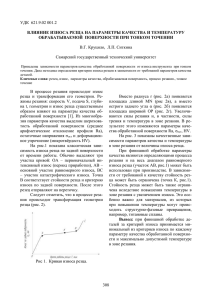
Температура резания является важнейшим фактором
advertisement

26 ИЗВЕСТИЯ ВолгГТУ При этом операторный метод расчета имеет ряд преимуществ по сравнению с вычислением интеграла, т. к. позволяет значительно упростить расчет. Поскольку информационно-измерительные и управляющие системы в большинстве своем являются гибридными, поскольку содержат аналоговые и цифровые блоки [6], представленная методика в дальнейшем позволит перейти к методам цифрового моделирования статистических величин, так или иначе связанных с внутренними шумами приборов. БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. Ишанин, Г. Г. Приемники излучения оптических и оптико-электронных приборов / Г. Г. Ишанин – Л.: Машиностроение, 1986. – 175 c. 2. Шилин, А. Н. Анализ пороговой чувствительности оптико-электронных измерительных приборов / А. Н. Шилин, А. В. Емельянов // Датчики и системы. – 2004. – № 8. – С. 23–26. 3. Бакалов, В. П. Цифровое моделирование случайных процессов / В. П. Бакалов. – М.: Сайнс-пресс, 2002. – 88 с. 4. Микроэлектронные фотоприемные устройства / М. Д. Аксененко и др. – М.: Энергоатомиздат, 1984. – 208 с. 5. Гауэр, Дж. Оптические системы связи / Дж. Гауэр. – М.: Радио и связь, 1989. – 504 с. 6. Шилин, А. Н. Исследование операторно-дискретного метода анализа электрических цепей / А. Н. Шилин, О. А. Крутякова // Известия Волгоградского государственного технического университета: межвуз. сб. науч. ст. (Сер. Актуальные проблемы управления, вычислительной техники и информатики в технических системах. Вып. 4). – ВолгГТУ. – Волгоград, 2008. – № 2(40). – С. 119–123. УДК 621.9 А. А. Липатов, Ю. Л. Чигиринский ПРИМЕНЕНИЕ ЭКСТРАПОЛЯЦИОННЫХ И ИТЕРАЦИОННЫХ МЕТОДОВ В ИНЖЕНЕРНЫХ ТЕПЛОФИЗИЧЕСКИХ РАСЧЕТАХ Волгоградский государственный технический университет leeandrej@yandex.ru; julio-tchigirinsky@yandex.ru Рассмотрено усовершенствование методики расчета температуры на передней и задней поверхностях режущего инструмента профессора А. Н. Резникова, заключающееся в учете зависимости теплопроводности обрабатываемого материала от температуры путем реализации итерационного алгоритма. Дополнительно введено экспериментальное определение сил, действующих на площадке износа, методом экстраполяции на нулевую площадку износа. Представлено сравнение результатов расчетов для случаев линейной и нелинейной экстраполяции. Показано, что учет изменения теплопроводности и температуропроводности аустенитной стали с ростом температуры приводит к существенной коррекции результатов по сравнению с известной методикой: повышение теплопроводности и температуропроводности сопровождается снижением температуры на передней поверхности и существенным повышением – на площадке износа. Ключевые слова: расчет температуры, итерация, зависимость от температуры, теплопроводность, экстраполяция на нулевую площадку износа, силы резания, точение, аустенитная сталь, передняя поверхность, задняя поверхность, площадка износа. A. A. Lipatov, Ju. L. Tchigirinsky APPLICATION EXTRAPOLATION AND ITERATIVE TECHNIQUE AT ENGINEERING THERMAL DESIGN Volgograd State Technical University The improvement of a technique temperature calculation of on fore and back surfaces of a cutter of prof. A. N. Reznikov, gathered in the account of a relationship of heat conductivity of a fashioned stuff from temperature by realization of iterative algorithm is viewed. Is extra the developmental determination of the forces, wears acting to a platform by a method of extrapolation on zero wear platform is introduced. Comparison of results of calculations for cases of streak and nonlinear extrapolation is presented. It is shown, that the account of a modification of heat conductivity and temperature conductivity austenitic to steel with growth of temperature leads to essential correction of results in comparison with a known technique: the raise of heat conductivity and temperature conductivity is accompanied by decrease in temperature on a fore surface and an essential raise – on a platform of a wear. Key words: temperature calculation, iteration, temperature relationship, thermal conductivity coefficient, extrapolation on zero wear platform, cutting force, turning, austenitic steel, a fore surface, a back surface, wear platform. Температура резания является важнейшим фактором, определяющим вид контактного взаимодействия и интенсивность износа. Совершенствованию методики расчета температуры на режущих поверхностях лезвийного инструмента и посвящена настоящая работа. В настоящее время общепринятой для раздельного определения температур на передней поверхности и площадке износа является методика профессора А. Н. Резникова. Подробное ее описание приведено в изданном достаточным тиражом первоисточнике [4]. Можно лишь от- ИЗВЕСТИЯ ВолгГТУ метить, что алгоритм расчета учитывает взаимный нагрев контактных площадок, а также их нагрев за счет теплоты, выделяющейся в зоне стружкообразования. Многие исходные данные для расчета (усадка стружки, длина контакта по передней поверхности, силы резания и др.) должны быть получены экспериментально. Эта методика и была принята за базовую. Вместе с тем известный метод не лишен недостатков. Во-первых, базовая методика предполагает использование экспериментальных данных о составляющих силы резания (вертикальной Pz и горизонтальной Pxy), действующих на инструмент в целом. Распределение же их по контактным площадкам (передней поверхности и площадке износа задней поверхности) производится априори: исходя из предела прочности обрабатываемого материала и ширины площадки износа hз задаются силы (нормальная Phn и тангенциальная Phτ) на последней, затем вычисляются силы (также нормальная и тангенциальная) на передней поверхности (для нулевого переднего угла γ это сводится к вычитанию: Pγn = Pz – Phτ, Pγτ = Pxy – Phn). Во-вторых, в расчете используются средние значения теплопроводности λ и температуропроводности ω обрабатываемого материала в предполагаемом диапазоне значений температуры θ (введение зависимостей λ(θ) и ω(θ) непосредственно в дифференциальные уравнения теплопроводности вызвало бы значительные трудности при их решении). Для устранения первого из указанных недостатков авторами был разработан способ экспериментального выделения сил Pzo и Pxyo, действующих на переднюю поверхность, из суммарного усилия резания путем экстраполяции экспериментально полученных зависимостей Pz(hз) и Pxy(hз) на нулевую площадку износа [2]. После этого для конкретных значений hз вычитанием определяются усилия на самой площадке износа: Phn = Pxy – Pxyo, Phτ = Pz – Pzo (силы Pγn и Pγτ на передней поверхности предполагаются неизменными и при γ = 0° равными соответственно Pzo и Pxyo). При выявлении характера зависимостей Pz(hз) и Pxy(hз) были использованы различные (линейная, степенная, экспонента и др.) функции. Статистическая обработка [3] результатов показала, что наилучшим образом (по критерию минимизации стандартного отклонения) зависимости Pz (hз) и Pxy (hз) могут быть представлены степенной функцией вида 27 P = A(hз + B ) K + C с показателем степени K < 1 (т. е. по мере увеличения площадки износа рост сил несколько замедляется). Для сравнения в расчетах была использована и реализуемая простейшими стандартными программами линейная экстраполяция (отклонение нелинейных степенных графиков от прямых не превышало 2–2,5 %). Для разрешения второй проблемы было решено, сохранив математический базис метода А. Н. Резникова, использовать для учета зависимостей теплофизических параметров стали от температуры процесс итерационного приближения. Алгоритм строился следующим образом. Для предварительного расчета температур в зоне стружкообразования θс, на передней поверхности инструмента θп и площадке износа задней поверхности θз использовались рекомендуемые [3] средние значения тепло- и температуропроводности обрабатываемого материала. Затем производился их перерасчет для соответствующих зон деформации согласно полученным в первом приближении значениям температур (разумеется, на этой стадии величины λ и ω для разных зон деформации становились различными). С использованием полученных таким образом значений теплофизических параметров обрабатываемой стали для зоны стружкообразования λс и ωс, передней поверхности λп и ωп и площадки износа λз и ωз вновь рассчитывались соответствующие температуры. По новым значениям θс, θп и θз опять рассчитывались величины теплопроводности и температуропроводности для всех зон деформации и т. д. Ряды получаемых при этом значений θс, θп и θз достаточно быстро сходились (для вычисления температур с точностью до 1 ºC требовалось не более 6–7 итераций). С целью проведения сравнительного анализа разработанная программа позволяла рассчитывать значения температур как по усовершенствованной, так и по базовой [4] методике. Естественно, обеспечивалась возможность задействовать два описанных выше усовершенствования по отдельности (в том числе использовать результаты как линейной, так и нелинейной экстраполяции сил). Для построения зависимостей теплофизических параметров обрабатываемого материала от температуры λ(θ) и ω(θ) использовались экспериментальные точки, взятые из целого ряда литературных источников. Статистическая обработка справочных данных показала, что наи- 28 ИЗВЕСТИЯ ВолгГТУ лучшим образом (с минимальным стандартным отклонением) указанные зависимости могут быть представлены степенными функциями. В результате были получены следующие эмпирические выражения для зависимостей теплофизических параметров стали 12Х18Н10Т от температуры: λ = 0,972(θ + 965)0,036 − 1, 210 , ω = 0,089(θ + 23)0,038 − 0,063 . Отличие рассчитанных по этим формулам величин, от рекомендуемых [4] средних значений (λ = 0,054 кал/см·с·град, ω = 0,05 см2/с) в диапазоне температур 150–1000 ºC оказалось достаточно существенным: для λ – от –23 до +24 %, для ω – от –9,5 до +5,6 %. Получение необходимых для расчетов исходных экспериментальных данных осуществлялось при продольном точении стали 12Х18Н10Т резцами из твердого сплава ТТ20К9 со скоростями резания 0,5–2,0 м/с при подаче 0,3 мм/об и глубине резания 1,5 мм. Геометрия резцов была следующей: передний угол γ = 0°, главный задний угол α = 10°, главный угол в плане φ = 45° (все эти параметры были учтены непосредственно в программе расчета). Величина площадки износа hз варьировалась в пределах до 0,4 мм (методика экспериментов по измерению сил резания инструментом с различными значениями hз приведена в [2]). Наиболее характерные результаты для базовой и различных вариантов предложенной методики расчетов приведены в табл. 1 и 2. Как следует из табл. 1, экспериментальное разделение действующих на передней и задней поверхности сил приводит к незначительному снижению расчетной температуры передней поверхности и гораздо более существенному повышению температуры площадки износа, так как определенные из опыта силы на площадке оказались значительно больше заданных априори. При этом температура θз оказалась заметно выше в случае использования более точной нелинейной экстраполяции. Учет зависимостей λ(θ) и ω(θ) также приводит в большинстве случаев к возрастанию расчетной температуры на площадке износа: из-за меньшей (чем на передней поверхности) температуры на площадке износа теплопроводность и температуропроводность стали оказываются меньше рекомендуемых средних значений, что затрудняет сток тепла в заготовку. Более высокие температуры передней поверхности приводят, наоборот, к возрастанию величин λ и ω для контактных объемов стружки, что приводит к интенсификации стока тепла в обрабатываемый материал и снижению расчетных контактных температур (за исключением скорости резания 0,5 м/с, при которой температура θп еще невелика). В целом использование предложенной методики по сравнению с базовой фиксирует снижение температуры передней поверхности инструмента и рост (весьма существенный) температуры на площадке износа. Этот результат лучше согласуется с выявленными ранее [1] особенностями контактного взаимодействия при обработке аустенитной стали (исчезновение застойных явлений на площадке износа при меньших скоростях резания, чем на передней поверхности). Таблица 1 Расчетные температуры на контактных поверхностях инструмента при обработке с различными скоростями (ширина площадки износа hз = 0,2 мм) Скорость резания v, м/с Методика расчета θп Базовая [3] Экспериментальное определение сил (линейная экстраполяция), λ и ω – константы Экспериментальное определение сил (нелинейная экстраполяция), λ и ω – константы Экспериментальное определение сил (линейная экстраполяция), учет зависимостей λ(θ) и ω(θ) Экспериментальное определение сил (нелинейная экстраполяция), учет зависимостей λ(θ) и ω(θ)* 0,5 0,75 1,0 1,5 2,0 Расчетные температуры на передней поверхности (θп) и площадке износа (θз) θз θп θз θп θз θп θз θп θз 660 363 762 386 825 395 927 415 1024 442 649 430 750 461 813 473 915 498 1010 538 644 473 744 514 805 534 906 578 1000 628 658 456 742 482 790 492 865 512 935 546 653 495 736 530 783 546 858 581 926 621 * Окончательный вариант предложенной методики. 29 ИЗВЕСТИЯ ВолгГТУ В табл. 2 приведены данные об изменении расчетной температуры на площадке износа в зависимости от самого износа (величины hз) при обработке со скоростью v =1,5 м/с. Помимо уже выявленных при анализе табл. 1 закономерностей, данные табл. 2 показывают достаточно очевидную тенденцию роста температуры θз по мере износа инструмента. Также обращает на себя внимание следующее. Представление зависимостей Pz(hз) и Pxy(hз) степенными функциями (как было указано выше, более точное, с меньшим стандартным отклонением) фиксирует существенное изменение характера роста θз при износе инструмента. Уже при минимальном износе 0,05 мм температура площадки достигает достаточно высоких значений, приближающихся к 500 ºC. При дальнейшем возрастании hз рост θз замедляется. Для расчетов с использованием линейного представления зависимостей Pz(hз) и Pxy(hз) фиксируется более равномерный рост θз при увеличении износа hз. Это также может быть объяснено присущим аустенитной стали характером зависимостей теплофизических параметров λ и ω от температуры. Таблица 2 Расчетные температуры на площадке износа задней поверхности в зависимости от величины hз; v =1,5 м/с Величина площадки износа, hз, мм Методика расчета Базовая [3] Экспериментальное определение сил (линейная экстраполяция), λ и ω – константы Экспериментальное определение сил (нелинейная экстраполяция), λ и ω – константы Экспериментальное определение сил (линейная экстраполяция), учет зависимостей λ(θ) и ω(θ) Экспериментальное определение сил (нелинейная экстраполяция), учет зависимостей λ(θ) и ω(θ)* При малых величинах hз предполагаемая невысокая температура на площадке износа (а следовательно, и малая теплопроводность стали) привела бы к снижению стока тепла в заготовку, что является фактором, приводящим к росту величины θз. Поэтому температура площадки износа оказывается выше. По мере увеличения hз и соответствующего повышения температуры возрастает и теплопроводность контактных объемов стали, а следовательно и сток тепла в заготовку. В результате рост величины θз замедляется, что и фиксируется результатами расчетов. В данном случае (в сравнении с линейной экстраполяцией) описанный выше механизм действует не через учет зависимостей λ и ω от температуры, а через характер зависимостей изменения сил на площадке износа – ускоренный рост при малых hз и замедление роста при дальнейшем износе. При этом небольшое отклонение от линейности зависимостей Pz(hз) и Pxy(hз) (т. е. суммарных сил) сопровождается для малых hз весьма существенным (в процентном отношении) увеличением сил на площадке износа. В заключение можно отметить, что полученные с помощью предложенной модернизированной методики расчетные данные хорошо согласуются с выявленными ранее результатами при обработке аустенитных сталей и свидетельствуют о ее корректности. 0,05 0,1 0,2 0,3 0,4 БИБЛИОГРАФИЧЕСКИЙ СПИСОК 338 369 413 448 479 386 431 498 549 592 472 530 578 600 612 416 456 512 554 588 496 543 581 596 604 1. Липатов, А. А. Влияние характера зависимости теплопроводности обрабатываемого материала от температуры на закономерности контактного взаимодействия и тип стружкообразования / А. А. Липатов // СТИН. – 2006. – № 8. – С. 37–40. 2. Липатов, А. А. Методика определения сил на задней поверхности режущего инструмента / А. А. Липатов, Ю. Л. Чигиринский, С. И. Кормилицын // СТИН. – 2010. – № 8. – С. 6–8. 3. Никифоров, С. К. Методика отбраковки измерений с аномальными значениями среднеквадратической ошибки / С. К. Никифоров, А. А. Степченко, Н. П. Алаев // Известия ВолгГТУ. Серия «Актуальные проблемы управления, вычислительной техники и информатики в технических системах». Вып. 5: межвуз. сб. науч. ст. / ВолгГТУ. – Волгоград, 2008. – № 8. – C. 45–48. 4. Резников, А. Н. Теплофизика процессов механической обработки материалов / А. Н. Резников. – М.: Машиностроение, 1981. – 279 с. * Окончательный вариант предложенной методики.