PT-36 Механизированный плазменнодуговой резак
advertisement

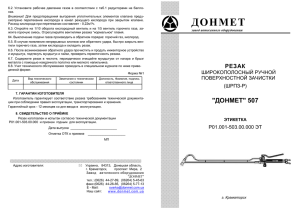
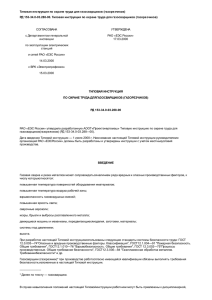
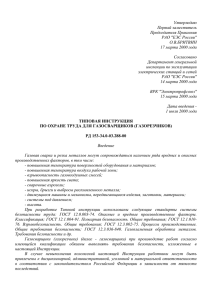
PT-36 Механизированный плазменнодуговой резак Руководство по эксплуатации (RU) 0558006976 03/2009 ОБЕСПЕЧЬТЕ РАСПРОСТРАНЕНИЕ ДАННОЙ ИНФОРМАЦИИ СРЕДИ пользователей. за ДОПОЛНИТЕЛЬНЫми ЭКЗЕМПЛЯРами обращайтесь к ПОСТАВЩИКу вашего оборудования. внимание Данное руководство предназначено для опытных пользователей. Если вы не знакомы с принципами действия и техникой безопасности при работе с устройствами электродуговой сварки и резки, настоятельно рекомендуем прочитать нашу брошюру “Предостережения и практические приемы техники безопасности при электродуговой сварке, резке и напылении”, стандарт 52-529. Необученным лицам ЗАПРЕЩАЕТСЯ работать на таких установках монтировать или обслуживать их. ЗАПРЕЩАЕТСЯ приступать к монтажу или эксплуатации таких установок до тех пор, пока вы не прочитаете и полностью не поймете данную инструкцию. Если вы понимаете даннуое руководство не полностью, свяжитесь с поставщиком вашего оборудования для получения дополнительных сведений. Прежде чем устанавливать данный агрегат или работать на нем, обязательно прочтите правила техники безопасности. ОТВЕТСТВЕННОСТЬ ПОЛЬЗОВАТЕЛЯ Данная установка соответствует описанию, содержащемуся в данном руководстве и в сопроводительных этикетках и/или вложениях, при условии, что ее монтаж, эксплуатация, обслуживание и ремонт выполняются в соответствии с данным руководством. Установка должна периодически проверяться. Не следует пользоваться установкой при ее неправильной работе или ненадлежащем техническом обслуживании. Детали, которые поломаны, пропали, изношены, погнуты или загрязнены, должны быть немедленно заменены. В случае необходимости такого ремонта или замены изготовитель рекомендует обратиться с письменным или телефонным запросом к уполномоченному дистрибьютору, у которого была приобретена данная установка. Данная установка или любая из ее деталей не должны подвергаться модификациям без предварительного письменного одобрения изготовителя. Пользователь данной установки несет единоличную ответственность за любое нарушение в ее работе, произошедшее по причине неправильного использования или технического обслуживания, повреждения, несоответствующего ремонта или модификации любым лицом, кроме изготовителя или сервисного центра, уполномоченного изготовителем. Перед началом монтажа и эксплуатации внимательно изучите инструкции. ЗАЩИТИТЕ СЕБЯ И ДРУГИХ! 2 DECLARATION OF CONFORMITY according to the Low Voltage Directive 2006/95/EC FÖRSÄKRAN OM ÖVERENSSTÄMMELSE enligt Lågspänningsdirektivet 2006/95/EG Type of equipment Materialslag Mechanized Plasma Cutting Torch Brand name or trade mark Fabrikatnamn eller varumärke ESAB Type designation etc. Typbeteckning etc. PT-36 Series Manufacturer’s authorised representative established within the EEA Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax: ESAB AB, Welding Equipment Esabvägen, SE-695 81 Laxå, Sweden Phone: +46 586 81 000, Fax: +46 584 411 924 Manufacturer positioned outside the EEA Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax: ESAB Welding & Cutting Products 411 South Ebenezer Road, Florence, South Carolina 29501, USA Phone: +1 843 669 4411, Fax: +1 843 664 4258 The following harmonised standard in force within the EEA has been used in the design: Följande harmoniserande standarder har använts i konstruktionen: EN 60974-7, Arc welding equipment – Part 7: Torches By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised representative established within the EEA, that the equipment in question complies with the safety requirements stated above. Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom EES, att angiven materiel uppfyller säkerhetskraven angivna ovan. Date / Datum Laxå 2008-11-14 Signature / Underskrift Kent Eimbrodt Clarification Position / Befattning Global Director Equipment and Automation СОДЕРЖАНИЕ Раздел / Название Стр. 1.0 Техника безопасности . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 2.0 Описание . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 2.1 Общие положения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 2.2 Краткий обзор . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 2.3 Возможности поставки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 2.4 Дополнительные принадлежности . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 2.5 Технические спецификации резака PT-36 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 3.0 Установка . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 3.1 Подсоединение резака к системе плазменной резки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 3.2 Подсоединение резака к агрегату . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 4.0 Эксплуатация . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 4.1 Настройка . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 4.2 Качество резки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 4.3 Каналы подачи газа . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24 5.0 Обслуживание . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 5.1 Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 5.2 Демонтаж рабочей части резака . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26 5.3 Демонтаж рабочей части резака (для модели «Production Thick Plate») . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29 5.4 Монтаж рабочей части резака . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32 5.5 Монтаж рабочей части резака (для модели «Production Thick Plate») . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 5.6 Корпус резака . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 5.7 Демонтаж и замена корпуса резака . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36 5.8 Низкий срок службы расходных материалов . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38 3 содержание 4 раздел 1техника безопасности 1.0 Техника безопасности Пользователи сварочного оборудования ESAB отвечают за выполнение правил техники безопасности лицами, работающими на оборудовании и рядом с ним. Правила техники безопасности должны отвечать требованиям к безопасной эксплуатации сварочного оборудования этого типа. Помимо стандартных правил техники безопасности и охраны труда на рабочем месте рекомендуется следующее. Все работы должны выполняться подготовленными лицами, знакомыми с эксплуатацией сварочного оборудования. Неправильная эксплуатация оборудования может вызвать опасные ситуации, приводящие к травмам персонала и повреждению оборудования. 1. Bсе лица, использующие сварочное оборудование, должны знать: - правила эксплуатации - расположение органов аварийного останова - функции оборудования - правила техники безопасности - технологию сварки и/или плазменной резки 2. Оператор должен обеспечить: - удаление посторонних лиц из рабочей зоны оборудования при его запуске - защиту всех лиц от воздействия сварочной дуги 3. Рабочее место должно: - отвечать условиям эксплуатации - не иметь сквозняков 4. Средства защиты персонала: - Во всех случаях рекомендуется использовать индивидуальные средства защиты, например, защитные очки, огнестойкую спецодежду и защитные рукавицы. - При сварке запрещается носить свободную одежду и украшения, например, шарфы, браслеты, кольца, которые могут попасть в сварочное оборудование или вызвать ожоги. 5. Общие меры предосторожности: - Проверьте надежность подключения обратного кабеля. - Работы на оборудовании с высоким напряжением должны производиться только квалифицированным электриком. - В рабочей зоне должны находиться средства пожаротушения, имеющие ясную маркировку. - Запрещается проводить смазку и техническое обслуживание оборудование во время эксплуатации. 5 раздел 1техника безопасности ДУГОВАЯ СВАРКА И РЕЗКА ОПАСНЫ КАК ДЛЯ ИСПОЛНИТЕЛЯ РАБОТ, ТАК И ДЛЯ ПОСТОРОННИХ ЛИЦ. СОБЛЮДАЙТЕ ПРАВИЛА БЕЗОПАСНОСТИ. ОЗНАКОМЬТЕСЬ С ПРАВИЛАМИ ТЕХНИКИ БЕЗОПАСНОСТИ, ПРИНЯТЫМИ ВАШИМ РАБОТОДАТЕЛЕМ. ЭТИ ПРАВИЛА ДОЛЖНЫ УЧИТЫВАТЬ ДАННЫЕ О РИСКЕ, СОБРАННЫМИ ИЗГОТОВИТЕЛЕМ ОБОРУДОВАНИЯ. осторожно ЭЛЕКТРИЧЕСТВО опасно для жизни. - Сварочный агрегат должен устанавливаться и заземляться в соответствии с действующими нормами и правилами. - Не допускайте контакта находящихся под напряжением деталей и электродов с незащищенными частями тела, мокрыми рукавицами и мокрой одеждой. - Обеспечьте электрическую изоляцию от земли и свариваемых деталей. - Обеспечьте соблюдение безопасных рабочих расстояний. ДЫМ И ГАЗЫ опасны для человека - Избегайте вдыхания дыма и газов. - Во избежание отравления дымом или газами во время сварки обеспечьте общую вентиляцию помещения, а также вытяжную вентиляцию зоны сварки. ИЗЛУЧЕНИЕ ДУГИ может вызвать поражение глаз и ожоги кожи. - Защитите глаза и кожу. Для этого используйте защитные щитки, цветные линзы и защитную спецодежду. - Для защиты посторонних лиц применяются защитные экраны или занавеси. ПОЖАРООПАСНОСТЬ - Искры (брызги металла) могут вызвать пожар. Убедитесь в отсутствии горючих материалов поблизости от места сварки. ШУМ может привести к повреждению органов слуха - Примите меры для защиты слуха. Используйте затычки для ушей или другие средства защиты слуха. - Предупредите посторонних лиц об опасности. НЕИСПРАВНОСТИ - При обнаружении неисправностей обратитесь к специалисту по сварочному оборудованию. Перед началом монтажа и эксплуатации внимательно изучите инструкции. ЗАЩИТИТЕ СЕБЯ И ДРУГИХ! 6 раздел 2описание 2.1 Общие положения Заводская сборка механизированного плазменнодугового резака обеспечивает соосность его составляющих, необходимую для постоянной высокой точности резки. По этой причине демонтаж корпуса резака должен осуществляться исключительно заводом-изготовителем. Запасные части поставляются только для передней (рабочей) части резака. 2.2 Краткий обзор Данное руководство содержит информацию, необходимую пользователю для монтажа и эксплуатации плазменнодугового резака PT-36. За помощью в устранении неисправностей в системах резки обращайтесь к техническим справочным материалам, включенным в ваш заказ. 2.3Возможности поставки За информацией о возможностях поставки резака PT-36 в различной комплектации обращайтесь к дилеру «ESAB». Номера деталей указаны в разделе «Запасные части». СБОРКА РЕЗАКА PT-36 НОМЕР КОМПЛЕКТА РЕЗАК PT-36 AY 4.5 фута (1,3м) 0558006745 РЕЗАК PT-36 AY 6 футов (1,8м) 0558006746 РЕЗАК PT-36 AY 12 футов (3,7м) 0558006747 РЕЗАК PT-36 AY 14 футов MINI-BEVEL (4,3м) 0558006748 РЕЗАК PT-36 AY 15 футов (4,6м) 0558006749 РЕЗАК PT-36 AY 17 футов (5,2м) 0558006750 РЕЗАК PT-36 AY 20 футов (6,1м) 0558006779 РЕЗАК PT-36 AY 25 футов (7,6м) 0558006751 2.4 Дополнительные принадлежности Набор для измерения потока плазмы . Важное диагностическое устройство, позволяющее измерять поток плазменного газа через резак...............................21317 Воздушный генератор «Bubble Muffler». Создает воздушную оболочку для подводного использования резака PT-36 с минимальными потерями в качестве резки. Эта система также используется при обычной (надводной) резке и, благодаря потоку воды, помогает понизить образование дыма, снижает уровень шума и ультрафиолетовое излучение.............................................................................. 37439 Воздушная завеса «Air Curtain». Повышает эффективность подводной работы плазменнодугового резака PT-36. Устройство устанавливается на резак и образует воздушную завесу, благодаря чему плазменная дуга сохраняется и под водой. Это понижает воздействие шума и ультрафиолетового излучения и выделение дыма.................................................................................................................................................37440 7 раздел 2описание Ручное установочное устройство “SpeedLoader” ................................................................................0558006164 Установочная панель “SpeedLoader” (5 разъемов)..............................................................................0558006165 2.4.1 Расходные детали резака РТ-36 Ремонтный набор и аксессуары к резаку РТ-36.....................................................................................0558005221 Номер детали Кол-во Описание 0558003804 1 Корпус резака PT-36 с уплотнительными кольцами 996528 10 Уплотнительное кольцо 1,614 (внутренний диаметр) x 0,070 0558002533 2 Направляющая, 4 отверстия (0,032) 0558001625 2 Направляющая, 8 отверстий (0,047) 0558002534 1 Направляющая, 4 отверстия (0,032) обратная 0558002530 1 Направляющая, 8 отверстий (0,047) обратная 0558005457 2 Направляющая, 4 отверстия (0,022) 0558003924 3 Держатель электрода для резака PT-36 с уплотнительным кольцом 86W99 10 Уплотнительное кольцо 0,364 (внутренний диаметр) x 0,070 37082 2 Фиксатор наконечника, стандартный 21796 1 Распылитель экранирующего газа, низкий ток 21944 5 Распылитель экранирующего газа, стандартный 22496 1 Распылитель экранирующего газа, обратный 37081 2 Фиксатор теплоизолятора, стандартный 0558003858 2 Контактное кольцо с шурупом 37073 6 Шуруп для контактного кольца 93750010 2 Восьмигранный ключ на 0,109 дюйма 996568 1 Гаечный ключ 7/16 дюйма (для электрода) 0558003918 1 Держатель для электрода PT-36 77500101 1 Силиконовая смазка «DC-111», 5,3 унции 8 раздел 2описание Начальный набор на 200 А для PT-36....................................................................................................0558005222 Номер детали Кол-во Описание 0558003914 8 Электрод для O2 «UltraLife», стандартный 0558003928 3 Электрод для N2/H35, стандартный 0558005459 3 Электрод для O2/N2, низкий ток 0558006010 3 Наконечник для PT-36, 1,0 мм (0,040 дюйма) 0558006014 3 Наконечник для PT-36, 1,4 мм (0,055 дюйма) 0558006020 5 Наконечник для PT-36, 2,0 мм (0,080 дюйма) 0558006130 3 Теплоизолятор для PT-36, 3,0 мм (0,120 дюйма) 0558006141 3 Теплоизолятор для PT-36, 4,1 мм (0,160 дюйма) 0558008010 3 Наконечник для PT-36 1,0mm (0,040") PR 0558007624 3 Теплоизолятор для PT-36 2,4mm (0,095") Начальный набор на 400 А для PT-36....................................................................................................0558005223 Номер детали Кол-во Описание 0558003914 8 Электрод для O2 «UltraLife», стандартный 0558003928 3 Электрод для N2/H35, стандартный 0558005459 3 Электрод для O2/N2, низкий ток 0558006010 2 Наконечник для PT-36, 1,0 мм (0,040 дюйма) 0558006014 2 Наконечник для PT-36, 1,4 мм (0,055 дюйма) 0558006020 5 Наконечник для PT-36, 2,0 мм (0,080 дюйма) 0558006023 3 Наконечник для PT-36, 2,3 мм (0,090 дюйма) 0558006025 3 Наконечник для PT-36, 2,5 мм (0,099 дюйма) 0558006036 3 Наконечник для PT-36, 3,6 мм (0,141 дюйма) 0558006130 3 Теплоизолятор для PT-36, 3,0 мм (0,120 дюйма) 0558006141 3 Теплоизолятор для PT-36, 4,1 мм (0,160 дюйма) 0558006166 3 Теплоизолятор для PT-36, 6,6 мм (0,259 дюйма) 0558008010 3 Наконечник для PT-36 1,0mm (0,040") PR 0558007624 3 Теплоизолятор для PT-36 2,4mm (0,095") 0558006199 3 Теплоизолятор для PT-36, 9,9 мм (0,390 дюйма) 9 раздел 2описание Начальный набор на 600 А для PT-36....................................................................................................0558005224 Номер детали Кол-во Описание 0558003914 8 Электрод для O2 «UltraLife», стандартный 0558003928 3 Электрод для N2/H35, стандартный 0558005459 3 Электрод для O2/N2, низкий ток 0558006010 2 Наконечник для PT-36, 1,0 мм (0,040 дюйма) 0558006014 2 Наконечник для PT-36, 1,4 мм (0,055 дюйма) 0558006020 5 Наконечник для PT-36, 2,0 мм (0,080 дюйма) 0558006023 3 Наконечник для PT-36, 2,3 мм (0,090 дюйма) 0558006025 3 Наконечник для PT-36, 2,5 мм (0,099 дюйма) 0558006036 3 Наконечник для PT-36, 3,6 мм (0,141 дюйма) 0558006041 3 Наконечник для PT-36, 4,1 мм (0,161 дюйма) 0558006130 3 Теплоизолятор для PT-36, 3,0 мм (0,120 дюйма) 0558006141 3 Теплоизолятор для PT-36, 4,1 мм (0,160 дюйма) 0558006166 3 Теплоизолятор для PT-36, 6,6 мм (0,259 дюйма) 0558006199 3 Теплоизолятор для PT-36, 9,9 мм (0,390 дюйма) 0558008010 3 Наконечник для PT-36 1,0mm (0,040") PR 0558007624 3 Теплоизолятор для PT-36 2,4mm (0,095") Начальный набор для аргоно-водородной (смесь «H-35») резки толстослойных материалов..............0558005225 Номер детали Кол-во Описание 0558003963 5 Электрод вольфрамовый диаметром 3/16 дюйма 0558003965 5 Наконечник «Н-35» 0,198 дюйма, дивергентный 0558003964 2 Гильза электрода диаметром 3/16 дюйма 0558005689 2 Держатель для электрода/гильзы для PT-36 0558003967 2 Корпус гильзы 0558002532 2 Направляющая, 32 отверстия (0,023) 0558006688 5 Теплоизолятор, высокоамперный 0558003918 1 Держатель для электрода PT-36 0558003962 1 Инструмент для вольфрамового электрода 0558006690 2 Наконечник, высокоамперный, сборка фиксатора 10 раздел 2описание 2.5 Технические спецификации резака PT-36 2.5.1 Спецификации газа Аргон Азот Кислород Смесь Н-35 (аргон-водород) Метан Промышленный сжатый воздух 125 фунт./кв. дюйм (8,6 бар) при нормальной трубной резьбе (NPT) 0,25 дюйма, очищенности 99,999% и фильтрации до 25 микрон 125 фунт./кв. дюйм (8,6 бар) при нормальной трубной резьбе (NPT) 0,25 дюйма, очищенности 99,999% и фильтрации до 25 микрон 125 фунт./кв. дюйм (8,6 бар) при нормальной трубной резьбе (NPT) 0,25 дюйма, очищенности 99,5% и фильтрации до 25 микрон 75 фунт./кв. дюйм (5,2 бар), очищенности 99,995% и фильтрации до 25 микрон 75 фунт./кв. дюйм (5,2 бар) при нормальной трубной резьбе (NPT) 0,25 дюйма, очищенности 93% и фильтрации до 25 микрон 80 фунт./кв. дюйм при 1.200 куб. фут/час (5,5 бар при 35 куб. м/час) и фильтрации до 25 микрон Стандартные требования* к расходу газа при давлении 125 фунт./кв. дюйм: - макс. для плазменного газа: 300 стандарт. куб. фут./час. - макс. для экранирующего газа: 350 стандарт. куб. фут./час. Эти данные являются не показателями реального расхода газа при определенных условиях резки, а максимальными значениями, на которые рассчитана система. 2.5.2 Технические спецификации резака PT-36 Тип: Механизированный резак, предназначенный для плазменнодуговой резки с плазменным и экранирующим газом, оснащенный системой водяного охлаждения. Номинальный ток: 1000 А при 100% рабочем цикле Монтажный диаметр: 2 дюйма (50,8 мм) Длина резака без проводов: 16,7 дюймов (42 см) Номинальное напряжение по IEC 60974-7: макс. 500 В Напряжение образования дуги (макс. высокочастотное напряжение): 8 000 вольт переменного тока Минимальный расход хладагента: 1,3 галлон./мин. (5,9 л/мин.) Минимальное давление хладагента на входе: 175 фунт/кв. дюйм (12,1 бар) Максимальное давление хладагента на входе: 200 фунт/кв. дюйм (13,8 бар) Минимальные расчетные требования к рециркуляции хладагента: 16.830 британских термических единиц в час (4,9 кВт) при разнице между температурой хладагента и температурой окружающей среды 45°F (25°C) и расходе 1, 6 галлон./мин. (6 л/мин.) Максимальное безопасное давление газа на входе резака: 125 фунт/кв. дюйм (8,6 бар) Предохранители: Данный резак предназначен для работы с установками плазменнодуговой резки ESAB, оснащенными переключателями водяного давления на отводной линии хладагента от резака. Удаление фиксатора наконечника резака во время технического обслуживания нарушает систему циркуляции хладагента. 11 раздел 2описание 12 раздел 3 3.1 установка Подсоединение резака к системе плазменной резки Обращайтесь к руководству для плазменнодуговой консоли. опасно! внимание! Поражение электротоком может привести к гибели! •Прежде чем изменять параметры настройки, убедитесь, что линейный (настенный) выключатель выключен. •Перед началом проведения профилактических работ с системой отключите подачу питания. •При включенном электропитании запрещается касаться любых частей резака, расположенных перед рукояткой (наконечник, теплоизолятор, электрод и т.д.). Опасность облучения. Дуговое излучение может привезти к ожогу глаз и кожи. • Используйте средства защиты для тела и органов зрения. • Надевайте темные защитные очки с боковыми щитками. Ниже приведены данные о рекомендуемой степени затемнения светозащитных стекол, используемых при плазменной резке: Напряжение дуги Светозащитное стекло < 100 А Стекло № 8 100-200 A Стекло № 10 200-400 A Стекло № 12 > 400 A Стекло № 14 • Не используйте очки с поврежденными или разбитыми стеклами • Предупредите окружающий персонал о том, что смотреть на дугу без защитных очков нельзя. • Организуйте зону работы так, чтобы минимизировать отражение и распространение ультрафиолетового облучения. • Установите защитные экраны или перегородки для уменьшения распространения ультрафиолетового излучения. 3.1.1 Подсоединение к блоку плазменного газа Резак PT-36 оснащен двумя силовыми кабелями с водяным охлаждением, которые должны быть подсоединены к отрицательному выводу на источнике питания. Линия подачи хладагента к резаку оснащена штуцером 7/16-20 с правосторонней резьбой. Линия отвода хладагента от резака оснащена штуцером 7/16-20 с левосторонней резьбой. Оба силовых кабеля имеют желто-зеленые провода заземления, которые должны подсоединяться к контакту заземления показанному ниже. Кабель вспомогательной дуги подсоединяется к коробке генератора дуги (см. Руководство пользователя к блоку плазменного/экранирующего газа (0558005487). Кабель вспомогательной дуги также имеет желто-зеленый провод заземления, который подсоединяется к тому же контакту заземления, к которому подсоединяются провода заземления силовых кабелей. Силовые кабели Провода заземления 13 Подсоединение к контакту заземления раздел 3 установка 3.1.2 Подсоединение газовых шлангов резака к газовому коллектору 1 - Охватывающее гаечное соединение для соединения с коллектором. 2 - Соединение типа «B-IG» для подачи плазменного стартового и режущего газов. Шланг может подсоединяться к любому из этих соединений. 1 2 1 2 Примечание: Давление определяется условиями резки. Обращайтесь к сборнику параметров резки (Cut Data Manual, Н/Д 0558006163). 14 раздел 3 3.2 установка Подсоединение резака к агрегату Обращайтесь к руководству плазменнодугового агрегата. предупреждение! Крепление за корпус резака может привести к передаче высокого напряжения через раму машины. Крепить резак необходимо за изолированный кожух (здесь) • • • • ЗАПРЕЩАЕТСЯ крепить резак за корпус (здесь) • • ЗАПРЕЩАЕТСЯ крепить резак за корпус из нержавеющей стали (здесь). Корпус резака имеет электроизоляцию, но возможно возникновение наружной дуги высокочастотного стартового тока. Крепление резака вблизи корпуса может привести к возникновению дуги между корпусом резака и агрегатом. В этом случае может потребоваться замена резака, не предусмотренная гарантией производителя. Возникновение дуги может привести к повреждениям оборудования. Крепление резака допускается только за изолированный кожух (непосредственно над ярлыком) не ближе чем за 1,25 дюйма (31,75 мм) от соединения кожуха и корпуса резка. 15 раздел 3 установка 16 раздел 4эксплуатация ПРЕДУПРЕЖДЕНИЕ ПРЕДУПРЕЖДЕНИЕ Масла и смазочные материалы чрезвычайно огнеопасны! • Запрещается использовать масла и смазки для этого резака. • Запрещается трогать резак грязными руками или класть его на загрязненную поверхность. • Разрешается использовать только силиконовую смазку. • Масла и смазочные материалы легко воспламеняются и интенсивно горят в присутствии сжатого кислорода. Опасность взрыва водорода! • Запрещается использовать водород при подводной резке! • Взрыв водорода может привести к травмам и гибели людей. • Скопления водород могут образовывать взрывоопасные подводные карманы внутри водяного раскройного стола. Эти водородные карманы могут взорваться от плазменной дуги или случайной искры. • Прежде чем приступить к резке, помните, что реакция расплавленного металла с водой, другие медленно протекающие химические реакции и некоторые плазменные газы являются возможными источниками образования водорода в раскройном столе. • Газы образуют взрывоопасные карманы под обрабатываемым изделием и внутри водяного раскройного стола. • Регулярно убирайте окалину (особенно мелкие частицы) со дна раскройного стола. Наполняйте раскройный стол чистой водой. • Не оставляйте обрабатываемые материалы на столе на ночь. • Если водяной раскройный стол не использовался несколько часов, встряхните его, прежде чем класть на него первый лист металла для того, чтобы рассеять возможные скопления водорода. • При возможности в промежутках между резкой поднимайте и опускайте уровень воды в раскройном столе для предотвращения скопления водорода. • Поддерживайте водородный показатель (pH) воды на нейтральном уровне (приблизительно 7). • При программировании процесса резки, размещение деталей должно задаваться таким образом, чтобы расстояние между деталями составляло не менее двойной ширины разреза, для того чтобы гарантировать наличие материала под траекторией разреза. • При резке над поверхностью воды, установите вентиляторы для циркуляции воздуха между обрабатываемым металлом и водой. 17 раздел 4эксплуатация ПРЕДУПРЕЖДЕНИЕ Взрывоопасно! НЕ ИСПОЛЬЗОВАТЬ H-35 ПРИ ПОДВОДНОЙ РЕЗКЕ! Опасность скопления водорода в водяном раскройном столе! Водород чрезвычайно взрывоопасен. Расстояние между уровнем воды и обрабатываемым изделием должно составлять не менее 4 дюймов. Встряхивайте обрабатываемый металл, перемешивайте воду и обеспечьте циркуляцию воздуха для того, чтобы предотвратить скопление водорода. Взрывоопасно! Резка некоторых сплавов алюминия и лития в присутствии воды может привести к взрыву. ПРЕДУПРЕЖДЕНИЕ Не подвергайте следующие сплавы алюминия и лития плазменной обработке в присутствии воды (в скобках указан производитель сплава): Alithlite (Alcoa) Alithally (Alcoa) 2090 Alloy (Alcoa) X8090A (Alcoa) X8192 (Alcoa) Navalite (ВМС США) Lockalite (Lockheed) Kalite (Kaiser) X8092 (Alcoa) 8091 (Alcan) • Эти сплавы должны подвергаться сухой обработке на • • ПРЕДУПРЕЖДЕНИЕ сухом раскройном столе. ЗАПРЕЩАЕТСЯ резать над водой. За дополнительной информацией о мерах предосторожности при работе с этими сплавами обращайтесь к вашему поставщику алюминия. Опасность возникновения искры! Высокая температура, брызги раскаленного металла и искры создают опасность возникновения пожара и ожогов. • Не резать вблизи горючих материалов. • Не резать контейнеры, использовавшиеся для хранения горючих материалов. • Убедитесь, что при вас нет предметов, содержащих горючие материалы (например, бутановых зажигалок). • Контакт со вспомогательной дугой может привести к ожогам. При запуске дуги и начале резки направляйте резак от себя и других людей. • Используйте средства защиты для тела и органов зрения. • Используйте защитные перчатки, ботинки и каску. • Одевайте огнестойкую рабочую одежду, закрывающую все части тела. • Рабочие брюки не должны иметь отворотов, чтобы предотвратить попадания искр и брызг раскаленного металла в складки одежды. 18 раздел 4эксплуатация внимание! 4.1 Масла и смазочные материалы чрезвычайно огнеопасны! • Запрещается использовать масла и смазки для этого резака. • Запрещается трогать резак грязными руками или класть его на загрязненную поверхность. • Разрешается использовать только силиконовую смазку. • Масло и смазочные материалы легко воспламеняются и интенсивно горят в присутствии сжатого кислорода. Настройка • Выберите надлежащие параметры из файла рабочих данных (файл SDP) и установите рекомендуемые детали рабочей части резака (наконечник, электрод и т. д.). См. рабочие данные для определения параметров и нужных деталей. Расположите резак над обрабатываемым материалом в нужном месте. За детальными инструкциями по выбору параметров резки см. руководство к консоли. Процедуры регулирования расхода газа описываются в специальных контрольных инструкциях. Процедура запуска и начала резки описывается в контрольных инструкциях и руководстве к консоли. • • • • 4.1.1Зеркальная резка При зеркальной резке необходимы обратная вихревая направляющая и обратный рассеиватель. Эти детали обеспечивают закручивание газа в обратном направлении, изменяя таким образом «правильную» сторону разреза. 4.2 Обратная направляющая (4 отверстия) Н/Д 0558002534 Обратная направляющая (4 отверстия) Н/Д 0558002530 Обратная направляющая (8 отверстий х 0,067) Н/Д 20918 Обратный рассеиватель Н/Д 22496 Качество резки 4.2.1Введение Факторы, влияющие на качество резки, взаимозависимы. Изменение одной переменной влечет изменение других. Поиск решения может быть трудным. Далее приведены возможные пути устранения нежелательных результатов резки. Для начала выберите наиболее ярко выраженную проблему:: 4.2.2 4.2.3 4.2.4 4.2.5 4.2.6 Угол среза (положительный или отрицательный) Фактура среза Шероховатость поверхности Окалина Размерная точность В большинстве случаев, рекомендуемые параметры резки гарантируют оптимальное качество среза. Тем не менее, иногда условия резки могут привести к необходимости незначительной регулировки параметров. В таких случаях необходимо: • • • изменять параметры постепенно, небольшими интервалами; увеличивать или уменьшать напряжение дуги на 5 В за раз; постепенно менять скорость резки (не более чем на 5% за раз) до тех пор, пока не будет заметно улучшений. 19 раздел 4эксплуатация предупреждение! Прежде чем вносить КАКИЕ-ЛИБО изменения, сравните текущие параметры с рекомендуемыми производителем параметрами и деталями рабочей части резака. 4.2.2. Угол среза Отрицательный угол среза Верхняя поверхности больше нижней • • • • • Неправильное положение резака Деформация обрабатываемого материала Изношенные или поврежденные расходные детали резака Низкое напряжение дуги (зазор) Низкая скорость резки (скорость перемещения агрегата) Деталь Отрез Деталь Положительный угол среза Верхняя поверхность меньше нижней. • • • • • • Неправильное положение резака Деформация обрабатываемого материала Изношенные или поврежденные расходные детали резака Высокое напряжение дуги (зазор) Слишком высокая скорость резки Слишком высокая или низкая сила тока (Сила тока, соответствующая различным наконечникам резака, указана в разделе «Рабочие данные».) Деталь Отрез 20 Деталь раздел 4эксплуатация 4.2.3. Фактура среза Округленный верх и низ среза Данная проблема обычно возникает при резке материалов толщиной менее 0,25 дюйма (6,4 мм). • Слишком высокая сила тока для материала данной толщины (надлежащая сила тока указана в разделе «Рабочие данные»). Деталь Отрез Подрезка верхнего края • Низкое напряжение дуги (зазор) Отрез 21 Деталь раздел 4эксплуатация 4.2.4. Шероховатость поверхности Шероховатость поверхности, возникающая в результате воздействия процесса резки Поверхность материала в районе среза неизменно становится шероховатой. Может распространяться больше чем на одну ось. • Неправильный выбор экранирующего газа (см. раздел «Рабочие данные») • Изношенные или поврежденные расходные детали резака Шероховатость поверхности, возникающая в результате воздействия режущего агрегата Может быть похожа на шероховатость, возникающую в результате воздействия процесса резки. Часто ограничивается одной осью. Дискретная шероховатость. • Загрязнение направляющих, колес и / или реечного привода. (См. раздел «Техническое обслуживание» в руководстве к агрегату.) • Регулировка движущих колес Вид сверху Поверхность среза Шероховатость поверхности, возникающая в результате воздействия режущего агрегата или Шероховатость поверхности, возникающая в результате воздействия процесса резки Поверзность среза 4.2.5. Окалина Линии задержки Окалина является побочным продуктом процесса резки. Окалина – это нежелательное скопление материала на поверхности обрабатываемого изделия. В большинстве случаев, образование окалины может быть минимизировано или полностью предотвращено через правильную настройку резака и выбор соответствующих параметров резки. См. раздел «Рабочие данные». Высокоскоростная окалина Плавка или скатывание материала на нижней поверхности обрабатываемого изделия по линии разреза. Удаляется трудно. Может потребоваться шлифовка или откалывание. S-образные линии задержки. • Высокое напряжение дуги (зазор) • Слишком высокая скорость резки Скат Вид сбоку Линии задержки Низкоскоростная окалина Сферические скопления на нижней поверхности обрабатываемого изделия вдоль линии среза. Удаляется легко. • Слишком низкая скорость резки Поверхность среза Сферические скопления Вид сбоку 22 раздел 4эксплуатация предупреждение! Скорость резки и напряжение дуги, рекомендуемые производителем, в большинстве случаев дают оптимальные результаты. В некоторых случаях, по причине качества обрабатываемого материала, его температуры и особенностей сплава, может потребоваться небольшая корректировка параметров, которая должна осуществляться только небольшими интервалами. Оператор должен помнить, что все параметры являются взаимозависимыми. Изменение одного параметра влияет на другие параметры, что может привести к ухудшению качества резки. Всегда начинайте со значения рекомендуемого производителем. Верхняя окалина Брызги на верхней поверхности обрабатываемого материала. Обычно удаляется легко. • Слишком высокая скорость резки • Высокое напряжение дуги (зазор) Вид сбоку Брызги Нестандартная окалина Скопления возможны как на нижней, так и на верхней поверхности обрабатываемого изделия вдоль линии среза. Дискретные скопления. Может представлять собой окалину любого из перечисленных выше типов. • Возможно, изношены детали рабочей части резака Другие факторы, влияющие на образование окалины • Температура обрабатываемого материала • Прокатная окалина или коррозия металла • Высокоуглеродистые сплавы предупреждение! Срез Прежде чем вносить КАКИЕ-ЛИБО изменения, сравните текущие параметры с рекомендуемыми производителем параметрами и деталями рабочей части резака. 4.2.6. Размерная точность В большинстве случаев наибольшая точность резки достигается при наименьшей из допустимых скоростей. Выбор расходных деталей резака должен осуществляться исходя из низкого напряжения дуги и низкой скорости резки. замечание Скорость резки и напряжение дуги, рекомендуемые производителем, дают оптимальные результаты. В некоторых случаях, по причине качества обрабатываемого материала, его температуры и особенностей сплава, может потребоваться небольшая корректировка параметров. Оператор должен помнить, что все параметры являются взаимозависимыми. Изменение одного параметра влияет на другие параметры, что может привести к ухудшению качества резки. Всегда начинайте со значения рекомендуемого производителем. Прежде чем вносить КАКИЕ-ЛИБО изменения, сравните текущие параметры с рекомендуемыми производителем параметрами и деталями рабочей части резака. 23 раздел 4эксплуатация 4.3 Каналы подачи газа Подача плазменного газа Подача экранирующего газа Подача воды Вид каналов подачи газа Отток воды Вид каналов подачи воды 24 Раздел 5обслуживание 5.1 Введение Износ расходных деталей резака в процессе плазменной резки является нормальным явлением. Запуск плазменной дуги приводит к эрозии как электрода, так и наконечника резака. Регулярный технический осмотр и замена деталей резака PT-36 необходимы для поддержания высокого качества и точности резки. опасно! Опасность взрыва водорода При плазменной резке на водяных раскройных столах в нарушение правил безопасности существует опасность взрыва водорода. Известны случаи мощных взрывов в результате скопления водорода под обрабатываемым изделием. Такие взрывы приводят к огромным материальным потерям. Осколочные ранения и гибель людей также не исключены. Накопленные на сегодняшний день данные говорят о трех возможных источниках водорода, попадающего в атмосферу при плазменной резке на водяных раскройных столах. В большинстве случаев, водород освобождается в результате быстрой реакции расплавленного металла с водой, приводящей к образованию окиси металла. Это объясняет, почему при резке легко окисляемых металлов, таких как алюминий и магний, выделяется большее количество водорода, чем при резке железа. Большинство освобождаемого водорода сразу же поднимается в воздух, но небольшое количество оседает на металлических частицах. Эти частицы опускаются на дно водяного стола, но водород, в конце концов, поднимается на поверхность. Водород может также освобождаться в результате более медленной реакции холодного металла с водой, другими металлами или химическими примесями в воде раскройного стола. Такой водород тоже постепенно поднимается к поверхности воды. Наконец, водород может выделяться при использовании в качестве плазменного газа смеси «Н-35». Эта смесь содержит 35% водорода, что означает суммарный расход приблизительно 70 куб. футов водорода в час. Водород может скапливаться в разных местах. Наиболее распространенное место скопления водорода – это воздушные карманы между обрабатываемым материалом и перекладинами раскройного стола. Карманы также могут появляться в результате деформации обрабатываемого материала. Водород может также скапливаться в поддоне для окалины и воздушном резервуаре. При контакте с кислородом в воздухе водород может взорваться от плазменной дуги или случайной искры. Для того чтобы минимизировать вероятность выделения и скопления водорода и его последующего взрыва, необходимо придерживаться следующих правил: 1. Регулярно убирайте мелкие частицы со дна раскройного стола. Наполняйте стол чистой водой. 2. Не оставляйте обрабатываемые материалы на столе на ночь или на выходные. 3. Если стол не использовался несколько часов, встряхните его, прежде чем класть на него первый лист металла. Это позволит молекулам водорода подняться на поверхность и рассеяться и предотвратит скопление водорода под листами обрабатываемого металла. Также полезно резко опустить первый лист металла на поверхность стола, а затем поднять его с тем, чтобы освободить поднявшийся от толчка водород, прежде чем лист будет подвергнут обработке. 4. При резке над поверхностью воды, установите вентиляторы для циркуляции воздуха между обрабатываемым металлом и водой. 5. При резке под водой обеспечьте перемешивание воды под обрабатываемым изделием для того, чтобы предотвратить скопление водорода. Для этого может использоваться процедура вспенивания воды при помощи сжатого воздуха. 6. В промежутках между резкой полезно поднимать и опускать уровень воды в раскройном столе для предотвращения скопления водорода. 7. Водородный показатель (pH) воды должен быть приблизительно 7 (нейтральный). Это должно уменьшить скорость химической реакции между водой и металлами. 25 раздел 5обслуживание 5.2 Демонтаж рабочей части резака опасно! ОТ КОНТАКТА С ГОРЯЧИМ РЕЗАКОМ ВОЗМОЖНЫ ОЖОГИ КОЖИ! ПРЕЖДЕ ЧЕМ ОСУЩЕСТВЛЯТЬ ТЕХОБСЛУЖИВАНИЕ РЕЗАКА ДАЙТЕ ЕМУ ОСТЫТЬ. 1. Снимите фиксатор теплоизолятора. ПРИМЕЧАНИЕ: Если при съеме фиксатора теплоизолятора у вас возникают трудности, плотнее затяните наконечник, для того чтобы уменьшить давление на теплоизолятор 2. Осмотрите соприкасающиеся поверхности теплоизолятора и фиксатора на наличие дефектов и загрязнения, которые могут препятствовать герметизации сопряженных металлических поверхностей. Внутренняя поверхность теплоизолятора не должна иметь коррозии и следов оплавления. Осмотрите конец теплоизолятора на наличие следов оплавления. Замените в случае обнаружения повреждений. 3. Осмотрите распылитель на наличие загрязнения и в случае необходимости очистите. Износ верхушки может влиять на расход газа. Заменяйте распылитель во время каждой второй замены теплоизолятора. Резка множественных мелких деталей на небольшой площади листа или резка материала толщиной более 0,75 дюйма (19,1 мм) может потребовать более частой замены в результате нагрева. Корпус резака Распылитель Фиксатор Теплоизолятор теплоизолятора Наконечник Фиксатор наконечника 26 Электрод Инструмент для изъятия электрода раздел 5обслуживание предупреждение! Неправильная установка распылителя в теплоизолятор приведет к сбою в работе резака. Рифление распылителя должно быть направлено от теплоизолятора, как показано на рисунке. 4. Отверните фиксатор наконечника и достаньте наконечник из корпуса резака. Осмотрите изоляцию наконечника на наличие трещин и выбоин. Замените в случае обнаружения повреждений. Осмотрите наконечник на наличие: • • • • следов оплавления или повреждения избыточным током повреждений в результате возникновения внутренней дуги глубоких царапин на поверхности уплотнительного кольца разрывов, порезов или другого износа уплотнительного кольца При помощи металлической щетки удалите с наконечника частицы гафния (от контакта с электродом). Замените в случае износа или повреждений. ПРИМЕЧАНИЕ: Изменение цвета внутренних поверхностей и небольшие черные отметины являются нормальным явлением и не влияют на работу резака. Если держатель был затянут надлежащим образом, электрод можно открутить без откручивания держателя электрода. При установке электрода не прикладывайте больше усилий, чем необходимо для его адекватной фиксации в держателе. 5. Снимите электрод при помощи инструмента для изъятия электрода. 6. Удалите электрод из держателя. Охватите плоские части держателя гаечным ключом на 5/16 дюйма. Для того чтобы удалить электрод, поверните его против часовой стрелки при помощи инструмента. В случае эрозии (наличие выемки) центра электрода глубже, чем 3/32 дюйма (0,09 мм), электрод должен быть заменен. Корпус резака Инструмент для изъятия электрода Электрод Замените в случае эрозии (наличие выемки) центра электрода глубже, чем 3/32 дюйма (0,09 мм). 27 раздел 5обслуживание 7. Достаньте держатель электрода из корпуса резака. Шестигранник на конце инструмента для изъятия электрода должен войти в контакт с шестигранником держателя электрода. Инструмент для изъятия электрода Газовая направляющая Сборка держателя электрода Электрод ПРИМЕЧАНИЕ: Держатель электрода состоит из двух деталей. Не разбирать! При повреждении держателя, замените всю сборку держателя. 8. Разберите держатель электрода и газовую направляющую. Осторожно достаньте уплотнительное кольцо из держателя электрода и выдвиньте направляющую из держателя. Осмотрите поверхность соприкосновения с наконечником (передний край) на наличие сколов. Обращайте внимание на трещины и засоренные отверстия. Не пытайтесь очистить отверстия. Замените в случае обнаружения повреждений. ПРИМЕЧАНИЕ: Осмотрите все уплотнительные кольца на наличие дефектов, которые могут препятствовать полной герметизации. Газовая направляющая Уплотнительное кольцо Сборка держателя электрода 28 раздел 5обслуживание 5.3 Демонтаж рабочей части резака (для модели «Production Thick Plate») ОТ КОНТАКТА С ГОРЯЧИМ РЕЗАКОМ ВОЗМОЖНЫ ОЖОГИ КОЖИ! Прежде чем осуществлять техобслуживание резака, дайте ему остыть. опасно! 1. Снимите фиксатор теплоизолятора. ПРИМЕЧАНИЕ: Если при съеме фиксатора теплоизолятора у вас возникают трудности, плотнее затяните наконечник, для того чтобы уменьшить давление на теплоизолятор. 2. Осмотрите соприкасающиеся поверхности теплоизолятора и фиксатора на наличие дефектов и загрязнения, которые могут препятствовать герметизации сопряженных металлических поверхностей. Внутренняя поверхность теплоизолятора не должна иметь коррозии и следов оплавления. Осмотрите конец теплоизолятора на наличие следов оплавления. Замените в случае обнаружения повреждений. 3. Осмотрите распылитель на наличие загрязнения и в случае необходимости очистите. Износ верхушки может влиять на расход газа. Заменяйте распылитель во время каждой второй замены теплоизолятора. Резка множественных мелких деталей на небольшой площади листа или резка материала толщиной более 0,75 дюйма (19,1 мм) может потребовать более частой замены в результате нагрева. ОСТОРОЖНО! Неправильная установка распылителя в теплоизолятор приведет к сбою в работе резака. Рифление распылителя должно быть направлено от теплоизолятора, как показано на рисунке. Распылитель Корпус резака Теплоизолято Наконечник Фиксатор наконечника Фиксатор теплоизолятора 29 РАЗДЕЛ 5 ОБСЛУЖИВАНИЕ 4. Отверните фиксатор наконечника и достаньте наконечник из корпуса резака. Осмотрите изоляцию наконечника на наличие трещин и выбоин. Замените в случае обнаружения повреждений. Осмотрите наконечник на наличие: • • • • • следов оплавления или повреждения избыточным током; повреждений в результате возникновения внутренней дуги; глубоких царапин на поверхности уплотнительного кольца; разрывов, порезов или другого износа уплотнительного кольца; и удалите вольфрамовые волокна с наконечника при помощи металлической щетки. Фиксатор наконечника Корпус резака Наконечник Замените при наличии следов износа или повреждений. ПРИМЕЧАНИЕ: Изменение цвета внутренних поверхностей и небольшие черные отметины являются нормальным явлением и не влияют на работу резака. Если держатель был затянут надлежащим образом, электрод можно открутить без откручивания держателя электрода. При установке электрода не прикладывайте больше усилий, чем необходимо для его адекватной фиксации в держателе. 5. Снимите электрод при помощи инструмента для изъятия электрода. 6. Удалите электрод из держателя. Охватите плоские части держателя гаечным ключом на 5/16 дюйма. Для того чтобы удалить электрод, поверните его против часовой стрелки при помощи инструмента. Электрод должен быть заменен при эрозии (наличие выемки) центра электрода глубже, чем 1/16 дюйма (0,06 мм), при изменении формы граней и износе. Корпус резака Примечание: Оба конца электрода являются рабочими. При износе электрода с одного конца, просто переверните его, вставьте изношенной стороной внутрь и продолжайте использовать. Электрод Корпус гильзы Инструмент для изъятия электрода Держатель для электрода/гильзы Электрод, вольфрамовый 30 раздел 5обслуживание 7. Достаньте держатель электрода из корпуса резака. Шестигранник на конце инструмента для изъятия электрода должен войти в контакт с шестигранником держателя электрода. Корпус резака Держатель электрода Инструмент для изъятия электрода 8. Разберите держатель электрода и газовую направляющую. Осторожно достаньте уплотнительное кольцо из держателя электрода и выдвиньте направляющую из держателя. Осмотрите поверхность соприкосновения с наконечником (передний край) на наличие сколов. Обращайте внимание на трещины и засоренные отверстия. Не пытайтесь очистить отверстия. Замените в случае обнаружения повреждений. ПРИМЕЧАНИЕ: Осмотрите все уплотнительные кольца на наличие дефектов, которые могут препятствовать полной герметизации. Держатель электрода Газовая направляющая Сдвиньте газовую направляющую для того чтобы снять или осмотреть уплотнительное кольцо. 31 Уплотнительное кольцо (устанавливается под газовую направляющую) РАЗДЕЛ 5 5.4 ОБСЛУЖИВАНИЕ Монтаж рабочей части резака Чрезмерное затягивание деталей создаст трудности при последующей демонтаже резака и может нанести повреждение. Не перезатягивайте детали во время сборки. Детали с резьбой рассчитаны на затягивание вручную, при усилии приблизительно 40-60 дюймов/фунт. ПРЕДУПРЕЖДЕНИЕ! • • • • Разбирать в обратном порядке. Прежде чем собирать, нанесите тонкий слой силиконовой смазки на поверхность всех уплотнительных колец. Это облегчит монтаж и демонтаж резака во время следующего техосмотра. Затяните все резьбы вручную. Затягивание электрода требует умеренного усилия. Держатель электрода должен затягиваться плотнее, чем сам электрод. ПРИМЕЧАНИЕ: При сборке поместите наконечник в фиксатор наконечника и прикрутите сборку фиксатор/наконечник к корпусу резака. Это поможет обеспечить центровку наконечника в сборке фиксатора. Теплоизолятор и фиксатор теплоизолятора должны устанавливаться только после фиксатора наконечника и самого наконечника. В противном случае детали не встанут на свои места, что может привести к течи. Распылитель Наконечник Фиксатор наконечника Теплоизолятор Фиксатор теплоизолятора 32 Электрод Корпус резака раздел 5обслуживание 5.5 Монтаж рабочей части резака (для модели «Production Thick Plate») осторожно! • • • • Чрезмерное затягивание деталей создаст трудности при последующем демонтаже резака и может привести к его поломке. Не перезатягивайте детали во время сборки. Детали с резьбой рассчитаны на затягивание вручную, при усилии приблизительно 40-60 дюймов/фунт. Разбирать в обратном порядке. Прежде чем собирать, нанесите тонкий слой силиконовой смазки на поверхность всех уплотнительных колец. Это облегчит монтаж и демонтаж резака во время следующего техосмотра. Затяните все резьбы вручную. Затягивание электрода требует умеренного усилия. Держатель электрода должен затягиваться плотнее, чем сам электрод. Корпус резака 1. Установите держатель электрода в корпус резака. Шестигранник на конце инструмента для изъятия электрода должен войти в контакт с шестигранником держателя электрода. Корпус гильзы Держатель для электрода/гильзы Электрод, вольфрамовый 2. При замене электрода, соберите гильзу, держатель гильзы и электрод. Вставьте сборку электрода в инструмент для его изъятия и убедитесь, что электрод вошел в плотный контакт с нижним отверстием инструмента (электрод должен сам встать на место). 33 раздел 5обслуживание 3. Прикрутите сборку электрода к корпусу резака по часовой стрелке. Электрод встанет на место при закрытии гильзы. Фиксатор наконечника Корпус резака Наконечник ПРИМЕЧАНИЕ: При сборке поместите наконечник в фиксатор наконечника и прикрутите сборку фиксатор-наконечник к корпусу резака. Это поможет обеспечить центровку наконечника в сборке фиксатора. Теплоизолятор и фиксатор теплоизолятора должны устанавливаться только после фиксатора наконечника и самого наконечника. В противном случае детали не встанут на свои места, что может привести к течи. 34 раздел 5обслуживание 5.6 Корпус резака • • • Осмотрите уплотнительное кольцо и замените в случае износа или повреждений. Прежде чем собирать нанесите тонкий слой силиконовой смазки на поверхности всех уплотнительных колец. Это облегчит монтаж и демонтаж резака во время следующего техосмотра. Уплотнительное кольцо (1,61 (внутренний диаметр) x 0,070, BUNA-70A) внимание! ПОРАЖЕНИЕ ЭЛЕКТРОТОКОМ МОЖЕТ ПРИВЕСТИ К ГИБЕЛИ! ПЕРЕД ТЕХНИЧЕСКИМ ОБСЛУЖИВАНИЕМ РЕЗАКА: • • Приведите выключатель питания на источнике питания в положение «ВЫКЛ» («OFF»). Отключите подачу электричества. Уплотнительные кольца • • • Не допускайте попадания смазок и грязи на контактные точки контактного кольца. При замене наконечника, осматривайте кольца. Протирайте ватным шариком, смоченным в изопропиловом спирте Контакты кольца Контактное кольцо Шуруп для контактного кольца 35 Контакты кольца раздел 5обслуживание 5.7 Демонтаж и замена корпуса резака внимание! ПОРАЖЕНИЕ ЭЛЕКТРОТОКОМ МОЖЕТ ПРИВЕСТИ К ГИБЕЛИ! ПЕРЕД ТЕХНИЧЕСКИМ ОБСЛУЖИВАНИЕМ РЕЗАКА: • • Приведите выключатель питания на источнике питания в положение «ВЫКЛ» («OFF»). Отключите подачу электричества. 1. Ослабьте хомут с винтовым зажимом, для того чтобы кожух можно было передвинуть на кабели резака. Достаточно сдвинуть кожух на 7 дюймов. Ослабьте стопорные винты №№ 10-32 на конце кожуха так, чтобы медное продолжение ручки резака можно было освободить и прокрутить после ослабления кожуха. Отверните кожух резака и переместите его по кабелю так, чтобы стало видно соединение проводов вспомогательной дуги. Рукоятка Корпус резака 2. Отверните силовые кабели и газовые шланги от сборки головки резака, используя ключи на 7/16 дюйма (11,1мм) и нa 1/2 дюйма (15,9мм). Отсоедините силовые кабели, привинченные к коротким штенгелям на заднем конце резака. Заметьте, что одно из этих соединений имеет левую резьбу. Полудюймовые соединения силовых кабелей Полудюймовое соединение подачи газа Соединение подачи плазменного газа (7/16 дюйма) 36 раздел 5обслуживание 3. Снимите изоляционную ленту над серой пластиковой изоляционной трубкой, закрывающей соединение вспомогательной дуги. Передвиньте изоляционную трубку и откройте гребневые соединения. Изоляционная лента (не показана) Соединение проводов Кабель вспомогательной дуги Гребневое соединение 4. Для того чтобы установить новую сборку головки резака, соедините кабель вспомогательной дуги и главный силовой кабель в порядке, обратном описанному выше. Убедитесь, что газовые и водяные соединения достаточно прочны, чтобы избежать течи, но не используйте герметиков. Если гребневое соединение кажется недостаточно плотным, сожмите его острогубцами. Закрепите серую изоляционную трубку десятью оборотами изоляционной ленты. Новая головка резака 5. Переместите рукоятку вверх по кабелю и приверните ее к корпусу резака. 37 раздел 5обслуживание 5.8 Низкий срок службы расходных материалов 1. Рубка каркаса Рубка каркаса (остатки металла после того, как все детали вырезаны и удалены из листа). Рубка каркаса может отрицательно повлиять на срок службы электрода через: • • • • работу электрода без контакта резака с поверхностью; повторные запуски вспомогательной дуги на краях материала; большую частоту повторных запусков. В большинстве случаев это связано с кислородной резкой; эта проблема может быть решена через выбор оптимального раскройного маршрута, минимизирующего число запусков дуги; и увеличение вероятности того, что лист может выгнуться к резаку и повлечь возникновение двойной дуги. Этого можно избежать, если держать процесс резки под постоянным контролем оператора, увеличить зазор и уменьшить скорость резки. При возможности используйте для рубки каркаса резак модели OXWELD или резак данной модели, но при большом зазоре. 2. Контроль над вертикальной позицией резака • • • Неожиданное «пикирование» резака может быть вызвано изменением напряжения дуги при включенном механизме автоматического изменения высоты резака. Изменение напряжения дуги, в свою очередь, обычно является результатом удаления обрабатываемой поверхности от дуги. Отключение механизма автоматического изменения высоты резака и своевременное погашение дуги при прогибе поверхности может предотвратить появление этих проблем. «Пикирование» также возможно в начале резки при слишком долгой задержке. Это чаще происходит при резке тонких материалов. Уменьшите задержку или отключите механизм автоматического изменения высоты резака. «Пикирование» также может явиться результатом сбоя в работе механизма автоматического изменения высоты резака. 3. Низкий зазор прошивки Увеличьте зазор прошивки 4.Запуск у края с продолжающейся вспомогательной дугой Разместите резак более точно или начните резку на прилежащем листе лома. 5. Переворачивание листа Наконечник резака может быть поврежден при переворачивании детали листа. 6.Возникновение дуги на брызгах металла при прошивке Увеличьте зазор или задержку. 7. Незавершение прошивки перед началом резки Увеличьте изначальную задержку.. 8. Низкий расход хладагента Высокий расход плазменного газа, Высокая сила тока Откорректируйте параметры 9.Утечка хладагента в резаке Устраните течи 38 раздел 5обслуживание Проверка на наличие утечки хладагента Утечка хладагента может возникнуть в прокладках электрода, держателя электрода, наконечника и корпуса резака. Течь также возможна в результате трещины герметика резака, фиксатора наконечника или силового кабеля. Для проверки на наличие течи, где бы она не находилась, снимите теплоизолятор, очистите резак и положите его на сухую чистую поверхность. При отключенной подаче газов, на несколько минут включите водяное охлаждение и осмотрите на наличие течи. Включите плазменный газ и осмотрите на наличие паров, выходящих из наконечника. Если пара не видно, выключите плазменный газ, включите экранирующий газ и осмотрите на наличие паров, выходящих из отверстия для экранирующего газа в фиксаторе наконечника. Если утечка происходит из отверстия наконечника, снимите его и осмотрите уплотнительные кольца, наконечник, электрод и держатель электрода. Проверьте уплотняющие поверхности держателя электрода и стального цилиндра резака. Если вы подозреваете, что течь происходит в самом электроде, установите только основу двухкомпонентного наконечника PT-19XL на 100–200 А без его крайней части. После продувки, включите водяное охлаждение, убедитесь, что газы не подаются, и осмотрите на наличие течи в электроде. Если вода собирается именно там, убедитесь, что вода не стекает по электроду из течи в уплотнительном кольце. внимание! Для включения водяного охлаждения необходима подача питания от консоли на резак, в этом случае даже при отсутствии дуги, резак находится под высоким напряжением. Никогда не трогайте резак при включенном питании. 39 раздел 5обслуживание Сбой во время запуска СТАРТ ДА НЕТ Есть сообщение об ошибке? ФИНИШ ДА Замените наконечник и электрод Исправлено? ДА Изношены расходные детали? Исправьте системную ошибк НЕТ Исправлено? ДА ФИНИШ НЕТ НЕТ Устраните сбой в элементах управления и коробке генератора дуги Запустите дугу в воздух Есть вспомогательная дуга? ДА Подводная резка? ДА Дуга запускается над водой? ДА ДА Есть искра в резаке? ДА НЕТ НЕТ НЕТ НЕТ Есть искра в коробке генератора дуги? Дуга возникает при маленьком зазоре? Есть блок управления оператора на консоли? ДА НЕТ НЕТ НЕТ Проверьте расход стартового газа Устраните сбои в элементах управления и источнике питания - убедитесь, что значение стартового газа не высокое - убедитесь, что резак не находится на нержавеющей стали - проверьте, нет ли замкнутых проводов от наконечника к электроду - убедитесь, что контактное кольцо находится в плотном контакте с наконечником - убедитесь в целостности проводки вспомогательной дуги от терминала к наконечнику - проверьте, нет ли замкнутых проводов в корпусе резака - проверьте проводимость хладагента - проверьте наличие утечки хладагента 40 - источник питания не соединен с обрабатываемой поверхностью - низкий ток - низкое значение вспомогательной дуги - устраните сбой запуска дуги ДА раздел 5обслуживание Сбой во время запуска ДА ДА ФИНИШ Установите фиксатор теплоизолятора и воздушную завесу p/n 0558004616 Исправлено? НЕТ НЕТ Исправлено? Задайте правильное значение экранирующего газа. Задайте больший расход, если нужно. НЕТ ФИНИШ НЕТ ДА Задано правильное значение экранирующего газа? ДА ДА Задайте «высокое» значение вспом. дуги Правильно установите воздушную завесу НЕТ Исправлено? НЕТ НЕТ ДА Значение вспом. дуги «высокое»? Воздушная завеса установлена правильно? ДА Исправлено? НЕТ Увеличьте значение воздушной завесы Исправлено? ДА Пластиковый фиксатор теплоизолятора? ДА ДА ФИНИШ 41 НЕТ - очистите стол - устраните сбои в подаче высокочастотного тока - замените резак раздел 5обслуживание 42 section 6 replacement parts 6.0Replacement Parts 6.1 General Always provide the serial number of the unit on which the parts will be used. The serial number is stamped on the unit nameplate. 6.2Ordering To ensure proper operation, it is recommended that only genuine ESAB parts and products be used with this equipment. The use of non-ESAB parts may void your warranty. Replacement parts may be ordered from your ESAB Distributor. Be sure to indicate any special shipping instructions when ordering replacement parts. Refer to the Communications Guide located on the back page of this manual for a list of customer service phone numbers. Note Bill of material items that have blank part numbers are provided for customer information only. Hardware items should be available through local sources. 43 section 6 replacement parts See Detail "C" See Detail "D" 22 See Detail "A" See Detail "B" 44 section 6 replacement parts 20 7 13 37 7 4 31 2 Detail "A" Detail "B" 45 section 6 replacement parts 30 20 35 5 28 23 28 30 34 33 29 Detail "C" 46 32 section 6 replacement parts 31 37 4 7 Ground wires attached to p/n's 4, 7 & 37 Detail "D" 47 section 6 replacement parts 10 O-rings supplied with Torch Body, P/N 996528 17 O-ring supplied with Electrode Holder assembly, P/N 86W99 36 11 O-ring supplied with Electrode 16 O-rings supplied with Nozzle 18 8 19 3 6 21 15 9 NOTE: Items 8, 15, 18 & 36 are supplied in a bag with the torch. 48 section 6 replacement parts 49 section 6 replacement parts 50 section 6 replacement parts PT-36 Mechanized Plasmarc Cutting Torch for Production Thick Plate Use: PT-36 H35 Heavy Plate Start-up Kit................................. 0558005225 Item No. Part Number Quantity Description 1 0558003963 1 Electrode, Tungsten 3/16"D 2 0558003965 1 Nozzle H35 .198" Divergent 3 0558003964 1 Collet 3/16"D Electrode 4 0558005689 1 Electrode/Collet Holder PT-36 5 0558003967 1 Collet Body 6 0558002532 1 Baffle, 32 Hole x .023 7 0558006688 1 Shield High Current 8 0558003918 1 Electrode Holder Tool PT-36 9 0558003962 1 Tungsten Electrode Tool 10 0558006690 1 Nozzle Retaining Cup assy High Current 6 9 4 5 3 8 1 2 10 7 51 NOTE: These are the only items that are different for Production Thick Plate. Refer to the Cut Data manual (0558006163) for complete setup and parameters. section 6 replacement parts Gas Out PG2 PG1 2 3 10 A 4 A A A 14 13 5, 6, 8 1 12 7 A A A 11 A 9 52 section "A" section 6 replacement parts Torch Manifold, P/N 0560942037 Item No. Part Number Quantity Description 1 0560942036 1 TORCH GAS MANIFOLD 2 952921 1 VALVE SOLENOID 2-WAY MAN. MT. 3 0560942038 1 SWITCH PRESSURE12.5 PSI 1/8"NPT 4 3389 2 ADAPTER 1/4 NPT - 'B' OXY 5 639678 2 TUBE 6 639669 2 SPRING 0.47 x 0.43 1 L 7 0560940763 2 "O" RING 11/16 X 13/16 X .07 VITON 8 950654 2 BALL 1/2" DIA RUBBER 9 36358 2 PLUG MANIFOLD 10 2064113 1 1/8" NPT ADPT "A" OXY 11 686401 1 3/8" NPT HEX SCKT PLUG 12 0560942041 1 GAGE, 0-160 PSI 13 182W82 1 ELBOW STREET 90 1/4 NPT 14 44052550 1 BUSHING 1/8 TO 1/4 BRASS 53 section 6 replacement parts PT-36 Torch Lead Sets Item No. Part Number Description 1 0558007031 Lead Set PT-36 4.5' (1.4m) 2 0558007032 Lead Set PT-36 6' (1.8m) 3 0558007034 Lead Set PT-36 12' (3.6m) 4 0558007035 Lead Set Beveling PT-36 14' (4.3m) 5 0558007036 Lead Set PT-36 15' (4.6m) 6 0558007037 Lead Set PT-36 17' (5.2m) 7 0558007038 Lead Set PT-36 20' (6.1m) 8 0558007039 Lead Set PT-36 25' (7.6m) 54 revision history 1. Original release - 11/2006 - New manual number 0558006785 created to supersede manual 0558004724 and continue with newer revisions of the PT-36. Manual 0558004724 reverted back to Jun/06 revision per "G" revisions to the drawings, CN# 063179. 0558004724 manual to be reverted for existing torch configuration purposes. PT-36R torch manual 0558006829 created to accompany torches for retrofit and not used in the m3 line. 2. Revision 12/2006 - Updated all kit quantities. 3. Revision 01/2007 - Added "Lead Set" p/n's to replacement parts section per PA6900.06.27. 4. Revision 04/2007 - Added speedloader info. 5. Revision 05/2007 - Updated replacement parts section per CN# 073061. 6. Revision 07/2007 - Chgd section 2.5.2 Minimum Coolant Flowrate: from: 1.4 USGPM (5.3 L/min) to: 1.0 USGPM (3.8 L/min) and Maximum Coolant Pressure at Inlet: from: 175 psig (12 bars) to: 200 psig (13.8 bars). 7. Revision 11/2007 - Section 2, Updated kit p/n's to remove 0558006006 and added changes per CN# 073200. Removed gas specs info for compressed air. 8. 02/2008 - Romanian manual created. 9. Revision 05/2008 - Updated spare parts kits per CN# 083073. 10. Revision 03/2009 - Updated torch specifications. 55 ESAB subsidiaries and representative offices Europe AUSTRIA ESAB Ges.m.b.H Vienna--Liesing Tel: +43 1 888 25 11 Fax: +43 1 888 25 11 85 BELGIUM S.A. ESAB N.V. Brussels Tel: +32 2 745 11 00 Fax: +32 2 745 11 28 THE CZECH REPUBLIC ESAB VAMBERK s.r.o. Prague Tel: +420 2 819 40 885 Fax: +420 2 819 40 120 DENMARK Aktieselskabet ESAB Copenhagen--Valby Tel: +45 36 30 01 11 Fax: +45 36 30 40 03 FINLAND ESAB Oy Helsinki Tel: +358 9 547 761 Fax: +358 9 547 77 71 FRANCE ESAB France S.A. Cergy Pontoise Tel: +33 1 30 75 55 00 Fax: +33 1 30 75 55 24 GERMANY ESAB GmbH Solingen Tel: +49 212 298 0 Fax: +49 212 298 218 GREAT BRITAIN ESAB Group (UK) Ltd Waltham Cross Tel: +44 1992 76 85 15 Fax: +44 1992 71 58 03 ESAB Automation Ltd Andover Tel: +44 1264 33 22 33 Fax: +44 1264 33 20 74 HUNGARY ESAB Kft Budapest Tel: +36 1 20 44 182 Fax: +36 1 20 44 186 ITALY ESAB Saldatura S.p.A. Mesero (Mi) Tel: +39 02 97 96 81 Fax: +39 02 97 28 91 81 THE NETHERLANDS ESAB Nederland B.V. Utrecht Tel: +31 30 2485 377 Fax: +31 30 2485 260 NORWAY AS ESAB Larvik Tel: +47 33 12 10 00 Fax: +47 33 11 52 03 POLAND ESAB Sp.zo.o. Katowice Tel: +48 32 351 11 00 Fax: +48 32 351 11 20 PORTUGAL ESAB Lda Lisbon Tel: +351 8 310 960 Fax: +351 1 859 1277 SLOVAKIA ESAB Slovakia s.r.o. Bratislava Tel: +421 7 44 88 24 26 Fax: +421 7 44 88 87 41 SPAIN ESAB Ibérica S.A. Alcalá de Henares (MADRID) Tel: +34 91 878 3600 Fax: +34 91 802 3461 SWEDEN ESAB Sverige AB Gothenburg Tel: +46 31 50 95 00 Fax: +46 31 50 92 22 ESAB International AB Gothenburg Tel: +46 31 50 90 00 Fax: +46 31 50 93 60 SWITZERLAND ESAB AG Dietikon Tel: +41 1 741 25 25 Fax: +41 1 740 30 55 North and South America ARGENTINA CONARCO Buenos Aires Tel: +54 11 4 753 4039 Fax: +54 11 4 753 6313 Asia/Pacific CHINA Shanghai ESAB A/P Shanghai Tel: +86 21 5308 9922 Fax: +86 21 6566 6622 INDIA ESAB India Ltd Calcutta Tel: +91 33 478 45 17 Fax: +91 33 468 18 80 INDONESIA P.T. ESABindo Pratama Jakarta Tel: +62 21 460 0188 Fax: +62 21 461 2929 JAPAN ESAB Japan Tokyo Tel: +81 3 5296 7371 Fax: +81 3 5296 8080 MALAYSIA ESAB (Malaysia) Snd Bhd Shah Alam Selangor Tel: +60 3 5511 3615 Fax: +60 3 5512 3552 SINGAPORE ESAB Asia/Pacific Pte Ltd Singapore Tel: +65 6861 43 22 Fax: +65 6861 31 95 Representative offices BULGARIA ESAB Representative Office Sofia Tel/Fax: +359 2 974 42 88 EGYPT ESAB Egypt Dokki--Cairo Tel: +20 2 390 96 69 Fax: +20 2 393 32 13 ROMANIA ESAB Representative Office Bucharest Tel/Fax: +40 1 322 36 74 RUSSIA-- CIS ESAB Representative Office Moscow Tel: +7 095 937 98 20 Fax: +7 095 937 95 80 ESAB Representative Office St Petersburg Tel: +7 812 325 43 62 Fax: +7 812 325 66 85 Distributors For addresses and phone numbers to our distributors in other countries, please visit our home page www.esab.com SOUTH KOREA ESAB SeAH Corporation Kyungnam Tel: +82 55 269 8170 Fax: +82 55 289 8864 UNITED ARAB EMIRATES ESAB Middle East FZE Dubai Tel: +971 4 887 21 11 Fax: +971 4 887 22 63 BRAZIL ESAB S.A. Contagem--MG Tel: +55 31 2191 4333 Fax: +55 31 2191 4440 CANADA ESAB Group Canada Inc. Missisauga, Ontario Tel: +1 905 670 02 20 Fax: +1 905 670 48 79 MEXICO ESAB Mexico S.A. Monterrey Tel: +52 8 350 5959 Fax: +52 8 350 7554 USA ESAB Welding & Cutting Products Florence, SC Tel: +1 843 669 44 11 Fax: +1 843 664 57 48 ESAB AB SE-- 695 81 LAXÅ SWEDEN Phone +46 584 81 000 www.esab.com 041227