диоксидом углерода, содержащимся в очищаемом газе, при котором образуются продукты деструкции – азотсодержащие органические соединения. Присутствие их в аминовых растворах ухудшает эксплуатационные свойства абсорбента, т.е. увеличивает вязкость раствора, снижает абсорбционные свойства, значительно повышает пенообразование раствора. Эффективным способом уменьшения содержания примесей в аминовых растворах является вакуумная дистилляция. Этот процесс широко применяется для очистки моноэтаноламина. Очистка растворов диэтаноламина методом вакуумной дистилляции в России до настоящего времени не проводилась. 4 Поэтому исследование особенностей процессов очистки растворов диэтаноламина, а также разработка рациональной технологической схемы и режимов этого процесса является актуальной научно-прикладной задачей, решение которой позволит значительно повысить технико-экономические показатели процесса очистки газа от сероводорода и диоксида углерода. Цель работы. Исследование и разработка комплексной рациональной технологии очистки рабочих растворов диэтаноламина, позволяющей улучшить качество абсорбента, увеличить производительность установок аминовой очистки газа, а также обеспечить безотходный замкнутый цикл производства за счет дальнейшего применения образующегося отхода. Основные задачи исследования: 1. Определение основных причин загрязнения абсорбента на промышленных установках очистки газа от сероводорода и диоксида углерода и оценка степени влияния его загрязненности на эффективность работы этих установок. 2. Экспериментальное исследование процессов очистки водных растворов абсорбента. 3. Изучение особенностей применения процесса вакуумной дистилляции для очистки растворов диэтаноламина и исследование основных характеристик получаемых продуктов. 4. Анализ вариантов утилизации и использования остатка вакуумной дистилляции растворов диэтаноламина. 5. Разработка комплексной безотходной технологии очистки рабочих растворов диэтаноламина от продуктов деструкции. Научная новизна работы. 1. Определена концентрация продуктов деструкции диэтаноламина, не влияющая на эффективность работы абсорбента, используемого для очистки газа с высоким содержанием сероводорода и диоксида углерода. 2. Определена зависимость скорости образования продуктов деструкции диэтаноламина от времени эксплуатации абсорбента, используемого для очистки газов с высоким содержанием сероводорода и диоксида углерода. 5 3. Впервые экспериментально подтверждена эффективность использования процесса вакуумной дистилляции для очистки водных растворов диэтаноламина с концентрацией продуктов деструкции более 10% масс. 4. Научно обоснована и экспериментально подтверждена возможность использования продуктов деструкции диэтаноламина в качестве компонентанейтрализатора сероводорода в технологических жидкостях, применяемых при бурении и ремонте скважин. Защищаемые положения. 1. Научно обоснованная закономерность изменения количества продуктов деструкции диэтаноламина от времени его эксплуатации. 2. Технология вакуумной дистилляции для очистки водных растворов диэтаноламина с высоким содержанием продуктов деструкции. 3. Технология очистки водных растворов диэтаноламина с использованием образующегося отхода. 4. Рациональное направление по использованию кубового остатка вакуумной дистилляции компонента-нейтрализатора водных растворов сероводорода в диэтаноламина технологических в качестве жидкостях, используемых в процессах бурения и ремонта скважин. Практическая ценность и реализация работы. 1. Разработана безотходная технология комплексной очистки раствора диэтаноламина от продуктов деструкции на газовых и газоконденсатных месторождениях с высоким содержанием сероводорода в пластовой смеси. 2. Кубовый остаток, образующийся в качестве отхода в процессе вакуумной дистилляции диэтаноламина, принят в качестве компонентанейтрализатора сероводорода для технологических жидкостей и буровых растворов. 3. Полученные в ходе выполнения работы технологические параметры процесса вакуумной дистилляции приняты при составлении регламента на проектирование промышленной установки на ГПЗ ООО «Газпром добыча Астрахань». 6 4. Основные положения и результаты диссертационной работы используются в Астраханском государственном техническом университете при подготовке инженеров-технологов по специальности 250400 «Химическая технология природных энергоносителей и углеродных материалов» при чтении курса лекций по дисциплине «Технология переработки природного газа», а также в процессе выполнения дипломных проектов. Апробация работы. Материалы диссертационной работы в 2007-2010 гг. докладывались на 51-ой, 52-ой и 54-ой научно-технических конференциях профессорско-преподавательского состава Астраханского государственного технического университета; на XV научно-практической конференции молодых ученых и специалистов «Проблемы развития газовой промышленности Западной Сибири» (г. Тюмень, диплом 1 степени); на 2-ой конференции молодых специалистов и работников ООО «Газпром добыча Астрахань» «Инновационные решения молодых в освоении Астраханского газоконденсатного месторождения» (г. Астрахань); на 1-ой научно-технической конференции молодых работников Астраханского газоперерабатывающего завода ООО «Газпром добыча Астрахань» «Вклад молодых в освоение Астраханского газоконденсатного месторождения» (г. Астрахань, диплом 3 степени); на отраслевой научнотехнической конференции «Взгляд в будущее» (г. Ямбург); на 2-ой научнопрактической молодежной конференции «Новые технологии в газовой отрасли: опыт и преемственность» (Московская обл., пос. Развилка, диплом 1 степени). Публикации. Основные положения и результаты работы опубликованы в 14 научных работах, в том числе 3 статьи в рецензируемых научных журналах, входящих в Перечень ВАК, 1 статья в журнале «Вестник АГТУ», 2 статьи в сборниках ИРЦ «Газпром», 8 тезисов докладов на конференциях. Объем и структура работы. Диссертация изложена на 134 страницах, включает 23 таблицы, 29 иллюстраций и состоит из введения, пяти глав, выводов и списка использованных источников из 78 наименований. 7 СОДЕРЖАНИЕ РАБОТЫ Во введении обоснована актуальность выбранной темы диссертации, определены задачи исследования. В первой главе рассмотрено современное состояние и перспективы развития процессов очистки природного газа от сероводорода и других кислых компонентов. Показано, что основное место среди способов очистки газа от сероводорода и углекислого газа занимают процессы с использованием алканоламинов. Важнейшим условием успешной эксплуатации установок аминовой очистки природного газа от серосодержащих соединений является поддержание высокого качества циркулирующего раствора абсорбента. Известно, что при длительной циркуляции растворов диэтаноламина, используемых для очистки газов с высоким содержанием сероводорода и диоксида углерода, в системе накапливаются побочные продукты, обусловливающие не только вспенивание абсорбента и уменьшение с течением времени его поглотительной способности, но и коррозию технологического оборудования, что приводит к серьезным осложнениям при работе в промышленных условиях. В образовании побочных продуктов принимают участие диоксид углерода, кислород, сернистые соединения, материалы аппаратуры и др. Опытными исследованиями установлено, что стандартные методы очистки, такие как фильтрование или применение ионообменных смол, не могут быть применены. Наиболее эффективным способом уменьшения содержания примесей в диэтаноламине является его вакуумная дистилляция. Данный процесс применяется для очистки моноэтаноламина. Очистка растворов ДЭА методом вакуумной дистилляции в России до настоящего времени не проводилась. Использование данной технологии влечет за собой образование нового отхода – кубового остатка. Выполнен анализ возможных методов утилизации кубового остатка вакуумной дистилляции аминовых растворов. Анализ литературных данных позволил определить перспективные направления исследования, сформулировать цель и задачи работы. 8 Во второй главе описаны методы исследования, использованные при выполнении работ в лабораторных и промышленных условиях. Поставленные в диссертации задачи решались путем выполнения исследований по следующим направлениям: – обследование и обобщение данных основных технологических показателей работы промышленных установок очистки газа от сероводорода и диоксида углерода ГПЗ ООО « Газпром добыча Астрахань»; – определение основных физико-химических характеристик рабочих растворов диэтаноламина с различным временем эксплуатации; – экспериментальное исследование процесса вакуумной дистилляции водных растворов диэтаноламина; – определение основных физико-химических характеристик фракции диэтаноламина и получаемого в процессе вакуумной дистилляции кубового остатка; – разработка технологии использования остатка вакуумной дистилляции растворов диэтаноламина в качестве компонента-нейтрализатора сероводорода и диоксида углерода. Для оценки влияния содержания продуктов деструкции в рабочих растворах диэтаноламина на стабильность работы установок очистки газа от сероводорода и диоксида углерода были изучены фактические показатели их работы в зависимости от качества циркулирующего абсорбента. Для оценки эффективности и стабильности работы установок проводили анализ данных режимных листов, в которых исследовались следующие основные параметры: – расход регенерированного и полурегенерированного амина; – давление газа на входе на установку; – уровень в сепараторе сырого газа; – температура куба в абсорбере; – температура на контрольной тарелке в абсорбере; – перепад давления в абсорбере; – расход обессеренного газа на выходе из абсорбера; 9 – количество подаваемого в абсорбер пеногасителя. Физико-химические характеристики проб рабочих растворов диэтаноламина с различной концентрацией в них продуктов деструкции были определены в соответствии с различными методиками, представленными в таблице 1. Таблица 1 – Методы анализов проб абсорбента, отобранных на установках очистки природного газа от сероводорода и диоксида углерода Анализируемый показатель Метод анализа Вспениваемость абсорбента: высота пены, мм стабильность, с Ингибитор коррозии, мг/л Р51-00158623-11-95 СТП 05780913.25.7-2009 Механические примеси, мг/л МИ-69 Содержание кремния, мг/л ГОСТ 20841.2 Компонентный состав, % масс. ПР 51-31323949-47-2000 Концентрация, % масс. ПР 51-31323949-47-2000 Поверхностное натяжение, мН/м Для проведения лабораторных Методика, разработанная Институтом проблем Нефтехимпереработки Академии Наук Республики Башкортостан исследований процесса вакуумной дистилляции рабочих растворов диэтаноламина была собрана лабораторная установка, представленная на рисунке 1. I и II – вход и выход охлаждающей воды; III – соединение с вакуумным насосом; 1 – термометр, 2 – дефлегматор, 3 – круглодонная колба, 4 – колбонагреватель, 5 – прямой холодильник, 6 – колба Бунзена, 7 – вакуумметр, 8 – зажим для регулирования вакуума Рисунок 1 – Лабораторная установка вакуумной дистилляции водного раствора аминового абсорбента 10 Физико-химические характеристики полученной аминовой фракции определяли по методикам, представленным в таблице 1 для рабочих растворов ДЭА. Для полученного в лабораторных условиях кубового остатка определяли показатели, представленные в таблице 2. Таблица 2 – Методы анализов кубового остатка, полученного при проведении вакуумной дистилляции раствора ДЭА Анализируемый показатель Плотность, кг/м3 Метод анализа ГОСТ 3900 Потери при прокаливании, % отн. МИ-149 Арбитражный метод определения ХПК для производственных сточных вод Коэффициент ХПК Содержание тяжелых металлов и железа, мкг/кг ФР.1.39.2007.03222; ФР.1.39.2007.03223 Класс опасности Определение поглотительной способности и количества сероводорода, кг H2S/м3 В третьей М 01-37-2006, М 01-29-2006 главе проанализированы ГОСТ 22387.2 основные технологические параметры работы установок очистки газа от сероводорода и диоксида углерода на ГПЗ ООО «Газпром добыча Астрахань». Рассматривая причины наблюдаемого для ГПЗ ООО «Газпром добыча Астрахань» более быстрого, по сравнению с другими заводами, накопления продуктов деструкции диэтаноламина и термостабильных солей в растворах амина, можно выделить следующие факторы, способствующие ухудшению характеристик рабочих растворов амина с течением времени: высокое содержание диоксида углерода (14 % об.) и карбонатов в сырье, поступающем на ГПЗ; высокая концентрация амина в абсорбенте (42 % масс.), высокая степень насыщения абсорбента кислыми компонентами (0,72-0,85 моль/моль) и отсутствие возможности надлежащего воздушного охлаждения абсорбента, особенно в летние месяцы при температуре окружающей среды выше 30 °С; наличие в составе газа, поступающего на установки аминовой очистки, примесей химических реагентов, применяемых с целью ингибирования 11 и интенсификации притока газа на промысле, с карбонатной породой и компонентами сырья. В результате комплексного обследования работы установок получены данные по изменению физико-химических характеристик абсорбента и расчету скорости накопления ПДД в процессе эксплуатации аминового раствора. Установлено, что скорость образования продуктов деструкции диэтаноламина убывает с течением времени. В течение первого года работы после замены абсорбента наблюдается максимальная скорость образования ПДД. В первый год их образуется до 0,5 % масс. в месяц, через три года уже только 0,2 % масс. диэтаноламина ежемесячно подвергается деструкции, а через 7 лет – 0,08 % масс. в месяц (рисунок 2, таблица 3). Эти данные подтверждаются изменением физико-химических характеристик абсорбента. Таблица 3 – Изменение физико-химических характеристик абсорбента в процессе его эксплуатации Показатель 0 Состав абсорбента, % масс.: ДЭА ПДД Вода Соотношение ПДД / ДЭА Плотность, кг/м3 Вязкость, мПас Поверхностное натяжение, мН/с Степень насыщения амина, моль/моль Удельная скорость, кг/месяц Время работы абсорбента, месяцы 2 13 15 22 85 91 42,0 0,0 58,0 0,00 1060 5,5 15,6 42,7 1,7 55,6 0,04 1060 5,5 15,2 35,5 7,1 57,4 0,20 1060 5,7 15,1 35,4 7,1 57,4 0,20 1061 5,9 15,1 36,1 10,1 53,8 0,28 1065 6,7 14,7 21,0 17,0 62,0 0,80 1090 7,8 14,6 19,7 19,0 61,3 0,96 1090 8,1 14,3 0,93 0,81 0,76 0,76 0,77 0,73 0,71 0,0250 y = -0,005ln(x) + 0,0185 R² = 0,9431 0,0200 0,0150 0,0100 0,0050 0,0000 2 3 5 7 10 13 15 22 30 45 55 75 85 91 Время эксплуатации, месяцы Рисунок 2 – Изменение удельной скорости образования ПДД в процессе эксплуатации абсорбента 12 При содержании ПДД в амине выше 10% масс. количество раз вспенивания амина в месяц увеличивается более чем в 2,5 раза, а содержание ПДД в амине, превышающее 20% масс., приводит к резкой дестабилизации технологического процесса (рисунок 3). 134 128 117 75 26 12 2 6,5 1 2 3 4 Содержание ПДД, % масс 28,9 26,83 20,33 14,9 5 6 Количество раз вспенивания Рисунок 3 - Зависимость стабильности работы установок очистки газа от сероводорода и диоксида углерода от степени загрязненности рабочего раствора амина химическими загрязнителями Установленная зависимость роста содержания ПДД в рабочих растворах амина с течением времени позволяет прогнозировать, что при отсутствии мер по выведению побочных примесей из системы раствора диэтаноламина, уже после 2012 года вероятны проблемы с поддержанием стабильности работы технологических установок очистки газа, а уже к 2015 году содержание ПДД Содержание ПДД в р-ре ДЭА, % масс. будет на уровне 20 % масс. (рисунок 4). 30 25 20 15 10 5 0 2010 2011 2012 2013 2014 2015 2016 2017 2018 Год Рисунок 4 – Прогноз роста загрязненности растворов диэтаноламина примесями химического типа 13 Наблюдаемое ухудшение эксплуатационных характеристик абсорбента вызывает необходимость его более тонкой очистки с целью удаления образовавшихся продуктов деструкции и создания условий для устойчивой и стабильной работы установок. В четвертой главе экспериментально изучены и описаны процессы очистки рабочих растворов диэтаноламина от продуктов деструкции методами электродиализа и вакуумной дистилляцией. Для оценки эффективности данных методов определены физико-химические свойства рабочих растворов диэтаноламина, приведенные в таблице 4. Таблица 4 – Физико-химические характеристики регенерированного амина № п/п 1 2 3 4 5 6 7 8 9 10 11 Параметры Концентрация амина, % масс. рН Плотность, г/см3 Содержание термостабильных солей, % масс. Содержание продуктов деструкции амина, % масс. Коэффициент поверхностного натяжения (), мН/м Содержание углеводородов, мг/л Содержание механических примесей, мг/л Содержание пеногасящих реагентов в пересчете на кремний (Si), % масс. Динамическая вязкость при 25 °С, мПа×с Вспениваемость: высота пены, мм стабильность пены, с Установка (кол-во месяцев эксплуатации) 1 (90) 2 (96) 3 (86) 4 (84) 6* (85) 7 (15) 8 (87) 42,2 10,8 1,079 40,6 10,6 1,075 45,0 10,8 1,081 39,4 10,6 1,078 41,8 10,7 1,075 35,5 10,8 1,075 44,7 10,7 1,090 0,79 0,68 0,62 0,72 0,74 0,71 0,70 21,07 34,32 22,16 19,97 19,36 10,07 24,50 14,30 13,50 14,30 14,7 14,6 15,2 14,1 0,036 0,040 0,022 0,055 0,148 0,013 0,114 1100 779 1042 8348 833 1057 653 0,04 0,24 0,05 0,04 0,18 0,03 0,46 10,08 13,10 10,30 9,54 8,95 5,50 10,80 50 55,3 66 117,0 45 56,0 40 58 40 54 30 30 50 53 * – установка 5 не исследовалась по причине планового ремонта Для исследования возможности промышленного применения процесса электродиализа, как способа очистки аминовых растворов от различных загрязнителей, были проведены опытно-промышленные испытания пилотной электромембранной установки (ПЭУ), представленной на рисунке 5. В результате очистки раствора амина было получено 17,5 % об. (52,5 л) остатка (концентрата ТСС ПК, точка отбора 4), который обладал характерным резким запахом, имел темный цвет. В полученном остатке содержалось 1,4 % масс. термостабильных солей. 14 Е-2 – емкость исследуемого амина; Е-3 – емкость для сбора концентрата ТСС; ХВ-1 – водяной холодильник; ЭДК – электродиализный комплекс; Н-1 – сырьевой насос; 1, 2, 3, 4 – точки отбора проб. Рисунок 5 – Блок-схема пилотной электромембранной установки (ПЭУ) Результаты анализов проб водного раствора диэтаноламина приведены в таблице 5. Очищаемый раствор амина находился в системе ПЭУ 72 цикла. Таблица 5 – Результаты анализов проб водного раствора амина при испытании ПЭУ Время отбора 9.00 09.30 10.00 10.30 11.00 11.30 12.00 12.30 13.00 14.00 15.00 Содержание продуктов КонцентСодержание деструкции ДЭА (ПДД), % № Плотность, рация масс. ТСС, пробы кг/м3 амина, % масс. % масс. легкие тяжелые ПИ* П1И П1О П2И П2О П3И П3О П4И П4О П5И П5О П6И П6О П7И П7О П8И П8О П9И П9О П10И П10О ПК 1070 1070 1068 1068 1068 1068 1068 1068 1068 1068 1067 1068 1068 1068 1068 1067 1067 1066 1067 1065 1066 1070 32,49 31,77 32,19 31,31 31,88 31,55 31,22 31,10 32,10 31,20 31,36 31,45 31,89 31,13 30,31 31,60 32,81 31,36 31,64 31,79 32,31 31,11 0,71 0,7 0,71 0,71 0,72 – 0,73 0,73 0,77 0,71 0,75 – 0,66 – 0,7 – 0,65 – 0,58 0,51 0,5 1,4 0,07 0,25 0,11 0,44 0,4 0,45 0,07 0,26 0,32 0,17 0,12 0,09 0,15 0,28 0,32 0,14 0,27 0,07 0,42 0,22 0,34 0,15 10 9,44 9,96 8,97 10,16 9,8 9,65 9,75 9,67 10 9,94 9,84 9,84 9,53 9,16 10,19 9,86 9,4 9,45 10,01 9,7 9,91 10,07 9,69 10,07 9,41 10,56 10,25 9,72 10,01 9,99 10,17 10,06 9,93 9,99 9,81 9,48 10,38 10,13 9,47 9,87 10,32 10,04 10,06 Пенные характеристики высота, мм 66 98 64 – 65 – 84 – 81 – 82 – 90 – 120 – 94 – 127 118 120 62 время, сек 48 47 40 – 38 – 44 – 45 – 43 – 49 – 65 – 51 – 56 56 52 39 Примечание* – П1…10И – пробы №1…10 исходного раствора амина; П1…10О – пробы №1…10 очищенного раствора амина; ПК – проба концентрата (остаток) 15 Вспениваемость очищенного раствора, а также значения плотности, концентрации и содержание в нем продуктов деструкции практически не изменялись или изменения находились в пределах допустимой ошибки опыта. По анализу результатов опытно-промышленного испытания видно, что применение процесса электродиализа не способствует очистке растворов абсорбента от продуктов деструкции, а является частным методом, ориентированным лишь на очистку от термостабильных солей. С целью определения эффективности использования технологии вакуумной дистилляции для очистки растворов ДЭА от продуктов деструкции были проведены лабораторные исследования данного процесса. В результате получено 3 фракции: водная, аминовая и кубовый остаток со следующим содержанием в них аминогрупп (суммарно по титрованию): – в водной – 0 - 4,55% масс.; – в аминовой – 90-96% масс.; – в кубовом остатке – 56-80% масс. Результаты вакуумной дистилляции представлены в таблице 6. Таблица 6 – Дистилляция под вакуумом рабочего раствора диэтаноламина №/№ Фракция, °С Давление, мм рт.ст. (Па) Конц. амина, % масс. 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 Выход, % масс. отдельно суммарно 5 Установка 1 (концентрация амина 42,2 % масс.) Водная (до 102 °С) атм. 4,55 55,55 3 70–165 °С 15 (2,0·10 ) 96,54 25,27 Остаток 80,72 18,69 Потери 0,49 Установка 2 (концентрация амина 40,6 % масс.) Водная (до 102 °С) атм. 3,83 43,59 95–158 °С 10 (1,3·103) 91,40 29,89 Остаток 59,47 25,78 Потери 0,74 Установка 3 (концентрация амина 45,0 % масс.) Водная (до 102 °С) атм. 0 53,53 83–155 °С 10 (1,3·103) 97,57 30,00 Остаток 59,03 15,83 Потери 0,64 Установка 4 (концентрация амина 39,4 % масс.) Водная (до 102 °С) атм. 1,01 50,61 85–158 °С 10 (1,3·103) 96,36 32,53 Остаток 56,90 16,09 Потери 0,77 6 55,55 80,82 99,51 100,00 53,59 73,48 99,26 100,00 53,53 83,53 99,36 100,00 50,61 83,14 99,23 100,00 16 Продолжение таблицы 6 1 2 3 4 5 6 масс.)* 1 2 3 4 1 2 3 4 1 2 3 4 Установка 6 (концентрация амина 41,8% Водная (до 102 °С) атм. 0,79 52,5 3 95–165 °С 20 (2,7·10 ) 93,86 30,28 Остаток 77,13 16,49 Потери 0,73 Установка 7 (концентрация амина 32,5% масс.) Водная (до 102 °С) атм. 0,90 52,51 3 95–165 °С 20 (2,7·10 ) 94,3 35,96 Остаток 62,01 10,77 Потери 0,76 Установка 8 (концентрация амина 44,7% масс.) Водная (до 102 °С) атм. 1,77 45,53 90–160 °С 15 (2,0·103) 89,80 29,48 Остаток 76,55 24,24 Потери 0,75 * – установка 5 не исследовалась по причине планового ремонта 52,5 82,78 99,27 100,00 52,51 88,47 99,24 100,00 45,53 75,01 99,25 100,00 Основным продуктом вакуумной дистилляции является очищенная от примесей фракция абсорбента. Результаты исследования полученной фракции диэтаноламина приведены в таблице 7. Таблица 7 – Характеристика аминовой фракции, полученной при вакуумной 21,07 4,98 76,4 1,068 5,68 34,32 9,76 71,6 1,090 6,20 22,16 7,22 67,4 1,090 6,77 19,97 4,54 77,3 1,067 5,34 19,36 3,03 84,3 1,085 5,31 10,07 2,03 79,8 1,064 5,10 24,5 8,69 64,5 1,084 5,52 * – установка 5 не исследовалась по причине планового ремонта Вспенивание Динамическая вязкость при 25 °С, мПа×с После дистилляции Плотность, г/см3 До дистилляции Содержание ТСС, % масс. 1 2 3 4 6 7 8 Количество примесей, % масс. Степень очистки, % № установки дистилляции абсорбента Отс. Отс. Отс. Отс. Отс. Отс. Отс. Отс. Отс. Отс. Отс. Отс. Отс. Отс. Ряд проведенных экспериментов позволил определить концентрации, при которых проведение процесса наиболее эффективно. Установлено, что целесообразно не допускать загрязнения абсорбента более 5 % масс. и подвергать вакуумной дистилляции растворы с содержанием примесей не более чем 10% 17 масс., так как при этом получается продукт, обладающий значительно более высокой поглотительной способностью по сравнению с исходным абсорбентом. Предлагаемая принципиальная технологическая схема установки вакуумной дистилляции состоит из двух стадий: концентрирование раствора ДЭА и вакуумная дистилляция. На рисунке 6 приведена принципиальная технологическая схема процесса. Основными технологическими параметрами ее работы являются: – производительность – 2 м3/ч; – температура процесса – 160 °С; – давление процесса – 15 мм рт.ст. (2,0·103 Па) Полученные в ходе работы технологические параметры процесса вакуумной дистилляции приняты при составлении регламента на проектирование промышленной установки на ГПЗ ООО «Газпром добыча Астрахань». В пятой главе, посвященной исследованию основных характеристик и выбору варианта использования кубового остатка вакуумной дистилляции диэтаноламина, определены его физико-химические свойства, качественный и количественный состав. В таблице 8 представлены основные продукты деструкции ДЭА (ПДД). Таблица 8 – Состав продуктов деструкции диэтаноламина Компонент Химическая формула ДЭА, связанный в виде ПДД, всего, в т.ч.: диэтанолпиперазин (ДЭП) N(гидроксиэтил)оксазолидон (ГЭОД) N΄бис(гидроксиэтил)имидазолидон (БГЭИ) трис(гидроксиэтил)этилендиамин (ТГЭЭД) N гидроксиэтилпиперазин (ГЭП) прочие CH2 HO H2C H2C N CH2 CH2 N CH2 CH2 OH CH2 HO CH2 CH2 N C O Мол. масса Конц., % масс. - 100,0 174 33,3 103 18,9 146 6,7 192 6,3 130 7,8 O HO CH2 CH2 N C N CH2 CH2 OH O HO H2C H2C HO H2C H2C N CH2 CH2 NH CH2 CH2 OH CH2 HO H2C H2C N CH2 CH2 NH CH2 27,0 1 2 3 4 5 Вода К-1 Вода на подпитку К-2 Вода Раствор ДЭА 6 7 VI Пар Кубовый остаток N2 8 К-1 – атмосферная колонна; К-2 – вакуумная колонна; 1, 3 – холодильник; 2, 4 – сепаратор; 5 – вакуумный насос; 6 – емкость очищенного амина; 7 – подогреватель; 8 - насос Рисунок 6 – Принципиальная технологическая схема установки вакуумной дистилляции раствора ДЭА 19 По результатам проведенных анализов, представленных в таблице 2, сделан вывод, что кубовый остаток вакуумной дистилляции водных растворов ДЭА относится ко 2 классу опасности. Нейтрализация его возможна путем сжигания. Проведенный расчет процесса сжигания показал, что остаток может быть термически обезврежен, но при этом необходимо достаточно точно подобрать режим процесса, во избежание образования продуктов неполного сгорания, а также необходимо применение специальных методов подавления образования NOx или очистки от них отходящих дымовых газов. На месторождениях, пластовый флюид которых содержит значительное количество токсичных кислых газов для химического связывания сероводорода в раствор вводятся специальные реагенты-нейтрализаторы. Для выявления возможности использования кубового остатка вакуумной дистилляции водного раствора ДЭА в этом качестве были проведены лабораторные исследования по определению его поглотительной способности. В качестве основы технологической жидкости использовались рассолы NaCl, а кубовый остаток добавлялся в качестве компонента-нейтрализатора сероводорода. Полученные данные приведены в таблице 9. Таблица 9 – Поглотительная способность по отношению к сероводороду технологических жидкостей с кубовым остатком в качестве реагентанейтрализатора Концентрация, Плотность, кг/м3 Поглотительная способность, кг/м3 % масс. 1 2,0 1145 7,70 2 2,5 1148 8,95 3 3,0 1149 10,70 4 3,5 1150 10,85 5 4,0 1150 11,76 6 4,5 1150 11,60 7 5,0 1150 11,47 8 5,5 1152 11,77 9 6,0 1152 11,62 10 6,5 1152 11,40 * 11 7,0 1153 12,40 * – верхний предел исследуемых концентраций ограничен значением плотности технологических жидкостей № пробы 20 Для сравнения эффективности использования кубового остатка в качестве реагента-нейтрализатора были свойства нескольких растворов, модельных исследованы уже поглотительные используемых или рекомендуемых к использованию в промышленности. Они приведены в таблице 10. Таблица 10 – Совместимость и поглотительная способность нейтрализаторов Н2S с насыщенным раствором NaCl № Реагент Совместимость Поглотительная способность, кг Н2S/1 м3 раствора 1 SAFE-SCAV HS Растворяется, не реагирует 9,6 2 SAMPLE SV-120 Растворяется, не реагирует 6,6 3 ПС-1 Растворяется, не реагирует 17,5 4 ДЭА Растворяется, незначительное выделение NH3 10,9 5 Поглотитель-75 Растворяется, выделение NH3 17,8 6 Калан (светлый) Растворяется, не реагирует 12,3 7 ЛПЭ-11 Растворяется, пенит 13,5 8 ДАРК Расслаивается – 9 Кубовый остаток Растворяется, не реагирует 11,5 Определено, что в растворе, где в качестве реагента-нейтрализатора использовался кубовый остаток, значение поглотительной способности по отношению к сероводороду является достаточно конкурентоспособным по сравнению с остальными реагентами. Выполненные исследования показали возможность промышленного применения кубового остатка в качестве реагента-нейтрализатора в технологических жидкостях, используемых в процессах ремонта и бурения скважин. Такое использование позволит избежать разработки технологии его утилизации и организовать на предприятии безотходный замкнутый цикл производства, блок-схема которого представлена на рисунке 7. 21 Очищенный раствор ДЭА Установка очистки газа от H2S и CO2 Установка вакуумной дистилляции растворов ДЭА Загрязненный раствор ДЭА Кубовый остаток Узел приготовления технологических жидкостей Рисунок 7 – Блок-схема варианта промышленного применения кубового остатка вакуумной дистилляции растворов ДЭА В работе проведен анализ критериев эффективности замкнутой технологии очистки раствора диэтаноламина, включающей в себя установку вакуумной дистилляции рабочего раствора и дальнейшее использование образующегося отхода в качестве компонента-нейтрализатора. Проведенный расчет экономической эффективности, достигаемой в основном за счет экономии раствора ДЭА, показал, что чистый дисконтированный доход, рассчитанный на 5 лет, составляет 16,7 млн. рублей, индекс рентабельности – 1,03, коэффициент эффективности инвестиций – 29 %. Срок окупаемости составляет 3 года 5 месяцев. ОБЩИЕ ВЫВОДЫ 1. В ходе проведенных исследований выявлено, что образующиеся в процессе эксплуатации установок абсорбционной очистки газа продукты деструкции диэтаноламина являются одной из основных причин вспенивания его рабочих растворов, и показано, что их концентрация до 5–10 % масс. не оказывает существенного влияния на вспениваемость рабочего раствора диэтаноламина. При их концентрации выше 10 % масс. частота вспенивания увеличивается более чем в 2,5 раза, а при концентрации выше 20 % масс. технологический процесс очистки газа дестабилизируется из-за постоянного вспенивания рабочего раствора. 22 2. При обобщении практических данных работы промышленных установок установлено, что скорость образования продуктов деструкции диэтаноламина убывает с течением времени. Так, в первый год их образуется до 0,5% масс. в месяц, через три года уже только 0,2 % масс. диэтаноламина ежемесячно подвергается деструкции, а через 7 лет – всего лишь 0,08% масс. в месяц. 3. При проведении опытно-промышленных испытаний электромембранной технологии очистки рабочих растворов диэтаноамина выявлено, что эта технология, имея высокую эффективность по удалению термостабильных солей, обладает весьма низкой эффективностью в процессе удаления продуктов деструкции. 4. Лабораторные исследования процесса вакуумной дистилляции рабочих растворов диэтаноламина (температура – до 160 °С, остаточное давление – 2 кПа) показали, что этот процесс позволяет достичь степени их очистки от продуктов деструкции до 65-84 %. Очищенный абсорбент имеет практически нулевую вспениваемость, содержит в 3,5 раза меньше продуктов деструкции и обладает в 2,3 раза меньшей вязкостью, чем исходный абсорбент. Для получения абсорбента с высокой поглотительной способностью целесообразно подвергать вакуумной дистилляции его рабочие растворы с содержанием продуктов деструкции не более 10 % масс. 5. По результатам изучения характеристик кубового остатка процесса вакуумной дистилляции, имеющего 2-ой класс опасности, предложено его использование в качестве компонента-нейтрализатора технологических жидкостей, применяемых при бурении и ремонте скважин. Поглотительная способность остатка по сероводороду составляет 11,5 кг/м3, что обеспечивает его конкурентоспособность с применяемыми в настоящее время дорогостоящими реагентами и позволяет создать на предприятии безотходный замкнутый цикл производства. 6. Экономический эффект от использования кубового остатка вакуумной дистилляции рабочих растворов диэтаноламина в качестве компонентанейтрализатора технологических жидкостей, применяемых при бурении и ремонте скважин, составляет в расчете на 5 лет 16,7 млн. рублей, а срок окупаемости инвестиционного проекта – 3 года и 5 месяцев. 23 Основное содержание диссертации изложено в следующих работах: 1. Шпелева Л.С., Нурахмедова А.Ф., Тараканов Г.В., Коваленко В.П., Айтуарова Р.Р., Чудиевич Д.А. Качество рабочих растворов абсорбента установок аминовой очистки газа на Астраханском ГПЗ [Текст] // Газовая промышленность. – 2010. – №1. – С. 69–72. 2. Чудиевич Д.А., Тараканов Г.В., Коваленко В.П., Шпелева Л.С., Айтуарова Р.Р. Загрязнение рабочих растворов амина на установках очистки газа от кислых компонентов [Текст] // Газовая промышленность. – 2010. – №4. – С. 46–48. 3. Чудиевич Д.А., Чудаков А.А., Шпелева Л.С., Семенякин В.С. Гидравлический фактор дестабилизации работы установок сепарации пластовой смеси Астраханского газоконденсатного месторождения [Текст] // Газовая промышленность. – 2011. – №4. – С. 68–71. 4. Шпелева Л.С., Чудиевич Д.А., Нурахмедова А.Ф., Фидурова С.Н. К вопросу качества рабочих абсорбентов установок очистки природного газа на Астраханском ГПЗ [Текст] // Вестник Астраханского государственного технического университета. – 2008. – №6. – С. 176–179. 5. Шпелева Л.С., Чудиевич Д.А., Нурахмедова А.Ф. Экологические аспекты утилизации отходов производства, образующихся в процессе аминовой очистки природного газа [Текст] / Материалы научно-практических конференций молодых ученых и специалистов ОАО «Газпром» – призеров 2008 года: Инновационный потенциал молодых ученых и специалистов. Том 1. – Москва: ООО «ИРЦ Газпром», 2008. – С. 125–129. 6. Шпелева Л.С., Альгириева Р.Р., Чудиевич Д.А. Комплексное решение проблемы качества рабочих растворов амина на установках очистки высокосернистых газов [Текст] / Материалы научно-практических конференций молодых ученых и специалистов ОАО «Газпром» – призеров 2010 года: Инновационный потенциал молодых ученых и специалистов. Том 2. – М.: ООО «Газпром экспо», 2010. – С.71–78. 7. Чудиевич Д.А., Нурахмедова А.Ф., Шпелева Л.С., Павлишина Г.А. Реконструкция схемы возврата кислой и технологической воды как метод оптимизации работы установок сероочистки АГПЗ [Текст] / 51-ая научнопрактическая конференция профессорско-преподавательского состава Астраханского государственного технического университета: тез. докл. в 2 т. / Астрахан. гос. техн. ун-т. – Астрахань: Изд-во АГТУ, 2007. – Т. 2. – 162 с. 8. Шпелева Л.С., Чудиевич Д.А., Нурахмедова А.Ф. Исследование кубового остатка вакуумной перегонки растворов диэтаноламина и анализ возможных вариантов его утилизации [Электронный ресурс] // Материалы 52ой Профес-сорско-преподавательской научно-технической конференции. Тезисы доклада. Астраханский государственный технический университет. – Астрахань, 2008. 9. Шпелева Л.С., Чудиевич Д.А., Нурахмедова А.Ф. Экологические аспекты утилизации отходов производства, образующихся в процессе аминовой очистки природного газа [Текст] / Проблемы развития газовой промышленности Западной Сибири: Сборник тезисов докладов XV науч.-практич. конф. молодых ученых и 24 специалистов ТюменНИИгипрогаз. – Тюмень: ООО «ТюменНИИгипрогаз», 2008. – С. 211–212. 10. Шпелева Л.С., Нурахмедова А.Ф., Чудиевич Д.А. Экологические аспекты оптимизации работы установок аминовой очистки природного газа Астраханского газоперерабатывающего завода [Текст] / Инновационные решения молодых в освоении Астраханского газоконденсатного месторождения: Сборник докладов 2-ой конференции молодых специалистов и работников ООО «Газпром добыча Астрахань». – Астрахань: типография «Факел» ООО «Газпром добыча Астрахань», 2008. – С. 129–134. 11. Чудиевич Д.А., Нурахмедова А.Ф., Тараканов Г.В., Шпелева Л.С., Коваленко В.П. Проблемы очистки природного газа Астраханского ГКМ, содержащего сероводород и диоксид углерода [Текст] // Отраслевая научнотехническая конференция «Взгляд в будущее», посвященная 25-летию ООО «Газпром добыча Ямбург». Тезисы к докладам, 2009. – 43 с. 12. Шпелева Л.С. Проблема качества рабочих растворов абсорбента как основной аспект улучшения работы установок аминовой очистки на Астраханском ГПЗ [Текст] / Вклад молодых в освоение Астраханского газоконденсатного месторождения – 2009: Сборник тезисов докладов 1-ой научно-технической конференции молодых работников Астраханского газоперерабатывающего завода ООО «Газпром добыча Астрахань». – Астрахань, ИПЦ «Факел», 2009. – С. 55–56. 13. Шпелева Л.С., Чудиевич Л.С. Комплексное решение проблемы утилизации кубового остатка вакуумной перегонки рабочих растворов диэтаноламина [Текст] / 54-ая научно-практическая конференция профессорскопреподавательского состава Астраханского государственного технического университета: тез. докл. в 2 т. / Астрахан. гос. техн. ун-т. – Астрахань: Изд-во АГТУ, 2010. – Т. 2. – 164 с. 14. Шпелева Л.С., Альгириева Р.Р., Чудиевич Д.А. Комплексное решение проблемы качества рабочих растворов амина на установках очистки высокосернистых газов [Текст] / II Научно-практическая молодежная конференция «Новые технологии в газовой отрасли: опыт и преемственность». Тезисы докладов. М: Газпром ВНИИГАЗ, 2010. – 51 с. 25 Условные обозначения ГКМ – газоконденсатное месторождение ГПЗ – газоперерабатывающий завод ГПУ – газопромысловое управление ИТЦ – инженерно-технический центр ЦЗЛ – центральная заводская лаборатория ДЭА – диэтаноламин МЭА – моноэтаноламин ПДД – продукты деструкции диэтаноламина ТСС – термостабильные соли ПАВ – поверхностно-активные вещества ТЖ – технологическая жидкость ХПК – химическое потребление кислорода ПЭУ – пилотная электромембранная установка % масс. – проценты массовые % об. – проценты объемные % отн. – проценты относительные 26 Шпелева Лариса Сергеевна РАЗРАБОТКА РАЦИОНАЛЬНОЙ ТЕХНОЛОГИИ ОЧИСТКИ ВОДНЫХ РАСТВОРОВ ДИЭТАНОЛАМИНА ПРИ АБСОРБЦИОННОМ ИЗВЛЕЧЕНИИ КИСЛЫХ КОМПОНЕНТОВ ИЗ ПРИРОДНОГО ГАЗА АВТОРЕФЕРАТ диссертации на соискание ученой степени кандидата технических наук Подписано в печать 04.04.11 г. Тираж 100 экз. Отпечатано в типографии «Факел» ООО «Газпром добыча Астрахань» 414056, г. Астрахань, ул. Савушкина, 61а 27 28