09990000265 инструкция по эксплуатации har.press
advertisement

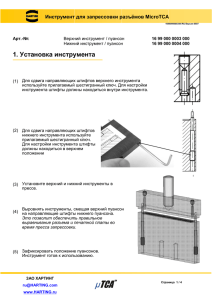
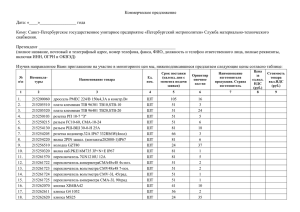
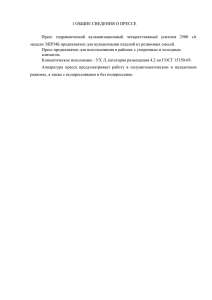
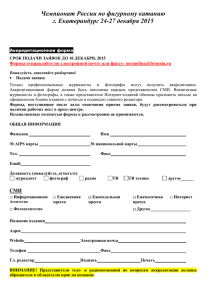
Инструкция по эксплуатации har.press® Версия 2.0 Инструкция по эксплуатации № 09990000265 Версия 2.0 Инструкция по эксплуатации har.press® 1. Содержание Содержание Ручной пресс Пневматический пресс Основные регулировки пресса Пример пробного цикла запрессовки Применение инструментов для запрессовки 6.1 Универсальный инструмент 6.2 Запрессовка разъемов с прямыми выводами 6.2.1 Стандартный инструмент 6.2.2 Узкий инструмент 7. Приложение 7.1 Усилие запрессовки 7.2 Верхние инструменты 7.3 Глубина запрессовки 1. 2. 3. 4. 5. 6. 2 3 3 4 5 7 7 8 8 8 10 10 11 12 09 99 000 0265 RU Версия 2.0 ЗАО ХАРТИНГ e-mail: ru@HARTING.com www.HARTING.ru Тел.:+7 812 327 6477; Факс: +7 812 327 6478 Страница 2 Инструкция по эксплуатации har.press® 2. Ручной пресс артикул 09 99 000 0210 Установка Закрепите пресс на твердой устойчивой поверхности при помощи болтов М10. Настройка рабочего хода штока Ослабьте 3 фиксирующих болта (1). Подгоните высоту каретки вращением вала (2). Перед использованием пресса затяните фиксирующие болты. Спецификация: Ход штока 25 мм Усилие (макс.) 15 кН Диаметр отверстия штока 10 мм Масса (примерно) 23 кг 3. Пневматический пресс Для настройки и установки станка, пожалуйста, обратитесь к инструкции по эксплуатации пневматического пресса, артикул: 09 99 000 0282. 09 99 000 0265 RU Версия 2.0 ЗАО ХАРТИНГ e-mail: ru@HARTING.com www.HARTING.ru Тел.:+7 812 327 6477; Факс: +7 812 327 6478 Страница 3 Инструкция по эксплуатации har.press® 4. Основные регулировки пресса 1. Вставьте направляющие планки (3) опорной пластины (4) в Т-образную прорезь (5) станины (6). 2. Регулировка высоты (грубая, для установки верхнего инструмента) Измерьте расстояние между штоком (1) и Тобразной прорезью и установите до опорной пластины (4): а) Для ручного пресса Х=100 мм. б) Для пневматического пресса Х=69мм. 3. Вставьте направляющие штыри (6) в отверстия (7) нижнего инструмента(8) и винты в зажимные винты(9). 4. Установите нижний инструмент (8) на опорной пластине(4) при помощи позиционирующих отверстий (10). 5. При запрессовке прямых и угловых разъемов, процедура регулировки должна проводится с верхним инструментом 09990000202. Во остальных случаях может использоваться любой другой инструмент. Вставьте верхний инструмент до упора (11) в прорезь (12) штока (13) и зафиксируйте шестигранным винтом (14). 6. Расположите верхний (15) и нижний (8) инструмент соосно перемещая подложку до совмещения направляющих штырей (6) с отверстиями (16). 7. В этом положении зафиксируйте подложку (4), закрутив винты (17). 8. При использовании пневматического пресса для стандартных печатных плат процедура аналогична. Для более толстых печатных плат измените рабочую высоту. 9. Проверьте регулировку, совершив пробный цикл запрессовки. Направляющие штифты (6) использовать только для регулировки положения, не использовать для установки печатных плат! 09 99 000 0265 RU Версия 2.0 ЗАО ХАРТИНГ e-mail: ru@HARTING.com www.HARTING.ru Тел.:+7 812 327 6477; Факс: +7 812 327 6478 Страница 4 Инструкция по эксплуатации har.press® 5. Пример пробного цикла запрессовки Разъем серии DIN 41612, например, Тип C, универсальный инструмент, например, 09990000185, толщина печатной платы 3,2 мм 1. Вставьте направляющие штыри (1) в отверстия (2) нижнего инструмента(3) и ввинтите зажимные винты (4) (чтобы не потерять их). 2. Установите нижний инструмент (3) на опорной пластине(5) так чтобы направляющие штыри располагались горизонтально и параллельно опорной пластине 3. Произведите точную настройку ручного пресса с помощью уже запрессованного разъема и верхнего инструмента (6). При помощи рычага (9) опустите шток (10) до упора, при этом между верхним инструментом (6) и разъемом нет люфта. При наличии зазора, или, напротив шток не доходит до упора, произведите точную настройку: Измените высоту каретки, предварительно ослабив, а потом немного затянув 3 фиксирующих болта. Проверьте высоту с помощью настроечного блока (калибра) или с помощью запрессованного разъема. 09 99 000 0265 RU Версия 2.0 ЗАО ХАРТИНГ e-mail: ru@HARTING.com www.HARTING.ru Тел.:+7 812 327 6477; Факс: +7 812 327 6478 Страница 5 Инструкция по эксплуатации har.press® 4. Вставьте верхний инструмент (12) (для розеток типа С) в прорезь штока (11) до упора и зафиксируйте винтом. 5. Установите разъем в печатную плату (8). 6. Выровняйте печатную плату по отношению к нижнему инструменту. Необходимо удостовериться, что выводы разъема (13) попали в прорези (14) нижнего инструмента. 7. В случае использования ручного пресса при помощи рычага доведите верхний инструмент до соприкосновения с разъемом и быстрым движением запрессуйте разъем в печатную плату. В случае использования пневматического пресса опустите рукоятку полностью и удерживайте ее. Нажмите кнопку, чтобы начать процесс запрессовки. 8. Если хода штока пресса недостаточно, т.е. между платой и разъемом виден существенный зазор (15), необходимо произвести регулировку высоты штока заново. 9. Пресс настроен правильно, если после запрессовки между платой и разъемом есть минимальный зазор (16) 09 99 000 0265 RU Версия 2.0 ЗАО ХАРТИНГ e-mail: ru@HARTING.com www.HARTING.ru Тел.:+7 812 327 6477; Факс: +7 812 327 6478 Страница 6 Инструкция по эксплуатации har.press® 6. Применение инструментов для запрессовки 1. Шток пресса HARTING изготовлен с двумя взаимно перпендикулярными пазами (1) для того, что бы положение сменного инструмента можно было изменять с дискретным шагом 900. 2. Две пары направляющих штырей (2) на опорной пластине (3) предназначены для точного позиционирования нижнего инструмента (матрицы) по отношению к верхнему инструменту (пуансону) с тем же шагом в 900. 6.1 Универсальный пуансон 3. Универсальный нижний инструмент (4) имеет позиционирующие отверстия (5) для установке на опорной пластине. 4. В процессе установки штыри (6) служат для позиционирования инструментов, а при запрессовке разъемов с угловыми выводами – как направляющие. 5. Ручной пресс может использоваться для запрессовки разъемов в печатные платы различной толщины (от 1,6 до 3,2 мм с шагом 0,8 мм). Компенсация толщины платы достигается установкой прокладки (7) под матрицу на направляющие штыри (2). Прокладки могут компенсировать толщину платы с точностью ±0,1 мм. Толщина платы 3,2 мм 2,4 мм 1,6 мм № прокладки 0 1 2 6. Нижний инструмент может быть зафиксирован зажимными винтами (8) для предотвращения перекоса. Направляющие штифты (6) использовать только для регулировки положения, не использовать для установки печатных плат! 09 99 000 0265 RU Версия 2.0 ЗАО ХАРТИНГ e-mail: ru@HARTING.com www.HARTING.ru Тел.:+7 812 327 6477; Факс: +7 812 327 6478 Страница 7 Инструкция по эксплуатации har.press® 6.2 Запрессовка разъемов с прямыми выводами 6.2.1 Стандартный верхний инструмент 7. Place the die block with guide pins (6) on the plate so that the wide laminated side faces up and the guide pins are fitted horizontally in relation to die plate. 6.2.2 Узкий пуансон 8. Позиционирующие отверстия (11) служат для установки нижнего инструмента на опорной пластине (12). 9. Позиционирующие штыри (13) предназначены для установления соосности верхнего и нижнего инструментов. 10. Направляющие штифты (13) использовать только для регулировки положения, не использовать для установки печатных плат! 09 99 000 0265 RU Версия 2.0 ЗАО ХАРТИНГ e-mail: ru@HARTING.com www.HARTING.ru Тел.:+7 812 327 6477; Факс: +7 812 327 6478 Страница 8 Инструкция по эксплуатации har.press® 7. Приложение 7.1 Усилие запрессовки Усилие запрессовки зависит от печатной платы, используемых покрытий и метода обработки сквозных отверстий. Просверленное отверстие (drilled hole) Металлизированное монтажное отверстие (plated through hole) Чтобы избежать избыточного давления на печатную плату и разъем во время процесса запрессовки не следует применять большее усилие запрессовки, чем требуется. При использовании ручного пресса оптимальная настройка усилия получается с помощью точной настройки. Пневматический пресс с HARTING оснащен реле давления, которое включает обратный ход штока автоматически, как только будет достигнуто предварительно установленное усилие запрессовки. Штыревой разъем (вилка) DIN 41612, Тип макс. усилие на разъем R 15 кН Q 15 кН 2R 10 кН 2Q 5 кН C 15 кН 09 99 000 0265 RU Версия 2.0 ЗАО ХАРТИНГ e-mail: ru@HARTING.com www.HARTING.ru Тел.:+7 812 327 6477; Факс: +7 812 327 6478 Страница 9 Инструкция по эксплуатации har.press® 7.2 Верхние инструменты (пуансоны) Для запрессовки Верхний инструмент (Пуансон) Вилки Тип М (24+8) Тип М (42+6) Тип М (60+4) Тип М (78+2) Артикул Чертеж и размеры в мм 09 99 000 0269 09 99 000 0270 09 99 000 0271 09 99 000 0272 Вилки Тип А-Q Тип А-2Q 09 99 000 0181 Розетки Тип А-B Тип А-2B Тип А-C 09 990 00 0197 Розетки Тип А-B, 2B Тип А-C Только с короткими выводами (5,5 мм) и печатной платой >1,6 мм без рамки с направляющими 09 99 000 0228 Розетки Тип А-F 09 99 000 0221 Розетки Тип А-F Только с короткими выводами (5,5 мм) и печатной платой >1,6 мм без рамки с направляющими 09 99 000 0229 09 99 000 0265 RU Версия 2.0 ЗАО ХАРТИНГ e-mail: ru@HARTING.com www.HARTING.ru Тел.:+7 812 327 6477; Факс: +7 812 327 6478 Страница 10 Инструкция по эксплуатации har.press® 7.3 Глубина запрессовки С-образные прессы, в силу своей конструкции, не могут обеспечить равномерность распределения давления по рабочей поверхности инструмента. Последствия этого таковы, что разъем запрессуется под небольшим углом. Рисунок 1 иллюстрирует запрессованный таким образом разъем. Это не влияет на функциональность разъема и надежность зоны запрессовки. Худший случай, такой как возрастание усилия запрессовки, может привести к повреждению печатной платы. Это возрастание усилия запрессовки можно избежать с помощью точной настройки. Рис.1. Перекос разъема из-за неравномерного распределения усилия пресса по рабочей поверхности инструмента. По сравнению с допустимыми углами между частями разъема в соответствии с DIN41612 часть1 (рис.2) перекос разъема после запрессовки настолько мал, что им можно пренебречь. Рис.2. Допустимый угол между вилкой и розеткой разъема. (в соответствии с DIN41612 часть1) 09 99 000 0265 RU Версия 2.0 ЗАО ХАРТИНГ e-mail: ru@HARTING.com www.HARTING.ru Тел.:+7 812 327 6477; Факс: +7 812 327 6478 Страница 11