министерство общего образования российской
advertisement

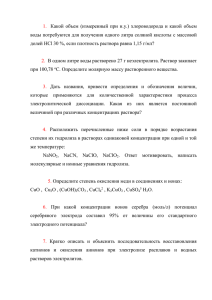
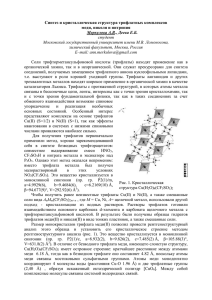
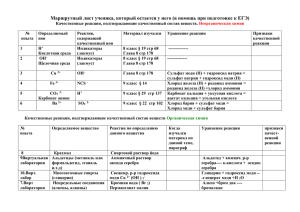
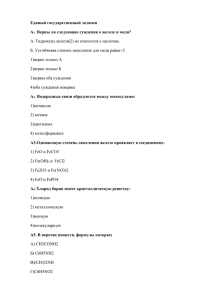
На правах рукописи КРЫЛОВА ЛЮБОВЬ НИКОЛАЕВНА ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ КОМБИНИРОВАННОЙ ТЕХНОЛОГИИ ПЕРЕРАБОТКИ СМЕШАННЫХ МЕДНЫХ РУД УДОКАНСКОГО МЕСТОРОЖДЕНИЯ Специальности 25.00.13 – “Обогащение полезных ископаемых” 05.16.02 – “Металлургия черных, цветных и редких металлов” АВТОРЕФЕРАТ диссертации на соискание ученой степени кандидата технических наук Москва 2008 г. Работа выполнена в Федеральном государственном образовательном учреждении высшего профессионального образования «Государственный технологический университет «Московский институт стали и сплавов» (МИСиС) Научный руководитель: кандидат технических наук, доцент Панин Виктор Васильевич Научный консультант: доктор технических наук, профессор Медведев Александр Сергеевич Официальные оппоненты: доктор технических наук Руднев Борис Петрович кандидат технических наук Чантурия Алексей Валентинович Ведущая организация: ФГУП «Государственный научный Центр РФ «Институт Гинцветмет» (г.Москва) Защита диссертации состоится 21 мая 2008 года в 16оо часов в аудитории К-421 на заседании Диссертационного совета Д212.132.05 при ФГОУ ВПО «Государственный технологический университет «Московский институт стали и сплавов» по адресу: 119049, г. Москва, Крымский вал, д. 3. С диссертационной работой можно ознакомиться в библиотеке МИСиС. Автореферат разослан апреля 2008 г. Ученый секретарь диссертационного совета 2 Лобова Т. А. ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ Актуальность работы. Удоканское месторождение - самое крупное неосвоенное месторождение меди в России, более 60% запасов которого относится к труднообогатимому сульфидно-окисленному (смешанному) типу медных руд. По технологиям переработки удоканских смешанных руд, основанным на коллективной флотации минералов (ТЭО 1995, 2000 г.), из-за трудности обогащения окисленных медных минералов извлечение их в концентрат не превышает 70÷75%, флотационная активность сульфидов меди подавляется сульфидизатором, применяемым для флотации окисленных минералов, что в результате приводит к потерям до 14÷16% меди при обогащении; после выщелачивания коллективного концентрата получают низкосортный сульфидный концентрат с содержанием меди 15÷20%. Организация промышленной переработки удоканских руд по этим технологиям, особенно при невысоком среднем содержании меди в руде (1,3%) и суровых климатических условиях расположения месторождения близких к районам Крайнего Севера, признана Мосгосэкспертизой нерентабельной. В соответствии с концепцией развития металлургической промышленности России до 2010 года, переработку выделяемых при обогащении сульфидных медных концентратов необходимо осуществлять с использованием способов, не оказывающих вредное воздействие на окружающую среду. В связи с вышесказанным актуальной является задача разработки рентабельных и более экологически чистых технологий переработки смешанных медных руд Удоканского месторождения. Научный и практический интерес представляет разработка физикохимических основ технологии переработки смешанных медных руд Удоканского месторождения с выщелачиванием сульфидных медных концентратов обогащения с использованием озона и пероксида водорода. Цель диссертационной работы – создание рентабельной комбинированной технологии переработки смешанных медных руд Удоканского месторождения с переработкой сульфидного медного концентрата экологически безвредным способом. Для достижения поставленной цели решались следующие задачи: Изучить влияние сернокислотной обработки вторичных сульфидов меди и смешанной медной руды на факторы, определяющие флотационное поведение минералов. Изучить свойства озона, влияющие на его реакционную способность и кинетику выщелачивания сульфидных медных концентратов. Изучить закономерности, механизм и кинетику выщелачивания сульфидных медных концентратов с использованием озона, пероксида водорода и взаимодействия элементной коллоидной серы с озоном. Установить параметры и режимы процессов комбинированной технологии переработки смешанных медных руд Удоканского месторождения – рудоподготовки, сернокислотного выщелачивания руды, флотационного обогащения кека выщелачивания, выщелачивания сульфидного медного концентрата. Разработать эффективный, экологически безвредный способ выщелачивания сульфидного медного концентрата Удоканского месторождения с использованием озона и пероксида водорода. Методы исследований. Для решения поставленных задач в работе использовались микроскопический (с применением автоматического анализатора изображений «Видео3 мастер») и рентгенодифракционный (на установке D8-ADVANCE фирмы Bruker) методы исследований, рентгеновской фотоэлектронной спектроскопии (на установке PHI 5500 ESCA фирмы Physical Electronics), инфракрасной спектроскопии (спектрофотометр Спекторд-М80), УФ-спектроскопии (спектрофотометр Shimadzu UV3100), методы выщелачивания и пенной флотации. Научная новизна Впервые установлено влияние сернокислотной обработки вторичных сульфидов меди на характер сорбции ксантогената на поверхности минералов, выражающееся в уменьшении сорбции ксантогената и увеличении сорбции диксантогенида, что оказывает существенное влияние на флотируемость минералов. Установлены изменения элементного и фазового состава поверхности вторичных сульфидов меди при сернокислотной обработке, проявляющиеся в повышении содержания меди, элементной и сульфатной серы, снижении содержания оксидов и гидроксидов железа, в результате которых повышается гидрофобность поверхности минералов и их сорбционная способность. Установлены закономерности растворения и разложения озона в растворе серной кислоты, выражающиеся в относительной стабильности концентрации растворенного озона в интервале концентраций серной кислоты 0,1÷1,0 М, что позволяет обосновать оптимальный режим окисления минералов с участием озона. Установлены особенности окисления сульфидных медных концентратов в растворе серной кислоты озоном и пероксидом водорода, проявляющиеся в преимущественном участии в окислении образующихся при разложении озона и пероксида водорода гидроксильных и гидроперекисных радикалов, что интенсифицирует процесс растворения. Установлено каталитическое действие элементной коллоидной серы на разложение озона в растворе серной кислоты, что приводит к повышению скорости окисления. Достоверность научных положений, выводов и рекомендаций подтверждается сходимостью результатов исследований полученных различными методами, применением современных методов исследований, представительным объемом экспериментов. Практическая значимость Разработан способ повышения показателей флотации смешанной медной руды, заключающийся в сернокислотном выщелачивании руды перед обогащением. Разработан эффективный, экологически безопасный способ выщелачивания сульфидных медных концентратов в растворе серной кислоты с применением озона, пероксида водорода и оксидного железа, названный пероксон-солевой. Разработана комбинированная технология переработки смешанных медных руд Удоканского месторождения с выщелачиванием сульфидного медного концентрата и определены параметры и режимы процессов рудоподготовки, сернокислотного выщелачивания руды, флотационного обогащения кека выщелачивания. По результатам работы получено 4 патента Российской Федерации на изобретение, зарегистрировано 8 ноу-хау, подано 9 заявок на изобретение. На защиту выносятся: Результаты изучения влияния сернокислотной обработки вторичных сульфидов меди на состояние поверхности минералов, сорбцию собирателя, флотационную активность, и сернокислотного выщелачивания смешанной медной руды на показатели флотации. 4 Результаты физико-химических исследований процессов протекающих при выщелачивании смешанной медной руды, флотационном обогащении кека выщелачивания и выщелачивания сульфидного медного концентрата. Установленные закономерности растворения и разложения озона в растворе серной кислоты концентрацией 0,1÷5,0 М. Полученные кинетические закономерности окисления сульфидных медных концентратов и особенности их окисления растворе серной кислоты с участием озона, пероксида водорода и оксидного железа. Установленные закономерности взаимодействия элементной коллоидной серы с озоном в растворе серной кислоты. Новый способ сернокислотного выщелачивания сульфидных медных концентратов с участием озона, пероксида водорода и оксидного железа, названный пероксон-солевой. Комбинированная технология переработки смешанных медных руд Удоканского месторождения с выщелачиванием сульфидного флотационного концентрата. Апробация работы. Основные положения и результаты работы докладывались на конгрессе обогатителей стран СНГ (2003, 2005, 2007 г.г., Москва, МИСиС), международной научно-практической конференции «Научные основы и практика переработки руд и техногенного сырья» (2004 г., Екатеринбург), международном совещании «Плаксинские чтения» (2001 г., Чита), всероссийском семинаре и первой всероссийской конференции «Озон и другие экологически чистые окислители. Наука и технологии» (2003, 2005, 2006, 2007 г.г., Москва, МГУ), втором московском научном форуме «Московская наука – проблемы и перспективы» (2005 г., Москва); представлялись на сибирской выставке (2005 г., Хабаровск), на московском международном салоне промышленной собственности «Архимед-2005», на международном Салоне инноваций и инвестиций (2002, 2006, 2007 г.г., Москва, ВВЦ). Публикации. По результатам работы опубликовано 12 статей в рецензируемых журналах и 10 тезисов докладов в материалах научных конгрессов, конференций и семинаров. Структура и объем и работы. Диссертация состоит из введения, 6 глав, общих выводов, списка литературы, 4 приложений. Диссертация имеет объем 169 страниц, включает 42 таблицы, 85 рисунков и список литературы из 146 источников. ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ Во введении обоснована актуальность работы, сформулирована цель работы, изложены основные положения, выносимые на защиту. В первой главе представлен аналитический обзор опубликованных теоретических и экспериментальных работ, в котором рассмотрены комбинированные технологии переработки медных руд, методы выщелачивания сульфидных медных концентратов и результаты использования озона и пероксида водорода для извлечения металлов. Отмечено, что технология переработки определяется составом руды, основные потери меди при флотационном обогащении смешанных медных руд связаны с окисленными минералами. Снижение содержания труднофлотируемых окисленных минералов меди позволяет повысить показатели обогащения. 5 Показано, что в известных технологиях выщелачивания сульфидных медных концентратов обогащения используются агрессивные и токсичные реагенты, оказывающие вредное воздействие на окружающую среду. Озон и пероксид водорода являются сильными окислителями, окислительный потенциал озона в 1,52 раза и пероксида водорода в 1,3 раза выше, чем у хлора, и наиболее экологически безопасными, так как они быстро разлагаются на безвредные соединения. В ранее проведенных исследованиях озон используется без сочетания с другими окислителями, поэтому расход озона нерентабельно высокий, не определен механизм и кинетика выщелачивания металлов из сульфидного минерального сырья. Взаимодействия, происходящие при окислении сульфидных концентратов озоном и пероксидом водорода, кинетика выщелачивания недостаточно изучены. На основе критического анализа технической литературы сформулированы задачи требующие решения для достижения поставленной в работе цели - разработке эффективной комбинированной технологии переработки смешанных медных руд Удоканского месторождения с сернокислотной обработкой руды перед флотацией и окислением сульфидных медных концентратов с использованием озона и пероксида водорода. Во второй главе приведены элементный и минеральный состав, текстурноструктурные свойства смешанной медной руды Удоканского месторождения, оборудование и методы исследований, примененные для выполнения работы. Для исследований использована смешанная медная руда Удоканского месторождения с содержанием меди 0,95÷1,46%, степенью окисленности 41÷63%. Основные сульфидные минералы меди: халькозин 0,7÷0,8%, ковеллин 0,1÷0,6%, борнит 0,1÷0,3%, халькопирит 0,02÷0,5%; окисленные минералы - меди брошантит 0,1÷1,9% и малахит 0,1÷1,2%. Содержание пирита в руде составляет не более 0,01%, гидрооксидов железа 0,7%. Особенностью удоканских руд является трещиноватость породы, жильный тип оруденения, развитие окисленных форм меди по трещинам, повышенная скважность гидроксидов железа, определяющая высокую проводимость растворов в руде. Сульфидная медь присутствует, в основном, во вторичных минералах. В третьей главе представлены результаты исследований рудоподготовки, влияния сернокислотной обработки вторичных сульфидов меди на изменение состава поверхности минералов, изучения параметров и режимов сернокислотного выщелачивания смешанной медной руды. Показано, что дробление руды до крупности минус 3,0 мм обеспечивает эффективное вскрытие окисленных минералов меди и последующее выщелачивание руды. Такая крупность руды позволяет снизить расход серной кислоты на вмещающую породу при выщелачивании и проводить обезвоживание кека выщелачивания с большой удельной производительностью. Исследованиями установлено, что выщелачивание более тонко измельченной руды не приводит к повышению извлечения меди при одинаковом расходе кислоты, при этом возрастает расход кислоты на вмещающую породу, например, при выщелачивании руды крупностью минус 0,1 мм расход кислоты увеличивается в 1,5÷2 раза. Показано, что выщелачивание руды, дробленой центробежно-ударным способом, приводит к повышению извлечения меди в раствор по сравнению с выщелачиванием руды, дробленой в щековой дробилке. Обоснован метод «сухого» дробления перед выщелачиванием смешанной медной руды Удоканского месторождения, позволяющий снизить расход серной кислоты на 6 выщелачивание и количество воды в цикле переработки, чем в результате уменьшить объем сбросных вод в хвостохранилище. Испытаниями рудоподготовки удоканской медной руды показана возможность получения готового материала фракции минус 3,0 мм при дроблении центробежноударным способом. Выход класса минус 3,0 мм в разгрузке дробилки составил 48,0%, расход энергии на дробление одной тонны руды 1,46 кВтч/т, расход энергии на дробление руды до конечной крупности минус 3,0 мм составил 3 кВтч/т, циркулирующая нагрузка по схеме рудоподготовки составила 175%. Установлено, что в результате сернокислотной обработки вторичных сульфидов меди, в основном халькозина и борнита, происходит изменение элементного и фазового состава поверхности минералов, влияющее на их флотационное поведение: на поверхности минералов содержание серы повышается в 1,44 раза, меди в 4 раза, а содержание железа снижается в 1,6 раза (рисунок 1). Cu 7% Cu 26% S 33% S 42% сернокислотная обработка Fe 60% Fe 32% без обработки после обработки Рисунок 1 – Изменение содержания элементов на поверхности вторичных сульфидов меди (без учета углерода и кислорода) без обработки Интенсивность, отн.ед. Интенсивность, отн.ед. Показано, что после сернокислотной обработки вторичных сульфидов меди существенно изменяется соотношение фаз серы на поверхности (рисунок 2): доля элементной серы возрастает с 10 до 24% от общей серы (спектр 3), доля сульфатной серы с 14 до 25% (спектр 4). Энергия связи, еВ после обработки Энергия связи, еВ 1 и 2 - сера в сульфидах, 3 - элементная сера, 4, 5 –сера в сульфатах Рисунок 2 – Фотоэлектронные спектры S2p поверхности вторичных сульфидов меди 7 С учетом повышения содержания общей серы на поверхности минералов, содержание элементной серы возрастает в 3,47 раз, сульфатной серы в 2,58 раз (рисунок 3). Sэлементн Sэлементн Sсульфатн Sсульфидн сернокислотная обработка Sсульфатн Sсульфидн без обработки после обработки Рисунок 3 – Формы нахождения серы на поверхности вторичных сульфидов меди без обработки Интенсивность, отн.ед. Интенсивность, отн.ед. В результате сернокислотной обработки содержание оксида железа на поверхности минералов снижается и увеличивается содержание сульфата железа (рисунок 4), снижается содержание сульфида меди и возрастает содержание сульфата меди (рисунок 5). 1 после обработки Энергия связи, еВ Энергия связи, еВ 1 – оксид железа; 2 – сульфат железа без обработки Интенсивность, отн.ед. Интенсивность, отн.ед. Рисунок 4 - Фотоэлектронные спектры Fe2p3/2 поверхности вторичных сульфидов меди после обработки Энергия связи, еВ 1 2 Энергия связи, еВ 1 – сульфид меди; 2 – сульфат меди Рисунок 5 - Фотоэлектронные спектры Cu2p3/2 поверхности вторичных сульфидов меди Анализ ИК-спектров вторичных сульфидов меди показал, что в результате сернокислотной обработки поверхность минералов «очищается», в частности от пленок оксидов и гидроксидов железа: фиксируемые в спектрах исходного образца по всему диапазону полосы переменной интенсивности и сильная узкая полоса при частоте 668 см-1 8 относящаяся к валентным колебаниям Fe-O, после сернокислотной обработки значительно уменьшаются (рисунок 6). 100,00 1 80,00 60,00 2 T% 40,00 20,00 0,00 4000,0 3549,5 3099,0 2648,5 2198,0 1747,5 1297,0 1/cm 846,5 396,0 Частота колебаний, см-1 Рисунок 6 – ИК-спектры поверхности вторичных сульфидов меди до обработки (1), после сернокислотной обработки (2) Изучено влияние расхода и концентрации серной кислоты, плотности пульпы, продолжительности процесса на извлечение меди и расход кислоты при выщелачивании смешанной медной руды Удоканского месторождения крупностью минус 3 мм. Показано, что увеличение расхода серной кислоты более 24÷26 кг/т на выщелачивание при плотности пульпы Т:Ж=1:1 не приводит к повышению извлечения меди в раствор, а также росту расхода серной кислоты на минералы меди (рисунок 7). При повышении исходной концентрации серной кислоты более 20 г/дм3 возрастает расход кислоты на выщелачивание и в основном на растворение минералов вмещающей породы. 12 80 10 22 70 9 60 8 50 7 40 6 16 18 20 22 24 26 28 Расход серной кислоты, кг/т руды 30 32 6 65 60 5 22 55 4 50 45 3 40 35 18 Расход серной кислоты, кг/т руды 11 70 20 22 24 26 28 30 32 34 36 Расход серной кислоты на пустую породу, кг/т руды 11 Извлечение меди в раствор, % 90 75 Расход серной кислоты на минералы меди, кг/т руды Извлечение меди в раствор, % 1 Расход H2SO4 на вмещающую породу, кг/т руды 1 100 38 3 Исходная концентрация серной кислоты, г/дм Исходная концентрация кислоты, г/дм3 1 - извлечение меди в раствор; серной кислотыизвлечения на минералы медимеди 72 -–расход Зависимость Рисунок в раствор (1) и расхода H2SO4 на минералы меди (2) от подачи H2SO4 (τ= 90 мин) 1 - извлечение меди в раствор; Рисунок 8 – Зависимость 2 - расход серной кислоты наизвлечения пустую породу меди (1) и расхода H2SO4 на вмещающую породу (2) от исходной концентрации H2SO4 (τ= 5 мин) 9 Так, при увеличении концентрации серной кислоты с 20 г/дм3 до 36 г/дм3 расход кислоты на растворение минералов вмещающей породы увеличивается на 80% за 5 минут выщелачивания (рисунки 8, 9). 10 10 9 1 9 8 8 7 7 6 6 5 5 4 4 3 3 2 2 1 1 0 20 40 60 80 Время выщелачивания, мин 100 τ, мин Рисунок 9 – Зависимость расхода H2SO4 на минералы меди (1) и на вмещающую породу (2) от продолжительности выщелачивания 90 45 80 40 70 35 60 30 50 25 40 20 30 15 3 50 1 10 20 2 10 0 20 40 60 80 Время выщелачивания, мин 5 100 τ, мин Рисунок 10 – Зависимость извлечения меди из окисленных минералов (1) и остаточной концентрации H2SO4 (2) от продолжительности выщелачивания После 1÷1,5 ч выщелачивания скорость извлечения меди из руды значительно снижается. (рисунок 10). Увеличение содержания твердой фазы при выщелачивании руды с 50 до 60% при одинаковом расходе кислоты способствует повышению извлечения меди в раствор на 7,5÷8,5%, что объясняется возрастанием концентрации серной кислоты и, возможно, образованием свежей поверхности за счет истирания частиц руды при перемешивании в меньшем объеме. Получено, что выщелачивание смешанной медной руды в течение 5÷10 минут позволяет перевести ее в технологический сорт «сульфидная» с содержанием окисленных минералов меди менее 30%. В результате исследований установлен режим выщелачивания удоканской смешанной медной руды крупностью минус 3 мм: исходная концентрация серной кислоты 20÷24 г/дм3, плотность пульпы 50÷60%, продолжительность выщелачивания 1÷1,5 ч (рисунок 10), общий расход серной кислоты 24÷26 кг/т. Извлечение меди из руды в таком режиме выщелачивания достигает 95,5% в пересчете на окисленные минералы меди, выход твердой фазы составляет ~ 96÷98%. Минералогический анализ показал, что в результате выщелачивания смешанной медной руды содержание меди в окисленных фазах снижается с 41÷63% до 6÷18%, вторичные сульфиды меди выщелачиваются на 15÷20%. После выщелачивания полиминеральные агрегаты сульфидов имеют многочисленные поры, пустоты, трещины, образующиеся на месте растворенных минералов, поверхность зерен сульфидов чистая, без налетов и следов переотложения. 10 Остаточная концентрация серной кислоты, г/дм 11 Извлечение меди в раствор, % 2 Расход H серно й кислоты на пустую породу, кг/т руды Расход 2SO4 на вмещающую породу, кг/т руды 11 Расход серной кислоты, кг/кг меди 100 12 12 В четвертой главе представлены результаты изучения влияния сернокислотной обработки вторичных сульфидов меди на сорбцию бутилового ксантогената калия и технологические показатели флотации, а также изучения режимов пенной флотации кеков выщелачивания смешанной медной руды и разработки технологической схемы их флотационного обогащения. Методом ИК-спектроскопии установлено, что сернокислотная обработка вторичных сульфидов меди изменяет характер сорбции ксантогентата (КХ) на поверхности минералов. После сернокислотной обработки на поверхности вторичных сульфидов меди сорбция ксантогената снижается (интенсивность полос 1022 и 619 см-1 слабеет), но идентифицируется диксантогенид (появляется полоса при частоте 530 см-1). Характеристические частоты колебаний ксантогената на поверхности вторичных сульфидов меди сдвинуты от частоты исходного реагента, что свидетельствует о его хемосорбции на поверхности минералов, а отсутствие сдвига полосы диксантогенида – о физической сорбции (рисунок 11). 100,00 1 80,00 2 3 60,00 T% 40,00 4 20,00 0,00 1496,00 1359,00 1222,00 1085,00 948,00 1/cm 1/cm 811,00 674,00 537,00 400,00 Частота колебаний, см-1 Рисунок 11 – ИК-спектры (1) - пленки 0,1% КХ, (2) - поверхности вторичных сульфидов меди, (3) - поверхности вторичных сульфидов меди после взаимодействия с КХ, (4) поверхности вторичных сульфидов меди после сернокислотной обработки и взаимодействия с КХ По остаточной концентрации ксантогената после взаимодействия с вторичными сульфидами меди, определено, что на поверхности минералов подвергнутых сернокислотной обработке ксантогената сорбируется в 1,86÷2,58 раза меньше, чем на поверхности без обработки. Этот экспериментальный факт согласуется с данными возрастания содержания элементной серы на поверхности сульфидов меди после сернокислотной обработки (рисунок 3), что, как известно, повышает ее гидрофобность. Исследования пенной флотации вторичных сульфидов меди показали, что сернокислотная обработка приводит к повышению извлечения меди в концентрат на 7,2÷10,1%, выхода твердой фазы на 3,3÷5,5% и содержания меди в концентрате на 0,9÷3,7% (таблица 1). Изучены параметры и режимы флотационного обогащения кеков сернокислотного выщелачивания смешанной медной руды содержащих 0,78÷1,1% меди, включая 0,15÷0,2% меди в окисленных минералах. 11 Таблица 1 – Результаты пенной флотации вторичных сульфидов меди (КХ = 200 г/т, τ = 2,5 мин, СаО = 1000 г/т, рН 8,9, Т-80 = 50 г/т) № опыта Продукт Выход тв., % Содержание меди, % Извлечение меди, % Флотация вторичных сульфидов меди Опыт 1 Концентрат 38,5 54,8 64,88 Хвосты 61,5 18,6 35,12 Исходный 100 32,55 100,0 Опыт 2 Концентрат 37,9 56,9 64,63 Хвосты 62,1 19,0 35,37 Исходный 100 33,36 100,0 Флотация вторичных сульфидов меди после сернокислотной обработки Опыт 3 Концентрат 41,8 55,7 72,1 Хвосты 58,2 15,5 27,9 Исходный 100 32,32 100,0 Опыт 4 Концентрат 43,3 58,5 74,7 Хвосты 56,7 15,1 25,3 Исходный 100 33,9 100,0 Установлено, что, несмотря на тонкую вкрапленность сульфидов в кеке, для основной флотации можно применить относительно грубое измельчение - 70% класса минус 0,074 мм (рисунок 12). Это объясняется низкой твердостью и повышенной хрупкостью борнита и халькозина, содержащихся в удоканской руде, а также действием на руду предварительного выщелачивания. Показано, что потери меди с хвостами флотации возрастают при увеличении содержания окисленных минералов меди в поступающем на флотацию кеке выщелачивания (рисунок 13). Для флотации оставшихся после выщелачивания окисленных минералов меди при флотации кека достаточна подача сернистого натрия в количестве 35÷70 г/т, что позволяет повысить извлечение меди в концентрат на 4,2 %. 0,24 80 0,4 60 0,3 40 0,2 2 20 0,1 Содержание меди в хвостах флотации, % 1 40 50 60 70 Содержание меди в хвостах , % Содержание меди в хвостах флотации, % 0,5 3 Извлечение меди ввконцентрат, % Извлечение меди концентрат, % 100 0,22 0,20 0,18 0,16 0,14 0,12 0,10 80 Содержание класса -0,074 мм, % Содержание класса -0,074 мм на флотации, % 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 Содержание окисленной меди в кеке выщелачивания, % Содержание окисленной меди в кеке, % Рисунок 12 – Зависимость извлечения меди в концентрат (1) и содержания меди в хвостах флотации (2) от содержания класса минус 0,074 мм в кеке Рисунок 13 – Зависимость содержания меди в хвостах флотации от содержания окисленной меди в кеке выщелачивания, поступающем на флотацию Экспериментально установлены различия режимов флотации удоканской смешанной руды и кека ее сернокислотного выщелачивания основной и контрольной операции (таблица 2). 12 Таблица 2 – Показатели флотационного обогащения смешанной медной руды и кека выщелачивания (основная+контрольная операции, степень окисленности руды 53%) Показатели флотации № Наименование показателя смешанной медной кека сернокислотного руды выщелачивания 1 Содержание меди, % 1,46 1,08 2 Содержание меди в концентрате, % 8,7 6,2÷7,7 3 Извлечение меди в концентрат (от 85,4 86,4÷87,5 питания флотации), % 4 Выход концентрата, % 13,3 9,5÷11,1 5 Минимальное содержание меди в 0,23÷0,27 0,11÷0,15 хвостах флотации, % 6 Потери меди с хвостами, % 14,6 12,5÷13,6 7 Выход хвостов, % 86,7 88,9÷90,5 8 Расход сернистого натрия, г/т 670 35÷70 9 Значение рН 8,1÷8,6 8,8÷11 10 Расход извести, г/т 320 880÷1200 11 Время основной флотации, мин 10÷15 6÷11 12 Время контрольной флотации, мин 15÷20 12÷16 13 Расход ксантогената, г/т 280 175 Уменьшение расхода ксантогената, сернистого натрия, продолжительности флотации кека выщелачивания руды (таблица 2) связано, как с изменением состояния поверхности минералов, так и со снижением содержания медных минералов в кеке по сравнению с рудой. Значительное уменьшение расхода сернистого натрия, депрессирующего при флотации сульфиды меди и особенно халькопирит, приводит к повышению извлечения меди из руды. На основе результатов исследований разработана схема флотационного обогащения кека выщелачивания (рисунок 14), включающая цикл промпродуктовой флотации с доизмельчением промпродуктов, по которой проведены лабораторные испытания в условиях моделирования замкнутого цикла. При флотационном обогащении кеков выщелачивания по этой схеме выделяется медный концентрат с содержанием до 27,8% меди, при выходе около 2,3% и извлечении до 81,5% от питания флотации. Хвосты основного цикла содержат 0,11÷0,12% меди, потери меди с хвостами составляют 13,7%. Отвальные хвосты, состоящие из хвостов основного цикла и хвостов контрольной промпродуктовой флотации, содержат 0,15% меди. Анализ продуктов обогащения показал, что основная доля потерь меди с хвостами флотации (около 90%) обусловлена неполным раскрытием минералов меди, находящихся в виде сростков с силикатами, алюмосиликатами, гидроксидами железа и магнетитом. Снизить содержание меди в отвальных хвостах можно повышением степени измельчения в промпродуктовом цикле и направлением хвостов контрольной промпродуктовой флотации после доизмельчения в основную промпродуктовую операцию. Таким образом, установлено, что применение сернокислотного выщелачивания смешанной медной руды позволяет при последующей пенной флотации повысить извлечение меди в концентрат и скорость флотации, снизить потери меди с хвостами, сократить расход ксантогената и сернистого натрия. 13 кек выщелачивания 0,79 100,0 100,0 СаО=500 г/т γ, % β, % ε, % ИЗМЕЛЬЧЕНИЕ СаО=625 г/т рН –9-9,3 Na2S =50 г/т Бут.КС=150 г/т Т-80 =35 г/т 70% кл.-0.074 рН –7,0 ОСНОВНАЯ ФЛОТАЦИЯ t=10 мин 14,90 84,27 4,47 t=10 мин СаО=75 г/т ДОИЗМЕЛЬЧЕНИЕ 90% кл.-0,074 t= 6мин t=3 мин 2,743 СаО=250 г/т Бут.КС=75 г/т Т-80 =20 г/т КОНТРОЛЬНАЯ ФЛОТАЦИЯ 0,13 15,73 95,31 5,18 13,39 87,77 90,171 0,30 2,03 5,36 I ПЕРЕЧИСТНАЯ 24,04 83,45 2,437 0,12 13,70 1,40 4,32 t=3 мин II ПЕРЕЧИСТНАЯ 3,69 2,0 0,428 ДОИЗМЕЛЬЧЕНИЕ 7,884 90% кл.-0,074 t= 6мин ОСНОВНАЯ ПРОМПРОД. 0,283 4,20 1,50 7,6 0,52 5,0 0,65 6,50 Бут.КС=10 г/т t=3 мин Бут.КС=10 г/т t= 2 мин КОНТРОЛЬН.ПРОМПРОД. 0,087 2,315 1,38 0,15 27,80 81,45 7,514 0,51 4,85 97,685 Cu концентрат 0,15 18,55 отвальные хвосты Рисунок 14 - Качественно-количественная схема флотационного обогащения кека выщелачивания в условиях моделирования замкнутого цикла В пятой главе приведены результаты изучения свойств озона влияющих на выщелачивания сульфидного медного концентрата, кинетики и механизма выщелачивания концентрата с использованием озона, пероксида водорода и ионов оксидного железа, закономерностей взаимодействия элементной коллоидной серы с озоном. 14 Изучены взаимодействия, происходящие при сернокислотном выщелачивании сульфидного медного концентрата в присутствии озона, пероксида водорода и оксидного железа. В условиях выщелачивания концентрата происходит разложение озона (окислительный потенциал 2,07 В) (уравнения 1÷4, таблица 3), разложение пероксида водорода (окислительный потенциал 1,77 В) (5)÷(7), в том числе при взаимодействии с ионами железа (реактив Фентона) (8)÷(10) и при взаимодействии с озоном (реактив пероксон) (11). Эти реакции происходят с образованием более активных окислителей с более высоким окислительным потенциалом - атомарного кислорода (2,42 В), гидроксильных OH (2,8 В) и гидроперекисных радикалов HO2 (1,7 В). Реакции разложения инициируются повышением температуры, присутствием ионов меди, железа и твердых частиц – сульфидов меди и серы. На разложение озона значительное влияние оказывает присутствие акцепторов, радикалов и пероксида водорода. Каждое взаимодействие молекулы озона с образовавшимися радикалами приводит к разложению еще двух молекул озона по цепным реакциям (12)÷(17). Взаимодействие пероксида водорода с радикалами также развивает цепной механизм образования активных окислителей (18),(19), а взаимодействие озона с ионами металлов происходит с образованием активного атомарного кислорода (18),(19). Гомогенный обрыв цепных реакций разложения окислителей и образования радикалов происходит при рекомбинации радикалов с образованием пероксида водорода (реакции 22÷23) и при взаимодействии радикалов с ионами железа и меди (24)÷(30). Окисление сульфидов меди и серы происходит атомарным кислородом и радикалами по реакциям (31)÷(36). Ионы меди, как и железа, выполняют множественную роль при выщелачивании, являясь как инициаторами образования цепных реакций разложения озона и пероксида водорода, так и причиной гомогенного обрыва цепных реакций при взаимодействии с радикалами (ингибиторы). Ионы оксидного железа, кроме того, участвуют в окислении сульфидов (38), (40), непрерывно регенерируются озоном (41) и пероксидом водорода (42). Выщелачивание сульфидных медных концентратов в растворе серной кислоты в присутствии озона, пероксида водорода и оксидного железа происходят по суммарным реакциям (37)÷(40). Исследованиями установлено, что разложение и растворение озона в растворе серной кислоты значительно отличается от этих процессов в воде. В интервале концентраций кислоты от 0,1 до 1,0 М концентрация озона в растворе практически постоянна и составляет ~ 38 мг/дм3. В этом диапазоне концентраций кислоты озон в течение 20÷40 мин разлается незначительно и его концентрация относительно стабильна (рисунок 15). При увеличении концентрации кислоты более 1 М период стабильности озона в растворе уменьшается и при [H2SO4]=5 М отсутствует. Экспериментально определено влияние условий выщелачивания на растворение и разложение озона. Повышение температуры с 20оС до 50оС приводит к снижению концентрации растворенного озона в 1,4 раза с 38 мг/дм3 до 27 мг/дм3 (рисунок 16). Присутствие сульфата меди в сернокислом растворе не существенно влияет на растворимость озона, но повышает почти в 2,8 раза скорость его разложения по сравнению с разложением в воде (рисунок 17), что согласуется с известным каталитическим действием ионов меди на разложение озона с развитием цепного механизма, например по реакции (21). 15 [O3 ], мг/л [О3вода ], мг/л 40 10 г/л H2SO4 1 50 Концентрация озона, мг/л Концентрация озона, мг/л 60 40 30 2 20 5 6 10 4 3 40 г/л H2SO4 80 г/л H2SO4 35 г/л H2SO4 150 500 г/л H2SO4 Ряд7 30 Ряд8 Ряд9 Ряд10 Ряд11 25 Ряд12 0 0 20 40 60 80 100 120 140 160 1- вода; 2 - 0,1 М [Н2SO4]; 3 - 0,4 М [Н2SO4] ; 4 - 0,8 М [Н2SO4]; 5 - 1,5 М [Н2SO4]; 6 - 5 М [Н2SO4] Рисунок 15 озона (t=20оС) - Кинетика 200 t, мин 180 10 20 30 40 t, оС Рисунок 16 - Влияние температуры на растворение озона в растворе серной кислоты [H2SO4]=0,8 М разложения [Cu(II)], г/л 2 Концентрация меди, г/л 45 50 о 60 Т, С 50 τ, мин [O3], мг/л 60 Концентрация озона, мг/л 20 40 35 1 вода 30 5 г CuSO4/л 40 25 Ряд8 Ряд12 20 30 1 20 10 2 20 40 Ряд8 Ряд1 15 10 5 0 0 0 1 2 60 80 100 120 140 160 180 200 t, мин τ, мин 0 50 100 150 200 250 300 t, мин τ, мин 1 - без добавления меди 2 – с добавлением меди 1 – вода, 2 – 0,08 М Cu(II), [H2SO4]=0,8 М Рисунок 18 - Влияние ионов меди на выщелачивание сульфидного медного концентрата ( Gокс= 2,0 мл/с, [О3] = 180 Рисунок 17 – Влияние ионов меди на разложение озона (t=20оС) мг/л, Т:Ж = 1:5, Т = 50 оС, [H2SO4]=0,8 М) Исследованиями установлена кинетика и влияние основных параметров выщелачивания в растворе серной кислоты с использованием озона, пероксида водорода и оксидного железа. Показано, что изменение концентрации серной кислоты в диапазоне 0,6÷1,0 М и повышение концентрации ионов меди, не оказывает существенного влияния на выщелачивание сульфидных минералов меди с участием озона (рисунок 18). При увеличении концентрации озона в озоно-кислородной смеси (ОКС) скорость выщелачивания сульфидных медных концентратов и расход озона повышается. Так, увеличение концентрации озона в 2,1 раза с 85 мг/дм3 до 180 мг/дм3 приводит к повышению средней скорости извлечения меди почти в 3 раза, снижению продолжительности процесса и уменьшению удельного расхода озона на единицу массы извлеченной меди в 1,5 раза (таблица 4). 16 Таблица 3 – Взаимодействия происходящие при сернокислотном выщелачивании сульфидного медного концентрата в присутствии озона. пероксида водорода и оксидного железа (пероксон-солевое выщелачивание) Зарождение цепных реакций Инициаторы цепных реакций: t, Cu+, Cu2+ , Fe2+, Fe3+, MeS, So Разложение озона O3 ↔ O2 + O O + H2O → 2 OH O3 + H2O → H2O4 2 H2O4 → 2 HO2 + O2 Развитие цепных реакций Переносчики цепных реакций OH, HO2 (1) (2) (3) (4) 17 Разложение пероксида водорода Н2О2 → Н2О + О Н2О2 → 2 ОН Н2О2 +Cu+ → Cu2+ +OH+OH- (5) (6) (7) Реактив Фентона H2O2+Fe2+→OH+Fe3++OH (8) H2O2+Fe3+→ HO2 +Fe2++H HO2--+Fe3+ → Fe2+ + HO2 (9) (10) + Реактив пероксон O3 +H2O2→O2+OH+HO2 (11) Обрыв цепных реакций Ингибиторы цепных реакций: MeS, So, Cu+, Fe2+, Fe3+ В реакциях с озоном O3 + OH → HO2 + O2 O3 + OH → HO2 + O2-O3 + OH → HO4 → HO2 + O2 O3 + HO2 → O2 + OH + O2 (12) (13) (14) (15) O3 + O2 → O3 + O2 (16) O3 + H2O → OH + OH + O2 (17) - - - Гомогенный обрыв взаимодействия инициаторов OH + OH → H2O2 (22) HO2 + HO2→ O2 + H2O2 (23) 2Cu+ + 2 OH → 2Cu2+ +2 Н+ + О2 (24) Cu+ + HO2 → Cu2+ + Н+ + О2 (25) Fe3+ + HO2 → Fe2++ O2 + Н+ (26) Cu+ + ОН → Cu2+ + OH(27) Cu+ + HO2 → Cu2+ + HO2(28) Fe2+ + ОН → Fe3+ + OH (29) 2+ 3+ Fe + HO2 → Fe + HO2 (30) В реакциях с пероксидом водорода H2O2 + OH → H2O + HO2 (18) Гетерогенный обрыв на частицах сульфидов H2O2 + HO2 → H2O +OH+O2 (19) MeS+O+H SO → МеSO + H O+So 2 4 4 2 MeS+2 OH +H2SO4 → МеSO4 + 2H2O+So o С образованием атомарного кислорода MeS+2 HO2 +H2SO4 →МеSO4 + 2H2O+O2+S Fe2+ + O3 → Fe3++ O2 + O Cu+ + O3 → Cu2+ + О2+ O Суммарные возможные реакции MeS + O3 + H2SO4→ МеSO4 + H2O + O2 + So MeS + H2O2 + H2 SO4 → MeSO4 + 2H2O + O2 + S 6 FeSO4 + O3 + 3 H2SO4 → 3Fe2(SO4)3 + 3 H2O So + O3 + H2O → H2SO4 So + 3O3 + H2O → H2SO4 + 3O2 (37) (39) (41) (43) (45) обрыв на золях серы (20) Гетерогенный o (21) So +3º O + H2O → H2SO4 S +2 OH + O2 → H2SO4 So +2 HO2 → H2SO4 MeS + Fe2(SO4)3 → МеSO4 + 2FeSO4+ So МеFeS2 + 2Fe2(SO4)3 → МеSO4 +5FeSO4 + So 2 FeSO4 + Н2О2 + H2SO4 → Fe2(SO4)3 + 2 H2O So + Н2О2 + O2 → H2SO4 (38) (40) (42) (44) (31) (32) (33) (34) (35) (36) Таблица 4 - Влияние концентрации озона на выщелачивание концентрата озоном ([H2SO4]=0,8 М, Gокс= 2,0 мл/с, Т:Ж = 1:5, t = 50оС) Концентрация озона [О3], мг/л 85 180 Длительность выщелачивания, мин 919 285 Удельный расход озона, гО3/гCu 1,19 0,8 Извлечение меди, % 80,0 72,8 Средняя скорость извлечения меди, %/ч 0,087 0,255 При увеличении расхода ОКС извлечение меди и средняя скорость извлечения меди из сульфидного медного концентрата также возрастает, но непропорционально расходу, при этом коэффициент использования озона значительно снижается (таблица 5). Таблица 5 - Влияние расхода озона на озонное выщелачивание меди при t=50 оС ([О3] = 180 мг/л, Т:Ж = 1:5, [H2SO4] = 80,0 г/л) Расход ОКС, Длительность Удельный Извлечение Средняя скорость мл/с расход озона, извлечения меди, выщелачивания, меди, мин гО3/гCu % %/ч 1 490 1,04 74,5 0,15 2 285 0,8 72,8 0,26 5 94,0 0,55 55,6 0,59 По результатам исследований наибольшая скорость извлечения меди из концентрата озоном соответствует температуре ~ 50оС (таблица 6), при которой, как известно, он интенсивно разлагается, а растворимость его снижается. Отсюда можно заключить, что окисление сульфидных медных концентратов осуществляется в основном продуктами разложения озона, а не растворенным озоном. Таблица 6 - Влияние температуры на выщелачивание сульфидного медного концентрата озоном ([H2SO4]=0,8 М, Gокс= 2,0 мл/с, [О3] = 180 мг/л, Т:Ж = 1:5) Длительность Удельный Извлечение Средняя скорость Температура, выщелачивания, расход озона, меди, извлечения меди, о С мин гО3/гCu % %/ч 20 436 0,65 76,6 0,176 40 340 0,74 74,1 0,218 50 285 0,8 72,8 0,255 60 460 1,52 70,4 0,153 Установлено, что на начальной стадии выщелачивания концентрация ионов меди в растворе повышается практически линейно и скорость выщелачивания меди повышается пропорционально увеличению концентрации пероксида водорода с 43,7 г/дм3 до 131,1 г/дм3 (рисунок 19). Это свидетельствует, что гетерогенный процесс выщелачивания сульфидного медного концентрата пероксидом водорода происходит в диффузионном режиме, а скорость растворения сульфидов не является лимитирующим процессом. Исследования показали, что выщелачивание сульфидного медного концентрата реактивом пероксон протекает наиболее интенсивно при соотношении озона и пероксида водорода О3:Н2О2 = 1:1. Выщелачивание сульфидного медного концентрата реактивом Фентона позволяет извлечь в периодическом режиме 95,6 % меди за 12 ч, в отливнодоливном режиме 95,9÷97,6 % меди за 9÷18 ч. Экспериментально установлено, что наибольшее окислительное действие оказывает применение одновременно озона, пероксида водорода и оксидного железа в растворе серной кислоты в условиях образования гидроксильных и гидроперекисных радикалов. Этот способ выщелачивания назван нами пероксон-солевой. 18 4 14 12 2 1 10 8 6 1 4 2 3 2 4 ИИзвлечение з в л е ч е н и е м е дмеди и в р ав с траствор, вор, % Концентрация [C u (II)], г/л меди, г/л 16 % 3 18 0 2 100 90 1 80 70 1 1 2 Ряд4 60 50 40 Ряд5 30 20 10 0 0 50 100 Время, мин. 150 τ , мин200 0 1 2 3 4 5 6 7τ 8 Время, ч , мин 1 - [Fe(III)]=6 г/дм3, [O3]=100 мг/дм3, G О3=12г/ч 2 - [Fe(III)]=3 г/дм3, [O3]=100 мг/дм3, GО3 =12 г/ч, [H2O2]= 30%, GH2O2 =12 г/ч [H2O2] в г/л 1 - 43,7; 2 - 87,4 ; 3 - 131,1; 4 - 87,4, [Fe(III)]=5 г/л Рисунок 19 – Зависимость извлечения меди из сульфидного медного концентрата пероксидом водорода от времени выщелачивания ( t=50оС, Т:Ж=1:10, [H2SO4]=40 г/л, G H2O2=0,43 мл/мин) Рисунок 20 – Зависимость извлечения меди из сульфидного медного концентрата от времени выщелачивания( t=500С, Т:Ж=1:10, [H2SO4]=60 г/л) Скорость окисления сульфидных концентратов пероксон-солевым способом выше по сравнению с применением озона и оксидного железа (рисунок 20). Извлечение меди за 5 часов достигает 97,3% при содержании меди в кеке 0,77%, выходе твердой фазы 40,7%. Кек выщелачивания не содержит сульфидов доступных для раствора. Экспериментально установлено, что кинетика окисления чистого халькозина в растворе серной кислоты с участием озона описывается уравнением реакции псевдопервого порядка [О3]t = [О3]0 exp (-k С t), также как и кинетика окисления сульфидного медного концентрата с участием озона. Эффективные константы скорости расходования озона практически линейно зависят как от содержания в растворе минерального продукта (рисунок 21), и составляют при окислении чистого халькозина 0,03 мг-1мин-1 и при окислении медного концентрата 0,02 мг-1мин-1. При выщелачивании сульфидов образуется элементная сера (реакции 33÷35, 37÷40 таблица 3), которая находится в растворе в коллоидном состоянии. Установлено, что скорость окисления коллоидной серы озоном и пероксоном в растворе кислоты низкая – за 10 ч окисляется 22,5% серы. Увеличение температуры с 20оС до 50оС приводит к повышению окисления серы озоном в 1,4 раза, при температуре 50оС за 10 часов сера окисляется озоном на 31,3%. К повышению окисления серы также приводит применение пероксона – за 10 ч окисляется 35,6% серы (при t=50оС) (рисунок 22). Из кинетики снижения концентрации озона в растворе (рисунок 23) следует, что уменьшение концентрации озона в воде в два раза (τ1/2) происходит приблизительно за 14 и 7 минут для содержаний коллоидной серы 2×10-3 М и 4×10-3 М. Таким образом, концентрации озона в растворе уменьшается пропорционально увеличению концентрации серы в растворе. 19 С т е п е массы н ь о к и ссеры л е н и я% , % Снижение Снижение массы серы, % 1 ln Co/C 2 90 1 2 70 1 2 3 3 50 0 τ, мин 300 400 Время, мин о 500 о 2 ln Co/C 3,0 1,2 2,5 L n (C 0 /C т е кущ ) 1,0 0,8 0,6 1 600 τ, мин Рисунок 22 - Зависимость окисления серы от времени (G(ОКС)=2мл/с, рН=1,0) 1,4 Оптическая плотность 200 1 - t =20 С; 2 - t =50 С, о 3 - t =50 С, G(H2O2)=0,25 мл/мин, G(О3):G(H2O2)=2:1 Рисунок 21 – Зависимость окисления халькозина (1) и сульфидного медного концентрата (2) в растворе серной кислоты в присутствии озона Концентрация озона, мг/л 100 1 2,0 1 1,5 1,0 0,4 0,5 22 0,2 0,0 0,0 0 10 20 30 Время, мин 40 0 50 τ, мин 5 10 15 Время, мин 20 25 τ, мин Содержание коллоидной серы в растворе: 1 – 2×10-3 М; 2 – 4×10-3 М Содержание коллоидной серы в растворе: 1 – 2×10-3 М; 2 – 4×10-3 М Рисунок 23 - Кинетические кривые окисления коллоидной серы озоном Рисунок 24 – Анаморфозы кинетики окисления коллоидной серы озоном Из анаморфоз кинетики разложения озона в координатах решения уравнения реакции первого порядка (рисунок 24) следует, что разложение озона в присутствии коллоидной серы описывается уравнением реакции псевдопервого порядка. Эффективные константы разложения озона в присутствии 2×10-3 и 4×10-3 М серы в растворе кислоты равны 0,046 и 0,096 мин-1 соответственно. Константы скорости разложения озона пропорционально изменяются от содержания серы в растворе, что свидетельствует о лимитирующей стадии процесса на поверхности серы. Разложение озона лимитируется, вероятно, процессом его подвода к коллоидной частице серы, на поверхности которой 20 происходит разложение молекул озона. Определена константа скорости разложения озона при взаимодействии c коллоидной серой ~24 М-1мин-1. Так как расход озона на окисление серы значительно превосходит стехиометрически необходимый по вероятным реакциям (43),(45) (таблица 3), можно утверждать, что в присутствии коллоидов серы озон каталитически разлагается. В шестой главе обосновано применение комбинированной технологии переработки смешанных медных руд Удоканского месторождения с выщелачиванием концентрата, приведены экономические показатели создания горно-металлургического предприятия по переработке смешанных медных руд Удоканского месторождения. Изучение физико-химических основ процессов выщелачивания и флотационного обогащения позволили обосновать комбинированную технологию переработки смешанных медных руд Удоканского месторождения (рисунок 25). Дробление руды до крупности минус 3 мм центробежно-ударным «сухим» способом обеспечивает вскрытие минералов меди достаточное для растворения 76÷95% окисленных минералов меди и до 20% вторичных сульфидов меди при последующем сернокислотном выщелачивании. Расход кислоты на выщелачивание руды такой крупности снижается по сравнению с выщелачиванием руды измельченной до крупности минус 0,1 мм в 1,5÷2,0 раза. В результате агитационного сернокислотного выщелачивания руды снижается содержание окисленных минералов меди, сростков их с сульфидами и силикатами, растворяются оксиды и гидроксиды железа, увеличивается содержание на поверхности элементной серы, что повышает ее гидрофобность. Расход свежей серной кислоты на выщелачивание руды крупностью минус 3 мм будет составлять 6÷8 кг/т, так как часть кислоты возвращается на выщелачивание с рафинатом экстракции. Разделение жидкой и твердой фаз после выщелачивания руды крупностью минус 3 мм должно происходить с удельной производительностью большей, чем тонко измельченной. Флотационное обогащение кека выщелачивания позволяет снизить расход ксантогената, сернистого натрия и вспенивателя Т-80, повысить извлечение меди в концентрат до 87,5÷92% и снизить потери меди с хвостами флотации в 1,7 раза (от руды) по сравнению с флотацией исходной руды. Разработанным пероксон-солевым способом выщелачивания из сульфидного медного концентрата в растворе серной кислоты с использованием озона, пероксида водорода и оксидного железа при температуре 50÷70°С, Т:Ж=1:10÷1:5 за 5÷7 часов извлекается до 92÷97% меди. Кек выщелачивания концентрата с содержанием более 0,3÷0,5% меди может направляться на доизвлечение меди в схему флотационного обогащения, при более низком содержании меди выводиться на извлечение серебра. Извлекать медь из растворов сернокислотного выщелачивания руды и пероксонсолевого выщелачивания концентрата предлагается современным методом SX-EW жидкостной экстракции с применением органических экстрагентов класса оксимов и последующей электроэкстракцией. Рафинат экстракции используется для выщелачивания руды и концентрата. Извлечение меди из растворов методом SX-EW достигает более 90%. 21 Смешанная медная руда ДРОБЛЕНИЕ H2SO4 – 3 мм 6,0-8,0 кг/т H2SO4 ВЫЩЕЛАЧИВАНИЕ РАЗДЕЛЕНИЕ ФАЗ раствор кек НЕЙТРАЛИЗАЦИЯ ИЗМЕЛЬЧЕНИЕ H2SO4 O3 H2O2 400-500 кг/т 82-85 кг/т 69-75 кг/т 65-84% – 0,074 мм ФЛОТАЦИЯ концентрат ВЫЩЕЛАЧИВАНИЕ раствор кек ЖИДКОСТНАЯ ЭКСТРАКЦИЯ рафинат извлечение серебра богатый электролит ЭЛЕКТРОЭКСТРАКЦИЯ бедный электролит катодная медь отвальные хвосты Рисунок 25 – Комбинированная технология переработки смешанных медных руд с пероксон-солевым выщелачиванием концентрата Выполнен расчет расхода реагентов на пероксон-солевое выщелачивание сульфидных медных концентратов на примере концентрата содержащего 30% меди, включая 5% меди в окисленных минералах. В расчетах приняты степень использования озона 85%, извлечение меди в раствор 95%, и учтено, что озон и пероксид водорода в процессе выщелачивания сульфидного медного концентрата в растворе серной кислоты расходуются на непосредственное окисление сульфидов, регенерацию трехвалентного железа, окисление образующейся серы. Окисление сульфидов меди происходит серной 22 кислотой, трехвалентным железом, озоном и пероксидом водорода; при окислении серы образуется серная кислота. Определено, что на извлечение 1 т меди из сульфидного медного концентрата пероксон-солевым методом расходуется 0,27 т озона, 0,23 т пероксида водорода, 2 т серной кислоты. На выщелачивание 1 т концентрата расходуется 0,524 т серной кислоты, 0,082 т озона, 0,069 т пероксида водорода. Железо для окисления сульфидного концентрата образуется при растворении концентрата и возвращается с оборотными растворами. Основными затратами на пероксон-солевое выщелачивание являются реагенты, которые на 1 т сульфидных концентратов составляют 4480 руб. (186 долл. США), из них более 53% составляют затраты на электроэнергию для синтеза озона. В расчете принят энергетический выход озонатора 16 кВтч на 1 кг озона и стоимость электроэнергии 1,8 руб./ кВтч. Экономические показатели создания горно-металлургического предприятия по переработке смешанных руд Удоканского месторождения производительностью 9 млн.т. руды в год рассчитаны по программе для оценки эффективности инвестиционных проектов «АЛЬТ-Инвест» на период от начала строительства и эксплуатации 20 лет с учетом цен на продукцию, материалы, уровня зарплаты и размера налогов 2008 года. Чистый дисконтированный доход (NPV) предприятия работающего по комбинированной технологии переработки смешанных медных руд с выщелачиванием концентрата пероксон-солевым способом составляет 3552 млн.долл, что выше по сравнению с технологией без переработки концентрата на 11%. Внутренняя норма рентабельности (IRR) проекта повышается с 70 до 72% при сроках окупаемости с начала эксплуатации предприятия 4,4 года простой и 4,6 лет дисконтированный. ОБЩИЕ ВЫВОДЫ ПО РАБОТЕ Основной причиной потерь меди при флотации смешанных медных руд является сложность выделения в концентрат труднообогатимых окисленных минералов меди и присутствие на поверхности сульфидов соединений, снижающих флотируемость минералов. Разработан способ повышения технико-экономических показателей флотационного обогащения вторичных сульфидов меди и смешанной медной руды Удоканского месторождения заключающийся в предварительной сернокислотной обработке, которая позволяет повысить извлечение меди в концентрат и скорость флотации, снизить потери меди с хвостами, расход сульфидизатора и собирателя. Впервые установлено, что сернокислотная обработка вторичных сульфидов меди изменяет характер сорбции ксантогената на поверхности минералов: сорбция ксантогената уменьшается в 1,86÷2,59 раза, и, одновременно, значительно увеличивается сорбция диксантогенида, что оказывает существенное влияние на флотируемость минералов. Установлены изменения элементного и фазового состава поверхности вторичных сульфидов меди при сернокислотной обработке, проявляющиеся в повышении содержания меди, элементной и сульфатной серы, снижении содержания оксидов и гидроксидов железа, в результате которых повышается гидрофобность поверхности минералов и их сорбционная способность. 23 Разработан эффективный способ выщелачивания сульфидных медных концентратов с применением озона, пероксида водорода и оксидного железа, не оказывающий вредное воздействие на окружающую среду, названный пероксон-солевой способ. Извлечение меди в раствор из концентрата с содержанием 25÷30% меди за 5÷7 часов данным способом составляет 92÷97%. Изучена кинетика и установлены особенности окисления сульфидных медных концентратов в растворе серной кислоты озоном и пероксидом водорода, проявляющиеся в преимущественном участии в окислении образующихся при разложении озона и пероксида водорода гидроксильных и гидроперекисных радикалов, что интенсифицирует процесс растворения. Установлены закономерности растворения и разложения озона в растворе серной кислоты, выражающиеся в относительной стабильности концентрации растворенного озона в интервале концентраций серной кислоты 0,1÷1,0 М, что позволило обосновать оптимальный режим окисления минералов с участием озона. Изучена кинетика окисления элементной коллоидной серы в растворе серной кислоты озоном и пероксоном и установлено каталитическое действие элементной коллоидной серы на разложение озона в растворе серной кислоты, что приводит к повышению скорости окисления в присутствии озона. Разработана комбинированная технология переработки смешанных медных руд Удоканского месторождения включающая, «сухое» дробление руды до крупности минус 3 мм, сернокислотное выщелачивание руды, сульфидную флотацию кека выщелачивания, пероксон-солевое выщелачивание сульфидного медного концентрата, экстракцию меди из растворов. Извлечение меди из руды по этой технологии выше по сравнению с извлечением по технологии с использованием коллективной флотацией на 5÷8%. Результаты полученных исследований использованы для разработок технологических регламентов строительства горно-металлургического предприятия по переработке медных руд Удоканского месторождения, опытно-промышленной установки и участка выщелачивания сульфидных концентратов, которые приняты для проектирования. Основные положения диссертации опубликованы в работах 1. Крылова Л.Н., Панин В.В., Медведев А.С Выщелачивание сульфидных концентратов цветных металлов с применением новых реагентов //Обогащение руд 2007. №4. С.21-24. 2. Медведев А.С., Панин В.В., Кисилев К.В., Воронин Д.Ю., Крылова Л.Н. Оптимизация сернокислотного выщелачивания меди из окисленных минералов сульфидно-окисленной медной руды // Цветные металлы 2002, №5. С.29-31. 3. Селиверстов А.Ф., Ершов Б.Г., Крылова Л.Н., Морозов П.А. Кинетика и механизм взаимодействия коллоидной серы с озоном и пероксоном в водных растворах кислоты //Цветные металлы. 2007, №10. С.32-36. 4. Хамхаш А., Медведев А.С., Крылова Л.Н. Изменения минералов при переработке сульфидного медного концентрата//Изв.вузов. Цветная металлургия.2007 г. №1.С.35-40. 5. Карабасов Ю.С., Панин В.В., Воронин Д.Ю., Крылова Л.Н. Комбинированная схема переработки медных руд Удоканского месторождения. Доклады Международного совещания «Экологические проблемы и новые технологии комплексной переработки минерального сырья» 16-19 сентября г.Чита 2002 г. Плаксинские чтения. С.23-27. 24 6. Крылова Л.Н., Панин В.В., Воронин Д.Ю., Самосий Д.А. Озон в гидрометаллургии Материалы 26 Всероссийского семинара «Озон и другие экологически чистые окислители. Наука и технологии» М., Изд-во «Университет и школа» 18 декабря 2003 г. С.58-66. 7. Панин В.В., Крылова Л.Н., Воронин Д.Ю., Розидор Ю.В. Разработка схемы переработки труднообогатимого медно-цинково-пиритного промпродукта флотации. Материалы Международной научно-технической конференции «Научные основы и практика переработки руд и техногенного сырья» Екатеринбург: Издательство АБМ, 6-10 июля 2004 г. – С.68-70. 8. Карабасов Ю.С., Панин В.В., Воронин Д.Ю., Крылова Л.Н., Семенов М.П. Инновационные разработки института по проекту освоения Удоканского медного месторождения. Материалы семинара «Научно-технологическое обеспечение деятельности предприятий, институтов и фирм в металлургии» МИСиС. 2004. С.118-128. 9. Крылова Л.Н., Панин В.В., Самойлович В.Г., Воронин Д.Ю. Перспективы использования озона в гидрометаллургии //Материалы Второго Московского научного форума. Московская наука – проблемы и перспективы. VI научно-практической конференции 12-17 июля 2005 г. -М., 2005. С.416-425. 10. Карабасов Ю.С., Панин В.В., Воронин Д.Ю., Крылова Л.Н.Освоение Удоканского медного месторождения //Журнал МЕТ Специальный выпуск. 2005. С. 27-33. 11. Крылова Л.Н., Панин В.В., Селиверстов А.Ф. Условия озонного выщелачивания меди из сульфидных концентратов // Озон и другие экологически чистые окислители. Наука и технологии. Материалы 28-го Всероссийского семинара (Москва, Химический факультет МГУ, 2 июня 2006 г.)/ под редакцией В.В.Лунина, В.Г.Самойловича В.Г., Ткаченко С.Н. – М.: Изд-во ЧеРО –2005, Книжный дом Университет, 2006. С. 47-56. 12. Крылова Л.Н., Селиверстов А.Ф., Панин В.В., Рябцев Д.А. Извлечение металлов из сульфидных концентратов пероксоном. /Озон и другие экологически чистые окислители. Наука и технологии. 29-й Всероссийский семинар. Москва, химический факультет МГУ, 7 июня 2007 г.: Сборник материалов. / под редакцией В.В.Лунина, В.Г.Самойловича В.Г., Ткаченко С.Н.- М.: МАКС Пресс, 2007. С.52-58. 13. Крылова Л.Н., Панин В.В., Селиверстов А.Ф. Экологичный способ переработки сульфидных концентратов// Металлургия и машиностроение. Экология производства №2(7) 2007. С.12-13. 14. Панин В.В., Каравайко Г.И., Семенова Е.М., Крылова Л.Н., Воронин Д.Ю. В.В.Патент РФ № 2178342 от 08.11.2000г. Способ переработки медьсодержащих продуктов. 15. Панин В.В., Каравайко Г.И., Семенова Е.М., Крылова Л.Н., Воронин Д.Ю. Патент РФ № 2179589 от 23.01.2001г. Способ переработки медьсодержащих продуктов. 16. Карабасов Ю.С., Панин В.В., Крылова Л.Н. Воронин Д.Ю., Самосий Д.А. Патент РФ №2245380 от 21.10.2003г. Способ переработки продуктов содержащих сульфиды металлов. 17. Карабасов Ю.С., Лужков Ю.М., Панин В.В., Семенов М.П., Л.Н.Крылова, Д.Ю. Воронин Патент РФ №2265068 от 7.10.2004г. Способ переработки упорного минерального сырья, содержащего металлы. Тираж 100 экз. Изд. “ 25 ”