современные технологии в области переработки химических
advertisement

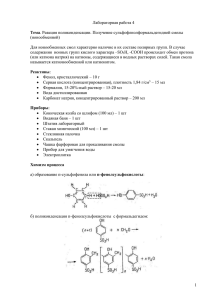
ФГУП ВУХИН СОВРЕМЕННЫЕ ТЕХНОЛОГИИ В ОБЛАСТИ ПЕРЕРАБОТКИ ХИМИЧЕСКИХ ПРОДУКТОВ КОКСОВАНИЯ ЕКАТЕРИНБУРГ 2010 Содержание Стр. Введение ………………………………………………………………………… 5 1. Очистка коксового газа. Улавливание химических продуктов коксования …………………………………………………………………. 6 1.1. Технология очистки коксового газа от аммиака круговым фосфатным способом ……………………………………………….. 6 1.2. Технология очистки коксового газа от аммиака водным способом с термическим разрушением аммиака ……………………………… 14 1.3. Бессатураторный процесс улавливания аммиака из коксового газа с получением крупнокристаллического сульфата аммония ……….. 15 1.4. Технология очистки коксового газа от аэрозолей смолы (поглотительного масла) и нафталина в низконапорных форсуночных скрубберах Вентури …………………………………………………… 18 2. Переработка каменноугольной смолы …………………………………… 21 2.1. Технология повышения качества каменноугольной смолы путем отделения от нее влаги и золы (дешламация) ………………………. 21 2.2. Технология разделения каменноугольной смолы на фракции (дистилляция) ………………………………………………………… 24 2.3. Технология получения электродного пека ………………………….. 26 2.4. Технология производства нафталина методом ректификации, грануляции и упаковки в мешкотару ………………………………… 30 2.5. Получение товарной продукции из коксохимического сырья ……… 32 3. Мероприятия по охране окружающей природной среды …………….. 34 3.1. Технология утилизации жидких и твердых отходов ………………… 34 3.2. Технология однофазовой очистки сточных вод коксохимического производства от фенолов, роданидов, аммонийного азота и его окисленных форм ……………………………………………………. 36 3.3. Локальные устройства и системы сбора и утилизации вредных парогазовых выбросов химической аппаратуры …………………… 3 40 Стр. 4. Проектирование химического оборудования ……………………….. 42 4.1. Скруббер Вентури …………………………………………………. 42 4.2. Устройство для загрузки и разогрева вязких продуктов в железнодорожных цистернах …………………………………………… 43 4.3. Устройство для загрузки нафталина и масел в железнодорожные цистерны …………………………………………………………… 45 4.4. Аппараты для улавливания бензольных углеводородов ………… 47 4 Введение Коксохимическая промышленность подотраслей металлургии. металлургию и ряд Она других является обеспечивает производств, где одной коксом из важнейших черную, необходимы цветную топливо и восстановитель. В то же время она является источником разнообразного химического сырья, сырья для углеграфитовых материалов и технического углерода. По классической технологической схеме производства кокса выход коксового газа и химических продуктов коксования составляет 20-25% от коксуемой угольной шихты. Технология улавливания химических продуктов коксования, их очистки и переработки, мероприятия по охране окружающей среды требуют постоянного совершенствования. В данном проспекте представлены современные разработки института, реализованные на предприятиях коксохимического производства или принятые в проектах технического перевооружения. 5 1. Очистка коксового газа. Улавливание химических продуктов коксования 1.1. Технология очистки коксового газа от аммиака круговым фосфатным способом Общий вид промышленного агрегата очистки коксового газа от аммиака круговым фосфатным способом на ОАО «Кокс», г. Кемерово 6 Среди всех способов обработки коксового газа с целью извлечения аммиака наиболее перспективными в мире считаются технологические процессы улавливания аммиака водой с термическим или каталитическим разложением аммиака и улавливания аммиака растворами ортофосфатов аммония в круговом процессе с выделением технического аммиака или термическим разложением аммиака. Основой очистки газа от аммиака растворами ортофосфатов аммония является абсорбционно-десорбционный круговой процесс, в котором протекает следующая реакция: NН3 + NН4Н2РО4 ↔ (NН4)2НРО4 При температуре около 40-45 оС раствором моноаммонийфосфата (МАФ) из коксового газа в абсорбере селективно абсорбируется аммиак. При температуре раствора выше 140 оС в регенераторе диаммонийфосфат (ДАФ) гидролизуется, выделяя аммиак, который отгоняется в пароаммиачную смесь посредством водяного пара. Аммиак, десорбируемый из раствора в регенераторе, сжигается в реакторе циклонного типа. Тепло продуктов сжигания утилизируется в котлеутилизаторе с получением пара среднего давления. Преимущества предлагаемой ВУХИНом технологии очистки коксового газа по сравнению с известными аналогами заключаются в следующем: − Абсорбция аммиака осуществляется селективно в тарельчатом аппарате до остаточного содержания аммиака в газе ≤ 0,03 г/м3. Из газа абсорбируется не более 0,7 % сероводорода и 3,5 % цианистого водорода от ресурсов в газе. Абсорбер единичной мощности до 120 тыс. м3/ч по газу имеет минимальные размеры (диаметр 3600 мм); гидравлическое сопротивление 450 мм в. ст. − Регенерация раствора диаммонийфосфата проводится в колонне минимальных размеров за счет оптимизации режима барботажа на тарелках аппарата. − Раствор перед регенерацией очищается от взвешенных загрязнений, что обеспечивает длительную эксплуатацию оборудования без очистки от отложений. Применяется высокоэффективный и надежный способ охлаждения 7 регенерированного раствора. В процессе освоения технологии установлено, что принятая конструкция абсорбера обеспечивает полное улавливание аммиака при подаче регенерированного раствора в него с температурой до 70оС. − Пароаммиачная смесь (ПАС) после регенератора минимально загрязнена сероводородом (не более 0,05 Н2S/кгПАС по практическим данным, полученным при обследовании промышленной установки), что не требует ее очистки от кислых примесей перед реактором уничтожения аммиака сжиганием. − Агрегат регулируемого сжигания аммиака в циклонном реакторе из высококонцентрированной пароаммиачной смеси позволяет получить продукты горения с минимальным содержанием оксидов азота и при охлаждении этих газов обеспечить максимальную производительность котлаутилизатора (до 16,5 т/ч перегретого пара давлением 1,0-1,4 МПа). Агрегат сжигания пароаммиачной смеси прост и надежен в эксплуатации, требует минимальных затрат по сравнению с каталитическим уничтожением аммиака. − Технология оснащена АСУ ТП, управляется из диспетчерского пункта двумя операторами, соответствует перспективным требованиям экологической и промышленной безопасности. − Технологический процесс комплектуется технологическим оборудованием, выпускаемым предприятиями Российской Федерации. − В промышленных условиях проведены испытания добавок ортофосфорной кислоты трех сортов на восполнение потерь раствора ортофосфатов аммония. Выбраны доступные сорта очищенных кислот с гарантированным их получением с предприятий-поставщиков Российской Федерации. Принципиальная технологическая схема процесса очистки коксового газа от аммиака круговым фосфатным способом с термическим разложением аммиака представлена на рис.1. 8 Б 1 Ж 4 11 К Е 13 12 Д Д 18 Д 5 А 18 Л Г 8 10 В К Ж 3 7 14 2 9 18 2 15 16 17 6 18 18 Д Х Рис.1. Технологическая схема очистки коксового газа круговым фосфатным способом с термическим разложением аммиака: 1 - абсорбер аммиака; 2 - отстойник раствора ДАФ; 3 - теплообменник; 4 - регенератор; 5 - испаритель; 6 - промсборник раствора МАФ; 7 - холодильник; 8 - резервуар раствора МАФ; 9- промсборник раствора ДАФ; 10 - промсборник смолы; 11 - конденсатор; 12 - промсборник водного аммиака; 13 - десорбер; 14 - печь-реактор; 15 - котел-утилизатор; 16 - дымосос; 17 - дымовая труба; 18 - насосное оборудование. А - прямой коксовый газ; Б - обратный коксовый газ; В - смола в отделение конденсации; Г - вода в сборник воды после аммиачной колонны; Д - водяной пар; Е - дымовые газы; Ж - охлаждающая вода; К - нагретая вода; Л - конденсат пара; Х - химочищенная вода. Установка очистки коксового газа круговым фосфатным способом с термическим разложением аммиака (КФС) включает три технологических узла, представленных на рис. 1-а, 1-б, 1в на примере выполненного проекта для ОАО «Северсталь». Производительность установки 170 000 нм3/час коксового газа. 9 Перечень оборудования Поз. Наименование 1 Абсорбер 2 Емкостное оборудование Рис. 1а Узел абсорбции 10 Перечень оборудования Поз. Наименование 1 Десорбер 2 Регенератор 3 Теплообменное оборудование 4, 5 Емкостное оборудование Рис. 1б. Узел регенерации 11 Перечень оборудования Поз. Наименование 1 Вентилятор 2 Реактор 3 Котел-утилизатор 4 Дымовая труба Рис. 1в. Узел сжигания аммиака 2000-3200 кг/ч пароаммиачной смеси с выработкой до 16 т/ч перегретого пара с давлением 1,0-1,4 МПа. 12 По технологии ВУХИНа «Способ очистки коксового газа от аммиака» выполнены рабочие проекты для следующих коксохимических предприятий России: − ОАО «Кокс», г. Кемерово (2001 г.) − ОАО «Губахинский кокс», г. Губаха (2005 г.) − ОАО «НТМК», г. Н.Тагил (2006 г.) − ОАО «Северсталь», г. Череповец (2009 г.) Освоена технология на двух коксохимпроизводствах - ОАО «Кокс», г. Кемерово; - ОАО «Губахинский кокс», г. Губаха. Технологический процесс защищен патентом РФ №2062639. 13 1.2. Технология очистки коксового газа от аммиака водным способом с термическим разрушением аммиака В этом способе аммиак и кислые примеси (H2S, HCN, CO2) из газа абсорбируются водой. После регенерации (десорбции аммиака и кислых газов с помощью острого водяного пара) водный раствор возвращается на стадию очистки коксового газа, а пароаммиачная смесь конденсируется с получением концентрированной аммиачной воды. После извлечения кислых примесей концентрированная аммиачная вода подается в десорбер, в котором из нее отгоняется аммиак и в виде пароаммиачной смеси подается в печь - реактор для термического или каталитического разложения. Представленные способы очистки коксового газа от аммиака работоспособны, обладают достоинствами и недостатками. Выбор оптимальной технологии при реконструкции цехов улавливания химических продуктов коксования проводит ВУХИН с учетом технических решений по состоянию действующей технологии, инфраструктуры предприятия в части энергоснабжения, водоснабжения и водоотведения и других исходных условий, от которых зависит объем затрат на реконструкцию и эксплуатацию. 14 1.3. Бессатураторный процесс улавливания аммиака из коксового газа с получением крупнокристаллического сульфата аммония В настоящее время на большинстве заводов аммиак улавливают серной кислотой с получением сульфата аммония, который используется в качестве удобрения и не отвечающий требованиям потребителей по крупности, слеживаемости. Бессатураторный способ улавливания аммиака позволяет регулировать крупность получаемого продукта. Технология бессатураторного процесса, разработанная ВУХИНом, внедрена на коксохимическом предприятии ОАО «НТМК», г. Н-Тагил (рис.2). X II 10 XII 9 X X 1 I 5 III 4 6 6 3 14 V 15 6 7 10 XI 8 VI XII 13 VII XIII III 11 XII 2 6 12 VIII IX IV Рис.2. Технологическая схема бессатураторного процесса с получением крупнокристаллического сульфата аммония в кристаллизаторах с псевдоожиженным слоем на ОАО «НТМК»: 1-абсорбер; 2-ловушка; 3,4-промсборники; 5-смолоотделитель; 6-циркуляционные насосы; 7-промсборник; 8-кристаллизатор; 9-конденсатор; 10-пароэжекторный насос; 11-конденсатор; 12-сборник загрязненного конденсата; 13-подогреватель раствора; 14-осевой насос с регулируемым числом оборотов; 15-гидроклассификатор; I-коксовый газ из нагнетателей; II-газ на конечное охлаждение; III-серная кислота; IV-кислая смолка; V-водный аммиак; VI-оттеки из центрифуг; VII-суспензия в центрифугу; VIII-раствор на пиридиновую установку; IX-сброс загрязненного конденсата; X-пар; XI-конденсат пара; XII-техническая вода; XIII-возврат раствора из пиридиновой установки. В представленном процессе абсорбция аммиака осуществляется ненасыщенным раствором серной кислоты, далее раствор поступает на установку кристаллизации, из которой полученная 15 суспензия подается на центрифугирование. Достоинством схемы является низкое гидравлическое сопротивление, высокая надежность очистки коксового газа в форсуночном абсорбере, благодаря большей поверхности контакта фаз, а также простое конструктивное оформление и компактность вакуум-испарительного кристаллизатора (Кристаллорастителя) (рис.3), который позволяет получать соль практически любой крупности кристаллов. III Ø2800 15520 II I Ø3400 IV V Рис.3. Кристаллизатор бессатураторной установки КХП НТМК: I – маточный раствор к циркуляционному насосу; II – маточный раствор из подогревателя; III – пары в вакуумный конденсатор; IV – вход маточного раствора в гидроклассификатор; V – суспензия к солевому насосу. 16 Гранулометрический состав сульфата кристаллизаторах с псевдоожиженным аммония, получаемого в слоем на оптимальном режиме, представлен ниже: Фракция, мм (более) Содержание, % Недостатком 1 0,5 0,25 Менее 0,25 70-80 95 100 Отс. бессатураторных вакуум-испарительных установок с кристаллизаторами, работающими в одну ступень, является большой удельный расход пара на получение сульфата аммония (1,6-2,0 т/т соли). При двухкорпусном варианте кристаллизационной установки расход пара снижается до 1 т/т сульфата аммония (рис.4). Установка работает в непрерывном автоматическом режиме. IV t=108-109°C VIII 1 2 VII 2 3 9 110° V 120° 4 67° VI 6 6 5 5 7 7 4 III IX 100° 9 I 65° 11 11 I 9 II 9 9 8 9 10 Рис.4. Технологическая схема двухкорпусной кристаллизационной установки для сульфата аммония: 1 – подкислитель; 2 – ловушка; 3 – поверхностный конденсатор; 4 – подогреватель; 5 – кристаллизатор; 6 – кристаллоприемник; 7 – центрифуга; 8, 10 – сборники; 9 – насосы; 11 – классификатор. I – исходный раствор; II – маточный раствор; III – сульфат аммония; IV – серная кислота; V – пар низкого давления; VI – соковый пар; VII – вода; VIII – вакуум насос; IX – конденсат. 17 1.4. Технология очистки коксового газа от аэрозолей смолы (поглотительного масла) и нафталина в низконапорных форсуночных скрубберах Вентури Установка скруббера Вентури на ОАО «Губахинский кокс» Технология разработана для очистки коксового газа от взвешенных частиц и может быть использована при совмещении процессов охлаждения и очистки газа в одном аппарате. Предлагаемая технология используется взамен традиционной технологии очистки газа в электрофильтрах или последовательной очистке газа в скруббере Вентури (СВ) и электрофильтрах для полного удаления смолы из газа в новых процессах улавливания аммиака и сероводорода. В различных вариантах по требованиям технологии остаточное содержание смолы в газе после нагнетателей может достигать 20-50 мг/нм3 (степень очистки 95-98%). Технологические схемы очистки коксового газа от смолы и нафталина представлены на рис. 5,6,6а. 18 Рис.5. Очистка коксового газа от смолы после нагнетаний на ОАО «Губахинский кокс»: 1- СВ; 2- электрофильтр; 3-насос. Показатели: Расход газа 30-40 тыс.нм3/час. Содержание смолы в газе после нагнетателей- 200-300 мг/м3, после электрофильтра- 7-10 мг/м3. Способ защищен патентом РФ № 2132863. Преимущества предлагаемой технологии: - снижение капитальных затрат по сравнению с электрофильтрами; - совмещение процессов охлаждения и очистки коксового газа от аэрозолей смолы и нафталина; - простота изготовления и обслуживания; - высокая надежность работы; - экологическая чистота; - автоматизация управления; - высокая единичная мощность, компактность, низкая металлоемкость; - низкое гидравлическое сопротивление; - отсутствие отложений при любом составе и температуре газовой и жидкой фаз. Установки единичной мощности от 15до 180 тыс. нм3/ч газа разработаны и внедрены в промышленность на ОАО «Губахинский кокс», ОАО «Кокс», коксохимпроизводствах ОАО «НЛМК», ОАО «Уральская сталь». 19 2 Рис.6. Охлаждение и очистка коксового газа от смолы и нафталина на ОАО «Кокс»: 1-Первичный газовый холодильник (ПГХ); 2-скруббер Вентури (СВ); 3-насос. Показатели: Расход газа 80-100 тыс. нм3/час. Температура газа после ПГХ-20-25°С. Содержание в газе после нагнетателей смола - 0,05г/м3, нафталин - 0,6-0,8 г/м3. Рис.6а. Двухступенчатая очистка коксового газа от смолы и нафталина в скрубберах Вентури после первичных газовых холодильников на ОАО «Губахинский кокс»: 1, 2-скруббер Вентури (СВ); 3, 4-сборники-сепараторы; 5-отстойник; 6, 7-насосы. Показатели: Расход газа 30-40 тыс.нм3/час. Температура газа после ПГХ 20-25°С. Содержание в газе после нагнетателей: смола - 0,05-0,06г/м3, нафталин - 0,2-0,4 г/м3. Конструкция абсорбера защищена патентом РФ №2257946. 20 2. Переработка каменноугольной смолы 2.1. Технология повышения качества каменноугольной смолы путем отделения от нее влаги и золы (дешламация) Трикантер. Установка дешламации смолы на КХП ОАО «Челябинский меткомбинат». Исходная каменноугольная смола из отделения конденсации цехов улавливания содержит воду и твердые механические примеси - «фусы» в количестве, часто превышающем требования, предъявляемые к качеству смолы. Вода в смоле, как и аммиачная вода отделений конденсации, содержит растворенные соли аммиака – сульфиды, роданиды, сульфаты и прочие. Это вызывает коррозию оборудования. Само содержание воды в смоле затрудняет её переработку. Фусы не только забивают емкости для хранения смолы, но и снижают её качество и качество получаемого из смолы пека, в том числе повышая их зольность. Задача удаления воды и фусов из каменноугольной смолы решена на установке дешламации. Модуль установки может размещаться как в отделении конденсации цеха улавливания, так и при складе смолы. Последнее наиболее 21 целесообразно при переработке на коксохимпроизводстве привозной смолы. Глубина очистки смолы: от воды – не более 0,5 % масс.; от фусов – не более 0,1 % масс.; Установка включает (рис.7): 1 - использование механизированных осветлителей в качестве хранилищ исходной смолы, что предотвращает их зарастание фусами; 2 - трехфазные центрифуги («трикантеры») где происходит отделение фусов и воды от смолы; 3 - бункеры сбора выделенных из смолы фусов, из которых фусы передаются на утилизацию; 4 - сборник «отжатой» воды, из которого вода откачивается в отделение конденсации; 5 - хранилище «чистой» смолы, в котором не происходит отложение фусов. 1 2 3 4 5 Рис.7. Принципиальная технологическая схема дешламации смолы. Отделенные от смолы фусы, в зависимости от способа их транспортирования на утилизацию, могут быть получены с содержанием смолы до 20%, при перевозке твердых фусов, и до 60% – при транспортировке «жидких» фусов специальными насосами. 22 Установка дешламации позволяет: − улучшить качество смолы по содержанию влаги и фусов: - повысить качество пека; - сократить затраты на переработку смолы; − практически исключить отложения фусов в емкостях смолы; − исключить затраты на их очистку; − регулировать способность фусов к транспортировке на утилизацию; − применить более современные методы транспортировки фусов насосами. ВУХИНом выполнены рабочие проекты установок дешламации (рис.8) для следующих коксохимических предприятий России: - ОАО «ММК», г. Магнитогорск – 2007 г. - ОАО «НТМК», г. Нижний Тагил – 2008 г. - ОАО «ЧМК», г. Челябинск – 2008 г. Технология освоена на ОАО «ЧМК», г. Челябинск. Перечень оборудования Поз. 1 2 3 4 5 Наименование Мехосветлитель Трикантер Бункер Емкостное оборудование Хранилище чистой смолы Рис.8. Установка дешламации смолы 23 2.2. Технология разделения каменноугольной смолы на фракции (дистилляция) За основу взята технология двухступенчатой дистилляции смолы, которая обеспечивает надежность работы узлов высокотемпературного испарения смолы и возможность регулирования качества пека. Технологическая схема (рис.9) дистилляции смолы включает две ступени испарения обезвоженной смолы: - однократное испарение смолы с выделением мягкого пека и широкого дистиллята; - однократное испарение мягкого пека при пониженном давлении, в результате чего мягкий пек разделяется на среднетемпературный пек и тяжелый дистиллят. О Б Л М 4 Ж 12 16 Вакуумная линия 5 13 3 А` Содовый раствор 8 Г 6 Д В В` 11 Е 9 Е` 25 З 17 18 В хр. горючей смеси 1 В хр. В сборник 6 П 24 15 И 19 20 27 В хр. К Е В 2 7 27 Н 10 14 А В хр. М 27 27 21 22 23 Избыток на склад 26 В хр. Р 27 Рис.9. Технологическая схема переработки каменноугольной смолы: 1 - сборник содового раствора; 2, 13, 14 - трубчатая печь; 3, 8, 11 - испаритель; 4, 12, 24 конденсатор-холодильник; 5, 25 - сепаратор; 6 - промсборник воды; 7 - промсборник обезвоженной смолы; 9- сборник мягкого пека; 10 - промсборник смолы; 13 - сборник дистиллята; 15 - ректификацоинная колонна; 16, 18, 20, 22 - кожухотрубчатые холодильники; 17 - сборник фенольной фракции; 19 - сборник нафталиновой фракции; 21 - сборник поглотительной фракции; 23 - сборник антраценовой фракции; 26 - сборник легкой фракции; 27 - насосное оборудование. А - сырая смола из пускового хранилища; А` - нагретая смола; Б - пары воды и легкого масла; В - обезвоженная смола; В` - нагретая обезвоженная смола; Г - вода; Д - легкое масло; Е мягкий пек; Ж - антраценовая фракция; З - поглотительная фракция; И - нафталиновая фракция; К - фенольная фракция; Л - пары легкой фракции; М - легкая фракция; Н - пары из испарителя в колонну; О - пары тяжелого дистиллята; П - дистиллят; Р - пек в напорные баки. 24 Двухступенчатая дистилляция смолы позволяет получить два продукта – пек и широкий дистиллят, подлежащий переработке или используемый как котельное топливо. Для выделения из широкого дистиллята поглотительной фракции установка должна быть оснащена ректификационной колонной. Поскольку поглотительная фракция является промежуточным продуктом, который отбирается с колонны между нафталиновой и антраценовой фракциями, с колонны необходимо отбирать, как минимум, три фракции – фенольно-нафталиновую (или раздельно фенольную и нафталиновую), поглотительную и антраценовую. Выход продуктов от безводной смолы составит, % (мас.): - пек среднетемпературный – 56-59; - широкий дистиллят – 40-43, в том числе: - нафталиновая фракция – 9-11; - поглотительная фракция – 3-6; - антраценовая фракция – 5-8; - тяжелый дистиллят – 18-20. Товарные продукты, получаемые при дистилляции смолы: - пек электродный; - нафталиновая фракция – сырье для получения нафталина; - антраценовая фракция или смесь антраценовой фракции с тяжелым дистиллятом – сырье для производства технического углерода. 25 2.3. Технология получения электродного пека Пековый парк на ОАО «Алтай-кокс». Алюминиевая промышленность является основным потребителем электродного пека. В настоящее время, в основном, используется пек марки В по ГОСТ 10200. Метод получения пека марки В заключается в термоокислении пека, получаемого на стадии однократного испарения смолы, кислородом воздуха в кубах-реакторах до требуемых значений показателей качества. Известный метод усовершенствован ВУХИНом с целью получения пека марки В из слабопиролизованной смолы путем совместного окисления пека и каменноугольных масел с последующей термовыдержкой при температуре реакции. Схема куба-реактора для получения привлечением фракций смолы представлена на рис.10. 26 пека термоокислением с 8280 Воздушник Антраценовая фракция Ø2800 Пек Вход 100 Воздух Пек Выход Рис.10. Куб-реактор Прошедший термообработку пек из куба-реактора постоянно поступает в напорные баки электродного пека (пековый парк), в которых пек охлаждается до 220-240°С, после чего идет на погрузку в термоцистерну (рис.11). 27 11 11 11 3 2 13 11 6 5 4 14 16 11 11 11 15 9 8 10 7 12 Рис.11. Принципиальная технологическая схема пекового парка: 1÷6 – напорные баки; 7 – сборник опорожнения; 8,16 – насосы; 9 – погрузочное устройство; 10 – железнодорожная термоцистерна; 11 – дыхательный клапан; 12 – железнодорожные весы; 13 – конденсатор-холодильник; 14 – расширительный бачок; 15 – сборник пековых дистиллятов. 28 Институтом ВУХИН разработаны герметичные устройства для погрузки пека, смолы, нафталина и масел в железнодорожные цистерны (рис.12). Рис.12. Устройство для погрузки пека: 1 – трубопровод отсоса паров; 2 – трубопровод подачи пека; 3 – цистерна; 4 – гидроцилиндры; 5 – стыковочное устройство; 6 – откидной мостик Технология получения пека защищена Патентами РФ №№ 2119522 и 2241016. Технология ВУХИНа по получению электродного пека внедрена на крупнейших коксохимических предприятиях России – ОАО «Алтай-кокс», ОАО «ММК», ОАО «ЗСМК». 29 2.4. Технология производства нафталина методом ректификации, грануляции и упаковки в мешкотару Целью замены технологии получения технического нафталина на технологию ректификации нафталиновой фракции с получением чешуированного нафталина, отвечающего требованиям ТУ 14-7-97-89 для марки Б, и его затариванием в полиэтиленовую мешкотару является сокращение выбросов нафталина в атмосферу в цехе переработки химических продуктов коксования на коксохимпроизводстве. Технология получения нафталина ректификацией нафталиновой фракции имеет следующие преимущества: - компактность технологической схемы, - непрерывность процесса, - возможность полной автоматизации, - повышение производительности, - улучшение условий труда, - сокращение выбросов нафталина в окружающую среду. Использование в качестве сырья широкого дистиллята, включающего нафталиновую и поглотительную фракции и сольвент-нафту, позволяет увеличить ресурсы нафталина высококачественное характеризуется и получить за поглотительное пониженным счет масло. содержанием повторной ректификации Поглотительное нафталина и масло высококипящих ароматических углеводородов, обладающих склонностью к осадкообразованию (уплотнению). Использование улучшенного поглотительного масла для улавливания бензольных углеводородов позволит снизить расход масла, а также уменьшить выход сольвент-нафты. Технологическая схема выделения нафталина из широкого дистиллята приведена на рис.13 и включает стадии: отбор широкого дистиллята при дистилляции смолы, ректификационное получение нафталина из широкого 30 дистиллята, отверждение жидкого нафталина и затаривание нафталина в чешуированном виде. 10 19 5 20 21 11 9 6 23 3 17 16 12 7 2 18 8 24 27 в 5, 6, 10, 17, 18, 28 пополнение цикла 14 13 29 4 27 22 27 15 1 27 25 из 5, 6, 10, 17, 18, 28 26 28 27 Рис.13. Технологическая схема получения нафталина: 1 - емкость широкого дистиллята; 2, 8 - трубчатые печи; 3, 9 - ректификационные колонны; 4 - сборник донного продукта; 5, 10 - дефлегматоры; 11 - 13 - теплообменное оборудование; 7, 14 - 16,19; 25 - сборники фракций; 6, 17, 18, 28 - холодильник; 20 - охладителькристаллизатор; 21 - бункер; 22 - дозировачно-фасовочное устройство; 23 - транспортер; 24 - упаковочный узел; 26 - сборник деминерализованной горячей воды; 27 - насос; 29 - холодильник деминерализованной горячей воды. В результате предлагаемой технологии может быть получена готовая продукция: - Нафталин технический, соответствует требованиям ТУ 14-7-97-89, марка Б. - Масло каменноугольное поглотительное, соответствует требованиям ТУ 2457-170-00190437-2002, марка А, сорт 1. - Компоненты масла для энергоцелей: головная фракция и тяжелый остаток ректификации. В ВУХИНе были проведены исследования, разработаны технологические показатели производства нафталина методом ректификации, грануляции и упаковки в мешкотару для ОАО «Новолипецкий металлургический комбинат», г. Липецк. 31 2.5. Получение товарной продукции из коксохимического сырья На рис.14 представлена схема товарной продукции, получаемой из коксохимического сырья. Исходное сырье для получения углеродных материалов двойного назначения: − Мезофазные каменноугольные пеки для получения углеродных волокон; − Изотропный пековый полукокс для получения высокоплотных конструкционных синтетических графитов; − Углеродные мезофазные порошки для получения самоспекающегося графита; − Неканцерогенный водорастворимый импрегнат для низкотемпературной пропитки углерод-углеродных композитов и магнезитовых огнеупоров. Химические субстанции и полупродукты из коксохимических пиридиновых оснований для получения фармацевтических препаратов (дженериков) и витаминов: − 8-Оксихинолин из хинолина для получения антибактериальных, антисептических фармпрепаратов (нитроксолин, хинозол, интестопан, дермозолон, хиниофон и др.); − Гамма-пиколин и изоникотиновая кислота для получения противотуберкулезных препаратов (изониазид, фтивазид, метазид); − Никотиновая кислота из хинолина или 8-оксихинолина для получения витамина РР; − Бета-метилнафталин для получения витамина К. 32 Коксовый газ Пиридиновые основания Коксовая батарея Бета метилнафталин Технический хинолин γ- пиколин Каменноугольная смола Мезофазный пек Анодный пек Изоникотиновая кислота Неканцерогенный водорастворимый импрегнат ВОКС Изотропный пек 8-Оксихинолин Химические субстанции фармацевтических препаратов (дженериков) Противотуберкулезные препараты: Изониазид, Фтивазид, Метазид Кокс Антибактериальные и антисептические препараты: Нитроксолин. Хинозол, Интестопан, Дермозолон, и др. Витамин К Мезофазные порошки Углеродные волокна Пропиточный пек Изотропный пековый полукокс Производство алюминия Самоспекающийся графит Графитированные электроды Рис.14. Схема товарной продукции, получаемой из каменноугольной смолы. Конструкционные графиты 3. Мероприятия по охране окружающей природной среды 3.1. Технология утилизации жидких и твердых отходов Коксохимическое производство – источник широкого перечня отходов, по своему составу и консистенции требующих специальных технологических приемов для утилизации: кислая смолка сульфатного отделения и отделения ректификации бензола, фусы отделений конденсации и дешламации смолы, полимеры, феноляты от мойки фракций смолы, масла с БХУ (биохимическая очистка сточных вод), отложения от чистки аппаратуры и прочие. По современным экологическим требованиям утилизация отходов коксохимического производства – одна из актуальнейших задач коксохимии. Эта задача решается на разработанной и проектируемой в ВУХИНе установке утилизации жидких и твердых отходов. Утилизация производится подачей в шихту приготовленной на установке дозируемой суспензии жидких и твердых отходов на ленту транспортера шихтоподачи. Текучая суспензия образуется за счет использования специального оборудования. Постоянная текучесть суспензии поддерживается её циркуляцией и перемешиванием. Технологическая схема приведена на рис.15. Рис.15. Принципиальная технологическая схема установки утилизации жидких и твердых отходов: 1-сборник; 2-бункер; 3-смеситель-нейтрализатор; 4-сборник-хранилище; 5-сборник дозатор; 6-насос. Установка обеспечивает: 34 - отсутствие складирования отходов в отвалах, за счет чего снижаются выбросы в окружающую среду; - реальную безотходность коксохимпроизводства; - отсутствие выбросов из оборудования установки за счет подключения к коллекторной системе; - увеличение количества получаемого кокса и химических продуктов за счет возвращения отходов в производство. Установка спроектирована для коксохимпроизводства ОАО «Магнитогорский металлургический комбинат». 35 3.2. Технология однофазовой очистки сточных вод коксохимического производства от фенолов, роданидов, аммонийного азота и его окисленных форм Технология фенолов, совмещает роданидов и процесс аэробного аммонийного азота (кислородного) (аммиака) с окисления анаэробным (бескислородным) превращением в газообразный азот нитритов и нитратов, образующихся в результате окисления аммиака. Одновременное протекание аэробных и анаэробных процессов в обычных аэротенках или реакторах происходит за счет специального создания конкурентных условий между основными видами бактерий, когда одни виды потребляют весь кислород, растворенный в воде, и принуждают другие виды к жизнедеятельности за счет связанного кислорода нитритов и нитратов. Особенностью технологии, включающей процесс дезазотизации, является применение щелочного реагента для нейтрализации кислот, образующихся при окислении связанного аммиака, тогда как на окисление летучего аммиака щелочной реагент не требуется. В качестве щелочного реагента возможно применение кальцинированной соды, каустической соды или извести в виде известкового молока. Расход щелочного реагента стехиометрический и соответствует расходу, требующемуся на разложение связанного аммиака. Реализация однофазовой технологии очистки сточных вод в режиме нитриденитрификации возможна на обычных одно- или двухступенчатых БХУ с их затратами на реконструкцию (строительство содового узла) и при необходимости – на расширение, исходя из нормативной окислительной мощности по аммиаку 0,12 кг · сутки /м3. 36 Характеристика однофазовой биологической очистки сточных вод Наименование Показатели Концентрация связанного аммиака в сточной воде в расчете на азот, кг/м3 Расход щелочного реагента на очистку 1 м3 сточной воды, кг: 1. Кальцинированная сода (Na2CO3) 0,38 1,14 3,80 0,1 0,3 1,0 0,29 0,86 2,86 0,2 0,6 2,0 0,1 0,3 1,0 0,1 0,3 1,0 80-95 - 0,04-0,06 0,08-0,12 0,12-0,24 0,1 0,3 1,0 № п/п 1 2. Каустическая сода (100% NaOH) 2 3 Известь в виде известкового молока (в расчете на 100 % СаО) Степень очистки сточных вод от общего азота, включая азот нитритов и нитратов, % Нормативная окислительная мощность по аммонийному азоту, кг · сутки/м3 3 Преимущества и достоинства технологии: - Упрощение технологической схемы и исключение необходимости строительства дополнительных сооружений и их оснащения перемешивающими устройствами, требующимися для классической анаэробной очистки сточной воды от нитритов и нитратов. - Повышение окислительной мощности биологических сооружений по сравнению с традиционным процессом на 20 – 30%. - Почти двукратное снижение расхода сжатого воздуха по сравнению с классическим процессом за счет одновременного протекания аэробного и анаэробного процессов. - Высокая стабильность процесса и устойчивость к колебанию нагрузки по сточной воде. - Возможность применения технологии для очистки сточных вод КХП с исходным содержанием фенолов, роданидов и аммонийного азота до 1 кг/м3 (1000 мг/дм3). 37 Основные показатели процесса очистки сточной воды КХП № Показатели качества Вход (мг/л) 1 2 3 4 5 6 7 8 9 Фенол Цианид Роданиды Аммонийный азот ХПК БПК5 ОТВ Масло и жир pH (величина безразмерная) 800 20 400 600 7500 4500 750 500 7-9 Гарантированные показатели (мг/л) <1,0 <0,2 <0-5 <5-30 <250 - 400 <30 <100 <10 6,5-8 Особенности технологической схемы с учетом внедрения современного оборудования Обычно применяющиеся для охлаждения сточной воды после аммиачных колонн кожухотрубчатые теплообменники и теплообменники «труба в трубе» быстро забиваются маслами и взвешенными веществами, что делает сложным обеспечение регламентированного температурного режима биологической очистки. Оптимальным решением этой проблемы является вакуум-испарительное охлаждение в аппаратах мгновенного вскипания (АМВ), в которых исключен непосредственный контакт охлаждающей среды и сточной воды, что позволяет сохранить поверхность теплообмена и продлить срок службы теплообменного оборудования. Целесообразность использования АМВ была подтверждена путем успешной их эксплуатации в течение многих лет на двух коксохимпроизводствах, и поэтому их внедрение рекомендуется другим КХП (рис.16). Рис. 16 Также одним из важнейших вопросов в подготовке сточных вод к биологической очистке является удаление из них смол и масел. Напорные флотаторы конструкции Гипрококса, применяющиеся на БХУ коксохимпроизводств, малоэффективны (очистка от легких масел в пределах 3038 40%), громоздки и неудобны в обслуживании. При оценке эффективности флотатора типа «Сибиряк», использующегося на одном из КХП РФ, была показана степень очистки от масел в пределах 50-70 %. Причем наряду с большей эффективностью флотаторы (рис.17) очистки, отличаются данные небольшими размерами и просты в обслуживании, что делает целесообразным их использование взамен типовых флотаторов Гипрококса. Рис.17 В технологии биологической очистки определяющую роль играет тип аэрационной системы. От него зависит как эффективность очистки, так и формирование хлопка активного ила. Применяющиеся в течение многих лет на БХУ КХП эрлифтные среднепузырчатые аэраторы ВУХИНа отличаются простотой и достаточно высокой эффективностью (коэффициент использования кислорода сжатого воздуха находится в пределах 10-15%). Кроме этого, благодаря вертикальному расположению, использование эрлифтных аэраторов позволяет в 2 раза и более снизить площади под аэротенки. Это достигается за счет увеличения полезной высоты аэротенков до 10-12 м (рис.18) и возможности подачи сжатого воздуха от типовых воздуходувок с избыточным давлением 0,50 ати на расстояние от дна сооружения 2-3 м. Рис. 18 Однофазовая технология глубокой биологической очистки сточных вод в режиме нитри-денитрификации (НДФ), включающая процесс дезазотизации разработана и внедрена на трех коксохимических предприятиях России ОАО «Северсталь», ОАО «Москокс» и ОАО «Уральская сталь». Технологический процесс защищен Патентом РФ №2121461. 39 3.3. Локальные устройства и системы сбора и утилизации вредных парогазовых выбросов химической аппаратуры Сбор и утилизация вредных парогазовых и паровоздушных выбросов из аппаратуры представляют одну из главных задач любого предприятия, работающего с жидкими химическими продуктами. ВУХИНом разработана методика оценки количества выбросов и содержание в них вредных компонентов: при необходимости возможен расчет величины рассеивания до норм ПДК, определяется и согласовывается с санитарными органами норматив ПДВ. В зависимости от поставленной задачи и необходимой Заказчику степени очистки выбросов, ВУХИН предлагает локальные устройства, собирающие выбросы одного или небольшой группы аппаратов. Например, с участков погрузки / выгрузки продуктов из железнодорожных цистерн или узлов пропитки шпал. В качестве методов утилизации собранных отходов используются: конденсация с возвратом полученного конденсата в исходный продукт; абсорбция циркулирующими техническими маслами; адсорбция дешевыми сорбентами; термическое и каталитическое сжигание; ввод отходов в технологический цикл например, в прямой коксовый газ. Разработаны варианты коллекторных систем утилизации выбросов с комплексным для сбора и последующей охватом всех аппаратов и узлов производства. В предлагаемых вариантах в качестве движущей силы для транспорта выбросов к месту утилизации может быть использовано давление собственных паров продукта, инертный газ, азот, воздух или разрежение, созданное вентилятором, насосом, эжектором, воздуходувкой. В качестве аппаратуры, используемой для сжигания, можно использовать как специальные, так и технологические печи, с утилизацией тепла или без него. Различные варианты технологии сбора и утилизации вредных выбросов использованы в рабочих проектах ВУХИНа для коксохимпроизводств ОАО «Северсталь», ОАО «НТМК», ОАО «ЗСМК», ОАО «ММК», ОАО «Алтай-Кокс». 40 Указанные выше технологии внедрены на предприятиях России: ОАО «Алтай-Кокс» (коллекторная система смолоперерабатывающего цеха, 2000г.); ОАО «ММК» (коллекторная система цеха переработки химпродуктов, 2004г.); ОАО «ЗСМК» (коллекторная система установки получения электродного пека, 2007г.). 41 4. Проектирование химического оборудования 4.1. Скруббер Вентури В настоящее время прослеживается тесное сотрудничество ВУХИН с передовыми зарубежными фирмами при выборе современного и наиболее эффективного оборудования для разработанных ВУХИНом технологий. В свою очередь ВУХИНом разработано и внедрено на КХП в цехах улавливания новое высокоэффективное оборудование для обработки коксового газа, одним из которых является Скруббер Вентури. Скруббер Вентури предназначен для очистки прямого и обратного коксового газа от аэрозолей смолы и нафталина. Основные технологические показатели: Наименование Показатель Производительность по газу, тыс.нм3/ч 50-100 Эффективность очистки, % 98-99 Остаточное содержание аэрозолей смолы в газе, мг/нм3 газа 20-50 Гидравлическое сопротивление, мм. вод.ст. 60-80 42 4.2. Устройство для загрузки и разогрева вязких продуктов в железнодорожных цистернах Устройство предназначено для загрузки в железнодорожные цистерны смолы и антраценового масла, а также для разогрева смолы в цистернах паром (рис.19). Рис.19. Устройство для загрузки и разогрева вязких продуктов в железнодорожных цистернах. 43 Технические характеристики: - Ручное управление устройством. - Подвод-отвод поворотом устройства в горизонтальной плоскости – 110°. - Лебедка ручная грузоподъемностью – 0,5 т. - Подвод-отвод в вертикальной плоскости – ~800 мм. Телескоп: - Условный проход трубопровода – 80 мм. - Ход телескопа – 2620 мм. - Загружаемый материал – смола. - Температура смолы для загрузки – 80 °С. - Температура острого пара для разогрева смолы – 160°С. 44 4.3. Устройство для загрузки нафталина и масел в железнодорожные цистерны Устройство предназначено для загрузки плавленого нафталина, антраценового масла и других химических продуктов в железнодорожные цистерны (рис.20). Рис.20. Устройство для загрузки нафталина и масел в железнодорожные цистерны. 45 Технические характеристики: - Ручное управление устройством. - Подвод-отвод поворотом устройства в горизонтальной плоскости – 110°. - Лебедка ручная грузоподъемностью – 0,5 т. - Подвод-отвод в вертикальной плоскости – ~ 800 мм. Телескоп: - Условный проход трубопровода – 100 мм. - Загружаемый материал – жидкий нафталин, антраценовое масло. - Температура жидкого нафталина для загрузки – 80-85 °С. - Температура антраценового масла для загрузки – 60-80°С. 46 4.4. Аппараты для улавливания бензольных углеводородов Технология улавливания бензольных углеводородов на коксохимических предприятиях включает традиционные стадии обработки коксового газа: конечное охлаждение газа, абсорбцию бензольных углеводородов поглотительным или соляровым маслом, дистилляцию бензольных углеводородов. ВУХИНом на ОАО «Уральская сталь» и ОАО «НТМК» проведены работы по реконструкции бензольных отделений. Для процесса конечного охлаждения коксового газа взамен двух конечных газовых холодильников (КГХ) с плоскопараллельной насадкой (ППН) внедрены КГХ с провальными тарелками, производительностью по газу 50 тыс. нм3/ч. При равных гидродинамических характеристиках была достигнута разница температур теплоносителей 0-1°С. Разработаны и внедрены высокоэффективные абсорберы с провальными тарелками, работающие как на поглотительном, так и на соляровом масле взамен абсорберов с Z-образной насадкой, производительностью по газу 100 тыс. нм3/ч. Массообменные характеристики сопоставимы по эффективности с аппаратами с регулярной насадкой. На ОАО «Уральская сталь» внедрены винтовые скоростные теплообменники взамен кожухотрубчатых для охлаждения оборотной технической воды цикла КГХ, взамен семи сдвоенных теплообменников установлен один сдвоенный аппарат. Интенсивность охлаждения увеличилась с 60 ккал/ м2·ч ·°С до 600 ккал/ м2·ч ·°С, т.е. в 10 раз. Аналогичные теплообменники установлены для систем масло-вода, масло-масло. Все внедренное оборудование, в том числе конечный газовый холодильник, абсорбер, теплообменное оборудование имеет «ноу-хау», требует индивидуального изготовления. В результате проведения реконструкции бензольных отделений достигнута стабилизация основных технологических нормативными требованиями. 47 показателей в соответствии с